
To say business is picking up in the construction sector would be a serious understatement.
While perusing the latest employment numbers from Statistics Canada (Labour Force Survey, February 2022), I was thrilled to see that employment in the industry was back to pre-pandemic levels. In truth, it has actually surpassed those numbers.
In February 2022, the construction sector added approximately 37,000 workers and surpassed its February 2020 employment numbers.
Over the past three months, the industry has added 95,000 workers, which is great news for the people who were looking to re-enter the industry after an unstable and uncertain two years in many provinces due to pandemic-related shutdowns and supply chain issues causing serious project delays.
However, with that good news comes some additional challenges for those in the sector still searching for qualified workers. Overall, the industry is still experiencing a shortfall of workers to replace those retiring in this aging industry, as well as to keep up with new infrastructure projects taking place across the country. With the economy in recovery mode, finding people isn’t about to get easier for companies currently experiencing labour shortages.
This past February, employment was up 1.8 per cent with 337,000 new jobs, moving the unemployment rate down to 5.5 per cent, lower than the February 2020 pre-pandemic level of 5.7 per cent.
This is the first time since the start of the COVID-19 coronavirus pandemic that overall employment levels in this country have fallen below pre-pandemic levels.
In February, there were eight provinces that experienced a boost in employment levels.
Newfoundland and Labrador led the way, up 4.3 per cent (up 9,500), followed by Prince Edward Island up 4.1 per cent
(3,300), Ontario up 2.6 per cent (194,000), Quebec up 1.9 per cent (82,000), Saskatchewan up 1.3 per cent (7,400), Manitoba up 1.0 per cent (6,400), British Columbia up 0.8 per cent (21,000) and Nova Scotia up 0.8 per cent (3,700). Employment levels in Alberta and New Brunswick remained stable.
The lifting of most pandemic restrictions across Canada fuelled much of the surge in employment in February, as accommodation and food services experienced a 12.6-percent increase in employment (up 114,000 jobs), and information, culture and recreation was up 9.9 per cent (up 73,000 jobs).
While watching employment levels return to pre-pandemic levels gives me a sigh of relief and feelings of joy for all of the people forced out of work in their industries over the past two years, I imagine there is also a sense of dread for those in the construction industry desperate for bodies, as they watch the potential pool to draw from continue to dwindle.
According to Buildforce Canada’s Construction and Maintenance Looking Forward: An Assessment of Construction Labour Markets from 2022 to 2027, the construction industry is expecting to recruit approximately 142,847 new-entrant workers under the age of 30 during this five-year span. Over this time period, the industry will also experience a shortfall of workers totalling 15,880, and losses due to retirement accounting for another 155,967 lost workers. This means there will be a shortfall of 29,000 workers in the construction industry across the country over the next five years alone (if expected industry recruitment efforts are successful).
The entire construction sector is going to need a well-organized approach on national, provincial and local levels for the promotion of the industry to the younger generations if it hopes to fill the expected worker shortages over the next five years, and beyond.
Fax: (416) 510-6875
Email: sarul@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Editor
ANDREW SNOOK
289.221.8946 asnook@annexbusinessmedia.com





Reliable burner technology with complete one source responsibility.
Astec has been building burners for the asphalt industry for more than 20 years, gaining the expertise to integrate new burner systems and equipment into existing operations or with equipment from any manufacturer. As a premier manufacturer providing solutions for the asphalt mixing industry, Astec is well positioned to provide complete burner solutions. Astec also maintains a large inventory of parts. Most ship within 48 hours of an order. In addition, Astec provides its customers with world-class service. 800.251.6042

John Deere has acquired ownership of three factories included in the Deere-Hitachi joint venture. As well, Deere has entered new license and supply agreements with Hitachi Construction Machinery.
On Feb. 28, the two companies ended their joint venture manufacturing and marketing agreements — a partnership that dates back more than 30 years. The end of the joint venture was announced in August 2021 and was contingent upon regulatory approvals.
“As we launch this new chapter, our legacy of innovation continues,” said John Stone, president of the John Deere Construction & Forestry Division and Power Systems. “Going forward, we can leverage technology developed for other product lines and production systems across the Deere enterprise and extend those advanced solutions to Deere-designed excavators, strengthening the entire product portfolio.”
The three factories acquired by John

Deere will now be referred to as:
• John Deere Specialty Products in Langley, B.C.
• John Deere Kernersville in Kernersville, N.C.
• John Deere Brasil Escavadeiras in Indaiatuba, Brazil
The three sites will continue to manufacture Deere-branded construction excavators and forestry equipment, while production of Hitachi-branded products
will be discontinued.
Through a new supply agreement with Hitachi, Deere will continue to offer a full portfolio of excavators. As well, Deere’s marketing arrangement for Hitachi-branded construction excavators and mining equipment in the Americas has ended. Hitachi has assumed distribution and support of these products. Deere dealers may continue to support their existing field population of Hitachi-branded excavators.
With the completion of this acquisition, John Deere now controls its excavator design, product, and feature updates, making it possible to rapidly respond to customer requirements and integrate excavators with other Deere construction products.
“We continue our mission to answer the fundamental need for smarter, safer, and more sustainable construction so our customers can shape tomorrow’s world,” Stone said.
Astec Industries recently announced it will acquire MINDS Automation Group Inc. (MINDS), a leader in plant automation control systems and cloud-based data management in the asphalt industry. MINDS, headquartered in Kelowna, B.C., has locations in the U.S., United Kingdom, France and Belgium. The company develops user-friendly, advanced, customizable plant automation control systems for drum, batch, combo/hybrid hot mix plants, emulsion plants, liquid terminals, silo load-out, ticketing and data management for the asphalt industry.
“MINDS technology complements our existing offerings for asphalt production joining Astec Controls and Grathwol Automation as we build out a digital platform across our ‘Rock to Road’ value chain of products.,” said Barry Ruffalo, president and CEO Astec Industries. “Our combined business will provide the knowledge and resources to further invest in industry leading innovations that drive value for customers.”
MINDS Inc. CEO Pierre Vidaillac and the leadership team will stay with Astec to support the advancement of its automation and controls technology and the overall Rock to Road digital platform.
“We are excited to join Astec. We are a good fit with the company and its products and services,” said Pierre Vidaillac,” CEO of MINDS. “Astec built its business applying state-of-the-art technology to the industry. They have a reputation for innovation, and we are looking forward to contributing to their growth and long-term success.”


When it comes to buying the asphalt plant that’s right for you, discover ADM. We don’t limit you to the cookie cutter solutions you find elsewhere. Instead, we get to know you and your business, so we can customize a plant for you from one of our four series of asphalt plants.


BY BART kanters
> There are many amazing things about concrete, and it isn’t a surprise to anyone who works in the construction industry that this product is the most used construction material in the world. However, carbon reduction is becoming one of the most important topics that the industry is addressing with public and private owners, architects and engineers.
When you step back and look at what concrete has to offer to every sector of our country’s critical infrastructure, things like strength, durability and resilience always come to mind. But we are now extremely excited to see the discussions recently focusing on sustainability and carbon reductions moving to the forefront in our discussions with both designers and contractors alike.
One of the key reasons concrete is required for practically every major type of construction is its unique properties. First of all, concrete uses local stone, sand, cement, admixtures materials and local labour to create a plastic product that can be shaped and moulded into absolutely any size and form that you can imagine. It also allows the material, via a chemical reaction with cementing materials, admixtures, and water, to form a strong and durable structural material right in front of your eyes



in a matter of hours and days.
Concrete is the material that forms the backbone of our modern world and has so dramatically raised the quality of our lives that it is hard to realize how much this material impacts every part of our local communities. Concrete can be designed to provide the performance that a contractor needs to effectively transport, place and finish while it is still flowable in the first few hours of the products life. While at the same time, developing the long-term hardening properties that our society needs to create the infrastructure and can last hundreds of years.
To create an even stronger product, the concrete industry is pleased to see stakeholders challenging us to address global warming. There is a need for all of us to look at the steps we can take today to deliver low carbon solutions to reduce our carbon footprint. We are also excited to imagine and develop new and innovative materials and methods to achieve the cement and concrete industry goal of net-zero carbon by 2050.
As part of that process, our first step as a highly technical industry is to embrace accounting systems such as Environmental Product Declarations (EPDs). Since
we all realize that to reduce our carbon footprint, we first must know what our existing carbon intensity is. Then we can actively work towards using systems and materials to reduce that intensity, while still providing the durability that concrete is synonymous with.
Over the past two years, the Canadian Ready Mixed Concrete Association and the Cement Association of Canada have been working closely with the National Research Council to address the needs of both designers and contractors when it comes to ready mixed concrete EPDs. To accurately estimate the product’s carbon intensity, work is underway to create seven regional industry average EPDs for concrete that recognizes the regional weather differences and the raw material availability within each region. These regional industries average EPDs will be published in Q2 of 2022 and will significantly improve everyone’s understanding of our material and allow for more accurate life cycle accounting by everyone on the construction team.
While the creation of region-specific industry average EPDs along with the expanded development of concrete plant specific EPDs is a critical first step for benchmarking our carbon reduction in the coming years and decades, the pressing question that we all have to ask is, “So what can I do now to significantly reduce the carbon intensity of my concrete?”
So, let’s start off with five things you can do today:
1. Embrace performance specifications
While the majority of construction projects in Ontario utilize performance specifications to identify the key properties that are required of the concrete, unfortunately there are still older specifications from the 1980’s that utilize prescriptive requirements which dramatically limit the ability of the concrete industry to use new and innovative products.
2. Add carbon reduction goals to your specifications
There is lots of wisdom in the business saying, “If you can’t measure it, you can’t improve it.” Specifications need to clearly indicate to both the contractor and the designer the fact that carbon reduction is quickly becoming a critical design factor that everyone needs to address. This is why the industry is supporting Environmental Product Declarations
3. Allow the use of lower carbon raw materials
As outlined in the first point, the continued use of outdated prescriptive concrete specifications can dramatically increase the carbon intensity of the concrete. For more than a decade, the cement industry has been producing Portland Limestone Cement (PLC) as a replacement to General Use (GU) cement. While this material has the same performance properties as GU cement, its carbon intensity is 10-per-cent lower and it is used in straight oneto-one replacement in our mix designs.
4. Ensure that you have excellent quality control and assurance on your projects
While this is important for all products, it's especially critical for concrete because poor concrete testing can lead to drastically overdesigned concrete mixes to avoid liability issues. Concrete is made from local materials, and its performance can be affected by weather conditions, variability of materials, delivery, placing, handling and testing. Because of these factors, quality testing is required to avoid the need to overdesign the concrete to address these issues.
5. Consider the use of both innovative materials and evaluation methods
While extremely small in volume, concrete admixtures can have extremely dramatic impacts on the performance properties of concrete and carbon reduction. Many new options exist when carbon reduction is a clear project goal and both longstanding and new chemical admixtures are available for very significant mix design carbon optimizations. There also are very significant and exciting developments taking place around both carbon capture and carbon negative materials currently being showcased on projects around North America that offer the potential for even greater carbon reductions in the future.
From an aggregate producer standpoint, the concrete industry can’t help but highlight the fact that ready mixed concrete as a material contains 60 to 75 per cent sand and stone. What we need from a low carbon standpoint is high-quality aggregates that are local to the communities that require the maintenance and expansion to their infrastructure systems. Given the fact that transportation from the aggregate site to the concrete plant can represent over 50 per cent of the carbon intensity of the aggregates we use, it doesn’t make any sense to continue pushing our aggregate resources farther away from major urban centres – if you really want to limit your carbon footprint and actively address climate change.
The concrete industry is encouraging all aggregate producers to consider developing EPDs for their products to assist us in quantifying our carbon reductions and ensuring that our future innovation efforts include carbon reduction as a key goal. Aggregates are literally the backbone of Ontario’s infrastructure system, and we need to do more to quantify how we are part of the solution when it comes to addressing climate change.
Bart Kanters is the president of the Ready Mixed Concrete Association of Ontario.




The Niagara F-Class was built specifically for mining, using double eccentric technology. Unlike traditional inclined vibrating screens, it maintains constant g-force — even during surging — so you can achieve optimal material stratification.



































BY GRANT cameron

> On Aug. 24, 2012, an 18-year-old flag person was struck and killed by a truck on a highway construction site along Highway 39 near Midale, Sask. The worker, Ashley Dawn Richards, had only been on the job two days and was just three hours into her shift when the semi struck her.
The tragedy touched Watrous, Sask.-based entrepreneurs Kim and Donna Kreutzer, as they have several family and friends that risk their lives daily on the roads and also worried that in future their grandchildren could be students filling in summer positions as flag persons. So, they put their heads together and began trying to figure out ways to make the job safer for flag people who work on the sites.
The couple were determined to turn this tragedy into an opportunity to make worksites safer. Kim spent years tinkering in the garage of his home and came up with an automatic flagging assistance device.
The remote-controlled, made-in-Saskatchewan device, called the Angel Auto Flagger, is mounted on the hitch of a pickup truck and allows a flag person to be off the roadway while controlling traffic. The flagger can operate the unit from a remote location. The unit consists of a vertical post with a traffic light,


We design and manufacture the products you need to build the infrastructure that physically connects our world. Astec is focused on your success, and we’re committed to growing as a partner to the industries we serve.
We are Built to Connect.

a white stop arm and stop sign. It can be plugged into a trailer plug on a truck. A remote control is used to raise or lower the stop arm. It takes minutes to set up and is easily moved from one location to another.
The 90-lb. unit is ideal for projects like patching or other maintenance work where personnel are moving frequently. The truck can simply be driven forward as needed.
Saskatchewan's Ministry of Highways (MOH) tested seven of the devices at locations across the province during a pilot program this past summer and is now in the process of evaluating the data. The devices were deployed at road and highway work zones around the Moose Jaw, Outlook and Prince Albert areas.
Edward Anderson, marketing manager for Angel Auto Flagger, says the Kreutzers didn't know the young woman who was killed but felt they just needed to do something to ensure it does not happen again. Kim works in the road construction industry and is known as a bit of an inventor to people in the Watrous area.
“Kim is just a very inventive kind of person,” says Anderson. “If there's a problem, he can envision it and solve it. That's kind of his thing.
“Kim's wife said to him, 'You've got to figure something out because there's got to be a better way.'”
That started a process of trial and error – and learning – that lasted for years. Along the way, prototypes were developed, tested, revised – and refined.
“From where he started to where we are today it was about seven years,” says Anderson. “Kim developed different prototypes along the way but there haven't been any major changes to his original design.”
Working from his garage, Kim built
the auto flagger from scratch.
“Kim can look at something and he can prototype and he can figure it out,” notes Anderson. “That's the kind of person he is. I'm sure he had some ups and downs.”
The units are constructed mostly from Canadian-made parts and, according to the company, meet all safety regulations in North America.
Trailer-mounted or standalone models have been used for larger construction sites, but they are difficult to move. The Angel Auto Flagger is mounted onto the trailer hitch of a truck and plugs into the trailer plug. It is ideal for projects like patching or other maintenance where workers are moving frequently because the truck can simply be driven forward as needed.
“Any vehicle with a receiver hitch can operate it,” Anderson says. “So, you can set it up outside the construction zone, you can set it up in a safe area and then move it to the road. All the other ones are on a trailer or are some type of standalone unit which, in our opinion, is not safe because the person is actually in the danger zone while he's getting the machine ready to perform the duties.”
The auto flagger takes the operator out of the danger zone entirely.
The units sell for $10,000 to $12,000 and can be outfitted with different options, depending on the application.
Over the winter, the MOH will finish gathering data from 11 jurisdictions across the province that participated in the summertime pilot.
“The ministry will continue to gather and review the information from the program,” says Steve Shaheen, senior communications consultant with the MOH. “The ministry is gathering and reviewing the information from the program this
summer. Future use of the automated flagging devices will be determined following the review.”
The pilot evaluated the number of near misses, miscommunications, and feedback from flag persons in work zones. Initial results from the pilot have been good.
“Feedback has been positive overall,” notes Shaheen. “The signs are easy to use and have high visibility. We will continue to review data such as near misses and consider any recommendations for improvement.”
The MOH did the pilot because the idea of the auto flagger is to make worksites safer by negating the need for a flag worker to be on the roadway in a construction zone.
“The truck-mounted devices take the flag person off the roadway, minimizing their risk of injury. The automated flaggers provide an ability to control traffic using the automated device without putting workers at risk,” notes Shaheen. “Flag persons often have close calls with motorists who do not slow down or pay adequate attention while traveling through work zones.”
This past July, one such close call occurred when a driver swerved through a construction site on Highway 16 near Maymont at high speed and nearly hit a flag worker before crashing into a ditch.
Shaheen says taking flag persons off the road and away from traffic helps negate the very real danger that is present every minute of each shift.
“These flaggers often have to deal with drivers who are not paying adequate attention while travelling through the work zones. Unfortunately, we have near misses involving flag persons every year,” he says.
Anderson, meanwhile, says he is looking forward to seeing the results of the MOH review and hopes the province will put money in its budget to buy units next spring.
“It will have to go to budget,” he says. “Safety shouldn't be a budget item but everything has a cost.”
About two dozen units have now been built and roughly a dozen are being used by various companies that do road work.
“We've had lots of inquiries from around the country and the U.S.,” says Anderson.
He notes the primary purpose of the auto flagger is to save lives.
“If we feel we can save a life or save an injury, that's the important thing. You've got to have money to turn the lights on but that's not our primary focus. It's more about saving somebody,” he says.
CEMA Rated Idlers to meet the requirements of any environment from medium to heavy-duty applications
Drum Pulleys with Ceramic Lagging

Strong & durable Impact Beds constructed for high impact loading zones



Take-Up Frames and a variety of Accessories increase the efficiency of the entire conveyor system
For more information on Luff Products & SKF Equipped Idlers contact us today!
TF: 1.888.349.LUFF (5833)
E: info@luffindustries.com www.luffindustries.com





BY GRANT cameron

> At least four new multi-use, all-season, gravel access roads are slated to be built in northwestern Ontario in the coming years to connect remote First Nations communities to the provincial highway network.
One is a two-lane thoroughfare to seven northern First Nations communities along the western edge of James Bay north of Kapuskasing. Four possible routes are being considered that range from 547 to 676 kilometres.
Each scenario would see a road connect with Highway 11 in the south near either Hearst or Kapuskasing and connect with a coastal road in the north running along the shoreline of the bay.
The road and associated water crossings have received the blessing of local First Nations communities and they have agreed to participate in a feasibility study to determine the preferred route.
The road is important because it will bring enormous economic opportunities and lower shipping costs for bringing in goods, bulk items and food to the isolated communities. Climate change


JOIN US
HALIFAX, NS – OCTOBER 13TH, 2022
CALGARY, AB – OCTOBER 18TH, 2022
Rock to Road is excited to announce that Quarry Tech is back live and in person in 2022! These popular one-day forums focused on the optimization of quarry and pit operations will be coming back to Calgary and Halifax this fall.
Quarry Tech is an exclusive event for quarry and pit owners and operators that will offer attendees case studies and panel sessions presented by industry experts covering a wide variety of key industry-specific topics.
The call for proposals to present at both Quarry Tech forums will be opening soon!


is shortening the season for winter roads, so the First Nations communities need a permanent land link.
Warmer temperatures and much shorter winter road seasons are affecting the critical road infrastructure which is vital for the transport of heavy building materials, diesel fuel for electrical generation and essential food supplies.
Three provincial cabinet ministers have met with Mushkegowuk Council chiefs who represent seven First Nations along the shore of James Bay. The meeting was arranged by Timmins Mayor George Pirie. He said it was an honour for the City of Timmins to host the meeting and bring together interested parties committed to furthering resource development and responsible conservation of the coastal regions.
“Our intent was to provide a forum for collaborative discussion that was sensitive to the traditions of the Mushkegowuk communities,” he said.
On the government side, the meeting was attended by Minister of Indigenous Affairs and Minister of Northern Development, Mines, Natural Resources and Forestry Greg Rickford, and Environment, Conservation and Parks Minister David Piccini.
At the meeting, the province and First Nations communities agreed to ex-plore an all-season road to western James Bay coastal communities led by a First Nationsled environmental assessment process. Afterwards, a joint commitment was
Council and their elected councillors to further shared priorities and produce positive outcomes for First Nations communities.”
Piccini said the Mushkegowuk Council and its member First Nations have shown tremendous leadership in protecting the western James Bay and Hudson Bay coastal and marine ecosystems, and will be strong stewards and partners as the government and Indigenous communities move forward on the environmental assessment for the road.
He said he is grateful to have had the opportunity to discuss the environ-mental and cultural significance of precious natural spaces in the north and the role Ontario can play in creating a stronger northern economy through responsible resource development.
A pre-feasibility study conducted in 2015 identified one coastal route and four candidate routes for the road from a long list of more than 20 options. Officials looked at the positive and negative effects of each route on the environment, traditional land uses, costs, design considerations relative to topography and required infrastructure for water infrastructure.
One proposed route follows the Albany River, a second follows the Kwa-taboahegan River, a third follows the Mattagami River and Moose River, while a fourth is along the existing Ontario Northland Railroad to Moosonee.
There is still much work to be done before shovels hit the ground. The next step
The Indigenous EA will allow the community to generate the information it will need to make an informed decision.
made to re-establish a roundtable which will provide a forum to discuss areas of mutual interest and opportunities.
Mushkegowuk Council executive director Ernest Beck said the meeting was a tremendous step forward, but noted the local chiefs are resolute in their commitment to protect their traditional homelands.
“We will take Minister Rickford’s and Piccini’s commitments to partnering on several fronts seriously and we will pursue them with all of our available resources,” he said.
Rickford said the meeting resulted in “a positive and constructive dialogue on a number of opportunities. I look forward to working in partnership with the Chiefs in
in the process is to complete a feasibility study to verify the coastal route and determine the preferred inland route. The study will include more community consultations, refining cost estimates, gathering environmental data, determining the availability of aggregates, and completing preliminary design work.
Meanwhile, Indigenous environmental assessments (EAs) are under way for three other all-season gravel access road projects on lands in the McFaulds Lake area, located almost exclusively on the traditional territories of the Marten Falls and Webequie First Nations. They will provide access to the Ring of Fire area.
One of the proposals, called the Marten
Falls Community Access Road (MFCAR), will start at forestry roads north of Aroland First Nation and the town of Nakina, and run about 230 kilometres to Marten Falls.
A second on the books is the Webequie Supply Road, which will run 107 kilometres between Webequie First Nation and the Ring of Fire mining camp.
The two projects will be two-lane, all-weather, gravel access roads with water crossings, built to accommodate both passenger and commercial vehicles.
A third road, called the Northern Road Link, will run 155 kilometres and link the MFCAR and Webequie Supply Road.
Indigenous EAs are detailed, community-directed studies that seek best practices to protect and safeguard the environment. They incorporate traditional knowledge and consultation with First Nations people.
Marten Falls Chief Bruce Achneepineskum says all isolated northern First Nations communities are greatly impacted by the climate change emer-gency that is affecting the entire world.
"Last year was one of the shortest winter road seasons that our elders can remember. If we can't bring up all the necessary bulk supplies during much shorter seasons then we need to spend limited financial resources to fly these vital supplies into our communities,” he says.
Achneepineskum says the impacts of climate changes are likely to get worse in the coming years, so the time to plan is now. He adds that the entire community is eagerly waiting for the day the MFCAR opens and connects the community to the provincial highway system as it presents enormous economic opportunities, and it also significantly reduces the cost of food and ensures food security.
Webequie First Nation Chief Cornelius Wabasse says the Indigenous EA will allow the community to generate the information it will need to make an informed decision.
“We have the environment stewardship right to pursue opportunities that position our First Nation to be proponents which improves better commu-nication and certainty within our community. It requires co-operation and willingness to learn that paves a way to adapt to change which ensures prosperity and long-term sustainability for our people," he says.
Wabasse says isolated First Nation people need new road infrastructure to bring needed training, jobs for road maintenance and other business prospects, and make enormous progress for reconciliation between In-digenous and non-Indigenous societies.
More than 11,000 attendees flock to World of Asphalt/ AGG1
Asphalt paving and aggregates professionals filled in a sold-out Music City Center exhibition floor from March 29 to 31 in Nashville, Tenn. as World of Asphalt’s 20th Anniversary and AGG1 brought the industry back together.
This year marked the fourth return of World of Asphalt to Nashville, and the largest iteration of the show in the Music City ever, with more than 440 companies spread across more than 193,000 sq. ft. of the Music City Center.
“The last time World of Asphalt and AGG1 came to Nashville, in 2016, we sold approximately 150,000 net square feet of space in the Music City Center,” said Dr. Audrey Copeland, president and CEO of NAPA, majority-owner of World of Asphalt. “The fact that we were able to use every single square foot of exhibit space the Music City Center had to offer this time, while
safely bringing the manufacturers and end users together, speaks volumes about the strength of the asphalt paving industry.”
The first World of Asphalt was held in February 2001 at the Wyndham Palace Resort in Orlando, Fla. as a cooperative effort between the National Asphalt Pavement Association (NAPA) and the Association of Equipment Manufacturers (AEM) and has run every year except CONEXPO-CON/AGG years since.
The show has grown quite a bit in 20 years. The 2001 show had 3,200 asphalt paving pros seeing 28,000 sq. ft. of displays from 86 exhibitors.
The next edition of World of Asphalt will return to Nashville and the Music City Center from March 25 to 27, 2024. For more information on World of Asphalt, visit www.WorldOfAsphalt.com.
BY ANDREW snook

> Lafarge Canada was abuzz again last year with the sounds of bees, this time setting up its beekeeping operations in its Villeneuve Pit near St. Albert, Alta. The company established six hives in total, ordering six NUCs (nucleus colonies) to get the project started.
“A NUC contains about 10,000 bees, one queen, and five starter frames with some comb and brood,” explains Bill Gowdy, Lafarge Canada’s manager of sustainability and environment for Northern Alberta who oversees the project. “We put five starter frames in the hive and shake everything out of the box into the hive. Bees are extremely pheromone driven, so by getting the queen into the hive, the rest will search her out and

follow into the hive. The NUC colony of 10,000 bees grows to about 40,000 bees in the hive by season's end. A queen can lay up to 1,500 eggs a day, so a colony’s population can grow quickly during the summer!”
The company originally got involved with honeybees during its Fort McMurray Bee Project, which started up in 2018 with funding from the Western Economic Diversification Fund provided by the Government of Canada for a two-year pilot project. That project was led by the Vertex Resource Group out of its head office in Sherwood Park, Alta.
This pilot project led to the estab lishing of two beehive operations in 2020 (apiaries) in the Lower Athabasca Region: one in Fort Chipewyan and another that Lafarge Canada provided on a decommissioned gravel pit at the end of the Fort McMurray Airport runway. Four hives were established at the end of the gravel pit that ended up producing 130 pounds of honey over a period of six weeks.
In 2021, Lafarge Canada’s beehives ended up having a much more produc tive year.
“We scored 500 pounds of honey this year from the six hives,” Gowdy says.
While they had been given some training in 2020, Gowdy and nine other members of Lafarge Canada took part in a beekeeping course in 2021 certified by the British Columbia Honey Producers Association (BCHPA) to better prepare them for taking care of the hives.
“There's a lot to this, I feel like I'm just learning to walk,” Gowdy says. “Bee keeping is a lot like coaching. We use the bees' natural habits and guide them
or encourage them to do certain things.”
The beekeeping course was 12 hours long done via Zoom meetings, followed by a field exercise at the hives.
“We engaged Vertex, the same consultants as Fort McMurray, to work with through the year to train us on beekeeping,” Gowdy says.
Lafarge Canada got involved with honeybees during its Fort McMurray Bee Project in 2018. Photos: Vertex and Lafarge Canada.
He says there is a lot of work that needs to be done related to the maintenance of the hives.
“There's lots that can go wrong –diseases, parasites, starvation, winter,” Gowdy says, adding that bees have the ability to moderate the temperature of their hive. “The ideal temperature in the hive to raise brood is 35 Celsius. Bees do an amazing job at controlling the temperature in the hive year-round – they are their own HVAC system. Even in the winter it's about 25 Celsius in the centre of the cluster in the hive.”
Gowdy believes the beekeeping project in northern Alberta has great longterm potential when partnering with industry utilizing the bees to facilitate reclamation and assist with agriculture and local food security for communities particularly in remote locations, such as First Nations.
To learn more about Lafarge Canada’s beekeeping operations, check out the September 2020 issue of Rock to Road

Performance in every detail. Keestrack crushers use the latest advancements in technology and design resulting in unparalleled performance, high-quality material production, and excellent ease of maintenance. No matter how challenging your crushing needs are, Keestrack will provide you the leading-edge in today’s competitive market.


BY JAMES careless
It could be the droid you’re looking for
> It looks like a droid straight out of Star Wars: A self-directed flatbed truck (without cab) that can deliver materials, tools, and even people anywhere on a job site. But the Honda Autonomous Work Vehicle (AVW) is science fact, not fiction. Now in its second-generation prototype, the Honda AWV recently proved its worth at a New Mexico construction site in November 2021, and there’s no reason it can’t be do the same at Canadian sites once Honda releases a commercial version to the market.
Designed to be human-directed via wireless remote control or selfdriven, “the Honda AWV is an off-road autonomous fully electric vehicle that's intended to transport payloads,” said Kenton Williams, the Honda AWV’s U.S. project lead. “We launched the AWV as a first-generation concept vehicle at the Consumer Electronics Show in 2018. And from there, we reached out to a number of different groups to try to mature the project a little bit more.”
The second-generation Honda AWV is the product of that maturity. Built upon the company’s Pioneer Side-by-Side ATV platform with a rechargeable electric motor, the AWV looks like a flat, squat pickup truck.



















In autonomous mode, the Honda AWV gets around using its onboard sensors, GPS tracking, radar, LiDAR and stereoscopic 3D cameras to stay on course while actively avoiding obstacles and other dangers. Telling the AWV where to self-drive is handled using a cloud-based app that provides map directions, GPS readings, and waypoints.
For those who like specs, the Honda AWV’s dimensions are 9’ 6”L x 4’ 8”H x 4’ 11”W, with an unladen vehicle weight of 721kg (1,590 lb). Its maximum loading capacity is 399 kg (880 lb.), with a towing weight limit of 750 kg (1,653lb.), including the weight of a trailer. The Honda AWV’s minimum turning radius is 3.9m (12 ft. 9.5 in.) with a range at maximum loading capacity of up to 45 km (27.9 miles), depending on the use case. It takes up to six hours to recharge this vehicle for further use.
“We see this vehicle transporting materials and supplies either autonomously or by remote control through work environments, but there's potential for the vehicle to do more,” Williams noted. “For instance, equipment could be towed at the back of the Honda AWV, and one can imagine a suite of accessories that could be connected to it for a number of different tasks.”
And yes, one job site could host a number of Honda AWVs driving around at once, each assigned to its own specific tasks and routes.
Honda recently partnered with the construction firm Black & Veatch to test five AWVs at an actual solar energy construction site in New Mexico. Honda engineers compiled a high-definition map of this
1,000-acre site, allowing Black & Veatch operators to set specific start and stop points for multiple Honda AWVs using the cloud-based app. According to the company, these vehicles successfully delivered materials and supplies as planned along a pre-set route, stopping within centimetres of the pre-set points.
This month-long test validated the Honda AWV’s battery system ability to power both its electric motor and sensor suite for up to eight hours in a hightemperature environment. The test didn’t baby the Honda AWVs: They carried payloads of nearly 408 kg (900 lb.), while one AWV towed a loaded trailer weighing over 725 kg (1,600 lb.).
“Black & Veatch’s pursuit of construction innovation and safety on job sites has led us to this relationship with Honda,” said Mario Azar, president of Black & Veatch’s global power business. “With our leading market position in solar power, the testing of this new autonomous work vehicle aligns with our focus on advancing the industry through new and innovative ways to work at project sites.”
During their month-long test at the Black & Veitch jobsite, the Honda AWVs performed a range of tasks. “One of them was material shakeout,” Williams said. “That just means that the AWV was loaded with certain materials with a worker is walking beside it as the AWV moved autonomously.” At certain points along the route, the worker would stop the vehicle manually using an exterior touchpanel mounted on the AWV’s side, unload materials as required, and then restart the AWV and continue to the next waypoint. “Another task was water, electrolyte
and snacks delivery to the workers in the field,” he said. “As you can imagine specifically in this environment, it's very hot and dry. So in order to make sure that the workers were staying hydrated, we loaded the AWV with water and electrolytes, and supplied them across the work site.”
Honda also tasked the AWVs with general deliveries and waste collection, both singly or working as part of a coordinated fleet. “As well, we attached a wireless camera to an AWV so that remote users from Honda and Black & Veatch could look in on the work site in real time, without having to be there,” said Williams. “Finally, we looked at cable pulling, which happens a lot at a solar energy construction site. We connected a cable to an AWV’s hitch and pulled that cable along the length of a trench.”
Having completed the Black & Veatch field test, Honda is taking what it learned to improve the Honda AWV further, with an eye towards further tests, more generations of prototypes, and manufacturing of this unmanned platform to the construction market.
“So far we haven't announced any plans for commercialization,” Williams said. “Where we are now is being open to partnering with other companies and other industries to mature our product even further.”
Being able to use such autonomous vehicles on construction sites would likely enhance efficiency and safety, while reducing labour needs at a time when good help is in very short supply. In Star Wars parlance, the Honda AWV may well be the droid that the construction industry is looking for.






BY ANDREW snook

Part one of a two-part series on best practices
> Ensuring conveyors are optimally designed is key for keeping future maintenance costs as low as possible. To learn more about conveyor design and maintenance best practices, Rock to Road reached out to Travis Thooft, chief engineer for portable conveyors at Superior Industries.
WHAT INFORMATION SHOULD I CONSIDER WHEN DESIGNING A CONVEYOR FOR MAINTENANCE AND OPERATION?
When you’re starting out, there's a lot of things to figure out for how to do maintenance on the conveyors. The more you can do on the upfront, the less you'll try and “Band-aid” on the back end before you do have problems.
First, make sure you know what you're conveying and basi-
cally take that into consideration around the designs. When looking at your material, we want to be looking at: What's the density? What's the abrasiveness? Are there any special material characteristics, like it's dusty; or it's got an oil that'll break down some of the components; or it's highly corrosive to different components.
There are some pretty basic things that seem to come up frequently, which are: How big is the lump size I've got on the belt, and what's the proportion of the fines? Which seems like it can be a straightforward question, but I know as a manufacturer, we run into customers that don't take that into consideration when they're trying to size other components and end up fighting it on the backend.
I would say the biggest thing when you start out is nail down your material and then work with somebody you trust to help you size all of your components appropriately.
Belt width basically determines the amount of material you can fit on your belt, and so, the leading question to this is: How much material do I need to move? What are the material characteristics? And that's basically the starting point.
Usually, the question comes up, “If I have a narrower belt width, but I want to increase capacity, can I just increase the belt speed?”
You can increase the belt speed but along with that, some materials can only handle up to a certain belt speed before they will no longer adhere to the belt and get going the right direction. And even if the material is able to handle being conveyed at a higher belt speed, the more difficult it is to get it fed onto the belt appropriately – centered on the belt and carry in the right direction – the more work needs to be done in the transfer zone.
So, getting the material funnelled on to the belt and then settled on the belt, typically, if you look at CEMA (Conveyor Equipment Manufacturers Association), they would recommend increasing the skirting length by one to two feet for every 100 feet per minute that the belt is going. And then on the discharge side, there's a lot

For getting the material funnelled on to the belt and then settled on the belt, typically, if you look at CEMA, they would recommend increasing the skirting length by one to two feet for every 100 feet per minute that the belt is going.
more abrasion. So, the belt material is going to leave that belt and go somewhere. So, they're going to be either hitting a discharge hood or entering onto another conveyor, or optimally, it might be a pile.
From the standpoint of making sure that whatever it's hitting, or whatever it’s riding against, is set up to resist the abrasion, and also that the material can handle that impact. So, if you've got a material that's already been sized down and it's the final product, anytime you introduce high belt speed and a change in direction – so, impact – you're starting to degrade that material.
Going back to how to size out the belt then, a good starting point is to look at

CEMA, that will give recommended belt speeds. If you're using normal aggregate, I think most aggregate can handle up to 650 feet per minute for normal conveyor use, in terms of belt speed. Slower will introduce less abrasion and less material degradation and make it a lot easier to handle. And then from there, look at your material properties and the size of the largest size that will be on the conveyor belt and make sure that, number one, you probably don't want to exceed about 80 per cent of the listed built capacity. And then, number two, if you were to put the largest lump that you were to see on the conveyor, on that belt, and it's already got the full belt material at work, it won't want to fall off. And if that's the case, I don't want to be walking anywhere around that conveyor when that happens, because it's going to be detrimental to safety or to the structure itself. So, that’s a starting point for both belt width and belt speed. And when in doubt, I would say it's better to go slower and manage it up, if you can, instead of assuming that you can go faster and then finding out you have a limited capacity down the road.
The basic starting point is to look at, based on your conveyor design, what's

The purpose of a take-up is to keep enough tension on the belt for safe operation to keep and drive transmitting all of the power from the drive system to the conveyor belt. So, when you think about it that way, basically the purpose of the take-up is to make sure that it's easy to operate this to maintain those functions.
the strength I need to resist the tension based on how it’s going to operate. That's going to determine the rating of the belt. And so, a lot of times, if you look at belt ratings – at least in the imperial system – they're rated in the maximum pounds per inch of width that they can resist some tension.
There's a tendency for most people to look at that rating and upsize it, even if the conveyor doesn't require it. I would say, as a manufacturer, that tends to drive up costs without actually introducing better belt components. It's better to size the belting in terms of the cover rating and thickness, as well as the overall strength based on what the carrier needs and look at spending more money on the top and bottom covers to be more applicable to the material running.
When looking at components, it's best to think of the overall system and look at how you want to run it and how reliable you want it to be.
If you look at most manufacturers, they tend to classify it anywhere from class one to class three as a general term, but really when it comes down is safety factor. If you're going to run eight hours a day for five days a week that tends to be the on the low end, closer to a 1.0 safety factor on the components. If you start getting into 24 hours a day,
seven days a week and reliability is key, you'll want to continue to up the safety factor to be at least two, maybe even higher depending on the operation and the material that you're running. So, looking at the components that affects, it starts with the drive components – the motor, the gear reducer, the shafts and the pulleys.
What comes into play there is how much oversize the motor is in relation to what the capacity requires for motor draw. So, you want to be towards the top end of the motor rating for efficiency, but you probably don't want to exceed 80 per cent, based on your maximum nominal capacity if you want to give a little more safety factor to prevent that motor from unnecessary abuse.
Next thing will be the gear reduction system and the components that transmit the power from the motor to the drive pulley, and, usually, you can follow an AGMA standard (American Gear Manufacturers Association). A lot of times the 1.0 safety factor will correlate to class 1 AGMA factor all the way up to class three, which is a 2.0 safety factor.
For the shafting and the pulleys, there's different options for pulley selection in terms of the grade (commercialrated pulley, mine duty pulley, superduty pulley). They're each going to have increased strength. But when it comes to getting lifespan out of your pulley, the best thing you can do is upsize your shaft to reduce deflection.
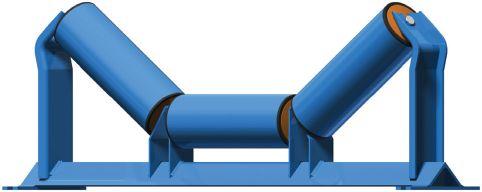
When it comes to smaller conveyors, we would typically consider that up to about 150 feet, maybe 1,500 to 2,000 tons per hour, you can get away with the screwtype take-up, which is where an operator will use some type of apparatus, a tool like an impact wrench or even just a manual wrench to turn an acting-type rod that adds tension to the tail pulley or another pulley on the system to keep the belt tight. That comes with its own limitations. It's definitely important, especially on screw-type take-ups to think about how the operators going to access that take-up and be able to tighten it. Optimally, they'd be able to do it safely while the belt is running to help reduce tension at the take-up location and make it easier to effectively maintain the tension or adjust the take-ups appropriately.
But when it gets to an easier to use system, an automatic take-up is the way to go. Some of the more popular ones are gravity-type take-ups, which is hanging away from a pulley that's suspended, which will keep constant tension and becomes simply a very low maintenance device for maintaining tension.
If you don't have the space for a gravity take-up, there's some other solutions that exist for automatic take-ups. There's hydraulic or greaseable take-ups that keep the constant pressure or constant force in the design. And that can be run either automatically with some sort of hydraulic system or manually with an operator that would go back and introduce that pressure using either a grease gun or some other hydraulic system design.
And then there's also more of a winch-styled design, which is using an automatic winch system, whether that be electric or hydraulic and a cable system to apply tension. That introduces a little bit more maintenance, although it certainly reduces the amount of work an operator has to do to maintain tension.
Check out the May/June issue of Rock to Road for Part 2 of Conveyor maintenance and design best practices.

> APRIL 13-14
AHES 2022 MONCTON, N.B. www.ahes.ca
> APRIL 25-29 SC&RA Annual Conference Washington, D.C. www.scranet.org
> MAY 18-19 Canadian Concrete Expo
Mississauga, Ont. www.canadianconcrete expo.com
> MAY 25-26
BCSSGA AGM
Vernon, B.C. www.gravelbc.ca
> JUNE 21-22
Hillhead 2022
Buxton, England www.hillhead.com
> OCTOBER 3-5
SC&RA Crane & Rigging Workshop Dallas, Texas www.scranet.org
> OCTOBER 13 Quarry Tech Halifax, N.S. www.quarrytech.ca
> OCTOBER 18 Quarry Tech Calgary, Alta. www.quarrytech.ca
> OCTOBER 24-30 Bauma Germany www.bauma.de







Three trends to focus on moving forward.
Over the past year, Ontario’s aggregate industry had many highlights and accomplishments to reflect upon.
As an industry, we know how to be agile and pivot whenever necessary, and this ability has been vital for the safe and responsible production of much-needed aggregates across the province during one of the most challenging times in our country’s history.
Pivoting from virtual meetings to in-person and back to virtual. Pivoting from lockdowns to re-openings. Or in the case of Ontario Stone, Sand & Gravel Association’s (OSSGA) recent annual conference, pivoting from Ottawa to Toronto in a two-week timeframe!
From the fine work of OSSGA’s Land Use Committee, to our work with Queen’s Park, or our expanding education program for young people to learn more about our industry and career opportunities, the association has been hard at work for our member companies and have achieved many of the goals we sought out to tackle throughout the pandemic. However, I would like to bring some attention to some important trends taking place that will continue to create challenges for this industry.
Like it or not, in this day and age, when you take criticism from a group, you have to respond. >
Over my six years as executive director of OSSGA, one theme that carries through year-to-year in our industry is the variety of issues and challenges that we deal with on a daily basis.
Over this time, I have noticed three trends taking place in the industry. The first one is that the government continues to press on with new regulations and new requirements, notwithstanding stated attempts at “regulatory reform” or “red tape reduction.”
As I said recently at one of our regional meetings, new regulations are like a slow-moving lava flow, they keep creeping closer and closer, slowly and quietly
eroding the industry’s ability to do business and provide close-to-market aggregate.
The second trend is the increasing tendency of municipalities to challenge the Province’s role in policy making and enforcement, and their dissatisfaction with how much revenue they receive from Queen’s Park versus the services they are required to provide.
Regardless of who voters choose to run this Province after June 2, I do not see either of these trends abating in any way.
A third trend is also becoming more evident. One that, unfortunately, we are going to see more of, and that is much stronger and more vocal activity on the part of the environmental lobby.
Recently, a new NIMBY group – the Reform Gravel Mining Coalition – was launched calling for a moratorium on all new aggregate licences pending a review by the provincial government on mining practices. Be assured that we have responded strongly to reject their message and to communicate the importance of our industry to Ontario’s future development needs.
Like it or not, in this day and age, when you take criticism from a group, you have to respond. Not to do so does not make the problem go away, it only adds credibility to the mistruths that such groups are propagating. Their views are short-sighted and self-serving. How will we welcome and accommodate four million more people in our Province in 20 years if we cut off the bottom of the supply chain that builds that infrastructure? They have no answer for that!
One thing I have learned about our industry, however, is that we are flexible, adaptable, and not easily discouraged. We must continue to be positive and continue to look for ways to communicate our message, whether it is through social media, letters to politicians, or leveraging the strength of our association partners.
Norm
Cheesman is the executive director for the Ontario Stone, Sand & Gravel Association

No matter how challenging your needs, BKT is with you offering a wide range of OTR tires specifically designed for the toughest operating conditions: from mining to construction sites.
Sturdy and resistant, reliable and safe, able to combine comfort and high performance. BKT is with you, even when work gets tough.