Anno 22 - numero 126 NOVEMBRE-DICEMBRE 2025


Anno 22 - numero 126 NOVEMBRE-DICEMBRE 2025
DIRITTO E LEGISLAZIONE Aggiornamento

























DIRETTORE RESPONSABILE
Cristina Filetti
DIRETTORE COMMERCIALE
Luca Codato - codato@ecod.it
REDAZIONE
Marina Caccialanza - redazione@ecod.it
GRAFICA E IMPAGINAZIONE
Sabrina Zampini - grafica@ecod.it
PUBBLICITÀ comunicazione@ecod.it
STAMPA
Eurgraf sas
HANNO COLLABORATO
Dina Cifrodelli, Cristina La Corte, Angela Mucciolo, Claudio Mucciolo, Giuseppe L. Pastori.
ABBONAMENTI
1 anno/6 numeri
Italia € 43,00
Estero € 95,00
Per info abbonamenti scrivere a abbonamenti@ecod.it oppure consultare il sito www.ecod.it
Prima di effettuare il pagamento inviare i dati com- pleti per il recapito della rivista attraverso il form online oppure scrivere a abbonamenti@ecod.it L’abbonamento può essere sottoscritto in qualsiasi giorno dell’anno e vale per i 6 numeri successivi.
Il contenuto della rivista non può essere riprodotto, salvo espressa autorizzazione.
Gli autori sono responsabili delle opinioni espresse negli articoli e delle relative bibliografie.
Autorizzazione alla pubblicazione - Tribunale di Milano n. 536 del 19/07/2004.
Poste italiane spa - sped. in A. P.- D.L. 353/2003 (conv. in L. 27/02/2004 n. 46) art. 1, comma 1, DCB Varese
Vi informiamo che siamo in possesso dei vostri dati aziendali “non sensibili” e che questi vengono trattati nel pieno rispetto della Legge attraverso l’utilizzo di supporti informatici e cartacei, con osservanza di ogni misura cautelativa della sicurezza e riservatezza dei dati, per la creazione e gestione di una mailing list da utilizzare per ciò che riguarda strettamente l’invio della rivista. Per esercitare i diritti previsti dalla Legge gli interessati potranno rivolgersi al responsabile del trattamento dati - Ecod Srl Unipersonale - presso la sede di S. Vittore Olona - privacy@ecod.it
ECOD Srl Unipersonale
Sede Legale: V.le Rimembranze 6 - 20020 Lainate MI
Redazione - Abbonamenti - Pubblicità: Via Don Riva 38 - 20028 San Vittore Olona MI Tel. 0331518056, Fax 0331424780, info@ecod.it www.ecod.it
ASSOCIATO


le sfide




UNICA ED ESCLUSIVA
iMEAT è, dal 2013, un punto di riferimento, confronto e aggiornamento professionale per macellerie, gastronomie, HoReCa e industria artigianale di lavorazione carni.

Location tra le più importanti in Italia, posizione strategica nella Food Valley, facilmente raggiungibile. Giorni ideali, scelti per favorire la visita.
TECNOLOGIA E INDUSTRIA
TECNOLOGIE, ATTREZZATURE, MACCHINE, AROMI E INGREDIENTI per lavorazione e conservazione Per retail, HoReCa, GDO, industria artigianale di trasformazione carni e ittico.
PERCORSO DEDICATO AL SETTORE ITTICO
Aziende espositrici con prodotti idonei anche per la pescheria e l’industria del pesce.

INTERNAZIONALE
Partecipare con uno stand ti permette di essere protagonista del futuro nel settore carne e di creare contatti concreti con il mercato italiano ed europeo.
PRODOTTI ALIMENTARI E CARNI DI ECCELLENZA.
ATTREZZATURE E METODI DI COTTURA PROFESSIONALI
Per retail, HoReCa, GDO.
adesioni espositori 4 settembre 2026
COTTURA PROFESSIONALE A FUOCO Area - interna/esterna - dedicata ad attrezzature e novità per la cottura professionale a fuoco.







Luca Codato - Editore di Ingegneria Alimentare e iMEAT Giornale - Direttore della Fiera
Un’opportunità imperdibile per le aziende nazionali ed estere che desiderano posizionare il proprio brand e i propri prodotti sul mercato italiano ed europeo per essere al centro dell’attenzione del settore carne e delle sue eccellenze. È iMEAT Fiera, in programma dall’11 al 13 ottobre 2026 a BolognaFiere.
La vocazione business2business della fiera che dal 2013 è presente nel panorama fieristico italiano e negli anni ha alimentato il proprio posizionamento sul territorio è una garanzia di successo: il suo obiettivo di sempre, fornire un supporto utile e concreto a tutti gli operatori del settore, resta invariato malgrado il cambio di sede e di date perché l’industria italiana ed estera ha, e avrà sempre, un ruolo e un posto di rilievo per offrire informazione, consulenza, opportunità e occasione di scambio culturale e pratico.
Negli anni trascorsi dalla prima edizione, infatti, il contesto fieristico ha aumentato il proprio raggio di comunicazione e contatto incrementando quelli che sono i settori dell’industria alimentare, anche piccola e media, in costante crescita: il perfezionamento delle macchine e delle attrezzature, sempre più orientate verso un’industria 4.0; i campi d’azione che, dalla carne oggi spa-
ziano per sinergia con altri come il settore ittico, il vegetale, l’alternativo; il campo dell’ingredientistica e del packaging, la conservazione
Partecipare attivamente – ovvero esporre i propri prodotti – alla Fiera iMEAT sarà l’occasione di essere parte di una vetrina eccezionale per raggiungere i buyer della GDO e le industrie per la lavorazione e la conservazione di carni e salumi
Offrirà la partecipazione mediatica e ampia visibilità sulle nostre riviste specializzate che prima e dopo la manifestazione proporranno reportage e servizi speciali dedicati fornendo una cassa di risonanza unica alle vostre produzioni.
La partnership con associazioni di settore attive sul campo come UNICEB, oltre a quella storica con Federcarni, sono la garanzia della serietà e dell’impegno che mettiamo al vostro servizio; BolognaFiere, poi, la sede più appropriata
È un’opportunità unica quella che vi presentiamo. Per i vostri obiettivi di business, sta arrivando la nuova edizione di iMEAT Fiera che vi aiuterà a consolidare e ampliare la vostra rete commerciale Non perdete l’opportunità di essere protagonisti al centro della filiera Il mio staff ed io vi aspettiamo.

POLO FIERISTICO PRESTIGIOSO ai primi posti in Italia per importanza
FACILMENTE RAGGIUNGIBILE dall'Italia e dall'estero
POSIZIONE STRATEGICA nella Food Valley
SPAZI ADEGUATI per espositori e visitatori
MIGLIORE ESPERIENZA per favorire l'incontro tra professionisti
Nell’industria alimentare e nel commercio al dettaglio, mantenere costante la temperatura nei locali refrigerati è un requisito imprescindibile per garantire la qualità e la conservazione dei prodotti stoccati. Le porte isolanti, in questo contesto, giocano un ruolo chiave, contribuendo non solo alla sicurezza alimentare, ma anche all’ottimizzazione dei consumi energetici: il Gruppo Hörmann arricchisce la sua gamma di soluzioni industriali di due nuove linee di porte isolanti altamente innovative, a battente e scorrevoli, progettate per celle frigorifere e per congelatori.
Le porte isolanti per celle frigorifere, proposte nei modelli a battente HID-80 e scorrevole HIS-80 (con guida a pavimento o a parete), sono progettate per ambienti con temperature fino a 0 °C e sono ideali per la chiusura di piccole celle frigorifere o di grandi magazzini refrigerati in supermercati, macellerie, industrie alimentari o contesti logistici alimentari. Caratterizzate da un'anta spessa 80 mm, schiumata con poliuretano (PU), queste porte offrono eccellenti prestazioni di isolamento termico. Disponibili in acciaio inossidabile, opaco o satinato, e in acciaio zincato (RAL 9002 o a scelta), si distinguono per un design funzionale e raffinato, in virtù del quale possono integrarsi armoniosamente in qualsiasi contesto industriale o commerciale. Grazie al telaio isolante Thermo-Blockframe e a un elevato grado di prefabbricazione, l'installazione risulta rapida e semplice, idonea a tutte le configurazioni costruttive. Guarnizioni appositamente sviluppate abbattono inoltre ulteriormente la dispersione termica. Le dimensioni massime di 1.100 x 2.300 mm per le porte a battente e di 4.000 x 2.800 mm per le porte scorrevoli assicurano soluzioni su misura per ogni esigenza. Innovative e altamente performanti, le porte isolanti per congelatori sono proposte nelle versioni a battente HID-120 e scorrevole HIS120 (con guida a pavimento o a parete) e sono progettate per ambienti con temperature fino a -28 °C. Grazie all'anta spessa 120 mm, schiumata con PU, che impedisce completamente lo scambio d'aria quando chiusa, e al telaio Thermo-Blockframe, tali chiusure offrono un'affidabile barriera termica; il telaio dispone inoltre di riscaldamento integrato e autoregolante, in grado di evitare il congelamento della guarnizione, con un consumo energetico minimo. Le porte scorrevoli isolanti possono essere abbinate con le porte va e vieni PE Hörmann e con la porta a scorrimento rapido F 4010 Cold, dotata di telo triplo isolato e in grado di raggiungere una velocità di apertura di 1 m/s. Questa combinazione consente di ridurre al minimo la dispersione termica durante il funzionamento diurno, mentre la notte, la chiusura della porta scorrevole garantisce un isolamento ottimale, assicurando massima efficienza e risparmio energetico.

IRSAP avvia un processo di riciclo “closed loop” che trasforma gli scarti in nuova risorsa. Grazie alla collaborazione con le aziende Aliplast e Crocco, la quasi totalità degli sfridi di film termoretraibile IRSAP diventa nuovo imballaggio, in un ciclo produttivo virtuoso che coniuga sostenibilità ed efficienza. L’azienda rodigina – che, dal 1963, progetta, produce e commercializza radiatori tubolari in acciaio ed è all’origine del concept di termoarredo® – ha infatti di recente attivato, insieme alle realtà venete Aliplast (Gruppo HERA) e Crocco SpA SB, un innovativo processo di riciclo “closed loop” che permette di recuperare gli scarti di polietilene generati dal confezionamento dei propri prodotti nel settore termoarredo. Gli sfridi di film termoretraibile, raccolti e trattati da Aliplast attraverso un processo di selezione, lavaggio e trasformazione in granuli di plastica post consumo, vengono riutilizzati da Crocco per produrre nuovi imballaggi contenenti il 50% di materiale riciclato e il 50% di materiale vergine. In questo modo, IRSAP è in grado di reintrodurre nel ciclo produttivo la quasi totalità dei propri scarti di film termoretraibile, trasformando un rifiuto in una risorsa e riducendo il proprio impatto ambientale.

Sensori e software IIoT per un’industria alimentare all’insegna della massima qualità grazie al controllo della temperatura: ifm rende la Food Quality una certezza.
La qualità è un tema cruciale per l'industria alimentare, che richiede soluzioni innovative per essere affrontata con successo. In questo specifico ambito ifm electronic offre soluzioni avanzate per tutti i processi fondamentali. Il controllo delle temperature durante la produzione, in particolare, è un elemento essenziale per mantenere elevati standard. La temperatura, infatti, è una variabile chiave in ogni fase della produzione alimentare, dalla miscelazione degli ingredienti alla cottura, dalla pastorizzazione fino al riempimento e allo stoccaggio. Un controllo impreciso può causare contaminazioni, perdita di qualità e sprechi produttivi. Le soluzioni proposte da ifm consentono una misurazione precisa della temperatura nei punti di mandata e ritorno del fluido, elemento essenziale per il buon esito di ogni fase termica, compresi i cicli CIP. I sensori mantengono stabilità e ripetibilità anche dopo lunghi cicli termici, grazie a materiali resistenti come l’acciaio inox AISI 316 o il PEEK per le sonde.







· Produzione di wurstel con un sapore e una consistenza eccellenti
· Produzione di wurstel compatti e stabili grazie al gel di budello in alginato d’HYBRICOL
· Produzione orizzontale, senza lasciare segni del nastro sul prodotto finale
· Elevato volume di produzione, fino a 1200 pezzi al minuto
· Consumo energetico molto basso e riduzione dell’Impronta di Carbonio.

L'Organizzazione Internazionale per la Standardizzazione (ISO) ha nominato Alberto Cirio, amministratore delegato di AROL Spa e membro del Consiglio Direttivo di UCIMA, nuovo presidente del Comitato Tecnico ISO/TC 313 "Packaging Machinery", il gruppo di lavoro internazionale, ai cui lavori partecipa anche UNI (Ente Italiano per la Normazione), dedicato alla definizione delle norme per la standardizzazione delle macchine e degli impianti per il packaging. La nomina, avvenuta all'unanimità, conferma il ruolo di primo piano che l'Italia ricopre nello sviluppo delle tecnologie per il packaging. Cirio succede al mandato di presidenza di Andrea Malagoli, consigliere delegato di IMA e al tempo della nomina vicepresidente Ucima, che ha guidato il Comitato sin dalla sua istituzione nel 2018, anno in cui l'Italia, artefice e promotrice dell'iniziativa, ottenne anche la direzione della segreteria internazionale dei lavori normativi. L'ISO/TC 313 riunisce oggi tutti i principali Paesi produttori e utilizzatori di tecnologie per il packaging, con l'obiettivo di definire standard comuni principalmente in materia di sicurezza, produttività e aspetti igienici relativamente alle macchine automatiche per il confezionamento e l'imballaggio.
Epta ha presentato a Host le sue innovative vetrine frigorifere a temperatura negativa, evoluzione naturale della celebre gamma Glee, concepite quali soluzioni di refrigerazione futureproof, frutto di un paradigma produttivo rigenerativo e a basso impatto ambientale, in linea con il concept “Beyond Innovation. The Epta Sustainable System”. I modelli Alba 43 e Alba 45, a marchio Iarp, infatti, rispettivamente in versione statica e ventilata, si distinguono non solo per una superiore visibilità delle referenze, grazie all’incremento della superficie vetrata e della Total Display Area (TDA), ma anche per un aumento della capacità di carico, che raggiunge il +40% nel modello ventilato. Quest’ultimo presenta infatti una delle novità più rilevanti, ovvero una configurazione tecnica inedita che, per la prima volta, prevede il posizionamento dell’unità di condensazione nella parte inferiore del mobile. Un nuovo layout dei componenti tecnici progettato per migliorare l’efficienza energetica della vetrina attraverso una gestione ottimizzata dei flussi d’aria. Infine, le vetrine Alba 43 e 45 sono compatibili con LineON, la soluzione digitale del LifeCycle Program di EptaService, che consente di monitorare 24/7 parametri fondamentali come temperatura e consumi energetici. Questo garantisce la qualità dei prodotti in esposizione e ottimizza l’efficienza complessiva, consentendo inoltre la geolocalizzazione dei banchi e segnalandone, tramite alert, eventuali spostamenti o furti.

Prosegue la campagna Safe2Eat promossa dall’EFSA in collaborazione con il Ministero della Salute: focus sugli additivi. Per il quinto anno consecutivo, l’Autorità europea per la sicurezza alimentare (EFSA) e il Ministero della Salute hanno lanciato la campagna di comunicazione Safe2Eat con l’obiettivo di far crescere la fiducia dei consumatori nella sicurezza alimentare nell’ambito dell’UE, informando e sensibilizzando i cittadini italiani, per promuovere la capacità di prendere decisioni informate relative alle scelte alimentari di ogni giorno aumentando la consapevolezza su ciò che avviene nelle fasi di preparazione e conservazione dei cibi e al tempo stesso evidenziando il ruolo fondamentale della scienza e delle direttive formulate dagli esperti dell’EFSA, grazie alle quali il cibo sulle nostre tavole è controllato e sicuro. Quest’anno la campagna in Italia è partita ad aprile concentrandosi sui focolai di malattie a trasmissione alimentare attribuibili ad alimenti di origine non animale, ovvero vegetale, meglio conosciuti come ANOA, e da settembre prosegue informando sugli additivi alimentari, il cui uso è regolamentato a livello europeo: le norme stabiliscono esattamente quali additivi possono essere utilizzati, in quali alimenti e in quali quantità. In Italia, il rispetto di queste norme viene verificato dal Ministero della Salute attraverso il Piano Nazionale Additivi Alimentari (2020-2024), che prevede controlli ufficiali su circa 1.840 campioni l’anno, con una percentuale media di non conformità pari all’1,16%. La campagna Safe2Eat si rivolge al pubblico in generale, da coloro che hanno un elevato livello di consapevolezza e preoccupazioni limitate in merito alla sicurezza alimentare a chi è più preoccupato e meno informato.
Terza edizione di FoodSeed: le startup selezionate presentano soluzioni per ridurre l’impatto ambientale e aumentare l’efficienza del comparto agroalimentare attraverso un approccio di Open Innovation. In tre anni, il programma ha accelerato 21 startup italiane e stanziato una dotazione di 15 milioni di euro. Scarti che diventano ingredienti di alto valore, packaging biodegradabili che sostituiscono la plastica, intelligenza artificiale che previene i rischi climatici e aumenta le rese, proteine fermentate che eliminano gli additivi sintetici: le 7 startup selezionate portano soluzioni concrete capaci di rispondere alle esigenze e alle sfide più urgenti delle aziende del comparto agroalimentare. Progetti e tecnologie che, grazie al supporto di FoodSeed, beneficiano di un programma di accelerazione ad alto impatto e di un network strategico di attori che promuove la collaborazione e l'adozione industriale di tecnologie spesso sviluppate sia sul mercato che nei laboratori universitari o di ricerca, ma di non facile integrazione nelle strutture produttive tradizionali.

CULTURE MICROBICHE “MADE IN ITALY”
CULTURE MICROBICHE “MADE IN ITALY”
Bioagro
Bioagro offre una vasta gamma di starter per le produzioni dei salumi

Per richiedere l’abbonamento compilare il modulo online sul sito
in alternativa inviare una e-mail a abbonamenti@ecod.it riportando tutti i dati necessari per il corretto recapito della rivista
Le modalità di pagamento verranno comunicate a seguito del ricevimento della richiesta L’abbonamento può essere sottoscritto in qualsiasi giorno dell’anno e vale per i 6 numeri successivi. L’abbonamento partirà a pagamento avvenuto.
Per maggiori info scrivere a: abbonamenti@ecod.it Ecod Srl - Tel. 0331518056
Da oltre 40 anni Tecnoinox rappresenta un punto di riferimento nel settore delle attrezzature per la cucina professionale. Nel corso dell’ultima edizione di Host a Milano l’azienda ha presentato una gamma di soluzioni all’avanguardia per la cottura professionale, progettate per ottimizzare i flussi di lavoro, migliorare l’efficienza energetica e garantire la massima precisione nell’esecuzione delle ricette.
Tra le principali novità:
• TAP e TAP Pastry: forni combinati professionali dal design rinnovato, ancora più efficienti ed ergonomici, ideali per ridurre tempi, consumi e sprechi.
• EVENHEAT: il nuovo e rivoluzionario Fry-Top, patent pending, che garantisce un’ineguagliabile uniformità di cottura e precisione, riducendo del 50% la dispersione energetica.
• 2-IN-1 induction+oven: soluzione compatta che integra piano a induzione e forno statico, perfetta per ottimizzare lo spazio in cucina senza rinunciare alle performance.
• ITITNERIS: la cucina professionale mobile e modulare pensata per showcooking, eventi e servizi outdoor, che unisce libertà di configurazione, robustezza e tecnologia avanzata per portare la qualità della cucina professionale ovunque.
• DOMINO: la perfezione del piano unico, sempre più versatile e funzionale.

Nasce l’Osservatorio ASSICA: primo incontro con la Distribuzione per il futuro della filiera di carni e salumi.
Promosso da ASSICA, Associazione Industriali delle Carni e dei Salumi, aderente a Confindustria, si è svolto a Milano lo scorso mese di ottobre il primo incontro dell’Osservatorio ASSICA per creare sinergie e definire strategie comuni: focus del confronto le ricerche The European House - Ambrosetti, Rabobank e NielsenIQ. L’iniziativa si è svolta nell’ambito del progetto europeo “Trust Your Taste, CHOOSE EUROPEAN QUALITY”, finanziato dall’Unione Europea per valorizzare i prodotti agroalimentari di eccellenza, promuovere un consumo consapevole e informato, favorire la formazione degli operatori e un dialogo di filiera.
Lo scenario tracciato è stato un ottimo punto di partenza per sostanziare un dibattito, fornendo dati e focus specifici sul comparto, sottolineando l’impatto economico e le sfide future.
Il convegno ha evidenziato la relazione sullo scenario agroalimentare che evidenzia come l’incertezza rimanga una costante nei mercati globali delle proteine animali, tra tensioni geopolitiche, malattie veterinarie, cambiamenti climatici e mutamenti nei modelli di consumo malgrado la composizione del carrello della spesa delle famiglie italiane sia rimasta sostanzialmente invariata negli ultimi dieci anni. I prodotti a base di carne continuano a rappresentare la principale voce di spesa, con una quota del 23%, seguiti a distanza da pane, pasta e cereali, al 17%. Per quanto riguarda la filiera agroalimentare si è confermnato il ruolo dell’industria delle carni suine e dei salumi, strategico per la competitività del settore. L’intera filiera
dalla produzione primaria, passando per l’industria di trasformazione, fino al commercio all’ingrosso e al dettaglio, infatti, genera un fatturato di 48 miliardi di euro e impiega 135.000 persone in 34.000 imprese. Considerando anche gli effetti indiretti e indotti, l’impatto complessivo sul PIL raggiunge i 16,8 miliardi di euro. I dati raccolti da NielsenIQ confermano la centralità del comparto salumi all’interno del reparto del fresco e il suo ruolo decisivo nel trainare le performance complessive del largo consumo. La categoria appare particolarmente sana sia in termini di giro di affari (in crescita sul 2024) che di parco acquirenti, e anche strategica per lavorare sulla frequenza delle missioni di spesa in punto di vendita.

Una NUOVA RUBRICA sul MONDO DELLE PROTEINE
ALIMENTARI A 360°
• TECNOLOGIA E INNOVAZIONE
• MATERIE PRIME ALTERNATIVE
• PET FOOD • INGREDIENTI
• CONFEZIONAMENTO

Dott. Giuseppe L. Pastori – Tecnologo
Protezione delle denominazioni delle carni nella revisione del Reg. (UE) 1308/2013 sull’Organizzazione Comune del Mercato (OCM). La proposta della Commissione di riservare 29 nomi identificativi della carne ai soli prodotti di origine animale al vaglio del Parlamento Europeo e degli Stati membri
Alivello comunitario europeo si sta discutendo della revisione del Reg. (UE) n. 1308/2013 sull’organizzazione comune dei mercati dei prodotti agricoli (OCM), per aggiornarlo in vista della più ampia riorganizzazione della Politica agricola
comune (PAC) per il periodo 2028-2034, di cui l’OCM è uno dei pilastri. I principali motivi di questa revisione sono di adattare i mercati alle sfide che derivano da fattori come i cambiamenti climatici, la sicurezza alimentare, la sostenibilità ambientale e la digitalizzazione, che richiedono strumenti normativi più flessibili e adeguati. Inoltre la revisione mira a rendere le regole più chiare e coerenti tra i vari settori agricoli, riducendo la burocrazia per agricoltori e amministrazioni, in linea con i nuovi piani strategici della PAC, oltre a proteggere più efficacemente i prodotti DOP, IGP e STG, migliorando la trasparenza e la tracciabilità.
La Commissione Europea si propone addirittura di intervenire a “tutelare i termini relativi alle carni al fine di migliorare la trasparenza nel mercato interno per quanto riguarda la composizione e il contenuto nutrizionale degli
alimenti e garantire che i consumatori possano compiere scelte informate, in particolare per coloro che cercano un contenuto nutrizionale specifico tradizionalmente associato ai prodotti a base di carne”, come recita un passaggio del documento preparatorio presentato al Parlamento europeo con le proposte attuative di revisione del Reg (UE) n. 1308/2013 [1]. Oggi, il mercato alimentare dell'Unione europea è sempre più composto da prodotti che contengono solo ingredienti di origine vegetale e che sono volutamente simili per aspetto, sapore e consistenza a quelli di origine animale. Tali alimenti di origine vegetale sono molto spesso etichettati con nomi che appartengono alla carne, alle uova, al pesce e ai prodotti da essi derivati. Tuttavia, i prodotti di origine vegetale differiscono sostanzialmente dai prodotti alimentari di origine animale, in particolare in termini di composi-
zione e valore nutrizionale. È quindi essenziale che gli alimenti che imitano, riproducono o sostituiscono gli alimenti di origine animale non inducano in errore il consumatore con la loro etichettatura circa la loro vera natura. La protezione delle denominazioni è stata da tempo istituita a livello dell'UE nell'ambito del settore lattiero-caseario, come previsto dal regolamento (UE) n. 1308/2013. Tuttavia, a livello comunitario non esiste alcuna altra forma di protezione delle denominazioni degli alimenti. Negli anni passati, alcuni Stati membri (la Francia e l’Italia) hanno valutato, prima di questo nuovo passaggio legislativo, l'introduzione di denominazioni riservate per altri alimenti di origine animale a livello nazionale, con alterni risultati: bocciati i provvedimenti francesi da un pronunciamento della Corte di Giustizia europea (sollecitata da una formale domanda pregiudiziale del Conseil d’État francese); sostanzialmente inapplicabili i decreti italiani per vizio di forma, per non avere attivato l’informazione preventiva alla Commissione europea. Occorre inoltre sottolineare che nel 2020, durante la discussione della riforma della PAC attualmente in vigore, un emendamento (noto come proposta di “veggie burger ban”) che mirava già a riservare termini come “steak”, “sausage”, “escalope”, “burger” e “hamburger” ai soli prodotti contenenti carne, venne bocciato dal Parlamento europeo che respinse tale opzione.
Tuttavia, quella discussione (e le successive iniziative dei singoli Stati) venne gestita come questione di etichettatura e informazione al consumatore sotto il regime del Reg. (UE) n. 1169/2011 (FIR - Food Information Regulation) [2]. Da allora, il dibattito è rimasto aperto.
Oggi la stessa questione viene riproposta in un contesto diverso, definito nel quadro della prevista revisione del regolamento (UE) n. 1308/2013 che istituisce un'organizzazione comune dei mercati dei prodotti agricoli. L'armonizzazione della protezione giuridica dei termini relativi alla carne potrebbe essere garantita in particolare dall’attualizzazione dell’art. 78 e delle specifiche riformate dell’allegato VII che da questo articolo dipendono [3]. Sulla base delle ragioni sopra esposte, la Repubblica Ceca, insieme ad Austria, Francia, Ungheria, Irlanda, Italia, Lussemburgo, Malta, Portogallo, Romania, Slovacchia e Spagna, hanno invitato la Commissione europea a presentare una proposta legislativa volta a proteggere le denominazioni dei prodotti alimentari di origine animale, garantendo loro una tutela analoga a quella di cui godono da tempo il latte e i prodotti lattiero-caseari. Ciò garantirebbe la salvaguardia di carne, uova,

miele, pesce e prodotti selezionati a base di tali materie prime, la difesa dei consumatori da informazioni fuorvianti e la prevenzione della frammentazione normativa nell'UE derivante dall'adozione di disposizioni diverse nei vari Stati membri. Ed è quello che sostanzialmente è avvenuto, con la proposta di vietare 29 denominazioni di vendita delle carne e di alcuni loro derivati, escludendo però dall’elenco i termini di “bistecca” (steak), “salsiccia” (sausage) e “hamburger” (burger). Ora, nella Commissione Agricoltura del Par-
lamento europeo (AGRI) che discute il nuovo testo proposto dalla Commissione Europea, è stato approvato un emendamento della deputata del PPE Céline Imart, volto a tutelare ulteriormente le denominazioni di carne, dei prodotti di carne e dei preparati a base di questo ingrediente [4], con un nuovo testo che diventa parte integrante dell’allegato VII. Viene così rafforzata la posizione degli agricoltori nella filiera alimentare, contrastando nello stesso tempo le pratiche di marketing ingannevoli.
LE PROPOSTE DELLA COMMISSIONE EUROPEA DA INSERIRE NELL’ALLEGATO VII
Si inserisce una nuova PARTE I bis “Designazione di carni e prodotti a base di carne”
1. Il termine “carne” è esclusivamente riferito alle parti commestibili di un animale.
2. Per “prodotti a base di carne” si intendono “i prodotti derivati esclusivamente dalla carne", fermo restando che possono essere aggiunte sostanze necessarie per la loro fabbricazione, purché esse non siano utilizzate per sostituire totalmente o parzialmente uno qualsiasi dei componenti dell'alimento.
3. Le denominazioni riservate ai prodotti derivati esclusivamente dalla carne in tutte le fasi di commercializzazione sono: manzo, vitello, maiale, pollame, pollo, tacchino, anatra, oca, agnello, montone, ovino, capra, fuso, filetto, controfiletto, pancia, lombata, costole, spalla, geretto, braciola, ala, petto, sovraccoscia, punta di petto ("brisket"), costata, fiorentina, scamone, bacon.
4. La denominazione "carne" e le denominazioni elencate al punto 3 possono essere usate anche insieme ad uno o più termini per designare prodotti composti in cui nessun elemento sostituisce o intende sostituire un componente qualsiasi della carne e di cui la carne o un prodotto a base di carne costituisce una parte fondamentale per la quantità o per l'effetto che caratterizza il prodotto.
VECCHI E NUOVI PARADIGMI
La questione del “meat sounding” ovvero l’uso di utilizzare denominazioni che richiamano la carne per commercializzare prodotti di matrice vegetale, ha continuato ad arrovellare le menti degli operatori di tutto il settore zootecnico, che hanno cercato in tutti i modi di tutelare i propri prodotti dalla concorrenza di quelli plant-based (anche se il mercato degli analoghi vegetali della carne non pare sfondare più di tanto, anzi di questi tempi segna leggeri arretramenti nella preferenza dei consumi, specie in America).
Come già accennato, in UE il fenomeno è cresciuto in assenza di una riserva legale dei nomi della carne, a differenza di quanto avviene per latte e lattiero-caseari. La giurisprudenza europea ha finora confermato la riserva dei nomi lattiero-caseari (definita anche da un pronunciamento della Corte di Giustizia Europea – CGEU con la sentenza della causa C-422/16 [5]), ma non esiste un’analoga base giuridica comunitaria per le denominazioni di carne. I tentativi di introdurla a livello UE sono finora falliti, mentre iniziative nazionali hanno incontrato limiti per ragioni di armonizzazione del diritto e della libera circolazione.
A) LA BASE GIURIDICA DEL 2020 E SUCCESSIVI PRONUNCIAMENTI
DELLA CGEU
Finora chi si è appellato contro il “meat sounding”, lo ha fatto sulla base giuridica del FIR (Reg. 1169/2011), trattando l’argomento
come materia di etichettatura e di tutela del consumatore. Sia il Parlamento (nel 2020) sia una parte della dottrina giurisprudenziale hanno ritenuto che i consumatori, nel contesto attuale, sono in grado di comprende che un “veggie burger” è a base vegetale. La stessa CGEU (nel 2024) nella sentenza avversa alla Repubblica Francese (causa C-438/23 [6]), che aveva introdotto il divieto dell’uso di nomi carnei per designare alimenti realizzati con proteine vegetali, ha ritenuto il FIR sufficientemente chiaro ed esplicito. A questo proposito ha ribadito che l’art. 7 richiede che le informazioni non inducano in errore i consumatori; inoltre l’art. 17 definisce le denominazioni legali e usuali per i prodotti alimentari (e in assenza di denominazioni legali in relazione ai nomi evocati non può impedire l’utilizzo di denominazioni usuali o descrittive)1. Sollecita infine il legislatore europeo a fare chiarezza su questo punto.
1L'articolo 2, paragrafo 2, lettere da n) a p), del reg. 1169/2011 rende chiare le definizioni delle denominazioni indicate nell’art. 17. La "denominazione legale" di un alimento è quella "prescritta dalle disposizioni del diritto dell'Unione ad esso applicabili o, in mancanza di tali disposizioni, la denominazione prevista dalle disposizioni [...] applicabili nello Stato membro in cui l'alimento è venduto al consumatore" (es. “prosciutto crudo” o “culatello” o “prosciutto cotto” sono denominazioni legali in Italia). La "denominazione usuale" è quella riconosciuta dai consumatori nello Stato membro in cui tale alimento è venduto, senza che siano necessarie ulteriori spiegazioni. La “denominazione descrittiva" è quella che descrive un prodotto alimentare ed è sufficientemente chiara da consentire ai consumatori di determinarne la natura e distinguerlo da altri prodotti con i quali potrebbe essere confuso.
B) LA NUOVA IMPOSTAZIONE: DEFINIRE LA DENOMINAZIONE LEGALE ALL’INTERNO
DELLA RIFORMA DEI MERCATI
Con la revisione del reg. (UE) 1308/2013 in corso di discussione, cambia il “quadro” giuridico: spostare l’argomento del divieto dei nomi di carne per i prodotti a base vegetale nell’ambito dell’organizzazione comune dei mercati significa inquadrare la denominazione come questione di disciplina del settore agricolo, non (solo) di etichettatura e trasparenza al consumatore. Vuol dire soprattutto dare una denominazione legale ai nomi evocativi della carne, come atto sia giuridico che politico. Le norme contenute nei dispositivi OCM/PAC sono finalizzate a organizzare i mercati agricoli, preservare comparti produttivi e possono contemplare misure settoriali protettive a favore dei produttori agricoli: questo conferisce una maggiore legittimazione politica alle richieste delle filiere zootecniche.
Come atto politico, se da una parte giova alla filiera zootecnica che cerca (e trova) strumenti con maggiore portata normativa e protezione settoriale rispetto ai rimedi "generici" di informazione ai consumatori (che sono già stati impugnati e respinti), dall’altra riporta sul piede di guerra le industrie del comparto veggie e le associazioni vegano/ vegetariano. Tuttavia come atto giuridico, spostando la materia nell’OCM si ottiene un argomento più forte per proteggere le denominazioni legate al settore agricolo non limitate esclusivamente alla tutela del consumatore, permettendo quindi misure più restrittive se giustificate a livello di mercato.
In pratica ciò verrebbe incontro all’interpretazione della Corte di Giustizia: precedenti come la giurisprudenza sui termini lattierocaseari rimangono punti di riferimento e una nuova norma OCM potrebbe essere verificata alla luce di tali pronunce. Sarebbe coerente con la normativa, anche se probabilmente occorrerà armonizzare le regole di etichettatura (del Reg. 1169/2011) e le regole di mercato (del regolamento che sostituirà il Reg. 1308/2013) per evitare contraddizioni e contenziosi.
La Commissione Europea, recependo anche le istanze di diversi Stati membri, ha incluso disposizioni che riguardano la tutela di termini connessi alle carni nella proposta di modifica del Reg. (UE) n. 1308/2013 inserita nella riforma della governance dei mercati agricoli e della filiera, con obiettivi dichiarati di trasparenza di mercato e protezione delle caratteristiche nutrizionali tradizionalmente associate a prodotti di origine animale. Non essendo un’imposizione ma una pro-


Negli Stati Uniti, l’assenza di uno standard federale uniforme ha generato norme statali che limitano l’uso di denominazioni di carne per prodotti vegetariani/vegani. Numerose leggi sono state impugnate in tribunale per violazione del Primo Emendamento (libertà di espressione commerciale) e per mancanza di evidenza di confusione effettiva del consumatore quando l’etichetta riporta chiare indicazioni “plant-based”, “vegan”, “meatless”.
Alcuni esempi di esiti ricorrenti:
- i tribunali tendono a ritenere non ingannevoli denominazioni composite (“veggie sausage”) se il qualificatore è chiaro e prominente;
- sono stati bloccati o ristretti divieti troppo ampi o vaghi.
Il quadro resta frammentato, con rischi di eterogeneità regolatoria anche per il commercio interstatale.
posta di modifica del 1308/2013, il percorso legislativo attuale segue come parte di un pacchetto più ampio sulla posizione degli agricoltori nella filiera. Viene quindi esaminata sia a livello di Commissione Europea sia nelle assemblee nazionali e nel Parlamento europeo secondo la procedura legislativa ordinaria (COD), dove gli Stati membri, gli organi nazionali e i deputati del PE sono chiamati ad esprimere pareri e posizioni formali sul testo proposto. La finalità dichiarata è infatti quella di tutelare la posizione dei produttori agricoli e la trasparenza del mercato e di preservare denominazioni e termini tradizionalmente legati a filiere agricole.
Quando si parla di mercato, si parla ovviamente dei consumatori.
Ci si chiede allora quanto questi ultimi siano effettivamente tutelati dall'attuale normativa. È evidente che gli acquirenti si possono tutelare da sé quanto più sono in grado di conoscere le differenze tra un prodotto e un altro analogo perché adeguatamente informati; non tutti però hanno le basi per comprenderle. E così se da un lato i consumatori sono soggetti attivi potenzialmente in grado di comprendere cosa rende diverso un prodotto con materie prime animali da

un analogo alimento di matrice interamente vegetale (simile nella fattezza e nella presentazione), dall’altro sono per lo più soggetti passivi in quanto subiscono cosa il mercato propone loro e cosa il marketing delle diverse aziende vuole comunicare.
L’industria del plant-based, che avversa questa nuova iniziativa della Commissione Europea per mantenere la situazione attuale in cui non è vietato il “meat sounding”, cita indagini secondo cui circa il 75-80% dei consumatori riconosce la differenza tra prodotti di carne e analoghi vegetali quando l’etichetta include qualificatori chiari [7], però di fatto esistono anche sottogruppi di consumatori a bassa alfabetizzazione nutrizionale che sono più vulnerabili. La letteratura disponibile suggerisce che la probabilità di confusione nella maggior parte dei consumatori è bassa: dipende dalla prominenza grafica di termini come “vegetale/vegano”, dalla chiarezza dell’elenco ingredienti e da elementi visivi (immagini, colori, posizionamento a scaffale). Tuttavia è fuori di dubbio che denominazioni funzionali (come ad esempio “burger” o “salsiccia”) aiutano a comunicare uso e preparazione, riducendo il carico cognitivo dei consumatori. In assenza di regole uniformi, coesistono pertanto prassi molto diverse. Un approccio regolatorio proporzionato mira a minimizzare il rischio di inganno senza ostacolare la comprensibilità d’uso del prodotto. Ciò che è inteso come “meat sounding” ha valenza diversa a seconda degli interessi delle varie filiere. Per la zootecnia e il settore della carne, il “meat sounding” può comportare erosione di quote di mercato e svalutazione reputazionale di denominazioni storiche. Per il comparto dei plant-based, l’uso di denominazioni funzionali riduce i costi informativi e favorisce l’acquisto dei prodotti. I consumatori, ad esempio, comprano il burger indipendentemente dal fatto che sia di proteine vegetali o animali, in funzione di una serie di aspetti che magari minimizzano il valore nutrizionale ed enfatizzano altri elementi come la sostenibilità ambientale e fattori emotivi del piacere, anche se la differenza gustativa appare chiara.
La questione del valore nutrizionale è invece un elemento importantissimo nell’ottica attuale di intervento proposto dalla Commissione Europea per l’organizzazione dei mercati. Va infatti osservato che la carne e i prodotti derivati sono estremamente diversi da quelli analoghi fatti solo di materie prime vegetali: le proteine animali (carne, pesce, uova, latticini) presentano profili di amminoacidi essenziali completi e alta biodisponibilità rispetto a quelle vegetali; le fonti animali facilitano il raggiungimento della soglia di
molti amminoacidi per stimolare la sintesi proteica muscolare, utile in soggetti, sportivi, anziani, bambini e ragazzi in età di crescita, donne in gravidanza e in riabilitazione [8].
La carne contiene inoltre micronutrienti (ferro eme più biodisponibile, zinco), vitamine (vitamina B12, niacina), composti bioattivi di maggiore valore (carnosina, creatina). Le diete esclusivamente vegetali richiedono attenzione a vitamina B12 (da integrare perché mancante), ferro non-eme (perché l’assorbimento è influenzato e contrastato da presenza di fitati e vitamina C), calcio, iodio, omega-3 a lunga catena (EPA/DHA).
Da un punto di vista dietetico è opportuno bilanciare queste evidenze, assumendo poca carne rispetto a cereali e verdure, dal momento che un eccesso di carni trasformate è associato a esiti avversi sulla salute (è noto che lo IARC classifica le carni trasformate nel Gruppo 1 – cancerogeni, e le carni rosse nel Gruppo 2A - probabili cancerogeni, in un quadro di relazione dose-risposta e pattern dietetici complessivi). Tuttavia molti dei prodotti plant-based analoghi delle carni hanno un elevato grado di trasformazione e una lunga lista di ingredienti e additivi, che li fa rientrare nella classificazione NOVA degli alimenti ultraprocessati (UPF) [9]. Questi sono tipicamente caratterizzati da: ingredienti frazionati/isolati (proteine di soia/pisello isolate, amidi modificati); agenti strutturanti, emulsionanti, aromi e coloranti; processi tecnologici complessi (estrusione ad alta umidità, texturizzazione). Tali fattori modificano la struttura delle proteine vegetali per farle assomigliare di più a quelle della carne. Anche un consumo elevato di prodotti UPF è associato a un aumento del rischio di varie patologie croniche, secondo una raccolta dei dati epidemiologici. Occorre però sottolineare che l’evidenza che gli UPF facciano male è in gran parte osservazionale (rischio di confondimento residuo). Il termine “UPF” poi è un costrutto di classificazione utile per la sorveglianza, ma eterogeneo. Esistono infatti prodotti ultra-


processati con profili nutrizionali migliori (meno sale, grassi saturi, additivi selezionati e arricchimento in micronutrienti) e altri peggiori, tanto che il mondo scientifico è diviso: molti scienziati giudicano la classificazione NOVA troppo semplicistica, non processano l’industria globale come nemico rispetto ai cibi tradizionali e ritengono che la tecnologia può avere un ruolo positivo nel garantire alimenti sicuri e nutrienti. In termini pratici, gli analoghi vegetali pos-
sono supportare specifiche scelte etiche o ambientali e contribuire all’apporto proteico, ma non sono automaticamente equivalenti alla carne sul piano nutrizionale e della biodisponibilità dei nutrienti.
Il tema del “meat sounding” mette a confronto tutela del consumatore, concorrenza leale, innovazione e identità delle filiere agroalimentari. La riserva dei nomi lattiero-
caseari dimostra che un intervento normativo UE può offrire certezza, ma la trasposizione meccanica al settore carne richiede cautela. Per una disciplina efficace, stabilire un elenco di denominazioni riservate ben circoscritto, basato su evidenze di uso storicamente connesso alla carne e su potenziale di confusione elevato è sicuramente utile; però consentire l’uso di denominazioni d’uso culinario (es. burger/hamburger, bistecca) accompagnate da diciture qualificatrici come “vegetale/a base di…” con requisiti tipografici vincolanti può svolgere una funzione informativa che non va sottovalutata. A patto, però, che il consumatore sia messo nelle condizioni di comprendere immediatamente la natura vegetale del prodotto. La revisione dell’OCM offre l’occasione di colmare la lacuna normativa con un impianto proporzionato: elenco mirato di denominazioni riservate, qualificatori obbligatori prominenti, linee guida applicative e un sistema di controllo coerente. Sul piano nutrizionale, è opportuno comunicare con trasparenza le differenze tra proteine animali e vegetali in termini di qualità e biodisponibilità, evitando semplificazioni, e considerare il grado di trasformazione degli analoghi vegetali, spesso classificati come UPF, promuovendo riformulazioni che migliorino i profili nutrizionali. Un compromesso regolatorio ben disegnato può tutelare il consumatore, preservare il valore culturale ed economico delle denominazioni tradizionali della carne e, al contempo, consentire lo sviluppo ordinato di un segmento plant-based in rapida evoluzione, a beneficio della libertà di scelta informata e della funzionalità del mercato interno.
1. Commissione Europea (2025). Proposta di regolamento del Parlamento europeo e del Consiglio che modifica il regolamento (UE) n. 1308/2013. COM(2025) 553 final_IT.
https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52025PC0553&qid=1759335328165
2. Regolamento (UE) n. 1169/2011 del Parlamento europeo e del Consiglio, del 25 ottobre 2011, relativo alla fornitura di informazioni sugli alimenti ai consumatori. GU L 304 del 22.11.2011, pag. 18-63
3. Regolamento (UE) n. 1308/2013 del Parlamento europeo e del Consiglio, del 17 dicembre 2013, recante organizzazione comune dei mercati dei prodotti agricoli e che abroga i regolamenti del Consiglio (CEE) n. 922/72, (CEE) n. 234/79, (CE) n. 1037/2001 e (CE) n. 1234/2007. GU L 347, 20.12.2013, pagg. 671–854
4. EMENDAMENTI 25 - 685 - Progetto di relazione Rafforzamento della posizione degli agricoltori nella filiera alimentare. 13-05-2025 AGRI_AM(2025)773314 PE773.314v01-00. https://www.europarl.europa.eu/committees/it/documents/search?committeeMnemoCode=AGRI&textualSearchMode=TITLE&text ualSearch=&documentTypeCode=AMCO&reporterPersId=&procedureYear=2024&procedureNum=0319&procedureCodeType=COD& peNumber=773.314&sessionDocumentD
5. Curia EU (2017). Ordinanza - 19/07/2017 - TofuTown.com - Causa C-422/16
6. Curia EU (2024). Sentenza - 04/10/2024 - Protéines France e altri. Causa C-438/23
7. Smart Protein Project – European Consumer Survey 2023, ProVeg International
8. Kavanaugh M., Rodgers D., Rodriguez N., Leroy F. (2025). Considering the nutritional benefits and health implications of red meat in the era of meatless initiatives. Front. Nutr. 12:1525011. https://www.frontiersin.org/journals/nutrition/articles/10.3389/fnut.2025.1525011/full
9. Monteiro C.A., Cannon G., Moubarac J-C., Levy R.B., Louzada M.L.C., Jaime P.C. (2018). The UN Decade of Nutrition, the NOVA food classification and the trouble with ultra-processing. Public Health Nutrition, 21(1):5-17. https://doi.org/10.1017/S1368980017000234

FOCUS SULLE NOVITÀ E LE NUOVE DEFINIZIONI LEGALI DI BRESAOLA E SPECK
Avv. Cristina La Corte – Studio Legale Gaetano Forte
L’evoluzione dei metodi e delle tecnologie produttive dei prodotti di salumeria ha richiesto una migliore definizione delle condizioni d’uso e di vendita: il decreto del Ministero delle Imprese e del made in Italy 8 agosto 2025 sostituisce integralmente il precedente
Il settore dei prodotti della salumeria non è, ad oggi, legislativamente armonizzato a livello comunitario. Viceversa, sul piano nazionale, tale ambito di prodotti alimentari è stato disciplinato sin dal 2005 con il decreto ministeriale 21.09.2005 (aggiornato nel 2016) che ha dettato le caratteristiche di prosciutto cotto, prosciutto crudo stagionato, salame e culatello.
Stante l’evoluzione in questi anni dei metodi e delle tecnologie produttive di tali alimenti, la necessità di una migliore definizione delle condizioni d'uso delle denominazioni di vendita degli stessi e di definire anche le condizioni d'uso delle denominazioni di vendita della «bresaola» e dello «speck», il legislatore
nazionale è intervenuto con il decreto del Ministero delle Imprese e del made in Italy 8 agosto 2025 che sostituisce integralmente il precedente per dare organicità alla disciplina del settore.
L'ambito di applicazione delle disposizioni del provvedimento rimane quello dei soli prodotti di salumeria non tutelati da una Denominazioni di Origine Protetta (es. Prosciutto di Parma DOP, Prosciutto San Daniele DOP, Salame Piacentino DOP ecc.) o Indicazione Geografica Protetta (Bresaola della Valtellina IGP, Prosciutto di Norcia IGP, Salame Cremona IGP, ecc.) in quanto, per tali prodotti rientranti nell’ambito di applicazione del Regolamento 1151/2012, rimangono ferme le specifiche disposizioni contenute nei relativi disciplinari di produzione.
Come premessa alle definizioni di Prosciutto crudo stagionato, salame, culatello, bresaola e speck è infatti inserita la clausola di salvezza delle prescrizioni stabilite in materia dai disciplinari di produzione riconosciuti come Indicazione geografica ai sensi del regolamento UE n. 1151/2012.
Sono quindi descritte nel dettaglio le caratteristiche di PROSCIUTTO COTTO, PROSCIUTTO CRUDO STAGIONATO, SALAME, CULATELLO, BRESAOLA E SPECK stabilendone gli ingre -


dienti consentiti, le metodologie produttive, le caratteristiche chimiche e organolettiche, nonché le modalità di presentazione e vendita.
Sono inoltre riportate, come nel precedente e abrogato decreto del 21.09.2005, anche le comuni a tutti i prodotti della salumeria oggetto del decreto.
In particolare, le novità più salienti rispetto alla previgente normativa, oltre all’introduzione delle inedite definizioni, ingredienti, modalità di produzione, caratteristiche e presentazione di bresaola e speck che saranno in vigore dal 24 agosto 2026, attengono ai seguenti aspetti:
La denominazione «prosciutto cotto» è riservata al prodotto di salumeria ottenuto dalle cosce del suino eventualmente sezionate, disossate, sgrassate, private dei tendini e della cotenna, con impiego di acqua, sale, compreso il sale iodato, nitrito di sodio, nitrito di potassio eventualmente in combinazione fra loro.
Il nuovo provvedimento aggiunge che: “È consentito non utilizzare il nitrito sotto la responsabilità dell'operatore del settore alimentare che è tenuto a dimostrare, con soddisfazione dell'autorità sanitaria competente, che le procedure utilizzate siano supportate da giustificazione scientifica e che garantiscano il raggiungimento dei previsti criteri microbiolo -
gici di accettabilità dei processi e di sicurezza dei prodotti alimentari come definiti dalla normativa vigente.”
Per quel che concerne gli ingredienti ammessi nella produzione del prosciutto cotto, oltre a quelli già ammessi dal decreto del 2005 come il vino, inclusi i vini aromatizzati e liquorosi, zucchero, destrosio, fruttosio, lattosio, maltodestrine (sciroppo di glucosio), proteine del latte, proteine di soia, amidi e fecole nativi o modificati per via fisica o enzimatica, spezie, gelatine alimentari, aromi, additivi consentiti, il nuovo decreto stabilisce che possono essere impiegati, brandy e altri alcolici, birra, aceto (compreso l'aceto balsamico), piante aromatiche, miele, tartufo, formaggio, frutta (anche a guscio), frutta disidratata, pesto, nduja, verdure fresche, congelate o disidratate.
È stato inoltre precisato che, per la categoria «prosciutto cotto», possono essere utilizzate solo cosce di animali della specie suina della sottospecie sus scrofa domesticus e che, “dove non è prevista la riconoscibilità di almeno tre muscoli della coscia, è possibile utilizzare una singola tipologia di muscolo proveniente da più cosce di suino”.
Nel caso in cui il prosciutto cotto venga sottoposto a trattamento di affumicatura o venga arrostito sarà necessario integrare la denominazione di vendita (prosciutto cotto affumicato, prosciutto cotto arrostito).
Fatta salva la possibilità di presentare il pro-
dotto cubettato, restano sostanzialmente invariate le definizioni di “prosciutto cotto scelto” e “prosciutto cotto di alta qualità”.
A tal proposito si osserva che, nonostante in passato fosse stata proposta una modifica volta a consentire l’utilizzo del termine “prosciutto crudo” come sinonimo di “prosciutto crudo stagionato”, anche a fronte della recente modifica viene prevista la sola denominazione «prosciutto crudo stagionato» descrittiva del prodotto di carne stagionato, non affumicato, ottenuto da cosce suine mediante tecnica tradizionale, basata su salagione a secco e stagionatura a temperatura controllata.
Tra le novità di maggior rilievo si segnala l’aggiunta del tartufo tra gli ingredienti consentiti, l’indice di proteolisi che deve essere ora inferiore al 30% e non più compreso nel range 22-30% nonché la possibile presentazione in altre forme rispetto a tranci o affettato come, a titolo esemplificativo, cubettato o «a fiammifero».
Anche in questo caso sono stati aggiornati gli ingredienti impiegabili in ricettazione. In base alla novellata disciplina, nella preparazione del salame è consentito utilizzare, oltre alla materia prima di base ovverosia la carne suina, il sale, compreso il sale iodato, cloruro di potassio e sostitutivi del sodio ed eventualmente carni di altre specie animali macinate e miscelate con grasso suino, è possibile aggiungere vino, aceto (compreso l'aceto balsamico), brandy ed altri alcolici, miele, tartufo, formaggio, frutta a guscio, pepe, aglio, spezie e piante aromatiche,

zucchero, destrosio, fruttosio, lattosio, latte magro in polvere, proteine del latte, colture microbiche di avviamento alla fermentazione, aromi, additivi consentiti ad eccezione dei coloranti.
Non sono state apportate rilevanti modifiche se non la precisazione che il prodotto integro è stabile a temperatura ambiente.
La denominazione «bresaola» è riservata al prodotto di salumeria ottenuto da carne fresca bovina o equina o di cervo, anche congelata, trasformata utilizzando i fasci muscolari privati delle ossa, anche rifilati per asportare parti grasse e tendinose se presenti.
Il prodotto ricavato da animali diversi da bovino, equino e cervo o da specifici tagli di bovino, equino e cervo quali costata, collo, pancia, petto, reale, stinco, non è commerciabile con la denominazione «bresaola» o con termini similari o direttamente o indirettamente evocativi di tale denominazione.
La bresaola è prodotta con i tagli muscolari del quarto posteriore e del quarto anteriore dell'animale.
Nella produzione della bresaola, oltre alla materia prima sopra indicata, è ammesso l'impiego di sale alimentare, compreso il sale iodato, spezie, piante aromatiche, destrosio, fruttosio, saccarosio, vino, colture microbiche di avviamento, aromi, inclusi gli aromi naturali e additivi consentiti dal Regolamento 1333/2008.
Le fasi del processo di lavorazione della bresaola sono l’eventuale rifilatura per asportare le parti grasse e tendinose esterne laddove presenti, la salagione, l’eventuale insacco in involucro naturale o artificiale e la matu-


razione effettuata in condizioni ambientali controllate per consentire una graduale riduzione dell'umidita.
È ammessa l'eventuale affumicatura con legno e/o erbe o piante aromatiche naturali e/o aromi e/o aromatizzanti di affumicatura nonché il trattamento superficiale degli involucri con colture microbiche, amidi e farine di cereali.
È consentito commercializzare la bresaola sfusa o confezionata sottovuoto o in atmosfera protettiva, intera, in tranci, affettata o comunque porzionata in altre forme (a titolo esemplificativo, cubettato, «a fiammifero»).
La denominazione «speck» è riservata al prodotto di salumeria stagionato, ottenuto dalla coscia di suino disossata, moderatamente salata ed aromatizzata, affumicata e ben stagionata.
Gli ingredienti dello speck sono il sale alimentare, compreso il sale iodato, il pepe intero o spezzato. È ammesso l'impiego di spezie, erbe, loro estratti, vino e additivi consentiti a norma dei regolamenti comunitari. Le fasi di lavorazione dello speck sono, la salagione, l’affumicatura e la stagionatura con una durata della lavorazione di almeno dodici settimane.
Alla denominazione «speck» può essere ag-
giunta l’indicazione di specifici tagli del suino opportunamente salati, affumicati e stagionati (es. speck di mezzena, speck di pancetta, speck di coppa ecc.).
Nell’ambito delle disposizioni comuni posto che, già con le modifiche introdotte nel 2016 è stato chiarito che l'utilizzo nei prodotti a base di carne, di ingredienti che apportano nitrati, nitriti o entrambi si configura come aggiunta di conservanti, con il provvedimento in esame è stato ulteriormente precisato che: “Ad eccezione del sale, non è possibile vantare l'assenza di conservanti in presenza di ingredienti con funzione conservante, anche nel caso in cui non si utilizzino nitriti (E249 e E250) e nitrati (E251 e E252).”
Il riferimento è ad ingredienti quali estratti di origine vegetale come, ad esempio, l’estratto di spinaci ad alto contenuto di nitrato, che si caratterizzano per essere veri e propri conservanti, di origine vegetale.
È infine precisato che i prodotti immessi sul mercato o etichettati prima dell'entrata in vigore del decreto (24.08.2025 e, per la nuova disciplina su speck e bresaola, 24.08.2026) che non ne soddisfano i requisiti previsti dallo stesso, possono essere commercializzati fino all'esaurimento delle scorte.
Gli autori sono responsabili delle opinioni espresse negli articoli e delle relative bibliografie
dossier: piatti cotti pronti

I piatti cotti pronti al consumo rappresentano una categoria di prodotto sempre più rilevante nell'industria alimentare: tra questi, un particolare segmento è costituito da prodotti a base carne
Secondo i dati dell’istituto di ricerca Circana, riportati da Il Sole 24 Ore in un articolo del gennaio 2025 (https://www. ilsole24ore.com/art/fenomenopiatti-pronti-saltano-confininegozi-e-ristoranti-AGyrQsUC ), il segmento dei piatti pronti venduti nei canali retail (di cui i prodotti a base carne sono solo una parte) ha raggiunto nel suo insieme in Italia un valore di 2,5 miliardi di euro, con una crescita del 15,3% rispetto al 2017. Nonostante ciò, la quota di mercato del retail ready-to-eat si attesta al 3,5%, inferiore alla media europea del 5,5%. Paesi come Francia (6,8%), Regno Unito (6,6%) e Germania (5,8%) mostrano una diffusione maggiore di questa tendenza. Tuttavia, il potenziale di sviluppo per il mercato italiano è ampio, considerando che la domanda di pasti pronti è in continua espansione, e c’è chi nella pausa di mezzogiorno preferisce consumare piatti pronti al lavoro
Dott. Giuseppe L. Pastori – Tecnologo Alimentare
(dove talvolta è magari disponibile un piccolo microonde e un locale dove consumare il pasto), piuttosto che andare al ristorante. La crescente domanda di comodità da parte dei consumatori spinge le aziende a sviluppare soluzioni sicure, gustose e facilmente fruibili. Tuttavia, la produzione su larga scala di questo tipo di alimenti richiede rigidi protocolli per garantire qualità, sicurezza microbiologica e corretta durata di conservazione. Escludendo il comparto dei surgelati e dei prodotti sterilizzati a lunga conservazione, il mercato dei piatti pronti (cotti e crudi), che
non richiedono particolari operazioni per il consumo se non eventualmente essere riscaldati velocemente, si presenta nelle seguenti tipologie di prodotto:
- i freschi refrigerati, confezionati in atmosfera modificata (MAP) che si conservano per 7-15 giorni e richiedono il rispetto della catena del freddo; - i freschi pastorizzati, confezionati sottovuoto o in micro condizioni MAP (cioè con poco spazio di testa), idonei anche per essere trattati con più moderne tecnologie di pastorizzazione a freddo con impiego

La crescente domanda di comodità da parte dei consumatori spinge le aziende a sviluppare soluzioni sicure, gustose e facilmente fruibili
delle alte pressioni (HPP). Si conservano per 15-30 giorni ma vanno mantenuti ugualmente refrigerati; - i prodotti ready-to-eat da banco caldo venduti in gastronomie o nei take-away, la cui durata media è di 1-2 giorni. Per garantire che i piatti pronti siano sicuri da consumare, l’impegno delle aziende produttrici - a qualunque livello sia praticato (industriale su larga scala o a livello di piccola gastronomia) - richiede competenza, conoscenza e applicazione dei protocolli HACCP, delle GMP (cioè le buone pratiche di produzione) e igiene della lavorazione. Anche se la certificazione della produzione e la definizione della shelf-life è affidata ad un laboratorio di analisi esterno1, l’OSA - ovvero l’Operatore del Settore alimentare cioè un titolare d’impresa o un preposto - deve conoscere le dinamiche dell’industria alimentare e garantire una formazione costante degli addetti alla produzione e il rispetto delle procedure.
COS'È
DI CONSERVAZIONE E COME SI CALCOLA NEI PRODOTTI PRONTI AL CONSUMO?
La durata di conservazione (shelf-life) di un cibo "ready-to-eat" (RTE), specialmente se fresco, si definisce come il periodo durante il quale il prodotto mantiene le caratteristiche di sicurezza microbiologica, qualità organolettiche e nutrizionali adeguate al consumo sotto le condizioni di conservazione consigliate.
In altre parole è il periodo di tempo entro il quale il prodotto può essere consumato senza rischi per la salute e mantenendo un livello accettabile delle proprie caratteristiche qualitative e di sicurezza, fino a una data di scadenza o termine minimo di conservazione (TMC). Per i piatti cotti a base di carne o dove la carne è un ingrediente importante, la durata di conservazione dipende da diversi fattori: tipo di prodotto, processi di cottura, condizioni di raffreddamento, confezionamento, temperatura di conservazione. Vediamo nel dettaglio come viene definito tale parametro.
1. Il calcolo della durata di conservazione viene effettuato tramite un approccio integrato che combina: - analisi microbiologica: monitoraggio di microrganismi indicatori, patogeni (es. Salmonella, Listeria monocytogenes e Campylobacter per i prodotti di e con pollo) e deterioranti;
- valutazione chimico-fisica: controllo di parametri come pH, attività dell'acqua (aw), ossidazione lipidica, cambiamenti
La tecnologia High Pressure Processing è una innovazione che sta trovando spazio anche nella lavorazione dei piatti pronti. Trattando prodotti confezionati con pressioni molto elevate (fino e oltre i 6000 bar), le alte pressioni consentono di inattivare numerosi microrganismi patogeni e deterioranti senza l’uso di elevati trattamenti termici, preservando così aroma, consistenza e nutrienti. L’adozione di questa tecnica richiede investimenti specifici (in Italia è però operante una società che ha l’impianto di trattamento HPP e lavora anche conto terzi) ed è soggetta a valutazioni tecniche in relazione alla tipologia di prodotto e ai requisiti organolettici finali.
Un aspetto tecnico cruciale riguarda il tipo di confezionamento che può essere sottoposto a HPP. La pressione elevata agisce contemporaneamente su tutto il contenuto e sull’imballaggio del prodotto. Nel caso delle confezioni rigide o di prodotti confezionati in atmosfera modificata (MAP) con ampi spazi di testa contenenti gas – ad esempio ossigeno o azoto – la compressione durante il trattamento può provocare deformazioni, rotture o addirittura lo scoppio della confezione.
Per questo motivo, i piatti cotti destinati al trattamento HPP sono normalmente confezionati in imballaggi flessibili, adatti a deformarsi senza danneggiarsi. Le confezioni sottovuoto dove l’aria viene rimossa e la pellicola aderisce strettamente al prodotto sono l’ideale per questo tipo di trattamento. Negli ultimi anni la tecnologia ha potuto essere applicata anche a packaging con micro condizioni MAP che abbiano un ridotto spazio di testa che impedisce al gas di espandersi per effetto della pressione. La qualità estetica del prodotto trattato HPP può subire un leggero impatto, come una più marcata aderenza della pellicola al prodotto (“effetto skin”), ma in generale è possibile ottenere un aspetto accettabile, soprattutto se si utilizzano materiali specifici progettati per l’HPP. Nonostante ciò i vantaggi in termini di sicurezza e shelf-life spesso giustificano l’adozione di HPP. Inoltre, il mercato e il consumatore moderno sono sempre più sensibili agli aspetti di sicurezza alimentare e sostenibilità, rendendo accettabili piccoli compromessi estetici.
cromatici, misurazione del gas residuo nei prodotti confezionati in atmosfera modificata (con attenzione a sviluppo di odori anomali, presenza di gonfiori dovute alla crescita microbica); - test sensoriali: test con panel addestrato (cioè composto da persone adeguatamente formate allo scopo di valutare determinati parametri oggettivi, in grado di fornire una valutazione più accurata) per verificare l'accettabilità organolettica (sapore, odore, consistenza). Ovviamente, dato che un’analisi sensoriale strutturata può incidere sui costi, in assenza di un determinato target da raggiungere, limitandosi alla valutazione dei caratteri organolettici, i test possono anche avere carattere più empirico: dipende dal grado di accuratezza che si vuole ottenere.
Inoltre, considerando che i tempi di analisi sono definiti in base alla durata di conservazione ipotizzata (ad esempio con controlli ai tempi 0, 3, 5, 7, 10, 14 giorni o superiori), possono essere applicati modelli predittivi basati sulla crescita microbica, in funzione di temperatura e condizioni specifiche: ciò permette di stimare con maggior precisione il tempo di mantenimento delle caratteristi-
1
italiano
se certificato ACCREDIA, l’ente

che ottimali. A seconda del prodotto, può essere utile anche un'analisi oltre i dati stimati per definire un adeguato tempo di sicurezza, nel caso si debbano gestire i tempi di sosta in magazzino prima dell’evasione dell’ordine o si vogliano indicare date differenziate di vendita e di consumo (“entro il…”).
Si può anche optare per test di stabilità e simulazione di stress, ad esempio per valutare la tenuta del prodotto in casi di brevi interruzioni della catena del freddo o studiare il comportamento a temperature superiori a quelle consigliate di mantenimento, in base al quale possiamo definire meglio la forbice temporale di sicurezza.
2. Una volta in possesso di tutti i dati, questi vanno analizzati e interpretati: - i dati microbiologici vanno confrontati con i limiti di sicurezza stabiliti dalla normativa. Ad esempio si può accettare un dato di Listeria monocytogenes <100 ufc/g per prodotti con durata di conservazione fino a 5 giorni dimostrando però che l’igiene di lavorazione non è compromessa e gli alimenti pronti non costituiscono terreno

La durata di conservazione di un cibo "ready-to-eat" (RTE), si definisce come il periodo durante il quale il prodotto mantiene le caratteristiche di sicurezza microbiologica, qualità organolettiche e nutrizionali adeguate al consumo sotto le condizioni di conservazione consigliate
favorevole alla loro crescita, fino alla fine della durabilità; tuttavia occorrono limiti più stringenti e assenza in 25 grammi di prodotto per durata di conservazione più lunga; - si valutano i parametri organolettici tra la riduzione della qualità sensoriale e i limiti microbiologici.
IL CACCIUCCO FRoSTA - UNA RICETTA EREDITATA E UNA FILIERA TRASPARENTE
La ricetta del cacciucco oggi firmata FRoSTA ha origini storiche e affonda la sua storia nella tradizione di mare toscana. Tutti gli ingredienti di pesce utilizzati nella preparazione sono certificati MSC (Marine Stewardship Council), garanzia di pesca sostenibile. Fanno eccezione le mazzancolle, che sono invece certificate ASC+. Queste provengono da allevamenti situati in foreste di mangrovie, dove gli animali si nutrono naturalmente, senza l’impiego di mangimi industriali. Anche il resto degli ingredienti risponde ai principi della promessa di purezza FRoSTA, che prevede l’utilizzo esclusivo di materie prime naturali e tracciabili. I pomodori sono coltivati all’aperto e maturati al sole, senza l’uso di serre, mentre il prezzemolo è coltivato e surgelato direttamente dall’azienda. Tutti gli ingredienti vengono messi all'interno di una "grande lavatrice" nella quale poi viene spruzzata la salsa di pomodoro calda e tramite lo shock termico la salsa aderisce agli ingredienti. Grazie a questa tecnologia, la preparazione del piatto per il consumatore finale è semplice e rapida: basta aggiungere mezzo bicchiere d’acqua e cuocere in padella per circa dieci minuti ma garantisce anche il mantenimento delle proprietà nutrizionali delle materie prime. Gli ingredienti, trattati in modo delicato e naturale, conservano intatti i loro valori nutrizionali, assicurando un piatto equilibrato e genuino. La filosofia FRoSTA si basa sulla trasparenza totale. Quindi anche per il Cacciucco sul sito si possono trovare info quali l’origine delle materie prime, l’elenco completo degli ingredienti e la relativa impronta di carbon footprint, per conoscere l’impatto ambientale della produzione. Preparato con ingredienti certificati, privo di additivi aggiunti e racchiuso in una confezione riciclabile nella carta.
3. Si definisce infine la data di scadenza o il termine minimo di conservazione (TMC), come il tempo massimo in cui:
- i parametri microbiologici rientrano nei limiti di sicurezza definiti dalla normativa vigente (es. Reg. (CE) 2073/2005, Reg. (UE) 2017/625 e loro successive modifiche); - l'accettabilità sensoriale rimane positiva, senza segni evidenti di deterioramento; - le caratteristiche chimico-fisiche (pH, aw, ossidazione) sono entro intervalli considerati normali per il prodotto.

L’attenzione di FRoSTA non si limita al contenuto, ma si estende anche al contenitore. Per rispondere ai requisiti di trasparenza e sostenibilità, FRoSTA ha creato un team interno di esperti dedicato esclusivamente alla ricerca e allo sviluppo di soluzioni di imballaggio innovative, collaborando attivamente con Legambiente. Il risultato è la Paperbag FRoSTA, la prima confezione per surgelati sostenibile e riciclabile nella carta. Realizzata in carta grezza composta da cellulosa e da un sottilissimo film di plastica (PE) interno, la busta protegge il prodotto e garantisce la conservazione ottimale. Questo film è così sottile che, durante il processo di riciclo, viene separato senza compromettere la riciclabilità complessiva del materiale, che può quindi essere smaltito nella carta.
La confezione è riciclabile nella carta secondo gli standard Aticelca, l’Associazione dei Tecnici Cartari Italiani che certifica la riciclabilità dei materiali cellulosici. Rispetto al precedente packaging, la classe di riciclabilità è migliorata da C a B, grazie a una composizione che include 90% di carta certificata FSC e inchiostri a base d’acqua.
La nuova busta utilizza il 67% di plastica in meno e riduce l’impatto ambientale, con una carbon footprint inferiore del 25% rispetto alla versione precedente.
Solo i prodotti sottoposti a rigorose valutazioni, come la Paperbag FRoSTA, possono esporre il bollino ufficiale “Riciclabile con la carta – Aticelca® 501”, garanzia di trasparenza e impegno concreto verso la sostenibilità.
In caso di discrepanze tra i parametri, il valore più restrittivo viene adottato per garantire sicurezza e qualità.
4. Documentazione, definizione delle indicazioni al consumatore, verifica e monitoraggio post-commercializzazione
Non bisogna dimenticarsi che occorre redigere un rapporto finale con tutti i dati raccolti e le motivazioni della durata definita. Questo rapporto va inserito nella documentazione delle procedure di controllo del piano HACCP e reso disponibile a qualunque Autorità alimentare lo richieda (in genere sono i veterinari aziendali ad approvare questi protocolli).
Sulla base del rapporto si potranno inserire in etichetta le informazioni utili al consumatore: - l'indicazione della data di scadenza o del termine minimo di conservazione, insieme alla dicitura “da consumarsi preferibilmente entro il…”; - le condizioni di conservazione e modalità di utilizzo (es. mantenere in frigorifero a max 4 °C, consumare entro 24h dall'apertura, non congelare); - eventuali informazioni supplementari come avvertenze sulla sicurezza, soprattutto se il prodotto è particolarmente deperibile, e le modalità di rinvenimento prima del consumo (ad esempio tempi e metodi di riscaldamento in padella, forno, microonde).
E dopo la definizione della durata di conservazione, è opportuno iniziare un’attività di monitoraggio in fase reale di distribuzione e vendita per confermare la validità del protocollo, raccogliere feedback ed effettuare eventuali aggiornamenti.
QUALI SONO I FATTORI CHE INFLUENZANO LA SHELF-LIFE E COSA SI PUÒ FARE PER PROLUNGARE LA DURATA DI CONSERVAZIONE?
I piatti RTE sono spesso il risultato di ricette elaborate, anche se semplici nella sostanza perché possano assomigliare il più possibile ad alimenti completi preparati a casa. Perciò a livello industriale bisogna tenere conto di diversi aspetti che intervengono nelle fasi di produzione, commercializzazione e trasporto, sia dall’azienda produttrice alla distribuzione che dal punto vendita al tragitto fino a casa, dove il prodotto può continuare ad essere conservato in frigorifero per qualche giorno prima del consumo. È evidente che gli ingredienti sono uno dei fattori che possono determinare una maggiore o minore conservabilità. Piatti fatti di
Il Viaggiator Goloso, brand premium del Gruppo Finiper Canova, amplia il suo assortimento con la sua nuova linea di piatti pronti. Questa nuova proposta nasce per rispondere a un’esigenza concreta: offrire soluzioni che uniscono comodità e piacere, permettendo di portare in tavola piatti completi, realizzati con ingredienti di qualità e accostamenti ricercati, senza dover cucinare in modo espresso. Ogni ricetta è preparata con ingredienti selezionati e scelti con cura per garantire un sapore autentico, come formaggi DOP e pesce pescato. Dai primi ai secondi, dalle proposte vegetariane a quelle più tradizionali, c’è sempre un piatto realizzato per incontrare esigenze diverse e soddisfare ogni palato. Il risultato è una gamma completa che unisce praticità e varietà, per trasformare ogni pasto in un momento di piacere.
Tra le referenze:
• Branzino alla mediterranea
• Lasagne al pesto

• Riso integrale con gamberi alla menta, anacardi e fagiolini
• Cous cous con salmone, carote, edamame
• Orzotto timo e limone
• Pizzoccheri valtellinesi
• Dahl di lenticchie con riso basmati
carne, pesce o latticini (proteine animali) tendono ad avere una shelf-life più breve rispetto a quelli interamente vegetali. Anche la presenza di conservanti ed additivi può avere effetto: i prodotti che dichiarano l’assenza di conservanti, con etichetta clean label o biologici tendono ad avere durate più brevi. Infine il rispetto della catena del freddo è fondamentale per i prodotti refrigerati ma anche le tecnologie di confezionamento (MAP o sottovuoto) svolgono una parte importante nel garantire una barriera verso agenti esterni.
Per prolungare la durata di conservazione, oltre al rispetto delle norme igieniche e alla GMP citate in introduzione, per la produzione di piatti cotti RTE a base carne, si fa ricorso a: - rigoroso controllo della temperatura durante e dopo la cottura, con rapido raffreddamento in abbattitore entro 2 ore
fino a ≤4 °C; - tecniche di confezionamento avanzate, come quello in atmosfera modificata (MAP) o sottovuoto per rallentare l'ossidazione e la moltiplicazione batterica; - uso di additivi consentiti e ingredienti antimicrobici naturali;
- prevenzione della contaminazione crociata. Uno dei rischi principali in preparazione e confezionamento è la contaminazione crociata tra alimenti crudi e cotti, che può causare la diffusione di patogeni come Salmonella o Listeria. Nel caso di piatti che combinano carne cotta e ingredienti crudi – per esempio l'insalata di pollo con verdure fresche – le indicazioni fondamentali da osservare sono: a) separazione netta delle linee di lavorazione per materie prime crude e prodotti cotti, con flussi di lavoro unidirezionali; b) utilizzo di utensili, superfici e attrezza-

Viva La Mamma, il brand di punta di Piatti Freschi Italia, azienda 100% italiana del Gruppo Fratelli Beretta, che copre tutte e cinque le categorie del mercato dei piatti pronti freschi, dagli antipasti ai primi e ai secondi, dai piatti unici ai sughi, presenta il nuovo Menù Natalizio, un omaggio alle tavole delle feste e alle ricette più celebri della cucina italiana.
Il Christmas Menù si distingue - rispetto alla linea classica – per il packaging elegante, caratterizzato da un logo nei toni oro e rosso che richiama l’atmosfera festosa tipica del periodo. Nel pieno rispetto della consuetudine della Vigilia di Natale, il nuovo menù firmato Viva La Mamma è interamente dedicato ai sapori del mare.


La selezione di apre con il Cocktail di Mazzancolle, antipasto classico delle cene natalizie, per proseguire con tre primi piatti iconici: il Risotto ai Frutti di Mare, preparato con un mix di molluschi e crostacei; i Tagliolini allo Scoglio, per chi ricerca un sapore più intenso; e le Crespelle al Salmone, pensate per un gusto cremoso e delicato.

I prodotti Viva la Mamma portano in tavola il meglio della gastronomia italiana regionale e non solo, grazie a ricette che uniscono sapori e ingredienti di alta qualità in packaging facilmente gestibili e smart secondo i principi del Gruppo Fratelli Beretta: Qualità e Servizio, Sicurezza alimentare, Innovazione e Tradizione, Eccellenza e Benessere, da 210 anni i pilastri della sua filosofia produttiva.

ture dedicate e disinfettate tra operazioni diverse;
c) igiene rigorosa del personale, con uso di guanti monouso (laddove necessario) e/o lavaggio frequente delle mani; d) applicazione di procedura HACCP specifica che identifica i punti critici di contaminazione e stabilisce misure preventive; e) verifica periodica del grado di pulizia e sanificazione con campionamenti microbiologici.
Il rispetto dei protocolli HACCP è obbligatorio per gli OSA per garantire la sicurezza alimentare e conformarsi alle normative nazionali e comunitarie. Essi devono attenersi
I materiali utilizzati devono rispondere a criteri di barriera, resistenza meccanica e sicurezza alimentare, oltre a garantire la compatibilità con le temperature di conservazione.
a un complesso sistema di controlli, tra cui:
I. registro delle temperature in tutta la filiera produttiva;
II. verifiche analitiche sui prodotti finiti per garantire assenza di patogeni;
III. monitoraggio HACCP costante con registro delle non conformità;
IV. formazione continua degli operatori sulle corrette pratiche igieniche;
V. etichettatura chiara con indicazione degli ingredienti, modalità di conservazione, dati di scadenza.
DEL PACKAGING: QUALITÀ, SICUREZZA E SOSTENIBILITÀ
Il confezionamento è una fase cruciale nella produzione di piatti cotti pronti al consumo, in quanto svolge un duplice ruolo: proteggere il prodotto dagli agenti esterni (ossigeno, luce, contaminanti) e contribuire al controllo della shelf-life mediante l’impiego di tecnologie come il confezionamento sottovuoto o in atmosfera modificata.
I materiali utilizzati devono rispondere a criteri di barriera, resistenza meccanica e sicurezza alimentare, oltre a garantire la compatibilità con le temperature di conservazione e, se necessario, di riscaldamento. In ambito industriale, sono comunemente utilizzati polimeri come polipropilene, poliammide e polietilene ad alte prestazioni, spesso combinati in multilayer per ottimizzare la protezione. Negli ultimi anni, anche per il comparto degli RTE, si presta crescente attenzione alla sostenibilità ambientale del packaging. Le aziende tendono a utilizzare materiali riciclabili o biodegradabili, ridurre la quantità di plastica impiegata e favorire fonti di materiale biobased, allineandosi alle normative europee che incentivano l’economia circolare. L’adozione di packaging più eco-compatibili deve co-
munque bilanciare la necessità di mantenere elevati standard di sicurezza e shelf-life, evitando compromessi che favoriscano alterazioni o contaminazioni.
In questo contesto si sta facendo strada una tecnica di pastorizzazione a freddo, denominata High Pressure Processing (HPP), che potrebbe garantire un notevole incremento della shelf-life. Tale tecnica, abbinata all’impiego di materiali di confezionamento flessibili che utilizzano meno plastica, incide sulla sostenibilità e sulla riduzione dello spreco alimentare.
La produzione industriale di piatti cotti pronti a base di carne richiede un equilibrio tra qualità, sicurezza e durata di conservazione, ottenibile tramite corrette pratiche di preparazione, controllo della contaminazione, gestione della conservazione e conformità normativa. Il rispetto rigoroso dei protocolli HACCP e gli obblighi degli OSA, sono essenziali per assicurare prodotti sicuri e appetibili per il consumatore finale, contribuendo al successo e alla sicurezza dell'industria alimentare in questo segmento in crescita.

Gli autori sono responsabili delle opinioni espresse negli articoli e delle relative bibliografie
PRATICITÀ E TRADIZIONE ITALIANA
Fileni, amplia la linea Fileni Buoni & Veloci con tre nuove proposte, il Polpettone a fette con Verdure, Pulled Chicken e Tagliata di Pollo.
Con il Polpettone a fette con Verdure, Fileni offre un nuovo secondo piatto pronto, pensato per soddisfare le esigenze dei consumatori moderni che non vogliono rinunciare alla praticità in cucina, alla qualità degli ingredienti e, al tempo stesso, alle ricette della tradizione.
Preparato con carni di tacchino, suino e pollo 100% italiani, il polpettone Fileni è arricchito da un mix di verdure selezionate che ne esaltano gusto e morbidezza ed è pronto in soli tre minuti al microonde.
Disponibile nei punti vendita della grande distribuzione il Polpettone a fette con Verdure è confezionato in pratiche porzioni da 220 grammi.
Il Pulled Chicken si presenta come carne di pollo sfilacciata, cotto e condito, pronto da gustare sia caldo che freddo, e si presta a infinite preparazioni: dai rolls alle poké bowl, fino a piadine farcite, panini gourmet e fresche insalate. Realizzato senza uso di additivi, il Pulled Chicken è realizzato con pollo 100% italiano e allevato senza l'uso di antibiotici. La confezione, da 200 grammi, indica i tempi di riscaldamento del prodotto nel caso si preferisca gustarlo caldo: solo 2 minuti nel forno a microonde e 3 minuti in padella.


Già cotta e sapientemente condita, la Tagliata di Pollo è una proposta di piatto pronta da assaporare sia calda che fredda, perfetta per piatti freschi e leggeri o per preparazioni più ricercate. Preparata con pollo 100% italiano, allevato senza l'uso di antibiotici, la Tagliata di Pollo è confezionata in porzioni da 200 grammi. Il packaging riporta i tempi di riscaldamento nel caso si preferisca gustarlo caldo: solo 2 minuti nel forno a microonde e 4 minuti in padella.

Il rapporto che si instaura tra un’azienda che fornisce strumenti o servizi e il suo cliente è molto importante perché da questo derivano fiducia, efficienza e operatività.
È certamente un rapporto complesso e denso di sfumature ma comprendere le esigenze del cliente e sapere come rispondere in maniera adeguata è fondamentale.
Ecco la testimonianza di un direttore stabilimento cliente di Jarvis Italia che racconta un esempio di esperienza sul campo.
Quali erano le principali sfide o problematiche?
Il Cliente cercava un sistema di stordimento per bovini efficiente e migliorativo, sia dal punto di vista del benessere animale sia dal punto di vista della efficienza meccanica, rispetto al tradizionale abbattimento con pistola a cartuccia esplodente.
Qual era il vostro obiettivo e come l’avete raggiunto?
Dimostrare al Cliente che il sistema di abbattimento JARVIS ad aria compressa serie USSS è molto efficiente e permette notevoli vantaggi rispetto al tradizionale.
Come prima cosa abbiamo concordato con il Cliente una prova “sul campo” completamente gratuita per verificare eventuali problematiche tecniche di installazione. Visto il risultato positivo, il Cliente ha presto aggiornato le proprie gabbie di abbattimento con sistemi di bloccaggio collo/testa degli animali per ottimizzare il processo come richiesto dal de -
creto 1099 sul benessere animale. Successivamente sono state fornite ed installate 2 postazioni con il nuovo modello di storditore bovini USSS-21 e regolatore di pressione a 3 modalità: set 1 - pressione minima per l’effettuazione di sparo TEST (abbiamo fornito anche una postazione AST-107 per testare l’efficienza delle pistole). Set 2 – bovini di peso standard. Set 3 – bovini particolarmente pesanti.
Servizi aggiuntivi forniti da Jarvis
Di primaria importanza è l’adeguata istruzione agli operatori per l’uso in sicurezza della macchina e il controllo di efficienza tramite il tester JARVIS AST-107. Abbiamo seguito il Cliente passo-passo nella implementazione del nuovo impianto, curando particolarmente il set-up finale delle macchine fino alla completa soddisfazione degli operatori e dei dirigenti. Seguirà in futuro l’assistenza alla manutenzione ed alla riparazione degli apparati forniti.
Quali miglioramenti avete riscontrato?
Le esigenze del Cliente sono state pienamen-

te soddisfatte. La qualità dell’abbattimento in termini di efficienza, benessere animale e facilità d’uso è tangibile. Il Cliente implementerà lo stesso sistema in altri stabilimenti del Gruppo.
Cosa è cambiato nel lavoro quotidiano del reparto?
Le maestranze possono contare su una qualità di stordimento costante indipendentemente dal peso / età dei capi da abbattere. Vibrazioni, rumore, contraccolpo per gli operatori sono notevolmente ridotti. Come ulteriore beneficio, la dismissione dei sistemi a cartuccia esplodente rappresenta un indubbio vantaggio per il minore inquinamento ambientale dovuto all’utilizzo della polvere da sparo.
Avete riscontrato benefici economici misurabili?
Il sistema JARVIS USSS-21 richiede molta meno manutenzione rispetto ai sistemi tradizionali. Quindi meno ore lavoro e meno ricambi oltre al risparmio sulle cartucce esplodenti (acquisto e smaltimento).
Il cliente si è dimostrato soddisfatto e ha affermato: “Siamo molto soddisfatti dei risultati raggiunti ed effettueremo gli stessi miglioramenti in altri macelli del nostro Gruppo”.

La salute del consumatore è al centro dell’attenzione delle aziende produttrici di alimenti a base carne. Dai salumi tipici italiani alle innovazioni del settore il benessere e la sana nutrizione guidano le scelte, che propongono cibi equilibrati, con meno sale, meno grassi e altamente proteici. Le aziende italiane sono impegnate a mantenere alto anche il valore della sostenibilità e l’educazione alimentare è al primo posto negli interessi dei consumatori che cercano – e in molti casi trovano – una risposta concreta alle proprie esigenze e aspirazioni.

Granterre lancia la linea LiberaMente:
• Prosciutto Cotto di Alta Qualità Magro con solo il 2% di grassi
• Tacchino Arrosto con solo l’1% di grassi e con il -25% di sale rispetto al Tacchino Arrosto intero
• Mortadella di Pollo con 100% carne di pollo e con il 60% di grassi in meno rispetto alle mortadelle GranTerre
• Salame Gran Magro con il -40% di grassi e -40% di sale rispetto alla media dei salami GranTerre
Un’ampia gamma di specialità gastronomiche ideali per chi è attento all’alimentazione ma non rinuncia al piacere di mangiare, ma con meno grassi e meno sale.
Palmieri pubblica il suo secondo Bilancio di Sostenibilità e conferma la volontà di integrare i principi ESGambientali, sociali e di governancenella propria strategia.
Il Bilancio “Un mondo da Favola si costruisce insieme” - redatto secondo gli standard GRI “in accordance” - racconta il percorso di Palmieri verso un modello di sviluppo sempre più attento alle persone, all’ambiente e al territorio, ed evidenzia i progressi compiuti in ambito ambientale, sociale e organizzativo.
Nel Bilancio si evidenzia un’azienda che investe in efficienza energetica, benessere aziendale, qualità e sicurezza alimentare, valorizzando le risorse interne e collaborando attivamente con il territorio, in un percorso di crescita sostenibile con investimenti concreti in tecnologie avanzate per migliorare l’efficienza energetica, i processi industriali e ridurre gli scarti di produzione.
La qualità è il cuore pulsante dell’azienda e la Mortadella Favola - prodotto iconico brevettato nel 1997 - anche nel 2024 è stata riconosciuta come Miglior Mortadella d’Italia.
Cresce l’interesse per alimenti proteici, come gli affettati, che uniscono sapore e benessere. Lo Speck Alto Adige IGP porta equilibrio, qualità e varietà nella dieta di ogni giorno grazie al suo elevato contenuto proteico e poco sale. È quanto evidenzia la recente ricerca condotta da Osservatorio Immagino GS1 Italy/NielsenIQ: il mercato dei prodotti si conferma uno dei fenomeni più significativi degli ultimi anni. All’interno di questo scenario trovano spazio anche gli affettati, scelti per il profilo nutrizionale sempre più in linea con le esigenze contemporanee. Lo Speck Alto Adige IGP in questo contesto si contraddistingue in quanto ricco di proteine (>30%) e con meno del 5% di sale, ideale per chi cerca un’alimentazione bilanciata e varia nella vita di tutti i giorni.
Con un contenuto massimo di sale pari al 5% e una delicata affumicatura ottenuta grazie all’aria pura dell’Alto Adige, lo Speck Alto Adige IGP si presta a molteplici occasioni di consumo; sul piano nutrizionale, una porzione da 50 g - quella indicata dai LARN come quantitativo ideale - copre in modo significativo una buona percentuale del fabbisogno quotidiano di proteine nobili, sali minerali e vitamine del gruppo B.
• Le proteine di alta qualità presenti nello speck contengono tutti gli amminoacidi essenziali, compresi quelli ramificati (valina, isoleucina e leucina), importanti per lo sviluppo e il mantenimento della massa muscolare, soprattutto per chi pratica attività fisica.
• Il contenuto di lipidi (grassi) si è progressivamente ridotto negli ultimi decenni grazie a tecniche di allevamento moderne: dei grassi dello speck, solo il 35% sono saturi, mentre il 65% sono insaturi. Una porzione da 50 g di Speck Alto Adige IGP contiene circa 3 g di grassi saturi, integrandosi facilmente in una dieta equilibrata e varia.

• Lo speck è inoltre una fonte preziosa di vitamine del gruppo B (B1, B2, B3, B6 e B12), fondamentali per il metabolismo energetico, per il funzionamento del sistema nervoso e per contrastare stanchezza e affaticamento; lo speck fornisce inoltre minerali essenziali come ferro (ad alta biodisponibilità), potassio, fosforo e zinco, utili per il trasporto dell’ossigeno ai tessuti, per il normale funzionamento dei muscoli, soprattutto sotto sforzo, il mantenimento di ossa e denti e la sintesi proteica.
• Negli anni il contenuto di sale – elemento essenziale per la stagionatura dello speck - è diminuito del 19%, attestandosi oggi su valori inferiori al 5%, mentre le quantità di nitrati e nitriti restano ben al di sotto dei limiti di sicurezza, nel pieno rispetto della normativa europea.
BroilerNet è un progetto Horizon Europe attivo dall’1 agosto 2022 al 31 luglio 2026. Il CRPA - Centro Ricerche Produzioni Animali è insieme a Unaitalia partner italiano del progetto. Si tratta della prima rete europea dedicata a rafforzare la sostenibilità ambientale e la resilienza del settore avicolo da carne. Riunendo partner provenienti da 13 Paesi e coinvolgendo oltre 400 attori diversi, BroilerNet collega allevatori, ricercatori e stakeholder del settore per individuare e condividere pratiche innovative e virtuose che affrontano le principali sfide legate al benessere animale, alla gestione della salute degli animali e alla sostenibilità ambientale.
Attraverso le proprie Reti Nazionali di Innovazione per il pollo da carne, è stata raccolta un’ampia gamma di Buone Pratiche, ognuna delle quali è descritta in modo dettagliato in schede informative scaricabili, disponibili gratuitamente sul Broiler Knowledge Hub:
• Benessere animale: affrontare temi come la valutazione del benessere, la gestione dei pulcini e la riduzione dello stress durante la cattura. Le soluzioni comprendono app per la valutazione del benessere, strategie di alimentazione precoce e pratiche di manipolazione migliorate.
• Gestione della salute animale: focalizzarsi sulla salute intestinale, la qualità dei pulcini e la zoppia. Le buone pratiche includono protocolli avanzati di pulizia e igiene, piattaforme rialzate e metodi di controllo dei batteri.
• Sostenibilità ambientale: affrontare sfide legate all’uso dell’acqua, alla gestione del letame e all’allevamento di linee di polli a crescita lenta. Le innovazioni comprendono una gestione più intelligente dell’acqua, la distribuzione ottimizzata della lettiera esausta, l’agroforestazione e la riduzione degli sprechi alimentari.
Presente a Salumi da Re, la manifestazione della famiglia Spigaroli, il Salumificio F.lli Coati ha raccontato tutta l’eccellenza delle proprie linee premium “Lenta Cottura” e “Lenta Stagionatura”, divenute ormai simbolo del marchio e della filosofia dell’azienda, fondata proprio sul valore del “giusto tempo” da dedicare con cura a ogni fase della lavorazione così come a ogni momento importante della vita. Perché solo con il tempo giusto ogni cosa può rivelare il suo sapore autentico. Sotto i riflettori, l’ultima novità lanciata quest’anno dal salumificio veneto, l’Arrosto di Tacchino Alta Qualità Lenta Cottura. Prodotta a partire da soli petti interi selezionati, la nuova referenza si caratterizza per una carne magra, cotta lentamente al vapore, e per una doratura esterna che racchiude la morbidezza e il sapore dell’arrosto. Frutto di una scrupolosa lavorazione artigianale che conferisce al prodotto un colore e un sapore inconfondibili, presenta anche ottime caratteristiche nutrizionali. Grande apprezzamento anche per il Prosciutto Cotto Oro Rosa, uno dei migliori esempi dell’artigianalità Coati che proprio lo scorso anno è stato inserito tra i migliori dieci prosciutti cotti gourmet secondo Gambero Rosso. È un prosciutto cotto di alta qualità, disossato con la tecnica dell’osso sfilato e legato a mano fuori stampo per esaltarne ancora di più i sapori, ottenuto grazie a una minuziosa lavorazione e un’attenta selezione degli ingredienti.

Ricca di proteine e con un contenuto di grassi moderato, la nuova
Mortadella Fitness di Felsineo, riflette l’impegno per l'innovazione e l’alta qualità del gruppo alimentare bolognese, e nasce dalle attività di Ricerca e Sviluppo condotte all’interno del progetto Gruppo Felsineo Open Food Factory.
Alimenti sani, gustosi e con un profilo nutrizionale bilanciato. In linea con queste nuove tendenze di consumo, Felsineo SB presenta Mortadella Fitness, il nuovo salume healthy con carne di puro suino, che unisce tradizione, gusto e benessere.
Senza glutine e priva di lattosio, Mortadella Fitness è realizzata con carne di alta qualità. È una mortadella particolarmente leggera grazie a un contenuto di grassi inferiore del 40% rispetto alla
media (media CREA). Inoltre, grazie all’elevato tenore proteico, è particolarmente indicata per chi pratica attività sportiva o desidera incrementare l’apporto proteico di qualità.
Mortadella Fitness è il primo prodotto realizzato nell’ambito di Gruppo Felsineo Open Food Factory, il progetto di educazione alimentare che promuove una nutrizione consapevole, sostenibile ed equilibrata.
La nuova mortadella è confezionata in un packaging moderno e di grande impatto visivo. Inquadrando il QR code impresso sulla vaschetta si accede direttamente ai contenuti presenti all’interno dell’hub Open Food Factory realizzati grazie al contributo di nutrizionisti, sportivi ed esperti nei vari settori.
Itempi cambiano e con loro anche le abitudini alimentari: il tempo da dedicare ai fornelli è sempre meno, ma nessuno vuole rinunciare ad una dieta salutare e variegata: la richiesta di piatti pronti e pronto cuoci è in costante crescita. La competizione è molto forte: le aziende di specialità gastronomiche devono utilizzare i migliori ingredienti, gestire in modo economicamente vantaggioso una gran varietà di prodotti con numerosi livelli di lavorazione, offrire la massima qualità, trovare nuovi canali di vendita e adempiere a severe richieste legislative. Le sfide da affrontare sono tante ma la digitalizzazione può aiutare a semplificare i processi più complessi. Il CSB-System, ERP completo, ampliabile e integrato, è ottimale per il settore delle specialità gastronomiche e copre tutte le richieste del settore già nello standard: freschezza, sicurezza alimentare, rintracciabilità, efficienza nella logistica, ottimizzazione delle risorse non saranno più un problema. Alcuni capisaldi di Industria 4.0 sono già da tempo soluzioni consolidate portafoglio prodotti CSB-System.
IL CUORE DEL SISTEMA
I moduli degli Acquisti, del Magazzino, della Produzione e delle Vendite sono il cuore dell’ERP CSB-System, perché rappresentano i capisaldi della gestione di una qualsiasi azienda alimentare. Tutte le aree aziendali sono collegate in rete, tutte le informazioni sono a

CSB-System offre soluzioni specifiche per gastronomia e ristorazione colletiva
disposizione in tutte le aree. Si crea così una base dati unitaria per tutti i reparti che migliora la trasparenza, il flusso delle informazioni e la comunicazione. Grazie alla struttura modulare del CSB-System, l’azienda è libera di implementare le funzionalità che recano il maggiore valore aggiunto, in modo flessibile e per step liberamente definibili. Il CSB-System è idoneo al collegamento in rete di più stabilimenti produttivi.
PERSONALIZZATA
DI ETICHETTE E IMBALLAGGI
Per quanto riguarda la necessità tipica del

mercato dei piatti pronti di gestire diversi tipi di packaging per ottemperare alle diverse richieste della clientela, il CSB-System offre un’ampia gamma di soluzioni:
• Gestione personalizzata dei layout di tutti i documenti comprese etichette, private label, packing list, schede tecniche, catalogo pubblicitario
• Calcolo e gestione dei valori nutrizionali con relativa gestione degli allergeni e successiva stampa in etichetta o scheda tecnica
• Collegamento con le linee di pesoprezzatura
• Possibilità di collegare e gestire macchinari
• Gestione dei codici a barre e dei codici SSCC
• Tracciabilità tramite Sistema Informativo Lotti
• Collegamenti attraverso il CIM con bilance, scanner, magazzini automatici, palettizzatori, muletti
• Utilizzo del CSB Rack, PC industriale specifico per il settore alimentare.
SEMPLICE DA USARE
Con applicazione M-ERP è possibile personalizzare l’interfaccia grafica utente per semplificare l’inserimento dei dati e la gestione dei processi da parte del personale di produzione. L’M-ERP consente inoltre l’uso dei palmari, strumenti indispensabili per la gestione di
magazzini che movimentano grossi volumi di merci e per svolgere il picking in maniera mobile e svincolata da una postazione fissa. L’M-ERP di CSB-System è comunemente utilizzato anche per la gestione del ricevimento merce, movimenti tra magazzini, gestione degli inventari.
GESTIONE DELLE VENDITE
Poiché anche dal punto di vista commerciale il mercato della gastronomia richiede la massima flessibilità, l’ERP CSBSystem consente non solo di gestire condizioni commerciali specifiche per cliente (listini, sconti, promozioni, premi fine anno, etc.) ma è un valido strumento di lavoro anche per l’agente, che può collegarsi in remoto con la propria azienda e avere a disposizione dati sempre aggiornati su prodotti e clienti, evitando così doppi inserimenti. Anche lo scambio dati tramite EDI, molto usato dalla GDO, riduce i costi amministrativi perché il CSB-System è in grado di ricevere e inviare ordini di acquisto, di vendita e qualsiasi altro tipo di documento. Il CSB-System è un gestionale multilingua, quindi tutti i documenti associati ad un cliente estero, bolle, fatture, lista degli ordini, etichette, etc. sono stampati automaticamente nella lingua richiesta.
Per le aziende di gastronomia che, oltre alla preparazione di piatti pronti, si occupano anche di ristorazione collettiva (mense scolastiche/aziendali/ospedali, catering) è sicuramente di grande utilità il modulo della Pianificazione dei Menù, anch’esso integrato nel sistema gestionale. Questo modulo consente di creare e gestire vari menù, evitando doppi inserimenti e ottimizzando l’uso di materie prime, risorse umane, tecnologie e impianti.
Il CSB-System può integrare, all’interno dei processi, un manuale di Controllo Qualità, a supporto anche delle varie certificazioni. I controlli qualità sono
illimitati e possono essere eseguiti in modo personalizzato con notevoli vantaggi verso la gestione rapida delle “non conformità”, la visualizzazione veloce e razionale dei dati attraverso report e statistiche e l’eliminazione del supporto cartaceo.
Alcuni capisaldi di Industria 4.0 sono già da tempo realtà per molti dei nostri clienti e fanno parte del nostro portafoglio prAltri moduli come Contabilità Generale e Industriale, CRM, Archiviazione documentale, Business Intelli-

gence e molto altro, rendono CSB-System un software completo in grado di gestire un’azienda alimentare a 360.
Referente: Andrè Muehlberger, Direttore CSB-System S.r.l., www.csb.com

ma
contano i fatti. Che si tratti di margini di contribuzione,
delle materie
giacenze di magazzino o semplicemente dei prezzi giusti: con il CSB-System gestirete la vostra azienda sulla base degli indici. In questo modo avrete una visione chiara anche in situazioni non chiare.
La rubrica “Chiedetelo a…” è uno spazio attraverso il quale i nostri lettori (ma anche la redazione stessa) possono avere risposte ad argomenti di diversa natura.
Le domande devono essere inviate all’indirizzo email redazione@ecod.it
I quesiti proposti saranno evasi da persone competenti negli specifici settori.

Cos’è lo strutto, come si produce e che utilizzi industriali e culinari ha nella tradizione italiana?
Lo strutto è un grasso alimentare animale ottenuto per colatura a caldo dai tessuti adiposi del maiale (sottocutaneo e viscerale) che residuano dalle lavorazioni primarie della salumeria e di cui si può considerare un sottoprodotto. Quando è freddo si presenta come una pasta bianca perlacea e pastosa (o viene formato in panetti semisolidi se ottenuto da frazioni più dure), mentre quando è fuso è un liquido oleoso, perciò usato per le fritture come un qualunque altro olio vegetale oltre che come grasso in diversi impasti di sfarinati. L’uso dello strutto in Italia ha origini antichissime e compare già nella cucina etrusca e romana.
Il processo di produzione è semplice ma richiede comunque idonea attrezzatura.
• Materia prima: è costituita dai ritagli di grasso suino (lardo, pancetta, sugna e scarti adiposi).
• Fusione: i pezzi di grasso vengono tagliati e riscaldati a fuoco lento fino alla fusione. A livello industriale si possono usare vapore ad alta temperatura o calore secco; l’acqua residua viene fatta evaporare e il grasso liquido viene separato dai residui solidi (che sono prodotti derivati dal processo di fusione conosciuti come ciccioli, commestibili ed utilizzati come alimenti).
• Filtrazione e colatura: il grasso fuso viene filtrato e lasciato raffreddare in contenitori, solidificando in panetti o vasetti. È possibile aggiungere antiossidanti e/o sale per una migliore conservazione ed emulsionanti per stabilizzare il prodotto.
• Frazionamento: si può anche procedere alla specifica lavorazione per ottene-
re frazioni più dure o più morbide, da utilizzare in preparazioni culinarie specifiche.
La produzione di strutto segue l’insieme di norme che regolano gli alimenti di origine animale, l’igiene degli alimenti, la tracciabilità e l’etichettatura. Le norme principali di riferimento a livello europeo e nazionale stabiliscono requisiti per la salubrità della materia prima (carni e tessuti suini), le procedure di lavorazione, i controlli ufficiali e le informazioni al consumatore. La lavorazione deve essere effettuata in stabilimenti autorizzati; la materia prima derivata dalle carcasse o da residui adiposi della macellazione deve essere tracciata, specie se deve essere raccolta e trasportata da più laboratori; le aree dedicate alla fusione e filtrazione del grasso devono garantire pulizia, materiali idonei al contatto alimentare, controllo delle temperature e prevenzione delle contaminazioni crociate. Devono essere osservate le buone pratiche di produzione (GMP) ed è obbligo applicare un sistema di autocontrollo basato sui principi HACCP per identificare e gestire i punti critici nel processo produttivo: procedure scritte per ricezione materie prime, selezione, rimozione di parti non idonee, fusione, filtrazione, stoccaggio e smaltimento o reimpiego dei sottoprodotti (ciccioli).
In laboratorio devono essere eseguiti test microbiologici e chimici: controllo della materia prima per segni di deterioramento e monitoraggio del prodotto finito per rancidità, residui, metalli pesanti e altri contaminanti applicabili.
Nel prodotto finito, all’atto del confezionamento, grazie all’assenza sostanziale di acqua libera e all’elevata temperatura di processo, il rischio microbiologico
è ridotto. Tuttavia essendo un grasso la criticità principale è l’irrancidimento ossidativo (odore/gusto rancido), che si previene utilizzando materie prime il più possibile fresche, lavorate rapidamente e conservando lo strutto al riparo della luce in contenitori opachi, protetto dall’aria e a temperature idonee; per preservare dall’irrancidimento si possono utilizzare eventuali antiossidanti naturali (per esempio estratto di rosmarino, tocoferoli).
Lo strutto è ovviamente un prodotto molto ricco in lipidi (circa 97 g/100 g), con una quota significativa di grassi saturi e una parte di monoinsaturi (acido oleico) e polinsaturi: per questo motivo ha un elevato contenuto calorico (circa 890 kcal/100 g) e va consumato con moderazione.
Da un punto di vista tecnico, il prodotto fonde intorno ai 40–42 °C trasformandosi in olio trasparente. Lo strutto combina un punto di fumo elevato (intorno a circa 220-240 °C) con una composizione ricca di saturi e monoinsaturi, che lo rende tecnicamente molto stabile in frittura e capace di mantenere temperatura e croccantezza. È in grado di raggiungere e mantenere elevate temperature paragonabili se non superiori a quelle degli oli vegetali.
Si utilizza anche nei prodotti da forno, negli impasti di panificazione e di pasticceria, cui conferisce caratteristiche di friabilità, sapore e fragranza e ne rallenta il raffermamento, come negli impasti tradizionali della piadina romagnola o delle tigelle modenesi, dei taralli e dei cannoli siciliani, nelle frolle e nella pasta sfoglia che richiedono friabilità.
Per usi non alimentari trova impiego nella produzione di saponi e prodotti oleochimici come lubrificanti e impermeabilizzanti.
La scelta intelligente per il tuo business: soluzioni igieniche avanzate che garantiscono un notevole risparmio idrico, energetico e chimico, ottimizzando i processi e migliorando la sostenibilità aziendale.

Sistemi di lavaggio centralizzati

Stazioni igienizzanti e aree filtro


Arredo locali industriali
Lavora serenamente, senza preoccuparti dell’igiene aziendale. Sarai seguito in tutte le fasi del progetto, dalla consulenza iniziale alla manutenzione delle attrezzature.
Spazzatrici e lava pavimenti industriali

Sfoglia il catalogo


Angela Mucciolo, Dottore in Scienze e Tecnologie delle Produzioni Animali
Dina Cifrodelli - ASL di Salerno, Dirigente Veterinario Igiene e Sicurezza Alimenti di O. A.
Claudio Mucciolo, ASL di Salerno, Dipartimento di Prevenzione – Direttore UOC Igiene e Sicurezza Alimenti di O. A. – cl.mucciolo@aslsalerno.it
Il ghiaccio sta assumendo un ruolo sempre più importante nell'industria alimentare, soprattutto nella catena del freddo, per la conservazione degli alimenti freschi. Tuttavia, la presenza di contaminanti microbiologici nel ghiaccio associato agli alimenti rappresenta un potenziale rischio per la sicurezza alimentare e la salute pubblica. È fondamentale condurre approfondite indagini sulla sicurezza del ghiaccio utilizzato nel settore alimentare.
Nell'industria alimentare il ghiaccio viene ampiamente utilizzato come comune refrigerante o ingrediente [1,2]. Se utilizzato nel contesto alimentare può essere facilmente contaminato da batteri patogeni quali Escherichia coli, Staphylococcus aureus e Salmonella spp. Le fonti di contaminazione sono attribuibili all'utilizzo di acqua non idonea igienicamente, a una manipolazione inadeguata e a condizioni igieniche scadenti delle macchine per la produzione del ghiaccio. Il ghiaccio contaminato potrebbe fungere da veicolo per la trasmissione di patogeni al cibo e all’uomo, rappresentando un potenziale rischio per la salute pubblica.
La catena del freddo riveste un ruolo cruciale nell'industria alimentare poiché mira
a prolungare la durata di conservazione e a preservare la freschezza degli alimenti. Il ghiaccio è un refrigerante comune utilizzato per inibire la crescita microbica e prolungare la conservazione degli alimenti. A causa del contatto diretto con gli alimenti, la sicurezza microbiologica del ghiaccio sta ricevendo una crescente attenzione, poiché numerosi studi hanno confermato la presenza di diversi microrganismi contaminanti [3,4]. Il consumo diretto di alimenti a contatto con il ghiaccio contaminato può favorire la trasmissione di microrganismi patogeni agli esseri umani, causando potenziali focolai di malattie gastrointestinali. Pertanto, è essenziale prestare attenzione alle condizioni igieniche del ghiaccio associato al cibo lungo la catena del freddo al fine di garantire la sicurezza alimentare e la salute dei consumatori.
IL GHIACCIO ASSOCIATO AL CIBO NELL'INDUSTRIA
Il ghiaccio viene ampiamente utilizzato nell'industria alimentare come refrigerante o ingrediente e i consumi a livello globale sono aumentati notevolmente [5]. Ad esempio, nel settore della carne, viene utilizzato durante la lavorazione per migliorare la solubilità delle proteine e mantenere la carne macinata a bassa temperatura [6]. Inoltre, l'utilizzo del ghiaccio contribuisce a preservare il colore caratteristico della carne e a inibire la crescita dei microrganismi [7]. Per quanto
riguarda i prodotti ittici, la frutta e la verdura, il ghiaccio viene comunemente impiegato per abbassare la temperatura durante il trasporto e la conservazione [8]. Di conseguenza, l'attività dei microrganismi, degli enzimi e di altri fattori di deterioramento ne risulta significativamente ridotta [8].
Attualmente, non esiste una classificazione unificata per l'uso del ghiaccio nell'industria alimentare a livello globale. In base alle esigenze e alle modalità di utilizzo, il ghiaccio impiegato nell'industria alimentare può essere suddiviso in ghiaccio utilizzato all’interno di alimenti e quello non utilizzato nelle

Tabella 1: Standard normativi del ghiaccio associato al cibo
Tipo di ghiaccio Paese o organizzazione Requisiti normativi
Ghiaccio a contatto con gli alimenti Commissione Europea
Ghiaccio commestibile e non commestibile Stati Uniti, Food and Drug Administration (FDA)
Fonte
Il ghiaccio che viene a contatto con gli alimenti o che potrebbe contaminare gli alimenti deve essere prodotto con acqua potabile o, quando utilizzato per raffreddare prodotti ittici interi, con acqua pulita. Deve essere prodotto, manipolato e conservato in condizioni che lo proteggano dalla contaminazione. [10], [11]
Il ghiaccio può essere raschiato, a cubetti, a pepite o triturato. Può essere fatto con acqua di rubinetto, acqua di sorgente o acqua purificata. [9]
Ghiaccio commestibile Cina, Standardization Administration of China Il ghiaccio commestibile deve essere fatto con acqua potabile e non devono essere rilevati coliformi totali, coliformi termoresistenti ed E. coli [12], [13]
Ghiaccio commestibile e ghiaccio non commestibile
India, Food Safety and Standards Authority of India (FSSAI)
Ghiaccio commestibile Uganda
Ghiaccio confezionato International Packaged Ice Association (IPIA)
Ghiaccio confezionato European Packaged Ice Association (EPIA)
Ghiaccio commestibile Kenya, Standards Projects Committee
Tutti gli operatori alimentari impegnati nella produzione e nell'uso di ghiaccio commestibile e non commestibile devono utilizzare colori diversi per garantire una chiara distinzione. [14]
Il ghiaccio commestibile e le miscele di ghiaccio devono conformarsi ai limiti per i contaminanti microbiologici. Salmonella, L. monocytogenes ed E. coli non devono essere presenti né nel ghiaccio commestibile né nelle miscele di ghiaccio. [15]
Il conteggio totale delle placche eterotrofe (THPC) a 37 °C del ghiaccio confezionato non deve essere superiore a 500 UFC/mL, mentre i coliformi fecali totali non devono essere rilevati. [16]
Deve essere prevista una tecnica affinché le mani non tocchino mai direttamente il ghiaccio. Devono essere forniti guanti igienici e cambiati secondo necessità. L'area di stoccaggio del ghiaccio deve essere priva di condizioni che potrebbero causare contaminazione. [17]
L'acqua utilizzata per produrre il ghiaccio commestibile deve essere di qualità potabile; Salmonella spp. e S. aureus non devono essere rilevati e il conteggio totale delle colonie deve essere inferiore a 50.000 UFC/g. [18]
Ghiaccio commestibile Associazione europea del gelato L. monocytogenes < 100 UFC/g, Salmonella deve essere assente in 25 g di gelato. [19]
preparazioni alimentari. Più specificamente, il primo viene aggiunto a bevande e prodotti alcolici e consumato direttamente dai consumatori. Il secondo viene principalmente utilizzato lungo la catena del freddo durante il trasporto e la conservazione. Ciò include sia il ghiaccio a contatto diretto con il cibo, per prolungarne la durata di conservazione, che il ghiaccio a contatto indiretto con il cibo, per ridurre la temperatura ambientale nella catena del freddo.
Secondo la Food and Drug Administration
[9], il ghiaccio è considerato cibo, indipendentemente dalla sua forma (scaglie, cubetti, pezzi o triturato). Per quanto riguarda le fonti, il ghiaccio può essere prodotto con acqua di rubinetto (acqua potabile: acqua rispondente ai requisiti minimi fissati nella direttiva 98/83 CE del Consiglio del 3 novembre 1998, sulla qualità delle acque destinate al consumo umano “da art. 2 del Reg. 852/04” - in Italia la direttiva 98/83/CE è stata recepita nel D. Lgs. 31/2001), acqua di sorgente o acqua purificata [9]. In Europa, il ghiaccio destinato

a raffreddare prodotti ittici deve essere prodotto con acqua potabile (Regolamento n. 852/2004 [10] e 853/2004 [11]; Commissione Europea 2004).
Inoltre, deve essere prodotto, manipolato e conservato in condizioni che ne preservino l'integrità igienica (Tabella 1).
L'Associazione Europea del Gelato ha emesso una serie di standard sulla qualità microbiologica del ghiaccio commestibile, imponendo limiti per la presenza di Listeria monocytogenes (inferiore a 100 UFC/g) e richiedendo l'assenza di Salmonella enterica in 25 g di gelato.
In Cina, il Ministero del Commercio della Repubblica Popolare Cinese ha stabilito che il ghiaccio commestibile deve essere prodotto con acqua potabile (SB/T 10017-2008) [12] e non è consentita la presenza di coliformi totali, coliformi termoresistenti ed E. coli (GB 5749-2006) [13].
Inoltre, l'Autorità per la Sicurezza Alimentare e gli Standard dell'India (FSSAI) ha sottolineato una netta distinzione tra il ghiaccio commestibile e il ghiaccio non commestibile (File No. 4-21, 2018/Maharashtra/RCD/FSSAI) [14]. È stata emessa un'indicazione dove tutti gli operatori alimentari coinvolti nella produzione e nell'uso di ghiaccio commestibile e non commestibile devono etichettarli con colori diversi per garantirne la corretta distinzione.
In Uganda, nel giugno 2017, è stata pubblicata la notifica G/TBT/N/UGA/693 che stabilisce gli standard per il ghiaccio commestibile e le miscele di ghiaccio, compresi i metodi di campionamento e test per la produzione di ghiaccio commestibile o miscele di ghiaccio in forma liquida o in polvere destinati al consumo umano. Il ghiaccio commestibile e le miscele di ghiaccio devono rispettare i limiti per i contaminanti microbiologici, con particolare attenzione alla assenza di Salmonella spp., Listeria monocytogenes ed E. coli [15]. Secondo l'OMS, il ghiaccio destinato al consumo diretto o a contatto diretto con gli alimenti destinati al consumo deve avere lo stesso livello di qualità e sicurezza dell'acqua potabile.
FONTI E VIE
DI CONTAMINAZIONE
DEL GHIACCIO DA PARTE
DI MICRORGANISMI
Sono stati registrati diversi focolai di malattie alimentari correlati al consumo di ghiaccio contaminato [20-22].
Il ghiaccio può essere contaminato da diverse fonti, tra cui l'acqua di approvvigionamento [25], le macchine di produzione contaminate [3] e pratiche igieniche scorrette degli operatori [26] (Figura 1).
Ad esempio, nel febbraio 1992, il Dipartimento di Sanità dello Stato delle Hawaii ha riportato di un'epidemia di gastroenterite acuta non batterica che ha colpito più di 900
Figura 1: Potenziali fonti e vie di contaminazione del ghiaccio da parte di microrganismi
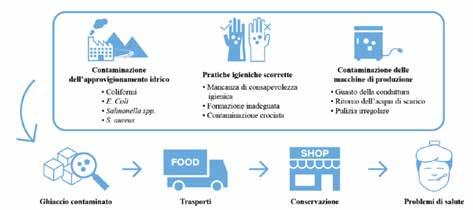
persone, attribuita al consumo di ghiaccio contaminato dal virus Norwalk [23].
Negli Stati Uniti, nel 2011, l'Ufficio di Sanità Pubblica e il Centro per il Controllo e la Prevenzione delle Malattie (CDC) ha segnalato un focolaio di batteriemia da Francisella novicida associato al consumo di ghiaccio contaminato in Louisiana [24].
Nel 1987 più di 5.000 persone si sono ammalate a causa del consumo di ghiaccio prodotto con acqua contaminata [16].
Uno studio condotto da Tuyet Hanh e Hanh [27] nella provincia di Binh Phuoc, in Vietnam, ha valutato la qualità microbiologica del ghiaccio commestibile e le fonti di contaminazione in diverse strutture. È emerso

che solo un terzo delle strutture soddisfaceva i requisiti igienici, mentre oltre il 50% dei campioni di ghiaccio era contaminato, con il 49,4% dei campioni positivi per E. coli e il 12,7% contenenti coliformi [27]. La contaminazione microbica del ghiaccio dipende principalmente dalle condizioni igieniche durante la produzione, che può avvenire in famiglie, ristoranti, bistrot e strutture industriali [7].
È stato anche riscontrato che le macchine per il ghiaccio possono essere facilmente contaminate dalle mani degli operatori o da reflussi di liquami a causa della mancanza di dispositivi di pulizia adeguati.
Chavasit et al. [25] hanno valutato la qualità microbiologica del ghiaccio proveniente da 11 impianti per la produzione in Thailandia, e i risultati hanno indicato la presenza di coliformi nei campioni e nelle macchine per la produzione di ghiaccio. Oltre ai serbatoi del ghiaccio, i coliformi erano presenti anche sulle mani degli operatori che maneggiavano il ghiaccio [25].
CONTAMINAZIONE MICROBICA
NEL GHIACCIO ASSOCIATO
AL CIBO
I principali microrganismi riscontrati nel ghiaccio includono Salmonella spp., E. coli, Pseudomonas spp., S. aureus ed Enterobacteriaceae [2,5,27,32].
Sono stati condotti numerosi studi sia nei paesi sviluppati che nelle regioni in via di sviluppo per valutare la presenza di contaminazione microbica nel ghiaccio utilizzato per scopi alimentari [4,27-30] (Tabella 2).
Questi studi evidenziano la necessità di adottare tecniche e misure efficaci per prevenire la contaminazione microbica nel ghiaccio destinato all'uso alimentare. La corretta igiene e la gestione adeguata delle fonti di contaminazione, come l'acqua di approvvi-
Tabella 2: Livelli di contaminazione microbica del ghiaccio associato agli alimenti
Classificazione del ghiaccio Siti di campionamento Microrganismi, loro tossine, metaboliti Livello di contaminazione microbica Fonte
Ghiaccio non commestibile (ghiaccio commerciale e ghiaccio utilizzato per refrigerare pesce e frutti di mare)
Ghiaccio commestibile e non commestibile (ghiaccio utilizzato per raffreddare bevande e alimenti)
Ghiaccio a contatto con il cibo (cubetti di ghiaccio campionati presso negozi di alimentari)
Ghiaccio commestibile e non commestibile (ghiaccio utilizzato per raffreddare bevande e pesce)
Fabbrica di ghiaccio, mercato del pesce, banco del pesce ad Araraquara, San Paolo, Brasile
Grecia
Kubang Kerian, Kelantan, Malesia
Criteri di igiene di processo: -Coliformi totali; -Coliformi fecali; -E. coli
Criteri di igiene di processo: -Conteggio totale di eterotrofi (THC); -Coliformi totali; -Coliformi fecali
Coliformi totali: 6,9-1,2×103 MPN/100 mL; Coliformi fecali: < 2-5,3×102 MPN/100 mL E. coli: < 2-2,2×102 MPN/100 mL [35]
È stata conteggiata almeno una colonia di coliformi fecali nel 91,67% dei campioni (55/60), di cui 3 (5%) con conteggi > 100 UFC/100 g; tutti sono risultati positivi per gli Enterococchi, con 6 (10%) che mostravano conteggi > 100 UFC/100 g
Ogbomoso Metropolis, Sud-ovest, Nigeria
Ghiaccio non commestibile (campioni di ghiaccio confezionato in loco e ghiaccio prodotto industrialmente)
Ghiaccio commestibile (utilizzato per raffreddare bevande e alimenti pronti da consumare in esposizione)
Ghiaccio non commestibile
California del Sud, USA
Criteri di igiene di processo: -Coliformi fecali
Criteri di sicurezza alimentare: -Pediococcus cerevisiae; -Bacillus subtilis; -Streptococcus pyogenes; -Bacillus firmus; -Pseudomonas aeruginosa; -Streptococcus equi; -S. epidermidis; -Micrococcus luteus
1) Criteri di sicurezza alimentare: -Stafilococchi; -Salmonella; 2) Criteri di igiene del processo: -Coliformi; -E. coli
Regno Unito
Fabbriche, ristoranti, negozi e venditori ambulanti a Jakarta, Indonesia
Ghiaccio commestibile Sedi produttive di ghiaccio nella provincia di Binh Phuoc, Vietnam
Ghiaccio commestibile e non commestibile
Ghiaccio non commestibile (ghiaccio in fabbrica)
Ghiaccio commestibile
Ghiaccio commestibile
Strutture domestiche, ristoranti e industriali in Italia
Provincia di Chanthaburi in Thailandia
Ristoranti, bar e mercati del pesce situati in diverse regioni di Istanbul, Turchia
Negozi di alimentari e ristoranti a Seoul, Corea del Sud
Criteri di igiene del processo: -Coliformi; -E. coli; -Enterococchi; -Conteggio totale di colonie aerobiche (APC)
Criteri di sicurezza alimentare: -Vibrio cholerae
Criteri di igiene del processo: -Coliformi totali; -E. coli
Da 1 UFC/100 mL a > 50 UFC/100 mL di coliformi fecali [4]
Carico microbico di 1.88×104−3.10×104 UFC/mL per il ghiaccio commestibile e di 2.19×104−3.20×104 UFC/mL per il ghiaccio non commestibile
Il 19% dei 120 campioni di ghiaccio confezionato in loco supera il limite microbico di 500 UFC/mL; il conteggio più elevato di stafilococchi è stato di 528 UFC/100 mL; gli stafilococchi sono stati trovati nel 34% del ghiaccio confezionato in loco ma non nei campioni di ghiaccio prodotto industrialmente; nessuno dei 156 campioni è risultato positivo per Salmonella
Il 9% del ghiaccio era contaminato da coliformi; l'1% era positivo per E. coli; l'1% conteneva Enterococchi in una quantità superiore a 102 UFC/100 mL; l'11% del ghiaccio presentava un conteggio totale di colonie aerobiche superiore a 103 UFC/100 mL [33]
I livelli di V. cholerae sia nel ghiaccio che nelle bevande variavano da < 0,3 MPN/mL a > 110 MPN/mL [32]
Il 49,4% (39/79) dei campioni era contaminato da E. coli e il 12,7% (10/79) era positivo per i coliformi [27]
Criteri di igiene del processo: -Microrganismi mesofili totali
I microrganismi mesofili totali variavano da (1,01×102 ± 2,60×102) UFC/100 mL a (9,55×103 ± 1,42×103) UFC/100 mL, 3,12×102 - 6,31×103 e 1,30×102 - 3,99 × 103 UFC/100 mL per il ghiaccio proveniente da freezer domestici, contenitori di stoccaggio e pacchetti di vendita [38]
Criteri di sicurezza alimentare: -Shigella; -Salmonella Non disponibile [39]
Criteri di igiene del processo: -E. coli; -Enterococchi; -Coliformi
Sono state rilevate E. coli in 7 campioni di ghiaccio (6,7%) e in 23 campioni di ghiacciaia (21,9%), Enterococchi in 13 campioni di ghiaccio (12,4%), coliformi in 71 ghiacciaie (67,5%) e in 54 campioni di ghiaccio (51,4%) [31]
Criteri di igiene del processo: -Batteri aerobi totali (TAB) I TAB variavano da 1,83 (lg (UFC/g)) a 2,31 (lg (UFC/g)) [30]
gionamento e le apparecchiature di produzione del ghiaccio, sono fondamentali per garantire la sicurezza e la qualità del ghiaccio utilizzato nel settore alimentare.
GHIACCIO ASSOCIATO AL CIBO
Il ghiaccio associato al cibo è facilmente contaminato da microrganismi, come discusso nella sezione 3. Le indagini precedentemente menzionate hanno anche evidenziato che il ghiaccio contaminato, che è stato associato a numerosi focolai di malattie trasmesse attraverso gli alimenti, potrebbe essere il veicolo per la trasmissione di microrganismi al cibo e all'uomo. Pertanto, è indispensabile garantirne la sicurezza microbiologica nell'industria alimentare. Si riconoscono diversi metodi [40] per produrre ghiaccio sicuro.
TECNOLOGIA DELL'OZONO
SUL GHIACCIO
Il trattamento con ozono è diventato un metodo avanzato per garantire la sicurezza microbiologica del ghiaccio associato agli alimenti [41]. L'ozono ha un ampio spettro di azione contro virus, batteri, biofilm e funghi [42,43].
La tecnologia dell'ozono è emersa negli ultimi decenni grazie alle sue proprietà specifiche e alla sua rapida capacità di decomposizione, rendendola un metodo avanzato per diverse applicazioni, tra cui l'agricoltura e l'industria alimentare [44]. L'uso dell'ozono nel trattamento degli alimenti ha ricevuto approvazioni legali in molti paesi, tra cui Nord America, Giappone, Nuova Zelanda e Australia [44]. La FDA ha ufficialmente approvato l'ozono come sostanza generalmente riconosciuta come sicura (GRAS) e come agente antimicrobico per il trattamento, la conservazione e la lavorazione di alimenti gassosi e acquosi [45].
Oggi, nell'ambito della conservazione e del trasporto degli alimenti, l'ozono viene impiegato per la disinfezione, in combinazione con imballaggi, conservazione a freddo, atmosfera modificata e altri metodi, al fine di migliorare l'effetto di conservazione [46].
Diversi studi [46,47] hanno dimostrato con successo l'applicazione dell'ozono per garantire la sicurezza microbiologica del ghiaccio (Tabella 3 - disponibile presso gli autori e la redazione).
Un esempio è lo studio condotto da Campos et al. [48], che ha evidenziato come il ghiaccio ozonizzato porti a una significativa diminuzione del conteggio dei microrganismi presenti nelle sardine (Sardina pilchardus), inclusi i batteri aerobi mesofili, i batteri psicrotrofi, gli anaerobi e i coliformi, rispetto alle sardine conservate solo nel ghiaccio.

Nonostante ciò, l'uso del ghiaccio ozonizzato presenta alcune limitazioni [51-53]. Poiché l'ozono si converte rapidamente in ossigeno quando si dissolve nell'acqua ed è difficile mantenerne l'efficacia in un ambiente acquoso [53].
L'ozono può rimanere intrappolato in microbolle, che tendono a fondersi e disperdersi nella fase liquida [53]. Per superare questo problema, potrebbe essere utile utilizzare microbolle di dimensioni più piccole (alcune decine di micron) poiché rimangono sospese nell'acqua per un periodo più lungo rispetto a quelle di dimensioni maggiori, e aggiungere un tensioattivo per ridurre la fusione delle bolle e la loro velocità di risalita [53].
Inoltre, la reazione tra l'ozono e altri composti organici presenti negli alimenti non è ancora ben definita [54]. È stato riportato che l'esposizione prolungata al ghiaccio funzionalizzato ozonizzato può causare scolorimento, ossidazione superficiale e odore indesiderato [54].
In alternativa, è stato considerato l'utilizzo del ghiaccio secco in combinazione con l'ozono per preservare gli alimenti freschi. Fratamico et al. [55] hanno introdotto l'ozono nei pellet di ghiaccio secco, chiamati Aligal Blue Ice (ABI). L'ABI sfrutta i vantaggi dell'effetto antimicrobico dell'ozono e dell'alto potere di raffreddamento del ghiaccio secco per garantire una migliore conservazione degli alimenti freschi durante il trasporto e la conservazione [55].
Tuttavia, sia il ghiaccio secco, utilizzato da solo, che in combinazione con l'ozono, potrebbe influire negativamente sulla qualità
degli alimenti [56]. L'uso del ghiaccio secco richiede competenze professionali, il che potrebbe limitarne l'utilizzo.
GHIACCIO DA ACQUA ELETTROLIZZATA
(ELECTROLYZED WATER - EW)
EW si riferisce all'acqua acida o alcalina con capacità di ossidazione, ottenuta mediante elettrolisi di acqua contenente l’elettrolita in una specifica cella elettrolitica [56]. Negli ultimi decenni, l'EW ha ottenuto un'ampia accettazione come un nuovo sanificante ad ampio spettro [57,58]. Oggi, il ghiaccio all'EW è considerato come una nuova ed efficace tecnologia sviluppata nell'industria alimentare per preservare la qualità degli alimenti grazie al suo effetto antibatterico [58].
Diverse ricerche [60-63] hanno già dimostrato che il ghiaccio EW ha un forte effetto battericida contro numerosi patogeni alimentari, tra cui Vibrio parahaemolyticus, E. coli O157:H7, L. monocytogenes, Salmonella enterica Enteritidis, S. aureus e Pseudomonas aeruginosa su alimenti freschi (Tabella 3 - disponibile presso gli autori e la redazione). L'utilizzo del ghiaccio EW è stato ampiamente implementato nel settore dei prodotti acquatici all'interno della catena del freddo [59-61-63-64-65-66-67].
GHIACCIO DA ACQUA ATTIVATA AL PLASMA (PAW)
La tecnologia del plasma è stata riconosciuta come una promettente alternativa ai metodi convenzionali di sanificazione [69]. Originariamente utilizzata per sterilizzare materiali sensibili, si è estesa a una delle nuove tecno-
logie eco-friendly impiegate in diverse industrie, soprattutto nell'industria alimentare. A differenza dei solidi, dei liquidi e dei gas, il plasma rappresenta il quarto stato della materia ed è composto da ioni, elettroni e particelle neutre [70]. Il plasma può essere suddiviso in plasma termico (equilibrio) e plasma non termico o plasma freddo (non equilibrio), a seconda del tipo di energia fornita e della quantità di energia trasferita al plasma [72,73]. Quando riscaldato ad alte temperature o per altre ragioni, gli elettroni esterni si liberano dal legame con il nucleo e diventano elettroni liberi, un fenomeno chiamato ionizzazione [71]. Quando entra in contatto con l'acqua, il plasma gassoso induce ulteriori reazioni all'interfaccia gas-liquido, dando luogo alla formazione di specie a breve durata (come OH) e specie stabili a lunga durata (come H2O2, NO2-, NO3-) nel liquido, nota come PAW (acqua attivata al plasma) [68].
Negli ultimi anni, sono stati condotti diversi studi sulla possibilità di utilizzare l'acqua attivata al plasma (PAW) per la decontaminazione degli alimenti [74,75]. Si è dimostrato che le specie reattive possono essere conservate in modo più efficace trasformando l'acqua al plasma in forma di ghiaccio [7]. Il ghiaccio ottenuto dall'acqua attivata al plasma è stato impiegato con successo per conservare i gamberi freschi e prolungarne la durata di conservazione [7,76] (Tabella 3 - disponibile presso gli autori e la redazione).
In Grecia, è attualmente in corso un progetto di ricerca chiamato 'NOVISH' (http://novish. itap.com.gr/) che ha dimostrato l'efficacia dell'utilizzo del ghiaccio PAW per prolungare la shelf-life dei pesci dentice e dei filetti di dentice durante il trasporto e la conservazione.
Finora, le ricerche sull'applicazione del ghiaccio PAW nell'industria alimentare sono state
limitate [77,79]. Inoltre, è emersa una carenza di studi sul cambiamento nel tempo delle sostanze antimicrobiche negli alimenti trattati con il ghiaccio PAW. Il controllo accurato degli agenti reattivi presenti nel ghiaccio PAW riveste grande importanza, ed è quindi necessario migliorare le attrezzature e valutare ulteriormente la sicurezza dell'utilizzo del ghiaccio PAW.
AGGIUNTA DI COMPOSTI
ANTIMICROBICI NEL GHIACCIO
Anche l’aggiunta di composti antimicrobici (ad esempio, oli essenziali, acidi organici) nel ghiaccio è una strategia comune per migliorare la sicurezza microbiologica del ghiaccio.
AGGIUNTA DI OLI ESSENZIALI
Gli oli essenziali sono sostanze naturali solubili nei grassi, caratterizzate da fragranze volatili e intense, e trovano ampio impiego nell'industria alimentare, farmaceutica, cosmetica, delle spezie, dei pesticidi e altre ancora. Gli oli essenziali di origine vegetale sono noti per le loro proprietà conservanti e per la loro significativa attività antimicrobica, che riveste un'importanza fondamentale nel contrastare il crescente numero di batteri resistenti ai farmaci e infezioni fungine collegate ai prodotti alimentari [80,81].
Gli ingredienti attivi antibatterici presenti negli oli essenziali vegetali includono terpenoidi, composti aromatici, composti alifatici, composti azotati e solforati, e altri ancora, che esercitano un buon effetto inibitorio su batteri, lieviti e muffe.
Alcuni studi [80-83] hanno riportato l'aggiunta di oli essenziali nel ghiaccio al fine di migliorare l'effetto antibatterico sui prodotti alimentari (Tabella 3 - disponibile presso gli autori e la redazione). L'utilizzo di ghiaccio contenente estratti vegetali può ridurre significativamente il conteggio di mesofili aerobi


e batteri psicrotrofi (P < 0,05) nel muscolo di acciuga con pelle, rispetto al tradizionale sistema di congelamento [83]. Rispetto alla conservazione tradizionale con ghiaccio, la trota arcobaleno conservata nel ghiaccio con l'aggiunta di oli essenziali ha mostrato una shelf-life che può arrivare fino a 16 giorni, rispetto ai 12 giorni della conservazione con ghiaccio tradizionale [84].
In modo simile, Özyurt et al. [85] hanno riportato che il ghiaccio contenente estratto di rosmarino ha prolungato la shelf-life delle sardine (Sardinella aurita) di 3 giorni rispetto al campione di controllo, e ha determinato una diminuzione della quantità di ammine biogene, in particolare istamina e putrescina.
AGGIUNTA DI ALTRI COMPOSTI ANTIMICROBICI
In alcuni studi, sono stati proposti anche altri composti antimicrobici da aggiungere al ghiaccio. Il ghiaccio ottenuto da una miscela di tripolifosfato di sodio (STPP) e lattato di sodio-diacetato di sodio (SL-SD) in diverse proporzioni, e questo è stato impiegato per eliminare i microrganismi patogeni dalla carne di pollo cruda [56]. I risultati hanno mostrato che il contenuto di Salmonella Typhimurium nella carne di pollo trattata con il ghiaccio contenente il 5% di STPP e il 2,5% di SL-SD era significativamente inferiore rispetto al gruppo di controllo (P < 0,05) dopo 48 ore di conservazione.
Inoltre, la carne di pollo trattata con ghiaccio funzionalizzato presentava vantaggi in termini di rendimento, riduzione della perdita di peso durante la cottura e una shelf-life prolungata di 1-2 giorni, senza alcuna variazione di colore. È stato riportato che il ghiaccio contenente acido peracetico inibisce la crescita di microrganismi alterativi e patogeni ed è stato utilizzato per la conservazione di prodotti commerciali a base di pollame [56]. Tuttavia, l'utilizzo di acido peracetico potrebbe compromettere la qualità del cibo [86].
L'IRRADIAZIONE DI GHIACCIO CON EMETTITORI DI LUCE UVC (UVC-LED)
L'ultravioletto (UV) è stato ampiamente utilizzato come tecnologia di decontaminazione efficace nell'industria alimentare [87]. Già
negli anni '60 sono stati condotti studi sulla sterilizzazione del ghiaccio mediante l'irradiazione UV [88]. I risultati hanno dimostrato che l'irradiazione UV penetrava nel ghiaccio con una profondità di almeno 19 cm e uccideva i batteri presenti. Tuttavia, la penetrazione degli UV dipendeva principalmente dalla qualità ottica del ghiaccio. L'efficacia dell'irradiazione UV era correlata all'intensità, al tempo di esposizione, alla posizione delle lampade e ai modelli di movimento dell'aria [40].
Secondo Dai et al. [89], la radiazione UVC nell'intervallo di 200-280 nm può causare la formazione di dimeri nell'acido nucleico, portando alla morte delle cellule microbiche.
La principale fonte di radiazione UV è la lampada al mercurio, che ha una breve durata e contiene metalli pesanti dannosi. I diodi emettitori di luce UVC (UVCLED) sono emersi come alternativa grazie ai vantaggi legati al basso consumo energetico, lunga durata e assenza di mercurio [90,91].
Negli ultimi anni, gli UVC-LED sono stati utilizzati per inattivare patogeni batterici presenti nel ghiaccio [7] e i risultati hanno indicato che l'inattivazione di E. coli nel ghiaccio richiede una dose UV più elevata (160 mJ/ cm2) rispetto all'acqua distillata (1-4 mJ/cm2). Inoltre, è stato dimostrato che E. coli O157: H7, S. Typhimurium e L. monocytogenes, con livelli di 10⁶ e 10⁷ UFC/ mL nel ghiaccio, possono essere efficacemente rimossi tramite irradiazione con gli UVC-LED [40]. Tuttavia, l'effetto di decontaminazione dell'irradiazione UVC/ UVC-LED sul ghiaccio è influenzato da diversi fattori che sono oggetto di ulteriori studi.
GHIACCIO
FUNZIONALIZZATO E QUALITÀ
DEGLI ALIMENTI
(Tabella 3 - disponibile presso gli autori e la redazione)
Il ghiaccio funzionalizzato offre potenzialità interessanti per garantire la sicurezza microbiologica dei prodotti alimentari freschi. Tuttavia, alcuni studi hanno evidenziato compromessi sulla


Il Setup che cambia
le regole della Macelleria.
with





Tutta l’efficienza di G-Concept unita al design ergonomico di MAX
Grazie al controllo di umidità e temperatura, la carne perde il 50% in meno di peso e può restare nel banco anche di notte, con un risparmio annuale di 9.000 € e 720 ore di lavoro.

qualità del cibo derivanti dall'uso di questo tipo di ghiaccio.
• Ad esempio, uno studio condotto da Kataria et al. [56] ha valutato gli effetti dei cambiamenti indotti da STPP e SL-SD sui parametri di qualità come colore, perdita di peso durante la cottura e consistenza della carne.
Pertanto, questi risultati dimostrano che il suo uso può avere un effetto positivo sulla qualità della carne e sulla sua durata di conservazione.
• In un altro studio [50], è stato applicato un sistema combinato di ghiaccio all'ozono e ghiaccio slurry per la conservazione dei pesci.
I risultati hanno mostrato che la combinazione di questi era in grado di mantenere la freschezza e migliorare la qualità del prodotto [50]. Ad esempio, il rombo allevato (Psetta maxima) conservato con ghiaccio binario ozonizzato ha mantenuto un livello sensoriale accettabile fino a 28 giorni di conservazione.
• Bensid et al. [82] hanno dimostrato che l'utilizzo di ghiaccio contenente estratti di timo, origano o chiodi di garofano può migliorare la qualità sensoriale e prolungare la durata di conservazione delle acciughe eviscerate e decapitate.
I risultati [82] hanno indicato che i campioni trattati con estratti di timo, origano o chiodi di garofano sono stati ampiamente preferiti per il loro sapore desiderabile.
• Xuan et al. [93] hanno esplorato l'effetto del ghiaccio SAEW sul calamaro crudo e hanno constatato che il deterioramento del calamaro durante la conservazione poteva essere controllato e che la conservazione dei calamari poteva essere influen-
zata dal loro posizionamento negli strati di ghiaccio.
I calamari trattati con ghiaccio SAEW hanno mantenuto una qualità sensoriale relativamente migliore per i primi 5 giorni. Per quanto riguarda l'effetto del ghiaccio PAW sulla qualità degli alimenti, nel lavoro di Liao et al. [76] sono stati determinati i cambiamenti di consistenza, di colore e delle proteine nei gamberi durante la conservazione con ghiaccio PAW. I risultati delle osservazioni hanno dimostrato che questo è in grado di prevenire efficacemente il processo di melanosi nei gamberi senza causare cambiamenti avversi nelle proteine.
• Jemni et al. [95] hanno studiato l'effetto degli effetti singoli e combinati di radiazione UVC, ozono e EW sulla qualità complessiva del dattero. I risultati hanno mostrato che dopo 30 giorni di conservazione, il colore è stato il parametro più influenzato, principalmente a causa dell’imbrunimento. Tuttavia, quando la radiazione UVC è stata combinata con ozono o EW, il colore del dattero è risultato migliore, specialmente rispetto ai campioni non trattati. Inoltre, è stata osservata una diminuzione della durezza, del gusto, dell'odore, dell'aspetto visivo e del punteggio di qualità complessiva durante la conservazione, ma non sono state riscontrate differenze significative tra i due trattamenti.
Anche se il ghiaccio secco ha molti vantaggi come menzionato, è stato riscontrato un effetto minimo sul miglioramento della qualità della carne.
In generale, mentre alcune tecniche per la realizzazione del ghiaccio funzionalizzato possono influenzare negativamente la qualità degli alimenti, altre tecniche come l'uso di estratti naturali o la combinazione di ghiaccio con altre tecnologie possono migliorare la qualità sensoriale e prolungare la shelf-life dei prodotti alimentari.
FUTURO DEL GHIACCIO FUNZIONALIZZATO
Il ghiaccio funzionalizzato assume un'importanza potenziale nell'industria alimentare in quanto può essere facilmente ottenuto e utilizzato su larga scala.
Tuttavia, la ricerca e l'applicazione del ghiaccio funzionalizzato nell'industria alimentare sono ancora agli inizi e richiedono uno sviluppo rapido in termini di estensione delle ricerche. Ad esempio, la produzione di ghiaccio con acqua elettrolizzata (EW ice) e ghiaccio con acqua attivata al plasma (PAW ice)
è solo allo stadio iniziale e la produzione su larga scala non è ancora stata realizzata. Pertanto, la ricerca futura dovrebbe concentrarsi su questo aspetto al fine di raggiungere un metodo di produzione simile al tradizionale ghiaccio a triplice essiccazione, il che sarebbe di grande importanza per la produzione e l'applicazione del ghiaccio funzionalizzato. Allo stesso tempo, è necessario sviluppare ulteriori tipi di ghiaccio funzionalizzato con un grande potenziale per future applicazioni. Inoltre, la maggior parte delle ricerche sul ghiaccio funzionalizzato è limitata attualmente ad alcuni prodotti ittici e agricoli; quindi, è necessario espandere e potenziare il campo di ricerca ad altri tipi di alimenti, il che favorirà la successiva promozione del ghiaccio funzionalizzato nell'applicazione pratica. L'uso del ghiaccio funzionalizzato può essere esteso alla conservazione e al trasporto di alimenti deperibili, che richiedono una grande quantità di ghiaccio, sfruttando le sue caratteristiche come mezzo di raffreddamento e agente antibatterico. In futuro, dovrebbe essere considerato anche il metodo di conservazione del ghiaccio funzionalizzato, poiché è di grande importanza per la sua applicazione pratica. Ad esempio, il ghiaccio con acqua elettrolizzata non è facile da conservare in quanto la disponibilità delle molecole ad effetto antibatterico ivi contenute è influenzata dal tempo, dalla luce, dall'aria e dal contatto con altri materiali. Pertanto, è necessario approfondire lo studio dei metodi di conservazione del ghiaccio funzionalizzato al fine di garantirne la massima efficacia e sicurezza alimentare.
Nonostante le normative applicabili, l'acqua funzionalizzata viene spesso utilizzata in concentrazioni molto elevate prima della refrigerazione del ghiaccio. In realtà, in presenza di sostanze organiche, soprattutto in caso di alta concentrazione di componenti microbiologicamente attivi, l'effetto antibatterico del ghiaccio funzionalizzato può risultare ridotto.
Pertanto, sebbene la combinazione di ghiaccio funzionalizzato e tecnologia degli ostacoli possa massimizzare l'effetto di sanificazione e conservazione del ghiaccio funzionalizzato, è necessario incoraggiare l'adozione di linee guida regolamentate durante il suo utilizzo. Inoltre, è necessario condurre una serie di valutazioni quantitative dei rischi microbiologici al fine di colmare le lacune e fornire dati di supporto per lo studio del ghiaccio associato agli alimenti, al fine di garantire la sicurezza alimentare.
Bibliografia disponibile presso gli autori e la redazione
Gli autori sono responsabili delle opinioni espresse negli articoli e delle relative bibliografie










