Anaerobic digestion of effluent provides methane for the generators at Slave Lake Pulp.
Research could improve biomass processes. 14 Grinding out success
Northern Biomass Consulting builds up operation in Western Canada. 16
Poor pellet performance
Why some pellet projects fail to deliver as expected.
20 Pellet Gear Buyers’ Guide
Our annual Pellet Gear Buyers’ Guide provides you with information on all of the suppliers of pellet production equipment for the Canadian industry.
24 Fuelling biomass innovation
More than seven years after UNBC pioneered Canada’s first university-owned wood pellet heating system, the school continues to innovate with the latest expansion of their ambitious biomass program.
TDirection needed
Government has a necessary role in the bioeconomy
he U.S. Department of Energy has a mission when it comes to biomass: to foster, by 2040, the production of “at least one billion dry tons of biomass resources on an annual basis without adversely affecting the environment.”
It’s a weighty goal (pardon the pun). And in July, the department released its third instalment of the Billion-Ton Report, which, since the first version was released in 2005, has been studying the potential supply of biomass in the United States.
Tied into the report, earlier this year the U.S. government unveiled its Billion Ton Bioeconomy Vision. The document is a single, co-ordinated multidepartment vision for developing a plan to use biomass to increase economic activity in the country. As with most government documents, it’s wordy and full of jargon, but it’s still a strategy.
B.C. dedicated to the growth of bioenergy industries – pointed out Canada’s lack of federal direction for the biomass industry in its May 10, 2016 submission: BioEnergy Vision for Canada
Referring to the U.S. Billion Ton Bioeconomy Vision, the organization says it would like to see Canada initiate a Mega Tons Biomass Vision. This vision would be overseen by the Prime Minister, and would develop a strategy encompassing agriculture, municipal and forestry biomass streams, and all federal ministries and agencies. The vision would build on existing science and technology developments in the country and abroad, make the most of limited federal funds for biomass initiatives and cultivate collaboration with post secondary institutions, among many other things (find the full submission at www.bioenergy2-0.org).
Volume 16 No. 5
Editor - Andrew Snook (905) 713-4301 asnook@annexweb.com
Editor - Maria Church (416) 510-5143 mchurch@annexweb.com
Contributors - Gordon Murray, Cindy Macdonald, John Swaan, Taylor Fredericks
Western Sales Manager Tim Shaddick - tootall1@shaw.ca Ph: (604) 264-1158 Fax: (604) 264-1367
Media Designer - Alison Keba
Circulation Manager Carol Nixon – cnixon@annexweb.com 450-458-0461
Canadian Biomass is published six times a year: February, April, June, August, October, and December. Published and printed by Annex Business Media.
Publication Mail Agreement # 40065710
Printed in Canada ISSN 2290-3097
Subscription
Here in Canada, clean energy will soon be in the spotlight with the federal government expected to unveil its national climate plan by the end of the year. While biomass will undoubtedly be mentioned in the plan, there is no indication that the plan will include or be followed by a federal vision for the bioeconomy. Instead, strategies are forming province by province (territory by territory). Yukon is the latest to map out its bioeconomy plan, unveiling its biomass energy strategy in February. In Northern Ontario, the Ontario Union of Indians and the Biomass Innovation Centre are forging ahead with their own Northern Ontario Biomass Strategy.
BioEnergy
It seems like a good plan. And given the worrisome effect of low oil prices on the bioenergy industry, specifically pellets, a plan is needed.
In November, the City of Ottawa will host the first Scaling Up Conference – a meeting of industry, political and environmental stakeholders to discuss the bioeconomy in Canada. One of the goals of the conference is to understand the role of government.
Perhaps national conferences such as this one are one way that industry can give government the nudge it needs to formally plan for Canada’s bioeconomy.
Single Copy - $9.00 (Canadian prices do not include applicable taxes) USA – 1 Yr $60 US; Foreign – 1 Yr $77 US
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
Dewatering study could improve processes
By Taylor Fredericks
Oneof the most challenging and energy-intensive aspects of biomass processing may soon get a little easier thanks to the efforts of researchers at the University of British Columbia (UBC).
That’s because members of the university’s math and engineering departments have developed a mathematical model that has the potential to make dewatering processes more cost- and energy-efficient, which could pave the way for advanced dewatering technologies in years to come.
Completed by four researchers over the course of three years, the study aimed to formulate a theoretical model that could predict how different solid suspensions behave under pressure. With this information in hand, the researchers are now able to precisely calculate what kind of pressure and compression speed will produce the best results for dewatering and drying different materials.
Though the study focused primarily on pulp and paper suspensions, Daniel Paterson – a PhD student at UBC and one of the study’s co-authors – was quick to point out that its applications could affect processes across a number of different fields, including biomass.
“It’s really about the optimization of pressing,” Paterson explains. “In our case, we were thinking in terms of pulp suspensions, but this can be applied to any biomass production that’s being pressed—processing sugar cane, for example, or extracting palm oil.”
Before they could begin to imagine how their findings might affect the dewatering technology of the future, however, the research group needed to put their theoretical model to the test. To do this, they placed two different suspensions – one containing nylon fibres and another containing cellulose fibres – in a compression scenario similar in design to a traditional French coffee-making press.
What the researchers found was that, in addition to their model successfully predicting how the fibres would behave when pressure was applied rapidly, the natural cellulose fibres performed better than their nylon counterparts.
“Cellulose fibres are hollow in structure, which allows liquid to escape more easily,” Paterson says. “The cellulose fibres keep larger flow paths open for the liquid to escape.”
This insight could prove key as stakeholders seek to refine and optimize biomass dewatering technologies. With a better understanding of how organic materials respond to compression, there is an opportunity to create more energy- and cost-efficient machinery, which would be a critical step in enticing more industries to adopt biomass.
“This dynamic wasn’t really considered in traditional
dewatering literature,” Paterson says. “This is the little extra piece that allows the model to better capture these natural fibres. If equipment was designed around previous approaches, it wouldn’t have this extra effect to it.”
Often costly and energy-intensive, traditional drying and dewatering processes have long been an obstacle to the principles of sustainability and low energy use at the heart of many biomass initiatives. The model developed by the UBC team, however, could soon be a game changer in the development of highly-efficient dewatering machines, which, in addition to reducing energy consumption, could help to alleviate the shipping costs and material decay associated with the high moisture content of some biomass.
The research group is currently working with industrial partners to develop simulation tools for designing industrial machinery.
For more information on the study, go to http://www.ppc. ubc.ca/2016/06/17french-press-coffee-maker-press-inspires-dryingdiscovery/ •
Close up of dewatering experimental station mimicking a French coffee press. A permeable piston compresses the white cloudy pulp suspension, squeezing clear water out the top.
BIOMASS update
SCS ISSUES FIRST CERTIFICATES TO DRAX BIOMASS
SCS Global Services has issued its first first Sustainable Biomass Partnership (SBP) certificates to Drax Biomass Inc., for its Morehouse BioEnergy and Amite BioEnergy wood pellet manufacturing facilities in the U.S.
Pete Madden, president and CEO of Drax Biomass Inc., said in a news release the certifications mark a major milestone in the company’s quest to become a leading supplier of sustainably-sourced, high quality wood pellets. Both Drax facilities are each equipped to produce up to 450,000 metric tonnes
of wood pellets per year from Southern Yellow Pine sourced primarily from nearby privately-owned working forests. Drax gathers and stores thinnings, low-value roundwood, and harvesting residues, which are then debarked and chipped.
The company screens the woodchips for size consistency, then dries and further processes the chips into compressed pellets of uniform moisture, ash content and calorific value. SCS’s assessment included a comprehensive evaluation of each stage of the sourcing and manufacturing process, as well
BUSINESSES SHOULD REDUCE EMISSIONS: SURVEY
A large majority of Canadians think that it is important for businesses to take action to reduce their transportation-related emissions, according to the 2016 Sustainable Business Attitudes Survey.
The survey found that 82 per cent of Canadians felt that the use of environmentally-friendly transportation, such as electric or hybrid vehicles or using green fuels like biodiesel, would be important in their decision to recommend a business.
The survey also reports that 56 per cent said it was “very important” and 34 per cent said “somewhat important” that businesses using vehicles, such as company cars, delivery trucks or long-distance tractor trailers, make efforts to reduce emissions from those sources.
The Sustainable Business Attitudes Survey was commissioned by Bullfrog Power and performed by Environics Research from Aug. 8 to 21, 2016, reaching 2,000 adult Canadians.
as an audit of Drax Biomass’s Baton Rouge Transit storage and shipping facility.
SCS was accepted as an applicant Certification Body for the SBP in April last year, and successfully completed the SBP approval process in June. The approval included SBP independently observing the Drax Biomass facility audit conducted by SCS.
“SCS Global Services cleared a rigorous and robust approval process to become an SBP-approved Certification Body, offering worldwide certifications of biomass producer and biomass supply chain
actors,” Carsten Huljus, SBP CEO, said in the release.
“We’re delighted to have earned SBP’s approval as a third-party certifier, and congratulate Drax Biomass for its important accomplishment,” Dr. Robert J. Hrubes, SCS executive vice-president, noted in the release. “SBP certification is playing an increasingly vital role to ensure that biomass production is conducted in a responsible manner. As this certification demonstrates, Drax Biomass takes its commitment to sustainable production principles seriously.”
B.C. TO ADDRESS FOREST SECTOR COMPETITIVENESS
The provincial government has released its agenda to enhance the competitiveness of B.C.’s forest sector so that it continues to make investments and provide family-supporting jobs in communities throughout the province.
The agenda called “Strong Past, Bright Future” contains 49 strategic actions to address three key inter-related goals: healthy, resilient forests; diverse, globally competitive industry; and stable communities and First Nations.
The agenda is supported by other recent government programs, including the three-year $75-million Rural Dividend and $85 million for the newly created Forest Enhancement Society of B.C. Among other key action in the plan is advancing opportunities for forest carbon management and promoting greater use of lower-value wood and wood residue in support of the province’s climate leadership goals.
Alberta pledges support for new renewable energy
The Alberta government announced a firm target of 30 per cent of electricity used in the province coming from renewable sources by 2030. Shannon Phillips, Minister of Environment and Parks and Minister for the Climate Change Office, said to achieve the 30 by ‘30 goal, the government will support 5,000 megawatts of new renewable energy
in the province. The ministry estimates that the commitment will amount to at least $10.5 billion in new investment by 2030, which will translate to at least 7,200 jobs from new projects. To meet the target, the province has created a Renewable Electricity Program. The program will be run by the Alberta Electric System Operator.
ONTARIO INVESTING IN PILOT BIOREFINERY
The Ontario government is investing $4.5 million to help FPInnovations establish a fully functioning bio-refinery plant in Thunder Bay.
The funding from the province’s Northern Ontario Heritage Fund Corporation aims to encourage sustainable forest management, create jobs and grow the Northern economy, Michael Gravelle, Minister of Northern Development and Mines recently stated.
The new bio-refinery plant is a pilot project that will produce bio-chemicals derived from wood, resulting in renewable, biodegradable and cost-effective alternatives to petroleum-based products for use in the construction, automotive, mining, oil and other sectors.
Resolute Forest Products is contributing $3.5 million to the project and will host the plant at its Thunder Bay pulp and paper facility.
“The three-year research program with FPInnovations will help demonstrate the feasibility of the process and optimize potential market applications for bio-chemicals derived from wood –critical to the commercial success of the project,” Richard Garneau, president and CEO of Resolute stated.
Pierre Lapointe, president and CEO
Michael Gravelle, Minister of Northern Development and Mines (third from left), announced the Ontario government’s support for the bio-refinery pilot project on Aug. 17.
of FPInnovations, said the plant will provide new pathways to large-scale production of bio-products from Canadian forests.
“The project builds on our existing partnership with Resolute Forest Products and Lakehead University, and is a glowing example of the power of collaboration to create projects that can lead to unique, innovative and environmentally-friendly products and technology. This government’s confidence in the future of the forest sector and the regions dependent on it will ensure
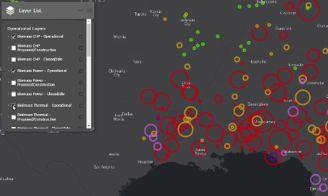
ONLINE DATABASE SHOWS WOOD BIOENERGY FACILITIES
www.wood2energy.org shows locations of bioenergy facilities and lists details of each.
A U.S. Endowment for Forestry and Communities’ website has been revitalized to provide an interactive database of wood bioenergy facilities throughout North America.
The website – www.wood2energy. org – uses GIS mapping technology to
show the locations of bioenergy facilities, and lists details such as the type facility, the owner, operational status, and the production and intake capacity.
“Tools like wood2energy.org enhance our work by providing information that yields a better understanding of current conditions, reduces risk for investors and communities and allows stakeholders to have a common information base upon which to facilitate conversations,” Carlton Owen, president and CEO of the Endowment, said in a news release.
that it remains globally competitive and a significant contributor to Northern Ontario’s economy,” Lapointe said.
The Centre for Research and Innovation in the Bio-Economy (CRIBE), which is headquartered in Thunder Bay, is providing operational support to FPInnovations for the Bio-Economy Technology Centre at Resolute Forest Products.
“The TMP-Bio project is an exciting new frontier in value-added wood processing,” stated Scott Wiebe, CEO of Centre for Research and Innovation in the Bio-economy.
Data for the mapping tool is gathered from the public domain via existing databases, industry publications, reports, press releases and the like, and will be updated on an ongoing basis.
“This project is remarkable from a data collection and management standpoint,” said Brett Hogarth, head of business development at Ecostrat – the company that developed and managed the data delivery. “But to me what really makes it a success is the data curation. A lot of thought and effort was put into how to best organize and present the data to balance the need for detail with ease of use and accessibility. Perhaps the greatest power of this tool is its ability to be used by experts and non-experts alike.”
Anyone with information to fill gaps or fix errors is asked to contact Ecostrat with information. Learn more at www.ecostrat.com
WProper handling
New safety data sheet for wood pellets
By Gord Murray
hen handled properly, wood pellet fuel is safe and benign. Wood pellets are made by drying and compressing pure wood particles. Naturally occurring lignin softens during pelletizing and then hardens during the cooling process to bind wood particles together as pellets. It is hard to imagine how such a pure product could be dangerous. Unfortunately, over the years, there have been instances where wood pellets have been handled improperly, resulting in serious injuries and even fatalities.
In May 2002, during the discharge of pellets from British Columbia onboard MV Weaver Arrow in the Port of Rotterdam, one stevedore died and several other workers were injured after entering a ship hold where wood pellets had generated carbon monoxide (CO). A similar fatal case occurred in November 2006 onboard the MS Saga Spray in the Port of Helsingborg, Sweden, while the vessel was, again, discharging wood pellets from British Columbia. One seaman was killed, a stevedore was seriously injured and several rescue workers were slightly injured after entering an unventilated stairway next to a cargo hold.
Other incidents caused by the release of carbon monoxide from wood pellets have occurred beyond ships’ cargo holds, including three deaths in Europe since 2010, caused by entry into wood pellet storage facilities on domestic sites. At the end of January 2010, a 43-year-old engineer died in a small town in Germany after he opened a pellet bunker door. A second worker who was standing right behind him was also affected but still able to call the emergency services. The pellet bunker had a storage capacity of approximately 155
tons of pellets, supplying about 700 households with heat.
In November 2010, a 38-year-old man in Ireland died after entering the 7-tonne wood pellet storage room for his boiler. His wife and another man were treated in hospital after trying to pull him to safety.
Another fatality occurred in February 2011 in Switzerland, where a 28-yearold woman who was four months pregnant was found dead in an 82-m3 pellet storeroom. The wood pellet heating system supplied 60 households. In this instance, there was a problem with the wood pellet conveyor, so the caretaker’s wife went to inspect the problem on his behalf. As the woman’s body was found almost completely wedged beneath the circular cover above the opening of the screw conveyor, it was initially assumed that the accident was primarily of a mechanical nature. However, when external examination of the body revealed bright red lividity of the skin and fingernail beds, giving rise to the suspicion of CO poisoning, the body was sent for a full postmortem examination.
The main hazards from wood pellets are:
• Wood pellets generate CO and cause oxygen depletion. This means that closed storage spaces must be ventilated and tested for the presence of CO before a person can enter safely.
• Dust from wood pellets in high concentrations is explosive if exposed to an ignition source. To prevent explosions, wood dust should not be allowed to accumulate beyond 3-mm depth. Electrical equipment near wood pellets should be grounded to prevent
static discharge. Cleaning of storage and work areas should be done by sweeping or with the use of an electrostatically secure vacuum system. Never use compressed air for clean-up. If a front loader is used for moving wood pellets on the floor, the edge of the bucket penetrating the floor shall be equipped with non-metallic electrically dissipative material to avoid electrostatic build-up and sparks.
• For sensitive persons, wood pellet dust may cause mild skin irritation, may cause allergy or asthma symptoms if inhaled.
• When exposed to moisture and temperatures above 60C, wood pellets are susceptible to self-heating and the potential to catch on fire. Ideally, wood pellets should be stored below 30C. In large-scale storage, temperature sensors connected to an alarm system are recommended to detect high temperatures and potential fires.
• When exposed to water, wood pellets will swell by about three to four times. This means that water should not be used for fire fighting in enclosed pellet storage vessels. Instead, nitrogen and carbon dioxide should be used for fire fighting.
• If pellets do catch on fire, puncturing storage containment is not recommended since the pyrolysis gases developed inside the containment are highly flammable and might explode or violently catch fire once in contact with air.
Following the 2002 fatality in Rotterdam, WPAC’s research director Staffan Melin created a material safety data sheet (MSDS) which described the haz-
ards of wood pellets and safe handling procedures. Then, beginning 2007, after the fatality at the Port of Helsingborg, Melin, together with the Biomass and Bioenergy Group (BBRG) at the University of British Columbia (UBC) carried out comprehensive research on wood pellet off-gassing. Subsequently, Melin produced two new versions of the MSDS: one for bulk pellets and one for bagged pellets.
In 2015, Canada passed a Hazardous Products Act which set out new information requirements for hazardous materials. Canada aligned its Workplace Hazardous Materials Information System with the Globally Harmonized System of Classification and Labelling of Chemicals. This meant that WPAC’s MSDS now needed to be replaced by a newly formatted document with additional information, now known simply as a Safety Data Sheet or SDS.
compliant in all respects with Canadian requirements as well as those of the Globally Harmonized System of Classification and Labelling of Chemicals. The new documents are now complete and ready for distribution. The former MSDS documents are now obsolete.
The new SDS documents – which have been copyright registered in Canada and the United States – are available for use by all WPAC members at no cost. Members who wish to rely on the new SDS documents are required to sign a license agreement with WPAC. In return, WPAC will supply each licensee member with a customized, unalterable form of each SDS document, which the member can then copy and distribute to all parties along the supply chain from plant to customer as a means of ensuring that everyone who is involved in handling wood pellets is aware of the hazards and will handle the wood pellets safely.
WPAC was highly diligent in researching and preparing the new SDS documents. Nevertheless, there are bound to be some along the supply chain who will ignore or fail to follow the advice in the SDS documents. This means that there is a risk that there could be future catastrophic incidents and we need to ensure that WPAC is indemnified from the risk of such incidents. Moreover, we need to ensure that the documents that we issue are not altered and that as new information becomes available, we have a process to update and circulate new versions of the SDS documents to licensed users.
We hope that the information contained in our new SDS documents will help eliminate future pellet-related injuries and fatalities. WPAC would like to thank Staffan Melin for his efforts in researching and creating the new SDS documents. •
For the past year, Melin, on behalf of WPAC, has worked on two new SDS documents for bulk and bagged wood pellets. The new SDS documents are
CanBiom0916-Kahl-2 20.01.16 11:06 Seite 1
An obvious question is, “Why the need for a license agreement?” The answer is to protect WPAC from liability.
KAHL Wood Pelleting Plants
Green power from biogas
Anaerobic digestion of effluent provides methane for the generators at Slave Lake Pulp.
By Cindy Macdonald
There’s
a giant, covered pond filled with microorganisms at the Slave Lake Pulp mill site. It’s man-made, and it’s massive, the size of three hockey rinks. This is a new addition to Slave Lake’s wastewater treatment system and the source of the methane that the mill converts to green electricity.
The low-rate anaerobic treatment system is believed to be the first in Canada for the pulp and paper sector.
Slave Lake Pulp, a subsidiary of West Fraser Mills Ltd., is a 240,000-tonne-per-year BCTMP mill located in northern Alberta. The mill primarily processes aspen to produce market pulp for the global market.
The company decided to explore bio-methane for power generation and requested tenders in 2012. Shannon Fehr, engineering superintendent, says the bid process evoked a wide variety of technologies from around the world. Representatives of Slave Lake went on a trip to China and Thailand to see anaerobic technology in action.
Closer to home, they viewed the ADI-Bulk Volume Fermenter (BVF) reactor system in operation in Taber, Alta.
The West Fraser team ultimately chose the low-rate, anaerobic BVF system from ADI Systems for the biomethanation with power generation project. General manager Tony McWhannel says the project is part of West Fraser’s commitment to environmental and technical leadership.
ADI Systems is a Canadian company, based in Fredericton, N.B. Senior process specialist Peter McCarthy says the selling points of the BVF system are its low need for operator attention, the fact that it doesn’t require granular sludge, and that it is more economical to purchase than highrate systems. In this particular case, Slave Lake Pulp had sufficient space to install the large-footprint digester.
LEFT MAIN: The commissioning team pictured at the biogas scrubbers.
INSET: The three 3-MW GE Jenbacher engines can run on both biogas and natural gas. Photos courtesy of Slave Lake Pulp.
“We run very lean,” says Fehr. “We needed something that wasn’t going to be a big drain on our resources.”
High-rate digestion systems can be very time-consuming, she says. “We felt the operator input, for us, would be prohibitive.”
Another advantage of the BVF technology is that it doesn’t require a tank.
The costs of building a tank in Alberta at that time were prohibitive, she recalls. “So, from a cost perspective, BVF was a leader.”
Also, Fehr says ADI Systems offered performance guarantees that satisfied West Fraser.
As part of the tendering process, several anaerobic pilots were commissioned. Alberta Innovates – Technology Futures performed a lab-scale low-rate anaerobic pilot followed by an aerobic pilot stage to simulate the final effluent quality of an anaerobic pre-treatment stage followed by conventional aerobic treatment.
SIMPLE YET EFFECTIVE TECHNOLOGY
In a technical paper co-authored by Fehr, McCarthy, Daniel Bertoldo of ADI Systems and Megan DiJulio of Slave Lake Pulp, Slave Lake Pulp Biomethanation with Power Generation Project, the authors describe the anaerobic process as it applies to Slave Lake:
“In general, anaerobic digestion involves a series of steps in which microorganisms break down organic matter in the absence of oxygen… resulting in the production of biogas, a mixture primarily consisting of methane and carbon dioxide (with hydrogen sulfide and trace amounts of other gases). The high heating value of methane allows for the biogas energy to be recovered and offset
fossil fuel consumption.”
Financing for this project was assisted by the Climate Change and Emissions Management Corporation (CCEMC), which provided $5 million and the EcoTrust Fund, which contributed $10 million. A further $25 million was contributed by West Fraser. In December 2015, Fehr reported that the project was under budget, but one year behind schedule because of some difficulties associated with building tanks for the scrubber system.
Now, $40 million and three-and-ahalf years after the tenders began, the final piece of the system is in place. The biogas scrubbers were commissioned in the final days of 2015. They are among the world’s largest biological scrubbers, in terms of hydrogen sulfide loading.
In their technical paper, Fehr and McCarthy note that the BVF reactor is effective at consistently achieving high organic removal efficiency, yet is relatively simple. “The anaerobic reactor itself is an earthen basin with a concrete perimeter wall lined with a geotextile underlay and geomembrane liner….. piping evenly distributes incoming wastewater throughout the front-end of the reactor, where the majority of the biologically degradable organics are digested.”
Biogas generated in the system migrates to the reactor cover perimeter, where blowers pull gas through the biogas scrubbing system, boost the gas pressure and transmit the scrubbed biogas to the generators.
The process characteristics of the BVF reactor enhance process stability, and have an inherent ability to handle variations in hydraulic and organic loads. “This factor is important for Slave Lake Pulp, as the
mill frequently alternates pulp brightness grades, resulting in swings in the wastewater’s COD concentrations from 5,000 to 19,000 mg/l,” say the authors.
The biological scrubber system, called BioGascleaners, consists of two parallel 600-m3 scrubbing tanks filled with packed media and Thiobacillus bacteria which biochemically convert the hydrogen sulfide in the biogas to sulfate and sulphuric acid.
Cleaned biogas is transferred to the GE Jenbacher “gensets” – gas-fired reciprocating engine generators designed for biogas applications. The three 3-MW engines at Slave Lake Pulp are dual-fuel capable; they can also run on natural gas.
“There’s been a learning curve for us regarding anaerobic digestion,” Fehr admits. Biological systems generally take a long time to commission, and the digester took months, she recalls.
CONSTRUCTION HAD TO WORK AROUND WINTER WEATHER
Detailed design of the anaerobic digestion and biogas scrubbing systems began in February 2013. It was decided to perform the construction in two phases due to the large size of the reactor and the harsh winter conditions typical of northern Alberta.
The first construction phase extended from June to December of 2013. The objectives were to have the basin, liner and internal items installed, and to fill the reactor with water.
An area 95 metres by 185 metres had to be stripped and excavated. The reactor liner and internal piping were installed by Geomembrane Technologies Inc. In November, the reactor was filled with effluent from Slave Lake Pulp’s
conventional activated sludge (CAS) system, and warm effluent was circulated in the reactor over the winter to keep the liquid from freezing.
A metal frame control building was also erected during this first phase of construction. The control building includes an electrical room (housing MCC, PLC, VFDs, and transformer), blower room (housing the three biogas blowers, CH4 and H2S detection, gas-liquid separator, biogas oxygen content monitor, and sump pump) and pump room (housing the pumps, heating system for the building and biogas scrubber system, and sump pump).
The second phase of construction began in April 2014.
It involved the installation of the geomembrane reactor cover and completion of the biogas piping. When the reactor was warm enough, seed sludge was added, sourced from the City of Edmonton’s wastewater treatment plant and waste activated sludge (WAS) from Slave Lake Pulp’s treatment system. By
September, the reactor was ready to accept wastewater from the mill. Construction on the biogas scrubber system was completed in 2015.
ANAEROBIC PRE-TREATMENT REDUCES COSTS
The technical paper by Bertoldo et al. describes the performance and benefits of the new wastewater treatment system.
“Canada’s first low-rate anaerobic BVF reactor treating pulp and paper wastewater has achieved the target objectives for improving the performance and efficiency of the [Slave Lake Pulp] WWTP, including increased process stability, reduced electrical costs by 43 per cent, lower chemical usage by 50-75 per cent, and reduced waste sludge generation and disposal requirements by 20-25 per cent. Anaerobic pre-treatment has allowed [Slave Lake Pulp] to decommission two of the four existing aeration basins, which has further simplified the overall treatment system.”
The authors also note that anaerobic
effluent quality has been consistent during the variations in incoming wastewater strength.
ADI Systems has previously installed several sequencing batch reactors for recycled paper mills in Canada.
McCarthy says his company’s BVF low-rate anaerobic digester could potentially be used for BCTMP mills and recycled-fibre mills.
“The technology is good for high-COD streams,” says McCarthy, which may also include some select wastewater streams from kraft, dissolving pulp or other pulp and papermaking operations.
Slave Lake Pulp mill generates a high-strength wastewater stream, which prior to the biomethanation project, was treated in a CAS system.
This article originally ran in the January/ February 2016 issue of Pulp & Paper Canada. •
For more bioenergy and biofuels news, visit www.canadianbiomassmagazine.ca.
Grinding out success
Northern Biomass Consulting builds up operation in Western Canada
By Andrew Snook
Talby
Mckay knows all about working the daily grind, literally. He has been working with biomass grinders for 18 years.
Mckay got his introduction into grinders while working for his family’s business in northern Alberta. After securing his first biomass-grinding contract, he decided to purchase his first grinder and started managing a grinding operation in Prince George, B.C.
In 2013, he started up his own company, Northern Biomass Consulting. Mckay quickly identified a need for training and management services for grinding companies across Western Canada.
“There was a real lack of trained professionals,” Mckay says. “When you just grab an [inexperienced] operator and toss them on a machine, that’s when your operating costs go way up.”
Mckay spent a great deal of his time over the next few years training other companies’ employees on how to maintain and operate equipment for grinding operations. Eventually his company grew and he was able to obtain bigger contracts to do bigger jobs for a variety of companies across the biomass industry.
“I’ve been working with Enbridge and Trans-Mountain and just finished the first phase of Site C Dam,” he says. “I had six grinders on site grinding all at once.”
One challenge Mckay has encountered on some of the larger projects he works on is finding a home for the biomass he grinds up.
“On [Site C Dam] there was no market for it, but we are working on projects to get rid of that biomass up [in Northern Alberta],” he says. “One markets is to grind it and sell as absorbent in the oil patch. Working with biochar companies is an
option as well.”
Mckay and his crews are also doing some work for landfills, one being the Municipality of Wood Buffalo in northern Alberta.
“The Municipality of Wood Buffalo has done a lot of good stuff trying to create a biomass market for biomass as absorbing materials in the oil patch,” Mckay says.
Currently, Northern Biomass has 24 sub-contractors it uses in its grinding operations. The company has employed upwards of 50 sub-contractors in its busiest seasons.
“I only have two company employees: one office staff and an operations manager,” Mckay says. “Basically, the operations manager and I are on-site management for all the projects.”
SAWMILL SERVICES
Another market Mckay has been able to tap into is offering sawmill sites a few different processes that allow for significant fibre recovery for the mills.
“We’re currently doing a project for Lakeland Mills right now, taking their old waste and putting it through a different screening process,” Mckay explains. “We’ve had three grinders in the last few years that have been beat up. So we brought in a few processors that can separate the rock out of the wood. We’re getting about 65 per cent recoverable fibre out of the wood going in and reclaiming their old legacy piles, trying to get a return on that material.”
PELLET PRODUCERS
Northern Biomass also works with pellet producers to find additional homes for its biomass.
“We’ve been doing projects with Pinnacle Pellet and Pacific Bioenergy,” Mckay says. “With the shut down in Quesnel, Pinnacle has curtailed a few of its operations and we’re waiting to get back in the bush. With Pacific Bioenergy we have done some fill-in work for blocks.”
TRUCKING SYSTEM
As any biomass harvester or pellet producer will tell you, managing logistics costs are vital for operating an economically viable
biomass operation.
Northern Biomass Consulting pre-loads all of its trucks to reduce transportation costs.
“Trucks go pin-to-pin and it allows for an extra two to three loads per day,” Mckay says.
GRINDING TECH
One of the reasons for the success of Northern Biomass Consulting is because its contractors invest in the latest grinding technologies.
One of the company’s contractors’ latest investments was in the Diamond-Z for its durability in the field and its scanning capabilities, made possible by Sensortech optical belt scanners installed onto the grinders.
“People don’t know the true production of their operations,” Mckay says. “The scanning capabilities open up the eyes of the grinder and the suppliers.”
Mckay says the grinder’s scanning capabilities has allowed him to bid for jobs with far better accuracy.
“We bid according to cubic metres – I just put bid into District of Shuswap. They pay by the bucket load and pay a cubic metre based on a bucket load.
“I’m using Diamond-Z because they brought in those scanners, it’s a heck of a machine, very good grinders,” Mckay says. “The machines we use now all have the scanners that are on the Diamond-Z. A grinder has to have to have a scanner on it to work for Northern Biomass now. It also helps us know full costs per cubic metre to grind wood for each machine – fuel consumption, production, etc. It’s an easy way to keep track of production rates.”
In addition to Diamond-Z, Northern Biomass Consulting has a collection of Peterson Pacific, Bandit Industries, Vermeer and Doppstadt grinders and shredders at its disposal to tackle a variety of operations.
With his eye on the latest technologies, Mckay is ensuring that Northern Biomass Consulting will be grinding for years to come. •
Northern Biomass Consulting has a collection of grinders and shredders at its disposal to tackle a variety of biomass operations.
Poor pellet performance
Why some pellet projects fail to deliver as expected
By John Swaan
Makingwood pellets appears to be a simple and straight forward process: Take wood chips or sawdust and dry the material to a specified moisture content, mill to a very small particle size, press into a pellet, and load into bags or into bulk carriers. The reality of making wood pellets is far more complex.
The apparent simplicity of the process has caused many project developers to fail to incorporate the knowledge, skills, and most importantly, the wisdom gained from experience into the plant designs and operations protocols. To this day, we see projects designed, built, and operated that seemed to have missed the “Wood pellet making 101” class. It is much more cost effective to get it right the first time rather than to retrofit, or worse, to fail. Errors in feedstock procurement strategies, plant design, equipment choices, process flow, operations methods, and transportation strategies lead to outcomes that fail to meet the benchmarks set in the spreadsheets that justified the project’s development.
Every step of a wood pellet manufacturing project, from feasibility analysis to the fibre procurement plan, design and engi-
neering, commissioning, full operations and mill-to-user logistics should benefit from all of the lessons learned by many years of seeing all the wrong ways of trying to make and market wood pellets. Wood pellet projects, whether for the heating markets or for producing industrial pellets, are far more complex than the process schematics and rosy spreadsheets would suggest.
Here’s some of the more common areas that turn into project show stoppers and/or margin minimizers:
WELL-CRAFTED FIBRE STRATEGY AND FIBRE PREPARATION
If the procurement strategy is poorly crafted, the average delivered wood costs may exceed expectations and fibre quality may not equal expectations. The following highlight a few of the fibre-related issues that we have seen causing problems with production volumes and project cash flows:
• The plant must have a consistent volume for 24/7 operation regardless of supplier interruptions, seasonal harvesting interruption, and weather or road conditions;
• The plant location should be within a 50-mile radius of the majority of the fibre supply;
• Sustainability requirements and compliance costs have to be known and the wood basket has to be able to supply certified fibre at volumes and pricing as expected;
• Avoid fibre baskets that have competing pulp mills, board plants or other wood pellet plants that may demand the same wood;
• Have a strategy that provides as consistent a species mix and quality as possible. The feedstock should be clean and free of dirt, stones or foreign debris (garbage in is garbage out). Bad quality feedstock deteriorates pellet quality and durability. Lower quality feedstock and variable species mix also stresses the equipment and increases operating costs. Often to cut costs, lower cost, lower quality feedstock is used. In almost all cases, the cheap option becomes the expensive.
Maximizing operational uptime and minimizing production interruptions begins with understanding the significant importance of fibre preparation and homogenization as the fibre is presented before each process centre.
FIBRE PREPARATION:
• Blend species at consistent ratios;
• Protect chips and sawdust residues from extreme weather conditions, if possible. Heavy rain and/or snow will cause production slowdowns or interruptions and dryer throughput constraints; and
• Presenting completely homogenized feedstock of consistent species, particle size, and moisture level, will ensure the efficient production of consistent quality pellets.
PROCESS FLOW AND TECHNICAL DESIGN
We often say that the manufacturing process of wood pellets is 70 per cent technical and 30 per cent art.
Engineers may get the 70 per cent right (or may not!), but if the 30 per cent art (experience, knowledge, skill and wisdom) is not acknowledged, the project could spend many years in its commissioning phase or scuttled due to impatience on realizing the expected rate of return on the investment.
A flawed process flow design and
improperly specified and/or poorly engineered material handling systems can become a big and enduring headache for project operators, owners, developers and investors.
We know from experience that in most cases having the project design and process equipment selection reviewed by an expert in pellet plant operations will result in a project that transitions from construction to full operation faster and a project that is much more likely to meet or exceed industry benchmarks. Relying on an EPC claiming to have the knowledge and experience to deliver an operating plant on time and on budget is a gamble. They may have several projects under their belt, and that is a positive, but they typically do not have the benefit of operations experience. Project developers that tap into the wisdom of those that have seen it all and already know all the wrong ways to do things and advise the engineering firm on design and equipment specifications are more likely to have far fewer headaches.
Final informed decisions on selecting process equipment for the correct size and capacity for the desired performance should be the responsibility of the project developer under the guidance of a seasoned pellet-making expert. The perceived de-risking of the project by relying on an equipment supplier to provide performance guarantees may lead to an under-performing process centre and possible litigation. Meanwhile, diminished or zero production means diminished or zero cash flow.
We’re not suggesting that not all engineering firms and equipment suppliers serving the wood pellet industry aren’t qualified or lack knowledge and experience; many are highly qualified.
But they are typically missing the 30 per cent. Without a holistic understanding of the entire process flow and the complexity of the interactions between fibre characteristics and conversion to pellets, even the best operating staff will be challenged if the flow of material and the quality of the material are erratic.
Decisions on the correct design and placement of wood yard equipment, dryer island, hammer mills, pellet mills, coolers, material handling (conveyance systems), and product storage require wood pellet manufacturing knowledge and operations experience.
Your
ANDRITZ is one of the world’s leading suppliers of technologies, systems, and services relating to equipment for the biomass pelleting industry. We offer single machines for the production of solid and liquid biofuel and waste pellets. We have the ability to manufacture and supply each and every key processing machine in the pellet production line.
ANDRITZ Feed & Biofuel A/S Europe, Asia, and South America: andritz-fb@andritz.com USA and Canada: andritz-fb.us@andritz.com
www.andritz.com
A few examples of critical decisions are:
- The front end of the operation should always deliver correct sized chips from chip suppliers or from the plant’s own wood yard to the dryer.
- How large should the storage yard and chipped inventory be? Should the chips and/or sawmill residues be weather protected?
- Dryer issues include:
• What type of dryer should be used: drum or belt;
• The dryer should be designed to the worst-case moisture content scenarios;
• What is the optimum drying temperature? We often see “case hardening” from too high a dryer temperature, which results in chips that are not optimal for milling and pressing. This is often the result of a wrong-sized dryer being pushed too hard to move product;
• The engineering should determine the best flue gas particulate separation and emissions controls for the worst-case species mix and worst-
case variations in moisture content.
- What to look for when selecting the correct pellet mills.
- Where to place the cooler(s) and have the correct negative air flow.
- What type of conveyance systems work best at each stage of the process?
- How to design optimal surge bins or silos between process centres to eliminate just-in-time operations.
- How to design an optimal surge silo prior to the pelleting island. After the dryer and dry hammer milling before the pellet mill island, there is an optimal holding time for the hot feedstock that allows moisture content homogenization and some fibre conditioning prior to the pellet mill. This promotes steady state and more efficient pellet press operation, and therefore, more consistent pellet quality and reduced press maintenance.
- How to ensure personnel safety, safe plant operation, and fire and explosion protection, including how to manage a controlled emergency shut down.
- Process control equipment and automation to make the plant as operator
friendly and robust as possible.
All of the above decisions are critical to maintain efficient plant performance levels, uninterrupted uptime, and consistent wood pellet production at or above quality specifications.
VALLEY OF DEATH
All project developers have learned or will learn that building the wood pellet plant is the easy part. Commissioning a wood pellet plant and bringing it to it’s expected capacity and to its expected pellet quality is like the “valley of death” that many start-ups experience.
Cash flows the wrong way while in the valley of death. Some never emerge while others see the IRR degrade as the investments needed to get it right that are made after the fact mount.
Getting it right early in the development cycle can shorten the commissioning phase and get the cash flowing in the right direction faster.
IMPORTANCE OF OPERATIONS TEAM
A state-of-the-art plant built correctly
Getting it right early in the development cycle can shorten the commissioning phase and get the cash flowing in the right direction faster.
only operates and performs as well as the people that operate it. A well-trained and disciplined operations team is essential. An operations-oriented company that recognizes how important the 30 per cent is and maintains a focus on their people-first culture to support a high level of motivation and professionalism is more likely to succeed and provide the project with the IRR that is expected.
Training prior to startup and during commissioning by seasoned operations experts is critical. Even if all of the criteria for fibre supply and plant design are on the mark, the operation is much more likely to emerge from the valley of death sooner if the operators are not learning from their own mistakes, and are instead benefiting from the wisdom of those that have already seen all of the wrong ways to make wood pellets efficiently.
LOGISTICS
We have seen several projects fail to properly estimate the costs of moving the wood pellets from the mill to the market. Understanding the variables that impact logistics costs are critical to properly assessing the potential degradation in project IRR from some the following:
• Unexpected costs from demurrage (truck, rail, or ships/barges);
• Unexpected costs from dead freight or non-performance penalties;
• Currency risks;
• Payment terms and timing and the impact on working capital needs;
• Unexpected costs from sampling and record keeping while loading cargo;
There are many other potential logistics pitfalls that a trucking, rail, barging, and/or shipping company with experience in wood pellet bulk cargo should advise on early in the project cycle.
SUMMARY
Bad surprises are never good in any business. In the wood pellet business, it is too easy to think that a conceptually simple process of taking low cost fibre and drying, milling and pressing wood into pellets should be a money machine. Putting aside wood pellet market dynamics, the global supply and demand for pellets, and the impact of these factors on the demand for new production capacity, at the project level, assuming
there is a market for the pellets at prices that support a project, making wood pellets can produce decent margins. But just one large or a few small bad surprises can erase those margins.
In any manufacturing business, knowing how to vet the critical components of the process from front to back can expose shortcomings before they get baked into the hardware or into the software of operating logic and operator
protocols.
The best way to avoid bad surprises and losing money making pellets is to have seasoned, expert advice as early in the project cycle as possible and to ask challenging questions that are informed by operational experience. •
Pellet Gear BUYERS’ GUIDE 2016
Welcome to the Canadian Biomass Pellet Gear Buyers’ Guide
The following information has been compiled to provide readers interested in developing or updating a wood pellet manufacturing facility with a reference tool of the major manufacturers and service providers for this industry in Canada. From fibre to pellet, the listing is a comprehensive source for equipment involved in the
pelletizing process.
The Canadian Biomass Pellet Gear Buyers’ Guide is organized into two sections. The first section is an alphabetical listing of companies that provide the relevant products or services for each of the following categories: dryers, pneumatic conveying, hammermills, pellet mills, screens
and coolers, fire/spark detection and suppression technology, bagging and palletizing, dies and rolls, quality control equipment and services, building contractors and engineering firms and Canadian ports for pellet exports. The second section is an alphabetical listing of all the companies, with contact information for each.
TWIN PORTS TESTING INC. www.twinportstesting.com 715-392-7114
UZELAC http://www.uzelacind.com 414-529-0240
WALINGA www.walinga.com 519-824-8520
WEST SALEM MACHINERY CO. www.westsalem.com 800-722-3530
Fuelling biomass innovation
By Taylor Fredericks
Morethan seven years after the University of Northern British Columbia (UNBC) pioneered Canada’s first university-owned wood pellet heating system, the school continues to innovate with the latest expansion of their ambitious biomass program.
The third phase of the UNBC Energy Initiative, the Sustainable Communities Demonstration Project (SCDP), will expand the school’s existing bioenergy infrastructure through the addition of a low-temperature, hot water district
these systems and conduct research on them simultaneously.”
Installed in May 2009 at a cost of $489,000, the initial 400 kW pellet boiler was a demonstration project made possible through a funding partnership between UNBC, the Government of Canada’s Community Economic Diversification Initiative, and the Wood Pellet Association of Canada. The research and community outreach benefits of the project ultimately led to UNBC winning the prestigious Best Campus Case Study award at the Association for the Advancement of Sustainability in Higher Education’s (AASHE) 2010 Campus and Student Sustainability Awards.
“At UNBC, we view our bioenergy work as having both a research mandate and an education mandate.”
energy system that will service four on-campus buildings, including two residences, the I.K. Barber Enhanced Forestry Lab, and the campus daycare.
For David Claus, the assistant facilities director of facilities management, this latest phase in the initiative represents the culmination of a longstanding vision for a university-operated renewable energy program that can also serve as a model for innovative research.
“We started in 2009 with a wood pellet boiler,” says Claus, reflecting on the program’s humble beginnings. “That pilot was quite successful and enabled us to demonstrate a couple key things: one, that the university could own and operate a wood-based heating system; and two, that the university can operate
Following the success of the pilot, UNBC began work on Phase 2 of their Energy Initiative, which saw the construction of the flagship Bioenergy Plant, a gasification system that converts hog waste into useable heat to produce hot water. Designed by Vancouver-based Nexterra Systems Corp., and distributed through the university’s existing hot water district heating system, the hot water produced by the project has offset roughly 85 per cent of the fossil fuels previously used to heat core campus buildings, with the plant producing the lowest particulate emissions of any bioenergy facility in North America.
Funded by the Knowledge Infrastructure Program, the Public Sector Energy Conservation Agreement, and the Innovative Clean Energy Fund at a total cost of $15.7 million, the plant achieved LEED Platinum certification in
August 2013 and won the prestigious Canadian Green Building Award in June 2014.
In addition to the organizational accolades the project has received, the Bioenergy Plant has also attracted a great deal of attention among interested community stakeholders.
“At UNBC, we view our bioenergy work as having both a research mandate and an education mandate, but we also understand the importance of having a demonstration mandate,” explains Claus. “On the demonstration side, we’re trying to push the envelope, and so all of our systems are available for people to come and look at. We’ve had students and community groups and a number of other groups coming through to see what we’ve done.”
As Phase 3 of the initiative, the SCDP will use the original 400 kW pellet boiler as its primary heating supply, with peak load and back-up heat provided by the Bioenergy Plant. The boiler will be moved from its original location in the Enhanced Forestry Lab to a site beside the Bioenergy plant, and connected to a second, newly constructed district heating system. The project — with a capital cost of $2.2 million — was made possible through a funding partnership with the Government of British Columbia, TransCanada Corporation, the BC Bioenergy Network, the Omineca Beetle Action Coalition, and Pacific BioEnergy.
As with the preceding phases of their Energy Initiative, UNBC had designed the SCDP with an eye toward education and demonstration, hoping this latest project can serve as a model of sustainable energy security for Canada’s off-grid communities, many of which are located in Northern B.C. •
Equipment spotlight: Dryers
STELA
www.stela.de
Stela low-temperature belt dryer is a highly efficient drying process which can be used in many different industrial segments and product lines, including for pellets and microchips, particle board, OSB-strands and sawdust, sewage sludge, digestate, and bark, wood chips and wood off-cuts.
Stela’s low-temperature belt dryer for pellets and microchips realizes defined residual moisture of 8 to 12 per cent for the production of pellets and wood briquettes. The dryer utilizes low-calorific heat from cogeneration and ORC processes, and can be applied in pellet plants and sawmills. The dryer increases energy efficiency
by circulating air system and vapours condensation.
PLAYER DESIGN INC.
www.playerdesign.net
PDI offers complete drying island packages including equipment supply, design and installation. PDI drying systems are designed to meet the diverse needs of today’s manufacturers. The result is innovative equipment that provides
cost-effective and environmentally compliant performance, responsive to even the most stringent guidelines. Our customized solutions use advanced technology to ensure a consistent, quality finished product, giving our customers a competitive edge.
KAHL
www.akahl.de/en
With the new KAHL Fabric Belt Driers the input material and the throughput capacities vary significantly. The product is turned over in the drier by means of specially adapted devices so that a very uniform final moisture content of the product is obtained. A distinctive feature of the KAHL fabric belt drier is the special, tightly woven plastic
New Energy Recovery System RecuDry
94 years of history, 45 years of experience in manufacturing drying plants
more than 450 belt dryers in more than 60 countries all over the world in the most various sizes lowest emissions rates, energy-saving air technology dryers for production capacity of 5.500.000 t/a pellets supplied
no need of wet electrostaticfilters (WESP) to achieve low emisson values
which fulfils two functions: transport of the product to be dried, and filtration of the exhaust air to ensure that the legal limit value of the dust loading in the exhaust air is not exceeded.
SWISS COMBI www.swisscombi.com
The drying technology of Swiss Combi is known for its robust design, its simple handling as well as efficiency and low operational costs.
Swiss Combi belt dryers meet highest dust emission standards causing less than 5mg/Nm3 of dust emissions.
In terms of thermal efficiency of the drying process, Swiss Combi achieves one of the highest efficiencies with its conventional technology.
Thermal efficiency combined with optimum product quality results in a two-layer drying system, which has been time-proven over the last 30 years and for more than 100 installed belt dryers.
Swiss Combi belt dryers are available up to 28t/h capacity of water evaporation and 424m2 drying surface.
convection air dryer. Hot gases and wet material enter the front of the drum, pass through the drum in a serpentine path and exit together at the discharge ducting. This drum design allows drying of multiple material moisture and particle sizes without overdrying, volatilizing and blue haze issues associated with conventional dryers. The dryer has stainless steel skin with air jacket for insulation and runs on forged steel tracks that are attached to the dryer with adjustable wedges. A stationary inlet endplate allows easy material entry into the drum and an access door for ease of maintenance.
UZELAC www.uzelacind.com
Uzelac Industries has rotary drying systems in operation worldwide. Uzelac Industries, Inc. brings over 40 years of industry experience to the table, and a solid foundation in custom design and fabrication allows us to be a leading wood dryer manufacturer.
Stela Laxhuber GmbH Laxhuberplatz 1 D - 84323 Massing
The Z8 rotary dryer is a state of the art design by Earth Care Products.
The patented Z8 dryer is an eight zone, reverse flow
Uzelac team of experienced engineers and journeymen fabricators will design your system to match your requirements, whether you require single- or triple-pass drums, multiple cyclone systems or any type of emission control equipment.
gea.com
GEA is a leading supplier of industrial drying systems and offers numerous systems and technologies for drying wet solid feed materials.
They custom tailor systems for each customer based on proven technology as well as testing and development. GEA designed ring dryers are appropriate for biomass applications.
They incorporate a centrifugal classifier giving internal recirculation of semi-dried solids, effectively lengthening the retention time of larger particles in the dryer. Finer material, which dries rapidly, exits with exhaust air.
TSI
tsi-inc.net/biomasswood/
TSI manufacturers rotary drum dryers for wood pellet plants. The advanced technology incorporated into the TSI design ensures gentle drying, with the wood chips not exceeding much above 100 C throughout the process. This retains maximum energy in the product and creates a safe operating environment. With gas recirculation and automatic classification within the drum these systems are highly energy efficient and offer an optimum cappex/productivity ratio. TSI offers their dryers as part of a complete package (dryer islands) that incorporate heat energy systems and pollution control equipment, all from a single source. Drums are sized to meet
the client’s requirements up to a maximum capacity of over 500,000 tons a year of product through a single drum.
SOLAGEN
www.solageninc.com
SolaGen’s has 30 years of experience developing exceptional drying systems with experienced process engineering and equipment designs that are tailored to suit the specific material and load to be dried. Features like bolt-in flighting, replaceable tracks, and drive teeth allow for greater longevity at a lower maintenance cost.
Rotary dryer systems are available with industrial quality for continuous operation; single and triple pass designs with diameters up to 20 feet; high efficiency with integration of stack gas recycle techniques; and systems can be direct fired or can utilize waste heat as an energy source.
SolaGen utilizes proprietary computer software that accurately models a system’s mass/energy balance, which assists engineers in making the correct process sizing decisions so that actual performance meets, or exceeds, client’s expectations.
For more news about the latest products and technologies for the wood pellet industry, visit www.canadianbiomassmagazine.ca.
Our competitors say we’re old and slow to change. That our machines are ugly. That we’re not on the cutting edge.
We say, “Yup.”
“Old” means we’ve been around for over 100 years—and we’ll be here for 100 more.
“Slow to change” means we don’t do fads. Oh, we’ll turn on a dime to make changes that our customers need. But fads? Nah. We’d rather protect your investment.
“Not cutting edge” means we’re proven. We build what works and we stick with it.
And “ugly”? Well. You don’t need to be pretty to make a damn good pellet mill.
DUST CONTROL TECHNOLOGY
The DustBoss DB-100 Fusion trailer-mounted dust control system features a powerful atomized mist design with a range of 100 metres and the ability to deliver 140,000 square feet (15,500 square meters) of coverage area. It is powered by its own 480V (150kW) generator with a 6.8-litre John Deere Tier III flex diesel engine, all securely mounted on one of several roadworthy dualaxle trailer options with stabilizing jacks. The unit delivers effective particle control in a highly-mobile platform that can be positioned directly at the source of dust-generating activities, even on sites without an available power supply. The new design can even be specified with a high-lift pump for drawing water from a stationary source, such as a private pond. The DB-100 Fusion features a 150gal. fuel tank, providing about 32 hours of run time without refuelling. Its doors are equipped with hinges and doorstops for easy access, and the generator’s engine compartment is fitted with sound attenuation. Day-to-day operation can typically be managed by the remotely located on/off switch outside of the enclosure. For convenience, a 120-volt receptacle for auxiliary tools and a plug-in for the battery charger and block heater are also located outside. To achieve its 100-meter throw distance, the DB-100 employs a 60-hp electric fan motor coupled with 10 to 90 psi of inlet water pressure that’s run through a booster pump to achieve pressures as high as 250 psi. The DB-100 Fusion uses about 38 gpm. The unit shatters the inlet stream into millions of tiny droplets in the range of 50 to 200 microns. The device can also be customized with alternative nozzle options for specialized applications. www.dustboss.com
CONVEYOR BELT CLEANER REPLACEMENT PROGRAM
Conveyor belt cleaner replacement programt receptacle for auxiliary tools and a plug-in for the battery charger and block heater are also located outside. To achieve its 100-meter throw distance, the DB-100 employs a 60-hp electric fan motor coupled with 10 to 90 psi of inlet water pressure that’s run through a
booster pump to achieve pressures as high as 250 psi. The DB-100 Fusion uses about 38 gpm. The unit shatters the inlet stream into millions of tiny droplets in the range of 50 to 200 microns. The device can also be customized with alternative nozzle options for specialized applications. www.martin-eng.com
DANFOSS PRODUCES NEW MP1 PUMPS
Danfoss Power Solutions has announced its new MP1 closed circuit axial piston pumps are now in production.
Initially launched at the bauma trade fair in April, the new MP1 pump provides best-in-class modular configuration for manufacturers seeking a reliable medium-power product in an easily integrated package. The ability to easily accommodate a variety of applications coupled with greater total efficiency and expanded functionality makes the MP1 pump an ideal addition to the line of proven Danfoss pumps. The MP1 pump is currently being manufactured in multiple locations, with support available from experts located around the globe. Available in 28/32 and 38/45cm³ frames, the MP1 pump is designed to help OEMs provide precise machine control for customers, while speeding up the design process and improving time to market.
www.portofbelledune.ca
www.powersolutions.danfoss.com/home/
MOBARK INTRODUCES SMALLER FLAIL
Morbark, LLC, has added a smaller flail option to its product line, the 223 Stand-alone Flail. Easy to transport, the model is efficient and robust for inwoods chipping applications.
The 223 Flail is designed to work in conjunction with chippers like the Morbark 23 Chiparvestor, the 40/36 Whole Tree Drum Chipper or similar machines. With a large 56” x 23” infeed opening, the 223 Flail accepts logs up to 23” in diameter at a feed rate from 70-150 feet per minute. The Morbark Integrated Control System allows for fine adjustment of feed rate and flail drum speed so that bark removal is maximized and removal of “good” fiber is minimized for superior end products. With the widest flailing chamber in the market, the 223 reduces hassle while feeding and allows for additional stems to be fed during operation. The most ground clearance and debris plow pushing power in the industry eliminates the potential of plugging, while four independent stabilizers level the machine on nearly any type of jobsite. www.morbark.com
ROTOCHOPPER INTRODUCES CHIPPER PACKAGE
Rotochopper and Key Knife have announced the launch of the Key Knife Chipper knife package, which allows horizontal grinder owners to chip and grind with a single machine.
The chipper knife package is a bolt-in option that works with the same patented replaceable mount rotor for the Rotochopper B-66 and B-66 E. This chipper knife system makes it simple to diversify into chipping applications without a complex conversion kit or a second machine.
To switch from grinding to chipping, the operator does not need to swap the whole rotor drum or assemble a complex overlay onto the grinding rotor – the operator simply swaps the grinder tooth mounts with chipper knife mounts. www.rotochopper.com
EVENTS BOARD
November 1-3, 2016 • BioCleantech Forum Ottawa, Ontario www.biocleantech.ca
November 6-8, 2016 • Exporting Pellets Conference Miami, Fla. www.theusipa.org
November 14-16, 2016 • Scaling Up Conference Ottawa, Ontario www.scalingupconference.ca
November 26, 2016 • Creating the New Alberta! Vision & Leadership Red Deer, Alberta info@abctech.ca
November 28-29, 2016 • Renewable Industries Forum Ottawa, Ontario http://ricanada.org
TIMBER PRODUCTS INSPECTION
Biomass opportunities in wildfire management
Biomass offers economic advantage to remote communities.
By David Dubois - Community Energy Association
Ihave lived the majority of my life in small towns where forestry is a major player.
In these towns, the forest was literally outside of the door. I am seeing growth of the interface between people and the forest. Current climate trends show increases in average temperature, which are leading to changes in our environment. These environmental changes are leading to more wildfires, and by extension, more potential for serious negative impacts to those living in the wildland urban interface. These
by industry for harvesting timber. In many cases, the residues from harvesting are of little value to the traditional forest industry or they are in locations too far to be hauled economically to a sawmill. For many communities, having a localized market specifically designed to use these byproducts would be ideal. District heating represents one of the best examples of a localized market for these wildfire residuals.
The Village of Telkwa is a great example of a community that has been able to translate wildfire risk reduction into energy.
issues are being discussed in traditional forest communities around the coffee shop, pub, church, boardroom, council table, and at all levels of government. A more disturbing trend is that these discussions are now happening in communities not normally thought to be at risk. I recently had the opportunity to talk to a group of elected officials from Vancouver Island and B.C coast. One of the biggest topics of conversation when it came to climate change was the risk of forest fires and the impact to their communities.
The main way to reduce the risk of wildfire is to reduce the fuel load. FireSmart guidelines are the best example of this. The challenge is that the cost of this work is expensive. Managing to reduce wildfire risk is different than what is currently done
District heating uses a central heating plant to produce hot water (or in some cases, steam) that can then be distributed via pipes to buildings around the community. The largest benefit of district heating is that it is more efficient than having standalone heating systems. Depending on the fuel, it can also be significantly cheaper. For many communities, it is also an opportunity to realize non-tax revenue (depending on the ownership structure). If the system is fuelled by wildfire residuals, then the dollars spent on heat energy are used to support wildfire mitigation. Energy dollars spent on fossil fuels and electricity typically leave the community. The GHG emissions from biomass-fuelled systems are significantly lower than fossil fuels and depending where you are located, those of electricity.
Rural and remote communities are at the highest risk of wildfires. They also tend to have some of the highest energy costs, particularly if there is no access to natural gas. Having either a lower cost energy source like district heating or fuel type
like biomass can be a significant economic advantage for communities looking to attract new energy intensive businesses.
The Village of Telkwa is a great example of a community that has been able to translate wildfire risk reduction into energy. In 2013, they installed a 300 kW biomass boiler. They are selling heat to seven clients, including the school and local businesses plus supplying heat to the village office. The primary fuel is wood chips sourced from wildfire mitigation. The annual consumption is estimated at 200 ODT per year. FPInnovations completed an analysis and estimated the wood costs at $93 ODT including chipping and transportation. The total capital cost including the chipper was about $650,000.
Many rural and remote communities have significant capacity limitations when it comes to developing new ideas. The Community Energy Association in collaboration with UBC has developed the Fire Interface Rural Screening Tool for Heating (FIRST Heat). This simple and free Excel-based tool allows users from the forest sector and municipal sectors to input forest type, age management level, management zone and area into the model. FIRST Heat will then estimate the amount of biomass fuel produced annually (beyond initial thinning), sustainability, boiler size, capital cost, levelized cost of energy and GHG savings. The model currently only works for B.C., but other areas are in development. FIRST Heat is available at www. communityenergy.bc.ca in the Resources section. As our environment changes, the ability for communities to return to simple solutions like bioenergy, that allow the integration into their surroundings in a true triple bottom line solution, is imperative. •
NOW AVAILABLE WITH OR WITHOUT AN INFEED CONVEYOR, THE BANDIT® MODEL 2400XP is the perfect high-capacity disc-style chipper to use with a flail debarker for producing quality paper chips. The new design allows the 2400XP to chip the material coming directly from the flail, producing the highest quality chips you only get from a Bandit whole tree chipper.
This 24” capacity chipper with its powerful feed system will effectively produce both debarked and undebarked whole tree paper quality chips.
The 2400XP is equipped with a dirt separator to enhance the quality of the paper mill chips. The separator can be closed off when producing fuelwood chips. The 2400XP is available with a fifth wheel or pintle ring towing hitch. If you are in the market for or are replacing your existing chipper give us a call we would love to show you our 2400XP. We think it will out perform your present chipper and produce a higher quality chip. Call now to arrange a demonstration.