Food & Drink Manufacturing UK - March & April 2025
Editor Paul Attwood editor@fdm-uk.co.uk
Editorial Assistant Sophie Weir editorial@fdm-uk.co.uk
Features Editor
Henry Peters editorial@fdm-uk.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Sales Manager
Holly Jones sales@fdm-uk.co.uk
Publishing Director
Maria Lapthorn maria@lapthornmedia.co.uk
Admin Assistant
Jade Still jade@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Modified Atmosphere Packaging: developing a circular economy for plastics Risk-Requirement-Recognition: Food Safety Inspection Certifications 101 Foodex Manufacturing Solutions Returns to the UK Food & Drink Shows in 2025 KHS Case Study: Overall costs cut, quality improved, carbon footprint reduced Interview with Paul Garstang: Driving Sustainable Growth in Packaging
Editor’s Note
Welcome to the latest issue of Food & Drink Manufacturing UK Magazine.
In this issue, we preview Foodex Manufacturing Solutions, four shows all under one roof, at the Birmingham NEC from 7th-9th April. One of the UK’s premier trade events will, as always, provide excellent opportunities to explore new innovations and cutting-edge technology as well as networking directly with market leaders and making valuable contacts.
We also have an interesting piece by waste management expert Mark Hall from Business Waste, who discusses the new Defra rules concerning Simpler recycling, which come into force at the end of March.
We hope you enjoy this issue and as always, if you have any news that you would like to feature, please email details to editorial@fdm-uk.co.uk.
Every
Paul Attwood Editor
FuelHub celebrates exceptional growth and plans ambitious expansion for 2025
FuelHub, the online premium meal prep delivery service, is celebrating a milestone year of rapid growth and operational success. With turnover projected to hit £4 million by April 2025, the business has achieved an impressive 90% year-on-year revenue increase, driven by a consistent 9% month-on-month rise in customer numbers and partnerships with top-tier sporting organisations.
FuelHub has cemented its reputation as a leader in highperformance nutrition. Operating out of its cutting-edge 15,000 sq. ft. facility in Warrington, the company
To meet growing demand, FuelHub has made significant investments in infrastructure and team development.
produces up to 12,000 chef-prepared, high-protein meals weekly for customers nationwide. It is also the trusted nutrition solution for elite organisations including Matchroom Boxing, Team GB, Chelsea FC, Fulham FC, and the Professional Darts Corporation.
To meet growing demand, FuelHub has made significant investments in infrastructure and team development. The company is preparing for further expansion in 2025, with plans to triple its weekly production capacity to 36,000 meals and turnover expected to pass £7 million by 2026.
Streamlining labour-intensive processes through automation and securing key hires to strengthen its management team will ensure the business continues to scale effectively while maintaining its commitment to quality.
The company is proud to have a zero-food-waste policy, using fully sustainable packaging, ensuring its practices align with the values of its customers, particularly the environmentally conscious younger demographic.
BELOW: James and Michelle Laithwaite
Iberian Ham launches three-year EU co-funded marketing campaign
The ‘Awaken Your Ibérico Sense’ campaign has been designed to reinforce the presence of Iberian Ham in the British market and consolidate its position as a gourmet product of reference among UK consumers.
The campaign will span media advertising and collaborations with high profile influencers and Iberian Ham’s brand ambassador, Chef Omar Allibhoy, as well as participation at key events and press office activity, to deliver a consistent message to UK audiences.
The UK is the sixth largest market in value for Iberian Ham exports, in the last decade Iberian Ham exports to the UK have experienced extraordinary growth.
‘Awaken Your Ibérico Sense’ is part of the sector’s efforts to increase the visibility of Iberian Ham in priority international markets, such as the UK.
The campaign will run in the UK until the end of 2027, reinforcing the positioning of this gastronomic jewel and its differential value, and among its main axes is the development of training activities aimed at promoting knowledge of Iberian Ham and the values behind this gastronomic treasure.
Scotmas Secures £2.2 million Investment led by Maven to Drive Innovation in Water Disinfection Technology
Scottish Borders-based, Scotmas, an industry leader in environmentally friendly water disinfection solutions, has secured £2.2 million in equity funding to support its international expansion plans.
The deal includes investment from the Investment Fund for Scotland, managed by Maven Capital Partners and delivered by the British Business Bank, alongside investment from Scottish Enterprise. The funding is pivotal for Scotmas as the company continues to expand its global reach and enhance its product offerings.
The company’s core innovation enables control of bacteria and other pathogens in water and on food contact surfaces across a wide range of industries. By leveraging these advancements, Scotmas is
uniquely positioned to further support the food and beverage industry in enhancing food safety, achieving greater cost efficiency, and significantly reducing the environmental impact of operations. Maven’s investment reflects confidence in Scotmas’ proven track record and commitment to sustainability.
The company’s systems currently treat over 2 billion litres of water per day, serving markets as diverse as New Zealand, Dubai, and Chile, and exemplifying its global commitment to sustainable and effective solutions.
The New Year has already been a success for Scotmas, which successfully gained official certification as a B Corporation (B Corp).
With this new funding and B Corp status, Scotmas is well-positioned to continue its momentum, expand its impact, and advance its mission of delivering world-class water disinfection capabilities that make a difference.
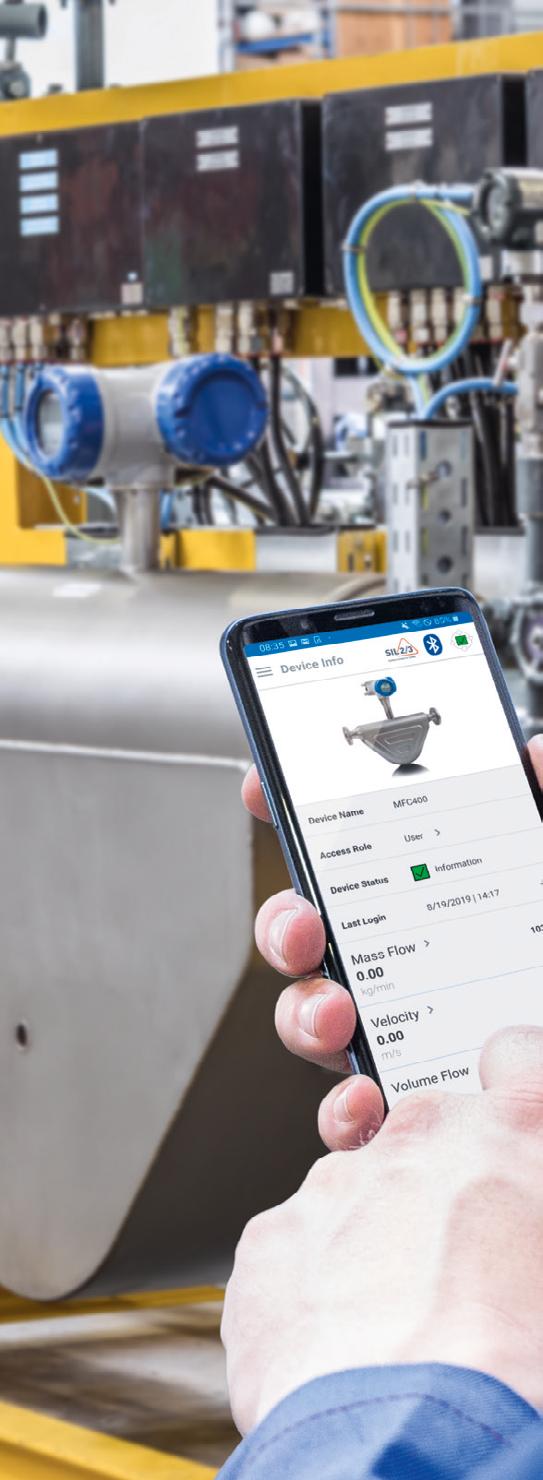
OPTIMASS series – Coriolis mass flowmeters with Bluetooth® communication
• The outstanding features of OPTIMASS flowmeters such as continuous operation even with entrained gas of up to 100%, have now been extended by easy wireless operation
Packaging
Modified Atmosphere Packaging: developing a circular economy for plastics
By Sonia Guri, Lead Manager for Non-Cryo
Food
Applications Europe at Air Products
From vegetables to meat products, plastic packaging is key to keeping our food safe by acting as a barrier against the micro-organisms that pose contamination risks to our food products. It also plays a crucial role in extending shelf life and reducing food waste throughout the supply chain, helping goods travel the distance from factories to supermarkets and into consumers’ homes.
Take modified atmosphere packaging (MAP), for example, an established technology that helps reduce food waste. In the UK, over 9 million tonnes of food is wasted annually – enough to feed up to 30 million people. A good barrier against oxygen is, in general, needed for the MAP process, in which the atmospheric air in food packaging is replaced with specific mixtures of carbon dioxide, nitrogen or oxygen, depending on the product. Multilayer plastics, containing polyethylene and polypropylene, are particularly effective in preventing oxygen from infiltrating MAP goods, helping extend shelf life and prevent food spoilage.
But as much as plastics remain vital to reducing food waste, the industry is facing something of a dichotomy, acutely aware that plastic waste is also a big environmental concern. A staggering 400 million tonnes of plastic waste is produced globally each year.
In the UK, over 9 million tonnes of food is wasted annually –enough to feed up to 30 million people.
So, can our reliance on plastic packaging really coexist with broader sustainability target of halving food waste by 2030? Actually, the answer could be yes.
Striving towards a circular economy for plastics, where materials are reused and recycled at the end of their life span, could promote a more sustainable model where the plastics we produce remain in circulation longer, therefore reducing waste.
It’s encouraging to see that research into more sustainable packaging materials, such as compostable biofilms and cardboard trays, has explored ways plastic can be used more sustainably without compromising food safety or food waste reduction. The industry has been quick to adapt to change, and while many manufacturers have been doing their part to cut down on plastic, there’s another factor to consider when looking at the bigger picture: the end consumer.
In the red meat market, some claim that vacuum packaged meat is saving huge amounts of plastic each year –even as much as 50%. And while it’s true that vacuum packaging can reduce plastic, the task is more nuanced at the consumer end of the market:
• Plastics used in vacuum packaging can often only be recycled if returned to store. That process limits consumers’ ability to recycle conveniently – especially for those who may have bought online.
• Plastics used in conjunction with MAP packaging, however, can be mostly recycled domestically. This is a more practical option for consumers. However, no solution is perfect, as multilayer plastic films in MAP packaging are yet to be recycled in a cost-effective way.
Manufacturers have a responsibility to limit plastic waste throughout the entire supply chain and should be making it easier for consumers to also play their part. Education and awareness are key, from clearly labelling goods with instructions on how to correctly dispose of biodegradable materials, to broader awareness campaigns on the importance of accurate recycling habits.
Of course, tackling the issue of plastic waste cannot be done by consumers or industry alone. Encouraging collaboration to strike the balance between reducing plastic, preserving integrity of produce and reducing food waste will help the industry find future-proof solutions that move closer to a circular economy for plastics.
Ecoveritas Secures Environment Agency Approval for UK’s First Packaging Compliance Methodology for Online Marketplaces
A Manchester-based environmental compliance firm has made history by becoming the first company in the UK to receive official approval for its groundbreaking approach to packaging compliance.
Ecoveritas’ certification follows sweeping legislation changes requiring UK businesses to collect and report data on the packaging they supply or import among other things.
The innovative firm has pioneered its software as a service (SaaS) solution to specific variations of packaging used in online marketplaces in accordance with the UK’s new regulation.
Speaking about this breakthrough methodology, Ecoveritas Chief Strategy Officer Andrew McCaffery said it would be virtually impossible for online marketplace companies to submit this data accurately without the firm’s expertise.
“The intricate process of developing these data sets spans roughly two years, followed by an additional two weeks to finalise the methodology and prepare it for submission to the Environment Agency,” he said. “This ensures that the system is both precise and scalable, enabling compliance with extensive reporting requirements.”
Since developing the innovative approach, Ecoveritas has secured one of the world’s largest online marketplaces as a client.
FiberWise™ unveils groundbreaking sustainable packaging solutions for fresh meat
With a commitment to sustainable packaging, FiberWise™ is showcasing its revolutionary fibre-based tray solutions designed to meet the growing demand for sustainable alternatives in the fresh meat and convenience foods sectors.
FiberWise™ offers a sustainable alternative to conventional rigid plastic trays, addressing the urgent environmental concerns that many industries face today.
Made from 100% renewable resources, these trays reduce plastic usage by 70% compared to traditional PET or PP plastic trays. This dramatic reduction in plastic usage provides a tangible solution to reducing waste and contributes to a more circular economy, all while maintaining the functionality and efficiency of current tray-sealing packaging systems.
As consumer demand for sustainable products continues to rise, FiberWise™ offers a packaging solution that aligns with these values. Consumers are increasingly gravitating toward fibrebased packaging, driven by its ecofriendly nature and recyclability. The new tray solution integrates seamlessly into standard re-pulping processes, ensuring it is both convenient
In an effort to help additional businesses save thousands of pounds and countless hours of data collection, Ecoveritas is looking into expanding its SaaS product to additional sectors.
This breakthrough development follows new legislation targeting businesses with an annual turnover of £1 million or more, those involved in packaging activities, and responsible for importing or supplying over 25 tonnes of it to the UK market in the previous year.
and responsible. Additionally, the separability of the tray components allows for easy recycling of both the fibre and plastic parts, helping to repurpose materials in a way that minimizes waste and supports the circular economy.
One of the key advantages of FiberWise™ is its proven compatibility with existing production lines. The robust design of the tray allows for seamless integration into standard tray-sealing machines. With minimal or no additional investment required, producers can adopt the new solution with ease. FiberWise™ trays are designed to run at high speeds on existing tray sealer lines, sealing against a variety of standard top film options, ensuring a plug-and-play experience that’s both efficient and cost-effective.
Balfour Beatty features in Project Scotland discussing its role in bringing an innovative and sustainable packaging solution to market
Balfour Beatty has featured in Project Scotland discussing how it collaborated with Whitecroft Lighting –one of the company’s supply chain partners - to pioneer a groundbreaking packaging solution used to deliver material to the new Dunfermline Learning Campus site at Fife College in Scotland.
In the interview, Jim Brannan, Head of Supply Chain Development at Balfour Beatty described how the campus’ ambitious energy targets prompted Balfour Beatty to engage with its supply chain partners early on to identify and develop sustainable solutions, leading to the discovery of Geopak, a reusable and collapsible modular packaging system.
This innovative solution, which was then developed, eliminates the need for single-use plastic and cardboard, preventing up to two tonnes of packaging waste over the duration of the project.
To read more about the sustainable packaging solution and its impact on the Fife College project, click here.
Out of the box thinking
The art of successfully manufacturing packaging is nuanced and involves a number of processes and stakeholders. There are of course the designers and art workers who bring your ideas to life, then the colour specialists and machine minders who make it all real, using substrates formulated by experts in the art of manipulating polymers, fibres, and ores.
But in today’s increasingly complex and challenging operating environment, any number of additional stakeholders are intrinsic in the successful delivery of packaging projects and the longevity of the manufacturing business that operate in the market.
Aura combines consultancy and technology to deliver pioneering, sustainable packaging solutions. Whether strategic planning and life cycle assessments (LCAs), or colour
and artwork management, Aura has a number of solutions to suit the market’s needs. Its offer also includes e-halo, a technology platform to drive real-time decision-making using live accurate data to manage compliance and ensure alignment with global packaging legislation, whilst reducing environmental impact.
Ecosurety provides a compliance scheme committed to accelerating change towards a sustainable world. Through broad collaboration, it enables businesses to make sustainable product and packaging decisions. Ecosurety further supports efficient and transparent investment in UK recycling projects through improved infrastructure, innovation, and consumer awareness campaigns.
Embracing the rise in Artificial Intelligence (AI), one.five is a business that combines different facets of the modern packaging landscape and uses AI to optimise product functionality, manufacturing efficiency, global regulatory obligations and cost control. This includes costs and profitability, material options and barrier characteristics, machinability and scalability, and compliance with waste infrastructure and local regulations, to deliver what it claims is, “the ultimate modern packaging solution”.
Packaging News
i2r expands aluminium range as a sustainable alternative to plastic packaging
Leading aluminium tray producer, i2r Packaging Solutions, has launched a new addition to its aluminium container portfolio - the B Series. This expanded range, which is in addition to the existing four D Series and four S Series profiles, features six new designs that provide even greater
The complete portfolio now consists of three distinct series, each designed to meet specific packaging requirements.
versatility and sustainability for businesses looking to replace plastic equivalents.
The latest addition builds on i2r’s commitment to constant innovation and investment in tooling to meet evolving market demands. The lightweight aluminium smoothwall containers deliver superior functionality while reducing reliance on single-use plastics. Their robust design, combined with 100% recyclable aluminium, ensures a sustainable solution that offers exceptional durability and versatility.
The complete portfolio now consists of three distinct series, each designed to meet specific packaging requirements. The new B Series is primarily intended for premium and seasonal products such as pork belly, glazed gammon and stuffed meat joints. With capacities ranging from 1,112ml to 1,510ml, the containers are ideal for “ready to cook” dishes that include added-value elements such as herbs and butter, elevating both presentation and appeal.
By replacing plastic packaging with this innovative range, businesses can not only reduce their environmental impact but also increase the value and presentation of their offerings.
McGuigan Wines to Launch 300g Lightweight Bottle, Leading Sustainability Changes in the UK Wine Industry
McGuigan Wines has announced a major sustainability milestone by transitioning key ranges in its portfolio to a new, super lightweight 300g glass bottle. This move represents a significant step forward in the brand’s commitment to reducing its environmental impact, with plans to implement the change across select ranges within its portfolio in 2025.
The 300g super lightweight bottle will be implemented across an estimated 13.5 million bottles in 2025, equating to 2.2 million cases which is projected to save approximately 336,000 kilograms of CO2 emissions annually during the glass production process.
McGuigan Wines is proud to be the first major wine brand to launch
this groundbreaking innovation to the UK market, retaining its classic Bordeaux design to meet customer expectations for quality and aesthetic appeal while delivering measurable sustainability benefits.
The wines will be packed at Greencroft Bottling, a state-of-the-art facility known for its commitment to renewable energy. Powered predominantly by wind and solar, including 3 wind turbines and a solar installation producing 4.6 megawatts of energy, Greencroft Bottling exemplifies sustainable manufacturing.
This initiative marks a significant step forward in reducing the environmental impact of wine production, while maintaining the premium standards McGuigan Wines is known for worldwide.
Whatever your project requirements search our free database of members at: bcmpa.org.uk
Heat-shrink sleeves & capsules in a variety of eco-friendly materials such as recyclable PET, 30% recycled content rPET and industrially compostable PLA.
A wide range of caps & closures including, Aluminium ROPP, GPI, Bartops, Corks and Plastic caps.
Rondanini & National Flexible: A Fresh Take on Sustainable Packaging
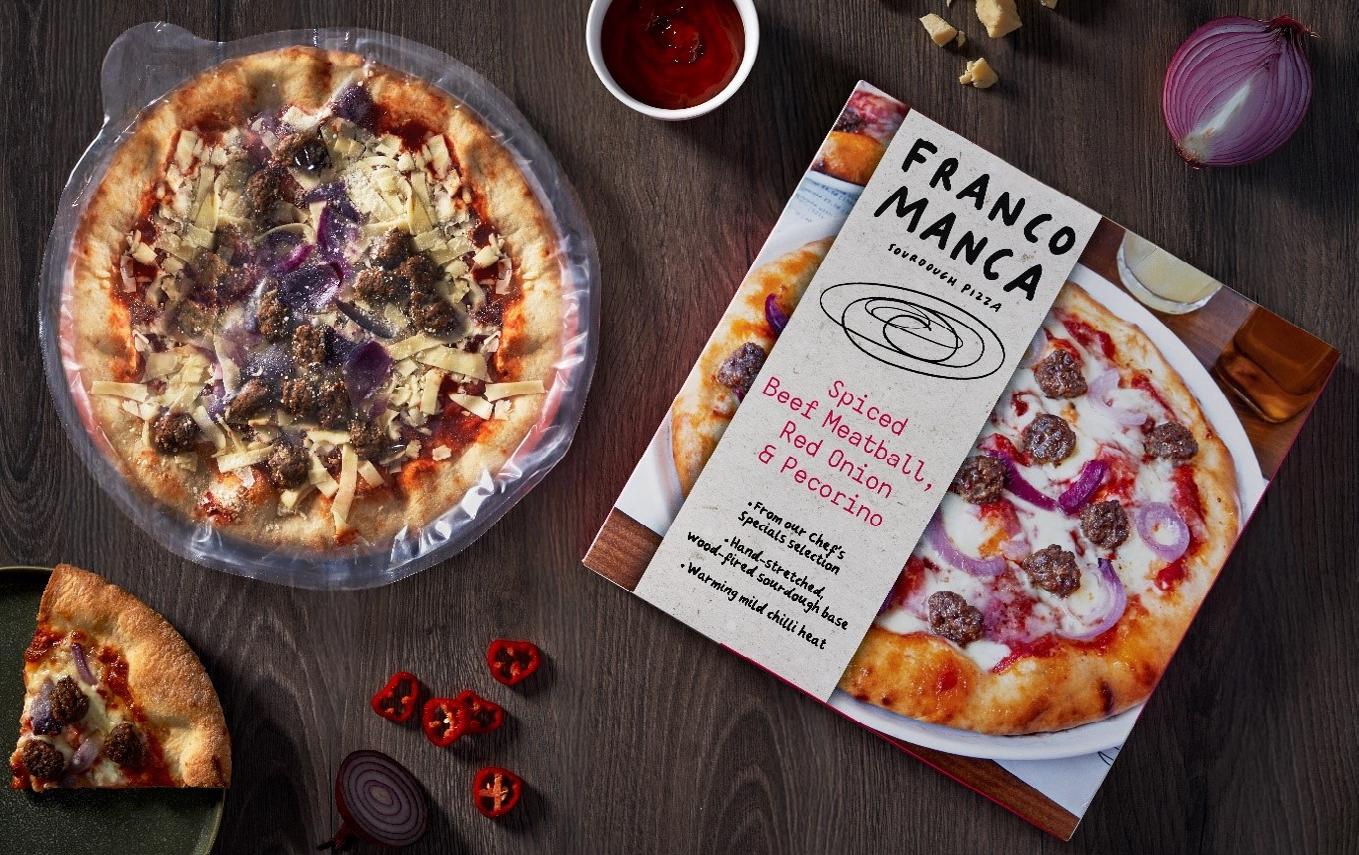
Rondanini are one of the Uk’s leading importers of fine foods. Established in 1989, the company is now part of the Vita Food Group an Anglo Italian food manufacturing and food importer. They emphasize tradition, quality, innovation, and partnership, aiming to provide tailor-made solutions for their clients. Whether it’s developing new products or solving logistical challenges, Rondanini prides itself on flexibility and exceptional service, catering to both retail and foodservice sectors.
Rondanini, who proudly represent the Italian food tradition, recently faced a growing consumer demand for more sustainable packaging solutions. As they prepared to launch their new pizza range, in partnership with Franco Manca the pizzeria chain, they sought to align their product offerings with ecoconscious values. As a leader in providing sustainable film solutions, we were immediately on hand to help.
Collaborating closely with Rondanini to develop a fully recyclable film, together we ensured that their new pizza packaging would meet both the highest quality standards and sustainability goals. The transition was seamless, allowing Rondanini to maintain the freshness and integrity of their product while embracing environmentally responsible practices.
By teaming up with National Flexible, Rondanini continues to deliver delicious products, now with packaging that’s as sustainable as it is functional.
With our expertise, Rondanini can now offer their customers not just authentic, high-quality fresh pizzas but also packaging that reflects their commitment to a greener future.
This partnership reflects Rondanini’s core values: innovation without compromise on quality, and a focus on meeting evolving consumer needs. By teaming up with National Flexible, Rondanini continues to deliver delicious products, now with packaging that’s as sustainable as it is functional.
For more information visit: www.nationalflexible.co.uk
By Phil Brown, Sales Director at Fortress Technology Europe.
FSA and EFSA food safety legislations, retailer codes of practice (COPs) and BRCGS standards can often leave food manufacturers unsure of the food safety systems required. Does the law insist on having a metal detector on your production line? If so, where? Will retailers still stock your product if they haven’t been inspected by X-ray? Does BRCGS need to grant approval confirming that your equipment is HACCP compliant and safe?
Who sets the standards?
The Food Standards Agency (FSA) is responsible for providing the framework for all food legislations in the UK. While they work alongside local authorities to enforce food safety regulations, the entire supply chain plays a role in upholding food safety standards. However, as a food manufacturer, how do you ensure your meeting the right requirements? Especially when considering multiple retailer COPs and food safety certifications.
With new food safety values
emerging relating to transparency and traceability, retailer COPs are becoming increasingly stringent.
“Ultimately, the food safety standards enforced by the FSA outline the specific details of meeting the Codes of Practice set by retailers. The codes will tell you what you need to do in order meet their requirements, and the standards will tell you how to do it,” states Phil.
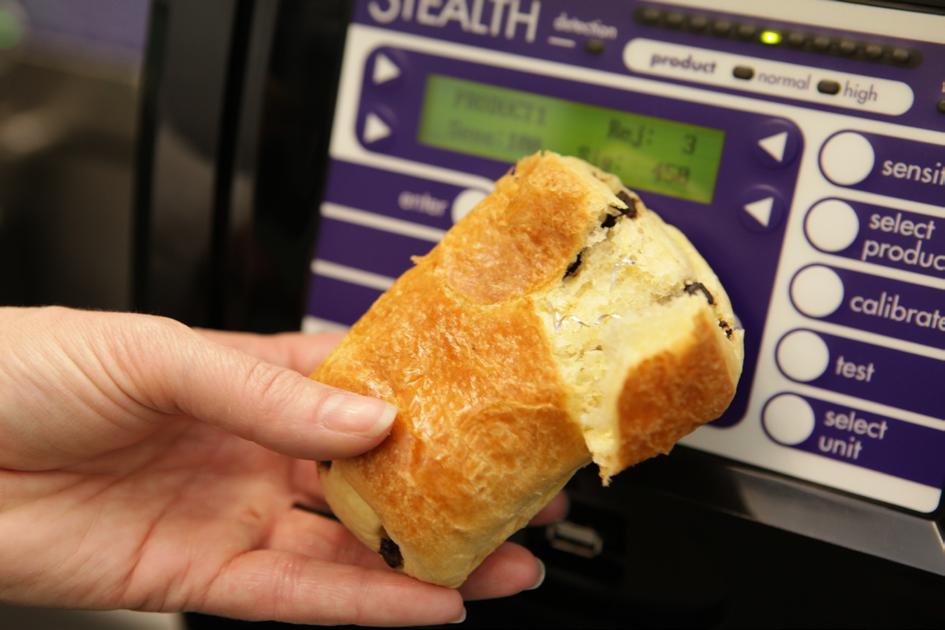
BELOW LEFT: Phil Brown
BELOW RIGHT: UK retailers establish their own requirements & codes of practice for foreign object preventionamd detection.
For example, the FSA necessitates the use and outlines the process of Hazard Analysis and Critical Control Point (HACCP) planning to ensure food safety standards are met. These standards don’t specify the use of metal detection equipment but instead instruct food processors to conduct a comprehensive risk assessment of all potential food safety hazards. For most food manufacturers, metal is the most likely physical contaminant risk and therefore warrants the implementation of a metal detector as a hazard control measure.
On the other hand, retailers may stipulate that a food manufacturer’s production line includes a metal detector, even specifying where the inspection system should be integrated. “With new food safety values emerging relating to transparency and traceability, retailer COPs are becoming increasingly stringent. Despite the FSA not requiring the use of X-ray inspection, many retailers are now stipulating X-ray inspection for them to sell your food product,” adds Phil. In some instances, this is a ‘cover all the bases’ approach, and through a better understanding of the risks may not be warranted.
Food safety seal of approval
For many, navigating these confusing and sometimes contradictory demands from governing bodies and retailers
Case Study
can be daunting. Especially given that badges offer a symbol of confidence.
Inevitably, food processors and contract packers will turn to trusted food safety mentors to ensure that they are meeting the government standards. GFSI-recognised certifications can assure food processors that they are complying with both regional and international food safety laws, as well as meeting multiple retailer COPs. Founded in the early 2000s to restore trust after many food safety crises, the GFSI is an international industry body that compiles and harmonises existing food safety management requirements by setting stringent norms to establish a benchmark.
However, GFSI do not conduct food safety audits or certify food businesses. Instead, auditing and food safety certifications are managed by Certification Program Owners (CPOs) who meet the GFSI’s benchmarking requirements.
The brand recognition received when working with a chosen certification body will determine how widely accepted the food safety certification will be. The most highly regarded CPOs include BRCGS, IFS, FSSC 22000 and SQF. For food manufacturers and retailers alike, this recognition implies
a ‘once certified, worldwide recognised’ message.
Certification credibility
Achieving certification through a globally recognised third party auditor may assist a food manufacturer to add legitimacy to their food safety program and establish credibility throughout their entire supply chain.
Although certification from GFSI auditing bodies isn’t essential from a regulatory point of view, some major retailers may insist upon it. Additionally, many retailers set their own auditing processes and extensive approval programs, as well as demanding GFSI-recognised CPO certification.
This presents processors with a double-edged dilemma. If certification helps you to retain a valuable retailer contract and the rewards are worth the investment, you may be justified in viewing this as a business necessity, suggests Phil.
COP-Compliant inspection systems
When looking for food inspection equipment, it is important to thoroughly examine your risks in
LEFT: Following an auditing checklist can help a processing facility to measure conformance against set standards.
line with HACCP standards. The severity and likelihood of a physical contaminant risk will then determine the appropriate control measures to implement. Most likely, a food processor will need some form of food inspection machinery. However, the detection sensitivity levels will depend on the specific food application and risks involved.
HACCP planning involves using control measures that prevent, eliminate or reduce a food safety hazard to an acceptable level. These are referred to as critical limits and are the maximum and/or minimum value to which a biological, chemical or physical parameter must be controlled. The sensitivity level of an inspection system must therefore align with the contaminants critical limits.
To assure the highest level of food safety possible for their customers, UK retailers also establish their own requirements and codes of practice for foreign object prevention and detection. This includes prescribing the sensitivity levels expected from inspection machinery. For example, typical guidelines for the detection sensitivity of a metal detector with an aperture height of up to 50mm is 1mm for ferrous and non-ferrous metal and 1.5mm for stainless steel.
Some of the most stringent food safety requirements have been developed by the leading UK supermarkets. For example, food safety guidelines can specify the type of foreign object detection system to use, how it should be audited, what records must be kept, and what the desired sensitivity is for various size metal detector apertures. One leading retailer’s document also specifies when an X-ray system should be used instead of a metal detector.
Those that meet these well-regarded standards can generally enjoy the assurance that their food safety program is robust enough to meet the requirement of all major retailers. At the same time, providing the best possible brand protection.
For more information, visit: fortresstechnology.co.uk/ food-equipment-audits/.
Sustainability
What do Defra’s Simpler Recycling plans mean for food businesses?
Mark Hall, waste management expert at Business Waste, has shared everything food businesses need to know ahead of the rules coming into force on 31st March 2025.
Who do the rules apply to?
The new Simpler Recycling rules affect any business with 10 or more fulltime employees and arrangements to comply with them must be in place by 31 March 2025. Businesses that fit under this category must arrange separate collections of food waste, paper and cardboard (can be combined), and other dry recycling (glass, plastic, and metals, which can be combined).
It means businesses can no longer throw any of these materials away with general waste. The rules apply to businesses regardless of how many employees are on-site at once. For example, if you have two locations with five full-time employees at each, you must still comply with the Simpler Recycling regulations, as you’ll have 10 employees in total.
What do these businesses need to do?
Businesses must arrange separate collections of all food waste, paper and cardboard, and dry recycling (glass, plastic, and metals) they produce by
licensed waste carriers. All businesses, schools, hospitals, and other ‘nonhousehold municipal premises in England’ should have separate bins to store these three waste streams.
Using commercial waste collection services and licensed waste carriers should ensure compliance with the new plans. You can use separate bins for each recycling stream or use dry mixed recycling bins to combine plastic and metals for ease (such as food packaging). Paper and card must be collected separately from other dry recyclables.
What rules apply to food waste?
The new law means that most businesses will have to separate food waste from other waste streams. Companies must store waste food in separate bins and arrange for its collection by licensed waste carriers. Any business in England that produces more than 5kg of food waste per week must arrange separate collections by licensed waste carriers. This includes any biodegradable material waste produced from processing or preparing food – including inedible parts like
bones, eggshells, fruit and vegetable skins, tea bags, and coffee grounds. According to the official government response, the preference is for food waste to go for anaerobic digestion treatment. This is because it generates biofuel and digestate from unavoidable waste food. Biofuel can be used for energy while digestate is spread on land to recycle nutrients and help form a circular economy.
What can businesses do to transition and keep costs low?
It’s important to implement any changes your business needs in plenty of time. This way you’ll be able to spot and fix any teething issues as they arise, and before the rules are enforced.
A great place to start is to conduct a waste audit to understand how much waste your business produces, what types of waste you generate, and what bins and collections you need. Business Waste offers a free waste management audit that can help.
Following on from this, you can then look to create a waste management plan that will help ensure your business manages its commercial waste safely, appropriately, and efficiently.
All staff must understand the new laws and what changes are being made in the business to follow these. Educate staff about the waste you generate and its impact on the environment, so they understand the reasons behind the changes.
Set clear guidance to follow and provide instructions or labelling that helps staff segregate and dispose of waste correctly.
Reducing waste is cheaper and better for the environment than removing it. Look for ways your business could reduce its waste at the source. Rethink packaging, switch from single-use products to reusable options, or evaluate your inventory management.
Allergen & Nutrition Labels Made
Stay compliant with UK regulations, including Natasha’s Law, by printing clear allergen and nutrition information.
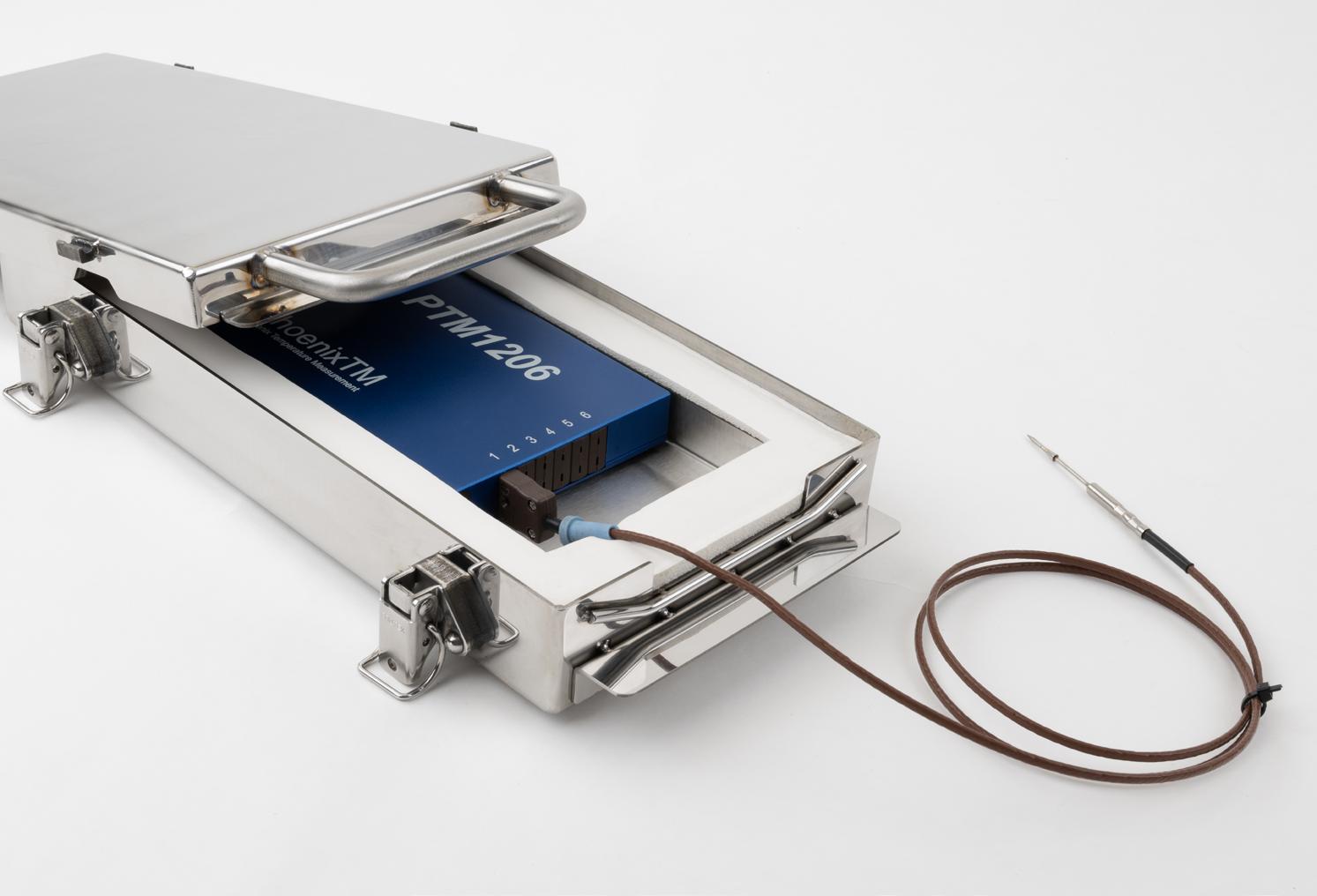
PhoenixTM solution to HACCP
Cook
& Chill CCP Validation Processing & Measurement Control
As part of any Food processors HACCP program, validation of cook and chill processes is a critical and significant task, taking time, effort, and resources.
PhoenixTM have developed a thru-process temperature monitoring technology specifically for this task, designed to meet the challenges of the food processing market. Ideal for the validation process for any new cook regime, new product, or annual process certification. Whether performing an oven survey “oven mapping to identify cold spots” or validating the cook under production conditions, the thru-process profiling solution gives you the accuracy, efficiency, and reliability you need to satisfy your HACCP demands.
The thermal barrier provides robust protection to the data logger to prevent damage but also ensure that it maintains a safe operating temperature to give accurate temperature readings.
As its name suggests, thru-process profiling is the method by which product and or process temperature is monitored throughout the complete cook / chill process. The data logger making the physical temperature measurement, with multiple thermocouples, travels safely with the product through the process.
Protection from process conditions such as heat, steam, water, and oil is provided by a suitably designed thermal barrier.
The thermal barrier provides robust protection to the data logger to prevent damage but also ensure that it maintains a safe operating temperature to give accurate temperature readings. Monitoring of continuous conveyorised linear and spiral ovens and semicontinuous or rotational batch cooks is feasible where the use of external recorders with trailing thermocouples is tedious, completely impractical, and possibly unsafe.
Employing the thru-process principal, process monitoring can be performed under true production conditions without compromising line productivity.
At the heart of the thru-process monitoring system is the PhoenixTM data logger. The PhoenixTM NT data logger range has been designed specifically for the challenges of monitoring food processing applications with an IP67 case design protecting from moisture. Type K or Type T data logger options allow accurate measurement of both cook and chill processes (Type T measurement range -200 °C to 400 °C).
Data logger and thermocouple correction factors can be applied to the recorded data logger data to maximise measurement accuracy. PhoenixTM offer a range of thermal barriers to suit the process type, duration, and temperatures. Even if a standard
Processing & Measurement Control
thermal barrier cannot meet the process requirements, PhoenixTM can often custom design a unique solution to suit.
Monitoring core temperatures of food products can be a challenge and getting it right or wrong can have a significant influence on the data collected and therefore any decisions or conclusions made.
PhoenixTM offer a range of different designs of thermocouple to suit different product types and sizes. The needle thermocouples ensure you can measure the true core/cold spot of the product accurately and repeatably.
Fitted with standard miniature thermocouple sockets, the data logger is also compatible with other generic commercially available thermocouple designs.
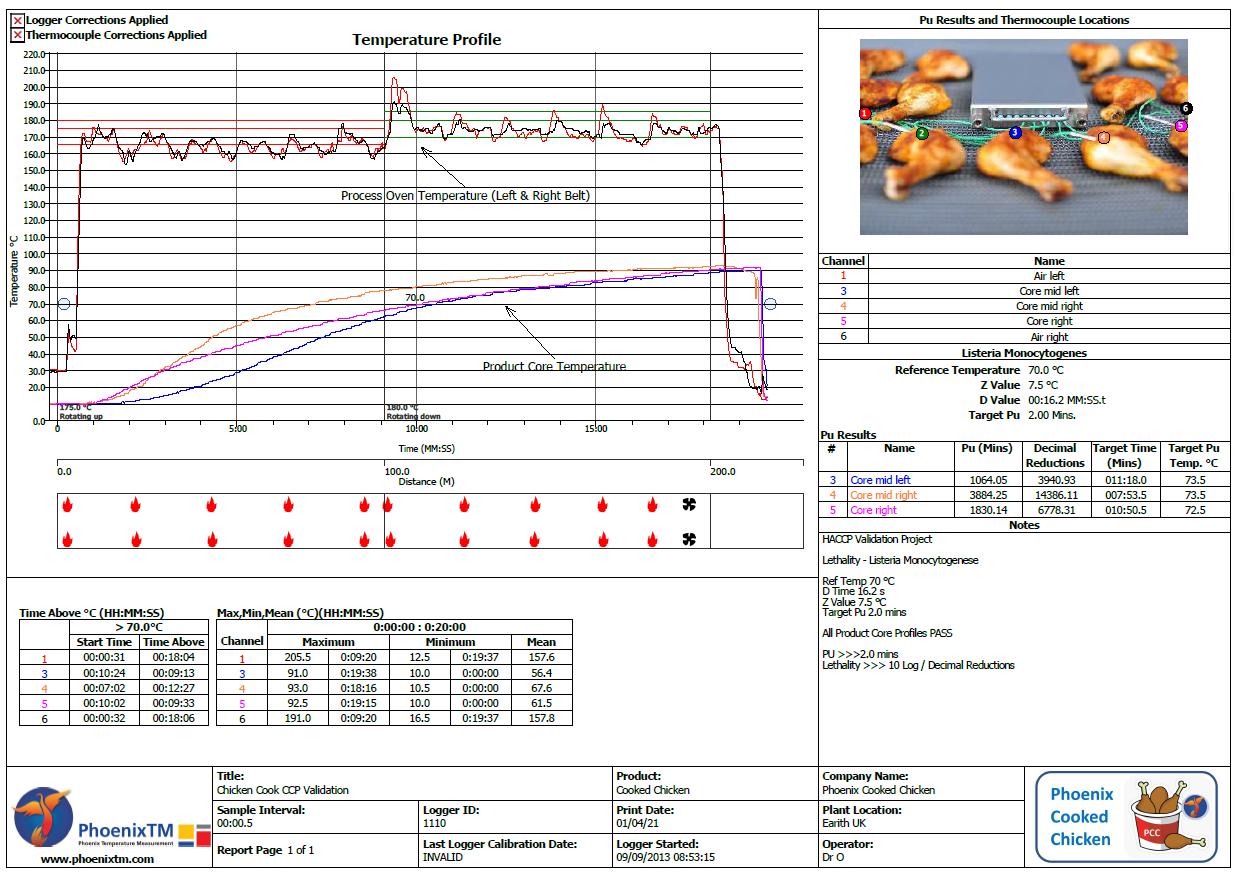
Employing the thru-process temperature monitoring principle provides the food technologist with a complete temperature profile of the cook process from start to finish. This information is like the Cook DNA giving full details of the product and or process temperature which is invaluable to allowing validation of the Cook CCP.
From a temperature profile it is possible to accurately quantify product safety (pasteurisation) knowing both the temperature, and time at temperature, of the product.
From the profile graph you can see instantaneously the variation in product temperature at any point in the process either at different locations on the product (whole chicken) or different
product positions within the cooker, cooking rack or across a mesh belt.
The PhoenixTM Thermal View Food Software provides a comprehensive suite of analysis tools to convert the raw profile temperature data into useful process information. The analysis tools include the ability to calculate Fo/Pu values for the process against target micro-organisms.
For a typical chicken cook process the lethality parameters for Listeria Monocytogenes (Tref 70 °C, Dt 16.2 s and Z value 7.5 °C) can be input to automatically and accurately calculate for each monitoring point the number of decimal reductions of the pathogen achieved during cook to meet CCP limits.
The information gathered, further to process validation, can be used to allow informed process problem solving and optimisation to maximise product quality, yield, process productivity and efficiency.
Contact PhoenixTM to help Find, Fix and Forget your Food Cook Problems! Further Information www.phoenixtm.com
Processing & Measurement Control News
Revolutionising industrial flow measurement
ifm, a global leader in innovative industrial technology solutions, proudly announces the launch of its latest product, the SU puresonic ultrasonic flow sensor. This ground-breaking sensor is engineered to redefine versatility and reliability across various industrial sectors, setting a new standard in operational optimisation.
The SU puresonic ultrasonic sensor is designed with cutting-edge ultrasonic time of flight technology. This advanced sensor is the ideal solution for industries ranging from hydraulics, water filtration and cooling circuits to food and beverage processing, offering versatility that enhance operational workflows.
The SU puresonic offers excellent measurement accuracy and repeatability in applications
where flow measurement of both conductive and non-conductive water, glycol solutions or oils are required, ensuring quality and consistency in a variety of production environments. Its all-stainless construction is designed for high flows and minimal pressure drop, providing long-lasting performance with minimal maintenance. The sensor’s adaptability allows for seamless integration into wide range of control systems, making it well suited for new and existing setups.
As industries face increasing pressure to optimise operations and improve safety standards, the SU puresonic ultrasonic sensor emerges as an essential asset. With its superior technology and user-friendly design, it stands out in the market as a must-have for any business aiming to remain competitive and innovative.
The SU puresonic ultrasonic sensor is available for purchase globally, with dedicated support from ifm’s expert team to assist with implementation and integration.
LEFT: ifm’s SU puresonic flow sensor (product)
BELOW: ifm’s SU puresonic flow sensor (application)
Kollmorgen expands functional safety support with SafeMotion™ Monitor upgrade
Kollmorgen, a global leader in motion control systems, today announced the latest update to its SafeMotion™ Monitor (SMM) firmware: SMM2.0. This upgrade allows OEMs to leverage SMM functional safety features with more encoder and motor types to support a wider range of applications such as material forming, multi-axis measurement equipment, food processing and food packaging.
Originally standard for the 2G Motion System, SMM2.0 will now be compatible with all motors that feature any HIPERFACE-DSL rotarysafe feedback system. This includes the AKM2G and AKMA motor lines, which now feature a wider range of feedback system options. SMM2.0 also enables a second instance of Safe Operating Stop (SOS) for greater design flexibility.
As a result of updated regulations related to functional safety enacted by the EU, customers across the globe, in a wide range of industries, are seeking upgrades to meet these new standards. SMM2.0 makes compliance easier, with a comprehensive set of 16 safety features, including SafePosition, SafeStop and SafeSpeed.
To learn more about SMM2.0, visit www.kollmorgen.com/en-us/ solutions/industry/safety.
Processing & Measurement Control News
New Emerson Dewpoint Sensor Monitors Humidity and Air Quality
Emerson recently launched its new AVENTICSTM DS1 dew point sensor, the only industrial sensor to monitor dew point, temperature, humidity levels and quality of compressed air and other noncorrosive gases in real time from one device.
The DS1 can help operators detect and mitigate excess moisture in its early stages and prevent moisture-related equipment damage. By optimising air quality in this way, operators can better control processes, extend pneumatic component life, ensure regulatory compliance, and reduce maintenance and unplanned downtime.
Pneumatic systems power manufacturing processes across the plant floor in most industries including food and beverage. Excess moisture in pneumatic systems can cause multiple issues, including corroded components, product inconsistency and erratic processes.
While most industrial sensors only monitor humidity, the DS1 provides precise dew point monitoring that makes it possible for manufacturers to continuously track critical values, address excess moisture and prevent its negative effects.
Ideal air quality is also critical in instances where compressed air
may come in contact with consumer products such as food. Condensate in compressed air can cause discoloration, texture inconsistency and bacterial growth.
The DS1 provides essential data that facilities need to maintain a stable dew point and protect product quality. And if there are regulations around air quality, the DS1 can help companies meet requirements and maintain compliance.
To support industrial digital transformation strategies, the DS1 dew point sensor easily integrates into existing systems, including the AVENTICS Series AS3 and AVENTICS Series 652 air preparation units, and connects to networks via Modbus TCP (PoE). One of the key advantages of an integrated dew point sensor is the ability to place the sensor – and track conditions – close to the process rather than where the compressed air is generated, which can be far from the process itself and have much different conditions.
For more information about the new AVENTICS DS1 dew point sensor, please visit www.emerson.com/ds1.
MOONS’ new IP65-rated, AW series stepper motors available from Mclennan
Recently launched by MOONS’ and available in the UK from its UK distribution partner Mclennan, the new AW series ‘Industrial Protective Stepper Motors’ are aimed at harsh environment motion control applications in food and beverage production and arduous industrial environments.
These new IP65-rated micro stepping motors feature enhanced surface protection with improved wear resistance and greater impermeability to scratches and abrasions.
With their IP65 rating as standard, the dust- and water-proof motors are available in NEMA frame sizes 17 through 34 and are optionally supplied with brakes and 1000line optical encoders for position
feedback with suitable motion controllers.
Offering holding torque from 0.31 to 10.3 Nm through the range, the AW series feature MOONS’ high-fill motor windings offering smooth performance across a wide speed range with increased torque over competitive size-for-size motors as well as low inertia rotors for higher acceleration. As standard, the motors are supplied with M8 or M12 aviation plug connectors that offer further reliability and long-term stability.
Alongside the new AW series motors, Mclennan offers a wide choice of complementary motion controls and drives including the STF series intelligent micro stepping drives from Applied Motion Controls Inc. – a subsidiary of MOONS’ and a long-time distribution partner for
the motion control specialist. With its own in-house system design and production capability, Mclennan works closely with its distribution partners and customers to bring motion control and automation solutions that, as part of the enabling technology of a machine or process, bring distinct benefits in performance whilst competitively maintaining high quality and reliability.
For further information visit www.mclennan.co.uk
Processing & Measurement Control
Achieving accuracy, repeatability and speed in fluid metering
By Neil Anderton, Hydraulics & Industrial Director, Slack & Parr
For most food and drink manufacturers, particularly in high-volume markets, delivering identical products time and time again is essential for maintaining consumer experience and brand reputation. The way in which liquid ingredients are delivered into a food and drink processing line fundamentally impacts standardisation and repeatability in the end product, and fluid metering pumps have a vital role to play.
This part of the manufacturing process is typically controlled by an in-line pump which doses liquid ingredients
into a recipe or a mixture onto a product line. As part of the industry’s focus on achieving greater levels of accuracy and process efficiency, growing numbers of manufacturers are incorporating high precision gear metering pumps into their processing lines as a reliable and effective solution.
In collaboration with manufacturers across the food and drink industry, Slack & Parr recently launched a new range of high-precision, food-safe gear metering pumps that are designed to give manufacturers ultimate control of a wide range of different viscosity fluids.
The Pulseless Flow range of pumps has been developed to provide the industry with a specialist alternative to standard pumps, including reciprocating, peristaltic or diaphragm pumps, which are commonly used in food and drink processing but aren’t designed to achieve the high levels of precision that gear pumps can offer.
Crucially, gear pump technology is engineered to overcome the potential for product inconsistencies caused by small variations, known as pulsation, in the rate and volume of liquid flowing through the pump and into the manufacturing process. This can lead
are designed to achieve high levels of precision and control in food and drink processing
LEFT: Slack & Parr’s Pulseless Flow pumps
to modest but notable variations in recipe ratios or differences in the way the product looks and is also linked to increased wastage; Pulseless Flow pumps are engineered to eliminate pulsation and deliver constant speed and accuracy of flow with almost zero variation throughout the process, even under high pressure.
By building these pumps from finely engineered, food-safe materials, including stainless steel and special ceramics, high levels of dimensional stability, strength, precision and durability are delivered.
The pumps are built around hardened steel involute gears which are machined to precise tolerances of one or two microns. This results in extremely small clearances - measuring significantly less than a human hair - between the gear and mating components, ensuring almost no internal slip even at high pressures. Alongside our single-outlet designs, which benefit from off-the-shelf delivery times, we’ve also developed a
Processing & Measurement Control
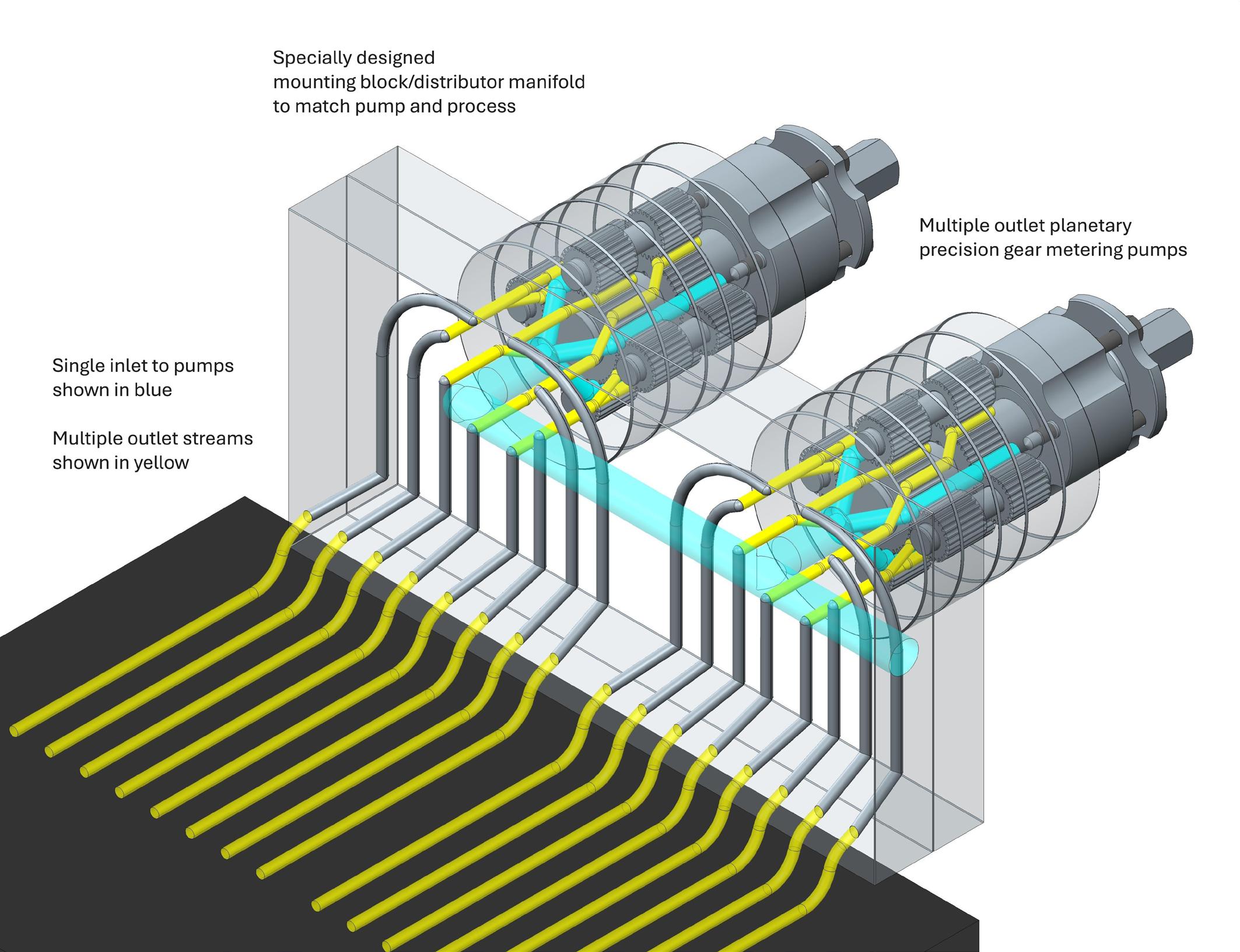
range of custom-designed, multipleoutlet gear pumps which are ideally suited to a wide variety of food and drink applications and offer considerable cost and efficiency benefits.
Another development is multipleoutlet gear pumps which are expected to play an important in the future of the industry, providing multiple, identical fluid outlets from a single piece of equipment. Crucially, they only need one drive system to power them, so not only do they enhance processing efficiency and consistency they can also lead to significant machinery cost and space savings.
The benefits of using multiple-outlet gear pump technology have recently been shown in Slack and Parr’s work with a leading manufacturer of fruit-based products. Previously, the company was using a machine producing 32 streams of product from 32 individual metering heads, creating recurrent drive and control problems as well as product inconsistencies
and quality issues. As a result fully customised, multiple stream solution was developed to take the process, and business, to a new level of operational efficiency.
The company was supplied with four eight-outlet multiple-outlet gear pumps combined with a customdesigned manifold system to precisely manage each individual output or flow and deliver it to the exact required position for the next part of the process. Overnight, product variation dropped from around 40% across all 32 streams to +/- 1%. Since that first installation, the company has now converted all its production lines to Slack and Parr’s multiple-outlet gear pumps with the installation of 24 more pumps across its food processing plant.
Slack and Parr
For more information, visit www.slackandparr.com
Domino Helps Beverage Manufacturers Optimise Production Lines
Domino Printing Sciences’ (Domino) newly launched, nextgeneration CO2 laser coders, the Dx-Series, are positioned to help beverage manufacturers prepare for future highresolution coding requirements with no loss in production performance.
Dx-Series lasers deliver up to 30% faster coding than previous generation CO2 coders, with no reduction in code quality, and are optimised for harsh environments typical of beverage applications.
In the beverage sector, it’s common for bottling lines to require coding and marking
Dx-Series lasers deliver up to 30% faster coding than previous generation CO2 coders...
equipment capable of running at 70-90,000 bottles per hour, depending on the material and code requirements.
Reliably printing 2D codes at high speeds can be immensely challenging, and historically, manufacturers may have had to significantly slow down production line speeds to achieve the required quality. However, Domino’s new Dx-Series laser coders have been optimally designed to help beverage manufacturers meet these evolving code requirements, with a new coding algorithm that facilitates up to 30% faster coding, with minimal stress on the substrate and no reduction in code quality.
Visit the website for more information about Domino’s new Dx-Series laser coders
BIXOLON
Launches XQ-840ll
Tablet Integrated Desktop Label Printer
BIXOLON Europe GmbH, a subsidiary of BIXOLON, a leader in advanced receipt, label, and mobile printers, has launched the XQ840ll integrated all-in-one tablet and desktop label printer, which is the second generation of its 8-inch Android™ tablet mounted 4-inch (118 mm) desktop label printer.
The XQ-840ll seamlessly integrates a GMS (Google Mobile Services) certified 8-inch tablet with security features and touchscreen functionality alongside a 2MP auto-focus camera, enabling quick and accurate barcode scanning, while 4 GB RAM and 64GB Flash ensure fast data processing.
The device also supports a suite of complimentary software applications, including BIXOLON Food Labelling and Label Artist™ Web, for simpler and lighter printing needs.
For enhanced device management, the XQ-840ll supports XCM™ – a Companion Application of the XPM™, BIXOLON’s Web-Based Printer Profile Management Software. This enables remote monitoring of label printer status and precise replication of settings across devices, ensuring optimal performance and reduced downtime.
This combined tablet and label printer is capable of enhancing label printing, and improving the productivity and business operations across a range of sectors. Within food manufacturing the XQ-840ll enhances safety labelling and enhances operations such as inventory tracking, materials handling, and facilities management.
Foodex 2025: Show Preview
Foodex Manufacturing Solutions Returns to the UK Food & Drink Shows in 2025
Foodex Manufacturing Solutions, 7th-9th April 2025, NEC, Birmingham
Foodex Manufacturing Solutions will be back at the NEC, Birmingham this April (7th – 9th), as part of the UK Food & Drink Shows. Bringing together the very best of the hospitality, manufacturing and grocery, speciality & convenience retail sectors:
• Foodex Manufacturing Solutions is the UK’s leading trade event for the food and drink processing, packaging and logistics industries.
• Food & Drink Expo, incorporating The Restaurant Show, supported by NCASS, provides buyers from retail, hospitality, wholesale, foodservice and manufacturing with information and product sourcing opportunities.
• Farm Shop & Deli Show brings together hundreds of suppliers to showcase the best of local and speciality produce to specialist retailers and buyers.
• National Convenience Show provides a platform for the convenience retailing sector to come together, from suppliers and wholesalers through to retailers.
With around 1,500 businesses exhibiting across the four shows, the
...the shows are set to showcase the very latest products, big thinking, key insights and address key trends.
shows are set to showcase the very latest products, big thinking, key insights and address key trends.
Visitors to Foodex Manufacturing Solutions, will leave with heightened awareness of the sector’s technology, automation and sustainability capabilities. A jam-packed show floor will be showcasing the latest products and services to improve operational efficiency, with exhibitors such as ACO Technologies, Air Products, Autopack Ltd, Bizerba, Brook Food Processing, GEA Food Solutions UK & Ireland, Reiser, Taiyi Food Machinery,
Tomahawk Manufacturing and Urschel.
The Food Manufacture Stage will feature a programme of speakers, panels and demonstrations on topics that are driving the industry. Sessions include ‘Trends to watch: The future of food & drink’ where Mike Hughes from FMCG Gurus will discuss the latest data and insight, and explore how these will impact the markets that you operate in.
The evolution and innovation of the UK Food & Drink Shows is one reason it was last year crowned ‘Best UK Tradeshow more than 8,000 sq m’ in the Association of Event Organisers Excellence Awards. That innovation continues this year with new themed areas:
• Packaging Zone will be a onestop shop for businesses seeking solutions to their packaging and plastic challenges, with an emphasis on sustainability.
• Future Food Zone will highlight trending categories such as keto, kombucha, fermented foods and CBD to reflect consumer demand for healthier, more sustainable options
• Business Advice Hub, an area providing exhibitors and visitors to the show with access to free business advice and services.
Also new for this year at Foodex Manufacturing Solutions will be a dedicated street food areas serving a wide selection of exciting dishes and snacks.
To ensure visitors make the most of their visit, an online digital event companion will offer an event guide, interactive floorplan, indoor navigation and real-time notifications.
To register for your FREE ticket, click here.
Informing, Inspiring and Connecting the Industry
Make sure you come along to the UK’s premier trade event for food and drink manufacturing, processing, packaging and logistics at the NEC, Birmingham from 7-9 April 2025 where you can:
• Connect with innovative suppliers, meet with peers and make valuable contacts
• Sample and source the latest innovations under one roof
• Gain valuable market insights from industry experts and have your say on hot-topic debates
Four shows. Three days. One venue
ADVANCED PACKAGING MACHINERY & MATERIALS
Flowcrete takes on Hygiene at Foodex 2025
Flowcrete, a brand of Tremco CPG UK and leading manufacturer of seamless resin floor coatings will be participating at Foodex 2025, the premier event for the food and drink processing, packaging, and logistics industries.
The exhibition will take place from 7-9 April 2025, at the NEC Birmingham, UK.
Maintaining hygiene throughout the entire food and beverage production process, from processing to packaging, is crucial for minimising contamination risks.
A rigorous cleaning regimen must be implemented and followed meticulously, ensuring regular
and thorough cleaning with the appropriate tools and training for all staff members.
A comprehensive training program can educate facility staff on the various contamination risks that could arise from inadequate cleanliness and improper practices. This education reassures managers, customers, and end users that the food products are safe for consumption.
Flowfresh, an antibacterial flooring solution from Flowcrete is made with the food and beverage industry in mind. This flooring solution can kill up to 99.9% of bacteria through silver ions that attack bacteria and viruses on the floor’s surface.
Chemical resistance is also a key factor for this flooring, meaning that it can withstand dropped produce, as well as cleaning chemicals that may be used across the facility.
Minimising the risk of listeria from the outset is crucial for maintaining a contamination-free environment.
Once an area is contaminated, the pathogen can spread via insects, staff clothing, or aerosolization from improper cleaning. Given the impact that any form of contamination can have on food and beverage facilities, addressing the root causes of contamination is essential.
At Foodex 2025, Flowcrete will be located at Stand M74, presenting their hygienic flooring solutions. Visitors to Flowcrete’s stand will have the opportunity to experience firsthand the innovation and quality that sets Flowcrete apart in the Food and Beverage sectors.
We look forward to seeing you at Foodex 2025!
Foodex 2025: Find out more at www.foodex.co.uk. To register for your FREE ticket, click here.
KHS technology boosts value creation in the production process at Schweppes Zimbabwe Limited
Until very recently, the production shop at Schweppes Zimbabwe Limited in the Willowvale industrial area in the capital of Harare called for low volume outputs.
The recent installation and commissioning of a completely new non-returnable PET line had the beverage producer convinced; it is equipped, among other things, with a compact InnoPET BloFill stretch blow molder/filler block for the manufacture and filling of up to 36,000 containers per hour, the efficient Innoket Neo labeler for roll-fed labeling of the bottles, the Innopack PSP Advanced shrink packer and the flexible Innopal PB N palletizer. Continuous monitoring by KHS inspection technology ensures that only containers of perfect quality leave the plant.
There were many reasons behind the decision to award the Dortmund turnkey supplier the contract, as Ms Ropafadzo Gwanetsa, corporate affairs executive at Schweppes Zimbabwe Limited explains. “KHS is considered to be a reliable systems provider by our parent company, The Coca-Cola Company, and is valued for its expertise in highly-efficient filling and packaging systems. Its range
BELOW: The new system boosts Schweppes Zimbabwe’s production capacity by 300% over the previous line. Increased demand means that the company is now planning to expand its warehousing facilities.
of holistic services that includes extensive technical support is also convincing.”
Production capacities increased by 300%
SZL continues to be extremely enthusiastic about the speed of the
line in particular; compared to the previous competitor setup, Gwanetsa reckons that production capacity has increased by 300% – so much so, in fact, that the company’s current warehouse will probably have to be enlarged. This was a necessary step to take, for the demand for filled juice from flagship brands Mazoe Orange Crush or Minute Maid and for Bonaqua and Schweppes still water continues to grow on the domestic and regional markets.
Production is also proving more professional than before in its flexible processing of various packaging formats holding between 400 milliliters and two liters. “The ability to easily process a whole range of different container sizes on a single line, with format changeovers now much quicker, gives us a great competitive edge over other bottlers,” says Gwanetsa, who also appreciates the automated processes on the new acquisition. “Operator intervention on the line has been reduced to a minimum, thus improving the efficiency of our production line.”
Gwanetsa illustrates the positive development brought about by modernization with further figures.
“We’ve managed to cut our overall costs by about 80% compared to the former setup, with a 10% reduction in personnel requirements making a positive contribution to this.” Regarding resource savings, the new KHS plant engineering scores up to a 30% decrease in energy consumption, savings in water and CO2 and similarly reduced labeling costs. “Together with the entire group, we’re adopting an ambitious sustainability strategy with a directly noticeable cut in greenhouse gas emissions and also aiming for climate neutrality. Our state-of-the-art KHS technology is helping us to successfully pursue this objective.”
Less plastic use thanks to lightweighting
Savings in resources are also being made by consumption of less material for primary packaging. Thanks to proven KHS stretch blow molding technology, high-quality lightweight PET containers are now manufactured using up to 10 to 15% less raw material.
Case Study
Gwanetsa mentions a further major criterion with respect to sustainability: the long service life of the machines. “We’re factoring in the new NRET PET line for the next 20 years,” says the Schweppes expert. The longer the bottler operates a line, the lower its ecological footprint throughout its entire life cycle. “Our machines are often in successful operation for customers over several decades, with this alone meaning less impact on the environment,” confirms Bradley Naicker, KHS sales manager for South Africa, who reports on one special challenge faced in the course of this particular project. As the amount of room available at the Schweppes production site in Harare was extremely limited and the new system had to be installed in a small area, the KHS experts adapted the machinery to fit the available space. The line was thus installed in an L shape instead of the usual rectangle – in record time.
Just six weeks after installation, the first saleable product ran off the belt – thanks to the excellent cooperation between KHS’ and SZL’s project teams.
Customer’s individual palletizing requests met through advanced innovation
Special customer requirements also needed to be met the robot palletizing section. As the PET bottles are produced in certain special formats, the bottler uses specific pallets that, like the containers, do not correspond to the norm. “We were able to adapt the robot palletizer to pack the respective SKUs through individual robot programming and thus achieve an optimum result,”
Naicker explains. Schweppes’ utmost satisfaction was ultimately sealed by the systems supplier’s successful project processing performance.
“Through KHS’ holistic range of services, we benefitted greatly from the close support provided for the entire duration. This was manifested in the training we were given and the global transfer of knowledge from KHS engineers to our local team. After commissioning, we’ll continue to receive further training remotely,” says Gwanetsa. “Processing times are short and the engineers are always available.”
KHS ReDiS (Remote Diagnostic Service) has proved to be a valuable system and greatly supports the skills transfer process and maintenance of the line as commissioned.
RIGHT: All pleased with the new NRET PET line installed for Schweppes Zimbabwe by KHS (from left to right): Bradley Naicker (KHS sales manager for South Africa), Ropafadzo Gwanetsa (corporate affairs executive for Schweppes Zimbabwe Limited), Bhekimpilo Ndhlovu (plant manager for Schweppes Zimbabwe Limited) and Jane Bwerinofa (technical executive for Schweppes Zimbabwe Limited).
BELOW: Shrink packer with field-proven economy: the modular Innopack PSP Advanced packaging machine can process up to 14,400 packs per hour in the high-capacity range.
Automation
Are lengthy periods of downtime disrupting your production line? Turn to predictive maintenance to keep your factory running longer
Andy Turner, Sales and Operations Manager at SEW-EURODRIVE UK, explores how predictive maintenance software can play a key part in preventing downtime in the food manufacturing industry.
As the largest sector of manufacturing in the UK by turnover, food and drink manufacturing is valued at over £100 billion, and is larger than the automotive and aerospace sectors combined.
With a need for everything from food-to-go and convenience foods, to confectionary, baked goods, dairy, meat, and more, the UK’s complex food supply chain depends upon the around-the-clock production within manufacturing facilities across the country and overseas.
It’s therefore no secret that an efficient operational process is absolutely vital to the food and beverage industry, with all operators keen to avoid costly downtime, which in turn reduces profits, increases waste, and negatively impacts customer satisfaction.
Whilst unplanned downtime can’t always be avoided, it’s important to put measures in place to keep it to a minimum – including by introducing predictive maintenance software.
The role of predictive maintenance in food and drink manufacturing
Predictive maintenance is an approach that involves monitoring the condition of manufacturing equipment whilst it’s in operation (known as condition monitoring), in order to estimate when maintenance should be performed. For the industrial gear units that are present across all major food and beverage manufacturing facilities, condition monitoring uses sensors to capture data about how gears are operating within their systems.
Usually, the data captured covers various aspects of operation, such as oil, including level, temperature, viscosity, and expected life; and the working temperature in both electronic and ambient terms.
It also captures vibration levels and behaviour. This helps to identify excessive vibration which can accelerate wear on machinery, consume excess power, cause safety issues, and lead to HSE violations, with strict rules in place on the level of vibration that employees can be exposed to.
How predictive maintenance reduces downtime
Unmonitored wear and tear to machinery and unchecked oil levels can easily lead to machines breaking down, sometimes stopping food production lines entirely, and causing headaches for employees and business owners alike.
The data captured by predictive maintenance software informs the ‘predict’ part of its name, offering operators the chance to schedule and manage maintenance operations for machinery when needed, in an effort to reduce the risk of breakdowns.
For the latest predictive maintenance software, the status of gear units can be checked at a glance via web and mobile, while notifications about the health of the gear units can be sent to operators instantly, helping even further with the scheduling of necessary repairs.
This helps food and drink manufacturing firms to reduce both maintenance costs and downtime more, generating substantial savings, and overcoming disruption and delays to the UK’s widespread food supply chain.
While downtime is sometimes simply inevitable, with factors such as human error coming into play, predictive maintenance software can play a huge part in keeping operations running for longer, especially in an industry as complex and vital as food and beverage manufacturing.
Material Handling
How Can AI Help the Food and Drink Manufacturing Sector Unlock Greater Productivity?
By Tom Clayton, CEO of IntelliAM
The UK’s food and drink manufacturing sector is the backbone of our nation’s economy, contributing billions annually and employing thousands across the supply chain. However, it’s no secret that when it comes to productivity, the sector is behind where it wants, and needs, to be.
But the answer lies in the data hidden inside the plant and machinery of every factory. It’s simply a case of food and drink manufacturers obtaining the right tools to unlock it.
Artificial Intelligence (AI) and machine learning (ML) have the potential to revolutionise the sector, increasing productivity, optimising energy efficiency, reducing waste, streamlining operations, and increasing throughput – all while maintaining high standards of quality and safety.
A Closer Look at the Productivity Challenge
While food and drink is the UK’s largest manufacturing sector, it’s also perhaps the least understood, which is
AI can extract millions of data points per day – no matter what the make or age of the machine is, making the previously unknowable, knowable.
why productivity challenges continue to burden the industry.
But an untapped opportunity is there for the taking, in the shape of £14 billion, according to the latest report from the Food and Drink Federation (FDF) in partnership with strategic delivery consultancy Newton.
The report – Future Factory: Supercharging digital innovation in food and drink manufacturing
– highlights how, despite increased investment in the industry, growth rates are lagging behind other sectors. While 75% of food and drink business leaders claim to see the benefits of digital technologies, they are reluctant to adopt them due to four major perceived blockers: lack of investment in the right places, fear of delayed returns, lack of qualified staff to support digital transformation, and concerns about legacy equipment.
The Devil Is in the Data
The barriers to achieving increased productivity are not as big as the report imagines. There’s no need for manufacturers to invest in new factories or machinery, they just need to tap into the rich seam of data buried in their existing assets.
AI can extract millions of data points per day – no matter what the make or age of the machine is, making the previously unknowable, knowable. Food and drink manufacturers can use the data taken from existing machine PLCs, drives and IoT devices to improve overall equipment efficiency (OEE), increase productivity and quality, minimise downtime and reduce waste and energy consumption.
As the sector grapples with rising costs and sustainability goals, AI can induce transformative change, helping manufacturers achieve greater productivity and reduced environmental impact, while remaining competitive in a rapidly evolving market.
Manufacturing needs to embrace digital transformation to both support growing consumer demand and safeguard sustainable growth for the future.
The fact that many food and drink manufacturers are currently accessing as little as one per cent of their data, means that the scope for productivity improvement is huge, which is certainly food for thought.
Take the risk out of manual handling
Our extended range of tote bins and accessories reduce the risk of a potential accident with added safety features.
With manual handling accounting for over a third of workplace injuries, it’s never been more important to invest in equipment that can save companies from a costly mistake.
Storage
Getting you safely from A to B
Introducing the new range:
- Tote bin with built-in forklift channels
- Tote bin with integral chute
- Chuted mobile tote bin frame
- Pneumatic washing frame
- Tote bin tipper
- Weighing scale
- Modular racking
Offering standard, customised and bespoke hygienic furniture and equipment
Pictured: Tote bin tipper with mobile base (right), pneumatic washing frame (top left), chuted mobile tote bin frame (bottom left), tote bin with forklift channels and modular racking (far left).
Interview with Paul Garstang: Driving Sustainable Growth in Packaging
With over 25 years’ experience in sales, business development, and supply chain management, Paul Garstang is a proven leader in driving growth and innovation.
As Director of Sales at Solidus UK, Paul is leading a £6 million investment to expand operations, enhance product offerings, and position the company as a one-stopshop for sustainable packaging.
Focused on reducing plastic waste and promoting circular solutions, Paul champions innovation, sustainability, and customer-centric strategies to meet growing market demands while advancing Solidus UK’s environmental goals.
What inspired Solidus UK’s decision to invest £6 million in expanding its operations, and how do you envision this impacting the UK packaging industry?
As a UK manufacturer it is important that we invest in our local market. Ensuring we manufacture close to our customer base allows lead times in a competitive market to be controlled and where possible improved.
With a core manufacturing footprint in the UK, building on our capabilities allows us to be one of only manufacturers of solid board based in the UK to have the manufacturing capabilities that we do. The business has recently spent £3.0m on extending both manufacturing sites creating additional warehouse and production space. In addition a further £3.0m has been spent adding and improving manufacturing capabilities with the addition of a laminator, KBS printer,
multiple punnet machines and a MAP line.
With sustainability at the core of Solidus UK’s operations, can you elaborate on how the new products and technologies are driving the shift towards reducing plastic waste and promoting renewable resources?
At Solidus, circularity is key: over 90% of the fibres we use are recovered paper,
mainly sourced locally. These fibres can be recycled up to 25 times, reducing waste and lowering our carbon footprint.
Solidus’ mission is to combat waste, particularly food waste. Our innovative solid board packaging solutions are designed to maintain essential protective properties, including food contact barriers, while minimising material use and waste. By optimising structural design, we not only reduce environmental impact but also enhance cost efficiency and operational performance for our customers.
Next to that, urgent climate action is needed to tackle the ongoing climate crisis. Climate records were broken in 2023, highlighting the need for immediate action to reduce greenhouse gas emissions and achieve net zero emissions by 2050.
At Solidus, we are committed to combatting climate change and reducing carbon emissions throughout our value chain. We have set a specific climate target to reduce absolute CO2 emissions by 50% by 2030. With setting that target, we are focusing on our manufacturing facilities to increase renewable energy usage where we can, significantly reducing our carbon footprint.
Our Coevorden mill in the Netherlands is a testament to our commitment to move towards carbon neutral cardboard production. The mill is close to being fossil-free thanks to a symbiotic steam supply agreement with a neighbouring company, which converts a wood waste stream into heat. This approach makes
In 2023 Solidus installed new Futurline® production lines at three of its converting locations in United Kingdom, the Netherlands, and Spain. This will ensure we as a company can support the growing demand for these products while being closer to our customers.
The new printing techniques allow us to work with larger stacks and reducing logistical movements.
the Coevorden mill a leader in the paper and packaging industry. Using biomass energy for a more sustainable and future-proof production process supports customers’ needs for lowcarbon packaging materials.
The introduction of the ‘Futurline®’ range marks a significant milestone for Solidus UK. Can you tell us more about its development and the specific challenges it addresses in retail and foodservice packaging?
The Solidus Futurline® range is a great example of our commitment to help consumers, brand owners and retailers in their quest for more sustainable and circular packaging. The retail ready packaging solutions within this range, Modified Atmosphere Packaging (MAP), skin packaging and punnets, are made out of fibrebased materials which are recyclable at end-of-life, use over 90% of recycled material and significantly reduce the carbon footprint versus plastic based packaging.
Nowadays, together with a number of leading customers and technology partners, we continue to bring packaging innovation to the market. The focus is on improving functional performance, meet the new PPWR (Packaging and Packaging Waste Regulation) on recyclability at scale at end-of-life, and optimise packaging line productivity.
Solidus UK is positioning itself as a ‘one-stop-shop’ business unit. What does this new model entail, and how will it improve the customer experience?
The “one-stop-shop” is simply everything under one roof. As Solidus, we cover the full production process (sheet board manufacture, printing, die-cutting, folding-gluing) from recovered paper to a wide range of fibre-based packaging products, which makes us an integrated solution provider.
We have two supply options for our raw material board. Either through our own mills in Europe or we can buy in reels and laminate the board on site at our Skipton plant.
Once we have manufactured the board, it travels a matter of a few meters to our new KBA offset print machine.
The growing market demand, diversification of the product range, and increasing emphasis on high print quality called for investments in the machine park. That’s why we installed this brand new print machine at one of our UK sites. The new printing techniques allow us to work with larger stacks and reducing logistical movements. Furthermore, the printed materials can be further processed immediately, leading to shorter lead times and creating extra branding possibilities for our partners on their packaging products.
With the upcoming Northern Ireland facility launch and expansion plans for Skipton and Corby, how do you plan to meet growing market demands while maintaining quality and sustainability goals?
Opening the facility in Ireland allows us to get closer to our customers in this market which has significant benefits to both parties. Meeting growing market demands while maintaining quality and sustainability goals
We have set a specific climate target to reduce absolute CO2 emissions by 50% by 2030.
involves a strategic, multi-faceted approach.
1. Operational and supply chain efficiency
2. Sustainability as a core focus
3. Quality Assurance and Innovation
4. Engage Stakeholders
By integrating technology, sustainability practices, and proactive stakeholder engagement, the company can meet growing demands without compromising quality or environmental goals.
As you lead the expansion of the sales and customer service teams, what qualities are you looking for in new hires to align with Solidus UK’s vision and future strategy?
First and foremost we ensure we are recruiting candidates with the right fit, the team is our key to success.
When expanding the sales and customer service teams, we are looking for:
• Customer-Centric Mindset
• Adaptability and Agility
• Collaborative Spirit
• Sales and Service Orientation
• Strong Communication Skills
• Results-Driven Approach
By hiring individuals who embody these qualities, we can make our sales and customer service teams well-equipped to drive the company’s growth and uphold our purpose as a circular packaging partner. With our continued expansion we are actively looking for:
• Production planner, Skipton
• Transport planner, Skipton
• Site lead, Ireland
• Machine operators, Skipton, Corby, Ireland
Processing, Measurements & Control
Critical temperature monitoring, made simple by a trusted data loggers’ manufacturer
Good food safety starts with temperature data.
Accurate and reliable temperature data is essential for the integrity of the food industry and the safety of consumers.
Tinytag Data Loggers are robust, reliable and highly accurate measuring devices for monitoring temperature and humidity during food processing, storage and cold chain distribution.
Tinytag use simple technology that’s easy-to-use, easy-to-manage and conveniently versatile to help businesses gather vital temperature data at every stage of the food supply chain.
Improve temperature management
Tinytags can aid quality and food safety inspections (including compliance with HACCP regulations) by providing evidence of conditions that’s easyto-read and readily available in userfriendly data logging software, Tinytag Explorer.
Monitoring with data loggers can indicate the need to replace old or faulty equipment, stabilise temperature conditions in refrigerated areas or improve insulation in packaging, helping you to streamline product storage.
Save energy, save money
Temperature data loggers can help to identify the efficiency of heating and cooling equipment, helping businesses to pinpoint where to save energy and save money across their operation.
Data you can trust
Tinytag data loggers bring over three decades of manufacturing experience from an ISO 9001 and ISO 14001 accredited UK manufacturer, Gemini Data Loggers UK Ltd.
Certifiable instrument accuracy through our in-house Calibration Service that’s traceable to National Standards means you can put extra trust in the reliability of your data – and prove it to auditors.
Reliable Monitoring from Production to Consumption
Versatile data logging: portable data loggers
Compact, portable and easy-to-use Tinytag data loggers (temperature, relative humidity and energy consumption) provide a flexible solution for monitoring food processing and cold chain compliance. Tinytags are battery-powered, self-contained devices and have configurable LED alarms for notifying temperature breaches.
Reliable Wireless Temperature and Humidity Monitoring
The Tinytag Connect system of Radio and LAN (Ethernet) data loggers brings you convenient wireless temperature and relative humidity monitoring at an affordable price and is ideal for use in warehouses and refrigerated storage and distribution, where central data management presents a significant –time-saving – advantage. Mix-and-match Radio and LAN loggers according to infrastructure requirements, get real-time data access and receive email alerts when temperatures are out of range to take fast corrective actions.
Data logging software for enhanced security and data integrity compliance
Tinytag DI is the secure software for Tinytag data loggers. With Tinytag DI, you can control who has access to your data loggers by managing user access levels. You may also set up groups according to location or department to assign data loggers to the relevant teams. An audit log ensures accurate and consistent data, providing a record of critical events and any changes made to the loggers.
Further information: www.geminidataloggers.com
Enhancing remote fly monitoring with Halo Digital
In food and drink manufacturing, the value of pest management cannot be underestimated.
Flies and flying insects represent a significant risk to products by effectively spreading disease and bacteria, such as Salmonella, Shigellosis and E.coli.
If left unchecked, businesses can face significant health and safety risks and enforcement action, disrupting manufacturing, negatively impacting profitability alongside brand reputation when publicised.
These diseases pose risks not only to products, but also to staff safety. This illustrates the scale of the challenge, and the importance of staying on top of issues before they escalate.
It also highlights a significant role for the pest control industry to ensure that solutions evolve accordingly to maximise fly catching efficiency in line with wider business operational requirements.
At Pelsis, we prioritise this in our R&D activity, and has gone into smart
Developed for highperformance manufacturing and food processing sites with zero tolerance for pest infestations...
monitoring as seen in our Pelsis Halo Digital solution which represents an increasingly valuable horizon in modern pest control.
Smarter,
more effective fly control
With traditional approaches, users would have to physically, and frequently, check traps for insights into potential infestations.
Not only is this labour intensive, but also potentially exposes users to additional health and safety risks.
For example, frequently accessing traps in hard to reach locations or at height.
Through Halo Digital’s remote monitoring capabilities, users can access insights 24/7 across multiple trap sites on smartphones or laptops, knowing immediately how traps are performing in each location without having to be physically on site.
Instant alerts can be setup for each unit, so that even single numbers of flying insects caught can be investigated. This is valuable as fly infestations are highly unpredictable.
Smart remote monitoring allows for early infestation detection alongside greater insights into the location and scale.
This means improved, timely responses which have the right levels of details for more appropriate action to tackle infestations before they escalate into full-scale challenges.
Halo Digital: innovative approach to fly management
As the world-leading supplier of pest control products for professional markets, Pelsis has placed significant importance on delivering solutions which are at the forefront of technology.
That’s why we’ve created Pelsis Digital insect light traps – an intelligent monitoring system which helps manage the public health risks associated with flying insects.
Developed for high-performance manufacturing and food processing sites with zero tolerance for pest infestations, our proprietary digital technology delivers remote monitoring activity in real time.
For more information, visit www.pelsis-pro.co.uk.
Protect
Pelsis Digital provides:
Remote, real-time monitoring of flying insect activity, allowing immediate notification of emerging problems, improved data accuracy and less chemical use.
Giving you the benefits of: Significantly reducing the risks of product contamination, recalls and reputational damage, better satisfying auditors and customers, with improved sustainability.
Why You Shouldn’t Rely On Your ‘Last Line of Defence’ In the Food and Beverage Industry
By Arjun Khanna, Chief Technology Officer at Kallik
If you’re in the food and beverage industry teamwork in business is imperative - whether that be in production or transport, your marketing or packaging teams, labelling or, your ‘last line of defence’, inspection. To prevent mistakes, and in order to maintain speed, precision and efficiency, each element must work seamlessly and towards the same goal.
High-profile errors
Demonstrating the impact of that mindset, late last year, supermarket chain Tesco fell foul to an error which saw an old use-by date left on its popular chicken skewers product.
While Tesco issued a point of sale notice across its estate of stores alerting customers to the mistake, the damage had already been done the moment it left the warehouse. Earlier that same month though, Tesco was also in hot water for a similar issue, relating to its own-brand packs of ten cooked beef slices which featured an advisory useby date a month longer than the food should have been eaten.
A recall can happen for a number of reasons, from safety concerns and design defects, to labelling errors.
A single day of supply chain shut down, all because a labelling error has slipped through QA, will have a huge impact on revenue...
I certainly don’t need to tell you about the dangers of eating out-of-date food items or products that consumers are allergic to, but what I will say is that this does indeed happen to big-named brands, and that it can happen on a fairly regular basis.
While the incident doesn’t lay the blame at the door of labelling, packaging or inspection teams, it’s clear there is a need for a more robust approvals process - especially when you consider that labelling and packaging errors make up a significant portion of the reasons for product recalls, according to the FDA.
A call for change
Despite it being such a common failing, it’s my view that labelling is not given the correct level of attention that they need; in fact, a conversation with our CEO recently reaffirmed this.
During a conversation with one client, we asked how much attention its board paid to labelling. He advised that it’s never on the agenda during board
meetings – unless, however, they get a product recall. Then, he said, ‘all hell breaks loose’.
A recall can happen for a number of reasons, from safety concerns and design defects, to labelling errors. A swift look at the FDA recalls page will tell you that recalls are a common occurrence, and that fines for mistakes can be both hefty and – sometimes – damaging for the company’s reputation. The online recall list would also tell you that labelling errors typically outweigh other recall reasons by quite some margin.
When a product is recalled, it means that your business can’t ship its product. Everything grinds to a halt. Manufacturing stops, distributors issue a consumer return order and customers on the ground are advised to return their product to the store for a full refund. Importantly still, your business can’t generate revenue.
A single day of supply chain shut down, all because a labelling error has slipped through QA, will have a huge impact on revenue - yet so few boardrooms talk about it until it becomes a problem. With a number of companies in the food and beverage market still relying on manual processes, resulting in human error, or legacy systems that are missing crucial checks, it’s likely that errors similar to those that Tesco faced will continue.
A business case for labelling and artwork software
With a handful of new regulations also coming into effect this year set to shake up the food and beverage industry, including the HFSS (High In Fact, Sugar or Salt) and Windsor Framework, there’s a greater need than ever to shore up your approvals process before things get even more complicated.
A manual labelling and artwork management process can sometimes involve over a dozen people – from a business’ own internal production and labelling management team, to the legal department and external design agencies.
With so many people involved, spread across a range of offices and each using various solutions, it’s no surprise that human errors are regarded as one of the most common reasons for labelling errors.
In my role as Chief Technology Officer at Kallik, I’ve spoken to customers who are looking for a solution to prevent labelling errors slipping through inspection and QA checks.
Before coming to us though, many think their only option is to hire more people. While that might help to catch some of the errors in the supply chain, it’s still not a guaranteed method of stopping the problem, nor is it costeffective or sustainable.
The only last line of defence you can truly depend on is automated technology – the process of using technology to perform tasks more efficiently, with minimal human intervention.
Not only can it reduce labourintensive tasks, allowing for increased productivity and consistency, it can also dramatically minimise human error. Automated technology also enables businesses to be more agile; to identify issues and make changes quickly, asafter all - we know the importance of time-to-market and the cost of missing deadlines in this market.
Those in food and drink manufacturing will tell you how valuable automated solutions will prove in 2025, as demand for products at all hours and human errors continue to increase.
Across the business landscape the perception of labelling has to change.
The only last line of defence you can truly depend on is automated technology.
Enterprise leaders must understand the impact of when and where their business could be vulnerable to disruption, and put measures in place to prevent error – no longer can we rely on QAs or inspection teams in such a busy, fast-paced environment.
With the pressure likely to increase this year on food and drink manufacturers and their supply chains, the time is now to consider how valuable automated solutions could be in the fight to minimise human error and maintain consumer safety.
Website: www.kallik.com
The Recipe for Renewable Success in Food & Drink Manufacturing
By Chris Maclean, CEO, True, powered by Open Energy Market
The food and drink manufacturing industry has weathered a storm of challenges in recent years. From labour shortages and shipping disruptions to a 30% decline in investment since 2019, it’s no surprise that green investments and sustainability projects have often been deprioritised. However, sustainability initiatives offer more than just carbon reductions – they present significant cost-saving opportunities and can secure longterm business resilience.
Start by Saving
The primary reason many manufacturers hesitate to prioritise sustainability is cost. With declining footfall on high streets and tightened budgets, the idea of decarbonising can seem daunting. However, achieving net zero doesn’t have to strain your bottom line.
The first step is gaining a clear understanding of your current energy mix, usage trends across sites, and monthly consumption patterns. This knowledge can reveal opportunities for cost and carbon savings.
Resources like the UK Business Climate Hub offer valuable insights into sustainable practices, helping businesses make informed decisions without excessive internal resources.
Learning the Language
The current instability in the energy market, driven by shifting policies, geopolitical tensions, and technological advancements, has made it difficult for manufacturers to make confident decisions about sustainability projects.
Understanding energy pricing and market trends is difficult, and many unreliable suppliers offer unrealistic ROI promises. Due diligence is crucial
– each investment should be carefully scrutinised to ensure it aligns with your sustainability goals.
This is where external consultancy can be invaluable. At True, powered by Open Energy Market, our specialists thoroughly examine and renegotiate energy contracts, ensuring they align with your green objectives and deliver real value.
Case Study: Oakland International
Oakland International, a supply chain specialist serving UK retailers like Tesco, Asda, and Waitrose, is committed to sustainability. However, the company struggled with energy procurement – lacking a clear strategy, the practical means, or knowledge to meet key targets. As CEO, Dean Attwell explained, “Energy issues were the single biggest challenge we faced and the hardest nut to crack. We had problems and high costs to deal with for years.”
In 2018, Oakland partnered with True and has since saved over £4.4 million. Dean noted, “True enables businesses to assess the impact of investments in renewable energy and understand how they deliver against Net Zero goals, all while energy costs are brought down and emissions are lowered. I think this is a game changer for companies who genuinely want to develop a road map to Net Zero and save money.”
Long-Term savings
Despite the initial costs, green projects offer substantial long-term benefits for food and drink manufacturers, particularly by making them more attractive to potential customers. A key reason is the growing focus on Scope 3 emissions - indirect emissions that occur in a company’s value chain, such as from the production of raw materials or the transportation of goods.
As consumers become more environmentally aware, major retailers are increasingly seeking out suppliers who can demonstrate robust sustainability credentials and the ability to help reduce Scope 3 emissions.
By investing in green projects and providing detailed data on energy usage and carbon footprint, manufacturers can position themselves as attractive partners for these environmentally conscious retailers. This can lead to greater market share and financial security in the long run.
Backing your net zero strategy with internal insights that identify funding sources for sustainability projects will instil confidence in both customers and C-suite executives.
Conclusion
As the push for sustainability intensifies, manufacturers must not allow hurdles to halt their progress towards net zero. By gaining a thorough understanding of your company’s energy usage, practicing due diligence, and leveraging external consultants, you can overcome these challenges. With these strategies, manufacturers can navigate uncertainty, contribute meaningfully to sustainability, and affirm their commitment to a greener future.
For more information about True, powered by Open Energy Market, visit www.truezero.tech
People On The Move
FMCG specialist joins the Radnor Hills board
Radnor Hills, one of the UK’s leading soft drinks manufacturers, has welcomed FMCG specialist Jonathan Kemp to its board.
Jonathan, who will join the board of directors of the Powys-based company as a non-executive director this month, has a long and successful career in brand building within the FMCG industry.
For the past 21 years he has been on the board of AG Barr plc as Commercial Director, during which he led the commercial growth of the business and the development of iconic brands such as IRN-BRU and Rubicon.
He is also involved with the Strathclyde Business School, part of the University of Strathclyde
where he teaches students and conducts research.
He began his career at Procter & Gamble and worked for eleven years across a number of brands in a variety of sales, commercial and marketing roles including the setting up of the first Customer Business Unit at Tesco and the integration and UK launch of the Iams business.
Radnor Hills produces over 400 million units of drinks annually. It recorded revenues of £72.4 million in the year ended 31 May 2024, up from £65.5 million in the year prior.
Croxsons appoints new sales manager for Scotland & Ireland
Leading glass packaging company, Croxsons, has recently appointed Jim Harrower as their new sales manager for Scotland and Ireland. Jim brings over 15 years of experience in the FMCG drinks industry, including five years dedicated to glass packaging.
Reporting to Matthew Winfield, Croxsons’ UK sales manager, Jim’s new role focuses on driving sales, expanding distribution and increasing market share of Croxsons’ primary packaging solutions across key sectors, including spirits, beer, food, nonalcoholic beverages and wine.
Croxsons, a family-owned glass packaging company with over 150 years of expertise, is maintaining its global presence, recognised for its innovation, sustainability and exceptional quality.
People On The Move
MycoTechnology names Jordi Ferre as Chief Executive Officer
MycoTechnology, Inc. has appointed Jordi Ferre as its new Chief Executive Officer; Ranjan Patnaik, Ph.D., Chief Technology Officer, who has been acting as interim CEO, will continue to serve as MycoTechnology’s CTO.
Ferre joins leading food technology innovator, MycoTechnology, with over 30 years of general management experience in the global food, value-added ingredients, and Agri-tech industries.
Currently, he serves as Global Food Division Head at HealthTech Bioactives, a global ingredient specialist that produces solutions for active pharmaceutical ingredients, taste modulation, functional health and animal nutrition.
Prior to his role at HealthTech Bioactives, Ferre was CEO of AgroFresh, Inc., a public company operating in the food preservation space, as well as COO of PureCircle™, where he was instrumental in establishing the Stevia sweetener market worldwide.
His other industry-relevant leadership positions include VP of Sales and Marketing, Sucralose division at Tate & Lyle, and CEO of Alvinesa Natural Ingredients S.A., where he drove growth and innovation across sweeteners, colours, antioxidants and other natural ingredient markets.
Specialists in supervisory and management level courses
Excellent trainers with hands-on food industry experience Consistently high examination pass rates
Modern training facility in Skipton, North Yorkshire, close to road and rail networks
In-house or remote training also available for a flexible, cost-effective option
Training & Education News
New Packaging Leaders: The Role of Education and Training
The packaging industry of the 2030s and 2040s will be led by a new generation who are entering the industry now, with new ideas that we will see play out in realtime.
Educational programmes are playing a critical role in equipping professionals with the skills they need to navigate this complex landscape. Apprenticeships offer a unique blend of theoretical knowledge and practical experience, preparing students to tackle industry challenges head-on.
“It’s amazing to see professionals grow and take on tougher decisions,” says Azucena Gomez Lopez, course leader and lecturer at Sheffield Hallam University.
“They’re becoming more confident and capable of addressing industry challenges, from sustainability to innovation.”
Students like Erica, GSK Packaging Design and Sustainability Apprentice, and Eva, Raw Material & Packaging Specialist at Müller Yogurts & Desserts, have found these programmes to be transformative. “The apprenticeship is an amazing opportunity,” says Erica.
“Collaboration is key to personal and professional development, and I’m excited to see where this journey takes me.”
Eva echoes this sentiment: “Learning from others has changed the way I approach my work.
“The cohort’s diverse perspectives have been incredibly valuable in helping me think differently about the challenges we face.”
Events like Packaging Innovations are instrumental in driving the industry forward.
These gatherings provide a platform for professionals to share knowledge, showcase innovations, and inspire the next generation of packaging leaders.
“These events are critical,” says Eva. “They create interest and make people want to know more. They’re a one-stop shop for innovation, sustainability, and education.”
For Azucena, these events represent an opportunity to bridge the gap between education and industry. “We’ve created a culture of sharing and collaboration within the classroom,” she says. “Now the challenge is to expand this beyond the classroom to foster greater industry-wide progress.”
As industry leaders, educators, and students come together to shape the future of packaging, one thing is clear: the journey has only just begun.
Prove your engineering future with Warburtons apprenticeship
The UK’s largest bakery brand, Warburtons, has chosen the University of Sheffield AMRC Training Centre as its new apprenticeship supplier as it looks to find and support the next generation of engineers.
With four exciting degree level apprenticeship vacancies in software and controls engineering up for grabs, successful applicants will have the opportunity to be a part of the familyowned British baking firm.
Each apprentice will be based in one of Warburtons’ bakeries throughout the UK: Burnley, Bristol, Enfield and Wednesbury. Successful applicants will join a structured four-year apprenticeship programme, with a mixture of on-the-job training with their own Warburtons mentor and the AMRC Training Centre.
The apprenticeship will equip each student to become a software and controls engineer, through a varied programme that involves supporting the development, maintenance and improvement of industrial control systems (ICS) and operational technology (OT).
At the end of the four years, apprentices will be ready to start their career as a qualified software and controls engineer with Warburtons, opening the door to many more opportunities, on site or in head office.
Head to www.amrctraining.co.uk/ apprenticeships/apprenticeshipvacancies to discover more and apply.