K. LIBURDI* - A. CRINÒ
S. CARRARINI - M. ESTI
Dipartimento di Scienze Agrarie e Forestali (DAFNE) Università degli studi della Tuscia, Viterbo
*email: k.liburdi@unitus.it

K. LIBURDI* - A. CRINÒ
S. CARRARINI - M. ESTI
Dipartimento di Scienze Agrarie e Forestali (DAFNE) Università degli studi della Tuscia, Viterbo
*email: k.liburdi@unitus.it
■ PAROLE CHIAVE
Parole chiave: additivi alimentari, viscosità, idrocolloidi, sostenibilità
RIASSUNTO
Gli addensanti alimentari sono una classe di additivi che ha la funzione di migliorare le proprietà reologiche e strutturali dei prodotti alimentari, ampliandone anche la shelf-life, mediante la loro capacità di interagire con la fase acquosa. Questa classe di composti può essere ottenuta da fonti microbiche, vegetali o animali, tra i prodotti più utilizzati troviamo la gomma di xantano, la gelatina, gli amidi e la cellulosa batterica. Recentemente, risultano di particolare interesse gli addensanti estratti dai sottoprodotti dell’industria alimentare. In questo contesto, appaiono rilevanti le sieroproteine del latte ottenute dai reflui del processo di caseificazione e la pectina estratta dagli scarti dell’industria conserviera del pomodoro. Le sieroproteine, come è noto, agiscono come addensanti grazie alla loro natura anfifilica, inoltre, modifiche della loro struttura proteica come l’omogeneizzazione, la derivatizzazione e la polimerizzazione, possono aumentarne il peso molecolare incrementandone il potere addensante. Nel secondo caso l’azione addensante varia sia in funzione della composizione delle catene pectiniche che delle condizioni del mezzo (pH e contenuto di acqua), ad esempio le pectine a basso metossile favoriscono la gelificazione della matrice mediante la formazione di ponti di calcio, mentre, quelle ad alto metossile gelificano tramite una combinazione di legami idrogeno ed interazioni idrofobiche. Il presente lavoro riporta un’analisi dettagliata dell’impiego di addensanti di diversa origine nel settore alimentare, approfondendo sia gli aspetti legati alla loro applicazione che quelli connessi alla sostenibilità del sistema produttivo, con particolare riferimento ai preparati estratti dai sottoprodotti dell’industria alimentare.

■ KEYWORDS food additives, viscosity, hydrocolloids, sustainability
Thickening Agents are a class of additives that enhance the rheological and structural properties of food while also extending its shelf life by interacting with the aqueous phase. These compounds can be derived from microbial, plant, or animal sources, and some of the most commonly used thickeners include xanthan gum, gelatin, starches, and bacterial cellulose. Recently, increasing attention has been given to thickeners derived from food industry by-products. Notably, whey proteins obtained from dairy processing and pectin extracted from tomato waste have shown significant potential. Whey proteins function as thickeners due to their amphiphilic nature, and their thickening capacity can be further enhanced through structural modifications such as homogenization, derivatization, and polymerization, which increase their molecular weight. Pectin’s thickening behaviour, on the other hand, depends on both the composition of its pectic chains and the environmental conditions, such as pH and water content. Low-methoxyl pectins facilitate gelation through calcium bridge formation, whereas high-methoxyl pectins form gels via a combination of hydrogen bonding and hydrophobic interactions. This study presents a comprehensive analysis of thickening agents obtained from various sources used in the food industry. It explores their applications and the sustainability implications of their production, with a particular emphasis on those derived from food industry by-products.
L’industria della lavorazione della carne è da sempre tra i settori con i consumi più elevati di energia, acqua e materiali. Per questo motivo, rendere i processi produttivi e di confezionamento il più possibile sostenibili ed efficienti nell’uso delle risorse non rappresenta solo un beneficio per l’ambiente, ma anche un vantaggio economico diretto in termini di efficienza e riduzione dei costi.
L’edizione di quest’anno di Iffa, fiera leader mondiale per il settore delle carni e delle proteine alternative, punta i riflettori proprio sull’esigenza di trasformare la sostenibilità in realtà concreta.
Come sostiene Klaus Schröter, presidente della divisione VDMA Process Technology for Meat and Protein Processing, sia che si tratti di energia, processi o risorse, “la sostenibilità è sempre legata all’efficienza”. I produttori di macchine e impianti, infatti, sviluppano costantemente soluzioni per ridurre il consumo di acqua, aria compressa, agenti detergenti e refrigeranti. Inoltre, il calore di scarto viene recuperato e riutilizzato in altre parti dell’impianto, e si adottano impianti solari per aumentare l’efficienza energetica. La produzione di calore e la successiva refrigerazione sono

responsabili di circa il 60% del consumo energetico totale nell’industria alimentare. Ottimizzare questi aspetti rappresenta quindi la leva più potente per abbattere i costi e l’impatto ambientale.
Pompe di calore per una maggiore efficienza energetica
Le pompe di calore si stanno affermando come la soluzione ideale per migliorare l’efficienza energetica nell’industria della carne. Insieme ai sistemi di raffreddamento a compressione, permettono un ciclo continuo e sostenibile di riscaldamento e raffreddamento, con una riduzione dei consumi fino al 30% e una diminuzione delle emissioni di CO₂ fino al 50%, rendendo spesso superflui i generatori alimentati da fonti fossili.
Oltre a questo, possono sfruttare il calore in eccesso portandolo fino a 90°C, rendendolo utile per operazioni di pulizia, pastorizzazione, lavaggio o essiccazione. L’installazione di impianti fotovoltaici per alimentare queste pompe o l’utilizzo del biogas prodotto dai rifiuti organici rappresentano ulteriori passi verso una produzione a impatto zero. Uno stabilimento di macellazione di medie dimensioni può arrivare a
Avere alle spalle molti anni di attività significa disporre di un patrimonio di esperienza insostituibile. Questo però rappresenta un grande valore per un’azienda solo nella misura in cui viene messo a disposizione della continua ricerca di nuove soluzioni a servizio della clientela di riferimento, che tengano conto del progresso tecnologico, in particolare in questi ultimi decenni di profonde innovazioni.
Bruno Wolhfarth produce da 60 anni pompe e filtri in acciaio inox per i settori alimentare, farmaceutico, cosmetico e chimico con l’obiettivo di offrire prodotti affidabili, sicuri e all’avanguardia.
Il filtro a piastre rotonde è stato il primo brevetto Wolhfarth, negli anni ’60, ed è ancora insuperato quanto alla praticità d’uso e di sanificazione, essenziali nei settori di riferimento. Completamente realizzato in acciaio inox, lavora con strati filtranti di cellulosa, senza guarnizioni, grazie alla caratteristica forma rotonda delle piastre, che permette di ottenere la tenuta direttamente con lo strato filtrante. La filtrazione con strati filtranti è ancora considerata molto valida e richiesta in campo alimentare per filtrare sciroppi, liquori e integratori.
Alla prima serie di elettropompe Rapid se ne sono aggiunte altre negli anni, con innovazioni sia nella progettazione ed esecuzione meccanica, sia nella
componentistica elettrica ed elettronica. Le serie Rapid Sanitaria e HRS (Hygienic Rapid Sanitaria) sono progettate secondo le regole del design igienico per l’uso a contatto di alimenti, in ottemperanza ai rigorosi standard europei. Per il travaso di prodotti particolarmente delicati o molto densi e viscosi, che richiedono di poter variare la velocità del motore, all’esecuzione con variatore meccanico si è affiancata l’esecuzione con inverter elettronico a bordo e tastierino di comando
remotabile. Tutte le elettropompe Wolhfarth sono reversibili e fortemente autoadescanti, grazie alla meccanica interna del corpo che fa flettere le alette flessibili della girante, creando un forte risucchio.
Tutte le realizzazioni, progettate ed eseguite presso lo stabilimento di Sordio, in provincia di Lodi, si caratterizzano per la lavorazione dalla barra piena di acciaio, con processi di tornitura e fresatura che, negli ultimi anni, si avvalgono di macchine utensili che hanno segnato un progresso vertiginoso in termini di precisione e di risparmio energetico. Wolhfarth si è dotata di macchine CNC di ultima generazione, in modo da ottenere un grado di finitura delle superfici prima impensabile. Superfici perfettamente lisce e compatte e assenza di parti saldate o fuse sono essenziali per evitare contaminazioni del prodotto e permettere una perfetta pulizia.

Grazie alla visione lungimirante del suo fondatore Bruno Wolhfarth ed al costante impegno degli eredi nel perfezionare e innovare il processo produttivo sotto l’aspetto meccanico, tecnologico e non ultimo di sostenibilità ambientale, Wolhfarth si colloca con orgoglio tra le aziende leader per soluzioni di travaso e filtrazione di fluidi.
Nel panorama gastronomico odierno, le scelte si diversificano per soddisfare i gusti e le esigenze di una clientela sempre più esigente. Tra le pietanze più amate, la pizza e la pinsa rappresentano due classici che non passano mai di moda, ma ognuna ha caratteristiche distintive che richiedono preparazione e processi differenti. La pizza tradizionale è caratterizzata da una base sottile e un bordo più spesso come richiede la tradizione napoletana. La pinsa, invece, trae le sue origini dalla cucina romana e ha conosciuto una rinascita negli ultimi anni grazie alla sua leggerezza e digeribilità. Il suo impasto, altamente idratato, la rende più alveolata, soffice e con una crosta croccante.
Le differenze nella preparazione di queste due specialità impongono l’uso di tecnologie specifiche per ciascuna, ma non sempre è possibile disporre di due linee produttive separate. Inoltre, c’è sempre il rischio di dover sacrificare qualcosa in termini di qualità o produttività.
Grazie a una tecnologia all’avanguardia e ad un sistema brevettato, Albaequipment propone linee in grado di produrre entrambe le specialità senza compromessi sulla qualità.
Una delle chiavi del successo di Albaequipment è la capacità di adattare il processo produttivo in base al tipo di impasto. Le linee, progettate basandosi su un attento studio delle lavorazioni manuali di pizza e pinsa e basate su sistemi di stesura facilmente regolabili per adattarsi a differenti tipi di preparazione, possono gestire sia gli

impasti ad alta idratazione tipici della pinsa che garantire la giusta elasticità per una pizza tradizionale, realizzando entrambi i prodotti con la stessa efficienza e qualità.
Grazie alla possibilità di produrre entrambi i prodotti su una
sola linea, si ampliano le opzioni offerte e si risparmia tempo e denaro. Inoltre la personalizzazione delle linee Albaequipment consente a ogni produttore di ottimizzare il proprio processo in base alle specifiche necessità.
Da oltre cento anni Colombo Pietro è leader nella progettazione e costruzione di sistemi di movimentazione con trasportatori a coclea, e fa di tecnologia, innova-
zione ed esperienza i propri valori fondanti.
Oggi l’azienda è una moderna realtà produttiva che si propone come partner affidabile per tutte

In un impianto di confezionamento alimentare, l’inserimento di sistemi di accumulo ha un obiettivo preciso: aumentare l’efficienza riducendo i fermi macchina e mantenendo continuità anche in caso di micro-interruzioni. Tuttavia, quando si parla di linee ad alta velocità – come quelle per la produzione di merendine – la progettazione dell’accumulo richiede soluzioni più articolate. Spesso si è tentati di affidare la gestione dell’intera linea a un solo

buffer, collocato a monte del confezionamento primario. In teoria potrebbe sembrare una scelta ottimale anche sotto il profilo economico, ma nella pratica può diventare un punto critico, soprattutto quando a valle si sviluppano numerosi livelli di confezionamento.
Le linee merendine, per esempio, sono composte da una distribuzione a ranghi su file multiple, seguita da flowpack, invassoiatrici, ulteriori confezionamenti secondari, incassatrici e palettizzatori. In presenza di una sola unità di accumulo, ogni microfermata delle macchine a valle sovraccarica il buffer iniziale, e quando la macchina si riavvia, tutte le fasi a monte devono aumentare la velocità – anche del 10-20% – per compensare, con conseguenti rischi di usura, errori e fermi a catena.
La strategia più solida è quella di suddividere l’accumulo in più stadi, ognuno progettato sulla base del tipo di prodotto, della velocità della linea e delle logiche di recupero.
M.H. Material Handling propone per la prima fase un sistema FIFO a tappeti multiripiano, pensato per gestire efficacemente le microfermate delle macchine primarie. Il prodotto è ancora “nudo” e il sistema garantisce ordine, tracciabilità e flessibilità in spazi compatti.
Nella parte finale della linea, dove il prodotto è già confezionato in vassoi, entra in gioco un sistema a spirale Heliflex con logica LIFO. In questa fase le velocità sono più contenute, il rischio di danneggiamento minore e l’accumulo può avvenire anche con una leggera pressione. La struttura compatta e lo sviluppo verticale rendono questo sistema ideale anche in ambienti con spazio limitato.
Progettare l’accumulo non significa solo aggiungere “spazio tampone” in linea, ma realizzare un sistema coerente con la logica di produzione, capace di adattarsi alle diverse cadenze e alla natura del prodotto. L’esperienza maturata in questo campo insegna che ogni buffer è parte integrante della linea e deve essere progettato come tale, non inserito a posteriori.
Una configurazione multi-buffer ben studiata permette di assorbire le fluttuazioni di carico, minimizzare gli sprechi, ridurre le sollecitazioni meccaniche e, soprattutto, evitare interventi d’emergenza o stop imprevisti.
Il maggiore investimento iniziale viene ampiamente ripagato da una linea più stabile, longeva ed efficiente. Per chi cerca un ulteriore vantaggio competitivo, la possibilità di combinare automazione, sanificabilità e sostenibilità offre un’opportunità concreta per distinguersi sul mercato.
Le soluzioni IIoT di ifm, con moneo e la sua estensione al cloud, offrono ai produttori del settore food and beverage strumenti efficaci per affrontare le sfide della digitalizzazione. Sia che si tratti di grandi aziende o di PMI, moneo rappresenta una soluzione scalabile e accessibile per migliorare l’efficienza operativa, garantire la qualità del processo e ridurre i costi, senza la necessità di gestire infrastrutture IT complesse.
Nel settore alimentare e delle bevande, l’automazione avanzata è fondamentale per garantire efficienza operativa e standard qualitativi elevati. In questo contesto, ifm offre soluzioni IIoT complete che coprono l’intera
I PFAS sono sostanze polifluorurate e perfluorurate, una classe di composti chimici altamente fluorurati che, grazie alle loro caratteristiche, hanno trovato impiego in molti settori industriali quali ad esempio la produzione della carta e di materiali destinati al contatto con gli alimenti, utensili da cucina, prodotti per la pulizia, cosmetici, elettronica, vernici, impermeabilizzanti per abbigliamento tecnico, schiume estinguenti e molti altri.
I PFAS includono oltre 4.700 molecole, sono caratterizzati da elevata stabilità e persistenza e sono noti come “sostanze chimiche permanenti” o “forever chemicals”.
Come conseguenza del loro largo impiego, unitamente all’importante resistenza ai processi di degradazione naturale, negli ultimi anni è stata evidenziata la presenza diffusa di PFAS nell’ambiente, nella catena alimentare e nell’uomo.
Il profilo tossicologico di queste sostanze è particolarmente sfavorevole; possono avere effetti negativi sulla salute come danni al fegato, malattie della tiroide, obesità, problemi
di fertilità e cancro, destando preoccupazioni nelle autorità e istituzioni per la salute dei consumatori.
I PFAS fanno quindi parte dei cosiddetti rischi emergenti.
Il Regolamento UE N°915/2023 stabilisce limiti massimi di contaminazione per alcuni PFAS in specifici alimenti quali diversi tipi di carni, pesci, crostacei, molluschi e uova; inoltre la Raccomandazione UE N°1431/2022 richiede agli Stati membri in collaborazione con gli operatori del settore alimentare di monitorare la presenza di PFAS in una ampia varietà di alimenti di origine vegetale ed animale.
Sulle acque destinate al consumo umano, la Direttiva UE N°2184/2020 ha stabilito limiti molto restrittivi per la contaminazione da PFAS (Limiti legalmente vincolanti in Italia a decorrere dal 12 gennaio 2026).
A seguito di molteplici indagini analitiche, recentemente è stata posta l’attenzione sui PFAS a catena ultracorta, rilevati con elevata incidenza nelle acque e frequentemente anche a concentrazioni superiori alle soglie massime indicate dalla direttiva.
A testimonianza della crescente attenzione e preoccupazione per la presenza di PFAS, è stato pubblicato un numero significativo di notifiche sul portale di allerta europeo RASFF per contaminazioni di PFAS in alimenti a livelli superiori ai limiti, rilevati a seguito di controlli ufficiali.
Il laboratorio di analisi Eurofins Chemical Control è in grado di offrire servizi analitici per la ricerca di PFAS negli alimenti e nelle acque, utilizzando metodiche accreditate che rappresentano lo stato dell’arte della chimica analitica, utilizzando la più moderna strumentazione disponibile.
A seconda delle esigenze del cliente è possibile analizzare simultaneamente un elevato numero di molecole, riducendo i tempi di analisi, contenendo i costi e al tempo stesso assicurare i più elevati criteri di tutela.
Eurofins è leader mondiale per l’analisi degli alimenti e i servizi di consulenza correlati, con una rete di oltre 950 laboratori in 60 paesi e 63.000 dipendenti e con un portafoglio di oltre 200.000 metodi analitici per la valutazione della sicurezza, della qualità e dell’autenticità degli alimenti.
“Il flessibile che anticipa il futuro. Tra identità e innovazione Made in Italy” è il titolo di un recente evento milanese organizzato dal Gruppo Imballaggio Flessibile (Giflex) nel contesto delle iniziative del Ministero delle Imprese e del Made in Italy, in occasione della Giornata Nazionale
del Made in Italy, che ha visto la partecipazione di oltre 200 operatori della filiera del packaging flessibile ed è stato l’occasione per celebrare il 40° anniversario dell’Associazione.
Il packaging flessibile, riconosciuto come uno dei pilastri del Made in Italy, si distingue per

qualità, innovazione e competitività sui mercati globali. Con una quota export che supera il 50% del fatturato nazionale, il settore ha registrato, nel 2024, una forza lavoro di oltre 12.000 addetti, una produzione di circa 450.000 tonnellate e un fatturato intorno ai 4,4 miliardi di euro. Le previsioni per il 2025 indicano una crescita sia in termini di volume che di fatturato.
Fra gli obiettivi dell’evento, la valorizzazione delle eccellenze italiane nel settore del packaging flessibile e la proposta di strategie per superare le criticità esistenti, coniugando sostenibilità e competitività aziendale in un contesto di cambiamenti epocali e contesti economici e normativi complessi. Infine, aprire un confronto sul futuro del packaging per approfondire come il settore possa anticipare il futuro, integrando innovazione e identità.
Flo Group, leader europeo nel vending e food packaging, e NatureWorks, il più grande produttore mondiale di biopolimeri a base di PLA, hanno realizzato Keygea, la capsula compostabile che risponde alla crescente domanda di soluzioni rinnovabili e a basso impatto ambientale nel mercato nordamericano.
Keygea coniuga sostenibilità e performance, garantendo un’estrazione del caffè perfetta senza compromessi sulla qualità. Compostabile e realizzata con Ingeo PLA – un biopolimero ottenuto da risorse rinnovabili – è certificata compostabile a livello
industriale da BPI e DIN CERTCO, e permette di restituire i fondi di caffè alla terra, trasformandoli in nutrienti naturali.
L’innovazione non si ferma alla sostenibilità: il team di R&D di Flo Group ha progettato Keygea con una tecnologia a barriera che protegge il caffè dall’ossidazione, mantenendo più a lungo aroma e freschezza, oltre ad ottimizzare il flusso d’acqua per un’estrazione impeccabile.
Grazie al processo di termoformatura avanzata, Keygea è una delle capsule più leggere sul mercato – appena 2,6 grammi –senza comprometterne la resi-
In risposta al nuovo Regolamento europeo PPWR su imballaggi e rifiuti, tre attori chiave del settore – Niederwieser Group, leader europeo nelle buste sottovuoto, specializzato in soluzioni per il packaging alimentare, Dow, fornitore di resine PE ad alte prestazioni, e Kuraray, esperto nelle tecnologie barriera EVOH, – uniscono competenze e tecnologie per sviluppare buste sottovuoto riciclabili in polietilene (PE), dotate di barriera EVAL EVOH.
Il progetto punta a offrire una soluzione sostenibile e performante per il confezionamento alimentare, compatibile con i futuri requisiti normativi e capace
di preservare qualità, sicurezza e freschezza dei prodotti.
Le nuove buste sottovuoto, grazie alla struttura monomateriale, sono compatibili con il riciclo meccanico, mentre l’elevata integrità dell’imballaggio garantisce una protezione ottimale lungo tutta la filiera.
Altri vantaggi della nuova soluzione di packaging sono la shelf-life estesa, grazie all’elevata barriera all’ossigeno; le prestazioni comparabili alle buste multistrato tradizionali che comportano un’ottimizzazione dei costi, ed una riduzione della CO₂, per la quale sono in corso le valutazioni di impatto ambientale da parte di enti terzi.

stenza o la compatibilità con le linee di riempimento e sigillatura ad alta velocità.
Un equilibrio perfetto tra praticità e sostenibilità, pensato per i torrefattori più innovativi e attenti alle nuove esigenze di mercato.

Le nuove buste sottovuoto in PE con barriera EVOH, riciclabili e ad alte prestazioni (Niederwieser, Dow e Kuraray).
Melandri Gaudenzio, azienda di Bagnacavallo (RA) fondata nel 1947, arricchisce la sua linea “i decorticati”, dedicata ai legumi secchi senza buccia, con quattro nuovi prodotti studiati per chi cerca qualità, praticità e benessere in cucina: lenticchie rosse, ceci, piselli verdi spezzati e fave spezzate.
I legumi vengono privati della buccia tramite un processo naturale di abrasione che mantiene intatto il loro sapore autentico e offre maggiore digeribilità, cottura rapida senza bisogno di ammollo, consistenza morbida e cremosa adatta anche per i più piccoli, oltre a rappresentare un’ottima al-
Sipo, realtà fondata negli anni ’50 e oggi leader nel comparto ortofrutticolo, ha ampliato la gamma dei pesti freschi di verdure con due nuove referenze: il pesto di pomodoro datterino e il pesto di cavolfiore fioretto, che si aggiungono ai pesti di cavo-
ternativa proteica a carne e pesce.
Ideali per preparare vellutate e puree cremosissime, zuppe nutrienti e saporite, salse, hummus e falafel gustosi o polpette vegetali leggere e delicate,
I legumi decorticati Melandri Gaudenzio vengono proposti in pratiche buste doypack dotate di zip apri-chiudi salva freschezza per mantenere il prodotto al meglio anche dopo l’apertura, finestra trasparente che permette di vedere il contenuto, e codice QR per accedere a tutte le informazioni principali, direttamente dallo scaffale.

olio di palma, coloranti, conservanti, aromi e additivi. Sono ideali da consumare come condimento per crostini, pizza e focacce, pasta e risotti, torte salate, grigliate e molte altre preparazioni in cucina.
lo nero, zucca gialla, radicchio e funghi, porri e noci, cavolo nero e infine basilico e tompinambur, per un totale di 8 referenze.
I pesti di verdure sono salse versatili, non cotte e non trasformate, realizzate con le verdure dell’azienda e preparate senza

La linea si presenta in vaschetta PET da 110 grammi – un formato ideale per due persone – garantendo una lunga durata di conservazione con una shelf-life di 90 giorni in frigorifero.
La Linea Verde si conferma innovatrice del mercato e attenta osservatrice dei food trend emergenti e lancia La tortilla fresca DimmidiSì, un prodotto completamente nuovo all’interno del banco frigo dell’ortofrutta.
Gustosa e moderna, risponde all’interesse in aumento per la cucina internazionale e messicana e spagnola in particolare, unendo la tradizione gastronomica iberica con la freschezza e la qualità degli ingredienti vegetali. Appetitosa e ideale per chi cerca soluzioni salva-tempo e in grado
La produzione di cagliata di formaggio conservabile consente di produrre formaggio on demand, riducendo gli sprechi di prodotto. Il congelamento è una possibile soluzione per conservare la cagliata, ma comporta costi elevati. Un’alternativa potrebbe essere la cagliata essiccata, a
condizione che le sue proprietà tecnofunzionali possano essere ripristinate durante la produzione del formaggio.
Uno studio tedesco pubblicato sull’International Dairy Journal. 163, 106168, 2025 ha valutato la possibilità di produrre formaggio tipo pasta filata a

partire da cagliata essiccata, testando due approcci: la reidratazione e il trattamento termomeccanico senza ulteriore aggiunta di acqua (DR) e il trattamento termomeccanico con acqua calda di stiratura senza pre-reidratazione (DHW). Un campione non essiccato è stato utilizzato come riferimento (Ref).
È risultata necessaria la reidratazione per 60 minuti per consentire alla cagliata essiccata di assorbire acqua sufficiente e ottenere un formaggio pasta filata con un contenuto di sostanza secca accettabile. Questo tempo di reidratazione è considerato tecnicamente fattibile su piccola scala, mentre senza reidratazione (DHW), il contenuto di sostanza secca è più alto, riducendo la resa del formaggio. Inoltre, durante il processo di essiccazione, parte del grasso si scioglie ed esce dalla cagliata, causando perdite di contenuto lipidico.
Le immagini di microscopia confocale a scansione laser (CLSM) mostrano che i globuli di grasso diventano più grandi e tendono ad aggregarsi.
Il contenuto di grassi influisce su gusto, consistenza, proprietà di fusione e aspetto generale dei formaggi. Comprenderne il ruolo nell’estrusione dei gel di caseina può aiutare i produttori di formaggio a sviluppare nuovi prodotti con texture e funzionalità diversificate.
Obiettivo di uno studio danese pubblicato su Food Hydrocolloids. 163, 111109, 2025 è stato analizzare quattro gel di caseina con contenuto di grasso variabile (118% p/p) e un ingrediente commerciale (Cagliata, 26,6% p/p di grasso) per valutare l’impatto della componente lipidica del latte sul processo di estrusione e sulle proprietà del formaggio estruso. Il processo di estrusione è stato misurato tramite l’energia meccanica specifica (SME), mentre i prodotti estrusi sono stati caratterizzati usando la reologia oscillatoria dinamica, l’analisi del profilo della texture, la microscopia confocale a scansione laser (CLSM) e la risonanza magnetica nucleare a basso campo (LFNMR). Nei gel ad alto contenuto di grasso (>18%), si è osservata una separazione locale delle micro-gocce di grasso, causando un effetto slip sulle pareti del cilindro di estrusione. Questo ha ridotto l’energia meccanica specifica (SME) da 70,3±4,6 a 61,4±2,9 kJ/ kg, rendendo il processo più efficiente. Le immagini macroscopiche e quelle osservate con CLSM hanno evidenziato una struttura anisotropica nei campioni ad alto contenuto di grasso, con gocce di grasso allungate che separano la rete di caseina.
L’analisi con LF-NMR ha invece evidenziato che un maggior contenuto di grassi porta ad un reticolo proteico più aperto, con una maggiore mobilità dell’acqua dovuta all’aumento delle gocce di grasso e delle tasche di siero, mentre il test di stress strain sweep ha riscontrato una maggiore resistenza alla deformazione nei formaggi con più grasso: l’aumento del modulo elastico (G’) e di quello viscoso (G’’) indica una struttura più coesa.

do un ammorbidimento macroscopico della texture.
L’aumento della temperatura di transizione gel-sol da 64,0±0,8 a 75,5±0,7°C suggerisce una maggiore stabilità termica nei gel più grassi. Con l’aumento del contenuto di grasso, i valori di forza meccanica diminuiscono, indican-
Il contenuto di grasso, quindi, modifica significativamente la struttura e le proprietà reologiche dei gel di caseina estrusi, migliorando la lavorabilità e riducendo l’energia richiesta per l’estrusione, creando una struttura più aperta e influenzando così la distribuzione dell’acqua e del grasso, e aumentando la morbidezza e la plasticità del prodotto finale.
Negli ultimi decenni, l’industria alimentare ha adottato nuove tecnologie che mirano a migliorare i tradizionali processi di conservazione degli alimenti. Tra queste, gli ultrasuoni ad alta intensità (US) e l’impiego di agenti crioprotettivi (cryogel) stanno assumendo un ruolo sempre più rilevante.
In uno studio messicano pubblicato su International Journal
of Food Science. 2024, 9662782, 2024, sono stati utilizzati tagli di muscolo Longissimus thoracis di suino, congelati in azoto liquido con e senza cryogel a base di amido ceroso, e successivamente scongelati in condizioni controllate mediante immersione in acqua e con il supporto degli ultrasuoni. Sono stati analizzati parametri termici come la zona di inizio fusione e la velocità di scioglimen-
Il report USDA prevede che la produzione mondiale di carne suina nel 2025 rimarrà praticamente invariata rispetto al 2024, attestandosi a 116,7 milioni di tonnellate, dove aumenti produttivi in Brasile e negli Stati Uniti dovrebbero compensare i cali nell’Unione Europea e in Cina.
In Brasile la produzione è prevista in aumento del 2%, fino a raggiungere 4,6 milioni di tonnellate, grazie alla forte redditività registrata nel 2024 e alla robusta domanda internazionale, mentre il calo dell’Unione Europea dovrebbe attestarsi sull’1%, per un dato complessivo a 21,1 milioni di tonnellate, principalmente a causa dei cambiamenti nelle preferenze dei consumatori, malattie animali e regolamenti stringenti, a cui si aggiungono la riduzione dei macelli a causa della continua contrazione del patrimonio suino e l’aumento dei costi dei mangimi, che limita la crescita del peso dei suini.

Spostandoci in Cina, la produzione è prevista in lieve calo a 57,0 milioni di tonnellate, in ragione della riduzione degli abbattimenti. Inoltre, diminuirà per il terzo anno consecutivo il numero di scrofe, a causa della bassa redditività per i produttori e del miglioramento nella prolificità (più suinetti per parto), che riduce il numero di fattrici necessarie.
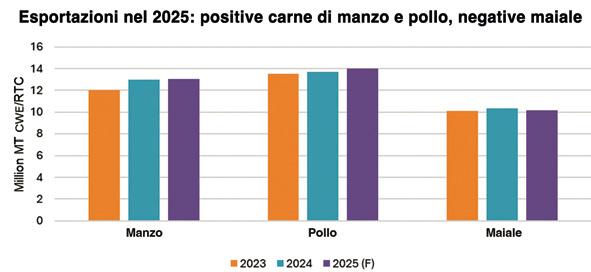
Riguardo alle esportazioni globali di carne suina, si dovrebbe registrare una contrazione dell’1%, a 10,2 milioni di tonnellate nel 2025, dove quelle del Brasile dovrebbero aumentare del 5%, con il Paese che conferma il suo ruolo di fornitore a basso costo e continua a espandere l’accesso ai mercati internazionali, mentre sono previste in calo quelle da Unione Europea e Canada, entrambe a -4%.
La produzione statunitense dovrebbe crescere dell’1% su base annua, raggiungendo 12,7 milioni di tonnellate. Qui, l’aumento del peso alla
macellazione, favorita dai costi in calo dei mangimi, compenserà la minore disponibilità di suini. Le esportazioni dovrebbero invece risultare in calo del 2%, a causa delle incertezze sui mercati internazionali, delle scorte disponibili inferiori alle attese e di una domanda debole prevista nei principali mercati asiatici.
Carni avicole
Per l’anno in corso la produzione globale è prevista in crescita del 2% nel 2025 grazie a tutti i principali produttori, fino a raggiungere circa 105,8 milioni di tonnellate. Questo aumento sarà sostenuto da tutti i

(+30%), spezie (+23%), aceti e conserve ittiche (entrambe +19%).
Negli ultimi dieci anni, il valore complessivo dell’export agroalimentare italiano è più che raddoppiato (+109%), con un picco del +153% in Nord America.
Le principali aree di destinazione sono Unione Europea (55% dell’export totale), Nord America (16%), Paesi europei extra UE (15%), Asia (9%) e poi Africa, America Latina e Oceania, che valgono meno del 2% ciascuna.
Per quanto riguarda le sfide future, il mercato domestico italiano appare debole: nel 2024 i consumi alimentari interni, esclusi quelli delle bevande alcoliche, sono rimasti sotto del 3% rispetto ai livelli pre-Covid del 2019. A questo si aggiungono le incertezze legate ai possibili dazi all’importazione annunciati dall’amministrazione Trump negli Stati Uniti, che rappresentano il principale mercato di export per l’Italia insieme alla Germania (entrambi con una quota del 14%).
Gli Stati Uniti sono particolarmente rilevanti per acque minerali (41% delle esportazioni totali), olio d’oliva (32%), aceti (30%), liquori (26%), vini fermi e frizzanti imbottigliati (25%), mentre il comparto dei formaggi, pur meno esposto (9% del totale), presenta delle eccezioni come il Pecorino Romano DOP, che ricava dagli Stati Uniti ben il 57% del proprio valore di esportazione.
L’analisi mostra come l’export italiano sia ancora troppo concentrato su pochi mercati: i primi cinque Paesi importatori assorbono il 51% delle esportazioni italiane di food & beverage. A titolo di confronto, questo indice è simile per Germania (45%), Spagna (50%) e Francia (circa 50%), ma con una differenza importante: nessuno di questi Paesi dipende dagli Stati Uniti quanto l’Italia. La quota degli Stati Uniti sulle esportazioni complessive è infatti del 14% per l’Italia, contro appena il 3% per la Germania, il 6% per la Spagna e il 9% per la Francia.
Per ridurre tale dipendenza, è fondamentale espandersi su nuovi mercati. Negli ultimi dieci anni, tra i Paesi che hanno mostrato la crescita più rapida nelle importazioni di prodotti italiani figurano Romania (+298%), Polonia (+277%), Bulgaria (+250%), Filippine (+259%), Corea del Sud (+233%) e Messico (+208%).