Food & Drink Manufacturing UK - July & August 2025
Editor Paul Attwood editor@fdm-uk.co.uk
Editorial Assistant Sophie Weir editorial@fdm-uk.co.uk
Features Editor
Henry Peters editorial@fdm-uk.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Sales Manager Holly Jones sales@fdm-uk.co.uk
Publishing Director Maria Lapthorn maria@lapthornmedia.co.uk
Admin Assistant
Jade Still jade@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Events & Awards News: Frank Stephenson on the emotional power of luxury Show Preview: Registration Opens For The Ppma Total Show® 2025
An interview with Gabriel Magdaleno at Masterpress Show Preview: IMHX announces shift to biennial format following industry demand Championing Women in Food & Drink Manufacturing at Nestlé UK & Ireland
Editor’s Note
Welcome to the latest issue of Food and Drink Manufacturing UK magazine.
In this edition, we preview the upcoming PPMA Show, returning to NEC Birmingham from 23–25 September, the UK’s largest event for processing and packaging machinery, robotics, and industrial vision. We also spotlight IMHX 2025, the UK’s biggest logistics event, taking place 9–11 September at NEC Birmingham, both key industry events highlighting the future of manufacturing with a strong focus on eco-friendly innovations and cutting-edge technologies.
This issue also features an interview with Masterpress’ Gabriel Magdaleno, who shares insights on the critical role of collaboration in advancing recyclable packaging and balancing environmental responsibility with performance.
We hope you enjoy this issue. As always, if you have news you’d like us to feature, please email us at editorial@fdm-uk.co.uk.
Paul Attwood Editor
Industry News
Reinforce Cooling Capacity to Avoid Summer Downtime
Food and beverage manufacturers are being encouraged to prepare for summer heat by working with specialist partners to supplement cooling in emergencies, maintenance and upgrades.
The callout comes from global leader in energy solutions Aggreko, which has warned that the combination of rising temperatures and ageing infrastructure could significantly impact uptime on sites across the UK.
Temperatures exceeding 25°C are now becoming increasingly common throughout the nation, placing older generations of equipment, which aren’t designed to operate in these ranges, at risk of overheating and subsequently failing.
The chances of breakdowns are drastically raised if equipment hasn’t been properly maintained, with blocked condenser coils potentially forcing a system to overwork to the point of compressor failure.
In the food and beverage manufacturing sector, for instance, pasteurisation equipment overheating could lead to production halts, spoilage of raw milk and a host of contamination risks, resulting in significant financial losses and reputational damage.
As temperatures this year have already reached over 29°C, Chris Smith, head of temperature control for UK and Ireland at Aggreko, has called upon food and beverage manufacturers to assess their cooling capacity to ensure that critical operations remain uninterrupted.
With a thorough understanding of the challenges of critical temperature applications, Aggreko’s team of technical experts can help determine
the temporary and supplementary cooling, heating and dehumidification solutions required based on a project, location and temperature requirements.
Its cooling provision spans industrial chillers ranging from 50kW to 1500 kW, air conditioners in sizes from 50kW to 200kW, and cooling towers with single units from 2500kW or combined units for multi-megawatt projects.
The chances of breakdowns are drastically raised if equipment hasn’t been properly maintained...
Aggreko’s unique position enables it to support decision makers by leveraging its Energising Change™ framework, which has been designed to facilitate a commercially viable energy transition. This includes turnkey solutions that bridge the gap between power provision, fuel management and transportation and developing renewable infrastructure for the future.
Fruit and Vegetable Border
Clarity
Should Be Extended To “Not For EU” Labelling, Says Logistics UK
The announcement by DEFRA that import and export checks on fruit and vegetables will not be introduced from 1 July 2025 will provide relief for the logistics sector comments trade body Logistics UK’s Head of Trade and Devolved Policy Nichola Mallon. However, Ms Mallon has urged the EU and UK government to extend a more pragmatic approach to the introduction of “Not for EU” labelling on composite products like pizza and pet food, from the same date under the Windsor Framework, given the reframed and ongoing reset in relations between both parties:
“Our members will welcome the news that checks on fruit and vegetables moving between UK and EU, and vice versa, will not be introduced this summer, given the additional bureaucracy, expense and time it would have costed.
“Traders and logistics businesses have the practical experience of moving goods across borders. They could foresee the difficulties these checks would have caused given the volumes of these perishable items that are imported from the EU every day.
“They are the experts on where processes can be improved, and it is vital that the government seeks their input as it discusses the technical details and then moves to implementation of a UK EU SPS Agreement.”
“One significant and extremely costly change that is still expected to apply from 1 July is Phase Three of “Not for EU” labelling on composite products, such as pet food, moving from GB to Northern Ireland under the Windsor Framework.
“This expensive requirement will most likely be removed by the forthcoming SPS agreement and we would urge the EU and UK to take where possible a more pragmatic approach to support businesses and minimise the considerable cost burden they are facing”.
With decarbonisation, Brexit, new technology and other disruptive forces driving change in the way goods move across borders and through the supply chain, logistics has never been more important to UK plc.
For more information about the organisation and its work, please visit logistics.org.uk
Croxsons sees firsthand how charitable support transforms lives
As part of Croxsons’ longstanding commitment to being a purpose-led business, CEO Tim Croxson and family recently visited Montgomery Heights Christian Care Centre (MHCCC) in Zimbabwe - a charity that the glass packaging supplier has supported for over 30 years, and more directly through its charitable trust since 2021. The visit provided powerful insights into the life-changing impact of that support.
Croxsons’ support has already made a tangible difference. A new vehicle, funded by the business, now transports primary school children who previously walked an hour each way to school, freeing up time for additional study support. The company has also helped refurbish the centre’s kitchen to commercial standards and provided school shoes for two years.
The visit underlined growing challenges in many areasunreliable mains electricity supply, food security, education and healthcare, to name but a few. With costs rising across the board, MHCCC urgently needs both capital investment for vehicles and regular monthly donations for ongoing building maintenance, food, clothing and educational and healthcare costs.
“We’re here to make a differencethat’s our mission,” said Tim. “This isn’t about ticking ESG boxes, it’s about doing the right thing and having a life-changing impact.”
Anyone interested in supporting MHCCC can contact Croxsons for information about the UKbased fundraising charity.
London Climate Action Week: Bringing leading voices together to rethink global food systems
As part of London Climate Action Week, KluraLabs™ convened a dynamic roundtable at Goals House, bringing together leading voices in sustainability, science, and policy to explore how we can radically transform the way food moves through our system, from farm to fridge.
Guiding the discussion was Henry Dimbleby, co-founder of Leon and architect of the UK’s National Food Strategy. Widely recognised for his work on sustainable food policy, Dimbleby called for an integrated approach to food systems that addresses breakdowns across the entire chain, including the oftenoverlooked final stretch: the home.
The conversation brought together a cross-sector mix of stakeholders, from regenerative farmers to major retailers. What united them was a shared urgency: if we are to halve food waste and cut supply chain emissions, then scalable innovation must be paired with real accountability.
KluraLabs’ work in material science and food preservation was a focal point, demonstrating how intelligent
packaging can play a critical role in reducing waste and enhancing food system resilience.
The roundtable concluded with a shared call to action: reinventing the food system requires more than innovation, it requires unified ambition. Farmers, manufacturers, scientists, policymakers, and consumers must work together to close the loop on waste and build a system that serves people and planet alike.
Reducing food waste demands action across the supply chain, but packaging is emerging as one of the most powerful tools for change. Beyond branding, it plays a critical role in preserving quality, extending shelf life, and reducing the need for chemical preservatives in the food itself.
New packaging technologies, from coatings to modified atmospheres, are helping to cut losses both before and after the point of sale. These innovations support cleaner labels, longer-lasting food at home, and greater satisfaction for consumers, all while reducing emissions and resource waste.
To unlock their full impact, solutions must be cost-effective, scalable, and compatible with existing systems. The next generation of food packaging can help build a food system that is not only more sustainable, but also more resilient, equitable and capable of meeting global nutrition needs through smarter use of resources and technology.
Thinking outside the box with shelfready packaging can help brands pull off the sustainability balancing act
By Adam Platts, Sales and Marketing Director, VPK
In today’s supply chain, businesses expect to be able to rely on their packaging every step of the way.
At a time of material and ingredient scarcity, rising costs, geopolitical uncertainty, and tightening legislation around the world, making sure packaging is designed to move through the supply chain efficiently is one of the wisest things a business can do. For those making use of shelf-ready packaging, this means optimising every detail of a solution with the complexities of the supply chain in mind.
The value of design flexibility
Shelf-ready packaging brings a long list of benefits to brands and retailers alike, from improved handling and replenishment, to greater impact at fixture. But in a competitive retail environment, it’s not enough for SRP to simply function, it must also work hard to support brand recognition and the shopper experience.
Design flexibility is crucial. Done well, SRP enables brands to create packaging that aids shopper navigation, blocks effectively on shelf, highlights key product attributes, and disrupts crowded fixtures. Smart visual hierarchy and thoughtful structural design help products stand out, while improving availability and speeding up replenishment at the point of sale.
The truth is, there is no perfect solution to every problem. Each packaging application must be reviewed on a caseby-case basis to create the best outcome. This is why our approach to design is informed by an in-depth eight-step process that we call the solution cycle.
This enables us to create packaging that integrates legislative and omnichannel compliance, employing a creative, bluesky approach to design. These designs can be put through an intensive material review and CAD process to ensure they align with Design for Manufacture (DfM) principles. We can leverage the inherent design flexibility of corrugate shelf-ready packaging to optimise solutions for the supply chain – and the shop floor.
Reaching a sustainable destination
Going through this process on every project ensures that real sustainability
can be incorporated into the core of the pack design. As a company with a global footprint, the reach of our supply chains is vast – but also complex, spanning many different markets with regulations of varying scope.
This means a one-size-fits-all approach to compliance is impossible. By taking a flexible approach to logistics, including transport and warehousing, we can design solutions that reach the customer as efficiently as possible, reducing both the carbon footprint and the risk of damage through the supply chain. Remember, any packaging that is not fit for purpose just creates additional waste in the form of materials and emissions – no matter how ‘sustainably’ it is designed.
Accomplishing this global balancing act requires a collaborative approach between the packaging manufacturer and their customers, whether they be a brand or a retailer looking for a private label product.
This level of collaboration ensures each individual pack is tailored to meet the needs of its specific application, guiding projects from ideation to creation in a way that delivers the sustainability, shelf appeal, and functionality the modern market demands. The packaging balancing act becomes much easier when you have expert support – and this is how businesses can unlock the full potential of shelf-ready packaging.
RAM Recyclability Assessment Brings New Challenges for UK Packaging Producers
From October 2025, large producers placing household or publiclybinned packaging on the UK market must comply with a new recyclability assessment obligation under packaging Extended Producer Responsibility (pEPR). The Recyclability Assessment Methodology (RAM), developed by PackUK, will be the key tool used to assess packaging recyclability and determine modulated disposal fees.
These disposal fees, covering the cost of local authority collection and sorting, represent a major shift from previous reporting requirements. By linking costs to recyclability, RAM aims to incentivise better packaging design and material choices.
RAM Version 1.0 was published in December 2024 following stakeholder consultation, with Version 1.1 expected by April 2025. However, concerns are growing around the complexity of implementation. Sustainability consultancy Beyondly reports that the RAM introduces a significant increase in data requirements compared to past obligations, with producers needing to gather detailed information on material formats, design, additives, and more.
This depth of data demands greater supply chain transparency, which many producers are struggling to achieve amid language barriers, data inconsistencies, and the need for new systems. The lack of clarity on the financial impact of fee modulation is also causing concern, with readiness for the October deadline in question for some.
While RAM supports long-term environmental goals, its rollout poses a steep learning curve for industry.
Visit the Beyondly website to read more here: www.beyond.ly/educate/policynews/#packagingepr2
New PaperPackaged Pipette Tips Aim to Cut Lab Plastic Waste
Nerbe plus Premium Surface pipette tips are now available in fully paper-based EcoRacks, offering laboratories a more sustainable alternative to traditional plastic tip boxes. Distributed in the UK by Alpha Laboratories, the new packaging enables easy disposal while helping to reduce plastic waste in research and diagnostic settings.
The tips themselves are designed for high-precision, low-retention pipetting. Their hydrophobic, ultra-smooth surfaces reduce reagent loss and DNA denaturation, improving consistency and cutting costs— particularly when working with expensive or sensitive materials.
Manufactured from medicalgrade polypropylene, the tips offer high transparency and are available with or without filters. Their universal fit ensures compatibility with most single and multichannel pipettes on the market.
By addressing both environmental concerns and liquid handling performance, the EcoRack system reflects growing demand across the life sciences sector for sustainable, highperformance lab consumables.
UK’s First Children’s Book Printed on Recycled Coffee Cups Highlights Sustainable Publishing
A new children’s book printed on paper made from recycled coffee cups is making waves across the UK’s publishing and packaging sectors. Little Coffee Cup and the Big Surprise, by Biffa’s Hayley Slack, is the first of its kind to be produced using James Cropper’s CupCycling® process.
Each 36-page copy is made from around 13 upcycled coffee cups, collected and processed at Cropper’s Burneside Mill in the Lake District. The book itself follows the journey of a discarded cup, aiming to introduce young readers to the circular economy in a tangible, engaging way.
Slack, a mother of two and sustainability advocate, said the inspiration came from frustration over the volume of imported books and underused UK waste streams. “We’re throwing away billions of cups every year, but we have the capacity to turn them into something new—like children’s books,” she said.
The launch comes amid broader industry concerns over the government’s scrapping of a proposed takeback scheme for disposable cups. With an estimated 3.2 billion singleuse cups used annually in the UK, the book’s release underscores the need for innovative, circular approaches to waste.
As UK publishing grapples with its environmental impact, Little Coffee Cup offers a locally-made, sustainable alternative—turning yesterday’s waste into tomorrow’s storytime.
Booker launches CaterPro to help restaurants tap into food-to-go market
Booker, the UK’s leading food and drink wholesaler, has announced the launch of CaterPro - a new own-label professional packaging range designed to meet the evolving needs of caterers across the hospitality sector.
Booker, the UK’s leading food and drink wholesaler, has launched CaterPro – a new own-label professional packaging range designed for the growing food-togo sector, forecast to reach £24bn by 2025.
CaterPro offers practical, highquality solutions that meet
evolving consumer expectations for takeaway and mobile dining. The range includes packaging for sandwiches, wraps, poke bowls, street food, pizza, ice cream, cakes, drinks, and more – with compostable options and ecofriendly materials like Bagasse and wooden cutlery.
With three flexible pricing tiers –CaterPro Essentials, CaterPro, and CaterPro Premium – the range includes 255 disposable packaging and catering products. All items are food grade, sourced from BRC Grade A suppliers, and feature clear labelling with recycling and disposal guidance.
Packsize Acquires Sparck Technologies to Boost Global Automated Packaging Capabilities
Packsize has announced the acquisition of Dutch firm Sparck Technologies from Standard Investment, strengthening its global position in sustainable, automated packaging solutions.
Sparck, known for its highthroughput CVP Impack and CVP Everest systems, specialises in fit-to-size packaging that reduces waste and improves efficiency. The acquisition complements Packsize’s existing on-demand packaging technology and expands its offering to include advanced “box last” and lid-and-tray solutions.
Headquartered in Drachten, Sparck was spun out from French multinational Quadient in 2021 and developed into a standalone company under Standard Investment’s ownership. The deal marks a key milestone in Packsize’s growth strategy as demand for automated, right-sized packaging continues to rise across logistics and e-commerce sectors.
CaterPro is designed to support restaurants, caterers and food businesses operating takeaway services, pop-ups, and outdoor events, helping them deliver high-quality food with confidence and sustainability in mind.
Bespoke End-of-Line Packaging Systems Designed for You – Supplied by Adpak, Manufactured in Italy
Adpak is the sole UK distributor of end-of-line packaging systems manufactured by Duetti.
Since the 1990s, Duetti Packaging has developed extensive worldwide experience and proven expertise in secondary packaging, dedicated to delivering effective solutions tailored to each customer’s specific needs and providing a strong support service once systems are up and running.
Now available in the UK exclusively through Adpak, the Duetti range of products has been configured to offer a comprehensive range of solutions to ensure the best results for the user’s production needs:
• Depalletizers
• Case erectors
• Case packers
• Partition inserters
• Case closers
• Wrap-around case packers
• Traditional, cartesian and robotic palletisers
• Automated guided vehicles (AGVs)
The complete array of equipment stands out for ease of use, low maintenance requirements, rapid changeover times and low energy consumption in line with Industry 5.0 standards.
Features such as AI integration to support operators or in-depth personalised graphic interfaces to speed up daily procedures can be added, as well as other personalised software packages.
Dedicated to meeting market demands, every day is spent working hard to make sure that demands are met and our high levels of quality continually improve – as we like to say: “Your production. Our care.”
Ultrasonic Flowmeters
Turbine Flowmeters
Oval Gear Flowmeters
Instrumentation
Innovative Liquid Flow Measurement Solutions
Titan is a leading design and manufacturer of innovative end user and OEM high-performance flow meters, used within a wide range of environments and applications.
• Compact, robust, reliable
• Excellent accuracy and repeatability
• Measure low to high flow ranges and viscosity
• High chemical resistance
• OEM bespoke designs
• Food-grade materials
Excellent trainers with hands-on food industry experience Consistently high examination pass rates
Modern training facility in Skipton, North Yorkshire, close to road and rail networks
In-house or remote training also available for a flexible, cost-effective option
Processing & Measurement Control
PhoenixTM solution to HACCP Deep Fat Fryer Validation…….to boldly go!
Ideal for the validation process for any new cook regime, new product, or annual process certification.
As part of any Food processors HACCP program, validation of cook and chill processes is a critical and significant task taking time, effort, and resources.
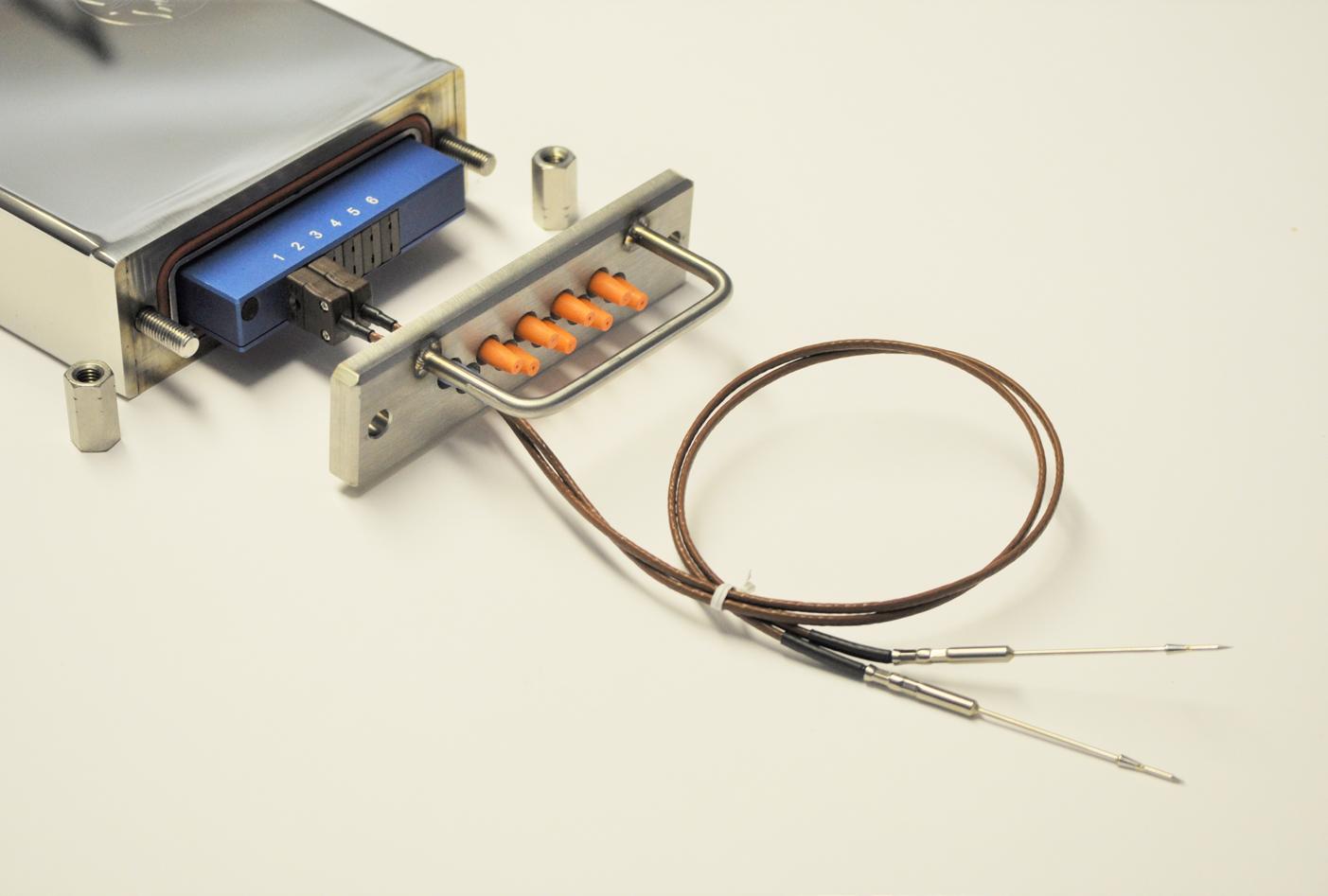
PhoenixTM have developed a thru-process temperature monitoring technology specifically for this task designed to meet the numerous cook challenges of the food processing market. Ideal for the validation process for any new cook regime, new product, or annual process certification.
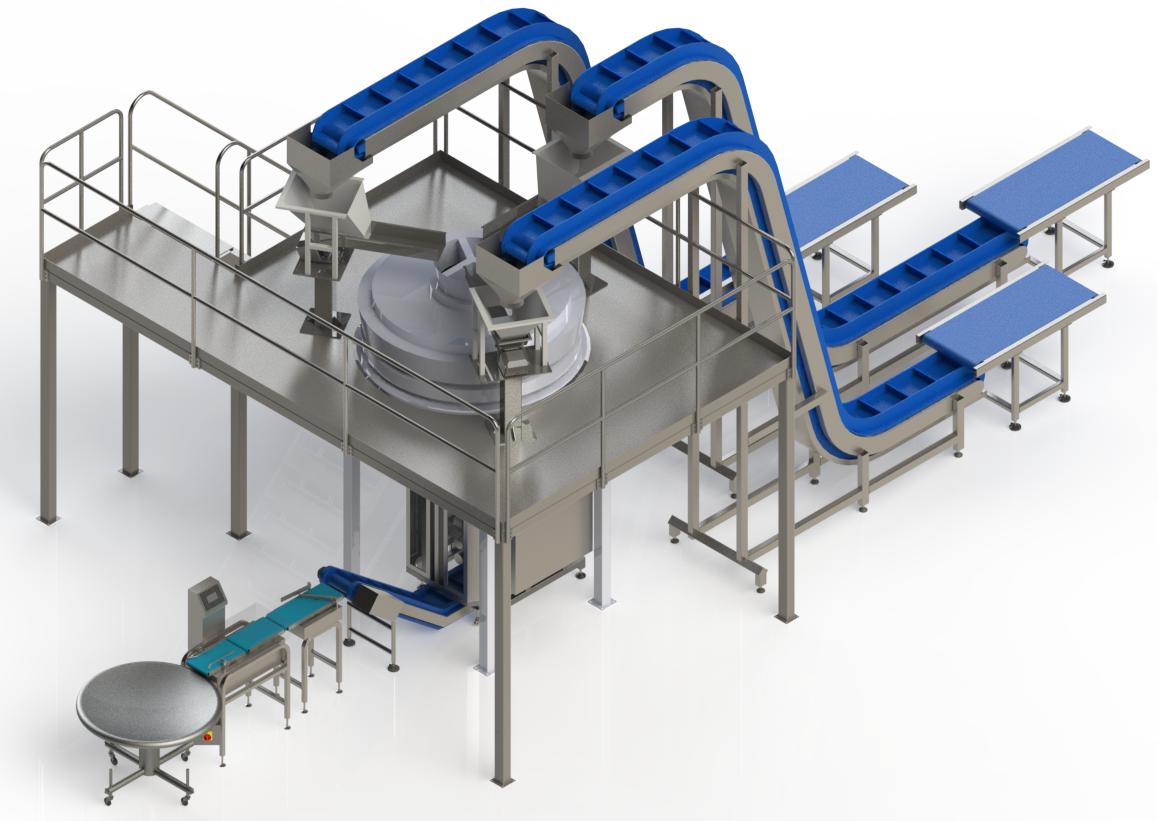
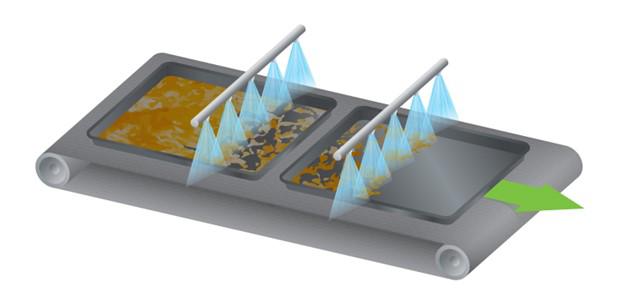
An important innovative system in the PhoenixTM range is that designed specifically to handle the challenging monitoring demands of continuous deep fat fryers. The monitoring system has been designed specifically to travel safely through the oil bath, navigating drops and inclines and provide protection from oil impregnation, heat of the oil and allow accurate and repeatable measurement of the food core being cooked.
At the heart of the system the data logger provides multiple
Processing & Measurement Control
thermocouples (choice of 6 or 10 channels). The PhoenixTM NT data logger range has been designed specifically for the challenges of monitoring food processing applications with an IP67 case design protecting from moisture/oil. Type K or Type T data logger options allow accurate measurement of both cook and chill processes (Type T measurement range -200 °C to 400 °C). The data logger itself can operate between -40 °C to 80 °C with a data logger accuracy of ±0.3 °C operating below +50 °C. Data logger and thermocouple correction factors can be further applied to the recorded data logger data to maximise measurement accuracy. The data logger is protected from submersion in oil by the TS14-0502 thermal barrier. The barrier is low height (50 mm) so fits safely through the low height clearance of the fryer line (Top / bottom belts) but provide impressive protection of 25 mins @ 200 °C (Oil) or 50 mins (Air). The face plate design of the barrier allows easy access to the data logger and quick efficient exchange of thermocouple cables.
A critical component of the system is the unique food tray which not only contains the thermal barrier but allows fixed positioning of thermocouples within the product samples being measured. Probing of the product can be done away from the processing line with care and no need to rush. Custom designed thermocouples allow accurate / repeatable measurement at the core (cold spot) of the product. The customised thermocouple positions are fixed so that probe or product movement during the run is minimised. Test conditions are maintained also from run to run across the fryer width.
Thermocouple cables are retained in the tray so tangling risks are eliminated.
Employing the tray principle, the whole monitoring system can be placed on the fryer line by a single operative safely and efficiently during a production run. Thermocouple cables are retained in the tray so tangling risks are eliminated. The unique saw tooth guide rails fitted to the tray allow efficient true transfer (no rotation) through the whole process. Both entrance decline and demanding exit incline can be negotiated without slipping/stalling which could leave the system stuck/stranded in process. The same system can further pass through any chill process to complete the monitoring task.
Employing the tray principle, the whole monitoring system can be placed on the fryer line by a single operative safely and efficiently during a production run.
Employing the thru-process temperature monitoring principle provides the food technologist with a complete temperature profile of the cook process from start to finish. This information is like the Cook DNA giving full details of the product and or process temperature which is invaluable to allowing validation of the Cook CCP.
From a temperature profile it is possible to accurately quantify product safety (pasteurisation) knowing both the temperature, and time at temperature, of the product.
From the profile graph you can see instantaneously the variation in product temperature at any point in the process either at different locations on the product or different product positions within the fryer.
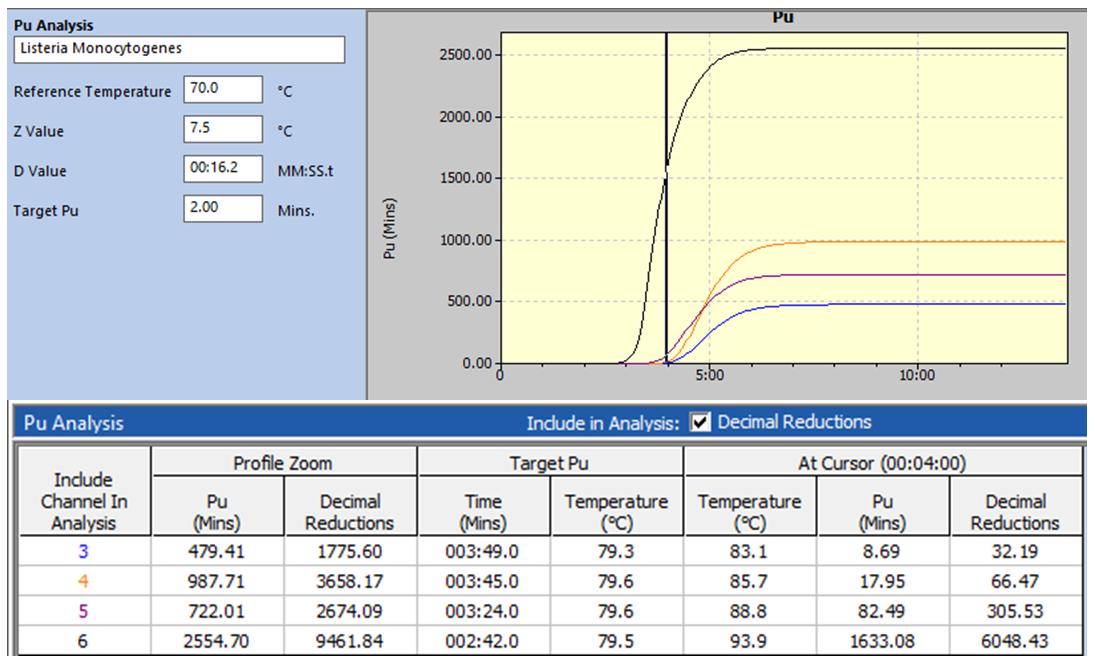
The PhoenixTM Thermal View Food Software provides a comprehensive suite of analysis tools to convert the raw profile temperature data into useful process information. The analysis tools include the ability to calculate Fo/Pu values for the process against target micro-organisms.
For most typical cooks Listeria Monocytogenes is often used as the target micro-organism to quantify lethality. The Fo/Pu parameters (Tref 70 °C, Dt 16.2 s and Z value 7.5 °C) can be input to calculate for each monitoring point the number of decimal reductions of the pathogen achieved during cook to meet CCP limits.
The information gathered, further to process validation, can be used to allow informed process problem solving and optimisation to maximise product quality, yield, process productivity and efficiency.
Contact PhoenixTM to help Find, Fix and Forget your Food Cook Problems!
Further information: www.phoenixtm.com
Processing & Measurement Control
Heat exchangers expand ginger beer production
Bundaberg Ginger Beer is a globally recognised beverage, brewed over three days to a traditional recipe. As demand continued to grow, Bundaberg Brewed Drinks needed a new facility capable of maintaining both the quality of its iconic product and increased production capacity. The installation of a cooker and thermaliser from HRS Heat Exchangers proved critical in meeting both objectives—delivering consistent product quality and energy-efficient processing.
Bundaberg Brewed Drinks has grown from a local supplier into an international producer of premium, non-alcoholic craft beverages. Its signature Ginger Beer, with its distinctive glass stubby bottle and rip cap, is now enjoyed worldwide.
With its previous site no longer fit for purpose, Bundaberg invested in a new greenfield Master Brewery. Trusted partner M. E. Engineering, a process engineering firm with experience in food, beverage and distilling, oversaw the equipment upgrade.
Ginger beer production involves several heat-dependent stages, including
Product consistency is critical. The HRS systems ensure uniform heating and cooling, which directly supports the quality of our ginger beer. HRS extended their brief to deliver more options and their equipment has exceeded expectations, performing exactly as required.
ginger grinding, wort production, fermentation, maturation, mixing, filtration, and bottling. HRS Heat Exchangers were brought in to supply equipment for hot water generation, product heating and cooling, and cleanin-place (CIP) systems.
Central to the new setup are the HRS cooker and thermaliser, both of which play key roles in heating and cooling the wort during fermentation. These turnkey systems were skid-mounted for easier installation and maintenance, using HRS’s proven MI and MR Series corrugated tube heat exchangers.
The cooker system can process up to 18.6 tonnes of product per hour. Using steam, it heats the product above 100°C in two stages with an HRS MR Series heat exchanger. Heat removed during cooling is recovered and reused, improving energy efficiency. A final cooling stage using an HRS MI Series exchanger brings the product back to ambient temperature.
Thermalisation, a gentler alternative to pasteurisation, was chosen for product treatment. The HRS thermaliser handles up to 25.5 tonnes of product per hour. It uses MI and MR Series
exchangers to heat the product with hot water and recovered energy, before cooling it back to ambient conditions.
Ella Taghavi (pictured), Sales Engineering Manager at HRS, explained: “We were initially asked to supply standalone heat exchangers, but we identified that a skid-mounted, integrated system would deliver greater efficiency. Our corrugated tube design improves heat transfer while keeping the systems compact.”
The final design was developed through close collaboration between Bundaberg, M. E. Engineering and HRS. The systems were delivered in around ten weeks, with commissioning following completion of the wider project.
Matt Brain, Project Manager at Bundaberg Brewed Drinks, said: “Product consistency is critical. The HRS systems ensure uniform heating and cooling, which directly supports the quality of our ginger beer. HRS extended their brief to deliver more options and their equipment has exceeded expectations, performing exactly as required.”
He added, “Working with HRS has been seamless. The equipment is high quality, and the heat exchangers have contributed to smooth, efficient production across the board.”
From Collaboration to Innovation: Titan Enterprises and RWC Partner on Breakthrough Dispense Solution
Since designing their first beverage flowmeter in the early 1990s, UK-based Titan Enterprises has maintained a strong supplier relationship with John Guest, part of RWC’s family of brands.
RWC, originally founded in 1949 as Reliance Manufacturing Company (RMC), acquired John Guest in 2018, gaining access to its globally recognised push-fit technology.
Titan’s NSF-approved 800-series turbine flowmeters and Atrato® ultrasonic range incorporate John Guest connectors, widely used in the food and beverage industry for their ‘push-to-connect’ solutions.
A Partnership Built on Trusted Technology
In 2023, after years of parallel innovation, Titan and RWC collaborated to develop an integrated flow measurement solution for beverage dispensing systems. Customers had already been pairing Titan’s flowmeters with RWC’s PolarClean push-fit connectors in beer dispensing systems, but integration required custom modifications— adding cost and complexity.
To address this, Titan and RWC began a joint development project. Titan applied its turbine flow expertise, while RWC provided advanced
This product reflects our combined commitment to quality, innovation, and customer value.
tooling capabilities. The goal: to create a streamlined, all-in-one unit by embedding Titan’s turbine flowmeter within the PolarClean connector.
Phil Lacey, RWC’s Global Fluid Tech Business Development Director, noted: “Titan made absolute sense as a partner— they are market leaders. The development process was a pleasure, and we’re excited to bring this innovation to the wider market.”
Overcoming Engineering Challenges
The main challenge was embedding the turbine within the PolarClean body without compromising either system’s functionality. Through joint workshops, prototyping, and design sessions, the teams created a modified version of the straight PolarClean union. SLA (stereolithography apparatus) 3D printing was used for prototyping, followed by testing and calibration by Titan before field trials.
Neil Hannay, Senior R&D Engineer at Titan, commented: “RWC’s tooling expertise made development smooth. Honest, productive discussions and regular meetings kept us on track.”
Josh Smith, Project Manager at RWC, added: “This product reflects our combined commitment to quality, innovation, and customer value.”
Delivering a Differentiated Solution
After final design validation, RWC developed the injection moulding tools for the PolarClean body, while Titan handled the sensor and turbine elements. The first production units were shipped for final customer validation after minor refinements.
The result is a fully integrated solution for the beverage industry. The JG PolarClean Coaxial Flow Meter features ‘tube-in-tube’ cooling, maintaining beer at optimal temperature from keg to font—even without a cellar. With a standard 3-wire connector, the system simplifies installation and offers precise flow measurement, enabling users to monitor demand and usage in coaxial cooling systems.
A True Collaborative Product
Commercialisation of the new unit continues under the JG PolarClean banner. RWC manages packaging and labelling, while Titan oversees flow measurement components, testing, and final assembly. The finished product is shipped directly to customers.
Technical data and installation instructions are co-branded, showcasing the combined expertise of two trusted international brands. This partnership exemplifies how collaboration can drive innovation, improve system efficiency, and enhance product reliability in the beverage sector.
For information about RWC’s JG PolarClean Coaxial Flow Meter and their intelligent push-fit technologies, visit RWC/JohnGuest.
NIR Leaders
MoistTech Corp. is the global leader in moisture measurement and control solutions. The cutting-edge IR3000 series moisture sensor technology exemplifies innovation, reliability, and significant cost-saving benefits for industries worldwide.
Designed to accommodate a wide range of material variations and environmental factors, MoistTech’s sensors are unlike competing technology. The accuracy of the IR3000 is unaffected by factors such as material height, color, ambient temperature, or lighting conditions.
Moisture & Oil Measurement
Measure and monitor both moisture and oil content of any food product with ease; the IR3000 allows for measuring two constituents at once and can store up to 50 product variations or codes, making it a breeze to notify the sensors of a change in the product on the production line.
Advanced Optimization in Production
One of the key advantages of the IR3000 series is its unparalleled accuracy and reliability. These sensors deliver true, repeatable results year after year with minimal maintenance. Unlike other technologies that may require frequent recalibrations, the IR3000 sensors are pre-calibrated, guaranteeing long-term stability without drift. This eliminates the need for costly downtime associated with recalibration, providing a hassle-free solution for businesses.
Near-Infrared Technology
The IR3000 series employs state-of-the-art Near Infrared (NIR) technology, enabling precise and continuous moisture analysis across a wide range of products and raw materials. This instant and continuous measurement capability not only enhances product quality but also boosts productivity and energy efficiency, ultimately leading to reduced operational costs.
6408 Parkland Drive Suite 104 Sarasota, FL 34243
Phone: +44 1138-680413 +1 941-727-1800
info@moisttech.com www.moisttech.com
Immediate Benefits
Low to Zero Maintenance
Increased Efficiency
Precise Dryer Control
Lower Energy Costs
Events & Awards News
Frank Stephenson on the emotional power of luxury
Automotive designer Frank Stephenson, known for his work with Ferrari, McLaren and Maserati, will speak at London Packaging Week this October, exploring the emotional power of design in the luxury sector.
Stephenson argues that the appeal of luxury lies not in necessity but in
emotional connection. “Luxury is not something anybody needs. It’s desirable,” he says. For him, good design should spark an immediate response—“love at first sight”—rather than slowly growing on the consumer.
In his upcoming talk, Stephenson will explore how packaging plays a key role in reinforcing this emotional bond. He believes packaging must do more than contain—it should tell a story, reflect the product’s essence, and offer an experience in itself. “Product and packaging have to speak the same language,” he says.
Stephenson is also a strong advocate of biomimicry—design inspired by nature—as well as sustainability. He believes true luxury in today’s world increasingly includes thoughtful material choices, such as biodegradable leathers or advanced composites.
Gerald McDonald & Co. Wins Agriculture, Food & Drink Gold at Made in the UK Sold to the World Awards
Gerald McDonald Group, one of the UK’s longest-established suppliers to the food and drink sector, has won the Agriculture, Food and Drink category at the UK Government’s “Made in the UK, Sold to the World” Awards 2025.
Now in its third year, the awards recognise British exporters promoting UK products internationally. Gerald McDonald & Co. was honoured for its sustained export growth, innovative supply chain capabilities, and wide global reach, supplying ingredients to
customers in over 30 countries across North America, Europe, Africa, and Asia.
Accepting the award, Managing Director Maxim McDonald, the company’s fourth-generation leader, said: “Winning this award is a proud moment for the whole team. Exporting has been vital to our growth, allowing us to share our ingredients, values, and expertise globally. This recognition celebrates not only our international success but also the partnerships and people behind it.”
The judging panel praised the company’s strong international
In his upcoming talk, Stephenson will explore how packaging plays a key role in reinforcing this emotional bond.
“Luxury is no longer just about rarity. It’s about responsibility,” he notes.
Critiquing modern design education, Stephenson warns that digital tools risk eroding creativity and individuality. He argues for a return to fundamentals: proportion, uniqueness, and character. “In the past, you could recognise a designer’s thumbprint. We’re losing that human touch.”
Now running his own studio, Frank Stephenson Design, he applies his philosophy across industries—from transport to consumer goods— merging innovation, emotional intelligence, and sustainability.
His session, Driving the Future of Luxury: Crafting Exclusivity Across Industries, will be part of London Packaging Week, taking place on 15–16 October.
strategy, heritage-driven innovation, and commitment to sustainability. This accolade underscores Gerald McDonald’s ongoing investment in global expansion and its mission to deliver British ingredient excellence worldwide.
Winners receive promotional support from the Department for Business and Trade, including membership to the Chartered Institute of Export and International Trade and a campaign to boost their international profile.
Registration Opens For The PPMA Total Show® 2025
The UK’s biggest processing and packaging machinery, robotics and industrial vision event, the PPMA Total Show®, is set to return to the NEC, Birmingham in September, with the show offering a host of opportunities and brand-new features for attendees.
The UK’s biggest processing and packaging machinery, robotics and industrial vision event, the PPMA Total Show®, is set to return to the NEC, Birmingham in September, with the show offering a host of opportunities and brandnew features for attendees.
The PPMA Total Show® 2025 will take place from 23-25 September, bringing together industry professionals from across the entire manufacturing spectrum offering networking opportunities, live equipment demonstrations, and valuable insight into innovative technologies.
The PPMA Show 2024 has been shortlisted as a finalist in the Best UK Trade Show category at The AEO Excellence Awards 2025. Organisers Automate UK have pledged to deliver a show that exceeds expectations this year, with an itinerary of expert speakers, a networking reception and a series of live demos to showcase the latest technology solutions.
The PPMA Show® 2024 was a resounding success, with more than 80% of visitors reporting that they discovered new solutions to enhance and support their businesses as a direct result of their attendance.
The 2025 show is now set to be bigger and better, with more than 350 exhibitors and 1,500 brands in attendance.
Scott McKenna, Chief Operating Officer, said: “The PPMA Show® 2024 was a great success, and this year’s show will build on that, giving attendees access to cuttingedge technology and solutions to optimise performance, reduce costs, and future-proof their businesses.
“This year, we’re offering visitors to chance to benefit and learn from expert-led seminars with relevant topics including sustainability, smart manufacturing, and operational efficiency, as well as dedicated networking opportunities throughout the course of the show.
“One of the standout successes of The PPMA Show® 2024 was Innovations Eleven – a brand-new live demo theatre, in which 11 selected exhibitors launched new technology directly to attendees, and we’re enhancing that experience this year.
“The PPMA Total Show® 2025 live demo theatre will be broadcast in real-time via PPMA Total Show TV, whilst expert-led daily innovation tours will be hosted for visitors to expand on the technology being showcased and its suitability for their business needs,” he added.
Attendance for The PPMA Total Show® 2025 is free, with registration now open.
To register, visit: www.ppmashow.co.uk.
Grain by grain on the safe side
Whether grinding, mixing or filling - where tonnes of grain are moved every day, nothing can be left to chance. Minebea Intec supplies highly accurate weighing and inspection solutions that enable milling companies to organise their processes safely, efficiently and compliantly - even in hazardous areas.
Whether grinding, mixing or filling - where tonnes of grain are moved every day, nothing can be left to chance. Minebea Intec supplies highly accurate weighing and inspection solutions that enable milling companies to organise their processes safely, efficiently and compliantly - even in hazardous areas.
Silos and buffer tanks are at the heart of modern milling plants. This is where it is determined whether raw materials are batched precisely and resources are utilised economically. Load cells such as the Inteco® load cell from Minebea Intec ensure precise process control with continuous weight measurement - even under difficult conditions such as vibrations or moisture.
The Inteco® load cell is made of high-quality stainless steel, OIML C6certified and designed for continuous industrial operation. It covers a wide load range of 500 kg to 75 tonnes - ideal for smaller raw material containers as well as large-volume silos. With the robust FlexLock mounting kit, it reliably compensates for lateral forces and enables accurate measurements even with asymmetrical load distribution.
The load cells also fulfil the highest requirements in terms of explosion protection: Certified variants are available for applications up to Zone 0 and Zone 20. “The Inteco® load cell combines maximum precision with robustness and flexibility. It is specially
designed to meet the requirements of the milling industry in order to offer our customers the highest product quality,” explains Yannick Salzmann, Product Manager at Minebea Intec.
Safety in free fall - metal detection with MiWave technology
shape, moisture or conductivity). The Vistus metal detector® also offers a robust and proven solution for free-fall applications - without MiWave.
When processing bulk materials such as flour, semolina or flakes, there is always a risk of metallic foreign bodies entering the product flow - for example through abrasion or worn machine parts. The free-fall Metal detectors Mitus® and Vistus® were developed precisely for these requirements and ensure reliable detection of metallic contaminants in free fall - quickly, efficiently and reliably.
The flexible MiWave Modulation Technology is used in the Mitus® metal detector: the system modulates the transmission signal in several frequencies, separates them and analyses them using an intelligent algorithm. This approach increases the diversity of information and makes it possible to achieve the highest detection sensitivity with the lowest false alarm rate, even with highly varying product effects (e.g. due to
“Product safety and quality are of paramount importance to us, and that’s why our solutions offer peace of mind to anyone working in this industry,” emphasises Willy-Sebastian Metzger, Director of Strategy, Business Development & Marketing at Minebea Intec. “Latest developments such as MiWave technology mean even more security for processing companies - especially when external challenges need to be overcome.”
Both systems can be flexibly integrated into existing lines - before packaging or bagging, for example. With the optional True In-Process Validation, performance can be checked directly during operation - without interrupting production.
Certified safety for potentially explosive atmospheres
Milling companies often work in hazardous areas - for example in silos or when grinding dry products. Minebea Intec offers weighing and inspection solutions with international approvals such as ATEX and IECEx for these sensitive areas. This means that even applications up to Zone 0 and Zone 20 can be implemented safely.
Through precise Weighing and reliable foreign object detection, milling companies not only increase their product quality but also ensure their system availability and economic efficiency. Minebea Intec supports them as a reliable partner - with robust technologies, customised Engineering Support and global Service.
You can find more information here: www.minebea-intec. com/en/food-safety.
matters.
Prepare for foreign bodies and product weight errors.
Did you know that up to one in four food recalls is due to foreign body contamination? Our solutions are engineered to safely secure your brand, your products and your consumers from contaminants and beyond. From weighing ingredients to controlling recipes and fill levels to inspecting final packaging, we’re here to support you: For food safety in any form!
» X-ray inspection » Metal detection » Checkweighing » Statistical process control
Driving Sustainable Innovation in Packaging
An Interview with Gabriel Magdaleno, Strategic Product Development & Marketing Director at Masterpress
In this interview, Food and Drink Manufacturing UK speaks with Gabriel Magdaleno, Strategic Product Development & Marketing Director at Masterpress, about the company’s role in driving sustainability and innovation within the food and beverage packaging sector.
From collaborative breakthroughs in recyclable label solutions to award-winning premium packaging for spirits, Gabriel shares how Masterpress is helping partners balance performance, cost-efficiency, and environmental responsibility— without compromising on safety or visual appeal.
Can you tell us more about how Masterpress collaborates with its partners to improve packaging sustainability, particularly within the dairy and beverage industries?
At Masterpress, we believe collaboration is essential in the transition towards sustainable packaging. In the dairy and beverage sectors, we work closely with partners across the value chain—including material suppliers and brand owners— to develop innovative, recyclable packaging solutions.
A prime example is our collaboration with Berry Superfos of Berry Global Packaging, where we developed a sustainable packaging solution for their TINE 300g dairy cup, aligned with RecyClass’s design for recycling guidelines. Together, we created a low-density polyolefin shrink sleeve label, resulting in a mono-materiallike packaging. This means the entire dairy cup and sleeve can be recycled as a single unit.
In the dairy and beverage sectors, we work closely with partners across the value chain— including material suppliers and brand owners—to develop innovative, recyclable packaging solutions.
- Gabriel Magdaleno
Could you explain how solutions like the low-density polyolefin shrink sleeve reduce plastic use and enhance recycling efficiency?
Certainly. Our low-density polyolefin shrink sleeve is currently the thinnest on the market. It significantly reduces plastic usage and energy consumption during the shrinking process, while maintaining strong visual appeal. As mentioned earlier, the design enhances recyclability by being compatible with polyolefin recycling streams, allowing sorters and recyclers to process the packaging more efficiently—without needing to separate the sleeve from the cup.
How do you ensure the safety and quality of food packaging, especially for dairy products and beverages, given the growing demand for both functional and sustainable solutions?
We are certified under FSSC 22000 and maintain rigorous quality controls to ensure our packaging is safe and effective. All materials, inks, and adhesives are selected to meet or exceed EU food contact regulations. Our innovation efforts focus on integrating sustainability without compromising safety or functionality. Mono-materiallike solutions, such as the TINE 300g cup, are a prime example of this approach.
Sustainability seems to be at the core of Masterpress’s packaging innovations. Can you walk us through the process of downgauging the polyolefin shrink sleeve and the impact it has on reducing energy consumption and production costs?
Downgauging involves reducing material thickness while maintaining
performance. For the TINE dairy cup, we reduced the sleeve gauge from 50 microns to 42 microns, cutting plastic use and lowering energy consumption and production costs. This also leads to reduced carbon emissions—delivering both environmental and operational benefits.
With the growing emphasis on circularity in the packaging industry, how is Masterpress addressing the challenge of creating recyclable labels that don’t compromise brand identity and visual appeal?
We prioritise label solutions that enable recyclability without sacrificing design quality. Shrink sleeve labels, commonly used on glass-bottled beverages, are more affordable than traditional painted bottles. They also allow us to incorporate up to 50% PCR content, reducing reliance on virgin materials.
From a design standpoint, shrink sleeves offer greater flexibility, allowing brand owners to express complex themes with precision. We are also developing innovations like magnetic inks that help identify and separate PET sleeves from PET bottles during recycling, further supporting plastic circularity.
What role does collaboration with ink manufacturers, such as Siegwerk, play in advancing circularity and improving the recyclability of packaging? Could you share more about the deinking project Masterpress has been involved in?
Our partnership with Siegwerk has been pivotal. In 2024, we collaborated on field testing of Siegwerk’s UV flexo deinking primer system—the first of its kind in Europe. Trials at our facility confirmed the primer’s ability to enable complete ink removal during recycling.
Typically, UV inks are difficult to recycle due to their strong adhesion. This primer acts as a protective barrier, allowing ink to be fully removed. As a result, used plastics can be recycled more easily and efficiently, without the need for prior label removal— improving circularity and costefficiency. This project highlights the power of cross-industry collaboration in making innovation scalable.
In the fast-moving beverage industry, where production speeds are critical, how does Masterpress ensure that its labels perform reliably while maintaining excellent print quality?
Beverage production lines operate at high speeds, with minimal downtime for testing. That’s why we focus not only on high-quality printing but also on ensuring our sleeves run smoothly on real production lines. Our experience with sleeving machinery— from build to operation—enables us to create high-performance sleeves tailored to production demands.
We prioritise label solutions that enable recyclability without sacrificing design quality. Shrink sleeve labels, commonly used on glassbottled beverages, are more affordable than traditional painted bottles.
- Gabriel Magdaleno
Balancing aesthetics with technical requirements, such as low-friction application, is a matter of experience and know-how.
The health and performance supplements market has seen rapid growth. How does Masterpress help supplement brands stand out while ensuring the packaging communicates quality and sustainability?
For supplement brands, packaging must convey quality and connect with the consumer. We often provide hybrid label solutions that combine the cost benefits of flexo printing with premium features from other techniques, such as rotogravure metallics and varnishes.
At the same time, we recommend label materials aligned with design-forrecycling guidelines to support proper end-of-life sorting and recovery.
Could you elaborate on the role of tea tag packaging in both consumer experience and sustainability? How has Masterpress innovated in this area?
Today’s consumers consider safety and environmental impact when selecting tea products. That’s why our tea tags are tested and approved by independent laboratories for food safety, even under boiling water conditions.
Environmentally, we use plant-based or compostable materials sourced from renewable resources. Our inks are free of harmful substances, and the tags are home-compostable. We also offer customisation with up to ten colours, varnishes, and QR codes—allowing tea brands to communicate their values clearly.
Given the focus on sustainability, how does Masterpress select materials and inks to meet environmental standards and support recycling efforts?
We follow a rigorous material selection and approval process involving multiple departments, including Technology and Health & Safety. All raw materials are assessed for compliance with EU regulations such as 1935/2004, 10/2011, and 2023/2006, as well as REACH SVHC and EuPIA standards, in addition to customerspecific requirements.
Masterpress is known for its expertise in labelling high-end products like wine and spirits. What are the challenges in creating premium labels that also meet regulatory and food safety standards?
The challenge is achieving a luxurious appearance while maintaining sustainability. A great example is our collaboration with Central European Distribution Corporation (CEDEC) on the Żubrówka Czarna (Black Bison) vodka Christmas 2023 campaign.
CEDEC wanted to move away from painted glass without compromising on visual impact. Our shrink sleeve solution delivered rich black backgrounds and metallic gold snowflakes, mimicking the premium look of painted glass—at a lower cost. The project won “Best of Show” at the AWA Sleeve Label Awards 2023.
Shrink sleeves also allow us to incorporate premium decorative
Greater cooperation can accelerate the green transition and boost efficiency across the value chain, helping the industry contribute to a sustainable and competitive Europe.
- Gabriel Magdaleno
techniques while ensuring full compliance with EU food safety and labelling regulations.
Looking ahead, what are the next big trends in food and drink packaging, and how is Masterpress preparing for them?
We see a growing shift from competition to collaboration in packaging. Greater cooperation can accelerate the green transition and boost efficiency across the value chain, helping the industry contribute to a sustainable and competitive Europe.
At the policy level, we hope to see regulatory simplification and incentives for standardisation—such as harmonised packaging designs across EU member states. This would reduce complexity and promote wider adoption of sustainable packaging solutions.
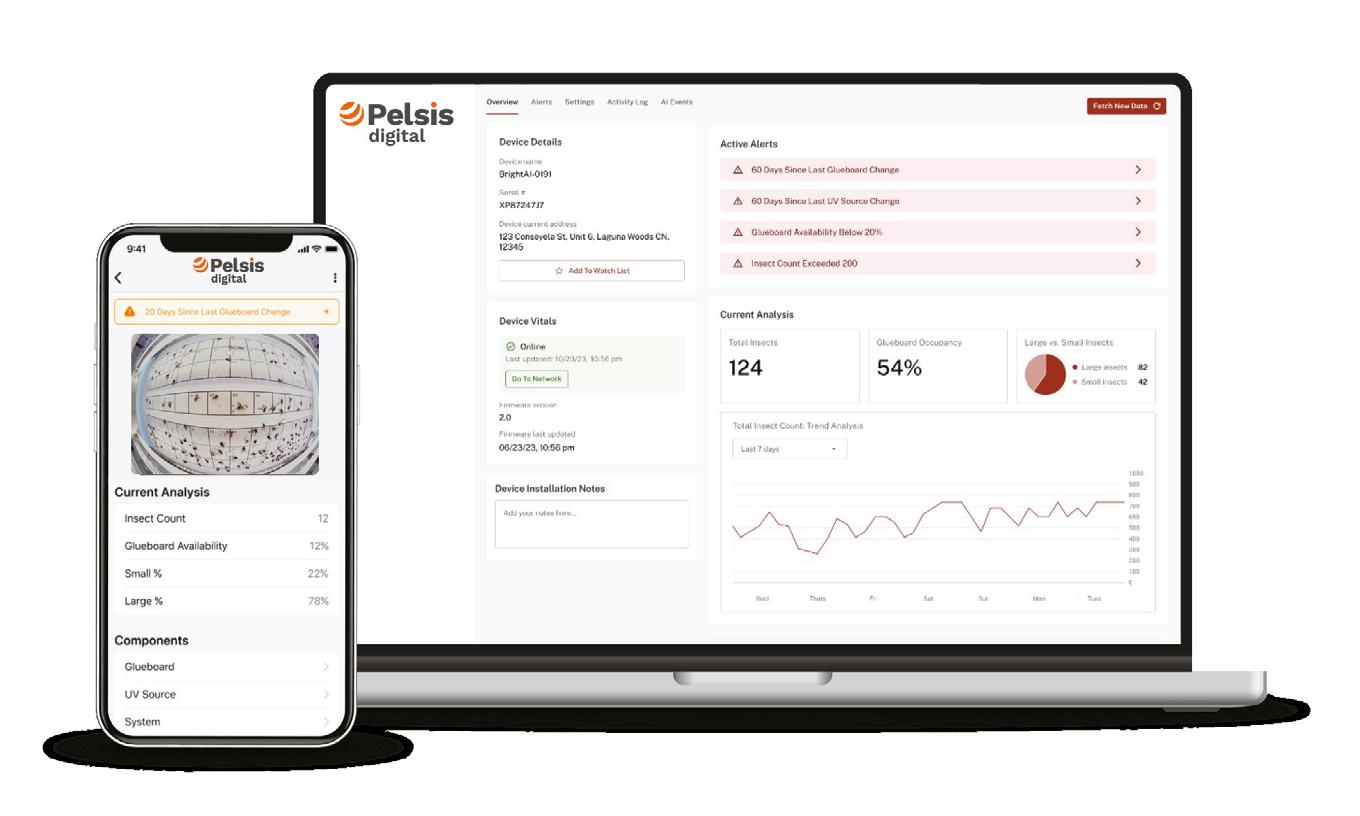
Enhancing remote fly monitoring with Halo Digital
In food and drink manufacturing, the value of pest management cannot be underestimated.
Flies and flying insects represent a significant risk to products by effectively spreading disease and bacteria, such as Salmonella, Shigellosis and E.coli.
If left unchecked, businesses can face significant health and safety risks and enforcement action, disrupting manufacturing, negatively impacting profitability alongside brand reputation when publicised.
These diseases pose risks not only to products, but also to staff safety. This illustrates the scale of the challenge, and the importance of staying on top of issues before they escalate.
It also highlights a significant role for the pest control industry to ensure that solutions evolve accordingly to maximise fly catching efficiency in line with wider business operational requirements.
At Pelsis, we prioritise this in our R&D activity, and has gone into smart
Developed for highperformance manufacturing and food processing sites with zero tolerance for pest infestations...
monitoring as seen in our Pelsis Halo Digital solution which represents an increasingly valuable horizon in modern pest control.
Smarter,
more effective fly control
With traditional approaches, users would have to physically, and frequently, check traps for insights into potential infestations.
Not only is this labour intensive, but also potentially exposes users to additional health and safety risks.
For example, frequently accessing traps in hard to reach locations or at height.
Through Halo Digital’s remote monitoring capabilities, users can access insights 24/7 across multiple trap sites on smartphones or laptops, knowing immediately how traps are performing in each location without having to be physically on site.
Instant alerts can be setup for each unit, so that even single numbers of flying insects caught can be investigated. This is valuable as fly infestations are highly unpredictable.
Smart remote monitoring allows for early infestation detection alongside greater insights into the location and scale.
This means improved, timely responses which have the right levels of details for more appropriate action to tackle infestations before they escalate into full-scale challenges.
Halo Digital: innovative approach to fly management
As the world-leading supplier of pest control products for professional markets, Pelsis has placed significant importance on delivering solutions which are at the forefront of technology.
That’s why we’ve created Pelsis Digital insect light traps – an intelligent monitoring system which helps manage the public health risks associated with flying insects.
Developed for high-performance manufacturing and food processing sites with zero tolerance for pest infestations, our proprietary digital technology delivers remote monitoring activity in real time.
For more information, visit www.pelsis-pro.co.uk.
Protect
Pelsis Digital provides:
Remote, real-time monitoring of flying insect activity, allowing immediate notification of emerging problems, improved data accuracy and less chemical use.
Giving you the benefits of: Significantly reducing the risks of product contamination, recalls and reputational damage, better satisfying auditors and customers, with improved sustainability.
Dutch Cheese Producer Selects NimoKG for Bespoke Emptying Solution
Swedish equipment manufacturer Nimo-KG has delivered three customised SK200MK2 emptying systems to a cheese factory in the Netherlands. The project was secured through its sister company, van Oirschot Beheer B.V., which also owns the Backsaver brand.
The factory required an efficient solution to empty containers of cheese pieces while integrating seamlessly into its production line. After identifying the need, Backsaver worked with NimoKG to develop a tailored system that met strict requirements for performance and safety.
“The delivery highlights the strength of our collaboration with Backsaver. Together, we combine technical expertise and market knowledge to provide efficient, tailored solutions,” said Carina Thern, Sales Representative at Nimo-KG.
The machines were designed with reinforced chains for demanding environments and equipped with custom lighting, including light towers and safety light curtains. They also allow direct forklift loading, enhancing safety by eliminating traditional door access and shutting down automatically if the safety zone is breached.
Hengst Filtration: Safeguarding Food & Beverage Production with Precision Filtration
German manufacturer Hengst Filtration is helping food and drink producers maintain high safety and hygiene standards with its advanced process and sterile filtration solutions. Based in Münster, Hengst has over 60 years of experience delivering highperformance filters for liquids, compressed air, gas, and steam— critical across applications such as beer, dairy, and bottled water production.
Its extensive product portfolio includes over 400 filtration elements, from absolute depth filters to sterile membrane filters, in grades ranging from 25 to 0.1 microns. All filters meet FDA and EC 1935/2004 regulations,
ensuring compliance and product integrity throughout the production process.
“Our comprehensive range is designed to support hygienic, efficient, and safe manufacturing from start to finish,” said Dominik Kleine Kuhlmann, Sales and Marketing Manager for Sterile Process Filtration.
Beyond process filtration, Hengst also supplies ventilation and dust extraction systems, and offers tailored support for optimising filtration workflows. Under its “Purifying Our Planet” mission, the company champion’s sustainable production through long-lasting filter solutions made with carefully selected materials.
Warehouse technology critical to staying ahead of the competition and maximising performance, say retailers
Research from leading automation and robotics integrator Inteq reveals that over half of retailers believe their existing systems to fulfil orders have negatively impacted their ability to serve customers well.
Inteq surveyed directors and senior leaders across the UK retail and eCommerce sector to uncover how
increasing investment in robotics and automation technologies would enable businesses to improve their ability to meet the needs of consumers.
Upgrading existing logistics infrastructure emerged as a key priority, with over half reporting that their current facilities are impacting business growth.
New Retrofit LED Tube Enhances Insect Light Traps for Food Production
Pelsis Group has launched the OptiCatch Retrofit 5W LED, a plug-and-play lamp upgrade that allows food and drink manufacturers to replace fluorescent tubes in insect light traps (ILTs) without rewiring.
Developed in partnership with Fotolec Technologies and aligned with BRCGS food safety standards, the new LED solution offers 66% lower running costs, a three-year warranty, and a reduced environmental impact compared to traditional fluorescent tubes.
Designed with diffusion technology to match fly-catching performance, the tube includes four visible LED chips to signal operation and
features GlassGuard® shatterproof coating—a critical safety feature in food production settings to prevent glass contamination.
“The move to LED in ILTs is now the industry standard,” said Stuart Morgan, Group Portfolio Lead at Pelsis. “This retrofit allows manufacturers to gain energy efficiency and sustainability benefits without compromising flycatching performance—or needing electricians.”
With no mercury content and a longer lifespan, the product simplifies disposal and reduces electronic waste.
Pelsis, a global pest control innovator with over 700 employees worldwide, collaborated with Fotolec over two years to bring the product to market.
CERATIZIT Launches Sustainable, High-Performance WTX-UNI Drill Range
CERATIZIT has introduced the WTX-UNI range of solid carbide drills, designed for precision drilling across a wide variety of materials including steel, stainless steel, cast iron, and hardened steels up to 54 HRC. Aimed at reducing tool inventories and improving efficiency, the drills offer long tool life, high cutting performance, and sustainability thanks to their CT-GS20Y upGRADE carbide substrate made from 99% recycled raw materials.
With patented geometry, modern coatings, and versions available with or without through-coolant, the WTX-UNI line covers diameters from 3 to 20 mm and hole depths up to 5xD. For deeper applications, the WTX-Quattro and WTX-Deep UNI variants extend the offering up to 50xD, ensuring high positional accuracy and reliable chip evacuation.
However, selecting the right partner is crucial for longterm success in achieving this growth, as organisations face challenges such as maintenance complexity and technical integration issues.
Despite these obstacles, 88% said investment in robotics and automation would help manage peak periods and increased demand.
Furthermore, the payback on efficiency gains is clear. The research shows that nearly 7 in 10 retailers are seeing the benefits of robotics and automation in under a year. Specifically, retailers are benefitting from increased operational efficiency, scalability and accuracy.
Read the report here: https://hello.weareinteq.com/fit-forgrowth-insights/4Ff1
The range also supports regrinding and recoating, enhancing tool life and lowering the environmental footprint.
CERATIZIT says the drills strike a balance between sustainability, performance, and costeffectiveness, making them suitable for universal use in food, drink, and general manufacturing sectors.
How connected packaging is transforming the food industry
Smart packaging is changing how businesses operate, with 89% of companies currently using some form of connected technology. The capabilities of digital packaging are especially relevant to the food industry, where traceability, product safety and data are so important.
One of the most useful applications of QR code technology is simplifying the reordering process. Customers can scan a code and quickly and easily buy a product online. If it is fast and easy to reorder a product, customers are less likely to look elsewhere. It also allows businesses to upsell by promoting other products or offering discounts. Using a restocking QR code on wholesale food products such as pastes, powders, and flavourings makes it easy for caterers to reorder.
Plastic buckets are a popular choice for food and beverage businesses and are suitable for IML printing too, making it easy to incorporate a QR code on the label. It is a change that Dave Protheroe, Invopak’s Group Designer, has noticed: “In the last couple of years, we’ve seen a big increase in businesses using QR codes in their packaging designs. It makes sense because it’s an easy way for businesses to connect with their customers.”
In the last couple of years, we’ve seen a big increase in businesses using QR codes in their packaging designs. It makes sense because it’s an easy way for businesses to connect with their customers.
Dave Protheroe
QR codes were invented by the car company Denso to control stock, so it is no surprise that they are ideal for tracking goods in transit. Supply chain traceability is essential for businesses
and useful for consumers. Goods can be given specific QR codes, which can be scanned by drivers, warehouse staff or suppliers, allowing them to be tracked in real-time.
Efficient supply chain tracking is useful for import and export when goods are crossing borders and time zones. QR codes can track a product’s life cycle. This is likely to become more important as environmental taxes, such as EPR come into force. There will be an increasing need for businesses to keep track of packaging and prove they have met the legal requirements for taxation and disposal.
QR codes make it easier to recall products. This can be vital in the food industry if there is a product safety or contamination issue. It means that shops and customers alike can quickly identify whether a product is safe (or not). Connected packaging takes the customer beyond the label, enabling them to access more information in more detail. Businesses are no longer limited by the physical space of a packaging label. QR codes are a digital gateway to any online resource, from video tutorials to interactive recipe books, from audio guides to VAR.
The scope for connected packaging is broad, but one of the most significant is in allergen safety. According to a recent report, more than half (56%) of people with food allergies have had an allergic reaction from mislabelled or unclear food packaging in the UK, with 23% of those experiencing multiple reactions. Connective packaging allows customers to access detailed allergen information quickly and easily, and can highlight any allergen warnings.
There will always be a need for packside information, but connected packaging opens up new opportunities. New opportunities to connect, inform, educate, manage inventory, build brand loyalty, and, of course, sell. Smart packaging is here to stay, and the more businesses can leverage that technology, the more they will benefit.
IMHX announces shift to biennial format following industry demand
The International Materials Handling Exhibition (IMHX), the UK’s leading trade event for warehouse and intralogistics professionals, today announced its transition to a biennial format beginning with its 2027 event.
This strategic shift from its previous three-year cycle comes in direct response to overwhelming industry demand for more frequent networking and innovation showcases in the rapidly evolving materials handling sector.
IMHX 2025, scheduled for September 9-11 at the NEC Birmingham, will then start its new cycle and be back from 14 - 16 September 2027 in Hall 5 at NEC Birmingham.
“The decision to move IMHX to a biennial schedule reflects the accelerating pace of innovation in our industry,” said Chris Morley, Group Director – Maritime & Logistics at Informa. “With widespread automation, AI adoption and sustainability initiatives transforming warehousing and logistics at unprecedented speed, our stakeholders have clearly expressed the need for more regular opportunities to connect, showcase advancements and drive business growth.”
The decision to move IMHX to a biennial schedule reflects the accelerating pace of innovation in our industry.
The upcoming IMHX 2025 is expected to welcome approximately 10,000 attendees and over 300 exhibitors, including industry leaders such as Crown, Toyota Material Handling, Körber, Combilift, AutoStore, Exotec and Swisslog. The exhibition will feature the new Future Zone, presented in partnership with SEC Storage, showcasing cutting-edge technologies
focused on renewables, warehouse optimisation and eco-friendly solutions.
Rob Fisher, Chief Executive Officer at the UK Material Handling Association (UKMHA), co-owners of IMHX, commented: “The transition to a biennial format represents our commitment to serving the evolving needs of the materials handling community. This industry is a vital pillar of the UK economy and more frequent IMHX events will provide the consistent platform needed to support its continued growth and innovation. We’re excited about this new chapter and look forward to delivering even more value to exhibitors and visitors alike.”
The event will continue to offer its comprehensive free seminar programme covering smart technologies, environmental responsibility and operational excellence, while maintaining strong support from key industry associations including the Automated Material Handling Systems Association (AMHSA) and the UK Warehousing Association (UKWA).
Visitor registration for IMHX 2025 is now open, with free entry available to professionals from warehousing, distribution, supply chain, e-commerce, retail and manufacturing sectors at www.imhx.net.
• Explore new products & services
• Hear about future trends & tech
• Meet up with suppliers & colleagues
• Scan QR code for free registration Looking To Visit?
10,000+ ATTENDEES
300+ EXHIBITORS
WHAT DOES THE FUTURE HOLD FOR WAREHOUSE DESIGN AND INTRALOGISTICS?
Introducing the new IMHX Future Zone
With product demonstrations, talks and expert advice on future energy & future technology. Only at IMHX 2025!
80+ SPEAKERS
Closing the cold chain gap
By Jason Webb, managing director, Electronic Temperature Instruments
Global and local supply chains are at the mercy of increasingly complex boarder-based administrative delays, including the emerging threat of newly imposed tariffs. For the manufacturing and logistics industry, this means temperaturesensitive food goods are potentially stuck at key points throughout the cold chain for longer periods. With the growing risk of delays and unexpected roadblocks, manufacturers face a cold chain conundrum: how can they ensure that goods remain fresh, safe and unspoiled?
Currently, there is a visibility gap across many cold chains, with logistic networks lacking real-time, end-toend insight into temperature and
Digitising the process ensures continuous monitoring from dispatch to delivery, and not just at isolated points.
Jason Webb
humidity conditions while products are in transit. Many rely on manual spot checks or static data points. The Waste & Resources Action Programme – more commonly known by its abbreviation WRAP – has reported that £3 billion
worth of food is wasted annually in the UK supply chain before it even reaches the consumer. Though conventional methods may have been adequate in the past, the current delays, disruptions and unexpected deviations are the risk of blind spots are growing.
Digitising the process ensures continuous monitoring from dispatch to delivery, and not just at isolated points. Take, for example, a shipment that’s compliant at dispatch and arrival but has been exposed or had a temperature fluctuation mid-transit. That’s a very real problem. In a 2022 survey by the Chartered Institute of Logistics and Transport, more than 38% of cold chain logistics firms reported a lack of end-to-end temperature monitoring as a top vulnerability for their goods. Reading between the lines, this clearly underscores that it’s not yet an industry standard.
The key to this all lies in the data. Once end-to-end monitoring is implemented and the data starts rolling in, you can leverage your historical and live data, predicting spoilage, highlighting high-risk routes, and optimizing your cold chain strategies. A predictive strategy can ease worries surrounding the unpredictable landscape, with live monitoring providing that extra peace of mind. Ultimately, you want to keep your food and drink products safe and, through to the end of the chain, customers safe when consuming them. This risk comprises financial loss, reputational damage, health and wellness consequences, and everything in between.
Together, we need to be building smarter, safer cold chains for this new unpredictable landscape – but what does that look like? Logistics built on visibility, accountability and innovation. You want both your products and consumers kept safe, while also staying accountable and compliant. That means food and drink manufacturers must treat end-to-end temperature control as a strategic imperative in this increasingly complex environment.
Logistics & Material Handling
Selecting the ingredients for materials handling success in food processing
By Kwaku Owusu-Ansah, Industry Manager for Yale Lift Truck Technologies
Food processing companies face unique operational challenges when it comes to material handling and warehousing applications. Multiple factors can impact profitability and operational efficiency. Here are some key challenges, and how to navigate through them.
Rising costs
With operational costs increasing steadily, the right fleet management programme can help control materials handling equipment investment. Fleet management programmes analyse applications and operational data to help right-size warehouse equipment fleets. This approach helps to minimise idle equipment, reducing unnecessary costs, and improving overall efficiency.
Maintenance also plays a key role in fleet management. Preventative and predictive maintenance help limit equipment downtime, and potentially costly operational disruption. Maintaining equipment correctly can help extend its life, delaying the need for new equipment acquisitions, and may help trucks operate reliably for longer. Furthermore, it helps reduce environmental impact by maximising the use of existing assets.
Sustainability goals
While there is a desire to integrate sustainability into the materials handling aspect of food processing operations, it presents challenges.
Choosing electric equipment has often meant dealing with costly lead acid battery maintenance and replacements, and relies upon robust and expensive charging infrastructure. However, lithium-ion power for lift trucks and warehouse equipment may present a solution.
Lithium-ion batteries have a useful life up to three times longer than lead acid counterparts. They can often be charged quickly and efficiently, optimising energy use and associated costs. Lithium-ion batteries can also be opportunity charged in situ, eliminating the need for large battery storage and changing rooms, which can be a barrier to zero-emission equipment adoption.
Strict standards
Strict food safety regulations can become more complex when materials handling equipment is involved. Opting for equipment with food grade lubricants can help minimise risk around incidental contact causing food contamination and resultant product recalls. Lithium-ion also offers a clean technology for battery powered machines. It eliminates tailpipe
emissions, and factors like fumes and acid are eliminated around food handling.
Traceability and visibility
Digital records and reporting can help to track and trace products throughout the supply chain. Telematics, such as Yale Vision can help. It can also support operational safety. Yale Vision only allows operators with the correct training credentials to access and operate equipment. It provides impact monitoring, alerts, and incident data, which may help with route optimisation and reinforcement of desired behaviour. It can also track training updates needed.
Labour shortages
Physically difficult and fatiguing work can lead to recruitment challenges and high staff turnover. Catering to operator comfort is crucial. Simultaneously, companies must adhere to Health and Safety Executive (HSE) regulations around operational safety for employees, to avoid incidents, fines, and unplanned downtime.
Selecting equipment that optimises operator comfort is key. For example, the ergonomically designed Yale MS20XD platform double stacker offers three different, comfortable operator compartments to suit different applications.
Unlock performance
The food processing industry is navigating a complex landscape of challenges. However, by adopting robust fleet management programs, integrating lithium-ion battery technology, and compliant practices within safety and traceability, companies can thrive in a competitive industry.
Website: www.yale.com
Langdon: 173 Years of Ingredient Expertise and Industry Foresight
As Langdon approaches its 175th anniversary, the company stands as a testament to longevity, adaptability, and enduring relevance in the global food ingredient trade.
Founded in 1852 by Henry Joseph Langdon, a young London merchant who boarded the ship Marlborough bound for Australia, what began as a general trading business dealing in everything from alcohol to buttons, gradually evolved into a global ingredients business.
Over the decades, Langdon has cultivated deep expertise in sourcing and supplying ingredients such as herbs, spices, dehydrated vegetables, botanicals, and functional ingredients. Today, that reputation is the foundation of a business that serves as a trusted trader to food and drink manufacturers across the UK and Ireland.
Built on values of quality, family, and strong supplier relationships, Langdon has grown into more than just an ingredient supplier. Its UK-based team offers a blend of technical insight and commercial agility, supporting manufacturers through every stage of product development, reformulation, and innovation. With a collaborative,
As food trends continue to shift and flow, from global flavours, the health and wellness boom, or the push toward natural and functional ingredients, Langdon’s role as a responsive, knowledgeable partner becomes ever more vital.
solutions-focused approach, Langdon positions itself as a go to partner for reliable sourcing and tailored ingredient solutions.
The company’s UK pantry is both broad and sophisticated, encompassing everything from M&S A List herbs and spices to fibres, flavour enhancers, and dehydrated fruits and vegetables, each selected to meet today’s dynamic consumer expectations. Whether the challenge is reducing sodium, enhancing flavour, or delivering on plant-based or clean-label targets, Langdon’s robust portfolio is supported by global sourcing teams and a network of long-standing supplier partnerships.
In an industry where transparency and sustainability are no longer optional, Langdon’s approach to ethical sourcing stands out. Many of its supplier relationships span decades, enabling the traceability and due diligence that modern food businesses demand. With growing scrutiny on environmental
and social impact, Langdon takes pride in upholding responsible sourcing practices that reinforce supply chain integrity.
As food trends continue to shift and flow, from global flavours, the health and wellness boom, or the push toward natural and functional ingredients, Langdon’s role as a responsive, knowledgeable partner becomes ever more vital. The business monitors market movements, ensuring its customers are equipped with the right ingredients to meet emerging trends and deliver products that resonate with every consumer demographic.
In the competitive and fast-evolving world of food manufacturing, Langdon is a trusted partner.
For more information visit: www.hjlangdon.com
Helping bakery hygiene rise to the challenge Food Safety
In today’s industrial bakeries, hygiene is as essential as flour or eggs. Rising food safety standards and growing demands for efficiency mean that easy-to-clean equipment has become a top priority for manufacturers across the UK bakery sector.
Alongside faster production rates, lower environmental impact, and reduced maintenance, these pressures have pushed equipment suppliers to rethink how hygiene is addressed in design.
Experts at Regal Rexnord highlight that improving hygiene goes beyond cleaner materials or better access — it requires reducing potential failure points across the entire system.
Balancing cleanliness with efficiency
Bakeries face a persistent challenge: meeting strict hygiene standards often involving frequent washdowns with high-pressure water or chemicals, while avoiding costly downtime. Components that are hard to clean or maintain risk slowing production and increasing contamination hazards, especially in areas like spiral coolers and proofers.
At the same time, manufacturers seek equipment that is affordable upfront but also reliable and efficient over the long term — a delicate balance to strike.
The industry is responding with engineering innovations that minimise maintenance, eliminate contamination risks, and facilitate effective cleaning from the start. Every element, from bearings to geared motors, plays a vital role in maintaining hygienic conditions without sacrificing performance.
For example, the System Plast™ NoluClean™ bearing unit is constructed from solid plastic with an antimicrobial additive. Its smooth, sealed surface prevents food debris or bacteria build-up, ideal for frequent washdown zones. Without exposed fasteners or lubrication points, it supports quick cleaning and reduces upkeep.
Similarly, Sealmaster™ IP69K-rated stainless-steel bearings offer corrosion resistance and full sealing to keep out contaminants and retain lubrication for life, eliminating the need for regreasing and cutting downtime.
In the drivetrain, Bauer™ HiflexDrive geared motors come in stainless-steel and aseptic-coated versions designed for hygienic areas. The aseptic variant, often finished in blue for high visibility, features a smooth, non-ventilated housing that resists residue and eases cleaning.
Boston Gear™ Gen 2 SS700 worm gearboxes, also IP69K-rated, withstand rigorous washdown regimes thanks to robust stainless-steel construction and sealed internals, ensuring long-term durability despite exposure to water, chemicals, and temperature swings.
System-wide benefits
These component innovations together boost operational efficiency by enhancing equipment availability,
performance consistency, and product quality through lower contamination risk.
There are also clear sustainability advantages: longer-lasting parts reduce waste, hygienic design cuts water and chemical use, and energy-efficient motors help reduce power consumption, aligning with environmental goals.
Increasingly, the sector values a holistic approach — selecting multiple compatible, hygienically designed components from a single experienced supplier to streamline integration and optimise overall line performance.
This systems mindset shifts focus from isolated parts to unlocking greater potential for productivity and hygiene improvements across bakery operations.
Looking ahead
With hygiene standards tightening further and automation and data-led manufacturing rising, the future of baking will depend on continuous innovation in materials, design, and integrated systems.
Success in producing safe, quality products sustainably and efficiently will hinge on the combination of hygienic design and engineering excellence — essential ingredients for tomorrow’s bakery manufacturing.
Pictured left: Effective engineering solutions can reduce maintenance, eliminate contamination risks, and support effective cleaning from the outset.
Health & Safety
SpaceVac - REACH for new hygiene standards
In food manufacturing environments, maintaining exceptional hygiene and cleanliness is not just a matter of quality control—it is a regulatory and safety imperative. One often overlooked but critically important aspect of this cleanliness is the removal of high-level dust. High-level dust refers to particles and residues that accumulate in overhead areas such as rafters, pipework, cable trays, ducting, and lighting fixtures. If not regularly and properly removed, this dust can pose serious risks to both food safety and facility safety, especially in the context of ATEX regulations.
Complicated ceiling architecture or congested floor space are serious impediments to maintaining exacting standards of high-level hygiene, often performed whilst using access equipment. Limited access, working at height risk, significant costs are just a few negatives associated with this methodology. The small footprint of a SpaceVac system, coupled with the versatility we design in result in faster and more far-reaching cleaning being achieved.
Reasons to REACH for new standards of high-level cleanliness
High-level dust in food production areas can lead to direct contamination of products. When disturbed, gravity ensures that particles from overhead areas will eventually fall, settling on on surfaces, machinery, or food produce itself. This contaminate may contain allergens, microbes, pests or foreign bodies, any of which will compromise product integrity. This is particularly relevant in sectors dealing with powders, grains, or baking ingredients, where airborne particles are more prevalent.
Dust contamination can impair the performance of high-level machinery such as cooling units, sensors, or HVAC systems, causing overheating or reduced efficiency.
High-level dust in food production areas can lead to direct contamination of products.
In addition, accumulated dust can become a reservoir for pests and microbial growth, increasing the likelihood of infestations and crosscontamination. From a compliance standpoint, regulatory agencies require food manufacturers to demonstrate regular and thorough cleaning routines. This includes hard-to-reach areas where dust may not be visible but can still pose a risk. Documentation of these cleaning efforts is often required for audits and inspections.
One of the most critical reasons for removing high-level dust is its potential to fuel combustible dust explosions. Under the ATEX directives, enforced in the UK and EU, ATEX regulations are designed to ensure that workplaces with explosive atmospheres, including those with flammable dust particles, implement appropriate control measures.
In food manufacturing, many ingredients such as flour, sugar, powdered milk, coffee and starch are classified as combustible dusts under ATEX. When these materials become airborne in sufficient concentration and meet an ignition source, they can cause devastating explosions. High-level areas, due to their limited visibility and access, are particularly prone to the unnoticed buildup of such materials. Therefore, using specialised equipment like SpaceVac’s carbon REACH systems ensures not only hygienic standards but also safety compliance. SpaceVac systems are anti-static and independently ATEX-certified, making them safe for use in all explosive atmospheres. High-level dust removal is an essential component of food manufacturing hygiene, safety, and compliance. Overlooking it can result in contamination, equipment damage, pest issues, and explosive hazards. Integrating routine overhead cleaning using appropriate equipment helps food manufacturers uphold product integrity, meet regulatory standards, and maintain a safe working environment.
For further information about SpaceVac or to request a demonstration please email sales@spacevacinternational.com.
Facing up to food waste and better hygiene with effective labelling
Professional kitchens are notoriously high-pressure environments. A Nestlé Professional report reveals that 81% of chefs have faced poor mental health during their careers, with staff shortages, tight budgets, and lack of time adding to the strain. Amid these challenges, running a profitable kitchen while complying with food safety and waste regulations adds further pressure.
Beyond creativity and day-to-day operations, kitchens must keep up with evolving food hygiene and labelling requirements. Jesus Lacalle (pictured), Southern Europe Sales Manager at BIXOLON Europe, explains how food waste and labelling regulations impact a wide range of kitchens—from restaurants and hospitals to schools and care homes—and how technology can help.
The push to reduce food waste
Waste reduction is a priority across Europe, and professional kitchens are no exception. The EU’s Food Information to Consumers (FIC) Regulation (EU No 1169/2011) sets out rules on allergen, “Best Before” and “Use By” labelling to protect consumers and reduce food waste through better information.
Countries have taken different approaches: Germany enforces strict food waste separation to aid recycling and bioenergy; France mandates supermarkets donate unsold food and requires larger restaurants to track waste; Portugal promotes surplus food donation and improved labelling; Spain’s 2022 Food Waste Law calls for waste tracking and redistribution
partnerships; and the UK’s DEFRA encourages labelling tech to reduce spoilage and waste.
Manual labelling struggles
Labelling is vital to kitchen operations. For example, once a large can of tomatoes is opened and partially used, clear labels on leftovers and prepared food samples must show allergen info, ingredients, production, and expiry dates. However, many kitchens rely on manual labelling methods—handwritten notes on paper that can smudge, fall off, or become illegible—creating risks of error and non-compliance.
In today’s fast-paced, regulation-heavy environment, manual systems fall short compared to real-time printed and linerless labelling solutions, which are now affordable and easy to implement.
The importance of accurate labelling
Since 2021, the UK’s Natasha’s Law requires full ingredient and allergen labelling on pre-packed food for direct sale (PPDS), reinforcing the need for precise labelling. Pre-printed and real-time printed labels support batch traceability, ingredient transparency, and clear ‘Use By’ management.
When combined with barcodes and integrated data systems, these labels provide kitchens with real-time insights into inventory, usage, and waste, allowing smarter decisions on stock management and reducing spoilage.
Meeting hygiene standards and regulation
Alongside waste reduction, food hygiene remains paramount. European Regulation 178/2002 sets broad standards, with countries like Spain imposing additional requirements— such as storing food samples for at least seven days with clear labelling to prove safe handling and storage. These measures help protect consumers and businesses from foodborne illness risks.
What are linerless labels?
Linerless label printers produce labels without the typical plastic backing, reducing waste and disposal needs. They print variable-length labels tailored to the amount of information needed, making them cost-effective and eco-friendly.
These printers can also integrate with front- and back-of-house systems, ensuring consistent and accurate data flow across operations. The materials used comply with food safety regulations, supporting hygienic practices.
Conclusion
Foodborne illnesses affect around 600 million Europeans annually, while Eurostat estimates 59 million tonnes of food waste arise each year, split roughly equally between households and supply chains. The UK’s WRAP estimates food waste at 10.7 million tonnes, with hospitality and food service contributing 10%.
Despite mental health and operational challenges, professional kitchens must meet stringent food hygiene and waste management regulations. Modern printed linerless labelling offers a practical, accurate, and sustainable solution to help kitchens reduce waste, improve hygiene, and stay compliant in a demanding industry.
Allergen & Nutrition Labels Made
Stay compliant with UK regulations, including Natasha’s Law, by printing clear allergen and nutrition information.
Women in Food & Drink Manufacturing
Championing Women in Food & Drink Manufacturing at Nestlé UK & Ireland
Engineering has long been seen as a traditionally male role, and the numbers reflect the impact of this on the workforce. Women make up just 15.7% of engineering and technology roles in the UK , and conversations about why that imbalance exists, and how to change it, continue across every sector.
In food and drink manufacturing, where technical expertise keeps production lines moving and drives innovation, gender diversity isn’t just about fairness it’s about building stronger, more effective teams.
At Nestlé UK & Ireland, women like Fran Taylor, Rebecca Hart, and Neve Marvill are proof that change is not only possible but already happening. From apprenticeships to management roles, their journeys show how targeted development, an inclusive culture, and early outreach are reshaping engineering as a career that’s open to everyone, regardless of gender or background.
I wanted a practical job, where I could be active and, on my feet, rather than stuck at a desk. When I saw the Nestlé apprenticeship, I knew it could offer me exactly that.
Pathways into engineering
“I wasn’t pursuing engineering in particular,” says Fran, an apprentice-turned-project lead at Nestlé, “but I was interested in food manufacturing, and that’s what led me here.”
Like many young women, Fran didn’t see engineering as an obvious next step, especially without plans for
university. “Schools aren’t the best at promoting other options,” she reflects. It was only through word of mouth, and her interest in food technology, that she discovered Nestlé’s apprenticeship scheme.
Neve shares a similar story. “I wanted a practical job, where I could be active and, on my feet, rather than stuck at a desk. When I saw the Nestlé apprenticeship, I knew it could offer me exactly that,” she says. For Neve, it wasn’t just about securing a job it was about finding a hands-on role with real progression opportunities.
Even for those who follow the university route, engineering isn’t always positioned as an accessible option. “I’ve always loved maths and science,” says Rebecca, “but I wanted applied learning and to develop a broad skillset. That’s how I found engineering.”
An eight-week placement at a Nestlé factory confirmed her choice. “The buzz of the factory was what did it, that’s when I knew a purely office-based job wasn’t for me.”
Fran Taylor, Rebecca Hart, and Neve Marvill
Women in Food & Drink Manufacturing
Many young women don’t consider engineering simply because they’ve never been shown how accessible it can be. That’s why Nestlé UK & Ireland has made broadening entry points a priority, from apprenticeships and placements to early outreach in schools.
By showcasing real role models with different genders, backgrounds, and personalities, and by creating pathways outside traditional university routes, the company is working to change perceptions and bring more women into manufacturing careers they might never have considered.
Development and growth
It’s not just about getting more women through the door, it’s about growing and retaining that talent. And to do so successfully, the support provided must reflect people’s individual needs, ambitions, and life stages.
“For me, having flexible working was a huge help,” says Rebecca, who completed her professional chartership with the IChemE while balancing a new role, a diploma, and planning her wedding. “That level of trust and support made it possible to keep pushing my development, and having mentors along the way helped me stay on track.”
Now mentoring three people herself, Rebecca knows how valuable those conversations can be. “Sometimes you just need someone outside your day-to-day to act as a sounding board and provide perspective.”
For Fran, development has meant building confidence to take ownership early on. “I ended up leading on a major automation project,” she explains. “Normally suppliers deliver everything fully
There’s still an image people have in their heads of what an engineer looks like. When I show up to audit boiler safety across factories in Europe, people are often surprised to see me.
coded, but this time I had to write the code myself. It was a steep learning curve, but my manager helped me set milestones to manage the workload and opportunity - supporting me through it, not just for the team, but for my own professional goals.”
She also highlights the value of external mentoring. “I’ve been part of a year-long programme with someone completely outside of engineering,” she says. “That outside perspective has been so valuable, they challenge your thinking in a different way.”
As Fran prepares for her next milestone, becoming a parent, those conversations have been especially reassuring. “I’ve had some great advice from mentors who’ve been through maternity and paternity leave,” she shares. “It’s reassuring to know development doesn’t stop, and that there are still opportunities to grow when I come back.”
At the beginning of her career, Neve’s development has centred on building confidence and gaining real experience. “I’ve rotated between three different departments so far,” she says. “Each time, I’ve been made to feel part of the team. It helps you settle in and see that there’s space to keep learning.”
She’s also keen to pay it forward, supporting early outreach to inspire others. “We visit schools to show younger students, especially girls, what opportunities are out there,” Neve adds. “If I hadn’t seen that myself, I might not have known this was even possible.”
Building stronger teams for the future
Even with the right support, stepping into a male-dominated space comes with challenges, often starting with the assumptions people make.
“There’s still an image people have in their heads of what an engineer looks like,” says Rebecca. “When I show up to audit boiler safety across factories in Europe, people are often surprised to see me.”
In her current role, influencing sustainability and safety policies, building confidence and resilience has been essential, but she believes the responsibility shouldn’t fall solely on individuals to prove themselves.
“It’s not just about female engineers having the tools and confidence to step into these roles,” she adds. “We also need to close the gap between outdated perceptions of who an engineer is, and the reality.”
For Fran, she thinks a key challenge is making women in engineering or similar roles feel othered by making them an example. “I was the first female engineering apprentice at our Tutbury site,” she explains. “That was great, but I didn’t want to be ‘pedestalled’ just because I was a woman. You want to be recognised for your ability, not your gender.”
The solution, they agree, is visibility done the right way. “The more people you see in these roles, the more normal it feels,” says Fran. “It helps you realise you don’t have to change your personality to fit in.”
For Neve, representation has already made a difference. “When I started, there weren’t any other female apprentices starting in engineering at the same time as me” she recalls. “But now there are more women coming in, and it’s great to see real time examples of women upskilling themselves.”
Broader representation of different personalities, ages, and backgrounds is key, says Rebecca. “It’s not about being known as ‘female engineers’ it’s about showing there are different ways to do the job, and different experiences that add value.”
While challenges remain, cultural change is happening, often in the everyday moments. “Great examples don’t just have to be set by other women, there are lots of experiences men go through that we see and can consider what it might mean for us such as male colleagues doing the school run,” Rebecca adds. “That shift in mindset makes a real difference.”
Neve agrees that even subtle changes to culture, support, and team make-up can transform how women experience engineering from day one. “You feel more comfortable, more confident,” she says. “That’s what helps you stay and build a career.”
Reduce costs and enhance operational performance with one-stop shop spray bar service from the Spray Nozzle People (SNP)
SNP leverages spray nozzle expertise to deliver hassle-free precision spraying
Spray bar applications are common in food manufacturing and many other vital industries, enabling the positioning of nozzles along an axis, increasing the coverage area and precision of a spray.
Currently, process engineers may rely on multiple suppliers to deliver a functional spray bar. This can add significant project risk in the form of delays, spray bar quality issues, increased costs and uncertainty regarding the accuracy and precision of the spray. In addition, process and operational managers are often left to deal with the inefficiency costs postinstallation.
The Spray Nozzle People’s (SNP’s) easy-to-configure spray bars mean engineers can focus on other projects through the convenience of dealing with a single supplier who can efficiently design and manufacture a spray header that delivers cost savings not only at the point of sale but also during operation. The spray bars are designed with future maintenance in mind, ensuring downtime and the resulting costs are minimised.
SNP’s spray bars are suitable for spray applications such as coating, cooling and moistening in meat, fruit and vegetable, dairy, pre-prepared food and fish manufacturing and processing operations.
Swap-in replacement bars and bars for new processes
SNP designs spray bars for new processes or swap-in replacement bars for existing spraying operations. Nozzle wear is a key issue over time that impacts production quality and product cost. SNP has designed its swap-in replacement spray bar service to address the challenges and time costs associated with finding replacements for obsolete or worn nozzles that match customers’ existing spray bars.
The swap-in replacement spray bar service ensures simple integration, improved spray precision and design features that enable faster future replacements.
For new spray processes, SNP’s service removes the design burden and reduces the number of suppliers required to achieve customers’ spray goals.
From initial enquiry, SNP aims to deliver a complete spray bar solution in 4-5 weeks.
Why buy a spray bar from a nozzle specialist?
Spray bars are quite simple things to make. At the end of the day, they consist of a piece of pipe with a few welded-on threaded holders for the nozzles.
So, why buy from a specialist company like SNP?
The construction of the spray bar itself is not difficult. Any competent fabricator can make one. It is the design of the bar and where to position the nozzles correctly and optimally that makes a precision product. This involves an understanding of spray nozzles and sprays in general. SNP uses its expert knowledge of spray nozzles and works backwards. The final layout of the spray bar is fully determined by specialist knowledge of the individual spray patterns that need be generated to deliver optimal spraying.
Says SNP Managing Director, Ivan Zytynski: “Spray bars are a natural addition to our spray solutions range, building on our expertise in specifying and supplying spray nozzles to industry for the last four decades. We are delighted we can now provide a quick and efficient spray bar specification service in line with our mission to deliver hassle reduction, optimise efficiencies and give our customers peace of mind.”
enquiries@spray-nozzle.co.uk
+44 (0) 1273 400092 www.spray-nozzle.co.uk
People on the Move
Aggreko bolsters industrial HVAC and process temperature control support for food and beverage with new appointment
Landmark moment for wholesale legend
After hitting a landmark milestone of 50 years working in the food and drink sector, wholesale stalwart Martin Williams has announced that he will be stepping down from his current roles as Co-Chair of The Wholesale Group at the end of July, and as Associate Director, FWD at the end of the year.
During his successful career, Martin has held numerous roles including 16 years as Managing Director of buying group Landmark Wholesale. He was Chairman of Confex for seven years, before becoming Co-Chair of The Wholesale Group when it launched in January 2025.
He joined FWD in 2018 as Associate Director following his position as FWD Chair for the previous three years.
Aggreko has strengthened its food and beverage sector industrial HVAC and process temperature control support with appointment of Chris Smith as Head of Temperature Control for the UK and Ireland.
With over 22 years of experience at Aggreko working across Europe, Chris is set to support food and beverage professionals with temporary and supplementary cooling, heating and dehumidification requirements, along with the expertise to efficiently provide power to them. This includes endto-end solutions to support food and beverage sites during maintenance works, system upgrades and in
EEMUA announces new Board appointments
EEMUA, the Engineering Equipment and Materials Users Association, has announced the appointments of Clare Booth from Syngenta, Phil McEvoy from UM Terminals, and Ian Watson from E.ON to the EEMUA Board as non-executive member Directors.
Clare Booth is a chartered integrity and materials engineer with over 30 years’ experience within asset integrity management specialising in inspection and corrosion control, and recently in the development and implementation of global engineering standards and creation of global collaboration to deliver improved process safety management through effective asset care within the Syngenta group.
Phil McEvoy is a chartered mechanical engineer working
emergency situations so that downtime does not impact output.
The appointment comes as companies across the UK and Ireland continue to experience operational and process temperature challenges caused by changing weather patterns throughout the year.
With high temperatures spikes expected over the summer, there is increasing strain on HVAC systems across industries, resulting in further demand for reliable and efficient temporary solutions while balancing vital maintenance and upgrade schedules.
To support sites across the UK with this, Aggreko has invested in its capacity to support food and beverage professionals, both in increasing its fleet of industrial HVAC solutions and developing the expertise to correctly implement equipment, so that sites can remain resilient.
within oil, gas and infrastructure businesses for the last 25 years. For the past 15 years he has been working in businesses that operate within bulk liquid storage, specialising in asset integrity management combined with the commercial management of storage assets. His current position of Managing Director for UM Terminals has allowed Phil to fully integrate management systems for inspection and integrity with commercial and sales.
Dr Ian Watson is a chartered materials engineer with over 20 years’ experience working in asset integrity management, risk management, process safety and product safety. As the Asset Management and Process Safety Manager for E.ON Infrastructure Services (UK), Ian has recently introduced a Product Safety Assurance Framework and an Operational Technology Cyber Security Management System for E.ON’s diverse engineering asset portfolio, whilst also providing engineering governance and technical support to various heat and power asset optimisation and decarbonisation programmes, within E.ON and in partnership with its clients.