


Index Energy power gen facility is focusing on continual improvement



Index Energy power gen facility is focusing on continual improvement


chain ready?

How
does bioenergy fit into Ottawa’s plan to reduce diesel reliance?
n February the federal government announced a new program that will fund renewable energy projects in diesel-reliant communities. The program, called Clean Energy for Rural and Remote Communities, will dole out $220 million over six years for projects that support clean technology or develop local capacity in one of Canada’s 200 communities or industrial sites that rely on shipments of diesel fuel for power and heat.
I first heard in January that this program was coming down the pipeline. Natural Resources Canada (NRCan) released a video in advance of the official announcement and after watching it I was confused. The video explains the problems with diesel power generation — transportation challenges, aging infrastructure, pollution — and mentions both wind and solar as solutions, but fails to mention bioenergy. Was the program going to exclude biomass as a renewable energy alternative to fossil fuels?
Wood is already a common home heating source in many rural, forested communities. But there is a lot more that can be done to increase the efficiency of older systems and to develop local biomass supply chains.
When Natural Resources Minister Jim Carr officially announced the program details on Feb. 16, it became clear NRCan recognizes bioenergy is an important part of the solution to transitioning away from diesel. The program is divided into two tracks:
• BioHeat, Demonstration & Deployment Program Streams
• Capacity Building Stream
Within the first tract proposals are being
accepted for projects under three categories: Heat production from biomass, demonstration of innovate technologies to reduce diesel use, and electricity production from hydro, wind, solar, geothermal, and bioenergy. This program is wonderful news for the Canadian bioeconomy, and industry is already reacting. “I think this program is a huge game changer and will have a significant impact in terms of moving biomass heating forward. The funding program validates bioenergy as a viable renewable energy option,” Fink Machine’s David Dubois said in an email. “Biomass as a fuel source tends to be local and this aligns with many communities’ goals to have energy independence.”
Dan Adamson with Radloff Engineering was integral in the development and implementation of a wood gasification biomass project at Kwadacha First Nation in northern B.C. (read feature article in January/February issue). He says the program is good news for funding feasibility and design work, but cautions the funding of new and highly innovative systems. “There is a need for proven technology in remote areas,” he says.
Adamson suggests that companies looking to sell their systems into remote communities need to ensure their equipment is robust, easy to maintain and repair, that parts are reasonably accessible, and that operators don’t need specialized tickets.
Proposals for the program are being accepted until May 17. •

Volume 18 No. 2
Editor - Maria Church (226) 931-1396 mchurch@annexweb.com
Associate Editor - Tamar Atik (416) 510-5211 tatik@annexbusinessmedia.com
Contributors - Gordon Murray, Mike Delegato, Frank H. Hedlund and Jeffrey C. Nichols, Marcin Lewandowski, Guillaume Roy, Maryam Mahmoudkhani and Pattabhi Raman Narayanan, and Marie-Hélène Labrie.
Editorial Director/Group Publisher - Scott Jamieson (519) 429-3966 ext 244 sjamieson@annexbusinessmedia.com
Account Coordinator - Stephanie DeFields Ph: (519) 429-5196 sdefields@annexweb.com
National Sales Manager - Ross Anderson Ph: (519) 429-5188 Fax: (519) 429-3094 randerson@annexweb.com
Quebec Sales - Josée Crevier Ph: (514) 425-0025 Fax: (514) 425-0068 jcrevier@annexweb.com
Western Sales Manager - Tim Shaddick tootall1@shaw.ca Ph: (604) 264-1158 Fax: (604) 264-1367
Media Designer - Curtis Martin
Circulation Manager - Beata Olechnowicz bolechnowicz@annexbusinessmedia.com Ph: (416) 442-5600 ext. 3543
COO - Ted Markle tmarkle@annexbusinessmedia.com
President/CEO Mike Fredericks
Canadian Biomass is published six times a year: February, April, June, August, October, and December. Published and printed by Annex Business Media.
Publication Mail Agreement # 40065710
Printed in Canada ISSN 2290-3097
Subscription Rates: Canada - 1 Yr $56.00; 2 Yr $100.00 Single Copy - $9.00 (Canadian prices do not include applicable taxes) USA – 1 Yr $91.60 US; Foreign – 1 Yr $104.00 US
CIRCULATION mchana@annexbusinessmedia.com Tel: (416) 510-5109 Fax: (416) 510-6875 or (416) 442-2191 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Annex Privacy Officer Privacy@annexbusinessmedia.com Tel: 800-668-2374
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above. No part of the editorial content of this publication may be reprinted without the publisher’s written permission ©2018 Annex Business Media, All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or publisher. No liability is assumed for errors or omissions.
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
www.canadianbiomassmagazine.ca

An all-star line-up of thought-leaders and insiders from the bioeconomy in North America and Europe will be on hand June 6-8 as industry professionals, elected officials, First Nations and corporate leaders meet in Prince George, B.C., for the largest conference of its kind in Canada.
George Heyman, B.C.’s new minister of environment and climate change strategy, will provide a keynote address at the Canadian Bioeconomy Conference and Exhibition, outlining the B.C. NDP government’s climate commitment and the opportunities he sees in the new bioeconomy.
“The B.C. government is seeking new and innovative ways to build a sustainable economy while at the same time developing a comprehensive climate change strategy,” said Sandy Ferguson, conference chair and vice-president of corporate development for
Conifex Timber. “Biomass is a key feedstock for renewable energy, fuels and chemicals. So it’s an opportune time to have Minister Heyman bring his vision for the role of value-added biomass in the growing clean economy.”
In addition to Heyman, a number of industry leaders and elected officials will take the stage at Bioeconomy 2018:
• Perry Toms – CEO, Steeper Energy (Denmark/Canada)
• Benedict McAleenan –Head, Biomass UK (United Kingdom)
• Joel Stone – President, Convergince Advisers (USA)
• Seth Walker – Senior Bioenergy Economist, FutureMetrics (USA)
• Anna Tenje – Mayor, Vaxjo, Sweden (Sweden)
• Donny Van Somer – Chief, Kwadacha First Nation (Canada)
• Lyn Hall – Mayor, Prince

George, B.C. (Canada)
• Mike Morris – MLA, Prince George-Mackenzie (Canada)
• Gordon Murray – Executive Director, Wood Pellet Association of Canada (Canada)
• Derek Nighbor – CEO, Forest Products Association of Canada (Canada) And more to come.
“The Canadian Bioeconomy Conference and Exhibition will build on the success of its predecessor, the International
A consortium of companies comprising Air Liquide, AkzoNobel Specialty Chemicals, Enerkem and the Port of Rotterdam has signed a project development agreement covering initial investments in an advanced waste-to-chemistry facility in Rotterdam. The facility will be the first of its kind in Europe to provide a sustainable alternative solution for non-recyclable wastes, converting waste plastics and other mixed wastes into new raw materials.
The facility will convert up to 360,000 tons of waste into 220,000 tons (270 million litres) of ‘green’ methanol. As an equivalent, this represents the total

annual waste of more than 700,000 households and represents a CO2 emission savings of about 300,000 tonnes.
The facility will use Enerkem’s proprietary technology, and will convert
Bioenergy Conference,” said Ferguson. “We’ll continue to bring expertise from around the globe to share knowledge and best practices with Canadian industry members, and to demonstrate Prince George’s and Northern B.C.’s leadership role in the Canadian bioeconomy.”
The 8th Canadian Bioeconomy Conference and Exhibition will take place in Prince George June 6-8, 2018. Register at www.bioeconomyconference.com
non-recyclable mixed waste, including plastics, into syngas and then into clean methanol for use in the chemical industry and for the transportation sector. Today, methanol is generally produced from natural gas or coal. The plant will have two production lines, or twice the input capacity of Enerkem’s commercial-scale plant in Edmonton. It will benefit from the state-of-the-art infrastructure available within the Port of Rotterdam, as well as synergies with Air Liquide (large industries) for supplying the required oxygen and together with AkzoNobel, the raw material hydrogen. AkzoNobel also acts as a customer for the methanol.
Saint-Michel-des-Saints will soon be home to Quebec’s largest pellet mill. After more than four years of development, La Granaudière will break ground in July with production expected to begin next year, Canadian Biomass has learned.
The mill will have an annual
capacity of 200,000 metric tonnes and all production will be exported to Europe via the Saint Lawrence River. La Granaudière has secured a long term off-take agreement for its production with multinational utility ENGIE.
The plant’s shareholders include Atikamekw First Nation
The federal government is looking to fund projects that will reduce reliance on diesel fuel in rural and remote communities, most of which are Indigenous.
Minister of Natural Resources Jim Carr launched a call for proposals today in Winnipeg for the Clean Energy for Rural and Remote Communities Program. The program will provide approximately $220 million in funding.
“We are pleased to work together with the provinces and territories on these initiatives to promote cleaner, more reliable energy supply in rural and remote communities, reduce greenhouse gas emissions in Canada’s North and create new opportunities for social and economic development in these communities. Our government’s green infrastructure funding will also help to ensure that Canada is a global leader in the transition to a greener economy,” Carr said in a news release.
The announcement is part of the government’s plan to provide $21.9 billion over 11 years to support green infrastructure, drive clean growth and combat climate change, according to the release.
“Reducing reliance on diesel in First Nation communities is a shared priority among Indigenous peoples, the Government of Canada and provincial and territorial governments. I am pleased this new funding will be accessible to remote First Nation communities to support them in finding more sustainable renewable energy solutions,” Minister of Indigenous Services Jane Philpott said in the release.
(Atikamekw from Manawan) and ENGIE. Investissement Québec is backing the project with long-term loans, and the Ministry of Forests has guaranteed access to public forest resources in Quebec.
The first shipment of 40,000 tonnes is expected to be sent by end of 2019.
The City of Yellowknife is the 2018 winner in the energy category of the Federation of Canadian Municipalities’ (FCM) Sustainable Communities Award.
Yellowknife’s Biomass District Energy System is fuelled by wood pellets and is expected to cut GHG emissions by 829 tonnes a year in addition to saving the city between $140,000 and $160,000 annually.
The district energy system is shared by five municipal buildings in the community that were previously fuelled by approximately 367,000 litres of heating oil a year — heating oil was what the city previously relied on.
“Yellowknife’s district energy system is an inspiration to other northern communities looking for viable alternative energy sources,” the FCM stated. “In fact, neighbouring building owners have already approached the city to discuss the benefits and challenges of implementing similar systems.”
More than 70 per cent of Yellowknife’s energy consumption is used for heating homes and buildings, which is known to be costly in Northern Canada.
“The project will support a local wood pellet plant that is currently being developed, which will bring economic benefits to the region once it is up and running,” the FCM stated.
The district energy system is expected to begin operating in March 2018.
Quebec pellet producer Industries P.W.I. is one of six businesses in the Montérégie region awarded funding by the Government of Canada through Canada Economic Development for Quebec Regions (CED).
Industries P.W.I. (PWI) is receiving a repayable contribution of $400,000 towards building a new warehouse and a new production facility and associated equipment. The $3.5-million project will increase the company’s production capacity and maximize its market opportunities.
The funding is doled out through CED’s Quebec Economic Development Program, and will go towards the purchase and installation of production equipment, including laboratory equipment, automated packaging tools and two separate production lines.
Based in Saint-Hyacinthe, Que., PWI processes wood fibres to make high-quality biomass products, including sawdust and woodflour of various grades, wood chips, green firelogs, wood pellets and Logik-ê fire starters.

By Gord Murray, WPAC executive director
he Wood Pellet Association of Canada and our members are committed to making consistent, measurable progress on safety performance. We believe that all injuries and occupational illnesses are preventable, and are committed to a goal of zero for all of them.
WPAC’s Safety Committee has completed its 2018 Work Plan. As in past years, we are publishing the Work Plan as a means of being held publicly accountable for our performance. The Safety Committee’s current year focus areas include:
• Process safety management: Delivering two PSM training workshops.
• Silo fires: Developing risk assessment tools and holding a training workshop.
• Plant operator training and use of alarms: Developing a training program and operator assessment procedure.
• Combustible dust management in raw material storage areas: Developing best practices documents and holding a refresher workshop.
• Combustible gas and confined space entry: Developing best practices documents and holding a training workshop.
• Annual plant safety drills: Identifying and holding key safety drills.
• Safety forum: Planning and holding a multi-sector safety forum in Prince George in June.
• Incident reporting: Continuing to record incident data and near misses and analyzing such data to identify and correct trends.
• Communications: Holding monthly safety committee meetings to monitor progress on the 2018 Work Plan. Meeting regularly with government safety regulators. Beginning a safety collaboration with the European Pellet Council.
The Safety Committee’s practice is to hold a one-hour conference call on the second Wednesday of each month. The agenda for each call includes: (1) reviewing progress by committee members on action items agreed to on the previous conference call, (2) bringing forward new tasks from the annual work plan, (3) reviewing any incidents which may have occurred since the

previous call, and (4) one committee member sharing a safety tip from that member’s own operations. Committee members are disciplined about following the agenda and there is no time wasted. Each call ends in precisely one hour.
Safety Committee members include:
• Scott Bax, Pinnacle Renewable Energy (Chair)
• Gordon Murray, WPAC (Secretary)
• John Arsenault, QWEB
• Sheldon Wheeler, Canfor
• Kevin Erikson, Caribou Biomass
• Matthew Franks, Canfor
• Corey Gardiner, Aon Reed Stenhouse
• Brian Letkemann, Tolko Industries
• Darren Marutt, Pacific BioEnergy
• Staffan Melin, WPAC
• Dustin Meierhofer, BCFSC
• Steve Mueller, Pinnacle Renewable Energy
• Christine Paradis, Foothills Forest Products
• Travis Peterson, Canfor
• Darrell Robinson, Shaw Resources
• James Snow, Nechako/Premium Pellet
• John Stirling, Princeton Standard Pellet Corporation
• John Swaan, FutureMetrics
SAFETY FORUM AGENDA
9:30 a.m. Coffee and networking
10:00 a.m.
Welcoming remarks and recap of 2017 safety progress
• Robert Tarˇ on, Tolko Industries
c
• Sheldon Wheeler, Canfor
• Troy Withey, West Fraser
New members are always welcome and there is no cost to participate.
WPAC’s Safety Committee is planning to hold a multi-sector safety forum in Prince George on June 6, 2018 as part of the Canadian Bioeconomy Conference & Exhibition.
We welcome participation from all forest manufacturing sectors: lumber, pulp and paper, plywood, OSB, and pellets.
For more information, contact WPAC’s executive director, Gordon Murray, by telephone at (250) 837-8821 or email at gord@pellet.org. A copy of the 2018 Safety Work report is available at www.pellet.org under the publications tab. •
10:15 a.m. WorkSafeBC’s feedback on 2017 and advice for 2018
10:30 a.m. Safety culture improvement system
11:15 a.m. Coffee and networking
11:30 a.m. WorkSafeBC: implementing Process Safety Management in BC
12:30 a.m. Networking lunch
1:00 p.m. Keynote: Principles of safety risk assessment
2:00 p.m. Communication with different generations of workers
2:30 p.m. Coffee and networking
2:45 p.m. Combustible dust refresher training
4:00 p.m. Closing remarks




QUALITY WORLDWIDE — For decades, KAHL pelleting plants with a capacity of 8 – 10 t/h per mill have been applied successfully for compacting organic products of different particle sizes, moisture contents and bulk densities.
GA 30076 · USA · 001-770-521-1021
sales@amanduskahlusa.com · akahl.us
001-905-778-0073 · rbmacarthur@sympatico.ca
An Ontario power generation facility is focusing on continual improvement to provide clean energy and district heating to its surrounding community
By Tamar Atik
IndexEnergy is on a mission to encourage diversion from landfills, clean energy use and provide district heating for the Town of Ajax, Ont., just east of Toronto.
The parent company, Index International Group, is headquartered in Stockholm, Sweden and Jupiter, Fla., but Index Energy is the company’s power generation facility in Ajax, where president Derek Blais and supply chain manager Daniel Rainbow tell Canadian Biomass the full story.
Approximately 95 per cent of Index Energy’s biomass supply comes from within 50 minutes of the facility, within the Greater Toronto Area (GTA), with the remainder coming from other parts of southern Ontario. The biomass is chipped wood primarily from the GTA’s construction and demolition sectors. Index Energy is looking to consume 158,000 tonnes of that biomass this year, but that’s only one component of the optimization plan which was developed in August 2017 with a transition to new management, including Blais, Rainbow, plant manager Mark Seely and retired Florida Power and Light Asset transition manager Joe Aletto.
“We built an optimization plan which basically looked at all the pinpointed struggles from the original construction and how we would overcome those hurdles to meet production targets,” Blais says.
The change in management also led to bringing in a team with a more specialized power generation background. There are currently 31 employees on-site, mostly composed of operating engineers and maintenance staff.
The Ontario Feed-in Tariff (FIT) contract, which was put in place in June 2015 (and will expire in May 2034), marked the beginning of an opportunity for Index, Blais says. He explains that the facility has struggled to meet production targets because the site, which was originally built as the Ajax Steam Plant in 1941, was not optimally designed in reconstruction. Interesting to note, the original plant provided steam to the Defense Industries Limited shell filling plant during the Second World War and continued providing steam to the community until the 1950s when the steam lines started being moved underground. This eventually led to Index Energy’s current redevelopment of the plant into a district



energy facility in 2007. Index Energy’s FIT contract is for up to 17.8 MWh, but Blais says the realistic average power generation of the facility is 16 MWh when taking into consideration a 90 per cent facility availability rate.
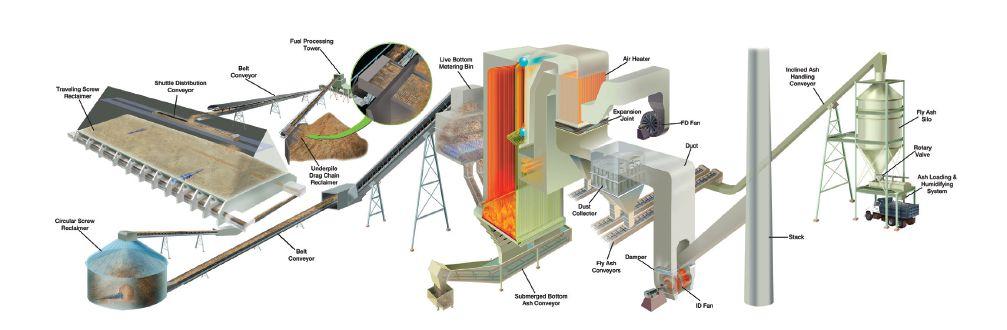
“While we have achieved up to 16.8 MW, we have had hurdles with availability,” Blais said. “One such hurdle is a single wood fuel supply to the plant. In order for the fuel to get to the combustors it must go through a hydraulically driven walking floor where it’s metered on the first belt conveyor. It is then transferred to a second incline belt conveyor and then through a common screw. Should any of these pieces of equipment or their auxiliaries break down, the facility needs to be brought offline. Our solution to this is to install one 80 MMBtu natural gas burner in each retention tunnel to fire up when there is a fuel interruption.
“Another challenge we have been able to overcome is constant fouling of the HRSG [heat recovery steam generator] evaporator and superheater tubes and the formation of large clinkers by the addition of a specialized Fuel Tech Inc. product,” Blais adds. “We are now working with BMA, an engineering and consulting team from Montreal, to address issues with the volume of carryover of ash from the combustor through a uniquely designed combustor grate, which they have developed.”
Another completed portion of the revamp is the installation of a CMMS system, which is a computerized maintenance management system, to proactively track metrics such as uptime, downtime and worker wrench time. It also allows maintenance manager Alan Sidock to co-ordinate and schedule preventative maintenance and corrective maintenance with the purchasing and maintenance staff.
“We can pull trends together to see
what has been the No. 1 mechanism of failure, or what’s causing poor revenue from the plant,” Blais says.
If all goes well, the facility hopes to consume up to 158,000 tonnes of biomass in Phase Two of its overall optimization plan, which also includes installing a second fuel-feed system to get fuel into the plant’s combustors.
“We’ve been burning closer to 100,000 tonnes a year, but if we can get the plant up to a 90 per cent availability factor, which is our target, we’ll be burning up to 158,000 tonnes per year,” Blais says.
“Part of Phase Two is we’ve actually got six kilometres of underground steam lines that are currently in place, so it’s a district heating loop around Ajax — it goes down to the hospitals, the high schools, other energy sectors around here and other industrial sectors such as Ajax Textile across the road,” Blais explains.
Phase Two would be providing lower-cost steam and heating, and even electricity to the community surrounding Index Energy.
“You can imagine the cost to produce steam with natural gas is significantly more than the cost to produce our steam
with biomass, so we can lower the utility cost of our neighbourhood and make that infrastructure more competitive,” Blais says.
“The underground infrastructure is already there, but for us we’ve got to put in new combustors, so we’re scoping that here in 2018 and looking to start implementing the project in fourth quarter 2018,” he says.
Blais and Rainbow are also approaching builders and constructors of residential buildings to build partnerships.
“We’re here to help, not pollute… We’re a local solution for renewable and clean energy,” says Rainbow, whose family runs a scrap metal and waste processing business in the U.K. where he migrated from.
“Daniel knows this Ontario wood market better than anyone,” Blais adds. “He’s very involved in the waste industry, he goes to all kinds of biomass seminars, biomass events… He’s constantly looking for disposal options for our waste, our waste ash, bottom ash, fly ash. He’s also come up with a lot of the projects that we’re looking to implement, so he’s been a key person for us.”
Index Energy is also hoping to construct a megadome on-site that will be

“I
able to store an additional 2,000 to 3,000 tonnes of wood.
That would enable the facility to store supply for a week as opposed to a couple of days, Rainbow says.
“Typically, you get your construction demolition wastewood, and they go out to a recycling centre and pay $40 to $50 a tonne to tip that raw wood,” Blais explains. “That recycling centre then processes and segregates the ferrous material, shreds it to a certain specification and sends it to us and then we pay X dollars per tonne for the wood.”
“What we’re looking at doing is actually taking that raw wood from the construction and demolition companies, processing it on-site here and reducing our wood cost by 40 to 50 per cent, further than the 20 per cent we’ve already reduced it,” he says.
The 20 per cent reduction Blais refers to involves the new wood contracts he and Rainbow negotiated. “An issue early on was the consistent supply, and it’s something Daniel has been able to address,” Blais adds.
“In the past we brought a large number of both contracted and non-contract
suppliers into the plant (21 suppliers in total) which created struggles for quality control and scheduling,” Rainbow explains. “We re-addressed that with targeting key suppliers to streamline the supply coming into the plant whose quality could be controlled better. With doing that it’s kind of levelled the marketplace as well.”
Index Energy has four main contracts ranging between 7,500 tonnes per year (or five per cent of the supply), up to 40,000 tonnes per year.
“We’re working very closely with the local town for solutions for their biomass material,” Rainbow says, adding that Index Energy strategically works with its suppliers by directing new wood source leads to them and having suppliers reciprocate that relationship.
“I live by the Kaizen philosophy of continuous improvement; it’s something engraved into me by Toyota,” says Blais, who used to work in utilities for the company. He says he likes to be presented with a challenge on which he can continually improve.
“This here [Index Energy] is a big



project — a lot of challenges, there’s a lot of opportunities,” Blais says. “With the district heating, after we get the power generation production at 90 per cent availability, then we go into Phase Two, and that has unlimited potential in the community. We can literally change the economics of all our neighbours and make them profitable.”
Blais and Rainbow say the goal is to become an environmental leader in the community and become a more active member overall to introduce the community to what Index Energy is all about.
“We’re taking 158,000 tonnes of material that would otherwise end up in a landfill and not only that, we’re segregating as well, so it’s not wood and ferrous material, and aluminum all going to a landfill,” Blais explains. “It’s now segregated, we’re purifying it, now there’s a recycling avenue for that ferrous material.
“We’re transparent and ethical and we’re here to be a big player and a big partner to the community,” he says. •



• Growth in the use of woody biomass in new applications
• Opportunities and challenges in the low carbon economy
• Governments’ role in promotion and regulation of the bioeconomy
• New products, new places: new technology and local deployment








By Mike Delegato
ASa business owner, you do not simply purchase a wood grinder or chipper, you invest hard earned money in an asset that over time is expected to produce revenue for your business. To maximize this revenue, the machine must work consistently and efficiently, producing a merchandisable product for your market. Machine downtime and inefficient operation will create excessive expenses increasing operating costs, which reduces your gross profit.
Scheduled service such as changing out air, oil, and fuel filters along with draining and replacing hydraulic and engine oil should be completed per the recommended maintenance schedule in your machine service manual. Compliance with this schedule is essential in keeping the air and oil needed to efficiently run the components on your machine clean and contaminant free. But it’s also important to stick to a daily checklist for uncovering risks that if neglected, can create costly repairs and unwanted machine down time.
Daily inspection of your chipper or grinder before and after operation should be incorporated into the daily schedule for all operators. “A 15- to 20-minute walk around the machine can end up saving you thousands of dollars in repairs,” says Bill Jensen, Peterson Pacific parts sales rep for the Pacific Northwest. “A machine inspection should be a part of the daily routine and never neglected. These are expensive machines and you can’t make money if material is not coming off the conveyor belt or out the chip spout.”
Begin your daily inspection by ensuring the battery disconnect switch is disengaged and a lockout tag is used so it is clear that the machine should not be prepped for operation. Always make safety your first priority.
“Start by looking for potential fire hazards,” Jensen says. “Material buildup around the engine and the fuel and hydraulic tanks

Grinder grates are used to size the product once the grinding bits and anvil have reduced the feed material. Wear will dull the edges of the grate openings and material impacts can crack and weaken the webbing so change out grates when needed.
can ignite under the right conditions.” Always remove these threats either manually or using compressed air to blow away the debris from the machine.
“While I’m looking for wood buildup, I’m also searching for hydraulic oil leaks. Hydraulic oil is expensive so you want be sure to keep the oil in the tank,” he says. Major leaks need to be addressed immediately but if you feel the leak is minor, make notes and correct the problem at your earliest convenience.
The next area for inspection is the mill where the grinding and chipping of material takes place. On a grinder, always check the tips of the grinding bits to make sure the cutting edges contain sufficient carbide to make it through a shift. A worn bit is unproductive and should be turned or changed out immediately. On a chipper, sharp knives are critical to maintain chip quality. Inefficient bits or dull knives create excessive
vibration on a machine. “Vibration adds stress to welds and fasteners which can lead to cracks or breaks,” says Jensen. “All components are impacted . . . fittings, hoses, tubes, pumps, motors. Minimize vibration stress as much as possible.”
Pay special attention to fasteners, which secure bits to holders and fasteners and clamps holding chipper knives in place. “Losing a bit or a chipper knife during operation can be catastrophic, loose steel tumbling free in a grinder or chipper mill creates expensive repair bills,” Jensen says. Replacing inexpensive fasteners is low-cost insurance compared to the damage that can result from a dislodged bit or knife.
The one wear part in the mill that can get overlooked is the anvil. The anvil works with the grinding bits or chipper knives to cut the feed material. “When the anvil is worn, your end product suffers” Jensen says, “and a dull anvil in a chipper will also
contribute to the vibration stress.” Maintaining the proper gap between your cutting tool and the anvil will insure efficient processing of your feed material.
In the case of a grinder, an inspection of the grates is required. Grates are used to size the product once the grinding bits and anvil have reduced the feed material. Wear will dull the edges of the grate openings and material impacts can crack and weaken the webbing so change out grates when needed.
Next, take a look at your in-feed conveyor for potential problems. Clean away any material buildup under the chains. Check for loose or cracked links and link pins. Consult the owner’s manual so you are familiar with how to test the take-up tension. If the tension is too tight or too loose, adjust the tail pulley jacking bolts as needed. Your in-feed chain should run smooth without surges.
Finally, inspect your drive belts and discharge belt. Again, material buildup will disrupt the smooth operation of your belts. Check inside the drive belt guard and clear away any wood debris around the sheaves. Wood fragments can lodge in banded v-belts without penetrating the fabric wrap and should be removed. A buildup of these fragments can cause the belts to slip and smoke in this high-speed application. As with all belts, check for proper tension and adjust accordingly.
Check conveyor belts for any rips or tears and remove any material buildup under return idlers. When your inspection is complete and you start up the machine, observe the running discharge belt to determine if the belt is tracking properly. A belt that is walking will sustain damage to the edges resulting in shorter belt life.
Avoiding unexpected and expensive breakdowns by identifying potential issues before they occur is critical to keeping your grinder or chipper operating efficiently. A routine, 15-minute daily inspection will uncover these threats. “I tell all my customers, you’re going to spend money on these machines, that’s a given,” Jensen says, “but if you spend the time and money upfront, you have a better chance of preventing that costly catastrophic failure.” •
Mike Delegato is a parts marketing manager for Peterson Pacific Corp., a manufacturer of grinders, disc and drum chippers, flails, screens, stackers and blower trucks based in Eugene, Ore.
• Ensure battery disconnect switch is disengaged and a lockout tag is used
• Look for potential fire hazards (material buildup) and hydraulic oil leaks
• Check grinding tips for sufficient carbide or chipper knifes for sharpness and intact fasteners
• Inspect anvil for wear
• Inspect grinder grates for cracks or weakening of the webbing
• Clean in-feed conveyor of material buildup, check for loose or cracked chain links and test take-up tension
• Clear drive belts of material buildup and adjust tension
• Check conveyor belts for any rips or tears and remove any material buildup



By Frank H. Hedlund and Jeffrey C. Nichols
OnJuly 5, 2010 a wood pellet silo in Norway exploded when firefighters released inert carbon dioxide into the headspace to lower the oxygen content and suppress a smouldering fire. The lesson from this incident is that the use of carbon dioxide to suppress silo fires is unsafe.
Smouldering fires produce flammable pyrolysis gasses. The gasses can travel and accumulate, for example in the headspace of the silo. The release of carbon dioxide from high-pressure cylinders can generate static electricity with sufficient energy to ignite the pyrolysis gases.
Smouldering fires in wood pellets storages can occur for a number of reasons. There are plenty of examples in industry where pellets self-heat deep inside an undisturbed pile. Another known cause is mechanical friction heat in, for example, a roller bearing, which can ignite dust particles. Embers can be difficult to detect and they can travel in conveyor systems and start fires in storage areas.
Water is often an unsuccessful method of fighting smouldering fires in bulk storage silos. Water from sprinkler or deluge systems will only cause damage to the silo and is ineffective in suppressing deep seated fires as the water will generally tunnel down through the outside of the material instead of wetting it through.
Alternative firefighting strategies have been devised which use the injection of inert gases to suppress combustion. Inert gases can deplete the oxygen available for combustion and quench the pyrolysis. The most commonly available inert gases in large quantities are nitrogen and carbon dioxide.
Oxygen-deficient smouldering fires produce pyrolysis gases. A typical pyrolysis gas is carbon monoxide, which is poisonous and flammable. The presence of unburned pyrolysis gases is a known hazard to firefighters. If a compartment fire has little or no ventilation, leading to an oxygen-deficient environment, large amounts of unburned gases will accumulate. The gases may remain at a temperature hotter than the auto-ignition temperature. The sudden access to air by breaking a window or opening a door may result in large flames rapidly expanding towards the source of oxygen; this is known as a backdraft.


Bottom: A pellet silo exploded in Norway when firefighters injected carbon dioxide to quench the smouldering fire. Image courtesy Dag Botnen, Hallingdal brann- og redningsteneste, Norway.
Mixtures of fuel and air will burn only if the concentration of fuel is within certain limits, the so-called flammability limits. The limits for methane, for example, are five – 15 per cent volume. Carbon monoxide has a much wider flammability interval, the lower and upper flammability limits are 12.5 - 74 volume per cent. Mixtures of pyrolysis gases and air, at temperatures below the auto-ignition temperature are therefore likely to be in the ignitable range and able to cause an explosion if they meet an ignition source. Carbon dioxide may provide that source of ignition.
The silo in Norway was half full, with an inventory of about 3,500 cubic metres of wood pellets. The pellets had self-ignited and started a smouldering fire deep inside the pile. The first indications of trouble came about midnight when sensors in the pile registered elevated temperatures. Later came an alarm from the silo’s fixed carbon-monoxide detector.
Firefighters were quick to order a shipment of nitrogen to be able to inject into the silo to quench the fire. For a number of reasons — it was late at night and the nitrogen gas production facility was located several hundred kilometres away — the tanker truck was estimated to arrive about noon. A revised estimate pushed the arrival of the tanker to late afternoon, at the earliest.
Firefighters are people of action and it is easy to imagine just how unattractive it must be for them to stand idle next to a burning silo, merely waiting for a truck to arrive. Unable to wait, firefighters began collecting CO2 bottles from nearby power stations and industries. Only 22 bottles were available, about 220 cubic metres of CO2 gas, just five per cent of the headspace volume. Although the effect of CO2 injection was thought to be limited because of the limited quantities available, out of sheer frustration a CO2 attack was decided, in the hope that it at least might attenuate the fire until nitrogen supplies arrived.
A ladder on the silo led to a fixed platform, which provided access to an inspection hatch in the roof. The firefighters decided to manually discharge the CO2 bottles though this hatch opening. When discharging the fifth CO2 cylinder, the silo exploded.
The firefighters were briefly enveloped in flames, but fortunately their personal protective equipment offered excellent protection and they suffered minor burn injuries only. Static discharges from the CO2 bottles may have ignited the pyrolysis gasses. It is conceivable that that the firefighters themselves inadvertently introduced the source of ignition that led to the explosion, which easily could have killed them had the blast been strong enough.
dioxide fire extinguishing system. Unfortunately, there is evidence to suggest that those early lessons learned have at least partly passed out of sight.
We wish to alert the pellet community that suppression of a smouldering silo fire with carbon dioxide is potentially unsafe. Firefighters have no means to determine if the atmosphere in the silo headspace is ignitable. The release of liquid carbon dioxide is associated with electrostatic discharges with sufficient energy to ignite flammable pyrolysis gases. The result may be an internal explosion with loss of life. •
Frank Huess Hedlund is a risk expert at COWI and associate external professor at the Technical University of Denmark (DTU) teaching risk management. He has 25 years of experience, working for clients in industry and government carrying out risk and safety studies and industrial accident prevention work. fhhe@cowi.com, fhuhe@dtu.dk
Jeffrey C. Nichols is managing partner at Industrial Fire Prevention, LLC and has been applying systems for the protection

A recent paper in Biomass and Bioenergy (Carbon dioxide not suitable for extinguishment of smouldering silo fires: Static electricity may cause silo explosion - Volume 108, January 2018, pages 113-119) examines international standards, guidelines, recent editions of frequently cited pellet handbooks and other literature. The paper argues that the electrostatic hazard of CO widely under-appreciated, across countries. The situation appears particularly grave for NFPA 12 on carbon dioxide extinguishing systems, which gives ill-conceived advice on the application of CO2 to deep-seated fires involving solids subject to smouldering. NFPA 69 and NFPA 850 should also be revised to highlight the hazard.


In the past, major explosions have been attributed to electrostatic ignition of flammable vapours during the release of CO2 for fireprevention purposes. The most dramatic explosion may have been an explosion of a U.S. Air Force underground tank with JP-4 in 1954, which killed 37 people. The victims were officials, technicians and contractors who were standing on the roof of the tank while carrying out acceptance tests of the tank’s novel carbon




The ClassiSizer is used for preparation of organic substrates for biogas production, wood dust for energy and heat generation, wood-flakes for pellet production and many other applications. It reduces input materials to the desired particle size in one step. The material is fed from above into the impact chamber where it is resized with high kinetic energy by the fast rotating rotor and interaction of the particles. The final calibration of material is realized by screens, perforated according to the application. The end product is collected in two discharge boxes and
fed out by screws. The ClassiSizer is able to process different and inhomogeneous input materials to variable sized final particles.
www.dieffenbacher.de/en

KAHL
KAHL’s pan grinder mill is designed for the crushing of wood chips, wood shavings, sawdust and other lumpy biomass. This grinding process is appropriate for wet raw material. The capacity ranges from a few hundred kilograms up to 40 tonnes per hour and more. Appropriate for G30 and G50 wood chips pre-grinding for trouble-free fine grinding in traditional hammer
mills. Its features include silent operation; minimum energy consumption; low space requirement; without aspiration system, cyclone, filter and exhaust air plants; no ATEX problems; low energy consumption; and no noise protection measures.
www.akahl.de/en

ANDRITZ
The Andritz Series 6 HS Hammer Mill is engineered for today’s demanding applications and safety guidelines. The high-volume inlet features a reversible inlet baffle and optional pneumatic actuator while the heavy-duty rotor with long lasting pillow block bearings and temperature sensors is dynamically balanced for up to 2100
rpm operation. The reinforced flow thru housing is designed to withstand a .6 bar internal pressure during an upset. Sliding access doors and slotted housing allow for easy maintenance, while a keyed door interlock system ensures safe entry only after the rotor has come to a complete stop. www.andritz.com/ft

Bruks is known worldwide as a provider of materials handling solutions. An example of the solutions provided includes screening and sizing equipment for grinding wet or green materials. Recent equipment installations are being used to reduce wood chips to smaller particle sizes that are typical for wood pellet production. Multiple mills are supplied in tandem to achieve the desired microchip that is ideal for
wood pellet production. The Bruks scope of supply for this application includes the hammer mills along with the ancillary support structures and conveying equipment. www.bruks.com

American Pulverizer WBH series Wood/ Bark Hogs process waste efficiently while saving on fuel and reclaiming valuable materials. Capacities range from 1 to 150 TPH depending on material, infeed size, and finished product size. WBH machines are available in 30” to 60” diameters with widths from 36” to 104.” Each machine is furnished with heavy-duty spherical roller bearings mounted in split steel housings and screen plates available in a variety of sizes. Available options include hydraulic housing opening
for larger machines, v-belt or direct drive machines, and spider or disc design rotor with swing or rigid hammer arrangement. www.ampulverizer.com

Bliss Industries manufactures a comprehensive line of hammer mills for the biomass industry, and maintains a reputation of manufacturing the most efficient, reliable and well-built equipment on the market today. Our hammer mill line offers multiple diameters and widths, along with a horsepower range from five to 600, making it easy to find the correct mill for your application. We also manufacture a robust line of wood pellet mills and pellet mill coolers.
www.bliss-industries.com


CPM Biomass hammer mills are highly efficient machines, designed to meet the needs of almost any particle size-reduction task. They’re capable of fine-grinding friable and fibrous materials. Biomass hammer mills have standard and optional features for custom grinding and size-reduction solutions and total dependability. Meeting the particle size in the pellet is important and the HM series insures that this specification is achieved. The HM Series is a heavy-duty choice for grinding chips, shavings, and oversized material. They’re built with double-wall box construction filled with vibration-dampening material; double-pivot, full-access doors; replaceable AR235 abrasion-resistant wear liners; a patented regrind chamber; and a mechanical steel tube base to keep your entire operation running smoothly. www.cpm.net

WSM’s Biomass Super Shredders are specifically designed for high volume milling of chips and other wood fibre materials, delivering process rates from 10-80 TPH. These massive machines process a wide range of incoming green feedstock for improved drying and sizing for pellet manufacturing. Featuring rotor diameters up to 48” and length up to 88”; modular, adjustable tooling with rigid or swing hammers with replaceable inserts; large screen area with modular sizing screens for product size adjustment; heavy duty housing with interior wear liners; and pivoting case access for long life and ease of maintenance. Combined with WSM prescreens, processing rates can reach 100+ tph. System integration into your wood handling system is no problem – complete infeed and outfeed options help you supplement your fibre supply. www.westsalem.com

The Brunette BioSizer is a rugged highspeed wastewood grinder specifically designed for production of a fine consistent product. The Brunette BioSizer is built to be low maintenance with a high inertia rotor with four rows of staggered hammers to provide maximum bites per revolution. This grinder allows for processing of oversized ‘bush-grind’ hog fuel, trim blocks, wood chips, all converted to a small consistent product size for the biomass industry. www.brunettemc.com

TerraSource Global’s Jeffrey Rader sample crushers are ideal for moderate-volume sampling applications. Combining compact size with the same high-capacity range as larger hammer mills, our sample crushers offer the most cost-effective solution for facilities with space constraints. Multiple sizes and configurations are available, with many screen and hammer options to meet specific requirements that can evolve with your business. An added benefit: TerraSource customers can take advantage of our innovative Demonstration and Testing Centre. Experienced engineers test your materials through a variety of machines and provide detailed analyses and recommendations to meet your unique application needs. www.terrasource.com

Ontario eases boiler permitting, but is the supply chain ready?
By Marcin Lewandowski
TheOntario Ministry of Environment and Climate Change (MOECC) recently developed and implemented a new air quality guideline for the control of air emissions from small wood fired combustors with a heat input capacity of less than 3 MW — Guideline A-14. These changes, which took effect last year, make the permitting process for small wood fired combustors significantly cheaper and more efficient. A regulator process that once took more than a year can now be completed in two days, saving projects hundreds of thousands of dollars.
In the first eight months of the new policy there have been more boiler requests in Ontario than in the previous
six years. This begs the question, however, is the Ontario wood chip supply chain ready to meet the new demand?
In Ontario, the Environmental Protection Act prohibits the discharge of air emissions from any source unless permitted under Section 9(1) with an Environmental Compliance Approval (ECA). The exceptions to this requirement are listed under Section 9(3) for sources that do not require a permit and Section 9(4) for prescribed activities.
The prescribed activities are regulated within the Environmental Activity and Sector Registry (EASR) for facilities with air emissions that are not considered high risk and/or complex. Whether applying
for an ECA or registering under the Air Emissions EASR, a facility must develop an air emission impact assessment to ensure that each air contaminant emitted from the facility is below the point of impingement limit. This report is referred to as an Emission Summary and Dispersion Modelling (ESDM) report. Ontario Regulation 419/05 regulates local air quality and is the primary governing regulation for air quality in Ontario.
As of Jan. 3, 2017 Ontario finalized Guideline A-14, the Guideline for the Control of Air Emissions from Small Wood Fired Combustors (input capacity of less than 3 MW). Facilities with small wood fired combustors that do not meet the eligibility requirements for the Air Emissions EASR are required to submit

an application for an ECA based on the requirements in Guideline A-14. Facilities with small wood fired combustors that meet the eligibility requirements of the Air Emissions EASR are required to register to the EASR rather than submitting an application for an ECA.
Note that facilities with wood fired combustors that have a maximum thermal output of 50 kW or less, or a masonry fireplace constructed on-site are exempt from the permitting requirements.
Guideline A-14 substitutes original guidelines from 1990, called Wood Combustion Guidelines. The original guidelines did not distinguish between wood boiler sizes. Effectively, schools or hospitals interested in wood-based heat had to go through the same process as large operations like pulp mills to acquire necessary permits. This, of course, cost a lot of time and money. Additionally, the old guidelines did not provide a determined pathway to wood boiler development, making the entire process unclear and risky. Consequently, projects would be started and later cancelled due to unforeseen regulatory burdens.
Regulatory burdens, and especially testing procedures, were the main motivation for MOECC to develop the new guidelines. For that reason, MOECC staff followed wood boiler standards already developed in Europe. European
regulators work closely with equipment manufacturers; such collaboration in the bio-heat space has not existed in Canada until now. The collaboration is necessary to ensure that regulators follow newest developments in the industry, and do not become outdated, stifling progress of the entire sector. This time MOECC followed the European model, and consulted with numerous stakeholders, including manufacturers of high-tech wood boilers.
Andreas Wintzer of wood boiler manufacturer Viessmann, indicated that in the old days, due to regulatory hurdles, it could take up to 1.5 years to build and start operating a wood boiler unit. Now, once all paperwork is in, it takes two days. In the past, wood boiler emissions were tested based on the same process waste incinerators are tested. The current emission test takes an hour and a half. On top of saved time and lowered risk, all these time savings result in a 10-15 per cent decrease in wood boiler installation costs. According to Colin Kelly of Confederation College in Thunder Bay, Ont., it costs $150,000 to $450,000 less to develop a 1 MW wood boiler project now, with an additional $10,000 to $20,000 annually in operational cost savings.
All these new changes make wood boiler installation much more attractive to developers in Ontario. According to Wintzer, in the past six years there were 80 to 100 small-to-medium wood boilers installed in Canada, but only four in
Ontario. Since Guideline A-14 has been in place there were more wood boiler requests in Ontario than in the previous six years. The market’s response is tangible, and the growth in wood boiler installations will continue once information spreads across the market.
Kelly often receives visits to the Confederation College from interested guests. Working under the old guidelines, he had succeeded in developing a 1 MW wood heating system (two 500 kW Frolig boilers), heating a 480,000 square-foot building. Now he gives regular tours to guests from around the country interested in the wood heating technology. Kelly said that there was a noticeable spike in interest since Guideline A-14 was implemented, especially from First Nations.
It is the rural and remote communities in Northern Ontario that are the prime markets for wood-based heat. Most of these communities are not located on the natural gas network, and currently rely on diesel as a source of fuel. Diesel is often flown-in, resulting in highly elevated prices. Meanwhile, these communities are surrounded by underutilized forests — a potential source of fuel (and jobs).
Small-to-medium wood boilers can burn either wood chips or wood pellets. Despite the fact that wood chips are significantly cheaper than wood pellets, 80 per cent of wood boilers installed in Canada burn
wood pellets. This is because supply chains for wood chips are not developed yet, making it difficult for wood boiler operators to procure high-quality fuel.
In Ontario, the wood pellet industry has been developing for several years to serve the international export market and has recently begun to supply an emerging domestic market. Therefore, there is a high availability of wood pellets in the province, despite the fact that sometimes it may be hard to acquire constant supply of wood pellets in bulk. In contrast, wood chips have historically represented a primarily unregulated fuel supply stream in Ontario and most producers are not accustomed to working with fuel quality standards.
Pat Liew of Ecostrat, a wood fuel supplier, brings attention to the challenge of undeveloped wood chip supply chains in Ontario. Most notably, Liew identifies the issue of boiler design often not matching wood fuel specifications available on the local market. For example, wood chip quality can vary in each load — fuel sizing or moisture content may vary slightly depending on chipper quality, season, fuel source, etc. The less developed a supply chain, the higher likelihood of wood chip quality variation. Therefore, wood boiler


design should accommodate for this variability.
MOECC has recognized that it will take time for Ontario wood fuel supply chains to develop to a point where they can serve required fuel spec all across the province. For this reason, Guideline A-14 does not require wood fuel buyers to follow the ISO17225-4 standards until 2027. This gives the Ontario wood fuel supply chain 10 years to develop.
That said, due to high emission standards, Guideline A-14 requires developers to use high-tech boilers. All of the wood boilers that meet MOECC’s standards are manufactured in Europe, and therefore were deigned based on wood fuel specs available in European countries, where supply chains are much more mature. Consequently, Canadian buyers have to first understand the tolerance of these European boilers to the fuel available locally.
Perhaps that is why MOECC requires that each small-to-medium wood combustion project conduct a wood fuel study. Each study should answer questions around wood fuel spec available locally, variations in quality over seasons, who the major suppliers are and risks associated

with supply disruption.
Wood fuel price is also a significant factor to consider. A typical wood chip supply chain would have an anchor buyer, such as a pulp and paper mill, that would dictate wood chip spec and price to the rest of the market. According to Liew, it is important to understand the type of wood chip most commonly produced, as any variation from the typical spec would likely increase the price of fuel. Wood pellet supply chains are different in a sense that wood pellets are already produced to a specific standard, so the price is dictated by how high that standard is. Consequently, there is much less risk associated with wood pellet procurement — but that comes at a price, as wood pellets are more expensive than wood chips (on a BTU/ lb basis). Therefore, a comprehensive cost-benefit analysis of wood fuel options should be conducted by each project before the decision about fuel type is made for any given boiler technology, and before making potentially costly equipment decisions. •
Marcin Lewandowski leads the Bioenergy Advisory Group at Ecostrat Inc., conducting analysis of availability and price of biomass across North America.








By Guillaume Roy, translated by Valerie Leger

Didyou know it is possible to grow trees to maturity in 15 years in Quebec? This impressive feat was achieved by Domtar with the hybrid poplar production program it launched in 1997 to increase its wood supply. A seven-fold increase in the wood yield of the natural forest has meant the paper giant is now able to add to its conservation efforts while maintaining its wood supply.
Looking at the canopy, you will see the leaves practically obscuring the sky. Only a few plants are able to survive under the resulting shade. The lined-up poplars are already some 10 metres high, even though they were planted a mere six years ago. “Our plan is to grow trees that are 15 metres high and 15 inches in diameter, in 15 years,” says Éric Lapointe, the forest operations co-ordinator at Domtar who has been overseeing the hybrid poplar program since 2001.
“Our hybrid poplar program has expanded with the arrival of new certification based on sustainable development,” says André Gravel, the supply manager for Domtar’s mill in Windsor, Que. “In order to protect our woodlands, we had to intensively manage other areas to maintain our supply.”
This program was also put in place to face the competition posed by paper producers from the southern hemisphere, which are able to cultivate mature eucalyptus in fewer than seven years, Gravel says.
In 1997, Domtar undertook an expansive research and development project to increase the yield of woodlands in
southern Quebec by focusing on hybrid poplars. The plan was to generate wood fibre more quickly by using trees that are faster growing, but hardy enough to withstand Quebec winters. To do that, research scientists cross-bred various species of poplar to bring out the desired characteristics.
“So by mixing varieties from Quebec (Populus deltoides), Western Canada (Populus trichocarpa), Europe (Populus nigra) and Japan (Populus maximovici), we are able to maximize tree growth. When fast-growing plants, which can also resist winter conditions and disease, are produced, we take cuttings from the mother tree and plant them in the ground,” Lapointe says.
“From the outset, we chose to use about 10 different clones, so as to not produce a large area that would attract insects and disease,” Lapointe explains. “We do not plant more than four hectares of a clone in a plantation and we try to mix them with the natural forest.”
These trials gave wide-ranging results and prompted the program managers to ask themselves hard questions about how to optimize yield. “At first, we crushed and harrowed and then planted the trees, but it wasn’t effective in controlling herbaceous species,” Lapointe says. “Over time, we developed a planting method on soil mounds prepared by excavators. By turning over soil that contains no seeds, we are able to reduce competition and create micro-drainage for the plant.” It is an ideal solution both for farmland fallow and woodlands.
After finding high-performing clones and solutions for better drainage and less competition, growth was still not satisfactory,
Lapointe says. “We realized soils were highly acidic and nutrient availability was very low. At times, we acted more like agronomists than foresters and to increase soil fertility, we decided to spread paper sludge, which in the past ended up in landfills,” he says.
The success of the paper fertilizer was instantaneous. The trees grew roughly two metres per year afterwards. “It was the missing piece of the puzzle. Without the sludge, we would have had to nix the hybrid poplar program, since we were not able to reach desired results,” Lapointe says. The paper sludge’s impact is particularly striking in one of Domtar’s plantations where a sludge-free control forest sits next to a fertilized one. In the control forest, the poplars struggle to get through the birch trees and herbaceous species, whereas in the sludge-fertilized forest, they dominate.
Today, Domtar plants 900 hybrid poplars per hectare in rows separated by 15- to 18-metre-wide trails to facilitate harvest and sludge spreading. Sludge is spread during planting and five years
later. Studies are currently underway to determine if adding the sludge a second time is effective.
Twenty years later, after a number of failures and challenges, Domtar is reaping the benefits of its efforts since the paper giant is now able to grow trees in 15 years that are 15 inches in diameter and 15 metres high. In other words, the company aims for a yield of 15 m3/year for a total of 225 m3/hectare at harvest, an objective that sometimes takes 21 years.
“The yield is reached seven times faster than with the natural forest and more than three times faster than with quaking aspen in the Estrie region,” Lapointe says.
Stepping up forest management is a large component of the objective to minimize the impact on biodiversity and protect certain areas, as was the case in Potton, in the Green Mountains, where Domtar helped protect 4,500 hectares (one part was donated, the other sold).
“We do not want to plant hybrid poplars everywhere,” Lapointe says. “We aim for five per cent of the 160,000

hectares of land owned by Domtar. For the moment, we have 6,000 hectares planted with poplars and have our sights set on 8,000 hectares.”
With the hybrid poplar program, Domtar is seeking to copy the Triad forest management model under which one part of the forest is protected, a second part is managed with an ecosystem-based approach and the last part is managed intensively.
According to Gravel, intensive management should be an essential part of forestry planning when it comes to Quebec’s public forests. This would help garner support from forest communities and manufacturers to focus on the three sustainable development pillars — environment, economy and society.
“Every time a new protected area is created in Quebec, we need to say which hectares we will set aside to produce more wood. It’s a great idea to create protected areas, but there is another side if we want to continue to create wealth. At least that is what we chose to do 20 years ago,” he says. •


By Maryam Mahmoudkhani and Pattabhi Raman Narayanan
Unlike automobiles and other light transport vehicles, airplanes face technical, safety and infrastructure challenges for being powered by electricity derived from renewable sources such as wind and power, hydrogen or fuel cell technology and will need a more energy-dense renewable fuel (i.e. biojet fuel). Electric aircraft are, currently, very small and are powered by batteries or photovoltaic solar panels. However, the weight and duration of power are obstacles. Electric hybrid planes will likely be utilized before full electric airplanes. Decarbonizing the aviation sector via switching to more energy-dense biofuel could, however, play an important role in reducing atmospheric CO2 concentration across the country while transitioning to a
future energy system.
Three common pillars identified by signatories of Paris Agreement, are energy efficiency, decarbonizing electricity generation and fuel switching. Aviation sector is one of the decentralized emitter of greenhouse gases (GHG) in the world. Decarbonizing transportation system can be achieved via fuel switching. Given this sector’s growing contribution to global CO2, aviation could play a key role in meeting the global climate targets. While major airlines continue to demand the use of narrow range of hydrocarbon jet fuel for the foreseeable future, some European airlines and aircraft manufacturers have committed to voluntary CO2 reduction targets.
According to a 2015 report from the
Canadian Airport Council, Canadian passenger traffic forecast is estimated a market growth to about 216 million passengers by 2033, a 50 per cent increase compared to 122 million in 2013.
Emissions of passenger aircraft per passenger kilometre (km) vary, on average, from 114 g CO2 equivalent per km for long distance flights to about 260 g CO2 equivalent per km for short distance flights. In our view, GHG emissions can be reduced by one to two per cent annually through improved engines’ fuel efficiency, aircraft redesign, airport modifications, new and efficient navigational system, etc. However, significant reduction in GHG emissions requires airlines to use
more sustainable alternative jet fuel such as bio-jet in the long-term.
According to a report from Utrecht University in the Netherlands, the use of bio-jet reduces net life-cycle carbon emissions as it enables reusing and recycling carbon that is already in the biosphere to create the fuel. Figure 1 compares life-GHG emissions in jet fuel for fossil fuel and bio-jet fuel produced using various conversion technology pathways. As shown, most pathways yield greenhouse gas emissions reductions exceeding 60 per cent compared to fossil jet fuel. However, some fail to reach a 50 per cent reduction threshold due to high greenhouse gas emissions associated with feedstock cultivation (e.g. fertilizer) or hydrogen consumption. As shown, on a well-to-wheel basis the bio-jet can significantly reduce GHG emissions compared to conventional jet fuel (if emissions from land use change can be avoided) and achieving such a target requires increase in bio-jet production and consumption by the aviation sector.
Although bio-Jet has been produced on a limited scale, the transportation fuel industry is very competitive, making it very difficult for producers of bio-jet to be economically competitive with fossil fuel, particularly due to low oil prices. Besides the capital cost of building largescale production facilities, the difficulty of establishing new supply chains, the projected operating costs associated with proven feedstock and the technical difficulties with conversion processes are all posing challenges to market access. In addition, the oil industry has been conservative in its engagement and support of alternative jet fuel development. As fossil-derived jet fuel is likely to be much cheaper to produce for quite some time into the future, effective policies will be required for all aspects of biojet fuel development, from encouraging production of feedstocks through to the production and use of the bio-jet fuel itself. In the short term, most commercial bio-jet fuels will likely come from oleo chemical feedstocks, such as tallow, used cooking and palm oils. However, in the mid-tolong term, cellulosic feedstocks will likely supersede these lipids/fats as the main source of bio-jet fuel because they are not in direct competition with food, are in large supply, and will likely be less expensive.
With the support from companies such as Boeing, Bombardier, Air Canada, West Jet and NORAM and from the funding agencies Green Aviation Research and Development Network, NSERC, International Energy Agency (IEA) and BiofuelNet, The Forest Products Biotechnology/Bioenergy group at University of British Columbia have been assessing the potential of producing bio-jet fuel from forest residues. According to IEA Bioenergy – Task 39, the group is co-ordinating the efforts to determine whether a bio-jet production facility could be commercialized in British Columbia using local forest residues. Utilizing vast biomass resource as well as the existing energy and crude oil infrastructure in Alberta, can provide the opportunity to cost-effectively decarbonize the aviation sector via producing and blending a more energy dense biofuel in conventional jet fuel.
Commercialization of bio-jet offers potential societal benefits by expanding energy sources, reducing GHG and other emissions that impact air quality and economic development. Many of these benefits are the result of agricultural opportunities that are not accessible to food crops. For significant reduction in GHG emissions from flights, second generation feedstock should be utilized, i.e. oils from nonfood crops or waste products — such as animal fat, used cooking oil, forestry and agricultural waste, and household trash. Having a variety of feedstocks makes it easier to produce renewable jet fuel around the world because refineries can use the feedstock most available in their region. The majority of the bio-jet could be distributed, i.e. located close to feedstock supplies, to keep costs and emissions minimum.
According to a presentation by MIT at the 2016 IEA Bioenergy workshop, the need for annual growth in alternative jet fuel production out to 2050 is estimated to be on the order of 5-15 Mt/yr (100-300 kbpd) in global biofuel production capacity to achieve between 10 to 20 per cent emission reduction by 2050. This would require an estimated $6-$50 billion capital investment per year. The main economic challenges are feedstock availability and price, lack of multi-stakeholder collaboration, technoeconomic factors, accelerated technology
There’s a saying that gets tossed around a lot here:
“It just runs.”
Our hammermills and pellet mills aren’t the prettiest. But they’re rock solid. And they run—year after year after year.
But “It just runs” isn’t just about our products.
It’s about our company, which literally spans centuries.
And it’s about our ongoing relationships with our customers—how we’ll always be there for you.
Give us a call, and find out just how CPM can run for you.



development and demonstration projects funding for both small and large startups. The technical challenges are not limited to feedstock development, novel conversion technology with lower energy use, fuel testing and certification process by ASTM but also policies like renewable fuel standard, sustainability assessment tools and models. Certification of a biojet technology through ASTM standard specification can take years and includes rigorous testing and evaluation. For now, fuel producers lack the funds, policy support, and renewable fuel incentives to build more factories and increase production volumes, though there are signs that the industry is ready to grow.
As aviation is international in nature, Canada should take the lead the global policies specific to bio-jet as it is crucial to encourage larger-scale commercialization and use of the same.
Technological development of advanced bio-fuels should be done through multistakeholder alliance including equipment manufacturers, airlines, fuel producers and airports. Carbon offsets continue to contribute to global emission reductions and it not clear whether it will accelerate the bio-jet development.
By 2050, the global aviation industry aims to combat climate change by reducing net carbon emissions by 50 per cent compared with 2005 levels. That’s a commitment to cut one-tenth the emissions projected for 2050. Improved engine efficiency and aircraft aerodynamics will provide some reductions. But transitioning to fully renewable jet fuel is key to meeting the targets suggested by the International Air Transport Association (IATA). The international nature of aviation will require global co-ordination of policy makers and also involvement of organization like ICAO. According to a research in Penn States’ College of Agricultural Science, in
North America, several policy initiatives are pushing bio-jet fuel use in the states. One of them is EPA’s Renewable Fuel Standard that, through a rather complex system, ultimately provides credits for cellulosic biofuels, up to $2 a gallon. The second is, in certain markets like California and Oregon, a low-carbon fuel standard that provides credit for low-carbon-emitting fuels such as bio-jet fuel.
Policy makers should play an active role to help bio-jet in the same evolutionary pathway like bio-ethanol and bio-diesel. Key policy areas to focus are mandated bio-jet blend like ethanol in gasoline, support commercialization of bio-jet through incentives and tax credits, enhance production and use through the entire supply chain from feedstock supply to distribution with initiatives like European Union Initiative Towards sustainable Kerosene for Aviation (ITAKA) project and industry and consumers play a part in expand the production and use e.g., Fly Green Fund and other corporate programs that encourage customers to cover the price of using premium bio-jet.
For more details, technical discussions and reference, please visit www.enscitech. ca/decarbonizing-aviation-sector. •
Dr. Maryam Mahmoudkhani is cofounder at EnSciTech Corp. She earned her doctorate degree in chemical and biochemical engineering at Chalmers University of Technology in Sweden. mary@enscitech.ca
Pattabhi Raman Narayanan is an independent professional advisor. He is a chemical engineer by profession and an expert in innovative energy technology. pattabhi1606@gmail.com


By Marie-Hélène Labrie – senior vice-president of government affairs and communications at Enerkem
ome 15 years ago, an emeritus university professor and PhD in chemical engineering together with his visionary and business-savvy son launched a cleantech start-up to develop what many thought was a crazy idea at the time. Developing the bioeconomy is no small undertaking, and what many believed impossible to achieve has since turned into a disruptive technology that has led the world’s first waste-to-biofuel company. The ambition and determination that mobilized the founders from the get-go and led the Enerkem team through all the critical stages — from R&D to piloting and full-scale implementation — was no easy task and demanded a rigorous approach.
Developing and implementing an industrial technology innovation that takes on some of today’s most pressing environmental issues — waste disposal and low carbon transportation — isn’t easy. Ensuring proper financing throughout the phases of growth, building a sound business model while establishing strong relationships with project partners and a strong intellectual property (IP) strategy, are notable challenges any entrepreneur would find overwhelming. These could not be overcome without an engaged and experienced team that has worked day and night to build and operate the first commercial plant of its kind and develop an efficient modular manufacturing infrastructure to build future plants.
Today, Enerkem’s revolutionary idea of developing and deploying a technology that uses an abundant resource available everywhere — urban waste otherwise destined to landfill or incineration — as feedstock to produce renewable chemical products that find their way into everyday goods, including biofuels, paints, cleaning solvents and glues, is real and growing.
Today, Enerkem’s facility in Edmonton
is the world’s first commercial biorefinery of its kind to use municipal solid waste to produce biomethanol and cellulosic ethanol. When at full capacity, it will transform 100,000 dry tonnes of household trash annually to produce a synthetic gas, and convert it into advanced low-carbon transportation fuel using catalysts. This is the equivalent of fueling over 450,000 cars on a five per cent ethanol blend.
Enerkem’s facility is not only helping decarbonize the transportation sector, it is also supporting the City of Edmonton reaching its goal of increasing its waste diversion rate to 90 per cent. The advanced biofuels produced by Enerkem help reduce greenhouse gas emissions by over 60 per cent. It directly contributes to meeting renewable fuels standards and low carbon fuel standards established around the world. This state-of-the art facility is the first-ever U.S. EPA-approved municipal solid waste-to-cellulosic ethanol production plant as well as the first ever ISCC-certified plant in the world to convert municipal solid waste into biomethanol which confirmed compliance with the European Renewable Energy Directive (ISCC: International Sustainable Carbon Certification).
Enerkem is now leveraging the experience gained with its first full-scale facility to expand. In 2017, construction of a new facility in Varennes, Que., will get underway. This facility, which is on the company’s home turf, is expected to produce biofuels from urban waste streams coming from the commercial and industrial sectors.
In Europe, driven by the demands of the circular economy and the Renewable Energy Directive, Enerkem is developing its first European project as part of a consortium that includes AkzoNobel, Air Liquide and the Port of Rotterdam in the Netherlands.
Some 5,000 miles east of Rotterdam, the

cleantech sector in China has taken notice of Enerkem’s winning solution. Recently, Chinese bioeconomy heavyweight Sinobioway Group joined forces with Enerkem to build more than 100 Enerkem state-ofthe-art facilities in China by 2035. Other similar projects are in early development in the U.S. and other parts of the world.
As part of its global expansion, Enerkem recently closed its latest corporate financing round of US$230 million, with BlackRock and Sinobioway joining existing backers Rho Ventures, Braemar Energy Ventures, Waste Management of Canada, Investissement Québec, Fonds de solidarité FTQ, Cycle Capital, Fondaction, The Westly Group, and the National Bank of Canada.
Enerkem’s technology and projects equally answer the question of how to dispose of rapidly accumulating urban waste and to produce in-demand low carbon transportation fuels and chemicals. And it is not only good for the environment; each Enerkem facility creates high-quality green jobs and stimulates local economies. Scaling a crazy notion into reality and turning trash into treasure. Not a bad idea. •




AT PETERSON WE NEVER STOP DEVELOPING THE ULTIMATE INDUSTRY LEADING EQUIPMENT.
For over 35 years, we’ve built our business around building the most productive mobile chipping and grinding machines in the industry. Day after day, we partner with our customers by giving them the best tools for the job and exceptional support when they need us.
Visit us at www.petersoncorp.com today and see why Peterson is the industry leader for disc and drum chippers, horizontal grinders, blower trucks, screens and stacking conveyors.
Get the right sized product, sort it out, and stack it higher with Peterson!
Let us know how we can help grow your business!


