

Dolaze pametni rezni alati Postani Velemajstor ww w is c a r c o m Rujan • 44 (3/2018) • Godina 12 Cijena 39 kn / 5 € • ISSN 1846-5951 44 RUJAN Sustav za temperiranje u kalupima za injekcijsko prešanje plastike Povezivanje nove generacije alata na nove generacije obradnih centara Visokokvalitetno zavarivanje aluminija
V r hun s k o na re zi v a n j e nav o j a
Turbo na rezi vanje : H O R N t urbo wh i r l i n g s d evet S271 i zmjenjivih pločica smanj uje v r ijeme obrade n a pola te p oveć ava ži votni vijek alata. Alat je specijal n o raz v ijen za jed n ovojne ili v i š evoj n e n avoje s već i m dopuštenim početnim promjerom obratka. Pomoću 3 rezne pločice za gr ubu obradu te 6 pločica z a f ini š , p redna re z i va n je i z av r š n o na rezi vanje mo že se iz v ršiti u jed n o m p roces u. N ovi n o s ač alat a osig u rava jednoli ku raspodjelu opte reće nja . Re zne pločice s d vije o št r ice pojedinačno su dizajni ran e za odgovarajuće profile navoja


te materijale. Modularni sustav alata osigurava precizne navoje sa mak simalni m ži vot nim vije ko m alata. w w w. n i teh . h r ww w niteh h r U R E Z I V A N JE O DS J EC AN JE GL O D AN J E UT O RA P RO VLA C ˇ E N J E K O P IR N O GLOD A NJ E RA ZV R T A V A NJ E HORN – VO DE C I STR U ČNJ A K U TE HN OL O GIJI U REZI V A N J A NITEH d.o o Poslovni park Kar lovac 5 / B HR-47250 Duga Resa tel + 385 47 642 450 · fax + 385 47 60 0 140 · info@niteh.hr · www niteh hr


© 20 1 8 SC H UN K GmbH & C o . KG Jens Lehmann, njemački legendarni vratar, ambasador SCHUNK brenda od 2012. za sigurno i precizno hvatanje i držanje. schunk.com/lehmann
1



Do 90 %
1:
izmjenjiva toplinski stezajuća držala alata Hidraulička rastezljivo držalo alata Do 5-strane kompletne/ simultane obrade Ručni stezni sustav KSX
uštede troškova namještanja Brzo-izmjenjivi paletni sustav schunk.com/equipped-by Sve za vaš obradni centar Više od 7.500 komponenata za stezanje obradaka i alata. Superiorno stezanje i hvatanje


























››
Brodogradnja i film
Koja je sličnost između snimanja filma i brodogradnje?
Pitanje uopće nije šaljivo – postavljamo ga u vrijeme štrajka radnika brodogradilišta 3. maj i Uljanik zbog neisplate dviju plaća, od kojih je za sada samo jedna isplaćena državnim novcem. Tih je, kako se priča, 50 milijuna državnih kuna samo kap u moru većem od 30 milijardi, koliko je država od 1992. godine dala za sanaciju domaćih brodogradilišta.
I gradnja broda i snimanje filma projekti su na kojima radi puno ljudi i koji puno koštaju. Baš kao i za strani film, i na brod za stranog naručitelja ne plaća se PDV. U čemu je onda problem?
U državi, najvećem pojedinačnom dioniča ru (vlasniku oko 25% dionica) Uljanika koji je 2013. godine preuzeo 3. maj, i u radnicima koji drže Uljanikovih 47 posto dionica. Dio nice imaju i Adris grupa (12,4%) i dva najveća mirovinska fonda – PBZ CO i Erste Plavi (zajedno malo više od 7%).
Od revizorskog izvještaja za 2014. godinu gotovo do danas nitko od vlasnika nije reagirao na sve manje prihode i sve veće dugove koje je Uprava »zatvarala« novim, još
skupljim kreditima.
Radnicima je bilo dobro dok su dobivali plaću. No, ostali bi suvlasnici trebali imati fi nancijske stručnjake koji će ih upozoriti da se njihovu ulaganju u škverove piše crno. Ipak, nitko od njih nije prodao svoje dionice.
Je li država još jedanput pokazala da je loš gospodar? Onaj koji ne zna postaviti upravu koja će ugovoriti gradnje koje se isplate, modernizirati brodogradilište, uvesti robotske zavarivače na mjesta na kojima je preteško ili tehnološki prezahtjevno za ljude, povećati broj tehnologa i tako smanjiti cijenu gradnje broda koja je očito previsoka.

Za razliku od filma, na kojemu rade deseci, pa čak i stotine kreativaca, na navozima Pule i Rijeke malo se toga inovativnoga dogodilo. A moglo se, kako se moglo smisliti gradnju broda po sekcijama međusobno zavarivanima u moru za norveškog naručitelja Bergesena sedamdesetih godina. Ili onako kako su to smislili Korejci 2011. godine za gradnju najvećih kontejnerskih brodova na svijetu (upišite u tražilicu YouTubea: »maersk triple e ship building«). I tako je Daewoo uknjižio 1,9 milijardi dolara za prvih deset brodova pa još toliko za sljedećih deset. Dovoljno i za plaće i za otplatu kredita, zar ne?
www.linkedin.com/company/irt3000
Časopis IRT3000 je još lakše dostupan. S vama smo kako na društvenim, tako i na poslovnim mrežama Facebook, Twitter i LinkedIn, gdje možete najbrže stupiti s nama u kontakt i pratiti aktualne aktivnosti našeg tima.
Rujan • 44 (3/2018) • Godina 12 7 UVODNIK
Darko Švetak urednik
Official Media Partner of ISTMA World facebook.com/irt3000 @irt3000
Minimirajte rizik investicije i optimirajte proizvodnju putem aditivne proizvodnje
Kraj štrajka u Uljaniku, za opoziv Uprave čeka se novi izbor članova NO
Elektro-kontakt d.d. postaje E.G.O. Elektro-komponente d.o.o.
Cimos od države kupio zemljište za milijun eura, najavili investicije od 20 milijuna eura
CADCAM Design Centar među TOP 100 visoko-tehnoloških tvrtki u Hrvatskoj

16 Ericsson NT i IGEA sklopili posao s Državnom geodetskom upravom vrijedan 8,8 milijuna kuna
17 Porsche kupio 10-postotni udjel u Rimac Automobilima
19 Tvrtka Mihoković metal solutions otvorila novi proizvodni pogon

22 AD Plastik kupio Tisza Automotive iz Mađarske
22 HEP na Cresu gradi najveću solarnu elektranu u Hrvatskoj
regije
25 Centar za robotiku Instituta “Mihajlo Pupin” u Beogradu


29 Fiat najveći izvoznik Srbije
29 Tvrtka MESSER dobitnik nagrade za sigurnost
29 Kineska tvrtka planira investiciju od milijardu dolara u Zrenjaninu
30 Nagrada za najbolje PC računalo na svijetu pripala timu iz Srbije

31 Uključivanje tvrtki u proces digitalizacije
33 Održana “ECF22 – Konferencija o lomu” - Kako spriječiti katastrofalne lomove konstrukcija
33 Nakon 30 godina napravljen novi avion u Srbiji
34 Prvi internacionalnom IKT sajam u Srbiji – „SEE-IT samit”
34 Srbija lider u regiji po visini učešća stranih izravnih investicija
34 Industrijska proizvodnja u Nišu pala za 3,5 posto
35 Veliki uspjeh „Drumske strele“ u Češkoj
37 14. Međunarodni sajam energetike u listopadu u Beogradu
37 Srpski start-up prodan za 165 milijuna dolara
Nemetali
Zdravo kuhanje s Grilamidom
WINTEC na sajmu NPE2018
Ensinger TECACOMP PK TRM za široki spektar aplikacija
Moretto na sajmu NPE
SABIC s novim portfeljem kompozita PP
Pločica za brtvljenje i čep za zatvaranje kanala
KraussMaffei: 180 godina inovativne tehnologije
Sustav za temperiranje u kalupima za injekcijsko prešanje plastike
Dan korisnika sustava Freeformer 2018
Poliolefinska rješenja za proizvodnju žica i kabela
WITTMANN BATTENFELD slavi 10. obljetnicu
Novi kompozit StyLight Aesthetic S C245-1 s izgledom ugljičnih vlakana
Hladni način prerade silikona
Netstal ELIOS s dvije manje inačice
Suvremene tehnologije
Mjerni stezni sustav za mjerenje impedancije baterijskih uložaka
Unaprijeđena učinkovitost u tvrtki Elektroprenos–Elektroprijenos BiH
Kada su tvrtke spremne usvojiti poslovanje »u oblaku«?
Autodesk HSM - CAM alat za upravljanje strojnom obradom u proizvo dnji podržanoj računalom

Worcon - jedinstvena platforma za povezivanje proizvođača i kooperanata na istom mjestu
Atag/Gorenje će opremiti 44 pametna stana u Nizozemskoj
SOLIDCAM 2018
Projekt »Human body 2.0 …« je izazov za brojna tehnološka područja
Ferrari slavi izvrsnost budućnosti
Nova metoda uključivanja malih elektronskih uređaja
Sa strojnim učenjem na izazove u medicini
Sigurnost u autonomnim vozilima
IZ SADRŽAJA KAZALO Preobrazba radnih mjesta Oechsler: manje iteracija za bolje kalupe 7038 68 Projekt »Human body 2.0 … « je izazov za brojna tehnološka područja Sustav za temperiranje u kalupima za injekcijsko prešanje plastike 46Cimos od države kupio zemljište za milijun eura, najavili investicije od 20 milijuna eura 13 Nagrada za najbolje PC računalo na svijetu pripala timu iz Srbije 30 38
10 Iz regije – Hrvatska 24 Iz
– Srbija 56
40
TR 40
41
42
2018 44
44
45
46
51
51
52
54
55
55
56
58
60
61
64
65
66
68
74
78
78
79
10
12
12
13
15
Održavanje
FILTECH

Novi program u Asutecu
tehnička dijagnostika
Atlas Copco – nova mjerila u tehnologiji vakuumskih crpki
Kontrola tehničke čistoće
VODA AQUA & Recycling
Novi stolovi za teška opterećenja poboljšavaju prilagodljivost proizvodnje
IR-CLEAN®: Odobrenje FDA tvrtki KREYENBORG za infracrveni rota cijski bubanj

Sustav za separaciju dima i uljnih maglica za obradne strojeve proizvođa ča 3nine
Hidraulička ulja sa cinkom ili bez – prednosti i nedostaci
Alatničarstvo i strojogradnja
Iskustva industrije 4.0 – uživo iz tvornice Klingelnberg u Ettlingenu
50 godina alatnih strojeva HURCO – 50 godina inovacija
Visokobrzinske kamere za testiranje ponašanja materijala pri sudarima
Povezivanje nove generacije alata na nove generacije obradnih centara
Nadogradnja sa sustavima za hvatanje i steznom tehnologijom
Prilagodljivost, kvaliteta i uštede sa žičanom elektroerozijom
Inovativna tehnologija za dvostruki kapacitet i veću ekonomičnost
Potpuna integracija automatizacije
Digitalna tvornica s modelnim karakterom priključkom
Proširene mogućnosti obrade
SLS 3D pisač Sinterit Lisa 2 Pro
Digitalno inženjerstvo: Konstruirajte jednostavno online
Stratasys FORTUS 380mc Carbon Fiber Edition
Walter na sajmu AMB 2018: produktivnost i za srednje velike tvrtke
FARO® 8-Axis QuantumE FaroArm®


KYOCERA na AMB 2018: svjetska premijera brojnih novih proizvoda
162 Spajanje, materijali i tehnologije
162 Električna vozila bi do 2025. godine trebala predstavljati polovicu prodaje u Volvu
Visokokvalitetno zavarivanje aluminija
22. Međunarodni sajam ljevačke tehnologije METAL
DiX MEDD zavarivanje z dvostrukom žicom
Iznimno odvajanje plinova pri zavarivanju
Postupak zavarivanja HC MAG
Povećana učinkovitost zavarivanja s mehaniziranom automatizacijom
TOX: uvijek optimalni pogoni za prešanje
Proizvodnja i logistika
184 Novo klinasto stezalo za brzu i sigurnu zamjenu grijanih alata
Prilagodljiva stezna tehnika za automatizaciju, usklađena s „Industrijom 4.0“ i namijenjena 5-osnoj obradi
Robotika i izvanmrežno programiranje
Compact movement!

Nova sajamska hala u Frankfurtu
Komunikacijska rješenja proizvođača HMS Industrial Networks


Punom brzinom na podatkovnoj autocesti
Nov konfigurator za valjkaste i kuglične letve na prešama
SCARA roboti postižu vrhunsku učinkovitost
Korak naprijed uz 30. obljetnicu rada
Aluminij u strojarstvu
PIAB: Kenos® KCS pametni vakuumski prihvat
Tvrtka ONA je predstavila napredak na području aplikacija obrade EDM postupkom
Robot za okruženja sa 100-postotnom vlažnošću
Ljudi - roboti
Pametno upravljanje za pametnu tvornicu
Automatizirano sakupljanje materijala nove generacije
KAZALO Najbrži i najtočniji laserski skener Lasys – Laserski proizvodni procesi na putu do uspjeha Dinamični duo: kompetencije u obradi i 5-osno znanje 152 170 220 Visokobrzinske kamere za testiranje ponašanja materijala pri sudarima 102
Aluminij
u
strojarstvu
210
Visokokvalitetno
zavarivanje
aluminija
16894 Sustav za separaciju dima i uljnih maglica za obradne strojeve proizvođača 3nine 184
98
80
i
98
100
102
112
116
120
124
128
135
140
142
144
146
150
156
158
168
172
174
176
178
180
182
187
189
193
198
199
203
204
206
208
210
214
216
218
222
224
226
80
2018 81
84
86
91
92
94
94
96
››
Istražite zašto je Additive Minds (dio EOSa) među najboljim konzalting tvrtkama područja industrijske 3D print tehnologije.
Minimirajte rizik investicije i optimirajte proizvodnju putem aditivne proizvodnje
Additive Minds konzalting je dio tvrtke EOS, globalnog lidera u industrijskom 3D printu metala i polimera. Industrijski 3D print ulazi u masovnu proizvodnju! Prije nego što krenete u implementaciju ove tehnologije, trebate si odgovoriti na slijedeća dva pitanja: 1. Kako možemo osigurati minimalni rizik investicije? 2. Na koji nam način korištenje industrijskog 3D printa osigurava kompetitivnu prednost?

Additive Minds u suradnji sa Tehnoprogres d.o.o. pomaže vam i podržava vas u procesu transformacije ka aditivnoj proizvodnji pu tem: (1) brzog i jasnog transfera ekspertize, (2) educiranja i treninga putem pouzdane mreže Additive Minds eksperata, (3) Additive Minds programa koji su u potpunosti prilagođeni vašim potrebama, te (4) konkretnih rezultata koje postižete u kratkom vremenu.

Cilj Additive Mindsa je omogućiti klijentima ostvarivanje punog potencijala aditivne proizvodnje. U tu je svrhu osnovala sedam inovacijskih centara u Europi, SAD i Aziji putem kojih isporučuje širok raspon standardiziranih, kao i klijentima prilagođenih usluga educiranja i treninga.
Preko stotinu eksperata Additive Mindsa predstavlja najveću mrežu tog područja u svijetu. Uspješno su realizirali preko tri stotine projekata u dvadeset i pet država.
Faze prelaska na aditivnu proizvodnju
Po prvi puta u regiji otkrivamo osnovne značajke metodologije koju primjenjujemo kod klijenata različitih industrija. Tvrtke u najvećem broju slučajeva prolaze kroz iste četiri faze usvajanja i prilagodbe aditivne proizvodnje u onu serijsku.
Rujan • 44 (3/2018) • Godina 1210 IZ REGIJE – HRVATSKA
» Pronađite pravu aplikaciju i optimirajte je za primjenu aditivne proizvodnje (izvor: EOS)
Faza 1: Korištenje znanstvenog pristupa za odabir odgovarajuće aplikacije
U prvom je koraku potrebno prosuditi koji se dijelovi vašeg pro izvodnog asortimana mogu prebaciti na aditivnu proizvodnju sa ciljem kreiranja dodane vrijednosti. Svoju odluku donosite putem dva faktora:
1. lancu vrijednosti gledano sa perspektive kupca (od engl. „value chain“ – proces putem kojeg dodajete novu vrijednost postoje ćem proizvodnom procesu, marketingu i prodajnim uvjetima;) te
2. istovremeno sa svoje perspektive, kroz leće buduće aditivne proizvodnje, analizirate i odabirete dijelove prema kriterijima efikasnosti, troškova i prodaje.
U cijelom je tom procesu naglasak na ključnom pitanju koliko su ti dijelovi pogodni za novu tehnologiju i postoje li odgovarajući proizvodni materijali.
Faza 2: Dizajn usklađen sa tehnologijom uz daljnji razvoj aplikacije
Jednom kada ste identificirali odgovarajuću aplikaciju za aditivnu proizvodnju, u drugom koraku nastavljate sa razvojem dizajna ili njegovim redizajnom. U svrhu postizanja najboljih rezultata proizvodnje, potrebno je dizajnirati njegov tehnološki prilagođen proces. Također, implementacija i korištenje pratećeg softvera predstavlja neizostavni dio sveukupnog poboljšanja.
Faza 3: Uspustava proizvodnje temeljene na industrijskom 3D printu
Jednom kada ste donijeli odluku o korištenju industrijskog 3D printa za proizvodnju dijela, te identificirali i optimizirali odgova rajuću aplikaciju, krećete sa uspostavom aditivne proizvodnje. U tom je kontekstu važno osigurati jednaku kvalitetu svakog aditiv nom metodom proizvedenog dijela. EOS nudi tehnička rješenja, kao i adekvatne usluge konzaltinga i educiranja za praćenje pro izvodnje. Edukacijski program „AM Application Engineer“ nudi teorijsko znanje i praktičnu primjenu unutar pet mjeseci, čime se klijentu osigurava transfer znanja sa strane EOSovih stručnjaka vodećih fakulteta.
Faza 4: Potvrđivanje i skaliranje na razinu industrijske aditivne proizvodnje punog kapaciteta
Jednom kada ste prošli kroz prve tri faze, možete prijeći na sveukupnu implementaciju industrijske proizvodnje temeljene na onoj aditivnoj, i to u svojem industrijskom pogonu. U ovoj je fazi osiguranje kvalitete već saživjelo, te se proizvodnja može podići na razinu punog kapacitete u smjeru sveukupnog poslovnog uspje ha. Tijekom ove faze, EOS podržava svoje klijente u procjeni i
potvrđivanju tehnologije i korištenih materijala, dok u isto vrijeme implementira stabilne procese u skladu sa poslovnom praksom i zakonskom regulativom. Nastavljate sa proizvodnjom uz podršku vaših zaposlenika koji su trenirani po EOSovim standardima čime ste ste se u mogućnosti prilagođavati sukladno potrebama tržišta.
Aditivna proizvodnja mijenja tržište
Pristup proizvodnji iz osnove se mijenja i digitalizira pod utjeca jem Industrije 4.0. Industrijski 3D print je kao tehnologija jedan od ključnih faktora koji utječu na implementaciju digitalne tvornice budućnosti i postaje snaga koja mijenja većinu sudionika tržišne utakmice. U isto vrijeme, tvrtke moraju fleksibilno odgovoriti na sve veće promjene potreba tržišta dok ciklusi inovacije postaju kraći. Sa jedne je strane time potrebno prilagoditi postojeće po slovanje, dok je sa druge rješenje ulazak u potpuno nova područja poslovanja.

Iako je korištenje nove, inovativne tehnologije poput industrij skog 3D printa neophodna pomoć na putu promjene proizvodnje, Industrija 4.0 utječe na transformaciju brojnih drugih segmenata organizacija. Uz tehnologiju, zaposlenici i njihova sposobnost pro vođenja transformacije, predstavljaju ključni faktor uspjeha tvrtke. Odluka o prihvaćanju aditivne proizvodnje omogućuje potpuno novu razinu slobode, ali istovremeno traži suštinsku promjenu u načinu razmišljanja i pristupa rješavanju problema u tom podru čju.

Additive Minds, zajedno sa svojim partnerima poput Tehnopro gresa, rješava te izazove i omogućuje vašoj organizaciji iskorištava nje punog potencijala aditivne proizvodnje.

Rujan • 44 (3/2018) • Godina 12 11 IZ REGIJE – HRVATSKA
www.tehnoprogres.hr +385 1 37 37 688 » Proces izrade aditivnom proizvodnjom (izvor: EOS) » Povećajte produktivnost s pomoću aditivne proizvodnje (izvor: EOS)
Kraj štrajka u Uljaniku, za opoziv Uprave čeka se novi izbor članova NO
Nakon što su im isplaćene plaće za srpanj i završen osmodnev ni štrajk, radnici brodogradilišta Uljanik nastavili su raditi, Štrajkaški odbor je raspušten, ali je osnovana Koordinacija Uljanikovih sindikata, potvrdio je Hini dosadašnji predsjednik Štrajkaškog odbora i član Nadzornog odbora Đino Šverko. Koordinaciju Uljanikovih sindikata će, između ostalog, imati zadaću pratiti Program restrukturiranja.
Nadzorni odbor Uljanika smatra da što prije treba uspostaviti likvidnost tvrtke, te kako u tom cilju ne treba poduzimati ništa što ne bi pridonijelo normalizaciji, u što ubraja i opoziv Uprave, s obzirom da je njen predsjednik Gianni Rossanda dao mandat na raspolaganje. “Društvo se zajedno sa svim povezanim i ovi snim društvima nalazi u dubokoj krizi, opterećeno je štrajkom, te u tim okolnostima nije na dob robit društva poduzimati radnje koje bi mogle imati daljnje nesa gledive posljedice i ne bi mogle doprinijeti normalizaciji stanja, a u takve radnje s obzirom na sve navedene okolnosti nadzorni odbor ubraja i opoziv uprave”, jedan je od zaključaka s nedavne sjednice Nadzornog odbora. Kako se navodi u priopćenju, na sjednici se raspravljalo o stavljanju mandata na raspolaga nje predsjednika uprave Giannija Rossande te člana uprave Denisa Rabara, kao i o činjenici da
Hrvatski robotski startup dobio ‘investicijsku injekciju’ od gotovo 5 milijuna kuna
Nakon što je dobio prestižnu nagradu AI Rising Stars Foun ders Factoryja na 12. Founders forumu u Londonu pobijedivši konkurenciju koja je brojala 150 startupova iz 36 zemalja, hr vatski Gideon Brothers, specijaliziran za robotiku i AI, primio je investiciju od gotovo pet milijuna kuna (765 tisuća dolara). Investicijski ciklus zaokružio je Taavet Hinrikus, suosnivač TransferWisea.
Gideon Brothers ima ubojit ‘deep’ tehnološki tim, najbolji talenti istočno odavde (pa, prije no što dođemo do Kine), rekao je tride setsedmogodišnji Estonijac Hinrikus. – Razvili smo tehnologiju koju nazivamo ‘robotskim mozgom'. Vjerujemo da će se roboti budućnosti oslanjati na isti tip vida na koji se oslanja i čovjek, što je zapravo stereo vid. Uz stereo vid razvili smo i ‘dubinsko učenje’ kako bi našim robotima podarili nov način percipiranja okoline, izjavio je CEO Matija Kopić, a CGO Milan Račić citirao je istra živanje DHL-a kako bi objasnio da se Gideonovo rješenje može primijeniti na velike deficite kadrova u industrijskoj logistici.
redovita glavna skupština zakazana za 31. kolovoza nije mogla biti održana zbog nedovoljnog broja pristiglih prijava dioničara za sudjelovanje na sjednici.
Nadzorni odbor je utvrdio da je mandat uprave trajno na raspo laganju nadzornom odboru koji nju ili pojedine članove u svako doba može opozvati, ako za to postoje zakonom propisani važni razlozi. Nadzorni odbor ocjenjuje da je na dobrobit društva, svih njegovih radnika, dobavljača i naručitelja, da se u što je moguće kraćem roku uspostavi likvidnost, nužna za isplatu plaća radnici ma i time omogući prekid štrajka i nastavak proizvodnje, a da bi se to moglo postići, “društvo mora imati funkcionalnu i maksimalno angažiranu upravu”. S obzirom da su svi članovi nadzornog odbora u ostavci, nadzorni odbor smatra da je najispravniji izbor novoga nadzorna odbora, koji bi u najkraćem mogućem roku odlučio o imenovanju nove uprave.
Elektro-kontakt d.d. postaje E.G.O. Elektro-komponente d.o.o.
Njemačka E.G.O. Grupa, jedan od vodećih svjetskih proi zvođača komponenti za kućanske aparate, s početkom rujna postala je stopostotni vlasnik tvrtke Elektro-kontakt d.d. Tvrtka će nastaviti poslovati pod imenom E.G.O. Elektrokomponente d.o.o. E.G.O. Grupa je dugogodišnji većin ski dioničar u tvrtki Elektro-kontakt d.d., a u proteklom razdoblju otkupila je preostale vlasničke udjele te stekla stopostotni udio.
Elektro-komponente d.o.o. u Hrvatskoj zapošljava više od 800 ljudi, od čega je samo u posljednjih godinu dana zaposleno 130 novih ljudi. Tvrtka proizvodi regulatora energije, sklopke, termostate i brojne komponente koje se ugrađuju u druge proizvode Grupe, a gotovo čitava proizvodnja usmjerena je na izvozna tržišta na kojima je prisutna E.G.O. Grupa. Tvrtka je jedan od najvećih izvoznika u Hrvatskoj. – Raduje nas što smo isključivi dioničari, jer nam to omogućuje fleksibilnije djelova nje u interesu naših kupaca i zaposlenika, kazao je predsjednik Uprave E.G.O. Grupe Johannes Haupt.

Rujan • 44 (3/2018) • Godina 1212 IZ REGIJE – HRVATSKA
Cimos od države kupio zemljište za milijun eura, najavili investicije od 20 milijuna eura
Predstavnici Ministarstva državne imovine i Cimos Grupe potpi sali su nagodbu kojom su riješeni sporni imovinskopravni odnosi na zemljištima u Buzetu i Roču, a prema kojoj je za spornih 22 ti suće četvornih metara zemljišta Cimos u hrvatski proračun uplatio 7,4 milijuna kuna, čime postaje neosporni vlasnik tog zemljišta.
Potpisujući nagodbu s predstavnicima talijanskog investitora u Cimos, ministar državne imovine Goran Marić rekao je da se spo razum odnosi na 22 tisuće kvadrata zemljišta za koje nije bilo dokaza da ga je Cimos stekao pravnim putem, ali nije bilo ni dokaza da je to u vlasništvu Republike Hrvatske. Kaže i da mu ništa nije ljepše nego sudje lovati u spašavanju tvrtki, pogotovo proizvođačkih. Podsjetio je i kako su prije godinu dana stvorene pretpostav ke za današnji sporazum, zahvaljujući angažmanu slovenskog Ministarstva gospodarstva i hrvatskog Ministarstva državne imovine na način da su slo ženi preduvjeti da se omogući ulazak strateškom partneru iz Italije u Cimos. “Zadovoljan sam jer je spašeno 1.300 radnih mjesta, proizvodnih radnih mjesta, a proizvodnja je generator gospodarskog razvoja. Tijekom prego vora s talijanskom firmom uspjeli smo da proizvodnja opstane u Hrvatskoj, da je inozemni partner ne premjesti u okružje, pokazali smo da znamo pri hvatiti inozemne investicije. Ne samo
EKO Međimurje nudi posao brodograditeljima
EKO-Međimurju nedostaje oko 50 radnika strojarskih zani manja, zbog čega je moralo odbiti 50 milijuna kuna vrijedne nove izvozne poslove, a krajem prošlog tjedna objavilo je poziv radnicima, posebno brodograđevnim, ali dosad je dobilo tek nekoliko molbi za zapošljavanje, doznaje se iz te tvrtke.
Ta međimurska tvrtka, koja trenutačno zapošljava 550 radnika u pogonima u Hrvatskoj i Srbiji, nudi posao na neodređeno uz od rađeno probno razdoblje od šest mjeseci, tijekom kojega su radnici plaćeni punom plaćom, od šest do 10 tisuća kuna. Radnicima koji dolaze iz drugih gradova osigurava smještaj i nudi topli obrok. “Na ovaj čin su nas potaknuli aktualni događaji u oba brodogradilišta kroz koja svjedočimo o agoniji koju prolaze radnici zbog neisplate plaća i neizvjesne budućnosti. Dok s jedne strane postoji dugoroč na neizvjesnost za radnike brodogradilišta, obzirom da je njihov trenutni poslovni model neodrživ, s druge strane EKO-Međimurje ima dugoročno ugovorene profitabilne poslove i nudi svojim ra dnicima dugoročnu stabilnost, redovna primanja i iznadprosječne uvjete rada”, rekao je za Hinu predsjednik Uprave Eko-Međimurja Saša Novaković.
da smo spasili ta radna mjesta, već smo omogućili novo ulaganje od 20 milijuna eura do 2020. godine”, rekao je Goran Marić, do dajući da Cimos pokazuje razinu profesionalnosti i poslovne od govornosti kakva još nije viđena u Hrvatskoj. Predsjednik Uprave talijanske tvrtke TCH Cogeme (vlasnik Cimosa) i izvršni direktor Cimosa Gino Berti istaknuo je da je ovo veliki dan za njegovu tvrt ku. “Hrvatsku smo odabrali kao polazišnu točku za svoju djelatnost i želimo od toga napraviti jedan vrhunski centar u našem sektoru. Povećat ćemo naša buduća ulaganja, sada su prepreke za to riješe ne. Hvala što ste vjerovali u naš plan razvoja. Od sutra pokrećemo naš plan ulaganja koji će se odvijati sljedeće tri godine, ići će u više faza, a u sve faze proizvodnje planiramo uložiti više od 20 milijuna eura”, istaknuo je Berti, poručujući da će tvrtka otvarati i nova radna mjesta.
Plinacro i EGS potpisali ugovor vrijedan 8,2 milijuna eura
Potpisan je ugovor između Plinacra i SC Euro Gas Systems (EGS) za isporuku, ugradnju, puštanje u rad i održavanje glavne opreme za kompresorsku stanicu (KS1) vrijedan oko 8,2 milijuna eura.
Tijekom dvodnevnog posjeta rumunjske tvrtke SC Euro Gas Systems S.R.L. (EGS) Plinacru, između dviju tvrtki potpisan je ugovor za isporuku, ugradnju, puštanje u rad i održavanje glavne opreme (tri kompresorske jedinice) za prvu kompre sorsku stanicu (KS1) na hrvatskom plinskom transportnom sustavu. Ugovor su potpisali Ivica Arar, predsjednik Uprave Plinacra i Roger Herman Wachter, direktor EGS-a. Kompre sorska stanica, maksimalne snage 4,2 MW, bit će izgrađena u Moslavini, kraj Velike Ludine, a potpisivanje ugovora rezul tat je međunarodnog javnog natječaja na kojem je EGS bio najpovoljniji ponuđač. Izgradnjom KS1 povećat će se sigurnost opskrbe svih korisnika Plinacrova transportnog sustava, omo gućiti povećanje fleksibilnosti upravljanja postojećim transpor tnim kapacitetima te racionalno povećanje kapaciteta prema potrebama tržišta.

Rujan • 44 (3/2018) • Godina 12 13 IZ REGIJE – HRVATSKA
8



Rujan • 44 (3/2018) • Godina 1214 IZ REGIJE – HRVATSKA ORGANIZATOR: SUORGANIZATOR: 45. 4
POKROVITELJI: PARTNERI:
››
CADCAM Design Centar među TOP 100 visoko-tehnoloških tvrtki u Hrvatskoj

Najveća hrvatska platforma specijalizirana za prezentaciju hrvatske
ICT industrije objavila je jedinstvenu listu najboljih 1000 hrvatskih visoko-tehnoloških tvrtki. Na listu su uvrštene tvrtke čije je poslovanje temeljeno na značajnoj i/ili inovativnoj upotrebi informacijskokomunikacijskih tehnologija, a prema različitim financijskim kriterijima predstavljaju upravo takve tehnološke tvrtke.
Članica CADCAM Grupe, tvrtka CADCAM Design Centar nalazi se među prvih 100, točnije na 97. mjestu. Kao ovlašteni zastupnik za implementaciju programskih rješenja, čiji je vendor Dassault Systemes još jednom uvršten na Forbesovu listu najino vativnijih svjetskih tvrtki, svojim korisnicima pruža najnaprednija programska rješenja koja olakšavaju ispunjavanje sve većih zahtje va korisnika, a unutar zadanih parametara.
ICTbusiness.info objavio je slično istraživanje TOP 100 na hrvatskoj ICT sceni prema ukupnom prihodu. Vodeći su Combis, King ICT i Span, a CADCAM Design Centar se nalazi na 78.mjestu. Kako navodi ICTbusiness.info, znakovito je kako tek rijetke tvrtke bilježe pad prihoda. To, osim što ukazuje na stabilnosti ovog tržišta, pokazuje i da su hrvatske tvrtke spremne usvajati najnovija programska rješenja koja se sve više nude u obli ku poslovnih platformi kao što je to 3DEXPERIENCE platforma za razvoj i proizvodnju kompleksnih proizvoda.

Uvrštenje na listu najboljih hrvatskih visoko-tehnoloških tvrtki predstavlja jednu vrstu priznanja i za vlastiti proizvod koji uvodi novu metodologiju u suradnju više inženjerskih disciplina temelje nu na najnovijim formatima i protokolima za razmjenu podataka. U sklopu vlastitog R&D odjela rade i na drugim inovativnim razvojnim projektima, gdje kao nositelj programskog dijela primje njuju svoja znanja i inovativnost.
Kroz suradnju s fakultetima nastoje studentima omogućiti da već tijekom studija imaju priliku naučiti raditi s najnaprednijim tehno logijama za razvoj proizvoda kako bi po završetku studija imali što više znanja i vještina.
I korisnici su na listi najboljih visoko-tehnoloških tvrtki
Iako prema kriteriju djelatnosti pripadaju u kategoriju proizvo dnje motornih vozila, nesumnjivo je kako pripadaju u grupu tvrtki s velikim udjelom ugradnje vrhunskih i inovativnih informacijskih tehnologija. Rimac Automobili zahvaljujući svom karakteru i stvarnim operacijama zauzeli su 42. mjesto na listi 1000 najboljih hrvatskih visoko-tehnoloških tvrtki. To potvrđuje i strateška od luka o uvođenju inovativne poslovne platforme 3DEXPERIENCE na kojoj je napravljen najbrži superautomobil C_Two. O važnosti i prednostima upotrebe naprednih 3D tehnologija, kao i o važnosti
rada s jedinstvenom centraliziranom bazom podataka, govorio je i Mate Rimac na 3D&D UNIN MeetUp-u.
Napredna programska rješenja omogućuju da se unaprijed raz motre moguća ograničenja i odrede svi koraci koji će se preslikati na konačan proizvod. I druge uspješne tvrtke uočile su prednosti novih IT tehnologija i rješenja te dokazuju kako odabir odgovara juće strategije uključuje i odabir novih programskih rješenja. Takva programska rješenja, osim što optimiraju svaki korak u procesu razvoja proizvoda, uklapaju se u cjelokupno poslovanje tvrtke i grade bazu znanja kao jedinstvenu vrijednost svakog proizvoda što je jedan od najvrjednijih doprinosa suvremenih tehnologija.
Rujan • 44 (3/2018) • Godina 12 15 IZ REGIJE – HRVATSKA
CADCAM Group • +385 1 2016 100 • info@cadcam-group.eu • www.cadcam-group.eu››
Predsjednica Kolinda Grabar-Kitarović otvorila je novi proizvodni pogon tvrtke “OMP Obrada metala” u Gubaševu, u blizini Zaboka, istaknuvši pritom da je više od 18 milijuna kuna uloženih u pogon vrijedno svake pozornosti jer nova zapošlja vanja i nova vrijednost koja će se ondje stvarati šalju poruku, kako se u Hrvatskoj isplati ulagati i poslovati. Izgradnja novog pogona tvrtke “OMP Obrada metala” financirana je i novcem iz europskih strukturnih i investicijskih fondova u sklopu projekta “Dogradnja proizvodne hale i podizanje tehnološke razine proizvodnje i prerade metala”.

Za dogradnju hale iz EU fondova je osigurano više od pet miliju na kuna. Obrt se bavi proizvodnjom predmeta od metala, koje 80 posto izvozi, a kako bi poboljšali kvalitetu i konkurentnost, osim u izgradnju, vlasnik tvrtke Vladimir Pleško ostatak novca uložio je u nabavu novih strojeva i opreme. Čestitajući što se 80 posto proizvoda tvrtke izvozi, Grabar-Kitarović je istaknula da izvozno orijentirano gospodarstvo treba biti temelj gospodarskog razvoja Republike Hrvatske i da je to temelj otvaranja novih radnih mjesta s višom dodanom vrijednošću. Vlasnik tvrtke Vladimir Pleško rekao je kako su se u pripremi projekta pobrinuli da se naba vom strojeva i opreme te mjernih uređaja omogući proizvodnja
Automarine Transport i Siem
Shipping otkazali Uljaniku ugovor o gradnji četiri broda
Uljanikovi kupci otkazali su s 1. rujna ugovore za ukupno četiri novogradnje, izvijestio je Uljanik u putem Zagrebačke burze.
Zbog nemogućnosti Uljanika da isporuči brod, sukladno od redbama iz ugovora o gradnji broda sklopljenog s kompanijom Automarine Transport s Kajmanskog otočja za brod za prijevoz automobila i kamiona, kupac je 1. rujna jednostrano raskinuo ugovor o gradnji broda, te ugovor više nije obvezujući za ugovorne strane, kaže se u obavijesti na burzi. Automarine Transport raski nuo je istog dana i ugovor o gradnji broda za prijevoz automobila i kamiona identičnih tehničkih značajki, na kojem su aktivnosti na zahtjev kupca već ranije obustavljene. Kompanija Siem Shipping jednostrano je raskinula ugovore o gradnji za brodove za prijevoz automobila i kamiona, na kojima su sve aktivnosti ranije obu stavljene na zahtjev kupca, te fizička proizvodnja brodova nije ni započela. Obje kompanije, Automarine Transport i Siem Shipping dio su grupacije SIEM.
najsloženijih predmeta od metala, u visokom stupnju kvalitete i preciznosti, za što je potrošeno više od osam milijuna kuna, a u dodatnu nabavu opreme, koja nije dio tog projekta i poboljšanje IT sektora, tvrtka je uložila još četiri milijuna. U obrtu je prije početka projekta bilo zaposleno 36 djelatnika, a predviđeni broj zaposlenih nakon završetka projekta bio je 41, no on je već premašen, pa je je sada 46 zaposlenih. I ukupni prihodi obrta veći su nego što je prema projektu bilo planirano za ovo razdoblje, istaknuto je na otvorenja novog pogona. Krapinsko-zagorski župan Željko Kolar također je rekao kako je zadovoljan novom investicijom, pri čemu je gospodarstvo u Krapinsko-zagorskoj županiji ocijenio dobrim.
Ericsson NT i IGEA sklopili posao s Državnom geodetskom upravom vrijedan 8,8 milijuna kuna
Ericsson Nikola Tesla i varaždinska IT tvrtka IGEA sklo pili su posao s Državnom geodetskom upravom (DGU) vri jedan 8,8 milijuna kuna bez PDV-a, za razvoj aplikativnog rješenja i implementacije sustava katastra infrastrukture (HR-KI) i Jedinstvene informacijske točke (JIT).
Implementacija sustava planirana je u idućih 22 mjeseca, izvi jestili su iz Ericsson Nikole Tesle. Osiguravanje funkcionalnosti DGU kao jedinstvene informacijske točke omogućit će raspola ganje podacima o postojećoj fizičkoj infrastrukturi upravitelja te obavijestima o tekućim ili planiranim građevinskim radovima. To bi, kaže se u priopćenju, trebalo dovesti do smanjenja troško va uzrokovanih izravnim i neizravnim štetama prilikom izvođe nja radova na fizičkoj infrastrukturi, uz povećanje učinkovitosti korištenja postojeće infrastrukture i smanjenje troškova i zapre ka prilikom izvođenja novih građevinskih radova.
Palumbo osigurao 92,6 milijuna kuna za dionice Brodogradilišta Viktor Lenac
Talijanska grupacija Palumbo osigurala je 92,6 milijuna kuna za dionice Brodogradilišta ‘Viktor Lenac’. To je iznos ako bi svi dioničari prihvatili ponudu za preuzimanje koju je Hanfa nedavno odobrila.
Tako bi Erste Plavi mirovinski fond, koji je drugi po veličini dioničar, mogao dobiti 34,2 milijuna kuna, a CERP, sedmi dioničar, 2,8 milijuna kuna. Ponuda je vrijedila do 10. srpnja. Palumbo će pomijeniti Nadzorni odbor, unaprijediti kapacitete ‘Lenca’ i povećati učinkovitost.
Rujan • 44 (3/2018) • Godina 1216 IZ REGIJE – HRVATSKA
Predsjednica otvorila novi pogon OMP Obrada Metala uz poruku da se u Hrvatskoj isplati ulagati
Novi posao za Đuro Đaković Specijalna vozila vrijedan 127,2 milijuna kuna
Đuro Đaković Specijalna vozila, tvrtka iz sastava grupacije Đuro Đaković, sklopila je ugovor s francuskom tvrtkom Er mewa o isporuci teretnih vagona za prijevoz kolutova lima, u vrijednosti 127,2 milijuna kuna, izvijestila je ta slavonsko brodska tvrtka.
Kako se navodi u priopćenju, isporuke vagona počinju u četvrtom kvartalu 2018. godine i nastavljaju se tijekom 2019. godine. “Ovim ugovorom nastavlja se suradnja koja traje više od deset godina, a rezultat je kontinuiranih aktivnosti u razvoju novih proizvoda, ali i stalnom razvoju i unaprjeđenju odnosa s ključnim kupcima”, poručuju iz Đuro Đaković Grupe. Sredinom mjeseca Đuro Đaković Specijalna vozila izvijestio je i da je s francuskim i njemačkim naručiteljima ugovorio do datne isporuke prethodno ugovorenih vagona Shimmns, u vrijednosti 46 milijuna kuna.
Jelušić Kašić: EBRD u 25 godina u Hrvatskoj podržao 200 inve sticija u iznosu 3,7 milijardi eura
“EBRD je u Hrvatskoj prisutan 25 godina i do sada smo podržali 200 investicija u iznosu od 3,7 milijardi eura.
Podržali smo prekogranična širenja naših tvrtki poput Po dravke, Atlantic Grupe, Orbica, kao i povećanja proizvodnih kapaciteta JGL-a, Aluflexpacka i AD Plastik te uložili u nekoli ko regionalnih fondova poput South Central Ventures koji je do sada investirao u tri hrvatske tvrtke Agrivi, Bulb Technologies i Sentinel” – kaže Vedrana Jelušić Kašić, direktorica EBRD -a za Hrvatsku, Sloveniju, Slovačku i Mađarsku, koja nakon 20 godina napušta razvojnu banku i prelazi u zagrebački ured Deloittea. Jelušić Kašić naglašava kako “osjeća porast investicija u Hrvatskoj, što se odrazilo i na naše rezultate te smo do danas zatvorili 5 novih projekta u iznosu od 85,5 milijuna eura”.
Hrvatska IT industrija lani uložila
100 milijuna kuna i otvorila 700 novih radnih mjesta
Hrvatske softverske tvrtke, koje na inozemnom tržištu prodaju svoje virtualne proizvode, prošle su godine u ukupnom hrvatskom izvozu sudjelovale s 9,1 posto. Udruga Hrvatski nezavisni izvoznici softvera objavila je pak kako su u ukupnom hrvatskom izvozu sudjelovali s 4,3 posto.
U razvoj su uložili 100 milijuna kuna, a otvorili su i 700 no vih radnih mjesta. Stručnjaci predviđaju kako će zbog naglog razvoja informacijskih tehnologija za 30 godina postojati posve novi, virtualni poslovi. Istovremeno naš obrazovni sustav, ali ni država još ne prepoznaju IT sektor kao naš potencijalno najbolji izvozni proizvod, koji bi mogao pomoći oporaviti cjelokupno gospodarstvo.
Porsche kupio 10-postotni udjel u Rimac Automobilima
Njemačka tvrtka Porsche AG kupila je manjinski udio u tehnološkoj tvrtki Rimac Automobili i njegovoj sestrinskoj tvrtki Greyp Bikes, a osnivač Mate Rimac i dalje ostaje većinski vlasnik navedenih tvrtki, objavile su te kompanije. Kako se navodi u priopćenju Rimac Automobila, tehnološke tvrtke za razvoj i proizvodnju ključnih komponenti i sustava električnog pogona te razvoj i proizvodnju električnih automobila visokih performansi sa sjedištem u Svetoj Nedjelji, cilj ovog partnerstva je suradnja na području razvoja električnih vozila te pružanje podrške Rimac Automobilima i Greyp Bikes prema ostvarivanju cilja, a to je “postati vodeći dobavljač tehnoloških rješenja za tržište za električnih automobila visokih performansi te proi zvođač najuzbudljivijih sportskih električnih automobila”.
“Ulaganje tvrtke Posche AG, uz ulaganje tvrtke Camel Group u rujnu 2017., zaključuje drugu rundu investicija za tvrtke Rimac Automobili i Greyp Bikes. Novo partnerstvo će dati dodatni vjetar u leđa budućim poslovnim pothvatima tvrtki Rimac i Greyp, kao i potporu za njihovo širenje na globalnoj razini. S lipnjem 2018. godine, osnivač i izvršni direktor Mate Rimac i dalje ostaje većinski vlasnik navedenih tvrtki”, navodi se u priopćenju, u kojem nije na vedena vrijednost Porscheova ulaganja. Kako ističe osnivač i izvr šni direktor Rimac Automobila Mate Rimac, u manje od desetljeća prikupili su značajno znanje u području razvoja automobilskih pogona visokih performansi te baterijskih tehnologija, inovativnih infotainmenta i telemetrijskih sustava, kao i drugih ključnih auto mobilskih sustava. Pritom kaže da njihovi automobili predstavljaju vrhunac tehnologije i iznova određuju samu definiciju super-sport skog automobila, no kako je ipak stvaranje ozbiljnog dobavljača u automobilskoj industriji i proizvođača sportskih automobila cjelo životni izazov. “Ulazak u razvojnu suradnju s Porscheom je važan korak za naš strateški plan kako bismo postali značajan dobavljač velikim proizvođačima automobila. Drago nam je što smo uspjeli pridobiti veliko povjerenje naših investitora, partnera i klijenata te se radujemo što ćemo moći i dalje raditi na uzbudljivim projekti ma za razne klijente iz cijele automobilske industrije”, poručio je Rimac. Zamjenik predsjednika izvršnog odbora Porschea Lutz Me schke izjavio je da je Rimac svojim impresivnim znanjem i razvo jem potpuno električnih super-sportskih automobila Concept_One i C_Two te brojnih drugih ključnih sustava, koristeći najsuvre meniju tehnologiju za razne druge proizvođače u automobilskoj industriji, potvrdio svoju poziciju u svijetu elektromobilnosti.

Rujan • 44 (3/2018) • Godina 12 17 IZ REGIJE – HRVATSKA


Èasopis PRO Gradnja dostupan svima! Potrai besplatno online izdanje na www.progradnja.hr
Tvrtka Mihoković metal solutions otvorila novi proizvodni pogon ››

U Poduzetničkoj zoni Pisarovina otvoren je Proizvodni pogon tvrtke Mihoković d.o.o. Među dvjestotinjak uzvanika otvaranje proizvodnog pogona pozdravili su pomoćnica ministrice regionalnog razvoja i fondova Europske unije Katica Mišković, župan Zagrebačke županije Stjepan Kožić te načelnik općine Pisarovina Tomo Kovačić, sa zamjenicom Šteficom Radinić.
Mihoković metal solutions je obiteljska tvrtka koju vodi Stjepan Mihoković sa suprugom Anom i troje djece. Mnogi zahtjevni i inženjerski kompleksni projekti potiču tim Mihoković za daljnje inovacije i ulaganja u tehnologiju proizvodnje. Od male tvrtke prerasli su u prepoznatljivi domaći metalurški brend s više od 40 zaposlenih.
„Realizacijom projekta, Mihoković metal solutions, povećat će prostorne i tehničke kapacitete, kvalitetu rezanja i finalizaciju te skratiti rokove isporuke. Naravno, ovime se podiže i standard kvalitete proizvoda, povećava produktivnost poduzeća, a samo ši renje asortimana proizvoda i usluga znači i otvaranje novih radnih mjesta“, izjavio je tehnički direktor Stjepan Mihoković.

„Tvrtka se bavi proizvodnjom metalnih konstrukcija i njiho vih dijelova. Naše poslovanje je podijeljeno u tri glavna smjera: proizvodi, usluge i projekti. Imamo svoje 4 proizvodne linije koje većinom prodajemo na domaćem tržištu. Najveći dio poslovanja su nam usluge koje radimo za velike tvornice, pojavljujemo se kao outsourcing partneri i pružamo podršku u proizvodnji određenih dijelova proizvoda. S obzirom na to da se radi o dugoročnoj sura dnji, ulažemo u opremu i proizvodne procese.
Projektni dio poslovanja ima najveći rast i podrazumijeva izradu proizvoda prema dizajnu ili crtežu partnera. Mi razrađujemo teh ničke detalje, a nerijetko sudjelujemo i u razvoju proizvoda. Prati mo s metalnim konstrukcijama marketinšku, modnu, kozmetičku i IT industriju, gdje se nerijetko radi o proizvodima superiorne završne obrade. A naši planovi za 2019.? Jasni i svakako izvedivi! Povećani prostorni i tehnološki kapaciteti za 58 %, produktivnost povećana za 15 %, učinkovitost procesa rezanja metala povećana za 40 %, prihodi od izvoza povećan 30 %, zapošljavanje i edukaci ja novih djelatnika te povećan stupanj energetske učinkovitosti i zašite okoliša“, izjavila je Marina Mihoković, direktorica prodaje i marketinga.
Ukupna vrijednost projekta povećanja prostornih kapaciteta i jačanja tehnološke opremljenosti iznosi 8,5 milijuna kuna, a iznos sufinanciranja od strane Europske unije je nešto veći od 3,6 mili juna kuna. Projektom je sagrađena proizvodna zgrada od 1.100 m2 te nabavljen vlaknasti laser za rezanje metala i cijevi, kao i strojevi potrebni za posluživanje lasera (viličar, kompresor i dizalica s va kuum sustavom za dizanje ploča i postavljanje na mjesto rezanja).
Rujan • 44 (3/2018) • Godina 12 19 IZ REGIJE – HRVATSKA
Industrijska proizvodnja porasla iznad očekivanja – 4,5 posto, nakon tri mjeseca pada
Industrijska je proizvodnja u Hrvatskoj u lipnju porasla za 3,1 posto u odnosu na isti lanjski mjesec, što je njezin prvi rast nakon tri mjeseca pada, i iznad “naših očekivanja i očekivanja tržišta”, navode analitičari Raiffeisenbank Austria (RBA) u osvrtu na izvješće DZS-a.

DOK ING i izraelska zrakoplovna kompanija potpisali Ugovor o strateškom partnerstvu
Osim na području obrane, Hrvatska i Izrael planiraju međusobnu suradnju proširiti na druga gospodarska po dručja o čemu je bilo govora na Konferenciji obrambenih industrija Hrvatske i Izraela. Jedna od domaćih kompanija koja je iskoristila suradnju dviju zemalja je i DOK ING čiji je predsjednik Uprave Vjekoslav Majetić potpisao Ugovor o strateškom partnerstvu s najvećim izraelskim proizvođačem letjelica Israel Aerospace Industries.

Prema podacima Državnog zavoda za statistiku (DZS), industrij ska je proizvodnja u lipnju skočila 4,5 posto u odnosu na prethodni mjesec, dok je u odnosu na lipanj prošle godine porasla 3,1 posto. Od kraja prošle godine industrijska je proizvodnja vrlo nestabilna, pa je u šest od posljednjih osam mjeseci zabilježila pad na godi šnjoj razini. U tom je razdoblju proizvodnja porasla samo u veljači, za 3,3 posto, i lipnju, za 3,1 posto. U lipnju je na godišnjoj razini najviše porasla, za 12,1 posto, proizvodnja energije, a s rastom od 3,6 posto slijedila je proizvodnja netrajnih proizvoda za široku potrošnju. Proizvodnja intermedijarnih proizvoda ojačala je, pak, za 1,5, a proizvodnja kapitalnih proizvoda za 0,7 posto. Pad na godišnjoj razini zabilježila je samo proizvodnja trajnih proizvoda za široku potrošnju, za 7,9 posto. U prvih šest mjeseci ove godine industrijska je proizvodnja porasla za 0,4 posto u odnosu na isto lanjsko razdoblje, što je, kažu analitičari RBA, skromna godišnja stopa rasta. „Ipak, u drugom tromjesečju zabilježeno je usporava nje godišnjih stopa pada. U odnosu na prvo tromjesečje ostvaren je rast industrijske proizvodnje od 4 posto”, navodi se u analizi. Prema očekivanjima analitičara RBA, rast industrijske proizvodnje u 2018. bit će nešto niži u odnosu na prošlu godinu, kada je indu strija porasla za 1,9 posto, što bi značilo da se rast usporava drugu godinu zaredom. „Za snažnije stope rasta, potrebno je osnažiti konkurentnost cjelokupnog gospodarstva, kako bi se rast domaće i inozemne potražnje mogao većim dijelom zadovoljiti iz domaćih izvora”, zaključuju analitičari RBA.
3. maj traži postavljanje krizne uprave i materijale kako bi mogli nastaviti rad
Iz Kriznog stožera za riječko Brodogradilište 3. maj poručili su kako neće popustiti te ustraju u zahtjevima da se u 3. maj po stavi krizna uprava, osigura materijal za nastavak proizvodnje i povrat pozajmice od pulskog Uljanika kao i izdvajanje 3. maja iz Uljanik grupe. Predsjednik Kriznog stožera Predrag Knežević rekao je kako u 3. maju očekuju da Vlada hitno postavi kriznu upravu i osnuje tim koji će voditi brodogradilište, kako bi ono moglo funkcionirati.
Dvije kompanije kroz partnerstvo rade na proizvodnji auto nomnog vozila namijenjenog ekstremnim uvjetima nuklearnih, kemijskih i bioloških katastrofa u kojima ljudi ne mogu sudjelo vati. DOK ING će, objašnjava Majetić, partnerstvu ponuditi svo ju platformu, a izraelska kompanija tehnologiju za proizvodnju vozila. – Prototip naše platforme već je dobrim dijelom izrađen, ona je u potpunosti električna te je trenutno testiramo. Riječ je o multifunkcionalnoj platformi koja služi saniranju posljedica katastrofe, kazao je Majetić. Dodaje kako jedan dio sredstava financiranja dolazi iz EU, dok o točnom iznosu vrijednosti ugovora nije želio još govoriti. U ime izraelske strane Ugovor je potpisao predsjednik Israel Aerospace Industries Joseph Weiss. – Dvije godine nakon što smo pomogli Izraelu u borbi s poža rima razvili smo strateško partnerstvo, priliku za dugoročnu političko-gospodarsku suradnju sa ciljem otvaranja prostora za investicije, pogotovo kada je riječ o obrambenoj industriji, ali i gospodarstvu u cjelini, kazao je prilikom otvaranja Konferencije ministar Damir Krstičević, naglasivši da višeborbeni zrakoplovi nisu jedina komponenta obrambene suradnje. Cilj je, dodaje Krstičević, na jesen potpisati četiri ugovora koji se odnose na gospodarsku suradnju na području obrambene industrije, zatim o suradnji na području drugih resora, ugovor o nabavi aviona, te sporazum o dugoročnoj suradnji dviju zemalja.
Iako je štrajk u Brodogradilištu 3. maj, kao i u cijeloj Uljanik grupi, prekinut, a srpanjske su plaće isplaćene, u riječkom škveru gotovo se ne radi, jer nema novca za nabavku materijala, a Uljanik ne vraća 3. maju pozajmicu veću od 500 milijuna kuna. Stanje je dodatno opteretila informacija da su strani naručitelji, kompanije Automarine Transport i Siem Shipping, s 1. rujna uljaniku otkazali ugovore o gradnji četiri broda, od kojih je jedan brod za prijevoz automobila i kamiona već porinut u more u 3. maju. Knežević je također rekao da će se u riječkom Brodogradilištu 3. maj nastaviti radovi na brodu za prijevoz automobila i kamiona, koji je u svibnju porinut. Rekao je da materijala za završetak cijelog broda nema, no kako bi brod, da se osigura sav potreban materijal, mogao brzo biti završen.
Rujan • 44 (3/2018) • Godina 1220 IZ REGIJE – HRVATSKA











Rujan • 44 (3/2018) • Godina 12 21 IZ REGIJE – HRVATSKA43. HRVATSKI SALON INOVACIJA S MEĐUNARODNIM SUDJELOVANJEM 14. IZLOŽBA INOVACIJA , PROTOTIPOVA I STUDENTSKIH POSLOVNIH PLANOVA TH43 INTERNATIONAL INVENTION SHOW 14TH INVENTION AND PROTOTYPE SHOW AND STUDENT BUSINESS PLAN COMPETITION POKROVITELJ: GRADONAČELNIK GRADA ZAGREBA MILAN BANDIĆ ZAGREB 14. - 17. studenog 2018. ZAGREBAČKI VELESA JAM, paviljoni 7 i 7a 2. najstarija izložba inovacija na svijetu 2. najveća europska izložba inovacija organizatori: SAVEZ HRVATSKIH INOVATORA SAVEZ INOVATORA ZAGREBA TERA Tehnopolis d.o.o. suorganizator: GRAD ZAGREB potpora u organizaciji: SAVEZ INOVATORA PRIMORSKO-GORANSKE ŽUPANIJE, HRVATSKA UDRUGA INOVATORA-PODUZETNIKA UDRUGA INOVATORA MEĐIMURJA «INOMA» ČAKOVEC w w w.inova-croatia.com SUPOKROVITELJ: HRVATSKA GOSPODARSKA KOMORA MEĐUNARODNI ORGANIZATOR: WIIPA - Svjetska organizacija za inovatore i industrijsko vlasništvo DOMAĆIN IZLOŽBE: ZAGREBAČKI VELESAJAMPROGRAM SUFINANCIRAN SREDSTVIMA GRADA ZAGREBA
AD Plastik kupio Tisza Automotive iz Mađarske

AD Plastik Grupa postala je stopostotni vlasnik mađarske kompanije Tisza Automotive d.o.o., čime ostvaruje ključne ciljeve poslovne strategije i srednjoročnog plana razvoja. Ova akvizicija osigurat će daljnji rast AD Plastik Grupe te proširenje portfelja kupaca. Tisza Automotive proizvođač je plastičnih komponenti s više od 15 godina iskustva u automobilskoj indu striji.

HEP na Cresu gradi najveću solarnu elektranu u Hrvatskoj
HEP će do 2050. godine 70 posto energije proizvoditi iz obnovljivih izvora, izjavio je predsjednik uprave te kompa nije Frane Barbarić, prilikom potpisivanja sporazuma za projekt sunčane elektrane na Cresu, prvog u planiranom ciklusu razvoja solarnih elektrana i ostalih izvora obnovljive energije.


Sporazum o suradnji na projektu Sunčana elektrana Orlec Trinket na otoku Cresu, osim Barbarića, potpisali su zamje nica župana Primorsko-goranske županije Marina Medarić i Zdravko Tuba, gvardijan samostana svetog Frane na Cresu, na čijem zemljištu će se elektrana i graditi. Elektrana Orlec Trinket gradit će se na lokaciji površine 17 hektara, a sa snagom od 6,5 megawata bit će najveća sunčana elektrana u Hrvatskoj, 6,5 puta veća od trenutno najveće elektra ne takvog tipa. Prosječno će proizvoditi oko 8,5 milijuna kilowatsati godišnje, što odgovara potrošnji oko dvije tisuće kućanstava. Predsjednik Uprave HEP-a Barbarić istaknuo je da HEP ovime kreće u izgradnju svoje prve neintegrira ne sunčane elektrane, a ona će dati svoj doprinos jačanju infrastrukture u funkciji razvoja turizma na otocima Cresu i Lošinju jer će električnu energiju najviše proizvoditi kada je najpotrebnije, odnosno u “špici” turističke sezone. HEP će na Cresu uložiti oko 45 milijuna kuna, a kako je kazao Barbarić, iako elektrana nije u sustavu poticaja, kompanija je pronašla svoju računicu, čime želi biti primjer i drugim potencijalnim investitorima u sunčane elektrane.
Vodeći je dobavljač Suzukijeve tvornice u Mađarskoj, a osim Suzukija najvažniji su kupci Bentley i Volkswagen čiji su dobavljač prve razine. Ključne tehnologije tvornice u Mađarskoj su injekcij sko prešanje i puhanje koje su kompatibilne s postojećim tehnolo gijama AD Plastik Grupe. Ima više od 400 zaposlenih, a proizvodni pogoni, skladišta i uredi protežu se na 22.400 metara kvadratnih. Tisza Automotive, kao dobavljač druge razine, proizvodi i za druge proizvođače automobila pa su na listi njihovih kupaca Rehau, APCB, Reydel, Hanon Systems, Vernicolor, Mitsuba, Heycoustics i drugi. „Potencijalne akvizicije razmatrali smo i najavljivali duže vrijeme i to je dio naše poslovne strategije. Srednja i istočna Euro pa jedna su od najbrže rastućih tržišta u autoindustriji pa je Tisza Automotiv bio logičan izbor. Nalaze se na jako dobrom zemljopi snom položaju u odnosu na proizvođače automobila u tom dijelu Europe, imaju iskustvo u autoindustriji i dobar portfelj kupaca te koriste i razvijaju iste tehnologije kao mi. Nakon dubinske analize kompanije, prepoznali smo njihov daljnji potencijal razvoja i rasta te pozitivne učinke preuzimanja. Ovom akvizicijom širimo portfelj svojih kupaca i stvaramo dobre preduvjete za ostvarenje planira nog rasta Grupe“, izjavio je Marinko Došen, predsjednik Uprave AD Plastik Grupe. Inače, ostvarena neto dobit AD Plastik Grupe u prvom polugodištu 2018. godine iznosi 56,30 milijuna kuna što je 44,69 posto više od ostvarene neto dobiti u istom periodu prošle godine. Prihodi Grupe u istom razdoblju porasli su za 19,47 posto naspram prethodne godine, i iznose 634,73 milijuna kuna. Opora vak ruskog tržišta i novi poslovi za Fiat, Volkswagen i Ford utjecali su na porast prihoda, a udio navedenih kupaca u prihodima Grupe sve je značajniji, poručuju iz AD Plastika te dodaju kako su rast prodaje i dobri poslovni rezultati rezultat strategije poslovanja sna žno usmjerene na potrebe kupca i razvijanje partnerskih odnosa. AD Plastik nedavno je izvijestio i o novim ugovorima za izradu automobilskih dijelova s nekoliko proizvođača na europskom i ruskom tržištu, koji bi solinskoj tvrtki i njezinim stranim podru žnicama trebali donijeti ukupni prihod veći od 35 milijuna eura.
Barbarić je poručio da HEP u ovom trenutku razvija pet do šest vrlo ozbiljnih projekata u obnovljive izvore, a kako je ovaj na Cresu tek prvi. – Sunčana elektrana na Cresu naš je tek prvi projekt u sklopu planiranog ciklusa izgradnje sunča nih elektrana, ali i ostalih obnovljivih izvora energije. Razvoj elektrana koje koriste obnovljive izvore dio je naše dugoroč ne strategije razvoja. Strategija predviđa povećanje udjela obnovljivih izvora energije u proizvodnji HEP-a na 50 posto do 2030., odnosno 70 posto do 2050. godine. Time ćemo odigrati vodeću ulogu u energetskoj tranziciji Hrvatske, ista knuo je Barbarić. Predsjednik Nadzornog odbora HEP-a Go ran Granić kazao je da dolazi vrijeme tranzicije u energetici, a kako će pojmovi “obnovljivi” i “energetska učinkovitost” postati dominantni. Ustvrdio je da će u budućnosti projekte najviše pokretati investitori u okviru svojih poslovnih intere sa, pri čemu će uloga države biti u regulaciji i usmjeravanju procesa, a manje u smislu financijskih poticaja.
Rujan • 44 (3/2018) • Godina 1222 IZ REGIJE – HRVATSKA
Prilika za zaokret u karijeri
U potrazi smo za osobom koja će se uključiti u pionirski rad uspostavljanja nove istraživačke ustanove u ulozi ravnatelja. Ravnatelj/ravnateljica Metalske jezgre Čakovec će u atraktivnom i dinamičnom radnom okruženju imati priliku stručnog i osobnog razvoja, samostalnog oblikovanja posla te mogućnost utjecaja na gospodarski razvoj sjeverozapadne Hrvatske.
Zašto Metalska jezgra u Čakovcu?
• Propulzivna metaloprerađivačka i IKT industrija u Međimurju
• Geostrateška pozicija (povezanost sa Zagrebom, blizina vanjskih tržišta)

• Poticajno poduzetničko potporno okruženje (Centar znanja)
• Suradnja s drugim znanstveno-istraživačkim institucijama










• Laboratorij za Internet stvari (IoT) i laboratorij za prototipiranje namijenjeni istraživanjima u suradnji s poduzetnicima
METALSKA JEZGRA
Međunarodno središte za cjeloživotno učenje u turizmu
Javna ustanova za razvoj Međimurske županije REDEA i Međimurska energetska agencija MENEA
Tehnološko inovacijski centar Međimurje (TICM)

VRIJEDNOST PROJEKTA 35 milijuna kuna
Međimursko veleučilište (MEV)




Na slici: Centar znanja Čakovec
Projekt „Razvojno – edukacijski centar za metalsku industiju – Metalska jezgra“ provodi se u okviru OP „Konkurentnost i kohezija“ za razdoblje 2014. – 2020. temeljem poziva „Ulaganje u organizacijsku reformu i infrastrukturu u sektoru istraživanja, razvoja i inovacija“.






Nositelj projekta je Međimurska županija, dok Javna ustanova za razvoj Međimurske županije REDEA i Tehnološko-inovacijski centar Međimurje djeluju u funkciji operativnih tijela u provedbi projekta. Partneri su Tehnički fakultet Sveučilišta u Rijeci, Fakultet organizacije i informatike Varaždin te Međimursko veleučilište u Čakovcu. Sadržaj publikacije isključiva je odgovornost Međimurske županije.
Za više informacija kontaktirajte nas na:
metalska.jezgra@medjimurska-zupanija.hr
IZ REGIJE – HRVATSKAPoziv na iskaz interesa
Centar za održivi razvoj
Studentski dom
Naftna Industrija Srbije jedan od najznačajnijih partnera Beograda



Gradonačelnik Beograda prof. dr Zoran Radojičić i generalni direktor tvrtke NIS Kiril Tjurdenjev potpisali su u Starom dvoru sporazum o suradnji „Zajednici zaje dno”. Ovaj program usmjeren je na socijalno-ekonomski razvoj općina i gradova u kojim NIS posluje, među kojima značajno mjesto zauzima Beograd.
Gradonačelnik je tom prilikom izrazio veliko zadovolj stvo što potpisuje novi sporazum s tvrtkom NIS. Ovaj sporazum, naveo je Radojičić, govori o daljoj suradnji Naf tne industrije Srbije i Grada Beograda i lijepo je prisjetiti se aktivnosti koje je NIS imao tijekom realizacije projekta „Zajednici zajedno”.

“Aktivnosti koje su realizirane u okviru ovog projekta poboljšavaju kvalitetu života svakog Beograđanina. Do sada je realizirano 50 projekata u vrijednosti od 250 mi lijuna dinara i mogu reći da je to umnogome promijenilo grad u kojem živimo nabolje. Aktivnosti koje NIS sprovodi tijekom realizacije akcija iz ovog projekta razvijaju grad u pravcu naše vizije, odnosno boljeg, ljepšeg i zdravijeg Be ograda” – rekao je Radojičić. On je dodao da je velika čast imati mogućnost za suradnju sa značajnom i uspješnom tvrtkom poput NIS-a, pa je svima u Gradu Beogradu drago što se nastavlja zajednička realizacija ovog projekta.

Direktor NIS-a Kiril Tjurdenjev istaknuo je da je pravi razvoj jedne tvrtke moguć samo uz razvoj zajednice u kojoj posluje. “Koliko je to važno za NIS vidi se po ovom projektu. U pitanju je partnerstvo koje traje već više od 10 godina i od kojeg lokalne zajednice u Srbiji na godišnjoj razini dobivaju oko milijun eura. Beograd za nas ima posebno mjesto i ne predstavlja samo adresu, već pouzda nog partnera i suradnika na mnogim projektima. Cilj je uvijek isti, dobrobit građana i ovog lijepog grada” – rekao je Tjurdenjev.
Nakon potpisivanja sporazuma održana je kratka prezen tacija o budućoj suradnji Grada Beograda i NIS-a, odnosno o zemljištu koje je tvrtka NIS ustupila Beogradu. Naime, tvrtka NIS je pronašla model prema kojem će ustupiti gra du lokaciju koja se nalazi između Mosta na Adi i tvornice šećera. Ta lokacija je vrlo važna za grad jer omogućava nastavak spuštanja grada na rijeke. Planirano je uređenje Čukaričkog rukavca, gdje će biti izgrađena marina, dok će na zemljištu koje je NIS ustupio biti moguća gradnja na površini od 5,5 hektara, sa čukaričke strane Mosta na Adi.

Rujan • 44 (3/2018) • Godina 1224 IZ REGIJE – SRBIJA
www.beograd.rs
INTERVJU: ALEKSANDAR RODIĆ
» Prof. dr Aleksandar Rodić, rukovoditelj Centra za robotiku Instituta “Mihajo Pupin” u Beogradu

››
Centar za robotiku Instituta “Mihajlo Pupin” u Beogradu

Vladimir Bubanja
Razgovarali smo sa Prof. dr. Aleksandrom Rodićem, rukovoditeljem Centra za robotiku Instituta “Mihajo Pupin” u Beogradu o razvoju robotike u Srbiji i raznovrsnim projektima koji se realiziraju u ovom Centru.

Kada i kako ste se počeli interesirati za robotiku?
Moj interes za robotiku potiče još iz djetinjstva. Moja generacija je odrastala uz kaubojske filmove i John Waynea, ali i znanstve no-fantastične filmove koji su tada bili vrlo popularni. Posebno ističem kultnu seriju „Zvjezdane staze“ (eng. Star Tracks) i nenad mašni film „Odiseja u svemiru“. Oni su značajno „zagolicali“ moju mladenačku maštu. U to vrijeme mogli smo samo sanjariti o tome, kako će ljudi i roboti jednom u budućnosti surađivati i živjeti zajedno. Danas to sve više postaje realnost i danas se pitamo, kada će se dogoditi taj trenutak, tzv. singularna točka u vremenu, kada će roboti kao tehnološki klonovi ljudi postati superiorniji od nas. U ono vrijeme kada sam odrastao, roboti su bili nešto nadljudsko, zagonetno i tehnički savršeno, toliko izazovno da je to odredilo moj životni poziv. U to vrijeme, podjednako sam volio matematiku i fiziku, ali također astronomiju i psihologiju. Tada nisam ni slutio da ću jednom u životu biti u prilici na neki način sve to sublimirati u znanstvenoj disciplini kojom se bavim čitavog svog vijeka, tride set godina unazad. Imao sam sreće da sam svoj prvi posao poslije diplome započeo kod mog učitelja Prof. Miomira Vukobratovića, akademika i jednog od svjetskih pionira Humanoidne robotike. Počeo sam raditi u Institutu „Mihajlo Pupin“ u Beogradu, koji je u to vrijeme, uz Institut „Jožef Štefan“ u Ljubljani bio lider u regiji kada je u pitanju Biokibernetika i Robotika. Pošto je Institut Pupin u to vrijeme bio vrlo poznat po svojim znanstvenim rezultatima iz područja Humanoidne robotike, brzo sam zavolio to područje i brzo sam napredovao, jer sam imao izvrsnog učitelja i kolege, vrsne stručnjake. Ubrzo potom sam magistrirao i doktorirao. A dalje je sve išlo prirodnim tijekom.
Zašto baš roboti?
Mnogi me pitaju upravo to - „Zašto baš roboti?“ jer se za Roboti ku generalno smatra da je „privilegija bogatih“, tehnološki razvije nih zemalja. Uistinu Robotika, kao malo koja znanost, se dinamič no razvija i brzo napreduje, zahtijeva značajna financijska ulaganja u nove tehnologije, ali sve više i primjenu multidisciplinarnih znanja. Zato je ova znanstvena disciplina vrlo lijepa i izazovna za istraživanja. A ako me pitate koji je moj osobni motiv? Danas mi ona omogućuje, da baveći se Robotikom implementiram i neka
Rujan • 44 (3/2018) • Godina 12 25 IZ REGIJE – SRBIJA
» Dvoručni industrijski servisni robot za kolaborativni rad u proizvodnji
svoja znanja iz drugih znanstvenih područja (biologije, medicine, psihologije) koja nisu tehnika. Npr. psihologija, a posebno psiholo gija ličnosti i emocionalna inteligencija danas su velika inspiracija i znanstveni izazov za znanstvenike koji se bave ljudskim mozgom i ponašanjem. Često se pitam možemo li robote naučiti da postanu emocionalna sintetička bića, da budu svjesni naših osjećaja, ali i svojih, da kontroliraju svoja unutrašnja mentalna stanja. Matema tika i fizika su toliko napredovale da se danas mogu napraviti dosta uspješni modeli ljudskog emocionalnog ponašanja, a to znači da ih softverski možemo implementirati na mikroprocesoru. Naravno, postoji još dosta ograničenja na tom putu, ali postoji napredak i uvjeren sam da roboti jednog dana mogu postati istinski tehnolo ški klonovi ljudi, pod uvjetom da ih ljudi zakonskim regulativama ne ograniče na tom razvojnom putu, tako da prinudno ostanu na nižoj intelektualnoj razini od nas ljudi. Ljudi se plaše da bi roboti, ako jednom postanu superiorniji, mogli dovesti do „atrofije ljud skog roda“.
Aleksandar Rodić diplomirao je 1985. godine na Ma šinskom fakultetu, Sveučilišta u Beogradu a magistrirao i doktorirao na Elektrotehničkom fakultetu, Sveučilišta u Beogradu, slijedom 1992. i 1998. godine. Od 1987. zaposlen je u Institutu „Mihajlo Pupin“ d.o.o. Beograd, u Centru za robotiku čiji je aktualni rukovoditelj. Dr Aleksandar Rodić je u funkciji potpredsjednika Skupštine instituta od 2015. godine.
Primarni istraživački interesi Dr Rodića su u područji ma robotike, biološki inspiriranih sustava, automatskog upravljanja, stabilnosti sustava, umjetne inteligencije, sučelja čovjek-stroj, projektiranja mobilnih, automati ziranih uređaja za korištenje obnovljivih izvora energije … Autor je više od 130 znanstvenih publikacija, urednik nekoliko znanstvenih monografija i tematskih zbornika kod izdavačke kuće Springer i član uređivačkih odbora u nekoliko međunarodnih i domaćih znanstvenih časopisa.


Dr Rodić je organizator i predsjedavajući dva značajna međunarodna znanstvena skupa iz Robotike – MeSRoB 2013 i RAAD 2016.
Dr. Rodić je predsjedavajući Sekcije za robotiku, najveće nacionalne Konferencije iz područja elektronike, tele komunikacija i automatike ETRAN i član je znanstvenog Programskog komiteta međunarodne robotičarske konfe rencije RAAD (Robotika u Alpe-Adria-Podunavskoj regiji). Bivši je stipendista prestižne njemačke akadem ske fondacije Alexander von Humboldt u dva navrata 2001/2002 i 2005. Gostujući je profesor na Sveučilištu u Revinjonu??? Avignonu (Francuska) 2004-2014 i na Sveučilištu tehnologije u Anhuiu (Republika Kina), a od 2014. Dr Rodić je profesor na doktorskim studijama na Elektrotehničkom fakultetu Sveučilišta u Beogradu. Član je Matičnog odbora za elektroniku, telekomunikacije i informacijske tehnologije u razdoblju (2011-2016) a za Mašinstvo i industrijski softver od 2017. godine pri Ministarstvu prosvete, nauke i tehnološkog razvoja Republike Srbije.
Dr Rodić je koordinator više domaćih i međunarodnih znanstvenih projekata iz područja Robotike. Nacionalni je koordinator projekta znanstvene suradnje s Repu blikom Kinom od 2018-2021. Područja interesa su humanoidna i kognitivna robotika, autonomni robotski sustavi bez ljudske posade (zemaljski i podvodni), roboti namijenjeni poljoprivredi, itd.
Trenutačno ste na čelu Centra za Robotiku IMP, recite nam nešto više o tome
Naš Centar za robotiku Instituta „Mihajlo Pupin“ nastavlja jednu dugu i uspješnu tradiciju istraživačkog rada u raznim područjima Robotike. Iako je naš Centar doživio svoju „renesansu“ 70-ih i 80ih godina prošlog stoljeća (osnovan je 1967. godine kao jedan od najstarijih europskih laboratorija iz Robotike) prije svega zahva ljujući izvanrednom doprinosu u području Humanoidne robotike, mi i sada nužno moramo pratiti zahtjeve vremena u kojem živimo. Tako i danas imamo značajnu kompetentnost u ovom području, ali svoja istraživanja usmjeravamo više ka industrijskoj robotici (kolaborativna inteligentna dvoručna manipulacija) i robotima specijalne namjene za daljinski nadzor okoline i prevenciju rizika od prirodnih i industrijskih nepogoda. Poseban interes je posvećen razvoju autonomnih robota za kretanje po nestrukturiranim podlo gama (ruralni tereni), ali i riječnim robotima za delikatne podvo dne zadatke u podvodnoj arheologiji, spasilačkim zadacima, za in spekciju podvodne infrastrukture (mostova), itd. Može se reći da se u posljednje vrijeme sve više bavimo servisnim robotima specijalne namjene poput recimo već spomenutih. Jednom riječju, trudimo se da u granicama naših kadrovskih i financijskih mogućnosti, pokri jemo sve važnija područja istraživanja u ovom području.
Koji su do sada bili konkretni projekti ovog centra?
Neke projekte u Centru radimo za poznate naručitelje, a neke, za koje smatramo da imaju perspektivu, financiramo iz vlastitih izvora. Nabrojati ću nekoliko projekata koji su u toku, ili koje smo nedavno realizirali: 1) Hiper-redundantna fleksibilna robotska ruka za inspekciju teško pristupačnih infrastrukturnih elementa, 2) Omnidirekcijski mobilni robot za neravne terene namijenjen daljinskom nadzoru i prevenciji ekoloških rizika, 3) Daljinski upra vljan riječni robot za podvodne zadatke, 4) Aplikativno softversko sučelje za implementaciju različitih tipova ljudske osobnosti kod robota antropomorfnih karakteristika, 5) Robot na solarni pogon za navodnjavanje i pametno korištenje prirodnih resursa – energi je, vode i zemljišta, itd.
Rujan • 44 (3/2018) • Godina 1226 IZ REGIJE – SRBIJA
» Daljinski upravljani riječni robot za podvodne zadatke – robot i katamaran kao nosač
» Mobilni solarni robotski sustav za navodnjavanje u poljoprivrednoj proizvodnji
Na koji ste projekt najponosniji i zašto?
Trenutačno sam najponosniji na jedan projekt koji nije iz područja neposredne Robotike. To je razvojni, inovacijski projekt „Solarni koncentrator sa skladištem energije za višenamjensku primjenu“. Ovaj projekt je temeljen na tehničkim rješenjima koja su zaštićena patentom iz 2016. godine, a proglašen je za najbolju tehnološku inovaciju u Republici Srbiji u toj godini. Ovaj projekt također uključuje rješenja koja se mogu smatrati elementima Robotike.
Centar za Robotiku je član međunarodnih asocijacija iz ovog područja?
Centar za robotiku je prvi centar znanstvene izvrsnosti iz Repu blike Srbije koji je postao član EURON-a, bivše europske asocijaci je robotičara (sada euRobotics). Danas je IMP Centar za robotiku partner u novo-osnovanom Digitalnom Inovacionom Centru izvr snosti, kao nacionalnoj jezgri robotike, zajedno s Elektrotehničkim fakultetom i Mašinskim fakultetom Sveučilišta u Beogradu.

Koliko je robotika razvijena u Srbiji i kako smo pozicionirani na globalnom tržištu?
Robotika u Srbiji u znanstvenom smislu je daleko ispred potreba naše industrije. Naš znanstveni potencijal nažalost daleko prema šuje kapacitete naše industrije, koja još uvijek ima relativno mali broj instalacija industrijskih robota. Razlog za to je nedovoljna informiranost i zaintersiranost vlasnika tvrtki i potencijalnih inve stitora u Srbiji. Drugi razlog je relativno nizak prosjek prosječnih plaća u Republici Srbiji, pa se investitorima više isplati zaposliti ručnu radnu snagu nego investirati u robotizirane linije. Proizvodi naše industrije su još uvijek slabo konkurentni na probirljivom svjetskom tržištu. Jedan od razloga je i nedovoljna razina robo tizacije industrije, iako se školuju odgovarajući obrazovni profili mladih kadrova. Većina studenata koja završi studije i koja stekne znanja u području Robotike, nakon studija karijeru nastavi u nekoj od tehnološki razvijenijih zemalja Europe.

U okviru Centra za Robotiku postoji i specifičan obrazovni program za studente?
Točno, u okviru Centra za robotiku IMP postoji specijalan program za studente Beogradskog sveučilišta kojima se nude mogućnosti istraživanja, korištenja tehnoloških resursa i izrade di plomskih, magistarskih i doktorskih tema. Institut „Mihajlo Pupin“ je članica UB (Sveučilišta u Beogradu). Ranijih godina organizirali smo i ljetne škole robotike. Svake godine naš Centar izvrsnosti ugosti 2-3 strana studenta koji dođu na praksu posredstvom Međunarodne studentske asocijacije IASTE. Ove godine gosti su nam studenti iz Portugala, Kineskog Makaoa i iz Japana, a prošle iz Poljske, Meksika i Amerike, itd.
Poznato je da u Srbiji i čitavoj regiji zbog ekonomske situacije nema dovoljno sredstava za znanost. Kako Vi uspijevate to preva zići i financirati projekte?
Zaista, situacije nije nimalo laka što se tiče izvora financiranja is traživanja. Na raspolaganju imamo financiranje našeg Ministarstva znanosti, ali nažalost sredstva nisu dovoljna za ambicije koje po stoje. Zato se snalazimo na raznim stranama, prije svega natječući se za međunarodne projekte, kako europske tako i bilatelarne pre kooceanske. Posljednji u nizu, vrijedan preko pola milijuna dolara treba početi upravo ove jeseni, a partneri su nam dva sveučilišta u Kini (Anhui i Peking) i robotska industrija EFFORT iz Wuhu-a (provincija Anhui).
Mnogima je nepoznato da Srbija ima veliku tradiciju u robotici Povijest Robotike u Srbije je jedna duga priča koja ne može stati u nekoliko redova ove reportaže. U Muzeju znanosti u Beogradu, u ulici Dobračina 54, na Dorćolu, čuvaju su krunski eksponati ogromne znanstvene vrijednosti, koji su potekli u Institutu Mihajlo Pupin 60-ih i 70-ih godina (prvi egzoskeleti, Beogradska šaka, publicirani materijal o Točki Nula Momenta, poznatoj ZMP teoriji, itd). Može se slobodno reći da smo, uzimajući također znanstveni doprinos cijenjenih kolega iz Instituta Jožef Štefan u Sloveniji, bili u to vrijeme svjetska znanstvena „velesila“ u Robotici. I dan-danas, citiraju se i proučavaju po udžbenicima radovi i tehnička rješenja iz tog razdoblja kao pionirska rješenja koja su pokrenula nove pravce u ovoj znanstvenoj disciplini.
Za kraj razgovora recite nam kakvi su Vam planovi za neke buduće projekte?
U mojoj karijeri nisam imao slučaj da radim dva ista projekta. Svaki novi projekt je novi istraživački izazov, novo iskustvo i to je vrlo snažna motivacija za svakog znanstvenika. Nakon 30 godina rada u Robotici mogu sagledati koja su to aktualna ograničenja, odnosno „uska grla“, koja inhibiraju brži razvoj ove grane znanosti. Rekao bih da su to, kao prvo, još uvijek skromna energetska autonomija robota (nepovoljan odnos mase uređaja i kapaciteta današnjih baterija). Drugo, nepostojanje umjetnog mišića (nedo voljno učinkoviti i glomazni aktuatori) i kao treće - relativno mala nosivost robota u odnosu na njegovu težinu (ukupnu masu). U Kognitivnoj robotici to su još uvijek skromne mogućnosti strojne/ robotske percepcije usprkos razvoju senzorske tehnologije i suvre menih kamera. To još uvijek nije na razini koja bi bila usporediva s biološkim sustavima a uzor je čovjek. Ambicija svakog znanstveni ka je da pruži odgovarajući doprinos u rješavanju ovih navedenih problema koji usporavaju napredak Robotike. U ovoj znanosti napredak se dešava skokovito, a ne inkrementalno i zato je teško procijeniti kada će roboti dosegnuti ljudske sposobnosti ako im to dopustimo.
Rujan • 44 (3/2018) • Godina 12 27 IZ REGIJE – SRBIJA
» Dodjela nagrade Prof. A. Rodiću u organizaciji Vlade provincije Anhui (Kina) za doprinose u unaprjeđenju znanstvene suradnje i prijateljstva između Republike Srbije i Narodne Republike Kine (Hefei, 2017)
» Omnidirekcijski mobilni robot za nestrukturirane terene




Rujan • 44 (3/2018) • Godina 1228 IZ REGIJE – SRBIJA WWW.IRT3000.COM ISPLATI SE BITI PRETPLATNIK POGODNOSTI ZA PRETPLATNIKE ČASOPISA PRETPLATITE SE! +385 (0)98 409 690 info@irt3000.com www.irt3000.com ZA SAMO 156 KN (20 €) DOBIJETE Svaki novi naručitelj dobija majicu i vezicu • cjelogodišnju pretplatu na časopis IRT3000 (4 broja) • stručne sadržaje svaka 3 mjeseca na više od 200 stranica • svakih 14 dana IRT3000 E-novosti na vaš e-mail • mogućnost povoljnije nabave stručne literature • Iz regije - Hrvatska • Iz regije - Srbija • Nemetali • Proizvodnja i logistika • Alatničarstvo i strojogradnja • Suvremene tehnologije • Održavanje i tehnička dijagnostika • Spajanje, mterijali i tehnologije Na raspolaganju i digitalna inačica časopisa
Fiat najveći izvoznik Srbije
Tvrtka Fiat Chrsysler Automobiles (FCA) Serbia iz Kragujevca najveći je izvoznik Srbije. Ova tvrtka zajedno sa još 14 velikih izvoznika je u razdoblju siječanj-srpanj 2018. godine na stranim tržištima plasirala robu vrijednu ukupno 2,6 milijardi eura.
Tvrtka MESSER dobitnik nagrade za sigurnost
Izvoz kragujevačkog Fiat-a je za sedam mjeseci dostigao 505,9 milijuna eura, a slijedi HBIS Grupa (smederevska Železara) s izvo zom vrijednim 467,4 milijuna eura, što je za 42,9 posto ili za 140,3 milijuna eura više nego u istom razdoblju prošle godine, prema podacima Ministarstva financija Srbije.
Na trećoj poziciji je Naftna industrija Srbije koja je u tom razdo blju ostvarila izvoz od 237,5 milijuna eura, četvrta je tvornica Tigar Tyres iz Pirota s 224,7 milijuna eura, zatim tvrtka »Robert Boch« sa 142,4 milijuna eura i Tetra Pak Production sa 124 milijuna eura.

S izvozom vrijednim 122,7 milijuna eura, HIP Petrohemija Pan čevo se našla na mjestu broj sedam, a iza nje su Grundfos Srbija iz Inđije sa 115,3 milijuna eura i Hemofarm iz Vršca s izvozom od 104,1 milijun eura.
RTB Bor je, s izvozom od 104 milijuna eura, zauzeo 10. poziciju ispred tvrtke »Leoni Wiring Systems Southeast« iz Prokuplja koja je izvezla robu u iznosu od 101,5 milijuna eura, i tvrtke »Yura« iz Rače s 95,1 milijun eura.

Listu 15. najvećih izvoznika zaključuju Henkel s 94,1 milijun eura, Gorenje s 86,9 milijuna eura, i Jugoimport - SDPR iz Beogra da sa 67,4 milijuna eura.
www.pks.rs

Kineska tvrtka planira investiciju od milijardu dolara u Zrenjaninu
Kineska tvrtka za proizvodnju automobilskih guma »Šandong Linglong« objavila je da planira investicijski projekt u Srbiji vrijedan 994,4 milijuna dolara, prenosi portal »Yahoo News«.
Uz vijest je priložen i dokument na kineskom jeziku sa službene stranice Šangajske burze u kojem je Srbija označena kao investi cijski cilj tvrtke »Šandong Linglong« u inozemstvu. Plan je da se izgradi tvornica guma u Slobodnoj trgovinskoj zoni Zrenjanina.
U dokumentu se navodi da je planirano da izgradnja tvornice službeno započne u travnju 2019. i da se odvija u tri faze, pri čemu bi zadnja faza bila okončana u ožujku 2025. godine. Navodi se da kineska tvrtka planira u toj tvornici u Srbiji godišnje proizvoditi 13,62 milijuna komada radijalnih guma visokih performansi.
Ova kineska tvrtka odlučila je tvornicu izgraditi u Srbiji pr venstveno zbog nižih troškova investicije, gradnje, radne snage i
Europska asocijacija za industrijske plinove (EIGA) dodi jelila je šest nagrada za sigurnost tvrtki Messer na ljetnom zasjedanju u lipnju 2018. godine u prijestolnici Letonije, Rigi. Tom prilikom, Messer Tehnogas je dobio zlatnu nagradu za sigurnost povodom 15 godina poslovanja bez industrijskih incidenata u tvornici u Nišu.
Messer Tehnogas tvornica u Smederevu je ovom prilikom odlikovana brončanom nagradom za sigurnost povodom 5 godina poslovanja bez gubitaka radnih sati.
Tvornica u Srbiji nije bila jedina koja je dobila priznanja za do prinos u domeni poboljšanja sigurnosti. Nagrađene su i Messer tvornice u Češkoj, Mađarskoj i Francuskoj. Messer u Češkoj je dobio zlatnu nagradu za sigurnost na ime 2 milijuna radnih sati bez industrijskih incidenata. Messer u Mađarskoj je odlikovan srebrnom nagradom povodom 500.000 radnih sati bez indu strijskih incidenata, kao i nagradom za sigurnost na putu na ime izuzetno sigurnog prijevoza boca s plinom. Još jedna brončana nagrada je otišla u ruke Messer tvornici u Francuskoj na ime 5 godina poslovanja bez gubitaka radnih sati.
energije u odnosu na druge zemlje u Europi. Ipak, kako se navodi ovaj projekt tek treba odobriti kineska državna Komisija za nacio nalni razvoj i reformu, kao i Ministarstvo trgovine Kine i Državna administracija za razmjenu s inozemstvom.
Rujan • 44 (3/2018) • Godina 12 29 IZ REGIJE – SRBIJA
Messer, najveća obiteljska tvrtka za proizvodnju industrij skih plinova, dobila je priznanje od Europske asocijacije za industrijske plinove za unaprjeđenje sigurnosti na radu.
www.messer.rs
Nagrada za najbolje PC računalo na svijetu pripala timu iz Srbije
Na prestižnom svjetskom natjecanju u modifikacijama i inovacijama računala i računalnih kućišta CMWS 2018 (Case Mode World Series) odlukom stručnog žirija, beogradski tim AXE-R osvojio je prvo mjesto za najatraktivnije PC računa lo na svijetu u kategoriji „Scrach Build“, a dodatni uspjeh je što je ovo računalo ujedno proglašeno najboljim i glasovima publike.
Članovi tima AXE-R Nenad Đorđević, Nemanja Đorđević i Dušan Srbljak prezentirali su ovaj nesvakidašnji atraktivni heksa goni dizajn kućišta i impresivne komponente AI koje izdvajaju ovo računalo i čine ga posebnim u odnosu na sve ostale. Kućište AXE-R ima skup senzora koji u svakom momentu prate sve vitalne parametre računala, uključujući vlažnost i temperaturu zraka. Po red toga, ovo računalo brine samo o sebi na taj način, što ukoliko eventualno dođe do istjecanja tekućine za hlađenje, računalo se automatski gasi, a ukoliko temperatura nije optimalna, poklopac se automatski otvara radi provjetravanja. Kućište je nemoguće upaliti bez fizičkog ključa.
Tim AXE-R radio je na ovom projektu čak devet mjeseci. Cilj je bio pokazati da se PC, kakav svi poznajemo, može na specifičan način redefinirati, pri čemu im je glavna motivacija bila motivirati mlade ljude iz čitave regije i da im se pokaže da je sve moguće, ukoliko postoji dobra ideja, volja i ambicija da se nešto postigne.
Tim je pripremio i detaljni video serijal na PCAXE Youtube kanalu u kojem, kroz edukaciju na zanimljiv način prikazuje razvoj projekt i kako se, uz posvećen rad i trud, sve može postići.
AXE-R specifikacije
• CPU: AMD Threadripper 1950x
• Kućište: Scratch build
• Napajanje: Cooler Master V1200 Platinum


• Matična ploča: Gigabyte AORUS X399 Gaming 7
• GPU: Gigabyte Vega 64 CF*2
• Memorija: ADATA XPG 8 x8 GB DDR4 RGB
• Skladšte: ADATA XPG SX8000 PCIe Gen3x4 M.2
• Hlađenje tekućinom: EKWB full custom dual-loop
• Dodatno: Cooler Master MA120 RGB ventilatori.
Kabinet predsjednice Vlade Republike Srbije i Kancelarija za IT i eUpravu u suradnji s Programom Ujedinjenih nacija za razvoj (UNDP) uputili su poziv svim zainteresiranim pravnim subjektima da u okviru Programa za unaprjeđenje biznis ka paciteta u IT sektoru, podnesu zahtjeve za dovođenje međuna rodno priznatih stručnjaka za razvoj IT/inovativnih proizvoda i rast startup-ova na stručnim konferencijama namijenjenim širem krugu zainteresiranih.

Ovaj Program realizira se u okviru projekta “Srbija na dohvat ruke – Digitalna transformacija za razvoj”, koji Kabinet predsjedni ce Vlade Republike Srbije i Kancelarija za IT i elektronsku upravu provode u suradnji s UNDP.
Cilj Programa je podrška prijenosu biznis znanja i ekspertize u područjima razvoja domaćih IT/inovativnih proizvoda i boljeg po zicioniranja domaće IT zajednice i njenih proizvoda na globalnom tržištu.
Program je usmjeren na prijenos znanja iz nekog od ovih podru čja: razvoj IT proizvoda, njihov upotreba i prilagođenost tržištu, pozicioniranje IT proizvoda ili zajednice na globalnom tržištu,
bolje pozicioniranje i vidljivost domaće IT zajednice ili proizvoda na globalnom tržištu.
„Na natječaj se mogu prijaviti svi pravni subjekti aktivni u području informacijskih tehnologija i inovacijskog poduzetništva. Pravni subjekti mogu biti registrirani kao gospodarska društva, poslovna udruženja, udruženja građana i fondacije“, izjavio je direktor Kancelarije za IT i eUpravu, Mihailo Jovanović.
Ukupna raspoloživa sredstva za realizaciju su oko 41.000 dolara plus dodatnih 10.000 eura, koje je donirala talijansko veleposlan stvo u Srbiji, a očekuje se podrška i drugih donatora.
Rujan • 44 (3/2018) • Godina 1230 IZ REGIJE – SRBIJA
Veliki uspjeh je i to što je prvi put u povijesti CMWS svjetskog natjecanja jedan projekt osvojio prvo mjesto i u kategoriji glasanja publike i u kategoriji „Scrach Build“ koju je ocjenjivao stručni žiri.
Javni poziv »Program za unaprjeđenje biznis kapaciteta u IT sektoru“
www.ite.gov.rs
Uključivanje tvrtki u proces digitalizacije
Predsjednik Privredne komore Srbije Marko Čadež i premijer ka Srbije Ana Brnabić pozvali su tvrtke da iskoriste mogućnosti mreže temeljene na LoRa tehnologiji, koju je Telekom Srbije prvi primijenio u regiji, za razvoj svojih proizvoda i usluga i unaprjeđenje poslovanja.
Umjesto da Bitgear razvija rješenja za druge zemlje, napravljen je kompletan domaći inovativni proizvod, na bazi najsuvremenije tehnologije u telekomunikacijskoj i industriji senzora, koji predsta vlja samo jedan primjer za buduća rješenja start-upova i tvrtki, da u suradnji s Telekomom unaprijede svoje poslovanje.
Prema riječima generalnog direktora Telekoma Srbija, Predraga Ćulibrka, Privredna komora Srbije povezala je Telekom Srbija s domaćom tvrtkom koja je ranije prvenstveno radila za svjetska tr žišta. Senzorski uređaj, kreiran s partnerima iz Bitgear-a, jedinstven u svijetu, riješiti će desetogodišnji problem tvrtke – uspostavljanje sigurnosne kontrole nad podzemnom kabelskom infrastrukturom. Rješenje će naći primjenu i u poljoprivredi, kanalizacijskoj i plinskoj infrastrukturi, u zdravstvu, objasnio je Ćulibrk i poručio da će Tele kom podržati i druge tvrtke u kreiranju njihovih digitalnih rješenja.
LoRa mreža predstavlja jedan od stupova digitalizacije, a tvrtka Telekom Srbija prva u regiji pušta u rad IoT mrežu, baziranu na suvremenoj LoRa tehnologiji. To je tehnologija koja kroz ekosustav senzora osigurava sve preduvjete za kreiranje najrazličitijih poslov nih rješenja, istaknuto je na prezentaciji.
Na prezentaciji nove platforme za razvoj IoT (Internet stvari) usluga, temeljenoj na LoRa tehnologiji predsjednik Privredne komore Srbije, istaknuo je da će Komora, u okviru aktivnosti za digitalnu transformaciju gospodarstva, nastaviti poticati partner stva rastućih tehnoloških tvrtki i inovativne start-up zajednice s velikim sustavima, kao što je partnerstvo tvrtki Bitgear i Telekom. „Na taj način domaćim tvrtkama iz svih sektora gospodarstva – od agrobiznisa i energetike, preko industrije do uslužnih djelatno sti – osiguravaju se učinkovitija poslovna rješenja, konkurentska prednost i osnova za pametan rast“, naglasio je Čadež.

Održan prvi “SIEMENS Energy Management Day”
Prvi “Energy Management Day” za regiju Siemens je organi zirao u glavnom gradu Makedonije, i tim povodom održan je stručni skup “Gas-Insulated Substations, Solutions and Advan tages” na Fakultetu za Elektrotehniku i Informacione tehnologi je u Skoplju.
Prezentaciju je održao g. Nikola Jankulovski, Sales responsible za tržište Europe i Afrike za EM HP GIS proizvode, Siemens AG. “Dobra i uspješna suradnja koju Siemens Beograd, i Siemens kolege iz Erlangena ostvaruju s SisKon Systems Enginering-om, predstavljaju temelj za intenziviranje suradnje i projekata. Ova suradnja predstavlja ključni faktor, i postoji potencijal za proširenje suradnje i u području plinom izoliranih postrojenja, koja će biti prioritet u narednim godinama. Za mene je velika čast biti dio tima koji ostvaruje najveće i najvažnije projekte u svojoj regiji. Vrlo sam ponosan da uz moju suradnju nastaju projekti, kao što su TS Beo grad 41, TS Kopaonik, TS Beograd 23”, izjavio je g. Jankulovski.

Više od 60 prisutnih kupaca na ovom skupu imalo je priliku da se, kroz prezentaciju i diskusiju, upozna s najnovijim tehnolo gijama tvrtke Siemens iz ovog područja, dok je o Siemens-ovim referentnim projektima i primjerima koji se primjenjuju u našoj regiji sudionicima skupa govorio dr Saša Stamenković, tehnički rukovoditelj poslovne jedinice EM TS&HP Siemens Srbija.
Predsjednica Vlade Srbije Ana Brnabić istakla je strateški značaj procesa digitalizacije za građane i gospodarstvo, a kao pozitivan primjer za dalji razvoj tog procesa, navela je suradnju državne tvrt ke, kao što je Telekom, s domaćom inovativnom tvrtkom, poput Bitgear-a. Premijerka je pozvala i druge tvrtke, prije svega javne tvrtke, da prepoznaju probleme koje imaju u poslovanju i da pozo vu domaće tvrtke, fakultete i institute da zajedno rade na rješava nju tih problema, a da onda od tih rješenja naprave proizvod koji će moći izvoziti iz Srbije. Vlada će ohrabrivati i pomagati ovakve inicijative, poručila je Brnabić.
Dejan Dramićanin, osnivač Bitgear-a, uvjeren je da će rješenje u suradnji s Telekomom, koje spada u red najvećih IoT projekata u Europi, pokrenuti razvoj novih domaćih rješenja za digitalnu transformaciju.
www.pks.rs
Siemens je razvio proizvode za sve vremenske prilike i sve loka cije što potvrđuju referentni projekti u čitavom svijetu. Rješenja za polarne zime i tropska ljeta, velike nadmorske visine, nacionalne parkove, pustinje i urbana gradska područja predstavljaju sofistici ranu tehnologiju koja je prilagođena i najzahtjevnijim kupcima.
Ovo je prvi Siemens Energy Management Day koji će se u nare dnom razdoblju organizirati i u drugim zemljama Adriatic regije.
Rujan • 44 (3/2018) • Godina 12 31 IZ REGIJE – SRBIJA
www.siemens.rs


SAJAM KOJI POTIČE DIGITALNE PROMJENE. SI, Celjski sajam, 17. – 19. li opada 2018. 2. sajam inovativnih digitalnih rješenja U ISTOM TERMINU I FEEL THE FUTURE OF GAMING: 19. I 20. 10. 2018. Želite se i vi pridružiti mnogobrojnim uspješnim poduzećima? Zatražite informativnu ponudu odmah! Pišite na info@ce-sejem.si W W W. F E E LT H E F U T UR E . S I Medijski partner F e e l T h e F u t u r e
Održana “ECF22 – Konferencija o lomu” - Kako spriječiti katastrofalne lomove konstrukcija
Nakon tragedije u Genovi, gdje je zbog pada mosta smrtno stradalo više od 40 ljudi, u stručnoj javnosti je, osim pitanja odgovornosti i uloge ljudskog faktora, otvoreno i ono suštinsko pitanje – kako spriječiti katastrofalne lomove na konstrukcija ma, koji mogu dovesti do nesagledivih posljedica.
mehanike loma, omogućavaju da se predvidi ponašanje napukline u procesu loma i da se procijeni sigurnost i pouzdanost konstruk cije pri opterećenju u radnim uvjetima.
Najnoviji istraživački pravci i rezultati u području mehanike loma i integriteta konstrukcija predstavljeni su u plenarnim predavanjima vodećih svjetskih stručnjaka. Među njima se izdvaja ime prof. James Rais-a iz SAD, koji je prije 50 godina formulirao jedan od najvažnijih parametara mehanike loma, tzv. J-integral. Prof. Rais se već desetljećima unazad bavi izuzetno interesantnim temama vezanim za geomehaniku, ledenjake, zemljotrese i svim drugim bitnim aspektima u vezi loma, o čemu se govorilo tijekom uvodnog predavanja.
Među ostalim uvodničarima bili su i prof. Joši Hong iz Kine, Uwe Zerbst i Meinhard Kuna iz Njemačke, Jonggang Huang i Robert Ritchie iz SAD, William Curtin iz Švicarske, Takajuki Kitamura iz Japana, Dražan Kozak iz Hrvatske, Nenad Gubeljak iz Slove nije, kao i predstavnik Srbije, prof. dr. Jovo Jarić. Tijekom skupa istaknuta je i uloga domaćih velikana u području građevinarstva, akademika Branka Žeželja i Nikole Hajdina, kao i prof. dr. Mlade na Berkovića, pionira u području numeričkih metoda, ne samo u Srbiji, nego i u svijetu.
Konferenciji je prethodila „Ljetna škola mehanike loma“, a ovaj skup je bio održan 25. i 26. kolovoza na Mašinskom fakultetu u Be ogradu. Glavni uvodničar bio je prof. James Rais, koji je održao pre davanje povodom 50-godišnjice njegovog rada na temu J-integrala.
Problem mehanike loma i integriteta konstrukcija bila je i cen tralna tema i 22. Europske konferencije o lomu koja se održala od 27. do 31. kolovoza u beogradskom hotelu „Metropol“. Skup je or ganiziralo Društvo za integritet i vijek konstrukcija „Prof. dr Stojan Sedmak“ u suradnji i pod pokroviteljstvom Europskog udruženja za integritet konstrukcija (ESIS).
Više od 500 sudionika iz čitavog svijeta razmatralo je sve važne aspekte mehanike loma i integriteta konstrukcija, a tijekom konfe rencije održano je i niz mini-simpozija na najaktualnije teme iz po dručja, istaknuo je organizator skupa, prof. dr. Aleksandar Sedmak s Mašinskog fakulteta u Beogradu. Posebno se izdvaja mini-simpo zij o vodikovoj krhkosti u okviru kojeg je oko 50 najeminentnijih svjetskih stručnjaka raspravljalo o tom, najznačajnijem problemu korozijskog loma.
Kako bi se izbjegli neočekivani i često katastrofalni lomovi i sačuvao integritet konstrukcija, potrebne su odgovarajuće ekspe rimentalne i teorijske analize, podržane modeliranjem i numerič kom analizom. Mogućnost otkaza konstrukcije u radu se ne može zanemariti, kako to praksa pokazuje. Postupci, razvijeni na osnovi
Nakon 30 godina napravljen novi avion u Srbiji
Tvrtka Utva iz Pančeva je nakon više od 30 godina samostalno napravila novi avion »Sova«.
Riječ je o jednomotornom avionu, namijenjenom za obuku, sportsko i turističko letenje, avio taksi prijevoz i panoramsko razgledanje. Avion je četverosjed konfiguracije ''side by side'', s fiksnim stajnim trapom.

Projekat je financiran od strane JUGOIMPORT SDPR-a, a Utva je ugovorila projektiranje, modificiranje, proizvodnju prototipa, ispitivanje i certificiranje aviona.

Avion »Sova« predstavlja moderniziranu verziju osnovnog mo dela aviona Utva 75, koji je prvenstveno bio namijenjen za početnu obuku, sportsko i turističko letenje. Avion se opcijski može koristiti i za izviđanje, aero foto snimanje i druge operacije.
Europska konferencija o lomu, koja se, prvi put, nakon 26 godina održavala u Srbiji, je izuzetno značajan skup ne samo za Srbiju, nego i za regiju u cjelini. Krajem 80-tih, nekadašnja Jugoslavija je dobila organizaciju 9. konferencije o lomu, koja se trebala održati 1992. godine u Dubrovniku. Zbog objektivnih okolnosti i ratnih dešavanja skup je uz pomoć Europskog centra za mir i razvoj (ECPD), održan u Varni i Bugarskoj. U uvjetima sankcija, bez računala i interneta, organizacija konferencije bila je „nemoguća misija“, koju su sproveli prof. dr. Stojan Sedmak, i izvršni direktor ECPD, Negoslav Ostojić.
Nakon 26 godina, ovo je prvi put, da se Europska konferencija o lomu održava u ovoj regiji. Tome je u velikoj mjeri doprinijela uloga Srbije u ESIS, istaknuo je prof. Aleksandar Sedmak, koji je jedan od potpredsjednika tog udruženja.
Organizaciju 22. Europske konferencije o lomu financijski su podržali Ministarstvo prosvjete, nauke i tehnološkog razvoja RS, EPS i drugi sponzori (Rumul, Messer, Sobriety), a veliku podršku pružio je i Mašinski fakultet u Beogradu, koji je koorganizator Ljetne škole mehanike loma.
Konfiguracija stajnog trapa dozvoljava slijetanje na asfaltne i pripremljene travnate piste. Avion “Sova“ je opremljen jednim, če tverocilindričnim motorom sa zračnim hlađenjem. Masa praznog aviona je 750 kilograma, dužina aviona je 7,11 metara, a maksimal na brzina iznosi 230 km na sat.
Rujan • 44 (3/2018) • Godina 12 33 IZ REGIJE – SRBIJA
www.mas.bg.ac.rs
Prvi internacionalnom IKT sajam u Srbiji – „SEE-IT samit”
Prvi internacionalnom IKT sajam u Srbiji – „SEE-IT samit” biti će održan od 7. do 9. studenog 2018. u Novom Sadu.

Srbija lider u regiji po visini učešća stranih izravnih investicija
Iako je Srbija i dalje lider u regiji po visini učešća stranih izravnih investicija u BDP, potrebna su veća ulaganja u izvozno orijentirane gospodarske djelatnosti. Srbija je u posljednjih pet godina privukla polovicu od ukupnih stranih izravnih investi cija na Zapadnom Balkanu, i s njihovim učešćem od 6,6 posto u BDP lider je u regiji. Tijekom 2017. izravne strane investicije u Srbiji iznosile su 2,4 milijarde eura, a ove godine Narodna banka Srbije procjenjuje da će dostići 2,6 milijardi.
„SEE-IT samit” je prvi IKT sajam ovakve vrste na čitavom Zapadnom Balkanu i ima za cilj predstaviti našu regiju među narodnim izlagačima, sponzorima, govornicima, investitorima, stručnjacima, odnosno krajnjim korisnicima iz čitavog svijeta. Trodnevni program ovog samita obuhvaća razne teme u sklo pu 15 konferencija, radionice, panel-diskusije, B2B sastanke, ekskluzivnu HR uslugu i još mnogo toga.
Jedinstvena HR usluga, kada će partneri samita, beograd ska tvrtka „H.art Development Centar”, realizirati intervjue s potencijalnim kandidatima za posao, i to na osnovi zahtjeva samih izlagača, jedna je od inovacija koje će biti predstavljene na sajmu. Pored toga, Start-up paviljon će okupiti raznovrsnu scenu mladih talenata, koji će imati mogućnost upoznati se s investitorima i industrijom. Ovaj sajam će, također, biti posvećen i neizbježnom procesu digitalne transformacije, kao i rješenjima koje umjetna inteligencija nudi domaćoj ekonomiji. „SEE-IT samit” je, između ostalog, podržan i od strane Kan celarije za informacione tehnologije i elektronsku upravu, Po krajinskog sekretarijata za privredu i turizam, Njemačko-srp ske privredne komore („AHK Serbien”) i Kabineta ministra za inovacije i tehnološki razvoj Vlade Republike Srbije.
Industrijska proizvodnja u Nišu pala za 3,5 posto

Industrijska proizvodnja u Nišu pala je za 3,5 posto u prvih šest mjeseci ove godine u odnosu na isto razdoblje prošle godine prema službenoj statistici gradskog Sekretarijata za privredu.

Proizvodnja poluproizvoda porasla je za 14,7 posto, a proizvodnja energije za skoro 7 posto. Promatrano po granama prerađivačke industrije, najveći rast ostvaren je u proizvodnji proizvoda od gume i plastike i to više od 94 posto, a na drugom mjestu je proizvodnja pića s gotovo 44 posto. Proizvodnja električne opreme porasla je za 17,5 posto, a prehrambenih proizvoda za 16,8 posto. Najveći pad zabilježen je u proizvodnji strojeva i to 44 posto, a potom u proizvodnji metalnih proizvoda od gotovo 42 posto. Industrijska proizvodnja u Nišu bila je veća u siječnju i travnju u odnosu na pro šlu godinu, dok je pad zabilježen u veljači, ožujku, svibnju i lipnju.
Strani investitori koji posluju u Srbiji oko dvije trećine ostvarene dobiti ponovo ulažu u proširenje svog poslovanja u Srbiji i dobro su upoznati s razvojnim prilikama Srbije, što NBS ocjenjuje kao pozitivnu činjenicu i ističe kao potvrdu da je Srbija postala prepo znatljivo mjesto za ulaganja, posebno dugoročna.
Prema podacima NBS, u prvih pet mjeseci ove godine, strane izravne investicije iznosile su 1,1 milijardu eura što je oko 14 posto više nego u istom razdoblju prošle godine. Petina stranih investi cija dolazi iz financijskih djelatnosti i djelatnosti osiguranja, oko 15 posto iz građevinarstva, 12 posto iz unutrašnje trgovine, a oko devet posto iz nekretnina.
Promatrano prema djelatnostima, oko 22 posto ukupnih investi cija usmjereno je na prerađivačku industriju (oko petine u hranu i piće, a oko 15 posto u proizvodnju kemikalija i kemijskih proi zvoda), oko 14 posto na opskrbu električnom energijom, plinom i parom i oko 10 posto na trgovinu na veliko i malo.
Rujan • 44 (3/2018) • Godina 1234 IZ REGIJE – SRBIJA
www.pks.rs
Veliki uspjeh „Drumske strele“ u Češkoj
Formula Student tim Tenfor Drumska strela postigao je veliki uspjeh na stazi Autodrom Most u Češkoj Republici, gdje je u najzahtjevnijoj natjecateljskoj disciplini – utrci izdržljivo sti – zauzeo visoko peto mjesto. Zbog problema s vremenom i propusta u organizaciji natjecanja, bodovi osvojeni u ovoj disciplini nisu uračunati u ukupan skor, zbog čega se Drumska strela našla na 18. poziciji u ukupnom plasmanu natjecanja. To, međutim, nije umanjilo ponos i zadovoljstvo članova tima postignutim rezultatima.
osmicama i autokrosu. Nakon ubrzanja od 0 do 100 km/h za 4,33 sekunde veliki uspjeh tima zabilježen je i u vožnji osmica. Vozač Drumske strele je postavio vrijeme kojim je iza sebe ostavio i najpoznatije svjetske timove, a Tenfor Drumska strela zauzela je visoko šesto mjesto.
U trci izdržljivosti koja je ujedno i najteži test za vozilo, Drumska Strela je nakon 26 krugova, odnosno 22 km, osvojila crno-bijelu zastavu. Natjecanje u Italiji je na najbolji način potvrdilo da mladi inženjeri stoje rame uz rame s predstavnicima vodećih svjetskih sveučilišta.
Dobar start Drumske strele na stazi Riccardo Palleti nagovije stio je uspješan nastavak natjecanja. Formula Student natjecanje u Češkoj je održano od 31. srpnja do 4. kolovoza. Kao i u Italiji, vozilo je bez problema prošlo tehničku inspekciju, kao i sve kasnije testove.
Natjecanje u statičkim disciplinama rezultiralo je sjajnom obranom Biznis Plana. Detaljna razrada ideje, pokrivenost rizika i dobro ciljanje potencijalnih kupaca nije moglo proći nezapaženo. Biznis tim je i u Češkoj nagrađen sjajnim 14. mjestom u ukupnom plasmanu.
Tim je spremno dočekao početak dinamičkih disciplina. Naža lost, već nakon prve vožnje ubrzanja javio se problem s jednim od dijelova na sustavu prijenosa, te je tim bio primoran vratiti se u boks. Usprkos lošem startu, u vožnji osmica postavljeno je vrijeme od 5,2 s što je tim smjestilo u prvih 15 timova u ovoj disciplini. Tijekom autokrosa je postavljeno vrijeme od 84,97 s.
Formula Student tim Tenfor Drumska Strela uspješno je započeo ovogodišnju natjecateljsku sezonu na Formula SAE natjecanju u Italiji, koje je sredinom srpnja održano na stazi Riccardo Palleti. Na ovom natjecanju, tim studenata BU je osvojio 16. mjesto u konkurenciji 52 sveučiliša tima iz čitavog svijeta.

Kad je riječ o statičkim disciplinama, najveći uspjeh je postignut na obrani Biznis plana, gdje su studenti osvojili 14. mjesto. Tim je postigao zapažene rezultate u tri dinamičke discipline – ubrzanju,

I u Češkoj, posljednji dan natjecanja bio je rezerviran za utrku izdržljivosti. Članovi tima čvrsto su vjerovali u bolid koji se već na stazi u Italiji pokazao kao apsolutno pouzdan i brz. Nakon sjajnih vožnji oba vozača, postignut je nevjerojatan uspjeh. Osvojeno peto mjesto u utrci izdržljivosti jamčilo je ulazak tima u prvih 10 u ukupnom rangiranju. Međutim, vremenski uvjeti u Češkoj nisu bili na strani Drumske strele. Posljednja utrka je odgođena, a organi zatori su donijeli odluku da se bodovi ostvareni u ovoj disciplini ne računaju u ukupnom plasmanu. Iako je ova odluka naišla na negodovanje većine timova, odluka je bila konačna, a srpski tim je završio natjecanje na 18. mjestu.
www.mas.bg.ac.rs
Najznačajnija pomoć malim i srednjim tvrtkama u Srbiji u ovoj godini preko projekta EU, koji već šest godina pomaže razvoju tog sektora u regiji (WB EDIF), je 20 milijuna eura za jamstva, na osnovi čega će tvrtkama biti plasirano više od 100 milijuna eura povoljnih kredita, izjavila je pomoćnica ministra gospodarstva Katarina Obradović Jovanović.
Obradović Jovanović objašnjava da u okviru projekta EDIF, tvrt ke mogu računati na podršku ne samo kroz kreditna jamstva, već i kroz izravno kreditiranje i investicije u kapital tvrtke. Nedavno je Srbija bila domaćin prvog regionalnog »WB EDIF Poslovnog foruma 2018«, na kojem se moglo više čuti o novim po voljnijim uvjetima financiranja koje projekt nudi malim i srednjim tvrtkama. Do sada je u našoj zemlji više od 400tvrtki iskoristilo podršku preko projekta EDIF. “Kroz ovaj projekt pilotiraju se novi programi, realiziraju prve jamstvene sheme, prve investicije u fon dove rizičnog kapitala i na taj način se potiče razvoj financijskog
tržišta” - ukazala je Obradović Jovanović. Prema njenim riječima, najvažnije za Srbiju je što će preko te platforme našim tvrtkama ove godine biti namijenjeno 20 milijuna eura iz europskih fondova za jamstva, a to znači da će banke moći na osnovi ugovora koje sklope za ta sredstva, plasirati više od 100 milijuna eura kredita. Ti krediti biti će značajno povoljniji nego što su sada na tržištu.
Rujan • 44 (3/2018) • Godina 12 35 IZ REGIJE – SRBIJA
S pomoću EU do povoljnijih kredita za male i srednje tvrtke u Srbiji
www.kombeg.org.rs




IZ REGIJE – SRBIJA 12.-14.02.2019 Ljubljana, Slovenia Međunarodni stručni sajam za automatizaciju i mehatroniku International Trade Fair for Automation and Mechatronics powered by w w w. i c m . s i 15
14. Međunarodni sajam energetike u listopadu u Beogradu ››
Međunarodni sajam energetike (s UFI licencom) najveći godišnji regionalni skup tvrtki, korporacija, poduzeća, institucija i profesionalaca u sektorima koji se bave električnom energijom, ugljenom, naftom i plinom, obnovljivim izvorima energije, energetskom učinkovitošću i rudarstvom održati će se od 3. do 5. listopada na Beogradskom sajmu.
I izlagački i konferencijski segment Sajma energetike uključuju sve tematske podrazine – od znanstveno-istraživačkog rada, preko proizvodnje i eksploatacije, do obogaćivanja, distribucije, transpor ta, skladištenja ili neposrednog korištenja prirodnih resursa. Ovaj sajam s razlogom nosi odrednicu međunarodne manifesta cije, ali akcent je i na njegovom tržišnom karakteru, odnosno prili ci da se predstave i povežu investitori, proizvođači opreme, resorna administracija, financijske institucije i lokalne samouprave. Istovremeno s ovim sajmom, biti će održana i još dva slična sajma i to Međunarodni sajam zaštite životne sredine i prirodnih resursa – ECOFAIR i Međunarodni sajam prevencije i reagiranja u izvanre dnim situacijama i sigurnosti i zdravlja na radu – 112 EXPO. Međunarodni sajam zaštite životne sredine i prirodnih resursa – EcoFair, najveći je i najreprezentativniji skup ove vrste u regiji,
koji ima gospodarsko-edukativni karakter, a posvećen je sustavima i mehanizmima zaštite životne sredine i kružnoj ekonomiji, dok izložba iSEC predstavlja tehnologije Pametnih gradova u funkciji javne sigurnosti, prometa (Mobility, Traffic), parkinga, e-uprave, e-zdravstva, e-obrazovanja, e-bankarstva, e-maloprodaje, ITS –Integriranog transporta i logistike ... 112 EXPO je međunarodni sajam prevencije i reagiranja u izvanrednim situacijama i sigurnosti i zdravlja na radu, a bavi se procjenom i upravljanjem rizicima u izvanrednim situacijama i u području sigurnosti i zdravlja na radu. Preciznije – preventivom: zaštitom od požara, poplava, zemljotresa, kemijskih incidenata, povreda na radu; reagiranjem u izvanrednim situacijama; sigurno šću i zdravljem na radu.
www.sajamenergetike.rs
Srpski start-up prodan za 165 milijuna dolara
Srpsko-američki start-up Frame, otkupljen je od strane američke softverske cloud tvrtke Nutanix. Kako navodi SDX Central, i kako stoji u SEC podnesku, Frame je prodan za iznos od 165 milijuna dolara, što je najveća javno poznata akvizicija za jedan start-up iz Srbije. Kako je osnivač i CEO Frame-a, Nikola Božinović objavio, akvizicija će biti finalizirana do kraja ovog mjeseca, tako da postoji mogućnost da će finalni dogovor odstupati od trenutačno dostupnih informacija.
Tvrtka Nutanix je softverska cloud computing tvrtka osnovana 2009. godine. Tijekom 2016. godine je izašla na burzu, a sada su vrijedni oko 9 milijardi dolara. Frame je jedan od lidera u po dručju cloud softvera, a svojim proizvodima omogućuje mnogim svjetskim organizacijama prebacivanje desktop aplikacija i softver
skih alata u cloud. Kako je objavljeno u službenom priopćenju Nutanixa, spajanjem dviju tvrtki će korisnicima biti osigurana prva do sada, “multi-cloud desktop-as-a-service platforma”.
Frame servisi će biti dostupni nakon finaliziranja akvizicije na third-party cloudima AWS-a i Azure-a, dok će detalji o dostupno sti na Nutanix Xi Cloudu i Google Cloud Platformi biti objavljeni naknadno.

Rujan • 44 (3/2018) • Godina 12 37 IZ REGIJE – SRBIJA
www.startit.rs
Oechsler: manje iteracija za bolje kalupe››
Oechsler je tradicionalna tvrtka iz frankovske regije Bavarske, koja neprekidno postavlja cilj poboljšati svoje procesne lance. Primjenom optičkog 3D-mjernog sustava su tako između ostalog ubrzali izradu kalupa za injekcijsko prešanje plastike.

Ukoliko vozači suvremenih automobila više ne moraju brinuti o poteškoćama vožnje na kosini s ručnom kočnicom, to je djelomič no posljedica izuma tvrtke Oechsler AG iz Ansbacha u Njemačkoj. Krajem devedesetih godina dvadesetog stoljeća je naime taj ba varski prerađivač plastike razvio aktuator za elektronsku parkirnu kočnicu (EPB), koja u sve više vozila nadomješta tradicionalnu ručnu kočnicu. Jezgra aktuatora je prijenosnik, načinjen od plastike. Patentirani mehanizam primjenjuje tehnološki napredne materijale za ispunjavanje visokih zahtjeva obzirom na učinkovi tost, pri čemu se zadržava mala masa komponenata. Oechsler: precizni dijelovi od 1864. godine
»EPB je danas jedan od naših najprodavanijih proizvoda,« tvrdi dr. inž. Marco Wacker, stručnjak za preradu plastike, koji je dokto rirao na području kompozitnih materijala ojačanih vlaknima. Sada je voditelj odjela za tehnologiju i inovacije u tvrtki Oechsler te član uprave. Tvrtka je već od 1864. godine specijalizirana prije svega za izradu preciznih komponenata, a većina njihovih proizvoda su prijenosnici i slični proizvodi za automobilsku industriju, medicin sku tehnologiju, sportske artikle, telekomunikacije i druge branše. Prijenosnike isporučuju pojedinačno ili kao komplete, iz samo jednog izvora: od ideje u suradnji s naručiteljem, preko specifikaci je i simulacija, do izrade kalupa i proizvodnje dijelova.
Ključna odluka za optički mjerni sustav
Sjedište u Ansbachu je jedno od šest njihovih lokacija u svijetu, gdje prerađuju više od 400 različitih materijala u opsegu 6.000 tona/godišnje. Gotovo 80 posto tih materijala je ojačano vlakni ma. Takvi materijali imaju tendenciju da se savijaju, posebice kod proizvoda s tankim stijenkama.

Mjerenje proizvoda, kao što su kućišta, s pomoću taktilnih su stava je čitavo vrijeme uzrokovalo poteškoće. Promjene, koje su na činili na alatima, nisu se uvijek odražavale u izmjerenim podacima. Nakon detaljnije analize problema, utvrdili su, da taktilno mjerenje uzima previše vremena, a pored toga izmjeri samo dio onog što nam treba. Pored toga, taktilno mjerenje trodimenzijsko mjerenje sažme u apstraktni prikaz binarnih ili ternarnih točaka u tablici, a projektant zatim mora rezultate unijeti u svoj trodimenzijski sustav.
Tako su 2012. godine počeli s traženjem alternativne metode, a konačnu odluku su donijeli kroz proces ocjenjivanja, koji je uspo ređivao vlastiti taktilni mjerni sustav s računalnom tomografijom
Rujan • 44 (3/2018) • Godina 1238 NEMETALI
» Oechsler AG je cjeloviti dobavljač, koji podržava čitav proces od ideje do proizvodnje.
(CT) i optičkim mjernim sustavom ATOS Triple Scan, proizvođača GOM, koja primjenjuje 3D-skeniranje s projekcijom ruba. U po stupku predizbora prevladavali su CT sustav i GOM rješenje. Projekcija ruba za mjerenja, koja traju svega nekoliko sekundi

Tijekom procesa ocjenjivanja isti dio kućišta su mjerili šest puta, svaki puta s 550 podatkovnih točaka. Na kraju su bili CT i tehnologija projekcije ruba rame uz rame obzirom na brzinu i točnost. Za izbor ATOS Triple Scan proizvođača GOM, odlučili su se jer proizvode velik broj hibridnih dijelova (npr. dijelovi kućišta s umetcima i/ili olovnim okvirima).
snik jednim pogledom dobiva pregled nad čitavim dijelom, umjesto da dobije samo nešto apstraktnih točaka, kao kod taktilnih mjerenja. Prije toga su promjene na kalupima morali izvoditi u koracima, kako ne bi došlo do nakupljanja zavara. Sada mogu čitavu kompo nentu vidjeti odjednom, stoga su bitno više samouvjereni, jer su time osjetno smanjili broj ponavljanja.
Sustavi simulacija i mjerenja se dopunjuju
Nakon projektiranja je potrebno izračunati troškove, i kada do biju zeleno svjetlo od naručitelja, kalup se potvrđuje u odjelu ala tničarstva, a u odjelu simulacije se s pomoću programske opreme Moldflow Software izračuna simulaciju tečenja, koja daje izvrsne rezultate za materijale, koje prerađuje tvrtka Oechsler, uz pred viđanje vitoperenja komada. Stoga sada kalupi proizvode vrlo malo vitoperene proizvode, a uspostavili su i internu kontrolnu petlju.
Primjenom mjernog sustava GOM, broj korekcijskih iteracija tijekom izrade kalupa su smanjili sa sedam na tri.
Stručnjak za simulaciju prvo unese podatke u sustav na temelju svojih dugogodišnjih iskustava. Poslužitelj ubrizgavalice prihvaća podatke, prema potrebi mijenja parametre ili izrađuje kalup na temelju vlastitih iskustava.-nejasna rečenica – poslužitelj ubrizga valice definitivno ne izrađuje kalup???
U svakom slučaju plastični proizvod izmjeri primjenom GOM sustava i rezultate vrati u simulaciju. Time stručnjak za simulaciju dobiva povratnu informaciju o kvaliteti svojeg predviđanja. Na temelju tih informacija može ponovo poboljšati svoj model. S tim se korak po korak sakuplja iskustvo, koje će dugoročno pojedno stavniti ponavljajuće mjerne zadatke.
Umjesto snimanja pojedinih točaka, optički 3D-skener provodi skeniranje čitave geometrije dijeka, od čega nastaje oblak točaka visoke razlučivosti. Projicirani uzorak ruba snimaju dvije kamere. Pri tome je moguće vrlo točno sliku s milijun mjernih točaka sni miti u nekoliko sekundi bez dodira s predmetom. GOM program ska oprema izračunava trodimenzijske koordinate za svaku točku kamere. Izračunata poligonska mreža opisuje slobodno oblikovane površine i pravilne geometrije, koje je zatim moguće uskladiti s crtežom ili nizom CAD podataka u obliku analize oblika i dimen zija. U usporedbi s tehnologijom taktilnih mjerenja, moguće je vrlo brzo skenirati čitavu površinu dijela, i to bez slijepih pjega.
Cilj: povratne informacije, dok nije postignuta željena točnost
Zatim se konstruktori, alatničari i proizvodnja savjetuju o mogućim promjenama na temelju rezultata mjerenja. U suradnji s alatničarom pripremaju korekcijski izvještaj, kojeg unose u CAD. Kalup poprave i ponovo načine primjerak. Ta kontrolna iteracija se ponavlja, dok nije postignuta željena točnost. U prosjeku su to za nove dijelove sada samo tri iteracije. Za dijelove, koji se često javlja ju u sličnim oblicima, dovoljna je jedna veća i jedna manja iteracija.
» Dr. inž. Marco
Wacker, član uprave Oechsler AG, zadu žen za tehnologiju i inovacije
Pregled komponenata smanjuje broj ponavljanja
Norbert Krauß, voditelj projekata istraživanja i razvoja u tvrtki Oe chsler, potvrđuje: »Super stvar kod optičkog sustava je to, da pokaže mnogo stvari odjednom. Nije potrebno razmišljati površinski, možeš vidjeti gdje su presjeci, gdje su priključci, kontakti i položaji.« Kori

» Usporedba dijelova iz različnih vrsta plastike na temelju skeniranja
3D-skener je izvrstan i za usporedbu materijala
Oechsler sustav ATOS Triple Scan se primjenjuje i za usporedbu materijala. Materijal PBT GF 30 različitih proizvođača se primje rice ne ponaša nužno jednako. Mjerni sustav omogućuje, da se u fazi uzorkovanja brzo utvrdi, ponaša li se neki materijal slično kao i referentni materijal i kakve su prilagodbe potrebne. Kod kućišta je kritični dio često priključak, gdje je debljina stijenke najmanja. Između pojedinih proizvođača kod malih debljina stijenki mogu nastati velike razlike, koje nije moguće kompenzirati promjenom

Rujan • 44 (3/2018) • Godina 12 39 NEMETALI
» 3D-digitalizator omogućuje jednostavno, brzo i pouzdano mjerenje.
parametara procesa prerade. U tom slučaju moguće je samo korigi rati kalup. To se sprječava s uzorkovanjem više materijala, pri čemu sustav GOM pomaže smanjiti količinu potrebnog rada i ubrzati dobivanje željenih rezultata.
Besplatna programska oprema za kompletnu ocjenu
Oechsler primjenjuje besplatnu programsku opremu GOM Inspect za analizu i vizualizaciju izmjerenih podataka. Programski paket omogućuje uređivanje i analizu 3D-podataka, a primjenjiv je i za 3D-pregled i suradnju pri analizi rezultata mjerenja. Programska oprema nije ograničena samo na GOM sustav, već je riječ o svestra nom alatu, s pomoću kojeg je moguće analizirati i uspoređivati sve vrste CAD podataka, određivati dimenzije i pripremati 2D-presjeke.

Prioritet za budućnost je automatsko mjerenje
Nositelj odgovornosti za čitav projekt i dalje je odjel istraživanja i razvoja, iako Marco Wacker planira postupni prijenos na tehničke odjele, koji ju već dobro prihvaćaju; srednjoročno planiraju polua utomatsko mjerenje s GOM, a u budućnosti možda čak i potpunu
Zdravo kuhanje s Grilamidom TR
Ems-Chemie kao vodeći na području transparentnih PA12 predstavlja novu aplikaciju s materijalom Grilamid TR 55.
To je parno kuhalo SEB's, koje je opremljeno s transparentnim košaricama načinjenim od visokokvalitetnog Grilamida TR. Ma terijal odlikuju visoka transparentnost, otpornost na ogrebotine i modificiran je na udarnu čvrstoću, bez mirisa je i okusa. Pored izvrsnih svojstava ima sve certifikate za kontakt s hranom (EU i FDA CFR21) i pitku vodu (KTW, W270, ACS, WRAS i NSF61) te je bez sadržaja bisfenola A. Ne manje važno je i zapamti ti kako je isto tako primjeren za pranje u perilici za suđe.
WINTEC na sajmu NPE2018
WINTEC je svoj prvi nastup u Americi obilježio s tri izložene ubrizgavalice. Ubrizgavalice WINTEC su u Aziji na raspolaga nju već od 2014. godine i prilagođene su zahtjevima standar dnih aplikacija. Odlikuju ih visoka produktivnost, energijska učinkovitost i kvaliteta, kompaktni dizajne te čvrsta i izdržljiva konstrukcija.
automatizaciju, što bi tvrtki donijelo velike uštede u vremenu i koristi za proces. www.gom.com www.topomatika.hr


Serija t-win: te hidrauličke ubrizgavalice su na raspolaganju sa silama zatvaranja kalupa od 4.500 do 17.500 kN, stoga su idealne za izradu dimenzijski zahtjevnih komponenata. Na sajmu NPE je ubrizgavalica t-win 6500-3300 sa silom zatvaranja kalupa od 6.500 kN izrađivala epruvete za ispitivanje rasteznih svojstava materijala u automobilskoj industriji od polipropilena ojačanog sa staklenim vlaknima i masom ubrizgavanja 250 g po komponenti u ciklusu trajanja 40 sekundi.
Električna serija e-win sve pomake izvodi električno, što osigura va veliku točnost i stabilnost procesa te dosljednu visoku kvalitetu proizvoda. Na sajmu su radile dvije ubrizgavalice iz serije e-win: e-win 1000-310 sa silom zatvaranja kalupa 1.000 kN ubrizgavala je posude za uzorke za medicinsku dijagnostiku u kalupu s dvije kalupne šupljine. Ubrizgavalice e-win 2800-940 sa silom zatvara nja kalupa 2.800 kN je proizvodila dijelove za medicinske kopče od polipropilena ojačanog staklenim vlaknima u kalupu sa četiri kalupne šupljine. Obje ubrizgavalice e-win su bile opremljene i robotima ENGEL viper.
Ubrizgavalice WINTEC projektiraju i razvijaju u Europi te proizvode u Kini. Tvornica u Changzhou je uključena u globalno upravljanje kvalitetom u grupaciji ENGEL.
Rujan • 44 (3/2018) • Godina 1240 NEMETALI
» Usporedba otvora za priključak prije korekcije i nakon nje, na temelju GOM mjerenja
www.emsgrivory.com www.lespatex.si
www.wintec-machines.com
Ensinger TECACOMP PK TRM za široki spektar aplikacija
Kompoziti Ensinger na temelju ali fatskih poliketona odlikuju se svojom svestranošću: polimer je vrlo žilav, ima visoku kemijsku otpornost i dobra klizna i tribološka svojstva – čak i u kombinaciji s istom vrstom materijala. Stoga su kompoziti TECACOMP PK TRM posebice primjereni za tehničke komponente u automobilskom sektoru, kao i za naftnu, plinsku i kemijsku industriju kao ekonomična alternativa za visokotemperaturne plastike.
UNIVERZALNA KONTROLA KALUPA
MIKROPREKIDAČ S VALJKOM ILI KUPOLASTIM KLIPOM
Serija uključuje tri različita granulata, optimirana s pomoću aditiva: TECA COMP PK TRM CF20 je ojačan s ugljič nim vlaknima i ima izvrsna mehanička svojstva i visoku otpornost na trošenje. Granulati TECACOMP PK TRM PVX i TECACOMP PK TRM XS imaju dodana čvrsta maziva, što poboljšava klizna svojstva. Inačica XS odlikuje se s 50 % manjim trošenjem od poliamida 66. I pri preradi kompoziti TECACOMP PK TRM imaju osjetne prednosti: poliketon pri injekcijskom prešanju razmjerno brzo kristalizira, stoga ciklusi mogu biti kraći, a s time se povećava produktivnost. Izvrsna su i tribološka svojstva. Kod kliznih svoj stava sličnih tipova plastike uobičajen je problem trošenja, dok se poliketon odli kuje dobrim kliznim svojstvima u paru sa sličnim materijalom ili s metalom. Izvrsna su i mehanička svojstva, primjerice otpor nost na udarce, a među svim kristalastim plastomerima, ima najveće istezanje pri lomu (eB > 200 %). Radi malog upijanja vlage, ti materijali imaju visoku dimen zijsku stabilnost i konstantna mehanička svojstva, a primjereni su i za dugotrajnu izloženost vlazi. Poliketon je pored toga otporan na više kemikalija: slabe kiseline, lužine i maziva, a odlikuju ga i dobra bari jerna svojstva prema mnogim medijima s malom molekulnom masom (kisik,vodik i goriva) te dobra otpornost na hidrolizu.
zbogmontažuzapoložajiugradbeniRazličiti podesivog klipa





različitihzbogupotrebljiviUniverzalno mogućnosti spajanja električnih priključaka




LOGIČKI DISTRIBUTER ZA SENZORE, JEDNO I/ILI














signalasenzorskihvišespajanjeOmogućuje bez pada napona
Siguran nadzor procesa posebno kod progresivnih kalupa
Rujan • 44 (3/2018) • Godina 12 41 NEMETALI
www.ensingerplastics.com
E 6525 E 6526 E 6574 ELEKTRIČNE KOMPONENTE
HTM, multi-spojnice za visoke temperature
Uz novu brzu spojku HTI, Stäubli također nudi multi-spoj nicu za sve aplikacije za kontrolu temperature pri injekcijskom prešanju, preradi kompozita, lijevanju, preradi stakla, itd.: opti mira brzu promjenu alata i osigurava sigurnost pri vrlo visokim temperaturama.
Dizajnirana posebno za tekućine, za regulaciju temperature do 300 °C, nova HTM multi spojnica iz Stäubli-ja je savršeno rješenje za ispunjavanje sigurnosnih zahtjeva i zahtjeva novih postupa ka injekcijskog prešanja. S ovim proizvodom, 6 krugova, tj. 12 konektora, mogu se spojiti istodobno, u jednom postupku. Stoga je u velikoj mjeri cijenjen u industrijama gdje se linije često trebaju mijenjati. Sastoji se od brzih konektora bez brtvi u mlazu tekućine, brzo i jednostavno se održavaju. Jedan O-prsten na vanjskoj strani svake spojnice može se mijenjati na licu mjesta u nekoliko sekundi, tako da nema potrebe za prekidom proizvodnog ciklusa.
HTM multi-spojnica ima samo jedan spojni položaj, koji sprječava bilo koji rizik od preokretanja spoja krugova. Sigurnost operatera i opreme osigurava se i automatskim isključivanjem svih spojeva u isto vrijeme.
Ako se na istoj instalaciji koristi više multi-spojnica, Stäubli nudi mehanički komplet za blokiranje koji sprječava bilo kakvu pogrešku pri povezivanju. Parkirna ploča također je dostupna za
Moretto na sajmu NPE 2018
Moretto USA LLC, kćerinska tvrtka talijanske vodeće tvrtke na području rukovanja materijalima, sušenja, miješanja, izmjene topline i smanjenja veličine opreme Moretto S.p.A., sudjelova la je na sajmu NPE 2018 u Orlandu na Floridi i to sa čak dva izložbena prostora.
Moretto već od 1980. godine isporučuje integrirane sustave i pomoćna rješenja, koja omogućuju automatizaciju i optimiranje; njihov cilj je maksimiranje učinkovitosti procesa, osiguravanje vr hunske kvalitete i ušteda u potrošnji energije. Moretto USA je pred stavio integraciju svih uređaja primjenom Moretto Smart Factory 4.0, a posebnu je pozornost posvetio i procesu sušenja granulata s predstavljanjem revolucionarnog sustava Moretto EUREKA Plus.


Inovativni sustav za sušenje Eureka, koji omogućuje uštedu ener gije i poboljšava sušenje, po prvi puta su predstavili na sajmu NPE 2015; a sada predstavljaju najnovije rezultate razvoja, sustav Eureka Plus, koji omogućuje uštedu do 56 posto energije, a sačinjavaju ga patentirane tehnologije:
• MOISTURE METER MANAGER, revolucionarni analizator vlažnosti u stvarnom vremenu,
• X MAX, visokoučinkovita sušara,
• FLOWMATIK, uređaj za dinamičko upravljanje protokom zraka i
• OTX, lijevci za sušenje s izvrsnim svojstvima sušenja.
Čitav sustav Eureka Plus se u potpunosti uklapa u programsku opremu SmartFactory 4.0, preko sučelja Mowis, koji udružuje sve strojeve u pogonu i omogućuje integriranu kontrolu procesa. Predstavili su i tehnologije prijenosa granulata: ONE WIRE3, KASKO, DOLPHIN, KRUISE KONTROL i LOADER F24, koji je razvijen posebno za prerađivače u SAD. Predstavili su i gravime trijske miješalice GRAVIX i temperirala TEKO.
pohranu mobilne jedinice radi racionalizacije radnog prostora.
Koncept HTM također je dostupan u verziji s mono spojkom (HTI).
Na ovogodišnjem sajmu MSV-PLASTEX, Brno, koji će se održati od 1. do 5. listopada 2018. godine u Češkoj, Stäubli će predstaviti jedinstvenu, potpuno automatiziranu promjenu alata. Na izložbe nom prostoru br. 38 u dvorani G1, možete razgledavati svaki sat od 10 do 16 sati, tako da ćete imati priliku upoznati se s prednostima prezentiranih tehnologija.
Ako želite dobiti besplatnu kartu, molimo ispunite prijavnicu na sljedećoj adresi: go.staubli.com/MSV2018EN
Pozivamo vas na najvažniji međunarodni sajam FAKUMA, Friedrichshafen, Njemačka za preradu plastike koji će se održati od 16. do 20. listopada 2018. godine. Na izložbenom prostoru br. 1217, u dvorani A, moći ćete vidjeti prezentaciju promjena alata u najnovijoj tehnologiji.
Ako želite dobiti besplatnu kartu, možete ispuniti obrazac na sljedećoj adresi: www.staubli.com www.staubli.com
Rujan • 44 (3/2018) • Godina 1242 NEMETALI
www.moretto.com www.lesnik.si
Hibridni koncept El-Exis SP
S tržišnim udjelom, koji premašuje 20 %, Sumitomo (SHI) Demag vodeći je proizvođač ubrizgavalica za plastičnu ambala žu. Hibridna ubrizgavalica El-Exis SP je bila lansirana već prije dvadeset godina i jedan je od glavnih aktera tog uspjeha.

U sadašnjoj četvrtoj generaciji, to je najbrža i najnaprednija ubri zgavalica na tržištu. Četvrtu generaciju, koja je na tržištu od 2016. godine, odlikuje optimirana potrošnja energije i drugih resursa. Ovisno o proizvodnim parametrima, troši do 20 % manje energije
RJEŠENJA PRI
PRERADI PLASTIKE
u usporedbi sa svojom prethodnicom. Hidraulički akumulator omogućuje brzine ubrizgavanja do 1.000 mm/s i ubrzanja do 4 g. Hibridni koncept udružuje visoku brzinu s raspoloživošću i pouzdanošću. Obzirom na to, da potražnja za velikim ubrizgavali cama za kalupe s više kalupnih šupljina raste, povećali su i raspon sile zatvaranja kalupa, koja sada iznosi do 8.000 kN. Ciklusi, kraći od 4 sekunde, za proizvodnju ambalaže za mliječne proizvode (500 g) u IML kalupu s 8 kalupnih šupljina dodatno ističu težnju tog njemačko-japanskog proizvođača, da premašuje brzinske rekorde. Pladnjeve od PO Mfi 20 s omjerom toka taljevine prema debljini stijenke 450 : 1, moguće je načiniti u trajanju ciklusa 3,5 sekundi u kalupu s 2+2 kalupne šupljine; standardni repertoar ubrizgavalica El-Exis SP je i dvokomponentno injekcijsko prešanje, koje omogućuje proizvodnju vrhunske ambalaže, dekoriranje u kalupu (IML) i vrhunsku kvalitetu boje. Dvokomponentni proces omogućuje primjerice i izradu spremnika s integriranom ručkom.
www.sumitomo-shi-demag.eu www.topteh.si


Ubrizgavalice za injekcijsko prešanje
Automatizacija i proizvodne ćelije
Priprema i transport materijala za preradu
Gravimetrijske miješalice
Volumetrijski i gravimetrijski dozatori
Tehnologija recikliranja
Sporohodni mlinovi uz stroj za preradu plastike
Rashladni sustavi
Materijali za čišćenje pužnih vijaka
Vakuumska tehnika, prihvatna tehnika
Temperirala i protočni granulatori
NEMETALI
Top Teh d.o.o. | Slovenia PE Grosuplje Cesta Toneta Kralja 26, 1290 Grosuplje | Slovenia T 00 386 (0)1 7871 661 | E info@topteh si
SABIC s novim portfeljem kompozita PP
SABIC je predstavio novi i rastući portfelj polipropilenskih kompozita (PP), koji nude mekani osjećaj dodira s izvrsnom otpornošću na ogrebotine za neobojene komponente s niskim sjajem za unutrašnjost automobila.
Novi kompoziti omogućuju luksuzan dodir i površinu, koju zah tijevaju današnji potrošači i u vozilima nižeg razreda. A ti materi jali proizvođačima originalnim nadomjesnih dijelova omogućuju snižavanje troškova do 50 % s time, da izbjegavaju sekundarne ope racije, kao što je nanošenje mekane boje, tekstila, pjene ili drugog materijala na površinu. Novi kompoziti PP imaju i atraktivnu mat površinu s izvrsnom otpornošću na ogrebotine, dobru otpornost
20. obljetnica Demag Plastics Machinery (Ningbo) Co., Ltd.

Prodaja i servisiranje ubrizgavalica Demag su na kineskom tržištu prisutni već trideset godina. Danas je Demag Plastics Machinery (Ningbo) Co., Ltd. 100-postotna podružnica tvrtke Sumitomo (SHI) Demag Schwaig i ima godišnji kapacitet 1.500 strojeva, 200 zaposlenika i oko 40 milijuna EUR prometa godi šnje. Rana odluka o ulasku na kinesko tržište se je isplatila, jer su osamdesetih godina, kada je kinesko tržište procvalo, njemačke provjerene ubrizgavalice bile iznimno poželjne, posebice kod multinacionalnih proizvođača automobila i njihovih dobavljača. Kina s 50-postotnim udjelom na globalnom tržištu nije samo najveći kupac ubrizgavalica, već i njihov najveći proizvođač.
Tvornica u gradu Ningbo je u početku bila na površini 3.500 m2, a do danas je narasla već na 26.705 m2 i omogućuje proizvodne kapacitete za do 1.500 hidrauličkih ubrizgavalica godišnje, što bi značilo tržišni udio od 35-40 %. Trenutačno je godišnji kapacitet 500 hidrauličkih ubrizgavalica Systec C s hibridnim pogonom i silama zatvaranja kalupa između 500 i 10.000 kN. Upravljačke jedinice i druge sigurnosne komponente dobavljaju iz Njemačke. No gotovo 70 % dijelova izrađuju u Kini.
na udarce i malo stezanje, a ujedno dobro prigušuju zvuk. Portfelj obuhvaća više PP, ojačanih s kratkim staklenim vlaknima za različite stupnjeve krutosti i gustoće. Namijenjeni su prije svega za unutrašnje letvice, bočne obloge sjedala i konzole, arma turne ladice, vratne panele i slične komponente. Prvi proizvođač automobila, koji je te komponente primijenio u svojim vozilima je indijski Tata Motors – volan njihovog vozila Tiago bio je izložen na izložbenom prostoru na sajmu NPE.
Pločica za brtvljenje i čep za zatvaranje kanala
S novom pločicom za brtvljenje Z9430/... moguće je kanale za temperiranje lagano zatvoriti i zabrtviti. Lagano konkavna/kon veksna bakrena pločica za brtvljenje na temelju DIN 470 čepa Z9431/... odgovarajuće veličine utiskuje se u kanal i tako ostvari tarni spoj, koji osigurava pouzdano brtvljenje. Ovisno o aplikaciji, preporučena je primjena i dodatnog sredstva za brtvljenje, kao što je primjerice Loctite 577. S primjenom pločice za brtvljenje Z9430/... moguće je zabrtviti kanale za temperiranje s malom mon tažnom dubinom, a izrada navoja nije potrebna. Različite veličine na raspolaganju s sa zaliha.
www.hasco.com

Pore toga obavljaju i servisiranje za gotovo čitavo kinesko i druga azijska tržišta, a to je 3.000 ubrizgavalica, dovezenih iz Njemačke i 9.000 ubrizgavalica iz domaće proizvodnje. Kinesku obitelj ubrizgavalica Systec C dopunjuju i električne, hibridne i višekomponentne ubrizgavalice grupacije Sumitomo (SHI) Demag Group. Naravno da i dalje isporučuju ubrizgavali ce i velikim proizvođačima originalnih nadomjesnih dijelova u automobilskoj i elektronskoj industriji, a glavna rastuća tržišta su medicinsko inženjerstvo, ambalaža i kućanski uređaji. www.sumitomo-shi-demag.com www.topteh.si

Rujan • 44 (3/2018) • Godina 1244 NEMETALI
www.sabic.com www.fist.si
KraussMaffei: 180 godina inovativne tehnologije

Grupacija KraussMaffei je 6. i 7. lipnja organizirala Kompe tentni forum, na kojem su posjetiteljima ukratko predstavili najnovije tehnologije i inovacije robnih marki KraussMaffei, KraussMaffei Berstorff i Netstal.


Na području ubrizgavalica za demonstraciju uživo primijenili su čak 18 ubrizgavalica, među kojima i novu električnu PX 25 za vrlo male volumene ubrizgavanja i PX 320, a obje su predsta vljene premijerno. Moduli Plastics 4.0 omogućuju digitalizaciju i umreživanje proizvodnje; prikazani su i sustavi MES MaXecution, pouzdani alat za planiranje i praćenje proizvodnje, DataXplorer za transparentnost do razine pojedinih komponenata i BlueBox, koji omogućuje kontrolu proizvodnje u stvarnom vremenu. Nova ubrizgavalica GX 650 s novom brzinskom opcijom, izni mno je ekonomično rješenje za tržište velike ambalaže i isto je tako predstavljena po prvi puta. Ubrizgavalica GX 400 je proizvodila armature od polipropilena u kalupu s 10 kalupnih šupljina. Za nimljiv je bio i proces vađenja otpresaka, korišten je 6-osni robot s tehnološki naprednim prihvatom i integriranim uklanjanjem uljevnog sustava.

Nužno je bilo vidjeti i preradu 3M šupljih staklenih mikro-ku glica na ubrizgavalici MX 1600-12000 – taj materijal omogućuje izradu preciznih šupljih posuda od kompozita, što smanjuje nji hovu gustoću i time masu otpresaka. Upravljanje vrućim uljevnim sustavom FlexFlow partnera HRS Flow je integrirano u upravljački sustav ubrizgavalice MC6 i osigurava uravnoteženost kaskadne kalibracije. Druge istaknute aplikacije bile su prerada silikona (kaljevitog i čvrstog), plastomerne lagane konstrukcije izrađene s pomoću tehnologije FiberForm, aplikacije ColorForm ...
Pod robnom markom Netstak, predstavljena je hibridna ubri zgavalica Netstal ELION 2200, koja je proizvodila poklopce za boce za mlijeko od HDPE, brzinom od 29.000 poklopaca na sat, s integracijom vanjskih perifernih podataka s vizualnog sustava za pregled Cap Watcher III, koji omogućuju konstantnu kalibraciju ubrizgavalice i s time proizvodnju u okviru uskih tolerancija.
Predstavili su i novi sustav za pultrudiranje iPul, novu glavu za miješanje više boja MK 10/15-UVP- 2K+4, koja omogućuje zamje nu boja između dva ciklusa ubrizgavanja ....
KraussMaffei Berstorff se usredotočuje na inteligentna rješenja na području kompozita ojačanih vlaknima, kao i na proizvodnju cijevi; a posjetitelji su mogli pogledati ovijanje cijevi od TCP s UD vrpcama, ojačanim staklenim vlaknima. Takve cijevi nisu izložene koroziji i vrlo su primjerene za visokotlačne aplikacije na području nafte i plina, kao i kemijske i temperaturno zahtjevne aplikacije. Zanimljiva je bila i nova glava za izradu višeslojnih cijevi KM-3L RKW 250 F³, s pomoću koje su prikazali izradu troslojnih cijevi s funkcionalnim unutrašnjim slojem od poliamida, sustav za koeks trudiranje profila i još mnogo toga.

Rujan • 44 (3/2018) • Godina 12 45 NEMETALI
www.kms.si www.kraussmaffei.com
Andrej Glojek, Bojan Podpečan, Anton Kočar, Vesna Žepič Bogataj
Sustav za temperiranje u kalupima za injekcijsko prešanje plastike
Sve veća geometrijska kompleksnost injekcijski prešanih plastičnih pro izvoda, postizanje uskih tolerancija te smanjivanje troškova proizvodnje i skraćivanje vremena izrade, tehnološki su izazovi i problemi, s kojima se susreću alatničari i prerađivači polimera. Na području alatničarstva se stoga uvode nova tehnološka rješenja za postizanje visoko-kvalitetnih proizvoda u što kraćem vremenu, uz što manje proizvodne troškove. Jedno od takvih tehnoloških rješenja predstavlja i nova ili poboljšana tehnika temperiranja, tj. konformalno temperiranje odnosno temperiranje prema geometrijskom obliku injekcijski prešanih proizvoda.
Primjena konformalnog temperiranja, odnosno temperiranja koje se neposredno prilagođava konturi proizvoda u alatu, omoguću je ujednačenu razdiobu temperatura u kalupu, brže odvođenje topline na kritičnim područjima, manji unos zaostalih naprezanja u otpresak te posljedično veću geometrijsku i dimenzijsku stabilnost proizvoda, s kraćim tehnoloških ciklusima prerade, kao i veću pro duktivnost i manje troškove proizvodnje. Primjenom suvremenog načina temperiranja tako dobivamo kvalitetnije konačne proizvode, a istodobno možemo sniziti troškove proizvodnje za 30 do 40 posto. U stručnom članku je predstavljena usporedna analiza tem periranja kalupa s konvencionalnim sustavom za temperiranje i sustavom za temperiranje prilagođenim obliku otpreska. S pomoću simulacije injekcijskog prešanja plastike optimirani su početni oblik i konfiguracija kanala za temperiranje u kalupnom umetku, kasnije načinjenim s pomoću prototipne tehnologije 3D laserskog srašćivanja metalnog praha (DMLS). Predstavljena su ograničenja i prednosti temperiranja prilagođenog obliku otpreska te stvarna usporedba temperatura kalupa tijekom ciklusa, kao i skraćivanje vremena ciklusa radi optimalnog odvođenja topline.
Uvod

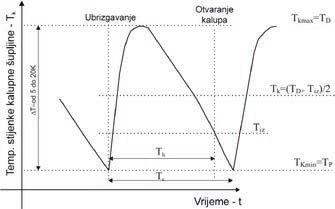
U današnje vrijeme potreba za niskim troškovima proizvodnje te kratkim vremenima proizvodnje sve je veća, stoga su alatničari i prerađivači injekcijskim prešanjem plastike primorani primije niti suvremene alate za injekcijsko prešanje, koji to omogućuju. Radi kompleksnih geometrija plastičnih proizvoda, potrebno je već pri planiranju i konstruiranju kalupa posezati za suvremenim metodama izrade kalupnih umetaka i kanala za temperiranje. U alatničarstvu su se tako počeli primjenjivati kalupni umetci, koji su načinjeni s pomoću aditivne tehnologije laserskim tiskanjem metalnog praha (DMLS). Uvođenjem te tehnologije promijenio se
i način temperiranja kalupa, jer takva tehnologija omogućuje način konformalnog temperiranja, odnosno temperiranja prema geome trijskom obliku injekcijski prešanih proizvoda. Prednosti konfor malnog temperiranja u usporedbi s konvencionalnim temperira njem se pokazuju prije svega u ujednačenijoj razdiobi temperatura u kalupu, bržem odvođenju topline, većoj dimenzijskoj stabilnosti otpresaka te višoj produktivnosti i nižim troškovima proizvodnje, radi kraćih vremena tehnoloških ciklusa.
Temperiranje kalupa
Kalupi za injekcijsko prešanje plastomera moraju imati ugrađeni sustav za temperiranje kalupa, kako bi mogli odvoditi onu količinu topline, koja u njih dolazi s plastomernom taljevinom. Sustav za temperiranje mora u kalupu održavati takvo temperaturno polje, koje najbolje odgovara plastomeru koji se prerađuje. Pri tome je posebice važno, da sustav održava što ujednačeniju temperaturu po čitavoj površini stijenke kalupne šupljine, jer o tome ovisi kvaliteta proizvoda i vrijeme ciklusa. Na površini stijenke kalupne šuplji
»
Promjene temperature na površini stijenke kalupne šupljine između pojedinačnih ciklusa injekcijskog prešanja
Rujan • 44 (3/2018) • Godina 1246 NEMETALI
Andrej Glojek, Bojan Podpečan, Anton Kočar, Vesna Žepič Bogataj • TECOS, Razvojni centar alatničarstva Slovenije
Slika 1:
ne temperatura se između pojedinačnih ciklusa može drastično mijenjati, od 5 do 20 °C (Slika 1), pri čemu je vrlo važno, da se sva mjesta na proizvodu ohlade ujednačeno i u istom vremenu. S pra vilnim temperiranjem kalupa uklanjaju se unutrašnja naprezanja i druge greške na proizvodu, a isto tako su proizvodi geometrijski i dimenzijski stabilniji.


U praksi se tako sve više pored konvencionalnog načina temperi ranja uvodi i konformalno temperiranje, koje se izravno prila gođava obliku otpreska. Pri konformalnom temperiranju, kanali za temperiranje raspoređeni su blizu površine kalupne šupljine, a isto tako ih oblikujemo u željene oblike, jer nismo više ograniče ni postupcima njihove izrade. Promjena temperature na stijenci kalupne šupljine je pri konformalnom temperiranju dosta manja u usporedbi s konvencionalnim temperiranjem (Slika 2).





Prednosti konformalnog temperiranja se pokazuju prije svega u skraćivanju ciklusa (prosječno za oko 30 %), boljoj stabilnosti pro cesa, te uštedi radi manjih troškova proizvodnje te manjeg otpada.
Usporedna analiza temperiranja



Usporedna analiza je bila izvedena za postojeći kalup, gdje smo utvrdili da na otpresku, tj. čašici s podizanjem dna, vrlo teško osiguravamo optimalno temperiranje s pomoću konvencionalnog temperiranja, jer su u jezgri kalupa vrlo uska područja, koja je na takav način vrlo teško temperirati.
Posljedica toga su dulja vremena ciklusa, lošija kvaliteta površine otpreska te zaostala naprezanja u otpresku. Stoga smo odlučili, da u kalupu predvidimo konformalno temperiranje, a kalupni umetci s takvim temperiranjem bili su načinjeni s pomoću DMLS postupka.
NEMETALI
» Slika 2: Razlika temperature na stijenci
kalupne šupljine pri konvencional
nom i konformalnom temperiranju
» Slika 3: Oblici kanala pri konvencionalnom i konformalnom temperiranju
Ako je digitalizacija vaš cilj, onda se trebate pouzdati u pravog partnera. Mi smo vaš savjetnik u digitalnoj transformaciji. Zato što isporučujemo individualna rješenja najkraćim mogućim putem. S nama postavljate prave smjerokaze prema budućnosti. Na vašem „Road to Digitalisation“. S našim „Road to Digitalisation“. www.arburg.com ROAD TO DIGITALISATION REALIZATOR VODITELJ PREDVODNIK KREATOR CILJEVA INOVATOR PARTNER 16. - 20.10.2018 hala A3, štand 3101 Friedrichshafen, Njemačka
Konstruiranje konformalnog temperiranja
Na temelju postojećeg stanja kalupa s konvencionalnim tem periranjem, smo prvo konstruirali oblik i geometriju kanala za temperiranje, koji se neposredno prilagođavaju obliku otpreska. Pri konstruiranju konformalnih kanala isto tako vrijede određene preporuke, kojih se smisleno pridržavati, kanali za temperiranje su bili od stijenke kalupne šupljine odmaknuti na udaljenost od 4 mm. Kanali za temperiranje su bili oblikovani u obliku dvostruke zavojnice, a presjek kanala je bio pravokutan. Kanali su bili izve deni i u uska područja jezgri kalupa, gdje to pri konvencionalnom temperiranju ne bi bilo moguće. Naime, pri konvencionalnom temperiranju, temperiranje jezgri je izvedeno s tzv. fontanama te ravnim poveznicama između njih, jer takav oblik omogućuju klasični CNC postupci odvajanja čestica i bušenje. Konformalno temperiranje je tako bilo izvedeno i na pomičnom i nepomičnom dijelu kalupa (Slika 3).
simulacijama smo u tu svrhu pri oba tipa temperiranja propisali jednaku temperaturu medija za temperiranje tj. vode, na ulazu u sustav za temperiranje. Na ulazima je bila propisana temperatura vode 25 °C, a tlak vode je na ulazu bio 3 bara. Bila je izvedena tranzijentna usporedna analiza, pa smo tako mogli uspoređivati temperaturu stijenke kalupne šupljine kroz čitavo vrijeme ciklusa injekcijskog prešanja.
Radi mogućnosti pregrijavanja kalupa na nepomičnom dijelu u okolini vruće mlaznice, kroz koju se ubrizgava taljevina u kalup, pri konformalnom temperiranju su bili dodatno predviđeni kanali za bolje odvođenje topline (Slika 4).
Simulacije ubrizgavanja i hlađenja Učinkovitost sustava za temperiranje moguće je provjeriti s pomoću računalne simulacije za injekcijsko prešanje plastike. U programskom paketu Autodesk Moldflow smo izveli usporedne si
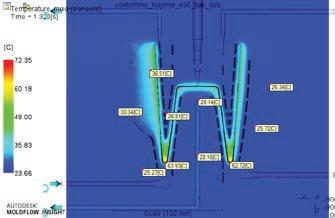


PARAMETAR
Temp. taljevine: 240 °C Vrijeme otv. kalupa: 5 sekundi Vrijeme ubrizgavanja Automatsko Vrijeme ubrizg. + nak. tlak + hlađenje:
sekundi Naknadni tlak:
Tablica 1: Procesni parametri za
bar
mulacije ubrizgavanja i hlađenja za oba tipa temperiranja. Pri tome su bili propisani jednaki parametri ubrizgavanja, a isto tako su bile zadane jednake temperature medija za temperiranje, na ulazu u kanale za temperiranje.
Za injekcijsko prešanje je bio primijenjen materijal polipro pilen Borealis PP RE420MO, a podešeni parametri za izabrani materijal prikazani su u tablici 1. Za izbrani materijal je prepo ručena temperatura stijenke kalupne šupljine 20 – 60 °C, a pri
» Slika 5: Neujednačena razdioba temperature pri konvencionalnom tempe riranju u fazi ubrizgavanja
4 Rezultati
Na temelju rezultata računalnih simulacija uspoređivali smo tem perature kalupa u izabranom presjeku. Pri tome je posebice važno, da su temperaturne razlike između pojedinih područja što manje, odnosno da je razdioba temperaturnog polja što ujednačenija.
» Slika 6: Ujednačenija razdioba temperature pri konformalnom temperira nju u fazi ubrizgavanja
Temperaturu kalupa smo pratili kroz različite faze: fazu ubri zgavanja, fazu djelovanja naknadnog tlaka te kroz fazu dodatnog hlađenja. Pri konvencionalnom temperiranju pokazalo se, da je na pojedinim područjima kalupa dolazi do pregrijavanja, što produlju je vrijeme hlađenja, a istodobno snizuje kvalitetu otpreska (Slika 5).
Pri konformalnom temperiranju rezultati su bili bitno više zado voljavajući, a temperatura kalupa je bila ujednačenije raspoređena. Iz rezultata je bilo očito, da su temperature i dalje nešto više u uskim predjelima, gdje radi vrlo uskih stijenki, nije bilo moguće predvidjeti kanale za temperiranje. Unatoč tome, temperature kalupa, u uspo redbi s konvencionalnim temperiranjem, bile su bitno niže (Slika 6).
Rujan • 44 (3/2018) • Godina 1248 NEMETALI
» Slika 4: Kanali za temperiranje oko vruće mlaznice
30
8 s – 400
7 s – 300 bar »
PP RE420MO
Na temelju rezultata usporedne tranzijentne analize, utvrdili smo da je najviša temperatura kalupa pri konvencionalnom temperira nju 107,4 °C, dok je pri konformalnom temperiranju najviša tem peratura kalupa bila 72,3 °C. Iz analize proizlazi, da maksimalna temperaturna razlika kalupa pri konvencionalnom hlađenju iznosi ∆T = 82,4 °C, dok je najveća temperaturna razlika pri konformal nom hlađenju bila manja i iznosila je ∆T = 48,7 °C.
Pored rezultata razdiobe temperature, prije svega nas je zanimala i ušteda u vremenu ciklusa pri konformalnom temperiranju, odnosno nakon koliko vremena možemo otpresak izbaciti iz kalupa. Radi ujednačenije razdiobe temperaturnog polja pri konformalnom tem periranju i nižih temperatura, otpresak, injekcijski prešan u kalupu s konformalnim kanalima brže se hladi, što znači uštedu u vremenu i


novcu. Razlika u ohlađenim područjima vidljiva je na slici 7.
Pri konvencionalnom temperiranju, otpresak je moguće izbaciti iz kalupa nakon 12 sekundi, dok se otpresak pri konformalnom temperiranju ohladi na temperaturu pri kojoj se smije izbaciti iz kalupne šupljine nakon 8 sekundi. S takvim sustavom za tempe riranje možemo skratiti vrijeme ciklusa za 33 %, što pri većim serijama znači i zavidnu uštedu s aspekta troškova proizvodnje.
Zaključak
S klasičnim postupcima izrade kalupa prilično smo ograničeni pri izradi željenih geometrija sustava za temperiranje u kalupima za injekcijsko prešanje plastike. S pomoću suvremenih aditivnih tehno logija izrade tih ograničenja više nema, stoga već u fazi konstruira nja kalupa možemo predvidjeti konformalne kanale za temperiranje.
S pomoću usporedne analize smo dokazali, da na račun konfor malnog temperiranja možemo uštediti preko 30 % vremena, što znači i manje troškove proizvodnje. S konformalnim temperira njem proizvodi su i estetski bolji, a istodobno dimenzijski stabilni ji, radi stabilnosti samog procesa, što je u suvremenoj proizvodnji posebice važno, jer su potrebe za uskim tolerancijama i njihovom osiguravanju sve veće.
Izvori:
[1] Why conformal cooling makes sense. (https://www.ptonline.com/ articles/why-conformal-cooling-makes-ense)









[2] Conformal cooling: Why use it now? (https://www.plasticsto day.com/injection-molding/ conformal-cooling-why-use-it -now/44493914113440)










NEMETALI
» Slika
7:
Usporedba neohlađenih područja pri različitim sustavima hlađenja nakon vremena
8
sekundi
Engineering Passion Električne ubrizgavalice serije PX Snaga i fleksibilnost ww w k r aus smaf fei com /px Ubrizgavalice serije PX, koje postavljaju nove standarde za ubrizgavalice s potpuno električnim pogonom, odlikuje iznimna fleksibilnost kroz čitav životni vijek: - fleksibilnost pri izboru - fleksibilnost tijekom proizvodnje - fleksibilnost pri nadogradnjama Sastavite svoju ubrizgavalicu iz serije PX točno prema vašim željama i potrebamaall-electric, all-flexible Ovlašteni zastupnik KMS, d.o.o. T +386 (0)4 251 61 50 Info@kms.si www.kms.si
UMJETNOST INJEKCIJSKOG PREŠANJA

HENRIK PRIVŠEK

MATJAŽ ROT
AUTOR UREDNIK
IZ SADRŽAJA
TEHNIČKI ZAHTJEVI NA PLASTOMERNI MATERIJAL
• Izbor materijala za neku namjenu
• Određivanje svojstava materijala

• Opis standarda za određivanje svojstava plastomernih materijala
• Tablice tehničkih svojstava plastomernih materijala
UTJECAJ PARAMETARA PRERADE PLASTOMERNOG MATERIJALA NA KVALITETU PROIZVODA
• Utjecaj materijala i njegove pripreme na kvalitetu proizvoda
• Utjecaj kalupa i njegove pripreme na kvalitetu proizvoda
• Utjecaj ubrizgavalice i njene pripreme na kvalitetu proizvoda
• Odnosi između pripreme, prerade i strukture materijala te kvalitete proizvoda
• Tablice tehnoloških preporuka
GREŠKE PRI INJEKCIJSKOM PREŠANJU I NJIHOVO SPRJEČAVANJE
• Najčešće greške pri preradi plastomera
• Obrazac Greške u proizvodnom procesu
• Tablica grešaka i mogućih uzroka
Knjiga Umjetnost injekcijskog prešanja obrađuje usko područ je prerade plastomera postupkom injekcijskog prešanja. Napisana je s namjerom, da popuni veliku prazninu u literaturi te vrste na hrvatskom jeziku, dok takve literature u stranim jezicima ima mnogo. Ovo je samo prvi korak u popunjavanju znanja s tog područja. U njoj će čitatelji naći više od same osnove injekcijskog prešanja, jer je napisana s namjerom, da bude kao priručnik tipa sve-u-jednom.
Posebnost knjige je i u njenom prikazu praktičnih iskustava. Dok većina sličnih djela predstavlja prije svega tzv. primjere dobre prakse, knjiga Umjetnost injekcijskog prešanja ukazuje na greške, koje je potrebno izbjeći, kao i njihove posljedice. Cilj autora i urednika je radnicima olakšati uklanjanje poteškoća pri preradi te poboljšati sam proizvodni proces.
KOME JE KNJIGA NAMIJENJENA
Knjiga je namijenjena vrlo širokom krugu stručnih djelatnika, i to djelatnika u odjelima razvoja, koji razvijaju nove plastične proizvode, konstruktorima kalupa, alatničarima, voditeljima proizvodnog procesa injekcijskog prešanja, tehnolozima za injekcijsko prešanje, prerađivačima, djelatnicima koji pripremaju materijal te djelatnicima odjela za kvalitetu. Znanja i sadržaji će pomoći i komercijalno-tehničkom osoblju, koji pri obavljanju svog posla često moraju poslovnim partnerima i djelatnicima uprave proslijediti tehničke informacije i preradi plastičnih materijala.
Rujan • 44 (3/2018) • Godina 1250 CIJENA KNJIGE 3 0 % popusta za naručitelje časopisa IRT3000 220kn NAKLADNIK: PROFIDTP d.o.o. NARUDŽBA KNJIGE Narudžbe primamo na adresu e-pošte: info@irt3000.com i na internetskoj stranici www.irt3000.com
•
Dan korisnika sustava Freeformer 2018
Oko 40 stručnjaka s područja aditivne proizvodnje iz Njemač ke, Francuske, Velike Britanije i Švicarske je 10. travnja došlo u Lossburg na dan korisnika sustava Freeformer 2018, koji je bio posvećen razmjeni iskustava na području sustava Arburg Plastic Freeforming (APF).
Prvo su Arburgovi stručnjaci za APF pojasnili napredak u indu strijskoj aditivnoj proizvodnji, primjerice osuvremenjenu program sku opremu za podjelu u slojeve, koja se sada kupcima sustava Freeformer na raspolaganju besplatno. Zanimljive inovacije su pri mjerice pametno automatsko generiranje poduporne konstrukcije, koja je prilagođena proizvodu, brzina punjenja, prilagođena duljini linije, tlačno regulirana strategija, koja poboljšava prianjanje prvog sloja na radnu podlogu ... Osuvremenjeno i više prilagođeno korisniku je i sučelje. Na raspolaganju su standardni profili za niz materijala, koje je moguće primijeniti za proizvodnju funkcional nih komponenata, koje imaju potpuno jednaka mehanička svojstva kao i injekcijski prešani dijelovi u horizontalnoj orijentaciji.
Poliolefinska rješenja za proizvodnju žica i kabela
Borealis i Borouge su na sajmu WIRE Düsseldorf 2018 predstavili poboljšano rješenje za podmorske i podzemne infrastrukturne projekte; a događaj su iskoristili i za lansiranje i predstavljanje novosti:

Nakon što su sudionici dobili teorijski uvod u kvalifikaciju materijala i trenutačnu paletu materijala, novo znanje su prenijeli u praksu kroz pet radionica sa zadatkom pripremiti stroj i materi jale, odrediti optimalnu temperaturu i geometriju kapljica i zatim aditivno izraditi te analizirati ispitne dijelove. www.arburg.com
proširenje portfelja specijaliziranih kabelskih materijala s do dacima za sprječavanje gorenja (FR): FR4850 i FR4852, dva nova plastomera polipropilena, koji mogu podnijeti visoke temperature; prvo rješenje bez azodikarbonamida za upjenjene komunikacijske kabele HE4883, koje su razvili zajedno s ponuditeljem kabelskih rješenja Brand-Rex, Ltd. HE4883 je ne samo ekološkiji, već ima i bolje karakteristike za preradu za kabele do razreda 8. Predstavili su i rješenje Borlink za ekstrudiranje kabela HVDC: u 2017. godini je bio postignut novi rekord 640 kV s pomoću kabelskog sustava, koji se temelji na Borlinku LS4258DCE i Borlinku LE0550DC. Jedan par takvih ekstrudiranih kabela mogu sa zelenom energijom opskrbljivati gotovo tri milijuna domaćinstava.

U ožujku su lansirali novi prošireni ispitni centar za visoki napon u Švedskoj, Borealis Innovation Centre u Stenungsundu, čime su uspješno završili dvogodišnju investiciju. Centar sada omogućuje ispitivanje s pomoću simulacije izmjenične i istosmjerne struje za ispitivanje (MV), visokog i ekstra visokog napona. Pored toga su predstavili i početak proizvodnje niskonaponskih materijala Visico u Ujedinjenim arapskim emiratima.
PC za stakla naočala
Polikarbonat je idealan materijal za stakla korekcijskih i sunča nih naočala: lagan je, otporan na udarce, izdržljiv i udoban. Co vestro je razvio posebne materijale primjerene kvalitete za stakla naočala u liniji polikarbonata Makrolon, koje odlikuju izvrsna optička svojstva, visoka mehanička čvrstoća, žilavost i udobnost.
Stoga je proizvođač originalne opreme Jiangsu Sigo Optical Co., Ltd. izbrao Makrolon DP1-1821 za korekcijska stakla, kojeg odli kuju visoka optička čistoća, propusnost i otpornost na raspršivanje te UV stabilizacija. Pri preradi ga odlikuje visoka viskoznost i jednostavno vađenje iz kalupa.
Pri aktivnostima na otvorenom, sunčane naočale od novog polikarbonata Makrolon LQ2887 osiguravaju UV-zaštitu do 400 nanometara, otpornost na udarce i stil. Nove leće se na tržištu javljaju pod robnom markom Sigo+.

Rujan • 44 (3/2018) • Godina 12 51 NEMETALI
www.borealisgroup.com
www.covestro.com
Lider u industrijskim sustavima hlađenja
Frigel Firenze S.p.A. sa sjedištem u Scandicci u Italiji, lider u industrijskim sustavima hlađenja, preuzeo je tvrtku Green Box S.r.l. iz Padove, sa ciljem stvaranja sve važnijih referentnih toča ka na tržištu industrijskih rashladnih sustava širom svijeta. Ovo preuzimanje odnosi se na 100 % dionica Green Box-a, što tvrtki Frigel omogućuje daljnje jačanje prisutnosti na međunarodnom tržištu stvaranjem grupe s prometom od preko 70 milijuna eura.
Kovčeg za motore
Hepco&Becker GmbH, jedan od vodećih proizvođača kvalitetnih sustava prtljage sustava za motocikle, koji je specijaliziran i za kovčege za alate, svojim je znanjem i iskustvom izradio novi kovčeg XCEED od visokokvalitetnog eloksiranog aluminija te Makroblenda UT6007 otpornog na udarce.


Green Box je osnovan 1991. godine te je važna tvrtka u svijetu industrijskog hlađenja i kontrole temperature, specijalizirana za proizvodnju strojeva i sustava za industrijske procese koji koriste vodu i druge tekućine za regulaciju temperature.
Green Box rješenja mogu biti prilagođena i primjenjiva u širo kom rasponu industrijskih primjena, kao što su prerada plastike, bioplin i proizvodnja energije, lijevanje metala mehanika i pre hrambena industrija.
Ta kombinacija omogućuje izradu laganog i suvremenog kov čega, koji može podnijeti mnogo, bez da pri tome trpi njegov izgled. Plastika je primijenjena za donji dio kovčega, koji ima masu svega 4,5 kg, za kućište poklopca i brave te za rubove poklopca i središnjeg dijela. Pored toga su i ručke poklopca, držalo za ručku s gorivom i plastenkom za piće načinjeni od mješavine polikarbonata i polibutilen-tereftalata. Materijal je otporan na lomljenje i pri niskim temperaturama, što dopri nosi sigurnosti. Otporan je i na tipične tekućine, koje dolaze u vezu s motociklima, kao što su ulja i goriva, te proizvodi za čišćenje i održavanje.
WITTMANN BATTENFELD slavi 10. obljetnicu
Nekadašnji BATTENFELD Kunststofftechnik GmbH se je 1. travnja 2008. godine pridružio grupaciji WITTMANN.
To je bio početak nove ere današnje tvrtke WITT MANN BATTEN
Frigel Firenze S.p.A., koji djeluje od šezdesetih godina, poznato je poduzeće diljem svijeta, s prometom od cca. 60 milijuna eura i stalnu stopu rasta više od dvadeset godina. Tvrtka proizvodi rashladne sustave, rashladne uređaje i regulatore temperature za industrijske primjene koristeći napredne tehnologije za procesno hlađenje i kontrolu temperature zahvaljujući razvoju učinkovitih i pouzdanih rashladnih rješenja te proizvodne i prodajne strukture razmještene u Italiji, SAD-u, Njemačkoj, Brazilu, Indiji i Tajlandu.
Gotovo šezdeset godina Frigel nudi napredna tehnološka rje šenja za lidere u područjima kao što su prerada plastike i gume, proizvodnja i punjenje pića, prerada metala, nafta, plin i pomorska industrija, jamčeći visoku učinkovitost u pogledu potrošnje energi je i vode, kao i znatno smanjenje održavanja i proizvodnje škarta te optimiranje operativnih performansi pogona svojih kupaca.


FELD GmbH. U deset godina su potpuno obnovili portfelj proizvoda i osjetno proši rili kapacitete u Kottingbrunnu. S novim ubrizgavalicama iz serije Power, koje se odlikuju po kompaktnosti, točnosti, ponovljivosti i ener gijskoj učinkovitosti, tvrtka je izgradila uspješan položaj na tržištu. Kao dio grupacije WITTMANN BATTENFELD može ponuditi, ne samo ubrizgavalice, već i čitavu paletu perifernih uređaja, a s WITTMANN-ovim odgovorom na Industriju 4.0, WITTMANN 4.0, moguća je potpuna integracija i upravljanje ubrizgavalicama i perifernim uređajima preko upravljačkog sustava UNILOG B8 na temelju operacijskog sustava Windows i s primjenom mreže WITTMANN 4.0.
WITTMANN BATTENFELD je 10. obljetnicu proslavio 13. i 14. lipnja, kada su kupcima i poslovnim partnerima svoj razvoj u posljednjih deset godina predstavili s brojim eksponatima i vođenim razgledavanje pogona u Kottingbrunnu.

Rujan • 44 (3/2018) • Godina 1252 NEMETALI
www.covestro.com
www.wittmann-group.com www.robos.si
www.nomis.hr
WITTMANN 4.0 Plug & Produce

Proizvodnja plastičnih dijelova zahtijevane kvalitete obič no zahtijeva više perifernih uređaja, koji na različite načine surađuju s ubrizgavalicom. To su primjerice temperirala kalupa, hladnjaci, sušare materijala, te gravimetrijske i volumetrijske miješalice.
Svi se – ponekad i s robotom za automatizaciju i pregledavanje –povezuju u proizvodnu ćeliju. U proizvodnoj ćeliji WITTMANN 4.0 su ti parametri zajedno s parametrima kalupa pohranjeni u upravljačkom sustavu ubrizgavalice UNILOG B8. Pri izboru danih podataka kalupa, sve odgovarajuće postavke prenose se na druge
uređaje s pomoću Ethernet mreže, koja primjenjuje standardni protokol Industrije 4.0 OPC UA. Za plastičarsku industriju je naime karakteristično vrlo fleksibilno sastavljanje proizvodnih ćelija, što se tiše periferne opreme. Ovisno o primijenjenom kalupu, potrebni su različiti periferni uređaji ili uređaji s različitim postavkama, primjerice kontroleri temperature ovisno o broju zona za temperiranje kalupa. WITTMANN 4.0 Plug & Produce omogućuje sve to bez potrebe za stjecanjem posebnih znanja s područja informacijske tehnologije, osim naravno priključivanja odgovarajućih mrežnih kabela. Stoga se poslužitelji ubrizgavalice mogu posvetiti mehaničkim poslovima. Tijekom pokretanja se svi uređaji koji su priključeni na preklopnik proizvodne ćelije, prijavljuju na usmjerivač, koji im dodijeli odgovarajuću IP-adresu i uređaje odgovarajuće poveže. Tako se ubrizgavalica može odmah odazvati na svaki novi dodani uređaj, što bitno olakšava i ubrzava izmjenu proizvoda, skraćuje vrijeme nedjelovanja i s time pobolj šava konkurentnost proizvodnje.
NEMETALI
www.wittmann-group.com www.robos.si 140°C 140°C IMM Dryer Robot Blender TCU 1 TCU 2 90°C IMM RobotBlender TCU 90°C IMM Dryer Robot TCU MES/ERPDatasets Datasets Datasets
Reciklaža PET
TOMRA Sorting Recycling uvodi novu tehnologiju pod nazivom TOMRA SHARP EYE, koja omogućuje odvajanje jednoslojnih pladnjeva od PET-a od plastenki od PET-a. Ta funkcija dodatno poboljšava dosadašnje kapacitete stroja TO MRA AUTOSORT za odvajanje višeslojnih pladnjeva. Novost je komercijalno važna stoga, što male, a bitne razlike u kemij skim svojstvima pladnjeva i plastenki od PET-a znale, da je za odgovarajuće recikliranje proizvoda potrebno oboje izdvajati. Umjetna inteligencija, ugrađena u sustave TOMRA, omogućuje i neprekinuto analiziranje sortiranih proizvoda.


Ključ te revolucionarne novosti je poboljšanje tehnologije TO MRA FLYING BEAM, koja je i do sada bila najbolja senzorska tehnologija na tržištu. Kao prvi bliski infracrveni (NIR)sustav za skeniranje sa skeniranjem točaka (bez potrebe za vanjskim svje tlima) usredotočuje se samo na područje transportne vrpce. Široki spektar mogućnosti ka libracije omogućuje razlikovanje čak i na najfinijoj molekularnoj razini materijala, koji se kreću po liniji za recikliranje. Tijekom pripreme za sortiranje miješane plastike na različite polimere, ambalaža ili predsortirani komunalni otpad se unaprijed obrade u mehaničkom procesu, koji smanjuje voluminozne materijale, najčešće mekane materijale, kao što je folija, i dijelove koji nisu plastični. Odatle nadalje AUTOSORT djeluje kao kombinirani sustav, koji prepoznaje materijal i boju povezano s veličinom zrna. Čak pri sortiranju jako miješanog ma terijala, taj proces doseže najmanje 95-postotnu učinkovitost.
Novi kompozit StyLight Aesthetic S C245-1 s izgledom ugljičnih vlakana
Novi StyLight Aesthetic S C245-1 osigurava visoku gustoću vlakana, radi čega ima veću masu po površini i bolju usmjere nost vlakana.
Novi StyLight Aesthetic S C245-1 osigurava visoku gustoću vlakana, radi čega ima veću masu po površini i bolju usmjerenost vlakana. To dodatno poboljšava površinsku estetiku materijala, koji je bio razvijen u svrhu izrade laganih estetskih proizvoda. Pre thodni materijal StyLight Aesthetic S C200-1 imao je vrlo dobru
Prva aplikacija Lurana S KR 2864C s tehnologijom ColorForm
INEOS Styrolution objavljuje, da je njihov stiren Luran S KR 2864C izabran za nosač A za vodećeg proizvođača automobila. To će biti prva aplikacija Lurana S KR 2864C s tehnologijom ColorForm proizvođača KraussMaffei. Luran S KR 2864C je kvalitetan plastomer s poboljšanom otpor nošću na toplinu i najbolju kemijsku otpornost među ASA materijalima.
Posebice u automobilskoj industriji je već dobro poznat po svojoj UV-stabilnosti i izvrsnim preradbenim svojstvima. Proizvođači automobilskih dijelova zaključili su, da je Luran S KR 2864C, prerađen s pomoću tehnologije ColorForm, troškovno povoljnija alternativa tradicionalnom bojanju, a istodobno nudi poboljšana svojstva. Tehnologija ColorForm je kapljevito bojanje
kvalitetu površine pri masi 200 g/cm2 pri debljini slojeva 0,25 mm. Novi StyLight Aesthetic S C245-1 premašuje taj standard s masom 245 g/cm2 i debljinom sloja 0,3 mm. Nova vlakna poboljšavaju me hanička svojstva materijala, posebice krutost i čvrstoću. S novim svojstvima StyLight Aesthetic S C245-1 nudi kvalitetu površine za najzahtjevnije aplikacije. Testovi su pokazali, da novi materijal ispunjava tehničke testove vodećih automobilskih marki, stoga možemo očekivati, da će biti izabran za čitav niz novih aplikacija u automobilima nove generacije. Tipična područja primjene su primjerice unutrašnje dekorativne letvice, komponente sjedala, kućišta retrovizora i vanjske letvice. Novi materijal ispituju i u elektronskoj industriji te za sport i slobodno vrijeme, primjerice za kućišta mobilnih telefona, zvučnike i dronove, sportske kacige, dijelove bicikala i kofera.

www.ineos-styrolution.com
plastomera u kalupnoj šupljini, pri kojoj se boja ubrizga nepo sredno između stijenke kalupne šupljine i površine otpreska, stoga nije potreban niti jedan dodatni radni korak, jer se bojanje i očvršćivanje odvijaju u je dnom koraku. Tako je moguće postići izvrsnu estetiku površine pri automobilskim dijelovima i dijelovima za elektroniku, potrošačke proizvode i ambalažu – visoki sjaj i teksturiranje površine se iz rađuju već u samoj kalupnoj šupljini, bez dodatne obrade. Luran S KR 2864C, primijenjen s tehnologijom ColorForm je radi prevlake od poliuree pored toga i iznimno otporan na ogrebotine. www.ineos-styrolution.com www.kraussmaffei.com www.kms.si
Rujan • 44 (3/2018) • Godina 1254 NEMETALI
www.tomra.com/recycling
Hladni način prerade silikona
Bočni klip za igličasti pogon olakšava održavanje
Na ubrizgavalici BOY XS sa silikonskom jedinicom promjera 8 mm izrađivali su brtve od kapljevitog silikona, koji umrežava u kalupu pod utjecajem UV-svjetlosti u najkraćem mogućem vremenu. S takvom preradom dugi kanali ili komponente s tankim stijenkama više ne predstavljaju probleme. Niža temperatura tije kom prerade omogućuje primjenu i aplikacije s novim aditivima, primjerice na području medicine s aditivima, koji ne podnose du lju izloženost visokim temperaturama. U suradnji sa Sveučilištem u Kasselu i tvrtkom EMT Dosiertechnik izradili su prozirni kalup za proizvodnju brtvi za hladni proces, koji je optimiran za umreživa nje s UV-svjetlosti. Mala jedinica za plastificiranje promjera 8 mm s pužnim vijkom i klipom omogućuje visoku točnost pri doziranju pri najmanjim volumenima ubrizgavanja.
BOY je na DKT 2018 predstavio i preradu elastomera u gumaste brtve na kompaktnoj ubrizgavalici BOY 35 E sa četiri vodilice. www.dr-boy.de www.uniplast.si

Netstal ELIOS s dvije manje inačice
Proizvođač Netstal je ubrizgavalicu ELIOS 7500 po prvi puta predstavio na sajmu K2016, i to s velikim uspjehom.
Sada seriji dodaju dvije manje inačice sa silama zatvaranja kalupa 4.500 kN i 5.500 kN, čime serija sada ima četiri glavne inačice sa silama zatvaranja kalupa 4.500, 5.500, 6.500 i 7.500 kN. S pomoću inovativne tehnologije pogona jedinice za zatvaranje kalupa, manji modeli su ujedno i najbrže ubrizgavalice u svom razredu. Primje rice ubrizgavalica ELIOS 4500 s pomakom od 574 mm postiže trajanje otvaranja i zatvaranja kalupa u svega 1,5 sekundi prema standardu Euromap. I ELIOS 5500 osvaja s dinamičkim ciklusom otvaranja i zatvaranja kalupa u 1,7 sekundi pri pomaku 644 mm. Najkraći mogući ciklusi povezani s vrhunskom raspoloživošću i kvalitetom zanimljivi su prije svega za proizvođače tankostjene ambalaže. Ploče su izrađene od kvalitetnog lijevanog željeza s feritnom strukturom, a pokretna ploča je čvrsta i pomiče se s mi nimalnim trenjem. Za ubrizgavalicu ELIOS 4500 na raspolaganju su jedinice za ubrizgavanje 1000, 2000, 2900, 4200 i 6000, svaka s dva ili tri promjera pužnog vijka, tako da korisnik može birati između ukupno 12 kombinacija jedinica za ubrizgavanje i pužnih


Ta konfiguracija donosi vremenske i troškovne prednosti pri popravcima i održavanju, a ujedno omogućuje i izostanak hlađenja bez smanjivanja učinkovitosti i pouzdanosti, jer je klip udaljen od vrućeg kanala. Tako je olakšan i pristup kom ponentama čitavog sustava, a rad na klipu moguće je obaviti bez rastavljanja kalupa. Druga prednost je, da je klip postavljen daleko od razdjelnika, stoga može raditi bez hlađenja. Kako nema potrebe za linijama za hlađenje, konfiguracija vrućeg uljevnog sustava može biti poprilično jednostavnija. Klip za upravljanje igličastim ventilom na mlaznici, koji je postavljen bočno na kalup, omogućuje i jednostavnu preradu s hidraulič kog na pneumatski pogonski sustav FLEXflow.
vijaka. Paleta ELIOS 5500 počinje s jedinicom za ubrizgavanje veličine 2000 i nudi devet mogućih kombinacija. Čitava serija nudi 33 kombinacije sile zatvaranja kalupa, jedinice za ubrizgavanje i promjere pužnih vijaka.
Rujan • 44 (3/2018) • Godina 12 55 NEMETALI
S novim, bočno postavljenim klipom, talijanski specijalist za vruće uljevne sustave, razvio je konstrukcijsko rješenje, pri kojem je hidraulički ili pneumatski radni klip postavljen unutar kalupa.
Na njemačkoj konferenciji gumarstva Boy je predstavio prera du elastomera i silikona na dvije ubrizgavalice BOY.
www.hrsflow.com
www.netstal.com www.kms.si
Mjerni stezni sustav za mjerenje impedancije baterijskih uložaka
Tvrtka BRS Messtechnik GmbH iz Stuttgarta je poznata po inovativnoj i uni verzalnoj baterijskoj mjernoj tehnici. Tvrtka dk FIXIERSYSTEME iz Reutlinge
ra je u suradnji s tvrtkom BRS razvila potrebnu strojnu opremu, i to adapter za okrugle baterijske uloške (Rundzellen-Adapter RZA), koji omogućuje ergonomsko, pouzdano i nadasve brzo rukovanje s mjerenim baterijama.
Inteligentna baterijska mjerna tehnika je važna, kada govorimo o elektromobilnosti, alatima, međuspremnicima, sigurnosnoj opskrbi strujom i drugim područjima primjene baterijskih uložaka u uređajima, koji su još u fazi razvoja. Mjerna tehnika tvrtke BRS poznata je po apsolutno točnom mjerenju impedancije unutar četvero-vodičke mjerne tehnike. Naravno da je moguće i mjerenje kapaciteta okruglih baterijskih uložaka. Brine o pouzdanim vrije dnostima neovisno o tehnologiji baterija i tako mjerni sustav čini univerzalno primjenjivim. Ključno svojstvo, kao što je raspoloži vost energije iz spremnika struje, isto se tako provjerava, te doku mentira pri razvoju, testiranju i izradi baterije. Dijagnosticiranje je s BRS sustavima brzo i vrlo točno.

Tvrtka BRS GmbH isporučuje kompletnu mjernu tehniku, po trebnu programsku opremu i opsežan servis. Rukovodstvu tvrtke mjernih specijalista je jasno, da je neki sustav toliko dobar, koliko je dobra njegova primjena u praksi. Stoga se od sustava za mjerenje baterija očekuje:
• jednostavno i brzo posluživanje: za posluživanje adaptera se primjenjuje samo jedna ruka, kako bi druga ostala slobodna za rukovanje s baterijom
• ponovljivo točno pozicioniranje baterije, tako da opružni kontakti mjernog sustava točno zahvate pola ćelija, a oni pod podesivim pritiskom pokrivaju i tolerancijsko područje
• stabilni položaj baterije tijekom postupka mjerenja
• potpuna električna izoliranost baterije, za sprječavanje ome tajućih struja
• jasna uočljivost, gdje se nalazi + pol s označavanjem u boji
• jednostavno prebacivanje na različite duljine i promjere uloža
ka tj. geometrijske parametre
• adapter za 2 različita područja promjera ćelija
• mogućnost prebacivanja za buduće drugačije promjere baterija
• jasna konstrukcija, sigurno vođeni kabeli, otporna površina, dobar dizajn i ergonomija.
Kompetencije za razvoj i izradu takvog sustava za stezanje i ruko vanje tvrtka BRS je našla u tvrtki dk FIXIERSYSTEME GmbH & Co.KG iz Reutlingera. Tvrtka dk je u branši poznata po rješenjima za mjerne stezne sustave za taktilna i optička mjerenja. Brojne važne tvrtke primjenjuju dugogodišnji know-how tvrtke dk, kao i razvoj različitih sustava za pričvršćivanje za pouzdano pridržavanje i rukovanje pri potpuno različitim aplikacijama:
• elektrotehnika / elektronika

• tehnika doziranja / lijepljenje i brtvljenje
• natpisi / označavanje
• rukovanje / montaža
Prednost tvrtke dk iz Reutlingera nisu samo bogata iskustva, razvoj i proizvodni kapaciteti, već i standardni asortiman od cca. 1.000 elemenata za stezanje i pričvršćivanje, od kojih često mo žemo sastaviti potrebnu konfiguraciju i bez primjene namjenskih elemenata.
Projekt je bio zajedno osmišljen, načinjen je prototip, koji je na kon mjerenja i optimiranja bio spreman za tržište u siječnju 2018.
Rujan • 44 (3/2018) • Godina 1256 SUVREMENE TEHNOLOGIJE
www.halder.si Prijevod i prilagodba: Halder, d. o. o. • Miklavška cesta 50, SI-2311 Hoče • tel. +386 2 61 82 646 • faks +386 2 61 82 656 • www.halder.si » Adapter RZA za rukovanje i pričvršćivanje baterijskih uložaka (slika: dk FIXIERSYSTEME) » Slika: Čitav sustav za
mjerenje baterija
(slika:
dk
FIXIERSYSTEME)
Microsoftov sigurnosni izvještaj Security Intelligence Report




Najnovije izdanje Microsoftovog sigurnosnog izvještaja Secu rity Intelligence Report (SIR) predstavlja trendove na području ranjivosti, štetnih programa i internetskih napada. Već 23. izdanje, koje obuhvaća podatke od veljače 2017. godine, između ostalog ističe, da mreže zaraženih računala (botnets) i dalje ugrožavaju milijune računala po svijetu, koja su zaražena sa sta rim i novim oblicima štetnih programa. Istraživači su isto tako utvrdili, da napadači češće primjenjuju lakše metode socijalnog inženjeringa od skupljih, koje se temelje na varanje sigurnosnih zahvata, te da programi za ucjenjivanje i dalje ostaju i dalje omiljena metoda za dobivanje novca od žrtava.
U studenome 2017. je Microsoft u okviru globalnog javno-priva tnog partnerstva prekinuo kontrolnu i upravljačku strukturu jednu od najvećih mreža zaraženih računala u svijetu, mreže Gamarue. Pri tome je Microsoft analizirao 44.000 uzoraka štetnih progra ma, koji su otkrili opsežnu infrastrukturu te mreže, te utvrdio, da je širila više od 80 različitih obitelji štetnih programa. Najčešće vrste štetnih programa, koje je proširivala mreža Gamaure, bili su ucjenjivački programi, trojanci i programi za skriveni ulaz. Prekid djelovanja mreže uzrokovao je 30-postotni pad broja zaraženih uređaja u samom tromjesečnom razdoblju.
Kako ponuditelji programske opreme u svoje proizvode uklju čuju sigurnosne zahvate, uspješni upadi u programsku opremu za napadače postaju sve sukplji. U usporedbi s time, lakše je i jeftinije korisnike navesti da kliknu na poveznicu ili otvore e-poruku, namijenjenu ribarenju osobnih podataka. Upravo su pokušaji ribarenja osobnih podataka bili glavna prijetnja među opasnostima za e-mail u usluzi Office 365 u drugoj polovici 2017. godine. Druga metoda, koja je za napadače lakše izvediva, slabo su zaštićene aplikacije u oblaku. Microsoftovi istraživači su tako otkrili, da 79 % programa kao usluge za pohranu podataka i 86 % programa kao usluge za suradnju ne šifrira podatke tijekom prijenosa i pohrane. Novac je naravno glavni motiv, koji pokreće internetske krimi nalne, stoga ucjenjivanje korisnika za kriptovalute i druge oblike plaćanja, uz prijetnju da će izgubiti svoje podatke, ostaje i dalje privlačna strategija. U 207. godini su tri globalna napada ucjenji

vačkih programa – WannaCrypt, Petya/NotPetya in BadRabbit – zarazila poslovne mreže te utjecala na rad bolnica, transporta i prometnih sustava. Prošlogodišnji napadi s ucjenjivačkim progra mima su bili vrlo destruktivni i vrlo su se brzo širili. Radi automa tiziranih tehnika širenja, zarazili su računala brže, nego li su žrtve mogle reagirati, radi čega je većina zauvijek ostala bez pristupa svojim datotekama.

Preporuke za veću sigurnost od najnovijih prijetnji
Microsoft organizacijama za veću sigurnost od najnovijih prije tnji preporučuje sljedeće sigurnosne prakse:
• Redovito ažuriranje programske opreme ili primjena suvre menih operacijskih sustava, koji se ažuriraju samostalno, radi čega korisnici više ne trebaju razmišljati, imaju li instalirana najnovija ažuriranja.
• Redovito ažuriranje antivirusnih rješenja.
• Sigurnosno kopiranje i učitavanje datoteka te redovito provje ravanje, djeluju li sigurnosne kopije.
• Primjena snažnih metoda autorizacije, kao što su višefaktorska i biometrijska autorizacija.


• Primjena sigurnih internetskih navika. Korisnici ne bi trebali otvarati e-obavijesti i privitke, te ne klikati na poveznice prema izvorima, koje ne poznaju.

SUVREMENE TEHNOLOGIJE
www.microsoft.com Since 1999 www.3way.si info@3way.si +386 1 3617 014 3WAY
››
Potpuna kontrola trafostanica i veća učinkovitost uz zenon
Unaprijeđena učinkovitost u tvrtki Elektroprenos–Elektroprijenos BiH
Posljednjih godina, Elektroprenos–Elektroprijenos BiH a.d. Banja Luka, tvrtka za prijenos električne energije u Bosni i Hercegovini, intenzivno radi na unaprjeđenju sustava rekonstrukcijom postojećih i izgradnjom novih trafostanica na svojem teritoriju. Tijekom 2016. i 2017. godine, u Operativnom području Banja Luka, realizirani su projekti rekonstrukcije trafostanice 110/35/20 kV Kotor Varoš i izgradnje nove trafostanice 110/20/10 kV Šipovo. Ugovori su potpisani i izvedeni s dva različita konzorcija, ali je u oba projekta implementiran zenon softver za automatizaciju u energetici tvrtke COPA-DATA, dok je integrator sustava bila tvrtka Saturn Electric d.o.o. iz Beograda.

Tvrtka Elektroprenos-Elektroprijenos BiH a.d. Banja Luka pokriva četiri operativna područja: Banja Luka, Mostar, Sarajevo i Tuzla, kao i 9 terenskih jedinica. Za 65 godina postojanja, tvrtka je izgradila preko 6.000 km mreže, oko 300 dalekovoda, i preko 150 trafostanica na teritoriju Bosne i Hercegovine. Trenutačno se, u navedenu infrastrukturu, investira preko 80 milijuna eura kako bi se sustav i usluga prijenosa električne energije unaprijedio. Također, uvođenjem suvremenih i učinkovitijih sustava postiže se siguran i pouzdan rad kao i zadovoljstvo korisnika.
Rekonstrukcija TS Kotor Varoš
Tijekom 2016. godine raspisan je tender za rekonstrukciju TS Kotor Varoš, čija je oprema bila stara preko 50 godina i potpuno dotrajala. Osim toga, postojala je potreba za proširenjem same trafostanice, s dva 110 kV dalekovodna polja i za osiguranjem dvostranog napajanja ove i druge dvije povezane transformatorske stanice. Poseban izazov i dodatni rizik i pritisak na poštovanje zadanih rokova predstavljalo je to, što je postojeća trafostanica
Rujan • 44 (3/2018) • Godina 1258 SUVREMENE TEHNOLOGIJE
» Set jednopolnih shema sa statusima, mjerenjima, opcijama za upravljanje i funkcijom automatskog bojanja vodova.
morala biti potpuno funkcionalna za sve vrijeme trajanja rekonstrukcije. To je postignuto upotrebom mobilne trafostanice, koja je omogućila da se korak po korak rješava zamjena dotrajale opreme i sustav poveže u jednu cjelinu.
Suradnja sa integratorom sustava otpočela je u ranoj fazi projekta, kreiranjem osnovne strukture zenon sustava još tijekom građevinskih radova, a sve u cilju da se kompletno rješenje pripremi što preciznije i u skladu sa svim zahtjevima krajnjeg korisnika. zenon se, tom prilikom, sa svojim funkcionalnostima pokazao kao vrlo praktičan, jer je omogućavao da se provesde projektiranje većine grafičkih i topoloških zahtjeva i prije samog odlaska na teren. To je doprinijelo da je integrator sustava, kada je završena građevinska faza projekta, prilikom isporuke i ugradnje opreme, konfigurirao zenon vrlo učinkovito i u najkraćem roku povezao čitav sustav u funkcionalnu cjelinu. Izrađeno je potpuno novo grafičko okruženje, koje je u potpunosti ispunilo očekivanja i korporativne standarde krajnjeg korisnika, a pritom potpuno sačuvalo funkcionalnost i izgled sustava na koji su operateri navikli. S te strane je postignuto da razina sigurnosti i sam sustav budu na najvišoj razini, intuitivni za korištenje od strane operatera.
„Dobiveni sustav nakon ispitivanja nije pokazao niti jedan problem, niti alarm, što je jedno od najčistijih SAS rješenja koje smo do sada realizirali. Kompletno ispitivanje u slučaju TS Šipovo trajalo je samo 2 dana“
Zoran Blažić
Elektroprenos-Elektroprijenos BiH a.d. Banja Luka
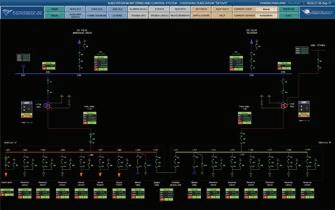

Jednostavnost korištenja i vrhunska tehnička podrška
Svaki projekt sa sobom nosi specifičnosti i određene probleme. Ni sa projektom rekonstrukcije TS Kotor Varoš, nije bilo drugačije. Tijekom realizacije ovog projekta, uočeno je da periferni uređaji (IED) ne šalju vremensku oznaku (Time Stamp) sa zahtijevanom razinom točnosti. Dok bi ovo predstavljalo problem nekim proizvođačima hardvera, u zavisnosti od primijenjenog protokola i načina sinkronizacije, u slučaju projekta Kotor Varoš, inženjeri integratora sustava i tehničke podrške tvrtke COPA-DATA uvidjeli su da je moguće jednostavno riješiti navedeni problem softverskim putem. Zahvaljujući brzom odgovoru timova tvrtke COPA-DATA i Saturn Electric, ovaj neočekivani izazov niti jednog trenutka nije ugrozio rokove realizacije. Štoviše, buduća adaptacija će biti podjednako laka. Svaka nadogradnja u zenon softveru izuzetno je jednostavna i ne zahtijeva dodatni angažman od strane integratora niti bilo kakvu izmjenu postojećeg sustava, sve to zahvaljujući COPA-DATA filozofiji jednostavne parametrizacije u svega nekoliko koraka.
» zenon reporting – kombinirani strujno-naponski trend dijagram u TS Šipovo.

Izgradnja nove TS 110/20/10 kV Šipovo
Projekt rekonstrukcije TS Kotor Varoš omogućio je integratoru sustava da u zenon-u kreira bazu podataka i biblioteku simbola koji su u potpunosti u skladu sa zahtjevima krajnjeg korisnika, a koju će moći potpuno jednostavno iskoristiti i ponovo upotrijebiti u novim projektima kod istog krajnjeg korisnika uz minimalne korekcije.
TS Šipovo je, kao i prethodna transformatorska stanica, planirana biti opremljena sa IED-ovima različitih proizvođača što za zenon nije predstavljalo nikakav problem, budući da nudi kompatibilnost sa svim svjetski poznatim proizvođačima hardvera. Također, standardi IEC 61850 i IEC 60870-5-101/104 upotrijebljeni su za komunikaciju s IED uređajima u polju i prema kontrolnim centrima. U OP Banja Luka ističu da je zenon praktično pokazao ideju IEC 61850 standarda u punom svjetlu i da, zahvaljujući tome, nije potrebno razmišljati o proizvođaču hardvera ako se ukaže potreba za zamjenom ili proširenjem.
Završno ispitivanje za poseban užitak krajnjeg korisnika
Nakon završetka građevinskih i montažnih radova na rekonstrukciji TS Kotor Varoš i izgradnje TS Šipovo, pristupilo se završnom ispitivanju sustava stanične automatizacije (SAS) prije puštanja u rad. Ispitivanje je rađeno s kompletnom opremom i prema tri kontrolna centra. Službe u OP Banja Luka nadležne
Rujan • 44 (3/2018) • Godina 12 59 SUVREMENE TEHNOLOGIJE
» Konfiguracija komunikacijskih blokova sa statusima na TS Šipovo.
za ove poslove navode da je krajnji cilj ispitivanja bilo puštanje transformatorske stanice u rad bez ijedne greške i aktivnog alarma, što se u praksi rijetko dešava, ali je u oba projekta uspješno realizirano i oni spadaju u „najčistija“ rešenja do sada.
zenon Energy Edition – rješenje za trafostanice:

• Jednostavan, brz i fleksibilan inženjering i kasnija nado gradnja
• Out-of-the-box rešenja
• Fleksibilnost pri dizajnu korisničkog sučelja u skladu sa zahtjevima
• Upotreba standarda IEC 61850 i IEC 60870 u punom svjetlu
• Nezavisni izbor HW opreme u budućnosti
• Skraćeno završno ispitivanje trafostanica
• Dostupnost i učinkovitost tehničke podrške COPA-DATA
• Stručnost certificiranog integratora sustava Saturn Electric d.o.o. Beograd
Ispitivanje TS Kotor Varoš trajalo je oko šest dana, tijekom kojeg su provedena završna i „fina“ podešavanja čitavog sustava. Koristeći stečena iskustva, uspješno je završeno kompletno ispitivanje TS Šipovo za samo 2 dana. Ranije su ova ispitivanja znala trajati mnogo duže.
Dobiven je sustav, kao konceptualno rešenje, s najvišim standardima i funkcionalnostima koje suvremena tehnologija može pružiti. zenon je, svojom kompatibilnošću, funkcionalnostima, intuitivnim sučeljem i prilagodljivošću raznovrsnim zahtjevima krajnjeg korisnika, uspio doprinijeti poboljšanju napajanja krajnjih kupaca i boljem detektiranju kvarova. Ovo je rezultiralo sigurnijim radom sa suvremenijom i zaštićenijom opremom, pojednostavljenim upravljanjem i, možda kao najvažnijim faktorom, nadzorom kompletnog sustava.
Od puštanja oba sustava u rad, nije dolazilo do bilo kakvih kvarova sustava stanične automatizacije, a samim tim nije bilo potrebe za izlaskom timova na teren. Sustav je izuzetno pouzdan i doprinosi značajnim uštedama već u ranoj fazi primjene. U OP Banja Luka sa zadovoljstvom ističu da će iskustva iz ovih projekata, kako sa integratorom sustava, tako i s ergonomijom zenon rešenja, rado podijeliti s kolegama iz ostalih operativnih područja i drugim zainteresiranim budućim korisnicima.
Kada su tvrtke spremne usvojiti poslovanje »u oblaku«?
Poslovanje “u oblaku” (eng. On Cloud ) jedna je od najvažnijih tehnoloških paradigmi koja mijenja dosadašnji način poslovanja. Za izbor programskog rješenja „u oblaku“ koje najbolje ispunjava zahtjeve tvrtke potrebno je razumjeti prednosti i nedostatke dostupnih opcija. Statistika pokazuje kako sve više tvrtki usvaja tehnologiju „u oblaku“ i predviđanja su da će taj pozitivni trend nastaviti.
CIM Data je provela istraživanje na temu zašto proizvodne tvrtke implementiraju PLM rješenja “u oblaku”. Rezultati istraživanja, uz prednosti implementacije, prikazuju i koje su to stvarne prepreke s kojima se tvrtke suočavaju pri prelasku na poslovanje “u oblaku”. Istraživanje prikazuje nekoliko dostupnih opcija, trenutno stanje na tržištu te identificira glavne razloge zašto bi tvrtka trebala raz motriti uvođenje PLM rješenja “u oblaku”.
Većina današnjih PLM rješenja su tradicionalna rješenja na lokalnoj opremi kod korisnika (eng. On Premise) i usmjerena na upravljanje inženjerskim podacima. Implementacija PLM rješenja “u oblaku” ne znači nužno da je istodobno potrebno zamijeniti po stojeće rješenje. Potrebno je izabrati odgovarajući model te strate giju prelaska na Cloud tehnologiju uklopiti u postojeće poslovanje.
Unatoč prednostima i primjerima uspješne implementacije, neke tvrtke su i dalje skeptične prema rješenjima „u oblaku“. Ovo istra živanje donosi pregled što to najviše brine tvrtke, kako mogu „raz biti mitove“ te iskoristiti prednosti poslovanja „u oblaku“. Ukoliko pročitate istraživanje, otkriti ćete i koje nove mogućnosti možete
iskoristiti implementacijom PLM rješenja “u oblaku”. Publicirano istraživanje možete preuzeti na web stranici CADCAM Grupe, u sekciji Novosti: www.cadcam-group.eu/hr/blog/novosti
Rujan • 44 (3/2018) • Godina 1260 SUVREMENE TEHNOLOGIJE
www.copadata.com
››
www.cadcam-group.eu
››
Autodesk HSM - CAM alat za upravljanje strojnom obradom u proizvodnji podržanoj računalom
HSM (eng. High Speed Machining ) po svojoj definiciji označava strojnu obradu s većom brzinom okretanja i posmaka uz manju debljinu odvojenih čestica. To rezultira većim brzinama obrade, povećanjem učinkovitosti, točnosti i kvalitete obratka i posljedično, manjim troškovima i skraćenjem vremena obrade. Autodesk HSM je CAM alat koji sadrži strategije namijenjene upravo takvom tipu obrade.
CAM (eng. Computer-Aided Manufacturing) ili računalom potpomognuta proizvodnja, je softverska tehnologija koja služi za generiranje programskog koda za računalom upravljani stroj (CNC stroj, eng. Computer Numerical Control) s ciljem postizanja željenog oblika proizvoda, uz definirane putanje alata s režimima i parametrima za strojnu obradu. Autodesk u svom portfelju posje duje različite CAM alate poput PowerMill-a, FeatureCAM-a (ranije Delcam), a ovdje je predstavljamo Autodesk HSM.
Autodesk HSM je predstavnik integriranih CAM alata čija je glavna prednost što su objedinjeni s CAD (eng. Computer Aided Design) dijelom softvera, te se svaka promjena na 3D CAD modelu automatski ažurira i prenosi na CAM. To je pogotovo značajno i korisno u kasnijim fazama izrade proizvoda, kada se uoči potreba za promjenama u trenutku kada je već odrađen veliki dio pripreme za strojnu obradu u sklopu CAM-a.
Autodesk nudi kolekciju softverskih rješenja za strojarstvo pod nazivom Autodesk Product Design and Manufacturing Collection, u sklopu koje se nalazi i Autodesk HSM. Zanimljivo je da osim što Autodesk HSM može biti instaliran i integriran u Autodeskov vlastiti 3D CAD softver – Autodesk Inventor (i tada se naziva Inventor HSM, prikazano na slici 1.), moguće ga je instalirati i koristiti i sa Solidworksom (tada se naziva HSMWorks).
Osim što radi s ta dva u svijetu najpoznatija i najraširenija 3D CAD softverska paketa, Autodesk HSM je integriran kao CAM modul i u Autodeskov softver najnovije generacije - Fusion 360. Fusion 360 je hibridna desktop/cloud platforma za dizajn, strojar sko projektiranje i simulacije koja dolazi u dvije inačice - Standard i Ultimate. Što se tiče HSM-a, Fusion 360 Standard sadrži strategije za tokarenje i glodanje do tri osi indeksirano i simultano, a Fusion
inženjering
360 Ultimate sadrži strategije za više-osne obrade, četiri i pet osi indeksirano i simultano.
Treba istaknuti i kako HSM ima svoju besplatnu, samim time svima dostupnu, inačicu HSM Express za Inventor i Solidworks, koja sadrži strategije indeksirane troosne obrade (2+1).
» Slika 1. Sučelje Autodesk HSM-a u Inventoru (Inventor HSM)


Podjela CNC strojeva i broj osi
Klasična podjela strojeva za strojnu obradu je na strojeve za toka renje i glodanje. Kod tokarenja se alat primiče obratku koji rotira i koji je najčešće cilindričnog oblika, a na taj način se odstranjuje višak materijala radi postizanja željenog oblika. Kod glodanja alat rotira i svojim progresivnim pomicanjem odstranjuje višak materi jala s obratka koji je najčešće u obliku bloka.
Uz ovakvu klasičnu podjelu, postoje i strojevi koji predstavljaju kombinaciju tokarenja i glodanja i oni kombiniraju oba načina strojne obrade. Tako uz glodanje postoji mogućnost rotiranja obratka ili uz tokarenje postoji mogućnost rotiranja alata za obradu.
Rujan • 44 (3/2018) • Godina 12 61 SUVREMENE TEHNOLOGIJE
PRIOR
d.o.o., Zagreb • www.prior.hr››
Kako je zastupljenost glodanja kao strojne obrade najveća i na nju otpada oko 80% ukupne strojne obrade, tu postoji najviše različitih konfiguracija strojeva, a strojevi se isto tako dijele ovisno o broju osi koje se mogu koristiti za gibanje i koliko se osi može gibati istovremeno - simultano. Osnovna podjela po broju osi (prikazano i na slici 2.):
• 2D - dvije osi uz manualno postavljanje dubine
• 2.5D (2+1) - troosno indeksirano gibanje, gibanje u dvije hori zontalne osi istovremeno, a visina se podešava samostalno
• 3D - troosno simultano gibanje, gdje se gibanje u dvije hori zontalne i jednom vertikalnom osi može odvijati istovremeno
• 3+1 - četveroosno indeksirano gibanje, gibanje u tri osi se može odvijati istovremeno, dok se za četvrtu os, rotacijsku os, gibanje mora odvijati samostalno
• 4 osi simultano - gibanje u sve četiri osi istovremeno
• 3+2 - petosno indeksirano gibanje, gibanje u tri osi koje su naj češće translacijske je istovremeno, dok se gibanje u preostale dvije osi, koje su najčešće rotacijske, odvija samostalno
• 5 osi simultano - gibanje u svih 5 osi istovremeno, ujedno i najsloženiji način obrade
Autodesk HSM podržava sve izvedbe strojeva za obradu: gloda nje, tokarenje, strojeve koji kombiniraju tokarenje i glodanje, in deksiranu i simultanu obradu od tri do pet osi. Također, Autodesk HSM podržava i obrade rezanja (laser, plazma, voda) i omogućuje generiranje programa obrade i za takav tip CNC strojeva.

Strategije obrade, adaptivno čišćenje (eng. Adaptive Clearing)
Odabir strategija obrade je odabir načina na koji će se izvoditi obrada, definiranje operacija i njihovog redoslijeda kako bi se postigao željeni oblik proizvoda. Autodesk HSM nudi različite strategije obrade koje mogu zadovoljiti potrebe u postizanju najslo ženijih oblika.
Dostupne strategije za indeksiranu troosnu obradu glodanjem (2+1) su: adaptivno čišćenje (eng. Adaptive Clearing), porav navanje, izrada džepova, profilno glodanje i praćenje kontura, graviranje, izrada skošenja i izrada utora, te ciklusi bušenja, izrade provrta, urezivanja i narezivanja navoja.
Strategije troosne simultane obrade su: 3D adaptivno čišćenje (eng. Adaptive Clearing), izrada džepova promjenjive dubine, hori zontalna, konturna i paralelna strategija obrade, strategija precizne fine obrade poput olovke (eng. Pencil), strategija konstantnog

razmaka između prolaza, radijalna, spiralna i prilagođena spiralna strategija (eng. Morphed spiral).
Za višeosnu obradu dostupne su strategije: višeosna konturna strategija, te flow i swarf strategije.
Strategije tokarenja: profilno tokarenje, tokarenje utora, porav navanje čeone površine, tokarenje skošenja i navoja te rezanje, a sve to uz mogućnost definiranja prebacivanja stegnutog sirovca ili poluproizvoda iz jedne stezne glave na drugu kada tokarski stroj ima tu mogućnost.
Adaptivno čišćenje (eng. Adaptive Clearing) je strategija koja može biti troosno indeksirana ili troosno simultana, a radi se o gruboj obradi odstranjivanja viška materijala unutar definirane geometrije. Ova strategija se razlikuje od tradicionalnih strategija grube obrade na način da izbjegava obradu punim promjerom glodala vodeći računa o kutu alata u zahvatu (TEA), a isto tako teži postizanju konstantno jednakog i optimalnog opterećenja na alatu, bilo da se radi o vretenastom glodalu s ravnim čelom ili kuglastom glodalu (slika 3.). Progresivnim odstranjivanjem materijala, uz osi guranje konstantnih uvjeta opterećenja tokom obrade, postiže se ujednačeno i stabilno opterećenje alata. Rezultat toga je mogućnost značajnog povećanja posmične brzine, što može uštedjeti i do 40% vremena strojne obrade, osigurati bolju kvalitetu obrade površine i manju potrošnju alata.
Značajne funkcionalnosti i dostupnost baze gotovih post procesora
Autodesk HSM ima još neke korisne funkcionalnosti koje pomažu prilikom CAM programiranja. Tu spada opcija obrade
Rujan • 44 (3/2018) • Godina 1262 SUVREMENE TEHNOLOGIJE
» Slika 2. Podjela po broju osi i njihovoj izvedbi
» Slika 3. Razlika tradicionalne grube obrade i strategije Adaptive Clearing
zaostataka (eng. Rest Machinig), Probing funkcionalnost za ori jentaciju i verifikaciju pozicioniranja, mogućnost kontrole nagiba alata na površinu (eng. Slope Based Machining), te automatsko prepoznavanje i izbjegavanje kolizije alata i držača s obratkom ili definiranim steznim elementima i paknama.
HSM sadrži besplatan CNC editor (slika 4.), za pregled i preprav ke generiranog koda obrade uz mogućnost direktnog povezivanja i prijenosa tog koda na CNC stroj.
Također, sadrži i automatsko generiranje izvještaja o stezanju: radne točke, alati, strategije, operacije, režimi obrade... (prikazano na slici 5.).
HSM ima i standardnu mogućnost simulacije i verifikacije obra de (slika 6.), te opciju izrade predložaka strategija sa definiranim alatima, režimima i parametrima, gdje je potrebno samo definirati geometriju za obradu.
»
Autodesk svojim korisnicima nudi bazu već gotovih HSM post pro cesora za najčešće korištene strojeve i upravljačke jedinice (prikazano na slici 7.). Baza post procesora se redovito ažurira i nadopunjava, a pristup i preuzimanje dostupnih post procesora je slobodan svima i nalazi se web lokaciji: https://cam.autodesk.com/hsmposts.


Kako je post procesor jako važan, jer on omogućuje da se sve ono što se za obradu definira u CAM softveru ispravno prebaci u programski kod razumljiv upravljačkoj jedinici stroja, treba biti na oprezu i prije korištenja u redovnoj proizvodnji dobro testirati i provjeriti preuzeti post procesor.
» Slika 4. CNC editor za provjeru koda, prepravke i slanje na CNC stroj
Ako je potrebno doraditi ili izraditi potpuno novi post procesor, preporučljivo je zatražiti pomoć stručnjaka. Djelatnici tvrtke PRIOR inženjering, koja je Autodesk Gold partner, te Autodeskov autori zirani edukacijski i certifikacijski centar, sa svojim znanjem i isku stvom uvijek mogu pomoći u doradi postojećih ili izradi novih post procesora kao i u ostalim segmentima projektiranja i proizvodnje.
» Slika
Izvještaj
»
Baza post procesora
Zaključak
Autodesk HSM je nova generacija CAM softvera, napravljen iz temelja kako bi radio integriran u sklopu 3D CAD alata (Inventor, Solidworks i Fusion 360), čime nudi logični slijed od parametar skog dizajniranja prema proizvodnji, a sve u sklopu jednog softver skog okruženja. S obzirom da se radno okruženje, grafičko sučelje, ne mijenja previše u odnosu na CAD, korisnici su u mogućnosti vrlo brzo savladati CAM alat, te kreirati putanje alata i strategije obrade. Nema podjele na module i jedan paket objedinjuje sve funkcionalnosti od rezanja, tokarenja i glodanja do 5 osi simul tane obrade, dok je besplatni paket koji sadrži samo indeksiranu troosnu obradu (2+1), namijenjen manje zahtjevnim potrebama proizvodnje, kao i za testiranje.

Uz sve mogućnosti i funkcionalnosti koje Autodesk HSM nudi, veliku bazu gotovih post procesora dostupnu svima, te intuitivno i korisniku prilagođeno sučelje, svaki korisnik može u relativno kratkom vremenu postati funkcionalan i operabilan s CAM softve rom i tako jednostavnije doći do krajnjeg cilja - brže proizvodnje.

Rujan • 44 (3/2018) • Godina 12 63 SUVREMENE TEHNOLOGIJE
5.
o stezanju i obradi
Slika 6.
Simulacija i verifikacija
Slika 7.
››
Worcon je zanimljiva platforma koja na jednom mjestu spaja proizvođače i kupce te im olakšava suradnju.
Worcon - jedinstvena platforma za povezivanje proizvođača i kooperanata na istom mjestu
Svaka tvrtka ili proizvođač u autoindustriji, brodogradnji, izradi strojeva, pogona ili bilo čega sličnog, može potpuno BESPLATNO objaviti natječaj ili izravno kontaktirati nas te mi za njih u kratkom roku dostavljamo ponude od provjerenih kooperanata.
Internet i komunikacijske tehnologije omogućavaju proizvođačima da komuniciraju i posluju s klijentima koji se nalaze na drugoj strani svijeta na isti način kao što to rade s klijentima koji se nalaze u istoj ulici.
No, najviše se vremena i resursa još uvijek troši na pronalaženje novih klijenata, novih poslova, novih ugovora. Upravo je taj problem odlučila riješiti tvrtka Work Connect iz Varaždina kad je osnovala svoj start-up projekt Worcon.
Ideja za izradu Worcon platforme nastala je nedostatkom ponude poslova u metalnoj industriji putem web-a. Cilj nam je rasteretiti poduzeća od trošenja dodatnih resursa u svrhu potrage poslova i omogućiti im da se bezbrižno bave svojim primarnim djelatnostima, tj. industrijskom proizvodnjom, pojasnio nam je Tin Keškić, idejni začetnik projekta i vlasnik tvrtke.

ponajprije sa zemljama REGIJE. Putem platforme pruža im se mogućnost povećanja poslovanja te lakših međusobnih kontakata na području industrije prerade metala, drva, gume i plastike, tekstila, a i šire.
Bitno je napomenuti da sve tvrtke koje TRAŽE KOOPERANTE za izradu bilo kakvih proizvoda mogu nas slobodno kontaktirati te mi za njih BESPLATNO dostavljamo ponude potencijalnih provjerenih i kvalitetnih proizvođača.
Spajaju ponudu i potražnju
Kako pojašnjava Keškić, sustav podsjeća na burzu na kojoj klijenti objavljuju svoje oglase/natječaje i traže tvrtke koje bi njihove zahtjeve mogle ispuniti. I kupci i proizvođači automatski dobivaju obavijesti o pristiglim ponudama, objavljenim natječajima i sličnom, a u konačnici sami biraju najbolju ponudu te dogovaraju daljnji razvoj projekta. Worcon je »spajalica« koja spaja te dvije strane na jednom mjestu.
Naši korisnici osim tvrtki koje se bave strojnom obradom metala, plastike, drva, tekstila i gume svakako su automobilska i zrakoplovna industrija, prehrambena, farmaceutska te brodogradnja i građevinski sektor. Koristi za tvrtke su višestruke. Povećanje proizvodnje, izvoza te konkurentnosti neke su od najvažnijih koristi naše aplikacije. Mnogi mali i srednji poduzetnici naveli su kao jedan od ključnih problema – sezonska proizvodnja, odnosno nepotpuna iskorištenost kapaciteta same tvrtke.
No, Worcon platforma nije namijenjena samo velikim tvrtkama već i malim i srednjim poduzetnicima, ali i običnim građanima.
Svatko se susreo sa situacijom da mu je u kućanstvu trebao metalni dio određenih dimenzija, no u trgovinama ga nije uspio naći. S ovim potičemo i građane da objavljuju natječaje pomoću kojih će moći doći do željenog proizvoda po najjeftinijim cijenama, a za njih je to potpuno besplatno objašnjava Keškić.
Radi se o jedinstvenoj platformi na našim prostorima, osmišljenoj kako bi se industrijske proizvođače koji se bave strojnom obradom, spojilo s domaćim i vanjskim tržištem
Baza industrijskih tvrtki na jednom mjestu iz svijeta
Registracija na Worcon platformi je besplatna. Dovoljno je izraditi profil tvrtke, unijeti sve podatke i sustav će izraditi internetsku stranicu optimiranu za suvremene internetske tražilice.
Uz Worcon profil promičete vlastiti marketing na lokalnom i
Rujan • 44 (3/2018) • Godina 1264 SUVREMENE TEHNOLOGIJE
Work connect d.o.o., Varaždin • wor-con.com››
globalnom tržištu. Sastavni ste dio jedne od uskoro najveće baze industrijskih proizvođača diljem svijeta.

Pozivamo sve tvrtke koje proizvode dijelove u strojnim obradama raznih vrsta materijala i one koje traže kooperante da se registriraju te s time omoguće bolje obostrano poslovanje.
Jedinstvena platforma na tržištu
Konstantno radimo na daljnjem razvoju platforme i prilagođavamo se potrebama klijenata odnosno tvrtki. Trenutačno radimo na promociji platforme i tvrtke na specijaliziranim sajmovima diljem Europe.
Worcon može funkcionirati globalno i pojedinačno za svaku zemlju svijeta, ovisno o potrebama korisnika. U početku se želimo dokazati na hrvatskom tržištu s obzirom da postoji određen broj industrijskih tvrtki. Cilj nam je do kraja kalendarske godine ostvariti pozitivne rezultate na tržištu regije te pridobiti što je više moguće tvrtki. Konačni cilj nam je širenje na globalno tržište zbog većeg broja ponuda poslova kao i onih koji mogu preuzeti posao. Time će tržište postati konkurentnije, cijene izrade proizvoda povoljnije, a kvaliteta samih proizvoda će biti na višoj razini, otkriva na kraju Keškić.
Video link: www.youtube.com/watch?v=JzyKn177bF8
Atag/Gorenje će opremiti 44 pametna stana u Nizozemskoj

Syntrus Achmea, najveći nizozemski investitor u nekretnine, je za opremanje 44 luksuznih pametnih stanova izabrao Atag, društvo Grupacije Gorenje.
Atag će opremiti stanove sa svojim pametnim kuhinjskim uređajima Connect Life, koje su krajem 2017. godine predstavili na nizozemskom tržištu. Grupacija Gorenje za ovu godinu planira i predstavljanje povezivih uređaja marke Asko u Danskoj. Gorenje s time ulazi u tržišni segment povezivih pametnih uređaja, a iskustva Ataga i Aska će kasnije primijeniti kao platformu za povezive uređaje za čitavu grupaciju. Atag će opremiti 41 luksuzni stan i tri kuće sa svojim novim kuhalima, napama, hladnjacima, pećima i perilicama marke Connect Life. »Kako je riječ o prvom projektu opremanja pametnih domova u Nizozemskoj, a potražnja za pa metnim stanovima će rasti, vrlo je važno da smo u tom segmentu prisutni od samog početka,« rekao je Jarno Wieland, voditelj marketinga u Atag Benelux. Povezivi uređaji Atag Connect Life omogućuju korisniku, da preko aplikacije na pametnom telefonu ili tabletu, udaljeno upravljaju i prati rad uređaja. Aplikacija će se temeljiti na životnim navikama korisnika te će mu se prilagođavati. Korisniku će omogućavati da najbolje moguće iskoristi, tj. primi jeni svoje uređaje. Savjetovati će o preporučenoj primjeni, nuditi inspiraciju za kuhanje, osigurati brzu podršku i servis te također pozivati na zahvate.
Korisnik će naime na svoj mobilni uređaj primiti poruku, kada će neki od uređaja trebati njegovu pozornost. Svakako ćemo razvijati i nove, dodatne usluge za korisnike uređaja Connect Life, a jedna
od njih je i glasovno upravljanje preko virtualnog pomoćnika. U Grupaciji Gorenje se naime odvijaju opsežne aktivnosti za razvoj povezivih uređaja i usluga podrške, koje se temelje na uspostavlja nju wi-fi komunikacije između uređaja, kućne mreže, infrastruktu re u oblaku i aplikacije na mobilnim uređajima. Razvoj se temelji na znanju stručnjaka Grupacije Gorenje s područja istraživanja i razvoja elektronike te IT, uz podršku ponuditelja na području digitalizacije. Rok Grudnik, direktor vođenja proizvodnje uređaja za pranje-sušenje te proizvodnog planiranja u Gorenju pojašnjava, da je stvaranje sadržaja koji će preko aplikacije biti na raspolaganju na uređajima, rad suradnika s područja marketinga, dizajna, is traživanja i razvoja, upravljanja robnim grupama i IT te timova za postprodajne usluge. »Ulazimo u konačnu fazu integracije i prov jere, koja će omogućiti, da počnemo s proizvodnjom povezivih uređaja i osiguramo odgovarajuću mobilnu aplikaciju te sadržaje za podršku.« [ E. J. ]
Rujan • 44 (3/2018) • Godina 12 65
SUVREMENE TEHNOLOGIJE
SOLIDCAM 2018››
SOLIDCAM, uključujući i revolucionarnu tehnologiju glodanja –iMachining, potpuno je integrirano CAM rješenje unutar SOLIDWORKS softvera koje podržava sve CNC tehnologije. Besprijekorna integracija unutar jednog sučelja omogućuje skraćeno vrijeme implementacije i brze izmjene programa. Nova verzija - SolidCAM 2018 donosi nove funkcionalnosti u svim SolidCAM modulima.

Općenite promjene u novoj SolidCAM 2018 verziji
• SolidCAM prozor sa zadacima omogućuje jednostavnu interakciju sa SolidCAM-om bez potrebe ulaska u izbornik Tools/SolidCAM: CAM Parts, Tool Library Manager, Help, CAM Settings, Recent CAM Parts.
• SolidCAM Manager je prikazan, kada je otvoren bilo koji SolidWorks dio ili sklop.

• Nove CAM postavke za automatsko stvaranje CAM Parta pri otvaranju SolidWorks dijela ili sklopa.
» Kontrola kolizije sa steznim napravama u operaciji bušenja
• Definirajte sirovac prema stvarnim dimenzijama materijala kojeg imate u radionici; možete koristiti metrički, inčni ili kombinaciju oba sustava.
• Drag&Drop operacije čeonog glodanja, iMachining profilnog glodanja, HSM, HSS ili glodanja džepa kao i operacije prepo znavanja skošenja.
• Jednostavan prikaz povezanih operacija (parent/child) na isti način kao i u SolidWorks-u.
• Nova baza podataka za geometrijsku asocijativnost. Veliki napredak u izvedbi: otvaranje/zatvaranje srednjih do velikih pozicija, prepoznavanje značajki, spremanje CAM Partova, pronalazak velikog broja provrta na površinama/skicama.
Promjene u modulu 2.5D Glodanje
• Visina početka obrade sada može biti definirana preko ažuri ranog sirovca. Prepoznat će se različite visine za svaki provrt u skladu s ažuriranim sirovcem.
• Kontrola kolizije sa steznim napravama u operaciji bušenja omogućuje siguran rad.
• Kontrola kolizije steznih naprava u operaciji džep spriječit će koliziju s istima.
• Zahvaljujući opciji glodanja ostatka možete koristiti prethodnu geometriju i alat će glodati samo područje gdje ima ostatka.
• Mogućnost vertikalnog ulaza alata za profilne operacije.
Promjene u modulu iMachining
• Radijus na dnu.
• Mogućnost obrade područja različitih dubina u iMachining operaciji.
• Korisničko sučelje u obliku stabla.
• Odabir minimalnog radijusa heličnog ulaza.
Promjene u modulu HSM
• Nova mogućnost definiranja sirovca.
• Putanja alata HSM operacije sada može biti promjenjena upotrebom prihvata alata. Korisnicima je omogućena upo treba istog alata s različitim dužinama alata izvan držača za optimalnu obradu dubokih lokacija pozicija.
Novi modul Turbo 3D HSM
» Radijus na dnu
• Novi 3 osni kalkulacijski algoritam, na pravljen na posljednjoj 64 bitnoj jezgri, iznimno brze kalkulacije putanje alata, strategije obrade: Constant Z, Linear
Rujan • 44 (3/2018) • Godina 1266 SUVREMENE TEHNOLOGIJE
Machining, Constant Step Over, Pencil, Constant Z Rest Finish, Constant Stepover Rest Finish.


• Strategija Constant Z s promjenjivim korakom i prepo znavanjem horizontalnih područja.
• Automatski kreirani ulazi i veze između prolaza.
• Putanja alata od vrha prema dnu ili obrnuto.
• Paralelni prolazi (Linear iMachining) s konstantnim korakom, Scallop, promjenjivim korakom.
• Automatsko definiranje optimalnog kuta obrade u XY ravnini.
• Korisnik može promijeniti početnu točku putanje alata selektiranjem točke.
• Definiranje posmaka za prilaze i veze među prolazima. Kartica feed control zone za kontroliranje posmaka u određenim područjima obrade pozicija.
• Strategija Constant Step Over s definiranjem prolaza ili Scallopa. 5 različitih redoslijeda obrade.
• Pencil Milling strategija omogućava putanju za finu obradu kutova i opciju višestrukih prolaza.
• Strategija Constant Z Rest Finishing za finu obradu ku tova u stilu koraka prema dolje. Mogućnost korištenja alata WoolFlat.
• Constant Step Over Finishing strategija za završnu obradu kutova u Constant Step Over načinu. Može se koristiti bilo koja kombinacija reznog alata.
• Izaberite najčešće korištene strategije u HSR&HSM izborniku. Omogućeno je izbacivanje strategija koje se ne koriste iz padajućeg izbornika.
Promjene u modulu Mill-Turn:
• Postavke u Machine Set up. Pozicioniranje dijelova relativno prema stezaljkama i pozicioniranje stezaljke relativno prema okretnom vretenu.
www.strojotehnika.hr
» Turbo 3D HSM paralelni prolazi
Janez Škrlec
Projekt »Human body 2.0 …« je izazov za brojna tehnološka područja
Ako su inovacije ključ za budući razvoj čovječanstva, projekt »Human body 2.0 …« (projekt ljudsko tijelo 2.0) je samo jedna od drskijih vizija i smjernica našeg razvoja, u koji su intenzivno uključene mnoge grane, kao npr. bio nika, biomimetika, medicina, genetika, elektronika, inteligentna protetika, biotehnologija, nanotehnologija, informatika i druge. Članak otvara prije svega brojna važna pitanja, koja su u projektu iznimno aktualna, a istodob no daje već definirane konkretne smjernice razvoja i primjene te povezi vosti danas aktualnih tehnologija, a posebice smjernice, s kojima ćemo se u budućnosti susretati i čija rješenja će za našu budućnost biti još važnija, posebice, ukoliko znamo podatke da kao društvo bitno starimo, a istodob no želimo postati dugovječno i zdravo društvo.
U sljedećim desetljećima događati će se radikalna nadogradnja fizičkog i duševnog sustava našeg tijela, koja je već danas u punom razvoju te će se primjenjivati tehnologije budućnosti i zamjena naših vitalnih organa te integracija mnogobrojnih implantabilnih usadaka sljedeće generacije. Zvuči kao znanstvena fantastika, no ona to nije, već je riječ o aktivnostima razvoja u okviru projekta »Human body 2.0«. Danas već znamo, kako spriječiti većinu dege nerativnih bolesti s pomoću prehrane i dodataka prehrani, a to će biti most za nastajuću biotehnološku revoluciju, koja će zatim po stati daljnji most za nanotehnološku revoluciju. Do 2030. godine će biti dovršeno unatražno inženjerstvo ljudskog mozga, a nebiološka inteligencija će se udružiti s našim biološkim mozgom. Nekoliko zanimljivih tehnoloških smjernica smo već u prošlosti obrađivali i na našim nanotehnološkim danima. Kako je poznato, različite pro teze imaju već dugu povijest, prije više od stotinu godina izrađivale su se od drveta, kože i drugih materijala. Njihov znanstveni napre dak su u 20. stoljeću pokretali razorni ratovi. Danas se primjerice rutinski zamjenjuju zglobovi kukova i koljena, a čitave proteze su razvijene od novih materijala, povezane s umjetnom inteligenci jom, koja oponaša funkcije djelovanja prirodnih mišića, sve je više

Janez Škrlec • član Savjeta za znanost i tehnologiju RS i osnivač Odbora za znanost i tehnologiju pri OZS, te organizator nanotehnoloških dana
prisutna i sofisticirana protetika, koja upravlja ključnim bioničkim sustavima s pomoću mozga i mozgovnih računalnih sučelja.
Danas se sve češće postavljaju pitanja, zašto ne bismo osigurali mogućnost većeg djelovanja s naslova biologije za brojne djelatno sti, koje nam osiguravaju osjetilni užitak, primjerice kod hrane i
Rujan • 44 (3/2018) • Godina 1268 SUVREMENE TEHNOLOGIJE
» Bioničke proteze su sve više usavršene i sve učinkovitije upravljane
prehranjivanja. Danas naime poznajemo i primjenjujemo sirove načine za postizanje određenih ciljeva. Primjer: blokatori škro ba, kao što je Bayer's Precose, djelomično sprječavaju apsorpciju kompleksnih ugljikohidrata; blokatori masnoće, kao što je hitozan, vežu se na molekule masnoća, radi čega mogu prolaziti kroz probavni trakt; i nadomjesci šećera, kao što su Sucralose i Stevia, koji osiguravaju slatkoću bez kalorija. Naravno da i dalje postoje ograničenja i poteškoće sa svakom od tih suvremenih tehnologija, no zasigurno se razvija učinkovitija generacija novih lijekova, koja će blokirati prekomjernu apsorpciju kalorija na staničnoj razini. Znanstvenici razmišljaju o temeljnom preoblikovanju probavnog procesa, kako bi odvojili senzualne aspekte prehranjivanja, od njegove prvobitne namjene: osigurati hranjive tvari za krvotok. Te hranjive tvari uključuju kalorične (nositelje energije) tvari, kao što su glukoza (iz ugljikohidrata), bjelančevine, masti i brojne molekule, kao što su vitamini, fitokemikalije, koje osiguravaju hra nidbene tvari i oslobađaju enzime za različite metaboličke procese. Potrebno je biti svjestan, da se znanje o kompleksnim putovima, koji se temelje na probavnim procesima, brzo širi, iako naravno još mnogo toga u cijelosti ne razumijemo. S jedne strane, proba va, kao bilo koji drugi ljudski biološki sustav, iznenađuje svojom kompleksnošću i naravno prirodnim pametnim rješenjima. Naša tijela uspijevaju izvući kompleksne izvore, potrebne za preživljava nje, unatoč ponekad iznimno teškom uvjetima života, a istodobno uspješno filtriraju brojne toksine.
Zanimljivi su zaključci, da su se naša tijela razvila u bitno druga čijem dobu, prije svega su probavni procesi optimirani za situacije, koje su dramatično drugačije od onih, s kakvima se susrećemo danas. Za većinu naše biološke djedovine, bila je velika vjerojatnost da će buduća prehrana za nas biti čak katastrofalna tj. pogubna. Tako je do sada bilo smisleno, da naša tijela zadržavaju sve moguće kalorije. Danas je naime ta biološka strategija iznimno kontrapro duktivna. Naša zastarjela metabolička programiranja temelje se na našoj suvremenoj epidemiji pretilosti i patološkim procesima dege nerativnih bolesti, kao to su koronarna arterijska bolest i dijabetes tipa II. Donedavno (na evolucijskoj vremenskoj skali) nije bilo u interesu, da ljudi dostižu ekstremnu starost. Evolucija je bila sklona kratkom životnom vijeku (očekivani životni vijek je nekada zaista bio kratak), tako da bi se te spomenute rezerve mogle namijeniti mladima, onima, koji brinu za druge, koji nisu dovoljno snažni za intenzivan fizički posao. Sada živimo u doba velikom materijalnog obilja, većina poslova zahtijeva mentalne napore, a ne više toliko fizičke. Prije stoljeća je mnogo radne snage radilo na poljoprivre dnim dobrima, dok ih je u tvornicama bilo još relativno malo. Velika većina današnjih radnih mjesta je takvih, kakvi prije stotinu godina uopće nisu postojali.
Zanimljivo je, da je naša ljudska vrsta s našom sadašnjom teh nologijom je već dopunila »prirodni« red našeg životnog ciklusa: lijekovi, razni dodatci, nadomjesni dijelovi tijela i umjetni organi, najrazličitiji usadci, te brojni drugi posezi. Već sada rutinski mi jenjamo zglobove kukova i koljena, laktove, šake, čeljusti, zubala, kožu, arterije, vene, srčane zaklopke i drugo. Sustavi za zamjenu kompleksnijih organa (npr. srca) su u velikom porastu. Kada ćemo naučiti načela djelovanja ljudskog tijela i mozga, moći ćemo ubrzo oblikovati vrhunske sustave, koji će biti ugodni, trajati dulje i bolje djelovati, biti manje osjetljivi na oštećenja, bolesti i starenje. Uvođenje projekta »Human body« 2.0, i 2.1, 2.2 ….
Ljudsko tijelo se zasigurno neće odjednom promijeniti, kao što se pokazuje kroz projekt »Human body 2.0«. No to će zasigurno biti postupan proces, koji se već intenzivno odvija. Iako je inačica 2.0 veliki projekt, koji konačno dovodi do radikalne nadogradnje svih naših fizičkih i duševnih sustava, čovječanstvo će ga izvoditi postupno i mudro! Na temelju današnjih znanja, primjerice može
»
Projekt Human body 2.0 najavljuje i ekstremne oblike komunikacije unutar ljudskog tijela, te mnogobrojne senzore, a već 2030. godine bi se trebale pri mjenjivati štampane pločice veličine molekula, a ulogu BioMEMS tehnologija preuzeti će BioNEMS tehnologije (bio nanoelektromehanički sustavi).
mo već dotaknuti i osjetiti sredstva za ostvarivanje svakog aspekta te vizije. Ukoliko se na trenutak vratimo na probavni sustav, već danas imamo sliku sastava hrane, koju najčešće jedemo, već sada imamo sredstva za preživljavanje bez prehrane, s pomoću intra venske prehrane (za ljude koji ne mogu jesti), iako to očito nije ugodan proces, obzirom na trenutačna ograničenja u našim tehno logijama za dobivanje tvari u krv i iz nje. Sljedeća faza poboljšanja biti će u velikoj mjeri biokemijska, u obliku lijekova i dodataka, koji će blokirati prekomjernu kalorijsku apsorpciju i drugačije reprogramirati metaboličke putove za optimalno zdravlje. Jednom ćemo moći u probavnom traktu i krvotoku inteligentno selektirati i izvlačiti točno one hranjive tvari, koje trebamo. Preko naše osobne bežične lokalne mreže moći ćemo komunicirati i osiguravati potrebe za dodatnim hranjivim tvarima. Također je stoga lakše razumjeti, zašto se posljednjih godina povećao razvoj bio i bionano senzora, bioloških mikroelektromehaničkih sustava (BioMEMS), koji su već razvijeni tako, da mogu inteligentno otkrivati patogene tvari i davati lijekove na vrlo precizne načine.
Ukoliko ukratko sažmemo bit projekta »Human body 2.0«, možemo utvrditi, da je to projekt, koji će omogućavati da bolje upoznamo svoje tijelo, da ćemo s novim tehnologijama i sustavi ma sprječavati negativne utjecaje tj. smanjivati njihove posljedice, i da ćemo primjenom novih tehnologija, primjerice učinkovito otkrivati patogene tvari i ciljano dozirati učinkovite lijekove samo u oboljele stanice i organe. U budućnosti će individualizirane hranjive tvari, biti prilagođene potrebama svake osobe, tj. biti će na raspolaganju različite potrebne hranjive tvari, a neće nam biti potrebno baviti se ekstracijama tvari iz hrane. Senzori u našem krvotoku i tijelu će osigurati dinamičke informacije o hranjivim tvarima, koje trebamo u svakom trenutku. Naravno da projekt Hu man body donosi i bolju sinergiju između implantabilnih usadaka i umjetnih organa te kontrolu nad racionalizacijom djelovanja ljudskog tijela i u slučajevima uzimanja lijekova, dodataka prehrani i prehrane općenito. Neke iznimno zanimljive, u svijetu vrhunskih elemenata – implantabilne usatke sljedeće generacije, ove godine smo već predstavili na sajmu MEDICAL 2018.

Rujan • 44 (3/2018) • Godina 12 69 SUVREMENE TEHNOLOGIJE
Esad Jakupović
Preobrazba radnih mjesta
Sadašnji trendovi u poslovanju i tehnologiji pokazuju, da će se u sljedećem desetljeću promijeniti način rada. Digitalizacija, automatizacija i robotizacija će u bližoj budućnosti prisiliti milijune radnika na zamjenu radnih mjesta, kakva poznajemo danas.


U osamdesetim godinama prošlog stoljeća, zaposlenici su mogli računati, da će tvrtka, u kojoj rade, djelovati 70 godina, a današnji zaposlenici mogu računati, da će njihova tvrtka postojati kakvih deset godina. Tehnologije donose velike mogućnosti i uzrokuju duboku preobrazbu, stoga se tvrtke, koje posluju u okruženju koje se stalno mijenja, moraju neprekidno prilagođavati nastalim uvjetima. Pri tome nemaju izbora: ukoliko se ne prilagode, neće preživjeti. Jedan od općih trendova je, da će se, posebice u razvi jenim zemljama, prije svega smanjivati broj radnih mjesta, koja zahtijevaju nižu izobrazbu, te će se posebice povećavati potražnja za radnim mjestima sa zahtijevanom visokom izobrazbom.
Trećina će biti prekvalificirana
Konzultantska tvrtka McKinsey Global Institute u istraživanju, u kojem je bilo obuhvaćeno više od 800 zanimanja u 46 zemalja, prognozira, da će do 2030. godine morati između 75 i 375 milijuna zaposlenika mijenjati vrstu posla. Automatika će zamijeniti do datnih 400 do 800 milijuna radnika, koji će morati potražiti novo zaposlenje. U sljedećih dvanaestak godina će približno 15 posto radne snage morati promijeniti posao. McKinsey procjenjuje, da će robotska automatizacija utjecati na petinu radne snage u svijetu, a trećina radne snage u bogatijim zemljama, kao što su Njemačka i SAD, će se morati prekvalificirati za druge poslove. Samo u SAD će do 2030. godine nestati između 39 i 73 milijuna radnih mjesta,
pri čemu će se oko 20 milijuna otpuštenih djelatnika moći bez poteškoća preusmjeriti u druge branše. U Velikoj Britaniji će do 2030. godine biti automatizirano 20 posto današnjih radnih mjesta. Najmanje posljedice nadolazećih promjena zemljovida radnih mje sta osjetit će siromašne zemlje, koje nemaju novaca za investicije u automatizaciju. Indija, primjerice, će s nadolazećim tehnologijama zamijeniti svega 9 posto radnih mjesta.
Između radnih mjesta, koja su posebno ranjiva i možda će izumrijeti, su s jedne strane fizički zahtjevna, kao što su poslu žitelji strojeva ili spremači brze hrane, a s druge strane ona, koja zahtijevaju obradu podataka, kao što su računovođe. Posljedice automatizacije će posebno osjetiti i pozivi, kao što su hipotekarni posrednici, pravni referenti, knjigovođe i pomoćni radnici u uredi ma. Manje ranjiva radna mjesta koja su manje ugrožena automati zacijom, za kojima će i dalje rasti potražnja, povezana su s novim tehnologijama kao i ona, koja imaju u fokusu izravne kontakte s ljudima, kao što su liječnici, učitelji, odvjetnici i konobari. Istraži vanje ocjenjuje, da su automatizaciji manje izloženi i specijalizirani manje plaćeni pozivi, kao što su vrtlari i vodoinstalateri. Među brzo rastućim poslovima su i njegovatelji, koji brinu o kućnoj zdravstvenoj i drugoj njezi. McKinsey naglašava, da će u svijetu
Rujan • 44 (3/2018) • Godina 1270 SUVREMENE TEHNOLOGIJE
» Stabilizacija i tehnologije: rast proračuna za IT omogućuje tvrtkama uvođe nja novih tehnoloških rješenja, kao što su AI, IoT, VR/AR
» Tehnološki razvoj ne omogućuje izbor: potražnja za programerima i drugim IT-stručnjacima neprekidno će rasti.
u 2030. godini biti više od 300 milijuna starijih od 65 godina, što će omogućiti zapošljavanje oko 130 milijuna radnika u svijetu. Konzultantska tvrtka procjenjuje, da će u SAD nedostajati barem 350 tisuća radnika za plaćanu opskrbu u kući.
Rast za nove tehnologije
Danas ne možemo biti uvjereni, da će obrazovnim programi ma uspjeti držati korak s promjenama na području radne snage. Pomaci na tom području mogli bi biti veći od bilo čega, što se u Europi i SAD dogodilo od kasnih godina 19. stoljeća, kada su mladi radnici napuštali poljoprivredu i odlazili u velike gradove na rad u tvornice. Do 2030. godine će se 9 posto potražnje za novim djelatnicima usredotočiti na nove pozive, jer će prema
Radna mjesta za budućnost
Nove tehnologije, kao što je AI, će neke poslove načiniti za starjelima, dok će stvarati nova, procjenjuje IT-uslužna tvrtka Cognizant. Tvrtka je u svojoj studiji identificirala 21 posao, poziv tj. radno mjesto, za koje očekuje da će postati važnima u sljedećem desetljeću, pri čemu nisu svi visokotehnički. Navodimo neka:
Analitičar cyber-grada brinuti će o zaštiti, sigurnosti i funkcio nalnosti grada osiguravajući stalni dotok podataka i održavanjem funkcionalnosti tehničke opreme.


Direktor razvoja AI-poslova brinuti će prodaju proizvoda umjetne inteligencije korisnicima te sudjelovati s prodajom, marketingom i partnerskim timovima pri razvoju i uvođenju ciljne AI-prodaje i poslovnih aktivnosti.
Digitalni krojač će u ime trgovine posjećivati kupce, kako bi im doradio odijela naručena preko interneta.
Direktor za povjerenje će zajedno s financijskim i marketinškim timovi ma savjetovati na području trgovine, s tradicionalnim kao i s kriptovalutama, sa ciljem održavanja integriteta i ugleda robnih marki.
Direktor za usklađivanje čovjek–stroj će, s poboljšanjem suradnje ljudi i robota, brinuti o udruživanju najboljih karakteri
» Radnici u novim ulogama: nove tehnologije će omogućiti stvaranje potpuno novih radnih mjesta.
mišljenju analitičara nastajati dovoljno novih radnih mjesta, koja će nadomjestiti gubitak starih radnih mjesta radi automatizacije. Potražnja za automatizacijom će se u sljedećih dvanaest godina povećati za polovicu, što će ostvariti između 20 i 50 milijuna no vih radnih mjesta u samim tvrtkama kao i u vanjskom izvođenju IT-usluga.
I nove investicije u obnovljive izvore energije mogu donijeti 20 milijuna novih radnih mjesta u svijetu. McKinsey očekuje masovan rast radnih mjesta na području novih tehnologija, koje će stvarati nove vrste poslova, na sličan način, kao što su to računala u 80. go dinama prošlog stoljeća dovela do tehnološki podržanih poslova i radnih mjesta povezanih s internetom. Istraživanje između ostalog upozorava, da vlade moraju brinuti o planiranom preosposobljava nju svojeg stanovništva.
stika obaju, radi postizanja boljih poslovnih ciljeva.
Posrednik za osobne podatke će trgovati s podacima u ime klijen ta i tražiti nove načine za povećanje zarade.
Tehničar za zdravstvenu njegu a AI će brinuti na terenu i u ambulanti za pregled, dijagnostiku i propisivanje odgovarajućeg liječenja s pomoću najnovijih AI-tehnologija i liječnika dostupnih na udaljenost.
Čuvar osobne memorije će stvarati besprijekorno prividno živo tno okruženje za starije korisnike. S njima i s njihovim skrbnicima će se dogovarati o stvaranju specifikacija za iskustva prividne stvarnosti, koja će prisjećati na vrijeme, mjesto ili događaje u borbi s gubitkom pamćenja.
Voditelj prividne trgovine će pomagati potrošačima pri inter netskom kupovanju pronaći proizvod, koji najbolje odgovara njihovim potrebama.
Rujan • 44 (3/2018) • Godina 12 71 SUVREMENE TEHNOLOGIJE
U opsežnom internetskom istraživanju portala TechRepublic je čak 74 posto uključenih informatičara potvrdilo, da njihova tvrtka već automatizira jednostavnije tipove poslova, ili se na to sprema. Obzirom na česte pojednostavljene najave, da će roboti zamijeniti radnike, tako veliki postotak bi trebao biti alarmantan. No nije, jer 65 posto anketiranih zapravo naglašava, da njihova tvrtka želi s pomoću automatizacije osloboditi kadrove za druge poslove, a svega 20 posto anketiranih potvrđuje., da radna mjesta ujedno i gase. Istraživanje je ujedno pokazalo, da čak se 93 posto sudionika trudi s pomoću »protumjera« održati radno mjesto. Najčešći izbor su samostalno učenje, dodatno obrazovanje ili rad na vanjskim projektima. »Rad će i dalje biti jezgra našeg identiteta, naše pri rode, naših snova i naših stvarnosti, mada to ne mora nužno biti rad, kakvim ga poznajemo ili radimo danas,« naglašava u svojem istraživanju o utjecaju tehnologija na radna mjesta uslužna tvrtka Cognizant. »Rad se uvijek mijenjao s napretkom tehnologija, a pojedina zanimanja su prepuštala mjesto novima. Pored toga, mnogi ljudi obavljaju poslove, koji su zamarajući, prljavi ili opasni, a tehnologija ima potencijal, da ih oslobodi za više ispunjajući i profitabilniji posao.

Više od trećine će tražiti posao
Prema istraživanju tvrtke Atos, ove godine će više od trećine (38 posto) zaposlenika starih 30-40 godina (tzv. milenijaca) tražiti novi posao, dok manje od petine (18 posto) namjerava ostati dulje vremena kod sada šnjeg poslodavca. Gotovo polovica (43 posto) ih je otvorena za ponude, ukoliko bi ih netko tražio. Gotovo trećina (28 posto) naglašava, da je njihova ravnoteža rada i života lošija nego su to očekivali. Čak 41 posto u radu radije komunicira elektronički nego li uživo ili telefonom. Za dobru polovicu (52 posto) je mogući novi poslodavac privlačan prije svega radi mogućnosti brzog dobivanja ugleda (promocije), čak i više nego li viša plaća (44 posto).
Ove godine više za tehnologije
Promjene povezane s radnim mjestima potiču rast potražnje za radnicima s tehničkim znanjima, kako u tehničkim, tako i u tradicionalnim branšama, procjenjuje profesionalno umreženje za IT-industriju Spiceworks u opsežnoj globalnoj studiji o stanju u IT u 2018. godini. Ove godine će se povećati proračuni namije njeni za usluge u oblaku, na koje utječu globalizacija i rast broja mobilnih radnih mjesta. IT-odjeli će, radi širenja automatizacije i novih tehnologija, kao što su umjetna inteligencija (AI), 3D-tiska

Najtraženiji poslovi u 2018.
Tvrtke se sve više trude pridobiti tehničke talente. Ove godine će se odvi jati pravi rat za IT-kadrove, od stručnjaka za sigurnost, do profesionalaca za područje velikih podataka, procjenjuje konzultantska tvrtka za kadro ve Robert Half Technology. Tvrtka procjenjuje, da će ove godine najtraže nija zanimanja biti: analitičar poslovnog obavještavanja (BI), znanstvenik za podatke, programer za baze podataka, tehničar za pomoć i podršku, upravitelj mrežama, upravitelj sigurnosti podataka i upravitelj sustava.
nje, prividna stvarnost (VR) i obogaćena stvarnost (AR), iznova postati važnijima. U istraživanu je 44 posto tvrtki potvrdilo, da će ove godine povećati proračun za IT (u prosjeku za 19 posto) i samo postotak manje, 43 posto, da će ga zadržati na istoj razi ni kao i prethodne godine, dok je svega 11 posto najavilo da će proračun smanjiti. Razlog za rast proračuna Spiceworks vidi prije svega u činjenici, da su radna mjesta sve više ovisna o tehnologiji. Povećanje broja informatičara u svijetu očekuje 45 posto tvrtki (najviše u najvećim tvrtkama), održavanje stanja 48 posto i sma njenje 5 posto.
Na razini Europe, 44 posto tvrtki očekuje rast, 46 posto stagnaci ju i 8 posto smanjenje (2 posto ih je bez odgovora). Povećanje broja informatičara u Europi očekuje 49 posto tvrtki, održavanje broja 45 posto i smanjenje 5 posto (1 posto je bez odgovora). Ukratko, najava stabilizacije i rast proračuna za IT u 2018. godini omo gućuju tvrtkama s jedne strane planiranje kadrovskog osvježenja IT-odjela, a s druge strane uvođenje novih tehnologija. Širenje IT-timova u 2018. godini planira 62 posto tvrtki s 1000 do 4999 zaposlenika i 70 posto s više od 5000 zaposlenika. Spaceworks ove godine predviđa rast primjene novih tehnologija na radnim mje stima za više od trećine. Do kraja 2018. godine će IoT primjenjivati gotovo polovica organizacija, 48 posto (prošle godine 29), VR 32 posto (prošle godine 19) i AI 30 posto organizacija (prošle godine 13). Istraživanje je između ostalog najavilo rast primjene automati zacije sa sadašnjih 43 posto na 65 posto i rast uvođenja naprednih sigurnosnih rješenja sa sadašnjih 38 posto na 66 posto.
Prednost za tehnička zanimanja
Glassdoor, jedna od najvećih internetskih stranica za zapošljava nje, procjenjuje, da tvrtke sve češće traže nove putove provjeravanja zaposlenika u drugačijim ulogama unutar organizacije. Na taj način ocjenjuju mogućnosti prilagodbe znanja i kretanja radne snage,
Rujan • 44 (3/2018) • Godina 1272 SUVREMENE TEHNOLOGIJE
» Prekvalifikacija trećine radne snage: robotska automatizacija će zahtijevati pomicanja radnika na druga radna mjesta.
» U potrazi za novim poslom: do 2030. godine automatika će zamijeniti 400 do 800 milijuna radnika, koji će morati potražiti novo zaposlenje.
smanjuju troškove i bolje usklađuju vještine s radnim položajima. Na masovne promjene radne snage značajno utječu i demograf ski trendovi, kao što je starenje stanovništva. Brojni tradicionalni poslovi, kao što su konobari i poslužitelji strojeva, koje nije lako automatizirati, će se i dalje širiti. Nove tehnologije utječu na brojne branše, dok mobilnost mijenja i način traženja posla i prijavljivanja na posao, ocjenjuje Glassdoor. Ove godine će se naime poprilič no povećati prijave na natječaje za radna mjesta preko mobilnih aplikacija. Tvrtka navodi, da je prošle godine do kraja studenog u SAD bilo otvoreno 1,9 milijuna novih radnih mjesta (ne samo IT) te je nezaposlenost pasla na najnižu točku u posljednjih 17 godina.
To je uzrokovalo pravi rat za nadarenim zaposlenicima u tehničkim branšama te u podršci zdravstvene njege, e-poslovanju i u drugim profesionalnim uslugama.
U 2018. godini se nastavlja brzi rast poslova povezanih s no vim tehnologijama, kao što je AI, naglašava Glassdoor. Radnici s ključnim znanjima s područja podatkovne znanosti, razvoja programske opreme i tehničkih zanimanja u zdravstvu, mogu očekivati više plaće, dok će većina ostalih ostati na istoj razini kao i ranije, procjenjuje tvrtka. Unatoč dobroj situaciji sa zapošljavanjem, radna mjesta će biti podijeljena u dvije grupe – na ona povezana s tehničkim znanjima, koja će donijeti više plaće, te na druga radna mjesta, gdje će plaće zaostajati za prvima pod utjecajem automati zacije i umjetne inteligencije, procjenjuju u Glassdooru. Ove godine će rasti potražnja za tehničkim znanjima i iskustvima u financijama, prodaji, proizvodnji i drugim tradicionalnim branšama. Zapravo će umjetna inteligencija i automatizacija na različite načine utjecati na gotovo svaku branšu. Pojedine branše biti će više izložene, posebi ce kadrovske i financijske, jer će na tim područjima novi AI-alati dopunjavati znanja radnika i mijenjati mnoge uvriježene uloge, koje je moguće automatizirati.
Prednost programerima i savjetnicima
Nove tehnologije, kao što su AI i automatizacija, mijenjaju tržište IT i tržište radne snage. Prema istraživanjima TechRepublic u razvijenim ze mljama je 46 posto tvrtki, koje su u posljednjih 12 mjeseci zapošljavale in formatičare, izabralo stručnjake za IT podršku, 38 posto programera te 29 posto IT-voditelja i upravitelja mrežama. U sljedećih 12 mjeseci 31 posto tvrtki planira zaposliti programere, 27 posto savjetnike za pomoć te po 25 posto stručnjake za mrežnu sigurnost ili analitičare podataka. Među vještinama, koje moraju učiti novi IT-profesionalci, anketirane tvrtke su naglasile: kibernetsku i mrežnu sigurnost, mekane vještine (usluge za ko risnike, komunikacijske, poslovodne), programiranje i DevOps, podat kovnu znanost te integraciju u oblaku. Najviše mogućnosti za otvaranje novih radnih mjesta anketirani vide na područjima mrežne sigurnosti, podatkovne analitike, umjetne inteligencije, razvoja i automatizacije.
» Prednost za tehničke poslove: promjene povezane s radnim mjestima potiču rast potražnje za radnicima s tehničkim znanjima.
Prioritetna znanja u 2018.
Konzultantska tvrtka za IT-zapošljavanje Modis najavljuje, da će broj zaposlenika na području tehnologija do 2024. godine rasti po stopi od 12 posto godišnje. Posebice brzo će rasti potražnja za stručnjacima na sljedećim područjima:
Kibernetska sigurnost: upadi i sustave i krađe podataka se do gađaju neprekidno, iako često ostaju sakriveni radi ugleda društava ili zato, da bi se zaštitili podaci i intelektualno vlasništvo klijenata.
Programiranje: Programski kodovi su dio našeg života, sada sve više i preko sustava temeljenih na oblaku, mobilnih uređaja, društvenih medija, pametnih uređaja – stoga će rasti potražnja za nadarenim programerima.
Računalna i podatkovna znanost: U današnjem svijetu, gotovo svaki uređaj postaje neka vrsta računala, stoga je nužno i dalje razvijati opće i specijalizirana znanja s tog područja.
Podatkovna analitika i poslovno obavještavanje: Dok društvo postaje sve više ovisno o računalima, javlja se obilje različitih izvora podataka, a stručnjaci moraju biti sposobni osigurati veću produktivnost i učinkovitost.
Meke vještine: Za buduće IT-voditelje će između ostalog biti potrebno razvijati inteligentna rješenja za meke vještine pri izvođe nju kompleksnih projekata, koji uključuju digitalnu preobrazbu postojećih IT-sustava.
Prelazak na pohranjivanje u oblaku
Internet stvari (IoT): Ove godine se će prilično povećati stopa uvođenja IoT-senzora, koji se već danas široko primjenjuju u proi zvodnji, automobilizmu, zrakoplovstvu i inženjerstvu, te sve više u brodogradnji, maloprodaji, poljoprivredi i zdravstvenoj njezi. Radi toga će brzo rasti potražnja za stručnjacima za IoT na pojedinim područjima.
Obrada prirodnog jezika: Ove godine će se povećati i trend uvođenja prirodnog jezika umjesto zaslona i tipkovnice. Pored AI-pomoćnika Alexe, Siri i Echo, pojaviti će se i još učinkovitija korisnička sučelja.
AI i strojno učenje: Od kritične važnosti biti će zapošljavanje kvalificiranih ljudi, koji će se moći nositi s novim tehnološkim izazovima, koje će oslobađati AI i strojno učenje.
Industrijska robotika i automatizacija: Novi napredak u robotici i automatizaciji dodatno će ubrzati zamjenu ljudi sa strojevima. Stoga će na tom području još važniji biti razvoj ljudskih vještina.
Biotehnologija i IT u zdravstvu: Radi povezivanja biologije i tehnologije, IT-poslovi u zdravstvu će se brzo širiti, usporedno s prelaskom brojnih bolničkih sustava na pohranu podataka u oblaku.

Rujan • 44 (3/2018) • Godina 12 73 SUVREMENE TEHNOLOGIJE
Ferrari slavi izvrsnost budućnosti››
»Trkaći automobili nisu niti lijepi niti ružni. Lijepi postaju, kada pobjeđuju,« izjavio je Enzo Ferrari, osnivač tvrtke Ferrari i vizionar, koji se s malim timom odlučio stvarati savršene trkaće strojeve. Iako znameniti automobilski gigant iz Maranella danas slavi 70 godina strasti, glamura te inovativnosti u tehnologiji i dizajnu, njihovo djelovanje je usmjereno u budućnost luksuznih automobila. Trenutačna tržišna vrijednost elitne marke iz Maranella iznosi 23 milijarde eura.

Ferrarijev automobil je pojam jedinstvenog stvaranja i dinamike između inženjerstva, proizvodnje i dizajna. Posvećeni izvrsnosti danas 3.000 zaposlenika proizvede oko 8.000 automobila godi šnje. Inženjerski i dizajnerski izazovi u proizvodima utjelovljuju mješavinu intelektualnih analiza s umjetničkim trudom. Tvrtka je s jedinstvenom tehnikom i glamurom niz godina uspješno prisutna na utrkama formule jedan. Tvrtka izdašno primjenjuje prednosti razvoja trkaćeg programa te ih uvodi u sustav cestovnih automo bila. Tako su s trkališta na ceste preselili ideje za iskorištavanje energije, hibridne postaje za napajanje i lake strukture.
Izrazito inženjerstvo dizajna vodi ka inovativnom i učinkoviti jem transportu, a uz to fokusiranost “Scuderie Ferrari” ostaje u kreiranju najekskluzivnijim i najučinkovitijim automobilima, koje je moguće izgraditi. U tu svrhu su se prije četiri godine odlučili za lansiranje LaFerrari, nove, eksremno učikovite vrste automo bila. Prošle godine su izradili 209 primjera iznimno učinkovitih i tehnološki najnaprednijih Ferrarija do sada. Hibridni automobil LaFerrari Aperta sa samonosivom karoserijom od ugljičnih vlaka na primjenjuje tehnologiju sustava za dobivanje kinetičke energije HY-KERS, gdje kombinira električni motor s baterijskim sustavom usavršenim u formuli jedan i klasični V-12 cilindrični motor. Sustav uspijeva pri 40 % smanjenim emisijama ispušnih čestica i optimalnoj potrošnji goriva pri momentu 900 Nm iskoristiti 963 konjske snage, pri čemu ih 163 osigurava elektro motor, a 800
klasični 626cc V-12. Omjer između snage i mase iznosi 1,65 kg po konjskoj snazi. Opsežni inženjering, koji se ne odnosi samo na sirovu snagu motora, već i na cjelovitu udobnost korisničke mobil nosti, postiže maksimalnu brzinu od 350 km/h, pri čemu 200 km/h postiže u 7,1 sekundi. Automobil je za potrebe pregledne izložbe tvrtke u londonskom Muzeju dizajna posudio Gordon Ramsey. Izlaganje rijetko viđenog sadržaja iz privatnih zbirki nudi jedin stveni povijesni pregled u precizan i očaravajući svijet Ferraria. Ambiciozna zbirka, prva unutar zidova Museo Ferrari u Mara nellu, objedinjuje rane dizajnerske modele, crteže, osobna pisma i memoare te neke od najpoznatijih automobila – 125 S, 166 MM, Ferrari 500 F2, 250 GT Cabriolet, 250 GT Berlinetta, 250 GTO, 275 GTB4, 365 GTB4, Testarossa Spider, F40, Ferrari F1-2000. Artefakti s izvornim dokumentima nude studiju automobilskog oblikovanja bez premca, jer Ferrari predstavlja idealnu studiju primjera u dizajnu i razvoju. Pri tome primjenjuje suptilne i često nevidljive, a iznimno brižne i precizne tehnike automobilskog dizajna. Izvorne ručno načinjene skice, pored visokotehnoloških modela vjetro tunela i lijepo izrađenih radnih drvenih modela, predstavljaju pregled proizvodnog procesa odnose između oblika i funkcije. Priča o Ferrariu je zaista jedna od velikih avanturističkih priča industrijske ere. Vrijednost izloženih eksponata u Londonu je premašila 160 milijuna eura.
[
Pripremio: Jernej Kovač ]

Rujan • 44 (3/2018) • Godina 1274 SUVREMENE TEHNOLOGIJE
» Transparentni bočni pogled u unutrašnjost prvog Ferrarijevog automobila 125 S. Projekt inženjera Gioacchina Colomba izveden u kolovozu 1945.
|
Foto: Ferrari
Treća generacija alata za 3D-toplinsko kartiranje i slikanje
Tvrtka Sigma Labs nudi inženjerima već treću generaciju svoje programske opreme Print Rite 3D Inspect In-Process Quality Assurance.


nije kontrolere sa zatvorenim krugom.
Inačica 3.0 programske opreme je sada na raspolaganju za sustave s jednim uređajem/jednim laserom i za sustave s više uređaja/ jednim laserom. Konfiguracija za sustave jedan uređaj/više lasera i više uređaja/više lasera su u fazi razvoja.
Prema riječima iz tvrtke, programska oprema ima alate za 3D-tolinsko kartiranje i slikanje te svoj ekskluzivni analitički uređaj za gustoću toplinskih emisija (TED), koji je bio razvijen za korisnike, koji su usredotočeni na djelatnosti na području is traživanja, razvoja i kvalifikacija. Alati za istraživanje primjenjuju podatke s grubog senzora bez potrebe za osnovnih usporedbama – karakterističnim za proizvodna okruženja. Kvantitativne, in-site toplinske povijesne karte se mogu primjenjivati za validaciju rezultata M&S prije studija i karakterizaciji postupaka, kvalifi kacija postupaka i validacijskih faza, kao i zajedno s ocjenama o optimiranju dizajna.
Na razini strojne opreme postojeći korisnici inačice Sigma Lab 2.0 jednostavno mogu nadograditi svoju programsku opremu na inačicu 3.0 primjenom nadogradnje strojne opreme, koja podržava programsku opremu inačice 3.0.
» Inačica 3.0 ima najnoviju paletu IPQA analitičkih algoritama. (Izvor: Sigma Labs)

Nova inačica uključuje poboljšanje programske opreme i ažuri ranje strojne opreme i s time zaključuje prijelaz na distribuiranu internetsku aplikaciju, kako tvrde u tvrtki, a uz to dodaju, da ima i najnovije IPQA analitičke algoritme, koji osiguravaju najsuvreme

Paket strojne opreme inačice 3.0 nudi bitno smanjenu tlocrtnu površinu i niže troškove. U tvrtki tvrde, da samostojeća računalna konzola na stroju više nije potrebna.
Ugradbena tipka sakuplja i šalje grube podatke računalu, koje izvodi prethodne obrade podataka u 1. fazi te šalje reducirane po datke o elementima serveru u oblaku za analizu i učenje u 2. fazi.

SUVREMENE TEHNOLOGIJE
www.sigmalabsinc.com An HCL Technologies Product Works

Rujan • 44 (3/2018) • Godina 1276 SUVREMENE TEHNOLOGIJE 30. SIJEČANJ01. VELJAČE 2020 PORDENONE EXHIBITION CENTER METALWORKING, SUBCONTRACTING AND PLASTIC EXPO SAJMOVI:
Sa suvremenom strojnom opremom za stogodišnje metalurške probleme
»Primijenili smo 70 godina staru nuklearnu teoriju i s njom riješili sto godina star metalurški problem sa stroj nom opremom iz 21. stoljeća,« rekao je Hunter Martin, doktorand i istraživač sa Sveučilišta Kalifornija iz Santa Barbare, koji je s kolegama iz HRL Laboratories LLC na pravio prodor u metalurgiji.
Razvili su tehniku za uspješno 3D-tiskanje visoko čvrstih alumi nijskih legura, uključujući Al 7075 i Al 6061, koje su vrlo tražene u zrakoplovnoj, svemirskoj i automobilskoj industriji te biomedicini. Prednost navedenog postupka 3D-tiskanja je u dosadašnjoj naju spješnijoj brzini izrade i troškovnoj učinkovitosti, a pored toga je mogu primjenjivati i za visoko čvrste čelike i super legure od nikla, koje je do sada bilo teško obrađivati u aditivnoj proizvodnji.
Aditivna proizvodnja metalnih proizvoda do sada se obično te meljila na primjeni tankih slojeva praha metalnih legura, najčešće zagrijavanih s pomoću lasera ili drugog izravnog izvora topline za taljenje i očvršćivanje sloja. Kod takve vrste tehnologije postoji ve lika vjerojatnost za nastajanje krhkosti i pojave napuklina. Tehno logija funkcionalizacije nanočestica, koju su razvili u HRL, rješava postojeću problematiku s oblikovanjem visoko čvrstih nehrđajućih legura u prahu s posebno izabranim nanočesticama. Nanočestice, funkcionalizirani prah, se postavljaju u 3D-pisač, koji slojeve praha laserski spaja u željeni 3D-predmet. Tijekom taljenja i očvršći vanja, nanočestice djeluju kao nukleacijska mjesta za željenu mikrostrukturu legure, što sprječava vruće napukline i omogućuje zadržavanje pune čvrstoće legura u načinjenoj tvorevini.
Kako su taljenje i očvršćivanje u aditivnoj proizvodnju slični zavarivanju, funkciju nanočestica HRL-a možemo primijeniti i za izradu zavarivih legura. Ta tehnika je također prilagodljiva i primjenjuje nisko-cjenovne materijale. Konvencionalni legirani prahovi i nanočestice proizvode sirovine za pisač s nanočesticama jednakomjerno razdijeljenim na površini praškastih zrna.
Prvi cilj istraživača se odnosio na potpuno uklanjanje vrućih napuklina. Nastojali su kontrolirati mikrostrukturu, pri čemu su tražili prirodno način rješavanja za očvršćivanje materijala. Za traženje odgovarajućih nanočestica, u ovom slučaju nanočestica na temelju cirkonija, HRL timu je ključnu podršku osigurala tvrtka Citrine Informatics, koja im je omogućila proučiti brojne moguće čestice, kako bi našli one s traženim svojstvima. »Ključna je bila primjena informatike,« rekao je istraživač Brannan Yahata. Na osnovi kristalografskih informacija, omogućila je selektivni pristup teoriji nukleacije za traženje materijala s potrebnim svojstvima. S pomoću analize podataka suzili su područje raspoloživih materi jala od sto tisuća na nekoliko primjerenih. Bez otrova, ujednačene, sa zrnima približno jednake duljine, širine i visine, postignute su sitnozrnate mikrostrukture, što je dovelo do čvršćih materijala, usporedivih s kovanim materijalima.
Pristup HRL istraživača proizvodnji metalnih dodataka se pri mjenjuje za široki spektar legura te se može izvoditi s primjenom različitih dodataka. Tako se osigurava temelj za široku industrijsku primjenjivost, uključujući to, da se umjesto selektivnog laserskog taljenja primjenjuju tehnike taljenja s elektronskim snopom ili usmjerenim energijskih talištem, koje će omogućavati aditivnu

» Foto: Bryan Ferguson, 2017 HRL Laboratories

proizvodnju drugih sustava legura intermetalnih materijala i nezavarivih super legura na bazi nikla. Za svoj istraživački rad su u travnju u New Yorku dobili srebrnu medalju 2018 Edison Awards u kategoriji Primjenjivih tehnologija/3D-tiskanja.

Laboratorij je prošle godine u listopadu osnova novi centar nami jenjen ubrzavanju razvoja visokoučinkovitih materijala – metala, keramike i poliera – za potrebe procesa aditivne proizvodnje.

[ Pripremio: Jernej Kovač ] www.hrl.com




Rujan • 44 (3/2018) • Godina 12 77 SUVREMENE TEHNOLOGIJE
ITCR d o o ; Petra Zrinskog 6, 10000 Zagreb ; T: 01 3750 317 ; F: 01 3750 497 ; E: itcr@itcr hr : W: w w w itcr hr
Nova metoda uključivanja malih elektronskih uređaja
Pametni uređaji u stanju mirovanja opterećuju bateriju i utječu na vijek trajanja baterije. Isključeni elektronski uređaj doduše ne utječe na vijek trajanja baterije, no ona dok ne djeluje ne koristi osnovnoj namjeni. Grupa istraživača iz Odjela za elektrotehniku Sveučilišta Stanford nudi rješenje s uvođenjem prijemnika za uključivanje bežičnih uređaja.
Preddiplomski student Angad Rekhi pod vodstvom prof. dr.sc. Amina Arbabiana na osnovi prethodnih istraživanja čipa veličine mrava, koji može slati i primati signale preko radijskih valova bez baterije, predlaže primjenu zračnog ultrazvuka za bežični prijenos na čvorove veličine 1 mm, s previđenom primjenom u sljedećoj generaciji interneta stvari. Razvili su uklopni prijemnik, koji kao odgovor na inače čovjeku nečujne ultrazvučne signale, uključi uređaj. Prijemnik u stanju slušanja jedinstvenog ultrazvučnog uzorka primjenjuje male snage napajanja i posjeduje sposobnost automatskog uključivanja. Dobro razvijeni prijemnik za uključiva nje omogućuje i da se uređaj uključi sa znatne udaljenosti. Rezulta ti simulacija pokazuju, da ultrazvučni prijenos snage doseže 50 μW do čvora na 0,88 m udaljenosti predajnika ~ 50 kHz, 25 cm2. Pri tome su utvrdili, da najviši tlak ostaje ispod preporučenih graničnih vrijednosti u zraku i sa snagom opterećenja u području predajnika. Izvještavaju i u bežičnim mjerenjima obnove energije s prednaponskim kapacitivnim ultrazvučnim mikromagnetskim senzorom, koji dokazuje opterećenje snage 5 μW na simuliranoj udaljenosti od 1,05 m.
Predstavili su i učinkovitost zaklopke, dinamičkog područja i bezstupanjskog djelovanja. To su ključna mjerenja za usporedbu
Sa strojnim učenjem na izazove u medicini
Američka tehnološka tvrtka Nvidia je na digitalnoj konferenciji EmTech u San Franciscu predstavila čipove za duboko učenje i najavila prodor na tržištu posebice na području medicine. Nji hovi grafički procesori su vrlo primjereni za izvođenje paralelnih proračuna potrebnih za izvođenje procesa dubokog učenja. Podatkovni znanstvenici su u svom radu ovisni o računalnim kapacitetima. Izgradnja platforme za duboko učenje premašuje sami izbor servera i grafičkih procesora. Riječ je o integraciji kompleksne programske opreme sa strojnom opremom, pri čemu je američka tvrtka lansirala cjelokupno rješenje NVIDIA DGX-1, koje korisnicima osigurava jednostavnu produktivnost, zaštitu investicije te revolucionarno izvođenje procesa umjetne inteligen cije. NVIDIA DGX-1 u potpunosti iskorištava potencijal najnovi jeg NVIDIA grafičkog procesora NVIDIA Tesla V100, uključujući inovacije, kao što je sljedeća generacija NVLink i nova Tensor Core arhitektura. Sa svojim visokoučinkovitim programom za duboko učenje DGX-1 osigurava do tri puta veće brzine osposobljavanja nego li drugi sustavi na temelju GPU. Učinkovitost računala, koji posjeduje 25 mjesta za konvencionalne servere u jednom sustavu, udružuje najnoviju grafičku tehnologiju NVIDIA s najsuvreme nijim programima za duboko učenje. NVIDIA DGX-1 uklanja opterećenje stalnog optimiranja programske opreme za duboko učenje. Programski paket, koji je pripremljen za trenutnu primje nu, uključuje pristup najomiljenijim okvirima dubokog učenja – aplikaciju za osposobljavanje dubokog učenja NVIDIA DIGITS,
pretvornika, namijenjenih za bežičnu obnovu energije. Potvrđuju također, da je bežično punjenje na visokoj razini iznimno zahtjev no s postojećom tehnologijom i propisima, pri čemu svoj akustični sustav napajanja uspoređuju s najsuvremenijim elektromagnetskim čvorovima. Pokazali su i to, da ultrazvuk ima brojne prednosti pred radiofrekvencijom kao sredstvom za dobavu energije.
Za smanjenje prijemnika u smanjenje potrošnje snage, istraživači su primijenili vrlo osjetljive ultrazvučne pretvornike Stanfordovog laboratorija Khuri-Yakub, koji pretvaraju analogni zvuk u električ ni signal. S tom tehnologijom su istraživači razvili sustav, koji može pokrenuti pobudu sa signalom snage manje od 1 nanowatta, što iznosi približno milijarditi dio snage osvjetljenja jedne staromodne božične žarulje. [ Pripremio: Jernej Kovač ] www.stanford.edu
» Specifikacije sustava NVIDIA DGX-1: GPU 8X Tesla V100, kapacitet: 1 petaFLOP, GPU memorija: 256 GB, CPU: Dual 20-jezgreni Intel Xeon E5 -2698v4 2.2 GHz, NVIDIA CUDA jezgre: 40.960, NVIDIA Tensor jezgre: 5.120, memorijski sustav: 512 GB 2.133 MHz DDR4 RDIMM, pohrana: 4X 1.92 TB SSD RAID 0, mreža: Dual 10 GbE 4 IB EDR. | Foto: Nvidia
ubrzana rješenja za treće osobe, NVIDIA Deep Learning SDK (cu DNN, cuBLAS, NCCL), alate CUDA te drivere NVIDIDA Docker. S pomoću DGX-1 možete jednostavno priključiti, napajati i početi s radom. To omogućuje integrirani programski paket za duboko učenje NVIDIA i usluge za upravljanje oblacima DGX-1. Duboko učenje, kao tehnika strojnog učenja, već se primjenjuje za procesiranje medicinskih slika i pregledavanje velikih količi na medicinskih podataka. Duboko učenje, kojeg neki stručnjaci uspoređuju s inspiracijom načina djelovanja neurona u mozgu, pokazalo se iznimno primjenjivim i za pretraživanje slika i obradu zvučnih slika. [ Pripremio: Jernej Kovač ]

Rujan • 44 (3/2018) • Godina 1278 SUVREMENE TEHNOLOGIJE
» Preddiplomski student Angad Rekhi (lijevo) i dr. Amin Arbabian (desno) tije kom testiranja ultrazvučnog prijemnika u laboratoriju. | Foto: Arbabian Lab
www.nvidia.com
Sigurnost u autonomnim vozilima

Razvoj pametnih vozila ide u smjeru veće autonomnosti. Tako će vozila budućnosti biti mnogo više nego li samo elektromehanič ka prijevozna sredstva, što posljedično znači velike sigurnosne izazove. Istraživači društva Kaspersky Lab su u prošlosti analizirali aplikacije, koje su na raspolaganju vozačima u pametnim vozilima, i pri tome iznova potvrdili postojanje sigurnosnog rizika. Za proizvođače je stoga nužno, da počnu o sigurnosti razmišljati već pri samom razvoju vozila. Ključno je pitanje: Što se može dogoditi, ukoliko zlonamjernici iskoriste ranjivost i preuzmu kontrolu nad pametnim vozilom?


plaćanja, primijeniti neslužbene aplikacije za navigaciju i druge neslužbene dodatke. Naravno da su ti proizvodi bili bitno jeftiniji od onih, koje su nudili službeni proizvođači. Radi svega opisanog, istraživači savjetuju korisnicima pametnih vozila, da primjenjuju samo službene aplikacije i dodatke. Jeftinije inačice mogu predstavljati sigurnosne rizike. Isto tako je potrebno vozilo redovito održa vati i ažurirati strojnu i programsku opremu. Ažuriranja uklanjaju otkrivene ranjivosti i time vas zaštićuju od mogućih poteškoća. Savjetuju i pregled mobilne aplikacije za povezana vozila s antivirusnim programom. Na taj način možete izbjeći moguće krađe vaših prijavljenih podataka s vašeg pame tnog telefona, koje bi svih ucjenjivači kasnije mogli prodati na crnom tržištu.

Pametni automobili imaju brojne funkcije: mogu se povezati na internet, učitati zemljovide i omogućiti druge uporabne informa cije, razmjenjivati podatke s lokalnim informacijskim centrom te omogućuju udaljenu dijagnozu i održavanje vozila. Vozač može motor pokrenuti čak iz svoje dnevne sobe i prije nego se sjedne u vozilo, uključiti klimu i podesiti željenu temperaturu.


U budućnosti će automobil omogućavati još mnogo više. I to ne samo korisnicima, koristi naprednih funkcija željeti će iskoristiti i zlonamjernici. U prošlosti su internetski kriminalci preko USB -priključka već upadali u pametna vozila. Uz to, za lakše upadanje su počeli na internetu nuditi alternativna pomagala za pametna vozila, koja omogućuju, da vlasnici vozila nadomještaju službeni sigurnosni certifikat i dobe pristup brojnim funkcijama. Ta poma gala su prilično jeftinija od njihovih službenih inačica. Korisnici, koji nisu svjesni potencijalnih opasnosti, tako radije posežu za jeftinijim inačicama aplikacija za pametna vozila. Istraživači društva Kaspersky Lab su krajem travanj na sigurno snoj konferenciji RSA, koja se odvijala u San Francisku, predstavili temu sigurnosti aplikacija pametnih automobila. Između ostalog su analizirali aplikacije za operacijski sustav android, koje su omo gućavale korisnicima udaljenu kontrolu povezanih automobila. Mogli su udaljeno otključati vrata automobila, pokrenuti motor, našli lokaciju vozila na zemljovidu, pročitali izvještaje na armatur noj ploči i primjenjivali brojne druge udaljene funkcije. Ukoliko napadači automobil otključaju preko korisničkih programa, koji ih smatraju vlasnicima, imaju potpuni nadzor nad vozilom. Stu panj kontrole je ovisan o kodu u strojnoj programskoj opremi. U 2016. godini su istraživači društva Kaspersky Lab testirali devet aplikacija i njihovu otpornost na internetske napade. Niti jedna od aplikacija nije bila osigurana od napada. Godinu kasnije su ispitali 13 aplikacija i samo je jedna od njih bila zaštićena od samo jedne inačice napada.
Našli su i posebne module, koji su mogli iznova postaviti broj prijeđenih kilometara, nakon nesreće ponovo napuniti zračne ja stuke, omogućiti primjenu alata za dijagnostiku, otključati funkcije

Rujan • 44 (3/2018) • Godina 12 79 SUVREMENE TEHNOLOGIJE
www.kaspersky.com ITCR d o o ; Petra Zrinskog 6, 10000 Zagreb ; T: 01 3750 317 ; F: 01 3750 497 ; E: itcr@itcr hr : W: w w w itcr hr
FILTECH 2018››
Sandi Korpič
Predstavnici tvrtke Prima Filtertehnika d.o.o., su 13. ožujka 2018. posjetili sajam FILTECH u Njemačkoj. Sajam je namijenjen svima, koji proizvode filtre, jer na njemu izlažu prije svega proizvođači komponenata, koje trebamo za izradu najrazličitijih filtara.


Sajam se održavao od utorka 13. ožujka, do četvrtka 15. ožujka 2018. Na sajmu je izlagalo približno 380 proizvođača. U tri dana ga je pogledalo gotovo 14.000 posjetitelja, što prikazuje prilično zanimanje za to područje. A sajam je dao pravi signale s područja razvoja filtriranja i separacije. Zanimljiv podatak je, da se više od 57 posto trgovaca pojavilo iz drugih zemalja (druge zemlje osim domaćice Njemačke), što znači, da je FILTECH postao veliko ime na tom području industrije. Sudionici su došli iz 73 zemlje sa svih kontinenata [1].
Kako je već u kratkom uvodu predstavljeno, sajam je bio prilično opsežan. Na izložbenom prostoru bilo je moguće vidjeti sve, od konačnih proizvoda do pojedinačnih elemenata, koji tvore konačni proizvod. Pri tome se misli od materijala za filtriranje do pojedinih konstrukcijskih dijelova filtara. Činjenica je da je nedostajalo više fizičkih eksponata, jer je velik broj izlagača prikazivao proizvode s pomoću plakata i prospekata, što je za vlastiti dojam i stvaranje mišljenja poprilično ometajuće. Pored toga nam je nedostajalo i prikaza djelovanja, i simulacijskih uređaja, kao i stvarnih alata za provedbu određene operacije.
Obzirom na organizaciju potrebno je pohvaliti organizatore, jer su se pobrinuli za sve na prilično visokoj razini.
Najviše su nas privukli izlagači sa simulacijskim programom, koji služi određivanju propusnosti materijala za filtriranje. Predstavili su simulacijski program za određivanje propusnosti materijala za filtriranje sastavljenog od više različitih slojeva te kako se nečistoće hvataju za materijal, do zapunjavanja medija za filtriranje. Pored si mulacijskog programa, imali su s pomoću 3D-pisača otisnute i ma terijale s određenih povećanjem, što je za razumijevanje materijala vrlo učinkovito. Isto tako su i drugi izlagači imali, pored kataloga, i
Sandi Korpič • Prima Filtertehika, d. o. o.
fizičke uzorke (barem u manjem obliku), iako ne na takvoj razini i opsegu kao gore navedeni. Suradnik, koji je bio već na sajmu 2016. godine, dodao je sljedeći zaključak: »Ukoliko povučemo paralelu sa sajmom iz 2016. godine, možemo reći, da je broj izlagača bio veći, iako manje tehnički zanimljivih i primjenjivih. To se posebice odnosi na područje filtriranja, s kojim se bavi i naša tvrtka. Unatoč tome, bilo je moguće vidjeti nove trendove odnosno smjerove razvoja filtriranja.«

Izvori
[1]
http://www.globaleventslist.elsevier.com/events/2018/03/filtech-2018/
Rujan • 44 (3/2018) • Godina 1280 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
››
http://www.filtech.de/exhibition/show-report [2]
Novi program u Asutecu

Stalno usavršavanje i razvoj tehničkih inovacija za optimalnu primjenu naših proizvoda je savez, kojem ćemo u ASUTEC-u ostati dosljedno vjerni. Već danas smo usmjereni na budućnost i planiramo proizvode za današnje i sutrašnje zahtjeve na tržištu, koji će oblikovati nove trendove. Poznati program komponenata za automatizaciju, kao što su razdjelnici, kutni prigušni moduli, moduli za ubrzavanje i jedinice za pozicioniranje, proširili smo s novom serijom prihvata ASUTEC.
Prihvati ASUTEC
































S razvojem prihvatnih sustava, od sada nadalje su u našoj ponudi i uređaji za posluživanje. Dva različita sustava s pa ralelnim i kutnim prihvatima omogućuju fleksibilnu primjenu. Prihvati ASUTEC s dvije prihvatne čeljusti su idealni za uni verzalnu primjenu u brojnim aplikacija ma. Možemo ponuditi i sustavna rješenja po mjeri u poznatoj Asutec-ovoj kvaliteti.
• Primjereni za rad u čistim i manje onečišćenim okruženjima u različitim sektorima





• Mala vlastita masa i najveća stabilnost









• Kompaktna konstrukcija u standardi
ziranim dimenzijama









• Najveća prihvatna sila i momenti zatvaranja za precizno ruko vanje
• Određivanje položaja s pomoću induktivnih senzora i senzora na magnetsko polje
• Široka paleta veličina i pribora
• Jednostavno pokretanje, održavanje nije potrebno.

Rujan • 44 (3/2018) • Godina 12 81 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
www.vial-automation.si PARALELNI I RADIJALNI PRIHVATI ZA NAJZAHTJEVNIJE APLIKACIJE ELEKTRO PRIGUŠNI MODULI PRIGUŠNI MODULI


PROMOCIJSKI ČLANAK Rujan • 44 (3/2018) • Godina 1282 SNAGA. BRZINA. JEDNOSTAVNOST. ›› Alibre Design je vodeća platforma za 3D modeliranje za inženjere koji žele snagu, jednostavnost korištenja i povoljnu cijenu od partnera s kojim je lako surađivati. www.alibre.com
Izrada modela

Intuitivno okruženje za skiciranje s pametnim, kontekstualnim interakcijama i sveobuhvatnim alatima za stvaranje čvrstog tijela. Upotrijebite postojeće dijelove kao referencu ili samostalan dizajn.
Oblikovanje lima
Namjenski modul za oblikovanje lima koristite za izradu jednostavnih nosača ili složenih kompleksnih kućišta. Pretvarajte kruta tijela u konstrukciju od savijenog lima pomoću čarobnjaka i generirajte razvijeni oblik za proizvodnju.
Izrada sklopova
Izradite sklopove pomoću veza između modela i analizirajte pomicanje komponenata sklopa. Istražite fizičke karakteristike kao što su masa, stvarajte sastavne poglede i provjerite preklapanja modela u vašem sklopu.
2D dokumentacija
Projicirajte svoje 3D modele u 2D radni prostor i brzo stvorite inženjerske i patentne crteže s velikim brojem alata za dimenzioniranje, bilješke i specijalizirane poglede.



Fotorealistično renderiranje
Izradite zapanjujuće marketinške materijale, izvodite studije o materijalima i bojama. Uvezite podatke i WYSIWYG okruženje olakšava stvaranje profesionalnih slika.
Interoperability + Downstream
Uvoz i izvoz širokog spektra CAD neutralnih i nativnih vrsta datoteka koje mogu čitati i drugi CAD sustavi. Koristite dodatke za CAM, FEA, analizu gibanja i još mnogo toga.

PROMOCIJSKI ČLANAK Rujan • 44 (3/2018) • Godina 12 83 Zatražite demo verziju na: technology_croatia@teximp.com +385 01 2025 021
››
Atlas Copco – nova mjerila u tehnologiji vakuumskih crpki
Vakuum je ključan u širokom spektru aplikacija, čiji broj stalno raste. U tvrtki Atlas Copco već više od dvadeset godina razvijaju najsuvremenija rješenja na području vakuumske tehnike, što ih uvrštava u sam vrh vodećih tvrtki na području razvoja različitih tipova rotacijskih plinskih kompresora. Stručnjaci za vakuumsku tehniku u tvrtki Atlas Copco neprekidno poboljšava učinkovitost njihovih proizvoda te traže nova područja aplikacija i posljedično se suočavaju s novim izazovima.
Pri uspostavljanju vakuuma za kritične procese kompromisi nisu dopustivi, bez obzira na to, je li riječ o tiskanju, pakiranju, obradi drva, punjenje boca ili konzervi te pri sličnim procesima, ključno je ukloniti sve rizike. Tvrtka Atlas Copco je poznata po širokoj paleti visoko pouzdanih rješenja na području vakuumske tehnike, posebice za aplikacije, koje zahtijevaju dosljedno i učinkovito postizanje vakuuma.
Pored vrhunskih rješenja na području stlačenog zraka, razvijaju pouzdana rješenja na području industrijskog vakuuma, među kojima su na prvom mjestu učinkovitost i pouzdanost pri posti zanju vakuuma. Mnogo rješenja na području vakuumske tehnike razvijaju u suradnji sa specijaliziranim proizvođačima. Oprema proizvođača Atlas Copco je poznata po visokoj produktivnosti i posljedično brzom povratu investicija kod korisnika.
Pri uporabi niskog vakuuma obično je riječ o velikom sadržaju ulja u sustavu, buci pri djelovanju sustava i visokim troškovima energije. Na tom području je Atlas Copco razvio energijski učin kovitu i tihu vakuumsku crpku serije GHS VSD+. Tako je tvrtka Atlas Copco ujedno dobavljač opreme za stlačeni zrak i vakuumske tehnike, koja osigurava kvalitetu, pouzdanost, niske troškove rada, korisniku prilagođeno sučelje i jednostavno održavanje.
Tiho, čisto i energijski učinkovito djelovanje vakuumskih crpki tipa GHS VSD+ snizuje prosječne troškove energije za 50 % te uje dno omogućuje višu produktivnost. GHS VSD+ imaju promjenjivu brzinu pogona VSD (Variable Speed Drive), što ujedno omogućuje visoku učinkovitost.
Slično kao Atlas Copco kompresori, njihove vakuumske crpke su izdržljive i jednostavne za instalaciju. Optimalno područje djelo vanja spada u uobičajene zahtjeve za vakuumom u industrijskim aplikacijama, za koje su namijenjene.
Visoka energetska učinkovitost
Kontrola podešene varijabilne brzine vakuumske crpke GHS VSD+ omogućuje podešavanje zahtijevanog vakuuma bez gubitka energije. Napredna tehnologija vijčane crpke, koja je izravno priključena na elektromotor IE3 s visokom učinkovitošću, dodatno doprinosi manjoj potrošnji energije.
Visoka pouzdanost
Elektronske komponente su odgovarajuće izolirane od dijelova, gdje nastaje toplina, čime je spriječeno nastajanje kondenzacije. Osigurano je odgovarajuće hlađenje elektronskih komponenata, što produljuje njihov vijek trajanja. Kako je riječ o vijčanoj va kuumskoj crpki, ciklusi održavanja mogu biti dulji.
Ekološki održiva produktivnost
Inovativni patentirani koncept zadržavanja ulja omogućuje, da je u kubičnom metru vakuumiranog zraka manje od 3 mg ulja, što doprinosi optimalnoj kvaliteti ispušnog zraka. U usporedbi s klasičnom tehnologijom, razina buke je prepolovljena, što je kod vakuumske crpke GHS VSD+ postignuto s posebno razvijenim komponentama, poklopcem bez crpke i mogućnošću mijenjanja brzine djelovanja crpke obzirom na zahtjeve procesa.
Jednostavna i brza instalacija
Vakuumske crpke GHS VSD+ su jednostavne za instalaciju, sadr že kontroler Elektronikon te su sastavljene u kompaktnom obliku s malom tlocrtnom površinom (kod crpki GHS 350-900VSD+ je usporediva s veličinom standardne palete).
Rujan • 44 (3/2018) • Godina 1284 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
ATLAS COPCO, prodaja i servis d.o.o. • Peske 7, Trzin, 1236 Trzin • info@atlascopco.si • www.atlascopco.si››
Učinkovitost i pouzdanost
Vakuumska crpka je središnji dio svakog centralnog vakuumskog sustava. Promjenjive potrebe procesa često dovode do zaustavljanja i ponovnih pokretanja crpke. To može dovesti do mehaničkih i električnih poteškoća na elektromotoru, kao što su pregrijavanje, degradacija ulja, kvar ventilatora te delaminacija komponena ta kompresora. U prošlosti se je u takvim slučajevima proširilo područje djelovanja tlaka i tako smanjilo zaustavljanja i ponovna pokretanja, što nije troškovno učinkovito. Mnogo bolje rješenje je primjena varijabilne brzine crpke (VSD), gdje se vakuumska crpka prilagođava trenutačnim potrebama procesa.
Vakuumske crpke tipa GHS VSD+ primjerene su za brojne aplikacije, kao što su injekcijsko prešanje plastike, izrada stakla,
punjenje boca, prerada drva, pakiranje, tiskanje, izrada papira, pa kiranje mesa i mnoge druge. Za posebne namjene je posebice pri mjeren model GHS 350-900 VSD+. Za aplikacije, gdje je postavljen centralni vakuumski sustav, primjeren je model GHS 1300-5400 VSD+, koji se može primjenjivati i za pojedine aplikacije.

GHS VSD+ je na raspolaganju u izvedbi Turbo, koja je namije njena aplikacijama s kratkim proizvodnim ciklusima, te u izvedbi Humid, koja je namijenjena aplikacijama, gdje je prisutna povišena vlaga. Kod modela GHS 1300-5400VSD+ moguća je i nadogra dnja, koja omogućuje rekuperacijo energije, što omogućuje do 75 % rekuperacije. U usporedbi s klasičnim vakuumskim crpka ma, gdje nije moguće mijenjati brzinu djelovanja, crpke tipa GHS VSD+ imaju bitno bolju učinkovitost, što se izražava u prosječno 50 % manjoj potrošnji energije.

Na popravak posljedica tuče k specijalisti
Ljeto je ove godine i prije službenog kalendarskog početka pokazalo zube. Nevremena s tučom je više nego li proteklih godina, a i sve intenzivnije za sobom ostavljaju veliku štetu na poljima, objektima i pokretninama.
Barem se posljednje u većini slučajeva može popraviti, pri čemu taj zadatak treba povjeriti specijalistima. Brojne osiguravajuće kuće i trgovci automobila u Sloveniji se u želji za temeljitim uklanjanjem posljedica tuče na vozilima često obrate stručnjacima tvrtke Hoe dlmayr logistika. Navedena tvrtka se posljednjih godina specijali zirala na području popravaka vozila, oštećenih tučom. »Udubine u karoseriji popravljaju na način, koji ne zahtijeva lakiranje, a pri tome koriste jednu od dvije metode. Ili udubine iznutra potisnu prema van, ili ih izvana povuku s pomoću kliznog kladiva. Jednaki poseg izvode i na krovu vozila – prije popravka sigurno uklanjaju stropne obloge na unutrašnjoj strani, stoga se vozilo pri uklanjanju posljedica tuče ne oštećuje.«
»Godine 2000. smo bili prva tvrtka u Sloveniji, koja je na tržištu ponudila posebno znanje o uklanjanju posljedica tuče na vozilima. Od tada godišnje u prosjeku popravimo oko tisuću vozila, ošteće nih od tuče. Potražnja za našim znanjem i naprednom tehnikom dolazi iz čitave Europe. Često nas zovu na velike projekte,« pono sno govori Agata Kržič, direktorica tvrtke Hoedlmayr logistika d.o.o. iz Logateca.

Rujan • 44 (3/2018) • Godina 12 85 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
» Energijski učinkovita vakuumska crpka tipa GHS VSD+ | Izvor: Atlas Copco
www.hoedlmayr.si
Kontrola tehničke čistoće››

Detlef Meurer Amela Mrak
Tehnička čistoća površina, koje su funkcijski važne, postala je u posljednjih 25 godina iznimno važna. U pozadini su sve veći zahtjevi pojedinih komponenata za njihovim vijekom trajanja, tehničkim oblikom, dopuštenim tolerancijama i osjetljivosti na nečistoće. Članak obrađuje ispuštanja zraka (plinova) i ispiranje s velikim protocima, koji posljedično taloži čvrste čestice na površinu bez njihove analize.
Osnova za vrednovanje sposobnosti uklanjanja nečistoća sljedeći su standardi i propisi: TECSA, VDA19-1 (revizija 2015) i ISO 16232.
U osnovi poznajemo dva postupka: a) mokro uklanjanje s primjenom mlaza tj. raspršivanja, ultrazvu ka, ispiranja i vibriranja, b) suho uklanjanje s primjenom ispuhivanja i protoka.
Ključne riječi: tehnička čistoća, VDA19-1, ISO16232, metode uklanjanja, površinska kontrola čistoće
Pozadina problema
Posljednjih godina je zahtjeva za čistoćom komponenata, sklopo va i konačnih proizvoda, prije svega u optici, preciznoj mehanici, elektromehanici, automobilskoj industriji i drugdje, sve više. Sve veće zahtjeve za boljim karakteristikama i minijaturizacija sklopo va uzrokovali su povećanu osjetljivost na nečistoće, s kojima dolaze u dodir u procesu proizvodnje, sastavljanja, pakiranja, skladištenja itd.
Čistoća površina postaje jedan od glavnih izvora proizvodnih troškova, a ima i veliki utjecaj na kvalitetu i pouzdanost proizvoda. Radi navedenog je kontrola čistoće nužna aktivnost za sve, koji žele biti među vodećima na svom području, i za sve one, koji žele poboljšati svojstva svojih proizvoda, smanjiti količinu otpada i povećati produktivnost te konkurentnost tvrtke.
Očekivanja i zahtjevi proizvođača i kupaca konačnih proizvoda i strojeva neprekidno rastu. Gustoće snage su sve veće, a tolerancije sve uže. Kod suvremenih vozila i strojeva su najvažniji trendovi smanjivanje potrošnje energije, troškovna učinkovitost te zaštita okoliša. Pored toga je zahtijevan prijelaz na materijale bez olova, što zahtijeva bolju kvalitetu površine. U prošlosti je dodatak olova sprječavao oštećenja kliznih površina u međusobnom kontaktu, a kod novih materijala bez olova, ona se mogu vrlo brzo pojaviti. Dopušteni sadržaj čvrstih čestica neprekidno se smanjuje. Paralel no s time, proizvođač mora svojim kupcima osiguravati i sve veći stupanj raspoloživosti. Sve više tvrtki prati i optimira tehničku
Detlef Meurer
Systems
Amela Mrak, dipl.i ng. str. • HYDAC, d. o. o., Maribor
čistoću u proizvodnim procesima. Zastoji u proizvodnji se stoga smanjuju, kvaliteta proizvoda i raspoloživost strojeva je na sve većoj razini, a posljedično se smanjuje i količina otpada. Navedeno smanjuje troškove proizvodnje i troškove izvođenja popravaka u jamstvenom roku te povećava zadovoljstvo kupaca. To dodatno povećava povjerenje kupaca te osvajanje tržišta. Izraz »tehnička čistoća« se odnosi na smanjenje kontaminacije, tako da nečistoće ne ograničavaju ili ometaju funkcije tehničke komponente.
Tehnička čistoća – pravna podloga i metode kontrole
Šteta, koju su uzrokovale čestice je u 1990. godini radi nedostatka znanja i iskustava bila poznata kao veliki problem. Stručnjaci iz različitih sektora automobilske industrije zajedno sa stručnjavima Instituta Fraunhofer, koji su se već bavili tehničkom čistoćom, po stavili su prvi standard s tog područja. Godine 2001. je u tu svrhu bilo osnovano industrijsko udruženje za tehničku čistoću TECSA. Tvrtka HYDAC igra vodeću ulogu u navedenom udruženju pri razvoju smjernica za ispitivanje čistoće u automobilskoj industriji. Udruženje TECSA je na temu »Tehnička čistoća – kontrola konta minacije česticama na funkcionalno važnim automobilskim dijelo vima«, godine 2004. po prvi puta izdala propise VDA vol. 19, dio 1. Godine 2010. je izašao drugi dio tih propisa s naslovom »Tehnička čistoća pri montaži – okolina, logistika, osoblje i montažna opre ma«, koji se bavi tehničkom čistoćom kroz čitav procesni lanac. Godine 2007. je bio objavljen međunarodni standard ISO 16232 s naslovom »Cestovna vozila – čistoća hidrauličkih i pneumatskih sklopova«. Riječ je o međunarodnom ekvivalentu propisa VDA vol. 19. Navedeni standardi su u cijelosti kompatibilni i predstavlja ju smjernice za vrednovanje tehničke čistoće.
VDA 19-1 (dopune 2015)
Razvoj VDA 19-1 i ISO 16232 se u razdoblju između 2001. i 2003. godine temeljio na TECSA propisima, koji su nastajali pod vodstvom Instituta Fraunhofer IPA iz Stuttgarta. Pri dopuni propi sa VDA 19-1 (2015) bila su preuzeta sva prethodna pojašnjenja te dodana nova na temelju razvoja i novih spoznaja u posljednjih 12 godina.
Poglavje 11 je bilo dopunjeno. Odnosi se na sigurnost na radnom

Rujan • 44 (3/2018) • Godina 1286 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
• HYDAC Filter
››













Rujan • 44 (3/2018) • Godina 12 87 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA Ručni sustav za označavanje FlyMarker ® mini Već četvrta generacija baterijskog uređaja za označavanje. NOVO 38.500,00 KnPromocijska cijena31.000,00 Kn + PDV TRGOSTAL-LUBENJAK j.t.d. • Kovinska 4a, 10090 Zagreb • T: +385 1 3777965 • F: +385 1 3776571 • info@trgostal-lubenjak.hr • www.trgostal-lubenjak.hr Provjereno rješenje za potrebe piljenja u Vašoj proizvodnji! EKONOMIČNO POUZDANO PRECIZNO BRZO
mjestu te ekologiju. Taj dopunjeni dio je vrlo važan, jer se odnosi na opasne tekućine, koje se mogu primjenjivati pri čišćenju i ispi tivanju. U tom poglavlju pojašnjena je razlika između dva različita tehnička sustava, otvorenim i zatvorenim (slika 1).
» Slika 1: Moguće opasnosti pri uporabi opasnih tekućina za čišćenje: a) potpuno zatvorena komora za čišćenje, b) zatvorena komora za čišćenje s mogućnošću odvođenja zraka i ispuštanja sredstva za čišćenje, c) zatvorena komora s odzračivanjem i lovačem tekućine za čišćenje.
Aerosoli – suspenzije, u kojima su čvrste čestice dispergirane u plinu


U postupku ispitivanja predviđeno je stvaranje aerosola. Slika 2 predstavlja informaciju o promjeru mlaznice i potrebnom protoku, a tlak ispred mlaznice u ovisnosti o njenom promjeru (predviđeni oblik mlaznice za ravni mlaz) definira područje, gdje se pojavljuje aerosol.
» Slika 3: Različite metode uklanjanja povezane s definiranjem količine preostalih nečistoća na vidljivim površinama proizvoda (VDA 19-1, dopuna 2015)
Odvajanje čvrstih čestica iz uzorka
Odvajanje čvrstih čestica iz uzorka je prvi korak u pripremi za mjerenja. Obzirom na veličinu i oblik čestica možemo primijeniti:
• Ultrazvučnu metodu, za manje proizvode, odljevke i proizvo de, kod kojih su mehanički obrađene sve površine.
• Tresenje, za proizvode manjih dimenzija i proizvode s otvori ma.

• Ispiranje – pranje pod tlakom, za cjevaste dijelove.
• Ubrizgavanje – ispiranje, za konačne proizvode svih oblika i veličina. Izvodi se s namjenskim ispitnim uređajima.
Za najbolji uspjeh pri uklanjanju čestica s površine, kombiniraju se različite prethodno spomenute metode.
Metrološka analiza čvrstih čestica
Metrološka analiza čvrstih čestica može se izvoditi na različite načine: gravimetrijskom metodom, sa svjetlosnom mikroskopijom, s elektronskom mikroskopijom, s automatskim brojačem čestica i s neposrednim pregledom. Veličina čestica najčešće utječe na izbor metode. Rezultati se prikazuju različito, ovisno o metodi, u g, g/m2, g/proizvodu, najveća veličina čestica, veličina čestica u pojedinom razredu, veličina čestica, sastav čestica ... Obično primjenjujemo različite metode, kako bismo dobili potpuni uvid u stvarno stanje čistoće. Samu gravimetriju primjenjujemo tada, kada trebamo po datak o količini (masi) čestica. Obično ta metoda nije dovoljna, jer nam ne daje podatke o broju, veličini i materijalu čvrstih čestica.
» Slika 2: Stvaranje aerosola u ovisnosti o protoku, tlaku i promjeru mlaznice (VDA 19-1, dopuna 2015)
Metode ispitivanja
Standardi VDI 19.1 i ISO 16232 propisuju uvjete i dokumentaciju za definiranje stupnja onečišćenja površine pojedinog proizvoda/ komponente i čitavog sustava sa čvrstim česticama. Postupak pripreme ispitnog uzorka, metode uklanjanja čestica s vidljivih po vršina s pomoću tekućine, mjerenje i analiza, vrednovanje rezultata i potrebna dokumentacija prikazani su na slici 3.
Priprema uzorka
Uzorci se uzimaju slučajno u fazi proizvodnje, za koju je potrebna kontrola. Potrebo je osigurati da se tijekom uzimanja uzorka, pohranjivanja i transporta do laboratorija ne unose dodatne neči stoće.
Ukoliko se zahtijeva analiza vrste, oblika i veličine čestica te nji hovog broja, primjenjuje se svjetlosna ili elektronska mikroskopija. U slučaju potrebe za brojanjem čestica, radi subjektivnog utjecaja laboranta, moguća je greška. Stoga se primjenjuju automatski brojači čestica. Rezultat analize s automatskim brojačima je broj čestica individualne kategorije veličina prema standardima (ISO, ASTM, ...). Mogućnost greške je zanemariva.
Neposredna kontrola je jedini postupak, pri kojem se niti jedna čestica ne izdvaja. Mi ih ne izdvajamo s površina promatranih pro izvoda. Neposredna kontrola je vizualni pregled manjih proizvoda ili njihovih površina sa ciljem određivanja vrste čestica i stanja površine.
Evaluacija rezultata
Bez obzira na primijenjenu metodu, potrebo je odrediti točan protokol mjerenja i »nultu vrijednost« čistoće za svaki proizvod posebno. Učinkovitost metode uklanjanja čestica snažno utječe na
Rujan • 44 (3/2018) • Godina 1288 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
točnost rezultata. Nažalost nema točnih pravila o uklanjanju če stica s vidljivih površina te drugih postupaka, kako bi dobili točne rezultate o čistoći. Vrlo važno je odrediti optimalnu kombinaciju vrsta tekućina za ispiranje, temperaturu, metodu mjerenja i vrijeme ispiranja. Kada provjeravamo čistoću proizvoda, postoji mo gućnost, da tekućina za ispiranje već prethodno sadrži nečistoće, koje nisu bile primijećene na površini. Ukoliko je sadržaj čestica (nulta vrijednost) velika, to može iskriviti rezultate mjerenja. »Nul ta vrijednost« čistoće mora biti niža od 10 % od najveće izmjerene vrijednosti nečistoća na promatranom proizvodu (slika 4).
fikacijom. Kontrolna specifikacija kao neovisni dokument opisuje uvjete i detalje procesa, primijenjenog kod kontrole čistoće. Kon trola čistoće je dokumentirana u obliku kontrolnog izvještaja. To je pregledan dokument, koji sadrži informacije o metodi i parame trima izdvajanja čvrstih čestica s promatrane površine proizvoda, predstavlja metode i parametre analize, razine čistoće površine te sve ostale podatke povezane s kontrolom.
Specifikacija čistoće
Tvrtke u automobilskoj i poljoprivrednoj industriji te industriji građevinskih strojeva primjenjuju te postupke za određivanje tehničke čistoće. Takozvane specifikacije čistoće se kod njih uzi maju u obzir i lančano prosljeđuju dobavljačima, tako da se može kontrolirati i pratiti čistoća svih primijenjenih dijelova. Te analize se odvijaju pretežito u internim i samostalnim laboratorijima, koji su posebno opremljeni za analizu čistoće proizvoda.







Proizvodnja sastavnih dijelova i sustava u skladu sa specifikacijama čistoće osigurava, da je isporučena kvaliteta sukladna. Prije sastavlja nja specifikacije, važno je utvrditi, koje su najosjetljivije komponente u sustavu. Pojedine komponente ili sistemska područja je potrebno razdijeliti u kategorije obzirom na osjetljivost na stupanj čistoće.
A = nije vrlo osjetljivo na čestice, niskotlačni sustavi s većim zazorima – tolerancijama,
Dokumentacija
Dokumentacija obuhvaća potpunu specifikaciju čistoće
uzorka


tijesno
povezana
B = osjetljivo na čestice, niskotlačni sustavi s uskim zazorima –tolerancijama,
C = vrlo osjetljivo na čestice, visokotlačni sustavi s uskim zazo rima – tolerancijama, malim odstupanjima, zahtjevni sigurnosni elementi
Rujan • 44 (3/2018) • Godina 12 89 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
ispitnog
i
je
s odgovarajućom kontrolnom speci » Slika 4: Primjer uspješnog mjerenja čistoće (izvor: TESCA) • • • • • •
Za svaku od kategorija čistoće, definirana je najveći sadržaj čestica. Određena je čistoća za svaki individualni sustav. Sljedeće točke su obično uključene u specifikaciju čistoće za pojedine komponente:
1. cilj specifikacije čistoće, 2. opseg primjene, 3. opseg ispitivanja i ciklusa testova, 4. postupak uzimanja uzorka, 5. postupak analize čistoće, 6. postupak ocjenjivanja čistoće, 7. točnost mjerenja, 8. primijenjena ispitna tekućina, 9. dokumentacija, 10. ograničenja, 11. postupak za nesukladnost sa specifikacijom. Postupak uklanjanja sa zrakom
Taj postupak je dio standarda VDA 19-1 od 2015. godine. Postu pak mokrog uzorkovanja ne oštećuje proizvode i s time omogućuje nerazorno ispitivanje. No poteškoće se javljaju pri elektronskim komponentama. Mokri postupak nije primjeren za elektronske sklopove. Suhi postupak uklanjanja čestica zrakom (slika 5) pri mjenjuje se prije svega:
1. za uklanjanje čestica s električnih komponenata bez oštećenja,

2. za brze testove, gdje mokra aplikacija nije poželjna,
3. za plastične komponente, koje bi u slučaju mokrog postupka nabrekle,
4. za sve površine, koje se unište primjenom tekućine, kao što su papir, karton, kompoziti ….
Ispiranje volumena s protokom do 18 l/min
Radi sve većih zahtjeva i širenja područja mobilne hidraulike te kamiona, potrebni su veliki protoci za ispiranje velikih presjeka
protoka. VDA 19-1 ne određuje parametre, već određuje metodu »krivulje raspadanja«. Metoda je u tehničkom smislu jednostavna. Zahtijevan ispitni protok je određen ispitnom tekućinom za poje dinu komponentu. To je moguće doseći s pomoću pulsiranja toka, ukoliko drugačije ne možemo postići kritičan Reynoldsov broj. Tekućinu se ispusti iz ispitane komponente u posudu za uzorkova nje te zatim filtrira kroz evaluacijski filtar. Zatim se navedeni filtar pošalje na analizu.
Primjer postupka uklanjanja nečistoća s visokim protocima: Hladnjak testiran s HYDAC CTM-3xxx SC+EF modulom (slika 6). Ispitna tekućina u uređaju CTM-3xxx SC putuje kroz hladnjak, sakuplja se i filtrira u modulu EF, zatim putuje natrag u modul SC (slika 7). Protok tekućine tijekom testa je 18 l/min s podesivim pulsiranjem. Volumen tekućine u SC modulu je 60 l, a volumen u EF modulu je 40 l. Ispitivanje se izvelo uspješno pet puta zaredom, s trajanjem po jednu minutu.
Izvori
» Slika 5: Suhi postupak uklanjanja i uzimanja čestica s pomoću zraka; a) korak 1: ispuhivanje čestica s proizvoda, b) korak 2: uklanjanje proizvoda iz komore, c) korak 3: čišćenje – ispiranje komore s tekućinom i uzimanje uzorka čestica
[1] HYDAC Filtertechnik GmbH: Practical Contamination Management From Processing to Delivery, HYDAC Filtertechnik GmbH , Sulzbach/ Saar, I/2003.

[2]
[3]
Amela Krajnc, ing. str., POVRŠINSKA ČISTOST KOMPONENT IN SKLOPOV V AVTOMOBILSKI INDUSTRIJI, Zbornik prispevkov, Inovativna avtomobilska tehnologija – IAT '05, Bled, 21.-22. april 2005
Frank Jung: HYDAC Service Technology, Filtersystems Sales Meeting 2005, HYDAC Fitertechnik GmbH, Sulzbach/Saar , II/2005.
[4] HYDAC Filtertechnik GmbH: CTU 2000 Series – Operating and Maintenance Instructions, HYDAC Fitertechnik GmbH, Sulzbach/ Saar , I.2004

» Slika 7: Postupak uklanjanja neči stoća s visokim protocima
HYDAC
Rujan • 44 (3/2018) • Godina 1290 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
» Slika 6: HYDAC-ovi moduli CTM-3xxx SC i EF
s
-ovim modulima CTM-3xxx SC i EF www.hydac.com
VODA AQUA & Recycling




Voda je izvor života. Ljudska aktivnost i gospodarski razvoj uzrokuju zagađenje ovog prirodnog bogatstva. Kako bismo osi gurali osnovne životne uvjete, u budućnosti trebamo pažljivije i pametnije postupati sa svim životnim sredstvima, posebice vodom.
Izlagači sajma Aqua & Recycling će vam na prvom stručnom sajmu u Sloveniji pokazati svoje proizvode i rješenja na području obrade vode; izgradnja, održavanje i sastavni dijelovi vodovodnih

i kanalizacijskih sustava; oprema za mjerenje, regulaciju, nadzor i kontrolu; vodovodne usluge i komunalije; usluge higijene vode; ba zen tehnologije i wellness; drugi vodeni sustavi; voda u industriji; zbrinjavanje i recikliranje otpada, itd.
Uz proizvode i rješenja koja će vam predstaviti izlagači, struč nim posjetiteljima bit će dostupna tematska predavanja, radovi i demonstracije u takozvanom Business forumu.
Ne propustite priliku i upoznajte se novostima na tržištu koje nude prvi stručni sajam Aqua & Recycling, koji će se održati od utorka 2. do četvrtka 4. listopada na Gospodarskem razstavišču u Ljubljani. Radujemo se vašem dolasku!
ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
www.icm.si VODAAQUA ALL ABOUT W& ATER RECYCLING 02. - 04. 10. 2018 Ljubljana, Slovenija, GR www.icm.si
››
Novi stolovi za teška opterećenja poboljšavaju prilagodljivost proizvodnje
Stručnjaci za automatizaciju iz tvrtke WEISS su na sajmu Automatica predstavili novu seriju stolova za teška opterećenja CR. Novi modeli su dio modularnog sustava, na raspolaganju su u više stupnjeva te ih je moguće još točnije prilagoditi potrebama svakidašnje aplikacije.
Sada je na raspolaganju i više stupnjeva prijenosnika, a središnji otvor za kabele ili dovod medija je dva puta veći nego li prije. Za jednostavnu pripremu i pogon stola, koji su tako pripremljeni i na zahtjeve za prilagodljivošću proizvodnje sutrašnjice, brine aplika tivna programska oprema WEISS W.A.S.
»Kako je riječ o modularnom sustavu, kupci mogu konfigurirati stolove za teška opterećenja CR točno prema svojim potrebama i ne plaćati više za jalovu snagu,« naglašava Aleks Lichtenegger, vo ditelj proizvoda u tvrtki VIAL Automation d.o.o. Na sajmu Auto matica su stručnjaci za automatizaciju s novim okruglim stolovima CR700 i CR900 predstavili prve modele iz potpuno nove obitelji stolova za teška opterećenja. Novi modeli su na raspolaganju u više stupnjeva i nude za približno 20 posto veći moment. Kupci će moći sada po prvi puta birati između različitih zupčaničkih omjera prijenosnika i konfigurirati svoje stolove obzirom na stvarna op terećenja. S konfiguracijskim mogućnostima će komponente moći dobro uskladiti i izbjeći predimenzionirana rješenja.
Najveća prilagodljivost za korisnika
Modeli CR700 i CR900 su na raspolaganju u izvedbama Precision i Dynamic obzirom na to, je li pri izboru naglasak na većoj točnosti ili na dinamici. Inačica Precision tako ima predopterećen pogon ski sustav za najveću točnost takata i pozicioniranja, a pri izvedbi

Dynamic je u fokusu veća snaga za ubrzanje. Visina je pri oba modela jednaka. »Na taj način će kasnije biti moguće po potrebi mijenjati proizvod i opterećenja bez većih posega u proizvodni sustav,« tvrdi Lichtenegger. Prijenosnik je moguće zavrtjeti za 90 stupnjeva za djelovanje u vodoravnom ili okomitom položaju. Novo u seriji je i za 230 posto veći središnji otvor za kabele, okretne uvodnice i stojeću nadogradnju. Stolovi su sada još krući zahvaljujući optimiranju geometrije i primjeni metode konač nih elemenata pri razvoju. Tako se nude i nove mogućnosti pri razvijanju proizvodnog sustava, jer je primjerice moguće postaviti industrijski robot neposredno iznad stola i tako uštediti na pro storu.
Pripremljeni za aplikacije 4.0
Novi stolovi za velika opterećenja CR700 i CR900 je moguće po želji programirati s pomoću aplikativne programske opreme WE ISS W.A.S., pri čemu su važne postavke definirane već unaprijed. Pokretanje stola će tako biti brzo, jednostavno i intuitivno i za kori snike bez posebnih znanja. S pomoću modularnog sustava WEISS je pripremio osnovu za prilagodljivost pri promjenjivim uvjetima u proizvodnji, a korisnici mogu uvijek izabrati najprimjereniji stol za svoje potrebe.
Rujan • 44 (3/2018) • Godina 1292 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
www.vial-automation.si

Rujan • 44 (3/2018) • Godina 12 93 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKATrenutak, kada se u potpunosti možete pouzdati na mjerenja, i prije nego li su ona uopće provedena. To je trenutak, za koji radimo. Zeiss mjerni stroj osvaja i vaše najzahtjevnije kupce. Carl Zeiss d.o.o., Leskoškova cesta 6, 1000 Ljubljana, Email: info.metrology.si@zeiss.com, Tel: +386 1 51 38 250 Za narudžbe do 31.12.2018. uključeno je školovanje AUKOM za jednu osobu
IR-CLEAN®: Odobrenje FDA tvrtki KREYENBORG za infracrveni rotacijski bubanj

Ukoliko je potreba za recikliranjem PET u ploče, postupak mora odobriti FDA ili EFSA. Tvrtka Kreyenborg sa sustavom IR-CLEAN® nudi privlačnu i jeftinu alternativu za čišćenje PET materijala pri recikliranju bez vakuumske tehnologije.
Sustav se temelji na provjerenoj, naprednoj procesnoj tehnologiji s infracrvenim rotacijskim bubnjem, koji se primjenjuje u brojnim industrijskim aplikacijama. Standardni postupak kristalizacije i su šenja PET ambalaže s pomoću infracrvenog bubnja je bio usavršen s točnim definiranjem procesnih parametara i izvedenim brojnim tehničkim nadopunama. Rezultat navedenog razvoja je vrlo kva litetno očišćena PET ambalaža, što su dokazali i na suradničkom Institutu za procesno inženjerstvo i pakiranje Fraunhofer. Uprava za sigurnu hranu FDA je izdala potvrdu bez primjedbi na kvalitetu čišćenja reciklata PET ambalaže. Te rezultate je moguće primijeniti za ograničenja određena u ime Europske agencije za sigurnu hranu (EFSA) – ovisno o roku trajanja do 100 posto potrošnog materijala.
Ključ izvrsnih rezultata čišćenja PET ambalaže će biti u općem funkcionalnom načelu djelovanja IR rotacijskog bubnja. Niska procesna masa i neprekinuto gibanje materijala osiguravaju
konstantnu površinu recikliranog materijala za obradu. U kombi naciji s neposrednim unosom topline od infracrvenog svjetla, koje ostvaruje visoku temperaturu u nekoliko minuta, I IR-CLEAN® pri tome ne treba dodatni skupi vakuumski sustav. Uređaj IR-CLEAN® u kombinaciji sa sušilom zraka dobro posuši reciklirani materijal. U prosjeku u njemu ostaje manje vlage od 50 ppm. Navedeni uređaj postiže bolje vrijednosti od zahtijevanih sa strane uprave za sigurnu hranu (FDA/EFSA), stoga se reciklirani materijal, koji dolazi iz uređaja IR-CLEAN® može izravno primijeniti na sustavima ekstru diranja s jednim, dva ili više pužnih vijaka za izradu nove ambala že. Tvrtka Kreyenborg je pored navedenog uređaja razvila i čitav proces monitoringa i dokumentiranja procesnih parametara. www.kreyenborg.com
››
Sustav za separaciju dima i uljnih maglica za obradne strojeve proizvođača 3nine
Tvrtka 3nine nudi jedinu raspoloživu tehnologiju filtriranja zraka na obradnim strojevima, koji odvaja ulje od zraka i vraća ga u obliku tekućine. Jedinstvena tehnologija centrifugalne separacije učinkovito čisti zrak iz radnog prostora obradnih strojeva te odvaja čestice i uljnu maglicu, koji nastaju tijekom obrade.
Inteligentna i revolucionarna tehnologija
Jedinstvena patentirana tehnologija filitriranja omogućuje separaciju do 99,9 posto čstica uljne maglice i ostalih sredstava za hlađenje većih od 1 µm primjenom centrifugalnih sila. Rotacijski paket diskova odvaja uljnu maglicu učinkovitije od tradicionalnih centrifugalnih tehnologija odvajanja, kao što su cikloni i rotacijski filtri. Učinkovitost sustava za separaciju s rotirajućim paketom diskova omogućuje ugradnju HEPA filtara razreda H13 za 99,995 postotnu čistoću zraka, što znači, da praktično nema uljnih čestica u prostoru. Proces separiranje s paketom rotirajućih diskova zah tijeva malo održavanja, a rotirajući diskovi ujedno uspostavljanju odsisavanje maglice iz radnog prostora obradnog stroja, tako da vanjski ventilatori više nisu potrebni.
» Sustav filtriranja 3nine omogućuje ponovnu primjenu tekućine za hlađenje i podmazivanje. | Izvor: 3nine

Rujan • 44 (3/2018) • Godina 1294 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
Odvajanje kapljica i čestica u paketu diskova. Kapljice se sakupljaju i otječu na vanjsku stranu.
Čisti zrak pomaže transportirati izdvojenu ulje do izlaza.
Čisti zrak preusmjeren prema gore.
Veće kapljice odlete s paketa diskova prema stijenci kućišta.
» Načelo djelovanja sustava za filtriranje s rotirajućim paketom diskova proizvođača 3 nine. | Izvor: 3nine
CIP – vaš partner u održavanju

Kada je riječ o teškim i prljavim aplikacijama kao što je brušenje lijevanog želje za, neke čestice mogu se zalijepiti na rubove diskova S pomoću našeg patentiranog automatskog sustava za čišćenje nazvanog CIP, rotori se kontinuirano ispiru tijekom procesa obrade čime se sprječava začepljivanje. CIP koristi čisto ulje ili sredstvo za hlađenje iz alatnog stroja. Za ekstremno teške operacije, također je moguće podešavati ciklus ispiranja pri svakom pokretanju i zaustavljanju eliminatora uljne maglice.
» Sustavi filtriranja 3nine ugrađeni na obradne strojeve. | Izvor: 3nine
Niski troškovi rada i jednostavna ugradnja
Tijekom filtriranja uljnih maglica s pomoću 3nine sustava, separirane kapljice tekući ne za hlađenje i podmazivanje se vraćaju u postupak obrade. Na taj način je potrošnja tekućine za hlađenje i podmazivanje manja, troškovi čišćenja radnih prostora su niži, a ujedno su niži i troškovi izmjene i uklanjanja filtara. Svi sustavi za filtriranje 3nine su razvijeni na kontinuirano djelovanje, što je ključno za proizvodne procese.
Sustav 3nine se jednostavno može instalirati izravno na obradne strojeve ili na samo stalnu konstrukciju uz stroj, te priključiti na otvor stroja namijenjen odsisavanju uljnih maglica, koje nastaju tijekom obrade. Kako se sustav za filtriranje 3nine postavlja na svaki stroj zasebno, nije potrebno načiniti cjevovode, kao pri centralnim sustavima za odsisavanje. Na taj način je manja i potrošnja energije za filtriranje u slučajevima, kada svi strojevi u proizvodnji ne rade istodobno. www.3nine.com www.sies.si
95
Ulje u dimu / uljna maglica
Grijanje Hlađenje Usisavanje i ltriranje Ventilacija, ovlaživanje i uklanjanje vlage Rekuperacija topline Najam strojne opreme Lakirnice Oprema za autoradionice ww w.sies.si STROJNA OPREMA ZA INDUSTRIJU SIES d.o.o., Ulica Lavžnik 19 5290 Šempeter pri Gorici Slovenija Tel: +386 59 375 150 E-mail: info@sies.si
Mala škola podmazivanja
Hidraulička ulja sa cinkom ili bez –prednosti i nedostaci ››
 Dr. Milan Kambič
Dr. Milan Kambič
Do sada smo u rubrici Mala škola podmazivanja upoznali različite sistematizacije maziva, osnovne parametri, kao što su viskoznost kod ulja i penetracija kod masti, kontaminaciju i stupnjeve čistoće te nekoliko pojmova povezanih s filtriranjem. U nastavku ćemo obraditi različita pitanja, koja si često postavljaju korisnici maziva. Ovog puta ćemo govoriti o prednostima i nedostacima hidrauličkih ulja sa cinkom ili bez sadržaja cinka.
Aditivi u hidrauličkim uljima
Cink je bio desetljećima ključni sastavni dio aditiva u hidrauličkim uljima. Prije svega se primjenjuje kao dodatak protiv trošenja i kao antioksidant. Ti aditivi na bazi cinka se uz primjenu postupno troše. Međutim cink nije dodan samo kao metal koji obavlja svoju ulogu, već dolazi do kemijskih reakcija između cinkovih oksida i organske tiofosforne kiseline, koji stvaraju učinkoviti rezultat, poznat kao cink dialkil ditiofosfat (ZDDP) [1].

Prednosti hidrauličkih ulja na bazi cinka
Hidraulička ulja na bazi cinka su široko primjenjiva radi brojnih ra zloga. U režimu graničnog podmazivanja se na opterećenoj površini
strojnog dijela, kao posljedica reakcije aditiva s njom, stvara tanki sloj, koji sprječava prekomjerno trenje i trošenje. Samo ulje je dovolj no samo pri malim opterećenjima. Aditivi protiv trošenja su najučin kovitiji pri umjerenim do velikim opterećenjima, dok su aditivi za ek stremni pritisak (EP) najučinkovitiji pri vrlo velikim opterećenjima. Primjer dvaju hidrauličkih ulja na bazi cinka prikazuje slika 1. ZDDP (kao i drugi spojevi aditiva) primjenjuju fenolne i aminske spojeve, koji neutraliziraju slobodne radikale i sprječavaju oksida cijske reakcije. To sprječava koroziju dijelova radi štetnih kiselih nus-produkata i promjenu svojstava podmazivanja baznog ulja. Strukturu cink dialkil ditiofosfata prikazuje slika 2. Druga skrivena prednost ZDDP je, da ima sposobnost obavljanja više ključnih zadataka istodobno. Bez ZDDP je potrebno primijeniti više aditiva i obično pri višim koncentracijama, što je povezano s višim troškovima.
Nedostaci hidrauličkih ulja na bazi cinka
Nedostaci aditiva na bazi cinka uključuju njihovo korozivnost na određene metale i negativni utjecaj na okoliš. Ulja s previsokim sadržajem cinka mogu uzrokovati koroziju obojenih metala. Neki elementi hidrauličkih sustava radi tog razloga zahtijevaju primjenu hidrauličkih ulja bez cinka. Dodatni nedostatak tih aditiva je, da
Rujan • 44 (3/2018) • Godina 1296 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
Dr. Milan Kambič, univ. dipl. inž. str. • direktor tehničke službe, Olma d.o.o.
››
Danas uglavnom primjenjujemo hidraulička ulja sa sadržajem cinka. Neka pak ne sadrže cink, stoga se možemo pitati, koji su razlozi za to.
» Slika 1: Primjeri ulja na bazi cinka
2: Struktura monomernog cink dialkil ditiofosfata
nisu biološki brzo razgradivi, a pored toga su toksični za vodene organizme [1, 2]. Razni ZDDP spojevi se isto tako razlikuju obzirom na njihovu sklonost hidrolizi i toplinskoj razgradnji. U brojnim slu čajevima je primjena hidrauličkih ulja, koja ne sadrže cink, potrebna u obradnim strojevima, gdje može doći do kontaminacije hidraulič kog ulja s tekućinom za obradu metala.
Jeste li znali?
Kako će biti u bliskoj budućnosti?

Moramo uzeti u obzir, da su se hidraulička ulja na bazi cinka u prošlosti pokazala dobrima pa se može očekivati da će se pokazati dobrima i u budućnosti. Ukoliko dakle ne postoji niti jedan bitan razlog za primjenu ulja bez cinka, kao što je primjerice materijal hidrauličkih elemenata ili ekološki čimbenik, postoji snažan argu ment za primjenu aditiva na bazi cinka, kao što je ZDDP. Prednosti obično prevladavaju rizike.

Izvori:
[1] Advantages of zinc-free hydraulic oils. Dostopno na WWW: https:// www.machinerylubrication.com/Read/30048/zinc-hydraulic-oils [25. 7. 2018]



[2] Zinc dialkyl dithiophosphate lubricant additives. Dostopno na WWW: https://www.lubrizol.com/Sustainability/HSES/Product-Stewardship/ Zinc-Dialkyl-Dithiophosphate-Lubricant-Additives [25. 7. 2018]



Rujan • 44 (3/2018) • Godina 12 97 ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
» Slika
› www.olma.si
Već dugo godina, pa i danas najčešće primjenjujemo hi draulička ulja s aditivima na bazi cinka. Dobra svojstva cink dialkil ditiofosfata obično prevladaju loša. Aditivi na bazi cink dialkil ditiofosfata (ZDDP) djeluju protiv trošenja i protiv oksidacije. Nedostaci aditiva na bazi cinka uključuju njihovo koroziv nost na određene metale i negativan utjecaj na okoliš. AdBlue® zaštic ´ ena robna marka VDA Olma je A i E certificirani partner VDA VDA certificirana proizvodnja, kontrola, distribucija www.VDA.de AdBlue® zaštic ´ ena robna marka VDA Olma je A i E certificirani partner VDA VDA certificirana proizvodnja, kontrola, distribucija www.VDA.de VDA certifikat certificirani A partner VDA certificirana proizvodnja VDA certificirani laboratorij VDA certificirana distribucija Olma d.o.o., Poljska pot 2, 1000 Ljubljana tel.: +386 1 58 73 600, faks: +386 1 54 63 200 e-pošta: komerciala@olma.si, www.olma.si VDA certificirana kvaliteta proizvodnje i distribucije AdBlue osigurava jamstvo SCR katalizatora.
Iskustva industrije 4.0 – uživo iz tvornice Klingelnberg u Ettlingenu
Od 18. do 19. travnja 2018. su međunarodnim stručnjacima iz automobil ske industrije bili predstavljeni sustavi dobavljača industrijsko-specijalizira nih rješenja u tvornici Klingelnberg’s Ettlingen Oberweier. U duhu tematike događaja »Visoko proizvodno brušenje tihih zupčanika s Klingelnbergovim industrijskim 4.0 rješenjima«, glavna atrakcija događaja bilo je predstavlja nje stroja za brušenje Speed Viper2 s dvostrukim vretenom, koji je namije njen brušenju cilindričnih zupčanika.

Uz taj stroj, predstavili su i liniju strojeva Höfler za izradu cilindričnih zupčanika, liniju Oerlikon za izradu zupčanika za kutni prijenos, precizne mjerne centre proizvođača Klingelnberg te inovativne proizvodne koncepte, kao što su Smart Tooling i Closed Loop.
Pobjednik, odnosno dobitnik nagrade iF-Design je stroj za bru šenje Speed Viper za cilindrične zupčanike proizvođača Klingeln berg, koji je bio razvijen sa ciljem postizanja visoke produktivnosti. Široj javnosti je inovativni koncept tog stroja predstavljen još na EMO 2017 u Hannoveru, Njemačka. Proizvođač je iskoristio tu dvodnevnu radionicu za predstavljanje sljedećih inovacija i razvoja svojim kupcima, s fokusom na samu primjenu u stvarnim aplika cijama. Dvovretena brusilica Speed Viper2 je namjenski načinjena za osiguravanje produktivnosti i visokih zahtjeva automobilske industrije i njihovih dobavljača. Dok strojevi s jednim vretenom nude veliku svestranost i kratka pripremna vremena, dvovreteni strojevi su načinjeni za velikoserijske obrade i minimalna vremena u ciklusu obrade. U brojnim prezentacijama na samom događaju, 100 stručnjaka za zupčanike iz Europe, Azije i SAD je imalo prilike tijekom dvodnevnog događaja kreirati njihov proces brušenja na jedno- ili dvovretenim strojevima za brušenje: Speed Viper 300, Speed Viper 180 i Speed Viper2 80.
Izrada cilindričnih zupčanika u konceptu industrije 4.0
Inovativna proizvodna filozofija, koju nalazimo u strojevima Speed Viper, postavlja čvrste temelje za izradu tihih zupčanika u proizvodnom okruženju industrije 4.0. To je moguće radi suradnje stroja Speed Viper s preciznim mjernim centrima Klingelnberg u potpuno-automatskom načinu rada i radi korekcija u zatvorenom krugu (Closed Loop). Stručnjaci tvrtke Klingelnberg su tehno logiju predstavili s primjenom P 40 preciznog mjernog centra. Pored toga Smart Tooling, sustav za digitalno upravljanje alatima proizvođača Klingelnberg, osigurava iznimnu kontrolu kvalitete kroz čitav proces, jer omogućuje kontrolu odnosno pregled alata u svakom trenutku, što je još jedna važna komponenta koncepta industrije 4.0.
Veća svestranost unutar tvornice
Na prezentacijskom području tvornice Ettingen, sudionici radi onice su mogli vidjeti, kolika poboljšanja u iskoristivosti možemo postići radi primjene suvremene opreme pri izradu zupčanika. Kao primjer su pored široko poznatih i uvriježenih metoda izrade zupčanika za kutni prijenos prikazali stroj Oerlikon C 30, koji je namijenjen izradi zupčanika za kutni prijenos, iako ga se može pri mjenjivati za izradu cilindričnih zupčanika. Obradni stroj Höfler TM 65 isto tako kao i prethodni, zasjenjuje sve takmace, kada je riječ o svestranosti i mogućnosti izrade bilo kakvog tijela zupčani ka iz šipke, u jednom zatvorenom obradnom procesu.
Zanimljivi razgovori u opuštenoj atmosferi
U brojnim razgovorima su posjetitelji razmjenjivali svoje misli i stavove, koje su dobili na tom događaju i svim prezentacijama uživo. Neki sudionici su iskoristili događaj i za predstavljanje brojnih problema s kojima se susreću stručnjacima za zupčanike tvrtke Klingelnberg, i tako su zajedno došli do praktičnih naputa ka, zaključaka te primjenjivih rješenja.
Rujan • 44 (3/2018) • Godina 1298 ALATNIČARSTVO I STROJOGRADNJA
www.klingelnberg.com www.hofler.com
Redundancija, koja brine o visokoj raspoloživosti kontrolera
Siemens je dopunio seriju kontrolera Simatic S7-1500 s redun dancijskim procesorima. Modeli CPU1513R i CPU1515R su primjereni za male i srednje velike projekte te će biti na raspola ganju krajem ove godine.







Njihova odlika je redundancijska konstrukcija – u slučaju da jedan procesor otkaže, njegov rad i kontrolu nad radnim proce som automatski preuzima rezervni procesor. S time se sprječava gubitak podataka, a radni proces je može neometano nastaviti. Na te kontrolere se mogu povezati različiti vanjski uređaji i uspostaviti komunikacija s njima. Ukoliko uređaji podržavaju redundancijski standard Profinet S2 (npr. ET 200SP), komunikacija između njih se ne prekida. Za izvođenje programa i sinkronizaciju podataka, i dalje brine TIA Portal, a korisnik pri otkazivanju procesora ne mora ništa raditi, jer se preklapanje na rezervni procesor izvodi automatski. Model CPU1517H premašuje ta svojstva, učinkovitiji je i namijenjen zahtjevnijim aplikacijama, jer primjenjuje namjen ski sinkronizacijski modul, koji omogućuje još brži i glađi preklop. Siemens u sljedećim razvojnim koracima već planira podršku za redundancijske mreže Profinet.

p u t d o

a m e t n e T v o r n i c e
Get conne c te d!




Upotrebljavajući TruConnect, možete









proces koji omogućuje



dobijate više iz proizvodnog procesa.
u proizvodnji.
Rujan • 44 (3/2018) • Godina 12 ALATNIČARSTVO I STROJOGRADNJA
www.siemens.com
stvarati Vašu Pametnu Tvor nicu korak po korak S našim modular nim rješenjima dobit ćete transparentni i konti nuirani
protok informacija
Zbog snage digitalne povezanosti, preuzimate potpunu kontrolu: Vidite više, znate više i
www trumpf.com/s/smart factory P r v i ko rak je je d n o s t avan ve ć dana s na s m ože te ko nt ak tira ti i z a traži ti ko nzul t a cije: tru co nn e c t co n sul tin g @ d e tru m p f co m · v je ran d o b ravc @ hr tru m p f co m Va š
P
50 godina alatnih strojeva HURCO – 50 godina inovacija
Kratko trajanje izrade i izvanredna preciznost u svim koracima obrade značajke su svih alatnih strojeva HURCO. S inovativnim računalnim upra vljačkim sustavom započela je 1968. godine priča o uspjehu tvrtke HURCO u američkoj saveznoj državi Indiani.
Najbrži put do gotovog izratka
Gerald Roch, prodajni predstavnik tvrtke Humston Companies, proizvođača obradnih strojeva, primijetio je da proizvođači pojedi načnih dijelova i malih serija u obradi metala teško mogu poslovati s dobitkom uz ručno podešavanje i kontrolu proizvodnje. Stoga se taj inženjer dosjetio da opremi strojeve za savijanje lima automat skim upravljačkim sustavom. Ono što danas izgleda kao razu mljivo samo po sebi, tada je bilo potpuno novo. Računala su se na početku upotrebljavala samo u javnim institucijama, a osim toga bila su velika i skupa. No, Gerald Roch i njegov poslovni partner Edward Humston vjerovali su u svoju viziju, te su 1968. godine osnovali tvrtku HURCO Companies Inc. (HU od Humston, R od Roch i CO od Company).
Prvi automatski upravljački sustav za strojeve za savijanje lima zvao se „Autobend”. Već 1969. HURCO je započeo s prodajom upravljačke jedinice, a 21 privatni vlasnik udjela osigurao je potreban početni kapital. Međutim, ta inovativna komponenta tek je 1979. godine doživjela svoj gospodarski proboj. Gerald Roch neprestano je radio na poboljšanju Autobenda. Tada je CNC upravljač dvama vratilima osi omogućio istodobno programiranje željenog kuta savijanja i duljine obratka. Autobend je istodobno opremljen i inovativnom pomoći za instalaciju koja je omogućila korisnicima da sami instaliraju program. Tako je korisnik stroja ponovno zadobio kontrolu nad postupkom proizvodnje.


HURCO je predvodnik u tehnologiji već 50 godina
HURCO dosljedno prati osnivačku ideju Geralda Rocha: po većanje isplativosti rada prema narudžbi – osobito pojedinačnih dijelova i malih serija – skraćivanjem trajanja pripreme i progra miranja. Već 1974. godine predvodnik u tehnologiji stavio je na tržište prvu glodalicu kojom upravlja CNC. Ona se razvija u glavni proizvod u portfelju poduzeća. Dvije godine kasnije, 1976., HUR CO predstavlja prvu verziju dijaloškog programiranja. „Conversa tional programming” („programiranje kroz razgovor”) smatra se odlučujućim korakom za daljnji razvoj ove tehnologije u cijelom svijetu. Već 1979. godine tvrtka ostvaruje više od 30 posto svojih prihoda izvan SAD-a. Uz proizvodnju upravljačkih elemenata pridodaje se sve više vlastitih strojeva. HURCO 1986. predstavlja prvi CNC stroj s tri osi, a 2003. svoj prvi portal za obradu s pet osi. Putem kupnji poduzeća i poslovne suradnje prisutnost poduzeća HURCO na tržištu raste i u Europi. Njemačka kao industrijska država dobiva ključnu funkciju: Od 1988. godine nadalje HURCO GmbH Deutschland u Plieningu kod Münchena upravlja proda jom i službom za korisnike u cijeloj Europi. Od samog početka HURCO neprestano ulaže ne samo u nove proizvode, već prije svega u daljnji razvoj postojećih. Poduzeće zapošljava velik tim inženjera, mehaničara i IT stručnjaka. Od 1984. godine dvostruki zaslon Ultimax dodatno je pojednostav nio korake programiranja, a na tržište zatim izlaze upravljački sustavi, 1997. godine VMax, 2000. WinMax Desktop i 2006. softver WinMax. „CNC strojevi u ponudi poduzeća HURCO neprestano
Rujan • 44 (3/2018) • Godina 12100 ALATNIČARSTVO I STROJOGRADNJA
» Gerald Roch (lijevo) i Edward Humston
» CNC stroj s dvije osovine „HURCO-Compucat”, koji je 1973. izumio osnivač tvrtke Gerald Roch
se prilagođavaju promjenama u potrebama kupaca. Izratci postaju složeniji i zahtjevniji. Nove zahtjeve kombiniramo s mogućnosti ma našeg upravljačkog sustava CNC-a”, objašnjava Michael Auer, izvršni direktor poduzeća HURCO Deutschland. „Naši su procesi optimirani, što omogućuje brzu provedbu.”
» Preteča sadašnjeg upravljačkog sustava WinMax: Autobend IV iz 1977. bio je druga generacija upravljač kog sustava CNC strojeva HURCO







» Tehničar u radu na primjeni HURCO stroja, na sadašnjem 5-osnom obradnom centru VMX 30 Ui s integriranim rotirajućim zakretnim stolom –prikladnim za obradu srednje velikih komada
Kupci biraju HURCO za veću produktivnost
Na pitanje „Što vam se sviđa kod poduzeća HURCO?”, 65 % ispitanika odgovorilo je da su im na prvom mjestu mogućnosti upravljanja. „Čak i radnici bez osobitog znanja o programiranju mogu se brzo obučiti. Nakon najviše dva dana osposobe se novi korisnici strojeva HURCO”, objašnjava Michael Auer. I to je dio

uspješnosti tvrtke HURCO: Sveobuhvatna ponuda osposobljava nja i servisni program omogućuju partnerski odnos. Na taj način HURCO doznaje mnogo o posebnim zahtjevima kupaca i trenu tačnim trendovima.
„Never accept the status quo”, nikad ne prihvaćaj postojeće stanje, moto je Geralda Rocha. Samo njegov izumiteljski duh zaslužan je za preko 60 patenata koje je prijavila tvrtka. Za sebe suosnivač tvrtke HURCO kaže da www.hurco.de www.kactrade.com
Optimirajte

Rujan • 44 (3/2018) • Godina 12 101 ALATNIČARSTVO I STROJOGRADNJA
produktivnost i dobit... ...s radijskim mjernim glavama Renishaw Za više informacija posjetite www.renishaw.com/mtp Tehnologija radijskog prijenosa signala u proširenom spektru s frekvencijskim skakanjem (FHSS) omogućuje upotrebu mjer nih glava i sustava za podešavanje alata Renishaw za najrazličitije primjene na alatnim strojevima, uključujući podešavanje alata i dijela, mjerenje tijekom procesa i verifikaciju na stroju U kombinaciji s najnovijim odašiljačem/prijemnikom RMI-Q na jednom se stroju bez problema mogu upotrebljavati do četiri različite mjer ne glave Renishaw i tako povećati produktivnost, dobit i povjerenje u proizvodnju. RMP40, RLP40 i RMP40M RMP60, RMP600 i RMP60M RTS Zastupnik za proizvode Renishaw u Sloveniji, Hr vatskoj, Bosni i Hercegovini, Srbiji, Cr noj Gori i Makedoniji: RLS d.o.o., Poslovna cona Žeje pri Komendi, Pod vrbami 2, SI-1218 Komenda, Slovenija T +386 1 5272 100 F +386 1 5272 129 E mail@rls.si www.rls.si ® A associate company
››
Visokobrzinske kamere za testiranje ponašanja materijala pri sudarima
Kada u svemiru nešto krene naopako, posljedice mogu biti tragične. Američka svemirska agencija NASA izvodi testiranja sa ciljem razumijevanja nesreća iz prošlosti i sprječavanja novih. Jedan od alata razvijenih u tu svrhu se, između ostalih, primjenjuje i pri osiguravanju sigurnosti automobila i zrakoplova te za brojne druge aplikacije.
Na raketi Columbia je 1. veljače 2003. godine svega nekoliko mi nuta prije slijetanja došlo do katastrofalnog kvara, koji je uzrokova tragičnu nesreću, kada se raketa raspala u zraku. Uzrok kvara se dogodio 17 dana prije tijekom lansiranja, kada je otpali komad pjene udario u rub krila. NASA je nekoliko mjeseci istraživala nesreću, kako bi utvrdili, što se dogodilo. Matthew Melis, stručnjak za balistiku iz Glennovog istraživačkog centra, koji je sudjelovao u istrazi, pojašnjava da se uzrok za nesreću može pojasniti osnovnim načelom fizike, gdje nije važno samo, kolika je masa čestice pri sudaru, već i njegova brzina.
Melis pojašnjava, kako je pjena bila vrlo lagana, dok je rub krila, načinjen od kompozita ojačanog ugljičnim vlaknima, iznimno čvrst, međutim kinetička energija pjene bila je dovoljno velika, da je uzrokovala oštećenja na sustavu za toplinsku zaštitu rakete. Zajedno s drugim istražiteljima, u laboratoriju su simulirali uvjete pri sudari i detaljno proučili događaj, uključujući mjerenje udarca pjene u rub krila primjenom stereo fotogrametrije. Ta tehnika primjenjuje dvije sinkronizirane kamere, koje snimaju sudar pod različitim kutovima te programsku opremu, koja analizira, kako
se materijal deformira tijekom događaja. Te pomake materijala se preslika u naprezanja i deformacije.


To je vrlo slično kao i gledanje s dva oka pozicije predmeta u trodimenzijskom prostoru, pojašnjava John Tyson, predsjednik tvrtke, koja je izradila sustav stereo fotogrametrije, koju primjenju ju u NASA-i. S dvije kamere moguće je točno izmjeriti, približava li se predmet ili udaljava te se može ocijeniti prijeđena udaljenost.
Tim istražitelja kod nesreće Columbie nije samo prikazao što se dogodilo na ojačanom rubu krila od karbonskog kompozita pri udaru pjene, već je predvidio što bi se dogodilo u slučaju, da su raketu pogodile i ostale čestice. Zajedno s timom za ocjenjivanje udara čestica u Johnsonovom svemirskom centru su sastavili popis različitih materijala od pjene i leda do veziva keramičkih pločica, koji bi mogli otpasti s rakete, te procijenili, kakve bi bile posljedice pri udaru u raketu.
Primjenom stereo fotogrametrije, računalnih modela i drugih alata, provjerili su, koji udarci mogu uzrokovati kritično oštećenje, te dali prijedlog promjena na strukturi rakete, kako bi smanjili rizike. Ukoliko su rezultati istraživanja pokazali, da je određeni dio pjene prevelik, smanjili su ga ili čak uklonili, pojašnjava Melis. U jednom slučaju su morali povećati debljinu dvaju prozora za osmi nu inča, kako bi osigurali da ih udarac komada pjene ne ošteti.
Nakon dvije godine testiranja i analiza, u NASA-i su bili dovoljno uvjereni, da mogu ponovo uspostaviti sigurna lansiranja raketa.
Prijenos tehnologije
Godine 2003., kada je počela istraga nesreće rakete Columbia, stereo fotogrametrija nije bila nova tehnika, jer su je u NASA-i već primjenjivali za brojne svrhe, iako tada raspoloživa tehnologija nije bila primjerena za balistička istraživanja.


Programska oprema za fotogrametriju ARAMIS, koju su primje njivali u NASA-i, mogla je analizirati video snimke s približno 15 slika u sekundi, što je relativno brzo, međutim za istragu nesreće Columbie, morali bi analizirati snimak s 30.000 slika u sekundi, što je potrebno za takve balističke događaje.
»
Za istragu stravične nesreće rakete Columbia, 2003. godine i za bolje razumijevanje, kako spriječiti takve nesreće u budućnosti, tim u Glennovom istraživačkom centru primijenio je visokobrzinske kamere i programsku opremu za stereo fotogrametriju pri analizi sudara. Sustav primijenjen 2004. godine bio je namjenski razvijen za potrebe NASA-ine istrage.
Melis pojašnjava, da su za postizanje dovoljno velikog broja slika u sekundi morali riješiti dva problema, odnosno trebali su tehniku za kalibraciju i sinkronizaciju visokobrzinskih kamera te učinkovit način prijenosa slika iz visokobrzinskih kamera u programsku opremu za provedbu proračuna. Kamere obično pohranjuju snim ke izravno na računalo, dok visokobrzinske kamere pohranjuju
Rujan • 44 (3/2018) • Godina 12102 ALATNIČARSTVO I STROJOGRADNJA
snimke na ugrađeni memorijski modul. Melis je kontaktirao tvrtku Trilion Quality Systems iz Philadelphiem, koja je jedini distributer u SAD za njemački sustav ARAMIS, te ih pitao, što mogu načiniti glede zahtjeva za obradom snimaka s velikim brojem slika u se kundi. Vrijeme je bilo vrlo ograničeno, jer je NASA željela analizu događaja, kako bi načinila potrebne promjene i ponovo uspostavila sigurna lansiranja raketa.



U tvrtki Trilion su se odmah uhvatili posla i utvrdili, da je po trebno ukloniti čitav niz manjih poteškoća, sjeća se Tyson. Između ostalog su se dogovorili s proizvođačem visokobrzinskih kamera, da prilagodi programsku opremu obzirom na zahtjeve njihove opreme.
Za odgovarajuće djelovanje programske opreme, potrošili su dva mjeseca, uključujući razvoj privremene programske opreme te fina podešavanja konačne verzije, pojašnjava Tyson. Od tada nadalje, u tvrtki Trilion poboljšavaju i nadograđuju sustav za visokobrzinsko snimanje, zajedno s proizvođačem programske opreme za kamere i tvrtkom, koja je razvila program ARAMIS, tako da obje kompo nente djeluju usklađeno. Visokobrzinski sustav ARAMIS predsta vlja 20 posto posla tvrtke Trilion, a sve je počelo kroz suradnju s NASA-om pri analizi nesreće rakete Columbia.
Koristi nove tehnologije
Jedno od najvažnijih područja primjene visokobrzinske stereo fotogrametrije, odnosno visokobrzinske digitalne korelacije slika, kako sustav zovu u tvrtki Trilion, područje je ispitivanja materijala. Tyson pojednostavljeno pojašnjava, da se na svim industrijskim



» Tvrtka Trilion Quality Systems je sudjelovala s Glennovim centrom na preradi postojeće programske opreme za stereo fotogrametriju za primjenu s visokobrzinskim kamerama. Sada tvrtka prodaje razvijeni sustav za analizu naprezanja i deformacija materijala na različitim područjima od analize implantata koljena do trkaće obuće te za niz drugih aplikacija.

područjima pri ispitivanju materijala ispitno tijelo rasteže i proma tra, kako se deformira i na kraju lomi.






Za točna mjerenja se pri rasteznom pokusu obično primjenjuju mjerni listići ili drugi senzori na površini ispitnog tijela. Takvi senzori mogu dati samo diskretna mjerenja na konačnom broju točaka. Rezultati mjerenja se unose u programsku opremu, koja eksploatira događanje tijekom ispitivanja na čitavo ispitno tijelo. Kvaliteta rezultata je u tom slučaju ovisna o računalnom modelu primijenjenom za analizu, pri čemu može doći do odstupanja od stvarnog stanja, ukoliko senzori nisu postavljeni na odgovara

ALATNIČARSTVO I STROJOGRADNJA
jućem mjestu. U slučaju stereo fotogrametrije, programska oprema može snimati podatke sa čitave površine ispitnog tijela odjednom. Umjesto da se promatra jedna točka na ispitnom tijelu, snima se 10.000 točaka, što omogućuje bitno bolje razumijevanje stvarnog događanja na ispitnom tijelu, pojašnjava Tyson.
S takvim mjerenjima se može provjeriti računalni model, primije njen kod mjerenja s fizičkim senzorima ili u ga u cijelosti nadomjesti.
S boljim razumijevanjem ponašanja materijala, proizvođači mogu poboljšati učinkovitost i povećati sigurnost komponenata. Kao primjer, Tyson navodi kako su nekad automobili bili načinjeni od čelika, dok je sada automobil sastavljen od 50 različitih materijala, od kojih svaki obavlja različitu funkciju. Tako se bitno povećava sigurnost automobila samo s primjenom različitih materijala.

Tvrtka Trilion prodaje svoju opremu različitim industrijskim korisnicima od proizvođača automobila i ortopedskih implantata, do dobavljača vojničke opreme.
Kada su u Adidasu željeli razviti novu visokoučinkovitu trkaću obuću, primijenili su visokobrzinski sustav ARAMIS za analizu, kako kod olimpijskih maratonaca stopalo udara na tlo pri punoj brzini, kada su bosi i kada su obuveni. Jedan od zaključaka tih ispitivanja je bio, da obična obuća tijekom trčanja ograničava gibanje noge na peri i pri Ahilovoj tetivi, pojašnjava Tyson. Na temelju tih zaključaka, načinili su trkaću obuću s otvorom u obliku slova »v« na stražnjem dijelu, tako da se tetiva može slobodno pomicati tijekom trčanja.
Proizvođač obuće je testirao i različite materijale, kako bi izabrao najprimjereniji, koji bi omogućavao, da se peta pri dodiru s tlom može raširiti. Proučavali su u stvari oblik noge i na temelju toga oblikovali obuću, koja bi bila odgovarajuća za gibanje atlete tije kom trčanja.
Nakon loma krila tijekom simulacije letenja pri 120-postotnom op terećenju, u tvrtki Boeing su primijenili Trilionov sustav za potvrdu nosivosti konstrukcije na njihovom novom modelu Dreamliner 787. U tvrtki Ford su sustav primijenili za ispitivanje materijala za njihov model F-150, kada su željeli čelik zamijeniti s aluminijem u cilju snižavanja troškova proizvodnje i povećanja učinkovitosti potrošnje
» U Fordu su primijenili Trilionov sustav za testiranje udaraca, kada su željeli na poluteretnjaku F-150 zamijeniti čelik s aluminijem. Lakši materijal je doprinio uštedi pri izradi i potrošnji goriva, dok su se u Fordu željeli uvjeriti, da se neće smanjiti čvrstoća odnosno sigurnost vozila.
goriva radi lakše konstrukcije vozila. U Fordu su htjeli osigurati, da zamjena materijala neće ugrožavati čvrstoću njihovog poluteretnjaka. Pored osiguravanja detaljnih i točnih mjerenja po čitavoj površini, primjena visokobrzinskog sustava ARAMIS je ujedno i jeftinija, tvrdi Tyson. Mjerni listić košta 1.500 dolara, što je bitno manje od 100.000 dolara, kolika je početna investicija u sustav ARAMIS, uključujući programsku opremu, kamere i postavljanje. No pokazalo se da su troškovi s vremenom sve manji, na račun troškova rada pri obavljanju mjerenja te troškova senzora. Sudeći prema Boeing-ovim ocjenama, primjena sustava je 10 puta jeftinija u usporedbi s nabavom i izmjenom senzora, te uz činjenicu, da sustav zahtijeva polovinu manje posla.
Ponekad je teško uvjeriti nove korisnike, da dvije kamere mogu mjeriti male pomake jednako točno kao i senzori, kaže Tyson, međutim pri tome uvelike pomaže referenca s NASA-om. Nema sumnje, da su s pomoću tog sustava pomogli ponovnom usposta vljanju lansiranja raketa.
www.gom.com www.topomatika.hr
»
Nove Walter Cut MX obradne pločice geometrije A60/AG60

S geometrijama A60 i AG60 za manje i srednje uspone navoja, tvrtka Walter AG zaokružuje svoj MX program ureznih pločica. Isto kao i postojeće MX geometrije (CF5 i GD8 za sve operacije urezivanja i odrezivanja, RF5 za urezivanje i kopirno glodanje), i pločice A60/AG60 su opremljene sa četiri rezne oštrice. Geome trije za izradu 60° – djelomični profil – vanjskog navoja u širokom usponu navoja (0,5-3,0 mm) primjerene su prije svega za operacije tokarenja navoja na vrlo malom prostoru, primjerice u blizini po moćnog vretena ili blizu prijelaza s manjeg na veći promjer. Tome možemo dodati i opće sustavne prednosti, kao primjerice ekono mičnost ili univerzalnu primjenu svih pločica na istom osnovnom držalu – i lijevo i desno.
primjena i iznimna ekonomičnost govore
Slika: Walter AG
Sustav MX, koji je primjeren za sve materijale, omogućuje širinu zareza od 0,8 do 3,25 mm i dubinu zareza do 6 mm. Posebnost oblika je sjedište pločice: sa samo-centrirnim, tangencijalnim stezanjem pločica se pri pritezanju vijaka pritisne na točku nalije ganja. Posebni zatik osigurava veću točnost i sprječava pogrešnu montažu. Rezultat je visoka stabilnost dimenzija i ponovljivost. Visokoj stabilnosti sustava MX dodatno doprinosi činjenica, da se površina nalijeganja pločica pri izradi reznog dijela pločice ne bru si, a istodobno čitava debljina pločice ostaje jednaka. Tvrtka Walter nudi posebne oblike unutar standardnog programa pri količinama iznad 10 komada. Isporuka je moguća u roku četiri tjedna preko Walter Xpress Service.
Rujan • 44 (3/2018) • Godina 12104 ALATNIČARSTVO I STROJOGRADNJA
Procesno sigurno tokarenje navoja, i kada smo ograničeni s prostorom
www.walter-tools.com
Opis: visoka postojanost,
kvaliteta površine i sigurnost procesa:
radi geometrija A60/AG60 na
raspolaganju
je
široka paleta ureznih pločica,
a jednostavna
u
korist
MX
sustava.
|
 Dr žači alata
Dr žači alata
za
alatne strojeve
Podborsk a 1b | 43500 Daruvar | +385 43 675 850 | ww w.sab.hr
››

Korisničko sučelje na stroju poboljšava produktivnost pri proizvodnji kućišta za alate
Tržište kućišta za alate za injekcijsko prešanje plastike se mijenja. Proizvođači plastičnih dijelova proizvode sve veći broj različitih proizvoda u malim serijama, različitih veličina, oblika i kvalitete površina – a za svaki od njih potrebno je kućište za alat izrađeno po mjeri.
Kao vodeći proizvođač u segmentu proizvodnje preciznih kućišta za alate, tvrtka GM Enterprise trebala je povećati kapacitete proizvodnje, kako bi udovoljila sve većoj potražnji kupaca. Trebala je povećati kapacitete i smanjiti vrijeme isporuke, ali pritom izbjeći ljudske pogreške.
Kako bi postigla svoje ciljeve i lakše iskoristila nove tržišne mogućnosti, tvrtka GM Enterprise nabavila je grafičko korisničko sučelje na stroju i mjerne glave za podešavanje alata s radijskim prijenosom tvrtke Renishaw za svoj novi CNC alatni stroj.
Za postizanje visoke razine preciznosti koja je nužna za projektiranje i proizvodnju kućišta za alate po mjeri, tvrtka GM Enterprise već desetljećima upotrebljava mjerne glave za alatne strojeve tvrtke Renishaw, kako bi osigurala točnost svojih CNC obradnih centara.
Tvrtka u pogonu ima šest CNC strojeva opremljenih brojnim različitim mjernim glavama za alatne strojeve tvrtke Renishaw, uključujući mjernu glavu MP10 s infracrvenim prijenosom signala, ožičene glave za podešavanje alata TS27R i mjerne glave na vretenu s radijskim prijenosom RMP60.
Upotreba tih mjernih glava već je tvrtki GM Enterprise omogućila izbjegavanje do četiri pogreške u podešavanju ili mjerenju tjedno, čime se značajno smanjio broj otpadnih proizvoda i povećala produktivnost.

Uljevna
Pozadina priče
Osnovana 1982. godine, tvrtka GM Enterprise smatra se tajvanskim vodećim proizvođačem kućišta za alate, iznimno složenih višedjelnih sklopova koji su od ključne važnosti u postupku injekcijskog prešanja plastike. GM Enterprise trenutačno drži 60 % lokalnog tržišta u svojoj djelatnosti, a među važnim izvoznim kupcima su tvrtke, kao što su Mabuchi Motor, Futaba i YKK iz Japana te SHL tooling iz Hong Konga.
Zbog dopuštenih proizvodnih tolerancija unutar ±5 µm i sve složenijih kućišta za alate za čiju je izradu potrebno do tri dana, konstantni cilj tvrtke su smanjenje stope otpadnih proizvoda i povećanje kapaciteta proizvodnje.
Rujan • 44 (3/2018) • Godina 12106 ALATNIČARSTVO I STROJOGRADNJA
» Komponente klasičnog kućišta za alat
Potiskivalo
Izbacivalo
Uljevni tuljac
Prsten za centriranje
ploča Pokretni dio kalupa Stezna ploča Izbacivačka ploča
Sa svojom snažnom filozofijom nulte stope pogreški, tvrtka GM Enterprise zadobila je zavidan ugled utemeljen na kvaliteti i preciznosti, kako u konkurentnom domaćem okruženju, tako i na prekooceanskim tržištima u razvoju. Što je to kućište za alat?
Na ubrizgavalici za injekcijsko prešanje plastike, kućište se upotrebljava za sigurno pričvršćivanje dvodijelnog kalupa (uljevni i izbacivački dio) te igra ključnu ulogu u slijedu operacija zatvaranja, ubrizgavanja i izbacivanja otpresaka iz kalupa.
Stezna ploča na prednjem dijelu kućišta za alat pridržava uljevnu ploču na mjestu. Tu je i uljevni tuljac kroz koji se ubrizgava rastaljena plastika, a prsten za centriranje jamči savršeno poravnavanje s mlaznicom za ubrizgavanje na ubrizgavalici.
Stražnji (pomični) dio kućišta sastoji se od sustava za izbacivanje proizvoda, koji je s unutarnje strane pričvršćen na pokretni dio kalupa, a s vanjske na steznu ploču. Nakon što jedinica za zatvaranje ubrizgavalice odvoji pokretni i nepokretni dio kalupa, potiskivalo aktivira sustav za izbacivanje potiskujući sada već ohlađeni otpresak iz otvorenog kalupa.
» Mjerna glava na vretenu RMP60 mjeri kućište za alat.
Izazov
Dok velike proizvodne količine i dalje ostaju ključna značajka industrijske grane injekcijskog prešanja plastike, tvrtka GM Enterprise prepoznala je rastući trend potreba za sve raznovrsnijim jedinstvenim kućištima za alate koji se proizvode u puno manjim serijama.


Zbog toga je potražnja za kućištima precizno izrađenim po mjeri rasla iznimno brzo, uz nove izvozne kupce koji su tražili sve kraće vrijeme isporuke te više razine kvalitete.
Suočena s potrebom povećanja proizvodnje, tvrtka je utvrdila da je vrijeme koje je operaterima potrebno za ručno podešavanje predmeta obrade na stroju razlog sve većeg kašnjenja u proizvodnji.
Istodobno, dulje radno vrijeme i sve kraći rokovi za isporuku kućišta izrađenih po mjeri povećali su vjerojatnost ljudske pogreške pri podešavanju ili mjerenju, u kombinaciji s dodatnim troškovima za oštećene mjerne glave i neispravne, otpadne komponente.
Kako bi udovoljila promjenjivoj dinamici tržišta i iskoristila nove poslovne mogućnosti, tvrtka GM Enterprise trebala je brzo povećati kapacitete proizvodnje, a istodobno smanjiti mogućnost ljudske pogreške i povećati produktivnost.
Rješenje
Pri nabavci dva nova CNC stroja za svoju tvornicu u Tajvanu, tvrtka GM Enterprise odlučila je prijeći na grafičko korisničko sučelje (GUI) tvrtke Renishaw za podešavanje alata i dijela te kontrolu i dijagnostiku alatnog stroja.


Kao dobavljač vrhunske reputacije za rješenja za automatizaciju alatnih strojeva, tvrtka Renishaw nudi brojna grafička korisnička sučelja koja su kompatibilna s kontrolerima raznih vodećih proizvođača na tržištu, uključujući Bosch Rexroth, Fanuc, Heidenhain, Mazak, Okuma i Siemens. Dostupne su brojne opcije jezika. U ovom slučaju tvrtka GM Enterprise je s grafičkim korisničkim sučeljem za okomiti portalni obradni centar po prvi puta dobila mogućnost značajnog pojednostavljenja klasičnog procesa programiranja alatnog stroja, a time i mogućnost povećanja produktivnosti.
Pružajući intuitivno, korisnički prilagođeno softversko okruženje, grafičko korisničko sučelje na stroju programirano je da vodi operatere tvrtke GM Enterprise, korak po korak, kroz standardne mjerne operacije, uključujući kalibraciju mjerne glave i predmeta obrade te podešavanje alata i cikluse kontrole mjerne glave.
Uklanjanjem višestrukih zadataka ručnog podešavanja i povećavanjem upotrebljivosti, grafičko korisničko sučelje na stroju značajno je olakšalo postupak i skratilo vrijeme potrebno za klasično programiranje alatnog stroja. A ono što je također važno, uklonilo je potrebu za opsežnom obukom za operatere alatnih strojeva.
Paralelno s odlukom o upotrebi grafičkog korisničkog sučelja na stroju iz tvrtke Renishaw, tvrtka GM Enterprise odlučila je nabaviti bežični sustav za podešavanje alata RTS na novim alatnim strojevima za veću fleksibilnost.
Mjerne glave RTS kao prvi sustavi za podešavanje alata s radijskim prijenosom u tvrtki GM Enterprise omogućile su veću fleksibilnost pri ugradnji i neograničeno pomicanje osi stroja. Mjerne glave omogućavaju detekciju slomljenog alata i brzo mjerenje duljine i promjera alata s razinom ponovljivosti od ±1 µm.
Rezultati
U prvoj godini rada s novim strojevima, tvrtka GM Enterprise povećala je svoju produktivnost za 30 %, što je drastično povećanje koje je generalni direktor g. Shen Ming Pao u osnovi pripisao grafičkom korisničkom sučelju na stroju iz tvrtke Renishaw.
Kazao je sljedeće: „Čim smo započeli s upotrebom grafičkog korisničkog sučelja naši su inženjeri svoje vrijeme ponovno mogli usmjeriti na razvoj programa, a CNC rad alatnog stroja prepustiti operaterima. Omogućen nam je učinkovitiji rad.”
Osim toga, g. Shen objasnio je kako je i samo uvođenje grafičkog korisničkog sučelja donijelo napredak i u konačnici umanjilo određenu razinu zabrinutosti koju su operateri osjećali pri upotrebi mjernih glava za CNC alatne strojeve. A ta zabrinutost samo je rasla uslijed jezičnih razlika među zaposlenicima različitih nacionalnosti.
Pojasnio je sljedeće: „Za malenu tvrtku kao što je naša, trošak mjernih glava za alatni stroj zasigurno je značajan, a mnogi su naši operateri bili zabrinuti oko štete koja se može nanijeti uslijed ljudske pogreške. To je sada stvar prošlosti zahvaljujući intuitivnosti i jednostavnosti upotrebe grafičkog korisničkog sučelja te njegovim sigurnosnim postavkama. Sada su zaposlenici mnogo samouvjereniji i više ne trebaju brinuti.”
Klijenti i zaposlenici s oduševljenjem su prihvatili ulaganje tvrtke GM Enterprise u opremu tvrtke Renishaw i povećani kapacitet proizvodnje koji je to donijelo. Tvrtka sada proizvodi oko 2.500 kućišta za alate svake godine i naručila je još tri CNC alatna stroja, sva tri s grafičkim korisničkim sučeljem i mjernim glavama za podešavanje alata iz tvrtke Renishaw.
Rujan • 44 (3/2018) • Godina 12108 ALATNIČARSTVO I STROJOGRADNJA
www.renishaw.com»
Grafičko korisničko sučelje tvrtke Renishaw na kontroleru Fanuc
»
Operater tvrtke GM Enterprise upotrebljava grafičko korisničko sučelje na stroju iz tvrtke Renishaw.
Alping




partner budućnosti!
MTS jednostuke palete su brzo stegnute i spremne za primjenu. Kompatibilne sa strojim stolovima R50 i rasporedom 63 steznih provrta i T utora.
Integrirane MTS glave u lijevanoj mineralnoj kocki. U kombinaciji s EROWA CleverClamp steznim sustavom - ključni faktor u proizvodnji.
Fleksibilne stezne jedinice. EROWA središnja stezala na MTS paleti.
MTS stezne glave, koje možemo i automatizirati. Tijekom izmjene obradaka, kontaktne površine su automatski



Različita primjena steznih blokova. MTS sustav osigurava stezanje različitih sustava i prihvata. Fleksibilnost bez gubitka vremena.
Od ručne manipulacije, do kompleksne
s
u


kojeg vam EROWA osigura i po narudžbi.
Automatska izmjena paleta u različitim MTS kombinacijama s ITS paletama. Takva kombinacija vam omogu ć uje optimalnu primjenu steznih sustava, obzirom na veličinu obratka.


Rujan • 44 (3/2018) • Godina 12 109 ALATNIČARSTVO I STROJOGRADNJA ALPING d. o. o. • Grosova ulica 40, 4000 Kranj PE • Mirka Vadnova 19, 4000 Kranj T: +386 5 9031 964 • F: +386 5 9031 967 M: +386 31 437 166 • E: info@alping.si • www.alping.si
d.o.o. - Vaš
očiš ć ene.
manipulacije
pomo ć
robota,
››
Spremni za 24-satnu proizvodnju: Automatizirano punjenje HURCO alatnih strojeva
HURCO je na EMO 2018 demonstrirao kako suradnja između alatnog stroja i robota za punjenje osigurava višu učinkovitost proizvodnje. Također je na izložbenom prostoru bila prikazana primjena nove Solid Model Import opcije zajedno s HURCO tokarilicama i obradnim centrima.
HURCO i specijalist za automatizaciju procesa, EROWA, otkrivaju zajedničko rješenje za automatizirano punjenje alatnih strojeva. Ono integrira HURCO CNC obradne centre u EROWA proizvodni sustav s pomoću DNC sučelja. Njegov softver tako preuzima organizacijske zadatke i redoslijede procesa obrade preko spojenog obradnog centra sukladno programu. EROWA Robot Compact 80 izvodi automatsku izmjenu obradaka. Sustav za punjenje je prikladan za rad s dva stroja, a savršeno se harmonizira s HURCO višeosnim obradnim centrima.
Povišenje proizvodnosti zahvaljujući sustavu za punjenje
»Mi surađujemo s proizvođačima različitih automatskih sustava za punjenje«, pojašnjava Michael Auer, glavni direktor HURCO Germany. »Stoga smo u mogućnosti udovoljiti različitim zahtjevima kupaca i razviti održivu metodu za povišenje proizvodnosti za naše kupce.« Automatsko punjenje osigurava, primjerice, povećanje kapaciteta u pojedinačnoj ili maloserijskoj proizvodnji, bez dodatnih troškova osoblja za rad sa strojevima. HURCO ide korak dalje u suradnji s EROWA, jer fleksibilni proizvodni koncept suradnje partnera predstavlja prikladni okvir za integraciju HURCO strojeva u kompletan digitalni sustav.
Provjeren digitalni proizvodni sustav koji sadrži EROWA i HURCO strojeve biti će prikazan na izložbi AMB 2018. Po jedan CNC centar može biti smješten sa svake strane središnjeg EROWA Robot Compact 80. Dijelovi koje je potrebno obraditi pune se u robotsku ćeliju preko tračnica. Robotska ruka integrirana u ćeliju pozicionira ih jednog po jednog na HURCO obradni centar i uklanja obratke nakon završetka obrade te ih polaže natrag na tračnice u ćeliji. Ćelija je upravljana s pomoću EROWA JMS 4.0 ® pro sustava za upravljanje procesom. »Sve što preostaje operateru je programiranje alatnog stroja i punjenje ladica u ćeliji,« pojašnjava Michael Auer.

Manje programiranja zahvaljujući Solid Model Import opciji
HURCO je prikazao kako je jednostavno programiranje s pomoću Solid Model Import opcijom na AMB 2018, primjenom
» HURCO i specijalist za automatizaciju procesa, EROWA, otkrivaju zajednič ko rješenje za automatizirano punjenje alatnih strojeva. Ono integrira HURCO CNC obradne centre u EROWA proizvodni sustav s pomoću DNC sučelja. (Foto: HURCO/EROWA)
nekoliko strojeva kao primjere: 3D modeli koji su raspoložiti u STEP datotekama mogu se učitati izravno s pomoću nove opcije. Opcija učitavanja interpretira podatke i omogućuje programiranje proizvodnje na stroju. Time se štedi na vremenu programiranja i višestruko smanjuje opasnost od potencijalnih grešaka tijekom programiranja.
Pouzdani tokarski centri s produljenim vijekom trajanja
Primjenom robusne TMM8i tokarilice kao primjera, HURCO je na AMB 2018 prikazao svoj raspon višeosnih tokarskih centara za tokarenje i kompletnu obradu obradaka srednjih veličina. S pomoću tih strojeva, programiranje je za operatora također brzo
Rujan • 44 (3/2018) • Godina 12110 ALATNIČARSTVO I STROJOGRADNJA
i pouzdano. DXF crteži se mogu jednostavno učitati, a dijalog i NC programiranje se mogu povezivati individualno. Pokretani alati također odgovaraju svakoj revolver alatnoj stanici, što pojednostavljuje proces pripreme stroja.
Savršene površine s Takumi obradnim centrima
HURCO je na sajamskom izložbenom prostoru također osigurao informacije o H seriji iz Takumi. Ti portalni strojevi su
brzi, rade s iznimnom preciznošću i stoga su posebice prikladni za alatničarstvo i kaluparstvo. Apsolutni izravni mjerni sustavi, izravni pogoni na svim osima i elektronička kompenzacija temperature dolaze kao standard. Strojevi su opremljeni s Heidenhain upravljačkim sustavom što omogućuje dijalog, paralelno programiranje slobodnih površina, kao i ISO-NC programiranje.
www.hurco.com www.strojotehnika.hr
ISCAR proširuje liniju s unutarnjim hlađenjem (Multi Con nection (MC) JHP) dodajući alate za odrezivanje, izradu utora, izradu navoja i tokarenje za VDI prihvatom alata s unutarnjim hlađenjem pod visokim tlakom, kako bi se osiguralo učinkovito hlađenje kroz tijelo alata direktno na oštricu alata i izvana kroz prirubnicu.


Posebno razvijen sustav integrira JHP-MC alate za tokarenje i iz radu utora s ulaznim otvorom za sredstvo za hlađenje s donje stra ne i VDI-JHPMC prihvatom alata s dugačkim izlaznim otvorom za medij za hlađenje, koji omogućuje podešavanje duljine alata.
Kompaktni i lagani VDI DIN69880 je najpopularniji brzo izmje njivi podesivi sustav za CNC tokarilice s revolver glavom oblika diska. Taj standardni prihvat služi uglavnom za stacionarne alate za tokarenje ili bušenje.


VDI DIN69880 značajke uključuju visoku točnost i visoku ponovljivost centra, lagano i brzo postavljanje i visoku krutost, za hvaljujući izravnom kontaktu tijela alata i čela prirubnice. Krutost se ostvaruje zahvaljujući nazubljenom steznom sustavu.
Prihvati alata su široko u primjeni kod europskih, japanskih, korejskih, SAD, kineskih i tajvanskih proizvođača alatnih strojeve,
zahvaljujući njihovoj jednostavnosti, niskoj cijeni i krutosti steza nja alata, te posebice imaju primjenu u svemirskoj, zrakoplovnoj i medicinskoj industriji.
JHP alati sa unutarnjim hlađenjem također iamju prednosti u radu kada se primjenjuje sredstvo za hlađenje sa konvencionalnim tlakom.
Rujan • 44 (3/2018) • Godina 12 111 ALATNIČARSTVO I STROJOGRADNJA
JHP Alati s unutarnjim hlađenje pod visokim tlakom koji se montiraju na VDI DIN69880 prihvat alata
www.iscar.com
STRATASYS F123 SERIJA 3D PRINTERA Izit d.o.o. I Fallerovo šetalište 22, 10 000 Zagreb, Hrvatska Tel: +385 1 36 67 029 I info@izit.hr I www.izit.hr • Jednostavan za korištenje • Napredni upravljački software • Raznovrsnost materijala Profesionalna oprema za brzu izradu prototipova
››
Povezivanje nove generacije alata na nove generacije obradnih centara
Suvremena industrija zahtijeva brza i učinkovita rješenja za masovnu proizvodnju. Nova generacija viševretenih obradnih centara daje odgovor na te potrebe; mogu povećati produktivnost s pomoću simultane obrade dva ili četiri obratka. ISCAR je sukladno razvio alatna rješenja za takve tipove strojeva, kako bi osigurali preciznost i kvalitetu uz minimalno vrijeme podešavanja.
Proizvođači alata se također moraju prilagoditi razvoju u svemir skoj, zrakoplovnoj i medicinskoj industriji koje zahtijevaju obradu visoko-temperaturnih ili egzotičnih materijala s maksimalnom učinkovitošću. Posebice, primjena medija za hlađenje pri visokom (ili ultra visokom) tlaku, izravno na zonu obrade kako bi se po većala učinkovitost i uklanjanje strugotine, zahtijeva odgovarajuće alatno rješenje.
Vertikalne tokarilice imaju široku primjenu u proizvodnji dijelo va za automobilsku industriju, te za hidrauličke i ostale uobičajene dijelove, a njihova vrijednost u maksimiranju učinkovitosti ne smije se podcijeniti.
Alati za viševretene obradne centre
Viševreteni obradni centri štede na prostoru u proizvodnim pogonima i smanjuju zalihe alata primjenom kombiniranih alata za pojedine operacije te smanjuju vrijeme podešavanja s pomoću sklapanja i prilagodbe istog alata za svako vreteno.
Glavna prednost primjene viševretenih strojeva bez kompenza cije Z-osi je mogućnost aksijalnog podešavanja potrebnog za postizanje uzdužne preciznosti. Time se omogućuje ponovljivost izrade dijela na svim vretenima i smanjuje vrijeme obrade, zahvaljujući precizni jim prolazima tijekom obrade.
Postoji nekoliko meto da u tu svrhu:
• brušeni distanceri, obično primjenjivani na čeonim glodalima za osiguravanje je dnostavne tehnike za prilagodbu duljine
• podesivi klinovi na umetcima za fino to
karenje preklapanja (ponekad uz dodatak brušenih distancera) obično u primjeni za čeono glodanje pri završnim operacijama
• alati za operacije bušenja i rastokarivanja, s jednakom dubi nom provrta, koji se mogu prilagoditi s pomoću kazeta (ta kođer postoji opcija za radijalnu prilagodbu). Za tvrdometalna svrdla, alat može biti montiran na podesivi držač.
• Kompleksni alati, koji sadrže različite tipove operacija, mogu se kombinirano podešavati s nekom (ili svim) od navedenih metoda. Slika 2 prikazuje primjer alata koji obavlja bušenje, skidanje skošenja i glodanje utora, a reguliran je s pomoću distancera, klina i podesivih vijaka.
Podešavanje kompliciranih tehničkih sustava kako bi se udovoljilo zahtjevima kupaca zahtijeva dodatno vrijeme i ljudske resurse za postupke sklapanja i finog podešavanja.
Općenito, vodeći proizvođači viševretenih strojeva (eng. machine tool builders – MTB) nastoje isporučiti sveobuhvatna rješenja za inicijalnu opremu ili pro jekte ključ u ruke. Takvi opsežni pristupi štede vrijeme i smanjuju potre bu za ljudskim resursima potrebnim za procedure pokretanja, posebice za velike projekte. Vodeći dobavljač reznih alata i odgovarajućih dodataka, ISCAR osigurava sve, sastavljene, prilagođene, uravnotežene i dobro opremljene alate.


MQL primjene
Tehnologija minimalne količine podmazivanja (eng. Minimum Quan tity Lubrication – MQL) široko se primjenjuje na viševretenim alatnim
Rujan • 44 (3/2018) • Godina 12112 ALATNIČARSTVO I STROJOGRADNJA
» Slika 1: Podesive kazete
»
Slika 2: Kombinirano podešavanje sustava
na
glodanje Fast Feed






HIGH FEED ISCAR u Industriji 4.0 Sklopovi glodaćih alata na: www.iscar.com Prebacite se
visokoučinsko
strojevima, jer uklanja problem curenja tekućine iz stroja i ne zahtijeva dodatnu opremu za povrat medija za hlađenje i podma zivanje. MQL pomaže održati dobro stanje stroja tijekom konti nuirane primjene, unaprijediti kvalitetu, uklanjanje i recikliranje odvojenih čestica, i predstavlja »zelenu« tehnologiju za zdravije okruženje.
Alati koji rade s MQL imaju različite konstrukcije i dodatke od alata koji rade s klasičnim sredstvima za hlađenje i podmazivanje. Bogato iskustvo sakupljeno kroz suradnju s proizvođačima alatnih strojeva koji primjenjuju taj koncept, omogućuje ISCAR-u razvoj odgovarajućih MQL alatnih rješenja koja postižu vrhunsku kvalite tu funkcionalnosti i procesu obrade metala.
Alati sa sredstvom za hlađenje pod visokim tlakom (eng. High Pressure – HP)
Primjena sredstva za hlađenje pod visokim tlakom za operacije izrade utora i odrezivanja osigurava izvrsne rezultate u oblikovanju odvojenih čestica pri obradi svih materijala, smanjujući, pa čak i eliminirajući pojavu stvaranja povišenog ruba, posebice pri obradi nehrđajućih čelika i visoko temperaturnih legura. Kako bi iskoristi li te mogućnosti, u ISCAR-u su razvili široki raspon alata za opera cije tokarenja, izrade utora i odrezivanja s primjenom sredstva za hlađenje pri visokom tlaku, u različitim veličinama, prilagodbama i priključcima na strojeve.
MODULAR-GRIP sustav za sredstva za hlađenje pod visokim tlakom razvijen je za smanjenje troškova obrade i inventara te uzi ma u obzir dugogodišnje iskustvo u radu s vodećim proizvođačima alatnih strojeva.
Suradnja s važnijim proizvođačima na tržištu proizvodnje alatnih strojeva dovela je do razvoja standardnih linija specijalnih alata za svaki prihvat proizvođača alatnih strojeva, kao što su VDI, lastin rep, CAPTO i široki raspon specifičnih prihvata (Slika 3).
sredstva za hlađenje. Alati s unutarnjim hlađenjem pod visokim tlakom (eng. jet high pressure – JHP) također osigurava prednosti u radu kada se primjenjuje sredstvo za hlađenje sa konvencional nim tlakom.
CNC tokarilice s disk revolver glavom primjenjuju različite pri ključke i često zahtijevaju prilagodbe tijela alata, kako je prikazano na Slici 4. ISCAR je osigurao odgovor na ovaj zahtjev s pomoću Multi Connection (MC) JHP linijom koja ima alate za tokarenje, odrezivanje, urezivanje i izradu navoja montirane na držače sa sustavom za dobavu sredstva za hlađenje, čime je omogućeno jednostavno i kruto spajanje te se široko primjenjuje od strane eu ropskih, japanskih, korejskih, SAD, kineskih i tajvanskih MTB-ova. MC JHP alati omogućuju stezanje na brzo-izmjenjivom držaču alata te također izravno na revolver glavu s različitim priključcima

» Slika 4: Podešavanje duljine alata
UHP rješenja
Alati sa sredstvom za hlađenje pod ultra-visokim tlakom (eng. ultra-high pressure – UHP) omogućuju učinkovitu obradu titana i toplinski postojanih materijala koji se primjenjuju u zrakoplovnoj industriji, kako bi se postigle visoke brzine obrade uz održava nje malih veličina odvojene strugotine. ISCAR osigurava raspon specijalnih UHP rješenja za različite tipove strojnih priključaka i različite primjene.
Alati sa CAPTO priključcima bez automatskih izmjenjivača alata
Revolver glave vertikalnih tokarilica mogu biti opremljene s instrumentima bez automatskog izmjenjivača alata (eng. automatic tool changers – ATC), što omogućuje izradu alata s najmanjom mogućom duljinom. Time se povećava krutost i stabilnost tijekom procesa obrade te manji troškovi alata. ISCAR je razvio specijalne CAPTO priključke, bez ATC i bez unutrašnjeg navoja, posebice za proizvodnju takvih tipova alatnih sklopova.


Rujan • 44 (3/2018) • Godina 12114 ALATNIČARSTVO I STROJOGRADNJA
» Slika 3: Kompletno rješenje od rezne oštrice do stroja
www.iscar.hr
» Slika 5. Primjer alata bez ATC
Obrezivanje i poliranje samo s jednom operacijom


Za glodala Cut&Form proizvođača FRANKEN je karakteristična jedinstvena geometrija alata, koja omogućuje obrezivanje, konačnu obradu i poliranje u samo jednom koraku. Glodala Cut&Form su dio palete proizvoda linije FRANKEN Expert.



» Uporaba glodala Cut&Form






























Linija proizvoda FRANKEN Expert obuhvaća tehnologije glodanja, koje se temelje na tehničkim karakteristikama proizvoda. Glodala Cut&Form omogućuju obrezivanje, konačnu obradu i poliranje samo u jednom koraku. To se temelji na patentiranoj geometriji rezne oštrice glodala. Nakon svake rezne oštrice slijedi tlačni greben, koji oblikuje i zaglađuje materijal, što rezultira ispoliranom površinom. Kao rezultat te specifične geometrije glodala, postiže se hrapavost obrađene površine N1-N3. To svojstvo uštedi dodatnu operaciju, koja je često vrlo zahtjevna. Posebice pri obradi planiranih površina proizvoda za potrebe medicin ske tehnologije, industrije nakita, prehrambene industrije i elektronike, ta tehnologija omogućuje uštedu u proizvodnim troškovima i u vremenu proizvodnje.
» Čeoni pogled na glodalo Cut&Form s izmjeničnom razdiobom reznih oštrica i tlačnih grebena
Glodala Cut&Form su na raspolaganju u dvije različite duljine s promjerima od 10 do 26 mm. Glodala su u osnovi namijenjena za obradu neželjeznih materijala, kao što su bakar, legure bakra i legure aluminija.


Preciznost je
pouzdanih procesa



Rujan • 44 (3/2018) • Godina 12 115 ALATNIČARSTVO I STROJOGRADNJA
www.emuge-franken.com
osnova
www.zoller-a.at Zoller Austria GmbH | Ure daji za predpodešavanje i mjerenje alata A-4910 Ried im Innkreis Tel.: +43 7752 87725-0 | office@zoller-a.at
Nadogradnja sa sustavima za hvatanje i steznom tehnologijom ››
Sve kraći životni ciklus proizvoda, trend prema automatizaciji i razvojnim skokovima u području periferija dovode do individualnih procesa te omogućuje čitavom stroju i konceptima sustava biti danas raspoloživima bitno ranije nego što je to bio slučaj nekoliko godina unatrag. Kako bi bili ukorak s tržištem, upravo oprema ima veliki potencijal za učinkovitu nadogradnju. Povrh svega, u području sustava hvatanja i stezne tehnologije, postoji čitav niz mogućnosti za skraćivanje glavnih i pomoćnih vremena, povećanje stabilnosti procesa ili za uštede troškova na alatima.

U doba ciljanih troškova, digitalizacije i mehanizacije, pojam nadogradnje doživljava fundamentalnu transformaciju. Jedva bilo koja operacija može dopustiti primjenu sustava sve dok se ne akumuliraju greške i popravci, kada se kvaliteta više ne može održavati i u konačnici mora doći do reakcije. Međutim, oni koji žele držati korak s tržištem, koristiti će umjesto toga proaktivne instrumente ukupnog produktivnog upravljanja, kako bi izbjegli gubitke i otpad bilo koje vrste i povećali raspoloživost sustava.
Uz to, nadogradnja je značajno dobila na važnosti u tom konte kstu, stoga što za razliku od nove investicije, nadogradnja postiže rezultate s manjim investicijama, kraćim zastojima, bez promjena u smislu zahtjeva za prostorom i uz male troškove treninga. Glavni ciljevi uz ostvarivanje zakonskih zahtjeva, prije svega su povećanje produktivnosti i stabilnosti procesa, kao i minimiranje vremena podešavanja i troškova, primjerice energije, alata ili neplaniranih zastoja stroja. Oprema nudi posebice izvrsne polazne točke za
Rujan • 44 (3/2018) • Godina 12116 ALATNIČARSTVO I STROJOGRADNJA
» Načelo izravnog stezanja s pomoću SCHUNK VERO-S dobiva sve više na važnosti u strojarskoj primjeni, kakva je ovdje prikazana nadogradnja.
učinkovitu nadogradnju, jer suvremeni sustavi hvatanja i uređaji za stezanje su u prvom planu, kada je riječ o aspektima troškova-kori sti pri modernizaciji strojeva i sustava.
» SCHUNK VERO-S



WDB modularni sustav za izravno stezanje obradaka također je pogodan za nadogradnju. Omogućuje kori snicima postizanje optimalne pristu pačnosti i potrebnih aplikacija stezanja u alatničarstvu i kaluparstvu.
vanjskih dijelova karoserije može, s pomoći izravnog stezanja, skratiti s približno dva sata na 15 do 20 minuta.
5-strana obrada bez preklapanja kontura
Posebice u području proizvodnje, SCHUNK se smatra pionirom kada je riječ o učinkovitoj nadogradnji postojećih alatnih stro jeva. SCHUNK koncizno kombinira SCHUNK VERO-S – naji novativniji brzo-izmjenjivi paletni sustav trenutačno raspoloživ – s mnoštvom steznih uređaja, kako bi se načinio impresivan modularni sustav za visoko-učinkovito stezanje obradaka. Pro gram uključuje više od 1.000 mogućih kombinacija. Nalazi se u rasponu od visokoučinkovitih modula za podešavanje visine za izravno stezanje obradaka, preko višestranih kocki, steznih paleta, pneumatskih i hidrauličkih steznih blokova, do stega, magnet skih steznih rješenja, te modula za tokarenje. Program sustava je visoko kompatibilan i pokriva brojne aplikacije. Na taj način, s pomoću modularnog sustava, korisnici iz strojarske grane postižu smanjenja u vremenima nadogradnje u prosjeku od 60 do 80 % za izradu individualnih komponenata i maloserijsku proizvodnju. Čak i pri elektroeroziji, korisnici imaju značajne koristi od uštede vremena nadogradnje na nadograđivanim strojevima zahvaljujući hermetičkom brtvljenju modula za stezanje. Posebice za alatničar stvo i kaluparstvo, SCHUNK je nedavno počeo nuditi program za izravno stezanje obradaka, što je pogodno za nadogradnju na ploče s T-utorima, ploče s rasterom navoja i VERO-S steznim stanicama. S pomoću SCHUNK WDB bazom, modulima za WDS slaganje i WDN izravnim steznim modulima (Ø 99 mm), koje je moguće fleksibilno kombinirati sa steznim stupovima različitih visina, kalupnim pločama, otprescima i slično, obratke je moguće stezati izravno unutar nekoliko sekundi. To omogućuje 5-osnu obradu s izvrsnom pristupačnošću obratku. Unatoč visini steznih stupova, moduli za izravno stezanje opremljeni su stlačenim zrakom preko patentiranog sustava za prijenos medija. Također je moguće pratiti nazočnost obratka. Stezni stupovi osiguravaju definiranu poziciju stezanja, te pouzdanu simulaciju obrade metala bez kolizija i visoke učinkovitosti. Uz to, promjenu obradaka moguće je ostvariti u vrlo malo vremena, a sve zahvaljujući visokoj točnosti steznih rješe nja: dijelovi se stežu precizno i jednostavno primjenom planova nadogradnje te se obrađuju. Aplikacije iz automobilske industrije pokazuju kako se vrijeme obrade alata za prešanje komponenata
» S pomoću SCHUNK PRONTO brzo-izmjenjivih umetaka, raspon stezanja konvencionalnih tokarskih stega može se proširiti unutar nekoliko sekundi na do 55 mm, bez potrebe za uklanjanjem nosivih čeljusti.
Ubrzana izmjena čeljusti za tokarske stege
U području tehnologije tokarskih stega, tokarske stege s brzo-iz mjenjivim sustavom čeljusti su se već odavno dokazale u području nadogradnje, kao primjerice snažna tokarska stega SCHUNK ROTA-S plus 2.0. A to nije sve: s nadogradivim brzo-izmjenjivim sustavom čeljusti PRONTO, SCHUNK je prenio visoko učinkovitu brzu izmjenu čeljusti izravno na stegu. Sustav je moguće nadogra diti na sve veličine modela stege sa 3 čeljusti od 200, 250/260 i 315, kao i na različite stege s 2, 4 ili 6 čeljusti. Sustav skraćuje vrijeme podešavanja za čitav set čeljusti na svega 15 sekundi – grubo oko 95 % manje nego li kod konvencionalnih rješenja s vijčanim spojevima.
» TENDO Slim 4ax prvo je hidrauličko ekspanzijsko držalo alata standardi zirane toplinski stezljive konture. Prednosti u nadogradnji su jednostavno rukovanje, najkraća vremena podešavanja i dugi vijek trajanja alata.
Korisnici izvještavaju kako s oko šest procedura nadogradnje konvencionalnih tokarskih stega po smjeni, štede oko sat vremena na proces nadogradnje svakog dana – a sve to uz relativno malu investiciju. SCHUNK PRONTO nosive čeljusti su na raspolaganju u dvije izvedbe: jednu s finim nazubljenjem (1/16« x 90° ili 1,5 mm x 60°) za optimiranje podešavanja konvencionalnih tokarskih stega; i druga s ravnim ozubljenjem, kako bi se mogao koristiti PRONTO sustav na suvremenim brzo-izmjenjivim čeljustima. No sive čeljusti se mogu kombinirati sa širokim rasponom brzo-izmje njivih umetaka, primjerice mekanih čeljusti, kandžastih čeljusti ili
Rujan • 44 (3/2018) • Godina 12 117 ALATNIČARSTVO I STROJOGRADNJA
čeljusti oblika prizme. Kada je riječ o brzo-izmjenjivim umetcima, promjer stezanja pri stezanju okruglih dijelova s pomoću mekanih čeljusti može se proširiti na sve do 55 mm, do 45 mm s kandžastim čeljustima, a sve bez potrebe za uklanjanjem nosive čeljusti – što je osam puta više nego li s konvencionalnim tokarskim čeljustima. Čeljusti u obliku prizme s druge strane pokazuju maksimalnu fleksibilnost za geometriju obradaka, pri stezanju grubih i fino obrađenih dijelova, prirubnica, osovina, pravokutnih ili slobodnih površina. Za brzu izmjenu čeljusti s velikom točnošću ponavlja nja, dovoljno je osloboditi bravu izmjenjivog umetka s pomoću imbus ključa, ukloniti umetak i ubaciti zamjenu. Različite varijante nosivih čeljusti na raspolaganju su za male, srednje i velike zone stezanja, ovisno o specifičnoj primjeni. PRONTO konfigurator, koji je besplatan, čini proces izbora i pozicioniranja nosivih čeljusti i izmjenjivih umetaka dječjom igrom. Nakon unošenja podatka o tipu stege i promjeru obratka, program jednostavnim pritiskom na gumb određuje potrebne izmjenjive umetke i ispravan položaj nosivih čeljusti.
Učinkovita nadogradanja za držala alata
Nedavno je SCHUNK plasirao na tržište optimirano hidrauličko ekspanzijsko držalo alata visokih performansi TENDO E compact, optimirano obzirom na omjer cijena-korist, koje ubrzano dobiva na važnosti u području nadogradnje. Od tog trenutka, moguće je troškovno-učinkovito pokriti čitav spektar obrade s pomoću hidrauličkog ekspanzijskog držala alata. Držalo s promjerom od 20 mm i momentom od 900 Nm osvaja sa suhim stezanje. S pro mjerom od 32 mm, moment se penje čak do 2.000 Nm, što je 60 % više od konvencionalnih hidrauličkih ekspanzijskih držala alata. Istodobno, držalo ima trajnu točnost od 0,003 mm pri nestegnutoj duljini alata od 2,5 x D i uravnoteženom HSK tipu držala od G 2,5 pri 25.000 okr/min. Stoga je držalo prikladno i za završnu i grubu obradu, te za bušenje, izradu navoja i izradu dosjeda. Uz to, omogućena je brza izmjena alata s pomoću imbus vijka. Sustavno organizirana studija koju je proveo wbk Institute od Production Science pri Karlsruhe Institute of Technology (KIT), u kojoj su ispitivana ponašanja različitih držala alata tijekom glodanja u puni utor i pola utora, pokazala je 2015. godine kako SCHUNK hidrauličko ekspanzijsko držalo alata visokih performansi TENDO E compact pokazuje do 300 % dulji vijek trajanja alata od ostalih steznih sustava. Dok performanse obrade ostaju identične, količina potrebnih alata smanjena je za dvije trećine. Otada, bezbroj kori snika je izabrao to držalo alata kako bi standardizirali svoj raspon

držala alata prema postojećim strojevima. S pomoću TENDO Slim 4ax, SCHUNK je u procesu lansiranja nove zvijezde na tržište. TENDO Slim 4ax kombinira potpunu vanjsku geometriju toplinski stezljivih držala sukladno DIN 69882-8 s impresivnom kvalitetom SCHUNK hidrauličke ekspanzijske tehnologije i pozicionira se za postupke interferentnog konformalnog bušenja, skošavanja, izrade dosjeda i narezivanja navoja na 5-osnim obradnim centrima. Zna čajno dulji vijek trajanja alata omogućen je smanjenjem optereće nja na presjek alata i na rezne oštrice. Korisnici mogu također ima ti koristi od preciznih mjerki i maksimalne preciznosti obrađenog dijela. Posebice u automobilskoj industriji, obećaju signifikantni potencijal pri nadogradnji postojećih strojeva. Kako TENDO Slim 4ax može zamijeniti konvencionalna toplinski stezljiva držala alata Plug & Work pristupom, bez potrebe za reprogramiranje vanjske konture, prednosti držala mogu se odmah osjetiti u stvarnim pri mjenama te ih je moguće dugoročno iskorištavati.
Mehatronizacija sustava hvatanja
U automatizaciji, uspjeh mehatroničkih komponenata sustava hvatanja posebice otvara nove putove u nadogradnji. Kao odne davno gotovo nije potrebno nikakvo mehatroničko znanje kako bi se koristili mehatronički hvatači, linearne osi i rotacijski moduli za hvatanje, starije pneumatske komponente se ubrzano mijenjaju s energijski učinkovitim mehatroničkim komponentama i malim trošenjem. Najveća je prednost nedvojbeno visoka fleksibilnost: položaja, pomaka, brzine, ubrzanja te snage i momenta, koje je moguće regulirati individualno. To znači da je moguće prilagoditi usvojene mehatroničke sustave prema novim oblicima obradaka gotovo trenutačno. S jedne strane to povećava raznolikost procesa rukovanja i sklapanja, a s druge strane također rezultira velikom fleksibilnošću pri uvođenju novih specifikacija proizvoda, veličina i opreme. Posebice kada je riječ o povećanom rasponu varijanti proizvoda, mehatronički temeljena nadogradnja otvara velike nove potencijale. Uz to, činjenica je da električno pokretane komponen te sustava hvatanja za aplikacije s većim brojem ciklusa u mnogim procesima hvatanja obično rade uz veću energijsku i troškovnu učinkovitost u usporedbi s njihovim pneumatskim dvojnicima. Oni smanjuju troškove i imaju vrlo pozitivan učinak na CO2 bi lancu. Čak i kada je inicijalna investicija za mehatroničke module više od investicije u pneumatske komponente, smanjenje troškova akvizicije i rada vode do signifikantnog smanjenja vremena amor tizacije. Performanse pametnih modula sada su identični onima s pneumatskim rješenjima.
» Kompaktan, ravan i jednosta van za primjenu: SCHUNK EGP hvatač za male komponente optimalno udovo ljava zahtjevima za učinkovitu nadogradnju.
Plug & Work način rada
Najbolji primjer je pametni 24 V linearni modul SCHUNK ELP, čija primjena ne zahtijeva niti mehatroničku ekspertizu, niti prostor u upravljačkom ormaru. Pogon, upravljačka jedinica i posebno razvijena samo-učeća tehnologija, potpuno su integrirani u modul. Potrebno je dva do pet koraka za potpuno automatsko programi

Rujan • 44 (3/2018) • Godina 12118 ALATNIČARSTVO I STROJOGRADNJA
» U ovoj aplikaciji, pneumatski linearni moduli su promijenjeni s linearnim izravno pogonjenim SCHUNK ELP linearnim osima. Rezultat je signifikantno smanjenje vibracija, minimizirano trošenje korištenih komponenata, i skraće no vrijeme ciklusa.
ranje. Ukoliko se masa komponente mijenja tijekom procesa, os auto matski prilagođava profil pomaka unutar svega nekoliko koraka. Za razliku od pneumatskih modula, nije potrebno prilagođavati prigušnik, a u usporedbi s električno upravljanim modulima, nije potrebno dodavati nove sekvence. Kako kompaktne jedinice ne zahtijevaju prigušivače hidrauličkog udara, njihovo puštanje u rad i poslovni održavanja praktički su eliminirani. Dodatno, nema opa snosti od potencijalnog oštećivanja vašeg sustava ili dugotrajnih zastoja radi neispravnih prigušivača udara. Električne osi također doprinose poboljšanju radi njihovog dugog vijeka trajanja, malih troškova rada, minimalne emisije buke i izvanredne stabilnosti procesa. U području elek tričnih hvatača, SCHUNK je načinio napredak s električnim hvatačima za male komponente SCHUNK EGP i dobio vrlo pozitivne povratne infor macije u kratkom vremenu – posebice s područja nadogradnje. Ovdje hva tači za male komponente doprinose svojim ravnim oblikom, jednostavnim upravljanjem preko U/I jedinica, a sila hvatanja se može prilagoditi u četiri stupnja. Ukoliko se pneumatski hvatači za male komponente zamijene sa SCHUNK EGP hvatačima, postižu se dodatne prednosti. Na taj način je moguće izbjeći, ventilske terminale i pneumatske vodove, što ovisi o aplikaciji. Uz to: u usporedbi s pneu matskim modulima, vršna vrijednost SCHUNK EGP, tj. privremena vršna vrijednost sile prilikom zatvaranja hvatača, signifikantno je niža. Zajedno s podesivom silom hvatanja, moguće se značajno smanjiti deformacije pri nadogradnji za fleksibilne dijelove. Uz to na raspolaganju je i vrhunski model SCHUNK PGN-plus kao pametna mehatronička komponenta. Isto kao i osnovni model, ima modificirane višezubne vodilice za prilagođavanje većim momentima, džep za kontinu irano podmazivanje po konturi vodi lice, provjerenu dijagonalno-poteznu kinematiku s visokim pokrivanjem površine u svakom položaju radnog pomaka. Mehatronički univerzalni hvatač, s oblikom jednostavnim za primjenu, čini prelazak s pneumat skih na električne komponente vrlo jednostavnim: ima identični raspored vijčanih spojeva kao i pneumatska inačica, a 24 V hvatač je upravljan preko U/I jedinica.










www.at.schunk.com
Prilagodljivost, kvaliteta i uštede sa žičanom elektroerozijom
Tvrtka GF Machining Solutions nudi stroj za žičanu elektroeroziju Agie -Charmilles Cut P, koji može zaista sve, od izrade iznimno lakih kirurških alata, do obrade šest-tonskog alata za tlačno lijevanje. Strojevi serije Cut P su razvijeni za zahtjevnu visokobrzinsku obradu.

Stroj Cut P je opremljen sa sustavom Intelligent Power Generator, koji proizvođačima minijaturnih dijelova i proizvođačima kalupa za injekcijsko prešanje omogućuje povećanje učinkovitosti stroja za čak 20 posto. Opremljen je i sa sustavom Automatic Slug Manage ment, kao i drugim alatnim i automatizacijskim rješenjima, koja nude brža vremena izrade. Smanjeni su i pogonski troškovi, radi funkcija Automatic Slug Welding, Automatic Slug Management, Eco machining. Stroj nudi izvrsnu ergonomiju, koja osigurava kraće vrijeme izrade te stoga i bržu ponudu proizvoda na tržištu i sve to uz manje troškove.

Kako je stroj za žičanu elektroeroziju Cut P primjeren i za mikro, kao i za makro obradu, vlasnicima tih strojeva pomaže proširiti opseg njihovog poslovanja. Stroj može postići termo stabilnost i obrađuje s ponovljivošću do 2 µm te s boljom kvalitetom povr šinske obrade do Ra 0,08 µm. Napredna točnost nagiba ispod 10 kutnih sekundi s ravnim i oštrim konturama i bez linija je jedno stavan zadatak za seriju strojeva Agie-Charmilles Cut P proizvođa ča GF Machining Solutions. Sustav za zaštitu od sudara sprječava skupi servis stroja i osigurava točnost i pouzdanost stroja.

Stroj za žičanu elektroeroziju je opremljen i rješenjima za pame tno povezivanje. Jedan primjer toga je RFID čip, koji je integriran u žice i filtre, što uklanja rizik od grešaka. Čipovi omogućuju brzu zamjenu potrošnog materijala, sprječavaju zastoje, smanjuju zalihe i osiguravaju sljedivost procesa. Programsku opremu System 3R’s Work-Shop-Manager i Cell-Manager, procesnu administraciju i pregledavanje podižu na novu razinu. Sustav E-Tracking digitali zira nadzor procesa i sljedivost, dok sustav R-Connect omogućuje stalnu povezanost proizvođača s obradnim strojem. Stroj serije Cut P osigurava izradu alata s duljom postojanošću, smanjuje broj
» Stroj za žičanu elektroeroziju Agie-Charmilles Cut P se može primijeniti u brojnim kritičnim aplikacijama na području izrade elektronskih, automobil skih i medicinsko tehničkih komponenata.
nesukladnih proizvoda i proizvođačima omogućuje da djeluju potpuno automatizirano.
ALATNIČARSTVO I STROJOGRADNJA
www.etmm-online.com
Stručnjak za obradu čelika bez srha
Walterovo svrdlo za navoje TC430 Supreme odlikuje velika postojanost alata.
S inačicom TC430 Supreme, tvrtka Walter AG predstavlja novo svrdlo za navoje HSS-E-PM, koje je primjereno posebice za ISO P materijale: i s utorima za podmazivanje i bez njih, a aksijalnim tj. radijalnim unutrašnjim hlađenjem ili bez njega. Narezno svrdlo, koje je primjereno za slijepe i prolazne navoje, na raspolaganju je u dvije inačice. Radi novog supstrata, višekutne geometrije te nove prethodne i naknadne obrade, pokazuje svoje prednosti posebice glede postojanosti tj. duljeg vijeka trajanja alata. Posljedično se kod TC430 Supreme alata unatoč višekutnicima, moment smanjuje za 30 %. Upravo stoga TC430 Supreme vrlo dobro primjenjujemo i na strojevima s manjom snagom.

Potpuno nova je višeslojna HIPIMS prevlaka: ona naime omo gućuje što je moguće višu otpornost kod svih ISO-P materijala. Tome možemo dodati i opće prednosti, koje vrijede za narezna svrdla: primjerice visoka čvrstoća oblikovanog navoja, veća stabil nost u procesu radi manjih mogućnosti loma alata, ne stvaraju se srhovi, ne dolazi do pogrešnog ulaza u navoj, a i površina je bolja. Svojstva, koja su prilagođena prije svega ISO P materijalima, brinu za to, da je inačica TC430 Supreme posebice primjerena za čvršće navoje, koji podnose veća dinamička opterećenja, što se primjerice zahtijeva na području općeg strojarstva, automobilske industrije i energetike.
» Walterovo svrdlo za navoje TC430 Supreme omogućuje čvršće navoje, koji podnose veća dinamička opterećenja.
ABSOLUTNO PRECIZNO MJERENJE
HEXAGON MANUFACTURING INTELLIGENCE PREDSTAVLJA NAJVEĆU MODERNIZACIJU ABSOLUTE ARM U DESETLJEĆU

APSOLUTNO skenera RS5 i dodirnog sustava te
Nova Absolute Arm sada ima modularni dizajn ručnog zgloba, koji omogućuje brzu izmjenu između laserskog skenera RS5 i dodirnog sistema te integriranog zaslona na zglobu.

Rujan • 44 (3/2018) • Godina 12 121 ALATNIČARSTVO I STROJOGRADNJA
www.walter-tools.com
HexagonMI.com
››
Koncept automatiziranog proizvodnog pogona temeljen na industrijskom
3D printu postao stvarnost
Cilj projekta bio je razviti zaokruženu proizvodnu ćeliju sposobnu proizvoditi aluminijske komponente za automobilsku i avio-industriju. Pilot-pogon trenutno se sastoji od različitih mašina za aditivnu proizvodnju, post-processing, te osiguranje kvalitete. Inovacija u proizvodnoj liniji temelji se na potpunoj automatizaciji i integraciji pojedinih proizvodnih faza, koje uključuju aditivne i konvencionalne korake u procesu, čime su oni manuelni u potpunosti eliminirani.

EOS M 400-4 kao okosnica proizvodnog pogona
Centralna točka pilot proizvodnog pogona su EOS M 400-4 mašine za industrijski 3D print uporabom materijala od metala. Sustav se koristi u kombinaciji sa perifernim rješenjima „EOS Shared-Modules“ koncepta. EOS M 400-4 time je nadograđen baznim stanicama materijala i povezan samostalnim stanicama za raspakiravanje.
Dr. Thomas Ehm (predsjednik uprave Aerotec) zaključuje: „U ovome smo projektu već uspjeli značajno smanjiti trošak proizvo dnje po proizvedenom dijelu, kreirajući ekonomske pretpostavke za digitalne 3D tvornice masovne proizvodnje.“
Dr. Tobias Abeln dodaje kako je „integracija procesa aditivne proizvodnje u automatiziranoj proizvodnji važna faza šire primje ne tehnologije u scenarijima serijske proizvodnje.“
Na koncu, Jasmin Eichler koji je direktor istraživačkog odjela Daimler AG (preciznije „Head of Research Future Technologies“) završava izjavom: „3D print je svojim svojstvom visoke prilago dljivosti na vrlo konkretnom putu etabliranja kao dodatne metode proizvodnje u automobilskoj industriji. Putem ovog projekta suradnje više organizacija, poduzimamo značajan korak u smjeru postizanja troškovno isplative proizvodnje temeljene na 3D printu po cijeloj dužini lanca proizvodnje. U ovome projektu leži osnova za buduće realizacije većih proizvodnih serija u automobilskoj industriji – uz jednaku pouzdanost, funkcionalnost, dugovječnost i ekonomiju obujma kao u slučaju komponenti proizašlih iz konven cionalne proizvodnje.“




Rujan • 44 (3/2018) • Godina 12122 ALATNIČARSTVO I STROJOGRADNJA
+385 1 21 21 373 www.tehnoprogres.hr
SVOJU



123 ALATNIČARSTVO I STROJOGRADNJA HL - Svrdla od tvrdog metala 25XD I 30XD DUGA SVRDLA UH Glodala od tvrdog metala GLODANJE VISOKIH PERFORMANSI DO 70HRC IZABERITE
BOJU!
Modificirani alkohol umjesto tetrakloretena za čišćenje dijelova, načinjenih dubokim vučenjem i istiskivanjem
Inovativna tehnologija za dvostruki kapacitet i veću ekonomičnost
Veći kapacitet i veća sigurnost okoliša bili su u švicarskoj tvornici Flawil, društva SFS intec AG, odlučujući čimbenici za zamjenu postojećeg uređaja za čišćenje na tetrakloreten. Tvrtka se odlučila za uređaj EcoCcore, nači njenog po mjeri sukladno specifičnim zahtjevima. Novi sustav za čišćenje Ecoclean primjenjuje modificirani alkohol. Inovativna tehnologija sustava omogućuje dvostruki kapacitet, niže troškove po komadu i optimiranu kvalitetu čišćenja.

Povijest društva SFS počela je 1928. godine sa željezarom Stadler u švicarskom mjestu Altstätten. Danas je švicarsko društvo SFS Grupu AG svjetska vodeća tvrtka za mehaničke sustave pričvršći vanja i dijelove preciznih oblika. Njihovi proizvodi se primjenjuju primjerice u automobilskoj, građevinarskoj, električnoj, elektron skoj i zrakoplovnoj industriji te za okove i medicinsku tehniku. Čistoća za sigurnosne automobilske dijelove
SFS intec AG izrađuje za industriju automobila i poluproizvo da dijelove postupcima hladnog oblikovanja, dubokog vučenja i i injekcijskog prešanja polimera. Pored toga proizvodi i druge sklopove, među kojima su zračni jastuci, sustavi blokada, kočnice te dijelovi za aktivnu i pasivnu sigurnost. Ti sigurnosni dijelovi se izrađuju u glavnom sjedištu društva u Europi, u Aziji i Sjeveroj Americi. Tvornica u gradu Flawil u istočnom švicarskom kantonu St. Gallen, izrađuje dijelove dubokim vučenjem i istiskivanjem od različitih metala, kao što su čelik, poniklani čelični trakovi, bakar, mjed i aluminij. Dijelove je nakon obrade potrebno očistiti. »Pri čišćenju je potrebno uzeti u obzir zahtjeve kupaca obzirom na čistoću kod uklanjanja čestica. Svi dijelovi moraju naravno biti očišćeni i od masti,« pojasnio je Markus Stäheli, voditelj tehnologi je površina u tvrtki SFS intec u Flawilu. Kako je pored čestica, srha, emulzije te sredstava za istiskivanje i duboko vučenje, potrebno ukloniti i klorirana obradna ulja, tvrtka je prvo primjenjivala sustav za čišćenje s tetrtakloretenom (perkloretilen, PER).
Rujan • 44 (3/2018) • Godina 12124 ALATNIČARSTVO I STROJOGRADNJA
Doris Schulz
» Uređaj EcoCcore u tvrtki SFS intec primjenjuje modificirani alkohol. Sustav je razvijen po mjeri obzirom na zahtjeve tvrtke i opremljen je s trećom posudom za obradu. Priključni modul se nevidljivo uklapa u prozirno kućište sustava.

Rujan • 44 (3/2018) • Godina 12 125 ALATNIČARSTVO I STROJOGRADNJA Inovativna rješenja za p o t r e be industrije 4 . 0 TUNGALOY REZNI ALATI d.o.o. Ulica bana Josipa Jela č i ć a 87 10430 Samobor www.tungaloy.com/hr info@tungaloy.hr +385 1 3326 604
» Program za čišćenje je prilagođen dijelovima i automatski se izabire s pomoću crtičnog koda. Radi velike raznolikosti dijelova, u tvrtki SFS intec je u upravljački sustav uređaja učitano 50 programa.
U fokusu su kapacitet i sigurnost okoliša
Postojeći sustav je postigao granice svojih kapaciteta, tako da je bilo potrebno investirati u novi. On naravno mora omogućavati i određene rezerve glede kapaciteta za budućnost. Pored toga su u tvrtki SFS intec u Falwilu htjeli prestati s primjernom tetraklo retena, kako bi se poboljšali i s aspekta zaštite okoliša. Tvrtka se s tim zahtjevima obratila trima ponuditeljima sustava i konačno se odlučila za Ecoclean GmbH. Grupacija tvrtki SFS po čitavom svi jetu primjenjuje već 25 sustava za čišćenje tog proizvođača, među kojima je šest sustava EcoCcore. Inovativni sustav s otapalima ima kućište od prozirnog stakla, a može primjenjivati i ugljikovodike, kao i modificirane alkohole. Djeluje u potpunosti pod vakuumom i ima opsežnu standardnu opremu. Oprema obuhvaća primjerice dvije posude za obradu, iskorištavanje otpadne topline, filtriranje čitavog toka i by-passa te druge dodatke za optimiranje kapaciteta i kvalitete čišćenja s nižim troškovima po komadu.
Prijelaz s tetrakloretena na modificirani alkohol
»Tvrtka Ecoclean nas je detaljno upoznala s mogućnostima no vog sustava i primjenom modificiranog alkohola. Zato smo mogli postići svoj cilj, a to je bolja zaštita okoliša,« pojasnio je Markus Stäheli. A izazov je predstavljalo uklanjanje kloriranog ulja. Uspje šno su ga svladali s pomoću dobavljača kemikalija Solvadis, koji


» Radna komora je serijski razvijena za posude za čišćenje s mjerama od 670 x 480 x 400 mm, tako da je moguće u jednu šaržu objediniti četiri košare za čišćenje, kakve pretežito primjenjuje tvrtka SFS intec. Kapacitet se stoga udvostručio.

je obavio opsežne provjere kompatibilnosti ulja i analize otapala. Rezultat je odgovarajuće stabiliziran modificirani alkohol. Tvrtka SFS intec redovito provjerava kvalitetu otapala s pomoću ispitnog kovčega, kojeg su dobili od dobavljača kemikalija. Prema potre bi se otapalo može ponovo optimalno uskladiti s prilagođenim stabilizatorom, što omogućuje dugi vijek primjene sredstva. Dobre rezultate osiguravaju s pomoću ispitnog čišćenja uređajem EcoC core u jednom od ispitnih centara proizvođača sustava. »Ecoclean nam je zaista bio od velike pomoći pri prijelazu s tetrakloretena na djelomično polarno otapalo,« rekao je Markus Stäheli.
Povećanje učinkovitosti u seriji
Drugi cilj tvrtke je bio veća učinkovitost, koja bi odgovarala i zahtjevima u budućnosti, za što je optimalni uređaj bio EoCcore. Radna komora je serijski razvijena za posude za čišćenje dimen zija 670 x 480 x 400 mm i nudi približno za trećinu veći volumen šarže u usporedbi sa starim sustavom. SFS intec primjenjuje prije košare za čišćenje dimenzija 480 x 320 x 200 mm, stoga je već sada moguće u jednu šaržu objediniti četiri košare umjesto kao nekad dvije, a s time se kapacitet udvostručio. Najveća masa šarže je 200 kg. Na raspolaganju su i posude za čišćenje s dimenzijama 670 x 480 x 300 mm. Imaju poseban adapter, koji osigurava da se mogu primjenjivati u novom sustavu.
Sustav po mjeri
»Većoj učinkovitosti sustava, pored većeg kapaciteta, pomaže i nešto kraće vrijeme čišćenja,« pojašnjava Markus Stäheli. Omo gućuje ga konstrukcija sustava EcoCcore, koja je razvijena za viso ku učinkovitost i kvalitetu čišćenja. Tu spada primjerice inovativno prethodno odmašćivanje s pomoću pare. Uljni destilat pri tome nije proveden u posudu za obradu kao što je to uobičajeno, već neposredno u destilacijski sustav sa gotovo dvostrukim kapacite tom. Tako se smanjuju uljne naslage u posudi za obradu, a otapalo se također ne zasiti s uljem.
» Radi prostorne situacije u tvrtki SFS intec su otvori za održavanje izvedeni kao rolo vrata.
Sustav je bio razvijen po mjeri, da ispuni visoke zahtjeve glede čistoće u tvrtki SFS Intec. Stoga je pored serijskog čišćenja oblije vanjem, opremljen i s ultrazvučnom opremom. Novost je, da se ul trazvuk pri frekvencijski upravljanom volumenskom protoku može primjenjivati istodobno s filtriranjem. Čestice se uklanjaju već tijekom čišćenja te se ne talože u radnoj komori. Filtriranje prve posude za obradu odvija se s pomoću vrećastog filtra s ugrađenim
Rujan • 44 (3/2018) • Godina 12126 ALATNIČARSTVO I STROJOGRADNJA

magnetskim odvajanjem i naknadnim cilindričnim filtrom. Za drugu posudu za obradu primjenjuju se dva cilindrična filtra.
Dodatna mogućnost, za koju se odlučila tvrtka SFS, je priključni modul s trećom posudom za obradu za konzerviranje. Sve posude od legiranog čelika su načinjene bez priključaka za grijanje, što sprječava nastajanje nakupina srha i nečistoća.
Radi prostorne situacije u tvrtki SFS intec, otvori za održavanje su načinjeni kao rolo vrata, usklađena s oblikom sustava.
Potpuno automatski proces
Dovod u sustav je načinjen kao cilindrična pruga s dvije trake, na koju se polažu šarže. Djelatnik uzima radne papire i
s pomoću čitača očita crtični kod. Kada se vrata radne komore zatvore, upravljački sustav automatski izabire i pokrene program čišćenja, odgovarajući za pojedine dijelove. Tvrtka SFS intec radi velike raznolikosti dijelova primjenjuje približno 50 programa za čišćenje. Različite parametre procesa, primjerice vrijeme i intervale za čišćenje oblijevanjem i parnim odmašćivanjem, za ultrazvučnu učinkovitost, trajanje i sušenje, je stoga moguće točno prilagoditi dijelovima, koji će se čistiti. »Trajanje čišćenja od šest do devet minuta s pomoću uređaja EcoCcore osigurava izvrsnu kvalitetu čišćenja. Pored toga je postupak čišćenja sada bitno ekonomičniji,« zadovoljan je Markus Stäheli.
Potpuna integracija automatizacije
Miran Varga
Digitalna preobrazba proizvodno orijentirane industrije je sve očitija. U gotovo svakoj industriji cjelovita digitalizacija svih procesa može donijeti trajnu konkurentsku prednost, jer tvrtkama omogućuje postizanje veće prilagodljivosti i kvalitete proizvoda, a značajno je i podizanje učinkovitosti poslovanja. Nudi naime nove mogućnosti za stvaranje dodane vrijednosti, inovativne poslovne modele i napredne načine suradnje.

Digitalne tvrtke, odnosno tvornice, sve više ispunjavaju tehničke zahtjeve za izvođenje koncepta Industrije 4.0, koja diktira stvaranje povezivanje između virtualnog i stvarnog svijeta proizvodnje po čitavom lancu vrijednosti. Nova proizvodna okruženja s uspješno iskorištavaju produbljena znanja i iskustva na područjima elektrifi kacije, automatizacije i digitalizacije. Naravno da tvrtka mora (sve više) jasno vidjeti sliku budućnosti koju želi postići ili ostvariti. Potencijal digitaliziranog lanca vrijednosti, uključivo s dobiva njem podataka, primjenom usluga iz računalnog oblaka i drugih rješenja za digitalizaciju proizvodnje, zorno prikazuje Siemen sov pristup potpuno integrirane automatizacije (TIA – Totally Integrated Automation). Istoimeni portal navedenog proizvođača
omogućuje digitalizaciju proizvodnje i njeno povezivanje s naj različitijim sustavima i aplikacijama – kako u oblaku, tako u »na rubu«. Siemens je čak ostvario niz novih Simatic MindApps, koji proizvodnim pogonima omogućuju još učinkovitiji rad.
Internetski portal TIA Portal omogućuju stvaranje digitalnog dvojnika stvarne aplikacije objedinjavanjem simulacijskih modela upravljačkog i mehaničkog sustava. To korisnicima omogućuje, da simuliraju i provjere djelovanje proizvodnog okruženja i prije nego li ga postave/ostvare u praksi. Programska oprema im dakle pomaže spriječiti neplanirano ponašanje strojeva, koje bi moglo uzrokovati različite greške, kašnjenja u proizvodnji i naravno više troškove.
Rujan • 44 (3/2018) • Godina 12128 ALATNIČARSTVO I STROJOGRADNJA
www.ecoclean-group.net
Digitalizacija u praksi
Pogledajte primjere digitalizacije proi zvodnje i njen utjecaj na poslovanje.
Virtualno komisioniranje

Industrijska računalna obrada: automati zacija i skalabilna obrada podataka
Nove funkcionalnosti neposredno na stroju
Brzo otkrivanje i uklanjanje grešaka –ubrzava komisioniranje
Predobrada velikih količina brzo rastućih podataka na stroju i, prema potrebi, njihovo prosljeđivanje u kontrolni sustav ili oblak
Na portalu TIA Portal već u fazi konfi guriranja i inženjerstva (korak 7, Simatic S7-PLCSIM Advanced), simulirate i provjerite ...

Preglednost svih ključnih pokazatelja (KPI) djelovanja stroja preko namjenskih aplikacija
... funkcije kontrolera – bez potrebe za stvarnom instalacijom kontrolera.

Novi poslovni modeli za proizvođače strojeva povećavaju privlačnost strojeva u očima korisnika u tvornici, jer nude brzu implementaciju novih funkcija.
Simulacija međusobne integracije razli čitih PLC. Moduli mogu biti i odgovara juće zaštićeni.



Programiranje funkcija i njihova distri bucija na povezane uređaje bilo gdje u svijetu. Uređajima upravljate i kontrolira te ih na udaljenosti.
Za integraciju vanjskih simulacijskih alata primijenite API plug-in ...




Kombiniranje prednosti lokalnog raču narstva i računarstva u oblaku:
• Obrada ogromnih količina podataka, platforme s novim funkcijama, kakvo je strojno učenje
• Distribucija novih funkcija na strojeve bilo gdje u svijetu
... te ispitajte i optimirajte kontroler u kontekstu virtualnog stroja ili čitavog sustava.



Tako si osigurajte, da će stvarni proces komisioniranja biti bez grešaka, troškov no učinkovit i da će djelovati besprije korno.

www.siemens.com/tia
3D

Seco s novim svrdlom Feedmax –P pomiče granice postojeće tehnologije bušenja
Sa Secovim novim svrdlima Feedmax –P, koji premašuju postojeću tehnologiju bušenja, proizvođači mogu osjetno povećati učinkovitost izrade provrta za obratke od ISO P materijala (čelici) i željeznog lijeva. Svrdla Feedmax –P od tvrdog karbida pomažu povećati produktivnost bušenja do 35 posto te s novom geometrijom i naprednim pre vlakama osiguravaju dulji vijek trajanja alata.
Svrdla Feedmax –P s novom geometri jom i tamno obojanom prevlakom TiAlN poboljšavaju odvajanje odvojenih čestica i osiguravaju vrlo sigurnu primjenu, kako bi u radionicama s manjim brojem svrdla brže načinili više provrta. Svrdla imaju snažne ravne rezne oštrice s otvorima za hlađenje u blizini za učinkovitije hlađenje, a učinke topline na svrdla smanjuju uske oštrice. Nova geometrija spirala štiti kutove konusa i poboljšava odvajanje odvojenih čestica. Sa svrdlima Feedmax –P s novom pre vlakom, u radionicama u cijelosti mogu iskoristiti učinkovitost alatnih strojeva. Radi snažne geometrije konusa, pri obradi
materijala SMG P5 mogu postići brzine rezanja do 190 m/min, bez smanjivanja postojanosti alata.
Secova svrdla Feedmax –P su na raspo laganju u promjerima od 2 mm do 20 mm (metrički sustav)/0,078 inča do 0,787 inča i u omjerima između duljine i promjera 3 x D, 5 x D i 7 x D. Unutrašnje dovođe nje medija za hlađenje osigurava najviši stupanj učinkovitosti. Inačice po mjeri, kao što su među-veličine i svrdla s oštricom za skidanje bridova te stupnjevana svrdla, na raspolaganju su prema narudžbi.




130
www.secotools.com.
SUVREMENI MATERIJALI PA2200 (PA12) dobra meh. svojstva, fleksibilnost PA3200 GF (PA12 +GF) visoka čvrstoća, temp. stabilnost EVOLVE glatka površina, dobra meh. svojstva PERFORM temp. stabilnost do 268º C • Visoka kvaliteta izrade • Široki izbor materijala • Mogućnost dorade: vibracijsko poliranje, bojanje, montaža INDUSTRIJSKI
ISPIS za prototipove i serijske proizvode DEPROMA d.o.o. info@deproma.si I www.deproma.si Ostvarujemo vaše ideje.



























Rujan • 44 (3/2018) • Godina 12 131
Automatizirano prepoznavanje grešaka (ADR) digitalnim rendgenskim pregledom

Pri digitalnom rendgenskom pregledu se na zaslonu izravno prikazuje radi ograf objekta, kojeg preslikaju rendgenske zrake. Pri postupku nazvanom ADR (Automatic Defect Recognition), koji primjenjuje rendgensko zračenje, za ocjenu rendgenske slike za sve postojeće greške, kao što su poroznosti, uključine i druge utvrđene greške, interakcija operatera nije potrebna.


Taj zadatak automatski obavlja algoritam vrednovanja slike, koju mora parametrirati i pravilno obraditi osposobljeno osoblje. ADR je automatizirani test, koji se primjenjuje za inspekciju velikih količina ispitnih elemenata obično u tri smjene, ili gdje klijent želi visoki stupanj ponovljivosti pri ocjenjivanju grešaka.
Pri konfiguraciji ADR-programa potrebno je razviti držalo, koje omogućuje pregled ispitnog tijela bez odbijanja zračenja i s visokim stupnjem ponovljive točnosti. To zahtijeva, da je držalo načinjeno od materijala, koji apsorbira rendgenske zrake. Pored toga postoje i specifikacije ispitivanja konačnog korisnika, kojih se također potrebno pridržavati. I potrebno je uzeti u obzir oče kivano vrijeme ciklusa pregleda. Tijekom konfiguracije se zatim određuju pozicije testova i podešavaju parametri primjenom referentnih slika. To se obično izvodi bez povezivanja, prije nego se izvede konačni postupak pregleda.
Otkrivanje grešaka je definirano prema interesnim područjima, na kojima se primjenjuju različite maske za filtriranje. Na raspo laganju je više vrsta filtara. Na područjima, koja pokazuju manje promjene u strukturi, moguće je primijeniti automatski filtar, koji pri otkrivanju grešaka blizu rubova ne djeluje dobro. Zato se tamo primjenjuje poseban rubni filtar. Pored toga se tijekom prepoznavanja grešaka može uključiti referentna slika. S pomoću registracije slike to znači, da je slika objekta nadograđena na referentnu sliku, kada se izračuna kompenzacijska transformacija, koja obje slike udruži s najboljim mogućim preklapanjem. U ide alnom slučaju, značajke ispitnog tijela se otkrivaju u stvarnoj slici. Prvo podešavanje parametara se zatim pokušava ispitati na ostalim dijelovima te se tijekom proizvodnje dodatno optimira. Pored toga se priprema dio ili izabere primjerak, koji će potvrditi djelovanje testiranja. Taj primjerak je potrebno ispitati jednom
Rujan • 44 (3/2018) • Godina 12132 ALATNIČARSTVO I STROJOGRADNJA
prije svake smjene, kako bi se provjerilo prepoznavanje sustava poznatih grešaka. Taj postupak je potrebno i ponoviti, kada je promjena parametara obavljena, kako bi se osiguralo pravilno prepoznavanje grešaka.
Pored otkrivanja grešaka pri lijevanju, ADR postupak se može primjenjivati i pri drugim ispitnim tijelima za pregled geometri je, razlika u gustoći, nedostajućih dijelova i pora tj. uključaka.
Za lakše praćenje ispitivanja, na raspolaganju je alat za identifi kaciju, koja na rendgenskoj slici prikaže DMC, RFID ili tekst.

Na raspolaganju su različite mogućnosti za rukovanje odba čenim ispitnim tijelima. Ispitna tijela se automatski izbace ili odbace / označe bez daljnjeg pregleda, ili su rendgenske slike »post-scored«, što znači, da su pohranjene i vizualno ocijenjene od strane osposobljenog operatera. To vizualno vrednovanje se ne izvodi tijekom postupka testiranja proizvodnje, već kasnije, gdje je moguće utvrditi, je li ispitak moguće spasiti ili ne.
ATB® VISOKOTEHNOLOŠKO
ČIŠĆENJE

Visokotehnološki filamenti
• Visoka gustoća abraziva
• Dugi vijek trajanja
• Dimenzijska stabilnost i pri većim udaljenostima do objekta i pri visokim rotacijskim brzinama
Moguća primjena uz sredstva za hlađenje
Različiti prihvati za pričvršćivanje za različita držala alata
Vaše prednosti
Ujednačeno čišćenje rubova
Visoka stabilnost procesa


Kraća vremena obrade
Smanjeni troškovi pokretanja i vremena praznih hodova
Niži troškovi po obratku za proces četkanja
ALATNIČARSTVO I STROJOGRADNJA
visiconsult.de
•
•
•
•
•
•
•
Osborn International GmbH Burgwald/Germany · www.osborn.de · Povpraševanja: +49 (0) 152 90062845 · ihajdukovic@osborn.de
Ispunjenost abrazivom kod ATB disk četki je 4 puta veća od konvencionalno izrađenih bušenih četki.
štancano ATB

Celjski sajam 9–12. travnja 2019. FORMA TOOL – proizvodnja alata i rojeva ZAVARIVANJE I REZANJE MATERIJALI I KOMPONENTE NAPREDNE TEHNOLOGIJE C E LJ S K I S E J E Mw w w c e s e je m s i MEĐUNARODNI INDUSTRIJSKI SAJAM 2019 Najvažniji proizvođači i nositelji ključnih robnih marki Premijerne prezentacije novih indutrijskih do ignuća Najveći u regiji! OSIGURAJTE SI MJESTO MEĐU NAJBOLJIMA Zatražite informativnu ponudu odmah: info@ce-sejem.si Medijski partner Prijaveod 1.lipnja2018.
Digitalna tvornica s modelnim karakterom ››


Tvrtka DMG MORI je kroz ogromne investicije u intenzivnu digitalizaciju poljske tvrtke FAMOT iz Pleszewa, modernizirala tvrtku koja je bila zarobljena u tradiciji i pretvorila je u jednu od najvećih i najsuvremenijih proizvodnih pogona za izradu obradnih strojeva.
Tvrtka FAMOT Pleszew Sp. z o. o., osnovana 1877. godine je s približno 700 zaposlenika jedan od najopsežnijih pogona društva DMG MORI. S ukupnim investicijama u visini više od 60 milijuna eura, DMG MORI je povećao pogon, koji spada u veće u grupaciji, na ukupnoj površini od 50.000 m2, od kojih je 21.000 m2 namije njena proizvodnji i sastavljanju, i u kojoj se neprekidno modernizi raju i digitaliziraju proizvodne tehnologije. To je prvi pogon tvrtke DMG MORI, koji doslovno djeluje digitalno na svim razinama lanca dodane vrijednosti. S modularnim proizvodima i uslugama tvrtki ISTOS, DMG MORI Software Solutions i WERKBLiQ, ovaj projekt budućnosti ima modularni karakter. Zbigniew Nad stawski, tehnički direktor tvrtke FAMOT / Ulyanovsk MT, Dr.
Michael Budt, voditelj znanstvenih istraživanja u tvrtki FAMOT / GRAZIANO / Ulyanovsk MT te Marek Osiński, generalni direktor tvrtke DMG MORI Polska Sp. z o.o., u intervjuu izvještavaju koje inovacije tvrtke FAMOT će predstaviti stručnoj javnosti prilikom velikog otvorenja 8. listopada 2018.

G. Nadstawski, g. Osinski, digitalizacija područja obradnih stro jeva je proces, kojeg tvrtka DMG MORI dosljedno podupire već niz godina. Kakva će biti uloga tvrtke FAMOT na tom području? Nadstawski: Kao najveći proizvodni pogon, tvrtka FAMOT je najprimjerenije mjesto za prikaz prednosti digitalizacije našim kupcima. DMG MORI podupire svoje kupce na putu k Industri ji 4.0 tj. k Industrijskom internetu stvari, te ujedno utire put na tom području. Ukoliko želimo nuditi cjelovita rješenja, moramo nastaviti s našim aktivnostima na području digitalizacije. Tvrtka FAMOT je trenutačno najbolji primjer tih aktivnosti. U praksi smo dokazali kako se integrira i pojednostavljuje proizvodne procese, što će u budućnosti povećati našu konkurentnost. Iz prve ruke doživljavamo kako se uvodi digitalna preobrazba na specifičnim primjerima, jer aktualno realiziramo dosljedna digitalna rješenja za našu proizvodnju. Obzirom na to, modernizirani pogon FA MOT predstavlja prekretnicu za tvrtku DMG MORI, te ujedno i u modelnim karakterom i za naše dobavljače i kupce.
To zvuči kao prijelomna točka. Kako izgleda ta digitalna preo brazba u tvrtki FAMOT?
Dr. Budt: Digitalno smo objedinili ono, što treba biti zajedno. Posebno je ključno bilo povezivanje informacijske infrastrukture
Rujan • 44 (3/2018) • Godina 12 135 ALATNIČARSTVO I STROJOGRADNJA
» Modernizirana tvrtka FAMOT u poljskom gradu Pleszew, dio grupacije DMG MORI bit će predstavljena stručnoj javnosti 8. listopada 2018. | Izvor: DMG MORI
» Zbigniew Nadstawski, tehnički direktor tvrtke FAMOT / Ulyanovsk MT | Izvor: DMG MORI
» Dr. Michael Budt, voditelj znanstvenih istraživanja u tvrtki FAMOT / GRAZI ANO / Ulyanovsk MT | Izvor: DMG MORI
tvrtke DMG MORI na području upravljanja narudžbama, lanca dobave i odnosa s kupcima. Usporedno moraju sve razine lanca dodane vrijednosti, uključujući unutrašnje procese, sustave i kontrolu, te ručne procese, biti konstantno umreženi. To uključuje primljene narudžbe, prodaju, rukovanje održavanjem, integrirano planiranje te unutrašnju programsku opremu MDE/BDE, koju sa činjavaju modularne aplikacije unutar sustava ISTOS PLANNING SOLUTIONS, kojeg čine PRODUCTION FEEDBACK, PRODUC TION PLANNING i PRODUCTION COCKPIT. Te aplikacije pomažu pri planiranju i kontroli čitavog lanca dodane vrijednosti.
Nadstawski: I zaposlene je potrebno preobraziti u stručnjake za digitalizaciju. Za nas su ljudi osnova, ukoliko želimo provesti tako opsežan projekt. Inovacije nikada neće djelovati bez uključenosti zaposlenika.
Što konkretno za vas znači »opsežan projekt«?
Dr. Budt: U slučaju tvrtke FAMOT ključni element digital ne tvornice je takozvani »Manufacturing Service Bus« ili MSB. Otvoreni sustav, koji se temelju na paralelnom prijenosu podataka i omogućuje integraciju različitih aplikacija, koje su specifične za određeni pogon. To uključuje skupine aplikacija kao što su ERP sustav te kadrovske i rukovodstvene aplikacije. Pored toga postoje aplikacije tvrtke ISTOS namijenjene proizvodnji, tijekom kojih spadaju planiranje proizvodnje, MDE/BDE, centralna vizualizacija stanja te upravljanje glavnim podacima i primjenjivo planiranje ra spoređivanja zaposlenika. Druga aplikacija, koja komunicira preko MSB-a je internetska servisna platforma WERKBIQ, koja nosi ime kćerinske tvrtke DMG MORI. Činjenica, da je bilo izrađeno preko 2.000 kopija, ukazuje na važnost MSB-a. To su veze, djelomično dvosmjerne između područja različitih aplikacija.
Nadstawski: Pored cjelovite učinkovitosti rješenja i pristupa tvrt ke ISTOS, bili smo oduševljeni kratkim vremenom uvođenja. Ne smijemo zaboraviti, da je bilo potrebno povezati 140 proizvodnih radnih mjesta i gotovo 50 strojeva. Područje je obuhvaćalo 400 proizvodnih radnika, koji zajedno rade u 600 radnih procedura i s više od 3.000 aktivnih narudžbi.
procese te na održivo povećanje produktivnosti, kvalitete, pregle dnosti i odazivnosti. Spisak specifikacija uključuje i zahtjeve za kombinacijom postojećih samostalnih aplikacija s novim sustavi ma programske opreme u integriranu agilnu proizvodnu mrežu.
Odakle dolaze kompetencije potrebne za to?
Nadstawski: Naravno da smo uključili naše sestrinske tvrtke, među koje spada ISTOS GmbH. Kćerinska tvrtka DMG MORI, osnovana je 2017. godine i podrška je proizvodnim tvrtkama pri postizanju veće učinkovitosti i agilnosti u proizvodnji zajedno sa čitavim lancem dodane vrijednosti u svoju programsku opremu PLANNING SOLUTIONS. Dugo vremena smo tražili rješenje, koje bi moglo integrirati sve naše sustave te automatizirano plani ranje proizvodnje i kontrolu. Zajedno s tvrtkom ISTOS smo obje dinili proizvodnu izvrsnost s novim digitalnim kompetencijama. Iz te simbioze postavljamo temelje za konkurentnost u budućnosti, prije svega s programskom opremom PLANNING SOLUTIONS, te ujedno rješenjima na području programske opreme tvrtke DMG MORI, kao što su CELOS i WERKBLiQ sa svojim internetskim održavanjem i uslugama. To stvara temelje za zahvate na svim po dručjima u sustavu, kao što su upravljanje narudžbama, bilježenje operativnih podataka ili upravljanje glavnim podatcima. Sve to se izvodi automatski te je povezano preko aplikacije SERVICE BUS. Ona djeluje kao posrednik, preko kojeg komuniciraju sve povezane aplikacije dvosmjerno primjenom jedinstvenog niza podataka.
U tvrtki FAMOT je digitalna preobrazba dio razumljive investicije, koju tvrtka DMG MORI izvodi na toj lokaciji već neko vrijeme. Kako se tradicionalna tvrtka razvijala posljednjih nekoliko godina?
Dr. Budt: Već niz godina tvrtka FAMOT bilježi stalni rast opsega proizvodnje, na području postolja i komponenata za strojeve gru pacije DMG MORI, te posebice na području univerzalnih strojeva u segmentu CLX i CMX. Radi toga moramo stalno povećavati naše kapacitete. Investicije u visini 60 milijuna eura nužno su potrebne za razvoj poslovanja, zadovoljavanja potreba rastućeg tržišta te stalnog optimiranja naših proizvoda. Pored toga je tvrtka DMG MORI odo brila sljedećih 30 milijuna eura za povećanje proizvodnje te posta vljanja nove hale za izradu mehaničkih komponenata, među kojima za strojeve DMU 600 P, najvećih strojeva u ponudi DMG MORI.
» Marek Osiński, generalni direktor tvrtke DMG MORI Polska Sp. z o.o. | Izvor: DMG MORI


Projekti takvog opsega obično traju od jedne do dvije godine. Kod nas smo uspjeli pokrenuti sustav u približno šest mjeseci. S jedne strane je to bilo moguće radi iznimnog vođenja projekta sa strane tvrtke ISTOS, koja je imala na terenu u prosjeku tri zaposle nika tijekom trajanja čitavog projekta. S druge strane projekt ne bi mogao biti tako brzo proveden bez visoke motivacije i kompeten cija našeg interdisciplinarnog projektnog tima, u kojem su vodeća mjesta zauzimali zaposlenici iz proizvodnje, montaže, mehaničke obrade i informatike. Tvrtke ISTOS i FAMOT dijele zajednički cilj i vrlo dobro surađuju.
Kakve ciljeve imate obzirom na digitalnu preobrazbu?
Dr. Budt: To se odnosi na učinkovite, brze i sigurne proizvodne
Osinski: Sve to se posebno odražava na našem domaćem tržištu u Poljskoj. Naši poljski kupci traže strojeve s lokalnim servisom i snažnim partnerom u njihovoj blizini. S tvrtkom FAMOT kao pro izvođačem te s našom prodajno-servisnom tvrtkom DMG MORI Poljska, možemo osigurati najbolju podršku kupcima po čitavoj Poljskoj, a posebno s našim atraktivnim rokovima isporuke, koji su u prosjeku četiri do osam tjedana.
U čemu se skriva veći kapacitet pogona FAMOT?
Nadstawski: Do 2020. godine želimo proizvesti više od 2.000 na ših obradnih strojeva, pored 2.000 postolja strojeva te komponena ta i dijelova za daljnjih 3.000 obradnih strojeva. Pored toga želimo postići godišnji promet u visini 300 milijuna eura. Investicije su
Rujan • 44 (3/2018) • Godina 12136 ALATNIČARSTVO I STROJOGRADNJA
» Proizvodnja tvrtke FAMOT. | Izvor: DMG MORI




















































ZABILJEŽITE SI DATUM OTVORENJE FAMOT 09.-12.10.2018. Radno vrijeme: 09:00-18:00 max. kapacitet utovara 250 kg PH 150 AUTOMATIZACIJA CMX 600 V, 800 V, 1100 V više od 200 opcija 3 VELIČINE HIGH-SPEED MILLING CMX V SERIJA SIEMENS, FANUC, HEIDENHAIN 3 UPRAVLJANJA Više o CMX V SERIJI cmx-v.dmgmori.com Ekskluzivni tehnološki ciklusi MPC 2.0 – KONTROLA ZAŠTITE STROJA Praćenje vibracije i okretnog momenta NOVO
namijenjene za nadogradnju strukture te proizvodnih tehnologija. Proizvodni prostori danas obuhvaćaju 21.000 m2, od kojih je jedna trećina namijenjenih montaži. Pored toga imamo nove skladišne prostore za sirove odljevke i novi logistički centar. 140.000 kompo nenata dostavljamo na brojna radna mjesta u proizvodnji i montaži s pomoću sustava KARDEX mini-load. Vertikalnu integraciju tvrtke FAMOT zaokružuje pogon za indukcijsko kaljenje za kom ponente trenutačne serije strojeva CTX.
Dr. Budt: Jezgra tvrtke FAMOT je mehanička obrada, koja je uje dno najveća u grupaciji. Više od 50 strojeva, povezanih u mrežu, većinom proizvođača DMG MORI, trenutačno kontinuirano dje luje na zadovoljavanju velike potražnje. Godišnje proizvedemo više od 1.600 postolja strojeva te na stotine sklopova i komponenata za sestrinske tvrtke DECKEL MAHO u Pfrontenu, DECKEL MAHO u Seebachu, GILDEMEISTER Drehmaschinen u Bielefeldu, te za druge pogone u grupaciji. Obrada postolja strojeva i komponenata se izvodi na strojevima DMC 340 U i DMC 270 U, koji spadaju u veće strojeve DMG MORI. U lipnju 2019. godine ćemo postaviti novi suvremeni i energijski učinkoviti obradni centar velikih di menzija (XXL) s dva stroja DMU 600 P, s dvostrukim stolom i s tri stroja DMC 210 U s linearnim paletnim sustavom, kako bismo po većali naše kapacitete na području obrade velikih obradaka. Opseg proizvoda i usluga će nadopunjavati odjel brušenja s pet brusilica, među kojima je i stroj Taiyo Koki proizvođača DMG MORI, vrlo moderna i samostalna jedinica za mjerenja za proizvodnju vretena.
Najvažniji temelj proizvodnje tvrtke FAMOT su obradni strojevi serije CLX, CMX V i CMX U. Što su inovacije kod tih strojeva?
Dr. Budt: Najnoviji stroj na tom segmentu je CLX 450, s većom duljinom tokarenja za obratke dimenzija do ø 315 x 800 mm u izvedbi s Y-osi i protuvretenom, koje se pomiče za 120 mm. Pro tuvreteno omogućuje kompletnu obradu kompleksnih proizvoda iz šest smjerova. Glavno vreteno omogućuje velike momente do 425 Nm. Izravni pomični sustav za mjerenje proizvođača MAGNE SCALE osigurava visoku točnost u X i Y-osi, a opcijski i u smjeru osi Z. Strojevi mogu biti opremljeni sa SIEMENS ili FANUC upra vljanjem, dok čitav sustav zauzima svega 6,7 m2 tlocrtne površine. Svi univerzalni tokarski centri CLX proizvođača DMG MORI ra spoloživi su u svim tehnološkim verzijama s brojnim tehnološkim ciklusima te različitim opcijama strojne i programske opreme, koju je moguće namjenski konfigurirati obzirom na potrebe korisnika.

„ključ u ruke“ za rukovanje s proizvodima te paletnim sustavima. Svi univerzalni centri za tokarenje CLX se mogu automatizirati s robotskim sustavom Robo2Go druge generacije. Robot je opcijski raspoloživ s nosivošću 10, 20 i 35 kg te može manipulirati s obratcima do promjera 170 mm. Upravljački sustav za upravljanje robotom je jednostavan i ne treba prethodno znanje iz programi ranja. Pored toga se CLX strojeve može automatizirati s pomoću manipulatora GX ili drugih namjenskih rješenja. Za centre za glodanje serije CMX V i CMX U, na raspolaganju je robotizirano rješenje WH CELL. Modularni sustav automatizacije se može prilagoditi različitim obratcima i raspoloživ je s jednostrukim ili dvostrukim sustavom prihvata, uključivo s namjenski razvijenim prihvatnim čeljustima. Obradne centre serije CMX V i CMX U se može automatizirati i s paletnim sustavom PH 150, gdje je nosivost 150 kg ili opcijski 250 kg, uz dvije veličine paleta i do deset paleta dimenzija 320 x320 mm ili šest paleta dimenzija 400 x400 mm. Tako našim kupcima možemo ponuditi širok spektar rješenja na području automatizacije za tokarenje i glodanje.


Rješenja na području automatizacije predstavljaju najvažnije područje za DMG MORI, tako da smo u tvrtki FAMOT proširili ponudu i na tom području. Kupci će dobiti standardna rješenja
Utječe li povećani opseg proizvodnje i prodaje na vaše potrebe za kadrovima?
Nadstawski: Svakako. Ujedno povećanje broja zaposlenih nije naš glavni cilj. Uvjereni smo, da će digitalizacija i automatizacija donijeti višu produktivnost. Oslanjamo se na iskusne zaposlenike i kompetentne mlade talente na području proizvodnje te servisnih usluga. Tvrtka FAMOT jedan je od vodećih poslodavaca u regiji i kako smo uvijek zainteresirani za perspektivne mlade kadrove, surađujemo s više od 15 tehničkih škola i sveučilišta u regiji.
Osinski: Investicije u pogon znače veće kapacitete proizvodnje, što motivira naš prodajni tim, da »plasira što više lokalno proi zvedenih strojeva« na naše domaće tržište. Rukovodstvo tvrtke od nas očekuje povećanu prodaju s fokusom na lokalno proizvedene strojeve. Imamo ambiciozne planove i očekivanja. U tu svrhu očekujemo, da će naš prodajni tim biti vrlo angažiran i motiviran pri prodaji naših strojeva na poljskom tržištu. Letvica je postavlje na vrlo visoko i samo naporan rad svakog od nas nam omogućuje postizanje ambicioznih rezultata. Namjerno nisam primijenio izraz »svaki od naših prodavatelja«, jer investiramo u različite sektore naše organizacije. Kao primjer mogu navesti razvoj našeg odjela postprodajnih aktivnosti i servisa. Kao DMG MORI Poljska, dosljedno investiramo u komponente postojećeg servisnog tima te paralelno zapošljavamo nove servisne inženjere. Za nas su kvaliteta servisa i postprodajnih aktivnosti vrlo važna područja. Pored toga mnogo investiramo u području aplikativnih tehnologija i u tvrtki FAMOT, kao i u DMG MORI Poljska. To je ključno za podršku na šim brojnim kupcima u zrakoplovnoj industriji, jer za tvrtku DMG MORI Poljska zrakoplovna industrija predstavlja glavni sektor. www.dmgmori.com
Rujan • 44 (3/2018) • Godina 12138 ALATNIČARSTVO I STROJOGRADNJA
» Tokarilica CLX 450 proizvođača DMG MORI za veće duljine tokarenja te s protuvretenom, koja zuzima svega 6,7 m2 tlocrtne površine. | Izvor: DMG MORI
» Univerzalna tokarilica CLX 350 proizvođača DMG MORI automatizirana s robotskim sustavom Robo2Go. | Izvor: DMG MORI
T-FACE – nova tvrdometalna glodala malog promjera sa SP krivuljnim priključkom
ISCAR predstavlja T-FACE obitelj tvrdometalnih alata s izmje njivim glavama za aplikacije koje zahtijevaju čeona glodala s malim promjerima.
Alati se sastoje od glavama montiranih na čelična tijela s pomoću jedinstvenog SP krivuljnog priključka, jednog od ISCAR-ovih posljednjih inovacija koja se već dokazala u ekstremno uspješnoj T-SLOT liniji glodala za glodanje utora. Priključak je razvijen kako bi osigurao vrlo izdržljiv sklop koji može nositi glavne alate za čeono glodanje i izdržati savijanje uzrokovano duljinom alata za aplikacije koje zahtijevaju velike duljine alata.
Jedinstvena rezna geometrija glava čini ih pogodnim za učinkovi to čeono glodanje različitih inženjerskih materijala. Visoka gustoća oštrica i veća točnost osiguravaju bolju produktivnost od tipičnih glodala s izmjenjivim pločicama, dok konstrukcija omogućuje jednostavno stezanje i izmjenu glava.






Nove glave raspoložive su s promjerom 32 mm s 8 oštrica, sa SP15 priključkom i maksimalnom dubinom glodanja 8 mm; promjerom 40 mm s 10 oštrica, sa SP17 priključkom i maksimal nom dubinom 10 mm; i promjerom 50 mm s 12 oštrica, sa SP19 priključkom i maksimalnom dubinom glodanja 12 mm.


Male dimenzije glodala omogućuju im učinkovitu primjenu za operacije čeonog glodanja u okruženjima s ograničenim prostorom
i na malim alatnim strojevima, posebice na više-funkcionalnim strojevima. Nova tijela raspoloživa su sa cilindričnim i Weldon prihvatima.
Rujan • 44 (3/2018) • Godina 12 ALATNIČARSTVO I STROJOGRADNJA
www.iscar.com Najviša razina tehnoloških rješenja iz područja laserske obrade površina, laserskog graviranja i 3D printera www.tehnoprogres.hr Tehnoprogres d.o.o. Kustošijanska 306 10000 Zagreb Ured: Fallerovo šetalište 22 10000 Zagreb Tel: +385 1 3737 688 e-mail: prodaja@tehnoprogres.hr
Ugrađen okretni stol na 5-osnim obradnim centrima proizvođača HURCO povećava fleksibilnost.
Proširene mogućnosti obrade››
Obradni centri serije SRTi proizvođača HURCO bili su posebno razvijeni za točnu obradu teških obradaka s kompleksnim konturama, bez obzira na njihovu veliku masu i nadprosječnu veličinu. Na sajmu AMB u Stuttgartu je HURCO primijenio obradni centar VMX 60 SRTi za prikaz, kako mogu dugi putovi dodavanja u kombinaciji s okretnim stolom učinkovito povećati spektar obrade.
Ta konfiguracija omogućuje horizontalnu obradu s optimalnom kontrolom nad odvojenim česticama. C-os integriranog okre tnog stola podržava neograničeno rotacijsko gibanje, što skraćuje vrijeme obrade i ima pozitivan učinak na troškovnu učinkovitost obrade. Michael Auer, direktor tvrtke HURCO GmbH pojašnjava, da ukoliko je potrebno glodati površinu cilindra na obratku, okre tni stol izvodi neprekinuto okretanje.
Obrada u samo jednom stezanju
Svi obradni centri serije SRTi omogućuju neograničeno okretanje obratka u C-osi okretnog stola. B-os okretne glave stroja omo gućuje dodatni pristup obratku, što je velika prednost pri obradi kompleksnih kontura kod turbine ili propelera u jednom stezanju. Michael Auer naglašava, kako je proces stezanja vremenski zahtje van. Kod obrada kompleksnih kontura, koje su sve češće, ušteda vremena stezanja na račun samo jednog stezanja obratka za čitavu
obradu, važna je konkurentska prednost dobavljača obrađenih di jelova. Pored toga obrada u jednom stezanju omogućuje postizanje veće točnosti.
» Obrada s kombinacijom okretnog stola i glave obradnog centra serije SRTi proizvođa ča HURCO. | Izvor: HURCO
Povećanje produktivnosti na račun sustava za automatizirano dodavanje obradaka


Mogućnost dodavanja i stezanja s automatiziranim sustavom bez potrebe za operaterom pomaže u učinkovitosti strojeva proizvođa ča HURCO. U tvrtki surađuju s brojnim dobavljačima različitih automatiziranih sustava dodavanja obradaka, pojašnjava Michael Auer. To znači, da mogu točno zadovoljiti široki raspon zahtjeva njihovih korisnika sa ciljem postizanja održive metode povećanja produktivnosti. Rezultati u praksi pokazuju, kako tvrtka HURCO surađuje sa svojim kupcima, da bi mogla razvijati odgovarajuća rješenja, koja čine njihov obradni centar i robot za dodavanje obradaka isporučen od strane njihovih partnerskih tvrtki. Sve to mogu nadograditi s pomoću integracije njihovog obradnog centra u postojeći digitalni proizvodni sustav.
Cilj automatiziranog sustava dodavanja obradaka je u održivom povećanju kapaciteta obrade, bez povećanih potreba za dodatnim operaterima. Na sajmu AMB, HURCO je prikazao razumljiv primjer takve integracije, koju trenutačno razvija i uključuje kombinaciju obradnog centra VMX 60 SRTi i robota Compact 80, proizvođača EROWA. www.hurco.com www.strojotehnika.com
Rujan • 44 (3/2018) • Godina 12140 ALATNIČARSTVO I STROJOGRADNJA
» 5-osni obradni centar VMX 60 SRTi proizvođača HURCO. | Izvor: HURCO
Zašto podešavati i mjeriti alate?
Veća produktivnost, viša kvaliteta, dulja postojanost alata Kraće vrijeme pripreme i dulji rad strojeva bez prekida cilj su svake proizvodnje. Dok CNC-stroj proizvodi, vi možete pripremati sljede ći alat – s mikrometarskom točnošću. Manje otpada znači manje troškove. S točno i pravilno podešenim alatom, proizvodit ćete u vrhunskoj kvaliteti i bez ispada stroja radi alata. A s redovitim kontrolama ćete moći iskoristiti maksimalnu postojanost alata.
S pravim podešavanjem dolazi se daleko
Uređaji za podešavanje i mjerenje EVOSET rješavaju više izazova odjednom. S njima možete skratiti vrijeme pripreme, izbjeći oštećenja alata i ispade u radu strojeva te štedite na troškovima. Uređaji EVOSET PWB su vrlo jednostavni, sigurni i priručni. U našoj ponudi su rješenja od ručnog do potpuno automatskog predna mještanja. Svi uređaji omogućuju i neposredni prijenos podataka o alatima ili uključivanje u naš sustav SMART FACTORY.
PWB – pravi izbor za vas EVOSET vam s optimalnom ponudom iz modularnog sustava TOOL MASTER PREMI UM donosi prava i najučinkovitija rješenja za podešavanje, mjerenje, ispitivanje i upravlja nje vašim alatima. EVOSET vam nudi troškov no i energijski učinkovitu proizvodnju, koja se sama konfigurira i usavršava: garantiramo vam pouzdanost procesa, brzi prijenos poda taka, glatku obradu te uključivanje u postoje će i nove proizvodne procese. S kompletnim EVOSET rješenjem možete upravljati podaci ma o proizvodima, distribuirati informacije, automatizirati tijekove rada i optimirati surad nju odjela za nabavu, pripremu proizvodnje, osiguravanje kvalitete i proizvodnju.

Rujan • 44 (3/2018) • Godina 12 141 TOOL MASTER SERIES CNC | QUADRA | 2 KAMERE KUPCU PRILAGOĐENA RJEŠENJA Teximp d.o.o. • Rimski put 31, HR-10360 Sesvete +386 1 2331987 • croatia@teximp.com www.teximp.com www.evoset.com PWB Swiss made • Plug & Play
SLS 3D pisač Sinterit Lisa 2 Pro››
 Rok Vojska
Rok Vojska
Tehnologija 3D tiskanja je u svijetu prisutna već više od 35 godina s početkom u 1981. godini. Od njenog začetka bio je primjetan veliki potencijal za promjenu načina izrade predmeta. Prvi primjeri 3D tiskanja su bili radi visokih troškova dostupni samo većim industrijama. Radi potencijala te tehnologije sve više ljudi se počelo uključivati u razvoj različitih postupaka tiskanja i s time su načinili tehnologiju dostupnu i običnom čovjeku. Sada se tehnologija 3D tiskanja primjenjuje i u medicini, kućanstvu, tekstilnoj industriji, zlatarstvu i na još mnogo drugih područja.
Svaki postupak u 3D tiskanju ima svoje prednosti i primje nu. Prvi razvijeni postupak bio je stereolitografija (SLA), koja s pomoću laserske zrake očvršćuje kapljeviti materijal na bazi smole sloj po sloj. Taj postupak je radi njene površinske točnosti i glatke površine vrlo omiljen u zlatarstvu, stomatologiji i medicini. Fused deposition modelling (FDM/FFF), gdje zagrijana mlaznica polaže rastaljenu plastiku u slojevima, na svjetskoj je razini najpozna tiji postupak, jer je cjenovno vrlo povoljan i dostupan svima. S pomoću te tehnologije moguća je izrada od plastičnih igračaka, do elemenata strojeva.
Postupak, koji je vrijedan veće pozornosti, je selektivno lasersko srašćivanje (SLS). Pri tom postupku primjenjujemo plastomerni materijal u obliku praha s mikronski finim česticama i njime napu nimo dno komore za tiskanje. Za svaki sloj, komora se s materija lom malo spusti, valjak prijeđe i nanese novi sloj materijala, a laser zatim odozgo spoji čestice na površini, gdje se nakon nanošenja svih slojeva nalazio dio za tisak. Nakon završenog ciklusa dio se vadi iz ostatka praha, pjeskari nesrašćeni prah s njega i dio je spre man za primjenu. Preostali materijal pomiješamo s određenom količinom svježeg praha i tako imamo pripremljenu mješavinu za sljedeći tisak.
Pored izvrsne kvalitete na manjim detaljima, tvrdoće i otpornosti na trošenje, velika je prednost SLS tehnologije tiskanje bez podu pora, jer tu ulogu preuzima prah oko dijela koji se printa. Radi te prednosti, s pomoću SLS postupka možemo tiskati oblike koje drugim postupcima nije moguće.
Poljskoj tvrtki Sinterit možemo zahvaliti za dostupnost SLS po stupka 3D tiskanja širem krugu ljudi. Sa svojim prvim proizvodom
Sinterit Lisa 1 pomagali su već brojnim dizajnerima pri razvoju proizvoda brzom izradom prototipova, izradi plisiranih kostima, egzoskeletne podupore za udove i još više.
Tvrtka Sinterit vam sada nudi mogućnost prednarudžbe za noviji SLS 3D pisač Sinterit Lisa 2 Pro, koje će počeli isporučivati u rujnu 2018. Za razliku od Sinterit Lise 1, Sinterit Lisa 2 Pro nudi: veću ra dnu površinu za tiskanje većih dijelova ili više dijelova odjednom; komoru koja je napunjena dušikom, što omogućuje tiskanje sa ši rim izborom materijala; noviju i učinkovitiju programsku opremu Sinterit Studio 2018 te veći zaslon na samom pisaču.
Rujan • 44 (3/2018) • Godina 12142 ALATNIČARSTVO I STROJOGRADNJA
Rok Vojska • IB-CADDY d.o.o.››
» Slika 1: SLS 3D pisač Sinterit Lisa 2 Pro
Materijali s kojima možemo tiskati na Sinterit Lisi 1 su poliamid PA12 i plastomerni poliuretan Flexa Black. Radi dušikove komore kod Sinterit Lisi 2 Pro imate pored PA12 i Flexa Black mogućnost tiskanja i s PA11 i Flexa Grey. Crni materijal PA12 je izvrstan za glatke površine, male detalje, izradu prototipova i konačnih proizvoda, jer je čvrst, otpo ran na kemijske tvari i visoke temperature. Flexa Black je elastičan, fleksibilan i istodobno čvrst i otporan na kemijske tvari te ima dobru oblikovnu memoriju, primjeren je za krute elemente, anatomske modele, brtve, ublaživače udara i izolacijske elemente. PA11 je čvrst s visokom otpornošću na trošenje, temperaturu, izvrstan je za izradu dijelova s visokim mehaničkim opterećenjima, dijelova od zahtjevnih prostornih oblika i za pomagala pri učenju. S Flexa Grey možete izraditi elastične prototipove, jer ublažava udarce i vibracije i primjeren je za izradu prototipova. Dušikova komora u Sinterit Lisi 2 Pro omogućuje tvrtki Sinterit razvijati više novih materijala, koje možemo oče kivati u bližnjoj budućnosti. Isto tako možemo primjenji vati materijale vanjskih proizvođača, jer vam programska oprema Sinterit Studio omogućuje promjene postavki lasera i komore.
Za povećanu produktivnost robota
Stäubli sustavi za promjenu robotskih alata dizajnirani su prema modularnom konceptu proizvoda koji jamče multifunkcional nost i optimalnu integraciju u sve robotizirane industrijske procese.


MPS COMPLETE Prethodno konfigurirana aplikacijska rješenja MPS MODULAR Pojedinačno konfigurabilna rješenja nude sve prednosti našeg modularnog sustava
Vrijeme postaje sve dragocjenije i 3D tiskanje pomaže u njegovom kvalitetnijem iskorištavanju. Primjenom SLS postupka 3D tiskanja, dizajneri mogu brzo i jeftino provjeriti svoje koncepte i s time skratiti vrijeme realizacije konačnog proizvoda. Brzina izrade prototipa ima veliki utjecaj u postupku izrade proizvoda i njihovog dolaska na tržište. S brzom izradom prototipova možemo ukloniti mnogo nedostataka proizvoda i s time korisniku osigurati kvalitetan proizvod. U medicini možemo s pomoću skeni ranja organa i brze realizacije s pomoću SLS postupka 3D tiskanja, načiniti model organa visoke razlučivosti s kojim si kirurzi pomažu planirati zahvat, što bitno smanjuje mo gućnost komplikacija. Sve veća je i potražnja za unikatnim proizvodima za što 3D tiskanje omogućuje brzu i cjenovno povoljnu izradu.
Sinterit Lisa 2 Pro doprinosi mnogim tvrtkama na razvoj nom i drugim područjima. Primjena pisača je jednostavna, a nesrašćeni prag se može ponovo primijeniti. Kako kod ovog postupka nije potreban podupor, dovoljno je samo čišćenje dijelova iz bloka praha i dijelovi su spremni za primjenu. Tvrtka Sinterit vjeruje, da je ljudska kreativnost bez granica i stoga izrađuje cjenovno dostupne pisače, što omogućuje širem krugu ljudi ostvariti i testirati svoje vizije. www.ib-caddy.com
MPS CUSTOMIZED Prilagođena rješenja za aplikacije koje zahtijevaju posebne prilagodbe
Maksimalna sigurnost procesa za opremu i osoblje
Fleksibilnost za maksimalnu raznolikost u proizvodnim procesima
Ekonomska učinkovitost za rentabilnost proizvodnje
Produktivnost za optimiranje kvalitete proizvodnih procesa
Rujan • 44 (3/2018) • Godina 12 143 ALATNIČARSTVO I STROJOGRADNJA
» Slika 2: Model otisnut na SLS 3D pisaču Sinterit Lisa 2 Pro
www.staubli.com
Digitalno inženjerstvo: Konstruirajte jednostavno online ››
S besplatnim alatom item Engineeringtool moguće je intuitivno od bilo gdje i bez dodatne programske opreme prihvatiti se vašeg sljedećeg projekta.
Procesi u suvremenom strojarstvu postaju sve više digitalni. Pri pregledu itemovih tema prošle godine su par item MotionDesigner® i item MotionSoft® za naše transportne linearne jedinice te primjenjen alat item Machiningtool samo dva primjera, kako digitalno inženjerstvo može ubrzati projekti rad korisnika. U item Engineeringtool raspoloživi ugrađeni filtri i računarski alati preuzimaju kompleksne kalkulacije i nude korisniku podršku pri izboru odgovarajućih komponenata. S alatom item Engineeringtool item je načinio važan korak naprijed. Proširio je item online konfiguratore s brojnim dodatnim funkcijama u novo korisničko rješenje za konstruktore. Naš cilj je digitalno radno mjesto za sve konstrukcijske zadatke s item komponentama. Digitalno inženjerstvo s itemom će vaš rad olakšati i ubrzati.
To sve može alat item Engineeringtool


U prvoj verziji alat item Engineeringtool obuhvaća komponente item MB modularnog sustava. Za konstruiranje možemo primijeniti item profilnu tehniku svih vrsta profila, koja je podržana s pravilima konstruiranja. Pri tome stvarno 3D konstruiranje djeluje u svim suvremenim Web pretraživačima –potpuno bez dodatne programske opreme. Na željenom terminalu s internetskom vezom, možete jednostavno i bilo gdje stvarati nove konstrukcije, koje možete opremiti izravno u item Engineeringtool s odgovarajućim veznim, kao i završnim i podnim elementima.
U komforne funkcije alata item Engineeringtool spadaju: integrirani pretraživač proizvoda, funkcionalnost drag-and-drop (povuci i ispusti) za jednostavno postavljanje komponenata i automatsko poravnavanje komponenata. Pri pozicioniranju elemenata vezne tehnike automatski se izvodi provjera primjerenosti elemenata i dodaju se sve potrebne obrade profila. S time je moguće brzo i bez CAD sustava ostvariti česte standardne
zadaće konstruktora. Istodobno je s primjenom alata item Engineeringtool moguće jednostavno konstruiranje i konfiguriranje praktično svakom korisniku i to bez dugotrajnog uvođenja.
CAD podaci i uključivo projektna dokumentacija
Alat item Engineeringtool u biti omogućuje 3D konstruiranje s item komponentama i bez vlastitog CAD sustava. S pomoću u svijetu ujednačenih brojki projekata, možete dijeliti vaše ideje s kolegama jednostavno po čitavom svijetu. Ukoliko želite, zahvaljujući CAD podatkovnom izlazu alata item Engineeringtool, moguće je učitavanje podataka u vaše ustaljeno CAD okruženje i njihova daljnja obrada u vašem CAD sustavu.
S našim nastavkom digitalnog inženjerstva imate sve niti u svojim rukama za skraćivanje rješavanja problema. Načinite ideje projekata s pomoću alata item Engineeringtool već pri posjeti klijentu. Definirajte zahtjeve u vezi s projektom odmah u jednostavnom učikovitom zajedničkom rješenju za 3D kontruiranje i pritiskom na gumb izradite opsežnu projektnu dokumentaciju.

Rujan • 44 (3/2018) • Godina 12144 ALATNIČARSTVO I STROJOGRADNJA
Zašto čekati? Provjerite digitalno inženjerstvo s itemom!
3D konstruiranje, CAD eksportiranje i projekta dokumentacija nisu jedine prednosti alata item Engineeringtool. Samo jednim klikom prenesete vašu konstrukciju u košaricu s izravnom funkcijom naručivanja. S pomoću alata item Engineeringtool ste od prvog koraka na putu u smjeru strojarstva budućnosti. Uvjerite se o jasnom i čistom sučelju za učinkovitu realizaciju vaših konstrukcijskih zahtjeva. Otkrijte važe mogućnosti u vezi s digitalizacijom procesa naručivanja i proizvodnje.




Vaše ideje su toga vrijedne!
Alat item Engineeringtool možete naći na internetskoj stranici: si.item24.com/en/customer-solutions/configurators/ www.item24.hr
Novi GOM ATOS 5 i 5X dizajnirani su za brza i precizna 3D industrijska mjerenja velikih mjernih volumena, prikladni su za integraciju u proizvodne pogone.
Dokazana GOM kvaliteta rezultata vidljiva je kod mjerenja najmanjih detalja i radijusa.
industrijsko
Rujan • 44 (3/2018) • Godina 12 145 ALATNIČARSTVO I STROJOGRADNJA
Precizno
3D mjeriteljstvo Posjetite TOPOMATIKA mjerni laboratorij i dogovorite prezentaciju ili uslugu mjerenja. Tel: +385 1 3496010 info@topomatika.hr www.topomatika.hr ATOS 5
Izrada prototipova i gotovih proizvoda od visokoučinkovitog materijala punjenog ugljičnim vlaknima
Stratasys FORTUS 380mc Carbon Fiber Edition ››


Najnoviji stroj tvrtke Stratasys, FORTUS 380mc CARBON FIBER EDITION ističe se time što je prilagođen za izradu modela od materijala NYLON 12 ispunjenog ugljičnim vlaknima. Ovaj 3D printer je izravni odgovor tvrtke na zahtjeve tržišta koje traži materijale visokih performansi na strojevima nižeg cjenovnog razreda.
Tvrtka je do sada nudila izradu modela od materijala punjenog ugljičnim vlaknima samo na industrijskim strojevima koji cijenom nisu odgovarali velikom broju korisnika. Uvrštavanjem u ponudu znatno povoljnijeg stroja proširena je baza korisnika kojima je materijal punjen ugljičnim vlaknima sada pristupačan.

Stroj FORTUS 380mc CARBON FIBER koristi FDM (Fused Deposition Modeling) tehnologiju 3D printanja. Za izradu modela mogu se koristiti dva materijala, NYLON 12CF i ASA. Stroj je ciljano rješenje za izradu čvrstih i krutih prototipova, gotovih proizvoda i posebnih alata. Još jedna prednost korištenja materi jala NYLON 12 CF je smanjena težina gotovih modela. Zbog ove činjenice Američki odjel za energiju, proizvodnju od polimer nih materijala ojačanih ugljičnim vlaknima svrstava u ekološku proizvodnju. Naime smatra se da smanjenje mase vozila od 10 % izravno utječe na smanjenje potrošnje goriva od 5 % zbog čega se

Rujan • 44 (3/2018) • Godina 12146 ALATNIČARSTVO I STROJOGRADNJA
» Stalak/nosač za motocikl
3D printan od NYLON 12CF materijala
» Sustav kočenja 3D printan od NYLON 12CF materijala
očekuje da će najšira primjena ovog stroja biti baš u automobilskoj industriji. Osim automobilske industrije interes za strojem postoji i u zrakoplovnoj industriji, medicini, u proizvodnji sportskih rekvi zita i u brodogradnji.
liranim uvjetima, izrađevine ne pokazuju znakove vitoperenja i skupljanja, već ostaju u zadanim tolerancijama. Za manje zahtjevne aplikacije, kao što su izrada prototipa za verifikaciju dizajna proi zvoda ili bilo kojeg posla koji ne zahtjeva materijal poput NYLON
12 Carbon Fiber koristi se ASA, stvarni plastomer otporan na UV zračenja i s povećanom otpornošću na kemikalije. Osim toga, korištenjem materijala ASA dobivaju se vizualno najbolji dijelovi na FDM tehnologiji. Za oba materijala stroj koristi topivi potporni materija, što korisniku pruža potpunu slobodu kod konstruiranja novog proizvoda.
Osnovne tehničke karakteristike stroja su:
• Grijana radna komora

• Radni volumen 355 x 305 x 305 mm
• Topivi potporni materijal
• Izrada modela sa 100% ispunom (solid)
» Vodilica za bušenje 3D printana od NYLON 12CF materijala
NYLON 12 CF tehničkim karakteristikama sličan je materijali ma koji se koriste kod injekcijskog prešanja. Materijal sadrži 35 % ugljičnih vlakana na jedan kilogram mase. Izrađevine su do četiri puta čvršće u X i Y osi od sličnih materijala drugih proizvođača. Kako se proces gradnje odvija u grijanoj komori u strogo kontro
Upravljanje 3D printerom moguće je iz dva različita softvera. Uz Insight, softver koji već dugi niz godina koriste svi 3D printeri FDM tehnologije iz Stratasys Production serije, kao dodatna opcija nudi se softver GRABCad. GRABCad je platforma prilagođena za upravljanje svim Stratasys 3D printerima bez obzira na tehnologiju koju koriste. Jednostavna priprema i optimiranje 3D printanja, puštanje u rad izravno iz CAD datoteke bez procesa konverzije u STL, automatsko popravljanje CAD modela i praćenje statusa izrade modela putem mobilne aplikacije, samo su neke od opcija koje ovaj softver nudi.


Obratite nam se i zatražite više informacija o stroju ili uzorku.

ALATNIČARSTVO I STROJOGRADNJA
www.izit.hr e-mail: info@tehnaplus. AHX475S “HIGH-FEED“ GLODAČA GLAVA ZA PLANSKO GLODANJE S VISOKOPRODUKTIVNOM PLOČICOM SA 14 REZNIH OŠTRICA • promjeri ø50÷ø160mm (4÷12 pločica) • dvostrana pločica sa 14 reznih oštrica • maksimalna dubina glodanja APMX=1.6mm • posmak do 2mm/zubu • za obradu čelika, sivog lijeva i otvrdnutog čelika 75° APMX 1.6mm
United Grinding Group
UNITED GRINDING Group


Grupacija UNITED GRINDING Group, koja se predstavila na sajmu GrindTec 2018, je svjetski najveći dobavljač preciznih brusilica. Uključuje osam rob nih marki grupacije:
MÄGERLE, BLOHM i JUNG čine i tehnološku gru pu »Surface and Profile Grinding« JUNG – potvrđena tehnologija za kvalitetu i preciznost
Na sajmu je bio predstavljen centar za brušenje JUNG J600 i sa svojim je značajkama osvajao kupce iz čitavog svijeta. Te značajke su visoka ponovljivost rezultata brušenja, izvrsna zrcalna kvaliteta obrađene površine i individualna prilagodba stroja pojedinom kupcu.
Centar za brušenje J600 je računalno upravljani stroj, upravljan s pomoću JUNG-ovom upravljačkog susta va. Precizna mehanička konstrukcija stroja osigurava dosljedne prvorazredne rezultate brušenja. Centar J600 dokazuje svoju točnost i fleksibilnost pri svako dnevnoj primjeni, pogotovo kada je brušenje potrebno pri izradi alata za tlačno lijevanje i injekcijsko prešanje plastike.
Centar J600 s područjem brušenja 300 x 600 mm, viso kom fleksibilnošću i optimalnim rezultatima pri brušenju jednog dijela ili manje serije, kupcima omogućuje optimalnu strojnu obradu. Glavni cilj tvrtke JUNG je učiniti njihove kupce uspješni ma, a to je posebice podržano sa centrom za brušenje J600. J600 ima sljedeće komponente strojne opreme: provjereni oblik križnih vodilica od sivog lijeva, dodatno elektronsko ručno kolo na području radnih vrata, kao opcija za X i Z os te dvostruka
vrata prema radnom području. Načelo konstrukcije je usmjereno na modularni sustav, dakle moguće je centar za brušenje prilagoditi pojedinim željama kupaca. Centar J600 se može pohvaliti sa svojim iznimnim svoj stvima prigušivanja i hidrodinamičkim vodilicama EasySlide za vođenje stola. Visoko točno kuglični linearni pogoni osiguravaju velika ubrzanja i visoke brzine prijenosa.

PROMOCIJSKI ČLANAK Rujan • 44 (3/2018) • Godina 12148
» Centar za brušenje JUNG J600
AG
BLOHM – iznimno visoka učinkovitost pri površinskom i profilnom brušenju
Brusilica PLANOMAT HP 412 marke BLOHM je sna žan i impresivan stroj s visokim stupnjem učinkovitosti. Svoje prednosti pokazuje i u najzahtjevnijim uvjetima i neprekidno osigurava optimalne rezultate. S više od 1000 strojeva isporučenih u 34 zemlje, svaki stroj PLA NOMAT HP dosljedno je usmjeren na produktivnost i učinkovitost. Stroj je fleksibilan i individualno optimi ran za sve zahtjeve.
Koncept stroja PLANOMAT HP omogućuje visoke brzine i velika ubrzanja te osigurava pogone brusova do snage 24,5 kW. Privlačne mogućnosti, kao što su mjerna sonda, odvojeno vreteno za vertikalno brušenje ili četvrta os, omogućuju individualno proširivanje za maksimalnu prilagodljivost tih strojeva.
Najuspješnija serija BLOHM-ovih strojeva PLANO MAT HP već desetljećima dosljedno ispunjava zahtjeve kupaca, bilo da ih se primjenjuje kao univerzalne stro jeve za individualnu i maloserijsku proizvodnju, ili kao troškovno učinkovit, prilagođen stroj na svim područjima indu strije. Naglasak je jasno na jednom cilju: produktivnost kupaca.
Operacijsko sučelje BLOHM omogućuje brzo i jednostavno upravljanje te se može individualno prilagoditi svakom zadat ku, i to za jednostavno programiranje u radionicama za tlačno lijevanje ili injekcijsko prešanje ili za proizvodne aplikacije. To osigurava optimalnu iskoristivost stroja i dugoročno povećava produktivnost.
Tvrtka BLOHM nudi i PLANOMAT HP u kombinaciji s auto
matiziranim konceptima postavljanja obradaka s pomoću kon vencionalnih ili suradničkih robota. Cilj je jasan: s konceptom postavljanja i uklanjanja bez osoblja, kupci mogu smanjiti svoja pomoćna vremena i dodatno povećati proizvodnju. Pouzdanost procesa se poveća i s pomoću višeg stupnja automatizacije. Koli čine otpada i zastoja se isto tako značajno smanjuju.
Čeona glodala UNI-MILL A20 proizvođača Jongen
Čeona glodala UNI-MILL A20 omogućuju posebno učinko vitu grubo i fino glodanje čelika, nehrđajućeg čelika i željeznog lijeva.
Prednost novih alata je u velikom broju reznih pločica s osam reznih oštrica na svakoj pločici te u mekanom načinu odrezivanja zahvaljujući pozitivnom prednjem kutu alata.
Program alata za glodanje sadrži stablasta glodala prema DIN 1835-B i glodaće glave s gusto te ujednačeno raspoređenim reznim pločicama.
Okretne rezne pločice s osam reznih oštrica imaju pozitivan prednji kut i raspoložive su u precizno sinteriranoj i precizno brušenoj verziji. Najveća dubina rezanja u aksijalnom smjeru je 3,5 mm.
Rezne pločice mogu biti načinjene od sljedećih materijala:
• Tvrdi metal (karbid) HC45, načinjen od vrlo tvrdih i finih čestica te s tvrdo nitriranom površinom, primjeren za obradu čelika.
• Tvrdi metali (karbidi) HC30 i XC35, načinjeni od finih čestica tvrdog metala otpornih na trošenje s nitriranom površinom, primjerni za obradu nehrđajućeg čelika, duplex čelika te dru gih teško obradivih materijala.

• Tvrdi metal (karbid) HC20, načinjen od finih čestica karbida s nitriranom površinom vrlo otpornih na trošenje, koji predsta vlja najbolji izbor za obradu željeznog lijeva.

Držala glodala su načinjena od temperiranog alatnog čelika visoke tvrdoće, kako bi izdržali najveća opterećenja, te s niklanom površinom za veću otpornost na koroziju.
Svi alati imaju ugrađene kanale za dovod sredstva za hlađenje i podmazivanje.
Rujan • 44 (3/2018) • Godina 12 149 ALATNIČARSTVO I STROJOGRADNJAPROMOCIJSKI ČLANAK
» Centar za brušenje BLOHM PLANOMAT HP
United Grinding Group AG
» Alati za čeono glodanje UNI-MILL A20 proizvođača Jongen. | Izvor: Jongen Werkzeugtechnik GmbH
www.jongen.de
Walter na sajmu AMB 2018: produktivnost i za srednje velike tvrtke
• najava: nova generacija alata
digitalna rješenja u proizvodnji: industrija

i Tool Management Services
novi precizni alati za bušenje, tokarenje i izradu navoja
Na sajmu AMB 2018 u Stuttgartu stručnjak za obradu odvaja njem čestica, tvrtka Walter, po prvi puta predstavlja novu genera ciju alata, koji će postupno početi dolaziti na tržište u 2019. godini. Pored proizvodnih inovacija na području glodanja, bušenja, tokarenja i izrade navoja, u središtu pozornosti sajamskog predsta vljanja biti će i digitalna rješenja u proizvodnji, koja su prilagođena zahtjevima srednje velikih tvrtki.
„Srednje velike tvrtke neprekidno se suočavaju s izazovima, kako bi poboljšali svoju produktivnost i s time povezanu konkurentnost. Tako podržavamo tvrtke za obradu odvajanjem čestica kroz čitav proces povišenja dodane vrijednosti: s pomoću digitalnih rješenja i inovativnih preciznih alata. Naš vrhunac na sajmu AMB predsta vlja generacija alata, koja otvara nove perspektive na području pro duktivnosti. Inovacija obuhvaća više različitih područja primjene i po prvi puta će biti izložena upravo na sajmu«, pojašnjava Mirko Merlo, predsjednik uprave tvrtke Walter AG.
Digitalna rješenja neposredno iz prakse: industrija 4.0 i Tool Management Services
Individualno procesno optimiranje i digitalna rješenja, koja je moguće instalirati na način Plug&Play, namijenjeni su prije svega zahtjevima u proizvodnji srednje velikih tvrtki za obradu odvaja njem čestica. Asistentski sustav u proizvodnji Comara appCom, je konfiguriran primjerice u manje od jednog sata i u stvarnom vre menu analizira te vizualizira podatke o stroju. S pomoću aplikacija, koje se mogu individualno programirati, moguće je vizualizirati podatke iz proizvodnje, analizirati procesa te provesti optimiranje. Programski alat Comara iCut mjeri snagu vretena do 500 puta u sekundi i u stvarnom vremenu automatski prilagođava pomak obzirom na stvarne uvjete.
Na međunarodnom sajmu za obradu metala, tvrtka Walter pored svega predstavlja i novi automat za izdavanje alata: sustav je moguće individualno konfigurirati i proširiti (veličinu ladica se može brzo i jednostavno prilagoditi). Tvrtka Walter nudi rješenja za upravljanje alatima po mjeri kupac/korisnik, od izdavanja alata preko Tool Managementa do individualno razvijenih koncepata pregleda nad troškovima alata za određeni dio.
Novi precizni alati tvrtke Walter
Nova navojna glodala s reznim pločicama kao i pločica za gloda nje navoja s geometrijom D61, šire fleksibilnost za različite uspone
i duljine navoja. Inačica T2713, gdje je pločica u jednoj razini, osigurava dobro odvođenje odvojenih čestica i sprječava odguriva nje alata radi odvojenih čestica. To vodi k apsolutno cilindričnom navoju, čak i ko velikih duljina nestegnutog alata. Inačice T2711 i T2712, gdje su pločice na više razina, predstavljaju najbolju pro duktivnost, jer pločice rade istodobno više navoja odjednom, što predstavlja i vremensku uštedu.
Na sajmu će isto tako prikazati nove obradne pločice WEP 10 za tokarenje, načinjene od iznimno sitnozrnatog CERMET sup strata na bazi titankarbonitrida. S time je s jedne strane moguće postići dulji vijek trajanja alata od alata od običnih tvrdih metala, a s druge strane ne dolazi do odstupanja dimenzija. Zahvaljujući jedinstvenoj obradi oštrica, s pomoću WEP 10 pločica postižemo svjetleće glatke površine.
Daljnja novost tvrtke Walter na sajmu su svrdla od tvrdog metala iz linije proizvoda Advance. Njihova primjena je vrlo univerzalna: u svim grupama ISO materijala, na svim konceptima alata te za vrlo raznoliku primjenu. Geometrija čela poboljšava geometriju odvojene čestice, posebice pri mekanim materijalima. Strmiji kut vrha svrdla brine tako o većoj točnosti kao i o boljoj kvaliteti provrta.
Rujan • 44 (3/2018) • Godina 12150 ALATNIČARSTVO I STROJOGRADNJA
››
•
4.0
•
www.walter-tools.com


Rujan • 44 (3/2018) • Godina 12 151 ALATNIČARSTVO I STROJOGRADNJA walter tools.com Nove mogućnosti za Industriju 4.0 Pažljivo prod ite kroz dogadanje u proizvodnji. Mi ćemo vam se pridružiti. S digitalno povezanom strojnom obradom nudimo vam nove vidike. I potpunu preglednost. Od primjene alata i strojeva pa sve do logistike. Tako ćete u stvarnom vremenu o svemu biti detaljno obaviješteni. I sve ćete držati pod kontrolom: Walter Nexxt. Walter Nex x t Pregledan prikaz doga d -anja u proizvodnji u stvarnom vremenu Zastupnik za Hrvatsku: Okret d.o.o., Majurina 16 21215 k. Lukšić, Hrvatska
» Velika radna površina
C 42 U obradnog centra, s tri osi na alatu (X-Y-Z) i dvije osi
(C i A = 440 mm zakretnonagibni stol) na obratku za optimalno iskorištavanje alata tijekom 5-osne pune / simultane obrade kompleksnih zrakoplovnih komponenata

Dinamični duo: kompetencije u obradi i 5-osno znanje ››
Carbomill AG, centar kompetencija za obradu kompozita ojačanih vlaknima, komponenata za motosport, integralnih komponenata za zrakoplovni sektor kao i za alatničarstvo, proširio je svoj raspon usluga i fleksibilnost isporuka s pomoći novog Hermle C 42 U.
Više od 10 godina izbrušenog iskustva u razvoju, kalupljenju i obradi kompozita za komponente Formula 1, uključujući izradu alata i proizvodnju uređaja za stezanje za specijalnu strukturnu obradu - to su bili temelji na kojima je Patrick Meyer 2011. godine načinio ogroman iskorak u osnivanje neovisnog centra kompeten cija za pružanje usluga sve od konstruiranja i izrade kalupa i stega, integriranog glodanja i obrade velikih komponenata kao i razvoja proizvoda za CFRP/GFRP i CAD/CAM. S fokusom na ta nišna područja, njegova tehnološka tvrtka Carbomill AG u gradu Seon, Švicarska, brzo se učvrstila na izvrsnoj poziciji unutar švicarske zajednice obrade metala rezanjem. Korisnici usluga tvrtke Carbo mill vrlo brzo su prepoznali potencijal koji im je na raspolaganju u svom tom znanju glede kompozitnih strukturnih komponenata i njihove precizne obrade. Kako bi bili u mogućnosti biti u korak s rastućim zahtjevima glede pouzdanosti i rokova isporuke, sada se četiri specijalista u Carbomill-u suočavaju s dvostrukim izazovom

Rujan • 44 (3/2018) • Godina 12152 ALATNIČARSTVO I STROJOGRADNJA
» Naglašavanje dobre pristupačnosti i komfora pri obradi radeći, obrađujući i optimirajući u komunikaciji sa strojem
ostati ukorak sa suvremenim tehnologijama a istodobno poveća vati kapacitet. Patrick Meyer komentira: »Mi i dalje dobivamo sve više zahtjeva i narudžbi za preciznu obradu visokozahtjevnih integriranih komponenata za sektor zrakoplovstva. S druge strane, to znači raditi s oba reaktivna materijala: aluminijem i titanom. S druge strane, izrada integriranih komponenata od čvrstog materijala uključuje ekstremno veliku količinu rada odvajanja čestica. Kako mi već imamo velikog uspjeha s pet-osnim obradnim centrom za velike dijelove, počelo smo tražiti pet-osni obradni centar s kapacitetom za obradu do srednje velikih komponenata od početka do kraja u jednom stezanju. U nekoliko slučajeva mislili smo da smo našli pravog dobavljača, no naša je početna euforija splasnula kada smo došli do detalja koji se odnose na performanse, pouzdanost, razinu podrške i ne manje važno osiguravanje servisa. No mi si ne možemo dopustiti kompromise u onome što nudimo našim kupcima, pa smo se stoga u konačnici odlučili za C 42 U pet-osni obradni centar iz tvrtke Hermle. Hermle se izvrsno uklopio s nekoliko aspekata i sastavio savršeni paket. Njihov pro mišljeni pet-osni koncept je isproban i testiran, jamčeći apsolutnu dugotrajnu točnost, a sve koje smo pitali potvrdili su visoku razinu raspoloživost, a također smo dobili sličan odgovor na naše pitanje glede servisa.«
Pet-osna, zahtjevna obrada sedam dana u tjednu
Krajem 2016. godine isporučen je C 42 U pet-osni obradni centar, opremljen sa ZM 88 dodatnim spremnikom za dodatnih 88 alata (što je ukupno 130 alata, zajedno sa 42 alata u standardnom spremniku) i s okretno-nagibnim stolom promjera 440 mm. S ve



likim putanjama za obradu i traverze od X = 800 mm, Y = 800 mm i Z = 550 mm, velikom C osi koja se zakreće u rasponu +/- 130° (momentni pogon) plus A zakretna os s 55 okr/min (tandemski pogon) te konačno maksimalno opterećenje stola od 450 KG, čine obradni centar C 42 U idealnim za 5-stranu / 5-osnu kompletnu / simultanu obradu visoko kompleksnih integriranih i struktu riranih komponenata. To zaokružuje 130 alata koji omogućuju široku paletu primjena za obradu čitavih obitelji proizvoda, pa je rad povezan s dodatnom obradom sveden na minimum. Ugrađeno vreteno alata rotira frekvencijom do 18.000 okr/min omogućujući optimalne uvjete obrade aluminija, čelika i titana. Frekvencija rotacije može se individualno podesiti kako bi odgovarala gruboj i finoj obradi prema potrebi. Najčešće se obrada provodi 'na suho', no za obradu čelika i titana, na raspolaganju je ICS sustava s tlakom medija za hlađenje od 80 bara (unutrašnji sustav dobave sredstva za hlađenje). Dodatni elementi uključuju mjerni uređaj za mjerenje alata, sustav za praćenje loma alata, ticala, brtvljenje zraka za obradu stakla, dinamičku verziju linearne osi, HIMS osnovni paket (Hermle Information Monitoring Software) i Heidenhain TNC 640 upravljački sustav.











Rujan • 44 (3/2018) • Godina 12 153 ALATNIČARSTVO I STROJOGRADNJA
» S lijeva na desno operator stroja Alfredo Lapini, CAM programer Fabienne Weiss, izvršni direktor Patrick Meyer i CAM programer Markus Schwarz, svi iz Carbomill AG iz grada Seon, Švicarska
www.carbomill.ch ....s vama još od 1966. WAGNER MASCHINEN GMBH Robert Bosh Str. 1 D-77871 RENCHEN www.wagner-maschinen.de Kontakt za Sloveniju, Austriju, Hrvatsku, BiH i Srbiju: Wagner Maschinen SLOVENIA, g. Milan Čivre, tel.: 00386 40 688 280 mcivre@wagner-maschinen.de
Predstavljanje tri nova proizvoda na području napredne proizvodnje na sajmu EuroBlech
U okviru svojih nastojanja za povećanjem učinkovitosti, produktivnosti i profitabilnosti, tvrtka Lantek uvodi tri nova proizvoda, koji su posebice na mijenjeni području izrade proizvoda od limova u sklopu tehnologije digital ne preobrazbe na tom području.
Aplikacija Lantek Analytics, koja je dio koncepta Lantek Synergy, namijenjena je analizi ključnih pokazatelja uspješnosti (KPI - Key Performance Indicators), i glede kupaca, kao i samih proizvodnih procesa. Modul sadrži paletu standardnih pokazatelja, koje su u Lanteku razvili nakon savjetovanja s tvrtkama iz industrije obrade limova, kako bi udovoljili većini potreba. Bez obzira na to, korisni ci mogu definirati dodatne pokazatelje, primjerene za svoje potrebe poslovanja te prilagoditi programsku opremu obzirom na svoje zahtjeve, ukoliko je to potrebno.
Pokazatelji modula Lantek Customer Analytics uključuju udio potvrđenih ponuda, rangiranje kupaca obzirom na potvrđene ponude i marže, odstupanje od predviđenih troškova te povi jest ponuda i lokacije kupaca. U modulu Lantek Manufacturing Analytics, ključni pokazatelji uspješnosti uključuju raspoloživost opreme, ukupnu učinkovitost opreme (OEE), količinu načinjenih dijelova te udio otpada u određenom razdoblju, udio tehnoloških ostataka materijala obzirom na sav ulazni materijal, stanje zaliha i masu načinjenih proizvoda. Virtualni model proizvodnje i radnih procesa točno popisuje analizu podataka za svakog proizvođača posebno.

Programska oprema za analitiku tvrtke Lantek bila je razvijena za jednostavno uvođenje u većinu tvrtki, jer jednostavna instalacija, minimalne smetnje drugim procesima u tvrtkama te jednostavno učenje primjene aplikacija omogućuju inženjerima i rukovodećem kadru, brzo korištenje dobivenih informacija. Činjenica je, da programska oprema instalirana u oblaku, pojednostavljuje njenu instalaciju, osiguravanje sigurnosti te održavanje. To nudi određe ne prednosti, jer korisnik ne treba posebno znanje za osigurava nje sigurnosti i besprijekorno djelovanje opreme. Ujedno nema potrebe za skupom strojnom opremom. Za sve to je pobrinuto u oblaku s vojničkom razinom osiguravanja sigurnosti podataka, gdje se sustav automatski ažurira te omogućuje pristup s bilo kojeg mjesta na svijetu.
Programska oprema Lantek Analytics omogućuje tvrtkama kontinuirano praćenje učinkovitosti te primjenu dobivenih infor macija za donošenje odluke obzirom na promjene na područji ma strategije prodaje, proizvodnih procesa te investicija u novu opremu. Pored toga omogućuje prognozu učinkovitosti poslovanja u budućnosti.
Za približavanje kupaca i dobavljača, biti će predstavljena dva nova proizvoda, Metalshop i iQuote App, koji tvrtkama na podru čju obrade limova omogućuju automatske odgovore na internetske
upite te brzu pripremu ponuda u odjelima prodaje. Internetsko sučelje Metalshop omogućuje kupcima kod prijava, da u sustav unesu upite te potvrde narudžbe, prosljeđivanje svih informacija glede materijala, količina, zahtijevanih datuma ispo ruke, načina isporuke te prije svega geometrije samog proizvoda. Svi ti zahtjevi pokrenu niz automatski potprograma unutar pro gramske opreme iQuote App tvrtke Lantek, kao što su primjerice podaci o vremenu rezanja tj. drugim obradama limova, troškovima materijala, razini raspoloživih zaliha te marži i cijeni proizvoda. Potprogrami u aplikaciji Lantek MES (Manufacturing Execution System) provjeravaju udio već obavljenog posla u proizvodnji te planiraju razrez i druge postupke obrade te proizvodne operacije kod vanjskih izvođača, kako bi se postigao zahtijevani datum ispo ruke proizvoda. Kao dio procesa, aplikacija iQuote App provjerava prisutnost nepravilnosti u podacima, kao što su pokvareni CAD podaci ili nelogični podavi o masi proizvoda, što pokreće upozore nje korisniku i tako omogućuje inženjerima rješavanje poteškoća u suradnji s kupcima.
Ta tehnologija automatizira sve procese pripreme ponuda i naru čivanja, prosljeđivanje preciznih ponuda kupcima u svega nekoliko minuta te u kombinaciji s aplikacijom Metalshop omogućuje auto matsku potvrdu narudžbi, lansiranje radnog naloga u proizvodnju te u konačnici izvedbu dobave i ispostavljanje računa. Sve to se izvodi preko internetskog sučelja. U slučaju greške u informaci jama, inženjeri su obaviješteni, što znači, da će samo u iznimnim okolnostima biti potrebna stručna intervencija u sustavu.
Rujan • 44 (3/2018) • Godina 12154 ALATNIČARSTVO I STROJOGRADNJA
Aplikacija iQuote App je primjerena i za autonomnu primjenu, kada odjel prodaje treba brzi izračun cijena proizvoda, prije svega kada je potrebno pripremiti velik broj ponuda. Pri autonomnoj primjerni aplikacija primjenjuje jednake mehanizme pri pretraživanju cijena izrade, kao i u slučaju kada djeluje u kombinaciji s aplikacijom Metalshop, jedino je u tom slučaju potrebna potvrda od strane konačnog kupca, prije potvrde narudžbe u odjelu prodaje te prosljeđivanja u proizvodnju preko aplikacije Lantek MES.











Primjenom programske opreme tvrtke Lantek, dobavljači će moći izgraditi tješnju suradnju sa svojim kupcima, tako da će prilagoditi svoju reakciju obzirom na opti malne rezultate kod pojedinog posla. Pored jednostavnog poslovanja, aplikacije tvrtke Lantek omogućuju povećanje učinkovitosti proizvodnje i profitabilnosti uz minimalne napore. S tehnologijom digitalne preobrazbe na području izrade proizvoda od limova tvrtke Lantek, Industrija 4.0 postaje stvarnost sa značajnim koristima za tvrtke, koje se za to odluče.
Automatska stezna glava sa stalnim podmazivanjem, kroz stezni otvor i s niskim troškovima održavanja
Konstantna sila stezanja, minimalni troškovi održavanja i visoka energijska učin kovitost, zajedno s produktivnošću su osigurani s pomoću svestrane automatske stezne glave SCHUNK ROTA NCA.
» Univerzalna automatska stezna glava SCHUNK ROTA NCA s posebnim brtvljenjem i niskim troškovima održavanja ima veliki stezni otvor i široki raspon mogućnosti za stezanje. Foto: SCHUNK


Kroz stezni otvor velikog promjera za automatizirano stezanje obradaka i s primje njivim rasponom mogućnosti za stezanje, stezna glava pokriva široku paletu mogućih aplikacija uz manju masu. Posebna geometrija stezne glave ROTA NCA omogućuje bolji pristup alatima i stoga je dobrodošla za primjenu u suvremenim tokarsko/glo daćim obradnim centrima. Lakša konstrukcija osigurava visoku energijsku učinkovi tost i kraća vremena ubrzavanja i zaustavljanja. Posebno brtvljenje za veću pouzdanost procesa
Poseban sustav brtvljenja, postavljen na fino nazubljenim čeljustima glave, sprječava propuštanje masti i s time popuštanje sile stezanja tijekom vremena. U usporedbi s uo bičajenim automatskim steznim glavama, intervali podmazivanja se produljuju za 20 puta. Pored toga brtve sprječavaju prodor odvijenih čestica i nečistoća u steznu glavu. Za osiguravanje maksimalne pouzdanosti procesa, sve su funkcionalne komponente zakaljene. Fino ozubljena (1,5 mm x 60° ili 1/16«x 90°)* stezna glava je na raspolaga nju u pet veličina od 160 mm do 330 mm promjera, s maksimalnom silom stezanja od 45 kN do 160 kN, steznim otvorom od 32 mm do 104 mm i za brzine okretaja od 3500 okr/min do 5500 okr/min. Pomak čeljusti je kod svih 5,3 mm. Stezna glava se može izravno fiksirati na stroj preko integriranog sučelja. schunk.com
www.lanteksms.com www.lscteh.si
Advanced Manufacturing Službeni zastupnici: Posjetite nas na EUROBLECH Dvorana 12 - Štand A118 COMPLETE SOLUTIONS
Novi standard za troškovno učinkovitu inspekciju u pogonu
FARO® 8-Axis QuantumE FaroArm®››

Neprimjetno integrirajući QuantumE FaroArm s osam-osi, FARO 8-Axis QuantumE FaroArm je prvi osam-osni prijenosni koordinatni mjerni uređaj (eng. Portable Coordinate Measuring Machine - PCMM) u svijetu. QuantumE nudi ulaznu klasu prijenosnog rješenja za organizacije, koje traže troškovno učinkovite, korisnički prilagođene i učinkovite pogonske sustave inspekcije.
Pouzdan i robustan, QuantumE bio je testiran na ponašanje u naj težim uvjetima u pogonu, dajući proizvođačima mogućnost punog povjerenja u vlastiti proces osiguravanja kvalitete te osiguravajući visoku kvalitetu proizvodnje. Uz to, QuantumE omogućuje vodeću portabilnost na tržištu, te ergonomiju 3D laserskog skeniranja, kada se kombinira s optički superiornim FAROBluTM Laser Line Probe ili 3D skeniranjem u boji primjenom FARO PrizmTM Laser Line Probe. Brzina mjerenja i ergonomija 8-osnog QuantumE podignuti su na višu razinu. Osam osi omogućuju rotaciju onoga što se mjeri u stvarnom vremenu – što znači da se bez poteškoća može obuhvatiti čitav objekt te nema potrebe za pomicanjem ruke na različite loka cije tijekom procesa mjerenja. Time se eliminira utrošeno vrijeme i nudi se jednostavno rješenje za mjerenje, koje korisnicima omo gućuje da se fokusiraju na stvarno mjerenje, a ne na mjerni proces.
Značajke & prednosti certificirani da udovolje najzah tjevnijem mjernom standardu ISO 10360-12:2016
Quantum ruke su prve ruke na tržištu koje su certificirane prema standardu ISO 10360-12:2016 za zglobne ruke, postavljajući novu letvicu u industrijskim performansama, te osiguravajući maksimal nu konzistenciju i pouzdanost mjerenja.
Inovativni dizajn za najveće performanse i opterećenja u pogonu-ispitan na pouzdanost
Revolucionarni dizajn osigurava superiorne performanse i povjerenje u mjerne rezultate i najzahtjevnijim radnim okruženji ma, zahvaljujući visokoj konzistentnosti i pouzdanosti. QuantomE i kombinaciji s FAROBlu Laser Line Probe nudi najbolje u klasi
Tipične industrije
Zrakoplovna: kontrola i certificiranje proizvoda, poravnava nje, certificiranje alata i kalupa, unatražno inženjerstvo
Automobilska: izrada i certificiranje alata, poravnavanje, kontrola proizvoda, unatražno inženjerstvo
Prerada metala: kontrola prvog proizvoda, periodička kon trola proizvoda
Alatničarstvo: kontrola alata i kalupa, skeniranje prototipnih dijelova
rješenje za skeniranje dok u kombinaciji s Prizm Laser Line Probe, osigurava visoku razlučivost i 3D skeniranje u boji. Osam-osni QuantumE omogućuje snimanje uz vrlo male pomake, smanjujući potrebe za promjenom položaja i ukupno vrijeme za mjerenje. Svaki Quantum je ispitan na robusnost i tvornički je pripremljen za osiguravanje točnosti i performansi.
Izvrsna ergonomija i primjenjivost
Napredan ergonomski dizajn, općenito optimiranje mase, kom binirano s novim detaljima, kao što je mogućnost brze izmjene bez alata, kinematska inteligentna ticala, osiguravaju nedostižnu slobodu pokreta i besprimjerno mjerno iskustvo. S mogućnošću rotiranja komponente tijekom mjerenja u stvarnom vremenu, 8-osni QuantumE drastično poboljšava ergonomsku funkcional nost i jednostavnost primjene.
Bežični rad visoke brzine
Novi sofisticirani i robusni elektronski dizajn osigurava superi ornu pouzdanost i jamči optimalne bežične operacije skeniranja i mjerenja ticanjem, čime omogućuje pristup po čitavom pogonu bez premca.
Rujan • 44 (3/2018) • Godina 12156 ALATNIČARSTVO I STROJOGRADNJA
Stalna poboljšanja su nužna za uspjeh. Sa SECO NEWS 2018.2 dobit ćete pristup različitim inovativnim rješenjima kod obrade tokarenjem, glodanjem, narezivanjem navoja te novih zanimljivih aplikacija za obradu zahtjevnih materijala. S ovim inovativnim rješenjima moći ćete poboljšati proces obrade i povećati produktivnost, a samim time povećati konkurentnost na zahtjevnom svjetskom tržištu.

Rujan • 44 (3/2018) • Godina 12 157 ŽIVOT JE DOVOLJNO TEŽAK, ALI VAŠA OBRADA NE MORA BITI.WWW.SECOTOOLS.COM FTS D.O.O. TEL +385 1 388 8595 EMAIL: INFO@FTS.HR WEB : WWW.FTS.HR
Produljeno trajanje baterije
Dvostruki suport baterija izmjenjivih tijekom rada, produljuje rad uređaja bez primjene kabela, olakšavajući pristup mjernom objektu bez potrebe za vanjskim izvorom energije.
Plavi i zeleni laser
FAROBlu Laser Line Probe oslanja se na optičku superiornu tehnologiju plavog lasera. Plavi laser ima kraću valnu duljinu u usporedbi sa crvenim laserom te rezultira unaprijeđenim rezultati ma skeniranja s višom razlučivošću, zahvaljujući većoj sposobnosti za detektiranjem manjih detalja na objektu. Plavi laser također omogućuje 50 % smanjenje pjegaste »buke« u usporedbi sa crve nim laserom. Nasuprot tome, Prizm Laser Line Probe iskorištava
Najčešće aplikacije
Poravnavanje | Dimenzijska analiza
CAD-orijentirana kontrola | Kontrola prvog proizvoda Ulazna kontrola | Kontrola tijekom procesa
Kontrola na stroju | Kontrola proizvoda | Finalna kontrola Unatražno inženjerstvo | Izrada i sastavljanje alata
prednosti tehnologije zelenog lasera koje obuhvaćaju visoku vizu alnu definiciju boja, kako bi omogućili skeniranje u boji za visoku rezoluciju podataka o oblaku točaka u boji i njihovu analizu. www.faro.com www.teximp.com
››
KYOCERA na AMB 2018: svjetska premijera brojnih novih proizvoda
AMB inovacije iz KYOCERA: svjetska premijera novog glodala za obradu aluminija, nova serija držala alata s dobavom sredstva za hlađenje, novi lomač odvojenih čestica za izradu malih dijelova, plus nova poligonalna držala alata te novi alati za obradu čelika.
Specijalista za keramiku iz Japana, tvrtka Kyocera je predstavila brojne nove proizvode na ovogodišnjem sajmu AMB u Stuttgartu u okviru kojih je bila i svjetska premijera. To uključuje prije svega novu MEAS seriju za visoko-brzinsku i visokoučinkovitu obradu aluminija, te novu JCT seriju (eng. Jet Coolant Through - JCT) držala alata, s visokim tlakom dobave sredstva za hlađenje. Ostali noviteti uključuju posebno polirane lomače odvojenih čestica koji su primarno namijenjeni obradi malih komponenata, držala alata u KPC seriji s poligonalnim skošenim priključcima sukladno nor mi ISO 26623-1, i proširenje raspona CVD-prevučenih karbidnih alata za obradu čelika.
AMB – međunarodna izložba za metaloprerađivačku industriju – postala je industrijski vodeći sajam i jedan od pet najznačajnijih svjetskih sajmova unutar ove specijalizacije. Sajam se održavao od 18. do 22. rujna 2018. u sajamskom centru u Stuttgartu. Kyocera je izlagala na štandu A55, u dvorani 1.
Svjetska premijera novih glodala za obradu aluminija serije MEAS
Glodala nove Kyocera serije MEAS su konstruirani za visoko -brzinsku i visokoučinkovitu obradu aluminija. Nova glodala impresioniraju zahvaljujući njihovom vijeku trajanja i malim sila ma rezanja. Stabilni sustav stezanja osigurava zabravljivanje rezne pločice oblikom na sjedištu pločica. Uz to, vrlo stabilna konstrukci ja držala alata jamči visoku izdržljivost na trošenje i pouzdanost u radu novih glodala.

Jet Coolant Through Series (JCT) – Serija držala alata s dobavom sredstva za hlađenje
Sljedeća novost iz Kyocera raspona proizvoda je JCT serije (Jet Coolant Through Series) držala alata optimirana za visokotlačnu dobavu sredstva za hlađenje. Proizvođač je pokazao široke mo gućnosti izbora raspoloživih alata u kombinaciji sa svojom novom, integriranom tehnologijom unutrašnje dobave sredstva za hlađe nje. Za tokarenje, postoji varijanta JCT s dvostrukim stezanjem
Rujan • 44 (3/2018) • Godina 12158 ALATNIČARSTVO I STROJOGRADNJA
» SLIKA: Nova glodala za aluminij iz serije MEAS
koja omogućuje dobavu sredstva za hlađenje iz tri smjera na povr šine indeksnih pločica. KTN-JCT varijanta je razvijena za izradu navoja. U toj varijanti dva provrta za hlađenje smanjuju tendenciju loma pločica i na taj način produljuju vijek trajanja alata. Uz to, JCT serija uključuje manje alate s unutrašnjom dobavom sredstva za hlađenje, koji mogu raditi pri tlakovima sredstva do 200 bara. I ovdje također postoje varijante za glodanje sa stezanjem s pomoću vijaka - te varijante imaju dva provrta za hlađenje koja omo gućuju dobavu sredstva za hlađenje izravno na površine rezne oštrice na indeksnoj pločici. Za izradu vanjskih utora razvijena je inačica KGBF-JCT, koja usmjerava sredstvo za hlađenje prema reznoj oštrici indeksne pločice. A za odrezivanje, razvijena je KTKF-JCT varijanta, koja usmjerava sredstvo za hlađenje na reznu površinu iz tri smjera.
Novi lomači odvojenih čestica P i PF za obradu malih komponenata
Jedna od AMB inovacija iz Kyocera-e je širenje obitelji lomača odvojenih čestica u P i PF serijama za procese bušenja. Lomač odvojenih čestica P usmjerava odvojene čestice prema van od obratka. Posebno polirani lomač odvojenih čestica upravlja smje rom odvođenja odvojenih čestica, što omogućuje stabilnu obradu. Kombinacija s »Dynamic Bar« sustavom bušnih motki iz Kyocera nudi optimalno rješenje za unutrašnje tokarenje.
Lomač odvojenih čestica PF jamči izvrsnu kontrolu nad odvoje nim česticama pri različitim uvjetima rezanja. Minimalni promjer obrade je 5 milimetara, što je razlog zašto je ovaj lomač odvoje nih čestica posebice primjeren za obradu malih komponenata.
Program alata za glodanje UNIMILL FP 70 proizvođača Jongen
Novi program alata za glodanje na različite načine omogućuje učinkovitu obradu s najvećom produktivnošću i točnošću.
Široki raspon alata za glodanje uključuje stablasta glodala, glodaće glave, spirala glodala i profilna glodala, koji omogućuju univerzalne tipove obrade, kao što su čeono glodanje, obodno glo danje, glodanje utora, konturno glodanje te druge načine glodanja. Glodala omogućuju dubinu glodanja do 10 mm u jednom prolazu.
Različiti broj reznih pločica s malim ili velikim razmakom omo gućuje primjenu alata i za grubu i za finu obradu te za glodanje velikih komponenata.
Rezna pločica s dvije rezne oštrice tipa FP 70 omogućuju najveću dubinu obrade do 14 mm i raspoloživa je u precizno sinteriranoj i precizno brušenoj verziji te u precizno brušenoj i precizno polira noj verziji.
Pozitivna rezna geometrija sa stabilnim reznim oštricama osi gurava glatko djelovanje s malim vibracijama. Ujedno napredne geometrije reznih pločica omogućuju siguran način obrade.
Rezne pločice mogu biti načinjene od sljedećih materijala:
• Tvrdi metal (karbid) HC45, načinjen od vrlo tvrdih i finih čestica te s tvrdo nitriranom površinom, primjeren za obradu čelika.
• Tvrdi metali (karbidi) HC30 i XC35, načinjeni od finih čestica tvrdog metala otpornih na trošenje s nitriranom površinom, primjerni za obradu nehrđajućeg čelika, duplex čelika te dru gih teško obradivih materijala.
• Tvrdi metal (karbid) HC20, načinjen od finih čestica karbida s nitriranom površinom vrlo otpornih na trošenje, koji predsta vlja najbolji izbor za obradu željeznog lijeva.
Zahvaljujući vrlo malim silama rezanja, koje su rezultat geometrije, moguće je postići obrađene površine s visokim zrcalnim sjajem.
Poligonalna držala alata KPC serije
U KPC seriji, Kyocera nudi držala alata s poligonalnim priključci ma i obodnom kontaktnom površinom sukladno normi ISO 266231. Dvije kontaktne površine – poligonalna skošena površina i obodna površina – osiguravaju visoku krutost. Ta držala alata također impre sioniraju zahvaljujući svojoj visokoj preciznosti: točnost ponovljivosti ima toleranciju od svega ± 2 μm, te ujednačena razdioba sila stezanja rezultiraju izvrsnom točnošću centriranja. Raspoloživa poligonalna držala alata mogu se primjenjivati za tokarenje, izradu unutrašnjih i vanjskih utora, a ostale konstrukcije će uskoro uslijediti.
Proširenje CA025P serije: CVD-prevučeni alati za obradu čelika
Uz sve navedeno, Kyocera proširuje svoju CA025P seriju CVD -prevučenih karbidnih alata za obradu čelika (eng. Chemical Vapour Deposition - CVD). Postojeći raspon proizvoda je proširen s nizom dodatnih geometrija, radijusa i lomača odvojenih čestica. Isto kao i postojeći raspo alata, novi alati oduševljavaju zahvalju jući svojom izvrsnom savojnom čvrstoćom i visokom otpornošću na udar odvojenih čestica. Ovo proširenje u seriji alata osigurava kupcima veliki raspon mogućnosti pri izboru ispravnog alata.

• Tvrdi metal (karbid) K15M, načinjen od finih čestica tvrdog metala vrlo otpornih na trošenje, primjerenih za obradu neže ljeznih legura i aluminija.
Držala glodala su načinjena od temperiranog alatnog čelika visoke tvrdoće, kako bi izdržali najveća opterećenja, te s niklanom površinom za veću otpornost na koroziju.
Svi alati imaju ugrađene kanale za dovod sredstva za hlađenje i podmazivanje.
Novi program alata za glodanje UNI-MILL FP 70 proizvođača Jongen nudi visoku fleksibilnost i univerzalnost obrade sa svojim brojnim alatima za glodanje i reznim pločicama.
Rujan • 44 (3/2018) • Godina 12 159 ALATNIČARSTVO I STROJOGRADNJA
www.kyocera.eu
» Program alata za glodanje UNI-MILL FP 70 proizvođača Jongen. | Izvor: Jongen Werkzeugtechnik GmbH
www.jongen.de
››
Novi industrijski rezni alat iz KYOCERA

Nova CA025P CVD tehnologija prevlačenja i osnovni materijal s izvrsnom postojanošću na trošenje osiguravaju dugotrajni vijek trajanja alata u automobilskoj i industrijskoj obradi.
Kyocera je najavila razvoj nove ultra-izdržljive tehnologije pre vlačenja i osnovnog materijala za indeksne pločice industrijskih reznih alata kako bi unaprijedili obradu čelika. Nova CA025P CVD prevučena karbidna kvaliteta raspoloživa je na europskom tržištu od sredine svibnja 2018. godine.
rezni alati mogu se prilagoditi širokom rasponu aplikacija obrade od grube do fine obrade, primjenom raznih lomača odvojenih čestica. Kyocera nastoji podržati kupce u smanjenju frekvencije zamjene pločica i u poboljšanju proizvodnosti.
Usporedba otpornosti na trošenje (interna)
Čelik se često primjenjuje u brojnim industrijama uključujući automobilsku i industrijsku obradu. Postoji rastuća potražnja za dugotrajnim pločicama s izvrsnom otpornošću na trošenje, lom i naljepljivanje odvojenih čestica, koje su u sposobne održavati sta bilne performanse obrade tijekom širokog raspona uvjeta rezanja. Kyocera nova serija industrijskih reznih salata ima višeslojnu CVD prevlaku sa slojem koji koristi deblji film aluminij-oksida (Al2O3) za izvrsnu otpornost na toplinu. S pomoću cementnog karbida kao osnovnog materijala, omogućuje izvrsnu otpornost na pojavu napuklina, dugotrajne performanse i dugi vijek trajanja alata. Novi
PREGLED PROIZVODA
Osnovne značajke
1. Nova CVD prevlaka s poboljšanom otpornošću na naljepljivanje i trošenje Deblji film aluminij oksida (Al2O3) s izvrsnom otpornošću na toplinu primjenjuje se na osnovni materijal kao jedan od slo jeva prevlake. Taj materijal omogućuje dulji vijek trajanja alata smanjenjem razine trošenja. Tijekom procesa rezanja, jedinstvena struktura površine prevlake otporna je na navarivanje i naljepljiva nje odvojenih čestica na pločicu.
2. Novi osnovni materijal osigurava izvrsnu otpornost na pojavu napuklina
Optimirani sastav osnovnog materijala od cementnog karbida je otporan na visoke temperature. Time se pomaže sprječavanju pojave napuklina na umetku.
3. Široki raspon aplikacija sa četiri različita tipa lomača odvojenih čestica

Nove CVD pločice mogu se prilagoditi širokom rasponu aplikaci ja obrade čelika, od grube obrade do finalne obrade s četiri raspo loživa tipa lomača odvojenih čestica (PG, GS, PQ i PP).
LOMAČI ODVOJENIH
PRIMJENA
Rujan • 44 (3/2018) • Godina 12160 ALATNIČARSTVO I STROJOGRADNJA
www.kyocera.eu » Karbidni umetci s novim materijalom prevlake CA025P
Naziv proizvoda CA025P Ukupan broj tipova pločica 74 Preporučene aplikacije Isprekidana i kontinuirana obrada Raspoloživost svibanj 2018 Ciljani godišnji promet 300 milijuna jena Lokacija proizvodnog pogona Kagoshima Sendai Plant
ČESTICA
PREGLED PG Srednje fina do gruba obrada (preporučeno za isprekidanu obradu) Izvrsna kontrola odvojenih čestica i čvrsta rezna oštrica osiguravaju stabilnu obradu GS Srednje fina do gruba obrada (preporučeno za kontinuiranu obradu) Mala otpornost s kompleksnim oblikom PQ Fina do srednja obrada Sprječava naljepljivanje odvojenih čestica i smanjuje otpor rezanja tijekom obrade velikim posmakom PP Fina obrada Sprječava naljepljivanje odvojenih čestica i ponovno rezanje odvojenih čestica pri većim posmacima i manjim dubinama obrade »


Rujan • 44 (3/2018) • Godina 12 161 w w w.kyocera-unimerco.com M • • • Al ate z a o b radu m e t al a K YO C E R A p o traž ite ko d naših ov l aš te nih dis trib ute ra: J C VD prevlaka za čelik CA025P NOVO NOVO Hr vatsk a i BiH ww w pfeife r t ti hr Sl ove nija ww w d o linse k s si Srbija ww w ve l to o l co m
››
Električna vozila bi do 2025. godine trebala predstavljati polovicu prodaje u Volvu
Novi modeli će biti na raspolaganju u blagom hibridnom, plug-in hibridnom ili akumulatorskom električnom vozilu već od 2019. godine. Električni automobili tvrtke Volvo će do 2025. godine predstavljati polovicu njegove prodaje.
Vodeća na svjetskom tržištu za električna vozila je Kina. Njihova vlada je najavila, da će nova vozila premašiti 20-postotnu godišnju prodaju automobila, što znači više od 7 milijuna novih vozila. Prema riječima predsjednika i izvršnog direktora društva Volvo Cars, Håkana Samuelssona, prethodne su se godine obavezali, da će se pripremiti na elektrifikaciju, te na razdoblje nakon motora s unutrašnjim izgaranjem. Danas to misiju proširuju i naglašavaju na svjetskom tržištu za električna vozila. Električna budućnost Kine je električna budućnost društva Volvo Cars.
U Kini tvrtka Volvo proizvodi modele S90, S90L T8 Twin Engine i XC60 T8 Twin Engine u sve tri tvornice u Kini – Luqiao, Cheng du i Daqing, koje proizvode plun-in hibridne ili akumulatorske električne automobile. Pogon T8 Twin Engine čine dva sinkrona motora s permanentnim magnetima te 2.0L turbinski motor s unu trašnjim izgaranjem. Visokonaponska litij-ionska baterija vozila dobiva energiju za punjenje iz mreže i od regenerativnog kočenja.

Kina je najveće individualno tržište za tvrtku Volvo i ove godine je postigla 23,3-postotni rast prodaje u prvom kvartalu, što je doprini jelo ukupnom rastu prodaje za 14 posto. Prodaja automobila Volvo u Kini je prošle godine premašila po prvi puta 100.000 jedinica.

Rujan • 44 (3/2018) • Godina 12162 SPAJANJE, MATERIJALI I TEHNOLOGIJE
» Tehnologija T8 Twin Engine osigurava cjelovitu vožnju s kombinacijom električnog motora i motora s unutrašnjim izgaranjem.
» Volvo je počeo s proizvodnjom svojeg XC60 T8 Twin Engine u Kini.
www.volvocars.com
Zaštitna kaciga VIKING 3250D FGS Lincoln Electric
Lincoln Electric® je predstavio novu kacigu za zavarivanje VIKING ™ 3250D FGS ™. Opremljena je sa zaskočnim štitom za povećanje vidnog polja korisnika u otvorenim i zatvorenim položajima s integriranjem prednjeg štita lica i bočnih otvora.
Optički dizajn kacige, 4C® Lens Technology, ukla nja zamagljenost, iskrivlje nje i opterećenje očiju, tako da smanjuje zasićenost bolja na LCD-prikazu, a istodobno osigurava dosljednu sjenu pod bilo kojim kutom. Ta tehnolo gija postiže ocjenu 1/1/1/1 za standard EN 379 za leće sa samozatamnjivanjem. Vidno polje samozatamnji vanja obuhvaća 12,5 inch2.
Baš poput motorističkih

Najavljujemo početak utrke s
Izrazito brzi,
vrijeme pokretanja. Roboti
Vašem poduzeću
BMW Group otvara Additive Manufacturing Campus

Grupacija BMW namjerava uložiti više od 12,3 milijuna dolara u novi Additive Manufacturing Campus u Oberschle issheimu u Njemačkoj. S tim objektom će na jednom mjestu objediniti kapacitete tvrtke za 3D-tiskanje.
Poticati će razvoj najnovijih tehnologija s tog područja te ih dati na raspolaganje u proizvodnoj mreži tvrtke. Prije svega će biti usredotočeni na proizvodnju dijelova za izradu prototipova, serijsku proizvo dnju i rad po mjeri. Objekt će primjenjivati i za interdiscipli narno osposobljavanje i razne projektne aktivnosti inženjera na području razvojne djelatno sti. Pogon će sadržavati više od 30 industrijskih sustava za metale i plastiku, zapošljavati će 80 suradnika, a s radom će početi početkom 2019.
povećati

Rujan • 44 (3/2018) • Godina 12 163 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.lincolnelectric.com
www.canadianmetalworking.com
utrka na Moto GP, naši roboti se natječu u industriji.
novim natjecateljima: MOTOMAN GP7 i MOTOMAN GP8!
oni samosvjesno diktiraju tempo. Veća ubrzanja, brži taktovi i
serije MOTOMAN GP su spremni za “veliku nagradu”.
će
učinkovitost i poboljšati ekonomičnost. DIKTIRAMO TEMPO NOVO YASKAWA Slovenija d.o.o. T: +386 (0)1 83 72 410 YSL-info@yaskawa.eu.com www.yaskawa.eu.com
››
Tvrtka Daihen Varstroj nudi nova rješenja na području robotizacije zavarivanja
Daihen Varstroj, dio japanske korporacije Daihen, se od samog početka razvoja programa robotiziranog zavarivanja (daleke 1980. godine) uvrštava u sam svjetski vrh na tom području.
Daihen je najveći proi zvođač uređaja za elektro lučno zavarivanje u Japanu, jedan od najvećih proizvođa ča opreme za elektrolučno i točkasto (spot) zavarivanje [1], najveći proizvođač robota za elektrolučno zava rivanje na svijetu [2] i tvrtka s najviše globalnih patenata na području elektrolučnog zavarivanja [3].
Tvrtka Daihen Varstroj je na tržištu robotizacije poznata po svojim rješenji ma s područja zavarivanja, gdje ima više od 180 instaliranih robotskih sustava po čitavoj Europi. Proizvođač je svih komponenata, koje čine robotsku ćeliju za zavarivanje: od robota, upravljanja, perifernih jedinica, izvora zavarivanja, gorionika za zavarivanje, potrošnog materijala, senzo rike i programske opreme.

Jedan su od rijetkih proizvođača u ovom dijelu Europe, koji se može pohvaliti referencama i u automobilskoj te drugim moto industrijama, kao i u industriji s velikim i teškim obratcima.
Tehnologija D-ARC
I u 2018. godini su predstavili nekoliko novih i u svijetu paten tiranih tehnologija zavarivanja, s posebnim naglaskom na tzv. D-ARC tehnologiju – visoko učinkovitu tehnologiju za zavarivanje debljih limova. Riječ je o limovima debljine od 5 do 20 mm za
zavarivanje u samo jednom prolazu s »polovičnom V« pripremom zavarenog spoja i debljine veće od 20 mm s tehnologijom zava rivanja s više zavara. Tehnologija predstavlja pravu revoluciju na području MAG zavarivanja, jer je riječ o kombinaciji velikih struja zavarivanja (do 1000 A), iznimne kontrole napona u zavarivačkom luku (za kontrolu brinu dva posebno za slične aplikacije razvijena mikroprocesorska kontrolera), visoke brzine dodavanja žice za zavarivanje (do 100 m/min) i karakteristika izvora zavarivanja. Primjenom ove tehnologije, tvrtke mogu uštedjeti do 85 posto troškova po 1 m zavara.
Laserski prateći senzor FD-QT


Još jedna od novosti je novi laserski prateći senzor s funkcijom adaptivnog zavarivanja FD – QT, koji je plod dugogodišnjeg iskustva i razvoja laserskih senzora. Poseb nost senzora je, da se ga programi ra i kontrolira preko standardnog edukacijskog panela robota. Tako programer na edukacijskom pa nelu ima sve potrebne »alate«, da može brzo i učinkovito upravljati svom opremom, koja sačinjava robotsku ćeliju za zavarivanje.
Synchrofeed sustav – 3D-print aluminija
Svetovna novost –»3D-print« aluminija je bila predstavljena na več sejmih po Evropi in svetu. Pri tem sistemu gre za kontroliran postopek varjenja, ki vključuje spremembo smeri dodajanja varilne žice in se uporablja za spajanje ultra tankih do srednje debelih materialov z MAG postopkom v zaščiti s CO2 plinom. Glede na ultra nizko stopnjo obrizgov ter majhen vnos temperature na področju kratkostičnega

Rujan • 44 (3/2018) • Godina 12164 SPAJANJE, MATERIJALI I TEHNOLOGIJE
prehoda materiala je ta Svjetska novost –»3D-print« aluminija je bila predstavljena na više sajmova po Europi i svijetu. Kod tog sustava je riječ o kontroliranom postupku zavarivanja, koji uključuje primjenu smjera dodavanja žice za zavarivanje te se primje njuje za spajanje ultra tankih do srednje debelih materijala MAG postupkom u zaštiti sa CO2 plinom. Obzirom na ultra nisku razinu štrcanja te mali unos temperature na području prijelaza materijala kratkim spojem, taj je postupak primjeren u rasponu struja za globularni prijelaz materijala. Sam postupak zavarivanja omogućuje veće brzine zavarivanja (i do 30 posto), veće tolerancije kod pripreme zavarenih spojeva te poslje dično veću produktivnost. Postupak se pri mjenjuje u automobilskoj industriji i drugim moto industrijama, prehrambenoj industriji
Miba Sinter Grupa: prilagođavanje na promjene u automobilskoj industriji
Miba AG je jedna od vodećih industrijskih i tehnoloških tvrtki u Austriji. Tvrtka je specijalizirana za izradu ležajeva motora, materijala za svladavanje trenja, sinterirane komponente i pre vlake. Njihove proizvode ugrađuju u osobna vozila, kamione, građevinske strojeve, vlakove, brodove, zrakoplove i elektrane.
U proljetnom izdanju Powder Metallurgy Review 2018 izvijestili su o nedavnoj posjeti grupe Miba Sinter na PM odjelu društva u Vorchdorfu u Austriji. Društvo, koje je bilo osnovano 1927. godine, brzo se prilagodilo na promjene u automobilskoj industriji 2018. godine.
Miba AG je bila osnovana u Gornjoj Austriji, a sada proizvode svoje proizvode na dvadeset i dvije lokacije u jedanaest zemalja. Članak prikazuje povijest te vodeće tvrtke s područja metalurgije praha, koja postavlja tehničke i poslovne granice, koji su joj omo
Bohler-Uddeholm postaje
Voestalpine – visokoučinkovita tvrtka za metale
Tvrtka Voestalpine je prihvatila odluku, da se zadrži vlasnička struktura društva, koje je bilo osnovano 2007. godine, kada je Voestalpine AG preuzeo društvo Bohler-Uddeholm AG.
Prema navođenjima, promjena imena robne marke iz Sjedinje nih Američkih Država usklađuje se sa svim njenim sestrinskim tvrtkama. Voestalpine AG ima zajedno s tvrtkom Bohler-Ud
(različite posude za pohranjivanje tekućina), u proizvodnji posuda pod tlakom i proizvodnji čeličnih konstrukcija.
Nova linija robota
I druge novosti, ako što su nova linija robota za zavarivanje tipa B6, B6L, V8, V8L, A20 i V25 te robota za manipulaciju tipa V80, V100 i V133, već su na raspolaganju.

U tvrtki Daihen Varstroj se trude pratiti aktu alne želje na tržištu, kako na području roboti zacije i automatizacije procesa zavarivanja, tako i na području klasične opreme za zavarivanje. Stoga nude široku paletu novih, tehnički usavr šenih inovativnih rješenja sa svih područja.
gućili rast i širenje na svjetskoj razini.
Od poboljšanja stvaranja buke motora s pomoću zupčanika nači njenih metalurgijom praha, do poboljšanja troškovne učinkovitosti preko VVT komponenata i zupčanika te optimiranja obrade s PM materijalima.
www.miba.com
deholm brojne svjetske robne marke, među kojima su Eifeler i ASSAB.
Voestalpina High Performance Metal Division je vodeći proi zvođač alatnih čelika, alatnih čelika za rezanje metala, čelika za izradu cilindara te drugih proizvoda načinjenih od specijalnih čelika. Proizvodi i materijale u obliku praha od legura nikla i titana.

Tvrtka je usredotočena na proizvodnju i preradu visokou činkovitih materijala i specifičnih usluga za kupce, uključujući toplinsku obradu, visokotehnološke površinske obrade i aditivne proizvodne postupke.
www.bucorp.com
Rujan • 44 (3/2018) • Godina 12 165 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.daihen-varstroj.si
››
Tvrtka Spike Aviation u proizvodnju nadzvučnog putničkog zrakoplova do 2023. godine
Od posljednjeg leta s Concordom 2003. godine, nadzvučni zrakoplovni promet je, unatoč stalnoj potražni, bio odsutan iz komercijalne zrakoplovne industrije. Tvrtka Spike Aerospace namjerava preuzeti vodeću ulogu na tržištu nadzvučnih zrakoplova s razvojem komercijalnog nadzvučnog zrakoplova do 2023. godine.

U intervjuu za Bloomberg, predsjednik uprave tvrtke Spike Aviation, Vik Kachoria, govorio je o svojem projektu »S-512 Quiet Supersonic Jet« tihog nadzvučnog zrakoplova. Zrakoplov će biti namijenjen za 12 do 18 putnika i postizati će brzinu 1,6 Macha (1960 km/h) na visini putovanja. Zrakoplov će moći obaviti let od Londona do Hong Konga bez stajanja. Zrakoplov će koštati oko 125 milijuna dolara.


Jedan od najvažnijih čimbenika, koji su prekinuli letove sa Con cordom, bile su pritužbe glede probijanja zvučnog zida. Concord je ostvarivao toliko snažan učinak zvučnog udara, da je bio ograničen samo na prekooceanske letove, prije svega na liniji New York u London ili Pariz. Sadašnji FAA propisi zabranjuju djelovanje civil nog zrakoplovstva u SAD s brzinom većom od 1 Macha. Zakon je nastao kao odgovor na zvuk, kojeg je uzrokovao Concord, kada je probijao zvučni zid. Tvrtka Spike Aviation si je postavila zadatak svladati tu prepreku.
»Moraš biti u mogućnosti letjeti s ljudima ... bez stvaranja zvuka probijanja zvučnog zida, i bez ometanja ljudi na zemlji. To je vrlo glasan i uznemirujući zvuk. Spike Aerospace razvija tehnologiju za smanjenje tog zvuka,« tvrdi predsjednik uprave Kachoria.
Tihi nadzvučni let (eng. Quiet Supersonic Flight - QSF) je ino vacija, koja se razvija tako, da s pomoću optimiranja aerodinamič nog oblika minimira učinak zvuka. QSF bi zrakoplovstvu trebao omogućiti, da postiže punu putnu brzinu od 1,6 Macha. Društvo očekuje, da će zvučno opterećenje zrakoplova na razini tla biti oko 75 PLdb (prepoznatljiva buka) i biti sličniji mekanom zvuku ili utišanom šumu pozadine. Za usporedbu, Concord je uzrokovao
» Spike S-512 Nadzvučni tihi zrakoplov
prepoznatljivu buku na tlu vrijednosti 105 PLdb. Kachoria najavljuje, da će troškovi putne karte biti približno jednaki cijeni poslovnog leta. Tvrtka sudjeluje s dva glavna zrako plovna društva. Kada će S-512 biti pripremljen za komercijalnu primjenu, očekuju oko 13 milijuna putnika, prije svega poslovnja ka, koji će imati interes i sredstva za letenje s nadzvučnim zrako plovima. Smatra, da je vrijeme ključni resurs mnogim poslovnim putnicima.
Rujan • 44 (3/2018) • Godina 12166
www.engineering.com
» Tvrtka Spike Aviation obećava miran nadzvučni let iznad zemlje.
























167 • Limovi, Cijevi, Sekcije • Rukovanje • Oblikovanje • Konačni proizvodi, Dijelovi, Sklopovi • Odvajanje, Rezanje • Spajanje, Zavarivanje • Fleksibilna obrada limova • Obrada cijevi / sekcija • Kompoziti • Površinska obrada • Alati, Kalupi • CAD/CAM/CIM sustavi / Obrada podataka www.euroblech.com 25. MEĐUNARODNA IZLOŽBA TEHNOLOGIJE OBRADE LIMOVA 23 – 26 LISTOPAD 2018 � HANOVER, NJEMAČKA Organizator: Step into the digital reality
››
Visokokvalitetno zavarivanje aluminija
Tvrtka ULMA Construction je specijalizirana u razvoju, proizvodnji i distribuciji visokoučinkovitih oplata za beton za različita tržišta u graditeljstvu: stambeni objekti, poslovne zgrade, institucije, industrijska gradnja, energetski objekti i infrastruktura.
Inženjeri tvrtle ULMA su s dugogodišnjim raznolikim iskustvom i brojnim uspješnim projektima po čitavom svijetu (visoke gradnje, stadioni, mostovi, tuneli i uređaji za čišćenje) uključeni u projek tiranje i izvedbu projekata, što osigurava vremenski i ekonomski učinkovitu izvedbu.
» Sjedište tvrtke ULMA Construc tion


» Vodilica Push
-Pull DIX FD 200


M s glavom za zavarivanje METZ 544
Tvrtka ULMA Construction više od desetljeća uspješno pri mjenjuje opremu za zavarivanje proizvođača DINSE na području čeličnih i aluminijskih konstrukcija. Kod robotiziranog zavarivanja aluminija, sustav Push-Pull je ključan za dodavanje žice za zava rivanje. To predstavlja jedini način za točno dovođenje dodatnog materijala tijekom zavarivanja. Pouzdano dodavanje dodatnog materijala ima veliki utjecaj na kvalitetu zavara.
» Oplate za beton tvrtke ULMA
»Kombinacija glava za zavarivanje DIX FD 200 M i DINSE nudi dodatne prednosti pored vrlo točnog i pouzdanog dodavanja aluminijske žice za zavarivanje. DINSE sustav hlađenja s dva kruga iznimno je učinkovit i osigurava dugi vijek trajanja sustava bez skupih zaustavljanja procesa. Te činjenice osiguravaju stabilan proces zavarivanja,« slažu se korisnici.
Tvrtka DINSE kroz dobru suradnju s lokalnim distributerom Tot Garais nadogradila sustav s jedinicom za hlađenje DIX PI 500, koji djeluje s rashladnom tekućinom. Sustav za hlađenje se može primjenjivati u kombinaciji s običnim robotom, ili s robotom sa šupljom rukom. Ujedno je sustav primjeren za postojeće glave za zavarivanje.
» Izvor napona
DINSE DIX PI 500 s upravljačkom konzolom
Tvrtka ULMA primjenjuje DINSE vodilice na 4 kotača DIX FD 200M. Dodavanje žice za zavarivanje je elektronski kontrolirano, tako da je sustav za dodavanje povezan s glavom za zavarivanje, što osigurava ponovljivost dodavanja materijala za zavarivanje. Na taj način se sprječava, da dolazi do uvijanja žice za zavarivanje, prije svega u slučaju mekših i osjetljivijih dodatnih materijala. To omo gućuje stabilan luk i učinkovit proces zavarivanja. Kompaktna kon strukcija sustava osigurava široki spektar aplikacija i veliku razinu dostupnosti pripremcima za zavarivanje. Sustav DIX FD 200 M s masom od svega 1,65 kg idealan je za robote s malom nosivošću ili za robote sa šupljom rukom.
U tvrtki ULMA postižu vrlo dobre rezultate s primjenom posebnog procesa PowerPulse. U tom procesu se naizmjenično dodaju dvije žice za zavarivanje s različitim brzinama dodavanja i podesivim frekvencijama. S naizmjeničnom primjenom velikog i malog unose energije, može se postići jednostavna kontrola nad zavarivačkom taljevinom. To doprinosi smanjenju nastanka poroznosti pri zavarivanju aluminija i omogućuje izradu zavara s ujednačenom površinom te posljedično izradom estetskih zavara.
Rujan • 44 (3/2018) • Godina 12168 SPAJANJE, MATERIJALI I TEHNOLOGIJE
Svaki proces izrade ima specifične zahtjeve obzirom na procesa zavarivanje. Za stručnjake u tvrtki ULMA, bio je istaknut zahtjev za brzom i jednostavnom izmjenom tijekom zavarivanja aluminija i čelika. Tvrtka ujedno nije htjela imati odvojenu opremu za zavari vanje različitih materijala. Sustav DIX PI s integriranim posebnim procesima RMT, PowerPulse i CMA je zadovoljio te zahtjeve. Tako ULMA može isporučivati proizvode od različitih materijala u velikim količinama i u kratkim rokovima isporuke.
»U prošlosti smo testirali brojne glave za zavarivanje, koje nisu bile odgovarajuće. Tvrtka DINSE nam je ponudila vrlo učinkovit sustav hlađenja i potpuno stabilno dodavanje dodatnog materijala, što nam je omogućilo zavarivanje teško dostupnih mjesta zavariva nja. Isto tako je dovođenje zaštitnog plina bitno bolje nego li kod usporedivih rješenja. S izvorom zavarivanja DIX PI imamo odgo varajuću tehnologiju za sva područja naše proizvodnje,« zaključuju z tvrtki ULMA Construction.
Dvije ljevačke korporacije GM prelaze na energiju vjetra
Ove godine će ljevaonice u američkim gradovima Bedford i Defiance prijeći na primjenu električne energije iz obnovljivih izvora.
U General Motors Corp. su se obvezali, da će otkupljivati 200 MW električne energije proizvedene u vjetro elektranama za svoje proizvode pogone u saveznim državama Indiana i Ohio, među koje spadaju i dvije ljevaonice, u kojima GM Powertrain izrađuje kućišta motora, bregaste osovine te kućišta mjenjača i pri jenosa za brojne automobilske motore. S takvim novim uređenjem, svi proizvodni pogoni GM-a u Ohiu i Indiani u potpunosti će primjenjivati električnu energiju iz obnovljivih izvora.
GM je sklopio dogovor s tvrtkom Starwood Energy Group za nabavu električne energije iz njihove vjetro elektrane u okrugu Paulding u Ohio te s tvrtkom Swift Current Energy za isporuku električne energije iz njihove vjetro elektrane HilTopper u okrugu Logan u saveznoj državi Illinois. Uz ostvarenje tih dogovora do kraja ove godine 20 posto globalne potrošnje električne energije korporacije GM proizvedene iz obnovljivih izvora.
Pored drugih proizvodnih pogona tvrtke GM vjetro elektrane će osiguravati električnu energiju u ljevaonici u Bedfordu u saveznoj državi Indiana te ljevaonici u gradu Defiance u saveznoj državi Ohio. U tu svrhu će GM biti jedini kupac električne energije tvrtke
» GM će biti jedini kupac električne energije proizvede ne u 100 MW vjetro elektrani na sjeverozapadu Ohio, koju gradi tvrtka Starwood Energy Group. Tvrtka Swift Current Energy osigurati će 100 MW električne energije iz vjetro elektrane HillTopper u okrugu Logan u saveznoj držati Illinois.

Starwood Energy Group, koja planira završetak vjetro elektrane u Ohiu u jesen ove godine.
Proizvođač automobila GM se je obavezao, da će do 2050 godine svu električnu energiju primjenjivati iz obnovljivih izvora energije. Do sada pored energije vjetra primjenjuju i električnu energiju dobivenu sa sunčevim elektranama za potrebe svoje proizvodnje, poslovnih prosotra i centara za ispitivanje.
Rob Threlkeld, direktor za energiju iz obnovljivih izvora u društvu GM naglašava, da s takvim rješenjima pomažu u širenju primjene električne energije iz obnovljivih izvora i sa širenjem primjera dobre prakse s drugim tvrtkama smanjiti rizik u dobavi te sniziti cijenu tako proizvedene energije.
www.foundrymag.com
S postupkom vakuumskog tlačnog lijevanja aluminija, namje ravaju isporučivati komponente s visokom krutošću za Jaguar Land Rover
Kanadsko društvo Magna International Inc. je početkom svibnja u engleskom Telfordu otvorilo novi pogon Cosma International za tlačno lijevanje aluminija. Svrha tvrtke je isporuka odlivenih strukturnih dijelova Jaguar Land Roveru, koji je najveći automo bilski proizvođač u Ujedinjenom kraljevstvu te ujedno dugogodi šnji kupac tvrtke Magna. Novi pogon se rasteže na dobrih 20.000 kvadrtatnih metara i u njemu se planira zaposliti oko 300 ljudi pri punom kapacitetu proizvodnje. Kos tlačnog lijevanja Magna pri mjenjuje patentirani postupak vakuumskog tlačnog lijevanja, koji omogućuje izradu aluminijskih odljevaka visoke gustoće, što po većava nosivost te smanjuje masu proizvoda. To je nužan korak za
» Tvrtka Cosma International, Telford, Engleska. Pogon za tlačno lijevanje aluminija nalazi se nepunih 20 km od centra Jaguar Land Rover za proizvo dnju motora u Wolverhamptonu.

poboljšanje ekonomičnosti potrošnje goriva kod automobila, kako kod dizelskih i benzinskih pogona, tako i kod novijih električnih i hibridnih pogona.
John Farrell, predsjednik tvrtke Cosma International naglaša va, da su s novim pogonom za lijevanje aluminija u Ujedinjeno kraljevstvo doveli centar izvrsnosti za najnapredniju tehnologiju lijevanja strukturnih komponenata u svjetskim mjerilima.
www.foundrymag.com
Rujan • 44 (3/2018) • Godina 12 169 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.dinse.eu
Magna otvara novi pogon za lijevanje strukturnih komponenata za automobilsku industriju u Ujedinjenom kraljevstvu
››
Lasys – Laserski proizvodni procesi na putu do uspjeha
Počelo je novo razdoblje. Laserski proizvodni postupci za navarivanje predstavljaju revoluciju za tržište. Tržište laserskih sustava za proizvodnju s aditivnim tehnologijama se je u posljednjih pet godina povećalo za više od 25 posto. Najveći rast bilježi proizvodnja metalnih proizvoda.
Novi koncepti strojeva omogućuju još učinkovitije lasersko navarivanje
Navarivanje na proizvod može se izvesti na površinama slobo dnih oblika s gotovo čistim oblikom. Kako je količina potrebne energije vrlo mala, dolazi samo do manjih iskrivljenja materijala. Tijekom pomicanja to znači veliku prednost u usporedbi s drugim tehnologijama zavarivanja. Neprekidno poboljšavanje koncepa ta strojeva i rješenja kontrole, daje prednosti u smislu kvalitete, produktivnosti i troškovne učinkovitosti. Novi laserski sustavi za proizvodnju primjenjuju se, primjerice, za izradu visoko tempe raturno otpornih slojeva toplinske pregrade na komponentama turbina na zrakoplovima, ili za popravak komponenata turbina u elektranama.
Laseri integrirani u alatne optimiraju proizvodne procese
Integracija izvora laserske zrake u alatni stroj jedan je od najper spektivnijih pristupa za optimiranje proizvodnih procesa. Diodni laseri se stoga primjenjuju primjerice na petosnom obradnom centru, gdje omogućuju preklapanje između aditivne obrade i obrade odvajanjem čestica. Laser nanosi materijal u obliku praha, dok glava za glodanje obrađuje metal odvajanjem čestica. Lasere je moguće integrirati primjerice u obradne centre za tokarenje i glodanje. Pored uštede energije, mogu ponuditi i zavarivanje, navarivanje i površinsko otvrdnjavanje. Pored laserske mlaznice i mlaznice za dovod materijala, u stroj se ugrađuje i odgovarajuća optika. Na kraju se kompleksni proizvodni procesi mogu izvoditi na temelju samo jednog izvora zrake. To naravno štedi mnogo vremena i troškovno je učinkovito.
Vlaknasti laseri izrađuju kvalitetna 3D-čvrsta tijela
U doba rastuće digitalizacije i industrije 4.0, proizvodno okruže nje budućnosti će sve više zahtijevati inteligentne sustave i rješenja, koja će se približiti čitavom proizvodnom lancu aditivne proi zvodnje. OR LASER je stoga razvio visokokvalitetni 3D-pisač za metalne komponente i modele, koji može izrađivati gotovo svaki geometrijski oblik, kojeg nije moguće načiniti s pomoću tradi cionalnih proizvodnih postupaka. Taj pisač će biti predstavljen i
na sajmu LASYS 2018 u Stuttgartu. Komponente s filigranskim strukturama, visokom kvalitetom površine i visokom gustoćom, brzo se i jednostavno izrađuju bez primjene dodatnih alata. Podaci za tiskanje dakle obrađuju izravno iz CAD-datoteke preko modula za 3D-tiskanje u CAD/CAM programskoj opremi.
Neke zanimljivosti u budućnosti
Inspirirajući prateći program sajma LASYS 2018 će posjetiteljima omogućiti i izvrsnu priliku za poboljšanje znanja o trenutačnom stanju laserske tehnologije za obradu materijala. Stuttgartski sajam očekuje oko 200 izlagača na LASYS 2018. Posjetitelje iz brojnih grana će oduševiti najsuvremeniji laserski sustavi, strojevi i procesi te usluge za lasersku obradu materijala. Od početka sajma 2008. godine, uspješno se učvrstio kao korisnička platforma za najnovije laserske sustave, a usmjeren je prije svega na donositelje odluka iz međunarodne industrije.

Rujan • 44 (3/2018) • Godina 12170 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.lasys-messe.de
» Lasersko navarivanje praha






AUTOMATIZACIJA I ROBOTIZACIJA PROIZVODNIH PROCESA KLJUČ U RUKE Nudimo inteligentna rješenja, a ne samo proizvode! Virs d.o.o., Industrijska ulica 4B, 9220 Lendava T: + 386 2 574 24 45 E: info@virs.si W: www.vi rs.si VAŠ PARTNER ZA NAJZAHTJEVNIJE I NAJKOMPLEKSNIJE IZAZOVE! Weld Cockpit
Poljska će ove godine u rujnu ugostiti događaj vrhunske ljevačke tehnologije u svjetskim mjerilima
22. Međunarodni sajam ljevačke tehnologije METAL ››
Svjetska ljevačka organizacija (WFO – World Foundry Organization) će u suradnji s Poljskim udruženjem ljevača (STPO – Polish Foundrymen’s Association) organizirati 73. Svjetski ljevački kongres, koji će se održavati od 23. do 27. rujna u Krakowu, u Poljskoj. U okviru događaja, sudionici će 26. rujna biti u posjeti sajmu METAL, koji će se pored ostalih sajmova održavati u Izložbeno-trgovačkom centru u obližnjem gradu Kielce.

Sajam METAL spada među vodeće svjetske događaje te je ujedno glavni događaj u srednjoj i istočnoj Europi na području ljevarstva i pripadajućih tehnologija. Već niz godina sajam na jednom mjestu objedinjuje velik broj izlagača iz čitavog svijeta, koji ljevarstvu nude najnovije tehnologije na području lijevanja i pripadajućih procesa. Posjetitelji događaja dolaze u velikoj mjeri iz ljevačke industrije te s područja, kao što su strojogradnja, brodogradnja, robotika i automatizacija te automobilska i zrakoplovna industrija. Kielce će 25. do 27. rujna 2018. tako ugostiti već 22. sajam METAL.
Na posljenjem sajmu METAL 2016. godine, koji se rasprostirao na gotovo 9.000 m2 izložbenog prostora, izlagao je 271 izlagač iz 27 zemalja svijeta. Sajam je posjetilo približno 3.000 posjetitelja, od čega ih je mnogo bilo s područja ljevarstva i zrakoplovne indu strije, jer se u blizini, u okolici grada Rzeszów, nalazi takozvana poljska dolina zrakoplovstva. Unatoč snažnoj prisutnosti poljskih

» Izložbeni prostor proizvođača strojeva za tlačni lijev BÜHLER
www.targikielce.pl
izlagača, bilo je predstavljeno približno 40 posto proizvoda iz inozemstva, prije svega iz Njemačke i Italije.
Na nadolazećem sajmu će se odvijati niz događaja, kao što su tehnički seminari o najnovijem tehnološkom razvoju s naglaskom na tlačno lijevanje, koji će se održavati 25. i 26. rujna uz nazočnost brojnih stručnjaka iz Poljske i drugih zemalja. Na sajmu se očekuje snažna prisutnost proizvođača strojeva za tlačno lijevanje te pripadajuće opreme, jer se u posljednje vrijeme iznimno poveća va potražnja za njima iz domene automobilske industrije. Pored proizvođača opreme, izlagati će i broje druge tvrtke, koje proizvo de potrošne materijale i sirovine za ljevaonice. Biti će prisutni i ponuditelji ljevačke infrastrukture, kao što su sustavi za ventilaciju i filtriranje, te proizvođači kontrolne mjerne opreme za ljevaonice.
Rujan • 44 (3/2018) • Godina 12172 SPAJANJE, MATERIJALI I TEHNOLOGIJE
| Izvor:
»
Živahan dojam sa
sajma METAL
|
Izvor:
www.targikielce.pl
» Među izlagačima na sajmu METAL i slovenske tvrtke. | Izvor: www.targiki elce.pl
Sajam će posjetiti inozemne delegacije iz Kine, Ukrajine, Bjeloru sije i Rusije, što će omogućiti izlagačima i posjetiteljima stvaranje kontakata te uspostavu poslovne suradnje s tvrtkama iz istočnih zemalja. Bjeloruske tvrtke će se na sajmu predstaviti po okriljem Bjeloruskog udruženja ljevača i metalurga, dok će se kineske tvrtke predstaviti pod okriljem Kineskog ljevačkog udruženja. Sa svim tim događajima, sajam METAL će predstavljati platformu za uspo stavljanje veza između istoka i zapada.
Reakcije sudionika, posjetitelja, kao i izlagača na prethodnim sajmovima METAL, vrlo su pozitivni te preporučuju sudjelovanje na događaju.
www.targikielce.pl

Gefertec izvještava o uštedama na troškovima, koje nudi tehnologija 3DMP ››
Tvrtka Gefertec GmbH iz Berlina u Njemačkoj navodi, da je njihov postupak zavarivanja elektro-lučnim zavarivanjem 3DMP® »najekonomičnija tehnologija navarivanja metala«. Društvo je predstavilo svoje strojeve, koji primjenjuju tehnologiju 3DMP za troškovno učinkovitu izradu metalnih proizvoda (krajem 2017. godine).
U električnom luku su metalni dijelovi načinjeni primjenom zavarivanja primjenom žice za zavarivanje. Kako su dodatni materijali u obliku žice jeftiniji od metalnih prahova, koji odgo varaju AM, u Gefertec vjeruju, da je njihov 3DMP postupa nudi prilično jeftiniju alternativu brojnim vsrtama proizvodnih procesa dodavanja metala.

Strojevi GTarc proizvode metalne proizvode s velikim brzinama i usporedivom kvalitetom, kakvu je moguće postići s uobičajenim proizvodnim postupcima. Za naknadnu obradu primjenjuje se samo standardno CNC-glodanje.
Pri dokazivanju troškovne učinkovitosti svoje tehnologije u uspo redbi s konvencionalnim proizvodnim postupcima, pozivaju se na primjer proizvoda, načinjenog na stroju GTarc. Držalo za ležaj, na činjeno od nika-krom čelika 1.4305 – obično se proizvodi iz bloka mase 85 kg od nikal-krom čelika (452 mm x 245 mm x 100 mm), koji se zatim obrađuje glodanjem na CNC-stroju. Konačni proi zvod ima masu svega 18 kg, što znači da je više od 80 % materijala, primijenjenog u tom proizvodnom procesu, otpadno. Ukupni proizvodni troškovi iznose 4.500 EUR, uključujući 1.000 EUR materijalnih troškova i 3.500 EUR troškova obrade glodanjem.
Primjenom stroja GTarc i tehnologije 3DMP, postiže se proizvod mase 25 kg, a trošak proizvodnje iznosi 750 EUR. Naknadno glo danje na željeni oblik dodaje 1.250 EUR na ukupne troškove, pri čemu je gubitak materijala svega 28 %. Financijska ušteda iznosi 2.500 EUR, što znači, da je proizvodni proces GTarc gotovo 50 % jeftiniji od uobičajene proizvodnje.
» Nosivi ležaj, načinjen od nikal-krom čelika 1.4305 na GT-arc-ovom sustavu (Courtesy Gefertec GmbH)
Strojevi Gefertec GTarc su na raspolaganju u tri inačice. 3-osna inačica GTarc 3000-3, može proizvoditi dijelove do 3 m3, dok 5-osna inačica, GTarc 800-5 nudi dodatni nagibni stol i primjerena je za proizvode volumena do 0,8 m3. Tvrtka nudi i kompaktniji 5-osni stroj, GTarc 60-5, za proizvode veličine do 60 l i 200 kg. Troškovi svakog stroja GTarc mogu se usporediti s troškovima malog CNC-glodala i znatno su niži od nekih alternativnih AM sustava. Svakom stroju je priložena CAM-programska oprema, prilagođena za 3DMP, koja crpi podatke iz svakog CAD-modelira nog dijela, a s njima omogućuje GTarc-ovoj upravljačkoj jedinici, da pravilno pozicionira glavu za zavarivanje, što omogućuje visoki stupanj točnosti.
Rujan • 44 (3/2018) • Godina 12 173 SPAJANJE, MATERIJALI I TEHNOLOGIJE
Doc. dr. Damjan Klobčar
Doc. dr. Damjan Klobčar • Fakultet za strojarstvo, Sveučilišta u Ljubljani
››
www.gefertec.de
››
Visokoučinkoviti automatizirani sustav za zavarivanje samo s jednim izvorom zavarivanja
DiX MEDD zavarivanje z dvostrukom žicom
Visoko učinkoviti sustav za zavarivanje DINSE DIX MEDD TWIN sadrži jedan pištolj za zavarivanje, dva dodavača žice za zavarivanje i jedan izvor zavarivanja. Osigurava ekonomično i cjenovno učinkovito rješenje s visokim stupnjem pretaljivanja materijala, kratkim ciklusima te posljedično visokom produktivnošću.
Jezgru sustava predstavlja izvor zavarivanja DIX PI 600 TWIN, koji ima 600 A izlazne struje i posebno je bio razvijen za zava rivanje s dvostrukom žicom. Posebna konstrukcija električnog dijela s dva izlaza omogućuje zavarivanje s dvije žice za zavari vanje istodobno uz primjenu samo jednog izvora zavarivanja. Iznimne karakteristike hlađenje pištolja za zavarivanje MEDD 7000 omogućuju primjenu samo jednog standardnog uređaja za hlađenje snage 1,5 kW za TWIN postupak zavarivanja. S time se smanjuju troškovi nabave opreme u usporedbi s konvencionalnim tandemskim postupcima zavarivanja, gdje su potrebna dva izvora zavarivanja i dva uređaja za hlađenje.
Obje žice za zavarivanje se dodaju kroz dvije cijevi. Zavarivanje s pomoću TWIN postupka omogućuje struje zavarivanja do 600 A na žicama za zavarivanje. U slučaju zavarivanja s jednom žicom s odgovarajuće većim promjerom za postizanje usporedivog stupnja nataljivanja, ne bi bilo moguće primijeniti struju zavarivanja od 600 A, jer bi bila premašena vrijednost struje, koju takva žica može podnijeti. Pored toga, postupak zavarivanja s jednom žicom ima niz nedostataka. Zavarivanje s jednom žicom većeg promjera znači veću taljevinu zavara okruglog oblika, što brže dovodi do preki da luka. »Idealna je mala taljevina zavara. Postupak zavarivanja TWIN može to postići tako, da se dvije žice z zavarivanje pomiču jedna za drugom i nastaje taljevina zavara ovalnog oblika. Postoji i mogućnost pomicanja žica jedne prema drugoj. I u tom slučaju je taljevina zavara ovalnog oblika, što je bolje nego li u slučaju zavari vanja s jednom debljom žicom, pri čemu nastaje okrugla taljevina zavara. Žice za zavarivanje se mogu pomicati i dijagonalno, što dovodi do sličnog učinka,« pojašnjava Volker Brenner, procesni inženjer u tvrtki DINSE.
Žice za zavarivanje se dovode s dva odvojena dodavača. Mo gućnost točnog podešavanja dodavanja žica za zavarivanje obzirom na smjer zavarivanja omogućuje veliku razinu fleksibilnosti tije kom zavarivanja. TWIN postupak se je pokazao kao optimalan za bilo koji oblik spoja (prekrivni, sučeoni, kutni, ...). Posebno se lako definira geometrija i dubina penetracije zavara te brzina zavari vanja. Nastajanje grešaka zavarivanja moguće je izbjeći s pomoću fleksibilnog pozicioniranja vitkog pištolja za zavarivanje TWIN uz promjenu brzine dodavanja pojedine žice za zavarivanje. Proces zavarivanja TWIN omogućuje kontrolu nad unosom topline i koli
činom rastaljenog materijala, kako kod žica za zavarivanje s punilo, tako i kod običnih žica za zavarivanje, bez obzira na promjer žice za zavarivanje.
Rad sa sustavom je jednostavan, jer obje žice za zavarivanje imaju jednaki električni potencijal, što olakšava podešavanje parametara. Za razliku od tandemskog postupka zavarivanja nema potrebe za usklađivanjem potencijala.
Veličina plinske mlaznice, koja je do 50 posto manja od mlaznice kod tandemskog pištolja za zavarivanje, usporediva je s veličinom mlaznice kod običnih pištolja za zavarivanje s jednom žicom, što omogućuje iznimnu dostupnost mjestu zavarivanja i posljedično povećava mogućnost primjene na teško dostupnim mjestima.
Pri uporabi uobičajene žice za zavarivanje promjera 1 mm, stupanj nataljivanja je do 12,7 kg/h. Povećani unos materijala osigurava visoki stupanj produktivnosti i iznimno punjenje zazora. Sve to ukazuje na primjerenost TWIN postupka prije svega u teškim industrijama, kao što su brodogradnja, gradnja mostova te u proizvodnji teške mehanizacije.
Bitno povećanje brzine zavarivanja u usporedbi s postupkom zavarivanja s jednom žicom za zavrivanje bilo je mjereno pri raz ličitim testiranjima. Usporedba brzina zavarivanja 8 mm debelog čeličnog lima (S235) u kutnom spoju je pokazala, da je zavarivanje s dvije žice tri puta brže u usporedbi sa zavarivanjem s jednom žicom. Tako se u jednoj minuti može načiniti zavar duljine 120 cm umjesto samo 40 cm. Pri zavarivanju priležnih spojeva, brzina za varivanje je udvostručena (pripremak za zavarivanje S235 i žica za zavarivanje odgovarajućeg materijala promjera 1 mm). To znači, da se pri zavarivanju s dvije žice unese manje topline u pripremke i s time dolazi do manje deformacija te potrebnih dorada pripremaka, što omogućuje priličnu uštedu.
Sustav je potpuno fleksibilan. Obzirom na zahtjeve, može se primijeniti s jednom ili dvije žice za zavarivanje. S jednom žicom se može primijeniti izvor DIX PI 600, kao sustav PowerPulse, RTM (Rapid MAG Technology) ili CMA (Cold Meal Arc). Postupak se jednostavno preklapa na zavarivanje s dvije žice za zavarivanje, što omogućuje veći stupanj pretaljivanja materijala i veće brzine zava rivanja. Posebna programska oprema omogućuje detaljno praćenje parametara procesa u stvarnom vremenu.
Rujan • 44 (3/2018) • Godina 12174 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.dinse.eu
ESAB predstavlja kacigu za zavarivanje Aristo Tech HD
ESAB Welding & Cutting predstavlja kacigu za zavarivanje Aristo Tech HD, svoju prvu kacigu sa samozatamnjivanjem s optičkim razredom 1/1/1/1, koji označuje najvišu moguću op tičku učinkovitost u skladu sa strogim standardom EN 379.







Profesionalni zavarivači će odmah primijetiti veću jasnoću zavara i povećanu taljevinu zavara, što im pomaže postići najtočnije rezultate uz manje naprezanje očiju, posebice pri dugotrajnom zavarivanju.
Aristo Tech HD ima poboljšan LCD-zaslon s vidnom površi nom 100 x 62 mm, što je za 12 mm veće nego li pri prethodnim kacigama i omogućuje širu vidljivost te bolju percepciju prostora. Novi način rada EX-X-TIG osigurava vrhunsku učinkovitost, kada se zavaruje TIG postupkom, do 5 ampera. S postupkom X-TIG ele ktromagnetski senzori u luku automatski reagiraju na magnetsko polje luka zavarivanja. To uklanja smetnje, koje uzrokuje sunčeva svjetlost ili druga električna/elektronska oprema. Istodobno osi gurava, da se kaciga zatamni, kada su senzori blokirani, primjerice pri zavarivanju cijevi ili pri zavarivanju u otežanim položajima.
Način brušenja se aktivira pri najnižoj osjetljivosti, stoga korisnici tijekom brušenja ne trebaju pomicati kacigu i štitnik te zaštitne naočale. Način brušenja dobro djeluje i pri plazmenom rezanju. Tehnologija digitalne leće na kacigi omogućuje zavarivaču
potpunu kontrolu, da prilagodi zatamnjenje (od 5 do 13), podesi osjetljivost i točnost kašnjenja za svaku aplikaciju ili postupak. Ari sto Tech HD ima masu 515 g (18 oz.) i ima jedinstvenu matiranu gumu s ugljičnim vlaknima, koja je vrlo otporna na urezivanje i ogrebotine.
www.esab.com.

SPAJANJE, MATERIJALI I TEHNOLOGIJE
Industrijska ljepila, brtvila i rješenja za obradu površina Osiguranje vijaka Trenutno lijepljenje
Lijepljenje cilindričnih dijelova
Popravak
metalnih dijelova
Brtvljenje
navoja Premazi za površine Oglas A5_HR_Layout 1 23.7.2018. 09:33 Page 1
Iznimno odvajanje plinova pri zavarivanju ››
Portafill International Ltd je vodeća tvrtka u svjetkim mjerilima za razvoj i proizvodnju cjenovno učinkovitih, inovativnih te iznimno mobilnih uređaja za prosijavanje, drobilica, separatora, sustava za ispiranje i transportnih vrpca.




Ti strojevi se primjenjuju u brojnim aplikacijama, kao što su kamenolomi, iskopi pijeska, odlagališta i pogoni za obradu otpada. Portafill-ovi strojevi djeluju na svim kontinentima.

Tvrtka je vrlo usredotočena na kvalitetu, što se ne odražava samo na konačni proizvod, već i pri izboru dobavljača opreme za njihove proizvodne pogone. Među njih spada i tvrtka DINSE.
Tvrtka Portafill se odlučila za primjenu pištolja za zavariva nje hlađenih tekućinom s odsisavanjem plinova tipa DIX MRZ proizvođača DINSE sa ciljem smanjenja izloženosti djelatnika plinovima, koji nastaju pri zavarivanju u proizvodnoj hali. »DINSE se pokazao kao dobavljač, koji je najbolje ispunio naše zahtjeve i osvojio naše zavarivače. Tijekom testiranja pokazalo se, da je pištolj za zavarivanje s odsisavanjem plinova DIX MRZ 304 ispunio sve postavljene zahtjeve, kao što su visoka moć usisavanja, dobra dostupnost pripremcima za zavarivanje i iznimne karakteristike zavarivanja,« pojašnjava Philip Kelly, voditelj proizvodnje u tvrtki Portafill te dodaje: »Isprobali smo pištolje za zavarivanje različitih proizvođača, iako nisu odgovarali našim zahtjevima. Bili su pre teški, nespretni za rukovanje, imali su loše hlađenje te ograničenu mogućnost pristupa mjestima zavarivanja. DINSE nam je ponudio vrlo dobro hlađenje, potpuno stabilno dodavanje dodatnog materi jala, iznimnu pokretljivost tijekom zavarivanja, usmjereno odvaja nje plinova, koji nastaju pri zavarivanju i malu masu. Pored toga je upuhivanje zaštitnog plina bitno učinkovitije nego li kod usporedi vih proizvoda. Sve to ima veliki utjecaj na kvalitetu zavara.«
U tvrtki Portafill su svjesni potrebe za cjelovitim upravljanjem sigurnim i zdravim radnim okruženjem te važnosti smanjenja utje caja štetnih tvari na radnom mjestu. Plinovi i čestice, koji nastaju pri zavarivanju, mogu ozbiljno ugroziti zdravlje zaposlenih. Prati se koncentracija čestica te vrlo sitnih mirko čestica u zraku, koje utječu na zavarivača. Najučinkovitiji zahvat prije izlaganja zavari vača štetnim plinovima i česticama je neposredno odsisavanje na mjestu, gdje nastaju.
Rujan • 44 (3/2018) • Godina 12176 SPAJANJE, MATERIJALI I TEHNOLOGIJE
» Uređaji za prosijavanje proizvođača Portafill primjenjuju se u kamenolomi ma i kod iskopa pijeska.
» Zavari na osnovnom okviru moraju izdržati visoka opterećenja.
» Portafill 5000CT je najnoviji proizvod Portafill-ove linije visokoučinkovitih uređaja za prosijavanje.
» Vitka konstrukcija pištolja za zavarivanje DIX MRZ 304 s odsisavanjem plinova omogućuje optimalnu pristupačnost mjestu zavarivanja.
» DIX MRZ 304 odlikuju siguran obuhvat, točno vođenje i dobra preglednost luka.
mjestu zavarivanja i preglednost luka i zavara. Okretna zaštitna cijev s glatkom površinom omogućuje idealno vođenje, maksimal ni polumjer pomicanja i bolje klizanje po rubovima pripremaka za zavarivanje.
Suvremeni pištolji za zavarivanje s odsisavanjem plinova moraju ponuditi više. Nedostatak prethodnih pištolja nižeg razreda kvalitete je, da imaju presnažno odsisavanje, koje pored štetnih plinova i čestica, koji nastaju pri zavarivanju, odsisavaju i zaštitni plin. To može vrlo negativno utjecati na kvalitetu zavara. Tvrtka, kao što je Portafill, koja zavaruje velike pripremke i često zavaruje s većim brojem prolaza, to si ne može dopustiti. Volumni protok odsisavanja se kod pištolja za zavarivanje proizvođača DINSE može se mijenjati povezano obzirom na zahtjeve s jednoručnim upravljanim pomoćnim zračnim ventilom. Ukoliko je snaga odsi savanja prevelika, volumen dovedenog zraka može se jednostavno regulirati s pomoću pokazivača, bez da se pri tome prekine proces zavarivanja. To osigurava dobar protok zaštitnog plina čitavo vrije me tijekom zavarivanja.
Vitka konstrukcija pištolja za zavarivanje DIX MRZ 304 s odsi savanjem plinova omogućuje optimalnu pristupačnost mjestima zavarivanja.
Primjena lakih materijala u pištolju za zavarivanje s odsisava njem plinova DINSE doprinosi 500 g lakšoj izvedbi u usporedbi s konkurentskim pištoljima. Pored toga najnoviji modeli sadrže fleksibilne kuglične spojeve, dok ergonomski oblikovana ručka osigurava vrlo dobar obuhvat.
Svi ti čimbenici omogućuju vrlo točno vođenje pištolja za zavarivanje uz mala opterećenja na zglobove i mišiće zavarivača. Podesiva mlaznica za usisavanje sa smanjenim promjerom doda tno povećava mogućnost aplikacija i trajno osigurava točan pristup
Zahtjevan kupac, kao što je Portafill International Ltd. ima velike zahtjeve obzirom na opremu, primijenjenu u proizvodnom procesu. Bio je ispitan velik broj pištolja za zavarivanje s odsisava njem plinova i samo je jedan osvojio u svim pogledima. »Tvrtka DINSE je uspješno ugradila svoj pištolj za zavarivanje DIX MRZ 304 na sve postojeće uređaje za zavarivanje u proizvodnji Portafil la,« pojašnjava Philip Kelly. »Pored uvjerljivih svojstava opreme, pristup tvrtke DINSE pri podršci tijekom čitavog procesa bio je od odlučujuće važnosti za nas. Zavarivači su bili vrlo dobro podučeni za postizanje najboljih mogućih rezultata primjene pištolja za za varivanje. Imali smo priliku, a i ubuduće ćemo iskoristiti prednosti dobro locirane i visoko profesionalne zastupničke mreže,« entuzi jastički zaključuje voditelj proizvodnje.

Stvari koje ne vidite na nogometnom terenu
Vjerojatno nema puno ljudi na svijetu koji ovo ljeto nisu proveli bar nekoliko minuta gledajući neku od utakmica svjetskog nogometnog prvenstva ili bar sažetke u večernjim vijestima. Za Hrvatsku, naravno, ovo nogometno prvenstvo nije bilo još jedno u nizu. Cijela Hrvatska je tih dana bila ponesena neviđenom euforijom, a konačni rasplet i antologijski rezultat hrvatske reprezentacije ostavili su neizbrisiv trag u povijesti hrvatskog nogometa ali i u kolektivnoj svijesti cijelog naroda.
Ipak, sportski rezultati nisu tema ovog članka. Puno je različitih čimbenika koji se moraju međusobno uskladiti i poklopiti kako bi jedno nogometno prvenstvo bilo uspješno. Pitate se kakve bi to veze moglo imati s ljepilima?

Za početak – lopta. Ništa ne bi bilo moguće bez nje. Nekoć je nogometna lopta bila ručno šivana. Pojedini elementi tako su se spajali preko dva sloja tkanine. U današnje vrijeme, lopta se proizvodi od manjeg broja pojedinačnih dijelova koji se lijepe specijalnim ljepilima. Zbog ovog su suvremene nogometne lopte lakše, aerodinamičnije i manje propusne na vodu kada kiši.
Oprema koju nogometaši koriste mora im istovremeno omo gućavati da se lako kreću po terenu, da budu zaštićeni tijekom dvo boja do kojih nekada dolazi tijekom utakmice te da bude vrhunske kvalitete i potpuno pouzdana. Zahvaljujući korištenju ljepila kopačke su lakše, fleksibilnije i bolje se prilagođavaju pokretima igrača, a štitnici se puno bolje prilagođavaju obliku noge i manje štipaju.
Navedeno su samo predmeti koji se koriste u samoj igri. Postoji još mnogo drugih predmeta koji su neizravno uključeni ali su jednako nezaobilazni, poput samog stadiona (podovi, stijene, konstrukcija, stropovi, instalacije), reflektora i drugih rasvjetnih sistema i različitih displaya, sve do samih autobusa kojima timovi putuju od hotela do stadiona. Da zaključimo, svjetsko prvenstvo i suvremeni nogomet doista imaju puno veze s ljepilima, koja pomažu učiniti ga modernim, atraktivnim, evoluirajućim sportom. Zasigurno ljepila mogu učiniti isto i za vaše poslovanje.
Rujan • 44 (3/2018) • Godina 12 177 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.dinse.eu
››
Postupak zavarivanja HC MAG
Do sada su posebni MIG/MAG postupci zavarivanja sa smanjenim unosom topline primjenjivali efekt zaustavljanja ili smanjivanja istosmjerne struje u području zavarivanja s pomoću kratkih lukova. Isključivanje ili smanjivanje struje obično smanjuje taljenje žice za zavarivanje. Primjena izvora zavarivanja DIX PI proizvođača DINSE u kombinaciji s modulom HC MAG (Heat Controlled MIG/MAG) proširuje područje konvencionalnog zavarivanja s kratkim lukovima primjenom izmjenične struje zajedno s kontroliranim unosom topline. S time se bitno povećava produktivnost radi konstante stupnja taljenja.
Postupak HC MAG je bio razvijen u DINSE ESS u suradnji s institutom Steinbeis i predstavlja poseban proces konvencionalnog zavarivanja s kratkim lukovima za struju zavarivanja do 200 A. Proces omogućuje podešavanje željene dubine penetracije uz kon stantni stupanj taljenja u stvarnom vremenu.
Slično kao pri podešavanju oblika izmjenične struje pri TIG zavarivanju je sada moguće bilo kada zamijeniti polaritet žičane elektrode. To se postiže podešavanjem oblika izmjenične struje na uređaju za zavarivanje, što omogućuje podešavanje dubine pene tracije osnovnog materijala i povećanje stupnja taljenja na žičanoj elektrodi.

Podesive vrijednosti pri postupku HC MAG utječu na razdiobu topline. Pri postavci 0 % na raspolaganju je standardni postupak zavarivanja s kratkim lukom uz pozitivno polarizirane elektrode. To omogućuje maksimalnu penetraciju u pripremak uz srednju sposobnost taljenja. Pri vrijednosti HC MAG 100 % uspostavlja se izmjenični polaritet na elektrodi, što rezultira minimalnom penetracijom u pripremak, dok je stupanj taljenja najveći. U po dručju između te dvije krajnosti, moguće je podešavati vrijednosti obzirom na zahtjevnost procesa zavarivanja.
Podesive vrijednosti unosa topline u žičanu elektrodu ili u pripremak omogućuju vrlo dobru kontrolu taljevine zavara. HC MAG je stoga vrlo primjeren postupak za jednostavno zavarivanje korijena zavara s velikom brzinom, za zavarivanje tankih limova sa širokim tolerancijama te za vertikalno zavarivanje u smjeru prema dole. Kako se s povećanjem HC MAG vrijednosti smanjuje količi na odjednom pretaljenog materijala, mogu se vrlo dobro zavarivati rubovi bez otjecanja taljevine zavara, posebice u prisilnom položa ju zavarivanja, kao što je vertikalno zavarivanje prema dole. Na taj način je moguće izbjeći greške na tako zavarenim rubovima.

Važno područje primjene postupka je navarivanje, gdje se stupanj miješanja navarenog materijala može kontrolirati s promjenom vrijednosti HC MAG. Toplinski osjetljivi osnovni materijali manje se oštećuju pri navarivanju, jer se može kontrolirati unos topline ti jekom zavarivanja. Debljina lima kod prekrivnih spojeva zavarenih kutnim zavarima, može biti manja pri zavarivanju postupkom HC MAG, što omogućuje uštedu na materijalu.
Primjena izvora zavarivanja DIX PI proizvođača DINSE i postup ka zavarivanja HC MAG proširuje područje aplikacija zavarivanja s kratkim lukom. Bitno se može povećati produktivnost, jer nije potrebno smanjiti snagu zavarivanja niti brzinu dodavanja žice za zavarivanje, kako bi unos topline ostao minimalan. Unatoč malom unosu topline, moguće je postići veće brzine zavarivanja. Postupak se može primjenjivati za zavarivanje čelika, Cr-Ni čelika, aluminija i legura na bazi bakra sa strujama zavarivanja sve do 200 ampera. Pored toga se bez poteškoća mogu primjenjivati punjene žice za zavarivanje.
S konstantnom brzinom dodatnog materijala, konvencionalni postupci zavarivanja s kratkim lukom mogu postići samo ograni čene promjene struje zavarivanja (crveno područje na grafu), što najviše ovisi o podešenoj duljini luka.
Postupak zavarivanja HC MAG omogućuje proširivanje postupka zavarivanja s kratkim lukom u područje manjih struja zavarivanja. Podešavanje oblika izmjenične struje (vrijednosti HC MAG od 0 % do 100 %) omogućuje primjenu šireg područja struje zavarivanja (plavo područje na grafu) uz konstantne brzine dodavanja žice za zavarivanje. Pri tome je duljina luka nepromijenjena.
Pri konvencionalnom postupku zavarivanja s kratkim lukom, pri podešenoj vrijednosti struje 100 A, može se podesiti brzina dodavanja žice za zavarivanje na vrijednost između 3,8 i 4,3 m/
Rujan • 44 (3/2018) • Godina 12178 SPAJANJE, MATERIJALI I TEHNOLOGIJE
Izmjenična struja i zavarivanje s kratkim lukom
min. Kod HC MAG postupka, brzina dodavanja žice za zavarivanje može se podesiti na više vrijednosti, i to između 3,8 i 5,8 m/min uz nepromijenjene duljine luka.
Sažetak prednosti postupka HC MAG




Manje deformacija tijekom zavarivanja radi podesivog unosa topline u pripremke za zavarivanje.
Iznimno povezivanje između žljebova. Široki žljebovi, koje je u prošlosti bilo nemoguće zapuniti, sada je moguće zapuniti s velikom pouzdanošću. Različite širine žljebova se isto tako mogu riješiti tijekom zavarivanja prilagođavanjem vrijednosti parametara HC MAG postupka.
Navarivanje s podesivim stupnjem miješanja navarenog mate rijala s osnovnim materijalom. Podesivi unos topline i povećana učinkovitost taljenja pri HC MAG postupku zavarivanja doprinosi ekonomičnosti navarivanja. Stupanj miješanja s osnovnim materi jalom se može podešavati u širokom rasponu.
Minimalne debljine limova prekrivnih spojeva zavarenih kutnim zavarima. Prekrivni spoj čeličnog lima debljine 1 mm zahtijeva samo 4 mm prekrivanja.



Zavarivanja toplinski osjetljivih materijala. Mogućnost podeša vanja manjih promjena unosa energije pri zavarivanju HC MAG postupkom uzrokuje manje oštećenja kod toplinski osjetljivih materijala. Radi manjeg izgaranja legirnih elemenata u dodatnom materijalu, može se primijeniti i dodatni materijal s manje legirnih elemenata, što je jeftinije.




Niža temperatura kod zavarivanja s većim brojem prijelaza. Postupak zavarivanja HC MAG omogućuje bitno nižu tempera turu uz povećani stupanj pretaljivanja. S time se smanjuje vrijeme čekanja između pojedinih prijelaza, da se zavar ohladi do zahti jevane temperature. Pozitivan dodatni učinak povećanog stupnja pretaljivanja je manji broj potrebnih prijelaza.
zavarivanje
kolutno zavarivanje
zavarivanje

Rujan • 44 (3/2018) • Godina 12 179 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.dinse.eu T: +386 3 570 14 47 | F: +386 3 570 14 46 | info@kocevar.eu | www.kocevar.eu Kočevar in sinovi d.o.o. | Sončna cesta 10 | Ločica ob Savinji | Si-3313 Polzela | Slovenija | EU ● ● ●
sučeono
automatizacija zavarivanja ● ● ● točkasto
višetočkasto zavarivanje bradavičasto zavarivanje ● bradavičasto zavarivanje ● višetočkasto zavarivanje ● automatizacija zavarivanja ● kolutno zavarivanje Otporno zavarivanje Savjetovanje, rezervni dijelovi, potrošni materijal ...
››
Povećana učinkovitost zavarivanja s mehaniziranom automatizacijom
Za proizvodnju brojnih industrijskih proizvoda, kao što su posude pod tlakom i cjevovodi, najučinkovitiji način izrade je mehanizirana automatizacija u obliku manipulatora za zavarivanje. Na slici je manipulator, pripremljen za rad, s EPP postupkom zavarivanja Lincoln Electric Pantheon ™ S s Power Wave® AC/DC 1000® SD.

Kada ljudi razmišljanju u automatizaciji zavarivanja, obično predviđaju nekakav robotski sustav: robotsku ruku za zavarivanje, pričvršćenu na izvor zavarivanja i upravljanje te primjenu žice za zavarivanje, dakle MIG/MAG postupak zavarivanja.

To zasigurno vrijedi u automobilskoj industriji i srodnim branša ma. Kada je riječ o nafti i plinu, cjevovodima, brodogradnji i nekim aplikacijama s konstrukcijskim čelikom, veća učinkovitost može se postići primjenom mehanizirane automatizacije, obično u obliku manipulatora za zavarivanje ili nosivog sustava. Najčešće se u tom slučaju primjenjuje EPP zavarivanje (elektrolučno zavarivanje pod praškom), koji uključuje težak manipulator, koji je razvijen za zava rivanje obodnih i dugačkih zavara, a izvori struje zavarivanja omo gućuju zavarivanje s jačinom struje zavarivanja više od 1000 ampera.
mogu imati i brojne dodatne mogućnosti, kao što su napredni si nergijski izvori struje zavarivanja, kontrolu HMI i vodeno hlađene gorionike. Neke sustave možemo primjenjivati za EPP zavarivanje, a druge i za druge lučne postupke zavarivanja.
Dok manipulatori za EPP zavarivanje predstavljaju veliki dio tržišta, sada se pojavljuje sve više manipulatora, koji su namijenjeni za postupke spajanja, kao što su MIG/MAG zavarivanje. Ti sustavi
Održavanje ponovljivosti postupka ovisno je o manipulatoru za zavarivanje, kojeg odlikuje krutost i ima sposobnost točnog pozicioniranja te sprječava neželjene pomake, koji mogu utjecati na kvalitetu zavara.
Na raspolaganju su manipulatori, koji imaju linearne ležaje i pogone s promjenjivom frekvencijom (VFD), kako bi očuvali čvrstoću gorionika za zavarivanje i odgovarajuću brzinu zavari vanja, dok zavaruju dugi zavar. VFD pogonska kolica osiguravaju dosljednu, ponovljivu brzinu, što omogućuje zavarivanje, dok je čitav manipulator u pokretu. Teška platforma opreme može nositi
Rujan • 44 (3/2018) • Godina 12180 SPAJANJE, MATERIJALI I TEHNOLOGIJE
Metal Powder Products su se preimenovali u MPP nakon kupnje

NetShape Technologies
Tvrtka Metal Powder Products LLC, sa sjedištem u Westfie ldu u Indiani, SAD, preimenovati će se u MPP, kao dio svojih nastojanja u integraciji s nedavno preuzetom tvrtkom NetShape Technologies. Društvo se preoblikovalo uvođenjem novog logo tipa i ažuriranjem internetske stranice.
MPP izrađuje i osigurava po mjeri načinjene proizvode metalur gije praha i proizvode načinjene tlačnim lijevanjem metala. Tvrtka ima ključno znanje u inovacijama s područja materijala, sinteri ranja, zgušnjavanja i spajanja proizvoda načinjenih metalurgijom praha PM. Zajednička tvrtka ima devet proizvodnih tvrtki u SAD i u Kini.
»Kombinacija proizvoda tvrtke Metal Powder Products i tvrtke NetShape Technologies rezultira tvrtkom za proizvodnju svjetskog razreda, koja će tvrtki MPP omogućiti iznimnu vrijednost za naše kupce s rješenjima, koja primjenjuju inovativne proizvode po mje ri,« rekao je Dennis McKeen, izvršni direktor tvrtke MPP.

Tvrtka MPP je specijalizirana za proizvodnju različitih kom ponenata, uključivo s alatima i zupčanicima po mjeri kupca,
upravljačke sustave, izvore struje zavarivanja i sam gorionik.
Ukoliko će manipulator za zavarivanje biti namijenjen EPP zavari vanju, potrebno je pri planiranju uzeti u obzir izvore napajanja, dovod i uklanjanje praška za zavarivanje kao i troske, podešavanje korisnič nog sučelja, unakrsne klizače i sustave za praćenje zazora zavara.
Stabilnost bilo kojeg sustava je ključna za izradu kvalitetnog zavara. Slika prikazuje manipulator Lincoln Electric® Pantheon ™, koji ima linearne ležaje i pogone s promjenjivim frekvencijama (VFD), koji stabiliziraju gorionik i održavaju konzistentnu brzinu pri zavarivanju.
Napredni izvor energije na osnovi invertera nudi više prednosti u usporedbi sa sustavom, koji se temelji na transformatorima. Mo gućnost zavarivanja s promjenjivim pulsnim režimom izmjenične struje, omogućuje povećanu brzinu zavarivanja i kontrolu nad iz vođenjem. Pored toga, kod nekih proizvoda, sakupljanje podataka i blokiranje postupaka može pomoći operaterima izbor pravilnog postupka zavarivanja za svaku aplikaciju.
Važno je i nadziranje i doziranje praška za zavarivanje. Prašak za zavarivanje, koji završi na tlu, bez da ga se pravilno primjenjuje, je uništen. Na sreću, na raspolaganju su brojni sustavi za ponovno recikliranje prašaka za zavarivanje.
Drugi važan čimbenik kod učinkovitosti je korisničko sučelje. Jednostavno pitanje je, kako će sustav biti kontroliran? Jedna od mogućosti je serija kontrolera. Tipičan manipulator za zavarivanje ima manipulativni kontroler za sam manipulator, kao i zavarivački izvor energije ne unakrsno dodavanje.
Druga mogućnost je ljudsko strojno sučelje (HMI), kao što je HMI Lincoln Electric MAXsa®. Ta vrsta kontrolnog sustava udru žuje sva korisnička sučelja na jedan zaslon, koji nudi dodatnu kon trolu nad postupkom zavarivanja. Pored toga, HMI može osigurati veću jednostavnost izbora postupka zavarivanja i promjenjivog praćenja. Zajedno sa sustavom kamera, HMI kontrolira sustav od tla, dok je manipulator potpuno raširen u zrak do vrha posude pod tlakom.
Rujan • 44 (3/2018) • Godina 12 181 SPAJANJE, MATERIJALI I TEHNOLOGIJE
www.lincolnelectric.ca
kompleksnih konstrukcijskih dijelova, aluminijskih dijelova visoke razlučivosti i komponenata koje zahtijevaju jedinstvena mehanička i fizikalna svojstva. Njihovi proizvodi se primjenjuju pri visokim opterećenjima, imaju dobru otpornost na trošenje te su primjereni za magnetske aplikacije.
www.mppinnovation.com
››
TOX: uvijek optimalni pogoni za prešanje
Tehnološka tvrtka TOX je s razvojem proizvoda TOX® Kraftpaket krajem 70. godina prošlog stoljeća uvela načelo pneumohidraulike u industrijskim i univerzalno primjenjivim pogonskim jedinicama za radne operacije s kombiniranom regulacijom sile prešanja i pomaka. Danas je na raspolaganju široka paleta standardnih i posebnih izvedbi za proizvodnju i montažu.
Serije line-Q i line-X pokrivaju područje sila prešanja između 10 i 1700 kN, a s time i razne aplikacije od obrade limova do utiskivanja montažnih i funkcijskih elemenata, štancanja amba laže za prehrambenu industriju. U gotovo četrdeset godina je bilo proizvedeno više od 150.000 jedinica pogonskih cilindara TOX® Kraftpaket za kupce po čitavom svijetu. Prednosti pneumohidrau ličke pogonske tehnike su u razmjerno jednostavnoj konstrukciji kompaktnih i iznimno robusnih cilindara, jednostavnom upra vljanju, manjoj potrošnji energije s vrlo velikom gustoćom snage, i konačno u pouzdanosti, koja se dokazala kroz više milijuna radnih pomaka.
pogoni, koji proizlaze iz napredne elektrifikacije proizvodnih pogona i zahtjeva za dokazivom pouzdanošću procesa za maksimalnu i dokumenti ranu kvalitetu proizvoda, bili su razvijeni za točnu regulaciju sile i pomaka pri prešanju, a s time i za ponovljive procese. Elektromehanička izvedba je idealna za tu svrhu, jer elektromotori, njihovo napajanje, servokontro leri i programska oprema imaju jasno definirana sučelja za povezivanje s nadređenim mrežama za vođenje, osiguravanje kvalitete i komunikaciju. Pogoni TOX® ElectricDri ve danas su na raspolaganju u standardnoj izvedbi EPMS, kompak tnoj izvedbi EPMK (opcijski sa sigurnosnom kočnicom) i EPMR
Tisuću i jedna mogućnost konfiguracije
Pogonski cilindri se osim toga odlikuju zatvorenim uljnim i radnim krugom, a pokreće ih uvijek raspoloživi stlačeni zrak i jednostavni hidraulički agregat. Cilindre je moguće jednostavno integrirati u konstrukcije, nisu zahtjevni za montažu, zahtijevaju samo minimalno održavanje, a prema potrebi mogu raditi s vrlo ve likom frekvencijom radnih pomaka, te su sigurni. Dodatna oprema omogućuje kontrolu i regulaciju tlaka, radnog pomaka, sile, puta i položaja. Obje serije bez nadogradnje omogućuju približno 5.000 izvedbi idealnog pogona prešanja za doslovno svaku aplikaciju.
Pogonski sustav TOX® ElectricDrive


Radi rastućih zahtjeva industrije sa serijskom proizvodnjom, kao što je primjerice automobilska, početkom 21. stoljeća je bila razvi jena serija elektromehaničkih servopogona TOX® ElectricDrive. Ti

Rujan • 44 (3/2018) • Godina 12182 SPAJANJE, MATERIJALI I TEHNOLOGIJE
» Konstrukcija cilindra TOX® Kraftpaket
» Pneumatska preša TOX® FinePress
PFHL
(kratak pogon za robotska kliješta). Nove serije su EQ-K i EX-K (sa sigurnosnom kočnicom i bez nje), EX-F (za brzine do 800 mm/s) i EPMR 500 + 700 (posebna izvedba za izradu klinč spojeva i zakiva nje). Mehanički dio pogona se ovisno o konstrukciji mogu izvesti kao kuglično vreteno ili kao planetarno vreteno te je povezan sa servomotorom preko remenog pogona i prijenosnika. Na raspola ganju su elektromehanički pogoni TOX® ElectricDrive u području sile do 2 do 100 kN (EQ-K), od 10 do 200 kN (EX-K), odnosno 1000 kN (EPMK). Ugrađuju se u pogone preša, strojeva ili kliješta.



Uvijek aktualni: pneumatski ili hidraulički pogoni
Potpuno pneumatski pogoni TOX® PRESSOTECHNIK nisu namijenjeni samo zaokruživanju ponude, jer su razvijeni i kon struirani u skladu sa svakidašnjim zahtjevima. Često je dovoljan pouzdan, siguran, učinkovit i ekonomičan rad. Stolne preše TOX® FinePress tipa PFHL imaju zato pneumatske pogone, a jednako vrijedi i za kombinirane stezne i obradne jedinice TOX® KraftKur ver, koje mogu u jednom radnom pomaku npr. fiksirati i stegnuti dva dijela od lima te obaviti štancanje. U ponudi TOX® PRES SOTECHNIK naravno ostaju i hidraulički cilindri, pojedinačno ili integrirani u sustavima TOX® KT. Ponekad je radi tehničkih razloga, kao što je ograničen prostor i konstrukcijsko okruženje, bolje izabrati hidraulički pogon s odvojenim pogonskim cilindrom i agregatom. Stručnjaci u tvrtki TOX® PRESSOTECHNIK su zato uz sustav TOX® KT ponudili praktična rješenja, gdje se cilindar i agregat ugrađuju posebno, unatoč tome su na raspolaganju puna snaga i dinamika pogona.
U opisanoj ponudi pogonske tehnike, koja uključuje pneumohi draulička, elektromehanička, pneumatska i hidraulička rješenja, se tako uvijek nađu rješenja s optimalnom konstrukcijom i učinkovi tošću za svakodnevne potrebe.
Rujan • 44 (3/2018) • Godina 12 183 SPAJANJE, MATERIJALI I TEHNOLOGIJE
» Konstrukcija sustava TOX® ElectricDrive
» Obitelj pogona TOX® ElectricDrive
www.pilih.si
» Pneumohidraulički agregat TOX® X-KT s pojačalom tlaka X-ES i dva hidraulička cilindra TOX® HZL
Novo klinasto stezalo za brzu i sigurnu zamjenu grijanih alata ››
Nova linija dvostrano djelujućih klinastih stezala olakšava zamjenu alata i pri poluvrućem, kao i vrućem preoblikovanju te prešanju gume ili tlačnom lijevanju. Izdržljive elemente možemo primjenjivati na onečišćenim steznim mjestima s temperaturama do do 250 °C. Za to brinu robusna izvedba i hlađenje ulja, koje održava konstantnu temperaturu na zabrtvljenim mjestima opskrbe hidraulikom.
Namijenjena je za stezanje na skošene rubove i procese s velikim onečišćenjem
Element je sastavljen od hidrauličkog blok-cilindra s prisilnim hlađenjem i vođenim steznim klinom s kontaktnom površinom nakošenom pod kutom 20°. Stezanje se ostvaruje s kosim steznim rubom sa završetkom s mehaničkim skidalom. Automatsko gibanje pri stezanju i otpuštanju dodatno brine o visokoj pogonskoj pouz danosti. Opcijski možemo ugraditi stezni klin s dodatnim sigurno snim elementom, koji je nedavno patentirala tvrtka ROEMHELD. Ukoliko pri gornjem dijelu alata dođe do pada pritiska, element će biti pritisnut prema adapteru na steznom rubu.

Optimiranje vremena podešavanja u onečišćenom okruženju pri povišenim temperaturama
S novim klinastim stezalom tvrtka ROEMHELD cilja u prvom redu na tvrtke, kod kojih su dosadašnje metode stezanja radi one čišćenosti i visokih temperatura otkazale. Umjesto ručnog stezanja i dugih vremena radi hlađenja alata, pri uporabi novog steznog elementa možemo stezati i otpuštati izravno i odmah pritiskom na gumb. Na taj način možemo značajno skratiti pripreman vremena. Uz klinasto stezalo, tvrtka ROEMHELD nudi i izmjenjive konzole i transportna kolica, s pomoću kojih se postavljanje vrućih i teških alata dodatno pojednostavljuje.
Brza isporuka, brojne varijante
Kako je sredstvo za stezanje s prisilnim hlađenjem (kao sve serije klinastih stezala tvrtke ROEMHELD) izgrađeno varijantno, imamo na raspolaganju brojne moguće konfiguracije, koje su cjenovno po voljne i brzo isporučive. Jednostrano i dvostrano djelujući elementi sa silom stezanja od 25 do 1250 kN su isporučivi u inačicama s ravnim i skošenim steznim rubom. Isto tako stezala mogu biti isporučiva s višeslojnim oslojavanjem, za smanjenje trošenja pri zahtjevnim aplikacijama.
Optimiranje pripremih vremena pri preoblikovanju limova, obradi plastike i gume
Dobavljač ROEMHELD omogućuje sa svojim bogatim portfe ljem stezne tehnike za obratke rješenja za gotovo svaki zadatak stezanja na područjima preoblikovanja limova, obrade plastičnih materijala i gume. Magnetski, hidraulički i elektromehanički stezni sustavi učinkovito i ekonomično se primjenjuju u mnoštvu apli kacija u pojedinačnoj i serijskoj obradi, u gotovo svim područjima industrije. Ponudu zaokružuju proizvodi za izmjenu obradaka, kao što su kolica, letve i nosive konzole.
Rujan • 44 (3/2018) • Godina 12184 PROIZVODNJA I LOGISTIKA
Prijevod i prilagodba: Halder, d. o. o. • Miklavška cesta 50, SI-2311 Hoče • tel. +386 2 61 82 646 • faks +386 2 61 82 656 • www.halder.si››
» Novo ROEMHELD klinasto stezalo s prisilnim hlađenjem
je
primjenjivo
pri temperaturama do 250 °C (slika: ROEMHELD).


Rujan • 44 (3/2018) • Godina 12 185 PROIZVODNJA I LOGISTIKA Positioning without compromises Optimised Motion Series Želite jednostavno pozicioniranje.Želite optimalnu učinkovitost. Mi Vam dajemo kompletan sustav. Električno pozicioniranje i jednostavno upravljanje– to je poveznica s Festom! Optimised Motion Series: je paket koji omogućava jednostavnije kretanje i pozicioniranje. Cjenovno prihvatljiva automatizacija u kombinaciji s optimalnom učinkovitošću - od konfiguracije do narudžbe i puštanja u rad. www.festo.com/oms Festo d.o.o. Nova cesta 181a 10000 Zagreb 01/619 19 69 info_hr@festo.com www.festo.hr
››
Tvrtka Hexagon Manufacturing Intelligence lansirala obitelj koordinatnih mjernih strojeva s fokusom na produktivnost korisnika
Hexagon Manufacturing Intelligence je objavio svoju najnoviju inačicu koordinatnih mjernih strojeva GLOBAL S, koji su prilagodljivi za specifične potrebe kontrole i prateće proizvodne smjernice.

Nova platforma koordinatnog mjernog stroja sadrži četiri razine aplikacija, koje su usmjerene na povećanje produktivnosti kori snika: Throughput, Precision, Multi-Purpose i Shop-Floor. Načinjen na osnovi koncepta poboljšane produktivnosti (EPS – Enhanced Productivity Series) razvijenog u Hexagon Manufacturing Intelligence, GLOBAL S pri mjenjuje pametne tehnologije i konfiguraciju ticala, koji omogućuju automatiziranu izradu, izvedbu i analizu mjernih protokola. Koncept EPS omogućuje korisniku izbor odgovarajuće programske opreme i mjerne glave prilagođe ne određenoj aplikaciji. Pored toga, na stroju omogućuje primjenu sustava za smanjenje vi bracija Compass, što poboljšava učinkovitost skeniranja proizvoda. Aplikacija PULSE kon trolira uvjete okoline, u kojima se primjenjuje mjerni stroj, te u slučaju odstupanja obavijesti operatera. Svjetlosni signali na stroju operateru vizualiziraju događaje tijekom mjerenja. Performanse stroja GLOBAL S zaokružene su suvremenim dizaj nom međunarodno priznate dizajnerske tvrtke Pinifarina.
Pri velikoserijski proizvodnji, GLOBAL S iskorištava predno sti aplikacije Throughput, koja skraćuje vrijeme ciklusa mjere nja i tako omogućuje veću produktivnost. Aplikacija Precision osigurava korisnicima pouzdana mjerenja u slučaju proizvoda kompleksnih oblika u uskim tolerancijama. Multi-Purpose je fle ksibilno rješenje za proizvođače raznolikih proizvoda od različitih materijala te s različitim površinskim karakteristikama. Četvrta aplikacija Shop-flooe je namijenjena korisnicima, koji žele koor dinatni mjerni stroj GLOBAL S integrirati u proizvodnju, što nudi mogućnost optimiranja proizvodnog procesa. Aplikacija podržava potpuno automatizirano izvođenje mjerenja u proizvodnji. Pored toga su koordinatni mjerni strojevi GLOBAL S na raspolaganju u tri inačice: Green, Blue i Crome, što je prilagođeno aplikacijama po cjenovnim razredima.
»Danas se proizvođači suočavaju sa svojim jedinstvenim i proizvodim izazovima koji su u stalnom razvoju, od povećanje produktivnosti do zahtjeva za visokokvalitetnom izradom. Novi koordinatni mjerni strojevi GLOBAL S nude namjenska rješenja sa ciljem povećanja produktivnosti pojedinih korisnika i stalno se prilagođavaju novim izazovima na području mjerenja i kontrole u budućnosti. Isto tako omogućuje fleksibilnost kod pratećih aplika cija te ujedno daje korisniku mogućnost primjene sakupljenih in formacija u čitavom proizvodnom procesu,« razlaže Ingo Lindner, direktor globalnog razvoja na području mostovnih koordinatnih mjernih strojeva u Hexagon Manufacturing Intelligence. Koordinatni mjerni stroj GLOBAL S je opremljen program skom opremom PC-DIMS ili QUINDOS, ovisno o izboru razine aplikacije. Druge opcije uključuju programsku opremu Q-DAS za statističku analizu procesa (SPC) i sustav rukovanja podacima i resursima HxGN SMART Quality.
Rujan • 44 (3/2018) • Godina 12186 PROIZVODNJA I LOGISTIKA
www.hexagon.com
» Koordinatni mjerni stroj GLOBAL S nudi četiri razine aplikacija: Throughput, Precision, Multi-Purpose i Shop-Floor
››
Prilagodljiva stezna tehnika za automatizaciju, usklađena s „Industrijom 4.0“ i namijenjena 5-osnoj obradi

Horizontalna obrada: Stupni szezni sustavi za ručnu i automatiziranu obradu
Stezni elementi za 5-osne obrade, usklađene s Industrijom 4.0 i automatizacijom, u središtu su pozornosti grupacije ROEMHE
LD. Namijenjeni su korisnicima, koji žele što brže i produktivnije obrađivati proizvode visoke kvalitete. Tome pridonose prila godljivi strojni prihvati i stupni stezni sustavi za stezanje do 16 obradaka.
Stupne stezne sustave tvrtke HILMA, serije TS grupacija ROE MHELD preporučuje posebice za ručne, djelomično ili potpuno automatizirane obrade. Istodobno možemo stegnuti 4, 8 ili 16 obradaka. Isporučivi su u izvedbi s funkcionalnošću treće ruke i u izvedbi za teške proizvode.
Serija modela HILMA TS H popunjava ponudu sa stupnim ste znim sustavima s hidrauličkom izvedbom za automatizaciju, koja ima dugi vijek trajanja i iznimnu točnost. Kako su modeli identič ni, uz njih možemo primijeniti bogati asortiman čeljusti. Na svakoj

od četiri strane možemo sigurno hidraulički stezati i oslobađati po dva obratka različitih dimenzija - kako za ručnu obradu, tako i za poluautomatsku te potpuno automatsku obradu. Kontrola i upra


» Slika 1: Sa stupnim steznim susta vom serije HILMA TS (na slici model TS 125) možemo istodobno stezati do 16 proizvoda. Serija modela TS H dopunjava ponudu visokopreciznih mehaničkih stupnih steznih sustava HILMA s hidrauličkim rješenjem za automatizaciju (Slika: ROEMHELD).



Rujan • 44 (3/2018) • Godina 12 187 PROIZVODNJA I LOGISTIKA
vljanje silama stezanja odvija se automatski. Opskrba energijom se može izvoditi bilo odozgo ili preko stola stroja. Kao i svi stupni stezni sustavi HILMA serije TS, TS H sustav raspolaže patenti ranim vođenjem i brtvljenjem, koji ne treba zaštitu od limova ili skidala. Istodobno izvedba Monoblock osigurava visoku stabilnost i točnost pri preradi.
STARK SPEEDY connect: Stezni sustav za stezanje na nultu točku za zavarivačko okruženje
Ukoliko se obradak obrađuje na različitim strojevima i ukoliko moramo minimirati vremena podešavanja, START stezni sustav za stezanje na nultu točku idealno je rješenje. Nova robusna serija STARK SPEEDY connect grupacije ROEMHELD je primjerena za primjenu u teškim okruženjima, kao što je tehnologija zavarivanja. Jednako kao i brojni drugi stezni elementi iz programa grupacije, i novi sustavi za stezanje na nultu točku nude brojne mogućnosti
izvedbe. Ne samo da su visoko postotno pouzdani i jednostavni za automatizaciju, već ih je jednostavno primijeniti i s aplikacijama Industrije 4.0.
» Slike 2 (lijevo, prednja strana) i 3 (desno, zadnja strana): Novi stezni sustav STARKY SPEEDY connect, u skladu s Industrijom 4.0. Na stražnjoj strani stezala (Slika 3) je preko LED-lampi vidljivo stanje stezanja, koje može biti »stegnuto«, »oslobođeno« ili »greška pri stezanju« (Slike: STARK).
» Slika 4: Poduporni elementi tvrtke ROEMHELD sprječavaju vibracije ili sa vijanje obradaka tijekom obrade. Čak i teško dostupne površine se s pomoću serije posebno vitkih podupornih elemenata (u sredini) mogu lako doseći (Slika: ROEMHELD).
Vitki poduporni elementi za željene položaje ugradnje
Hidraulički poduporni elementi tvrtke ROEMHELD se pri mjenjuju, kada je potrebno tijekom obrade spriječiti vibriranje ili savijanje obradaka. Posebice su svestrani poduporni elementi serije tankih modela za vijčano stezanje, koje je primjereno za sve položaje ugradnje i može se primjenjivati i na strojevima s malim pritiskom. Kako produžetak ima podupore promjera svega 16 mm, možemo doseći teško pristupačna područja. Duljina podupore je 20 do 100 mm. Novi vijčani poduporni elementi su zaštićeni stan dardnim metalnim rubovima za skidanje i FKM skidalima. Dvo strano djelujuća inačica, koja hidraulički steže i otpušta, posebno je primjerena za automatsku proizvodnju. www.halder.si
Modularna industrijska računala
Rezultat neprekidnog razvoja i inovacija vodećeg proizvođača industrijskih računala Axiomtek je pasivno hlađeno modular no računalo IPC962-511 s robusnim kućištem i optimiranom mogućnošću proširenja kartica.


Izbor čipa Intel H110 podržava šestu i sedmu generaciju Intel procesora i ima široku mogućnost izbora procesorskih jedinica, od Celeron do Core i7 te podržava do 32 GB radne memorije DDR42133. Široki izbor priključaka obuhvaća dva Gigabitna LAN ulaza, četiri USB 3.0, VGA te HDMI i audio ulaza (Mic-in/out). Prošire nje za PCI Express Mini karticu omogućuje dodavanje modula za 3 G/4 G, GPS, Wi-Fi i Bluetooth aplikacije.
Za ispunjavanje različitih zahtjeva po vrstama i brojnošću priključaka, ima izveden I/O utor i različite I/O module za željena rješenja. Opcije modula su: serijski port RS-232/422/485 sa četiri ili dva ulaza te DIO modul s osam (8-in, 8-out) ili četiri (4-in, 4-out) ulaza i izlaza.
Dodatno su omogućena proširenja kartice s dvije PCI/PCIe sabirnice, gdje je moguća kombinacija između PCIe x16, PCIe x4 i PCI sabirnica. Za veću količinu podataka, moguć je priključak dvaju 2.5« diskova (SSD/HDD) s izvedbom preklapanja diska, koji omogućuje njihovu brzu zamjenu (hot swap).
Konfiguracija sustava podržava operacijske sustave Linux i Win dows 10 te omogućuje primjenu programskog paketa Axiomtek AXView, za udaljeni pristup i kontrolu. IPC962-511 je namijenjen
aplikacijama, koje zahtijevaju visoku robusnost, prilagodljivost i učinkovitost, u teškim industrijskim radnim okruženjima.
Prednosti Premium Line:
• 7. i 6. generacija Incel Core i7/i5/i3 i Celeron procesora (Kaby Lake / Sky Lake)
• Intel H110 vrsta čipa
• 2 sabirnice PCIe x16 / PCIe x4 / PCI
• široki priključni napon napajanja od 19 V do 30 V
• kompaktni i modularni dizajn ulaza i izlaza
• široko temperaturno područje od -10 °C do +60 °C
• 2 brzo izmjenjiva 2.5” tvrda diska (Hot swap)
• WLAN modul i antena


Rujan • 44 (3/2018) • Godina 12188 PROIZVODNJA I LOGISTIKA
www.tipteh.si
Robotika i izvanmrežno programiranje››

Potrebu za češćim usvajanjem inovacija i unapređivanjem proizvoda diktira tržište koje se svakim danom sve više mijenja i postaje zahtjevnije. Tvrtke sada moraju, uz brži razvoj svojih proizvoda, iste u vrlo kratkom roku prezentirati te plasirati na tržište. Takvo okruženje postaje sve veći izazov inženjerima i programerima, koji se moraju zajedničkim radom brzo prilagoditi tržišnim promjenama. Zbog toga su im potrebna programska rješenja koja će im omogućiti plasman proizvoda na tržište u kratkom vremenu.
Složenost cjelokupnog pitanja usvajanja novih proizvoda i njihov plasman na tržište najizražajnije je u potrebi za promjenom automatiziranih proizvodnih linija tvrtki, gdje je zajednički rad inženjera i programera od ključne važnosti. Programsko rješe
››



nje DELMIA omogućuje off-line programiranje, podešavanje i simulaciju industrijskih robota unutar proizvodnih linija. Nadalje, omogućuje stvaranje virtualnih proizvodnih pogona tvrtke. Modeliranjem proizvoda na željeni način kao i modeliranje točno onih proizvodnih operacija koje želimo koristiti prilikom izrade proizvoda u stvarnom svijetu, štedi se velika količina resursa i vri jeme. Ukoliko se svi parametri postave unutar DELMIA korisnič kog sučelja i programiraju svi industrijski roboti unutar virtualne




Rujan • 44 (3/2018) • Godina 12 189 PROIZVODNJA I LOGISTIKA
CADCAM Group • +385 1 2016 100 • info@cadcam-group.eu • www.cadcam-group.eu
proizvodne linije, podaci će se na vrlo jednostavan način prenijeti na industrijske linije. Time će prihodi biti znatno povećani zbog uštede vremena prilikom izmjene industrijskih procesa i linija, odnosno vremena od realizacije postupka izrade novog proizvoda, preko postupka osposobljavanja industrijskih linija za proizvodnju novog proizvoda i podešavanja svih parametara industrijskih ro bota na proizvodnoj liniji, pa sve do puštanja u rad cijelog sustava i končanog lansiranja proizvoda na tržište.
Spojivši tri dijela koji čine i utječu na tijek životnog ciklusa proizvoda, odnosno krajnji proizvod, proizvodne procese i resurse potrebne za izradu proizvoda, programsko rješenje DELMIA nudi:
• virtualno planiranje i analizu makro proizvodnih procesa (planiranje proizvodnog pogona, vrijeme izrade, optimiranje procesa i resursa, ocjenjivanje proizvoda, analiza svih troškova i optimiranje proizvodnih linija)
• virtualno planiranje mikro procesa izrade (proizvodnja i odr žavanje strojeva i alata, montaža, detaljno planiranje rasporeda unutar svakog dijela proizvodne linije, proizvodne operacije strojeva, performanse radne snage i interaktivnosti među razli čitim faktorima proizvodnog pogona)
• planiranje resursa i simulacije (simulacije proizvodnog tijeka tvornice, simulacija pokreta pojedinog industrijskog robota, izvanmrežno programiranje industrijskog robota, programira


nje numerički upravljanih strojeva, analiza ergonomije radnog okruženja, analiza svakog dijela proizvodnog pogona)
Uz mogućnosti programskog rješenja DELMIA za predviđanje i uklanjanje pogrešaka prilikom proizvodnih procesa, također je omogućeno programerima i inženjerima zajedničkim radom maksimalno unaprijediti iskoristivost svih industrijskih robota. To će postići usklađivanjem vremena trajanja svih procesa, što pak dovodi do minimalne količine praznog hoda među operacijama, odnosno prenošenja predmeta obrade od jednog do drugog robota. Upravo DELMIA nudi jednostavno i fleksibilno rješenje za defini ranje pokreta robota u proizvodnim linijama, određivanje njihovih položaja unutar proizvodne linije, programiranje te simulaciju cijelog radnog okruženja i tijeka izrade proizvoda. Poboljšava i po jednostavljuje upravljanje proizvodnim linijama tvrtke stvaranjem platforme na kojoj inženjeri i programeri mogu zajedno razvijati proizvodne pogone tvrtke u isto vrijeme. Ova platforma omogućuje znatno skraćivanje vremena proizvodnje, smanjuje vjerojatnost pojave greške unutar proizvodnih linija i time značajno štedi finan cijska sredstva tvrtke. Time se postiže zadovoljstvo krajnjih kori snika cijenom i kvalitetom proizvoda. Pretpostavlja se da će tvrtke svoje proizvodne pogone unaprjeđivati znatno brže i učinkovitije razvojem programskih rješenja ovog tipa, dok će se programeri i inženjeri baviti problematikom skraćivanja vremena proizvodnje.
Nova rješenja na temelju programibilne dinamike
Tvrtka ORTLIEB predstavlja tehnologiju serijskog električnog cilindra SERAC®, gdje se primjenjuju servo vijci ASCA, koje je razvio njemački svemirski centar (German Center for Aerospa ce), a ne trebaju dodatne redukcijske zupčanike.
Stoga je potrebno pomicati manje mase. Povratni pomak u kraj njim položajima se izvodi neometano i fleksibilno s funkcijom bez krajnje kočnice. Te prednosti doprinose neusporedivo povoljnijem dinamičkom ponašanju tih električnih cilindara. Cilindri mogu isto tako izvoditi dinamičke zahtjeve visoko učinkovitih kontro
» Električni cilindri SE RAC® omogućuju nova rješenja pogonskih tehnologija.
lera. Konfiguracija takve pogonske jedinice omogućuje potpuno nova rješenja pogonskih tehnologija. Pored toga električni cilindri SERAC osiguravaju sve druge prednosti digitalnih servo pogona, uključujući s priličnim uštedama obzirom na vrijeme ciklusa i potrošnju energije. [ Pripremio: Mihael Debevec ]
Rujan • 44 (3/2018) • Godina 12190 PROIZVODNJA I LOGISTIKA
www.ortlieb.net
Žuti svijet razmišlja na zeleni način!

Pokretanje traje svega 30 sekundi


Regeneracija energije pri kočenju












Inteligentno upravljanje omogućuje do 40 % manju potrošnju energije
























































































Zelena misija

FANUC nastoji biti ekološki u najvećoj mogućoj mjeri.






Komponente naših proizvoda izrađujemo od materijala, koje je moguće na kraju vijeka trajanja sigurno reciklirati.





Trajno nastojimo, da naši proizvodi budu energijski što je moguće učinkovitiji.

Rujan • 44 (3/2018) • Godina 12 191 PROIZVODNJA I LOGISTIKA
WWW.F ANUC .E U
"Briga za okoliš određuje naše buduće aktivnosti"
Održiva
rješenja omogućuju energijsku
učinkovitost
Rujan • 44 (3/2018) • Godina 12192 PROIZVODNJA I LOGISTIKA Medunarodni sajam za alate, modele i kalupe M e s s e S t u t t ga r t Alat& Model& Oblik& Ti. , Njema c ˇ ka ww w. m o u l di n g - e x p o . c o m # M E X 2 019 Nakon sajma AMB dolazi sajam MEX! 21 . – 24 . svibnja 2 019. U središtu događanja
Os s vretenom ELGC-BS i os sa zupčastim remenom ELGC-TB
Compact movement!››






Kada su važne kompaktne dimenzije i optimirani prostor za ugradnju, električna os ELGC je idealna i cjenovno prihvatljiva. Ove značajke su jasna prednost kod sustava rukovanja, testnih i nadzornih, sustava, sustava za manipulaciju sitnih dijelova u elektronskoj industriji. Obje verzije osi, s vretenom ili zupčastim remenom pogodne su za horizontalna i vertikalna gibanja i savršena dopuna ELFC vodilici ili mini klizaču EGSC.
Snažan
Linearne osi ELGC su dugog vijeka trajanja, precizne, s podma zivanjem tijekom čitavog vijeka trajanja i mogu podnijeti velika opterećenja. Dizajn optimalne težine i ravnih linija tvori sustav koji se treba vidjeti. Fleksibilna ugradnja motora.
Optimalna zaštita
Magnetska traka od nehrđajućeg čelika osigurava čvrsto brtvlje nje koje se ne smanjuje kod obrnute ugradnje.
Os s vretenom ELGC-BS-KF Unutarnje vreteno s kugličnim vijkom za preciznu i glatku obradu.
Os sa zupčastim remenom ELGC-TB-KF Unutarnji zupčasti remen za dinamična kretanja čak i pod veli kim opterećenjem
Vodilica ELFC-KF
Linearna vodilica bez pogona sa slobodno gibajućim klizaćem i recirkulirajućim kuglastim vođenjem. Idealna za dodatnu silu i moment kao i za povećanu otpornost na uvijanje i smanjenje vibracije.
Highlights
• Kompaktno: optimalni odnos radnog i ugradbenog prostora
• Zaštita: unutarnje vođenje zaštićeno od vanjskih utjecaja
• Fleksibilnost: širok raspon ugradnje motora
• Jedinstveno: »manji« sustav za ugradnju
Os s vretenom ELGC-BS-KF
Fleksibilna ugradnja motora, pozicija motora se uvijek može promijeniti
Zaštita od nehrđajućeg čelika s magnetskim trakama
Kompaktni dvostruki ležaj ugrađeno u os kako bi se uštedio prostor ugradnje
Rujan • 44 (3/2018) • Godina 12 193 PROIZVODNJA I LOGISTIKA
Os sa zupčastim remenom ELGC-TB-KF

Zupčasti remen sa recirkulirajućim kuglicama
• Unutarnji zupčasti remen s recirkulirajućim kuglicama dugog vijeka trajanja
• Čvrsta i precizna vodilica koja apsorbira velike sile kod vođenja.
Vakuumski priključak
• Standardno: zatvoren kako bi se brtvila os i reducirao ulaz čestica nečistoće.
• Optimalno: može se spojiti u bilo kojem trenutku za povećanu zaštitu sustava.
Kompaktno, ugrađena spojka, jednostavno za održavanje
Clean look design: lako se čisti i nije sklon zadržavanju nečistoća
Jednostavan i kompaktni sustav
TEHNIČKI PODACI
VRETENOM
ZUPČASTIM REMENOM ELGC-TB-KF VODILICA




Max.
tvrtke
sustava
koji ujedno predstavlja važan
mjeriteljske jedinice grupe Innovalia Group, djeluje kao pokretačka
smjeru digitalnog mjeriteljstva u Europi.
strukturiranog svjetlosnog
aplikacije povratnog inženjerstva, virtualnih

visoko
robota u proizvodnji. Optiscan je tako postao važan dodatak postizanju pametne proizvodnje i načela nula grešaka.
djeluje kod svih tipova proizvoda, uključujući
Rujan • 44 (3/2018) • Godina 12194 PROIZVODNJA I LOGISTIKA
OS S
ELGC-BS-KF OS SA
ELFC-KF Dizajn Elektromehanička os s kugličnim vijkom Elektromehanička os sa zupčastim remenom Vodilica bez pogona Veličina 32, 45, 60, 80 45, 60, 80 32, 45, 60, 80 Radni hod [mm] 100 … 1,000 200 … 2,000 100 … 2,000 Max. sila [N] 40, 100, 200, 350 75, 120, 250
brzina [m/s] 1 1.5 1.5 Max. ubrzanje [m/s2] 15 15 15 www.festo.com Razvoj
Optiscan,
senzora omogućuje
točnu 3D-digitalizaciju za
mjerenja, automatizirane kontrole i vođe
Brzina i točnost pri snimanju oblaka točaka, korak bliže pametnim mjerenjima s pomoću sustava Optiscan
›› Datapixel, dio
Innovalia Metrology,
dio
snaga u
nja
Sustav Optiscan
plastične proizvode s visokim sjajem i tamnim bojama površine, bez potrebe za nanošenjem sprejeva ili naljepnica na površinu, odnosno drugih modifikacija proizvoda.
Ekskluzivna konstrukcija lasera, optike i pripadajuće elektronike osigurava iznimnu sinkronizaciju s korištenim uređajima (CMM, CNC, roboti, prijenosne ruke), što osigurava visoku točnost i ponovljivost mjerenja.

Optiscanov optički senzor nudi novi način kontrole kvalitete pro izvodnje snimanjem i pohranjivanjem digitalnog modela proizvo da i automatskog mjerenja dimenzija te usporedbe sa CAD-mode lom proizvoda. Sustav može snimati 3D-oblak točaka proizvoda s visokom definicijom u različitim industrijama (automobilska, zrakoplovna, željeznička, vjetrena, elektronika ...).
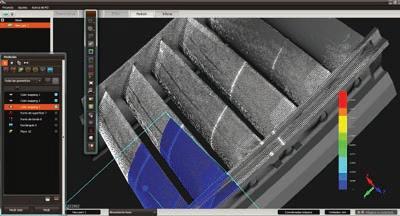
U kombinaciji s M3 mjernom programskom opremom, tvrtka Innovalia Metrology pojednostavnila je proces snimanja i mjerenja proizvoda.
Optiscan sakuplja vrlo točne informacije o proizvodima na be skontaktni način, te ih analizira s pomoću M3 programske opreme, koja je razvijena za snimanje i obradu podataka na jedinstven način. Radi prilagodbe sustavu Optiscan programska oprema omogućuje izradu i pohranu digitalnih snimaka, što znači, da ih se može bilo gdje i bilo kada više puta izmjeriti. S time se prelazi na digitalno mjeriteljstvo i posljedično se približava načelu nula grešaka te digitalnoj i povezanoj proizvodnji.
PROIZVODNJA I LOGISTIKA
www.innovalia-metrology.com
››
Novi elektromehanički klinasti stezni element s programibilnim upravljanjem za preše i ubrizgavalice

Minimalna instalacija i jednostavna integracija u upravljanje stroja
Alate možemo automatizirati i stezati bez hidraulike s pomoću novih elektromehaničkih klinastih steznih elemenata tvrtke RO EMHELD, koji s pomoću programibilnog pogona postižu velike sile stezanja i mehaničku samokočnost. Primjenjuju se posvuda, gdje rad na stolovima preša i donjim pločama, potisnim stolovima i ubrizgavalicama, zahtijeva stezni sustav velike pouzdanosti, bez primjene ulja.
Pored stegnutog i otpuštenog položaja, kod klinastih stezala se strujno mjere i brzina steznog klina i postignuta sila stezanja. Pored upravljačkog modula, koji se dobavlja sa svakim steznim ele mentom, podesiti su položaj i sila stezanja. Upravljanje položajem je prostorno štedljivo i integrirano u pogon. Upravljački modul jednostavno programibilan, ima različite priključke i može ga se jednostavno integrirati u postojeće upravljanje stroja. Za instalaciju je potrebno svega nekoliko kabela, bez hidrauličkih vodova. Radi toga je elektromehaničko klinasto stezalo idealno za naknadnu nadogradnju postojećih sustava.
Hod i brzina stezanja su programibilni
Kod standardnog pogona stegnuti položaj i položaj otpuštanja steznog klina slobodno se podešavaju do maksimalnog hoda od 25 mm. Isto tako je i podesiva brzina, kojom se giba stezni klin. Primjerice, ukoliko bi stezni rub alata malo popustio, možemo ga izravno na steznom mjestu zategnuti.
Čak i pri prekidu opskrbe energijom alat je, radi mehaničke samokočnosti klinastog stezala, pouzdano stegnut. Pogonsko programiranje, uključujući posljednju zadanu vrijednost, ostaje pri
ispadu energije isto tako očuvano. Za novu 24-voltnu varijantu, sila pridržavanja se značajno povećala: pri struji od svega 3,8 A moguće je ostvariti silu od 240 kN. Tako se alati mogu i na malo prostoru pričvrstiti s velikom prihvatnom silom. Pored svega, nova verzija pogona ima visoki stupanj zaštite od korozije. Visoka prilagodljivost omogućuje brojne mogućnosti primjene
Elektromehaničko klinasto stezalo razvijeno je na jednak način kao i obitelj hidrauličkih proizvoda te su prilagodljivo podesivi prema željama korisnika. Primjereni su za alate s ravnim i sko šenim steznim rubovima, različitih visina i dimenzija pričvrsnih vijaka u skladu s Euromap standardom ili individualnom specifi kacijom. Na raspolaganju su i izvedbe sa stalnim podmazivanjem i opcijskim visokotehnološkim oslojavanjima za pričvrsne stezne vijke i kućišta, koji imaju poboljšane karakteristike otpornosti na trošenje.
Optimiranje vremena podešavanja za preoblikovanje limova, plastike i gume
Optimiranje pripremnih vremena tvrtka ROEMHELD rješava sa svojim bogatim portfeljem stezne tehnike za alate za gotovo sve stezne zadaće u preoblikovanju limova, plastike i obrade gume. Magnetski, hidraulički i elektromehanički stezni sustavi su razno liko primjenjivi i u pojedinačnoj i serijskoj proizvodnji u gotovo svim granama industrije donose ekonomičnost i učinkovitost. Pro izvodi za izmjenu alata, kolica za alate, valjkaste letve i pokretane nosive konzole, zaokružuju ponudu.
Rujan • 44 (3/2018) • Godina 12196 PROIZVODNJA I LOGISTIKA
www.halder.si
» Novi elektromehanički klinasti stezni element za stezanje alata bez ulja (Slika: ROEMHELD).
Novi gospodar brzine. KR AGILUS-2

KR AGILUS ističe se svojom svestranošću koja vam omogućuje ući u nova područja primjene. Bez obzira na položaj instalacije, postiže najveću preciznost u ograničenom prostoru zahvaljujući integriranom sustavu izvora energije i provjerenom KR C4 kompaktnom kontroleru. Sigurnost robotske funkcionalnosti utire put inovativnim konceptima automatizacije. Radi širokog raspona varijanti, svaka verzija KR AGILUS uvijek je precizna i brza.

www.kuka.com
Nova sajamska hala u Frankfurtu››
Nakon ljetnih odmora, Frankfurtski sajam ulazi u novo razdoblje. Jesen počinje sa sajmom Automechanika, koji će svoja vrata otvoriti već 25. puta od svoje premijere 1971. godine. Jubilej će biti posebno svečan, jer će ga obilježiti otvaranje hale 12, što će biti važna prekretnica u 80-godišnjoj povijesti sajma.
Sajam u Frankfurtu će tako postati drugi najveći na svijetu, a Frankfurtski sajam je prema prihodima među sajamskim tvrtkama sa svojim sajmom na prvom mjestu u svijetu. U programu je preko 400 priredbi po čitavom svijetu, koje posjeti više od pet milijuna ljudi.
Jesen dakle počinje sa sajmom Automechanika, koji je jedan od najprepoznatljivijih robnih marki, jer je u programu čak u 15 zemalja. U sklopu »Mobility and Logistics« prošle godine u studenome svoju premijeru je doživio sajam Hypermotion. Za djelatnosti, koje se bave mobilnošću, taj međunarodni stručni sajam nudi sustave i rješenja u transportu, mobilnosti i logistici, te u digitalnoj infrastrukturi.
Sajam Automechanika je za brojne slovenske i hrvatske izlagače na trećem mjestu, a najviše ih možemo naći na bienalnim sajmovima Light+building (rasvjeta, instalacije, automatizacija zgrada) i ISH (grijanje, sanitarna oprema i obnovljivi izvori energije). Sljedeće go dine je opet na redu ISH. Za oba sajma u drugim zemljama za sada nema većeg upita naših tvrtki, jer su njihova izvozna tržišta prije svega u Europi. Tri sajma ISH možemo naime naći u Kini i u Indiji,
a u sklopu sajmova Light+Building još ih je dvanaest u Kini, Rusiji, Ujedinjenim Arapskim Emiratima, Indiji, Tajvanu i u Argentini. Donekle drugačija priča je na području sajmova, koji su nami jenjeni osiguravanju i zaštiti ljudi i imovine. Tako radi pooštrenih uvjeta u svijetu, kao i radi općeg porasta zahtjeva za sigurnosti, sve je više potražnje za takvim proizvodima i rješenjima, što se odražava na rast tih sajmova. Intersec Dubai je najveći međunaro dni stručni sajam u svijetu za sigurnost, osiguravanje i zaštitu od požara. To je ujedno jedan od rijetkih primjera, da je Frankfurtski sajam najveći sajam za određenu djelatnost na svijetu razvio u drugoj zemlji. U sklopu sajmova Intersech i Secutech ukupno je deset sajmova.
Sljedeće godine će u Frankfurtu biti još jedan bienalni i jedan trienalni stručni sajam. Techtextil je najveći međunarodni stručni sajam za tehnički tekstil i netkane tekstile, a nakon tri godine će vrata opet otvoriti IFFA, najveći međunarodni stručni sajam za mesno prerađivačku industriju na svijetu.



Rujan • 44 (3/2018) • Godina 12198 PROIZVODNJA I LOGISTIKA
Komunikacijska rješenja proizvođača HMS Industrial Networks ››
U okviru tvrtke INEA CR d.o.o., uz opremu za automatizaciju, nalaze se i proizvodi te rješenja za komunikaciju švedskog proizvođača HMS Industrial Networks. U osnovi su to pretvarači, koji omogućuju prijelaz između različitih komunikacijskih protokola (pretvarači Anybus) i moduli, koji omogućuju CAN i Safety komunikaciju (moduli IXXAT). U ovom članku ukratko opisujemo upotrebljivost i funkcionalnost proizvoda Anybus i IXXAT. Spomenuti proizvodi dobivaju važnost u smislu koncepta Industrija 4.0 i međusobne komunikacije uređaja u različitim industrijama.
Pretvarači i sučelja su dizajnirani za prijevod različitih komu nikacijskih protokola unutar mreža i između mreža. Osnovni problem, kojeg pretvarači Anybus rješavaju, je u dva nekompatibil na komunikacijska protokola (kao na slici 1 protokola PROFINET i CC-link IE Field). Rješenje za prijevod i spajanje dva različita komunikacijska protokola su pretvarači Anybus Communicator i Anybus X-Gateway, s kojima je moguće spojiti većinu kombinacija i parova komunikacijskih protokola. Pretvarači se mogu namjestiti na nosač u elektro ormaru.
Pored spomenutih pretvarača brand Anybus, za potrebe strojo gradnje i proizvođača elektronike, nudi i ugradiva komunikacijska sučelja – ugradive module, čipove i komunikacijske kartice. U slučaju velikog broja strojeva, gdje je u pitanju serijska proizvodnja i gdje proizvođač želi osigurati povezivost s određenim komunika cijskim protokolom, integrirana komunikacijska rješenja dobivaju smisao.
» Slika 2: Mitsubishi Electric za kompatibilnost svojih servo pojačala sa PROFINET komunikacijskim protokolom koristi ugradive priključke HMS Industrial Networks.
» Slika 1: Shema povezivanja PROFINET i CC-Link IE Field protokola putem Anybus X-Gateway pretvarača.


Inea CR d.o.o. • distributer brandova Anybus i IXXAT proizvođača
d.o.o.
Industrial
u Hrvatskoj. Inea
info@inea.hr.
Pored pretvarača Communicator, X-Gateway i ugradivih rješenja za kompatibilnost protokola, u okviru branda Anybus postoje i proizvodi za uspostavljanje bežične komunikacije između mreža, uređaja i operatera uređaja (njihovih pametnih telefona, PC tableta ili računala).
Dva od spomenutih proizvoda za bežičnu komunikaciju su Any bus Wireless Bolt i Anybus Wireless Bridge. Anybus Wireless Bolt je koristan uglavnom za uspostavljanje bežične veze s uređajem i djeluje kao pristupna točka s Web serverom. Ugradnja Wireless Bolt-a je jednostavna, međutim bežično povezivanje operatera, koji dostupa Wireless Bolt pristupnoj točki, temelji se na načelima
Rujan • 44 (3/2018) • Godina 12 199 PROIZVODNJA I LOGISTIKA
HMS
Networks
CR
• Tel.: + 385 1 3694 001, E-mail:
››
Web servera. Prije prvog bežičnog pristupa uređaju (preko Bolt-a), pristupna točka Wireless Bolt se jednostavno konfigurira putem unosa statične IP adrese u »Browser«. Prednost korištenja ovakve pristupne točke uglavnom je u tome da operater uređaja ili održa vatelj ne trebaju pristupati stroju fizički preko HMI panela, nego to mogu napraviti putem pametnog telefona, tableta ili računala. Omogućeno je udaljeno parametriranje, upravljanje i održavanje uređaja. Bežična veza između operatera i uređaja putem BOLT pri stupne točke može se temeljiti na Bluetooth ili WiFi komunikaciji, a maksimalni doseg bežične veze do pristupne točke BOLT je 100 metara. Žičana veza između uređaja (koja je kontrolirana sa PLC kontrolerom) i pristupne točke BOLT je moguća putem Ethernet-a.
Primjer korisnika pristupne točke Wireless Bolt je danski proizvođač Infuser, koji proizvodi robote za čišćenje raznih mjesta – npr. operacijskih soba i sala te industrijskih prostora. Robot čisti prostor uz pomoć biocidnog sredstva za uklanjanje gljiva, neželjenih bakterija i virusa. Wireless Bolt pristupna točka je jednostavno pričvršćena na robot, koji se kreće po prostoru, te je žičano povezana s PLC kontrolerom koji kontrolira robota. S druge strane, operater kontrolira robota bežično putem PC tableta i WLAN komunikacije. Rješenje je praktično jer Wireless Bolt omogućuje istovremenu komunikaciju više parova pristupnih točki (Bolt) i na primjer PC tableta za upravljanje u istom prostoru bez komunikacijskih smetnji.
U okviru bežičnih rješenja Anybus postoji namjenski proizvod
Wireless Bridge za bežično spajanje dvije mreže, gdje žičana komu nikacija nije moguća ili poželjna. Moguća su dva načina komuni kacije. Proizvod Wireless Bridge – Serial – Bluetooth omogućuje bežičnu Bluetooth vezu dometa 300 metara između dvije točke koje želimo bežično spojiti te serijsku RS-232/422/485 komuni kaciju između mreže i pristupne točke Wireless Bridge. Druga mogućnost veze je korištenje pristupne točke Wireless Bridge II – Ethernet. Ona omogućuje Bluetooth i WiFi bežični most između dvije mreže dometa 400 metara te Ethernet komunikaciju između pristupne točke Bridge i mreže. Oba navedena proizvoda Wireless Bridge koriste se u paru jer su namijenjeni uspostavljanju bežične komunikacije između dvije mreže.
Pored rješenja za prijevod različitih komunikacijskih protokola, proizvođač HMS Industrial Networks nudi i rješenja za protokol CAN (također za CAN FD i CANopen). Rješenja za ove protokole tvrtka HMS nudi pod imenom IXXAT. Protokol CAN izvorno je razvijen za potrebe automobilske industrije, odnosno povezivanja između komponenti u osobnim automobilima – između aktuatora, senzora i ostalih komponenti; ali njegova upotreba se premjestila i u ostale industrije. Danas se koristi u brojnim industrijama i uređajima, na primjer: u medicinskoj i laboratorijskoj opremi, malim robotima, brodovima, kod automatizacije zgrada, mjernih sustava, u vozilima te u industriji nafte i plina.
Glavni proizvodi IXXAT su CAN sučelja i komunikacijski prije lazi, CAN komunikacijski ponavljači te proizvodi za sigurnu »Sa fety« komunikaciju. IXXAT moduli, prijelazi i sučelja omogućuju prevođenje CAN komunikacije na protokole USB, Ethernet, LIN, Profinet, Bluetooth i ostale protokole.
» Slika 3: Operater putem WiFi ili Bluetooth komunikacije može daljinski operirati sa strojem, čiji je kontrolni sustav povezan s pristupnom točkom Wireless Bolt. HMI panel može u ovom slučaju biti zamijenjen s udaljenim pametnim telefonom ili PC tabletom ili računalom, koji se bežično povezuje s pristupnom točkom Wireless Bolt.


Primjer komunikacije s uređajem, koji se temelji na CAN protokolu, moguće je vidjeti kod liftova. Liftovi su kao prijevozno sredstvo predmet periodičkih sigurnosnih provjera, a u među vremenu liftove je moguće dijagnosticirati putem komunikacije s vanjskim uređajem. Moderni liftovi su, pored alarmnog gumba i internog komunikacijskog sustava, opremljeni brojnim senzori ma koji dobivaju najrazličitije informacije o liftu. Komunikacija između senzora i kontrolnog sustava lifta često se temelji na CAN protokolu, a zbog fizičkih ograničenja podaci iz CAN protokola lifta prenose se na centralizirani kontrolni sustav na Ethernet protokol. Za pretvorbu podatka može se koristiti IXXAT prijelaz CAN@net NT 200, koji omogućuje pouzdan prijenos podatka s malo odgađanja između dvije različite mreže. Na jednoj strani modul putem CAN sučelja prima podatke iz kontrolnog sustava lifta, a na drugoj strani modul podatke o statusu lifta putem
» Slika 4: Prikaz mogućih prijelaza iz CAN protokola na ostale komuni kacijske protokole.
Rujan • 44 (3/2018) • Godina 12200 PROIZVODNJA I LOGISTIKA
Ethernet porta šalje na LAN mrežu zgrade i dalje u centralno kontrolno mjesto (računala za monitoring). Rješenje je kompati bilno s računalima s različitim operativnim sustavima (Windows, Linux, VxWorks ili QNX). Komunikacija s kontrolnim računa lom (odnosno Ethernet mrežom zgrade) i CAN@net NT 200 sučeljem provodi se putem standardne TCP/IP utičnice i »za im plementaciju« jednostavnim ASCII protokolom, koji omogućuje prijenos podataka u softverski alat za monitoring ili vizualizaciju. Drugi primjer upotrebe CAN sučelja su uređaji u medicini. Godi ne 1992. se, za korištenje u medicini u okviru tvrtke Philips Medical Systems, pojavio programski protokol, koji je služio kao osnova za protokol CAL. On je predstavljao temelje za današnji CANopen protokol, koji se danas koristi u brojnim medicinskim uređajima. Moderni medicinski uređaji su sastavljeni od više modula, a s pomoću standardiziranog protokola, kao što je CANopen, kom ponente mogu biti modularno povezane. Za kontrolu medicinskih poslova putem računala, ona trebaju biti sposobna komunicirati sa CAN/CANopen protokolom. Povezivanje medicinskih uređaja (koji komuniciraju na CANopen protokolu) i računala moguće je postići primjenom IXXAT PC/CAN sučelja. Pored modula za navedeni protokol, HMS nudi i CANopen drivere za operativni sustav Windows. Uz primjenu softverskog alata IXXAT CANopen Manager API, medicinske uređaje može se kontrolirati putem ra čunala, a podaci su učitani za daljnju procjenu i evaluaciju. IXXAT CANopen Manager API podržava aplikacijski protokol CiA 425, koji omogućuje jednostavnu integraciju komponenti u zatvore ni sustav. Nadzorno računalo s IXXAT CANopen Manager API softverom prepoznaje povezane uređaje i njihovu lokaciju u mreži, te omogućuje automatsku konfiguraciju i nadzor cijelog sustava.
Pored navedenih proizvoda i rješenja za CAN komunikaciju, brand IXXAT je uvriježen na području rješenja za testiranje automobilskih sustava i komponenti. Već spomenuto – suvremeni automobili su opremljeni s različitim elektronskim komponenta ma i kontrolnim sustavima (od nadzora motora, airbag-ova, do elektronski podesivih sjedala). Za testiranje ugrađenih komponenti su na raspolaganju sustavi za provjeravanje karakteristika vožnje, sudara, različitih dijelova automobila i ostalih funkcionalnosti. U svjetlu Interneta stvari puno se priča i piše o povezanosti automatizacijskih uređaja, senzora i ostalih komponenti od najnižih do najviših razina. Primjeri upotrebe u smislu IoT (tzv. Internet of Things) prije svega pokazuju na poboljšanu dijagno stiku, održavanje i sposobnosti/dostupnosti sredstava. Proizvođač HMS Industrial Networks ima nekoliko rješenja za međusobno povezivanje uređaja, i također za povezivanje korisnika/opera tera i uređaja. Svrha međusobne povezanosti uređaja i korisnika uređaja je pojednostaviti rad korisnika, smanjiti troškove i povećati produktivnost. Kod međusobne povezanosti između uređaja svrha je povećati njihovu funkcionalnost i fleksibilnost te osigurati bolje i prave informacije na najvišoj razini tvrtke.
Anybus komunikacijski pretvarači, ugradbeni moduli i bežične pristupne točke, te IXXA pojednostavljuju povezivanje među strojevima i komunikaciju između uređaja i operatera.
Izvor
• interni i promotivni materijal tvrtke HMS Industrial Networks.

Inea CR d.o.o., Lošinjska 4A, 10000 Zagreb. Za više informacija: Tel: + 385 1 3694 001, E-mail: info@inea.hr i Web: www.inea.h

Rujan • 44 (3/2018) • Godina 12 201 PROIZVODNJA I LOGISTIKA
www.inea.hr Anybus pretvarači omogućuju međusobno komuniciranje različitih unutar lokalnih pogonskih mreža i industrijskog Etherneta Anybus Wireless bežična komunikacijska rješenja omogućuju daljinsko parametriranje, rad, nadzor i održavanje strojeva IXXAT moduli omogućuju komunikacijska rješenja za CAN mreže, “Safety” funkcije i rješenja za automobilsku industriju HMS Industrial Networks www hms-networks.com
r
Nova serija u portfelju proizvoda zračnih alata ATA
ATA je u svjetskom mjerilu vodeći proizvođač u osiguravanju vrhunskih industrijskih zračnih alata, koji nudi cjelovita rješe nja za brušenje i doradu aplikacija te optimiraju procese, koji osiguravaju gospodarsku učinkovitost, pouzdanost i sigurnost.



Perni alat za brušenje – serija SPM

Novi poboljšani oblik i bolja ergonomija
• vitki oblik tijela
• visoki okretaji
• poboljšano prigušivanje
• injekcijski prešano tijelo
• uklonjiv zaštitni poklopac
Kutni alat za brušenje – serija RA12M
Svestrani kutni alat za brušenje
• antivibracijsko bočno držalo
• izmjenjivo bočno držalo
• automatsko balansiranje *
• gumb za blokadu vretena *
• brzo uklanjanje zaštite *
* vrijedi za izabrane modele
Alat za brušenje kalupa – male vibracije – SMD30LR




Unikatan sustav prigušivanja
• prigušivanje vibracija
• lagana izvedba
• izvrstan omjer snage i mase

• ergonomski oblik
• injekcijski prešano tijelo
www.halder.si





PROIZVODNJA I LOGISTIKA
Brošura Video
Brošura Video Brošura Video
konektori za industrijski
Punom brzinom na podatkovnoj autocesti ››
Murrelektronik industrijski M12 konektori s IP67 zaštitom savršeni su za primjenu u zahtjevnim industrijskim Ethernet primjenama. Konektor M12 oznake x prenosi veliku količinu podataka. Konektrom M12 oznake y prenosi se i podatke i struju.

Jednostavno, učinkovito, fleksibilno!
» M12 konektori,
Visokobrzinski vizijski sustave primjer su kako rastu volumeni podataka generi ranih u industrijskim Ethernet aplikaci jama. To zahtijeva veće brzine prijenosa. A zahtjev za standardiziranom komuni kacijskom strukturom u tvrtkama postaje sve važniji.
Murrelektrionik M12 žičani setovi oznake x, pravo je rješenje za visoke brzine prijenosa podataka bez greške sve do 10 gigabita u sekundi. Oni omogućuju punu brzinu prijenosa na podatkovnoj autocesti. Metalni razdjelnik (X-oblika) u konektoru sigurno razdvaja 4 para poda taka jedan od drugog. Kabeli su također oklopljeni od vanjske interferencije.
Kombinacija RJ45 konektora u uredu i M12 konektora oznake x na terenu, omogućuje uspostavljanje konzistentne gigabitne komunikacije u tvrtkama.
Murrelektronik nudi M12 konektore oznake x zajedno s visoko-otpornim PUR kabelima – savršeni su za aplikacije u industrijskim okruženjima.
• 10 Gbit/s brzina prijenosa podataka prema Cat. 6A (ISO/IEC 11801)
• M12 x-oznake (IEC 61076-2-109)


• 360° oklopljen
• Lemljeni spojevi na oklopu između kabela i konektora
• Prikladni za aplikacije u industrij skim okruženjima sve do IP65/67
Hibridni kabeli – paralelni prijenos podataka i struje
Murrelektronik žičani setovi M12 ozna ke y mogu prenositi podatke i snagu pre ko jednog konektora. Metalni set oznake y odvaja četiri kontakta za prijenos struje od četiri signalna kontakta u pinskom razmještaju. To omogućuje prijenos do 100 mbit/s podataka uz raspoloživ prije nos struje 2 x 6 A.
M12 žičani setovi oznake Y olakšavaju instalacije što pomaže smanjiti troškove. M12 konektori oznake y kombinirani s PUR kabelima prikladni su za C-pruge i izvrsni su za pokretne aplikacije.
• Prijenos podataka sukladno Cat. 5e (ISO/IEC 11801, Class D)
• Prijenos struje do 2 x 6 A
• 360° oklopljeni
• Lemljeni spojevi na oklopu između kabela i konektora
• Prikladni za aplikacije u industrij skim okruženjima sve do IP65/67
203
M12
Ethernet
www.murrelektronik.com
x i y oznake
www.murrelektronik.com Mrežna tehnologija iz tvrtke Murrelektronik Od solidne osnovne funkcionalnosti pa do ogromne raznovrsnosti funkcija. IP20 sklopka IP67 sklopka Priključna tehnika Sa sklopkama i priključnim vodovima tvrtke Murrelektronik umrežavanje strojeva i postrojenja tako je jednostavno.
Nov konfigurator za valjkaste i kuglične letve na prešama
S novim internetskim varijantnim konfiguratorom tvrtke ROEMHELD zainteresirani mogu izabrati svoje individualne valjkaste i kuglične letve za zamjenu alata na prešama i uređajima. Konfigurator možemo otvoriti na internetskoj stranici tvrtke koja je optimirana i za rad s pametnim telefonom ili tabletom. U budućnosti će na raspolaganju biti i u obliku aplikacije za uređaje s android i apple platformama.
Konfigurator predstavlja s jedne strane pregled bogatog izbora valjkastih i kugličnih letvi, a s druge strane pojednostavljuje njihovu narudžbu. Korisnik može upit poslati izravno i pritiskom na gumb osigurati crteže s mjerama svoje verzije letvi, uključu jući tehničke podatke i brojeve narudžbi, što pojednostavljuje proces upita i smanjuje mogućnost grešaka. Obrnuto, možemo potražiti tehničke podatke već naručivanih letvi iz prethodnih narudžbi.
Istodobno su u tvrtki ROEMHELD izdali i svoj katalog u tiskanom obliku s tehnikom izmjene alata, koji osim letvi sadrži i nosive konzole i transportna kolica.
Brza i pouzdana izmjena alata
Letve, koje su namijenjene umetanju u T-utore preša i uređaja, olakšavaju i ubrzavaju postavljanje i pozicioniranje alata. Dok valj kaste letve omogućuju samo linearno gibanje, teške terete možemo po želji pomicati s pomoću kugličnih letvi.
Isporučivi su i hidraulički, kao i modeli upravljani silom opruge, sa šest različitih varijanti utora. Pored toga, kupci mogu birati između aluminijskih i čeličnih kućišta. Podaci o željenoj duljini, razmaku između kuglica i potrebnoj dubini utora se jednostavno podešavaju individualno. Iz toga izvedeni podaci, kao što je nosi vost, zahtjevi za uljem i maksimalna dopuštena temperatura letve, su pregledni organizirani u obliku liste. Nadalje, korisnik može izravno dobiti tehnički crtež sa svim mjerama, te pozvati željenu stranu kataloga.
Vrijeme je za konfigurator
Aktualno se radi velikog interesa konfigurator može primjenjivati u velikom broju jezičnih varijanti, pa i u slovenskom jeziku, a mje re mogu biti prikazane i u metričkom kao i u američkom mjernom sustavu jedinica.
» Slika 1: S internetskim konfiguratorom tvrtke ROEMHELD zainteresira ni mogu odrediti svoje transportne letve za izmjenu alata na preši (Slika: ROEMHELD).

» Slika 2: Skenirajte QR kod, koji vas povezu je izravno s internetskom stranicom s podaci ma o konfiguratoru u slovenskom jeziku (Slika: ROEMHELD).

Rujan • 44 (3/2018) • Godina 12204 PROIZVODNJA I LOGISTIKA
››
Prijevod i prilagodba: Halder, d. o. o. • Miklavška cesta 50, SI-2311 Hoče • tel. +386 2 61 82 646 • faks +386 2 61 82 656 • www.halder.si››















PROIZVODNJA I LOGISTIKA
››
Automatica 2018: svjetska premijera 4-osnog robota TS2
SCARA roboti postižu vrhunsku učinkovitost
Na sajmu Automatica po prvi puta je u svjetskim mjerilima bila predstavljena nova serija robota TS2 SCARA, s pomoću koje tvrtka Stäubli ulazi u novi razred učinkovitosti. Potpuno novi 4-osni robot s vlastitom pogonskom tehnologijom JCS (Joint Combiné Stäubli) omogućuje iznimno kratke cikluse. Pored toga ima higijensku konstrukciju, koja otvara nove mogućnosti primjene u osjetljivim okruženjima.
Na sajmu Automatica po prvi puta je u svjetskim mjerilima bila predstavljena nova serija robota TS2 SCARA, s pomoću koje tvrtka Stäubli ulazi u novi razred učinkovitosti. Potpuno novi 4-osni robot s vlastitom pogonskom tehnologijom JCS (Joint Combiné Stäubli) omogućuje iznimno kratke cikluse. Pored toga ima higijensku konstrukciju, koja otvara nove mogućnosti primjene u osjetljivim okruženjima.
Gerald Vogt, direktor poslovne jedinice robotike u Stäubli-ju slikovito pojašnjava: »Predstavljena serija novih modela nema s prethodnim generacijama ništa zajedničkog. Nova serija SCARA robota je doživjela potpunu preobrazbu. Roboti su modularno raz vijeni i po prvi puta sadrže vlastitu pogonsku tehnologiju JCS, koja je na području 6-osnih robota postavila nova mjerila. Ta tehnolo gija je ključna za ogromno podizanje učinkovitosti 4-osnih robota TS2. Tehnologija šupljih greda omogućuje konstrukciju robota za primjenu u čistim okruženjima, jer su u tom slučaju vanjski kabeli stvar prošlosti.«
Razlike između novih robota i njihovih prethodnika su očite. Nova konstrukcija je kompaktnija, jer se svi vodovi i kabeli nalaze u unutrašnjosti konstrukcije. S time je smanjena mogućnost oštećenja kabelskih snopova te kontaminacije radnog okruženja
od strane robota. Kućište je potpuno zabrtvljeno te pričvršćeno s posebnim vijcima, a konektori su sakriveni ispod stalka robota. Na robotu nema mrtvih kutova, što doprinosi suvremenoj higijenskoj konstrukciji.
» TS2-60 (montiran na stropu): Značajke modela TS2-60 su kompaktnost i zatvorena konstrukcija s vodičima i instalacijama u unutrašnjosti robota. S time je smanjena mogućnost mehaničkih oštećenja i emisija čestica u radni prostor.


» TS2-60: potpuno novi SCARA TS2 s modularnom konstrukcijom i po prvi putra opremljen s vlastitom Stäubli-jevom JCS tehnologijom pogona.
Visoka brzina SCARA robota za sve aplikacije
Cilj tvrtke Stäubli je jasan, kao neosporno vodeća tvrtka na tržištu industrije znanosti o životu i u budućnosti utvrdi taj položaj s novom generacijom robota SCARA. Ubrzo nakon predstavljanja standardnog modela, na raspolaganju će biti posebno prilagođe ne verzije za farmacijske, medicinske i prehrambene aplikacije te inačice sukladne zahtjevima UL i ESD.
»Naši roboti visoke brzine SCARA primjereni su za sve namjene, a imaju i dodatne prednosti,« pojašnjava Gerald Vogt, te ističe: »Postoje standardni roboti za montažu, međutim naše robote se može nadograditi s jednostavnim modifikacijama za rad u osje tljivim proizvodnim okruženjima, što otvara niz novih mogućih
Rujan • 44 (3/2018) • Godina 12206 PROIZVODNJA I LOGISTIKA









Rujan • 44 (3/2018) • Godina 12 207 PROIZVODNJA I LOGISTIKA BMK-8i Do Ø 8 mm Samo 9.5 kg 230V MOBILNO ZAVARIVANJE > BEZ JAKE STRUJE! > BEZ DODATNOG KABELA ZA UZEMLJENJE! > Zavarivanje bez poteškoća, primjereno za bilo koji položaj zavarivanja > Jeftin ulazni modul za SRM Technology ® NOVO! IZVOR ZA TOČKASTO ZAVARIVANJE BMK-8i PIŠTOLJ ZA ZAVARIVANJE PH-9 SRM12 Mali i lagani pištolj za zavarivanje posebno konstruiran za novu generaciju opreme za točkasto zavarivanje: BMK-8i i BMK-10i. Nagrađivani pištoj s integriranim kontaktom za uzemljenje i inovativna SRM jezgra. Lagan, snažan, energijski učinkovit i jednofazni inverter za zavrivanje idealan za mobilnu primjenu. PIŠTOLJ ZA ZAVARIVANJE PH-9 SRM12+G FEDERAL PRIZE 6012 IB BLUMENAUER KG | Tel: +49 8052 374 | Fax: +49 8052 4355 E-Mail: sales@ib-blumenauer.com | www.ib-blumenauer.com POŠALJITE UPIT JOŠ DANAS, ZATRAŽITE NAŠU NAJBOLJU PONUDU EuroBlech 2018 | Hanover, Njemačka 23.10. - 26.10.2018 | Dvorana 13, Štand F08 Posjetite nas! www.soyer.com
aplikacija. U mislima imamo aplikacije podvrgnute visokim zah tjevima za čistoćom te higijenom, od prehrambene i farmacijske industrije do fotonaponskih primjena. Svi TS2 modeli mogu pri mjenjivati maziva, koja odgovaraju certifikatu H1 za prehrambenu i farmacijsku industriju, bez gubitka učinkovitosti djelovanja.«
Sa ciljem da se korisniku osigura najbolje rješenje za sve slu čajeve, u novoj seriju su na raspolaganju četiri modela: TS2-40, TS2-60, TS2-80 i TS2-100. Sa 4-osnim robotom TS2-100 su u Stäubli-ju povećali područje radnog polumjera na 1.000 mm, dok su prethodne serije omogućavale područje od 400 do 800 mm. Roboti SCARA nove generacije su kompaktniji i zauzimaju manje prostora. Pored toga je po prvi puta moguće naručiti 4-osni robot s opcijom integriranog sustava za izmjenu alata, što omogućuje automatsku izmjenu prihvata i alata te posljedično skraćivanje vremena podešavanja pri određenim aplikacijama. Prihvati i alati se mogu i ručno mijenjati u nekoliko sekundi radi primijenjenog bajunetnog mehanizma i automatskih priključaka.

Brojne prednosti modularne konstrukcije
Uz detaljniju usporedbu sva četiri modela, moguće je vidjeti jedna ke primijenjene komponente, što je rezultat modularne konstrukci je. Svi roboti imaju jednako postoje koje proizlazi iz serije 6-osnih robota TX2. Pored toga su podlaktica, osi i pogoni identični pri određenim modelima. Podlaktica je na raspolaganju u dvije izvedbe obzirom na veličinu. U modele TS2-40 i TS2-60 se ugrađuje manja, dok se u modele TS2-80 i TS2-100 ugrađuje veća inačica.
Gerald Vogt pojašnjava prednosti: »Modularni koncept nove generacije robota SCARA bitno skraćuje rokove isporuke, a ujedno smo racionalizirali nepotrebne troškove i smanjili zalihe rezervnih di jelova. Sada primjenjujemo vlastitu tehnologiju pogona JCS, što znači, da smo bitno manje ovisni o pouzdanosti dobavljača komponenata. Prednost za naše korisnike će pored bržeg, tiše i preciznijeg djelovanja biti i kraća vremena isporuke opreme.«
››
Korak naprijed uz 30. obljetnicu rada
Švicarska tvrtka FAULHABER PRECIstep slavi svoju 30. obljetnicu osnivanja. Godine 1988. su u gradu La Chaux-de-Fonds, koje se smatra jednom od svjetskih prijestolnica švicarske urarske industrije u kantonu Neuchâtel na zapadu Švicarske, g. Arnoux i g. Richard osnovali su tvrtku Arnoux Richard SA Porte Echappement ili kraće ARSAPE.
Tvrtka je bila osnovana sa ciljem preuzimanja proizvodnje za izradu pogona za satove. Isprva su razvili 1-fazni i kasnije 2-fazni koračni elektromotor s takvom točnošću i takvim omjerom između performansi i volumena, da je predstavljao veliki korak na prijed u usporedbi s konvencionalnim pogonima satova. Ti pogoni su bili u mogućnosti pokretati i veće sustave s velikom točnošću, što je privuklo pozornost na područja izvan urarske industrije. Prodajni program se stalno širio, a ujedno se povećala i potražnja za vrhunskim koračnim motorima, što je uzrokovalo brzi rast broja zaposlenika od početnih dvanaest pri osnivanju tvrtke.
Grupa FAULHABER, koja je htjela proširiti svoj tehnološki portfelj i u grupu integrirati specijaliziranu tvrtku na području koračnih motora, 2000. godine je postala dioničarom tvrtke ARSAPE. Godine 2012. je tvrtka ARSAPE bila preimenovana u FAULHABER PRECIstep SA. Nakon niza godina djelovanja u zgradi, bogatoj tradicijom, kao što je običaj u urarskoj industriji, rast tvrtke se odrazio i u preseljenju. Godine 2015. tvrtka se prese lila u suvremeni industrijski objekt sa ciljem postizanja potrebnih proizvodnih i logističkih standarda za opstanak na svjetskom vrhu izrade visoko kvalitetnih i točnih minijaturnih koračnih motora. Danas tvrtka FAULHABER PRECIstep proizvodi 2-fazne koračne motore s permanentnim magnetima promjera 6 do 22 mm. Ti mikro pogoni z impresivnim omjerom između performansi i vo lumena doprinose trendu minijaturizacije na brojnim područjima. Koračni motori zajedno sa zupčastim prijenosima bez zračnosti, koje proizvodi FAULHABER Drive Systems, omogućuju nedosti žnu razinu djelovanja za druga slična rješenja na tržištu. Najviši standardi kvalitete osiguravaju trajnu učinkovitost proizvoda.
Dodatna prednost pogona tvrtke FAULHABER PRECIstep je prilagodljivost obzirom na zahtjeve kupaca. To omogućuje mnogo mogućih aplikacija, od optike i fotonike u medicinskom sektoru, do zrakoplovne i svemirske industrije, gdje se pored učinkovitosti djelovanja zahtijeva apsolutna pouzdanost djelovanja deset godina i više. Obzirom na sve te činjenice ne iznenađuje, da će koračni motori tvrtke FAULHABER PRECIstep biti ugrađeni u rover na sljedećoj misiji na Mars 2020. godine. A 22. lipnja 2018. je tvrtka slavila 30 godina uspjeha u švicarskom La Chaux-de-Fonds.
Rujan • 44 (3/2018) • Godina 12208 PROIZVODNJA I LOGISTIKA
www.staubli.com
www.faulhaber.com
analize grešaka i prediktivnog održavanja,















optimiranje strojeva
sustava



aspekta






omogućuje brojne mogućnosti

sekvenci izvođenja procesa.

Rujan • 44 (3/2018) • Godina 12 PROIZVODNJA I LOGISTIKA TC11-02SI Upravljanje strojevima za Industriju 4.0 s programskom opremom TwinCAT www.beckhoff.si/Industrie40 • www.krovel.hr Beckhoff nudi idealne temeljne tehnologije na osnovi standardnih PC kontrolera za aplikacije s konceptom Industrija 4.0 i Internet stvari (Internet of things tj. IoT). S pomoću programske opreme TwinCAT, upravljanje strojeva može se proširiti tako, da podržava 'big data' aplikacije, komunikaciju u oblaku, prediktivno održavanje te cjelovitu analitiku za veću proizvodnu učinkovitost. Kao sistemski integrirano rješenje, TwinCAT podržava jedinstvene protokole za komunikaciju u oblaku i omogućuje jednostavnu integraciju usluga u oblaku već od planiranja strojeva nadalje. Pored
programski alat TwinCAT Analytics
za
i
s
potrošnje energije i
Aluminij u strojarstvu››
Prije svega pri gradnji automatizacije, robotizacije, manipulatora, uređaja za posluživanje te namjenskih strojeva za montažu i pakiranje, aluminij je u velikoj mjeri istisnuo čelik i čeličnu konstrukciju. Masivni debelostjeni profili od legiranog aluminija visoke čvrstoće, povezani s posebno razvijenim spojnim elementima, dobro podnose, pored statičkih, i dinamička opterećenja. ITEM sustavi omogućuju brzu montažu pri minimalnoj strojnoj obradi. Fleksibilnost sustava omogućuje brzo konstruiranje i skraćuje vrijeme od narudžbe do izvedbe.

Naravno taj, kao i svaki drugi sustav, ima svoje granice izvan koji čelična konstrukcija ostaje jedina alternativa. A granica je često i predrasuda, da je aluminij mekan ili krhak te da nema čvrstoću; a na prvi pogled se mnogima čini čelična konstrukcija i znatno jefti nija, što je u određenim slučajevima zaista istina. Sve to naravno konstruktoru otežava odluku i osnažuje stav ekonomista, koji prvo pitaju za cijenu po kilogramu.
To pitanje je najbolje izbjeći. Usporedba cijena između aluminij skih i čeličnih profila dala bi nam potpuno pogrešnu sliku ekono mičnosti. Na usporedbu cijene utječu najrazličitiji faktori i na kraju izgled stroja ili uređaja.
jenjeni za gradnji različitih strojnih grupa. Samo rijetki su vrlo uni verzalni i nude dovoljno široku paletu proizvoda, da bi sve potrebe mogao pokriti samo jedan dobavljač. Najveći je proizvođač ITEM. Stoga je preporuka da se već na samom početku odluči o najpri mjerenijem sustavu. Veliki sustavi uglavnom međusobno nisu kompatibilni.
Prvo pogledajmo asortiman. Kvalitetu nekog sustava ne određuje samo kvaliteta profila i spojnih elemenata, već u velikoj mjeri i raznolikost ponude, što se odražava u profilima i mnoštvu dodatne opreme, koja je međusobno kompatibilna. Nasuprot tome, razno likost veznih elemenata i potrebnih alata za njih, trebala bi biti što manja. To olakšava montažu i smanjuje troškove zaliha.
» Općenito možemo reći: aluminijska izvedba je to jeftinija, što je zahtjevnija konstrukcija.

Koji sustav?
Kada smo se odlučili za Al-sustav, bilo je potrebno još izabrati pravog dobavljača. Njih je sve više što je razumljivo, jer se ponuda kreira prema potražnji. Cjenovne razlike između pojedinih ponu ditelja su značajne, a razlike u kvaliteti sustava još su veće. Pojedini sustavi su, ukoliko izuzmemo one koji nude samo kopije, nami
Rujan • 44 (3/2018) • Godina 12210 PROIZVODNJA I LOGISTIKA
Srečko Klemenc
Profili
Optimalna tehnička rješenja omogućuje velik izbor profila, koji pri istoj veličini (vanjske mjere) imaju različita mehanička svojstva te posljedično i različitu cijenu. Debelostjeni profili dobro podnose mehanička opterećenja, vibracije i velike sile. Za manje opterećene dijelove uzimamo profile srednje debljine, a za zaštitu strojeva, pane la za odvajanje prostora, radni namještaj itd. koristimo tankostjene profile. Tako smo optimalno iskoristili sustav. Pored osnovnih oblika, kvadrat i pravokutnik, sustav nudi i trokutaste, zaobljene, okrugle i namjenske presjeke profila. Često su radi čistoće i izgleda potrebni djelomice zatvoreni profili (jedna ili dvije stijenke su bez utora).
Na krutost i nosivost profila, pored legure, oblika i dimenzija, utječu i žarenje te mehanička obrada. Za lakši izbor profila neki proizvođači, pored podataka o čvrstoći, nude i tablice za određiva nje savijanja i torzije pojedinih profila. Debljinu stijenke dobavljači označavaju različito. Obično koriste oznake normalni, lagani i teški. Pri tome valja paziti. Ono što je kod jednog proizvođača oznaka normalno, kod drugog je teško, ili je kod jednog isti profil normalan, a kod drugog lagan. Uz tu neusklađenost u oznakama, javljaju se i značajne razlike u cijeni. Najlakše ocijenimo primjerenost, ukoliko iste ili slične dimenzije usporedimo s masom po dužnom metru, površinom presjeka »A« ili njihovim momentima »W«.
Spojevi
Kako je sustav montaže vijčana konstrukcija, vrlo je važno kako su profili međusobno povezani. Spajanje bi trebalo biti oblikom, a vijci dobro osigurani. U tu svrhu su bili razvijeni različiti sustavi spajanja.
Za konstrukciju i montažu je važno, da sustav ima što manje ve znih elemenata, najbolje samo jedan glavni i nekoliko pomoćnih, koje primjenjujemo samo u iznimnim slučajevima, kao što je naknadno ugrađivanje elemenata bez mehaničke obrade (buše nja) ili posebni načini pričvršćivanja određenih elemenata. Spojni elementi trebaju biti oblikovani tako, da su vijci opterećeni samo na rastezanje.
Motorna vretena za glodanje, brušenje, bušenje, specijalne izvedbe prema zahtjevima kupca Dodatne opcije: integrirani sustav za balansiranje, senzori vibracija,...
Stezne naprave, linearne jedinke, viševretene glave, obradne jedinke s ugradbenim torque ili linearnim motorima, specijalne izvedbe za automatizaciju proizvodnih procesa


Specijalni strojevi i uređaji
Automatski montažni i proizvodni strojevi, strojevi za kontrolu proizvodnih procesa, strojevi za poliranje i mjerenje za staklarsku industriju
Robotska automatizacija
Robotsko posluživanje strojeva, glodanje, poliranje, brušenje, automatizacija ljevaoničkih procesa, zavarivanje, napredna primjena tehnologije robotskog vida
Razvoj i projektiranje
Razvoj i projektiranje visokobrzinskih motornih vretena, specijalnih obradnih strojeva, komponenti obradnih strojeva i robotske automatizacije
Servis i popravci
Montaža, ispitivanje, optimiranje i popravci motornih vretena i ostalih komponenti obradnih strojeva svih vodećih svjetskih proizvođača
Proizvodnja strojnih dijelova
Maloserijska proizvodnja visoko preciznih pozicija
CNC tokarenje

CNC glodanje Ravno i okruglo brušenje

Rujan • 44 (3/2018) • Godina 12 211 PROIZVODNJA I LOGISTIKA
HSM
HSK
HSW
HSR
Visokobrzinska motorna vretena
Komponente obradnih strojeva
HIGH SPEED TECHNIQUE HSTEC d.d. Zagrebačka 100 HR-23000 Zadar T. +385 23 205 405 F. +385 23 205 406 info@hstec.hr service@hstec.hr www.hstec.hr
Za poboljšanje vijčanog spoja često se primjenjuju razni kutni ele menti od čelika ili aluminijskih i cinkovih legura. Pri pravilno obliko vanim spojnim elementima oni su rijetko potrebni i primjenjujemo ih prije svega za podupor slobodno visećih nosača. Kutnici poskupljuju izvedbu, a ometaju i pričvršćivanje panela i zaštita na konstrukciju.
Dinamika
Kako se u svakom stroju nešto giba, neizbježno je, da sustav nudi i elemente dinamike, koji omogućuju brzo i jednostavno konstru iranje i montažu, po mogućnosti bez zahtjevne mehaničke obrade. U strojarstvu, posebice u automatizaciji, mnogo je pravocrtnog gibanja, pa je stoga poželjno, da je na raspolaganju što više varijanti u kompaktnoj i fleksibilnoj izvedbi.
Sustav mora omogućiti, da se vodilice za pravocrtno gibanje ugrade bez posebnog alata i uz što manje mehaničke obrade, na željenu stranu profila. Ležajevi kolica za kratke putove i brzine do 2,5 m/s mogu biti kuglične vitke, ukoliko to dopušta konstrukcija.
Za veće brzine i dulje putove preporučuju se konusne vodilice. Ko nusi moraju biti kaljeni i brušeni, kuglično uležišteni te ugrađeni u stabilno kućište, koje omogućuje brzu i jednostavnu montažu.
Elementi gibanja su obično zupčasti remen ili kuglično vreteno, te ležište vretena odnosno remenice. Ležište mora biti kuglično uležišteno u zatvorenom metalnom kućištu. Kućišta od polimernih materijala nisu primjerena za gradnju zahtjevnih uređaja i strojeva. Zupčati remen se primjenjuje za veće brzine (do 10 m/s) i s toč
nošću ponavljanja do 0,05 mm. Kuglično vreteno primjenjujemo za manje brzine (do 0,25 m/s), veću silu pomaka, kratke putove i točnost ponavljanja do 0,01 mm.
Sve te komponente trebale bi biti samostalne jedinice, tako da konstruktor može od njih sastaviti pogone po želji. Ukoliko sustav nudi i druge elemente gibanja, kao što su razne osovine, pogone i slično, želje korisnika su gotovo iscrpljene.
Dodatna oprema
Kako bi konstruktor mogao završiti projekt, treba i zaštitu, koju propisuje sigurnost na radu, razne kanale za vođenje cijevi i kabela, ormare za elektroniku, nivelirajuće noge stroja itd.
Vrlo je primjereno, ukoliko su na raspolaganju i profili za do vođenje i odvođenje zraka, te tome primjerene brtve, priključci i vezni elementi.
Za zaštitu stroja ili uređaja, koja je najčešće lim, žičana mreža, plastika ili polikarbonat (može i akrilno ili prirodno staklo), na raspolaganju moraju biti i različiti elementi za pričvršćivanje, zatvarala, ručice sigurnosnih prekidača, poluge, brave kao i po sebni profili vrata i zaštite, koji olakšavaju montažu i pojeftinjuju izvedbu. Troškovi zaštite mogu biti razmjerno visoki te se tijekom projektiranja često podcjenjuju ili čak i previde.
Ukoliko smo sve to uzeli u obzir pri izboru sustava, izgradit ćemo ga dobro, brzo i racionalno. www. item24.hr
Schneider Electric sa svojim proizvodom za neprekinuto napajanje
Schneider Electric, vodeća tvrtka na području digitalne trans formacije upravljanja energijom i automatizacijom, objavila je novost o svom proizvodu APC Easy UPS 1Ph On-Line iz vlastite proizvodnje. Easy UPS line predstavlja novu kategori ju uređaja za neprekinuto napajanje energijom, namijenjenu osnovnim potrebama zaštite napajanja s električnom energijom i u najnestabilnijim uvjetima opskrbe energijom. APC Easy UPS 1Ph On-Line je svestran, vrlo kvalitetan, troškovno konkuren tan UPS, namijenjen rješavanju problema s visokim rasponom napona i neujednačenim uvjetima opskrbe energijom, pri čemu osigurava kvalitetu, kojoj vjeruju milijuni IT-stručnjaka iz čitavog svijeta.
Pouzdanost po niskoj cijeni
U današnjem gospodarstvu, koje se s energijom opskrbljuje digitalno, povezivost i pristup podacima postali su vrlo bitni za poslovanje te za način života i rada. Iako je svijet postao iznimno ovisan o digitalizaciji, brojne regije se i dalje bore s opskrbom energijom, koja je nepouzdana i neujednačena. Prema globalnoj studiji Dell EMC gotovo je 90 posto organizacija moraju i nekom trenutku prestati s radom radi ispada električne energije. Smetnje pri opskrbi s električnom energijom ugrožavaju sposobnost tvrtke, da očuva svoje poslovanje u funkciji.
• Za njih je karakteristično široki raspon ulaznog napona, koji šiti od visokih oscilacija.
• Mogućnost promjenjivih elemenata omogućuje brojne inačice ugradnje.
• S pomoću najboljeg UPS u razredu, kojeg proizvodi Schneider Electric, proširuje APC i služi različitim potrebama svojih kupaca.
Proizvod APC EasyUPS 1Ph On-Line osigurava zaštitu kritič ne opreme i priključena opterećenja od nepredvidivih smetnji u opskrbi s električnom energijom, kao što su iskrivljenja, prena petost, isključivanja i kraći ispadi električne energije, te osigurava sigurnost, pouzdanost i raspoloživost. Glavne prednosti i svojstva EasyUPS 1 Ph On-Line su:
• Široko područje ulaznog napona štiti od visokih oscilacija električne energije
• S pomoću online tehnologije za dvostruku pretvorbu proizvodi čistu energiju
• Brzo ponovno punjenje (90-postotni kapacitet u četiri sata) za zaštitu od čestih ispada električne energije
• Intuitivno LCD/LED sučelje osigurava prikaz UPS statusa za brzu dijagnostiku
• EcoMode osigurava veću učinkovitost uređaja.
»Proširili smo svoju paletu UPS uređaja, koji nude vrlo kvalitetnu i troškovno konkurentnu alternativu za zaštitu opskrbe energijom u najnestabilnijim i najmanje predvidivim uvjetima opskrbe,« rekao je Pankaj Sharma, viši potpredsjednik Home & Business Networks, Schneider Electric. »EasyUPS 1Ph On-Line je konstrui ran tako, da djeluje kao štit od nepravilnosti u opskrbi električnom energijom, koja može negativno utjecati na infrastrukturu, koja je jako bitna za tvrtku i dnevno poslovanje, kao i, da u svakom trenutku osiguraju dosljednu i pouzdanu povezivost.«
Rujan • 44 (3/2018) • Godina 12212 PROIZVODNJA I LOGISTIKA
www.schneider-electric.si.









Rujan • 44 (3/2018) • Godina 12 213 PROIZVODNJA I LOGISTIKA HUNOR d.o.o. Remetinec 42, Zagreb, Hrvatska tel.:+385(0)1 7987 207 info@hunor.hr • www.hunor.hr • CNC alatni strojevi proizvođača NCT Kft., Budimpešta • novi i generalno remontirani CNC alatni strojevi • Preko 30 godina razvoja i proizvodnje CNC upravljanja • Dodirni ekran, USB, WLAN • 16GB memorije za tehnološke programe • 3 godine garancije • Windows Embedded, EtherCAT, Heidenhain EnDat 2.2 Uspješno izvršeni projekti: • posluživanje CNC strojeva pomoću robota sa vizijskim sustavom • robotska strojna obrada • robotsko zavarivanje Implementacija industrijskih robota Prodaja CNC alatnih strojeva NCT NCT 204 – CNC upravljačke jedinice
PIAB: Kenos® KCS pametni vakuumski prihvat ››
Za učinkovitije procese kolaborativni roboti moraju biti što fleksibilniji. U tu svrhu je proizvođač PIAB, kojeg na slovenskom tržištu zastupa tvrtka INOTEH, razvio pametni vakuumski prihvat Kenos® KCS, koji omogućuje rukovanje s gotovo svim materijalima, površinama i oblicima.
»PLUG-AND-PLAY« – KCS ima sve, što trebate



Vakuumska crpka prihvata Kenos® KCS ima sve što je potrebno integrirano – kompaktne vakuumske komponente, tehnologiju senzora, prigušnik i opcijski ventile. Na kolaborativni robot se priključuje u jednom koraku.
Crpka je opremljena s novom generacijom PIAB ejektora COAX® SX, koji osiguravaju superiorna svojstva i pri niskom ili nestalnom tlaku stlačenog zraka. Kapacitete je jednostavno moguće udvostru čiti uz moguće promjene u procesu.
» Slika 1: Vakuumski prihvat
Tihi sustav, zadovoljni zaposlenici
Prigušnik osjetno smanjuje buku u radu, što omogućuje ugodno radno okruženje sa zanemarivim zvukom, kada je jedinica u radu. Digitalni ili analogni vakuumski senzor daje informaciju robotu o prisutnosti prijenosnika.
Kada je brzina važna – opcijski ventil »blow-off«
U slučaju, kada je u procesu važna brzina pokretanja, PIAB može opcijski ponuditi ventil »blow-off«, koji omogućuje brzo smanjenje vakuuma za povećanje brzine pokretanja prijenosnika.
» Slika 2: Različite aplikacije prihvata
Tehnička pjena za univerzalni prihvat
Tehnička pjena se može jednostavno prilagoditi gotovo svim površinama i oblicima. Za izravni prihvat hrane prihvat se može opremiti i posebnom silikonskom tehničkom pjenom FDA.
Prihvati Kenos® KCS nude unikatnu razinu fleksibilnosti pri prihvatu prijenosnika. Omogućuju primjenu brojnih raznolikih aplikacija, stoga se smanjuje potreba za zamjenom alata. Time se štedi na vremenu i troškovima rada, što utječe na brzi povrat investicije.
Više informacija o vakuumskim prihvatima PIAB dobijete u tvrtki INOTEH.
Rujan • 44 (3/2018) • Godina 12214 PROIZVODNJA I LOGISTIKA
www.inoteh.si
KCS
KCS
We are automation


Bilo da se radi o hidrauličkim pogonskim sustavima velike snage, Bosch Rexroth kao vaš globalni partner kontinui rano nudi nove mogućnosti za poboljšanje učinka, funkcio nalnosti i radnog vijeka.
Cilj nam je podržati naše kupce u učinkovitoj uporabi snage i okretnog momenta koji se kriju u njihovim uređajima.
Naš cijeli portfelj na isplativ način poslužuje kako i stan dardne aplikacije, tako i kompleksne procese kretanja gdje treba udovoljiti najvišim potrebama i zahtjevima. Koristeći našu jedinstvenu stručnost nadmašujemo vaša očekivanja.
Umrežena hidraulička rješenja lako se uklapaju u moderne upravljačke strukture: od malih do velikih, od serijske proiz vodnje do projektnih poslova, a sve to s globalno dostupnom servisnom podrškom.
Naši partneri čekaju vaše javljanje: UN-TRA d.o.o. (prodaja industrijske i mobilne hidraulike, reduktora, linearne i montažne tehnike) i HSTEC d.d. (prodaja električnih pogona i upravljanja).
POKREĆEMO SVE.
Rujan • 44 (3/2018) • Godina 12 215 https://www.boschrexroth.com/hr/hr/ Bosch Rexroth Kft.
››
Tvrtka ONA je predstavila napredak na području aplikacija obrade EDM postupkom
Iznimna prilika za upoznavanje s mogućnostima novih EDM strojeva proizvođača ONA, koji je na tom području poznat kao vodeća inovativna tehnološka tvrtka.
Vodeća tvrtka za proizvodnju EDM strojeva velikih dimenzija te automatizaciju
Tvrtka ONA se odlučila za sudjelovanje na sajmu BIEMH 2018, gdje su mogli predstaviti svoje namjenske projekte automatizacije, čiji je cilj optimiranje proizvodnih vremena te povećanje učinkovi tosti proizvodnog procesa pri EDM obradi. Baskijska tvrtka ONA ima bogato iskustvo od jednostavnih do kompleksnih sustava, od ručno posluživanih do visoko integriranih te robotski automatizi ranih rješenja. Strojevi imaju ugrađenu mogućnost samostalnog djelovanja bez operatera kroz dulja razdoblja, te se mogu integri rati unutar ili mogu biti postavljeni izvan fleksibilnih proizvodnih ćelija. Tvrtka je vrlo otvorena za razvoj namjenskih rješenja, s kojima će korisniku EDM obrade osigurati postizanje njihovih zahtjeva.
Posjetitelji sajma BIEMH 2018 mogli su vidjeti dva EDM stroja na izložbenom prostoru tvrtke ONA:
• Žičani EDM stroj ONA AV60 opremljen filtrom s mineralnim punilom. Stroj je izrezivao profilne utore za stezanje lopatica na turbinski disk za zrakoplovnu industriju.


• Potopni EDM stroj ONA QX8 sa spremnikom za izmjenu do 40 elektroda. Stroj je izrađivao alat za automobilsku industriju. Entuzijasti EDM obrade i zrakoplovne industrije mogli su vidjeti mogućnost izgleda komponente turbine načinjene EDM postup kom. Centar za naprednu proizvodnju u zrakoplovnoj industriji (Aeronautics Advanced Manufacturing Center – CFAA) i tvrtka ONA su na zajedničkom izložbenom prostoru prikazali plinsku turbinu velikih dimenzija proizvođača ITP – Rolls Royce te od ređene komponente načinjene s pomoću EDM strojeva proizvođa ča ONA.
Budućnost je bliže nego li ikad prije
Tvrtka ONA je za sve entuzijaste EDM postupka organizirala ONA dan otvorenih vrata i Tehnološka predavanja 2018. Događaj, koji se održava od 29. do 31. svibnja, bio je namijenjen korisni cima, koji su se mogli uvjeriti, da je tvrtka ONA partner vrijedan povjerenja pri razvoju specifičnih rješenja obzirom na njihove zahtjeve. Sudionici su mogli pogledati niz namjenskih EDM strojeva velikih dimenzija tijekom obrade za specifične aplikacije.
Rujan • 44 (3/2018) • Godina 12216 PROIZVODNJA I LOGISTIKA
» Sjedište tvrtke ONA u Durangu
Između ostalih, bio je izložen i žičani EDM stroj razvijen za rezanje turbinskih prstena u energetskoj i zrakoplovnoj industriji, kojeg je ONA razvila za rusku tvrtku Nelidov.
Razvojni odjel tvrtke ONA je predstavio namjenska rješenja, koja su iznimno poboljšala produktivnost optimiranjem proizvodnog procesa kod njihovih najzahtjevnijih kupaca. Prikazali su brojne uspješne projekte kod korisnika od početnih izazova, analiza stanja te razvoja najboljeg rješenja za svaki pojedinačni slučaj u suradnji s kupcem. Operativni tim je na izložbenom prostoru prikazao izradu različitih dijelova na potopnim i žičanim EDM strojevima te je odgovarao na pitanja posjetitelja.
ONA dan otvorenih vrata je posjetitelje proveo preko EDM postupka kroz 20 postaja, gdje su mogli doznati o mogućnostima i kapacitetima tvrtke ONA u razvoju inovativnih rješenja sa ciljem poboljšanja poslovanja korisnika.
Za sve posjetitelje ONA dana otvorenih vrata i Tehnoloških predavanja 2018, bio je organiziran prijevod sa sajamskog prostora u Bilbau do sjedišta tvrtke ONA u Durangu.
ONA Industrial Cloud

Na sajmu BIEMH i na događaju ONA dan otvorenih vrata i Tehnološka predavanja 2018 bila je prisutna i Industrija 4.0, kod koje je ONA predstavila posljednja poboljšanja na aplikaciji ONA Industrial Cloud. Aplikacija je integrirana u uslugu Ona Smart Connect, koja predstavlja strateški projekt baskijske tvrtke ONA sa svim prednostima Industrije 4.0 i pametne proizvodnje.
Bio je prikazan je najnoviji razvoj tvrtke na području primjene digitalizacije pri postizanju sljedivosti proizvoda, što predstavlja veliku prednost na raznim područjima.
Tvrtka ONA nudi i stručno savjetovanje na području tehnologije obrade EDM postupkom, koje obuhvaća pripremu izvještaja o sta nju kod korisnika i predlaže rješenja, koja će povećati učinkovitost. Cilj njihovog Tehnološko Procesnog Servisa (TPS) je osigurati, da njihova oprema predstavlja optimalno rješenje za pojedinu aplikaciju korisnika. Pored toga, tvrtka ONA osigurava isporuku visokokvalitetnih i odobrenih rezervnih dijelova bilo gdje u svijetu.
Tvrtka ima i razumljive programe osposobljavanja, koji djelovanje EDM strojeva približava korisnicima i tako proces čini razumlji vim i intuitivnim.
Tvrtka ONA je usmjerena ka osiguravanju najbolje učinkovitosti uz visoku pouzdanost u svim projektima. Za osiguravanje visoke produktivnosti i učinkovitosti svojih robusnih strojeva, tvrtka neprekidno razvija nove tehnologije. Kao europski proizvođač u razvoju svojih strojeva koristi najkvalitetnije komponente europ skog porijekla. Njihov razvojni odjel surađuje s raznim tehnolo škim istraživačkim centrima, kao što su njemački ILT-Fraunhofer i WZL-Aachen te Tekniker, Tecnalia i Ideko. Surađuju i s UPV Bilbao, Tehničkom visokom školom za industrijsko inženjerstvo u Španjolskoj, te u europskim razvojno-istraživačkim projektima, kao što su PROSECO i SAPHIRE. Korisnici ocjenjuju ukupnu učinkovitost strojeva (OEE) tvrtke ONA na 98 %, što je u svjetskom mjerilu jedna od najviših stopa tog pokazatelja kod CNC-strojeva. Stalna nadogradnja i razvoj tvrtke ONA osigurava ekološki prihvatljiviji te korisniku prila gođeniji proizvodni proces, što je u skladu s nastojanjem tvrtke za zaštitom okoliša, te je svakako primjer kojeg treba slijediti na području EDM tehnologije.
Rujan • 44 (3/2018) • Godina 12 217 PROIZVODNJA I LOGISTIKA
» Potopni stroj EDM ONA TQX10 s dvije glave i dva robota Erowa ERC80
www.onaedm.com S radnim mjestima item, koja predstavljaju simbiozu ergonomije i logistike, uštedite na nepotrebnim pokretima, a vašu suradnici c ´ e biti osjetno rastere c ´ eni Ergonomija i logistika. www.item24.hr item. Your ideas are wor th it.® Inoteh d.o.o. K železnici 7 2345 Bistrica ob Dravi
››

Robot za okruženja sa 100-postotnom vlažnošću
Grupacija ABB je jedna od vodećih pionirskih tehnoloških tvrtki na području proizvoda za elektrifikaciju, robotiku i pogone, industrijske automatizacije i elektro mreža. Svoja rješenja nudi kupcima po čitavom svijetu na području energetike, industrije, prometa i infrastrukture. Globalno grupacija djeluje u približno 100 zemalja i zapošljava oko 136.000 ljudi.
Novi ABB-ov industrijski robot IRB 6790 Foundry Prime 3

ABB-ov industrijski robot IRB 6790 Foundry Prime 3 je nami jenjen aplikacijama pranja i čišćenja vodom pod visokim tlakom u okruženju sa 100-postotnom vlažnošću. Na temelju 13 godina iskustava u industriji, ABB je razvio robota s trećom generacijom Foundry Prime zaštite, koji povećava pouzdanost i robusnost te smanjuje troškove održavanja.
Robot je na raspolaganju u dvije inačice, i to s 205 kg nosivosti i 2,8 m dosega, te 235 kg nosivosti i 2,65 m dosega.

Visoka fleksibilnost robota omogućuje čišćenje geometrijski vrlo različitih proizvoda bez gubitka vremena za prilagodbu robot ske ćelije. Stoga je primjeren i za masovnu, kao i za maloserijsku proizvodnju kod automobilskih proizvođača i njihovih dobavljača. Velika brzina robota osigurava visoku produktivnost i u prosjeku 5 posto kraća vremena ciklusa.
Konstrukcija robota omogućuje visoku pouzdanost u teškim uvjetima rada i snižavanje troškova održavanja i do 60 posto.
Zaštita IP69 omogućuje izvrsnu zaštitu od prodora prašine i vode, a treća generacija Foundry Prime dodatnu zaštitu od tem perature, tlaka, kemikalija i nečistoća, koje se nalaze na zahtjev nim, mokrim okruženjima. Robot ne treba dodatne kompleksne prevlake. Kako procesi čišćenja i pranja zahtijevaju i deterdžente, čija pH vrijednost doseže 10, Foundry Prime robot ima visoku kemijsku toleranciju. Sve vanjske površine robota su metalizirane, ili izrađene od nehrđajućeg metala za odgovarajuću zaštitu od korozije. Foundry Prime 3 može izdržati 100-postotnu vlažnost i vodenu paru u tipičnim aplikacijama čišćenja te osigurava dugi vijek trajanja robota u teškim i zahtjevnim okruženjima. ABB pomiče granice e-mobilnosti i doprinosi održivoj budućnosti
Povijest tvrtke seže u 1988. godinu. Posljednje desetljeće inten zivno razvijaju proizvode za punjenje električnih vozila, tako da danas njihovu tehnologiju primjenjuju već u 95 posto zemalja s takvim vozilima u svijetu.
Frank Mühlon, voditelj područja e-mobilnosti u grupaciji ABB tvrdi, da ABB ima ogromno iskustvo na projektima svih vrsta, od manjih sustava do inovativnih gradskih sustava za punjenje električnih autobusa prema zahtjevu kupaca. Opširno znanje i sposobnost tijesne suradnje s kupcima, grupaciji ABB su omogućili razvoj brojnih, na budućnost usmjerenih, ekoloških rješenja za prometne sustave po čitavom svijetu. Punjači s iznimnom učinkovitošću
Od Australije do Azerbaj džana te od Indije do Islanda, prodaja DC brzih punionica za automobile i autobuse već je premašila brojku 6.500. Modu larne punionice imaju raspon od 50 do 600 kW.
Krajem prošle godine su korisnicima električnih vozila predstavili nove proizvode, punionice Terra HP i HVC -Overnight Charger. Terra HP je prva punionica za automobile s rasponom snage od 150 do 350 kW. Prilagođena je primjeni na odmaralištima uz autoceste i benzinskim crpkama. Njena vrhunska konstrukcija omo gućuje punjenje 400- i 800-vol tnih vozila. HVC-Overnight Charger je kompaktne izvedbe i omogućuje punjenje do tri teška vozila (autobusa) istodobno, s modularnom konstrukci jom snage 50 kW, 100 kW ili 150 kW.

Rujan • 44 (3/2018) • Godina 12218 PROIZVODNJA I LOGISTIKA
www.abb.si » DC punionica
Beckhoff predstavlja: nova cjenovno povoljna serija panela i panelnih računala s 10,1-inčnim zaslonom
U sklopu sajma SPS IPC Drives u Nurembergu Beckhoff je između ostalog predstavio i novu seriju ugradnih panela s 10,1-inčnim zaslonom. Zaslon je osjetljiv na dodir i ima razluči vost 1024x600 (WSVGA) s omjerom stranica 16:9. Na raspola ganju su sljedeći modeli:
• CP6900-0001-0000 (zaslon s DVI/USB priključkom)


• CP6600-0001-0020 (panelno računalo s ARM Cortex™ procesorom)
• CP6700-0001-0050 (panelno računalo s Intel® Atom™ proce sorom, do 4 jezgre).
Oba računala pokreće operativni sustav Windows Embedded Compact 7, a za CP6700-0001-0050 su opcijski na raspolaganju i Windows Embedded Standard 7 ili Windows 10, što znači da se na njemu mogu pokretati aplikacije napisane za Windows sustave.
Dvojezgreni ili četvorojezgreni procesori su posebno primjereni u kombinaciji s TwinCAT 3, koji podržava višejezgrene sustave za optimalnu iskoristivost raspoložive računalne snage procesora. Više informacija o novoj seriji i ostalim proizvodima možete
Rujan • 44 (3/2018) • Godina 12 219 PROIZVODNJA I LOGISTIKA
— IRB 6790 Stručnjak za pranje i čišćenje u zahtjevnim okruženjima. Vodeći robot u svijetu s najnižim ukupnim troškovima vlasništva, namijenjen najzahtjevnijim aplikacijama pranja i čišćenja. Razvijen je za visoku pouzdanost u teškim uvjetima rada i snizuje troškove održavanja i do 60 %. www.abb.com/robotics
Najbrži i najtočniji laserski skener››
U tvrtki Bosch
Automotive Steering su ubrzali razvoj alata s pomoću novog laserskog skenera ZEISS LineScan 2-8, s pomoću kojeg je moguće iznimno točno i pouzdano mjeriti i vrlo refleksivne metalne površine.


Analitičari predviđaju, da će proizvođači automobila u budućno sti morati obnavljati svoju paletu modela svake godine, kako bi mogli pratiti brzi razvoj strojne i programske opreme. To će zahtijevati od dobavljača, kao što je Bosch, da i oni razvijaju svoje proizvode s još većom brzinom i učinkovitošću. Kako bi smanjili broj iteracija pri razvoju alata za izradu zupčastih letvi u tvornici u Schwäbisch Gmündu, prije nekoliko mjeseci je tamošnji odjel teh nologije počeo primjenjivati najnoviji ZEISS skener LineScan 2-8, koji je namijenjen primjeni na koordinatnim mjernim strojevima.
Kao što je rekao Stefan Fröhlich, voditelj razvoja tehnoloških po stupaka u Schwäbisch Gmündu: »da moramo odreagirati brzo, to nije ništa novo. Već dugo godina se vrijeme, raspoloživo za razvoj novih proizvoda, postupno smanjuje. I pojedine komponente se međusobno sve više razlikuju, stoga je vremena za razvoj pojedine komponente sve manje. Istodobno proizvodi postaju sve zahtjevni ji, što se tiče dopuštenih dimenzijskih odstupanja.«
Posljednjih 15 godina su stručnjaci za upravljačke sustave u Schwäbisch Gmündu prijavili 750 patenata, što potvrđuje, da su spremni preuzeti inicijativu te da je inovativnost ugrađena u kultu ri čitave tvrtke Bosch.
Stefan Fröhlich je pojasnio, da i pri tako naizgled jednostavnoj komponenti, kao što je upravljački sustav, uvijek iznova nastoje pomicati granice, jer žele ostati u prednosti pred konkurencijom. Upravljački sustavi se međusobno sve više razlikuju i svaki sustav je zapravo priča za sebe. Ovisno o modelu automobila i njegovoj opremljenosti, ne mijenja se samo raspoloživ prostor po pokro vom motora, već proizvođači moraju udovoljiti i brojnim drugim zahtjevima, koji utječu na konstrukciju i proizvodni proces.
Rujan • 44 (3/2018) • Godina 12220 PROIZVODNJA I LOGISTIKA
prijevod i prilagodba: Boštjan Vrečko, univ. dipl. ing. str. • Carl Zeiss d.o.o., info.metrology.si@zeiss.com››
To posebice vrijedi za upravljačke sustave s varijabilnim prijenosom, gdje se razmak između zubi na zubnoj letvi mijenja s udaljenošću od centra. To omogućuje smanjenje broja okretaja od jedne do druge krajnje točke, a istodob no zadržava stabilnost vozila pri velikim brzinama. Kako bi sve to djelovalo, potrebno je pri izradi osigurati vrlo mala odstupanja pojedinih kutova na bočnim stranicama zubi te razmaka između pojedinih zubi.
Zubne letve se izrađuju postupkom hladnog preoblikovanja, s kojim se osigurava točnost izrade unutar nekoliko mikrometara. Naravno alat posljedično mora biti načinjen što točnije, što znači pomicanje granica mogućega.
U prošlosti je za izradu alata bio potreban velik broj iteracija, a čitav je postupak trajao više tjedana. Kako je postupak bilo potrebno skratiti, već je u 2015. godini pala odluka, da će koordinatni mjerni stroj nadograditi s 3D skenerom, koji će omogućavati brže snimanje većih količina podataka. Nakon provedenog postupka izbora, Sadet Hadzijakupovic, voditelj odjela Automotive Steering Technology u Schwäbisch Gmündu, odlučio se za investiciju u koordinadni mjerni stroj ZEISS ACCURA, opre mljen s laserskim skenerom LineScan 2-25, s mjernim područjem 25 milimetara.
Na taj način su u tvrtki Bosch skratili brzinu mjerenja s 10 sati na samo 10 minuta. U želji da ubrzaju postupak, u 2017. su odlučili postati pilotni kupac za novi skener LineScan 2-8.
Daniel Hübscher, inženjer za mjeriteljstvo je rekao: »veselili smo se toj prilici. Čitavo vrijeme smo imali kontakt sa stručnjacima, koje su naša iskustva zaista zanimala, tako da su mogli na temelju njih optimirati skener.«
I s rezultatom je vrlo zadovoljan: »novi skener je bitno učinkovi tiji od prethodnoga«.
Kako proizlazi iz tehničkih podataka, korijen srednjeg kvadra

tnog odstupanja (RMS) za LineScan 2-8 je iznimno malih 0,9 µm, tako da je raspršenje izmjerenih vrijednosti novog skenera prilično manje. Čak i najveće odstupanje kod dodira (MPE P) od 3,3 µm je prilično manje od 12 µm pri LineScan 2-25. I te vrijednosti nisu bile izmjerene samo u laboratoriju, već provjerene i na stvarnim proizvodima u proizvodnji, zahvaljujući podacima, koje je proslije dila tvrtka Bosch.

»Novi skener izračunava oblik proizvoda, koji se točnije poklapa sa stvarnim oblikom zupčaste letve, čija je površina inače vrlo refleksiv na«, tvrdi Daniel Hübscher. Posljedično nema potrebe za ručnim optimiranjem oblaka točaka, što znači dodatnu uštedu na vremenu. Suradnici u tvrtki Bosch su došli do zaključka, da im je s pomoću LineScan 2-8 uspjelo načiniti još jedan važan korak pri poboljša vanju procesa razvoja alata. U sljedećem koraku žele taj skener pri mjenjivati i za kontrolu kvalitete u proizvodnju, što im omogućuje brže otkrivanje potencijalnih problema i tako s inovacijama i povećanjem učinkovitosti i dalje održavati konkurentsku prednost ispred konkurencije.

PROIZVODNJA I LOGISTIKA
Ljudi - roboti››
Dr.sc. Gojko Nikolić
U doba vrlo ubrzanog tehničkog razvoja, osobito od sredine prošlog stoljeća, jedna od najčešće rabljenih riječi je robot. U središtu zanimanja, pa i najšire u javnosti je nekoliko pitanja. Što znači sve češća zamjena rada ljudi s robotima?
Kada je opravdana njihova primjena? Koje su prednosti i opasno sti robotizacije? Zanimljivo je pitanje ponašanja ljudi u odnosu na način rada robota. Za očekivati je međusobnu povezanost u pona šanju. Način rada robota sve više postaje i pojam određene vrste rada u svakodnevnom životu te se tim pojmom naziva – ponašanje ljudi ili vrsta radnih mjesta.
Na neka od ovih pitanja odgovorit će se u dva dijela. U prvom, razmotrit će se odnos zamjene ljudskog rada s robotima, a u na stavku biti će opisani slučajevi robota s obličjem ljudskih bića, tzv. humanoidnih robota.
Je li robot slika i prilika ljudskog bića?
Ljudi su projektirali i izradili robote. Uvriježeno je mišljenje da su ih izradili na svoju sliku i priliku. To se mišljenje smatra pretje ranim i netočnim. No, primjerice i Webster´s dictionary definira robot kao »automatizirani uređaj koji obavlja funkcije koje se obič no pripisuju čovjeku«. Također dijelovi robota nazivaju se prema dijelovima tijela čovjeka: kao npr., nadlaktica, lakat, podlaktica, šaka, prsti, torzo, noge, stopalo i sl. Robotski se upravljački uređaj često naziva „elektroničkim mozgom“. Roboti rade mnoge poslove umjesto čovjeka iz raznih razloga.
Većina instaliranih robota u proizvodnji radi tako da pomiče alat, dijelove ili materijal po nekoj određenoj prostornoj putanji, dovo deći ga na mjesto koje mu je unaprijed određeno. Zato je i uvri ježeno mišljenje o robotu kao stroju koji obavlja određeni zadani posao prema unaprijed definiranom programu, ne odstupajući od njega bez obzira na promjene u okolini. To je i jedna od definicija industrijskog robota prema ISO (International Standard Organi sation). Ona glasi „Industrijski robot je automatski, reprogrami bilni, višefunkcijski manipulator koji ima više stupnjeva slobode kretanja, pogodan za rukovanje materijalom, dijelovima, alatima ili posebnim uređajima za izvršavanje promjenjivih programiranih operacija .... itd.“ [1]
Primjena robota
Danas je najšira primjena industrijskih robota na tzv. repetitiv nim radnim mjestima. To su radna mjesta, prije svega u industriji, kod kojih se stalno ponavljaju uvijek isti pokreti, odnosno obavlja ista vrsta posla ili radne operacije. Ako radnik radi taj posao, od njega se ne traži nikakvo razmišljanje, odlučivanje ili kreacija. Često se ta vrsta poslova može vidjeti na TV ili na filmu, kada se prikazuje nekadašnji način rada u tvornici, a najbolju karikaturu tih poslova napravio je Charlie Chaplin u filmu Moderna vremena iz 1936, slika 1. [2]
Za automatizaciju takvih „repetitivnih“, monotonih i dosadnih poslova nije potreban složeni softver koji analizira trenutne situacije i okoliš, pronalazi nova inventivna ili optimalna krea tivna rješenja. Jedno od rješenja automatizacije takvih poslova je primjena robota. Koriste se njihova prostorna pokretljivost, a putanja kretanja programira se vođenjem „ruke“ robota s alatom ili upisivanjem programa u računalo.
Instalirane industrijske robote na traci zorno ilustrira proizvodna linija u automobilskoj industriji, slika 2. [3]

Repetitivni jednostavni i monotoni poslovi još uvijek egzistiraju u manjim tvrtkama i u proizvodnji malih serija proizvoda. Ti će se poslovi s vremenom automatizirati, kada roboti postanu jeftiniji i programiranje jednostavnije.
Zamjena ljudskog, robotskim radom
U istraživanjima koja su proveli znanstvenici s Oksfordskog sveu čilišta, ekonomist C. B. Frey i inženjer M. A. Osborne ustanovili su vjerojatnost potrebe za određenim radnim mjestima ili kvalifikaci jama u narednim desetljećima. Analizirali su američku klasifikaciju zanimanja i obradili 702 zanimanja. Prema njihovim procjenama oko 47% tih zanimanja su u skupini visokog rizika i zaključili da će za 15 godina biti zamijenjeni nekim od oblika automatizacije. [4] [5] U proizvodnim i uslužnim tvrtkama može se uočiti da su ti poslovi vezni za nekvalificirane i polukvalificirane radnike ili služ benike sa srednjom općom naobrazbom. To ukazuje na potrebu stjecanja u budućnosti više kvalifikacije iz određenih područja koja određuju novi procesi rada i tehnologije.
Rujan • 44 (3/2018) • Godina 12222 PROIZVODNJA I LOGISTIKA
» Slika 1. Slika iz filma Moderna vremena – rad na traci u tvornici [2]
Naviku stalnog ponavljanja naučenog ponašanja i rada ljudi poput robota vezuje se uglavnom za proizvodno radno mjesto. Taj je pojam „rad poput robota“ ili „čovjek -robot“ koristi se u prenesenom značenju kao način opisivanja određenog unaprijed „programiranog“ ponašanja u svakodnevnom životu. „Programiranje“ se prepoznaje po naučenim formulacijama i odgovorima bez razmišljanja i davanja vlastitih stavova. Susreću se svugdje od činovnika u uredima do političara. Lako se može uočiti da se za ista postavljena pitanja pa i visokim državnim dužnosnicima dobivaju čak jednako oblikovani odgovori, bez vlastitog promišljanja, stava ili komentara. To su unaprijed sročeni odgovori poput „napisanih programa“. Je li taj „program“ definiran pravilima službe, nekim propisima, stranačkim okvirima odnosno stegom ili pak svjetonazo rom? Oni ne mogu ili ne smiju iskočiti iz tog „programa“ te u svakom slučaju njihovo ponašanje sliči na ponašanje tih relativno jednostavnih robota. Zato je taj pojam našao primjenu i izvan tehnike.
Trajnost modela ponašanja
Hoće li doći do odmaka u društvu od ovog modela ponašanja ljudi-robota? Vjero jatno taj proces je znatno, znatno sporiji od onog u tehnici. I jedan i drugi model u društvu i u tehnici pokretan je u konačnici profitom. Profit i tržište utječu na zamjenu ljudi u procesima rada s bržim, pouzdanijim, preciznijim i jeftinijim strojevima, koji rade bez odmora 7 dana u tjednu. U društvu danas isti pokretač promjena traži strogo birokratsko pridržavanje propisa koje osigurava zadržavanje radnog mjesta i osobni napredak u službi, kao i monolitnost skupina u održanju vlasti.

Može li se uskoro očekivati dolazak novog vremena s drugačijim sustavom vrije dnosti u društvu, kojim bi se podigao standard obavljanja izbornih funkcija i veću odgovornost svakog pojedinca, bez slijepog provođenja programiranih uputa, odnosno bez „ljudi-robota“? Pozitivan odgovor dolazi s porastom zrelosti cijele nacije.
U nastavku ovih razmatranja analizirati će se pojava robota nalik na ljudska bića, humanoidnih robota ili robota-ljudi.
Reference:

[1] Nikolić G.: Roboti će promijeniti naš život, Školske novine br 13, 5. travnja 2016, strana 10
[2] Moderna Vremena, film iz 1936., dostupno na https://mojtv.hr/film/17159/moderna-vreme na.aspx, pristup 1.9.2018.
[3] Kina obara svetske rekorde u automatizaciji, dostupno na https://www.automatika.rs/vesti/ robotika/kina-obara-svetske-rekorde-u-automatizaciji.html, objavljeno 2016.

[4] Nikolić G.: Na pragu robotske revolucije, časopis OpenInfoTrend 200/09/2015, str 66 - 69








[5] Frey C.B., Osborne A.M.: The Future of Employment: How Susceptible Jobs to Computer sation?, dostupno na https://www.oxfordmartin.ox.ac.uk/downloads/academic/The_Futu re_of_Employment.pdf, objavljeno 17. 09. 2013.





Izašlo u: http://zg-magazin.com.hr/ljudi-roboti/ (5.9.2018.)

223
» Slika 2 Industrijski roboti na proizvodnoj traci autoindustrije u Kini [3] program za pouzdanu automaztizaciju energetike Učinkovit za inženjere, jednostavan za integraciju, od elektrane preko pametnih mreža (Smart Grids). zenon www.copadata.com/energ y prijavite se: zenon Day Croatia www copadata com/zenondays-hr z agreb 8. Lis. 20 18
Sustavi prihvata
Pametno upravljanje za pametnu tvornicu ››
dr. Markus Glück
Pametna tvornica je privukla pozornost stručne javnosti: sve od razvoja i izgradnje do isporuke i upravljanja kvalitetom u budućnosti će pratiti digitalni vrijednosni tokovi. Prof. dr. inž. Markus Glück, direktor istraživanja i razvoja te voditelj za inovacije (CINO) u tvrtki SCHUNK, definirao je osam trendova koji će na kompetentnom području sustava prihvata oblikovati sutrašnju pametnu proizvodnju.
U sljedećim godinama će digitalizacija u do sada nezamislivom opsegu i tempu promijeniti proizvodne procese, strukture tvrtki, proizvode, poslovne modele, odnose između kupaca i dobavljača te upravljanje kvalitetom. Prilagodljivi, autonomno djelujući i čvrsto u mreže povezani proizvodni sustavi ulaze u proizvodne hale. Pored toga se najavljuje revolucija sudjelovanja između čovjeka i stroja. Kako bi se sve to odvijalo uspješno, potrebni su sastavni sklopovi, prilagođeni zahtjevima pametne tvornice.
sistemski moduli moraju biti jasno prepoznatljivi i sposobni za po vezivanje u mreže. Samo tako se pametni proizvodni sustavi mogu automatski prilagođavati pojedinom proizvodnom programu. Uspostavljanje učinkovite mreže i novo razumijevanje podataka
Glavna karakteristika digitalizacije je troškovno optimalno, brzo i učinkovito povezivanje sastavnih sklopova za automatizaciju te sustava za upravljanje kvalitetom i upravljanje proizvodnjom u proizvodnom okruženju u mreže. Oni slično kao i živčani sustav djeluju kao vrlo učinkovita, samostalno organizirana proizvodna mreža unutar pametne tvornice. Pametni moduli za upravljanje stvaraju uvjete za potpunu integraciju proizvodnih sustava u proizvodnom okruženju i njihovo povezivanje s ekosustavima, koji se temelje na oblaku. Središnju točku pametne tvornice predstavlja novo razumijevanje podataka: linijski mjerni sustavi u pametnim prihvatima SCHUNK sakupljaju podatke te ih trenutačno vrednu ju. Omogućuju kontrolu kvalitete u zatvorenom krugu i neposre dno praćenje proizvodnog procesa u proizvodnom ciklusu.


Modularizacija i fleksibilizacija
Primjena modularno izgrađenih proizvodnih sustava u pame tnoj proizvodnji omogućuje potpuno nove razine prilagodljivosti: proizvodne module moguće je bilo kada mijenjati, po želji kombi nirati i dopunjavati. Uvjet su standardizirana sučelja i upravljačke strukture, neovisne o modulima. Pored toga, primijenjeni alati i
Rujan • 44 (3/2018) • Godina 12224 PROIZVODNJA I LOGISTIKA
prof. dr. inž. Markus Glück • direktor istraživanja i razvoja, CINO • SCHUNK GmbH & Co. KG, Lauffen/Neckar
››
» Taj pametni sustav za automatizaciju montaže omogućuje vrlo prilago dljive procese. Module je pored toga moguće bilo kada mijenjati s pomoću standardiziranih sučelja. Slika: SCHUNK
» S pomoću kontrole okoline senzorima, prihvat SCHUNK co-act JL1 čitavo vrijeme kontrolira svoju okolinu. Kada se približi ljudska ruka, potpuno auto matski se preklapa na siguran rad. Slika: SCHUNK
Integracija i udruživanje senzora
Senzori su tehnička osjetila stroja ili pametnog prihvata. Saku pljaju podatke o tome, što se događa sa strojem, i mjerne podatke, koji se zatim primjenjuju za upravljanje uređajima i procesima te dijagnosticiranje sustava prihvata. U sklopu objedinjavanja senzo ra, moguće je usporedno primijeniti više senzora, a njihove izmje rene vrijednosti objediniti i tako kontrolirati postupke prihvata te vrednovati trenutačno stanje prihvata i pristupa. Tako je primjerice moguće prepoznati predmete, koje želimo primiti, ili smetnje u proizvodnom procesu.
» prof. dr. inž. Markus Glück, direktor istraživa nja i razvoja, CINO, SCHUNK GmbH & Co. KG, Lauffen/ Neckar | Slika: SCHUNK


Moduli i sastavni sklopovi virtualnog sustava prihvata obzirom na sučelja, fizičko ponašanje i određivanje parametara u upravljačkom okruženju, točno odgovaraju svojim stvarnim inačicama. Moguće ih je dobiti preko elektronskih platformi te ih pojedinačno digital no podesiti.
Računarstvo na rubu
Proporcionalno sa stupnjem povezivanja u mreže i digitalizacije, snažno raste i količina nastalih podataka, tako da su dosadašnje podatkovne veze u podatkovnim centrima već blizu svojih granica mogućnosti. Za sprječavanja ispada i kašnjenja, sve više se primje njuje računarstvo na rubu. Cilj je početna obrada vremenski kri tičnih podataka o sustavu prihvata izravno na mjestu događanja, dok se računalno zahtjevniji poslovi, koji ne zahtijevaju obradu u stvarnom vremenu, odvijaju u oblaku. Sve očitijem prijelazu inteligencije na razinu prihvata može uslijediti dodatna integraci ja funkcija. Pored toga se stvaraju uvjeti za računarstvo na rubu, koje omogućuje nove scenarije upravljanja strojevima u stvarnom vremenu.
» Gdje se potpuna automatizacija proizvodnih ili montažnih linija pokaže preskupom ili samo djelomično izvedivom, djelomične procese je smisleno izdvojiti te ih podijeliti između čovjeka i robota. Slika: SCHUNK
Interakcija između čovjeka i stroja
Do sada prevladavajući scenarij primjene u cijelosti automatizira ne masovne proizvodnje, u kojem je sigurnost radnika postignuta sa strogim razdvajanjem čovjeka i stroja, se razviju u suvremenu asistentsku i servisnu robotiku u proizvodnji. Suradnja između čovjeka i robota će radikalno promijeniti naše radno okruženje. U sinergiji se naime udružuju prednosti čovjeka i robota, a uz to se omogućuje bitno prilagodljivija proizvodnja. Roboti i komponente, pri kojima su u zajedničkom radnom prostoru prisutne interakcije s radnicima, moraju ispunjavati bitno strože sigurnosne i sigur nosno-tehničke zahtjeve od onih, kod kojih tijekom proizvodnje nema izravne interakcije. Prihvati s DGUV certifikatom omoguću ju sigurno zajedničko djelovanje ljudi i svih uobičajenih asistent skih robota bez zaštitnih ograda. Pored toga skraćuju postupak izdavanja certifikata za suradničke sustave.
» Digitalne dvojnike moguće je primjenjivati za simulaciju i virtualno optimi ranje čitavih procesa upravljanja. Slika: SCHUNK


Digitalni dvojnici
Za ispunjavanje kompleksnih zahtjeva sustava, ubrzavanje razvojnih ciklusa i omogućavanje izbora najprimjerenijih sastavnih sklopova za određene potrebe, preporučuje se primjena digitalnih dvojnika. Oni su kao dio konstrukcije proizvodnih sustava od ključne važnosti za visokoučinkovita ispitivanja integracije i susta va. I prije stvarne izvedbe, moguće je s pomoću njih više ili manje realno vrednovati te optimirati tokove procesa u CAx sustavima.
» Sistemska rješenja prihvatnog sustava u oblaku se između ostalih pri mjenjuju za praćenje podataka o sposobnostima procesa upravljanja. Slika: SCHUNK
Proširivanje iz oblaka u objektu na javni oblak
Pametna tvornica treba sigurna i prilagodljiva rješenja za pame tni prihvat i stezanje u oblaku, koji omogućuju proširivanje. Za pouzdano osiguravanje usluga SCHUNK primjenjuje tehnologije vodećih ponuditelja usluga u oblaku, kao što su SAP, SIEMENS,
Rujan • 44 (3/2018) • Godina 12 225 PROIZVODNJA I LOGISTIKA
Microsoft ili Adamos. Cilj je pohranjivanje i analiziranje postojećih podataka za višu učinkovitost procesa. Od sada će u oblaku na raspolaganju biti i tehnologije, kao što su npr učenje strojeva ili metode umjetne inteligencije. Pri tome je potrebno uzeti u obzir da je na raspolaganju barem proširivanje iz oblaka u objektu na javni oblak. Samo tako je moguće rezultate proračunati u stvarnom vremenu na licu mjesta, upravljati strojevima, vizualizirati procese i pohranjivati osjetljive tj. u smislu poslovanja kritične podatke na lokalnoj razini.
Umjetna inteligencija (UI)
Umjetna inteligencija je jedna od glavnih i vrućih tema digita lizacije. Što se tiče robotike, možemo predvidjeti, da će umjetna inteligencija biti sposobna automatizirati zadatke za čitav kinema tički lanac, koji sačinjavaju roboti i prihvati, bez da ih je potrebno programirati korak po korak. Pri tome je ključno, da su suvremeni sastavni sklopovi sustava prihvata već unaprijed pripremljeni za primjenu UI tehnologija.
Automatizirano sakupljanje materijala nove generacije ››
IntelliPICK3D-PRO je najnovija inačica rješenja za automatsko sakupljanje i razvrstavanje materijala u proizvodnji. Napredno optičko programsko rješenje donosi kombinaciju ugrađenih kamera, računala i napredne programske opreme, koji značajno skraćuju vrijeme skeniranja i ocjenjivanja predmeta, čime rješenje štedi dragocjene sekunde.

Kako je kod proizvoda ISRA Vision već uobičajeno, i novo rje šenje je bilo razvijeno za maksimalno moguće robusno djelovanje, što im dodatno olakšava činjenica, da za rad ne trebaju dodatnih vanjskih uređaja, a nadograđena programska oprema, pored veće prilagodljivosti, osigurava i brži povrat investicije.
S time, što su inženjeri računalni sustav ugradili u samo rješenje računalnog vida, postigli su niz prednosti - veze između kamera i računala su kraće, a prepoznavanje je brže. Dvostruka razlučivost slike brine o najvećoj mogućoj točnosti prepoznavanja objekata, stoga rješenje pravilno razlučuje i najkompliciranije oblike objekata.
Rješenje IntelliPICK3D-PRO je bilo razvijeno s idejom za rje šavanjem izazova, s kojima se danas suočavaju proizvodne linije. Učinkovito lasersko osvjetljivanje osigurava točno snimanje slike, jer daje i informaciju o dubini te udaljenosti od mjesta snimanja. Izvrsno se pokazao i u uvjetima lošijeg svjetla i drugih teških proi zvodnih uvjeta, a svejedno je u svakom slučaju djelovanje rješenja sigurno za oči zaposlenika. I na kompleksnim lokacijama sustav pouzdano prepoznaje i izabire predmete veličine između 15 mm i 2000 mm. Ujedno rješenje pouzdano prepoznaje zaprljane površi ne, kao i blještave ili matirane komponente, a pametna programska oprema osigurava izbjegavanje sudara, jer brzo i automatski pla nira točne točke sakupljanja materijala i tako osigura neometano djelovanje. Nadogradnja programske opreme po novome dopušta i različite položaje i vrste posuda za hvatanje materijala, koji opskr bljuju proizvodnu liniju i omogućuje rad bez prekida procesa.
Sustav svladava brzo i učinkovito učenje novih oblika predmeta, jer se može primijeniti i zajedno sa CAD-bazom podataka, čime se uklanja potreba za skupim zaustavljanjima stroja i učenju novih elemenata. Ciklusi sakupljanja su dodatno skraćeni na račun brze provjere mogućih sudara, jer samo jedan optički čitač može pregledati do 15 komponenata. Za dodatnu uštedu vremena pri implementaciji rješenja, svi IntelliPICK3D-PRO ugrađeni senzori već su tvornički kalibrirani. Kako je novo rješenje kompatibilno sa svim standardnim komunikacijskim sučeljima, moguće ga je jednostavno instalirati bilo gdje u proizvodno okruženje.
Rujan • 44 (3/2018) • Godina 12226 PROIZVODNJA I LOGISTIKA
www.isravision.com
» IntelliPICK3D-PRO sa sustavom dviju kamera točno zahvati čitav sadržaj posude s komponentama/materijalom.
Slika na naslovnici: ISCAR ALATI d.o.o.
Glavni i odgovorni urednik: Darko Švetak
Urednik za nemetale: Izv. prof. dr. sc. Damir Godec
Urednik za tehnologije: Prof. dr. sc. Zlatan Car
Urednik za metale: doc.dr.sc. Tomislav Staroveški
Stručno vijeće časopisa: Prof. dr. sc. Zlatan Car, Prof. dr. sc. Goran Cukor, Prof. dr. sc. Igor Duplančić, Vladimir Ferdelji, Mr. sc. Željko Goja, Prof. dr. sc. Bojan Jerbić, Doc. dr. sc. Lado Kranjčević, Prof. dr. sc. Dubravko Majetić, Vladimir Orešković, Ljiljana Pedišić, Mr. sc. Gordana Pehnec Pavlović, Mr. sc. Saša Sladić, Doc. dr. sc. Antun Stoić, Prof. dr. sc. Faruk Unkić, Doc. dr. sc. Saša Vlahinić, Damir Vranić, Izv. prof. dr. sc. Roberto Žigulić
Novinarski prilozi: Matilda Bačelić, Igor Škevin, Esad Jakupovič, Vladimir Bubanja, Dušan Čizmić
Prijevod: Mr.sc. Marina Manucci (ENG), Andrea Gostl (ENG), Dr.sc. Snježana Kereković (NJE)
Lektura: Ela Orešković-Požek (HR)
Idejno rješenje: PROFIDTP, d. o. o., Škofljica, Slovenija Računalni prijelom časopisa: Darko Švetak s. p. Oblikovanje naslovnice i oglasa: Darko Švetak s. p.
POPIS OGLAŠIVAČA
131 3WAY d.o.o.
219 ABB d.o.o.
ALPING d.o.o.
47 ARBURG GMBH + CO KG
Bosch Rexroth Kft.
5, 230 BTS COMPANY d.o.o.
CADCAM-DESIGN CENTAR d.o.o.
CAMINCAM d.o.o.
CAMTEH d.o.o.
CARL ZEISS d.o.o.
Celjski sejem d.d. - FUTURE 2018
Celjski sejem d.d. - MIS 2019
COPA DATA GmbH
Časopis Industrija
DEPROMA d.o.o.
DMG MORI Balkan GmbH - Podružnica u Sloveniji
191 FANUC ADRIA d.o.o.
FESTO d.o.o. Ljubljana
187 HALDER d.o.o.
HENKEL CROATIA D.O.O.
Hexagon Metrology S.P.A., podružnica u Sloveniji
1,2 HORN HUNGARY LTD.
HSTEC d.d.
1, 213 HUNOR d.o.o.
HURCO GmbH
HYDAC d.o.o.
IB Blumenauer KG
IB-CADDY d.o.o.
ICM d.o.o. - sajam VODA AQUA
ICM d.o.o. - sajam IFAM
Nakladnik: PROFIDTP d.o.o., Gospočak 58, 10000 Zagreb, Hrvatska
Uredništvo časopisa: Simona Jeraj, voditelj ureda
Marketing: Blanka Čakš
Adresa uredništva: PROFIDTP d.o.o., Časopis IRT3000, Gospočak 58, 10000 Zagreb, Hrvatska
Tel: +385 (0)98 409 690 / E-pošta: info@irt3000.hr
Tisak: SCHWARZ PRINT d.o.o., Ljubljana
Cijena: 39 kn/5 €
IRT3000 - inovacijerazvojtehnologije
ISSN: 1846-5951
Copyright© IRT3000
Autorska prava za časopis IRT3000 vlasništvo su nakladnika, tvrtke PROFIDTP d.o.o. Dopušta se prijenos i umnožavanje sadržaja časopisa samo u informativne svrhe i isključivo uz izdavanje pisanog dopuštenja nakladnika.
1, 201 INEA CR d.o.o.
INOTEH d.o.o.
113 ISCAR ALATI d.o.o.
79 ITCR d.o.o.
1, 111 IZIT d.o.o.
49 KMS, d.o.o.
KOČEVAR in sinovi, d.o.o.
KROVEL d.o.o.
197 KUKA ROBOTER CEE GmbH
KYOCERA UNIMERCO Tooling GmbH

LETAK NAKLADA d.o.o. - časopis GRADNJA
LscTEH d.o.o.
MACK BROOKS EXHIBITIONS LTD - Sajam EUROBLECH
MASCHINEN WAGNER
MEĐIMURSKA ŽUPANIJA
GMBH
MEUSBURGER GEORG GMBH & CO KG
MICROCUT EUROPE
195 MINITEC d.o.o.
MTH STROJEVI d.o.o.
MURRELEKTRONIK GmbH
53 NOMIS d.o.o.
OHRA REGALANLAGEN GMBH
97 OLMA d.o.o.
Osborn International GmbH
123 PFEIFER-TTI d.o.o.
PLASTMA d.o.o.
PORDENONE FIERE S.P.A. - sajam SAMUEXPO
PRIOR inženjering d.o.o.
PROFIDTP d.o.o. - časopis IRT3000 ADRIA
PROFIDTP d.o.o. - knjiga UMJETNOST INJEKCIJSKOG PREŠANJA
PROFIDTP d.o.o. - IFIRT 2019
Proton EL d.o.o.
RLS d.o.o.
SAB d.o.o.
Salon inovacija - INOVA
3-4 SCHUNK Intec GmbH
Schneider electric d.o.o.
157 SECO TOOLS SI d.o.o.
SIES d.o.o.
SIMING, Ljubljana, d.o.o.
Stäubli Systems, s.r.o., Pardubice, Češka Republika - Podružnica Ljubljana
127 STROJOTEHNIKA d.o.o. HR
SVET SEJMOV d.o.o.
SWATYCOMET d.o.o.
TEHNA PLUS-HP d.o.o.
1, 139 TEHNOPROGRES d.o.o.
1, 141 TEXIMP D.O.O. Zagreb
TOP TEH d.o.o.
1, 145 TOPOMATIKA d.o.o.
TRGOSTAL-LUBENJAK J.T.D
TRUMPF WERKZEUGMASCHINEN GMBH + CO.GK, PODRUŽNICA ZAGREB
1, 125 Tungaloy rezni alati d.o.o.
VIAL AUTOMATION d.o.o.
VIRS, d.o.o.
WALTER AUSTRIA,GesmbH., PODRUŽNICA TRGOVINA
WERBEAGENTUR BECK GMBH & CO. KGSajam Moulding Expo 2019
1, 163 YASKAWA SLOVENIJA d.o.o.
ZAGREBAČKI VELESAJAM - sajam AMBIENTA
Zoller Austria GmbH
Rujan • 44 (3/2018) • Godina 12 227 POPIS OGLAŠIVAČA
217
1,
77,
1,
179
209
1,
161
18
155
167
153
WERKZEUGMASCHINEN
23
41
119
1,
107
203
1,
202
1,
133
1,
45
76
67
28
50
57,
1,
109
1,
215
1,
189
71
120
93
32
134
223
24
130
137
1,
185
1,
175
121
211
129
89
207
75
91
36
229
205
101
105
21
1,
221
1,
95
1,
143
1,
6
103
147
43
87
99
81
171
151
192
14
115
I STROJOGRADNJA
HETEC GmbH: izrada kompleksnih alata s 5-osnim obradnim centrima Hermle
Predstavljanje razvoja tvrtke HETEC GmbH iz Breidenbacha osnovane 1998. godine, gdje obradni centri proizvođača Maschinenfabrik Berthold Hermle AG te druge napredne tehno logije omogućuju izradu komponenata komple ksnih alata u točnosti stotinke milimetra.
obrada velikih obradaka
Napredno rukovanje alatima
Udaljeno praćenje proizvodnje
SPAJANJE, MATERIJALI I TEHNOLOGIJE
Oblikovanje laserske zrake omogućuje nove tehnološke obrade površina
Učinkoviti vlaknasti laseri omogućuju inovacije pri izradi medicinskih uređaja. U posljednje vrijeme su vlaknasti laseri postali kompak tni i mali, čime su proširili mogućnost za označavanje i zavarivanje polimera pri izradi medicinskih komponenata. Proizvođači medi cinskih komponenata pri nabavi novih lasera ili pri zamjeni starijih lasera pažljivo gledaju i na veličinu sustava. Uzrok za to je ograničen i skup prostor u čistim prostorima, u kojima se obično izrađuju medicinske komponente.
• Tehnologija pametne ekstrakcije: KEMPER dodatno digitalizira sigurnost na radu
• EOS M 300 novi 3D-pisač za izradu metalnih proizvoda
• Sciaky i Lockheed Martin u izradu spremnika za gorivo za satelite primje nom elektronskog snopa
Festival Ars Electronica 2018

Festival Ars Electronica je u Linz privukao više od 100.000 umjetnika, znanstvenika, inženjera, dizajnera, tehnologa, poduzetnika, mladeži i društvenih aktivista, koji su istraživali sadašnje tehnološke i društvene međuovisnosti te njihove potencijalne buduće manifestacije. Ovogodišnji festival znanosti, tehnologije, umjetnosti i društva je obrađivao tematiku greša ka, gdje je nesavršenost prilika za nova, neočekivana rješenja.
• S 3D-tiskanjem do betonskih stropnih ploča
Nova optika ultrabrzih kamera pomiče granice obrade slika
Sigurnost industrijskih kontrolnih sustava
Slika na naslovnici:
d.o.o.
PROIZVODNJA I LOGISTIKA
Nova rješenja za mjerenje geometrija cijevi i žica
Stručnjak na području mjeriteljstva i proizvo dnih sustava, tvrtka Hexagon Manufacturing Intelligence, najavila je novi pristup u mjerenju cijevi i žica. Modernizirana inačica omiljene programske opreme AICON BendingStudio sada omogućuje, zajedno s mjernom rukom ROMER Absolute Arm s integriranim optičkim skenerom, brzo određivanje kompleksne geometrije cijevi i žica primjenom tehnologije 3D-skeniranja u gotovo bilo kojoj točki u proizvodnom procesu.
• Proizvodnja budućnosti: predstavljanje aplikacije Industrija 4.0
• Ljudi u pametnoj tvornici: snažno kao pojedinci, nepobjedivi kao tim
• Digitalni prototip dodaje vrijednost inženjerstvu u tvrtki
NEMETALI
Optimiranje i kontrola procesa injekcijskog prešanja poluproizvoda s optičkim zahtjevima
Uvođenjem LED tehnologije zahtjevi glede točnosti poluproizvoda s optičkim funkcijama u svjetlima su se drastično povećali. U fazi razvoja potrebno je za svaku svjetiljku provesti optička mjerenja, koja moraju odgovarati zakonskim zahtjevima, a njih proizvod mora ispunjavati tijekom čitavog vijeka trajanja proizvoda. Zakonske vrijednosti obzirom na svjetlosne vrijednosti moraju ispunjavati svi proizvedeni proizvodi, stoga je robustan i stabilan proces injekcijskog prešanja proizvoda ključan.
• Novi TPE Teknor Apex za medicinsku primjenu
• Visokotemperaturni HPT Covestro




• Novi ekstruder Coperion za istraživanja, laboratorije ili manje proizvodnje


ODRŽAVANJE I TEHNIČKA DIJAGNOSTIKA
Učinkovito čišćenje dijelova počinje s pravom košarom
U sljedećem broju časopisa IRT3000 biti će predstavljeno, koliko je važna odgovarajuća košara za pranje proizvoda. Tvrtka Metallform je razvila posebna rješenja MEFO-BOX za učinkovito čišćenje. Standardne košare za čišće nje omogućuju postavljanje različitih proizvoda za učinkovito čišćenje bez pokrivenih površina.
• Škola održavanja hidraulike
Mala škola podmazivanja
Metode čišćenja u proizvodnji
NAJAVA Rujan • 44 (3/2018) • Godina 12228 ›› Aktualni kalendar događaja možete provjetiti na našoj internetskoj stranici: www.irt3000.si/hr/dogadzaji/Ne propustite • Točna
•
•
ALATNIČARSTVO
•
•
TOPOMATIKA
45 Prosinac 2018
•
•
SUVREMENE TEHNOLOGIJE Foto: Vanessa
Graf
NEIZOSTAVNI IZVOR INFORMACIJA
ZA STRUKU

Predstavljanje stručnih članaka Stručna izložba | Aktualni okrugli stol Dodjela priznanja TARAS
FORUM ZNANJA I ISKUSTAVA
Događaj je namijenjen predstavljanju postignuća i novosti iz industrije, inovacija i inovativnih rješenja iz industrije i za industriju, primjera prijenosa znanja i iskustava iz industrije u industriju, primjene novih ideja, konstrukcija, metoda, tehnologija i alata u industrijskom okruženju, stvarnog stanja u industriji te njenih zahtjeva i potreba, uspješnih aplikativnih projekata istraživačkih organiza cija, institucija i sveučilišta, izvedenih u industrijskom okruženju, te primjera prijenosa primjenjivog znanja iz znanstveno-istraživačkog okruženja u industriju.

Događaj
Dodatne
Priznanje TARAS za najuspješniju suradnju znanstveno-istraživačkog okruženja i gospodarstva na području inoviranja, razvoja i tehnologija.
Slovenije Boruta Pahora.
Portorož, 3. i 4. lipanj 2019 www.forum-irt.si
informacije: Industrijski forum IRT, Motnica 7 A, 1236 Trzin I tel.: +386 1 5800 884 e-pošta: info@forum-irt.si I www.forum-irt.si I Organizator događaja: PROFIDTP, d. o. o., Gradišče VI 4, 1291 Škofjica Organizacijski voditelj događaja: Darko Švetak, darko.svetak@forum-irt.si
se održava pod svečanim pokroviteljstvom predsjednika Republike
20I9

















