Chip sizes from 1/4-inch to 2-inches or uniform ground material
The Beast® produces unmatched uniformity when it comes to ground material. The patented cutter mill or optional whole tree chipper drum delivers a downward cutting or chipping action, sizing material on the first pass, saving money on costly regrind. Choose from four models of The Beast with self-propelled, towable or electric options.
Bandit whole tree chippers can produce chips from ¼” to 2” with unmatched uniformity. Bandit whole tree chippers throw better using less energy, so fuel consumption per ton of chips will be a 1/3 less than the competition.
And Bandit’s patent-pending Clean Feed System does not discharge chips on the ground, increasing yields by as much as 5 percent. New electric options for whole tree chippers are perfect for sawmills and chip mills. Choose from six models, towable, self-propelled and stationary.
Contact us and lets us show you why your next whole tree chipper or The Beast recycler should be a Bandit®. 1-800-952-0178 or visit us online at www.banditchippers.com
Ontario Power Generation completes the first full-scale coal-toadvanced-biomass energy production facility in the world.
14
Platinum Production
The Okanagen Pellet Company upgrades its West Kelowna, B.C. production facility to produce high-quality pellets for the domestic and industrial markets.
17 Bio Breakthrough
BioAmber completes the world’s first commercial-scale bio-succinic acid plant.
21 On Steady Ground
A logging operation in northern Ontario stabilizes its business thanks to the introduction of the wood pellet industry in the region.
25 Chipper and Grinder Showcase
Learn about the newest technologies and innovations in chipping and grinding for biomass producers.
27
Looking Back to WPAC
We go back to Halifax to recap the thought-provoking industry insights and discussions from the Wood Pellet Association of Canada AGM.
OFollow the Leader
Ontario replaced coal; will others follow?
ntario Power Generation has set an example for the global energy market.
The official startup of the Thunder Bay Generating Station, which uses advanced biomass to provide power to the grid rather than coal, has created a new generation of power generation that should catch the attention of countries around the world. (See our feature story on page 10).
It seems that, finally, the introduction of the Arbapellets from Oslo, Norway may provide the solution for the replacement of coal generation on a global scale.
Could advanced biomass rise to the forefront of the climate change agenda based on the Thunder Bay project?
Conceivably, the answer could easily be yes, even without the political will of the individual provinces.
But it isn’t necessarily just the clean nature of the fuel that should be grabbing the attention of global energy thoughtleaders; it is the cost of the conversion. The coal-fired power plant conversion to advanced biomass cost just $5 million, a very inexpensive solution for switching to a renewable energy source. That number becomes ever more unbelievable when you consider that the conversion of the OPG Atikokan Generating Station cost $170 million to switch to white pellets.
With a newly-elected federal Liberal government in place, there is also a greater chance that solutions will be sought to further the climate change agenda in Canada. The rhetoric from Team Trudeau during the campaign suggested that a greater commitment to meeting stricter climate change targets in Canada will soon be a national priority.
So then where does a new technology with low conversion costs but no domestic production come into play in the changing environmental landscape?
Here’s why.
During the election campaign, Prime Minister Trudeau spent some time campaigning alongside Ontario Premier Kathleen Wynne, also a member of the Liberal Party. To date, Ontario has made the most investments in green energy and has successfully pushed coal-generation out of the province. PM Trudeau and Premier Wynne’s friendship suggests the allies will consult on matters of national importance, and as stated earlier, the prime minister has made it clear that climate change will be a national priority.
We already know that PM Trudeau is prepared to run short-term deficits to accomplish his goals. It wouldn’t be out of the realm of possibility to see a grant system put in place to encourage the additional power authorities to convert. And if other provincial energy providers came on board, that would certainly generate enough national demands for companies to look at investing in advanced biomass production on Canadian soil.
The change in government, the political allies, and the low cost of conversion look to have created a perfect storm to make the replacement of coal with advanced biomass, on a national scale, a realistic possibility. •
Volume 15 No. 6
Editor - Andrew Macklin (905) 713-4358
amacklin@annexweb.com
Editor - Andrew Snook (905) 713-4301 asnook@annexweb.com
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
BIOMASS update
RENTECH UPDATES PLANT PROGRESS
Rentech provided updates on the progress of its Wawa and Atikokan pellet plants as part of its release of its third quarter financial results for 2015.
To date, the Atikokan plant has produced approximately 42,000 metric tons of pellets and delivered to OPG approximately 34,000 metric tons. The heat value of the pellets supplied to OPG continues to be higher than the minimum requirements of the contract.
The Atikokan plant is ramping up on schedule, ac-
cording to company officials. The replacement transformer was installed at the plant in August. As a result, the facility is now able to function without load management that was required with the smaller, temporary transformer. There are ongoing repairs to the truck dump hopper and conveyors at the plant, which are scheduled to be completed early next year.
The Wawa plant has produced approximately 21,000 metric tons of wood pellets
LIGNETICS PURCHASES MAINE PELLET PLANT
Lignetics, Inc. has acquired the assets of GF Funding LLC, whose facility was formerly known as Geneva Wood Fuels, expanding its footprint into Maine and upper New England.
Ken Tucker, CEO of Lignetics stated, “Completing this acquisition is in line with our strategy to continue to expand our geographic footprint in the U.S. and remain the market leader in the residential wood pellet industry.”
Lignetics acquired the wood pellet manufacturing facility of GF Funding LLC, based in Strong, Maine, which produces hardwood pellet fuel for residential and commercial use. The facility produces Maine’s Choice and Geneva Wood Pellets brands of residential hardwood pellet fuel, which can be found at independent retailers and select chains throughout the Northeast. Lignetics is the largest residential wood pellet manufacturing company in the U.S. which now has a production capacity of approximately 550,000 tons of wood pellets per year.
and shipped 20,000 metric tons to the port through early November. The company currently has a total of approximately 28,000 metric tons of pellets in transit to, or stored, at the port.
Work has been completed to correct material handling issues. That work included the installation of a new log infeed system, truck dump and replacement conveyors. The facility is scheduled to operate intermittently over the coming months as work to correct
FIRST NATIONS
the conveyors continues into the first quarter of next year. Rentech expects to receive final pricing and engineering for the remaining conveyors it needs to replace or modify in the coming months.
Rentech hopes to reach full capacity at Wawa in the second half of 2016, and at Atikokan by the end of February 2016, but those targets could be delayed several months based on the integration of the new equipment at both locations.
NURSERY
TURNS TO BIOMASS
The Saulteau First Nations are replacing a plant nursery’s propane heating with a biomass heating system, with funding support of $150,000 from B.C.’s First Nations Clean Energy Business Fund.
To be developed in partnership with West Moberly First Nations, the upgraded biomass heating system for the Twin Sisters Native Plant Nursery will initially heat two existing greenhouses, with the capability of supporting two additional greenhouses as they are built.
The Twin Sisters Native Plant Nursery, located in Moberly Lake, B.C., grows plant species used in site reclamation by the mining and oil and gas industries. By addressing the shortage of local plant stock for reclamation in Northern B.C., the nursery is playing an important role in helping to restore postindustrial lands to natural, healthy and productive ecosystems.
“This project will help reduce the facility’s dependence on fossil fuels, increase the sustainability of the project, protect the environment, and reduce operating costs,” said Nathan Parenteau, Chief, Saulteau First Nations.
Biomass heat could provide energy solution in NWT
The President of the North West Territories Biomass Energy Association is calling on the territorial government to put a greater focus on pellet heat as a potential solution for the region’s looming energy crisis.
According to a report from Yellowknife News, Elaine Carr is recommending that the territory spend less time
focusing on looking for a solution to the electricity shortage, and more time looking at biomass to solve the shortage in energy for heat.
The territorial government will spend $30 million in extra diesel costs this winter as a result of lower water levels that will produce less electricity for the grid.
PEI CONTINUES BIOMASS INSTALLATIONS
Besides being the right environmental choice, biomass heating reduces greenhouse gas, supports local industry and is providing heat for a number of government facilities including Wedgewood Manor, says Transportation, Infrastructure and Energy Minister Paula Biggar.
“Biomass heat is a local, renewable, carbon neutral resource, and government is leading the way for biomass heat in Prince Edward Island, with installations in 13 government facilities, and seven additional installations coming online in early 2016,” Biggar said. “Prince Edward Island’s total energy mix is made up of approximately 10 per cent biomass energy and the provincial government is supporting the development of biomass energy production in public facilities. Biomass is a locally available renewable energy resource that will continue to play an important role in our renewable energy mix.”
Along with the environmental benefits, biomass installations create economic benefits for the forestry industry. One tonne of biomass chips can produce up to 4 megawatt hours of heat, which displaces approximately 580 litres of fuel oil. When biomass chips are harvested through selective thinning of Island forests, this improves forest growing conditions, improves tree growth, and enhances biodiversity.
Currently operating installations include:
• Westisle Composite High School
• Evangeline School
• Kings County Memorial Hospital
• Western Hospital
• Maplewood Manor
• Community Hospital
• Wedgewood Manor
• Summerside Intermediate School
• Athena School
• Three Oaks High School
• Bluefield High School
• East Wiltshire High School
• Provincial Correctional Centre
• Beachgrove Manor
• Stonepark High School
Future installations:
• Elm Street School
• École sur Mer
• Miscouche School
• Elliot River School
• PE Home
• Morell High School
• Souris K-12 School
• Souris Hospital Island biomass installations have displaced 2.4 million litres of fuel oil which resulted in a reduction of 6,500 tonnes of greenhouse gas and cost-savings of over $200,000 since 2012. In 2016, island biomass installations will result in a reduction of 2.6 million litres of fuel oil and 7,200 tonnes of greenhouse gas, per year.
WORLD’S LARGEST CELLULOSIC ETHANOL PLANT
DuPont celebrated the opening of its cellulosic biofuel facility in Nevada, Iowa. The biorefinery is the world’s largest cellulosic ethanol plant, with the capacity to produce 30 million gallons per year of clean fuel that offers a 90 per cent reduction in greenhouse gas emissions as compared to gasoline.
The raw material used to produce the ethanol is corn stover –the stalks, leaves and cobs left in a field after harvest. The facility will demonstrate at commercial scale that non-food feedstocks from agriculture can be the renewable raw material to power the future energy demands of society. Cellulosic ethanol will further diversify the transportation fuel mix just as wind and solar are expanding the renewable options for power generation.
Vital to the supply chain and the entire operation of the Nevada biorefinery are close to 500 local farmers, who will provide the annual 375,000 dry tons of stover needed to produce this cellulosic ethanol from within a 30-mile radius of the facility. In addition to providing a brand-new revenue stream for these growers, DuPont will create 85 full-time jobs at the plant and more than 150 seasonal local jobs in Iowa.
“Iowa has a rich history of innovation in agriculture,” said Iowa Gov. Terry Branstad. “Today we celebrate the next chapter in that story, using agricultural residue as a feedstock for fuel, which brings both tremendous environmental benefits to society and economic benefits to the state. The opening of DuPont’s biorefinery represents a great example of the innovation that is possible when rural communities, their government and private industry work together toward a common goal.”
The majority of the fuel produced at the Nevada, Iowa, facility will be bound for California to fulfill the state’s Low Carbon Fuel Standard where the state has adopted a policy to reduce carbon intensity in transportation fuels. The plant also will serve as a commercial-scale demonstration of the cellulosic technology where investors from all over the world can see firsthand how to replicate this model in their home regions.
DuPont’s achievement provides the technology that will transform the U.S. fuel supply enabling a transition to fulfill the original cellulosic ethanol volume targets as Congress intended when it passed the Renewable Fuel Standard, a regulation established in 2005 to encourage growth and investment in sustainable fuel solutions. Earlier this month, DuPont and America’s Renewable Future released new poll findings that suggested Iowa caucus-goers from both parties – 61 per cent of Republicans and 76 per cent of Democrats – would be more likely to vote for a presidential candidate who supports the Renewable Fuel Standard and renewable fuels.
A New Pellet Powerhouse
LLatvia emerges in the global wood pellet market
By Gord Murray
atvia is a tiny Northern European country located east of Denmark on the Baltic Sea. Aided by a magnifying glass, it is possible to see Latvia on a map, bordered by Estonia to the north, Russia and Belarus to the east, and Lithuania to the south.
This diminutive country has emerged as a wood pellet powerhouse on pace to rival Canada. Consider this: Latvia currently produces 1.4 million tonnes of wood pellets annually from a forest area of just 27,000 square kilometres. Canada produces 2 million tonnes from a forest area that is 115 times greater than Latvia’s – some 1.3 million square hectares. Each year, Latvia produces 52 tonnes of wood pellets per square kilometre of forest. For Canada to match that, we would have to produce more than 160 million tonnes annually!
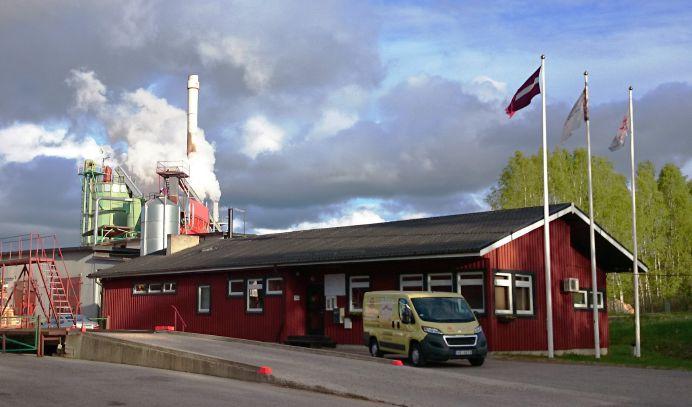
In October 2015, I visited Latvia for meetings of the European Pellet Council –governing body of EUplus pellet quality certification scheme. For several of us that arrived early, Didzis Palejs, chairman of the Latvian Biomass Association, arranged a visit to a pellet plant owned by SBE Latvia Ltd. and two wood pellet storage and loading facilities at the Port of Riga and the Port of Marsrags. The pellet producer Latgran uses the port of Riga while SBE uses Marsrags, about 100 kilometres west of Riga.
SBE’s modern pellet plant produces 70,000 tonnes of wood pellets per year for European industrial and heat markets, mainly in Denmark, United Kingdom, Belgium and the Netherlands. SBE is ENplus certified for pellet quality and has the distinction of being the first pellet producer in Europe, and only second in the world, to earn the new SBP sustainability certification. SBEs uses
a combination of sawmill residuals and chips as feedstock. Feedstock suppliers source low-grade round wood, chipping it before delivery to SBE.
Over the past three years, Latvia’s pellet production has grown from a little less than 1 million tonnes to its current level of 1.4 million tonnes. There are 23 pellet plants of various sizes. The largest producer is AS Granuul Invest. Having recently acquired Latgran, Granuul’s combined annual capacity in the Baltic Region is 1.8 million tonnes meaning this one company produces nearly as much as all of Canada!
Latvian producers are now nipping at Canada’s heels in the U.K. market. In 2014, Canada exported 899,000 tonnes of wood pellets to the U.K., compared to 402,000 tonnes from Latvia. However, in 2015, Latvian producers have narrowed the gap. As of August 31, Canada had exported 734,000 tonnes to the U.K. with Latvia not far behind at 602,000 tonnes.
Latvia’s forests are productive with annual growth estimated at 20 million cubic metres. The annual harvest is only about 11 million cubic metres, barely more than half of the annual growth. The main commercial species are spruce, pine, and birch.
Latvia is a former Soviet Bloc country.
Although the Latvians kicked the Soviets out in 1991, there are many crumbling reminders of that era – ugly apartment buildings, abandoned factories, naval bases, farm buildings and so forth.
Despite these physical reminders, Latvian citizens have rid themselves of the communist legacy and embraced free enterprise. In my short visit, I found Latvians to be friendly, hard working, and entrepreneurial. Latvia’s pellet sector has much room to grow and has every intention of continuing as a global force. •
Gordon Murray is executive director of the Wood Pellet Association of Canada. Gordon can be contacted by telephone at 250-837-8821 or by e-mail at gord@pellet.org.
Latvia’s thriving wood pellet industry could soon surpass Canada’s production.
There’s a saying that gets tossed around a lot here:
“It just runs.”
Our hammermills and pellet mills aren’t the prettiest. But they’re rock-solid. And they run—year after year after year.
But “It just runs” isn’t just about our products.
It’s about our company, which literally spans centuries.
And it’s about our ongoing relationships with our customers— how we’ll always be there for you.
Give us a call, and find out just how CPM can run for you.
Advanced Energy
OPG turns to advanced biomass for energy production
By Andrew Macklin
Itall began with the Ontario government’s mandate to end the use of coal power generation in the province by the end of 2014.
Ontario Power Generation had two stations operating in northwestern Ontario using coal for fuel: Atikokan and Thunder Bay. Atikokan would be the first to be converted to a new fuel source, making the transition to locally-sourced white pellets. And in transitioning the plant to biomass, the plant would become OPG’s newest thermal station.
Supply contracts were issued for 90,000 tonnes of pellets annually, equally replacing the amount of energy created from the coal-fuel previously used on an annual basis. The contracts were awarded to Resolute Forest Products and Atikokan Renewable Fuels (later sold to Rentech).
With the $170 million conversion of Atikokan underway, the focus shifted to OPG’s other northwestern Ontario peaking plant: Thunder Bay. The first thought was just to extend the natural gas pipeline to the plant, a measure that became increasingly cost-prohibitive. At the same time, a member of the OPG team was attending a conference in Vancouver, and listened to a presentation on advanced biomass. The individual shared the information regarding advanced biomass with the rest of the team, and exploration into the fuel source began.
“It was really just a timing situation with this individual being at the conference, hearing about advanced biomass at the same time that the gas conversion was on the rocks,” says Faron Rollins, project manager for the Thunder Bay conversion.
The bulk of energy production in Ontario’s northwest comes from several hydroelectric sites throughout the region. There is approximately 1,200MW of installed capacity currently feeding the grid, with an average daily demand of around 500-600MW. But with winter demands increasing, the expansion of electricity resources in the northwest and the possibility of mining developments in the Ring of Fire, peaking stations need to be ready to fire up on a moment’s notice.
LEFT MAIN: The Arbapellets used at OPG Thunder Bay are water resistent and carry a 40 per cent lower volume than white pellets.
INSET: The pellets are shipped from the Port of Oslo through the St. Lawrence River and up through the Great Lakes system. The ocean-going ship is then off-loaded at Keefer Terminal in Thunder Bay.
VERY LITTLE INFORMATION
Early 2013 marked the beginning of research into use of advanced biomass as a potential fuel source for the Thunder Bay generating station. Test burns would be needed in order to try out the fuel in the current system, but research was needed to determine what modifications, if any, needed to be done before test burns could be completed.
“Our research on advanced biomass showed little information was available on advanced biomass used for energy generation,” Rollins explains. “For example, there was no information on using advanced biomass with the pulverizers installed at OPG Thunder Bay, or pretty much any type of pulverizer for that matter.”
OPG had to turn to industry stakeholders in order to provide its own research into the prospect of using the fuel source. They first commissioned an equipment manufacturer in the United States, who had its own pilot-scale facility, to run the tests. Two types of advanced biomass were tested, but one performed much better than the other. That testing was followed by the commissioning of multiple safety studies to analyze any issues that could occur using the coal system for the biomass. Additionally, material handling experts were brought in to track the pellets from their arrival on site to the moment they are pulverized, looking for any upgrades that were needed to optimize the process.
The results were the discovery of three areas needing improvement: stronger belt scrapers to remove more material from the conveyor system, improvements to the grounding of
all system components and an upgrade of the dust suppression system.
There was also a question of the risks surrounding electrostatic discharge (ESD) in the facility with the transition to a wood-based fuel. The coal bunkers were the particular area of concern, identified as the one location in the system where ESD was seen as a potential hazard. Officials at OPG located a company that specialized in fire and explosion prevention, with experience in ESD. That company recommended that OPG increase the humidity in the coal bunkers to 55 per cent to all but eliminate any potential ESD issues.
The first round of testing at the OPG site involved using one mill to prove the concept, as well as closely monitor the dust in the operation. The positive results from that testing led to the addition of the second mill the next day, this time testing to ensure that the desired throughput could be reached. Once again, the testing proved very positive, as the fuel was handled safely, milled and full load was achieved. The third and final test was to test fuel capabilities during winter. That final test run took place in January, when temperatures in Thunder Bay are often in the -20 C to -40 C range. It turned out that, in colder temperatures, the advanced biomass actually handled better than coal.
Six months following the final test, full approval to go ahead with the conversion was given.
SECURING A FUEL SOURCE
With little production taking place in North America beyond bench-scale, OPG was forced to look to potential advanced biomass resources in the European market. They connected with Arbaflame, located in Oslo, Norway, which eventually became the plant’s fuel supplier.
The Arbapellets are water resistant and carry a very low self-ignition risk. They carry a 40 per cent lower volume than white pellets with the same energy content. The steam-treated, thermal-processed pellets contain approximately 75 per cent less nitrogen oxide than coal emissions and virtually no sulphur dioxide.
OPG Thunder Bay has a contract in place with the Independent Electricity System Operator (IESO), which is tasked with ensuring there is enough power on the grid to meet the demands of Ontario consumers. IESO and OPG signed a contract based on the expected need for power from the plant, dictating the amount of fuel needed annually for power generation.
Boyko and his team were able to approach Arbaflame to secure a contract for 2015 for the necessary fuel capacity based on the demands on the IESO contract, resulting in the ability to move forward with the conversion project.
THE TRANSITION
The conversion itself was a smaller scope than Atikokan, thanks in large part to the experience gained on that project, enabled by the properties of the fuel and the diligence of the project team.
“The project team did a very solid risk assessment, having known what some of the areas to focus on were because of the experience from the Atikokan project,” said Brent Boyko, director of biomass business development for OPG.
Initially, there was a belief that a rigorous cleanup program would need to be implemented based on the dust created by the
pellets. But officials were “pleasantly surprised” with how little cleanup was needed as a result of the biomass fuel, especially compared to what was needed for the white pellets used at OPG Atikokan.
There were new concepts that members of the team needed to learn, including the steaming of the bunkers and the modifications made to the pulverizers. Add to that the knowledge required for the upgrades to the dust suppression and grounding systems. Overall, it took the whole crew on-site around six months to become fully educated and comfortable with the changes that had been installed at the plant.
The cost of the conversion of the generating station from coal to advanced biomass was $5 million, a fraction of the $170 million cost for the Atikokan project.
CHALLENGING LOGISTICS
While the conversion cost remained low thanks to the ability to use the equipment already in place from the coal-fire generation, the cost of the fuel remains at a premium. As of now, there is no local, regional, national, or even continental supplier for the type of advanced biomass that OPG Thunder Bay is using for its operation.
The pellets from Arbaflame are transported by non-dedicated barge from the port in Oslo to OPG through the St. Lawrence Seaway and the Great Lakes. The ocean-going ship arrives in Thunder Bay at Keefer Terminal, located just down the road from the generating station, where the fuel is then loaded onto trucks to be driven the rest of the way to the outside storage area at OPG. The pellets are shipped in bags, making for easier transport from port to station. Right now the situation is less than ideal, since the pellets are not transported on a dedicated ship, but it is hoped that the growth of a domestic market will be forthcoming.
GLOBAL LEADER
The completion of the project makes OPG Thunder Bay the first at-scale 100 per cent coal-to-advanced-biomass conversion in the world. The project provides a model for coal-based energy generation facilities around the globe that is cost-efficient, while also using a fuel that has the potential to be locally sourced in many parts of the world.
The plant could be the key to the development of the biomass heating industry in Canada. •
For more information on bioenergy conversion projects across Canada, visit canadianbiomassmagazine.ca
CHIARELLI TALKS BIOMASS
Following the official opening of OPG Thunder Bay in mid-August, Ontario Minister of Energy Bob Chiarelli was excited to share his thoughts on biomass as part of the province’s energy mix.
“One of our green policies in Ontario is to replace dirty coal with green energy,” Chiarelli says. “Moving to both conventional biomass and advanced biomass in Atikokan and Thunder Bay is part of that policy. We’re very, very pleased to have been able to do this.”
With the Atikokan and Thunder Bay conversions complete, the minister moved on to explore opportunities for the expansion of biomass as part of the province’s energy infrastructure.
“We want to try and grow the biomass industry. We also want to try and export the industry. It’s on our agenda for OPG and Hydro One to look at export markets. Biomass is one of them. We’re also looking at the possibility of advanced biomass as an emerging technology and an emerging market.”
But the minister also recognized that there is the potential to create an advanced biomass industry in Ontario as well.
“We might be able to justify advanced biomass here in Ontario. There are people who have looked at it, but we have to help them create a market.”
Part of that solution is recognizing that the expansion of a homegrown biomass industry also has a significant impact on another important industry to the Ontario economy.
“We are looking to be innovative and creative in expanding the biomass business. Because it’s more than energy; it’s also forestry. There has been a resurgence in forestry. We want to piggyback biomass on to that.”
With a strong political will prepared to help drive the industry forward, the future looks bright for the biomass industry in Ontario.
Platinum production
Upgrading the Okanagan Pellet Company plant
By Andrew Snook
Ittakes a lot of work to go platinum, just ask the Okanagan Pellet Company in West Kelowna, B.C. Acquired from Westwood Fibre by Viridis Energy in 2010, the 65,000 sq. ft. pellet plant manufactures some of North America’s highest-quality wood pellets for light industrial and residential use.
OPC launched four brands of pellets including Okanagan Platinum, its main brand; Okanagan Douglas Fir; Okanagan Gold (yellow pine); and Okanagan Nordics, a pellet manufactured specifically for customers throughout Europe.
“We consider OPC to have one of the best pellets on the market,” says Chris Robertson, director, CEO and founder of Viridis Energy.
The reason they have one of the world’s best pellets? Simple.
It’s the fibre.
“The fibre we get here is purely softwood sawdust and shavings, we don’t have any green wood. That’s why we have such a premium product,” says Renata Bellentani, sales and logistics manager for Viridis Energy.
The majority of the OPC’s 60,000 tons of pellets produced annually are destined for the U.S. with the balance going to customers in Canada, the U.K., Italy and South Korea.
Viridis Energy recently announced a three-phase plan to double the facility’s production over the next two years with a total investment ranging between $4 million and $5 million.
“The whole concept was to take this opportunity now and find what this plant needs to take it to the next level,” Bellentani says. “For us to increase our reach into the market, we want to have
Chris Robertson, director, CEO and founder of Viridis Energy, explains the three-phase project underway at the Okanagan Pellet Company during a recent tour of the facility.
more of our own product. And we have access to the fibre so it’s a no-brainer for us.”
The company has secured long-term deals with suppliers of fibre and high-quality wood pellets to ensure OPC’s customers never experience a shortage, through its subsidiary Viridis Merchants (VMI).
VMI serves as an aggregation and trading service of wood pellets and other alternative energy sources. It also offers smaller producers services such as logistics management through its fleet of leased rail cars.
PHASE 1
The first phase of the upgrades is the separation of the facility’s two production lines, which were running simultaneously – the wood pellet press and a manufacturing line that converts shavings into high-end horse bedding.
This phase is now complete and came in under the budgeted $1 million.
“This plant is sort of unique in that it has two lines: a horse bedding line on one side and the pellet side on the other, two entirely separate businesses,” Robertson explains. “What we did was break those two manufacturing sides apart. The reason we did that was so if either line breaks down, we’ve still got the other line up and running.”
The OPC plant upgrades are also designed to address new regulatory requirements for safe storage and management of wood pellets and to ensure the plant complies with the National Fire Protection Association and B.C. Fire Safety codes.
One of the upgrades installed in late September to help OPC meet these requirements was a 12,000-sq.-ft. tent built for outdoor fibre storage, which was part of the company’s efforts to decommission a barn that was previously being used to store the fibre.
“Everything will be stored in a separate building now,” Robertson says. “One of our problems we had here was having a raw product room right beside our manufacturing building.”
The tent for housing the sawmill residuals was designed by Spanmaster Structures. It is constructed out of galvanized steel and a fire-resistant fabric. The tent has the capacity to house between
300 and 400 metric tonnes of dry fibre, which is approximately five days worth of production.
During the separation of the lines, the company also installed a new dust containment system designed and built by Allied Blower.
“Safety has become a clear focus in this industry,” Robertson says.
In addition to the new dust system, OPC has hired a safety company called Free Spirit Ventures, who developed OPC’s new safety manuals and procedures and trained all of the company’s staff.
The training is part of a safety initiative Viridis Energy started up called “Empower.”
“It’s all about safety and procedures,” Robertson says. “While we’re doing the retrofit, we’re taking the time to train our staff on the importance of safety in this business because we are manufacturing fuel. We want to become the leaders in this industry. We want to create a roadmap for safety.”
With the upgrades taking place, the timing couldn’t have been better for training staff.
The second phase of the upgrades will involve the restructuring of the pellet side of the facility.
During this phase, the tube system used to transfer the fibre into the manufacturing building will be moved into the new, semi-permanent tent structure outside, and the current storage building will be decommissioned. The emphasis will be on ensuring the placement of equipment is modified for optimal efficiency and safety. The engineering company hired is Williams Engineering. The lead on the project will be George Hutchinson who is known in B.C. for his knowledge of combustible dust management and safety.
This phase will cost approximately $1 million to complete.
PHASE 3
The third and final phase of the project will involve the installation of the second press and a state-of-the-art dryer, which will cost approximately $3 million. This phase will begin in the latter half of 2016. This phase will increase the plant’s capacity by 50 per cent.
Seeing iS Believing
At Resolute, we not only respect Canada’s rigorous forestry policies, we go beyond them. As part of our firm commitment to sustainable forest management, every area we harvest is promptly regenerated. That’s why the Canadian boreal is among the most carefully managed forests on earth. We protect and preserve the natural resources in our care and fully support our other valuable resources our employees and the communities where we live and work.
To learn more, visit resolutefp.com/sustainability.
SHORTFALLS COVERED
Viridis expects OPC to have a production shortfall of approximately 10,000 tons of pellet production. However, it is not expected to have a significant impact on sales, since the company can cover its wood pellet delivery obligations through a combination of existing inventory and additional product acquisition through VMI. This situation underscores the value of having VMI’s supply of pellets.
THE NEW PELLET PROCESS
Once the upgrades are complete, the sawdust will be taken from the new storage tent over to a storage bin via the company’s Volvo L60E wheel loader. The sawdust is then transferred via the Allied Blower vacuum tube transfer conveyor system that carries the materials up an outer wall of the main building into the manufacturing facility where it is placed on screens. The tube transfer system was chosen over a traditional conveyor system in an effort to avoid having the dust particles build up inside the facility.
Viridis Energy recently announced a three-phase plan to double OPC’s production over the next two years, with a total investment ranging between $4 million and $5 million.
at a low temperature to perform the necessary drying of the fibre.
“Our fibre is so white because we use a low temperature drying system. We are able to do this because the fibre comes in at such a low moisture level as it is,” Robertson explains.
The sawdust then gets transferred on to a belt dryer that operates
The sawdust is then refined further in a Roskamp Champion hammer mill and is sent to two Andritz Sprout 400 horsepower ring die pellet presses. As the wood pellets are pushed out of the die they are cut off to ensure that the pellet length meets OPC’s specifications, and are sent to a Law-Marot-Milpro (LMM) pellet cooler to extract the heat and moisture.
Once cooled, the pellets are passed across two different screens to remove any undersized pellets and excess dust. Before entering the bagging line, the pellets are vacuumed to remove any remaining sawdust.
A fully automated Hamer bagging system then bags the pellets, which are then stacked on pallets with 50 to 75 bags per pallet using a semi-automated process. The skids are then double-shrinkwrapped and capped using an automated wrapping machine and are either placed in the warehouse or the outside shipping yard for future transport.
The pellets are transported via truck to railcars in Kamloops, B.C. OPC currently have a fleet of 80 rail cars at their disposal, riding the rails throughout Canada and the U.S.
New England is the company’s largest consumer of its residential wood pellets.
“We service upper New England out of Quebec,” Robertson says.
A SAFE INVESTMENT
Once the upgrades are complete, OPC will have doubled its pellet production, improved efficiencies on both the pellet and bed shavings sides of its business and implemented new safety procedures and created an improved culture of safety within the workplace.
“Besides the upgrades we’re doing, the new safety culture we have created throughout this process is something we’re really excited about,” Robertson says. “Long-term, we think it will take a lot of pressure off of us because we’re doing it the right way.” •
Bio breakthrough
BioAmber opens its commercial-scale bio-succinic acid facility
By Andrew Macklin
Itwas an event four years in the making.
Nearly four years to the day after announcing it had chosen Sarnia, Ont. for the site of its commercial scale plant, BioAmber welcomed the community to its completed bio-succinic acid production facility. After considering nearly 100 cities for the construction of the plant, the joint venture between BioAmber and Mitsui & Co. chose to be nestled into a place amongst the petrochemical giants that called the city on the shores of Lake Huron home.
Before Sarnia, BioAmber had established production of biosuccinic acid (C4H6O4) at a plant in France at a scale of 3,000 MT per year. That plant was on a similar scale to the other large producers of bio-succinic acid around the world. However, the completion of the Sarnia plant makes it the largest bio-succinic plant in the world, with capacity production of 30,000 MT per year.
THE PRODUCT
Bio-succinic acid is produced using glucose-based feedstocks supplied by the agriculture community. A proprietary yeast, kept on site in a freezer at -80 C, is the basis for the fermentation technology for creating the chemical.
The yeast fermentation process takes five days, and uses similar operating processes as the brewing of beer. The by-product of this process is spent yeast, a protein, which BioAmber is working
on getting the approval to sell as feedstock. The final step of the process is the drying and crystallization, which takes place at a maximum temperature of 30˚C. The bio-succinic acid, in its solid form, is a white crystallized product similar in appearance to table salt.
The acid is used as a building block chemical in the creation of components for the electronics and automotive industries, as well as the creation of plastics, lubricants, coatings, paints and more.
The greatest appeal of bio-succinic acid, as compared to its petroleum-based counterpart, is the overall environmental impact of its production. According to information provided by BioAmber, the production of 30,000 MT of bio-succinic acid reduces greenhouse gas emissions by 21,000 tons per year versus petroleum-based production, which equates to taking 45,000 cars off the road. In fact, the production of bio-succinic acid produces zero carbon emissions, whereas every pound of succinic acid produced with petroleum emits seven pounds of CO2 emissions.
THE SARNIA FACTOR
Every step of the process of getting the plant online has been positively impacted by its presence in Sarnia thus far.
For starters, the location of the plant is on a portion of a bioindustrial park owned by Lanxess, which produces synthetic rubber for butyl rubber. That location puts them next door to TransAlta, a
company that produces by-products that can be used by BioAmber.
“Being located in Sarnia gives us an excellent cost structure,“ says Jean-François Huc, CEO of BioAmber. “The fact that we have steam and electricity coming in from the TransAlta plant next door; there’s the fact that we have cost-competitive sugar available from local agriculture; an abundance of local agriculture. This gives us a very strong cost position.”
That solid cost structure was also evident in the construction of the plant. Being in a community with significant petrochemical infrastructure assets, finding a team with the skillset to build a biochemical facility was not as difficult as it may have been in some of the other discussed locations for the plant.
“Not having to bring in contractors that are hundreds of miles away has been a huge advantage as well,” explains Huc. “The workers here are experienced in building plants, building piping, a lot of steel work, all of the things that needed to get done at our site. The flawless execution we’ve had has been largely because of the labour pool that we’ve been able to draw on and the contractors we could draw on here in Sarnia.”
Another sector in Sarnia has taken notice to the work being done by BioAmber, and others, in the biochemical sector in the community and has made adjustments to provide additional support. That would be the post-secondary education sector, which includes the main campus of Lambton College and satellite operations of Western University.
In its solid form, bio-succinic acid is a white crystalline substance with similar look and feel to table salt.
bust program to meet the needs of this sector: fermentation, purification, different types of processes that are used in our industry. Western University has a fantastic R&D facility (in Sarnia). They have great incubator facilities.”
The emergence of BioAmber as a leader in the national biochemical sector should bode well for the entire community in the long-term, as the possibilities to grow the industry become even easier with the establishment of a successful business model, which BioAmber has so far maintained even in the wake of falling oil prices that hurt the company’s competitive edge.
CanBiom1115-Kahl-6 21.11.14 10:26 Seite 1
“We have a number of young operators that are graduates of Lambton College,” says Huc. “Lambton is putting in place a ro-
“If we’re successful, it will make it that much easier for people
KAHL Wood Pelleting Plants
on the next technology,” says Luc.
The company’s actions in 2014 went a long way to securing that success. Within the first seven months of the year, while construction of the Sarnia plant was ongoing, the company was able to successfully negotiate three separate loans, worth a total of approximately $37 million from government organizations that had funding available: Agriculture Canada, Sustainable Development and Technology Canada and Export Development Canada. Within that same time period, the company signed take-or-pay contracts with two companies, covering 80 per cent of the at-capacity total production volume or approximately
24,000 MT. Lastly, BioAmber announced a successful secondary public offering of 2.8 million shares of common stock.
LOOKING AHEAD
As the company ramps up production towards the at-capacity production goal of 30,000 MT per year, the prospects grow for future development of additional industry assets in and around Sarnia.
“I am very excited about the prospect of downstream investment,” says Huc. “Once you’re making the basic building blocks for polymers, for foams, for various products here, it makes a lot less sense to take those building blocks and ship them halfway around the world to create a polyol, polyurethane or an injected-molded product and then ship it all the way back here.”
And as BioAmber progresses towards capacity production, targeted for the end of 2017, Huc’s excitement for what comes next in the region continues to grow.
“I’m expecting over the next 10-15 years, we start to produce these building block chemicals from renewable sugars grown in this region, you’re going to find that people will start to build these biodegradable plastic plants next door.”
What once was fantasy, the emergence of a homegrown biochemical sector in the heart of Ontario’s petrochemical hub, may soon become reality thanks, in part, to BioAmber. •
For more information on biochemical production plants in Canada, visit canadianbiomassmagazine.ca.
Proven Solutions for your Biomass Applications
The fermentation of bio-succinic acid involves a proprietary yeast, and is brewed in a similar fashion as beer.
On Steady Ground
Biomass opportunities provide stability for northern Ontario logger
By Andrew Macklin
Innorthern Ontario, forestry is a way of life. Surrounded by trees as far as the eye can see, much of the province that lies above the 49th parallel is surrounded by lush forests full of jack pine, white spruce and black spruce.
Many children are exposed to the forest industry at a very young age, through school field trips, weekend hikes through the woods and the tales of family members who have toiled their way through the industry.
For Jason Rouillard, it was working the family’s woodlot with his dad that hooked him on working in the forest from a young age. Rouillard’s family owned a private woodlot, and father and son would log the land using a chainsaw and cable skidder. The elder Rouillard was also a staple of the forest industry, working in management with Resolute for 32 years.
For Rouillard to find his way into the forest for his career,
with that much sawdust already running through his veins, was a surprise to absolutely no one.
Formally, Rouillard started his career as Jason Rouillard Logging in 2003, working as a subcontractor for a contractor who was logging for Abitibi in Thunder Bay. When he first started, Rouillard owned a single piece of equipment, a harvester. As he became more aware of the needs of the operation, he added a forwarder, then a road machine to start building resource roads, and the business grew from there.
“One machine led to another machine, which led to us taking on the whole job from the stump right to the mill gate,” Rouillard says.
In 12 years, Rouillard has managed to grow his one-man show to a crew of eight in the forest, plus four truckers (all brokers) for hauling the wood.
SLOW RECOVERY
It hasn’t always been easy for Rouillard and his team, who endured the devastating recession that knocked so many out of the Canadian forest industry.
What has allowed Rouillard and his team to weather the storm, initially, was the ability to specialize in wood lengths that were still experiencing a reasonable amount of demand.
“We were small when the crash came,” Rouillard says. “But we were always cutto-length. So right around the time when the crash came, was the same time that 9ft. and 10ft. started to become popular in the area. Because we were a cut-to-length operation, we were able to start producing that for the local mill (RFP Thunder Bay) and that’s what bridged the gap between the crash and today.”
But the recovery from the crash has been slow, making it difficult to stabilize profit margins and look towards future growth. Also, there has been no significant bump in the price paid for logs from the forest, and some of the lumber cut gets rejected before it even makes it to the sawmill site.
BIOMASS EMERGES
But in the last several months, the emergence of a new sector has provided greater stability for logging operations like Rouillard’s; the wood pellet sector.
The arrival of Rentech in Atikokan which, at capacity, is expected to produce upwards of 100,000 tonnes of white pellets per year, has provided a source for fibre rejected by the sawmill.
“It’s a good market that accepts any kind of wood,” Rouillard says. “Like the wood that is not well-suited for the sawmill, for lumber, we can send that to Rentech. It’s value added to any forest that is not good for lumber.”
That’s good news for logging crews in the area surrounding Atikokan, where 45,000 tonnes of Rentech’s pellets are being used as fuel at the OPG generating station. The financial prospect of cutting wood strictly for use by Rentech is not a very profitable one based on today’s pricing structure, but it certainly provides piece of mind in cutting blocks when a significant percentage of thin, broken or bent stems can destroy any chance of a profitable venture for a
BAD BOY BLUE
logging crew.
The logs themselves are chipped onsite at Rentech’s plant at Atikokan, providing another cost savings measure for the logging contractors. Rather than having to chip or grind the wood on site, then transport the chips to the pellet plant, the contractor can instead divert a truck of logs to the pellet mill rather than its usual destination, the sawmill.
With the intake at Rentech, the new opportunity at least provides a break-even outlet for the wood not usable for the mill, which provides financial security for logging contractors.
CHALLENGES REMAIN
Like many harvesters in regions where wood supplies are plentiful, there is still the challenge of getting qualified operators to run the equipment.
“I’ve heard other contractors abroad say the same thing; it’s hard to get good, solid people,” Rouillard says. “We’re not seeing a whole lot of young people coming in to the trade, learning it and sticking with it. Finding good quality people in general is getting harder.”
Rouillard believes that if the entire wood products industry can find stability, whether it be through secondary avenues for products like biomass, or a steady market for Canadian lumber, that will be the most valuable tool in attracting people to work in the woods.
Along with that stability comes a commitment to real education for the sector, not just generic heavy equipment or heavy machinery training. That means setting up formal education based on the equipment and technology that is in use in the forest, including chippers, grinding, harvesters, forwarders and logging trucks. Combined with the new technologies that could appeal to a generation that has grown up with innovations in software and computer engineering, these programs could attract a younger generation to work in the forests throughout Canada.
Thanks to the stability that the emergence of northwestern Ontario’s wood pellet sector has provided for contractors like Rouillard, he and other industry professionals might finally be able to able to spare the time to build a plan to attract the next generation to the industry rather than continue to constantly stress about the bottom line. •
Fibre reduction
The
newest
innovations in chipping and grinding equipment
Staff Report
BANDIT
The Bandit 3590XL features a 36-inch capacity chipper with a 36-inch by 48-inch throat opening, behind which lies a massive 48-inch diameter chipping drum. Feeding the 3590XL is a super-sized five-wheel feed system that can pull in, crush and compress even the hardest forked branches and largest whole trees. With engine options up to 1,050 hp available, the Model 3590XL turns trees into chips without even slowing down.
PETERSON
At 88,500 pounds (40,150 kg) the 5710D was designed for operations that require frequent moves between jobs without a special permit. An optional transportation dolly allows the Peterson 5710D to be easily moved, and then setup for
operation within minutes. With a feed opening of 60 x 40 inches (152 x 102 mm) combined with Peterson’s high lift feed roll; the 5710D can readily reduce a wide range of material including stumps. The Peterson 5710D horizontal grinder is powered by a Tier 4i Caterpillar C27 1050hp engine.
MORBARK
The redesigned 40/36 Whole Tree MicroChipper is perfect for microchip producers. The latest model includes an enhanced drum set with 16 knives utilizing standard hardware, an operator-friendly slide-in forestry grate system to reduce oversized chips and a mechanically driven chip accelerator to fully load vans with the micro-chips. In customer tests, up to 95 per cent of the micro-chips produced passed through a ½” grate, and an average of 65 per cent passed through a ¼” grate.
VERMEER
The HG8000TX horizontal grinder from Vermeer boasts the largest infeed opening in its class, helping to increase your productivity and expand job possibilities. Powered by a 950-hp (708.4 kW) CAT Tier 2 engine, this unit handles big diameter wood and
large, brushy debris with ease. Plus, its innovative design incorporates several features to help reduce material spillage and jobsite cleanup time. The HG8000TX is equipped with a tracked undercarriage with 28” (71.1 cm) wide double or triple-grouser track pads.
DOPPSTADT
Built with the same collection of innovative features as all AK series grinders, the AK 635 is a high-volume machine designed to produce hundreds of yards of finished material every day. The up-swing hammermill engineering converts more of your source stream into a very consistent, high-quality product, maximizing your revenue and profit. Regardless of the fibre, the AK 635 has the ability to process even the toughest materials.
DURATECH INDUSTRIES
DuraTech Model 2009 Industrial Tub Grinders are efficient and economical for grinding jobs that do not require high horsepower. They are powered by a 325 hp (242.4 Kw) C9 Caterpillar electronic diesel engine that meets Tier III emissions
standards and is connected to the heavy duty mill by a PT self adjusting, microprocessor controlled clutch. Designed and built by DuraTech for those tough grinding jobs at a solid price point.
ROTOCHOPPER
The EC series are built for mid-sized grinder uptime and efficiency and can deliver engineered fibre commodities from a wide range of raw materials. Upgrades to the EC platform include a full-length roller bed collection conveyor, roller bed discharge conveyor, wear liners, and independent colorizer controls (optional). These upgrades result in even cleaner operation, simpler maintenance, and lower operating costs than before. The advantages of these upgrades
become particularly evident in facilities that grind steady streams of green fibre.
DIAMONDZ
Attention to detail that lasts. The featured high-capacity, low maintenance DZH7000 packs the power you need for any grinding application. With quick screen changes of 20 minutes or less the DZH7000 keeps your downtime to a minimum. With horsepower options up to 1,200hp and production capabilities up to 1,000 yards per hour (143 tph) this heavy-duty mobile grinder is equipped to chew up and spit out material with ease. The DZH7000 is available in transport and combination track and transport models.
TEREX ENVIRONMENTAL
The Terex Environmental Equipment Horizontal Grinder is manufactured and designed for high performance and strong product reliability. With user-friendly controls and good fuel efficiency, it is built with ease of maintenance in mind, reducing downtime. The TBG 640 is capable of working in the most demanding environments. It features a hammermill that is 65” wide and 34” in diameter, an infeed opening that is 41” high and 63” wide and an engine with 700 hp, with 755 Tier 4 option.
Efficient drying of biomass
Stela low temperature belt dryer
• 93 years of history, 45 years of experience in manufactoring drying plants
• more than 450 belt dryers in more than 60 countries all over the world in the most various sizes
• lowest emissions rates, energy-saving air technology
• dryers for produktion capactiy of 5.500.000 t/a pellets supplied
• no need of wet electrostaticfilters (WESP) to achieve low emisson values
Domestic growth
Opportunities for domestic growth headline annual WPAC conference
By Andrew Snook
Growthin the north and other emerging pellet markets were among the important discussions held at the Wood Pellet Association of Canada’s annual conference, which took place from Nov. 3 to 5 in Halifax.
Approximately 200 people filled the Cunard Centre to check out the WPAC 2015 conference, which featured a variety of speaker panels, keynote speakers, a day of tours and an industry trade show.
GROWING MARKET IN N.W.T.
Mike Burns, who is the assistant deputy minister for the Government of the Northwest Territories, discussed biomass use in the N.W.T., including a variety of projects already constructed or in the process of being built throughout the territory.
Since the first commercial wood pellet boiler system was installed in Yellowknife in 2007, N.W.T. has invested in an additional 21 biomass heating projects. Burns said these projects have offered energy savings of about 35 per cent, compared to running on traditional heating methods such as heating oil, diesel-fuelled electricity generation and propane.
The N.W.T. uses about 21,000 tonnes of wood pellets annually with most of the supply coming from Northern Alberta. Transportation accounts for a major cost for the pellets, since supply routes are typically challenging and vary greatly across the territories. Some areas do not have year-round road access so planes are sometimes needed to fly in shipments.
To help grow consumer awareness and support the use of biomass in the territory, the GNWT recently formed a biomass association. Established pellet markets in the region have helped create consumer confidence in pellet availability,
but quality of the pellets is vital.
“The Government of the Northwest Territories requires premium pellets for government-installed boilers,” Burns said.
With the biomass heating appliances being installed as primary heat sources for facilities such as hospitals and prisons in areas where winters can bring temperatures as low as -55˚C, poor quality pellets that could create boiler maintenance issues or shutdowns aren’t an option, he told the crowd.
The first wood pellet plant in N.W.T. is currently in the design phase.
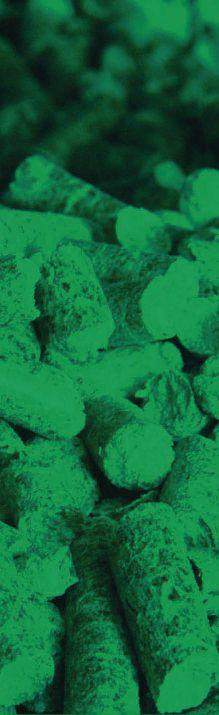
MARKET GROWTH
FutureMetrics’ William Strauss said he expects the pellet market to grow in Canadian provinces that are reliant on electricity and heating oil.
The big advantage of using wood pellets is its price stability in comparison to other fuel sources, despite the recent drop in prices of heating oil and propane, he explained.
On the export side, Strauss explained that the U.S. Clean Power Plan could present opportunities for the Canadian pellet market in the future by working with the pulverized coal industry to lower emissions by converting coal-powered generating stations into biomass co-firing facilities that are fuelled by wood pellets.
Fiona McDermott of Hawkins Wright offered the crowd a global pellet outlook. In her presentation she broke down the various leaders in the world for wood pellet consumption.
North America (21 per cent), Italy (20 per cent) and Germany (14 per cent) lead
Bill Strauss discusses the opportunities for growth of the domestic pellet market, especially where diesel and heating oil are relied upon for power generation.
Your global equipment supplier for the biomass industry
ANDRITZ is one of the world’s leading suppliers of technologies, systems, and services relating to equipment for the biomass pelleting industry. We offer single machines for the production of solid and liquid biofuel and waste pellets. We have the ability to manufacture and supply each and every key processing machine in the pellet production line.
current residential pellet usage, while the U.K. (46 per cent), Sweden (13 per cent) and Denmark (12 per cent) lead in the consumption of industrial wood pellets.
McDermott also forecasted that the Dutch market would rise to 3.25 million tonnes by 2020, and that Sweden’s carbon tax increases in January 2016 and January 2018 could increase the use of biomass process heat and district heating. However, the heating oil market will end up being the main determining factor for growth in the heating pellet market.
Gilles Gauthier of the European Pellet Council discussed Europe’s role in the global pellet market.
About 65 per cent of wood pellets consumed in Europe are used to produce heat, about 18.8MT; compared to 7.8MT used for industrial use. Leaders in pellet consumption in Europe are Italy, Germany, Sweden, France and Austria.
Gauthier said that all five European leaders’ pellet use varies. For example, Italy is heavily reliant on importing wood pellets while Germany and Austria create enough to meet their needs.
Safety Council’s Rob Moonen; Pinnacle’s Scott Bax discussing how to create a safer pellet sector; and EPM Consulting’s John Bachynski discussing how to manage combustible dust.
Over the last 28 years there have been about 3,500 reported combustible dust explosions in North America, Bachynski told the crowd. He added that 38 per cent of the explosions by industry happen in the wood products industry with 42 per cent of the explosions by material coming from wood.
“That’s about one every three days,” said Bachynski.
Other highlights from WPAC 2015 included tours of the Port of Halifax, Shaw Resources pellet plant, Scotia Atlantic Biomass pellet plant and a wood pellet quality certification workshop.
WPAC 2016 will take place from September 20 to 22, 2016. For more information on the Wood Pellet Association of Canada, visit www.pellet.org •
ANDRITZ Feed & Biofuel A/S Europe, Asia, and South America: andritz-fb@andritz.com USA and Canada: andritz-fb.us@andritz.com
www.andritz.com
DUST SAFETY
A series of safety-related sessions also took place, including dust explosion protection strategies from Fike’s Jeff Mycroft; a discussion on Lakeland and Burns Lake Inquest verdicts and implications from B.C. Forest
To learn more about the Wood Pellet Association of Canada, or to hear from more woodpellet experts, visit canadianbiomassmagazine.ca.
Northwest Territories ADM Mike Burns discusses the emergence of biomass projects throughout the north.
RC CRANE ATTACHMENTS
Mack Manufacturing’s new small series of selfcontained remotely operated attachments have a capacity range from 3/8-cubic yard up to 20-yards. The new Mack attachments can handle a wide array of materials, including logs, rocks, scrap metals, waste and bulk materials. The selfcontained attachments are designed to swing into action quickly. Simply attach the grapple or clamshell bucket to the crane’s hook, start the engine, and it’s ready to start moving product. Any rope crane, hydraulic crane or even an overhead crane can put the attachment into service as needed to keep conveyors and processing equipment moving, or to perform other light-duty tasks efficiently. The smallest of the Mack attachments are powered by 14 HP air-cooled Hatz diesel engines. The largest models use 85 HP air-cooled Deutz diesels. The attachments are maneuvered by hand-held radio controls similar to those used with Mack’s production-sized self-contained models. www.mackmfg.com
EVENTS BOARD
Jan. 18-19, 2016 • 13th International Conference on Biofuels: Fuels of the future Berlin, Germany www.fuels-of-the-future.com
Feb. 24-26, 2016 • World Sustainable Energy Days Wels, Austria www.wsed.at
March 14-17, 2016 • World Bio Markets 2016 Amsterdam, Netherlands www.greenpowerconferences.com
April 5-7, 2016 • COFI 2016 Kelowna, B.C. www.cofi.org/convention/ annual-convention
MICHELIN LAUNCHES DEFENDER LTX M/S FOR LIGHT TRUCKS
Michelin has extended the Defender promise of outstanding durable tread life to light trucks, SUVs and crossovers with the launch of the all-new Michelin Defender LTX M/S with EverTread compound. The Defender LTX M/S with EverTread combines durable tread life and all-season traction in a single tire that is designed to meet the higher-torque demands of modern vehicles. Defender LTX M/S tires are offered with an 80,000 to 115,000 km warranty. www.michelin.ca
CONDAT’S NEW LUBRICANT
Condat has produced a new grease targeted for use in the wood pellet manufacturing industry. Pelgrease 282 EP is the result of more than two years of innovative chemistry performed by the company’s formulation team. The grease demonstrates favourable characteristics in both high temperature and high humidity applications.
Benefits to the users include extended bearing life when used with a high viscosity base oil, consumption reduction in service conditions under load and temperature, and longer equipment life thanks to the high welding load designed into the grease formulation in order to allow restarting of heavy loads.
Pelgrease 282 EP is very easy to use in pumping situations and comes in lined containers to avoid spillage. www.condat-lubricants.com
OShipping Pellets
International Marine Association releases new regulation for ocean shipments
By Staffan Melin – Research Director, WPAC
nce a year the IMO Sub-committee for Carriage of Cargoes and Containers (CCC) convene in London, United Kingdom at the IMO head office for hearing of new classifications proposals and amendments to existing regulations.
The work is done in working committees, editorial and technical committees and plenary sessions lasting a week to 10 days. When consensus has been reached, the proposed regulation is presented in a separate meeting before
this requirement starting on January 1, 2016 on a voluntary basis for vessels obtaining certification under the Class Society under which the vessels are classified.
Starting on January 1, 2017, after completion of a tacit procedure among voting IMO members, this new amended Code will become part of the mandatory IMSBC Regulation. The change will result in increased flexibility for carriage of wood pellets not containing any additives and/or binders in vessels with, as well as without, Fixed Gas Fire-Extinguishing Systems.
“The change will result in increased flexibility for carriage of wood pellets not containing additives/binders”
the Maritime Safety Committee (MSC) once a year for ratification and inclusion under the International Maritime Solid Bulk Cargoes (IMSBC) Code.
By definition under the SOLAS Convention, carriage of all cargoes shall be done in ocean vessels equipped with “Fixed Gas Fire-Extinguishing Systems or Fire Extinguishing Systems giving equivalent protection”. There is, however, a list of cargoes for which this requirement may be exempt.
Wood pellets have so far only been allowed to be shipped in ocean vessels fully equipped with such systems, which has limited the selection of bulk carriers in which wood pellets could be legally carried. The new amended schedule under IMSBC Code was approved by MSC on June 12, 2015, allowing for exemption of
The first IMO Schedule for Wood Pellets was drafted by Wood Pellet Association of Canada (WPAC) and submitted to Transport Canada for further submission to IMO in 2002 as a result of the MV Weaver Arrow fatal off-gassing accident in Rotterdam. This first schedule became part of the Solid Bulk Cargoes Code (BC Code) in December 2004 and revised in 2009 when the BC Code was upgraded to the IMSBC Code. In 2012, IMO introduced new criteria under the new IMSBC Code to qualify for exemption to the requirement to have fixed gas fire extinguishing systems onboard. The new requirements included proof that the material would not emit flammable composite gas, would not self-heat and would not have a burnrate above a certain level.
Extensive research in close collaboration between WPAC and University of British Columbia was concluded in March 2013 to qualify ”wood pellets not containing any additives and/or binders” as exempt. Amendments to the schedule for wood pellets was drafted and processed in close collaboration between WPAC and Transport Canada and the first read-
ing before IMO was done in September 2013. Subsequent editorial and technical reviews were concluded by working committees during 2014 and culminating in ratification by MSC on June 12, 2015.
The time for establishing schedules for new commodities or to amend existing schedules is three-to-four years before a new or amended code under IMSBC becomes ratified and in force and requires significant research in order to backup classification data. This is something to keep in mind when introducing, for example, new pellets containing additives and/or binders or agricultural pellets. The current IMSBC Code has a schedule for torrefied wood (including torrefied pellets) which specifies up to three per cent binders. To change this percentage or any other part of the current schedule could be a time consuming process and may require substantial research similar to what WPAC and UBC did for regular wood pellets.
The benefit with the IMSBC Code is the regulatory and legal framework it provides for manufacturers, shippers, ocean carriers and buyers. Since the shipments of wood pellets from Canada on a regular basis to Europe in 1998, the enforcement of compliance with the IMSBC Regulations has increased and so has the requirement for due diligence when introducing new schedules and amendments. Besides the regulations in the IMSBC Code under the UN IMO SOLAS Convention there are also regulations applicable to wood pellets under the IMO MARPOL (Marine Pollution) Convention. •
Grinder + Hammermill
Rotochopper multi-stage grinding systems offer singlepass simplicity for producing animal bedding and short fiber fuels. Wood waste goes into the primary grinder and comes out of the in-line hammermill at finished specifications—no additional handling or hassle.
• Most uptime
• Cleanest operation
• Easily integrated into picking lines
• Unmatched particle size control
• Lowest cost per ton
How can a Rotochopper grinding system maximize the value of your wood waste? Contact us today to learn more.
Maximize Profits with the Morbark® MicroChipper
95% ½" Minus
Create micro-chips vital to the pellet mill market with the Morbark ® Whole Tree MicroChipper.
• Productive – Morbark’s exclusive enhanced Advantage 3™ drum creates uniform micro-chips, while the mechanically driven chip accelerator fully loads your truck.
• Practical – The operator-friendly, slide-in forestry grate system reduces oversized chips for a consistent, high-quality end product.
• Profitable – With high production of micro-chips per gallon of fuel used, the Morbark 40/36 MicroChipper allows you to reduce costs and maximize profits.
The Morbark ® MicroChipper is a new addition to our full line of heavy-duty Whole Tree Chippers from the leader in the industry. Learn more about our machines and our extensive product support network at www.morbark.com
In customer tests, up to 95% of the micro-chips produced passed through a ½" grate, and an average of 65% passed through a ¼" grate.