The energy system at Kruger Products burns syngas from biomass directly in the boiler, replacing natural gas.
14 How the Dutch Do It
A visit to EPZ’s Borssele power plant reveals what happens to wood pellets after they leave Canadian shores.
17 Old-School Heating
The savings continue to climb from a biomass boiler installed at Nova Scotia Agricultural College in the late 1980s.
24 2011 Chipper & Grinder Guide
Our annual guide to portable/mobile chippers and grinders is back with more new gear. Basic specs listings give an idea of what’s available in technology and capacity to suit a user’s needs.
UMaking the Grade
To help expand residential pellet markets, Canadian wood pellet manufacturers should meet specific pellet standards.
.S. pellet manufacturers will soon have to jump another hurdle to get their pellets on the market. It’s a hurdle that is likely already familiar to largescale producers who ship wood pellets to European utilities, which often require pellets to meet set specifications. The remaining pellet producers will now be following suit, with regular third-party certification of all bagged and bulk pellets sold for U.S. residential/commercial pellet heating appliances.
Pellet standards are being developed by the Pellet Fuels Institute (PFI) based on current European standards and will be regulated by U.S. law through the U.S. Environmental Protection Agency (EPA) as early as mid-2012. This is because the EPA is updating its 1988 standards for residential wood heaters, including pellet heating appliances, to minimize particulate emissions. Burn quality and emissions depend on the type and quality of fuel.
become certified and produce graded pellets (e.g., premium, standard, utility pellets), says Chris Wiberg of Twin Ports Testing, who is co-chair of the PFI standards committee. And that could work to those producers’ advantage. First, they’ll gain a market advantage over those who don’t sell third-party graded pellets. Pellet producers currently can make claims such as “premium pellets” on their bags, but there’s no set definition for premium, and the consumer must trust the advertising claims, notes Wiberg. Consumers don’t want to buy a winter’s supply of a product that is going to give them problems. On top of that, pellet heat is not promoted as simple and convenient if consumers have to fuss with low-quality fuel.
Tim Tolton - ttolton@forestcommunications.com Ph: (514) 237-6614
Guy Fortin - gfortin@forestcommunications.com Ph: (514) 237-6615 Fax: (514) 425-0068
P.O. Box 51058
Pincourt, QC J7V 9T3
Western Sales Manager
Tim Shaddick - tootall1@shaw.ca 1660 West 75th Ave Vancouver, B.C. V6P 6G2 Ph: (604) 264-1158 Fax: (604) 264-1367
Production Artist - Gerry Wiebe
Canadian Biomass is published six times a year: February, April, June, August, October, and December.
Published and printed by Annex Publishing & Printing Inc.
Printed in Canada ISSN 0318-4277
At first glance, Canadian pellet producers might think themselves unaffected by the new U.S. pellet standards. After all, only a very small fraction of Canadian pellets are now exported to the U.S. residential market. In fact, pellet exports to the United States have been close to zero since 2009, according to the Wood Pellet Association of Canada (WPAC)’s executive director, Gordon Murray. That’s likely because of several factors, including a strong Canadian dollar, subsidies to U.S. wood biomass users from the Biomass Crop Assistance Program, and additional U.S. pellet production capacity, he says.
Although these pellet standards will not be mandatory in Canada (yet), Canadian pellet producers will have the option to
Second, it will set producers up to implement ISO pellet standards once they’re developed. An ISO technical committee is evaluating the suitability of the European Union’s pellet specifications for ISO as they become finalized as EU standards, says Wiberg, who’s on one of the ISO working groups. Once ISO standards are finalized, he says, the intent is for USA, Canada, the EU, and other countries to adopt them so everyone’s using the same methodology. He predicts a three-year time horizon for that to happen.
The costs of accreditation will be fixed, regardless of the operation’s size. However, sampling and testing will be based on production volume, with cost estimates of 50 to 53 cents/tonne, says Wiberg. It’s a small price to pay for clear benefits to pellet producers and the industry as a whole.
Occasionally, Canadian Biomass magazine will mail information on behalf of industryrelated groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above..
Two new wood pellet plants are under construction in British Columbia. Pinnacle Pellet is adding to its fleet, with a sixth pellet plant located about 27 km southeast of Burns Lake. Construction began in mid-September and completion is expected in December. The plant has a planned production capacity of 400,000 tonnes/year, increasing the company’s total production capacity to more than one million tonnes. The Burns Lake plant will use residue from local sources and wood feedstock from the Hampton Affiliates Babine Forest Product mill located approximately 3.5 km away. The pellets are shipped
overseas to replace coal in power generation.
update peI puBlIC BuIldINgs get BIomass heat
Lhtako Energy Corporation officially broke ground in mid-October for its first pellet plant. The plant is scheduled to open in spring 2011. The company is a partnership of the Red Bluff Indian Band and National Choice Bio Fuels. The Red Bluff Indian Band, also known as the Lhtako Dene Nation, signed an Economic Development Agreement with the province of British Columbia in November 2009, allowing the Red Bluff to harvest 75,000 cubic metres/year of mountain pine beetle-killed timber in the Quesnel Timber Supply Area for the next 15 years.
The province of Prince Edward Island has accepted two proposals to supply biomass-based heat for five public buildings. Atlantic Bioheat will supply biomass-based heat to M. E. Callaghan and Hernewood junior high schools. Wood4heating will supply biomass-derived heat to Three Oaks High School, Bluefield High School, and O’Leary Community Hospital. The contractors are responsible for the capital costs of installing
and operating the heating units and are required to use local resources and create local expertise with biomass. The forest feedstock used to produce the heat must be harvested in a sustainable manner from woodlots that have a registered forest management plan. Environment, Energy, and Forestry Minister Richard Brown says that the provincial government will consider further expansion of biomass-heating projects in the future. Our manufacturing and construction capabilities are extensive from vertical stationary hogs, portable systems to complete turnkey projects. We have in house engineering to provide onsite support before, during and after installation. We are very proud of our customer relations with 24/7 service for over 30 years.
For over 30 years Rawlings has designed and manufactured highly productive and cost effective wood waste recovery systems. We provide customized solutions, with support before during and after installation. Our systems are proven in various types of installations processing a wide variety of wood waste to the customer’s exact specifications. For the best value and return on your investment turn to Rawlings Waste Wood Recovery Systems a leader in fiber reclaim for wood to energy solutions.
For the best value and return on your investment turn to Rawlings Waste Wood Recovery Systems.
&
BioMASS update
paper mIll gets Co-geN deal
The Ontario Power Authority and St. Marys Paper Corporation have signed a 10-year contract for renewable electricity. The paper company will generate electricity from biomass at a new plant to be built next to its existing mill in Sault Ste. Marie, Ontario. St. Marys Renewable Energy Corporation will operate the new plant, which is contracted to supply 30 MW of electricity. Construction is expected to start in 2011,
with commercial operation by early 2014. The primary fuel source will be biomass, including bark and waste wood. The heat will be used in the mill’s industrial processes; the electricity that is not used by the mill will be sold to the grid. St. Marys has negotiated a commitment of up to 400,000 tonnes/year of biomass from the Algoma and Northshore Crown Forests for the life of the project.
IN BrIeF...
Coal conversion scheduled
As Ontario Power Generation (OPG) continues with its plan to convert Atikokan Generating Station from coal to biomass, it projects plant modifications to begin in 2012 and be completed in late 2013. Once a power purchase agreement with Ontario Power Authority is reached, OPG will start exploring fuel-purchase contracts.
NS Power gets biomass wish
According to reports in Nova Scotia’s Chronicle Herald newspaper, the Nova Scotia Utility and Review Board conditionally approved the NewPage-Nova Scotia Power (NSP) biomass power proposal in mid-October. NSP has reviewed the stipulated conditions and has decided to proceed with the 60-MW biomass power plant in Port Haweksbury, Nova Scotia.
Wood supply competition
The Ontario Ministry of Northern Development, Mines, and Forestry began communicating with applicants to the Provincial Wood Supply Competitive Process in late September. As a result of evaluations, some applicants will not be able to proceed further in the process because they did not meet minimum thresholds with respect to certain criteria, including management experience, financing and investment, economic and financial viability, operating feasibility, wood supply, and Aboriginal benefits. For applicants proceeding to the next step, the ministry will explore wood supply allocation options to determine which proposals provide maximum benefit for Ontario. Updates are being posted at: http://www.mndmf.gov.on.ca/forestry/ crownwood_e.asp.
NL pellet plant close to start
Workers at the Holson Forest Products pellet plant in Roddickton-Bide Arm, Newfoundland, are finalizing the conveying and electrical systems and preparing to commission the plant in late November and early December. The 50,000-tonne capacity plant is looking to supply both domestic residential and European customers.
All Fired Up
The
energy system at Kruger Products burns syngas from biomass directly in the boiler, replacing natural gas.
By Stefanie Wallace
Kruger
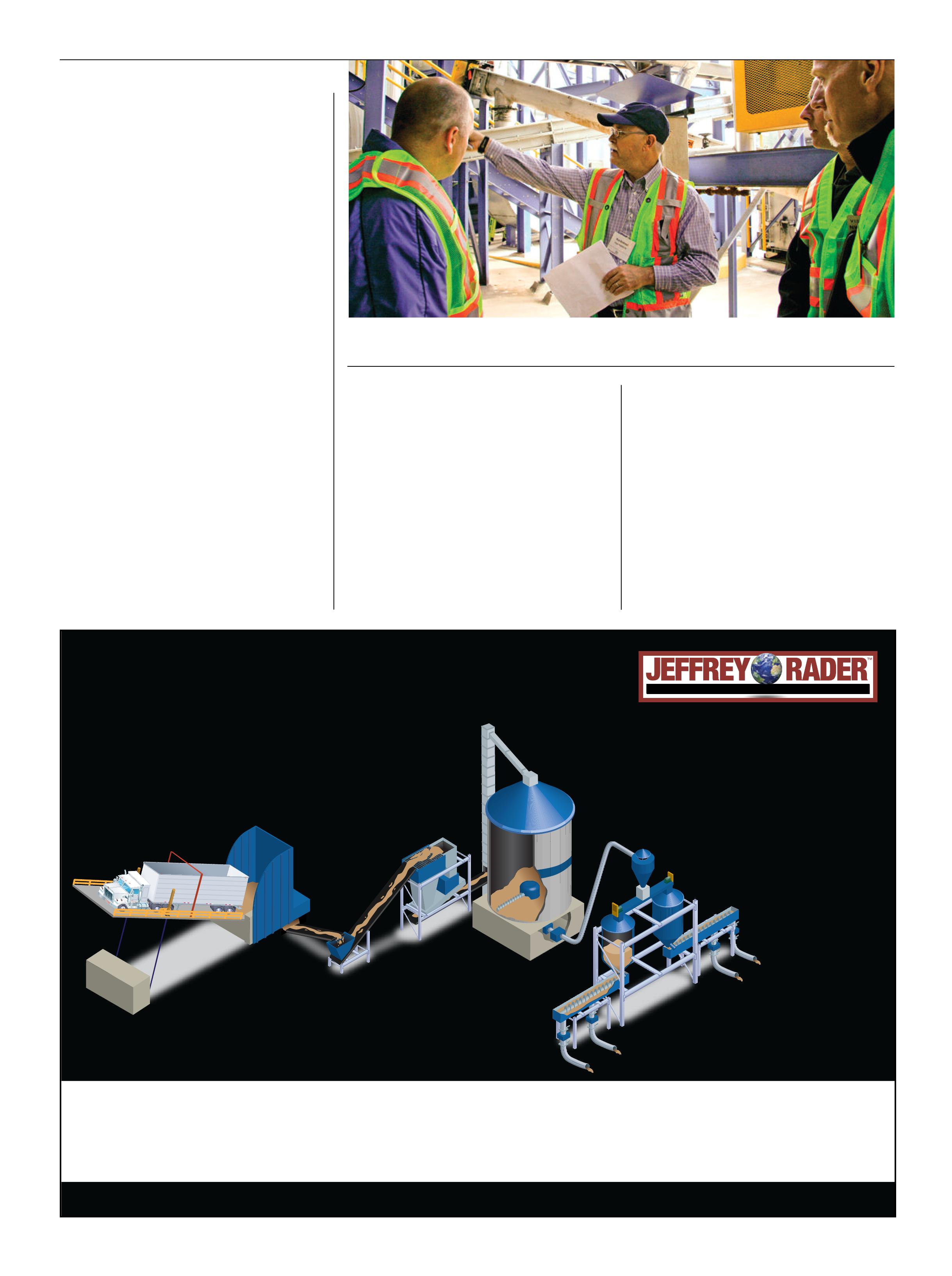
Products is showing off a new system that’s allowing it to replace natural gas with biomass energy. In late September 2010, approximately 50 representatives from the forest products and pulp and paper industries attended a demonstration of the new technology at Kruger Products’ paper mill in New Westminster, British Columbia. The demo, hosted by FPInnovations, showed participants a direct-fired biomass gasification system that’s producing 40,000 pounds/hour of process steam for the mill.
In this system, synthetic gas, or syngas, is used directly in the boiler in place of natural gas. Adding heat to woody biomass releases the energy into a gaseous form called syngas. The syngas is burned in a pre-ignition chamber and direct-fired into the boiler. Nexterra installed the gasification system, which was first fired up in December 2009, according to Frank Van Biesen, vice-president of technology for Kruger Products and sponsor of the project. “We started it roughly a year prior to that. We had a timeline that said we would be starting up in the first week of December of 2009 and we never missed a beat there,” he says.
Once installed, the gasification system went through the normal commissioning process. “There’s been some optimization and commissioning to make it a better performing system, but for the most part, it turned on and met the output capacity,” says Darcy Quinn, manager of marketing and business development for Nexterra. “One of the major advantages of doing this is the
significantly lower emissions, which suits the environment,” says Quinn.
Van Biesen says that Kruger Products chose Nexterra for the project based on its technology. The proven emission reductions were helpful in getting the project underway, he says, noting, “A permit for burning things besides natural gas isn’t easy to get, especially in an urban centre.” According to Van Biesen, the emissions will be recorded and reported by Kruger Products as required on an ongoing basis.
Kruger, Nexterra, and FPInnovations formed a consortium to build the system, which is the first commercial demonstration of Nexterra’s direct-fired gasification
solution. “FPInnovations’ interest in it was to have the ability to demonstrate and showcase it to the rest of the industry, to see whether or not it could provide similar benefits to other parts of the forest products or paper industry,” says Van Biesen. The multi-million dollar project received funding from Natural Resources Canada, the British Columbia Innovative Clean Energy Fund, and Western Economic Diversification Canada. “There was a bit of a consortium of financial support there, which helped. But at the end of the day it was still largely our investment,” he notes.
Incorporating the gasification system was part of a long-term goal to reduce the
Photos: Nexterra
The Nexterra system at the Kruger Products tissue mill is the first commercial installation of this direct-fired biomass gasification system.
company’s environmental footprint. With this project, the company is targeting the reduction of fossil energy consumption and greenhouse gas emissions. Locally sourced wood waste and residues will be replacing about 445,000 GJ/year of natural gas, reducing greenhouse gas emissions by more than 22,000 tonnes/year.
“It’s part of a larger strategy called Sustainability 2015,” says Van Biesen. “We’re looking to improve on a number of fronts, including energy usage, solid waste management, and water consumption. This particular case is a fossil fuel reduction project. We just so happened to have Nexterra, a technology development company that’s based in British Columbia, who has something that is interesting from a biomass standpoint. It just seemed to be a perfect fit for our New Westminster operation, where we use quite a bit of steam for drying in the paper-making process.” He adds that Kruger Products has already reduced greenhouse gas emissions at the mill by nearly 40%.
The application of the direct-fired boiler technology has already received a Canadi-
an Institute of Technology Award in British Columbia and a British Columbia Technology Industry Association award, says Van Biesen. The project is also short listed for a Green Energy and Biofuels Award from Pulp and Paper International, and a Platts Global Energy Award for green energy initiative of the year, he adds.
Looking ahead, Van Biesen suspects that Kruger may be adding similar biomass projects in the future. “It depends on the site,” he says. “The Westminster system
Material Handling for Woody Biomass
is not a cookie-cutter thing we can put everywhere.”
“The key thing about biomass projects is you need the fuel. Wherever there is an opportunity to secure that type of material within a reasonable footprint—we don’t want to be trucking it from miles away— we’ll be looking at it for sure,” Van Biesen says. “In the case of the New Westminster plant, there’s a possibility to expand the system we put in by another 50%, which we’re looking at today.” •
Rick Scammell, utilities manager for Kruger Products, explains the biomass gasification system installed at Kruger to tour participants.
Perfect Timing
TIt is critical to consider your equipment selection at the appropriate time in the funding process—not too soon and not too late.
By Reg Renner
he challenge of correct timing for equipment selection is illustrated often by clients who finally call to talk about financing but already have the equipment invoice in their hands. With this in mind, I strategically placed equipment selection sixth in this ongoing 10-part series on strengthening your bioenergy project for financing—not too soon and not too late.
It is tempting to focus on equipment too soon because it is tangible and real, and equipment salespeople are anxious to make a sale. However, I suggest you make sure you have the credit strength, feedstock type, production volume, and end market secured before selecting equipment. Then, start with an estimated equipment budget and a supplier search to narrow down your choices.
Choosing the correct equipment supplier is critical, as that company will become an important business partner. Do your homework and build your expertise by attending trade shows, and do not be afraid to ask for competitive quotes. You may discover that the second supplier charges more, but the proposal may be for a complete, installed package. Try to avoid settling on one supplier too early in the process; you will need to prove to your financing partners that you have checked out your options thoroughly.
Funders will often ask whether the equipment is proven or new technology. There is a lot of perceived risk in this new industry of biomass energy; if you can mitigate some of that risk by choosing a proven supplier and a technology with a track record, then you should seriously consider that option. Trying to fund a start-up business with a brand new technology and an equipment supplier who is building the first commercial unit is an immense challenge. It doesn’t mean that it can’t be done,
but do not expect a typical commercial funder to be interested. You might need to ask yourself, “How much of the company am I willing to exchange for this brand new technology and unproven business plan?”
You can mitigate risk and improve your chances of obtaining funding by choosing proven technology for the first phase of your project. Once you have established a positive cash flow, you can then start to experiment with new technology. Currently, biomass energy projects that include scalability plans for future development are the most successful at getting financing.
The goal is to be strategic in your approach, and that will require research. For example, used equipment may appear to be a real bargain in this depressed forestry market, but is it financeable? Just because it appears to be a good deal doesn’t mean that you can get financing for it, especially if you are a startup company. A lot depends on your credit strength, and new companies often don’t have sufficient credit strength. If you are a new company, I suggest you focus on brand new, proven equipment from a proven supplier for a much better chance of securing the required funds.
using proven technology and build into his scalability plan the desired future step of torrefaction. The reality is that new technology in a new business is a dream that can turn into a nightmare.
I suggest working with a variety of equipment suppliers to start the budgeting process. Then, settle on one reputable and experienced supplier who can meet all your needs. Ask: Can they deliver on time?
Can they make timely repairs if the equipment breaks down? Can they supply references from satisfied customers? Can they show you any of their completed projects? Ideally, select an equipment supplier that can help you build a business plan that can be scaled up as you grow in volume and market share.
If you wish to use new technology, you will probably need an existing company with proven cash flow as a joint venture partner. For example, a client recently asked if I knew of a proven torrefaction technology that he could use for his new pellet mill. I suggested that unless he had funds available for research and development, he should launch his pellet mill
Continuing the bobsleigh analogy from my first column in the Jan/Feb 2010 issue of Canadian Biomass, now is the time to push off and enter the race. Just make sure you’ve done your research and are ready to put your money and reputation on the line. Then hang on for the ride of a lifetime. •
Reg Renner of Atticus Financial in Vancouver, BC, finances machinery ranging from biomass boilers to densification equipment. With 38 years of industry experience, he recently helped secure carbon offset credits for four greenhouse clients. E-mail: rrenner@atticusfinancial.com.
Briquettes on Fire Take It or Leave It?
Maine’s new woody biomass guidelines take a new approach to biomass harvest, giving an idea of the types and amounts to leave behind to maintain site quality.
By Dr. Jeffrey Benjamin
Woodybiomass retention guidelines were developed recently for Maine’s forest industry to proactively address some concerns associated with woody biomass harvesting. It is important to note, however, that woody biomass harvesting in Maine is not a new concept. In fact, bioenergy facilities that produce electricity by burning wood are common throughout the state, and many have been in operation since the 1980s. Some are stand-alone facilities and others are integrated within pulp and paper mills. Previously, Maine did not have guidelines specific to woody biomass harvesting, so why are they needed now? What do they address? How will they be implemented? And can lessons learned in Maine be applied to other regions?
Need For guIdelINes
There has been a significant increase in wood-for-energy initiatives throughout Maine over the last few years. In fact, biomass chip harvests have increased more than threefold since 2000, according to the Maine Forest Service’s 2009 annual publication (www.maine.gov/doc/mfs/pubs/ annpubs.htm). That trend is expected to continue, given plans for new and expanded capacity in the region for wood pellets, bioenergy, and bioproducts. We still do not know the impact these new initiatives will have on wood supply, but it is certainly possible that competition for raw material among wood-using facilities will increase. Increased competition may affect harvest
levels through shorter rotations or increased use of small-diameter and poor-quality stems. This may also create opportunities for timber stand improvement by combining such harvests with conventional forest management and silvicultural treatments. Regardless of the outcome, there is concern that these and other related activities will put more pressure on forests1,2
the detaIls
In 2007, an initiative led by the University of Maine, in collaboration with the Maine Forest Service and the Trust to Conserve Northeast Forestlands, was undertaken to proactively address some environmental concerns related to biomass harvests within Maine’s forest industry. The initiative was funded by the Natural Resources Conservation Service, the Maine Forest Service, the Maine Outdoor Heritage Fund, and the University of Maine’s Forest Bioproducts Research Initiative. The goal was to develop a set of site-level, voluntary guidelines to assist loggers, landowners, and foresters in protecting soils, water quality, and forest biodiversity with respect to leaving woody biomass behind during forest operations, i.e., woody biomass retention. The guidelines focus on woody biomass as a product, with woody biomass defined as logging residues, poor-quality stems, and other such woody material harvested directly from the forest, typically for the purpose of energy production. Energy wood is probably the best term to describe this material3, but biomass is simply too ingrained in the lexi-
con of forest practitioners in Maine! The initiative involved a multi-stakeholder consultation process representing views of foresters, landowners, wood-using facilities, loggers, and conservation groups. A review of scientific studies relevant to environmental impacts associated with biomass harvesting formed the basis of a technical report from which specific guidelines for woody biomass retention were developed. Both the technical report4 and a brochure-style summary can be found on the publications link at www.forest. umaine.edu/faculty-staff/directory/jeffreybenjamin/. The documents were reviewed externally by respected professionals from the fields of soil science, water quality, and biodiversity. The final guidelines represent the collective effort of many individuals with diverse perspectives on Maine’s forest industry. As a result, not everyone is
Photo: Jeff Benjamin
in agreement with all aspects of the recommendations, but the work was undoubtedly improved by using the consultative approach.
There is ample scientific evidence to support the importance of soil productivity, water quality, downed wood, and wildlife trees, but we still lack hard evidence for selecting specific, site-level targets. For example, Maine’s biodiversity guidelines5 describe stand-level targets for forest structure, but these and other regional targets are qualified by statements indicating it is not always possible or appropriate to manage the habitat requirements for all species in all areas at the same time and that some management practices can conflict with each other. With respect to soil productivity, there are numerous processes involved in determining nutrient availability at a given site. Many of these, including
atmospheric deposition, parent material, and rate of mineral weathering, have very little to do with the amount of woody biomass retained on a site. For those reasons, Maine’s biomass retention guidelines follow a more educational approach to highlight the importance of specific site-level characteristics, rather than a prescriptive approach of setting specific targets. This approach may work well in other regions too.
Next steps
All acres of forest cannot be managed the same way, and the guidelines should not be interpreted in that manner. The guidelines address elements of forest structure, including snags, wood of all sizes left on the forest
floor, live cavity trees, and mast-producing trees. Although the guidelines are applicable to any harvest operation, they may be of greatest importance for harvests in which woody biomass is a significant component of the product mix. Fundamentally, logging contractors do not treat woody biomass differently than other forest products; it is simply another product sorted at the landing, so the same general principles of forest operations apply. In particular, recommendations for retention of woody biomass should be used in conjunction with rules and regulations, environmental standards, and best management practices already established for traditional operations. These practices and policies can be adapted and included in site-specific recommendations developed by a licensed forester, so the guidelines developed in this project are intended to inform the landowner’s decision making as he/she reviews the forester’s prescription. Most importantly, implementation of these practices on the ground depends on the professional judgment, knowledge, and skill of the logger conducting the harvest operation. Maine’s guidelines are intended to be used by loggers, foresters, and landowners in this context.
As noted earlier, a deliberate effort was made to avoid prescriptive language as the guidelines were developed, so the
MAIN: Both roundwood products and biomass chips are being produced from an integrated whole-tree operation. ABOVE: Jeff Benjamin (centre) discusses woody biomass retention guidelines with local loggers, who will be instrumental in the guidelines’ proper implementation.
Photo: University of Maine Forest Bioproducts Research Initiative
SUBSCRIBE TODAY!
We hope you’re enjoying your free issue of Canadian Biomass, bringing you the latest on this rapidly changing industry, and its evolving opportunities.
To make sure you’re on our list as a regular subscriber, follow one of these three easy methods:
1) Email Carol Nixon at cnixon@annexweb.com, and she’ll handle the rest.
2) Visit www.canadianbiomassmagazine.ca and sign up in our subscription centre. Ask for our free e-newsletter while you’re there.
3) Fax your request to 519-429-3094, including an email address or phone number to get back to you.
Don’t miss an issue! All
challenge now becomes how to implement the guidelines. Even though detailed retention targets of a certain number of stems per acre would have been easier to implement and audit, scientific evidence is lacking in that regard. Forest practitioners, including loggers and landowners, must find ways to implement the concepts addressed in the guidelines during harvest operations. The key to this approach is planning. They must develop a pre-harvest plan that considers critical elements related to retention of woody biomass. Plans may include avoiding biomass removals on some portions of the harvest block that are known to be nutrient deficient, retention of critical habitat areas identified by cavity trees, creation of downed wood during harvest activities, and use of brush in trails for erosion-prone locations. These issues must be handled on a site-by-site basis.
The recently developed woody biomass retention guidelines for Maine summarize key issues related to soil productivity, water quality, and forest biodiversity in the context of an existing biomass industry. Maine is fortunate to have long-term soil studies, successful best-management practices for water quality, and extensive research on forest biodiversity. Even with all of that information, it is still left to the forest practitioner to make site-level decisions, and these guidelines serve as a reminder for what is important with respect to woody biomass. An educational approach, combined with integration of existing
regulations and best management practices, may be worth considering in other regions. •
Dr. Jeff Benjamin is assistant professor of forest operations in the School of Forest Resources, University of Maine. He has been actively researching operational issues associated with biomass harvesting since 2006 and was responsible for the development of Maine’s Woody Biomass Retention Guidelines, which were released in early 2010.
FootNotes
1. Benjamin, J., R.J. Lilieholm, and D. Damery. 2009. Challenges and opportunities for the Northeastern Forest Bioindustry. Journal of Forestry 107(3):125-131.
2. Marciano, J.A., R.J. Lilieholm, J.E. Leahy, and T.L. Porter. 2009. Preliminary Findings of the Maine Forest and Forest Products Survey. A report to the Forest Bioproducts Research Initiative. University of Maine, Orono, ME.
3. Benjamin, J.G., R.J. Lilieholm, and C.E. Coup. 2009. Forest biomass harvesting in the Northeast – a special needs operation? Northern Journal of Applied Forestry 27(2):45-49.
4. Benjamin, J.G., editor. 2010. Considerations and Recommendations for Retaining Woody Biomass on Timber Harvest Sites in Maine. Miscellaneous Publication 761. University of Maine, Maine Agricultural and Forest Experiment Station, Orono, ME.
5. Elliot, C.A., editor. 2008. Biodiversity in the Forests of Maine: Guidelines for Land Management (2008 Edition). University of Maine Cooperative Extension Bulletin 7174, Orono, ME.
Tops and limbs are piled at roadside to await chipping for biomass.
Photo: Jeff Benjamin
How the Dutch Do It
A visit to EPZ’s Borssele power plant reveals what happens to wood pellets after they leave Canadian shores.
By Gordon Murray
Whilevisiting the power plant owned by NV Elektriciteits Produktiemaatschappij Zuid-Nederland (EPZ) in Borssele, the Netherlands, I was reminded of the story of the little Dutch boy who saved his country by plugging a leaking dike with his finger. He stayed there all night, in spite of the cold, until the adults of the village found him and made the necessary repairs to prevent the ocean from flooding the country. The Borssele power plant, on the Netherlands’ south coast just a few kilometres from Belgium, is protected from the Atlantic waters by a dike and could very well be the spot where the brave boy performed his heroic deed.
Borssele is EPZ’s only facility, but it exhibits a range of diversity in power production. It consists of the Netherlands’ only active nuclear power plant, a thermal power plant, and a wind park. Nuclear energy provides 485 MWe (MW electrical) capacity, thermal power provides 403 MWe capacity, and wind power 12 MWe capacity. The thermal power plant burns coal and biomass, operating at 40% efficiency. With approximately 450 employees, the combined facility generates about 8% of the Netherlands’ electricity.
Just a short distance from the EPZ Borssele facility is a large natural gas power plant. So, in the space of a few kilometres, electricity is being produced by a nuclear reactor, coal, biomass, wind, and natural gas. The generation mix in the Netherlands is 60% natural gas, 21% coal, 9% renewables, 4% nuclear, and 6% other. The renewables mix includes 48% wind, 39% biomass, 12% waste to energy, and 1% solar/hydro.
EPZ is a joint venture (50/50) between Delta N.V. and Energy Resources Holding B.V. It was formerly 50% owned by the Dutch utility Essent. In addition to its share of EPZ, Essent had a portfolio of gas and coal power plants. In 2009, Germany’s RWE acquired all shares of Essent. However, Delta, owner of the other 50% of the Borssele plant, said that the majority of its shareholders had demanded that
EPZ should remain in public ownership. Delta took Essent, RWE, and Essent’s 136 public shareholders to court, claiming that they had acted unlawfully through the way in which the transaction structure of the deal had been specified. A court in Arnhem, the Netherlands, ruled in Delta’s favour in July 2009, saying that Essent’s shares in EPZ must remain in public hands. Essent’s stake in the Borssele plant is now owned by Energy Resources Holding B.V., whose shareholders are local and provincial governments in the Netherlands.
I was accompanied on my visit to EPZ’s facility by Mieke Vandewal, marketing manager of fuels at Peterson Control Union Group, a logistics, quality, certification, and risk-management company based in Rotterdam. We were hosted by Jos Weststrate, manager of supply chain for the thermal power plant. Weststrate is responsible for coal and biomass fuel supplies, maintenance of environmental permits, ash and gypsum handling/distribution, and laboratory and field operations. Upon arrival, we were required to pass through extremely tight security and prohibited from taking photos, which is understandable, given the nuclear reactor.
The thermal power plant, established in 1988, consumes about 200,000 tonnes/year of biomass and 800,000 tonnes/year of coal. Weststrate says, “The plant consumes about 20% biomass by weight, which translates to about 16% by energy because biomass has slightly lower energy content than the hard coal we use here at Borssele.”
“EPZ began biomass co-firing in early 2000,” he says. “While the predominant biomass fuel is wood, we also use a tiny amount of cocoa meal. Since 2000, the plant has used about 30 different biomass suppliers. Presently, biomass is sourced from about 10 suppliers. All biomass is in pellet form.”
The Netherlands promotes biomass fuel consumption for power
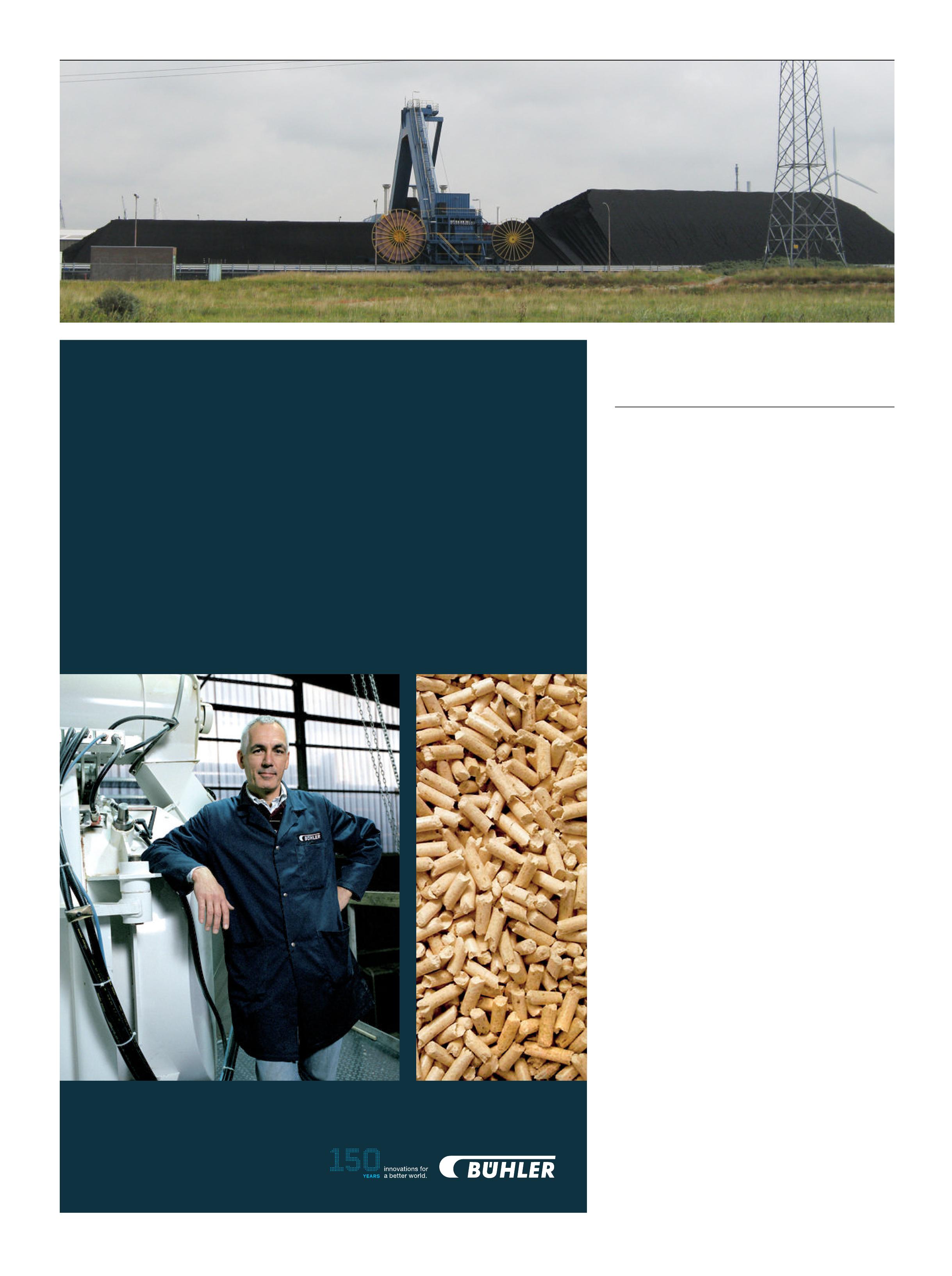
The EPZ Borssele power facility comprises a nuclear reactor, a coal and biomass power generating station, and several wind turbines.
Photo: EPZ
generation as a means of reducing CO2 emissions. The Dutch government’s support mechanism for large-scale co-firing provides a feed-in tariff of about six to seven cents euro per kilowatt-hour. However, there is some uncertainty because the scheme will run out by 2012 and it is uncertain if it will be renewed or replaced.
Coal and biomass for Borssele is sourced from many countries, including Canada. Typically, large Panamax and Capesize freighters will be unloaded in the deepwater Port of Rotterdam, stored temporarily, and then reloaded to Coaster-size vessels or barges and shipped to the Port of Vlissingen, which is too shallow to accommodate the large transoceanic freighters. After being unloaded, coal is stored outdoors, whereas pellets are stored under cover. After being gathered by reclaimers, coal is moved by conveyor to the power plant. Pellets, on the other hand, are loaded into trucks by front-end loaders and transported to the power plant.
EPZ uses a direct co-firing process to burn the pellets and coal. Once coal reaches the power plant, it is reduced to fine powder in coal pulverizers, which press the coal powder through sieves. Wood pellets are handled separately because wood powder tends to plug the sieves in the coal pulverizers. Instead, wood pellets are reduced to powder in hammermills. The coal powder and wood powder are each blown separately by hot air into a suspension-type boiler, where the powder instantly catches fire and burns with high intensity. The heat boils water, creating high-pressure steam to rotate turbines.
As the coal and biomass burn, they produce ash and emissions such as carbon dioxide, sulphur oxides (SOx), and nitrogen oxides (NOx). The gases, together with the lighter ash (fly ash), are vented from the
Supply Chain Supervisor
Mieke Vandewal is marketing manager of fuels at Peterson Control Union Group (PCU). PCU, headquartered in Rotterdam, the Netherlands, is a logistics, quality, certification, and risk-management company with 2000 employees in 50 countries. The company was established in 1920 as a privately owned inspection company for grain, which was traded and transported on the rivers and canals of the Netherlands. Over the years, PCU has expanded into many industries, including agriculture and feed, biofuels and biomass, coal, minerals, food, forestry, oil and gas, and textiles.
PCU plays an important role in the international wood pellet industry. The company provides independent verification for buyers and sellers by providing ship hold and cargo inspections, draft surveys to establish cargo volumes, and laboratory testing of product samples for certification and to ensure contractual standards are met. It also provides many other essential services, including remote temperature monitoring of storage silos for fire and explosion prevention, coordination of transhipping from terminals to power plants, and supervision of cargo unloading.
As marketing manager of fuels, Vandewal coordinates all activities from the time the ship is loaded in the exporting country through to unloading at the terminal, temporary storage, transhipping, and eventual consumption by the power plant.
At Peterson Control Union Group, Mieke Vandewal coordinates critical links in the fuel supply chain.
Photo: Gordon Murray
Quality pellets, guaranteed. For perfect pellets the entire production system must work together flawlessly. Buhler enables total process control by providing a complete process design package and key equipment for drying, grinding, pelleting, cooling, bagging and loading. This, combined with Buhler ’s integrated automation system, unrivaled after sales support and training provides a seamless solution, guaranteed.
EPZ replaces about 150,000 tonnes/year of coal at Borssele by co-firing 200,000 tonnes/year of biomass, mainly in the form of wood pellets.
boiler up the stack. Large air filters called electrostatic precipitators remove nearly all the fly ash before it is released into the atmosphere. Scrubbers and other pollution control equipment are used to reduce emissions into the air. The heavier ash (bottom ash) collects in the floor of the boilers and is removed.
Meanwhile, steam moves at high speed to the turbines, propelling the turbine blades and causing the turbines to spin rapidly. A metal shaft connects the turbine to a generator. As the turbine turns, it causes an electromagnet to turn inside coils of wire in the generator. The spinning magnet puts electrons in motion inside the wires, creating electricity. Transformers increase the voltage of the electricity generated, and transmission lines carry the electricity through the grid to substations throughout the Netherlands.
The spent steam exits the turbines and passes over cool tubes in the condenser. The condenser captures the used steam and converts it back to water. The cooled water is then pumped back to the boiler to repeat the heating process. At the same time, cold water is piped in to keep the condenser constantly cool. This cooling water, now warm from the heat exchange in the condenser, is released into the ocean.
EPZ replaces about 150,000 tonnes/year of coal at Borssele by co-firing 200,000 tonnes/year of biomass. At 2.86 tonnes of CO2 emitted per tonne of coal, biomass co-firing eliminates about 430,000 tonnes/year of fossil CO2 emissions, as well as reducing SOx, NOx, mercury, and other heavy metals. So like the boy who saved Holland from flooding, Weststrate and his colleagues at EPZ are doing their small part to help save the Earth from the effects of climate change. •
Gordon Murray is executive director of the Wood Pellet Association of Canada (www.pellet.org).
Photo: Gordon Murray
Old-School Heating
The savings continue to climb from a biomass boiler installed at Nova Scotia Agricultural College in the late 1980s.
By Heather Hager
There’sno smell of smoke, only a light pine scent from the new wood chips being unloaded. But on this crisp, –14ºC morning, the boilers are hard at work warming the people and livestock at Nova Scotia Agricultural College (NSAC) in Truro, Nova Scotia.
The biomass boiler here has put in 22 years of service and is still going strong. It’s no longer state-of-the-art equipment, but that’s no matter. Over its lifetime thus far, what started as slightly more than a $1-million investment has resulted in estimated fuel savings of over $5 million.
NSAC was heated first with two coalfired boilers, but they were converted to use no. 2 light fuel oil in 1968, says chief stationary engineer Kevin Craig, who has been with NSAC since 1992. The biomass boiler was installed in response to the late
1970s energy crisis, which kept crude oil prices high into the mid-1980s. “In 1988, the wood chip boiler was commissioned as a showcase for industry, hoping to open the doors for private industry to see it as a working model. And the university wanted the energy savings side of it too,” says Craig.
However, around the time the boiler was installed, oil prices began to drop. Several biomass boilers that were commissioned elsewhere in the region around the same time fell out of favour and ceased operating. NSAC’s biomass boiler was one of the few that kept running. Despite low oil costs, there were substantial fuel savings at NSAC in most years, with the exception of the 1998–1999 heating season, when the savings amounted to about $24.
“I was told that, considering it’s supporting local jobs and local resources, even if we were in the red, it would have
to be a fair amount in the red before we’d switch to oil,” says Craig. “Being a government institution, we’re trying to support local jobs and resources to a degree. Also, we’re not going to pack up just because of one year with no savings after many years with savings.”
Oil prices have risen again in recent years, making the investment well worthwhile. It’s resulted in more than $400,000 savings in fuel costs in each of the last five years.
FIBre supply
Fibre to feed the boiler is obtained through an open bidding process for one-year supply contracts. The main limitation in the process is the dearth of local suppliers in
Both biomass- (right chimney) and oil-fuelled (middle chimney) boilers provide steam to heat Nova Scotia Agricultural College during the winter months.
the area, with only one chipping company (North-Lumber-Land Resources) and one grinding company (Verboom Grinders), says Craig. The preferred fuel is chips because of their better flow consistency, but the contract was recently opened to ground biomass to increase competitiveness.
Contractors dump fibre from walking floor trailers to a belowground storage bin that holds enough biomass to feed the boiler for about 2.5 days. Hydraulic rakes beneath the pile pull fibre towards the first
feed-out auger. On really cold days, fibre can freeze in the unheated bin, making the rakes ineffective, says Craig. To reduce freezing and to optimize burning efficiency, a moisture content of 30–50% is specified in the supply contract, with penalties for fibre outside that range. Craig tests fuel moisture manually using a drying oven and balance.
An inclined auger brings the fibre to the KMW furnace, which heats a 272kW boiler manufactured by I. Matheson
& Company of nearby New Glasgow, Nova Scotia. The boiler is rated for 12,000 pounds/hour of steam, but Craig says it’s capable of producing up to 15,000 pounds/hour. The system consumes 6500 to 8800 tonnes of fibre in an average heating season.
Biomass feeds to the furnace from below, through the centre of a volcanoshaped stationary grate. The fuel dries and then burns as it slides down the grate. “It’s quite different from the newer systems,” explains Craig. “It’s a 1988 model, so there
have been changes in technology since then. To me, that’s one of the biggest changes—when that fuel gets in the furnace, our grates are stationary and have to be raked of ash manually.”
Because of that, Craig tries to buy top-quality fuel to minimize issues with ash removal and clinkers. Once a day, the boiler operator on duty rakes ash into chutes to an auger that takes the ash outdoors to an enclosed trailer. Fly ash, which precipitates out of the flue gas in a separator, also goes to the trailer. Ash disposal isn’t too much of a problem; it’s piled outdoors until spring, when it’s mixed with manure and spread on the university’s agricultural fields.
ImprovINg eFFICIeNCy
A significant upgrade to the system involved installing variablespeed drives on the stoker auger and the fans that supply air to the furnace, regulating combustion. “Those [fans] were previously just dampers, and we’d be adjusting those dampers based on steam load and fuel, trying to regulate the burn that way. Now, it’s more automated. The variable-speed drives modulate the fans’ speed based on the steam pressure of the boiler,” explains Craig.
“I was a little skeptical at first, seeing how simple the system was going to be,” he says. “But for the most part, once you get it set up, the burn seems to be pretty consistent.”
Craig has a few items on his wish list for future improvements. He thinks that a bigger storage space for stockpiling the biomass would allow the supplier to skip processing and delivery on wet and stormy days, resulting in drier fuel. Taking the pressure off the supplier for almost daily delivery could also help to moderate the price of fuel. Craig also thinks that an economizer would capture some of the excess heat from the flue gas, making the system even more efficient. Most of all, he’d like to add another biomass boiler to the fleet.
The KMW furnace heats a Matheson boiler, producing up to 15,000 pounds/hour of steam.
The boiler house provides steam to heat most of the 34 buildings at NSAC.
Maximum Power. Minimum Effort.
“It seems every other year they’re building another building or expanding the size of buildings. But even when it [the biomass boiler] was installed in 1988, it wasn’t large enough to heat the university entirely.” That means the university is burning more oil each year as it grows in size.
These days, the biomass boiler is supplemented by a 260-kW Cleaver Brooks boiler running on no. 2 oil and producing up to 12,000 pounds/hour of steam. On a cold winter day, the boiler house output can be 24,000 pounds/hour of steam, meaning that both boilers are running at maximum capacity. In summer, however, only the oil boiler runs.
“All boilers have a turndown ratio, a minimum fire and a maximum fire,” explains Craig. NSAC’s summer steam demand is too low for the biomass boiler’s minimum fire. “If you get a larger boiler, now your minimum fire is higher, and that means on warmer days, you can’t run that. I think the direction I’d be looking at is another biomass boiler to supplement this one and allow more versatility in the range of operation.”
From all appearances, the savings from burning biomass instead of oil would be well invested in making Craig’s wish for a second biomass boiler come true. •
9564 Industrial Horizontal Grinder
Kevin Craig, chief stationary engineer, worked at four other boiler plants before making a home at NSAC.
Pellet Protectionism
OOntario must open its borders to pellets from the rest of Canada and elsewhere.
By Gordon Murray
ntario depends on exports. In fact, exports are so important to the province that it has a government agency, Ontario Exports, dedicated to “Selling Ontario to the World”. According to Ontario Exports, the province exported $126-billion worth of manufactured goods in 2009. Without exports, Ontario wouldn’t have an economy. That is why it is so difficult to understand its protectionist policy banning wood pellet imports for use by Ontario Power Generation (OPG), a provincial Crown corporation.
OPG is planning to re-power its Atikokan Generating Station by replacing coal with biomass and has chosen wood pellets as the preferred fuel. In early 2009, OPG issued a request for indicative prices for 90,000 tonnes/ year of dry wood pellets. But there was a catch. The pellets must be Ontario sourced and processed. No pellets are allowed from other Canadian provinces or foreign suppliers.
Many people are unaware that Canada has had an Internal Trade Agreement (ITA) since 1995. The ITA was signed by all provinces and is intended to promote an open, efficient, and stable domestic market for long-term job creation, economic growth, and stability. All provincial governments and Crown corporations are bound by the ITA.
According to Industry Canada (www. ic.gc.ca), some key provisions of the ITA state that governments:
• Must ensure their policies and practices do not create obstacles to trade;
• Are not permitted to discriminate against suppliers of another province through means such as local price preferences, biasing technical specification or importing, unfair registration requirement, or unreasonable time constraints;
• Are prohibited from using policies that favour local suppliers of goods, services, and construction;
• Cannot restrict bids to in-province firms
or direct contracts to local suppliers;
• Are restricted from using local content, purchasing, and sourcing requirements;
• Are prohibited from introducing new trade barriers relating to the processing of forestry (e.g., wood pellets), fisheries, and mineral resources.
Evidence is showing that Ontario is failing to meet its ITA commitments. In May 2009, the province adopted a new Green Energy Act to reduce greenhouse gas emissions in the electricity sector and create jobs in emerging technologies. Under the Green Energy Act, developers must buy goods and services from local suppliers to qualify for feed-in tariffs. The provincial government says this will create manufacturing jobs in Ontario, but it is a clear example of protectionist trade policy. Consequently, Japan, the United States, and the European Union have joined in a complaint to the World Trade Organization (WTO), saying that Ontario’s Green Energy Act and its local procurement requirements are a prohibited subsidy and violate international trade agreements. Under WTO rules, the complaint could lead to trade sanctions against Canada.
Remember the “Buy American” policy of 2009 in which U.S. Congress insisted that only Americans were eligible to bid on projects under the American Stimulus Plan? An outraged Ontario Premier Dalton McGuinty called on Ontario municipal governments to fight this U.S. protectionism alongside the federal government. Now, a year later, McGuinty has implemented the very type of policy he was protesting.
One of the reasons for Canadian Confederation in 1867 was cancellation by the United States of the Canadian-American Reciprocity Treaty, which allowed products into the United States free of taxes or tariffs. Canada’s founders intended for Confed-
“How will Canada justify Ontario’s trade barriers while simultaneously arguing for improved access for Canadian products into Europe?”
eration to open unrestricted markets within Canada. A national railway was built to facilitate this unrestricted trade. Now, Ontario has re-implemented the protectionism that Canada was supposed to have overcome a century and a half ago.
Currently, Canada and the EU are negotiating a comprehensive trade agreement. This type of protectionist policy weakens Canada’s bargaining position. How will Canada justify Ontario’s trade barriers while simultaneously arguing for improved access for Canadian products into Europe? It is not inconceivable that in retaliation, the EU, which is Canada’s largest market for wood pellet exports, could impose restrictions on imports of Canadian wood pellets and thereby devastate the nation’s wood pellet industry.
Protectionism leads to inefficiency because suppliers do not have to face competition. This results in higher costs to consumers. Ontario’s green energy industry, including its wood pellet industry, will never be competitive if it is not required to face open competition. It is time for Ontario to end its export hypocrisy and harmful protectionism.•
Gordon Murray is executive director of the Wood Pellet Association of Canada (www.pellet.org) and can be reached at 250-837-8821 or gord@pellet.org.
residential pellets – Quebec district heat
A new pellet mill in central Ontario will manufacture and distribute a super premium hardwood pellet for commercial and residential use.
Direct Pellet Industries Inc. (DPI) expects to begin production in the spring of 2011 in the former Lumber Lane sawmill on Kennaway Road, just outside Haliburton.
DPI, which also sells Maxim Heat wood pellet stoves, started out retailing pellets obtained from a source in the United States and now operates from depots throughout Ontario. To avoid transport hassles and an unsteady exchange rate on the Canadian dollar, and to ensure a reliable, local supply, co-owners Brad Lyons and Amanda Chort decided about a year ago to manufacture and distribute their own wood pellets. They intend to introduce a Europeanstyle distribution system in which the pellet boilers are accompanied by 1.5 to 2-tonne bins that will eventually allow for bulk delivery of pellets. According to co-owner Brad Lyons, “you get the savings of bioenergy with the convenience of propane or oil.”
The two partners plan to hire six plant operators and two truck drivers and sell 40-pound bags of pellets, to be marketed under the Haliburton Highlands brand. The goal is to manufacture between 15,000 and 20,000 tonnes of pellets for the company’s first-year output, running 10 eight-hour shifts each week.
Lyons emphasizes that the pellets will be made of clean, pure hardwood from a source in Toronto and will be priced competitively. The mill’s efficient process and central location for delivery to customers in Ontario, Quebec, and parts of the United States make it relatively inexpensive to manufacture and distribute the premium pellets.
Equipment is on site and being installed at the 5,000-squarefoot mill. The company is building an 8,000-square-foot fibre building connected to the main building. Lyons has sourced used Andritz Sprout pellet mills, pellet cooler, and fines separator from a closed plant in the United States, along with various conveying equipment. The partners have also purchased a used Carter Day dust collector from the recently closed Kaufman furniture plant in West Virginia.
To design the plant, Lyons and Chort brought on board engineer Tom Smith, former owner of TS Manufacturing near Lindsay, Ontario, who has 35 years in the wood machinery business building sawmills from scratch.
ABOVE: Cité Verte’s boiler room, now under construction, is expected to be complete in February 2011.
LEFT: Direct Pellet Industries will sell its hardwood pellets wholesale, allowing it to charge a lower price than for other hardwood pellets and about on par with the price for softwood pellets.
The project has substantial financial support from the Haliburton County Development Corporation, and nearly $850,000 has come from private sources.
Lyons is enthusiastic about the project: “We want to convert people to start burning wood pellets. It’s 70% savings over most other ways of heating.”
QueBeC dIstrICt heat
After an extensive search, partners in La Cité Verte have purchased equipment and begun construction on the $300-million biomass-based urban district heating demonstration project. The main heating plant is expected to begin operation in time for the 2011 heating season.
Located in central Quebec City, La Cité Verte is an environmentally friendly community intended to manage renewable energy and water consumption while using energy efficient design for building and community energy systems. It is supported by grants of up to $5 million each from Natural Resource Canada’s Clean Energy Fund and Hydro-Québec’s Avenues program.
Claude Routhier, president of engineering at Poly-Énergie Inc., the Quebec City-based energy efficiency specialist of the project, says the project’s district heating system was inspired by a design from Aqotec, an Austrian firm that has recently entered into a partnership with Regulvar Inc., which has offices in Quebec, Ontario, and eastern Canada. The main biomass boiler has been purchased from Waterloo, Ontario-based Viessmann Group, a German-owned company
Photo: Cité Verte
Photo: Direct Pellet Industries
that Poly-Énergie has been involved with since the 1980s.
The 840-unit residence, which has heating demands of 10 MWh, comprises three main elements: boiler, pipes, and substations. The 5-MW boiler plant, which will house four wood pellet Pyrotec KPT1250 boilers of 1,250 kWh each and one emergency natural gas boiler of 5-kWh capacity, is under construction. The boilers are due for delivery in January 2011, with completion expected four to six weeks later. The boiler room will be located in a multi-residential building and boast low-temperature stack emissions. Simon Koeb, business unit manager for Biomass Commercial, Viessmann, describes gasification as a two-stage process: the fuel is first pre-dried and gasified in the burner trough, after which the gas is mixed with a controlled amount of air to achieve its full combustion.
Four Pyrotec boilers will provide biomass-based heating to Cité Verte’s multi-residence community.
The system will use 2,600 tonnes/year of wood pellets manufactured from bark-free softwood residue by Granules LG International Inc. and delivered in 80 semi-trailer truckloads. Because the heating plant will be located among residential buildings, Routhier says that the developers chose a proven boiler technology that can produce energy as cleanly as possible on a large scale. With concern about emissions and reliability on the minds of the public, “we don’t want to go experimental,” he says.
Making the system as clean and efficient as possible poses challenges, says Koeb. A heat exchanger was added to the back of the boiler, cooling the exhaust to around 30ºC. “I’ve never really seen anybody do that, and that had some implications for our control system, where we had to make some adjustments,” he says.
The project requires a 2-km twin-pipe Logstor circulating water distribution network of twin pipes, the most efficient district heating supply pipes available. Ranging in size from one to eight inches in diameter, they are more efficient than the usual arrangement of two separate pipes, releasing about 30% less energy to the ground as water moves between buildings.
Aqotec is providing 17 aqoCad district heating substations of 30 to 1,400 kW each and offering advice on their configuration. The substations will reduce the amount of piping required on the site and help to reduce overall heat loss.
“We have gone to great lengths to install the most advanced neighbourhood heating system fed by biomass that I can think of in Canada,” says Routhier. •
– Colleen Cross
EVENTS BOARD
JANUARY 10-12, 2011
Pacific West Biomass Conference & Expo Seattle, WA www.biomassconference.com/pacificwest
JANUARY 25-26, 2011
Energy from Biomass & Waste London, UK www.ebw-uk.com
JANUARY 26-29, 2011
Central European Biomass Conference Graz, Austria www.biomasseverband.at/biomasse?cid=41143
JANUARY 31-FEBRUARY 4, 2011
CanBio Mission to Wood Energy Solutions Koli, Finland
European Pellet Conference Wels, Austria www.wsed.at
events
Dispose of waste wood without breaking the bank! Finally… there is a horizontal grinder within reach of the small contractor. The new RAYCO RH1754 is the newest addition to RAYCO Manufacturing’s line of environmental equipment. It is designed to be both compact and affordable. Available as either towable or self propelled on a steel tracked undercarriage, the RH1754 allows easy transportation from job to job and can be maneuvered and operated on small jobsites, inaccessible to larger machines. This unit is highly productive and capable of grinding a wide variety of wood waste materials. Ideal for processing tree limbs and brush, sawmill waste, dimensional lumber scraps, pallets, and for re-grinding wood chips. It offers an economical solution for reducing wood waste, lowering dumping costs, and creating high quality mulch. Contact your authorized RAYCO dealer for more information or call 800.392.2686 for a dealer near you.
Horizontal Grinders Just Became Affordable
Image: Viessmann
2011 Chipper & Grinder Guide
BANDIT ON THE LOOSE
Whether using a model 2400 disc or the powerful 3590XL drum, whole-tree chippers from Bandit Industries deliver an excellent combination of durability, reliability, customization, and performance. From logging to biomass, Bandit’s powerful feed systems use as many as five feed wheels to efficiently draw in limby material. Patented items like a distinctive cuttermill and optional Chipper Knife System allow Beasts to serve multiple industries. They grind shingles, recycle yard waste, produce wood chips, create bio-sawdust, generate coloured mulch, and much more. www.banditchippers.com, sales@banditchippers.com, 800-952-0178
Our annual guide to portable/mobile chippers and grinders is back with more new gear. To make the equipment more accessible to our readers, we’ve organized each manufacturer’s specs into a quick-reference guide to give an idea of what’s available in technology and capacity to suit a user’s needs. All information has been supplied by the manufacturers and assembled by Canadian Biomass into one easy-to-read source. Contact the manufacturer or local dealer for more information. – Compiled by Stefanie Wallace & Heather Hager
CHIPPERS
GRINDERS
BRUKS MOVES BIOMASS
The Bruks 805 forwarder-mounted chipper with self-contained chip bin enables off-road chipping and transportation of the chips back to a roadside trailer. The chip bin raises and dumps into any chip trailer. With high-capacity chipping of logging residue and whole logs, this machine is highly flexible and mobile. It mounts on any brand of forwarder and has computerized control systems and load-sensing hydraulics. www.mobilechippers.com, sales@bruks.com, 770-849-0100 ext. 132
CHIPPERS
A REAL WOODSMAN
The Woodsman model 460 takes biomass chipping to a whole new level. It is equipped with a very powerful feed system on a whole-tree chipper. The 60 inch wide by 50 inch diameter chipper drum has a one-inch drum skin built for years of high production chipping. The model 460 will maximize the efficiency of any large-production chipping operation. www.woodsmanchippers.com, 800-953-5532
CHIPPERS
CBI PROVIDES VERSATILITY
Continental Biomass Industries (CBI) of Newton, New Hampshire, provides portable and stationary biomass recovery solutions. CBI’s Magnum Force Series chippers and grinders are capable of handling demanding materials and applications in various markets, including forestry, construction and demolition debris, municipal solid waste, biofuel power generation, pulp and saw mills, mulch, landscaping, and yard waste. For more than two decades, CBI has designed and manufactured durable, reliable, and productive industrial equipment. www.cbi-inc.com, info@cbi-inc.com, 603-382-0556
CHIPPERS
DURABLE DURATECH
DuraTech Industries manufactures a durable line of grinders and chippers for the biomass industry. A full lineup of tub grinders and two models of horizontal grinders in horsepower ranging from 375 to 1050, as well as a tree chipper, provide the necessary grinding/chipping capabilities to match customers’ needs. All grinders and chippers feature microprocessor-controlled clutches, enclosed engine compartments, self-cleaning air intake systems, and electronic feed governors. Most grinders come with an oscillating stacking conveyor.
Komptech offers a variety of chippers and grinders to meet many needs. The Chippo 5010
C Direct’s chipping process is extremely efficient, with a large open drum. The Chippo 5010
C offers a blower or conveyor discharge option. The Crambo dual-shaft shredder shreds all types of wood and green waste to a fixed particle size and has a quick-change system for changing the screen basket in minutes. www.komptechusa.com, info@komptech.com, 720-890-9090
CHIPPERS
MORBARK, LESS HASSLE
Morbark manufactures equipment for a variety of applications involving wood and organic materials, including forestry, sawmill, tree care, and recycling. The product line includes hand fed chippers, self-feeding whole-tree chippers, tub and horizontal grinders, debarkers, sawmill equipment, and attachments to get the job done. This equipment is available in tow-able versions, track, or electric powered. Morbark’s extensive line of equipment is known for uniform, predictable quality, tailored to meet the customers’ needs for many years. www.morbark.com, 1-800-831-0042
CHIPPERS
GRINDERS
RAWLINGS RECOVERS WASTE WOOD
For more than 30 years, Rawlings Waste Wood Recovery Systems has designed and manufactured highly productive and cost-effective wood waste recovery systems. It offers these machines in stationary and portable units, with both electric and diesel models available in various sizes to meet the customer’s exact specifications. www.wastewoodhogs.com, 1-866-763-9327
GRINDERS
DEPEND ON RAYCO
The Rayco RC1824 has a powerful feed system to pull in brush, limbs, and logs more easily. Dual, horizontal feed wheels are offset to minimize material kick-up. A 24 inch diameter top feed wheel is powered by a planetary drive motor and easily climbs over large logs without operator assistance. The chipper throat is 24 inches wide, straight through, and dead space between feed wheels and chipper drum is minimized. The RC6D is a heavy-duty six-inch capacity brush chipper built to provide years of dependable service. The RC6D is easy to operate and maintain and offers a choice of 25 hp Kohler or 35 hp Vanguard gasoline engines. www.raycomfg.com
CHIPPERS
READY TO ROLL WITH ROTOCHOPPER
Rotochopper grinding equipment converts wood waste into biomass fuel, coloured landscape mulch, animal bedding, and other high-value finished products. The new Rotochopper trackmounted B-66 with transport dolly offers the timesaving benefits of crawler tracks, along with the convenience of rubber tires for highway travel. The dolly is fast and simple to remove and reconnect, simplifying the production of engineered wood fibre commodities. www.rotochopper.com, info@rotochopper.com, 320-548-3586
GRINDERS
CW MILL CAN CUSTOMIZE
CW Mill Equipment now manufactures 14 standard HogZilla grinder models ranging from midsize to massive, including self-propelled track-driven, self-loading, and electric units. Most grinder configurations include tub grinders and horizontal feed units for wood and other waste recycling. Optional thrown object restraint and tire processing packages are available for most portable tub grinders. CW Mill is a custom grinder manufacturer and can build grinders to suit many needs. www.hogzilla.com, hogzilla@cwmill.com, 800-743-3491
GRINDERS
VORACIOUS VERMEER
Vermeer Canada offers a wide variety of brush chippers, horizontal grinders, and tub grinders for today’s demanding jobs. With Vermeer, customers can count on reliability, quality, and safety. There are new progressive products and attachments available for Vermeer’s product line, such as the new Fuel Chip Attachment for the HG6000 grinder. This attachment converts the machine from grinding to chipping in a short conversion time. For more details or to schedule a demo, visit the website to find Vermeer’s closest location. www.vermeercanada.com
CHIPPERS
NORCO STAYS DYNAMIC
The new Dynamic 885 chipper from Norco Equipment is built for long shifts of full-tree and limb processing for high-volume biomass production. Using the patented Conehead cutting system, the slicing action of its eight-knife drum can achieve 40% higher efficiency than conventional flat-faced drums. The Dynamic 5240 horizontal grinder is a versatile, efficient, primary and regrind machine for small to medium-sized grinding applications. Its 52 inch wide hammermill can be converted from swing to fixed hammers in as little as 45 minutes. The 5240 has a Transfluid hydraulic fluid coupler to stand up to demanding, high-volume operations. www.norcoequipment.com, cdull@norcoequipment.com, 803-234-5754
PETERSON POWER
Peterson continues to produce innovative solutions for high-volume biomass chipping operations with its diverse product line of chippers, horizontal grinders, blower trucks, and screens. Its popular 4300/4310 drum chipper continues to set high standards, with robust construction, durable knives, and secondary sizing grates for excellent product sizing. The new 5900EL disc chipper offers a feed deck, allowing smaller materials to be fed easily into the machine. The new flexible spout option for drum chippers allows operators to parallel load with a 1800 sweep. Peterson specializes in developing delivery and processing equipment that turns low-grade organic materials into high-value products. www.petersoncorp.com, 800-269-6520
GRINDERS
DIAMOND Z PERFORMS
Diamond Z offers a broad range of new and used tub grinders, horizontal grinders, and metal recycling equipment designed to suit any industrial application. Its grinders are powered by Cat engines. The company offers equipment to carry out high-volume composting, disaster cleanup, land clearing, stockpile tire disposal, and solid waste reduction and recycling. www.diamondz.com
GRINDERS (HORIZONTAL)
GRINDERS (TUB)
DOPPSTADT CONVERTS WASTE
Doppstadt offers a range of grinders, shredders, and chippers that come standard with Mercedes Benz diesel engine, auto-reversing fans, load-sensing feeders, quick-change screens and knives, and hand-held remote control. The shredders process waste wood such as stumps, green waste, railway ties, and construction and demolition material to four inches or less using a slow-speed, high-torque, single shaft. Metal is discharged using a cross-belt magnet. The grinders process clean wood and green waste using flail hammers, which can handle some contamination. The chippers can handle whole trees, green waste, and tops using a bed feed system. www.groundworx.ca, 888-222-2670
GRINDERS
SHREDDERS
RUGGED UNIVERSAL REFINER
Universal Refiner’s Hypocyclonic Action Waste Grinder (H.A.W.G.) is simple, durable, and fast. It shreds waste using a unique pan and disc system and will grind almost anything to a finished product in one pass. The R-MAG portable wood waste grinders can grind lawn clippings, leaves, land clearing waste, construction/demolition waste, logging slash, stumps, railroad ties, and storm waste. The simple design and construction makes them nearly indestructible, resulting in a long running life. www.universalrefiner.com
GRINDERS
vermeer INtroduCes
whole-tree ChIpper
Vermeer Corporation is introducing the WC2300 whole-tree chipper, designed specifically to produce chips for the growing biomass industry. The WC2300 features many proven technologies developed by Vermeer.
“We spent considerable time working with end users to identify what features they thought were missing on current machines in the marketplace and incorporated those improvements into the WC2300 whole tree chipper,” says Mark Rieckhoff, environmental sales manager for Vermeer.
Innovations start at the infeed table, which features a 6º slope that lowers the point at which long material first contacts the machine. This allows the smooth flow of long material from the ground up onto the infeed table and reduces the likelihood of limbs or tree canopy from snagging on the end of the machine.
The actual infeed system features variablespeed dual conveyor chains on the infeed table, a conveyor head pulley with integral grip bars, and an aggressive large-diameter infeed roller with crush capability. These provide efficient feeding of difficult material types, minimizing operator handling of the material.
The infeed conveyor chains are individually tensioned to accommodate unequal chain wear and allow replacement of a single chain at a time. The infeed roller down-pressure, which is monitored by Vermeer’s SmartCrush system, is minimized until the feed roller has climbed up onto the material. Downpressure then increases automatically to feed difficult material with forks or large limbs to the cutter drum. The SmartFeed feed-sensing control system monitors engine revolutions per minute and automatically stops and temporarily reverses the feed roller and infeed conveyor when feeding larger, hardwood material. SmartFeed also senses feed roller
jams and responds by automatically shifting material back and forth. This helps increase operator productivity and reduces strain on vital engine parts.
The chipper’s cutting drum has two knife options: double-edged or babbitted singleedge cutter knives. This allows the operator to select the type of knife that best suits the operation, job site, or customer requirements. In addition, the drum and cutter knife design provide two different knife-mounting depths of cuts that produce different chip sizes, allowing one machine to provide different end products to meet the needs of various end users.
The machine’s functions can be controlled remotely using a handheld remote control. The remote allows the user to operate the chipper from another location such as the cab of the loading machine and provides real-time machine performance data to aid the operator in maximizing productivity by monitoring and adjusting settings.
The chipper is equipped with a 440-hp (328.1 kW) C-13 Cat diesel engine that allows for maximum output while consuming less fuel than higher-powered machines. The operator can also engage the EcoIdle engine control system, which automatically
lowers engine speed to 1400 rpm if no material has been chipped for 30 seconds, helping to consume less fuel if the feeding process has frequent interruptions. The engine speed automatically increases if the feed roller climbs up onto new material or the engine detects a change in loading.
Directing chips into the trailer has been simplified with a double-pivot chute that allows for hydraulic adjustment vertically or horizontally to achieve the right angle for optimum trailer loading. Users can adjust the side-to-side sweep for up to 14º left and right and raise the chute up to 22º or lower down to 14º.
The compact design of the machine allows for more manoeuvrability and easier repositioning of the machine on the job site. The tongue is equipped with a grapple grip collar area, allowing a log skidder to pick up the tongue and move the machine to a new location on the job site. The brake system includes extra air tank capacity and a brake release valve to allow the parking brakes to be released without hook-up to a standard tow vehicle.