
Viessmann wood heating technology in action
Bluenose Academy became the first building in Canada featuring a biomass heating system to obtain LEED® Gold certification.


VITOFLEX 300-RF
Rotary combustion wood-fired boiler
5 models from 512 to 1843 MBH
Fully-automatic rotating combustion wood-fired boiler
High efficiency and ultra-low emissions
Low maintenance with fully-automatic deashing, optional pneumatic cleaning system and flue gas cyclone
Advanced safety equipment ensures safe and reliable operation
as featured at Bluenose Academy
Bluenose Academy - Lunenburg, Nova Scotia
Courtesy of Architecture49
CANADIAN BIOMASS

8 HEATING ATLANTIC CANADA
A look at Shaw Resources’ Shubenacadie operation where the company has been producing wood pellets for residential heating since 1995.


12 Golden returns
Bluenose Academy in Lunenburg, N.S., is enjoying reliable returns from its pellet-fuelled boiler.
16 Quality matters
A summary of quality certifications for Canadian wood pellet producers in the heating market.
18 Wastewater revenues
Project aims to turn wastewater treatment facilities into revenue generators.
22 Growing and learning
Island Lake Biomass Harvest Experiment in Chapleau, Ont., yields compelling early results. 26 Pellet
markets
An overview of North American wood pellet production, consumption, and prices.
The majority of the wood pellets produced at Shaw Resources’ Shubenacadie plant supply the company’s

Why certify?
Don’t miss the boat to earn seals of approval
SBP, PEFC Chain of Custody, Green Gold Label, ENplus and CANplus – all of them wood pellet certification schemes, some for quality, some for sustainability. No doubt I’ve missed others.
The seemingly endless list of schemes available to Canadian wood pellet producers might be overwhelming to a newcomer in the pellet world. (Me not so long ago.) Some might be asking, are they worth it?
The short answer is yes.
As of print, two Canadian pellet producers have secured Sustainable Biomass Program (SBP), which in March changed its name from Sustainable Biomass Partnership. It’s the latest sustainability certification scheme that launched globally in March 2015 and now lists 81 certificate holders.
So how do you get certified? What schemes are out there and what do they get you?
Gord Murray, executive director of the Wood Pellet Association of Canada, tackles those questions for us on page 16, Part 1 of a twopart series on certifications. In this issue Murray covers quality certifications. Part 2 will run in our July/August issue and will cover sustainability certifications.

New Brunswick-based Shaw Resources’ Belledune pellet operation was the first to get the certification in Canada last fall (read about their Shubenacadie operation featured on our cover on page 8), and B.C.’s Premium Pellet followed suit in March. Both companies stressed the importance of certifications to access the European industrial pellet market.
Robert Tarcon, general manager for Premium Pellet, told me certifications give Premium another link to its end users, which are the large multi-national European utilities such as Drax, RWE, Engie, Dong, Eon, Vatenfall and Horfor.
Rene Landry, director of pellet operations at Shaw Resources, said the same thing and added: “The key is credibility of the industry and ultimately proving that the raw material comes from a sustainable, renewable, legal source.”
Wood pellet quality certifications, Gord explains, are designed for pellet producers in the heating sector. These trademarks assure consumers that the pellets they are burning meet the highest standard of quality. While industrial consumers are able to conduct their own lab tests to determine if a shipment of pellets meets their demands, the average Jane and Joe buying a 20-pound bag from the local hardware store to feed their new pellet barbeque deserves to know their pellets meet the grade.
The global heating market represents about half of all traded wood pellets, Gord says. Much of that market is in Europe, where ENplus is predominant and in many cases demanded, and in the U.S., where the EPA requires all new pellet stove warrantees to specify the use of certified pellets.
Be it the industrial or the heating market, it seems clear that for Canadian pellet producers looking to ship overseas, don’t miss the boat when it comes to certification schemes.
Maria Church, Editor

Volume 17 No. 3
Editor - Maria Church (416) 510-5143 mchurch@annexweb.com
Editor - Andrew Snook (289) 221-8946 asnook@annexweb.com
Contributors - Gordon Murray, Taylor Fredericks, Keta Kosman, Julia Struyf, A.J. Marshall
Editorial Director/Group Publisher - Scott Jamieson (519) 429-3966 ext 244 sjamieson@annexweb.com
Market Production Manager Josée Crevier Ph: (514) 425-0025 Fax: (514) 425-0068 jcrevier@annexweb.com
National Sales Manager Ross Anderson Ph: (519) 429-5188 Fax: (519) 429-3094 randerson@annexweb.com
Quebec Sales Josée Crevier Ph: (514) 425-0025 Fax: (514) 425-0068 jcrevier@annexweb.com
Western Sales Manager Tim Shaddick - tootall1@shaw.ca Ph: (604) 264-1158 Fax: (604) 264-1367
Media Designer - Mark Ryan
Circulation Manager Carol Nixon – cnixon@annexweb.com 450-458-0461
Ted Markle, COO, tmarkle@annexweb.com
Mike Fredericks, President & CEO
Canadian Biomass is published six times a year: February, April, June, August, October, and December. Published and printed by Annex Business Media.
Publication Mail Agreement # 40065710
Printed in Canada ISSN 2290-3097
Subscription Rates: Canada - 1 Yr $49.50;
Copy
$9.00 (Canadian prices do not include applicable taxes)
– 1 Yr $60 US; Foreign – 1 Yr $77 US
CIRCULATION
Tel: (416) 442-5600 ext 3552 Fax: (416) 510-5170 blao@annexbizmedia.com 80 Valleybrook Drive, Toronto, ON M3B 2S9
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
No part of the editorial content of this publication may be reprinted without the publisher’s written permission ©2017 Annex Business Media, All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or publisher. No liability is assumed for errors or omissions.
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
www.canadianbiomassmagazine.ca

BIOMASS update
PINNACLE BUILDING 475K-TONNE PELLET PLANT IN ENTWISTLE
Pinnacle Renewable Energy Inc.
will be constructing an $85-million, 475,000-tonne wood pellet plant in the hamlet of Entwistle, Alta. Parkland County officially announced the green light for the project in early May.
“We are thrilled to welcome Pinnacle Renewable Energy Inc. to Parkland County and the Hamlet of Entwistle,” Mayor Rod Shaigec said in a news release. “The positive economic impact this investment will have on our community is tremendous. We look forward to a long-term relationship with Pinnacle.”
B.C.-based Pinnacle is the second largest pellet producer in the world with seven pellet plants throughout B.C., producing more than 1.5 million tonnes annually.

The project will be Pinnacle’s first plant outside of B.C.
The plant will produce premium pellet fuel from local hardwood and softwood residuals, primarily shavings, bark, harvest residuals and sawdust.
Construction for the plant is expected
NASA STUDY CONFIRMS BIOFUELS REDUCE JET ENGINE POLLUTION
Using biofuels to help power jet engines reduces particle emissions in their exhaust by as much as 50 to 70 per cent, according to a study led by NASA.
The findings are the result of a co-operative international research program led by NASA and involving agencies from Germany and Canada, and are detailed in a study published in the journal Nature
During flight tests in 2013 and 2014 near NASA’s Armstrong Flight Research Center in Edwards, Calif., data was collected on the effects of alternative fuels on engine performance, emissions and aircraft-generated contrails at altitudes flown by commercial airliners.
The tests involved flying NASA’s workhorse DC-8 as high as 40,000 feet while its four engines burned a 50-50 blend of aviation fuel and a renewable alternative fuel of hydro processed esters and fatty acids produced from camelina plant oil. A trio of research aircraft took turns flying behind the DC-8 at distances ranging from 300 feet to more than 20 miles to take measurements on emissions and study contrail formation as the different fuels were burned.
“This was the first time we have quantified the amount of soot particles emitted by jet engines while burning a 50-50 blend of biofuel in flight,” said Rich Moore, lead author of the Nature report.
The trailing aircraft included NASA’s HU-25C Guardian jet based at Langley, a Falcon 20-E5 jet owned by the German Aerospace Center (DLR), and a CT-133 jet provided by the National Research Council of Canada. •
to begin shortly with the goal of being operational by spring 2018. The site is approximately one kilometre east of downtown Entwistle with access to the Canadian National Rail line.
The pellet plant is expected to create approximately 70 full-time positions. •
Forge Hydrocarbons to build biodiesel plant in Sombra
Edmonton’s Forge Hydrocarbons will begin construction of a $25-million biodiesel manufacturing plant at a BIOX Corporation site near Sombra, Ont., as early as this fall.
The startup company received a $4.2-million grant from Sustainable Development Technology Canada last year to help build the plant.
Forge’s pilot plant in Edmonton converts low-value fats and oils into hydrocarbon, a process that was invented 12 years ago by David Bressler, director of the Biorefining Conversions Network in the University of Alberta’s faculty of agricultural, life and environmental sciences.
A U of A news article reports that once the manufacturing plant is built it will produce renewable liquid hydrocarbons at a capacity of 19 million litres annually, a significant increase over the 200,000 litres per year that have been produced at Forge’s Edmonton pilot plant.
“The transition from benchtop to commercial reality was only possible due to a close partnership and the leadership of the on-site Forge team through the pilot trials with the support of the City of Edmonton and the Alberta Innovates system,” says Bressler, who is a partner and the lead scientific adviser for Forge. •
BC ISSUES ENERKEM
ETHANOL LOWEST CARBON INTENSITY VALUE EVER

Enerkem Inc. has received the lowest carbon intensity value ever issued by the British Columbia Ministry of Energy and Mines for its ethanol product under the Renewable and Low Carbon Fuel Requirements Regulation.
The confirmed carbon intensity of Enerkem’s waste-based ethanol is set at -55 gCO2e/MJ. As a comparison, gasoline has an intensity of +88 gCO2e/MJ. This approval under the British Columbia Renewable and Low Carbon Fuel Requirements Regulation opens up the door for Enerkem to sell its advanced ethanol in the province, in addition to the local Alberta market where its world’s first full-scale facility in operation is located.
“We are thrilled to be recognized for having the lowest carbon transportation fuel solution ever approved by B.C. under its Low Carbon Fuel Regulation,” says Vincent Chornet, president and chief executive officer of Enerkem. “This clearly demonstrates Enerkem’s clean technology and advanced bio-
HAMILTON BIOSOLIDS PROJECT TO BEGIN CONSTRUCTION THIS SUMMER
Bird Construction, as part of the Harbour City Solutions consortium, executed a contract on March 28, 2017 to design, build, finance, operate and maintain a biosolids management facility for the City of Hamilton, Ont.
On Jan. 30, 2017, the company announced that it was part of the consortium named preferred proponent for the project. The consortium has since achieved financial close.
The facility will use a thermal drying process to produce pellets, which will be used as fertilizer or fuel. The plant will process up to 60,000 wet tonnes per year of biosolids over the 30-year term of the contract.
Bird expects to start site preparation this summer with full construction commencing shortly thereafter. The facility is expected to be operational in the spring of 2020. •
fuels provide significant greenhouse gas emission reductions. With the worldwide adoption of Renewable and Low Carbon Fuel Standards and the move toward a low carbon global economy, we look forward to working with other jurisdictions in helping them meet their greenhouse gas targets.”
The British Columbia Renewable and Low Carbon Fuel Requirements Regulation was introduced to reduce reliance on non-renewable fuels and the environmental impact of transportation fuels. Under this requirement, fuel suppliers must progressively decrease the average carbon intensity of their fuels by 10 per cent by 2020 relative to 2010.
Enerkem’s proprietary technology decreases greenhouse gas (GHG) emissions by producing low carbon fuels that displace a portion of the gasoline used to fuel cars. Moreover, by using non-recyclable, non-compostable household waste – otherwise destined to landfills – and converting this waste feedstock into advanced biofuels, it also avoids methane emissions from landfills.
Carbon intensity is the measure of GHG emissions associated with producing and consuming a transportation fuel, measured in grams of carbon dioxide equivalent per megajoule of energy (gCO2e/MJ). It accounts for the GHG emissions associated with extracting, producing, transporting, and consuming a unit of energy of transportation fuel. It is a measure of the GHG emissions from the complete life cycle assessment of a fuel. •
G4 INSIGHTS RECEIVES FEDERAL FUNDS FOR RNG PRODUCTION
G4 Insights has received $800,000 from the Canadian government to build an RNG demonstration plant in Edmonton.
The plant, hosted by ATCO, will allow G4 Insights to test a range of forest residues and collect operational data with the goal of developing technology to convert forestry residue into renewable natural gas (RNG) that can be distributed through Canada’s natural gas pipelines.
Canada’s Minister of Natural Resources Jim Carr made the funding announcement today.
“By investing in clean technology industries we can help them be more innovative, more competitive and more successful,” Carr said in a news release.
Edson Ng, principal for G4 Insights Inc., said the funding support will help the company forge a path for greenhouse gas reductions that are affordable, reliable and sustainable.
“This project will advance G4 technology toward commercialization through field trials of enhanced subsystems for robust continuous operation and grid injection,” Ng said.
G4 Insights is partnering with the Canadian Gas Association members Enbridge Gas Distribution, FortisBC, Gaz Metro, Union Gas, utility host ATCO, the Natural Gas Innovation
Fund, Alberta Innovates, and FPInnovations, who are contributing a combined $1.35 million towards the RNG project.
Timothy Egan, president and CEO of the Canadian Gas Association, said the project will support the industry’s aspirational target of blending 10 per cent RNG in the Canadian natural gas distribution system by 2030.
Pierre Lapointe, president and CEO of FPInnovations, said he looks forward to RNG becoming a viable renewable energy source in the future. “This project demonstrates the importance of bringing together scientific expertise, industrial sector know-how and government support to solve the challenges of creating a clean tech economy,” he said.
“ATCO is excited to host and sponsor G4 in Edmonton. RNG is a largely untapped renewable resource that Canadians can use to heat and power their homes and businesses using a carbon-neutral fuel. ATCO is supportive of RNG as a technology and is hopeful that their support will help accelerate the adoption of RNG in Alberta and commercialization of the G4 technology,” said Dean Reeve, senior vice-president and general manager, gas distribution, for ATCO Pipelines & Liquids Global Business Unit. •
Heating Atlantic Canada
A look at Shaw Resources’ Shubenacadie operation
By Andrew Snook
ShawResources has been keeping Atlantic Canadians warm throughout harsh winters for more than 20 years. The Shubenacadie, N.S.-based company has been producing wood pellets for residential heating under its Eastern Embers brand since 1995.
Shaw Resources has an even longer history throughout the region. The company has been a fixture in the aggregates business supplying Atlantic Canada for more than 60 years. In fact, it was two employees on the aggregates side of the company who first brought attention to the potential for producing wood pellets for the residential and industrial markets to Shaw’s upper management. The two employees got the idea while vacationing in British Columbia where they observed wood pellet plants in operation.
“We’ve always been into tapping our employees for ideas,” says Rene Landry, director of wood pellet operations for Shaw Resources, adding that building a pellet plant back in 1995 wasn’t a walk in the park. “Building a plant back then was trial by error.”
The majority of the wood pellets produced at the Shubenacadie plant supply the company’s residential heating market with more than 90 per cent of pellets sold heading to homes across Nova Scotia, New Brunswick, P.E.I., and even a few in Newfoundland.
In addition to the residential pellet market, Shaw Resources also uses its wood fibre to produce animal bedding and industrial wood pellets.
“We’ve done some exporting to the U.S. and a little to Ireland,” Landry says. “We have more capacity here. We’re running at about 60 per cent today . . . we have about 50,000 tonnes of capacity.”
FIBRE SUPPLY
Ensuring there is always a plentiful

amount of fibre available when operating a wood pellet plant is a concern for all producers, but this is especially true when the plant is a standalone facility that is not being fed directly from an on-site wood processing facility.
At the Shubenacadie plant, the fibre supply comes from local sawmills the company has had long-standing relationships with, including Elmsdale Lumber in Elmsdale, N.S., Ledwidge Lumber in Enfield, N.S., and J.D. Irving’s sawmill in Truro, N.S.
“We’re using high quality infeed; we want to be known as having the best quality product,” Landry says, adding that local stove installers they work with will often recommend to their customers to use Eastern Embers wood pellets to keep their stoves running smoothly due to their high quality.
PELLET PROCESS
After fibre is loaded into the plant’s storage facility by walking floor trailers, it is mixed
via a Caterpiller 903K or Volvo 90E wheel loader with two parts sawdust and one part shavings and is loaded into a hammer mill; which breaks down the fibre mix further and sends it to an overhead belt where it is loaded into the main hopper to be fed into a triple-pass rotary drum dryer.
After going through the dryer, the fibre has about an eight per cent moisture level. It then travels along augers to dry wood silos where it is fed into the company’s three pellet mills that press the fibre into wood pellets. The pellets then move along a conveyor into the cooler.
“After the cooler they go up an elevator to a screener to take any small fibre out and are sent to bins to be packaged,” explains Rob Williams, production supervisor for Eastern Embers during Canadian Biomass’ recent tour of the plant.
After being packaged in 18.1 kg bags (40 lb.), the bagged pellets are sent via a conveyor through a metal detector to catch any bags that may have picked up small
Shaw Resources’ director of wood pellet operations Rene Landry shows off some of the high quality fibre at the Shubenacadie, N.S. plant alongside Rob Williams, production supervisor for Eastern Embers.

metal pieces. All the bags that successfully pass through the metal detector are then sent to a Mollers North America automated palletizer. The palletized wood pellets are then grabbed via forklifts and placed and trucks for transport.
“Any bags that contain metal get sent to the boiler for heating the building,” Williams explains, adding that the pellet plant installed an in-floor pellet-fuelled hydronic heating system back in 2003.
The plant also has six silos on site with 45 tons of capacity to handle any bulk pellet orders.
Although the plant still has many original parts from 20 years ago still functioning effectively today, the company does invest in the plant whenever needed. Two years ago the company installed a new Andritz pellet mill to increase capacity.
“I think they’re a world-class supplier,” Landry says. “They’ve been great to deal with.”
DUST SAFETY
To help manage the dust produced by the operation, the company installed an Agrovent dust collection system that sucks up dust at various stages of the production process. The staff also performs regular manual housecleaning practices to help control the dust during every 12-hour shift.
Any fines collected are sent to the fuel hopper for drying fibre and through a one-kilometre pipe that sends them to the company’s on-site aggregates operation where they are used as boiler fuel for its sand drying operation.

PEOPLE POWERED
Employee retention has been one of the secrets to the success of Shaw Resources’ wood pellet operation in Shubenacadie. There are currently 10 employees operating at the plant, with that number increasing to 21 employees when the plant is running at peak production. Many of those employees have a huge amount of knowledge when it comes to running the plant, since they have worked there since its inception.
“Some of the employees have been with us since Day 1,” Landry says. “You can’t replace that kind of experience.”
With an extremely knowledgeable and loyal staff and strong ties to the surrounding communities and its fibre suppliers, Shaw Resources’ Shubenacadie plant has positioned itself to continue standing strong and fuelling Atlantic Canadians’ wood pellet needs, while growing into international markets, well into the future.
INNOVATION
Beyond the operation, Shaw Resources works closely with retailers and appliance installers to keep up with the expectations of end-users.
“People have choices so we recognize the need to be engaged to maximize on opportunities,” says Lindsay Veinotte, product marketing strategist for Shaw Resources. “We also want to make sure people understand the benefits of wood pellet heat compared to other heating alternatives.”
Earlier this year, the company launched a new website for Eastern Embers and is building a presence on social media channels. They are planning to launch a new bag design in the upcoming heating season, coupled with a new 9.1-kg bag.
“The new bag reflects why people want to burn wood pellets – warmth,” Veinotte says. •

Rob Williams displays some of the Eastern Embers’ wood pellets during a recent tour of the 50,000-tonne capacity Shubenacadie, N.S. pellet plant.
Shaw Resources’ most recent investment in its pellet plant in Shubenacadie, N.S. was the installation of a new Andritz pellet mill to increase capacity.
Fuelling cars with wood pellets

SWill wood pellets become a preferred feedstock for lignocellulosic biofuels?
By Gord Murray, WPAC executive director
cientists, engineers and inventors are putting great effort towards developing advanced lignocellulosic biofuels in Canada. Some examples include cellulosic ethanol, biodiesel, and synthetic natural gas. It is interesting to consider how this might impact the wood pellet industry. Could lignocellulosic biofuels become so valuable that their production will use up all the forestry residues currently being used as raw material for wood pellets? Or, in addition to their use for heat and power, could wood pellets become a feedstock for lignocellulosic biofuels?
First-generation biofuels like ethanol and biodiesel are made from food crops. Ethanol is typically made from sugar cane, corn or wheat. The manufacturing processes are fairly straightforward. In the case of sugar cane, the cane is milled, the sugar juice is fermented and then distilled into ethanol. Making ethanol from corn
and wheat is only slightly more complicated. Corn and wheat are milled into starch, which is then liquefied and cooked with enzymes that convert the starch to sugar. Then the sugar is fermented and distilled into ethanol. Biodiesel is another first-generation biofuel. In Canada, biodiesel is typically made from canola; again, a food crop. Canola oil is converted to biodiesel by a process known as transesterification, which is the reaction of a triglyceride (fat/ oil) with an alcohol to form esters and glycerol.
There are serious disadvantages to first generation biofuels: only a small part of the plant is used to make fuel – i.e. the sugar, starch or oil – while the rest is wasted; using food crops to make fuels is controversial; the greenhouse gas savings are insufficient; and there isn’t enough arable land to produce a sufficient volume of first-generation biofuels to make a
meaningful impact on displacing fossil gasoline and diesel consumption. This is what has prompted the development of second generation or advanced biofuels. Advanced biofuels are produced using non-food feedstocks. The entire plant is used rather than just the sugars, starches, and oils. Advanced biofuels are typically more sustainable than first-generation biofuels and yield greater greenhouse gas benefits.
Lignocellulosic biofuels are one family of advanced biofuels. Lignocellulosic biofuels, as the name suggests, are made from lignin, cellulose, and hemicellulose. All plant matter contains lignin, cellulose and hemicellulose. Typical feedstock for lignocellulosic biofuels might include bagasse and straw from sugar cane production, corncobs and corn stover, grasses, fast-growing forest crops like willows and poplars, and forestry residues from logging and sawmill production.

The chemistry related to converting lignocellulosic feedstocks into biofuels is well understood. However, the engineering processes required to affect the conversions are still being developed and are not expected to be widely commercialized before 2020. Generally speaking, lignocellulosic biofuels are made using biochemical or thermochemical conversion processes. Biochemical conversion is used to make cellulosic ethanol. This process is much more difficult than the first-generation processes of converting starches and sugars. With lignocellulosic feedstocks, the plant cell walls are composed of complex polymers, which must undergo a first stage of acid hydrolysis, then separation of liquids and solids, and a second stage of acid hydrolysis before the fermentation and distillation of sugars into ethanol. This complexity will add significant cost over first generation ethanol production.
Thermochemical processes include pyrolysis and gasification. The main product of pyrolysis is bio-oil, which can be refined into transportation fuels and other
chemicals. Unfortunately, bio-oil is acidic, has high water content, and is unstable. Engineering processes to cope with these challenges and to purify bio-oil are still being developed. The main product of gasification is syngas, which can be refined into ammonia, methanol, synthetic natural gas, other chemical outputs, and even jet fuel. The processes to produce biofuels through gasification are also still under development. Thus, it is unlikely that second-generation biofuels will be widely deployed before 2030.
Wood pellets would be a highly desirable feedstock for lignocellulosic biofuels. Compared to other feedstock options, wood pellets are homogenous; they are low in ash, moisture, chlorine and nitrogen. They are widely available. They are easily transportable and a dependable wood pellet supply chain exists. If biofuel developers choose to use forestry residues rather than wood pellets as feedstock, then significant cost will be added to carry out much of the necessary pre-treatment that has already been accomplished though the wood pellet
production process.
However, lignocellulosic biofuels will ultimately have to compete for market share with first-generation biofuels, and indeed fossil fuels. While lignocellulosic biofuels will have superior GHG and sustainability credentials, they will still need to be reasonably cost competitive. Yet they will be more expensive to produce. This means that there will be enormous pressure to minimize feedstock costs, so wood pellets might prove to be too expensive. On the other hand, it is not likely that biofuels will be able to compete with wood pellets for access to forestry residues.
Presently, unlike the lignocellulosic biofuel industry, which does not yet exist, the wood pellet industry is profitable. About 30 million tonnes of wood pellets are consumed annually for heat and power around the world. Annual consumption is continuing to grow at a rate of about 15 per cent annual production. It seems unlikely that we will see lignocellulosic biofuels as competition for wood pellets in the foreseeable future. •

Golden returns
Bluenose Academy enjoying reliable returns from biomass heating system
By Andrew Snook
WhenBluenose Acade-
my, a Grade P-9 school in Lunenburg, N.S., was built seven years ago it was the greenest building in Atlantic Canada and achieved LEED Gold certification. One major factor that helped the three-storey building obtain its LEED Gold status was the decision to install a Viessmann Pyrot 540kW wood pellet-fuelled biomass hot water boiler as the school’s primary source of heat for fuelling the school’s hydronic heating system. Fast-forward to present day and that boiler is still offering golden returns to the school and its 500-plus students.
“It’s been reliable. This thing has run well,” says Adam George, mechanic responsible for the maintenance of the school’s biomass heating system, in addition to other biomass hot water boilers installed at schools across the South Shore Regional School Board.
Unlike many commercial and residential heating projects in Atlantic Canada where biomass systems are retrofitted into older buildings – often to displace heating oil – Bluenose Academy’s biomass hot water boiler system was put in place during the design-build phase of the school. “It allows for the optimum set up for the site outside and the boiler inside,” George says.
The wood pellets for the system are stored in a 25-ton silo and are supplied by local pellet producer Shaw Resources. The pellets are fed into the hot water boiler by augers that run automatically once the system is activated. After pellets are burned they are transferred via another auger into an ash can.
After heating the hot water boilers, the water is sent to a 1500USgal buffer tank where it is stored until needed. When additional heat is required the water is pumped out of the tank via pumps and is distributed through Uponor radiant heating loops, air handlers and entry heaters.


“The whole first level of the school has in-floor heating,” says Ken Harrington, sales manager for Thomas Industrial Sales
for Nova Scotia and Newfoundland, adding that the upper floors have radiant ceilings. “Even the air is heated by hydronics . . . and
Adam George is responsible for the maintenance of Bluenose Academy’s biomass heating system, in addition to other biomass hot water boilers installed at schools across the South Shore Regional School Board in Nova Scotia.
The entire system is controlled by a Viessmann master control that communicates via a local operating network control module to all the boilers and runs them when needed.
with the buffer tank there is never a shortage of hot water.”
A Viessmann Vitorond 200 oil/gas-fired hot water heating boiler was also installed during the design-build phase of the school to ensure the system had the necessary backup heating requirements in place.
“This allows for 100 per cent redundancy if the biomass boiler goes down,” explains Harrington. The oil-fired unit does not start up unless the biomass boiler system is down for routine maintenance.
The entire system is controlled by a Viessmann master control that communicates via a local operating network (LON) control module.
The biomass system burns about 3/4 of a ton of wood pellets per day, which costs the school about half of what it typically costs to heat a facility of its size with heating oil, Harrington says.
Although it took a little while for George to get accustomed to working on wood pellet-fuelled boiler systems – he was originally trained to work on oil-fired units – he says the system has been consistently running as smoothly as the day it was installed. George has not had to install any parts on the biomass boiler outside of routine maintenance.
“I’ve just bought a spare igniter and an O2 sensor, but I haven’t had to install them,” he says. “Nothing on the boiler has failed to date. It’s very good.”
WHW Architects was the principal architect that designed the Bluenose Academy design-build LEED Gold project. Dumac Energy Ltd. was the mechanical contractor that installed the mechanical systems and Bird Construction was lead contractor for the construction of the facility.
Additional green features throughout Bluenose Academy include solar air, solar thermal and solar PV technologies; a green roof to harvest rainwater; low-flow fixtures to reduce water consumption; and natural light for 75 per cent of the occupied space.
The academy won the Canadian Solar Thermal Project of the Year, which was awarded by the Canadian Solar Industries Association. (CanSIA) in 2012.
Mechanically the system was designed, installed and commissioned with little issue. This was the first modern biomass system in Nova Scotia in years. Many sets of eyes were following the project, with trepidation. If the province was going to do more biomass systems everyone knew the system had to be flawless. •



A Viessmann Pyrot 540kW wood pellet-fuelled biomass hot water boiler is the school’s primary source of heat for fuelling the school’s hydronic heating system.
When the Grade P-9 school in Lunenburg, N.S., was built seven years ago it was the greenest building in Atlantic Canada and achieved LEED Gold certification.


Quality matters
An overview of quality certifications for heating pellets
By Gordon Murray
Theglobal annual wood pellet trade is currently about 30 million tonnes and growing at about 15 per cent per year. About half of all wood pellets are sold in the industrial sector for power generation while the other half are sold in the heating sector for residential, commercial and institutional applications.
This is the first of two articles about wood pellet certification. In the industrial sector, pellet producers are concerned about sustainability certification. This is to demonstrate to our customers, and ultimately to governments, that pellets produced for power are produced sustainably. In the heating sector, quality certification is growing in importance as means of providing third party assurance to consumers that the pellets they are purchasing will provide optimal performance in stoves and boilers. This article is about wood pellet quality certification.
What is wood pellet quality certification? It is the provision by an independent third party – a certification body – that wood pellets bearing the certification trademark conform to specific quality standards. Quality certification is not needed in the industrial pellet sector because buyers and sellers routinely conduct laboratory tests of samples taken from each pellet shipment. In the heating sector, it would obviously be impractical to expect consumers to conduct their own laboratory tests. This is the reason that third-party quality certification was developed for the heating sector.
The Wood Pellet Association of Canada (WPAC) manages two pellet quality certification programs: ENplus and CANplus. ENplus certification began in 2010 and now accounts for about 80 per cent of pellets sold in the European heating sector. The European Pellet Council (EPC) governs the ENplus program and issues licenses to national pellet associations that manage the program in their own countries. WPAC is an EPC member and is the ENplus national licenser for Canada. CANplus certification is essentially identical to ENplus, with the only difference being that CANplus is governed in Canada by WPAC. Since CANplus is Canada’s national pellet quality certification program, it must be governed in Canada and not in Europe.
Quality certification benefits wood pellet producers in two ways:
1. Certification protects producers from bad actors in the market. By advocating that consumers use only certified pellets, it ensures that the pellets will perform properly in stoves and boilers and thus protect the reputation of wood pellets as a good quality fuel.
2. Certification provides market access. With ENplus certified pellets making up 80 per cent of the European heat sector,
buyers are now insisting that imported pellets be ENplus certified. In the United States, the Environmental Protection Agency has ruled that all new pellet stove warrantees must specify the use of certified pellets. Three certifications are accepted: PFI (managed by the U.S. Pellet Fuels Institute), ENplus, and CANplus. In Canada, some provincial governments – notably Ontario – have developed, or are developing new rules for wood heating requiring the use of CANplus certified wood pellets in pellet boilers.
There are three kinds of service providers involved in the certification process: inspection bodies, testing bodies, and certification bodies. The role of an inspection body is to inspect the pellet plant, trader, or service provider, to take pellet samples, to inspect the production process and raw materials, to ensure that proper documentation is in place, and to prepare a report for submission to a certification body. The role of a testing body (a.k.a. laboratory) is to analyze pellet samples to ensure that they meet required standards. The role of a certification body is to review the evidence provided by inspection and testing bodies so as to make a determination regarding certification. To be listed, all three bodies must hold appropriate ISO certifications as set out in the ENplus/CANplus

Third-party quality certification was developed for the heating sector to give assurance to consumers that the pellets they are purchasing will provide optimal performance in stoves and boilers.
handbooks and must submit an application for joint approval by the European Pellet Council and WPAC.
Control Union Canada Inc. administers the ENplus and CANplus certification programs in Canada on behalf of WPAC. WPAC has also appointed Control Union as the certification body for both programs. Program applicants are free to choose their own inspection and testing bodies. Anyone who qualifies for ENplus will also automatically qualify for CANplus at the same time and is eligible to use both quality seals.
The rules and procedures for ENplus/CANplus are set out in the program handbooks which can be freely downloaded by going to WPAC’s website at www.pellet.org and clicking on the CANplus tab in the top right corner. The handbooks set out the specifications for the A1, A2, and B quality classes. The ENplus/CANplus pellet specifications were originally based on European pellet standards, but since 2014, have been based on standards developed by the International Organization for Standardization, namely ISO 17225 Part 2, Graded wood pellets.
The procedure for a pellet producer to obtain ENplus/CANplus certification is straightforward. An applicant first visits the WPAC website to download an application form. The applicant must choose a listed inspection body for a site inspection, and may select a listed testing body for pellet analysis or may choose to include the laboratory services in the inspection contract. The pellet producer then sends the application to WPAC.
The next step is for the inspection body to conduct a site inspection, and then send a report to Control Union to be evaluated for certification. The applicant must also submit its desired bag design for approval by WPAC.
Certified pellet producers are required to instruct a listed inspection body to conduct an annual on-site inspection within plus or minus three months of the end of each year following the date of certification. Inspections must include:
• Taking pellets samples for analysis by a listed testing body;
• Examining operating equipment;
• Checking the quality management system, including documentation of operating procedures, quality policy and personnel qualifications;
• Verifying the origin of raw materials;
• Checking the greenhouse gas calculation;
• Reviewing the complaint management system;
• Verifying the fulfillment of reporting obligations to WPAC;
• Validating the self-inspections;
• Verifying production and sales figures; and
• Ensuring that only approved bag designs are being used.
Additionally, WPAC has the right to demand extraordinary inspections if it becomes concerned about consumer complaints regarding a certified producer.
There are also separate procedures for pellet traders and service providers to obtain ENplus/CANplus certification.
Each certified pellet producer is required to have a quality control manual documenting operating instructions, training records, and procedures for the handling of claims and complaints. There must be a designated quality manager who understands how operating processes affect pellet quality, and who has sufficient authority to implement measures to meet the requirements for

quality control and internal quality management documentation. The quality manager must participate in an external training course on pellet quality at least once a year. The quality manager must also ensure orderly documentation and evaluation of operating processes that affect wood pellet quality, and carry out annual quality training with all employees.
Each certified producer is required to carry out regular self-monitoring of bulk density, moisture content, mechanical durability, pellet length, and fines content.
There is a requirement for a complaints management system, including appointing a designated complaints manager – preferably the same person that serves as the quality manager. The complaints manager is responsible for registration, processing, documentation and monitoring of customer complaints including corrective and preventative actions, if necessary.
The ENplus quality certification program has been extraordinarily successful. Starting from zero in 2010, it has grown to more than six million tonnes of annual production in Europe and has become essential for North American companies wishing to export into the European pellet heat sector. There have been remarkably few consumer complaints regarding pellet quality. One of the negative by-products of success has been that many unscrupulous uncertified producers have tried to use the ENplus quality seal. This has resulted in the European Pellet Council having to devote substantial resources toward fraud management.
In Canada, pellet producers have been slow to embrace ENplus/ CANplus quality certification. This is mainly because most Canadian wood pellets are exported to the European industrial sector for power generation where quality certification is not used. However, as we continue to grow the Canadian and United States heating sectors, and strive to grow our share of the European heating sector, especially in Italy, it will become essential for Canadian pellet producers to embrace ENplus/CANplus quality certification. •
Gordon Murray is the executive director of the Wood Pellet Association of Canada.
About half of the global trade of wood pellets are sold in the industrial sector for power generation while the other half are sold in the heating sector for residential, commercial and institutional applications.
Wastewater revenues
Project aims to turn wastewater treatment facilities into revenue generators
By Maria Church
Researchers in Guelph, Ont., an hour’s drive west of Toronto, are hoping to mine the money out of sewage with a new technology that maximizes anaerobic digestion at wastewater treatment plants.
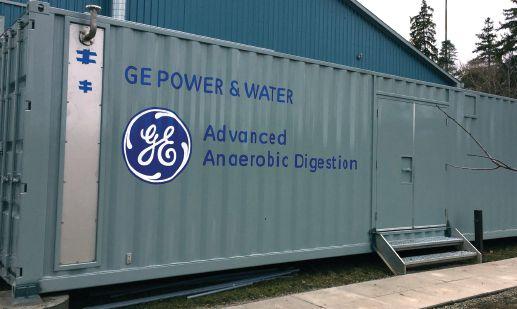
The project is led by GE Water and Process Technologies with partnership from universities and funding from the federal and provincial governments and the Southern Ontario Water Consortium (SOWC). On trial is a new technology that can triple biogas production from existing digesters at wastewater treatment plants and creates pathogen-free biosolids.
Michael Theodoulou, senior product manager of AD technology with GE Water and Process Technologies, says the technology will allow municipalities to not only produce and sell more biogas, but market their biosolids, thereby turning their wastewater treatment facilities into cash generators.
“There’s a much greater market value if biosolids are pathogen free so there is definitely an opportunity there for this technology to be marketed as a revenue-generating product,” Theodoulou says.
Testing of the new tech is happening at the SOWC wastewater pilot facility, which was built in partnership with the SOWC and the City of Guelph and is located adjacent to the municipal wastewater treatment plant.
“At that facility they have access to all streams of the wastewater plant, anything from raw sewage to primary sludge as well as secondary sludge, so it’s an ideal place to consolidate testing of new technologies,” Theodoulou says.
GLOBAL GOALS
GE’s stake in anaerobic digestion began in 2014 with the company’s acquisition of U.K. based-company Monsal Ltd. With that acquisition came an innovative solution to maximize the efficiency of anaerobic digesters that GE calls Biological Hydrolysis.
“The technology of biological hydrolysis had only ever been applied in the U.K. market. While it’s proven technology, there are challenges to applying that technology globally and meeting the stringent regulations that are applied in municipal wastewater treatment of sewage sludge,” Theodoulou says.
In late 2015 GE launched a development program to globalize the tech. In 2016 GE researchers conducted lab trials and studies to prove the project’s feasibility for the marketplace. And in January 2017 a full demonstration project was announced with researchers from the University of Guelph and McMaster University taking part at various stages.
“We needed to increase the size, scale and application of the

solution,” Theodoulou says. “The end goal is to maintain the benefit of biological hydrolysis that can triple the capacity of an existing anaerobic digestion system and combine that with producing a Class A biosolid at the end of the overall process.”
TECH SPECIFICS
Typical anaerobic digestion happens all in one tank: hydrolysis, acidogenesis, acetogenesis and finally methanogenesis. “When it comes to municipal wastewater treatment, putting everything one tank limits the rate of the process in which you can digest,
Ribbon cutting ceremony at the University of Guelph to open GE’s Advanced Anaerobic Digestion system using biological hydrolysis.
The pilot unit at the University of Guelph demonstrates how GE’s biological hydrolysis technology maximizes the efficiency of our advanced anaerobic digestion. Photos courtesy GE Water and Process Technologies.
recognizing that hydrolysis is the rate limiting step. It’s like taking a peel off an orange,” Theodoulou says.
GE’s biological hydrolysis takes the hydrolysis and acidification steps out of the tank and moves them up the process chain, allowing these steps to occur in optimal conditions. Once the sludge has passed through the biological hydrolysis stage, it enters the tank where it performs methanogenesis to create methane. Thus more biogas is produced per tank.
“It really is an enabling technology to put more sludge through the digester,” Theodoulou says.
The other goal of the project is to create pathogen-free biosolids, which requires subjecting the sludge to a particular temperature over time. “There are growing restrictions globally for biosolids that are not treated to the equivalent of Class A standards,” Theodoulou says.
“We are adjusting the biological hydrolysis process conditions so that not only do we get that acceleration of the digestion rate but also to make sure that all of the pathogens are nullified and the biosolids are free of those,” he says.
The technology is applied as a retrofit to existing anaerobic digesters. A six-tank reactor system is placed upstream of the digester tank in the process line, with a total retention time of two to three days.
At the pilot plant in Guelph GE researchers have applied the biological hydrolysis tech and are looking to cut the retention time of sludge in the test digester in half. “With the first results from our trials we’re showing that the efficiencies of the digesters at the wastewater plant could be increased twofold,” Theodoulou says.
An increase in biogas production could potentially lead to a waste treatment facility offsetting the energy it requires to run, ei ther by converting biogas to electricity and heat or upgrading it to renewable natural gas.
MEETING DEMAND
Beyond the revenue opportunities of increased biogas yields and the production of Class A biosolids, the biological hydrolysis tech nology also means municipalities will be able to handle population and industry growth without building new wastewater treatment infrastructure. As urban centres grow across Canada, the demand on existing wastewater treatment facilities will only increase.
“Based on our estimates, when you apply biological hydrolysis in comparison to building a new digestion infrastructure, you’re going to save over 40 per cent,” Theodoulou says.
Once GE’s technology is in place in a facility, the freed up tank space can then be used to co-digest other organic waste streams such as residential and industrial food waste that would otherwise go to a landfill.
UPSCALE
Theodoulou says he’s confident that once the biological hydroly sis technology is past the demonstration phase it will be ready for commercial application. That could be as early as next year.
“What I see is the biggest challenge of the scale up is finding an early adopter,” Theodoulou says. “For North America anyway, this is a new technology and we are going to be selling this into the municipal marketplace which is relatively conservative. Finding a wastewater plant that is willing to be that first full-scale installation

is the biggest challenge I see in terms of the rollout and showing its viability at full scale.”
By end of the year, he says, the research project at the demonstration plant will be completed to allow GE to take the technology to market.
It remains to be seen if a Canadian municipality will be first in line to turn their refuse into revenues. •





Glenn Vicevic, executive, product management of GE’s Water & Process Technologies, conducts tours of the GE advanced anaerobic digestion pilot for dignitaries at the grand opening event.
Chipping in Las Vegas

MORBARK
Morbark, LLC debuted the 3400XT Wood Hog horizontal grinder at this year’s CONEXPO-CON/AGG show. The new design is based on customer feedback and features a standard width of 8'4" (2.53 m), making it within the legal transport width in any country, no matter what engine is used. Like all of Morbark Wood Hog models, the 3400XT also is available with electric power. Other features include an infeed bed that is an additional 24 inches (60.96 cm) longer with sloped sides, standard a removable infeed chain return floor, and Morbark Integrated Control System – or MICS – the ultimate diagnostics tool and control system. www.morbark.com

PETERSON
Peterson showed off the 200th build of its 4710 model track-mounted horizontal grinder designed for high-volume producers. The show was also the debut of the mid-sized 4710D, completing Peterson’s
range of four D model horizontal grinders with Tier 4 engines options. The 4710D features Peterson’s Adaptive Control System, which controls all components of the feed system to optimize output. This system monitors the grinding load and automatically accelerates the feed system when the engine load is light, slows when the load is high, and reverses if the engine speed drops. Equipped with Peterson+, owners can access real-time and historical data of their machine’s performance and location.
www.petersoncorp.com

VERMEER
Vermeer introduced its new HG6800TX horizontal grinder at the show. The new model is designed for large-scale land-clearing contractors, featuring 950 hp (708 kW) in a 92,000 lb (41,730.5 kg) class. The new infeed on the HG6800TX was designed with low sidewalls to help the operator more easily load material into the machine. This feature allows larger loads to be dropped on the infeed with less interaction and manipulation of the material, so the operator can drop the load and focus on the next one. The HG6800TX includes Vermeer’s Series III duplex hard-faced drum with the ability to remove and flip or replace single hammers, as well as Vermeer’s SmartFeed and the Thrown Object Deflector (TOD). www.vermeercanada.com

ROTOCHOPPER
Rotochopper introduced a new 1,000 hp dual motor drive option for the B-66 E electric powered horizontal grinder at CONEXPO-CON/AGG. The dual motor drive is designed to reduce operating and maintenance costs compared to a single motor drive. Benefits of a dual motor drive over a single motor drive include lower start-up amperage surges and total cost of ownership. www.rotochopper.com

BANDIT
Bandit featured two models at the show, the Beast Model 3680XP and model 2460XP. The 3680XPwaste reduction machine is powerful enough and sized for most applications. Like any of The Beast horizontal grinders, the 3680XP cuts more than it grinds using the standard 30-tooth cuttermill, producing more material using less energy and fuel, thus delivering material at a lower cost per ton or yard. A wide array of tooth options are available that cut, split
or grind. The Model 2460XP is a compact, economical horizontal grinder for those looking to convert green waste, urban wood waste, saw mill residues, pallet waste, shingle waste, and more into valuable products. This compact machine has all the advantages of its larger brothers, but with slightly less capacity. The 2460XP is easy to tow without any permits. www.banditchippers.com
DIAMOND Z

Diamond Z brought its DZH 6000TKT track mounted horizontal grinder to the show, highlighting its high-capacity, low-maintenance features essential for any grinding application. The DZH 6000 series features a quick screen change of 20 minutes or less, horsepower options up to 1050 hp, and outstanding production capabilities ideal for difficult grinding jobs. The DZH 6000TKT has all the features and capabilities of the DZH 6000 with the added portability that comes with a track mounted machine, allowing operation just about anywhere. The DZH 6000TKT comes with complete transport system that easily and safely secures to the grinder so it is ready to be transported, avoiding expensive permitting fees.

Standard features include fluid coupling mill drive, reversing fan, radio remote control, tool box, engine cover, and super-screw belt lacing. www.diamondz.com
EDGE INNOVATE

The CONEXPO-CON/ AGG show allowed EDGE Innovate to feature its newest addition to its material classifier series, the MC1400. The new EDGE MC1400 provides operators the ability to extract impurities from highly contaminated material in just one pass. Utilizing controlled air as a separation medium, the MC1400 is the ideal solution for the cleaning of compost and biomass fractions with its ability to separate heavy and mid-weight fractions from lights. The MC1400 allows operators to separate commodities into four different fractions as standard; lights (plastic, paper, film) mid-weight (wood) and heavy fractions (aggregate, glass, etc.). Ferrous metal is extracted via the overband magnet found on the heavy fraction discharge conveyor with the option of attaching an additional magnet to the mid-weight conveyor. www.edgeinnovate.com


Growing and learning
Island Lake biomass research yields compelling early results
By Taylor Fredericks
It’sbeen almost six years since the Island Lake Biomass Harvest Experiment was established in the Martel Forest region near Chapleau, Ont., and though the project is still in its early stages, researchers have begun to share some surprising findings from their ambitious harvesting experiment.
The Island Lake site was established in 2011, with ongoing research expected to continue for years to come. It’s a collaborative project between Tembec Chapleau Operations and a wide array of local, provincial, and federal partners – including the Northeast Superior Forest Community (NSFC), the Northeast Superior Regional Chiefs’ Forum (NSRCF), Ontario Power Generation (OPG), FP Innovations, Canadian Institute of Forestry – Science-Extension-Education-Knowledge (CIF-SEEK), university researchers, Ontario Ministry of Natural Resources and Forestry (OMNRF) and Natural Resources Canada-Canadian Forest Service (NRCan-CFS).
The goal of the project is to determine what effects different levels of biomass harvesting intensity might have on boreal forest biodiversity, soil properties and stand productivity, and to provide a venue where interested stakeholders can learn more about intensive biomass harvesting.
Now, nearly six years on, they have begun to share some of their early findings with the public.
BIODIVERSITY IS KEY
One of the most important considerations going into the Island Lake experiment is what effects more intensive biomass harvesting practices might have on future forest growth and biodiversity, since forest harvesting residues provide valuable nutrients for growing trees, as well as a wide variety of habitats and food sources for organisms that call these forests home.

And while it will be some time before researchers can definitively say what effects more intensive harvesting has on stand growth, they have nonetheless managed to generate some interesting findings on the effects this kind of harvesting has on microbial communities, which are important indicators of the nutrient processing that goes on at the site.
In all, Tembec used four increasing levels of biomass removal when initially conducting a harvest of the site in the winter of 2010-2011:
1) stem-only jack pine sawlog harvest (leaving the crowns of harvested trees and all non-merchantable stems)
2) full-tree biomass harvest, removing the entire above-ground portion of all merchantable and non-merchantable trees
3) full-tree biomass harvest with stump removal
4) removal of all biomass including stumps, downed woody debris and the forest floor.
In addition, researchers have been studying three nearby “natural” forest conditions – a recently burned wildfire site, a mature fire-origin stand, and a 40-year-old second-growth forest – in an effort to compare results to reference conditions.
In terms of the harvested plots, research led by Professor Nathan Basiliko and graduate student Emily Smenderovac of Laurentian University found that, while any level of harvesting created changes in the microbial community, there were no observable differences between different levels of harvesting intensity in the first two years after harvest.
“There wasn’t any difference in terms of the intensity of harvest and its effect on the
The Island Lake Biomass Harvest Experiment is located in the Martel Forest region near Chapleau, Ont. Tembec used four increasing levels of harvesting, the last of which was removal of all biomass including stumps, downed woody debris and the forest floor.

microbial community,” explains Paul Hazlett, a forest soils scientist with the Great Lakes Forestry Centre (GLFC) (a NRCan-CFS research centre in Sault Ste. Marie, and a co-leader on Lake Island research activities).
“So whether we left a lot of the tree material on the site after harvesting – what we call a stem-only harvest – or we conducted a biomass harvest and removed all of the woody material to the roadside, we didn’t see any difference in the microbial community. It didn’t seem to matter how much material we removed.”
In contrast to the relative homogeny of the microbial communities observed in harvested plots, researchers found clear differences between the microbial community composition in harvested plots, the recently burned site and the uncut forest stands, indicating for this specific burned site that in the short-term harvesting has different effects than wildfire.
“The harvested sites were different from the uncut sites, and from the forest fire sites, as well,” Hazlett notes. “It is important for us to understand to what degree our harvesting practices emulate natural disturbances in these forests.”
An experiment led by Lisa Venier, a research scientist at GLFC focusing on the effect of the different harvest intensities on biodiversity in soil invertebrates yielded similar results.
“Another element that we looked at in the biodiversity realm was soil invertebrates, so beetles and spiders and other organisms that live in the forest floor. Similar to the microbial community, we did see some differences between the recently burned site and the harvested and uncut sites,” Hazlett says. “But again, the amount of biomass left on the site didn’t seem to be the important factor in terms of affecting these populations.


ANDRITZ is one of the world’s leading suppliers of technologies, systems, and services relating to equipment for the biomass pelleting industry We offer single machines for the production of solid and liquid biofuel and waste pellets. We have the ability to manufacture and supply each and every key processing machine in the pellet production line.
ANDRITZ Feed & Biofuel A/S Europe, Asia, and South America: andritz-fb@andritz.com USA and Canada: andritz-fb us@andritz com
www.andritz.com/ft
After almost six years of studies at the Island Lake site, researchers have begun to share some of their early findings with the public.

The goal of the project is the study the effects of different levels of biomass harvesting intensity on biodiversity, soil properties and stand productivity, and to provide a venue where interested stakeholders can learn more about intensive biomass harvesting.
Instead, it seems to be that the disturbance of the forest floor is important when it comes to the distribution of these organisms.”
THE WONDERS OF WOOD ASH
One other area of the Lake Island project that has produced compelling early results is in researchers’ experiments amending soil at the site with wood ash produced from Tembec’s wood-fired thermal electricity generating facility in nearby Chapleau. Though often seen as a waste byproduct in bioenergy production, wood ash is nutrient-rich, and has the potential to enrich soil and replace nutrients removed by biomass harvesting.
“There are several reasons why someone might do this on an operational basis,” Hazlett explains. “It’s not currently being done operationally in Canada, but it is done in Scandinavia. Wood ash is high in some important plant nutrients, which you can apply back on the site to augment what you’ve removed during a biomass harvest. Wood ash also has a high pH, which can help to restore soils that have been acidified due to acid rain.”
Due to its relatively high pH, researchers have been closely monitoring any potential effects that the use of wood ash might have on biodiversity. Professor Zoë Lindo and graduate student Paul George from Western University focused in particular on nematodes, microscopic roundworms that live in the soil and are
important to organic matter decomposition.
“One of the potential challenges with wood ash is the question of whether it harms site biodiversity,” Hazlett says. “You’re adding something quite different in terms of its nutrient levels, and it’s a bit caustic, because of its high pH. So far, though, what we’ve found is that there is no impact on the nematode populations.”
In addition to their work monitoring the effect that using wood ash as a soil additive might have on biodiversity, researchers have also been exploring the potential for trace metals contained in the ash to contaminate nearby water sources.
“One other thing we’ve been looking at is whether the trace metals concentrated in the wood ash – things like cadmium and chromium – might leach into the soil, and then into the surrounding groundwater and surface water. The good news at this point is that we’ve yet to see any high levels of trace metals in the soil water.”
With all their testing so far yielding positive results, Hazlett remains hopeful for a future where wood ash may be a matter of added value, rather than added cost.
“The reality is that most of the wood ash that comes from bioenergy boilers is actually landfilled” he says. “It’s an organic material with several different nutrients, and forest industry and bioenergy companies are paying to landfill this material that could actually be used as a forest soil amendment.” Hazlett and colleagues have
developed AshNet, a network investigating forest soil applications of wood ash in several different ecosystems across Canada.
TIME WILL TELL
While the Island Lake Biomass Harvest Experiment is still in its early stages, there is reason for optimism based on the research team’s preliminary findings. Even as their research to this point would seem to indicate that both intensive harvesting and using wood ash as a soil additive are both potentially valuable and sustainable practices, Hazlett cautions that it will take time, and scientific rigour, before stakeholders can know with certainty whether this is the case.
“One question that we’re asking is, if we test this again in five years, or seven years, will there be differences then that we couldn’t see immediately? Will the early results carry through the stages of development as the stand grows into a mature forest? Those are important questions.”
“The true evidence of a research project like this won’t be known until 20 or 30 years after, only because it takes that long for seedlings to grow into mature trees,” he explains. “That’s when we start to see some really important differences.”
For his part, Hazlett recognizes that, so long as their efforts are generating knowledge that will allow Ontario – and Canada – to assure the future viability and sustainability of its growing renewable energy sector, the results are worth the wait.
“When we started this, part of the idea with this project was to get ahead of the curve,” he says. “Intensive biomass harvesting isn’t something that’s done to a great degree in Canadian forests, but if we continue to move toward renewable forms of energy, then burning forest biomass is a great step in that direction. We wanted to do some of these more intensive removals, and find out what effects those kinds of removal might have on the Canadian forest landscape.”
“That’s been an important goal for us, and I think we’re moving in the right direction.” •
For more information on the Island Lake Biomass Harvest Experiment: cfs.nrcan.gc.ca/pubwarehouse/pdfs/35808.pdf cfs.nrcan.gc.ca/pubwarehouse/pdfs/37776.pdf
Find more information on AshNet at: cfs.nrcan.gc.ca/projects/140/1

ENHANCED HAND-FED DRUM CHIPPERS
Bandit Industries has reintroduced its extremely popular hand-fed drum chipper line with a new look, minor enhancements, and new model names that reflect the chipper’s rated chipping capacity. Now called Intimidator XP, the recast line of chippers are still the familiar machines that tens of thousands of professionals around the world work with everyday. The equipment enhancements stem from cumulative updates that have taken place over the last 12 months.
Some of the equipment enhancements across all Bandit hand-fed chippers include new gasoline and Tier 4 final diesel engine options, with fuel saver systems standard on Intimidator models using diesel power. www.banditchippers.com

BOILER HEATING SYSTEMS
Finnish company Biofire Oy manufactures and delivers reliable and durable fully automated biomass boiler heating systems and heating plants which are fuelled by renewable bioenergy made from solid biomass.
Biofire Oy is especially known for its reliable Palokärki burners. All products are designed for the clean and economical utilization of many types of solid biofuel. They have a good efficiency in burning, for example, wood chips, sod peat, pellets, and energy grain. The largest devices (500 kW+) are also suited for the burning of crushed recycled wood. The range includes heating plants, starting from the agricultural scale all the way to district heating plants. The power categories start from 60 kW and extend all
the way to 5 MW. Even over 10 MW heating plants can be equipped with Palokärki heating systems with four or six boilers. Biofire Oy has a valid EN 303-5 approval up to 500 kW plants. This approval is obligatory in EU markets starting from 2018. www.biofire.fi

AUTOMATED TENSIONER
Martin Engineering has introduced an automated pneumatic tensioning system for belt cleaners. The new offering delivers precise monitoring and tensioning throughout all stages of blade life, reducing the labour typically required to maintain optimum blade pressure and extending the service life of both the belt and the cleaner. Equipped with sensors to confirm that the belt is loaded and running, the system automatically backs the blade away during stoppages or when the conveyor is running empty, minimizing unnecessary wear to both the belt and cleaner. The result is consistently correct blade tension, with reduced power demand on start-up, all managed without operator intervention. The Automated Blade System (ABS) can

be supplied in two variations, for locations with or without an existing power source. Both of the system’s regulated outputs can be individually adjusted to the desired pressure to tension multiple cleaners. www.martin-eng.com

CONTROL MOISTURE CONTENT
Moisture content is a critical parameter for wood fuel biomass. It is vital to the correct operation of biomass boilers and for the assessment of a load of fuel. The MoistTech IR3000 has unique features for measuring moisture content of biomass such as the ability to monitor the product even with small gaps in product flow. The IR3000 is unaffected by ambient light without impacting the accuracy. The IR3000 is also ideal for installations on chain conveyors and screw conveyors. The sensor(s) can be located throughout the pellet process and can be directly connected to the users PLC or any laptop. Ethernet 4-20ma are included as well as our high-tech Windows operating software. www.moisttech.com

Pellet markets
Overview of North American production, consumption, and prices
By Keta Kosman / Madison’s Pellet Report
Heating wood pellet consumption for residential purposes in the U.S. takes place largely in the northeast, where pellets compete with other home heating fuels, as above. Heating wood pellets produced in the U.S. west and south are almost entirely for export (EU, Asia), while those produced in the northeast are consumed approximately 50/50 by residential users and for export. Of course American pellets produced in the west or south certainly find their way into the northeast retail market.
In the U.S. west and south, there is not a lot of demand for residential heating wood pellets; for the former because other heating fuels are much more inexpensive and for the latter because home heating is not a large consumer of energy.
Canadian heating wood pellets are almost entirely an export market, also to Asia and EU, with a little bit of demand coming for mostly industrial purposes in Alberta and southern Ontario. Some Canadian pellets are sold to retailers into the U.S., but the domestic U.S. wood pellet industry is largely self-sustaining and has no need to import from Canada.
According to a newly-released report from the U.S. Energy Information Administration (EIA), American manufacturers produced roughly 3 million metric tons and sold 2.8 million metric tons of wood pellets in the first half of 2016. Approximately 82 per cent of sales were utility pellets to export markets, and 85 per cent of that was to the U.K.’s Drax power plant. The remaining 18 per cent were sold to U.S. buyers for residential heating applications. Prices of competing winter-heating fuels were relatively low in early 2016 compared to those of densified biomass. Utility-grade pellets for use by electrical utilities accounted for more than 75 per cent of total pellet production in the U.S. Utility-pellets were almost entirely produced by the southern states, while eastern and western states produced most of those for residential-use. Western states accounted for less than half of residential heating pellet production than eastern states.
According to a newly-released report from the EIA, during the first half of 2016, U.S. manufacturers produced approximately 3.3 million tons of wood pellets and sold 3.1 million tons, mostly to foreign markets, according to data from EIA’s newly released Densified Biomass Fuel Report.
Wood pellet fuel, also known as densified biomass fuel, is used for electric power generation and for domestic heating needs. About 85 per cent of raw materials for biomass pellets come from wood waste streams such as logging residues, sawmill residues, and wood product manufacturing residue. Roundwood timber –generally logs harvested for industrial use – account for about 15 per cent of raw materials.
According the to U.S. Energy Information Administration’s
Winter Fuels Outlook released March 7, the number of households in the U.S. using cord wood or wood pellets as the primary residential space heating fuel has increased by 26 per cent since 2005, to about 2.5 million households in 2015. About eight per cent of households use wood as a secondary source of heat, making wood second only to electricity as a supplemental heating fuel.
About 20 per cent of homes in New England (1.1 million) used wood for space heating, water heating, or cooking in 2009, which is nearly twice the national rate.
Most of the fibre supply delivered to pellet and chipmills is harvested as small-diameter, tree-length logs classified as “pulpwood,” as well as the top stemwood portion (or “topwood”) of larger-diameter logs classified as “sawtimber.” Pulpwood and topwood are harvested most frequently at 151 million metric tons, while sawtimber is harvested at 115 million metric tons, says Forest2Market in its US South Biomass Feedstock Supply for Asian Biopower Producers published March 1.
The Asian market is maturing towards long-term supply contract structure of industrial wood pellets, and can be cost-competitively supplied from the southeastern U.S., said Enviva Partners in their Business Overview published February 27. In Japan, nearly 3.2 GW of biomass-red capacity, implying demand of more than 10 million MTPY of biomass, have been approved through the feed-in tariff program, of which approximately 500 MWs are commissioned. The Japanese government has set a target of 6.0 – 7.5 GWs of biomass-fired capacity by 2030.
Primary energy consumption in the U.S. in 2016 totalled 97.4 quadrillion British thermal units (Btu), a slight increase from the 2015 level, said a U.S. EIA’s news release. Consumption of coal decreased by nine per cent, nearly offsetting increases in the consumption of renewables, petroleum, natural gas, and nuclear fuel. U.S. primary energy production, meanwhile, totalled 84.1 quadrillion British thermal units (Btu) in 2016, falling four per cent from the 2015 level, the first annual decline in U.S. energy production since 2009, according to EIA March 31. The decline in production coincided with an increase in both total energy imports and exports. •
As publisher of the weekly lumber industry newsletter Madison’s Lumber Reporter, Keta Kosman covers breaking news for the softwood lumber market. Madison’s has been providing quality news and price information about Canadian softwood lumber products since 1952. For over 60 years, they’ve built a reputation as an independent, opinionated, always right-on source of market news. In 2017 Madison’s launched a brand-new product, the monthly Heating Wood Pellet Report. Learn more and sign up at www.madisonsreport.com/madisons-wood-pellet-report

Material handling
Focus on small wheel loaders, walking floors and bagging lines Staff report

Doosan DL200-5 wheel loaders are designed with a hydrostatic drive system, offering several advantages over a torque converter system. DL200-5 wheel loaders provide improved fuel efficiency because of higher performance at lower engine rpms; enhance machine positional control to increase productivity; and reduce wear on the brakes as dynamic braking automatically slows the wheel loader. The 142-net-horsepower DL200-5 wheel loader is built with a standard Z-bar lift-arm linkage system and has a 2.6-cubic-yard bucket capacity. DL200-5 wheel loader operators can select between three power modes to best match project tasks and minimize fuel consumption. www.doosanequipment.com

PREMIER TECH CHRONOS
The Premier Tech Chronos’ FFS Series Horizontal Form Fill and Seal (FFS) Bagging Machines are fully automatic systems which make their own bags from rolls of pre-printed, center-folded polyethylene film (U film). They are intended to package a wide range of loose fill materials. These form fill and seal baggers can be integrated upstream from either a weighing or a vol-
umetric feeding system, and downstream from conveying and palletizing systems. FFS systems allow you to greatly reduce your packaging material costs while offering you great performance and unrivalled reliability.
www.ptchronos.com/en-ca

CREATIVE PACKAGING INC.
Creative Packaging Inc.’s works with the North American wood pellet industry to supply numerous companies with a variety automatic packaging systems.
The Italian-made B&C Automatic Machinery Model CV4080 vertical formfill-seal, equipped with overhead, dual electronic weighing units, and utilizing printed poly film on a roll, affords over 1,200 (40-pound) bags/hour, and can be equipped with an auxiliary super sack (1,000-2,000-pound) pellet filling feature. Discharging filled bags from the VFF&S into an automatic, low-level palletizer and in-line pallet wrapper, or pallet-load stretch hooder, the system only requires a fork-lift operator. fschumpert@yahoo.com

AIROFLEX
Airoflex Equipment has engineered and designed truck dumpers and receiving hoppers for over 70 years. Airoflex truck dumpers/tippers and hoppers have a proven performance to ensure a productive facility. Airoflex truck dumpers can unload many materials, such as biomass and wood chips, with a raise time of approximately three minutes. Combined with an above-grade hopper or an over-the-wall material chute, an extended arm dumper is easy to maintain and provides years of trouble free operation. After-the-sale customer service is our commitment, with start-up and commissioning, a large inventory of spare parts, cylinder repair, and a cylinder exchange program. www.airoflex.com

KEITH MANUFACTURING
Automate receiving, storing and metering fuel materials with a Keith Walking Floor live-bottom bin. Bins are outfitted with a walking floor conveying system, providing a cost effective, low maintenance solution
DOOSAN
to fuel receiving/handling requirements.
Drive-on bins are available to store and meter bulk fuel and allow a trailer to unload directly onto the conveying system. They can be designed to meet site requirements and are capable of providing a true first-in/first-out material rotation.
Bins are engineered to nearly any size requirements and configuration. The walking floor system serves as the flooring of the bin and is a self-unloading system. www.keithwalkingfloor.com
BRUKS

The Bruks Circular Blending Bed Stacker Reclaimer (CBBSR) provides a reliable, automated solution designed for even aged pile management in a variety of environments. This machine features a fully blended reclaim profile to minimize fluctuations in material quality. Operating independently and automatically by continuously stacking materials on a 360-degree circular pile, and reclaiming under the control of the downstream process operator, this modern wonder of engineering offers superior handling and storage control in a compact arrangement. The machine features a small footprint and is scalable from small (less than 1 million CF)

to very large overall storage capacities (10 million CF+) to appeal to a wide range of applications. The CBBSR, protects material quality and uniformity with its unique ‘first in, first out’ system. Stacking occurs independently of reclaiming, and both can operate both intermittently or continuously.
www.bruks.com
JOHN DEERE

For tough material-handling applications, the John Deere 524K-II, 544K-II and 624K-II utility wheel loaders were designed to meet the needs of today’s biomass professionals. Each wheel loader is compatible with industry-leading utility buckets and are well suited for light, high-volume materials. An improved fuel economy of up to 10 per cent cuts daily operating costs, increasing productivity and decreasing machine downtime. The John Deere diesel engine delivers impressive torque to help sustain stable boom and bucket speed. Additionally, the exclusive John Deere QuadCool system provides best-in-class cooling by minimizing material buildup and cooling system plugging typically experienced in many biomass applications.
www.deere.ca


Building biochemical valley
Canada can be a global leader in green and sustainable chemistry


For over 70 years the petrochemical industry drove significant global growth and expanded the chemistry industry. But control of greenhouse gas is creating transformation and development of a hybrid chemistry industry, setting a new global standard for the 21st century. This shift puts Canada in a unique position to become a global leader in the world of chemistry. We have the resources to create a sustainable hybrid chemistry industry. The resources are agriculture, forestry and
By Julia Struyf, marketing and communications co-ordinator for Bioindustrial Innovation Canada, and A.J. (Sandy) Marshall, the executive director of Bioindustrial Innovation Canada.
Sarnia-Lambton is becoming a site location for the bio-based chemical industry and green energy (solar) industry. Sarnia is known for playing to its strengths and is characterized as a leader in the bioeconomy.
The hybrid chemistry cluster in Sarnia-Lambton is emerging anchored by BioAmber and is now building out the first cellulosic glucose sugar supply chain in the world.
waste materials. The knowledge is within Canada’s universities and industries, or other areas of the globe that need our natural resources.
In Sarnia, Ont., a true hybrid cluster has developed in the areas of green and sustainable chemistry, based on fostering partnerships and on having all the right individuals come together within industry, colleges, universities and governments to help support the cluster.
The cluster is not only providing support to Sarnia’s major chemical and refining industries, it is also critical to new industrial bio-sector built in Sarnia-Lambton.
Bioindustrial Innovation Canada (BIC) has been a key organization in getting the Sarnia cluster established. BIC’s focus is to help Ontario and Canada become a globally recognized leader in taking sustainable feedstock, such as agricultural and forestry by-products and wastes, and turning these renewable resources into energy and value-added chemicals for use in applications ranging from construction to automotive parts. BIC in collaboration with partners such as the Sarnia Lambton Economic Partnership, Lambton College Applied Research Centres and the Western Sarnia-Lambton Research Park is aiming to position Sarnia-Lambton region as a world-scale Bio Hybrid and Chemistry Cluster.
The cluster vision has attracted many bio-based SMEs (Small and Medium Enterprises) and large industry to Sarnia-Lambton for their pilot-scale and full-scale operations projects including BioAmber, Suncor Ethanol, Comet Biorefining, Woodland Biofuels, GreenCore Composites and KmX Corporation. Sarnia-Lambton is succeeding in integrating green and sustainable chemistry with its traditional petroleum industries and consequently attracting investment and creating jobs.
Many of these bio companies rely on local SMEs for manufacturing, engineering and environmental services. At BIC we have expanded our current business model to provide a new way of funding for SME’s. The Centre for Commercialization of Sustainable Chemistry Innovation (COMM SCI), acts as a hub for commercialization of sustainable chemistry and bio-based innovation, providing business and technical support to participating SMEs. COMM SCI was established with support from the Federal Economic Development Agency of Southern Ontario’s Investing in Regional Diversification initiative and the Province of Ontario’s Ministry of Research, Innovation and Science. COMM SCI along with BIC’s Sustainable Chemistry Alliance Investment Fund invests in sustainable technology startups, which are key to our strategy and to building the Ontario bioeconomy.
BIC has proven that it can create jobs and economic value sustainably for Canada. BIC has created thousands of jobs, leveraged over $150 million in investments for its 16 early stage companies and contributed to the transition towards a low carbon economy.
The hybrid chemistry cluster in Sarnia-Lambton is emerging anchored by BioAmber and is now building out the first cellulosic glucose sugar supply chain in the world. BIC has played an important role in establishing this cluster.
For more information please visit www. bincanada.ca. •
























PLANNING YOUR NEXT PROJECT?
Bliss Industries has the experience combined with 21st century technologies for your size-reduction or pelleting needs. Call today!
Bliss Industries, LLC is a leading manufacturer of pelleting, cooling and size reduction equipment. Founded in 1981, Bliss Industries maintains a reputation of manufacturing the most efficient, reliable and well-built equipment in the industry.




Developed from a design concept proven worldwide, the range of Pioneer Pellet Mills continues to expand. Overall reliability, maximum efficiency, ease of operation and maintenance combine to provide lower operating costs to each owner. With the ability to provide a wide range of die sizes, die speeds and drive power, Bliss can more than meet your requirements for high quality at a reasonable cost.
Proudly Manufactured in the USA



Bliss Industries, LLC P.O. Box 910 • Ponca City, Oklahoma U.S.A. 74602
Phone (580) 765-7787 • Fax (580) 762-0111
Internet: http://www.bliss-industries.com
E-mail: sales@bliss-industries.com