
Mega-scale, low-carbon hydrogen has arrived
Spring 2024

precision, high-pressure Coriolis dispensing solutions reduce safety concerns without compromising capacity. Harness the power of alternative fuels to drive efficiency as you take your business to new distances. Learn more at www.emerson.com/micromotionhighpressure
Emerson’s
Go Hydrogen.
03 Comment
04 Asia’s hydrogen landscape: is the region slipping behind?
Flor De la Cruz, Wood Mackenzie, discusses the state of the hydrogen market in Asia and how the region can catch up with developments in Europe and the US.
10 Adapting in a new era
Conrad Purcell, Haynes and Boone LLP, UK, provides a review of the issues arising from adapting existing hydrocarbon infrastructure for use with hydrogen.
13 Hy standards – part one
In the first part of a two part article, Justin Distler and Vince Mazzoni, Black & Veatch, discuss the ongoing development of safety codes and standards to mitigate the unique risks associated with hydrogen and its production systems.
29 Mega-scale hydrogen decarbonisation is in reach
Adam Samir Kadhim and Nitesh Bansal, Topsoe, consider the possibilities for mega-scale decarbonisation via diverse low-carbon hydrogen methods.
35 A smooth transition
Raj Melkote, Bayotech, explains how utilising renewable natural gas as feedstock in steam methane reforming (SMR) can enable the production of net-zero carbon hydrogen.
40 Powering the CO2 countdown
Yanling Wu, Ganesh Venimadhavan and Bhargav Sharma, Honeywell Connected Enterprise, alongside Tim Ballai, Honeywell UOP, explain how simulation tools can help to accelerate innovation in clean hydrogen project development.
45 Scaling up to meet anticipated demand
17
Financing a hydrogen future – the good, the bad and the ugly
With only around 9% of new green hydrogen projects under construction or having reached final investment decision (FID) stage, Nadim Chaudhry, World Hydrogen Leaders, takes a look at the challenges and likely pathways to drive the industry forward.
21
Building investor trust in hydrogen projects
Lauren Davies, Andrew Nealon, Alistair Wishart and Garrett Finch, Vinson and Elkins, explain the role of project financing in the development of low-carbon hydrogen projects.
25 Changing the game for decarbonised hydrogen projects
Justin Schaeffer and Mario Graca, Shell Catalysts & Technologies, discuss how new legislation that incentivises lowering the carbon intensity of produced hydrogen may warrant a reassessment of projects.

Todd Cartwright, Nel Hydrogen, discusses why electrolyser equipment needs to range from small containerised systems to large capacity plants in order to meet varying market needs.
51 Revolutionising PEM electrolysers
Magnus Thomassen, Hystar, Norway, highlights the importance of innovation in scaling green hydrogen production.
55 The impor tance of decentralisation
Andrea Pusceddu, IMI Critical Engineering, outlines why decentralised hydrogen production will be key in decarbonising the transport and logistics sector.
59 Fulfilling the promise of green hydrogen
Soufien Taamallah, Electric Hydrogen, and Luiz Soriano, Neuman & Esser, explain the importance of collaboration between electrolyser OEMs and compressor OEMs in driving industrial scale decarbonisation.
63 Under pressure
Derrick Bauer, Ebara Elliott Energy, considers the challenges associated with the compression and transportation of high-pressure hydrogen through existing pipelines.
69 The move to blue
John Anderton, Atmos International, discusses the rise of blue hydrogen and the important role of pipeline simulation.
Topsoe provides leading technology, catalysts and solutions to customers producing hydrogen from natural gas, alternative feedstocks including waste and biomaterials, or via electrolysis. Topsoe’s solutions can be tailor-made to allow feedstock flexibility. They help ensure customers can reliably produce high-quality, high-purity hydrogen, whether the final product is low-carbon blue, green or traditional hydrogen.


Copyright© Palladian Publications Ltd 2024. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, recording or otherwise, without the prior permission of the copyright owner. All views expressed in this journal are those of the respective contributors and are not necessarily the opinions of the publisher, neither do the publishers endorse any of the claims made in the articles or the advertisements. Printed in the UK.
Join the conversation @HydrogenReview like join Global Hydrogen Review @Hydrogen_Review follow Spring 2024 Volume 3 Number 8 ISSN 2977-1927 CBP019982

Scaling the Hydrogen Ecosystem
Forging a more efficient path to net zero and energy security

Yokogawa offers a comprehensive range of sensor-to-enterprise solutions to support the hydrogen ecosystem. Our business solutions help scale the entire hydrogen value chain. Together we can create a prosperous low carbon hydrogen economy on the path to net zero.


Callum O'Reilly Senior Editor
Managing Editor James Little james.little@palladianpublications.com
Senior Editor Callum O'Reilly callum.oreilly@palladianpublications.com
Editorial Assistant Poppy Clements poppy.clements@palladianpublications.com
Sales Director Rod Hardy rod.hardy@palladianpublications.com
Sales Manager Chris Atkin chris.atkin@palladianpublications.com
Sales Executive Sophie Birss sophie.birss@palladianpublications.com
Production Manager Kyla Waller kyla.waller@palladianpublications.com
Events Manager Louise Cameron louise.cameron@palladianpublications.com
Digital Events Coordinator Merili Jurivete merili.jurivete@palladianpublications.com
Digital Content Assistant Kristian Ilasko kristian.ilasko@palladianpublications.com
Digital Administrator Nicole Harman-Smith nicole.harman-smith@palladianpublications.com
Admin Manager Laura White laura.white@palladianpublications.com
Data from a NASA-funded study has found that the Moon is slowly shrinking. As its molten core cools, the Moon is gradually contracting and shrivelling, like a grape drying out to a raisin. As this happens, faults along the Moon’s surface have appeared. These faults − along with moonquakes that can last for hours − mean that the Moon is vulnerable to landslides. And although researchers are quick to reassure us that this does not affect us back on Earth, they do have concerns about the safety implications of such landslides for future lunar visitors.
Despite the risks involved, the scientific discoveries that can be gained from lunar exploration are enormous. In fact, rock samples from the Apollo missions are still revealing their secrets to this day. Scientists at the US Naval Research Laboratory (NRL) recently discovered solar-wind hydrogen in a lunar soil sample. It is the first time that scientists have demonstrated detection of hydrogen-bearing species within vesicles in lunar samples. The discovery could revolutionise space travel, enabling future astronauts to one day use water on the Moon for life support and rocket fuel. “Hydrogen has the potential to be a resource that can be used directly on the lunar surface when there are regular or permanent installations there,” said Dr Katherine D. Burgess, Geologist in NRL’s Materials Science Technology Division. “Locating resources and understanding how to collect them prior to getting to the Moon is going to be incredibly valuable for space exploration.”
A number of initiatives aimed at exploring and developing the Moon are already underway, such as the US-led Artemis III project, which is the first Artemis mission that plans to have a crewed lunar landing. The Japanese Aerospace Exploration Agency (JAXA) is also considering a concept for a plant that will utilise water resources on the Moon to produce hydrogen and oxygen for use by spacecraft and manned facilities. JAXA plans to study the concept of the entire system of a lunar in-situ resource utilisation (ISRU) plant and conduct ground demonstration this decade, with the aim to construct a demonstration plant in the 2030s and launch full-scale operation by 2040.
At the end of last year, JGC Corp. was selected by JAXA for the conceptual study of the ISRU plant. JGC will carry out demonstration planning as well as a study of a pilot plant concept. And in anticipation of the fact that such a plant may be built on the Moon, JGC also announced that it has teamed up with Yokogawa Electric Corp. to develop a control system that will support the ultra-remote communications required for the operation of plants on the lunar surface. Such a system, which will be located at a ground station, would need to take into account constraints such as the communication delay between the Earth and the Moon. By the end of this year, the two companies plan to complete a study that will identify an optimal solution for a control system that will be able to handle ultra-remote communications.
Editorial/advertisement offices:
Palladian Publications 15 South Street, Farnham, Surrey
GU9 7QU, UK
Tel: +44 (0) 1252 718 999 www.globalhydrogenreview.com
Back on Earth, there are a number of other exciting developments underway to ensure that hydrogen plays a key role in decarbonising our energy systems. You can find out more about a range of innovative solutions and exciting projects within the pages of this issue. And if you are picking up a copy of this magazine at the World Hydrogen Summit in Rotterdam, I’d like to encourage you to sign up for a free subscription to Global Hydrogen Review by scanning this QR code.


Flor De la Cruz, Wood Mackenzie, discusses the state of the hydrogen market in Asia and how the region can catch up with developments in Europe and the US.
4

The low-carbon hydrogen market kicked off in Asia in 2020 and now accounts for more than 27 million tpy (or 23%) of global project announcements. Australia announced several giga-scale projects between 2020 and 2021, leveraging its excellent renewable resources and ample land availability to produce low-cost electrolytic hydrogen. India quickly followed with a host of project announcements of its own. Both markets are targeting hydrogen-as-ammonia exports to Japan, South Korea and Singapore.
After the US announced a US$3/kg H2 production tax credit (PtC), the country’s low-carbon hydrogen became the most competitive this decade. Capital and developers began to flock to the world’s biggest economy. As a result, project announcements in Asia almost came to a halt and existing projects’ development slowed down.
With over 14 exporters worldwide targeting only two major import centres, the EU and Northeast Asia, Asian markets need robust strategies to capture demand.
Key markets like India and Australia retain a favourable position to become hydrogen exporters to Northeast Asia but challenges around costs, supply chains, hydrogen emissions and subsidies are starting to mount.
Markets that can respond swiftly with a combination of subsidies, domestic targets and simplified regulatory processes to offer the most competitive hydrogen costs will have the upper hand in ensuring Asia does not lose its advantage: proximity to key import markets.
Electrolytic hydrogen costs in Asia
Australia’s renewable resources and ample land availability propelled it to the forefront of global electrolytic hydrogen project announcements, totalling over 13 million tpy and 89 gigawatt electrolysis (GWe) at the end of 2023. However, Australian projects have stalled, with nearly 80% still in early development.
Despite boasting excellent renewable resources, EPC and labour costs have driven up the levelised cost of hydrogen (LCOH) in Australia. The LCOH of electrolytic hydrogen in Australia is over US$10/kgH2 today. India and China’s lower labour and EPC costs give them a competitive edge in the region, but the LCOH is still above US$7/kgH2
By 2030, Wood Mackenzie forecasts a 40% decrease in electrolytic hydrogen costs. But this will not be enough to make electrolytic hydrogen competitive this decade. Governments are working to bridge this gap through hydrogen subsidy schemes.
In 2023, the Australian federal government allocated US$1.4 billion (AU$2 billion) to the ‘Hydrogen HeadStart’ programme, offering a 10-year credit to large-scale projects. Wood Mackenzie estimates the tax credit will ease the burden by around US$1.2 - 2/kgH2, but it will only support two to three projects, which would be less than 1% of Australia’s announced project capacity.
The Indian national government also announced a subsidy scheme, the Strategic Interventions for Green Hydrogen Transition (SIGHT) programme. It aims to give out incentives worth US$2 billion to manufacture electrolysers and electrolytic hydrogen. Under the scheme, electrolytic hydrogen producers can receive a maximum payout per kg of hydrogen of 50 rupees (US$0.60) in the first year, 40 rupees (US$0.48) in the second and 30 rupees (US$0.36) in the third.
Lastly, Japan allocated US$20 billion for its Contracts for Difference (CfD) subsidy scheme to support low-carbon hydrogen and ammonia over a 15-year period. The CfD covers the landed price gap between low-carbon hydrogen and the price of the fuel it will displace, primarily coal and LNG, or the price of grey hydrogen. Wood Mackenzie estimates that this will amount to US$1 - 3.5/kgH2 with the subsidy decreasing over time as the cost of low-carbon hydrogen comes down.
5
Although governments are developing subsidy schemes, more is needed to bring down costs. For the LCOH of electrolytic hydrogen to slip under US$2/kgH2, or on parity with grey hydrogen, it will require a combination of cost reduction strategies. Total investment costs (TIC) must decrease by at least 80% and electrolyser system efficiency needs to reach 80% from 70% currently. Electricity costs also need to drop below US$40/MWh with capacity factors above 80%.
Electrolyser stack costs will come down as OEMs continue to automate and scale manufacturing. OEMs are working to improve electrolyser efficiency, with technologies such as solid oxide electrolyser cell (SOEC) already approaching 80% efficiency. Developers are pursuing giga-scale electrolysis projects that


Assumptions: off-grid power source: onshore wind, hydrogen technology: alkaline (pressurised), capacity: 200 MW, load factor: 26 - 37%, system efficiency: 60%, lifetime: 20 years, FID 2023 and 2030. Source: Wood Mackenzie Lens Hydrogen and Ammonia service.
can offer significantly lower TICs by leveraging industrial-sized equipment and giga-scale hybrid renewable projects. Onshore wind and solar projects can potentially offer electricity costs below US$40/MWh with capacity factors above 80% in specific locations in Australia and China.
Although costs will be a determining factor for developers trying to secure offtake agreements, carbon intensity will also play a major role. Developers must understand how project design can impact their expenses and carbon intensity. Failing to do so can cost them lucrative subsidies that can make or break project economics.
Forget colours, it’s time to look at carbon intensity
In Asia, several countries have established carbon intensity thresholds for low-carbon hydrogen. South Korea offers the most lenient standard, defining low-carbon hydrogen as having a well-to-gate emissions of 4 kg of CO2e/kgH2. India is the most restrictive, setting the average annual threshold at 2 kg of CO2e/kgH2
However, most standards in the region lack rules on additionality; that is, adding new renewable capacity alongside hydrogen production. Electrolyser demand for clean power could inadvertently lead to additional fossil-based generation to meet other demands on the grid, increasing overall emissions.
The bulk of operational and announced low-carbon hydrogen projects in Asia are electrolytic hydrogen projects, with China leading the way on projects in operation. But most projects there are grid-connected, raising concerns about their actual ‘greenness’.
China, India and Australia still rely heavily on fossil fuels, primarily coal, to meet power demand. With average power grid intensity above 0.5 kg of CO2e/kWh, this would mean hydrogen emissions from a grid-connected electrolyser would surpass brown hydrogen in all three markets.
Crucially, developers in these markets are targeting exports to Japan, South Korea and the EU. The EU has the strictest rules on grid-connected electrolysers which may pose a challenge for developers. While Japan and South Korea have less stringent rules on grid-connected electrolysers, they still require developers to have a green power purchase agreement (PPA) in place.
In economies such as India and China, the rapid roll-out of renewables is struggling to keep pace with growing power demand, limiting green PPA availability for electrolytic hydrogen. In addition, grid congestion could add hurdles in delivering green power, despite developers having signed a PPA. In these markets, the availability and deliverability of a truly green PPA remains challenging, even for the most willing developers.
It looks inevitable that project developers will require detailed certification across the value chain to sell their delivered product into key import markets. This will not come cheap. Several bodies have emerged that are willing to certify entire hydrogen value chains for a hefty fee. And without a global agreement on carbon-intensity measurements, emissions scopes, methodology and rules, developers may require multiple certificates to access different markets.
The role of China
China’s position on electrolytic hydrogen production will be critical. The country already has 0.3 million tpy of grid-connected
6 Spring 2024 GlobalHydrogenReview.com
Figure 1. Asia’s low-carbon hydrogen project announcements. Source: Wood Mackenzie Lens Hydrogen and Ammonia service.
Figure 2. Cost of electrolytic hydrogen by start-up year.
Accelerating decarbonised hydrogen together
The world’s energy systems are changing. Hydrogen is becoming a key part of the future energy mix, with a need for very large volumes of hydrogen on the horizon. Decarbonised (blue) hydrogen can help meet that need, and Shell Catalysts & Technologies has developed a low cost, high capacity way to match those production requirements through the Shell Blue Hydrogen Process. This brings together several proven technologies to deliver 1,000 te/day of hydrogen from a single train with up to 99% CO2 capture rate at a very competitive Levelized Cost of Hydrogen (LCOH). It is a hydrogen solution designed to help decarbonise hard-to-abate industries, lower the CO2 footprint of heavy transport, and reduce home heating emissions.
Learn more at catalysts.shell.com/bluehydrogen.
electrolysers in operation, largely based on Chinese alkaline technology. Chinese alkaline electrolysers have lower limits of 20 - 50% to operate safely, meaning they require some continual electrical load. Proton exchange membrane (PEM) technology, more commercialised by western OEMs, can operate at lower limits and be closer to 0%. This allows developers to mirror hydrogen production to renewable generation. But it comes at a higher cost.

China accounts for 57% of the current 45 GW of global electrolyser manufacturing capacity. An additional 15 GW is planned in 2024.
With China’s highly competitive electrolyser OEMs seeking to dominate the global market like the country’s renewables and battery manufacturers already do, China’s low-cost and slightly more efficient alkaline electrolysers could proliferate. This could have consequences for both technology choices and emissions. A significant expansion of grid-powered hydrogen projects operating on China’s alkaline technology across price-sensitive emerging economies could result in a two-tiered hydrogen market.
However, permitting some grid supply can be seen as the pragmatic approach to kickstart the hydrogen economy in Asia.
Where will demand come from?
In Asia, three countries – Japan, South Korea and Singapore –drive the bulk of the demand. As per Wood Mackenzie’s latest supply and demand outlook, these markets will need to import at least 2.3 million tpy of low-carbon hydrogen by the turn of the decade to meet domestic demand. Both hydrogen and ammonia will be key to achieving decarbonisation targets in the power and transport sectors. Hydrogen gas co-firing and ammonia coal co-firing to decarbonise power will constitute around half of overall hydrogen demand this decade. Many Japanese or South Korean firms are beginning to trial this technology ahead of commercial adoption, which will ramp up in the early 2030s.

PEMWE: proton exchange membrane water electrolysis. AEM: anion exchange membrane electrolysis. SOEC: Solid oxide electrolyser cell. Source: Wood Mackenzie Lens Hydrogen
These markets are supportive of blue ammonia imports in the near term to offer scale at a lower cost. A landed cost of US$600/t for blue ammonia into Northeast Asia looks achievable this decade, which is roughly half the cost of importing electrolytic (green) ammonia in the same timeframe. However, energy security plays a key role, and Japan and South Korea will continue to pursue electrolytic hydrogen projects that can offer diversity of supply in the next decade.
Japanese and Korean companies have been actively developing projects overseas, and this trend will continue. As these companies negotiate hydrogen-as-ammonia offtake agreements, project developers are willing to offer equity to Japanese and Korean companies or projects where Japanese or Korean companies are already partners.
Conclusion
Despite Australia and India establishing subsidy schemes – these will hardly move the needle. The two countries currently do not have the capital to support subsidy programmes on par with those announced in the US and EU. Japan’s CfD scheme can help Australian and Indian projects get off the ground. But again, subsidies alone will not be enough, electrolytic hydrogen projects need to scale.
Scale can deliver additional cost savings and make electrolytic hydrogen projects competitive with programmes in markets such as the US. In Asia, over 100 GWe of the 127 GWe in announced projects are giga-scale electrolytic hydrogen projects with capacities above 1 GW of electrolysis. Giga-scale projects require more complex supply chains and will take longer to be developed, pushing timelines into the 2030s. So, although it may seem Asia is slipping behind, Asian giga-scale projects just need more time to develop.
8 Spring 2024 GlobalHydrogenReview.com
Figure 4. Chinese electrolyser manufacturing capacity by technology. (P)AWE: pressurised alkaline water electrolysis.
and Ammonia service.
Figure 3. Grid-connected electrolytic hydrogen emissions.
Assumptions: power intensity is taking the average grid intensity in each market. Electricity consumption is assumed to be 47 kWh/kgH2 for the electrolyser system. Electrolyser efficiency is assumed to improve over time. Source: Wood Mackenzie Lens Hydrogen and Ammonia service.


Elliott’s Flex-Op® Hydrogen Compressor features flexible, configurable, and economical compression options for hydrogen applications. Designed with proven Elliott compressor technology, the Flex-Op’s compact arrangement of four compressors on a single gearbox maximizes compression capability with enough flexibility to run in series, in parallel, or both. Who will you turn to? n
The World Turns to Elliott COMPRESSORS | TURBINES | CRYODYNAMICS® | GLOBAL SERVICE
Learn more at
Turn to Elliott Group for operational flexibility in hydrogen applications.
www.elliott-turbo.com
Hydrogen Compression

Conrad
Purcell, Haynes and Boone LLP, UK, provides a review of the issues arising from adapting existing hydrocarbon infrastructure for use with hydrogen.
The electrification of transport, heating and industry, using power generated from renewables, is the basis on which many governments hope to reduce greenhouse gas (GHG) emissions and thereby arrest climate change. Inevitably there will be certain sectors in which GHG emissions are hard to abate, such as shipping, aviation, steel and cement production and petrochemicals. In order to reduce GHG emissions from these sectors, governments are supporting industry to find solutions based on the use of hydrogen and its derivatives. If a substantial part of the economy is to be powered by hydrogen, then the existing hydrocarbon infrastructure will need to be adapted to work with alternative fuels.
Pipelines
Whether hydrogen production takes place at large scale centralised production facilities or at a more local decentralised scale, it is likely that end users will in future be reliant upon at least some transportation infrastructure if hydrogen is to be used as a feedstock for industry, as well as potentially as a fuel for power generation. The allocation of risk between hydrogen producers, pipeline owners and buyers of hydrogen will need to be carefully managed to ensure that a commercially robust contractual and regulatory framework is in place. In the UK, the Energy Act 2023 has extended the provisions contained in the Gas Act 1986 to cover the licensing of pipelines for the transport of hydrogen. Many of the risks associated with hydrogen gas are similar to the risks associated with natural gas (which is mostly made up of methane), but there are some differences. Some of the key issues that will need to be addressed include the corrosive effect of hydrogen on steel – which is used in the construction of many pipelines – and the risk of hydrogen gas escaping through gaps in the pipeline due to the very small size of hydrogen molecules. This may be addressed either by modifying pipelines or by using a blend of hydrogen and natural gas that is sufficiently chemically similar to the original design parameters of the pipeline to avoid any negative impact. Blending a small quantity of hydrogen into the natural gas system (between 5 - 15%) is currently considered to be safe in Europe and may help to facilitate the energy transition. However, this is not a complete solution where the ambition is to move away from fossil fuels altogether.
10

11
Shipping
If hydrogen production takes place at an industrial scale using renewable energy to make ‘green hydrogen’ in parts of the world where the conditions are best suited to its production, such as parts of South America or Australia, then it will need to be transported to the places where it will be used. Historically, natural gas has been transported over long distances as LNG and it is possible for hydrogen to be liquified and transported as LH2, although the costs of doing so are high. This is partly because of the very low temperature required for LH2 and partly because of the volumetric energy density of LH2. Although long distance pipelines may be a solution to the problems associated with shipping hydrogen, another alternative is to convert hydrogen to ammonia, which is cheaper and easier to transport by ship than hydrogen. Ammonia can be used as a replacement for hydrocarbons in a number of currently high GHG emission areas, such as the manufacture of fertilizers for food production and as fuel. However, there are some drawbacks to the use of ammonia as it is a toxic chemical and the risks associated with handling it and the possibility of environmental damage resulting from spillages reduce its attractiveness as an energy carrier. There are some industrial processes where pure hydrogen will be required and it does not make sense to convert hydrogen to ammonia, transport it to another location, and then crack it to get back to hydrogen. In such cases, it may be that the most economically viable solution is to move the industrial activity for which pure hydrogen is required to a part of the world where hydrogen is available locally.
Storage
Production of hydrogen using renewable energy powered hydrolysis depends upon a supply of renewable energy that may be intermittent. As a consequence, there is likely to be a seasonal storage requirement for hydrogen in an economy that is more reliant upon hydrogen as a fuel or feedstock. Natural gas is commonly stored underground in salt caverns and the physical conditions within salt caverns are also suitable for storage of hydrogen. Depleted oil and gas fields may also be used to store hydrogen, although the risk of a chemical reaction with hydrogen is greater in these, making them less desirable. Another advantage of using salt caverns that historically stored natural gas for hydrogen storage is the cost saving from reusing natural gas facilities, such as the operation and control systems which can be converted to be used for hydrogen.
Boilers
If hydrogen is to be burned in boilers as a fuel instead of natural gas, there are some specific risks that need to be considered and planned for. Hydrogen produced in a way that avoids GHG emissions, e.g. from electrolysis using renewable electricity or with carbon capture and storage, may be a suitable fuel for heating water in a sustainable way that helps to mitigate climate change. The fact that hydrogen gas is non-toxic to humans is also a positive factor in favour of its use in residential settings. Notwithstanding the transportation issues associated with pumping hydrogen through pipelines, it is likely that where hydrogen is used in remote locations, because electrification is deemed to be impractical, that it will need to be stored on site in high pressure storage tanks due to hydrogen’s low ambient temperature energy density. The risk of a high-pressure hydrogen tank exploding and causing injury and
property damage may be mitigated by the lack of neighbouring properties in a remote location, but it would be more difficult to manage in a populous area. There are also practical issues associated with the combustion of hydrogen (e.g. hydrogen burns with a clear flame that cannot be detected in the same way as a natural gas flame) that will impact the safety equipment used in existing infrastructure as part of the adaptation to using hydrogen as a fuel.
Long-haul aviation
Electrification of short-haul passenger fights may become possible in the future, but long-haul flights are unlikely to ever be powered by electricity. As such, alternative sources of aviation fuel with lower or net zero GHG emissions will be required. One exciting development in this space is the production of sustainable aviation fuel (SAF) using solar power. Using a concentrated solar power plant, solar energy is captured from heliostats and transferred by heat transfer fluid to a molten salt thermal energy storage system. The heat can then be used to generate steam to drive a turbine generating electricity to power an electrolyser for hydrogen production. Residual heat from the plant can also be used to facilitate the combination of the hydrogen and carbon monoxide through the Fischer-Tropsch process to produce a liquid hydrocarbon that can be used to power aircraft. The advantage of using SAF, rather than converting aircraft to use hydrogen as a fuel, is that SAF works as a direct replacement for fossil fuel derived aviation fuel, which means that existing aircraft propulsion systems, refuelling infrastructure and airport designs can be used without needing to be redesigned or replaced. The only carbon that is emitted from burning the SAF is that which was input during the production process, meaning that SAF could be effectively net GHG neutral.
The case for SAF has been extended by some car manufacturers and classic car enthusiasts to allow for the continued production of internal combustion engine powered vehicles, as well as for the continued use of vintage and classic cars which would otherwise likely be prohibited from using fossil fuels at some point in the future.
Conclusion
There is growing momentum in the development of the hydrogen industry. In the UK, the government announced 11 major projects to produce green hydrogen in December 2023, backed by £2 billion of government funding. Some of the potential uses for hydrogen will evolve as the difficulties associated with its low energy density and corrosive effect result in adaptation. The use of green hydrogen as a fuel to be blended into the natural gas network for combustion may ultimately be uneconomic if electrification turns out to be a more economical way of generating heat. This is especially true if green hydrogen turns out to be more valuable as a feedstock for fertilizer production or SAF than as a fuel in its own right. The use of existing infrastructure, especially in areas such as hydrogen storage in salt caverns, will give the transition away from fossil fuels to a more hydrogen-based economy a boost. It remains to be seen what impact the production of hydrogen in parts of the world that have not traditionally been energy exporters will have on the location of global manufacturing centres, but it is likely that exporting energy in the form of manufactured goods may be more economical than exporting it in the form of hydrogen on ships.
12 Spring 2024 GlobalHydrogenReview.com
In the first part of a two part article, Justin Distler and Vince Mazzoni, Black & Veatch, discuss the ongoing development of safety codes and standards to mitigate the unique risks associated with hydrogen and its production systems.

Increased public and industry awareness of hydrogen and hydrogen systems safety is important as the industry advances the use of hydrogen as a fuel. The safe use of hydrogen begins with the understanding that it has some different properties to most hydrocarbon fuels used today, but also some similar safety hazards. Hydrogen is a colourless, odourless, tasteless, and non-toxic gas. It is 14 times lighter
than air and dissipates rapidly in an open space. It has a low ignition energy and a wide range of flammability (4 - 75%, by volume, in air) in addition to its higher flame temperature, higher flame speed, and low visibility in daylight relative to natural gas. These properties of hydrogen, among others, result in unique safety considerations that must be properly managed.
13
Key hazards with gaseous hydrogen typically include major leaks, fires, explosions, high pressures, and material embrittlement. For enclosed hydrogen systems, deflagration and detonation should be factored in the design of the building or enclosure. High pressure systems can result in high velocity leaks and also pose risks for high pressure ruptures, so proper safety distances and inherently safe design should be implemented to minimise risks.
Embrittlement is also an important design consideration with any piping or storage system that interacts with hydrogen. Depending on the pressure, temperature, cycling, and environment, proper materials of construction are selected to avoid hydrogen embrittlement, thereby avoiding circumstances that could lead to a major leak or failure. Additionally, liquid hydrogen has hazards including cryogenic temperatures that can liquefy air and cause oxygen enrichment, which increases the risk of combustion of certain materials, such as asphalt.
Best practices for handling hydrogen systems need to be planned, developed, communicated, and implemented in any project across all stakeholders from initial planning, through to operations and maintenance.1 It is important to establish a strong corporate safety culture, be open to feedback and concerns from various stakeholders, and educate relevant staff on the hazards of hydrogen systems, including local authorities having jurisdiction (AHJs) and first responders.
Facility design
Inherently safe design principles are important for any project, including hydrogen projects due to the hazards previously mentioned. Proper facility design should consider and address appropriate indoor and outdoor design criteria,

including but not limited to: ventilation, venting/flaring, electrical hazardous area classification, leak/flame detection, deflagration, detonation, safety distances from exposures, and isolation. In addition to manually-activated shutdowns, emergency shutdown should be automated through hydrogen leak/flame detection and process upsets. All gaseous hydrogen will be vented safely during shutdown. Figure 1 summarises key facility design criteria to be considered for a hydrogen project.
The key facility design considerations depicted in Figure 1 are dependent on the system, application, and operating pressure/temperature, and expound on these additional criteria.2
Venting/flaring
Hydrogen release from pressure relief devices and equipment purges need to be routed to a vent that discharges to a safe location. The Compressed Gas Association G-5.5 Standard for Hydrogen Vent Systems indicates that a flare is not required on hydrogen vents. The National Aeronautics and Space Administration indicates that hydrogen has been safely vented with flows less than 0.5 lb/s, however meteorological conditions, other site-specific factors, and vent stack discharge velocities should be considered when deciding between venting or flaring.3 While industry guidance lacks prescriptive requirements for the use of hydrogen flares, best practices and project specific considerations need to be applied on a project-by-project basis.4 Hydrogen vents are prone to ignite because of hydrogen’s low autoignition energy, so vents will still need to consider a thermal radiation exclusion zone around a vent, as well as consider any resulting thrust and extinguishing methods for an ignited vent or flare. For large-scale hydrogen projects with common vents, it may be prudent to include a flare to provide a controlled burn of vented hydrogen, assuming any unsteady flow operational risks can be properly understood and controlled. The ignition of a hydrogen plume formed out of a vent without a flare can cause significant acoustic emissions, which could startle plant personnel or the public if the project is sited near a community. Another important consideration is the ventilation of oxygen. Hydrogen production using electrolysis processes will generate large amounts of oxygen. Proper placement of oxygen vents is critical since placement of oxygen vents too close to hydrogen vents can result in an even more dangerous gas mixture than the hydrogen alone. During detailed design, a dispersion analysis should be performed on the hydrogen vents/flares to ensure the design is sufficient. American Petroleum Institute (API) 521 recommends a dispersion analysis, even for flares in case of a flame out of the flare.
Electrical hazardous areas
Electrical equipment located near hydrogen equipment or piping should be rated for the appropriate hazardous area classification. For example, hydrogen areas may be rated for Class 1 Division 1 or 2 Group B, per the National Electric Code (NEC). Depending on jurisdictional rules, equivalent international or region-specific codes and standards addressing electrical hazardous area classification can be used.
14 Spring 2024 GlobalHydrogenReview.com
Figure 1. Hydrogen facility design criteria.
The flow control partner for all your PtX processes
For all things hydrogen
Valve solutions for green and blue hydrogen manufacturing, processing and transportation
Creating a greener way forward with reliable, superior performance and a comprehensive service offering
– built on extensive industry experience and proven performance in all key applications.

For more information, visit valmet.com/flowcontrol
Deflagration and detonation
Proper deflagration design should be considered for any enclosures containing hydrogen systems. National Fire Protection Association (NFPA) 68 provides guidance on deflagration venting design and NFPA 2 provides further guidance on using barricade construction in conjunction with deflagration minimisation techniques. In the event that detonation is possible, NFPA 69 provides additional guidance to manage the explosion after it occurs. NFPA 67 also provides guidance on explosion protection for gaseous mixtures in pipe systems to prevent air ingress to piping during venting and flaring events.
Ventilation
Proper ventilation of any enclosed hydrogen systems is important to keep hydrogen volumes below an explosive mixture. The ventilation quantity can vary depending on the applicable code. The typical six air changes per hour used for other hazardous gases may not be sufficient for hydrogen applications. Manufacturer’s guidance should be followed. Ventilation of the enclosed space should have any air inlets located at the lowest point, while any outlets are located at the highest point, where hydrogen can accumulate. Forced draft ventilation should use non-sparking fans and electronics to mitigate ignition sources. In some instances, active ventilation can be used to reduce the hazardous area classification.5,6 Failure or shutdown of ventilation systems typically results in the shutdown of hydrogen production equipment.
Leak/flame detection
There are a variety of technologies to detect hydrogen leaks including conventional cathodic bead, thermal, acoustic, hydrogen leak detection tape, fibre optic, or palladium film. Infrared style detectors are not effective for hydrogen. Hydrogen leak and flame detection is critical in determining if a system needs to be shut down on an emergency or maintenance basis. A combination of fixed and mobile detection equipment should be used to protect operators throughout the project lifecycle. Oxygen detection is also a good idea in occupied areas. Oxygen leaks can produce enriched areas with a very high fire danger. Nitrogen leaks can produce oxygen lean areas that can pose suffocation hazards. Detection of leak or flame typically includes audible and visual annunciation to plant personnel, in addition to alarming at the equipment control location.
Isolation
Isolation of hydrogen systems after leak detection is critical to mitigate the formation of an explosive mixture or to accommodate a shutdown for routine maintenance. A combination of automated block valves and shutdown controls, in addition to easy-access and emergency shutdown procedures, are important to consider in the design.
Process hazard analysis
Identification and mitigation of safety hazards should begin during project planning and should continue as the project progresses through design. In many instances, jurisdictions (e.g., US Occupational Safety and Health Administration)
include specific legal requirements around hazard identification and mitigation. Safety hazards can be identified and mitigated through formal hazard and risk assessments. Some examples include failure modes and effects analysis, hazard identification analysis (HAZID), hazard and operability analysis (HAZOP), and probabilistic risk assessment. Because there are multiple types of hazard and risk assessments, the appropriate method should be selected based on the level of detail required for the stage of the project and agreed upon as the appropriate method by the project owner or key project stakeholders. For example, a pre-feasibility stage project might perform a HAZID, which could be performed with minimal level of process definition. A HAZID typically uses a ‘what if’ type method to identify potential hazards, which are ranked based on probability and consequence, and after which a hazard rating would be assigned and methods for mitigating the hazard would be reviewed. Insufficiently mitigated hazards would be flagged for immediate follow-up, or for follow-up during future projects stages when there is greater level of process definition.
During front end engineering or detailed design, the project team often performs a HAZOP, which involves a detailed review of the process design, typically when there is piping and instrumentation diagram level of process definition. The goal of the HAZOP analysis is to identify any deviations from the intended function of the system design that could result in a hazard. All credible deviations are then evaluated to understand causes and consequences, after which follow-up actions are assigned to ensure the necessary safeguards are incorporated in the system operation and design.
Making safety a priority
To help generate new ideas and facilitate knowledge transfer, there are a variety of organisations that bring together industry members for education and training, including the Center for Hydrogen Safety (CHS). Black & Veatch is an executive member of the CHS, bringing experience and insights on diverse fuel sources and technologies. Education, training, and adherence to codes and standards, and best practices is critical to safe design, operation, and wide-spread adoption of hydrogen.
In part two of this article, Black & Veatch will explore the safety implications of hydrogen’s use as a fuel in combined power generation.
References
1. CHS: Center for Hydrogen Safety, AIChE, (5 July 2023), https://www.aiche.org/chs
2. ‘Best practices overview’, Hydrogen Tools, (n.d.), https://h2tools.org/ bestpractices/best-practices-overview
3. GREGORY, F. D, ‘Safety standard for hydrogen and hydrogen systems’, Office of Safety and Mission Assurance, (1997).
4. ‘ Venting’, Hydrogen Tools, (n.d.), https://h2tools.org/bestpractices/venting
5. IEC 60079-10-1, Explosive Atmospheres – Part 10-1: Classification of areas – Explosive gas atmospheres.
6. ISO 22734, Hydrogen generators using water electrolysis – Industrial, commercial, and residential applications.
Acknowledgements
Additional Black & Veatch contributors: Kevin Chael, Allan Gilson, Michael Goff, Donovan Mumm, Derek Ogg and Carina Winters.
16 Spring 2024 GlobalHydrogenReview.com

With only around 9% of new green hydrogen projects under construction or having reached final investment decision (FID) stage, Nadim Chaudhry, World Hydrogen Leaders, takes a look at the challenges and likely pathways to drive the industry forward.
Hydrogen – particularly green hydrogen – is now recognised as a vital zero-emissions energy source that is instrumental in the fight against climate change.
It can be transported over long distances, stored for lengthy periods, and certain existing fossil fuel infrastructure, such as gas pipelines, can be adapted to handle hydrogen supply. It is also a clean energy and feedstock source for
17
hard-to-abate industries which rely on high temperatures for key parts of their process.
Despite these attributes, the promise of a new hydrogen economy is facing multiple financial hurdles including capital still not flowing in at the scale needed: inflation (with costs of projects having increased considerably over the last year compared to when budgets were decided), slowness to implement policy around regulation and subsidies, and technology and infrastructure issues.
In 2022, at COP27, there were several significant announcements around new initiatives and projects to move the clean hydrogen industry forward. However, despite some progress, the economic challenges around the future of hydrogen remain, ultimately resulting in few low-carbon hydrogen project financing deals being closed. While some in the industry argue that the small number of final investment decisions (FID) is normal for such a nascent industry, others are concerned that only around 4% of potential clean hydrogen projects have reached FID stage. 1
What is holding the industry back?
The International Energy Agency (IEA) points to a combination of policy and regulatory uncertainty, high costs, lack of infrastructure and uncertain demand for the final product. To keep climate goals on track, it estimates that 70 million tpy of clean hydrogen will need to be produced by 2030, with only 1 million being produced today. But at the current rate of around 1000 announced projects to date globally, this means we are looking at only 30 million tpy by 2030. 2 And of those that actually have investment locked in, the figure falls to less than 2 million tpy. 2 According to the Hydrogen Council, a total investment of US$320 billion is needed for those anticipated 1000 projects, but with only US$29 billion committed so far. 2
From a geographic standpoint, Europe leads the way, accounting for 117 investments in green hydrogen projects in comparison to 46 in North America, 21 in the Middle East and 18 in China. However, across all new financing, less

than 10% actually accounts for committed capital, with the US accounting for a significant 70%. 2
Currently, green hydrogen has less energy per unit volume than fossil fuels, contributing to its higher price. Unlike grey hydrogen, which is extracted from natural gases in a carbon-intensive process, green hydrogen relies on electrolysis powered by renewable energy, such as solar or wind power, to split water into hydrogen and oxygen. However, renewable energy facilities are not being built at the rate needed to decarbonise the new sustainable electricity demand. Added to this, the few hydrogen projects that are operational are relatively small-scale, representing less than 1% of total hydrogen production over the last three years ² – and typically, green hydrogen infrastructure mainly becomes economically feasible when bigger facilities can meet higher demand.
Inflation matters
Following the supply chain disruptions and political tensions emerging from the Russia-Ukraine war, inflation has become a major concern for many industries. With more nations reducing their reliance on Russian gas and looking towards energy self-sufficiency, there has been an increased demand for raw resources (particularly steel and copper) for renewable development, which has also been exacerbated by logistics issues. While these higher costs of construction have not had much impact on assets already in operation (as costs are typically hedged at the time of FID), inflation risk remains in the growth pipeline, where tariffs have been approved but the project itself has not been confirmed and costs not yet locked in.
As an example, according to S&P Global Commodity Insights, the cost of electrolytic hydrogen from renewable energy rocketed to US$16.80/kg in July 2022, three times the normal price in recent times. 3
Inflation predictions for the foreseeable future are likely to mean that future projects become more expensive, particularly those with multiyear construction periods, where assets are valued at the start of the construction period. While developers will no doubt factor this in, they are likely to be confronted with increased insurance premiums.
The need for policy
Many believe that without strong government policy support, green hydrogen development will not scale up in the timescale required.
Director of Infrastructure Investments at Igneo Infrastructure Partners, Devina Parasurama, suggests that “investors require a degree of certainty, more financial support and scale, which can be done through effective policies at various levels. At the national level, strategies with timelines and targets are the first step to creating a stable planning horizon and certainty for stakeholders.
“Supply-side policies are required to advance technologies from early R&D to scale up stage. Similarly, demand-side policies, such as assisting consumers with conversion costs reduces the investors’ constant worry about where the demand will come from, at what level,
18 Spring 2024 GlobalHydrogenReview.com
Figure 1. Hydrogen used in ammonia production has proved itself at scale.







chartindustries.com howden.com Decarbonization Solutions for the Full Supply Chain

and crucially, when. Fiscal policies, such as carbon pricing and CFDs, will encourage the use of low- or zero-carbon hydrogen – this will help lower operational costs and provide predictable terms for both producers and end users. Finally, certification and standards provide clarity and harmonisation, which will be key in scaling hydrogen and fostering international trade.”
Grey hydrogen, which uses highly-polluting steam methane reformation (SMR), has long been the cheapest production method, trading at around US$1.50 - 2/kg in the US. In comparison, green electrolysed hydrogen costs aproximately US$4 - 8/kg. 4 While some have debated whether the real goal of the 2022 US Inflation Reduction Act (IRA) was solely environmentally-focused, or aimed more at keeping manufacturing stateside, the US$3/kg subsidy incentive for green hydrogen is likely to stimulate increased demand and an electrolyser boom. The subsidy – which acts as a tax credit – will mean that although green hydrogen is still a bit more expensive than natural gas, it will be much closer in price to grey hydrogen.
The main shortcoming of the IRA is that the production credits only last for 10 years, meaning that developers and investors might still find market confidence challenging in the longer-term. This could particularly be the case for certain industries phasing out fossil fuels – such as steel production – which will need to construct new plants to support hydrogen.
The EU, on the other hand, is taking a different, more regulatory approach. Rather than financial incentives, it is making mandatory that 42% of hydrogen used in industry should be renewable by 2030. The issue here is that such an obligation will result in additional costs on industry by compelling them to switch from cheaper natural gas to more expensive hydrogen. Additionally, the EU has applied a tight definition of what constitutes renewable hydrogen, which could increase costs further. To ensure the hydrogen is genuinely ‘green’, it needs to be produced off-grid during the limited periods when there is an excess of renewable electricity. Only allowing production within limited operating hours will raise the cost of hydrogen, particularly at the beginning of its development.
However, the EU is seeking to cover at least part of the cost gap through its own subsidies and has recently
launched a new European Hydrogen Bank which will run auctions to finance the most competitive hydrogen production.
While many investors will no doubt appreciate government intervention, there are others that take a bolder approach. Speaking at World Hydrogen Week, Peter Van Ees, Sector Banker, New Energies and Hydrogen at ABN Amro, commented: “From my viewpoint, it is too easy to simply ask governments and tax payers to fix this issue. We make sure all our customers understand that uncertainty is part of the opportunity. If all this was low risk and predictable, everybody would be doing it. We can discuss what is needed from others, but the main kickstarter is entrepreneurship and just getting going with what we have. And actually, we already have quite a lot!”
Trading vs fading
As there is currently a very limited merchant market for trading hydrogen or hydrogen derivatives, producers are facing a significant challenge when seeking to take out futures contracts to guarantee a price for their hydrogen. Banks remain skittish around the potential size of future revenue and in order to resolve this, projects requiring financing need to have ‘bankable’ offtake schemes in place, often with offtake agreements in other market sectors where hydrogen – such as petroleum refining or ammonia production – has proved itself at scale. Continued success in these industries would also go a considerable way to proving that clean hydrogen is genuinely viable and encouraging the scale-up and adoption of electrolyser technology.
In addition to offtake security, financiers have to account for technology risks, major infrastructure challenges – such as storage facilities, delivery pipelines and liquefaction plants – as well as sufficient sources of water and renewable energy as feedstock. These risks also need to be allocated in a way that project financiers understand. Financial institutions need to be confident of loan repayments which can take the form of predicted revenue streams, along with other vehicles such as collateral asset packages serving as security, insurance backing, and ‘on-time’ delivery contract agreements.
Conclusion
While from an economic viewpoint, the immediate future of clean hydrogen might have an uncertain pathway and not insignificant financial challenges to overcome, progress is still being made. Having been largely dismissed in the early stages, it is now widely accepted that it will have a major role in the energy transition.
References
1. https://www.iea.org/reports/global-hydrogen-review-2023/ executive-summary
2. ‘Hydrogen Insights 2023’, Hydrogen Council and McKinsey & Co., (May 2023).
3. PENROD., E., ‘Green hydrogen prices have nearly tripled as energy costs climb: S&P’, Utility Drive, (21 July 2022).
4. ESPOSITO, D. and TALLACKSON, H., ‘The Inflation Reduction Act upends hydrogen economics with opportunities, pitfalls’, Utility Drive, (30 September 2022).
20 Spring 2024 GlobalHydrogenReview.com
Figure 2. Financiers have to account for infrastructure challenges.
Lauren Davies, Andrew Nealon, Alistair Wishart and Garrett Finch, Vinson and Elkins, explain the role of project financing in the development of low-carbon hydrogen projects.
The finance sector has a significant role to play in the global transition to net zero, with project financing being a customary means of raising funds in the energy and infrastructure sectors. This article will examine some of the key challenges associated with using a ‘traditional’ project finance model in the development of low-carbon hydrogen projects and will also consider some potential solutions.
What is a ‘traditional’ project finance model?
Project financing is a well-established method of raising long-term debt for major energy and infrastructure projects.
21
As a financing structure, it has been central to the development of energy and power infrastructure globally as it has certain benefits over other financing structures. Project-financed projects are structured with special purpose vehicles as borrowers, and financiers look to the cash-flow generated by the project for the repayment of their loans. From the perspective of a project’s sponsors and equity investors, financial indebtedness incurred by a project company will customarily be off-balance sheet for a project’s equity holders, subject to the terms of any agreed sponsor guarantees or support, and therefore may be preferable to raising debt at the corporate level. Moreover, due to the broad range of potential financiers involved in the project finance market, a project may be able to attract a higher level of debt, on longer tenors and offering more competitive (and therefore favourable) financial terms than would be the case with other forms of financing. Because project assets are ring-fenced and there is limited or no recourse to the assets of the sponsors and equity investors, it is necessary to structure any project financing in a manner that mitigates (to the extent possible) the level of risk that a project company is exposed to. The level of willingness of prospective financiers to lend to a project (known as ‘bankability’), is closely aligned with the risk profile of the project.
Challenges
Technology/technical
Project finance tends to gravitate towards projects where risks can be identified, mitigated and allocated in a manner that is acceptable to both lenders and the key project participants. Proven technology is particularly desirable to a project financing; if something goes wrong with the project and lenders are not able to rely on any revenue stream or a strong sponsor paying back the debt, they might not have any way of getting their loans repaid. As a result, project financing in an established sector is generally more attractive to potential financiers and equity investors because well-tested and proven technology decreases project and operational (and therefore overall transactional) risks.
Because large-scale clean hydrogen production currently relies on technologies that are still evolving and rapidly scaling up in size and complexity, project financiers will focus on mitigating technological risk. For example, the durability and degradation of electrolyser cells and their components will be a key consideration for financiers of green hydrogen projects (or hydrogen made using electricity produced from renewable or other low-carbon sources, such as nuclear) given, amongst other things, the limited track-record of electrolyser deployment at this scale. Optimising electrolyser efficiency can help push down the cost of hydrogen production. However, large improvements in efficiency will entail a trade-off with electrolyser cost. Blue hydrogen projects (when natural gas is split into hydrogen and CO 2 and the CO 2 is captured and permanently sequestered underground) are typically more expensive than grey hydrogen projects,
with significant upfront CAPEX required due to the added expense of CO 2 capture and sequestration. In order for blue hydrogen projects to progress, it is critical to scale up investment in developing and deploying carbon capture, utilisation and storage (CCUS) technology to show both its effectiveness and that the risk of CO 2 leakage from geologic sequestration is negligible. As this technology matures, more projects will come to match the risk profile that banks are looking for due to the decreased technological risk and accepted mitigants of CO 2 leakage risk through perhaps contractual indemnities or insurance. For now, banks that are willing to be flexible with their project finance risk criteria may benefit from a substantial early-mover advantage.
While the total number of announced projects for clean hydrogen production is rapidly growing (annual production of clean hydrogen could reach 38 million t in 2030 if all announced projects are realised), only 4% of potential production developers have taken a final investment decision (FID). Banks have thus far not been able to provide the debt financing necessary for these two technologies to significantly scale up and, as a result, many projects are simply not going ahead.
Financiers can, however, better understand technology risk by performing a more robust diligence exercise, focusing on the adequacy and scope of construction contractor/manufacturer performance warranties and how they respond to the underperformance of electrolysers. As technology proves itself, the associated risks will diminish, and production costs will decrease accordingly. In fact, green hydrogen is currently projected to become cost competitive with grey hydrogen (or hydrogen produced by natural gas) by 2050. This downward trend of production costs, coupled with expected production increases from 0.2 million tpy in 2022 to 25 million tpy in 2030, and electrolyser capacity expected to swell from 2 GW to 242 GW in the same period, suggests a market ripe for growth.
In the meantime, many projects in this sector will require some form of support. This may take the form of sponsor support to provide additional equity in the project in limited circumstances (such as cost overruns, construction delays or underperformance) or to guarantee the repayment of the debt until completion of the project. The level of support a sponsor is able to offer will depend on the specific circumstances of the project under consideration.
Hydrogen lacks an established market
In order to secure project financing, sponsors generally need an established customer base, or creditworthy offtaker, that can demonstrate a certain revenue stream. Low-carbon hydrogen lacks a standardised market and therefore long-term offtake contracts are typically required to make projects viable. Ultimately, market and offtake risk are assessed on a project-by-project basis, but it may be easier to satisfy lender bankability requirements where a project can demonstrate that green or blue hydrogen will replace an existing supply of grey hydrogen
22 Spring 2024 GlobalHydrogenReview.com
MOBILITY SAF E-FUELS HYDROGENATION DEHYDROGENATION STEAM REFORMER INDUSTRIAL EMITTERS CARBON CAPTURE H2 PURIFICATION H2 PURIFICATION CO2 PURIFICATION H2 H2 UNDERGROUND STORAGE POWER GENERATION LOHC (TOLUENE) LOHC (MCH) ELECTROLYZER DAM CO2 CO2 CO2 CO2 H2 H2 H2 H2 H2 CO2 STORAGE CO₂ INDUSTRY CHEMICALS FEEDSTOCK SUPPLY Click here Your roadmap to Low Carbon H2 Discover Axens Solutions for the Production, Transport & Storage and Purification of Hydrogen
for which there are long-term, creditworthy consumers and sufficient demand, as well as demonstrating that the required offtake infrastructure is in place. While the costs of green hydrogen are higher than other hydrogen sources, government support may be required to make these projects economical. Similarly, lenders may take more comfort from arrangements entered into with offtakers in industrial markets in which hydrogen demand already exists on a continuing and long-term basis. Expanding demand in other sectors (such as transport) may lead to other opportunities for sales, resulting in project lenders becoming even more comfortable with offtake risk.
Recent commentary on the state of the offtake market indicates that only a very low portion of the clean hydrogen production capacity planned by 2030 has identified offtakers, with potential offtakers reluctant to commit to long-term contracts in the face of higher than expected clean hydrogen prices and the uncertainty surrounding them. Without secure long-term offtake contracts, hydrogen project developers that nevertheless push ahead face the risk of developing an asset that ends up as a liability before the end of its anticipated economic lifetime (or ‘stranded assets’), preventing the hydrogen market from gaining faster momentum. As with technological risks, project financiers who accept the risks associated with the still-developing hydrogen market and become involved at this earlier stage will be better placed to take advantage of the market in the future by developing strong industry knowledge and relationships in a market poised for growth.
Government support
Ultimately, however, the high capital requirements of hydrogen projects mean that, at least in the short-term, most are unlikely to be bankable without some form of government support. This might be a ‘top-up’ to revenues from the sale of hydrogen at a market price competitive with cheaper hydrogen sources or natural gas, which has been adopted in the EU, with the European Hydrogen Bank auction, and is likely to be adopted in the UK under the Low Cost Hydrogen Agreement model. Alternatively this could be a tax credit, as has been adopted under the Inflation Reduction Act in the US, which enhances return on investment for the investor by reducing tax expenses.
Many governments have announced programmes to this effect. Notably, the Japanese government released a revised Hydrogen Basic Strategy in June 2023. The strategy has four key goals:
y To generate public and private sector investment in hydrogen worth 15 trillion yen over the next 15 years.
y To increase the supply of hydrogen and ammonia in Japan from 2 million t to 3 million t by 2030, then to 20 million t by 2050.
y To expand the amount of Japanese-made water electrolysis equipment to 15 GW by 2030.
y To reduce the cost of hydrogen supply. Overall, this strategic policy is emblematic of the Kishida administration’s wider attempts to promote the establishment of international hydrogen supply chains.
The EU aims to reach 10 million t of domestic renewable hydrogen production and an additional 10 million t of imported renewable hydrogen by 2030 as part of the REPowerEU Plan, and there have been substantial recent steps by the EU to make this a reality. On 20 June 2023, the European Commission (EC) published two delegated acts outlining detailed rules on the EU definition of renewable hydrogen. The acts define the production requirements for ‘renewable fuels of non-biological origin’ (RFNBO) (i.e., green hydrogen and derivative fuels, such as e-ammonia, e-methanol, e-kerosene and e-natural gas). They apply equally to production projects located in the EU, as well as export projects selling to the EU. Both acts are necessary for the fuels to be counted towards EU countries’ renewable energy targets, and will provide regulatory certainty to investors as to what format of project will be able to produce ‘RFNBO compliant’ green hydrogen. Some regulatory uncertainties still remain under the delegated acts, particularly the eligibility of renewable power projects which have received operating aid or investment aid to supply power to an ‘RFNBO compliant’ green hydrogen project. As well as regulation, the EU is providing funding support to hydrogen projects. In November 2023, the European Hydrogen Bank launched an €800 million pilot auction of renewable hydrogen price subsidies, with an additional €2.2 billion auction planned in early 2024.
To support first movers, governments will need to keep moving forward with clear regulations and associated certification schemes. International cooperation needs to be reinforced to prevent lack of alignment between these efforts, which could lead to market fragmentation. This is even more important given that the international trade of hydrogen and hydrogen-based fuels is crucial to a net zero future. As part of its net zero emissions by 2050 goal, it is envisaged by the International Energy Agency (IEA) that more than 20% of demand for merchant hydrogen and hydrogen-based fuels will be internationally traded by 2030. Although momentum is strong, much more needs to be done. By 2030, the Hydrogen Council estimates that committed capital must increase more than twenty-fold to achieve emissions reductions necessary to meet the IEA’s net zero target.
Conclusion
Low-carbon hydrogen projects have a significant role to play in the transition to net zero, and project financiers will continue to maintain a crucial role in the provision of funding for the capital costs of such projects. While the market remains under development, there may be significant opportunities available to banks that are willing to be more flexible with their risk criteria. As hydrogen and CCUS technologies continue to mature and governments continue to implement policies to facilitate the development of a merchant market for hydrogen, the project finance structure will continue as an invaluable tool in the financing of these low-carbon hydrogen projects.
24 Spring 2024 GlobalHydrogenReview.com

Justin
Schaeffer and Mario Graca, Shell Catalysts & Technologies, discuss how new legislation
that incentivises lowering the carbon intensity of produced hydrogen may warrant a reassessment of projects.
Right now, there are scores of decarbonised (blue) hydrogen projects under evaluation in the US. And, in response to the Inflation Reduction Act, which incentivises lowering the carbon intensity (CI) of the produced hydrogen, these projects are likely to be tasking their technical teams with exploration of methods to further reduce this CI. The act has fundamentally altered the landscape, and this may warrant a reassessment of projects to align with the newly prioritised CI reduction goals.
Fortunately, there are a number of ways in which this can be achieved. While this article highlights the opportunities offered by the Inflation Reduction Act for projects in the US, the rationale applies more widely: when legislation encourages reducing hydrogen CI in other regions, the concepts discussed here could enhance those project economics too.
The Inflation Reduction Act
The Inflation Reduction Act has been described as one of the most significant pieces of climate legislation in US history and one of its goals is to accelerate the country’s use of low-carbon hydrogen.
To achieve this, it features a wide range of measures that include the extension of solar and wind power incentives, the expansion of tax credits for carbon capture, utilisation, and storage (CCUS), and – most notably for those developing decarbonised hydrogen projects – the introduction of a tax credit for hydrogen production.
This Section 45V Clean Hydrogen Production Tax Credit
(45V) calculates the amount of credit according to the CI of the hydrogen produced. As shown in Table 1, there are five different brackets, ranging from zero subsidy for hydrogen of more than
25
4 kg carbon dioxide (CO2) emitted per kg of hydrogen (H2) produced (kgCO2/kgH2), through to the highest tier which provides a subsidy of US$3/kg for hydrogen that emits less than 0.45 kgCO2/kgH2
Key qualification criteria for 45V include that a project must be based in the US, be put into service before 2033, and not also claim 45Q (a tax incentive in the US that provides monetary credits for capturing and storing CO2) or clean fuel tax credits.
The GREET model
The recently proposed regulations by the US Department of Treasury and Internal Revenue Service regarding 45V make use of the greenhouse gases, regulated emissions, and energy use in technologies (GREET) model, an established tool for evaluating the well-to-gate lifecycle emissions of hydrogen production processes.
A special version of GREET has been released, 45VH2-GREET, which contains many parameters that are fixed and unalterable, known as ‘background’ data. Notably, the emission factors for natural gas feedstock, including methane leakage, falls into this category, making it non-adjustable for project developers.
On the other hand, 45VH2-GREET allows flexibility in adjusting ‘foreground data’, specifically related to the hydrogen production facility. This crucial distinction implies that projects aiming to reduce lifecycle emissions must focus on factors they can control, such as lowering feedstock consumption (because the feedstock emission factor is fixed), reducing power consumption, and lowering direct emissions from the facility and its products.
In essence, projects that select hydrogen producing technologies that are advantaged on CI – that is, they have ways of addressing these adjustable factors – have a higher chance of qualifying for a higher 45V bracket. It should be noted that the 45V legislation is continuously evolving, and this article refrains from making specific assertions about how the CI of the Shell Blue Hydrogen Process (SBHP) will perform under 45V.
Moving projects into higher subsidy brackets
Decarbonised hydrogen project developers will typically select from three technology options. One such option is the SBHP, which is proven and has all of its elements in operation in multiple locations, including at the Pearl GTL facility in Qatar (Figure 1).
The two other main technologies are autothermal reforming (ATR) and steam methane reforming (SMR). While the 45VH2-GREET model includes only ATR and SMR technologies for producing hydrogen from natural gas, projects can petition for a provisional emission rate (PER) to qualify for 45V with the SBHP (although currently the SBHP and several reduction levers are not integrated into 45VH2-GREET). This is key because the SBHP has numerous features that can enable it to outperform these, both in terms of CI – which is crucial given the Inflation Reduction Act’s incentives for producing low-CI hydrogen – and in terms of levelised cost of hydrogen (LCOH). This is consistent with a recent report by the International Energy Agency (IEA),1 which concluded that the SBHP has the lowest carbon footprint and LCOH when compared with other decarbonised hydrogen production methods for a specific scenario in the Netherlands.
There are multiple reasons for these advantages. For example, the SBHP has a self-sufficient steam balance and has excess steam co-product available, whereas the other technologies require ‘on purpose’ steam generation, which either consumes fossil fuel or part of the hydrogen product.
Furthermore, it is possible to increase the amount of the SBHP steam co-product through heat integration without compromising on hydrogen yield. The steam co-product can displace the use of steam produced using conventional methods from fossil-based feedstock, and potentially make a boiler redundant, or be used for internal power generation. While the current 45V regulations exclude co-product in CCS based hydrogen production, the co-product can help to reduce CO2 emissions, CAPEX and OPEX.
1.5 - 2.5
2.5 - 4
>

In addition, ATR and SMR processes yield a higher methane (CH4) slip from the reforming process, and require external firing and often include a pre-reformer step to improve the efficiency of the process, all of which contribute to increased CO2 emissions. These processes also often require higher compression duties than the SBHP because of lower operating pressures and as they are catalytic processes, they require deep desulfurisation with expensive adsorbent.
In contrast, the SBHP has no direct CO2 emissions from the process and, because it operates at higher pressure, it also provides hydrogen at higher pressure which results in significant energy savings relating to hydrogen compression. This contributes to a reduction in CO2 emissions, CAPEX and OPEX, as well as equipment count and complexity.
SBHP also contains less CH4 in the syngas, and it achieves a high carbon capture rate because most of the carbon is in the form of carbon monoxide which is converted to CO2 and captured by the ADIP ULTRA solvent.
Customising the default line-up to enhance the CI
Crucially, there are a number of levers that engineering teams can pull to further enhance the CI of the hydrogen produced by a SBHP unit and, because it is customisable, these levers only require minor additional investment. Some of these levers would directly play into the facility factors that are adjustable within the
26 Spring 2024 GlobalHydrogenReview.com
Figure 1. The Pearl GTL facility in Qatar.
kgCO2/kgH2 US$/kg H2
100%
33.40%
Table 1. Inflation Reduction Act Section 45V hydrogen production tax credit
< 0.45
(US$3.00) 0.45 - 1.5
(US$1.00)
25.00%
(US$0.75)
20%
(US$0.60)
4 0%

WE’RE COMMITTED TO A BETTER FUTURE
WE’RE COMMITTED TO A BETTER FUTURE
Optimizing combustion for a greener tomorrow
There has never been a greater need to decarbonize fired equipment, produce cleaner energy sources, and operate in a more environmentally responsible way.
Optimizing combustion for a greener tomorrow
There has never been a greater need to decarbonize fired equipment, produce cleaner energy sources, and operate in a more environmentally responsible way.
Optimized combustion and enhanced predictive analytics are key to reducing plant emissions and ensuring equipment uptime. Designed for safety systems, our Thermox® WDG-V combustion analyzer leads the way, monitoring and controlling combustion with unparalleled precision.
Optimized combustion and enhanced predictive analytics are key to reducing plant emissions and ensuring equipment uptime. Designed for safety systems, our Thermox® WDG-V combustion analyzer leads the way, monitoring and controlling combustion with unparalleled precision.
Setting the industry standard for more than 50 years, AMETEK process analyzers are a solution you can rely on. Let’s decarbonize tomorrow together by ensuring tighter emission control, efficient operations, and enhanced process safety for a greener future. AMETEKPI.COM/CLEANENERGY
Setting the industry standard for more than 50 years, AMETEK process analyzers are a solution you can rely on. Let’s decarbonize tomorrow together by ensuring tighter emission control, efficient operations, and enhanced process safety for a greener future.
AMETEKPI.COM/CLEANENERGY

GREET model and could help reduce the calculated lifecycle emissions.
Firstly, there are technology options in the SBHP line-up selection and optimisation that can reduce the Scope 1, 2 and 3 emissions of the process. One example is a proprietary block in the process that can be added to capture more CO2 than in the normal line-up. These options helped one recent project to achieve a 99% overall CO2 capture rate, significantly improving the CI of the process.
Secondly, there are integration options that allow, for example, the excess steam co-product to be increased, if this can bring value to the project.
In a recent project involving a 500 tpd hydrogen production unit, these levers helped to achieve a CI of 1.0 - 1.5 kgCO2/kgH2, including upstream emissions.
The above technology and integration options are examples of how the SBHP is advantaged on CI over SMR and ATR and can help projects reduce their CI in a cost-effective, minimal effort manner. This is mainly because the Scope 1 emissions are very low as the technology has virtually no direct carbon emissions, and the high (99+%) carbon capture rate means most of the CO2 emissions are removed from the product. The largest contributors to the CI of the SBHP are related to production, transportation and distribution of the feedstock (upstream Scope 3 emissions) and the power consumption of the process (Scope 2 emissions).
If further reduction in CI is needed, there are additional measures that can bring improvements: feedstock certification, taking in partial renewable power and offsetting emissions by processing gaseous renewable or biogenic feedstocks. Before these are explained, it is important to note that the use of these levers in regards to the recently proposed regulations is unclear because the reduced methane emissions from certified natural gas are not adjustable in the GREET model, renewable and biogenic gaseous feedstock are not included, and ways of accounting for renewable power are restricted.
Additional measures
Feedstock certification can be used in a decarbonised hydrogen project to address the upstream Scope 3 emissions. This is a
process aimed at reducing the CI of the feedstock by verifying that the source of natural gas has a lower CH4 impact compared with alternative natural gas sources, with the verification conducted by an independent third party. Certified natural gas, meeting specific environmental criteria, can significantly diminish the overall CI of the hydrogen produced. This has been particularly evident in recent Shell Catalysts & Technologies’ projects, where the emissions from non-certified feedstocks have been observed to contribute more than 50% of the total CI.
Taking in (partial) renewable power can help to lower the Scope 2 emissions, depending on the power consumption of the process and the CI of the grid power production.
The third measure, processing gaseous renewable or biogenic feedstocks, can further reduce Scope 3 emissions, and potentially even enable negative CI, as the CO2 emissions from processing these feedstocks is captured and subsequently stored.
In recent projects, for example, these additional levers have enabled a significant CI reduction, often reaching a CI of less than 1.5 kg CO2/kgH2 for certified feedstock or close to zero and possibly even negative for biogenic feedstock.
It is important to note that, because the SBHP default line-up can achieve a lower CI than ATR and SMR, those technologies would require a greater number of additional – and more expensive – measures such as these. Lowering the CI for ATR or SMR would require numerous additional steps, adding complexity and equipment count and, ultimately, higher CAPEX. This is largely because ATR will require, for example, recycles with hydrogen recovery, as it has to deal with higher CH4 slip.
Conclusion
New legislation, especially the US Inflation Reduction Act, that incentivises lowering the CI of hydrogen produced may warrant a reassessment of projects.
Now, more than ever, the technology selected can have a major impact on a decarbonised hydrogen project’s economic viability. CAPEX and OPEX remain key criteria and, with legislation incentivising it, the CI of the hydrogen produced is an increasingly important factor.
One should also consider the potential – and the costs that would be incurred – for customising the technology’s default line-up to further reduce the CI.
In the US, experience shows that it is possible to unlock the subsidies of the highest 45V tier through technology and integration options, and doing this could transform the economics of projects.
Reference
1. 'Low-Carbon Hydrogen from Natural Gas: Global Roadmap', IEA Greenhouse Gas R&D Programme (IEAGHG).
28 Spring 2024 GlobalHydrogenReview.com
Figure 2. A comparison of decarbonised hydrogen technologies and process line-ups.

In the fight against global warming, reducing greenhouse gas (GHG) emissions, such as methane (CH4) and carbon dioxide (CO2), is crucial. Governments worldwide have implemented regulatory frameworks to support GHG emission
29
Adam Samir Kadhim and Nitesh Bansal, Topsoe, consider the possibilities for mega-scale decarbonisation via diverse low-carbon hydrogen methods.
reduction, including emission-trading schemes, carbon taxation, and production tax credits.
The EU Emission Trading System (ETS) directive serves as an example, setting carbon-emission allowances for companies and gradually reducing the cap over time. The US Inflation Reduction Act offers subsidies that increase as carbon intensity decreases. Producers of low-carbon hydrogen using low-GHG-emitting natural gas as a feedstock can qualify for tax credits. These incentives are driving investment in natural gas infrastructure upgrades and low-carbon hydrogen production with carbon capture and storage (CCS).
Hydrogen production currently accounts for 3% of global CO2 emissions. However, hydrogen’s potential in the net zero carbon economy is great as it can fuel the decarbonisation of challenging, hard-to-abate sectors and serve as an overseas energy carrier. The Hydrogen Council projects an 8 - 10x

increase in hydrogen production by 2050, underscoring the need for decarbonised hydrogen production.
From grey to green
Traditionally, hydrogen has been produced from fossil-based feedstocks without CO2 capture, resulting in ‘grey’ hydrogen. To decarbonise hydrogen production, methods such as steam or water electrolysis, fuelled by renewable electricity, have emerged. This produces completely green hydrogen, leaving no CO2 footprint.
Companies like Topsoe have commercialised electrolysis solutions that can be used as standalone hydrogen units or in ‘hybrid’ setups combining new technologies with traditional hydrogen production. However, one significant obstacle to the large-scale deployment of green hydrogen is the insufficient availability of renewable power.
To unlock the full potential of hydrogen in the energy transition, green hydrogen must be complemented with other hydrogen sources with low GHG footprints. This low-carbon hydrogen can be produced by combining traditional production methods with carbon capture and permanent storage, resulting in ‘blue’ hydrogen.
A comprehensive assessment of blue hydrogen’s environmental impact
While the exact definition of blue hydrogen is not universally agreed upon, many industry stakeholders associate it with a CO2 recovery rate of 90 - 95%. However, this definition overlooks the need for a well-to-gate lifecycle analysis to accurately assess the environmental impact of the hydrogen produced. This includes accounting for GHG emissions associated with natural gas production, transport, hydrogen production, CO2 capture, transport, underground storage, and energy consumption. Carbon intensity (CI) – the amount of CO2e emitted per kg of produced hydrogen – is a key metric for evaluating GHG emission reduction in blue hydrogen technologies.
The contribution to the total CI – originating from both hydrogen production and CO2 capture – is a crucial parameter in the lifecycle analysis (LCA) and heavily depends on the choice of technology for hydrogen production and carbon capture. To comprehend this aspect, it is necessary to delve deeper into the primary methods used for hydrogen production and CO2 capture.
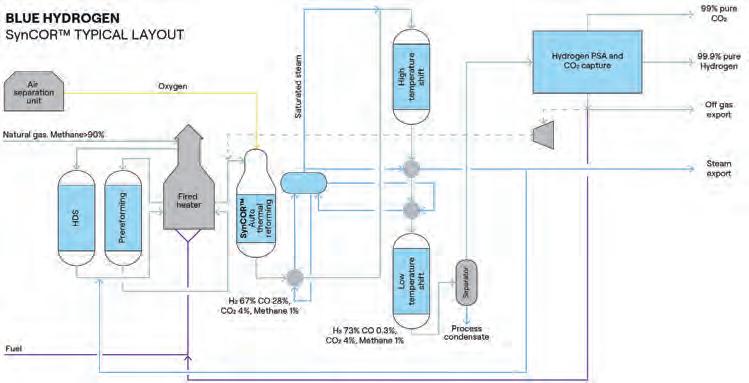
Hydrogen production technologies
Steam methane reforming (SMR)
SMR involves using nickel-based catalysts inside heated reformer chambers to facilitate the reforming of methane, which is typically derived from natural gas.
30 Spring 2024 GlobalHydrogenReview.com
Figure 1. Topsoe SynCOR™ advanced autothermal reforming technology.
Figure 2. SynCOR typical layout for blue hydrogen.












































Our valve solutions for Hydrogen applications are meticulously engineered and field-proven to ensure your seamless plant operations. PERFORMANCE, ENGINEERED. trilliumflow.com/hydrogen SARASIN-RSBD® H2Star (9 Series) Pressure Relief Valve RED POINT® Bellow Seal Globe Valve BLAKEBOROUGH® BV 500 Forged Control Valve with Bellows Bonnet
Fuel gas, usually a combination of natural gas and other off-gas streams, is burned to generate heat in the reformer. The resulting flue gas releases waste heat, which is then used to preheat the feedstock and produce steam. The remaining gas mixture, consisting of steam, hydrogen, carbon monoxide (CO), and carbon dioxide (CO2), is cooled in a waste-heat boiler, generating utility steam. It is then directed to the shift section, where CO reacts with steam to produce more hydrogen and CO2
To separate pure hydrogen from the off gas, the effluent from the shift reactor typically goes through a pressure swing adsorption (PSA) unit. In certain applications where high hydrogen purity is not necessary, the PSA unit can be skipped or replaced with a methanator.
In blue hydrogen production, the CO2 present in the process gas from the shift section is captured in a CO2-removal unit before being sent to the PSA/methanator. Depending on the desired reduction in CO2 emissions, a flue-gas CO2-capture unit may also be required.
Heat-exchange reforming
In certain situations, generating steam may not be the most practical or environmentally friendly solution due to cost or CO2 emission considerations. In such cases, surplus energy can be utilised in different ways to drive additional reforming and achieve better results. Two successful approaches in industrial operations are the heat-exchange reforming (HTER) reactor and the modified steam methane reforming (SMR-B) process.
Both methods offer advantages over traditional SMR technology. They significantly reduce steam export, leading to lower fuel consumption relative to hydrogen yield, ultimately resulting in a reduced CO2 footprint.
In the HTER layout, a portion of the feedstock bypasses the SMR and enters the HTER reactor instead. Inside the HTER reactor, it undergoes heat exchange with the hot effluent from the SMR. This process enables additional reforming, increasing hydrogen yield by about 25 - 30%. This approach is particularly beneficial for expanding the capacity of existing hydrogen plants.
Alternatively, the design of the SMR itself can be modified using advanced ‘bayonet’ catalyst tubes. These tubes capture heat from the effluent before it exits the SMR, creating the SMR-B configuration. This modification allows for more efficient utilisation of heat and further enhances the reforming process.
Conventional SMR designs have limitations when it comes to high capacities due to the economic constraints of maintaining a specific reformer size. However, heat-exchange reforming techniques have successfully pushed the boundaries, extending single-train capacity limits by up to 207 kNm3/h.
Convection reforming
When it comes to hydrogen production capacities below 30 kNm3/h, convection reforming, also known as high-temperature convection reforming (HTCR), offers distinct advantages over SMR. In this process, the reformer design is tailored for efficiency, with the tubes bundled within a smaller chamber. The necessary heat for the reforming process is generated by a single burner.
HTCR eliminates the need for steam export. Instead, the tubes in the reformer chamber come into contact with the flue gas produced by the burner flame in the convection section. This design enables efficient heat integration without the production of excess steam. In situations where steam is not a desired product or is less valuable than hydrogen, HTCR is the preferred option.
The compact design of HTCR units lends itself well to modularisation, making it an ideal choice for small-scale hydrogen production. For many years, this method has been favoured for its efficiency, simplicity, and suitability for lower capacity requirements.
Advanced autothermal reforming
SynCOR reforming stands as an advanced autothermal reforming (A-ATR) process that distinguishes itself from traditional tubular steam-reforming methods described earlier. SynCOR operates at a significantly lower steam-to-carbon ratio and takes place within a single reactor. This compact reactor comprises a pressure vessel lined with refractory material, housing a burner, combustion chamber, and catalyst bed.
In the SynCOR reactor, process gas enters and combines with oxygen and additional steam, undergoing partial combustion and steam reforming simultaneously.
Among the various blue hydrogen technologies, the SynCOR process demonstrates the lowest OPEX. Its steam-to-carbon ratio of 0.6 is three to five times less than that of SMR or conventional ATR systems still in development. This reduced steam throughput leads to smaller equipment and piping sizes, particularly advantageous at larger scales where standard size ranges can be maintained even at high capacities.
With SynCOR, the external fuel demand is exceptionally low, enabling a high carbon-recovery rate of over 99% without the need for capturing carbon present in the flue gas. This characteristic makes SynCOR highly suitable for blue hydrogen production.
Due to its economically favourable characteristics, especially its low steam-to-carbon ratio, SynCOR is well-suited for deployment in mega-scale plants. The largest operational SynCOR reactor currently produces 500 kNm3/h of hydrogen, with a single-train capacity limit of 825 kNm3/h.
Partial oxidation (POx)
An alternative method for hydrogen production is partial oxidation (PO�). Unlike catalytic processes, PO� involves the partial combustion of a fuel-oxygen mixture, resulting in a syngas rich in hydrogen. The generated syngas is then shifted and sent for product purification. The partial-oxidation reaction occurs when a sub-stoichiometric fuel-oxygen mixture is partially combusted in a series of reactors. The reaction follows this general formula:
CnHm + n/2 O2 → n CO + m/2 H2
PO x technology does have some limitations that are well-known, including relatively high CAPEX due to the need for multiple reactors, a large air separation unit (ASU) and a soot-removal unit, high consumption of oxygen and
32 Spring 2024 GlobalHydrogenReview.com
DECARBONIZATION SHOULDN’T FEEL FRUSTRATING.
THE ANSWER IS HERE.
Want reduced emissions with a reduced investment? One solution stands out.
Produce blue hydrogen with existing natural gas infrastructure to minimize time and money spent on decarbonization.
Want to start your energy transition? Topsoe is here for how, ready now.
Visit us: topsoe.com/bluehydrogen
Spring 2024 33 GlobalHydrogenReview.com

power, the utilisation of complicated water-cooled oxygen burners and the need to operate at very high temperatures (1300 - 1400°C), which limits the service life of the burners.
Electrified steam methane reforming
Another promising method for hydrogen production is electrified steam methane reforming, known as eREACTTM. In this approach, the main reforming reactions take place within a catalytic reactor heated by an electrical current. This eliminates the need for hydrocarbon fuel as a heat source, consequently eliminating flue-gas emissions from the reformer. The energy density of the eREACT process allows for a significantly smaller reactor size compared to traditional SMR units.
Additionally, almost all of the CO2 present in the shifted process gas can be economically recovered using a CO2-removal unit. This makes eREACT an excellent choice for blue hydrogen production in scenarios where electricity prices are favourable.
The eREACT process has undergone successful testing at a pilot scale and is scheduled for further evaluation in a demonstration plant.
CO2-removal technologies
Efficient carbon capture is crucial for large-scale production of ultra-low carbon intensity hydrogen. Currently, three CO2-removal options are available on the market:
y CO2 removal from process gas: after natural gas is reformed into syngas, CO2 can be captured at high pressure through a solvent absorption-based process. This method, widely used in traditional ammonia production, requires less energy and CAPEX compared to CO2 removal from flue gas.
y CO2 removal from PSA off gas: during hydrogen purification in a PSA unit, CO2 exits the unit with an off gas. Cryogenic-separation technology can be employed to condense the CO2, allowing it to be transported as a high-pressure liquid.
y CO2 removal from flue gas: the CO2 generated by the combustion of fuel gas and PSA off gas can also be captured. Although technically challenging due to equipment dimensions, this solution is suitable for revamping existing plants or implementing in new small-capacity plants.
Integration potential with the hydrogen production process is a crucial factor in selecting a carbon capture technology. Topsoe offers customers integrated solutions, combining hydrogen production and carbon capture in a single facility under a unified technology license.
Benchmarking of hydrogen production technologies
Various factors, including production capacity, hydrogen yield, process carbon intensity, and the LCOH determine the selection of the most suitable technology. The following parameters are compared:
y Production capacity: small capacities favour HTCR and eREACT due to their compact design, while SynCOR excels at higher capacities with its low CAPEX and high economy of scale.
y CI: CI is measured in kgs of CO2 emitted per kg of hydrogen produced. SMR-B has the lowest inherent CI among conventional technologies, while eREACT offers an improvement. CO2 capture from process gas reduces CI further, particularly in SynCOR, POx, and eREACT, making them suitable for blue hydrogen production.
y LCOH: SynCOR demonstrates the lowest LCOH, benefiting from high yields, lower CAPEX and OPEX. Consequently, it is suitable for mega-scale blue hydrogen production. However, eREACT is a good option under specific conditions such as favourable natural gas and electricity costs or small-to-medium production capacities.
Conclusion
The global challenge of decarbonising our world necessitates large-scale solutions, and blue hydrogen produced through SynCOR technology emerges as a highly promising option. The technology enables the generation of ultra-low carbon intensity hydrogen, emitting less than 0.1 kg CO2/kg of hydrogen produced and eliminating over 99% of CO2
in the process.
Blue hydrogen holds significant potential as a technical enabler for decarbonisation, particularly in hard-to-abate sectors. However, to fully unlock its decarbonisation benefits, responsible production practices from well to gate are essential. This includes the implementation of permanent underground CO2 storage and the minimisation of GHG emissions associated with natural gas production and transportation.
34 Spring 2024 GlobalHydrogenReview.com
formed
Figure 3. Comparison of blue hydrogen technologies. CO2 capture is easier from the process gas or PSA off-gas rather than flue gas due to higher partial pressure. With SynCOR blue hydrogen technology, it is possible to achieve a CI lower than 0.1 kg/CO2/kgH2 solely by capturing the CO2 in the process. With eREACT this is even lower.

Raj Melkote, Bayotech, explains how utilising renewable natural gas as feedstock in steam methane reforming (SMR) can enable the production of net-zero carbon hydrogen.
With the growing recognition of hydrogen’s capacity as a clean, scalable, and renewable energy source, choosing the most effective and sustainable approach to transporting and storing the hydrogen has become paramount. Deciding whether to deliver hydrogen as a liquid or a gas carries important implications. To make the right choice, factors including scalability, efficiency, environmental impact, and safety must be considered.
35
In the US, the upcoming Production Tax Credit, part of the 2022 Inflation Reduction Act (IRA), is stimulating the growth of clean hydrogen production. This bodes well for hydrogen producers, enabling them to produce zero carbon intensity hydrogen at unprecedentedly low prices.
Hydrogen shows enormous promise as a fuel for shipping and transportation. But to be considered carbon-free, hydrogen for fuel cells must come from renewable energy. When it comes to hydrogen production, electrolysis is often considered the cleanest method. However, another viable solution is the production of hydrogen from renewable natural gas (RNG) or biogas. This approach can significantly reduce greenhouse gas (GHG) emissions and minimise environmental pollution.
Steam methane reformation (SMR): an overview
SMR stands as a prominent method in the hydrogen production landscape. This well-established process involves the reaction between natural gas and steam, resulting in the production of hydrogen and


carbon dioxide (CO 2 ). The key principles revolve around high-temperature steam reacting with methane to form hydrogen and carbon monoxide (CO), followed by a water-gas shift reaction to convert carbon monoxide (CO) into additional hydrogen and CO 2 . Because SMR creates CO 2 and CO during hydrogen production, the resulting output must be purified of its byproducts to confer sellable hydrogen.
The marked efficiency and cost-effectiveness of SMR have contributed to its widespread adoption and significant input into the hydrogen industry’s growth. In the current US market, SMR dominates hydrogen production, with trends indicating sustained growth as a pivotal player in the advancement of the nation’s renewable energy goals (Figure 1).
Benefits of SMR hydrogen production
SMR stands out, not just for its scale, but for its potential positive environmental impact, particularly when powered by RNG as a feedstock. In this context, SMR takes significant strides toward carbon neutrality in hydrogen production. By utilising RNG – a sustainable and renewable resource – as a primary feedstock in the SMR process, carbon emissions are substantially reduced. The carbon content of RNG captures and repurposes carbon that would otherwise be released into the atmosphere, presenting a robust environmental solution in the realm of hydrogen production. Through this innovative approach, SMR not only minimises its carbon footprint, but actively contributes to a more sustainable and eco-friendly hydrogen production process.
SMR also boasts scalability and efficiency, offering a versatile solution to meet varying demands for hydrogen. The reforming process can be tailored to suit different production scales which makes it adaptable to both large industrial applications and smaller, more localised needs. The scalability of SMR systems is intricately tied to the modular design of the reforming process. SMR units typically consist of an array of reformer tubes within a furnace. Each tube serves as an individual reaction vessel for the reforming of methane into hydrogen. The scalability lies in the ability to add or remove these reformer tubes. When there is a demand for increased hydrogen production, additional tubes can be integrated into the existing system. This process effectively enhances the capacity of the SMR unit without requiring a complete overhaul of the infrastructure (Figure 2).
This modular approach allows for flexible adjustment of production levels to match the specific requirements of the market. The number of tubes, their arrangement, and the operating conditions can be tailored to optimise the efficiency and output of the SMR unit, providing a scalable and adaptable solution for hydrogen production.
The role of SMR extends beyond its immediate production process. It plays a crucial role in advancing the hydrogen economy by serving as a reliable and cost-effective source of hydrogen. As the world transitions towards a hydrogen-based energy system, SMR provides a bridge, enabling the gradual integration of hydrogen into existing infrastructure. Its compatibility with available
36 Spring 2024 GlobalHydrogenReview.com
Figure 1. BayoTech’s small-scale SMR hydrogen hub produces low-cost, low-carbon hydrogen.
Figure 2. SMR units typically consist of an array of reformer tubes within a furnace. Each tube serves as an individual reaction vessel for the reforming of methane into hydrogen.
We understand how you need to reduce complexities at your plant.
CLEAN PROCESS + CLEAR PROGRESS
You strengthen your plant’s safety, productivity and availability with innovations and resources.

Endress+Hauser helps you to improve your processes:
• With the largest portfolio of safety instruments that comply with international regulations
• With applied technologies and people who have extensive industry application know-how
• With access to accurate and traceable information
Do you want to learn more?
www.endress.com/oil-gas
natural gas networks and industrial facilities accelerates a smoother transition to positioning SMR as a key driver in the energy landscape.
RNG in SMR hydrogen production
One way that SMR can be used to produce hydrogen sustainably is through RNG. RNG is a type of biogas that results from the breaking down of organic matter– such as manure, food waste or biofuel production – in an oxygen-free environment.
The methane in RNG can be converted into hydrogen using SMR, just like with fossil natural gas. By capturing that methane and converting it to hydrogen, this production process can prevent it from escaping into the atmosphere and contributing to climate change. The resulting hydrogen is very low-carbon, carbon-neutral or carbon-negative, making it more sustainable than hydrogen produced from fossil natural gas.
The integration of RNG into SMR processes represents a groundbreaking approach towards the reduction of greenhouse gases. This not only aligns with global efforts to combat climate change, but also positions hydrogen as a cleaner alternative to conventional fossil fuels.


Cost reduction through RNG-supported SMR
Cost has been a significant barrier to the widespread adoption of hydrogen technologies. RNG feedstock currently costs more than traditional fossil gas. However, hydrogen consumers do not have to use 100% RNG to make a significant carbon difference. RNG can be blended with natural gas, and just 30% RNG in the mix allows users to reach zero carbon intensity hydrogen. The greater the blend of RNG, the lower the carbon intensity.
Blending RNG with natural gas not only significantly reduces emissions, but also keeps production costs low. As the cost gap between diesel and hydrogen narrows, hydrogen fuel is growing in its practicable potential to become fully sustainable.
Gaseous hydrogen transportation: distributed hydrogen hubs
The growth of the hydrogen economy depends on the establishment of a robust infrastructure, which not only includes sustainable and cost-effective means of production, but also storage and transportation solutions. Gaseous storage and delivery provide advantages in terms of both economics and efficiency in delivering hydrogen to the end consumer. The ease of handling and cost-effective infrastructure of gaseous hydrogen, as opposed to liquid hydrogen, simplifies storage and transportation, reducing operational complexities and expenses. The flexibility in filling processes, allowing users to fill cylinders or tube trailers at various pressure levels, ensures adaptability and optimisation in hydrogen distribution (Figure 3). Moreover, the improved efficiency in small-scale applications and the avoidance of energy losses associated with liquefaction contribute to higher overall energy efficiency and cost-effectiveness in the end-user’s hydrogen supply chain.
Using high-capacity transportation methods with access to localised production facilities is vital to the transportation of gaseous hydrogen (Figure 4). Localised hydrogen production facilities can decrease transportation distances and subsequently decrease transportation costs. An example of this type of localised hydrogen infrastructure has recently been completed in Missouri, US (Figure 5). Strategically located in the historic ‘gateway to the west’ – a key location for national transportation – this hydrogen hub in Wentzville, Missouri, is now producing hydrogen that can be transported reliably and affordably to customers.
Building a system of similar regional hydrogen hubs will allow hydrogen producers to provide customers with the hydrogen they need in the most efficient and cost-effective way, ushering in an era of accessible and affordable hydrogen. This hub-and-spoke production and distribution network of hydrogen facilities can help reduce the cost of hydrogen while meeting the increased demand for hydrogen across specific regions.
Outlook and potential impact
The ongoing discussions within the hydrogen industry concerning the IRA Production Tax Credit (PTC)
38 Spring 2024 GlobalHydrogenReview.com
Figure 4. Using high-pressure hydrogen transport trailers avoids the complexities of cryogenic storage and insulation. Gaseous hydrogen can be compressed and stored in high-pressure tanks, which are easier to manage.
Figure 3. Type-III cylinders have clear advantages. They support transportation, storage, and dispensing solutions by providing lighter weight with higher pressure thresholds and durability.


implementation process, focused especially on electrolysis and renewable electricity for hydrogen production, have significant implications for the hydrogen economy. The anticipated oversight of the PTC by the US Department of the Treasury will play a pivotal role in shaping the trajectory of hydrogen-related projects. The development of a clear and flexible regulatory framework will influence the adoption of hydrogen across various sectors, ensuring its role in the broader energy transition.
Furthermore, the substantial growth of the fuel cell truck industry is a key market trend that holds promise for the hydrogen sector. This growth aligns with initiatives such as the California Air Resources Board’s (CARB) zero-emission strategies for medium and heavy-duty vehicles. CARB’s efforts, as a precedent-setting body, indicate a broader trend towards promoting zero-emission solutions, with hydrogen playing a vital role in achieving sustainability goals.
These market trends collectively underscore the dynamic landscape and evolving opportunities within the hydrogen economy. As regulatory frameworks and industry initiatives align, the hydrogen sector is poised for substantial growth and increased relevance in addressing broader environmental and energy challenges.
Conclusion
Hydrogen is a powerful piece of the energy transition puzzle as the industry moves toward a carbon-neutral or carbon-negative economy. Hydrogen has the ability

to replace traditional fossil fuels and is ideally situated to decarbonise several hard-to-abate sectors, including heavy industrial and transportation markets. When paired with renewable energy inputs for the hydrogen production process – specifically RNG – net-zero carbon hydrogen can be produced cost-effectively. The ability to use RNG from various types of sources and locations is key to unlocking a substantial and growing renewable resource across the US.








































































































Ready for H 2 combustion TGSim PlusTM A REAL-TIME DYNAMIC SIMULATOR OF GAS TURBINES DESIGN AND ANALYSIS OF GT MAIN SYSTEM AND AUXILIARIES GT CONTROL SYSTEM VERIFICATION & VALIDATION BY HIL TESTING www.sate-italy.com Venice - Italy www.sate-italy.com Venice - Italy Modelling & Diagnostic software for process plants and machines Simulation services Consulting
Figure 5. BayoTech’s SMR hydrogen hub, located in Wentzville, Missouri, has been strategically located to provide low-cost, low-carbon hydrogen across the US.

Yanling Wu, Ganesh Venimadhavan and Bhargav Sharma, Honeywell Connected Enterprise, alongside Tim Ballai, Honeywell UOP, explain how simulation tools can help to accelerate innovation in clean hydrogen project development.
40

With the global drive for improving sustainability and increasing demands from investors for stronger climate actions, companies across industries are taking actions to reduce their carbon footprint. Hydrogen will play a crucial role in decarbonising hard-to-abate sectors and enabling a clean and resilient energy system. The growth of clean hydrogen is strong across most regions in terms of both investments and the number of projects. The colour terminology of hydrogen, whether grey, blue, or green, denotes which production methods are used to produce the hydrogen. Blue hydrogen leverages carbon capture and storage (CCS) technologies to limit the carbon intensity of hydrogen production from hydrocarbon feeds. Green hydrogen is produced through the electrolysis of water using renewable energy. Clean hydrogen refers to blue (or low-carbon) and green (or renewable) hydrogen.
Blue hydrogen
Commercial hydrogen production technologies today include the use of an autothermal reformer (ATR) or steam methane reformer (SMR) to convert hydrocarbon feeds such as natural gas or naphtha into syngas which comprises of hydrogen, carbon monoxide (CO), carbon dioxide (CO2), unconverted methane, and a small amount of inert gases. To maximise the hydrogen, the syngas is cooled and shifted in a water gas shift reactor to convert CO and water to hydrogen and CO2. The hydrogen is then purified to the required concentration for use as fuel, for sale, or for the production of another product using pressure swing adsorption (PSA) technology.
Hydrogen production from a natural gas feedstock is a carbon-intensive process, which requires the application of CCS technologies to limit CO2 emissions. To reduce the carbon emissions, the CO2 can be captured using a suite of technologies.
When evaluating CO2 capture from an SMR, it is critical to consider both the CO2 in the process (pre-combustion) and the CO2 in the post-combustion streams. With CO2 capture from an ATR, only the pre-combustion stream is required. Honeywell UOP Blue H2 Solutions is a ready-now suite of carbon capture technologies that can retrofit existing SMR units and be applied to new SMR unit designs or new ATR unit designs to help meet stringent emissions goals.
Green hydrogen
Green hydrogen as a sustainable energy source is seen by many companies across industries as a key component of net zero strategies. Green hydrogen does not require CCS technologies as it is produced by separating hydrogen from water using renewable energy such as wind and solar. Unfortunately, green hydrogen will need to become more cost-competitive with its blue alternative in order to grow its adoption in the industry.
The estimated levelised cost of producing renewable hydrogen (LCOH) is approximately US$4.5 - 6.5/kg if built today (example from US Gulf Coast), up by 30 - 65%.1 Multiple factors have caused this increase including higher labour and material costs, higher costs for building the balance of electrolyser plants, 3 - 5% points higher cost of capital, and an increase of renewable power cost by more than 30%. However, the cost of producing renewable hydrogen is expected to decline to US$2.5 - 4/kg towards 20301, declining further to US$1 - 2/kg by 2050, driven by advancements in electrolyser technology, design and balance of plant improvements, process monitoring and optimisation, as well as reductions in renewable power cost.
Design scope, requirement and challenges
In addition to various types of electrolyser stacks, the green hydrogen process requires a wide scope of process equipment, including the water treatment and disposal facilities, electrolytes supply, and standard equipment such as gas/liquid separators, compressors, pumps, tanks,
41
heat exchangers and dryers. It can also include water or potassium hydroxide (KOH) circulation and purification of generated hydrogen and oxygen. Further upstream processing considered for some projects, including water desalination and downstream ammonia or methanol units, are themselves considerable investments. The true CAPEX investment required of a green hydrogen project extends far beyond the electrolyser stack.
Renewable power fluctuates depending on location, seasonality and weather conditions. The intermittent and unsteady renewable electricity sources pose both technical and economic challenges to the efficient production of hydrogen. One option to smooth out the renewable energy supply is to connect to the grid. However, this could lead to partially unclean hydrogen production because much of the flexibility of the electricity grid is provided by thermal power plants. From a technical point of view, the other option is to implement storage solutions both upstream and downstream of hydrogen production to transform the intermittent source into a relatively steady stream of electricity, and a steady stream of hydrogen for its end-use. Storage upstream of the electrolyser involves a battery storage system and storage downstream of the electrolyser entails the use of hydrogen storage, the intentional overproduction to overcome intermittency. The required storage system, if not optimally sized, could significantly increase the costs of a plant, making the construction unviable.
The design of a new green hydrogen facility comes with unique challenges due to factors including power supply intermittency, the various levels of maturity of electrolyser technology, hydrogen storage requirements, and the disconnect between hydrogen demand and electricity supply. Therefore, the decision on the optimal size and design of the plant will require evaluation of tens, if not hundreds, of cases. The goal will be to minimise both CAPEX and the levelised cost of hydrogen (LCOH), while consistently meeting the expected hydrogen demand. Assuming the most viable technologies today are alkaline and proton exchange membrane (PEM) electrolysers, the following are key variables to model:2
y Current density: the hydrogen produced per active area.
y Power density: the required electricity and power supply/rectifier size.
y Gas crossover: helps determine limitations to maintain safety and achievable Faradaic efficiency.
y Operating temperature: increasing temperature improves kinetics and thermodynamics and decreases overpotentials, but decreases stability and may increase crossover.
y Heat management: the reaction is endothermic, but overpotentials generate excess heat.
y Pressure: elevated hydrogen pressure at stack reduces the downstream compression stages, but increases crossover.
y Feed water purity/composition: impurities lead to stability issues and recycling leads to product impurities.

y Internal flow dynamics and temperature gradients: affects local performance.
Accelerating innovation and technology adoption
The use of simulation has been well accepted for initial opportunity assessment, technology selection and FEED. To meet the challenges of green hydrogen technology, accurate simulation of hydrogen electrolysis, balance of plant, and power variability mitigation strategies will be critical components in project planning, design, and operational performance management of green hydrogen production.

Honeywell’s UniSim® Design is equipped with unit operations of alkaline electrolyser and PEM, formulated to enable the modelling, evaluation, and design of the green hydrogen processes. Electrolyser models contain modifiable parameters to match the technology licensor’s information and to evaluate design specifications. This allows companies to correctly size and model green hydrogen facilities based on their process requirements. By utilising these new features, users can evaluate licensor-specific information on electrolysers for conducting feasibility studies and optimising plant design. These new unit operations can be connected with other existing unit operations within a flowsheet representing the balance of plant
42 Spring 2024 GlobalHydrogenReview.com
Figure 1. Blue hydrogen: cryogenic fractionation flow scheme.
Figure 2. UniSim design green hydrogen electrolyser unit operation.
HIGH PRESSURE HYDROGEN
COMPRESSION TECHNOLOGY
Advanced reciprocating piston compression technlogy of up to 500 - 1,000 bar
Oil Free design compressors, with a complete turndown:
0% to 100%

Modular and scalable design that can include one or two compressors
24/7 Aftersales service for installation and start-up, supply and manteinance



In April 2024, Hiperbaric has more than 30 H2compressor groups sold, and 10 H2 compressor groups installed for 10 customers














GLOBAL LEADER IN HIGH PRESSURE TECHNOLOGIES
simulations and CAPEX estimation, enabling feasibility studies for facility design, evaluation of multiple operating scenarios, and licensor-specific information.
UniSim PEM unit operation has been extended to work in dynamic mode to facilitate the analysis of electrolyser facility design and operation affected by the fluctuation of energy produced by renewable energy sources all year round. UniSim Dynamics allows the user to include daily fluctuation on energy sources, types of sources, and seasonal fluctuations, enabling the engineering study on various production scenarios and design of storage systems.
Multiple electrolyser stacks are typically required to achieve the desired capacity. The process simulation and modelling software supports a multiple stacks scenario so that megawatt range plants can be simulated using a single unit operation module. The number of stacks parameter provides users with a better operational understanding of the total electrolyser parameters such as total power, total hydrogen produced, and total heat loss.
Furthermore, the unique physical characteristics of hydrogen requires specific and accurate thermodynamic models to support effective design and modelling of green hydrogen production. UniSim Design has integrated REFPROP, a combination of a reference fluid thermodynamic and transport properties database as well as a property package. This enables the modelling of complex fluids in various pressure and temperature regimes.
The process simulation’s integrated case scenario manager further supports the green hydrogen evolution through the analysis of various design scenarios by near simultaneous execution of several cases with minimal user intervention.




Results of various cases can be easily integrated with the cost estimating software, Cleopatra Plus, for developing techno-economic analysis and selection packages.2
Process simulation for clean hydrogen project lifecycle
Process simulation with both steady state and dynamic modelling capabilities is applicable across the entire lifecycle of a clean hydrogen project, including feasibility studies, option analysis, engineering design, detailed engineering, operator training, optimisation, online process digital twin for process monitoring, and operational improvement.
After a project is moved to operational phase, the design phase process simulation model can be connected with plant operational data and can be repurposed as an online process digital twin (PDT), enabling users to investigate past, present, and future performance to make data-driven improvements.
Conclusion
Clean hydrogen is a central piece of the decarbonisation puzzle. Honeywell hydrogen solutions help customers achieve their clean hydrogen production objective through UOP carbon capture technologies, UniSim simulation-enabled optimum design, and operation of clean hydrogen plants.
References
1. ‘Hydrogen Insights 2023’, Hydrogen Council and McKinsey & Co., (May 2023).
2. NAIK, B. and MILLETER, P., ‘Embracing the simulation challenge’, Global Hydrogen Review, pp. 38- 41, (Spring 2022).







Valves Qualified With 99.9% Hydrogen QUALIFIED WITH 99.9% HYDROGEN +44 (0)1565 632 636 | sales@valves.co.uk | www.valves.co.uk Oliver Valves Ltd Parkgate Industrial Estate, Knutsford, Cheshire, WA16 8DX, United Kingdom For more information, contact your local Oliver Valves supplier or call: +44 (0)1565 632 636 Hydrogen qualified valves for topside, subsea, and pipeline applications, endurance tested to over 400 Cycles with ZERO Leakage. Also available are 10/14/20mm full bore gaseous fuel station ball valves.

Todd Cartwright, Nel Hydrogen, discusses why electrolyser equipment needs to range from small containerised systems to large capacity plants in order to meet varying market needs.
According to Custom Market Insights in a report published in November 2023, the global water electrolysis market is expected to grow significantly from now until 2032, with a compound annual growth rate of almost 8%. 1 Currently, 98% of hydrogen
45
production is based on fossil feedstocks. Most hydrogen from the mid-20 th century through today has been ‘grey’ hydrogen, produced from natural gas, methanol and coal sources – all with a high carbon dioxide (CO 2 ) emissions burden. The remaining percentage of the hydrogen is produced via an electrolysis process, and of that, 25% is made by water electrolysis specifically. Water electrolysis makes it possible to generate hydrogen from water using electricity with no CO 2 emissions at all at the point of generation. ‘Green’ hydrogen normally refers only to hydrogen produced by water electrolysis using renewably-generated electric power, while ‘clean’ hydrogen includes green hydrogen, as well as hydrogen produced through other low-carbon pathways.
While hydrogen made via water electrolysis is currently a very small percentage, that is expected to

increase exponentially as the push for green hydrogen production using renewable energy sources is adopted as a way to achieve net-zero emissions. Indeed, the International Energy Agency (IEA) has been suggesting over the last few years to all stakeholders in the green hydrogen movement to start scaling up technologies and bring down costs to allow hydrogen to be used more widely. 2 Carbon taxes and laws in Europe and Asia are driving hydrogen and derivative users to lower carbon emitting supply approaches. While the US does not yet have federal carbon emissions taxes or restrictions, various state regulations and environmental, social and governance (ESG) considerations are having a similar effect of promoting the use of a lower carbon footprint hydrogen. Even more specific to hydrogen, Europe, the US and Canada have all passed laws to promote investments in green or clean hydrogen. The final rules relating to these laws are still under development and the details are creating uncertainty in the hydrogen investment climate. In particular, the initial proposed rules from the US Treasury relating to the 45V Hydrogen Tax Credit are under scrutiny as key stakeholders in the field consider the proposed qualifications too limiting.
There are both current and prospective market needs for hydrogen. Those in the future category will depend on new hydrogen economics and/or new hydrogen applications. Markets and uses that meet current and near-term hydrogen demands are continuing to multiply. Clean hydrogen technologies are winning an increasing percentage of these supply opportunities. The markets and projects that are most acutely delayed and otherwise negatively affected by 45V and other types of rulemaking and interpretation, are the prospective projects.

As examples of current markets and uses, there are pilot projects well underway in various sectors using water electrolysis to generate hydrogen. As such, electrolyser equipment manufacturers are among the stakeholders in the clean and green hydrogen initiatives and are stepping up production as the market drives demand. Certain market sectors – sustainable aviation fuel (SAF), ammonia, and hydrogen fuelling, for example – are moving more quickly, and making larger investments in water electrolysis for their hydrogen needs than other industries, although others, such as the steel industry, are also making notable strides. As such, these ‘first movers’ are first in line to procure electrolysers. These more active market sectors are creating sufficient demand for new electrolyser manufacturing plants to be built, which will aid all the markets as the green hydrogen evolution continues
46 Spring 2024 GlobalHydrogenReview.com
Figure 1. Nel containerised PEM electrolysers are capable of producing 500 m3/h of hydrogen or over 1 tpd. The unit above is located at a Constellation Energy nuclear plant in upstate New York, US.
Figure 2. The 20 MW PEM plant at the Iberdrola-Fertiberia facility in Puertollano, Spain, is the largest electrolysis plant currently in operation providing green hydrogen for green ammonia production.




SAFE. RELIABLE. TRUSTED.


































































GripTight ® Test & Isolation Plugs

Safe and Effective Solutions for Rapid Pipe Testing & Repairs
Confidently test open-end pipe, pipelines & pressure vessels without welding, and isolate & test flange-to-pipe weld connections with GripTight Test & Isolation plugs from Curtiss-Wright.
• Patented gripper design for increased safety in high-pressure applications
• Eliminates welded end cap procedures for testing pipe spools & piping systems
• Test flange-to-pipe welds without pressurizing entire systems
• Isolate & monitor upstream pressure and vapors during hot work
• Standard pressure ratings up to 15,000 PsiG (1034 BarG)
• ASME PCC-2 Type I, III & IV testing devices
Call, click or scan to learn more about our full line of Test & Isolation equipment
+1.800.355.7044
l est-sales@curtisswright.com
l cw-estgroup.com/gh-24




and demand for electrolysers increases. For instance, Nel Hydrogen is building a new electrolyser equipment manufacturing plant near Detroit, Michigan, US. When fully developed, the Michigan plant alone will have an annual production capacity of up to 4 GW alkaline and proton exchange membrane (PEM) electrolysers.
According to Recharge, a global news and intelligence service for the energy industry, the cost of green hydrogen is expected to fall to US$1.50/kg by 2030 as electrolyser capacity increases. 3 It reports that more than 100 GW of electrolysers will be manufactured each year by 2030, up from 2 GW in 2020.
Alkaline electrolysis and PEM electrolysis are the two types of electrolysis systems that are generally considered commercially mature right now. There are other types in development which also show promise. Alkaline technology has historically been used for large capacity hydrogen plants. Alkaline cell stacks cost fewer capital dollars on a per kW basis because they do not use precious metals as catalysts like PEM does. Alkaline equipment has also reduced in cost to a great extent, having been commercially deployed for almost a century. Alkaline electrolysis is being used at green steel projects in Sweden such as Ovako; HYBRIT (a joint venture between SSAB, LKAB, and Vattenfall); and H2 Green Steel. Iron making and steel making sites are typically large –
most of them are expected to accommodate multiple electrolyser ‘trains’ to accommodate generation in the 100 MW to 500 MW range that might be required at full scale. Another concept being explored is establishing separate green hydrogen generation plants – complete with co-located off-grid renewables, companion storage facilities, and transport fleets – to deliver the green hydrogen to nearby iron and steel locations. For example, the Hy Stor Mississippi Clean Hydrogen Hub project features underground salt caverns for storage. Hy Stor’s goal is to develop a green hydrogen generation, storage, and transportation hub in the US. The first phase of the project is expected to be commissioned in 2025.
Conversely, PEM electrolysers are compact, and can ramp up quickly to cope with variable energy sources or changing hydrogen demand. They can be supplied to produce a range of quantities of hydrogen, from a few kg per day to hundreds of tons per day. PEM electrolysers have been working commercially in the field for approximatley 50 years. PEM is well suited to space constrained sites and offers a simple, low-maintenance process that reduces the requirement for downstream compression or gas purification.
It is this equipment, Nel believes, that will be used for the initial stages of the SAF market, which is expected to take off in the near future. According to the International Air Transport Association, the global aviation industry is set to require 120 million tpy of clean hydrogen by 2050, with 100 million t to produce SAF and 20 million t for hydrogen-powered aircraft. 100 million tpy of clean hydrogen for SAF by 2050 equals 274 000 tpd of hydrogen production. Carrying this maths through, 274 000 tpd of hydrogen would entail approximately 685 GW of electrolysis for hydrogen production.


Currently, Nel’s PEM containerised systems are capable of producing up to 1 tpd of hydrogen. Taking the same PEM stack technology and packaging it innovatively, Nel will offer plug and play cell stack subsystems that can produce 4+ tpd.
Electrolysis begins with the electrolyser’s cell stack, the core of the electrolyser, akin to the chip in a computer or the engine in a truck. Each cell stack is made up of many electrolytic cells, each of which is an electrochemical reactor. Add water (either pure water or in an electrolyte solution) and DC power, and the cell stack creates hydrogen and byproduct oxygen. Cell stacks can be arrayed to increase production in a number of different configurations.
Nel’s PEM stack modules (PSM), which are containerised cell stack systems, can be aggregated to achieve larger plant designs without the need for a building. The advantages of containerised PEM electrolysis are several, including
48 Spring 2024 GlobalHydrogenReview.com
Figure 3. The 135 MW alkaline plant from Nel Hydrogen in Glomfjord, Norway (1953 - 1991) was used to create up to 30 000 m3/h of hydrogen for ammonia production.
Figure 4. Nel’s 10 MW PEM stack modules (PSMs) are containerised cell stack systems that offer a plug and play subsystem for larger electrolyser plants, shown here in a 100 MW plant configuration.
FULLY STANDARDIZED COMPRESSION SOLUTION FOR HYDROGEN TRAILER FILLING
CONTAINERIZED DIAPHRAGM COMPRESSOR UNIT MD10-L
COMPLETE COMPRESSION & CONTROL SOLUTION INSTALLED IN CONTAINER

Legend:
3) Transmission
7) MCC
APPLICATION DESCRIPTION
Hydrogen fuel stations for light and heavy-duty vehicles demand a large amount of hydrogen.
Shipped in GH2 trailers, the high amount of hydrogen requires compression solutions with a sufficiently flow.
To serve the fast growing need of such applications, with a easy to realize compression solution, Burckhardt Compression has partnered with multiple integrators and endcustomers and developed a standardized containerized solution exactly for this application.
Diaphragm compressors are oil-free and as such a proven solution for H2 trailer filling applications. Delivering hydrogen in the highest purity. Exactly as required by the fuelcells deployed within hydrogen powered vehicles.
YOUR BENEFITS
• Fully standardized unit including PLC
• Optimized for 2.5 MW electrolizer capacity
• Skidded and container-installed compression solutions
• Pre-tested plug & play
• Highest hydrogen purity due to oil-free highpressurecompression according to SAE J-2719
• Leakage-free hydrogen compression
• Explosion-proof certification
• Full range of after-sales services
• Global network of local service centers




burckhardtcompression.com/hydrogen
Burckhardt Compression offers compressor solutions over the entire value chain of hydrogen for mobility and energy. Our oil-free diaphragm and piston compressors (550 bar) stand for the highest reliability and gas purity at minimal maintenance costs and energy consumption. The global network of Burckhardt Compression local service centers enables us to perform local support with quick response time, ensuring the highest uptime for your business.
1) Diaphragm compressor
2) Electrical main drive (motor)
4) Process gas system
5) Process gas heat exchanger
6) Control system
8) Remote IOs
9) Lube oil system
10) Cooling water system
11) Main system interfaces on back side of container
predictable availability. The equipment is made in a factory; it is not assembled in the field. There are minimal technology and supply chain risks. There are also minimal infrastructure requirements in the field (the requirements are deionised water, electricity, the ability to dispose of waste water, and the customer hydrogen header pipe to take the produced hydrogen).Highly skilled tradespeople are not required to carry out field fabrication, and systems can be installed in any weather conditions or season. Because the systems are highly standardised, companies receive an assured level of support from manufacturers who have made hundreds of such systems. It is believed that PEM electrolysers, at least initially, will play the larger role when coupling to renewable energy grids because of their ability to respond instantly to electrical supply changes and downstream process needs.
Alternatively, the largest plants might omit containerisation and be placed in buildings using bare, uncontainerised cell stacks in groups of dozens to create even larger scale hydrogen production. As examples of larger PEM systems, several projects are underway around the world to ramp up green hydrogen and green ammonia supply. For instance, Iberdrola, a multinational electric utility company based in Bilbao, Spain, selected Nel Hydrogen to demonstrate the applicability of PEM electrolysers for green ammonia production.
Iberdrola and Nel have developed and deployed large-scale electrolyser projects to promote the green hydrogen supply chain in Europe and the US. Specifically, for green ammonia for fertilizer, the IberdrolaFertiberia alliance is producing green hydrogen for the Puertollano ammonia plant in Spain. The electrolyser solution is a 20 MW PEM system from Nel, the largest electrolysis plant for green ammonia production currently in operation. According to the Ammonia Energy Association, Fertiberia’s low-carbon fertilizer has been successfully used in pilot programmes by Heineken and PepsiCo. 4 This green fertilizer has been used on barley and potato crops in Spain, significantly reducing overall agricultural emissions and paving the way for future supply chains. Both Heineken and PepsiCo are aiming to reduce agricultural emissions from their product supply chains and intend to scale up the use of green fertilizer based on the success of their 2023 pilot programmes.
Another company making strides in green hydrogen/green ammonia production for fertilizer is Yara International AS, who has also applied Nel Hydrogen’s electrolyser technology to help achieve its mission to ‘responsibly feed the world and protect the planet’. According to published press materials on its website, Yara has already removed half of its direct greenhouse gas (GHG) emissions over the past 30 years and is striving towards carbon-neutrality by 2050. 5
Electrolysis enables the monetisation of excess and low-value electricity supplies, and this has encouraging potential for both stranded renewable energy and nighttime nuclear energy that is too expensive to sell at a profit. For example, there are periods of time in the middle of the afternoon when there is excess solar
power. There is excess wind power on certain days, especially during the winter months when capacity factors are high and cooling loads are low. Nuclear plants contend with excess energy above grid needs almost every night. Electrolysis is uniquely compelling to the nuclear power economics by creating profitable nighttime electricity markets. Those plants can create hydrogen all night and feed the grid all day. In doing so, a nuclear power plant can serve two profitable markets.
Charting the energy grid supply and demand patterns, there is innovation happening right now for hydrogen-using companies to consider employing a blend of alkaline and PEM systems. For instance, if you wanted 100 MW of electrolysis capacity, lowest possible deployed cost, and the ability to ramp up and down to meet a certain amount of renewable energy, then you might deploy 70% alkaline and 30% PEM. That would give you the lowest deployed cost because alkaline systems are less expensive to buy and are slightly more electrically efficient. Meanwhile, the PEM portion of the plant can dynamically track the ups and downs of the electrical supply.
Equipment cost vs capacity scaling of water electrolysis projects follow different economic rules than older hydrocarbon-based technology because the approaches to capacity scaling differ. For instance, in steam methane reforming – the predominant means of hydrogen production from hydrocarbons – equipment costs grow at a decreasing rate as capacity is increased above a certain minimum level of 10 tpd, for example. This is because the reaction vessels and balance of plant can all be made larger in capacity to suit the desired production scale. Conversely, water electrolysis scales approximately linearly above a certain minimum level of, say, 50 tpd. This is because equipment capacity in water electrolysis is a function of the number of standard sized cell stacks deployed, rather than deploying ever larger cell stacks.
The 45V production tax credit rulemaking and subsequent interpretation of those rules will evolve with more clarity this year as all stakeholders in the clean and green hydrogen movement maintain focus on the virtuous outcomes: green hydrogen created from zero-carbon electricity; clean hydrogen replacing dirtier fuels/feedstocks in application where fuels are required; additional green hydrogen demand creating new demand for renewable electricity; additional green hydrogen production capacity, making it possible to maximise the value of all clean power on the grid – essentially creating a way to store electricity in the form of hydrogen.
References
1. h ttps://www.custommarketinsights.com/report/waterelectrolysis-market/
2. h ttps://www.iea.org/articles/could-the-green-hydrogenboom-lead-to-additional-renewable-capacity-by-2026
3. h ttps://www.rechargenews.com/energy-transition/averagecost-of-green-hydrogen-to-fall-to-1-50-kg-by-2030-aselectrolyser-capacity-ramps-up-50-fold-analyst/2-1-1287093
4. h ttps://www.ammoniaenergy.org/articles/fertiberia-lowcarbon-fertilizer-alliances-with-heineken-pepsico/
5. h ttps://www.yara.com/news-and-media/news/archive/2019/ yara-and-nel-carbon-free-hydrogen-for-fertilizer-production/
50 Spring 2024 GlobalHydrogenReview.com

Magnus Thomassen, Hystar, Norway, highlights the importance of innovation in scaling green hydrogen production.
Green hydrogen has experienced remarkable growth and advancement in recent years, with the rapid deployment of commercial hydrogen projects becoming increasingly widespread. Many of these developments have been driven by policy support aimed at facilitating the green energy transition. Technological developments and economies of scale, both in terms of project sizes and manufacturing capacity, are expected to further accelerate this deployment. Traditionally, proton exchange
51
membrane (PEM) electrolysers faced limitations due to the required membrane thickness. As such, finding a way to use a significantly thinner membrane greatly reduces the ohmic resistance in stacks and allows for superior energy efficiency.
Today, as society strives to meet the burgeoning demand for zero-emission solutions, particularly in sectors with heavy environmental footprints such as steel and ammonia production, efficiency gains are pivotal. Hydrogen can be an absolute game-changer here, particularly given there are few other alternatives for reaching zero-emission targets in these industries.
Rethinking PEM electrolyser designs
15 years ago, two of Hystar’s co-founders, Alejandro Barnett and Magnus Thomassen, embarked on a research endeavour focused on fuel cells and electrolysis at SINTEF, one of Europe’s largest independent research organisations. It was during this time that they began exploring new solutions for optimising PEM electrolyser designs. In PEM electrolysis, water is split into hydrogen and oxygen through an electrochemical reaction. One of the major sources of energy losses in PEM electrolysers is the ohmic resistance of the membrane which, due to the risk of high concentrations of hydrogen in oxygen caused by hydrogen diffusion, needs to be relatively thick to avoid the formation of explosive gas mixtures.
Thomassen and Barnett hypothesised that thinner membranes, akin to those used in fuel cells, could be employed while maintaining system safety. They therefore conceived the idea of introducing a ventilation loop on the anode side, effectively diluting the hydrogen concentration with ambient air. Subsequent brainstorming led them to experiment with introducing water into the cathode side of the system, compared to the conventional designs where water is fed to the anode.
Switching the water feed to the cathode and adding an air feed to the anode has allowed for a significantly thinner membrane – by up to 90% – and an inherently safer system. Utilising thinner membranes reduces the
ohmic resistance and enables these PEM electrolysers to either produce 150% more hydrogen or run at 10% lower energy consumption than conventional designs, depending on the needs of the customer. This has a major impact on the levelised cost of hydrogen (LCOH), one of the most important key metrics influencing a project’s profitability.
As many are aware, fuel cells and electrolysis serve as counterparts in the world of energy conversion. Electrolysis harnesses electric energy to split water molecules into hydrogen and oxygen, while fuel cells employ hydrogen to generate heat and electricity. This approach draws inspiration from the favourable attributes of fuel cells, such as the thinner membrane and design for mass manufacturing. Fuel cells are produced at high volumes already today, and integrating some of the same stack principles into PEM electrolysers makes it easier to produce them in large volumes.
Embracing automation and innovation
The importance of embracing automated manufacturing is essential when it comes to scaling the hydrogen industry. Manual processes are both time-consuming and costly, and make it hard, if not impossible, to scale to GW level. By finding new ways to circumvent manual processes, inefficiencies can be reduced and excellent quality control in all steps of the process is ensured.
When it comes to design, a key tenet in hydrogen commercialisation is undoubtedly scalability. To optimise electrolyser production, ensuring that stacks are compatible with a fully automated manufacturing process is crucial. Hystar therefore decided not to make any of the stack components internally but, instead, to source the components from suppliers, many of whom are already supplying components in high volumes to the fuel cell industry.
Alongside this, a key part of the hydrogen manufacturing process must be ensuring that innovation extends to the materials used, and to finding the best solutions from a circular economy perspective, as well as planning for both reverse logistics and material reuse and recycling. Reducing the use of platinum group metals (PGMs) is one of the topics that requires continued investigation, as this is one of the obstacles that the industry needs to tackle. Hystar uses a lower loading of PGMs per hydrogen production rate than conventional PEM electrolysers, but is continually looking into new ways to reduce this further over the coming years.

The fast-changing nature of the hydrogen industry necessitates constant innovation, dedication, and focus to relentlessly design, engineer, and upgrade existing technologies. Building up great R&D and manufacturing facilities to help scale to a GW level requires commitment and across the industry talented individuals are continuting to come on board.
52 Spring 2024 GlobalHydrogenReview.com
Figure 1. Lab engineer working in the Innovation Centre clean room.


With the IEA predicting that installed electrolyser capacity could reach between 170 - 365 GW by 2030, a commitment to scalable and modular solutions is essential.
To ramp up manufacturing capacity and meet hydrogen demand, a continual drive to find breakthroughs will be crucial. Here, for example, it is important to embrace more circular practices and out-of-the-box thinking as production for clean technologies rapidly scales up. Simply put, as an industry we must never stop innovating along the way.
Applications
There is no question that green hydrogen is a game-changer for transitioning hard-to-abate industries. That said, green hydrogen is not a panacea for all society’s net-zero goals either – naturally, some industries will benefit more from direct electrification than hydrogen and vice versa.
It is also worth emphasising that large-scale renewable projects, such as wind and solar, are highly synergetic with large electrolyser plants. The world needs tremendous amounts of renewable energy, and the joint development of energy hubs which includes electrolysers – some larger than 1 GW and operating symbiotically with intermittent electricity supply – will be a driving force of the green energy transition. Using hydrogen, or derivatives such as ammonia or e-fuels, as an energy vector to easily transport it to demand centres will alleviate congested grid infrastructure. As grids strive to meet the demand for mass electrification that the clean energy
transition necessitates, green hydrogen production can stabilise power distribution networks and foster the deployment of more intermittent renewables.
One example where the industry foresees a large future demand for its electrolyser products is the steel industry. Transitioning the steel industry to net-zero will, according to Wood Mackenzie, require an astonishing 52 million tpy of green hydrogen annually.¹ In addition to steel, other large-scale applications like the ammonia and fertilizer industry have a massive emission reduction potential by changing to green hydrogen. Today, most ammonia plants utilise grey hydrogen as feedstock, where the hydrogen stems from steam methane reforming (SMR) of natural gas.
The demand for green hydrogen is there, with several sectors poised to benefit immensely from the fuel. There is an urgent need to harmonise efforts and the research agendas of policymakers. Hydrogen has a huge potential to improve our renewable production, decrease our dependence on polluting industries, and tackle emissions. Hystar’s investors reflect the industries that the company believes are most suited to hydrogen, while underscoring its versatility.
The future of hydrogen
Green hydrogen’s transformational impact on fossil fuel reliance is undeniable, and the introduction of targeted policy mechanisms and frameworks will accelerate the deployment rate. By providing certainty and support to project developers and customers of green hydrogen, investment decisions will be executed faster. Last year’s introduction of the Inflation Reduction Act has energised the US hydrogen sector, and the industry remains hopeful that a similar ignition will be seen in Europe after passing the Net-Zero Industry Act and establishing the European Hydrogen Bank.
Ramping up production to actualise widespread commercialisation should be front of mind for all in the hydrogen industry. Efforts on all fronts are needed to allow hydrogen production to reach its true potential. Whether it be from policymakers, investors, industrials or researchers, international cooperation and the pooling of resources to help ramp up global production of hydrogen and achieve a net zero future is key.
In conclusion, green hydrogen’s potential to reduce emissions in hard-to-abate sectors is vast and achieving a successful and timely decarbonisation of these sectors should be seen as a collective responsibility. As green hydrogen companies plan for optimal GW production of electrolysers, innovation should remain a driving force for the green transition.
Reference
1. WU, M., VORA, M., and CHAUDHARY, I., ‘Pedal to the metal: Iron and steel’s US$1.4 trillion shot at decarbonisation’, Wood Mackenzie, (September 2022), https://www.woodmac. com/horizons/pedal-to-the-metal-iron-and-steels-one-pointfour-trillion-usd-shot-at-decarbonisation/
54 Spring 2024 GlobalHydrogenReview.com
Figure 2. R&D engineers at work at the Hystar Innovation Centre.
Andrea Pusceddu, IMI Critical Engineering, outlines why decentralised hydrogen production will be key in decarbonising the transport and logistics sector.
COP28 has triggered a raft of activity in the hydrogen market. The official agreed text published at its conclusion sets out a clear role for the fuel as the world transitions from an economy still based predominantly on fossil fuels.
This is undeniably a positive development. Governments and industry now have the firm commitment they need to scale-up research and development without fear of change. Analysis from the International Energy Association (IEA) shows this commitment comes at the right time, just as electrolyser manufacturing capacity has grown to 11 GW/yr.1
Electrolysers will be a critical technology for improving the emissions profile of several sectors, such as heavy industry, manufacturing and transport. Point 39 of the agreed text makes direct references to this, by highlighting the value of ‘low-carbon hydrogen production’ to ‘substitute unabated fossil fuels in energy systems’.2

This is a step in the right direction and it would be remiss to overlook its significance given the robust debate that took place throughout the summit. Transport is well-positioned to benefit from the integration of hydrogen fuel, with some commercial markets already making progress, albeit at a relatively slower pace when compared to the roll-out of other low-carbon technologies. Having part of this written down and agreed by most nations is clearly welcome.
There is, however, some key detail missing from Point 39. Transport needs reliable access to hydrogen fuel to have a chance of transitioning away from fossil fuels at a reasonable pace, largely mirroring the infrastructure that exists today for petrol and diesel vehicles. The challenges of this exercise will be almost impossible to overcome without some form of decentralisation.
This is a critical point that now requires more attention. COP28 has laid groundwork for
55
the development of a hydrogen economy, but it has not shown how sectors like transport will get there. Granted, the summit is not responsible for providing this level of detail – its main purpose is to bring negotiators into the same room – yet this lack of specificity makes it even more important for industry to now address the practicalities.



The merits of decentralisation
Centralised hydrogen production would look similar to the way grid electricity is generated and distributed today. In theory, each country would have one, or a handful, of large-scale facilities dedicated to making the fuel, which would then be transported via pipework or delivery vehicles.
Basic economics tells us that production costs tend to decrease with scale and hydrogen is no exception to the rule. At first, this appears the best argument in favour of the centralised model, removing affordability as one of the major barriers to widespread adoption. Working this way, however, increases storage and transportation costs.
Decentralisation, on the other hand, would see a vast network of smaller-scale hydrogen production facilities aided by on-site electrolysers. Production costs would be higher in this scenario, but the cost of storage and transportation would be lower. It is not difficult to see the advantages this would bring for commercial transport, which relies on consistent supplies of fuel across large geographical areas to succeed.
Electrolysers running on renewable electricity offer one viable route for the acceleration of low-carbon transport. New proton exchange membrane (PEM) based models, such as those developed by IMI, are capable of responding quickly to the changing profiles of available power, making them ideal partners for intermittent renewable energy sources. They also create relatively pure hydrogen, removing the need for extensive or complex plant on site.
There is a strong economic argument for the decentralised model in an era of rising energy costs. According to the US Office of Energy Efficiency and Renewable Energy, hydrogen fuel cell vehicles can travel longer distances using less energy. 1 kg of hydrogen contains roughly the same energy as a gallon of gasoline. As it stands, a fuel-cell electric vehicle running on 1 kg of hydrogen can travel approximately 60 miles compared to conventional vehicles, which only cover around 25 miles on a gallon of gasoline.3
With enough electrolysers in service these figures would make unsubsidised green hydrogen production realistic. It would also make on-site renewable power-to-hydrogen production financially viable, aligning transport with a market that is increasingly moving towards distributed energy resources (DERs). This is a key point as critics often point to a lack of renewable infrastructure for making legitimately ‘green’ hydrogen. DERs, however, are now beginning to contribute more to the energy mix and typically make use of zero-carbon sources, such as rooftop solar PV units, wind turbines and battery energy storage systems.
These arguments are convincing but there is still some way to go before they are undeniable. Renewable contributions to the grid continue to rise and both businesses and local authorities are beginning to understand the opportunities presented by DERs and microgrids. Capacity needs to increase substantially, but the direction of travel is promising for decentralised hydrogen production in service of low-carbon commercial transport.
The vehicle mix
The IEA’s roadmap to net zero suggests two-thirds of heavy goods vehicles will be battery-electric, with the remaining third running on hydrogen fuel cells.4 This seems to put
56 Spring 2024 GlobalHydrogenReview.com
Figure 1. The long-term cost of hydrogen storage is expected to be cheaper than battery energy storage systems.
Figure 2. IMI’s electrolyser is ideal for power-to-mobility applications.
Figure 3. Decentralised electrolysers will be key to the success of fuel cell transport.

The
Subscribe online at: www.energyglobal.com/magazine
information
renewable energy
and
GLBAL
premier source of technical and analytical
for the
industry, covering solar, wind,
energy storage. ENERGY

decentralised hydrogen networks at a disadvantage with insufficient demand to justify wide-scale investment in PEM electrolysers, particularly as many businesses operate smaller fleets. With costs continuing to fall, however, these splits could soon begin to change.
Increasing the share of fuel cell vehicles would create knock-on benefits for existing infrastructure. Electrification driven by the growth of battery-powered transport will place beleaguered national grids under extra pressure. The UK’s grid, for instance, has been stretched to the point where it is now having a measurable impact on economic development.5
Green hydrogen still requires renewable electricity and the wide-scale deployment of electrolysers would certainly contribute to increased demand. Decentralised assets using solar power could be used during the day when there is typically plenty of sunlight. At night they would lie idle given that the grid load can only be supplied by fossil fuels, nuclear and other energy sources.
Electric cars are charged throughout the day, creating consistently high loads to the grid. Battery energy storage is one route around this problem, though the all-in costs are high and additional infrastructure is needed for these assets to become fully grid-interactive. Hydrogen fuel requires storage but it is cheaper to implement, especially as vessels are capable of working independently of a larger network. This approach would also ease pressure on the grid.
IEA estimates show that the global energy use of heavy-duty vehicles is roughly three times the total global production of hydrogen.⁶ Clearly this imbalance needs addressing. Still, most planning scenarios have yet to fully recognise the potential impact and growth of on-site hydrogen production. Updated studies will likely bring the gap between supply and demand closer together, in turn helping to convince manufacturers and operators to invest more confidently in hydrogen.
Making a business case for PEM electrolysers
Efficiency is a major advantage of PEM electrolysis, especially when compared to other electrolyser technologies. PEM electrolysers are currently more expensive than some other options on the market. However, given the
efficiency advantage and how it impacts the total-life cost, these financial hurdles will soon begin to fade.
Digital twin analysis can be used to improve the efficiency of a PEM electrolyser stack, balance supply and demand, and optimise surrounding equipment. This gives companies access to electrochemical processes and instrumentation without having to gamble on a large or untested investment.
Some PEM electrolysers, such as those from IMI, can also be implemented in modular turnkey configurations with the addition of fuel cells and storage systems, depending on customer specifications and local regulations. This is an advantage for fleet operators in remote locations. Storage of this kind can make the hydrogen market more resilient to the kinds of shocks seen throughout the energy market in 2022. Decentralising production lowers the supply chain’s exposure to unforeseen changes, giving businesses a minimum service level even when conditions are unfavourable.
PEM technology runs on pure water without the corrosive and toxic electrolytes required by alternative solutions, such as alkaline water electrolysis. The use of these hazardous chemicals requires organisations to assume greater logistical obligations, including safe disposal and lifecycle management.
Fewer rare catalysts are now required to build PEM electrolysers. However, given ongoing geopolitical events and the rollout of support packages in key markets such as the EU and US, the supply chain could take some time to adapt to increased demand for PEM solutions.
Key to this will be the adoption of circular economy principles. At the end of a solution’s working life, all valuable materials should be recycled and reused to ensure greater availability of rare earth metals. The automotive industry already provides an excellent example of this approach with the recovery and refitting of exhaust catalytic converters for new cars.
Moving forward
It is important to point out that electrolyser technology is already having an impact at larger industrial facilities. However, the size of these solutions – operating at 10 MW up to 1 GW – means that they are only suitable to the biggest names in the industry. As such, modularity, scalability, and affordability will be key to ensuring clean hydrogen can be fully harnessed in the transport and logistics sector.
This is why PEM electrolysis, made possible in decentralised turnkey solutions, will be critical moving forward. Improving access to green hydrogen should be a cornerstone of any decarbonisation efforts, but the sector cannot wait for national infrastructure to catch up with ambition. Decisive action is required now.
References
1. https://www.iea.org/energy-system/low-emission-fuels/ electrolysers
2. https://unfccc.int/sites/default/files/resource/GST_2.pdf
3. https://www.energy.gov/eere/vehicles/articles/hydrogens-roletransportation
4. https://www.iea.org/reports/net-zero-by-2050
5. https://www.ft.com/content/e9588967-ea5e-4b74-b51d9a42a16567da
6. https://www.iea.org/reports/the-future-of-trucks
58 Spring 2024 GlobalHydrogenReview.com
Figure 4. IMI’s electrolyser undergoing testing at the company’s facility in Sardinia.
ESoufien
Taamallah,
Electric Hydrogen, and Luiz Soriano, Neuman & Esser, explain the importance of collaboration between electrolyser OEMs and compressor OEMs in driving industrial scale decarbonisation.
lectrolysis powered by renewable energy to produce green hydrogen is one of the fastest growing and most promising decarbonisation solutions available today to help industry meet lower emissions targets. In 2019 there was less than 100 MWe of electrolysers (equipment that uses electric current to break apart water molecules into hydrogen and oxygen gas) installed globally, but today there is close to 1 GWe of operating electrolysis capacity, half of which was added just last year. The growth is set to continue: about 11 GWe of capacity is at an advanced stage of planning for deployment in the next 2 - 4 years, and a huge 480 GWe of capacity has been announced, heralding unprecedented growth in the green hydrogen market over the coming decade.
Most of the hydrogen produced today is used in large-scale chemical and refining plants, usually producing more than 10 tph of hydrogen. This is equivalent to 400 MWth of

electrolysis for each large-scale hydrogen consumer. Most industrial applications that use hydrogen require mechanical compression to raise the pressure from the 20 - 30 bar typically provided by the incumbent steam methane reforming process (SMR or ‘grey’ hydrogen), to anywhere between 50 and 200 bar depending on the end-use application requirements. As a consequence, the hydrogen compressor is a critical piece of equipment in the hydrogen value chain. Compression technology has been used and optimised for decades. Most hydrogen compressors operating today are positive displacement machines, primarily reciprocating, which enables high efficiency and high-pressure ratio per stage on low-molecular-weight gases like hydrogen. There are thousands of hydrogen reciprocating compressors operating efficiently and reliably at refineries, petrochemical and chemical facilities (ammonia and methanol), spanning a wide range of
59
power capacities from as low as 100 hp to as high as 20 000 hp (equivalent to approximately 0.1 - 15 MW of energy).
While hydrogen compressors have been around for some time, a new and important requirement has been added more recently. Unlike grey hydrogen – which is produced on a continuous basis – green hydrogen production can be intermittent due to the inherent variability of renewable energy inputs like wind and solar. Consequently, there is a mismatch between the operating requirements of the compressor and the variable nature of the energy input. This article will discuss the main requirements and design considerations for hydrogen compressors paired with electrolysers for industrial-scale intermittent hydrogen production and use. It will also show how companies like Electric Hydrogen (electrolysis OEM) and Neuman & Esser (compression OEM) think about the various tradeoffs at play to provide a solution to customers that is fit-for-purpose to produce zero emission green hydrogen at large scale to decarbonise industrial applications.
Requirements for electrolysis and compression
There are three major economic and operational requirements when supplying compressed green hydrogen to industrial offtakers.
Lowest initial investment
Electrolysis to produce green hydrogen has been historically more expensive than traditional hydrogen production solutions like SMR. Electrolysis OEMs, such as Electric Hydrogen, are combining scale and innovation in the electrolyser stack and plant design to drive costs down and make green hydrogen at competitive economics. It is important that electrolysis OEM and compression OEMs work together to optimise the entire electrolysis system and reach the lowest-cost solution. It is also important to put these investment costs in perspective: all-inclusive electrolysis plants (inclusive of power conversion, and all elements of balance of plant but not additional compression beyond the electrochemical one) range between US$850/kWe,in and US$1700/kWe,in. Compression systems for these plants add between US$50/kWe,in and US$100/kWe,in depending on the desired flow rate, the suction pressure provided by the electrolyser, and the discharge pressure required by the end user. These costs need to come down in order to make green hydrogen a viable alternative to grey hydrogen.
Plant uptime
Reliable equipment is needed to minimise downtime and maximise the utilisation of the equipment upstream and downstream of both the electrolysis plant and the compressor. Opportunity costs
or penalties from not producing the contracted hydrogen gas can be burdensome and justify investments in system redundancy and reliability to avoid downtime. For example, to improve the compressor’s reliability, the API 618 standard for reciprocating compressors is commonly adopted to extend the mean time between failures (MTBF). Such a standard does not yet exist for electrolysers and would be beneficial. Redundancy is a common strategy to guarantee uninterrupted plant operations – typically, a spare compression unit is installed on-site, either sharing the flow with another compressor unit, or as a standby compressor that only operates when the main unit is down.
Operational flexibility and turndown
This is the new requirement created by the inherent intermittency of renewable energy such as wind and solar. Electrolysis systems have been developed to provide highly dynamic operations: advanced proton exchange membrane (PEM) systems provide fast response time. They are able to ramp hydrogen production up and down at about 1 MWe/s, which is sufficient to load following solar photovoltaic (PV) and wind power sources. PEM systems can also be turned down to low operating limits – usually 10 - 15% of system nameplate capacity, without any issues. Partial operations for electrolysers come with an efficiency advantage as the conversion of kWh of energy to kg of hydrogen gas is better at a reduced system load. It is typical to observe PEM systems conversion efficiency at 72% at full load and as high as 78 - 80% closer to the minimum turndown (the remaining energy is displaced as heat). As a consequence of these dynamic operations, there is a need for compressors that can maintain smooth dynamic operations down to the electrolyser minimum turndown limit. This removes the need for an expensive buffer storage tank, which is commonly required if the produced hydrogen is at lower pressure (e.g. atmospheric alkaline electrolysis). To do this, a combination of a stepless capacity control system for reciprocating compressors as well as the number of compressor units can be used to offer a fully flexible solution that can be paired with any electrolysis system, independently of how dynamic its operations are. These two important design methods and their implications on the main compression system requirements are discussed in more detail in the following section.
Design features impacting the main requirements
Several critical design features need to be considered when looking at integrating a compression system with green hydrogen production plants. The variables with the largest impact on project performance and economics are:
y Compression arrangement.
y Capacity control method.
y Machine monitoring system.
y Cylinder lubrication.
Compression arrangement
Installed cost HighMedium LowLow
Plant uptime High Low HighHigh
Dynamic operations and turndown
HighHigh
The compression arrangement is defined as the number of compressors necessary to meet the total required hydrogen gas flow rate. Common arrangements are 1 x 100% (no spare), 2 x 100% (spare), 2 x 50% (no spare), or 3 x 50% (spare). There is a tradeoff between the required redundancy at the site to guarantee a higher uptime and the overall budget available on the project to procure and install the compressors. A larger quantity of smaller
60 Spring 2024 GlobalHydrogenReview.com
Table 1. Impact of compression system design features on the main requirements
ParameterCompression arrangement Capacity control method Machine monitoring system Lubrication (and oil removal)


With our new ATR technology powered by Casale and Technip Energies expanding our extensive range of proprietary SMR technologies, BlueH₂ by T.EN™ now delivers tailored, largecapacity, ultra-blue solutions with up to 99% emissions capture.
Unleash low-carbon hydrogen at any scale or type of plant with minimum carbon footprint for the lowest levelized cost now.
technipenergies.com
hydrogen
Capture up to 99% of your low-carbon
production emissions. Unleash your full blue potential.
units will not take full advantage of procurement economies of scale, but large reciprocating compressors might be more difficult to source and construct and typically require large concrete block foundations, which increases installation costs.
The number of compressors installed on a hydrogen gas process flow defines the compression redundancy available at the plant. A 2 x 100% arrangement, which includes a spare unit, provides full redundancy, almost guaranteeing uninterrupted plant operation. A 2 x 50% arrangement with smaller individual units provides reduced total installed cost as no spare capacity is included but does not permit total capacity availability when one unit is down.
Capacity control method
Due to their positive displacement principle, reciprocating compressors can perform at partial load operation while keeping efficiency constant. This is one of the most significant advantages of this compressor technology, and is critical for green hydrogen production plants.
A lack of the right capacity control method, with simply relying on step unloading with discrete operation points (100%, 75%, 50%, and 0% operating loads), will inevitably lead to unnecessary gas recycling, which will increase overall power consumption. A comprehensive capacity control suite is available to operators today, including a range of solutions going from simple pneumatic actuated valve unloaders to complex stepless capacity control systems using hydraulic actuators. Stepless capacity control allows seamless continuous operations but is usually an add-on and increases CAPEX. The API 688 standard provides considerations on stepless capacity control systems for reciprocating compressors.
Machine monitoring system
A machine monitoring system (MMS) is fundamental to ensuring long operational uptime. The main objective of an MMS is to provide critical, real-time information about the compressor condition to allow operators to identify potential malfunction or underperformance of main components, therefore planning preventive actions and avoiding unexpected shutdowns.
Modern MMS offers a wide range of functionalities and can be designed to meet any specific project requirement. Basic functions include frame vibration, piston rod drop systems and process gas pressure and temperature monitoring.
Advanced monitoring functions include cylinder dynamic pressure, crosshead vibration, and valve temperature. MMS requires upfront engineering efforts and additional acquisition costs, but the payback can be very short if the calculation includes a potential loss of production due to an unexpected shutdown.
Cylinder lubrication
Many applications for low-carbon hydrogen have stringent oil contamination limits. This can be achieved by eliminating cylinder lubrication during compression or through an oil removal system after lubricated compression. Non-lubricated cylinders have additional design considerations for piston rings and guide rings design that provide adequate resistance to friction while guaranteeing an acceptable wear rate without the oil film protection. Alternatively, operators looking to take advantage of the longer uptime of lubricated compressors, or operators with applications with a final discharge pressure above 200 bar, can choose to install high-efficiency oil removal systems downstream of the compressor. These systems are available today, have demonstrated field-proven experience, and can handle large volumes of flow and high pressures while removing oil on the hydrogen stream up to 1 part per billion (ppb).
Finding the sweet spot
Electrolysis and compression OEMs are working together to ensure that green hydrogen projects have access not only to the latest technologies at the lowest possible cost, but also to ensure that all the other project operations requirements are met. Installed costs can be minimised, but that alone will not lead to the lowest overall total cost of ownership when considering downtime as well as the need to operate flexibly and accommodate the relatively low partial load that electrolysers (especially PEM) can handle today. Companies such as Electric Hydrogen and Neuman & Esser are working together to provide hydrogen project developers and EPC companies with solutions that can be seamlessly integrated and provide the best trade-off, satisfying all the requirements of a green hydrogen project: a sweet spot to optimise cost-uptime-operational flexibility, as illustrated in Figure 1.
Conclusion

A significant amount of green hydrogen will be necessary to meet decarbonisation targets set by different countries and companies. Today we are seeing rapid growth in the electrolysis market, and most, if not all, green hydrogen production applications require hydrogen compression. Different players across the green hydrogen value chain need to work together to identify opportunities to not only reduce initial investment costs and increase efficiency, but to also ensure maximum overall plant uptime and flexible operations. This article described some of the collaboration efforts between an electrolyser OEM and a compressor OEM in order to unlock the overall lowest-cost compressed green hydrogen, therefore benefitting project developers and final hydrogen end users.
62 Spring 2024 GlobalHydrogenReview.com
Figure 1. Trade-off between initial investment cost, uptime, and flexibility of operations when pairing hydrogen compression with electrolysis.
ADerrick Bauer, Ebara Elliott Energy, considers the challenges associated with the compression and transportation of high-pressure hydrogen through existing pipelines.
s one of the most promising technologies for lowering the carbon footprint on a global scale, hydrogen holds great potential for energy storage and low-carbon emission production. Technological advancements for renewable hydrogen production are currently being developed to meet near-term and long-term energy and emissions goals. To develop its full potential, however, hydrogen will have to be economically generated, and it will also have to be transmitted through the natural gas pipelines which make up the world’s current energy infrastructure.
The US Infrastructure Investment and Jobs Act of 2021, and the related Inflation Reduction Act of 2022, provide for investments, policies, and incentives to accelerate clean energy initiatives, including billions for clean hydrogen. Likewise, plans to transport hydrogen throughout Europe by 2050 are already in development by the European Commission on Hydrogen.
Safe production and storage will be imperative in supporting a future hydrogen economy. As investment and progress toward

production of zero and low-carbon hydrogen accelerates, efforts to solve significant technical challenges are underway. One such challenge is the detrimental effect that hydrogen has on some industrial metals, including iron-based metals such as steels. While hydrogen does not change the mechanical design strength of these metals, it can reduce its ductility. From a fracture mechanics or fit-for-service perspective, defects that are acceptable without the presence of hydrogen may become unstable in its presence. Hydrogen can also be responsible for cracking mechanisms within metals that are completely independent of an externally applied stress.
Hydrogen embrittlement
The most efficient and economical method for transporting hydrogen will be transmission through existing pipelines. Hydrogen will be generated at atmospheric pressure, but efficient transportation and storage can only be provided at higher pressures, which will require compression. For effective storage and transportation, hydrogen needs to be compressed
63
to a pressure of 8.273 MPa (1200 psi) which can be handled by carbon steel pipelines and pressure vessels.
In the presence of diatomic hydrogen (H2), testing indicates that the ductility of many steels decreases in comparison to the same type of testing performed under standard atmospheric conditions.1 This reduction in ductility is also known as hydrogen embrittlement. Because hydrogen has the smallest atomic size of any element, it can diffuse into the metal and settle at interstitial sites with the atomic arrangement of steel alloys. Once hydrogen is in the metal lattice, the hydrogen proton settles in areas of high triaxial stress, suppressing cross-slip of dislocations. This leads to an early failure and brittle appearance of the failure.
Atomic hydrogen has an even more detrimental influence on the embrittlement of steels than diatomic hydrogen. Atomic hydrogen is generated either by the dissociation of diatomic hydrogen at elevated temperatures and pressures, or by a cathodic reaction that occurs in the environment or on the surface of the steel itself. Atomic hydrogen can permeate steel alloys more readily than diatomic hydrogen and is sufficiently small to settle at interstitial sites, preventing dislocations from moving. The movement of the dislocations is really what provides the ductility to a metal.2
Atomic hydrogen can also settle into a void within the metal and react with another atomic hydrogen atom, combining to form a H2 gas pocket contained within the material. As the pressure builds due to the formation of more hydrogen, internal stresses build up in the material. If this continues, the internal pressure becomes sufficiently high to create a fracture within the material itself. This mechanism is referred to as hydrogen
induced cracking (HIC). This type of cracking is also called stepwise cracking, hydrogen pressure cracking, blister cracking, or hydrogen induced stepwise cracking.
NACE TM 0103 defines HIC as stepwise internal cracking that connects adjacent hydrogen blisters on different planes of the material or on the material surface. HIC is most critical on components which are pressed in a single direction, such as rolled plate and pipe. The danger of the HIC mechanism is that it can occur with no applied external stress.
There are methods to help improve the material’s resistance to HIC. The first is with the steel melting practices. Reducing the level of contaminants such as sulfur and phosphorus has a significant influence by minimising the inclusions where hydrogen can settle and link up. Heat treatment minimises alloying segregation to prevent interfaces where hydrogen will link up, providing the highest fracture toughness by increasing the material’s resistance to fracture.
At higher pressures and temperatures, H2 will dissociate into atomic hydrogen which can cause problems by permeating the steel. It can preferentially react with carbon and degrade the steel. API 941 provides guidelines for steels in ‘Hydrogen Service at Elevated Temperatures and Pressures in Petroleum Refineries and Petrochemical Plants’.4 This specification states that carbon steel has been successfully utilised for hydrogen pressure vessels up to 69 MPa (10 000 psi) and temperatures up to 221°C (430°F), provided that weldments are stress relieved. The heat affected zone (HAZ) of a weldment can have a higher hardness at a localised area, so these welds must be stress relieved in order to make sure that they are not susceptible to hydrogen embrittlement.

At higher temperatures, hydrogen can permeate the steel and preferentially react with the carbides contained within the steel to form methane. The methane gas cannot escape the steel, developing a high internal pressure which can exceed the fracture toughness of the steel locally, causing blistering or fissures, again with no applied external stress acting upon the material. The addition of elements which help to form a more stable carbide, notably chromium and molybdenum, helps to avoid internal fissuring by minimising the reaction with the hydrogen. While this can help prevent internal fissuring at higher temperatures in comparison to that of carbon steel, these steels still have limitations for hydrogen service.
64 Spring 2024 GlobalHydrogenReview.com
Figure 1. Plans for European Hydrogen Backbone by 2040 (with permission from the European Hydrogen Backbone Initiative).3









Hydrogen Technology Conference & Expo is North America’s mustattend exhibition and conference that is exclusively dedicated to discussing advanced technologies for the hydrogen and fuel cell industry. The event brings together the entire hydrogen value chain to focus on developing solutions and innovations for low-carbon hydrogen production, efficient storage and distribution as well as applications in a variety of stationary and mobile applications.
www.hydrogen-expo.com
North America’s Largest Hydrogen & Fuel Cell Trade Fair
FREE TO ATTEND REGISTER NOW
2023 WINNER Multi-Award Winning Show
26-27 2024 NRG Center, Houston, Texas, USA 400+ EXHIBITORS 130,000Sq ft EXHIBITION SPACE 200+ SPEAKERS 8,000+ ATTENDEES 5 CONFERENCE TRACKS
June


Compressors in hydrogen service
Hydrogen generation through any process is performed at atmospheric pressure. For improved efficiency and effective transportation through pipelines, the hydrogen must be compressed to a higher pressure. For centrifugal compressors, the requirements for rotating equipment in hydrogen service are found in API 617, which states the following:
“Materials that have a yield strength in excess of 827 MPa (120 psi) or hardness in excess of Rockwell C 34 are prohibited for use in hydrogen gas service where the partial pressure of hydrogen exceeds 689 MPa (100 psi gauge) or the hydrogen concentration exceeds 90 molar percent at any pressure.”6
This restriction applies to all materials within a centrifugal compressor without exception. This does not have much of an influence on the casing materials which are typically carbon steel. However, the yield strength limit does influence the rotating components such as the impellers and shaft. As noted in API 941, carbon steels have been utilised at higher pressures successfully, and are commonly used for hydrogen pressure vessels. Centrifugal compressors typically operate at temperatures well below 200°C (392°F) in hydrogen service, and in many cases, high-temperature attack does not need to be considered. Carbon steel can be used for the pressure-containing casing of a centrifugal compressor and also the internal stationary components such as the diaphragms and volutes.
Low-alloy steels or martensitic stainless steels are typically used for the rotating components. The rotating compressor shaft is usually a low alloy steel such as UNS G43400 (4340 steel), and the impellers are commonly a martensitic stainless steel such as UNS S41000 (410 stainless) or
UNS S17400 (17-4 PH stainless). These are used because of their high yield strength, where more corrosion resistant alloys such as austenitic stainless or even duplex stainless steels do not have the yield strength for the rotating components. The materials used for the high-stressed rotating components can be heat treated to meet the 827 MPa maximum yield strength requirement per API 617.
Other components within the compressor must also be considered. Shaft seals can be an abradable mica-filled PTFE material, or they can be a rub-tolerant material such as a carbon-filled PEEK or PAI material. The O-ring materials are usually an FKM material which has a ‘1’ rating in hydrogen gas. At temperatures lower than 200°C (392°F), special considerations are not normally necessary for these components. The piping material is carbon steel per ASTM A106.⁷
Weldments should be stress relieved to avoid localised areas with a high hardness that could lend themselves to hydrogen embrittlement. Hydrogen in weldments has been a known problem as liquid metal has a higher affinity for hydrogen, so low hydrogen electrodes and pre-heating are often used to minimise this type of cracking. The good news is that this cracking is often detected immediately.
Hydrogen recycle gas compressors are commonly used in refineries, and they provide an excellent baseline for materials that can be used for compressors in hydrogen service. They are used in a purifying process in refineries where the H2 recycle stream combines with makeup gas in the reactors. The process gas is over 90% H2. However, the discharge pressure is usually less than 70 bar (1000 psi). When following the API 617 guidelines for the materials, there have not been any failures attributed to hydrogen embrittlement. Most failures in these compressors are caused by a carryover of ammonium chloride into the compressor, which is extremely corrosive, causing fouling which chokes the flow path, and corrosion pitting even on stainless steel materials. The corrosion pits act as great initiation sites for fatigue cracks, and the rotating components see many cycles of alternating stress due to the nature of the operation.
The search for higher-strength materials
There is an ongoing effort to find higher strength materials that are not subject to hydrogen embrittlement. There is no industry recognised standard for fit-for-service testing, and the development of materials and testing conditions are reviewed on a case-by-case basis. Much of this is performed through slow strain rate tensile testing in a high-pressure hydrogen chamber. Another approach is to test materials in the presence of a corrosion cell which generates atomic hydrogen.
Metals other than steels that are under consideration for hydrogen compression include titanium alloys, nickel-based alloys such as Inconel 718, and aluminium alloys. Titanium alloys are promising due to the combination of high strength and lower density. This would be ideal for rotating equipment, however, titanium can readily form hydrides which are a brittle phase. Alpha phase titanium will readily react with a hydrogen environment. Beta phase titanium has a slower reaction at temperatures below 300°C (572°F), but the beta phase has a high solubility for hydrogen. The absorbed hydrogen can
66 Spring 2024 GlobalHydrogenReview.com
Figure 2. HIC in carbon steel under no applied stress.5
Figure 3. Centrifugal compressor shaft.







raise the ductile-to-brittle transition temperature of the alloy as dislocation slip systems cannot operate effectively with hydrogen atoms at interstitial sites. In alpha-beta titanium alloys, the beta phase allows for a rapid diffusion of hydrogen to all boundaries of the alpha phase which reacts to form hydrides.
Nickel-based alloys have the ability to achieve yield strengths well above the 827 MPa (120 ksi) yield strength limit. Even with a higher density in comparison to steel, these alloys can achieve a higher strength-to-weight ratio. Nickel based alloys such as Inconel 718 have been shown to be susceptible to hydrogen embrittlement in high-pressure hydrogen atmospheres. This has only been demonstrated in laboratory testing and there is no service data to back up this claim. Aluminium alloys can experience hydrogen environment embrittlement (HEE) in a hydrogen environment in the presence of moisture. Dry H2 does not typically show any effects upon aluminium and aluminium alloys; however, HEE can occur in the presence of liquids or liquid vapour. Aluminium is not typically utilised for hydrogen environments due to the need to keep all potential liquids out of the system.
Conclusion
Provided that the temperature is kept below 200°C (392°F), relatively standard materials currently used in hydrogen compression and transportation can be used at pressures up to 10 ksi (69 MPa). There is an extensive service history at refineries for centrifugal compressors under these conditions, and API 941 recognises that standard carbon steel can be used at these conditions. Carbon steel is used for the pressure-containing components such as the process piping
and the compressor casing. Higher strength steels can be used for the rotating components under a maximum yield strength of 120 ksi (827 MPa), which provides a method to compress the hydrogen for transportation and storage. This yield strength limit provides limits for the amount of compression that can be achieved, perhaps resulting in the need for more compression stages or the number of compressor units that will be required. Efforts are underway to find a material with a higher strength that is suitable for hydrogen compression. With carbon steel being suitable for transportation of hydrogen to a maximum temperature and pressure of 221°C (430°F) and 69 MPa (10 000 psi), existing natural gas pipelines can be used. Higher pressure pipelines will require materials with more stable carbides to avoid degradation during service.
References
1. LOUTHAN, J. M. R., ‘Hydrogen in metals and other materials: a comprehensive reference to books, bibliographies, workshops and conferences,’ International Journal of Hydrogen Energy, Vol. 24, No. 10, pp. 53 - 75, (1999).
2. GANGLOFF, R. P., and SOMERDAY, B. P., ‘Gaseous hydrogen embrittlement of materials in energy technologies: the problem, its characterisation and effects on particular alloy classes’, Elsevier, (2012).
3. WANG, A., VAN DER LEUN, K., PETERS, D., and BUSEMAN, M., ‘European hydrogen backbone: how a dedicated hydrogen infrastructure can be created,’ (2020).
4. API recommended practice 941: Steels for Hydrogen Service at Elevated Temperatures and Pressures in Petroleum Refineries and Petrochemical Plants, API, (2016).
5. TM, N. S., ‘Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking’, NACE International, Houston, Texas, US, (2011).
6. API Standard 617: Axial and Centrifugal Compressors and Expander-Compressors, Ninth Edition, (April 2022).
Global coverage of the Fertilizer industry

7. ASTM A106-02a: Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service. •
Market analysis
In-depth technical articles
In-depth regional analysis by key players in the industry
Comprehensive technical reviews covering all aspects of fertilizer production, from plant optimisation and automation to blending, bagging, and dispatch Register at www.worldfertilizer.com
•
•
•
John Anderton, Atmos International, discusses the rise of blue hydrogen and the important role of pipeline simulation.
Following December 2023’s COP28 in the UAE, many world leaders collectively agreed to move away from fossil fuels in pursuit of net zero emissions.1
The agreement culminated in the launch of the Buildings Breakthrough agenda, which aims to decarbonise high emission sectors like power, steel production and transportation with a view to reaching near zero emissions by 2030.2
With alternative fuels being considered more rapidly now than ever, many nations have already been investing in the production of cleaner fuels, with hydrogen being a primary example.
Hydrogen colours
There are a range of methods for producing hydrogen (Table 1). Green and yellow hydrogen are produced using renewable energy sources, with yellow hydrogen being a more recent method that produces hydrogen via electrolysis using solar power, whereas brown and grey hydrogen are sourced from fossil fuels such as natural gas, black coal or lignite (brown coal).

Blue hydrogen is formed when the carbon generated through the process of steam reforming is captured and stored underground during carbon capture, utilisation and storage (CCUS).3 Despite sitting towards the middle of Table 1, blue hydrogen is often viewed as carbon neutral or low-carbon because emissions are not released into the atmosphere, and it is gaining popularity as an alternative fuel.
In the UK for example, blue hydrogen makes up a significant part of the energy transition, with funding for more blue hydrogen plants expected in the future4 and other blue hydrogen projects have received investment in mainland Europe to assist in the CCUS process.5
Pipelines are crucial in the transportation of natural gas to hydrogen plants, the production and downstream transportation of blue hydrogen and the CCUS process (Figure 1). However, the pipelines involved in blue hydrogen production need to be analysed and monitored using pipeline simulation. This article will explore some of the challenges that pipeline operators will face and how simulation software is instrumental to efficient operations.
69
Existing natural gas pipeline infrastructure
With current natural gas pipeline infrastructure being considered for hydrogen fuel production as part of a circular economy, there is a possibility that existing infrastructure will be used for blue hydrogen, 6 but this carries its own risks.
The molecular makeup of hydrogen is smaller than other natural gas molecules and hydrogen gas is capable of dissociating into protons, resulting in the pipeline wall absorbing the protons. This presents an increased risk of leak events on existing infrastructure where there are likely to be more defects in the pipeline, such as cracks or dislocations in the pipe wall.
Combined with hardware instrumentation, simulation software is capable of providing leak detection on a

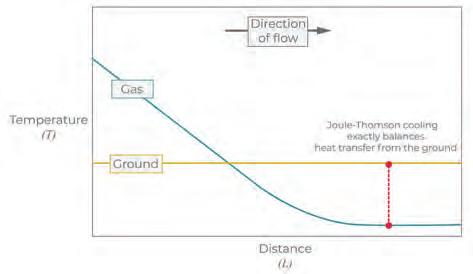
blue hydrogen pipeline, supporting existing pipeline infrastructure that already faces issues like cracks or dislocations in the pipe wall.
By continuously calculating the pipeline’s volume balance, an online model can calculate the total flow into the system minus the total flow out and make corrections depending on inventory changes. Using sequential probability ratio testing (SPRT), leak probability can be measured against no-leak probability and then tested against blue hydrogen’s threshold values to provide leak alarms.
Hydrogen attack and embrittlement
For steel and other alloy pipelines containing hydrogen at high temperatures, a methane reaction called high temperature hydrogen attack (HTHA) can occur, causing pipeline metal degradation. Blue hydrogen is produced at high temperatures through steam reforming so pipeline operators need to factor HTHA in as a potential risk.
At low temperatures, hydrogen can also cause damage to pipeline integrity, with hydrogen embrittlement (HE) occurring when hydrogen is absorbed into the pipeline wall. Similarly, operators need to consider HE as part of their operations. A range of factors can cause hydrogen’s temperature to fluctuate in the pipeline.
Generally, gases are very hot at the inlet but progressively drop in temperature after being exposed to an after-cooler. 7 Further along the pipeline, temperature drops significantly again due to the Joule-Thomson effect, with the temperature eventually balancing out (Figure 2). No two pipelines are the same however, and these temperature events can occur at varying points in a pipeline section.
For blue hydrogen specifically, thermal modelling of the pipeline is crucial because calculating heat transfer can determine where there could be a risk of HE and HTHA.
Solving heat transfer ( q ) should consider factors like the temperature of the blue hydrogen ( Tfluid), the pipe wall and the ambient medium ( Tambient), otherwise known as the environment around the pipeline.
An overall heat transfer coefficient can be calculated and modelled using the following equation:
q = U·A· ( Tfluid − Tambient)
70 Spring 2024 GlobalHydrogenReview.com
Figure 1. The process for producing blue hydrogen.
Figure 2. Temperature along an example flowing gas pipeline.
Colour code Brown Grey Blue TurquoisePink YellowGreen Energy sourceCoal or ligniteNatural gas Any non-renewable energy source Methane Nuclear energySolar powerAny renewable energy source Process of production GasificationSteam reformation Steam reformation and carbon capture and storage (CCS) PyrolysisElectrolysisElectrolysisElectrolysis Highest to lowest greenhouse gas emissions Lowest to highest acceptance level
Table 1. Different types of hydrogen and their production methods
With visibility of temperature fluctuations along a pipeline transporting blue hydrogen, operators determine where there is a risk of hydrogen attack or embrittlement in the network and where leak detection might be required in the future.
Reskilling pipeline operators

Hydrogen is a relatively new pipeline operation, with blue hydrogen only recently gaining momentum as a method of production for a hydrogen operator. To ensure safe and effective blue hydrogen operations, pipeline operators will need to reskill quickly.
Simulation software equipped with a training system can prepare operators with the behaviour of a blue hydrogen pipeline before they move into live operations. By presenting an offline model of the pipeline in a test environment, a training simulator can help operators learn how the pipeline behaves, and understand the appropriate actions to take in the event of a leak or other abnormal activity so they can act accordingly.
Visibility and understanding of blue hydrogen fuel data
The high cost of installing instrumentation in remote locations or areas without power or communication often









means there is no measurement between some pipeline sections. However, when a new fuel like blue hydrogen is introduced to a pipeline that already has blind spots in the data, there is a greater risk of the data between the inlet and the outlet not matching. In a blue hydrogen pipeline, flow, pressure and temperature data will differ to natural gases, so visibility of the data is crucial.
Using a supervisory control and data acquisition (SCADA) system, simulation software can create a ‘digital twin’ that shows not only the pipeline’s flow, pressure and temperature data, but also the whole pipeline’s gas composition and velocity. Norwegian pipeline operator, Gassco, operates a proprietary simulation suite to plug the gaps in its offshore pipeline network’s data to ensure accurate and reliable calculations across its entire subsea network. 8
Providing an optimal amount of pipeline data will support operators as they reskill for blue hydrogen operations.










of the
Subscribe online at www.hydrocarbonengineering.com/subscribe For in-depth coverage
global
Coverage
Figure 3. An example of radial heat transfer in an unburied pipeline.
hydrocarbon processing sector Worldwide

The gravity of blue hydrogen
Hydrogen’s molecular makeup is considerably different to that of natural gas, so the risk of leakage is greater. Hydrogen is 14 times lighter than air and 57 times lighter than gasoline vapour so it can also leak quickly into an open environment. Paired with greenhouse gas emissions, hydrogen’s flammability in the air ranges from 4 - 75%, meaning a blue hydrogen leak can pose damage to people, property and the immediate environment, as well as net zero efforts.9
Understanding blue hydrogen’s properties and the magnitude of risk involved in a hydrogen leak is crucial before transporting the fuel. Simulation software can protect people, property and the environment with optimisation features that ensure the pipeline operates within allowable limits. Using machine learning, recommendations can be made to operators that reduce risk and ensure safe
References
operations, all while meeting the demands of blue hydrogen customers downstream.
Pipeline simulation is a vital requirement of hydrogen fuel transportation
As blue hydrogen continues to gain momentum, pipeline simulation software will be a crucial component of effective operations, just as it supports the other hydrogen colours.
1. https://www.cop28.com/en/news/2023/12/COP28-delivershistoric-consensus-in-Dubai-to-accelerate-climate-action
2. https://globalabc.org/our-work/fostering-collaboration
3. https://www.weforum.org/agenda/2021/07/clean-energy-greenhydrogen/
4. https://www.theguardian.com/commentisfree/2023/dec/04/ukgovernment-hydrogen-plan-oil-industry-taxpayer-blue-hydrogenclimate-crisis
5. https://www.hydrogeninsight.com/production/second-majorblue-hydrogen-project-reaches-final-investment-decision-inrotterdam/2-1-1574743
6. https://www.sciencedirect.com/science/article/pii/ S0360319923021134
7. https://www.atmosi.com/en/resources/books/the-atmos-book-ofpipeline-simulation-chapter-six/
8. https://www.atmosi.com/en/resources/case-studies/gassco-cs/
9. https://h2tools.org/bestpractices/hydrogen-compared-other-fuels
72 Spring 2024 GlobalHydrogenReview.com
Page Number Advertiser 27 AMETEK Process Instruments 23 Axens 49 Burckhardt Compression 19 Chart Industries 47 Curtiss-Wright EST Group 09 Ebara Elliott Energy IFC Emerson 37 Endress+Hauser 43 Hiperbaric 53 Hitard Engineering 19 Howden, A Chart Industries Company 65 Hydrogen Technology Expo North America 44 Oliver Valves Ltd 57, 68, 71, IBC Palladian Publications 61 Technip Energies 39 S.A.T.E. 07 Shell Catalysts & Technologies OFC & 33 Topsoe 31 Trillium Flow Technologies™ 15 Valmet 67 World Hydrogen Summit 02 Yokogawa
Figure 4. Visibility of pipeline pressure at every point in Gassco’s offshore pipeline.


www.globalhydrogenreview.com Register for free: For more information on advertising and editorial opportunities please contact: callum.oreilly@globalhydrogenreview.com chris.atkin@globalhydrogenreview.com sophie.birss@globalhydrogenreview.com We hope you enjoyed the Spring 2024 issue of Global Hydrogen Review
