

16
FURNACES
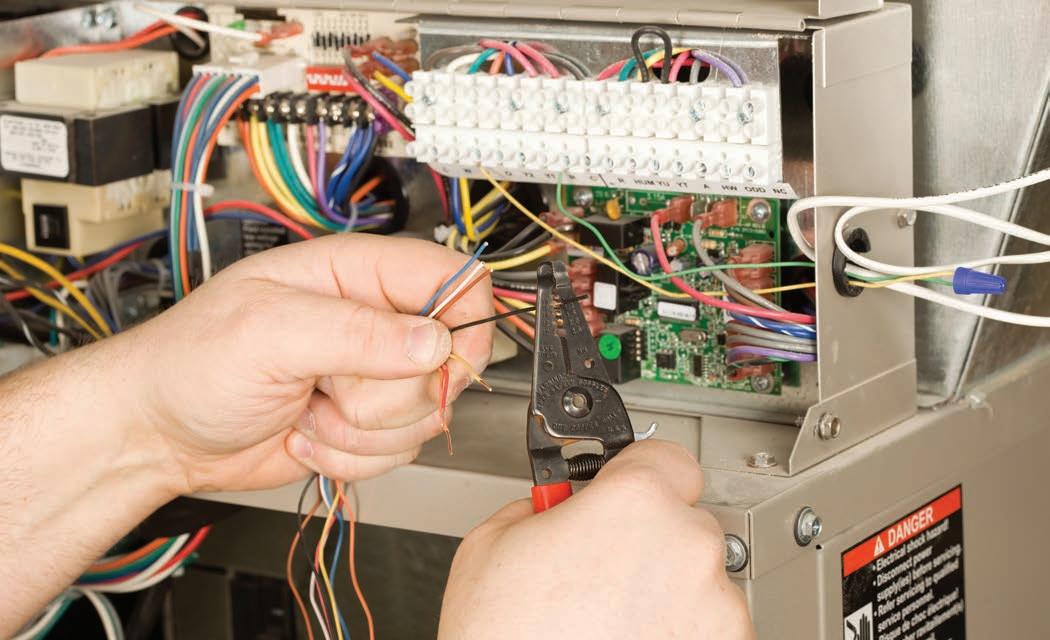
TOP FIVE NEW RESIDENTIAL GAS FURNACE TESTS
We owe it to our customers and to the environment to be sure that newly installed gas appliances will operate at peak efficiency.
By Ian McTeer
24
HVAC/R HVAC/R SYSTEM TROUBLESHOOTING
Taking a logical and systematic approach to determining the final cause of equipment failure, and then taking it a step further to determine the actual root cause.
By Dave Demma
28
HVAC/R
THERMOSTATIC EXPANSION VALVE TROUBLESHOOTING
Take a system-wide approach when searching for root cause problems with AC and heat pump systems.
By Jeffrey Staub
31
THE AGILITY OF IoT
Smart technology developed by PCL Construction in partnership with Microsoft is bringing sensors and smart software to jobsites and delivering immediate benefits.
By Megan Hoegler






34
PLUMBING
NEVER TAKE DRAINAGE FOR GRANTED
Using the right tools will ease the clearing of blocked drains, and you never know what you’ll find.
By Steve Goldie
40
HYDRONICS
VARIABLE SPEED “SHUTTLE” PUMPS FOR BOILER PROTECTION
Introducing a thermal clutch to protect a boiler from sustained flue gas condensation. By John Siegenthaler
46
BOILERS
GOING HYBRID FOR HEATING EFFICIENCIES
Combining a non-condensing with a high efficiency condensing boiler to get the best of both technologies in commercial heating applications. By
John Miller
52
PROMPT PAYMENT AND A PROPER INVOICE
What all parties to a construction project need to know going forward in Ontario.
By Catherine DiMarco
56
GUIDE TO REFRIGERANT REGULATION AND POLICY
The HVAC/R industry is working to make sure the transition to low global warming potential (GWP) refrigerants goes as smoothly as possible.
By John Sheff and Dean Groff



the lead out’: Canadawide investigation into lead levels in drinking water prompts reactions



The new StormCell® series of battery backup pumps from Liberty feature advanced professional-grade chargers, energy e icient pumps for longer run times, and optional NightEye® wireless technology for remote monitoring through your smart device.
• Available in both standard and wireless connected models
• Professional-grade chargers (10 amp and high-output 25 amp)
• Single and dual battery systems
• Energy efficient DC pump (manufactured in the U.S. by Liberty)
* Model 442-25A, StormCell® Group






MY FIRST MEMORY OF INTERACTING WITH A BUILDING’S MECHANICAL HEATING SYSTEM IS taking off my socks and placing my near-frozen toes over the warm air stream coming from a floor register. The burning sensation would bring tears to my eyes, but it was the price I had to pay after playing shinny on the schoolyard rink in my running shoes in the middle of a Saskatchewan winter.
Growing up we had gas-fired forced-air furnaces. It’s all I knew. Since moving east, and now living in Toronto, I’m intimately familiar with hydronic heating in homes, and more recently I’ve become acquainted with an air-source heat pump.
It’s been fascinating to learn about this technology through personal experience, and now with my exposure to the entire heating, plumbing, air conditioning and refrigeration industry as the editor of HPAC magazine I am looking forward to learning much, much, more—both residential and commercial.
I was struck by a line in Dave Demma’s article in this issue (p. 24), where he likens the role of an AC/refrigeration technician to that of a doctor. It made me think of many parallels between the role of mechanical professionals and those in the medical field.
Although HVAC and plumbing experts are more familiar with house calls, both groups are experienced at diagnosing a problem and in most cases recommending and hopefully providing a cure.
When it comes to system design, mechanical engineers might be compared with medical specialists who carry out research and clinical trials, putting theory into practice with the goal of ultimately leading to better outcomes. It takes years of school and experience to become an expert in these fields.
On the ground, the apprentice, like the medical resident, needs the classroom and in-field training to become competent. And then with experience the best rise up to become the journeymen technicians and the foremost surgeons of their craft. This is where the best in theory meets the hands-on reality, and ultimately the work gets done. Often times teamwork is required, but solutions are found and healthy buildings and people are the end result.
I look forward to learning about and sharing the latest industry news, advice and discoveries with you, our readers. And I’m still searching for a painless solution for thawing frozen toes. <>
– Doug Picklyk, Editor

EDITOR
ASSOCIATE EDITOR
ASSOCIATE PUBLISHER
ACCOUNT MANAGER
MEDIA DESIGNER
ACCOUNT COORDINATOR
CIRCULATION MANAGER
PUBLISHER
VICE PRESIDENT
COO
PRESIDENT & CEO
0017-9418 (Print) ISSN 2371-8536 (Online)
Contents
Doug Picklyk (416) 510-5218
DPicklyk@hpacmag.com
Megan Hoegler (416) 510-5201
MHoegler@hpacmag.com
David Skene (416) 510-6884 DSkene@hpacmag.com
Vince Naccarato (416) 510-5118 VNaccarato@hpacmag.com
Emily Sun esun@annexweb.com
Kim Rossiter (416) 510-6794 krossiter@hpacmag.com
Urszula Grzyb (416) 442-5600 ext. 3537 ugrzyb@annexbusinessmedia.com
Peter Leonard (416) 510-6847
PLeonard@hpacmag.com
Tim Dimopoulos (416) 510-5100 tdimopoulos@annexbusinessmedia.com
Scott Jamieson sjamieson@annexbusinessmedia.com
Mike Fredericks
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information please visit us at www.hpacmag.com.
Subscription Price per year: $43.00 (plus tax) CDN; Outside Canada per year: $84.50 US; Elsewhere: 1 year $92.50; Single copy Canada: $5.00 CDN. Heating Plumbing Air Conditioning is published 7 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
MAIL PREFERENCES: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods: Tel: 416-442-5600 ext. 3552, Fax: 416-510-6875 or 416442-2191; E-mail: blao@annexbusinessmedia.com; or by mail: 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1
Annex Privacy Officer Privacy@annexbusinessmedia.com Tel: 800-668-2374
HPAC Magazine receives unsolicited materials (including letters to the editor, press releases, promotional items and images) from time to time. HPAC Magazine, its affiliates and assignees may use, reproduce, publish, re-publish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
NOTICE: HPAC Magazine, Annex Publishing & Printing Inc., their staff, officers, directors and shareholders (hence known as the “Publisher”) assume no liability, obligations, or responsibility for claims arising from advertised products. The Publisher also reserves the right to limit liability for editorial errors, omissions and oversights to a printed correction in a subsequent issue. HPAC Magazine’s editorial is written for management level mechanical industry personnel who have documented training in the mechanical fields in which they work. Manufacturers’ printed instructions, datasheets and notices always take precedence to published editorial statements.















Navien designs and manufactures all the key components and uses advanced robotics to assure manufacturing integrity
Discover the new standard for compact high efficiency commercial boilers by visiting navieninc.com/series/nfb-c







• Advanced stainless steel fire tube heat exchanger • 7" Touch screen and smart controls
• 97.5% Thermal efficiency
• Common venting and cascading capability
• Top and bottom piping connections


High levels of lead have been found in pipes across the country. It’s there, but how do cities get it out? BY MEGAN HOEGLER
A year-long investigation conducted by several universities and media organizations across the country has revealed higher than acceptable lead levels in many communities.
According to the Toronto Star, one of 10 media outlets involved in the Tainted Water investigation, 33 per cent of tests revealed lead levels that exceed Health Canada’s guideline of 5 parts per billion.
The culprit? Lead pipes, which were standard in homes throughout the 20th century. From the early 1900s to as recent as the 1980s, lead was used as a primary construction material for water pipes.
“A big part of the problem is aging infrastructure,” says Ralph Suppa, president of the Canadian Institute of Plumbing and Heating (CIPH). “Water comes into contact with lead through the service lines, and most of them are on people’s properties. So you need the owners’ cooperation to replace them.”
According to the investigation produced by the Institute for Investigative Journalism, cities including Montreal, Gatineau, Saskatoon, Regina, Moose Jaw and Prince Rupert recorded lead levels comparable to or higher than those of the infamous Flint, Michigan crisis.
“Lead can be found in water service pipes in homes built before the mid-1950s,” notes William Fernandes, the director of Water Treatment and Supply for Toronto Water. “Lead can also be found in leaded-brass faucets and valves. As these corrode and break down, lead can enter drinking water.”
In cities like Regina and Saskatoon, the municipalities have provided homeowners with instructions to determine if their pipes are made of lead.
When it comes to the cost of replacing the service pipes, the City of Saskatoon has a 60/40 split payment policy—the city will pay 60 per cent of the cost while the homeowner pays 40 per cent. The city also offers interest-free repayment plans of up to five years.
Montreal, where 58 per cent of the water tested was above 5 ppb, has a more drastic plan of getting the lead out. In October, Montreal’s mayor, Valérie Plante, said that the city is drafting a by-law requiring homeowners to replace lead ser-

vice pipes, or it will send contractors to remove lead pipes from affected homes and send owners the bill.
In 2008, nearly half of the water testing from pipes in Toronto homes showed lead levels that exceeded national safety guidelines. Shortly after, the city began adding orthophosphates to the water to reduce corrosion in pipes. Today, less than 2 per cent of the samples taken exceeded the guidelines.
“The phosphate forms a protective coating inside all pipes and household plumbing fixtures, which helps reduce the potential for lead to enter tap water,” explains Fernandes.
While phosphate reduces lead levels and protects against corrosion, it doesn’t eliminate the problem entirely. The only way to do that is to remove the pipes.
“It’s a big job,” says Suppa. “You’ve got to shut off the water line, dig, remove and replace the pipes. Sometimes you have to tear up streets and front lawns to do it.”
“The cost of replacing a service water line will vary from a congested older neighbourhood where it’s maybe 2 metres in length, to a subdivision in the suburbs that could be around 10 metres,” says Suppa. “The labour involved would be a small excavator plus operator or even a rubber tire backhoe and one worker to do the piping in the trench. After a day to install, there would likely be some restoration for a paved driveway or sod for any lawn damage.”
Suppa believes the media attention given to the lead water issue is enough to get the ball rolling on these large replacement projects.
“Now that there’s been some media attention, homeowners are keen to get this done. You can even look at it as a direct opportunity for plumbing professionals.” <>

Enwave Energy Corporation is working with Brookfield Properties to incorporate additional efficiency to the heating and cooling operations of the third and final tower of Bay Adelaide Centre in Toronto, a 32-storey high rise set for completion by 2022.
The two existing Bay Adelaide Centre towers, located in the heart of Toronto’s financial district, are currently connected to Enwave’s deep lake water cooling (DLWC) system—a district energy system that draws renewable cold water from Lake Ontario to cool downtown buildings.
For the new 820,000 sq. ft. North tower, Enwave will build and operate within the Bay Adelaide Centre complex, a hot water plant that generates heat from both natural gas and electrically powered heat pumps. A supplemental heat pump will also capture residual heat from the DLWC system and reuse it to heat the building.
According to Enwave, the solution is a lower-carbon highly-efficient process that will significantly reduce greenhouse gas (GHG) emissions, and the new tower will be one of the most thermally sustainable buildings in Toronto.
ASHRAE announced the incorporation of the Indoor Environmental Quality Global Alliance (IEQ-GA) as a legal entity at the 40th AIVC conference in Ghent, Belgium on October 15. The IEQ-GA aims to promote and advocate for acceptable indoor environmental quality (thermal environment, indoor air quality, lighting and acoustics) for building occupants while ensuring the knowledge from IEQ research is implemented in practice.
“We are inspired by the forward-thinking approach IEQ-GA has in the building industry,” said 2019-20 ASHRAE President Darryl K. Boyce, P.Eng. “It is critically important that we advocate for the wellbeing of the people who occupy our buildings. Through the collaborative efforts and resources of IEA-GA’s member organizations, we will continue to provide safe buildings for generations to come.”
The creation of the IEQ-GA was the result of a presidential initiative of Bill Bahnfleth (the 2013 to 2014 ASHRAE Presidential Member and the current IEQ-GA Vice President), based on the report of a presidential ad hoc committee chaired by Bjarne Olesen, 2017-18 ASHRAE Presidential Member and current ASHRAE IEQ-GA Alternate Director.
The committee was tasked with exploring ways in which industry groups could work together to address all aspects of indoor environmental quality and health.
A memorandum of understanding was established between the Air & Waste Management Association (A&WMA), the Indoor Air Quality Association (IAQA), AIHA, AIVC, REHVA and ASHRAE to form IEQ-GA. AiCARR and ISHRAE later became members of the alliance.
“An important attribute of IEQ-GA is that it is a non-industrial alliance among societies representing all members that promote IEQ,” said Olesen. “The intent of IEQ-GA is to work with all partners of the value chain for indoor environmental quality including building research, comfort and health research, building design and installation, commissioning, operation and occupant behavior. Furthermore IEQ-GA will work with industry organizations to help their members to provide products and services that promote IEQ.”
The IEQ-GA is currently seeking new members from all the involved sectors and disciplines to join forces. Sectors include architects, consulting engineers, environmental professionals, industrial/ occupational hygienists and health specialists, among others.
The organizers of CIPHEX West 2020, Western Canada’s plumbing, hydronics, heating, ventilation, air conditioning, refrigeration and water treatment trade show being held November 4-5, 2020 in Vancouver, have announced over 30 per cent of the exhibit space has already been reserved and sales are now opened up to CIPH members and non-members.

For 2020, CIPHEX West is moving to the Coliseum at the Pacific National Exhibition in Vancouver, a new location that offers free parking for all attendees.
The list of confirmed exhibitors for next year’s event is updated and published on the show’s website. ciphexwest.ca
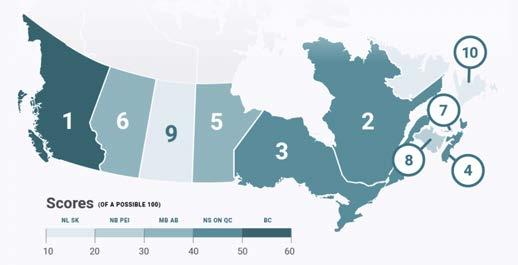
Efficiency Canada, a Carleton-University-based advocacy organization, has launched the first Provincial Energy Efficiency Scorecard.
“Imagine thinking of all that energy waste from our homes, businesses and industry as a ‘resource’, just like natural gas, oil or wind turbines,” Corey Diamond, executive director of Efficiency Canada, said in a release. “Now imagine harvesting that ‘resource’ in every community across Canada, creating jobs and meeting our climate change commitments. At a time when much of the country is at odds on our energy future, boosting energy efficiency is surely something all Canadians can agree on.”
The provincial scorecard—similar to the state scorecard released annually by the American Council for an Energy Efficient Economy (ACEEE)—measures policy progress on energy efficiency programs, enabling policies, buildings, transportation and industry.
“British Columbia received the top score because of policies like the Energy Step Code that create a clear pathway towards net-zero energy-ready buildings, natural gas efficiency targets and support for vehicle electrification. Québec scores second, and is the national transportation leader,” explains Dr. Brendan Haley, the study’s lead author and Efficiency Canada's policy director.
“In every province, we found both strengths and areas for improvement. We also identified policy gaps across all provinces that should be priorities for federal action—including catalyzing finance, building code implementation and compliance, transforming heating markets and training for efficiency jobs,” added Haley.
The International Energy Agency (IEA) estimates that 40 per cent of global Paris Agreement GHG reduction commitments can be met with energy efficiency measures, such as better insulation, smart home heating and cooling technologies, LED lighting and high-efficiency appliances.
An earlier report by Efficiency Canada estimated that 118,000 annual jobs would be created between now and 2030
by implementing the energy saving policies found in the PanCanadian Framework on Clean Growth and Climate Change. www.scorecard.efficiencycanada.org
ASHRAE has released updated editions of its standards for ventilation system design and acceptable indoor air quality (IAQ), Standard 62.1 and 62.2.
The ANSI/ASHRAE Standard 62.1-2019, Ventilation for Acceptable Indoor Air Quality, specifies minimum ventilation rates and other measures for new and existing buildings that are intended to provide IAQ that is acceptable to human occupants and that minimizes adverse health effects. Some changes to Standard 62.1 include new tables of ventilation rates per unit area for checking building ventilation calculations, a simplified version of the Ventilation Rate Procedure, Modified Natural Ventilation Procedure calculation methodology as well as a revised scope to specifically identify occupancies not previously covered.
The updated Standard 62.2 adds a compliance path that gives credit for particle filtration, distinguishing between balanced and unbalanced ventilation system interactions with natural infiltration, requiring compartmentalization limits for new multifamily dwellings, and allowing for single-point envelope leakage test results to be used when calculating infiltration credit. www.ashrae.org/bookstore

ASHRAE and the U.S. Department of Commerce’s National Institute of Standards and Technology (NIST) have signed a new Memorandum of Understanding (MoU), formalizing the relationship between the two organizations.
The agreement outlines how ASHRAE and NIST will work cooperatively to improve HVAC technologies and their applications. They will focus on improving building performance and cost effectiveness, through increases in energy and water efficiency and storage technologies as well as improving the interoperability of building systems and building integration with the electric grid.
Additional focus areas include supporting innovation and standards development, strengthening the resiliency of the built environment and bolstering cybersecurity of HVAC infrastructure. www.ashrae.org
Continued on p14

By Megan Hoegler
High upfront costs have traditionally led developers to shy away from geothermal technology to heat and cool residential developments. But advancements in technology and a demand for sustainable building methods is recalibrating this way of thinking.
“Technology is advancing,” said Adel Esayed, dean of the Centre for Construction and Engineering Technologies at Toronto’s George Brown College. “As a result, customers want to see that reflected in their homes.”
Birchcliff Urban Towns, a new townhouse development in Toronto’s east end, exemplifies that mindset change. The Core Development Group project includes 52 townhouse units in a U-shaped two-storey building that’s tied together through a central courtyard. A geothermal system supplied by a thirdparty energy provider will heat and cool the development, which is currently under construction at Kingston Road and Birchcliff Avenue.
“There’s been a big shift towards sustainability, so developers are starting to say ‘Hey, this is something we can use as a marketing tool,’” said Lane Theriault, president of Subterra Renewables, the Toronto-based green energy supplier working on the Birchcliff Development. “I can think of 100 or so buildings in the Golden Horseshoe that use geothermal and were built in the last 10 years.”
Subterra will install, own, and operate the geothermal system that will be heating and cooling the development, and the townhouse owners will pay a fixed monthly utility fee.
“Sizing, design and installation of geothermal requires pro expertise for the most efficient system,” says Esayed. “It’s still relatively new, so there are fewer installers and less competition.”
The Birchcliff Development will be free of natural gas as well as rooftop heating and cooling units, notes Theriault.
Construction began in June 2019. The current completion timeline is set for the end of 2020. subterrarenewables.com
NEXT Supply held a “Shoot to Win” contest at the Modern Hydronics Summit held in Toronto on September 19th, with a top prize of two tickets to a Raptors away game, including airfare and accommodations.
The winner, Codey from Genesys Plumbing in the GTA, traveled to Chicago with his young son Michael for the October 26th match-up between the NBA Champion Toronto Raptors and the Chicago Bulls. The Raptors won by a score of 108 to 84. Congratulations to both Codey and the Raptors. www. nextsupply.ca

The Joyce Centre for Partnership & Innovation (JCPI) at Mohawk College has received its Zero Carbon Building (ZCB) Performance certification from the Canadian Green Building Council (CaGBC). The Hamilton, ON building is first to achieve both ZCB Design and Performance certifications.
The JCPI was the second project in Canada and the first institutional building to earn a ZCB Design certification through the CaGBC program.
Earlier this year, HRAI held a symposium that addressed the transition to a low carbon society at the Joyce Centre, which included a tour of the facility.
The Joyce Centre is powered by a photovoltaic (PV) system that produces 500kWp AC, enough carbon-free energy to power the entire building. The building envelope also consists of triple-pane glazing and insulated pre-cast sandwich panels, helping to minimize thermal energy demand intensity (TEDI) while maximizing heating, cooling and natural light. A variable refrigerant flow (VRF) geoexchange heat pump system provides space heating and cooling.
Introduced two years ago, the ZCB Standard was designed to guide the industry in building to zero carbon and help Canada meet its international emissions targets by 2030. Since its launch, over 20 projects (including 10 certifications) are now registered under the ZCB Standard. www.cagbc.org
The annual survey shows many HVAC professionals are feeling optimistic about the business going into 2020.
The Annual Economic Outlook Survey compiled by the ASHRAE Journal and the AHR Expo has revealed a positive and optimistic outlook for the HVAC industry in 2020, while regulatory and potential political changes could have an impact on the North American market in the year ahead.
The survey was distributed to 1,418 past and prospective expo attendees and industry manufacturers to gauge the market. The complete 2020 report includes input on trends, issues and opportunities as outlined by representatives from industry associations regarding their respective areas of expertise. The survey acts as a precursor to the AHR Expo, happening in Orlando, February 3-5, 2020.
Survey respondents were also asked to write in potential opportunities, threats and challenges to be considered for the near future. Opportunities for growth identified by respondents include automation and self-diagnostic controls and continued growth in the IoT/IIoT space.
Areas of concern included rising tariffs and the need to recruit and retain a strong, skilled workforce. Additionally, changing energy efficiency regulations and R22 refrigerant phase-out remain high on respondent radars.
Potential impacts to the industry on the horizon, be they negative or positive, included the upcoming 2020 U.S. presidential election, which could affect both U.S. and Canadian markets, along with the growth of big-box retailers, SEER regulations, digitalization and the viability of new technologies on the market.
Overall, 79 per cent of survey respondents predicted good or excellent sales prospects in 2020. In terms of sales growth between 2018 and 2019, 34 per cent reported an increase of 10 per cent or more, while 70 per cent indicated sales growth of at least 10 per cent.
While there continues to be shifts in the market, the industry remains in a positive economic position. For example, heading in to 2019 the ‘retrofit and renovation’ segment was ranked as having the highest business growth potential. This year, it fell to second place, falling behind maintenance and replacement jobs.
Respondents also report expected growth in nearly all areas of the industry, the highest potential being within light commercial (72 per cent), hospital/health (67 per cent) and resi-

dential markets (64 per cent). Other top areas of predicted growth included data and telecom centres, heavy commercial, schools, office buildings, restaurants and hospitality.
According to both exhibitors and attendees, the most important consideration for consumers when making purchasing decisions is reliability. For the second year in a row both energy efficiency and indoor air quality were the next most important considerations according to exhibitors. Attendees, however, placed initial costs second followed by comfort considerations.
Looking forward, ASHRAE states there needs to be a greater emphasis placed on operability during the design, construction and turnover of buildings with an emphasis on the indoor environmental quality [IEQ] without wasting energy. The society sees an ongoing challenge within the industry is helping building owners and operators set concrete and measurable goals. One recommended solution is ensuring the design reflects the capabilities of the people operating the building, and that building operations representatives be included all the way through the design process, not only at the end.
“As an industry, we can dramatically change how buildings impact the people who occupy them by working together to provide the innovation required to create sustainable built environments around the globe,” said ASHRAE’s president, Darryl K. Boyce, in the official report. “ASHRAE is creating networks and establishing new strategic partnerships to expand on opportunities for engagement, not only within the HVAC/R industry, but across many industry sectors with stakes in [IEQ], operational performance and sustainability.” <> www.ahrexpo.com
“We
owe
it
to our customers and to the environment to be sure that newly installed gas appliances will operate at peak efficiency.”
BY IAN McTEER
Climate activists have made it clear that installing new natural gas and propane fired residential heating equipment, including cook stoves, fireplaces and water heaters, will become a thing of the past before long. Already several municipalities in North America have placed bans on future installations of residential gas utilities while also declaring climate emergencies related to excessive carbon emissions from burning fossil fuels.
Once North America’s electrical generation capacity and distribution grid have been restructured to accommodate all the power that will eventually be needed, all-electric HVAC/R will be our future. However, according to statistics from the Air Conditioning,

Heating & Refrigeration Institute (AHRI), year to date shipments (as of August 2019) of residential gas furnaces increased 5.9 per cent over the same period in 2018. U.S. factories shipped 2.29 million units, up from 2.16 million in August 2018. Even oil furnace shipments are up 14.9 per cent with 21,949 units moved into distribution since August 2018.
Gas furnaces are, arguably, one of the lowest-cost heating options for many homeowners in the replacement market and in new construction. Single zone systems can be made efficient and comfortable when proper design, installation and commissioning techniques have been utilized. We owe it to our customers and to the environment


to be sure that newly installed gas appliances will operate at peak efficiency. There are five critical tests that should be taken at start-up to verify any given unit is operating in accordance with the manufacturer’s installation instructions and industry standards. Let’s look at them one by one:
1. Gas pressure/Meter clock
2. Line & Low voltage
3. Flame signal

4. Temperature rise
5. Vent system pressure
There are three gas pressure tests that should be performed at system start-up or whenever combustion-related service problems occur. According to code, CAN/ CSA B149.1 – 15, paragraph 6.3.2, “a piping or tubing system supplied at pressures up to and including 14 in w.c. shall be designed to prevent the loss in pressure between the appliance and either the termination of the utility installation or the last-stage regulator from exceeding the maximum allowable pressure drop specified in Table 6.1.”
Table 6.1 says that for natural gas or propane installations using a piping or tubing system with a supply pressure 7 in w.c. to 14 in w.c., the maximum allowable pressure drop is 1 in w.c. This is the standard pressure rating for residential gas pressure regulators. Gas utilities typically set-up the gas pressure regulator to provide a minimum of 7 in w.c. Propane sup -
“Start-up data belongs to the heating system, not the contractor nor the homeowner.”
plier’s set up the second stage regulator to provide fuel at 11 in w.c. and must not drop more than 1 in w.c. To test for allowable pressure drop, do the Static and Working pressure tests:
a) Gas line Static Pressure test:
– Turn off the gas supply to the furnace.
– Install a pressure tap into the line side of the gas valve. Some valves have raised pressure taps that simply require loosening of the tap set screw one quarter turn. A gas resistant hose is then placed over the tap and connected to a manometer.
– Once the manometer is con-
nected, turn on the appliance gas supply. Do not start the appliance.
– Read the manometer: Let’s say the manometer reads 10.54 in w.c. on an LP system start-up. This is the Static Pressure with no gas appliances in operation.
b) Working Pressure Test
– Start the furnace; use a test mode if available on two-stage or modulating units.
– When the unit fires, note the new gas pressure and looking at the above example, it must not be less than 9.54 in w.c.
– Allow a two-stage unit or modulating furnace to achieve 100 per cent input. Again, the final stage must not result in a pressure drop. greater than 1 in w.c.
Static and Working pressure test proves the adequacy of gas supply pressure and will allow the furnace to operate according to the manufacturer’s Continued on p18
specifications. The static test will also detect excessive line pressure caused by a faulty utility pressure regulator. Too much pressure will likely damage the gas valve but it could also cause a potentially dangerous delayed ignition rough start.
c)
Contrary to popular belief, manufacturers do not set up the final manifold pressure on most residential gas furnaces. Often the pressure is set to allow test firing on the assembly line, typically something over 3 in w.c. for natural gas furnaces. Final pressure setting must be done on the job and 3.5 in w.c. is not always the required pressure. Some units require natural gas at 4.0 or 4.5 in. w.c. in the manifold. Two stage units typically fire natural gas at 1.4 to 1.7 in w.c. on first stage. Be sure to follow the manufacturers manifold gas pressure set-up instructions carefully. Record the static, working and manifold pressures for posterity. Be sure to clock the gas meter for evidence the unit is consuming the correct quantity of fuel.
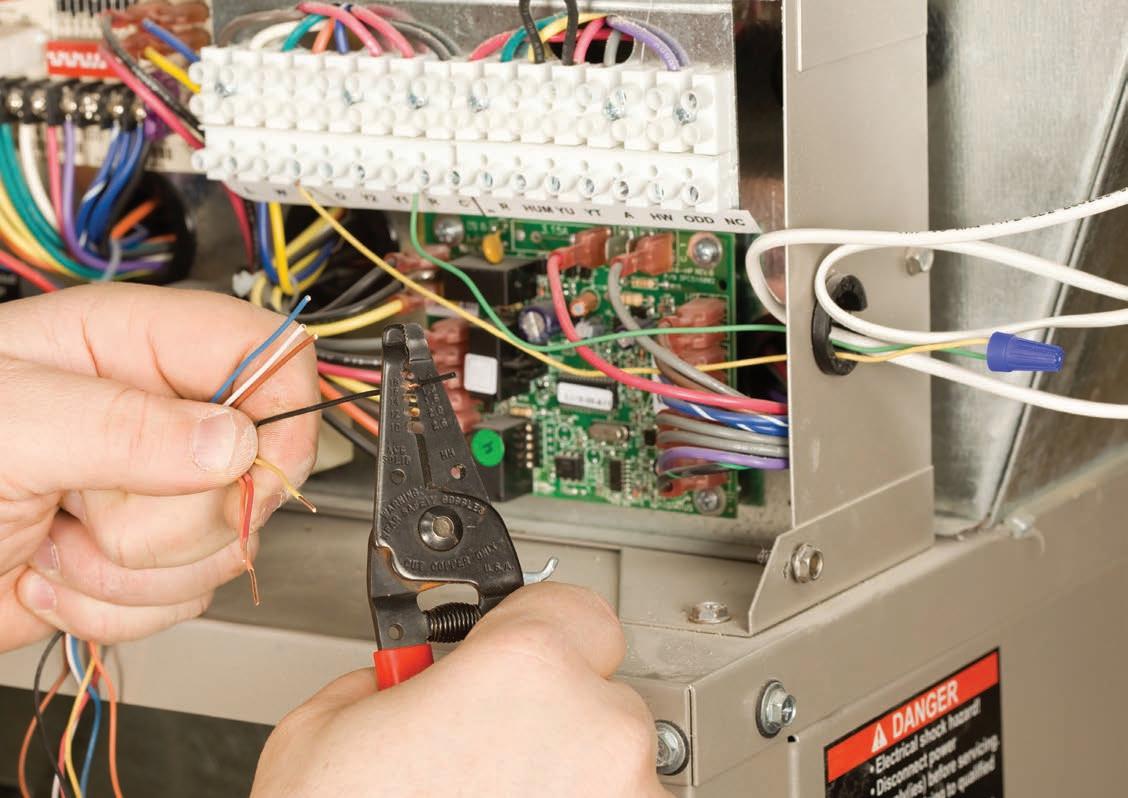
Electronic controls are voltage dependent, improper voltage elicits devilish responses from circuit boards, sensors and related controls. Residential gas furnace manufacturers typically specify a nominal voltage ranging from 110 VAC to 120 VAC. Voltage fluctuations affecting proper appliance operation do occur for several reasons such as undersized branch circuit wiring or voltage transients. At start-up, just like gas pressure, static and working pressure tests take a voltage reading at the circuit board Line Hot and Line Neutral spade terminals. If your manufacturer publishes a nominal line voltage input of 120 VAC, the measured voltage at rest could be allowed to fluctuate as much as +/- 10 per cent.
Remembering that both low voltage and excessively high voltage will cause anything from erratic operation to very expensive damage, the measured voltage should be reasonably close to the manufacturer’s published nominal value. Take a second—or working—voltage reading once the fan motor has started. Ideally, there should be almost zero voltage-drop. Be sure to check for voltage across the Line Neutral terminal and chassis ground. Control boards needing a properly made earth-ground
for a zero-volt reference could lock-out or cause erratic operation if there’s more than 2 volts on ground. Some voltage issues are related to the homeowner’s electrical supply and will require a certified electrician or a utility representative to investigate voltage spikes, transients and grounding issues.
Gas furnace manufacturers also publish branch circuit wire sizes that should be used in order to provide a safe path for electrical current to be Continued on p20



the coveted 2020 AHR Innovation Award in the IAQ category with PLP-LED!



Fresh-Aire UV is the leading award-winning North American provider of advanced HVAC Indoor Air Quality products. With a million installations world-wide, FreshAire UV offers engineered systems designed for residential, commercial, healthcare & agricultural applications. For more information visit
www.FreshAireUV.com800-741-1195 , call or email aaron@FreshAireUV.com.



- Airstream & evaporator coil disinfection
- Destroys mould, bacteria, viruses, odours & VOCs
- Lifetime EverCarbon Matrix™ w/ anti-microbial coating
- Advanced UVC quartz lamp w/ 3 year lamp life
- LED-smart notification
- Moulded translucent polycarbonate housing
- UL2998 validated for zero-ozone emissions
- Auto-sensing 18-32VAC & 110-277VAC models
- Lifetime system warranty. 3 year UVC lamp warranty

- Maintains a clean mini-split system
- Destroys mould & bio-film
- Improves indoor air quality
- UV LED spectrum is safe for eyes & plastics
- 40" Self-adhesive LED strip is easily trimmed to length
- 120-277VAC power supply
- Replaceable 50,000 hour+ LED strip
- 5 year warranty on all parts






After at least 10 minutes of operation, the vent system will start to fill with water. Accumulated water must be able to flow back toward the furnace and out through the drain.
Your manufacturer may require that the drain trap be filled prior to checking the gas manifold pressure.
consumed by the appliance during op eration. Larger input gas furnaces such as 100K and 120K Btu/hr models with blowers capable of handling up to 5 tons of cooling require heavier wire and larger circuit breakers. The old blister being removed might have been rated for service with 14-gauge wire on a 15amp circuit breaker. Connecting the new appliance using the existing wire and breaker could cause excessive voltage-drop and might even be dangerous. The manufacturers table below requires 12 gauge wire be used with the two largest models.
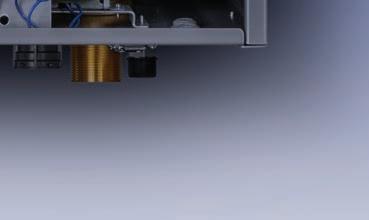
Condensate drain line must be freeflowing: no restrictions allowed!

Improperly installed vent systems happen far too often.
Water accumulating in an improperly sloped vent will eventually trip a pressure switch creating a no heat situation. This failure happened in January, more than a month after initial installation.
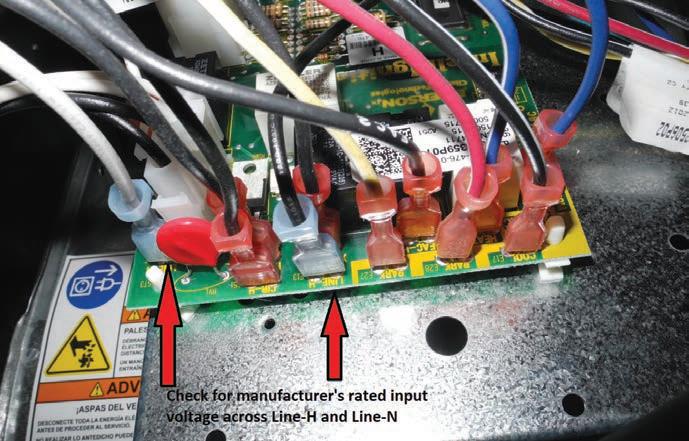
Check with your manufacturer, know how much deep negative pressure is required to close each pressure switch throughout their model line. The first stage pressure switch pictured above closes at -0.97” wc. After the unit fires, pressure will increase (move toward zero) but must not rise beyond the rated pressure for any given pressure switch. Printed on this label is the operating pressure -0.88” wc. This switch has a +/- range of 0.04” wc. During operation a tech might measure anywhere from -0.84” to -0.92” and still be within normal operating range. If the vent system pressure is within range, then the venting system is properly sized and sloped. Condensate will freely run to the floor drain or condensate pump.
Finally, measure the transformer’s low voltage output, static and working. If the voltage reading is ever less than 20 VAC or more than 30 VAC across “R” to “C”, expect erratic operation.
Typical manufacturer data of a dual pressure switch set-up providing a part number along with opening and closing pressures for each switch. The operating pressure will be printed on the label of each switch.
Table: 12-gauge wire required for large model
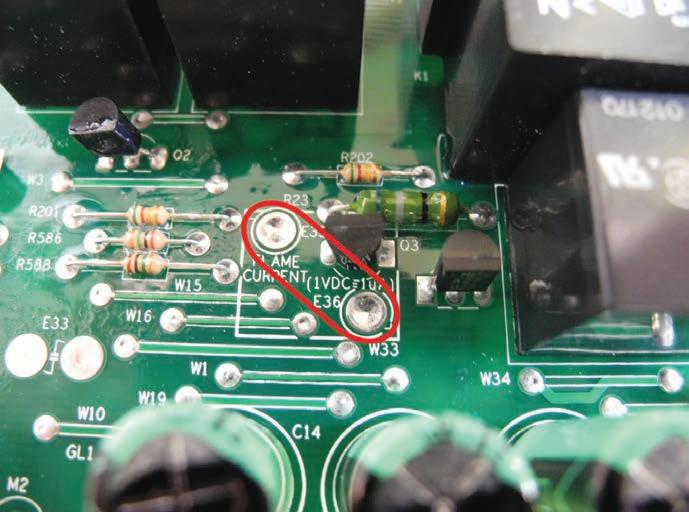
One of the most overlooked causes of erratic gas furnace operation has to be ignition lock-outs caused by a poor flame signal. This can happen for a variety of reasons: damaged or misaligned flame rod (maybe the appliance was damaged during shipment or installation), voltage problems, gas pressure problems, pinched wiring and so on. Admittedly, in days of yore, checking the flame signal wasn’t always easy. Fortunately, newer controls have solder pads incorporated onto the board so that simply touching the leads of an
Continued on p22

accurate voltmeter set on the DC scale to the pads will indicate the flame signal during operation (see image p.18).
Thus, 1 volt DC = 1 µA. A newly installed gas furnace should be producing a flame signal somewhere in the region of 2.5µA to 3.0µA. Some control boards will report-out a low-sense flame signal at 1.25µA by flashing a blink code on the control board’s diagnostic LED. Be sure to record the Day 1 flame signal for future reference.
Properly ducted forced warm air furnaces will provide decades of reliable service provided they run not too hot, not too cold, but just right. Once done with gas pressure tests and a meter clock has verified fuel input, allow the unit to run for at least 10 minutes before taking a temperature rise. Air temperature should be measured in the trunk ductwork and out of the line of sight of the heat exchanger to prevent radiant
heat from skewing the numbers.
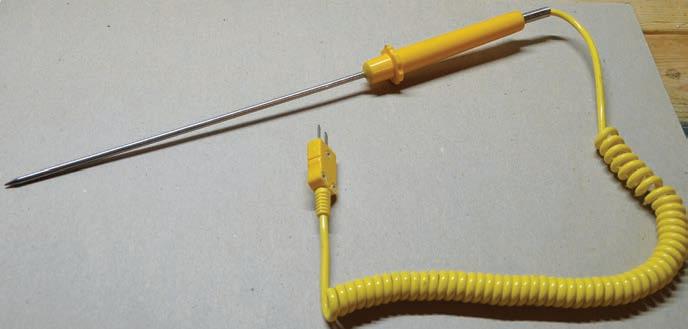
Return air entering temperature is taken at the entrance to the blower compartment. Use a Type K thermocouple or equivalent probe designed for measuring air temperatures. The probe, pictured above, is ideal for residential ducts being long enough to get a good representative air temperature sample using a mini traverse.
All gas furnaces must operate within the manufacturer’s specified temperature rise range. Manufacturers provide charts indicating the correct range for any given model, or the charts may indicate a more precise temperature rise at the rated air flow level. For example, in the chart above, this manufacturer provides a rise range for a given model. I have removed all the model numbers, but suffice to say there are seven models of two-stage gas furnaces covered.
Another manufacturer provides two charts. The first chart (below) lists airflow versus external static pressure. I
30-60 17-33 20-50 11-28
35-65 19-36 35-65 19-36
40-70 22-39 35-65 19-36
35-65 19-36 35-65 19-36
have removed the model numbers and shown data for the two smallest units: The chart indicates the 60K Btu/hr unit comes with the blower speed factory set on the medium high speed and the blower will deliver 1065 cfm of air against 0.50 in w.c. of external static pressure. The second chart (next page) indicates the exact temperature rise that should be measured if the furnace is moving at least 1000 cfm of air. Thus, at 1000 cfm of air the temperature rise should be 53F. Since the blower’s factory setting should be delivering at least 1000 cfm, a temperature rise measurement of 60F, for example, would be unacceptable and likely indicates a serious distribution system problem. If this happens, that problem must be identified and repaired before leaving the homeowners alone with their new furnace.
After gas pressure testing is complete,
Cubic
MODEL
tee a manometer into the vent system pressure switch tubing. When re-starting the unit for the temperature rise test, take note of how much negative pressure the draft inducer can create. This number should be compared to the manufacturer’s minimum requirement for continuation of the combustion cycle. Typically, with a properly installed vent system containing a minimal amount of moisture, the deep negative should be significantly below the required closing pressure. After the temperature rise test and the limit control function has been verified (allow at
least 10 minutes of 100 per cent input operation), restart the unit and take note of the new deep negative closing pressure. It’s likely to be higher (closer to zero) but still lower than the manufacturer’s requirement. This test will verify vent system sizing (pipe size, length and elbow count) and that moisture is draining adequately. See the sidebar (page 20) for more information about checking vent pressure.
Data collected from these five tests plus any other operational details should be documented in an easily accessible method that becomes part of
the installation. Start-up data belongs to the heating system, not the contractor nor the homeowner.
Start-up information forms a vital part of any unit’s operational history and will be of great benefit to technicians during future service calls. A lifetime’s worth of service history will eventually provide the criteria necessary in making equipment replacement or repair decisions. <>

Ian McTeer is an HVAC consultant with 35 years experience in the industry. He was most recently a field rep for Trane Canada DSO. McTeer is a refrigeration mechanic and Class 1 Gas technician.





Take a logical and systematic approach to determining the final cause of equipment failure, and then take it a step further to determine the actual root cause. BY DAVE DEMMA
Ihave written on this topic in the past and have likened the role of an air conditioning/refrigeration technician to that of a doctor. With that comparison, the competent technician will have gone through an internship/residency (apprenticeship) period, which may last upwards of five years. During this period, through a combination of classroom and on-thejob learning, the apprentice technician will have acquired the necessary knowledge and field experience to become a competent journeyman technician.
Which brings us to the topic of troubleshooting—a skill that all good technicians should possess. First, the basic definition of troubleshooting: a logical and systematic approach to determining the final cause of equipment failure, and then taking it a step further to determine the actual root cause of equipment failure.
Here are the steps:
1. A failed product or process on a machine or system generates a service call.
2. The technician arrives at the jobsite.
3. A logical and systematic approach is employed to locate the source of the problem. This means resisting the temptation to immediately push the reset buttons on safety switches (controls, starter overloads, etc.) without first determining the cause for the trip.
4. The realization that if a safety switch is tripped, this is only a symptom of another issue.
5. While there might be several potential causes for a given failure, a process of elimination will result in pinpointing the exact cause.

6. Once the true cause has been determined it must then be further determined whether it was the actual cause of failure or just the final cause of failure.
Troubleshooting includes the in-depth analysis of the ultimate equipment failure and identifying the root cause of the failure.
Here’s a typical situation: a customer notices a loss of cooling capacity and a service call is placed. It’s not until a technician arrives that a cause for loss of cooling capacity can be determined. In this case, it’s obvious that the actual cause of failure was that an oil failure control tripped. This resulted in the compressor shutting down and the loss of cooling capacity.
Now, this is where the technician can either simply reset the tripped control and chalk it up as a “nuisance” trip, or spend a little time to determine the real cause of the trip. The

less than average technician, or perhaps even average technician, will take the easy road. The expert troubleshooter will spend the time necessary to find the root cause of the failure and then correct whatever that condition is.
Let's analyze what really caused this oil failure control to trip. The compressor ran out of oil resulting in low oil pressure. The oil failure control properly sensed this and as a “safety” control (a control whose function it is to protect the compressor from damage) it locked out compressor operation. But how did the compressor run out of oil?
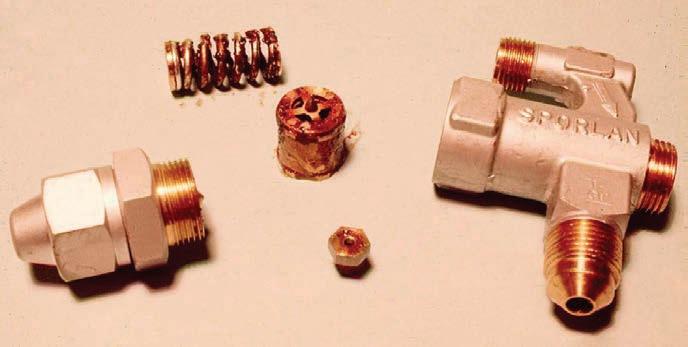
The suction filter-drier was plugged up and the resulting reduction in suction vapor velocity inhibited the oil from returning to the compressor. But what caused the suction filter to plug up?
Well, an analysis of the removed suction filter reveals that it was plugged with decomposed oil.
What causes oil to decompose? Heat.
What causes the level of heat in a system necessary for the oil to decompose? Let’s go up to the roof and look at the remote condenser.
Now we’re getting somewhere.
So, the logical and systematic approach to this problem found that the compressor was inoperative due to the oil failure control trip.
Further inspection noted that the compressor crankcase was nearly empty, which caused the low oil pressure condition that resulted in the oil failure control trip.
After the control was reset, the technician checked the operating pressures, including oil pressure, suction pressure, crankcase pressure, discharge pressure, and the pressure upstream of the suction filter-drier. This revealed there was a 12 psi pressure drop across the filter-drier, which is a symptom of another problem—a restricted suction filter-drier.
Removing the filter-drier for inspection revealed the source of the contamination: decomposed oil. Mineral oil will start to decompose at 350F. Oil decomposition occurs in several
stages: initially forming a varnish (thicker and darkened oil); the next stage is a sludge (thicker than varnish and even darker); the final stage is a carbonaceous powder (solid contaminant). It was this final stage of decomposition which plugged the suction filter-drier.
Now if the suction filter-drier was plugged up it would be a good assumption to expect that the liquid filter-drier would be partially plugged as well. Both filter-driers were replaced, and the system was then restarted.
This corrects the condition that resulted in poor oil return to the compressor but does nothing to correct the condition that caused the oil decomposition. So the expert troubleshooter has more to do.
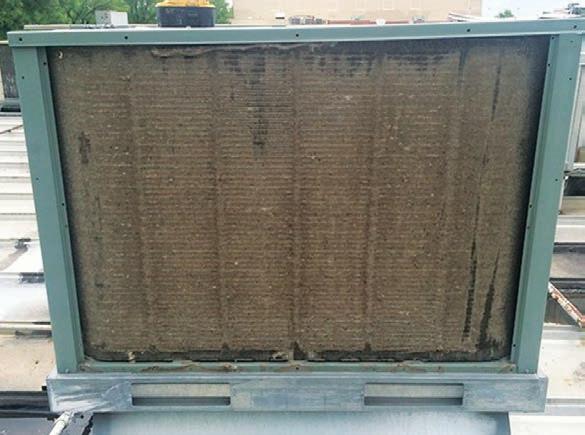
The next step was to determine the cause for the discharge temperature to be in excess of 350F. This led the technician to inspect the condenser, where he found a severely fouled condenser surface. After a thorough cleaning, the discharge pressure (and corresponding discharge temperature) were reduced to normal levels, eliminating the condition which caused the oil decomposition. The dirty condenser was the result of a lack of maintenance.
So, the real root cause here was a lack of maintenance, which resulted in a dirty condenser and ultimately in oil decomposition. The decomposed oil plugged the suction filter-drier, which resulted in high suction line pressure drop and reduced suction vapor velocity, which resulted in insufficient oil return to the compressor, which resulted in low oil level in the compressor crankcase, which resulted in low compressor oil pressure, which finally resulted in the compressor oil failure control trip.
Whew…
Now, this is only one of hundreds (if not thousands) of possible system failures that a piece of equipment might suffer. Some failures are complex (as in the example cited above), while some examples can be quite simple—a loose pipe
Continued on p26
clamp which caused the pipe to rub against the strut the pipe is attached to and wearing a hole in the pipe. The hole allowed refrigerant to leak out of the system, which resulted in a loss of cooling capacity. This doesn’t require a lot of analysis to get to the root cause. Repair the leak, tighten the clamp, and inspect other clamps to make sure this condition isn’t repeated. Once again, a lack of maintenance.
Or consider a failed motor. Perhaps the motor had reached the end of its useful life and the bearings finally seized. Or perhaps it could be the result of an overzealous in-house maintenance tech who overgreased the bearings.
“Without a complete and thorough analysis … it’s likely the system will experience a repeat failure in the future.”
Excessive grease volume (overgreasing) in a bearing cavity results in the rotating bearing elements beginning to churn the grease, pushing it out of the way. This results in energy loss and rising temperatures, which then leads to rapid oxidation (chemical degradation) of the grease and an accelerated rate of oil bleed (a separation of the oil from the thickener).
The heat that has been generated over time combined with the oil bleed will result in the grease thickener decomposing into a hard, crusty build-up that can impair proper bearing lubrication and even block new grease from reaching the core of the bearing. The end result is an accelerated wear of the bearing’s rolling elements and then ultimately a component failure.
The technician wouldn’t know the actual cause without inspecting the bearings. Now, if this is a smaller motor, it might not warrant the time to disassemble the motor and inspect the bear-
ings. But if this were an expensive 100 HP motor, it would absolutely be worth the time to inspect the bearings.
When troubleshooting reveals a component failure, typically that component is replaced. For example, an evaporator is underfeeding, resulting in an inability to maintain proper space temperature.
The technician checks the superheat at the outlet of the evaporator, and finds the superheat is 25F. Attempting to adjust the TEV does not reduce the superheat at the evaporator outlet. So, the decision is made to replace the TEV.
The system is pumped down, the TEV removed/replaced. The system liquid filter-drier is also replaced (good practice anytime the system is opened up). The system is then evacuated and restarted. The space temperature drops to the set-point, and a check of the superheat at the evaporator outlet reveals that it’s now at 8F. Perfect superheat for a medium temperature refrigeration application.
Once again, this is where the average technician will take the easy route, complete the service ticket, get a signature from the customer and then leave the site. The expert troubleshooter will not be satisfied until the cause of the TEV failure has been determined. An “autopsy” is performed on the TEV, including a disassembly to inspect the internal components so a
failure analysis can be made.
Once again, decomposed oil is the cause. This time it has plugged up the TEV port and restricted free movement of the pin carrier assembly. This failure can also be attributed to excessive discharge temperature, which was caused by a dirty condenser. And once again, a lack of maintenance.
Again, there are hundreds (if not thousands) of possible causes for system failures. The important point here is that without a complete and thorough analysis enabling the technician to get to the root cause of failure it’s likely the system will experience a repeat failure in the future.
It’s only through a complete and thorough troubleshooting of the equipment, a logical and systematic approach to determining the final cause of equipment failure, and then taking it a step further to determine the actual root cause of equipment failure, that the technician can be assured that the true cause of failure has been properly solved. <>

Dave Demma holds a degree in refrigeration engineering and worked as a journeyman refrigeration technician before moving into the manufacturing sector where he regularly trains contractor and engineering groups. He can be reached at ddemma@uri.com.

Often misdiagnosed, take a system-wide approach when searching for root cause problems with AC and heat pump systems. BY JEFFREY STAUB

Thermostatic expansion valves (TXVs) are often misdiagnosed as the root problem in poorly performing air conditioning and heat pump systems. The truth is that two-thirds of TXVs returned show no signs of failure. For this reason, we recommend taking a system-wide approach when troubleshooting. Eliminate all other components as a source of a system’s performance issues before investigating the TXV as the culprit.
Low airflow is one sign that the cooling system is not functioning properly, and it has nothing to do with the TXV.
Figure 1 shows two identical evaporators being fed by a TXV with the evaporator on the left getting adequate airflow while the one on the right has inadequate airflow (note the superheat values and evaporator temperatures). Low airflow
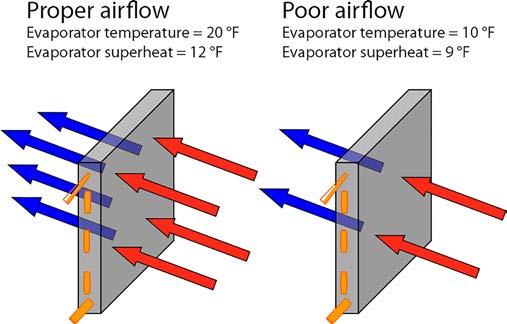
can be caused by a dirty or clogged air filter or a malfunctioning fan or blower motor, so be sure to investigate those components as the source of insufficient airflow.
As seen in the table in Figure 2, a low refrigerant charge will result in a higher superheat and a lower subcooling and lower evaporator pressure. The biggest difference between low air-
Evaporator temperature = 20 ºF
Evaporator superheat = 12 ºF
Condenser subcooling = 12 ºF
Evaporator temperature = 5 ºF
Evaporator superheat = 28 ºF
Condenser subcooling = 2 ºF

flow and low charge is the level of superheat and subcooling. In a poor refrigerant charge scenario, the load is still there, but there is not enough refrigerant to absorb the heat. If signs point to the refrigerant charge being low, charge the system while following proper field procedures or original equipment manufacturer’s (OEM’s) recommendation.
An obstruction in the liquid line, such as a clogged filter drier or smashed or crimped liquid line tubing, can produce flash gas (see Figure 3), even though there is a proper refrigerant charge. Make sure to check upstream for blockages if there is flash gas at the TXV inlet. Check subcooling at both the condenser outlet and the TXV inlet prior to adding any refrigerant. A dirty or clogged filter drier is a potential culprit, especially since they are most often installed upstream from TXVs.

Ensure that the valve has been correctly installed: inadequately brazed fittings or mounted bulbs will negatively affect the TXV’s ability to operate. Inspect the valve, looking for physical signs of damage, such as dents in the power element, kinks in the tubing or signs of overheating like discoloration.
If the bulb mounting is loose, it will cause the TXV to overfeed, possibly flooding the compressor. Since 50 per cent of the heat absorbed by the bulb can come from the bulb strap, always use an OEM-recommended bulb strap (as shown in Figure 4). The sensing bulb should be securely mounted on the evaporator outlet downstream from the refrigerant header, in a position on the pipe least affected by liquid refrigerant and oil, and mounted before the equalizer tube.
Overfeeding or underfeeding can also


occur if the sensing bulb is not adequately insulated. The bulb should only be sensing the temperature of the evaporator outlet pipe; if it senses ambient temperatures, it will respond according to incorrect conditions. Insulation tape or foam should be liberally applied to shield the sensing bulb from ambient temperatures.
If these issues cannot be corrected by any other way, adjust the valve’s superheat. Note: adjusting the superheat should only be done after all other corrective measures have been taken. When adjusting the superheat (as seen in Figure 5 ), verify the rate of change per turn of the superheat spindle for the specific TXV (for example, on Danfoss TR 6 valves, one turn clockwise equals a one degree Fahrenheit increase). Be sure to note what changes are made to the superheat as it may be
Continued on p30

necessary to return the valve back to the original setting. Adjust the superheat one or two degrees at a time and give the system 10 to 15 minutes to rebalance. Once the valve is feeding, monitor the superheat as the system goes through a pulldown. Whenever possible, compare the superheat to information provided by the equipment manufacturer.
“If, after all other variables have been eliminated and the superheat has been adjusted, the TXV is still not functioning properly, replace it with a new correctly-sized valve.”
A plugged TXV will underfeed the evaporator and produce symptoms that include the evaporator operating under a vacuum or very low pressure. A plugged valve will not respond to a superheat decrease or will suddenly open up if superheat is adjusted downwards. Some TXVs have an inlet strainer. If the valve has a removable one, it may be removed and cleaned.
As a reference, use the following checklist to troubleshoot TXVs in the field:
Z Is the airflow low?
Z Is the refrigerant charge or subcooling low?
Z Are there any upstream obstructions?
Z Is the sensing bulb mounted properly?
Z Is the sensing insulated adequately?
Z Are there any signs of valve blockage?
Z Does the sensing bulb respond to heat by opening the valve?
Z Is the superheat correctly set?
Z Is the valve mounted correctly?
Z Is the valve sized according to OEM recommendations?
Another potential cause for underfeeding is a lost bulb charge. Since the bulb pressure is responsible for driving the valve open, if the pressure is reduced or lost, the evaporator and spring pressures will drive the valve closed. A quick way to check for this is to warm the sensing bulb. Simply hold it in your hand for a minute or two (as seen in Figure 6). If the bulb charge is fine and the valve is not stuck or seized, it should respond by opening.
A final potential cause for underfeeding is a valve that is too small, which will significantly hinder performance. Check the valve’s rated capacity (highlighted in Figure 7 ) against the OEM’s recommendations. The valve capacity should be equal to or greater than the OEM’s capacity rating.
If, after all other variables have been eliminated and the superheat has been adjusted, the TXV is still not functioning properly, replace it with a new correctly-sized valve. When removing the failed valve it is important to cut it out rather than sweating it out, as sweating may damage the valve and the manufacturer will not be able to determine the source of the malfunction when it is returned.
We recommend changing the filter drier every time the system is opened as insurance against future problems. <>
Jeffrey Staub is director, regional applications Americas –Danfoss. He can be reached at JeffStaub@danfoss.com.

Smart technology developed by PCL Construction and Microsoft is simplifying tradespeople and developers’ jobs through crisis prevention and cost-savings. BY
MEGAN HOEGLER
It all started with Siri.
Since Danish web developers created the voice-activated smart technology in 2010, the concept has only advanced and spawned similar applications such as Google Home and Nest.
While Amazon has managed to make Alexa a household name, the concept of smart technology in building is a new, and not fully understood, concept.
In 2017, the PCL Construction company partnered with Microsoft to develop Job Site Insights (JSI), a smart technology platform that provides contractors with job site sensors. Over two years, the partnership has worked on over 700 projects with staffs of over 10,000 tradespeople.
Despite the rapid deployment, defining smart building to potential clients can be a challenge.
“A lot of owners and clients come to us asking for a smart building,” says Chris Palmer, senior manager of advanced technology services for PCL’s business technology team. “We say ‘Great, we’ll build you one. What would you like?’ and they say, ‘I don’t know.’”
According to Palmer, this is because the buzz word ‘smart technology’ can mean many things to many different industries. For HVAC professionals and building owners, a smart building may integrate technology that monitors the temperature and humidity of a space or provides flood water detection services.
“If you look at food industries, they have regulation checks on refrigerators,” explains Julie Morin, director of IoT Solutions for Microsoft’s Canadian marketplace. “That’s a great opportunity be -


ABOVE: PCL Construction is incorporating IoT sensors in conjunction with its Job Site Insights platform to improve efficiencies on the job site.
cause there aren’t a lot of turnkey solutions on the market for customers to take advantage of. Being able to monitor temperature and get text alerts is super important to those customers.”
The Job Site Insights platform has been integrated into major residential high-rise developments, such as the SKY Residences of ICE District in Edmonton and 16 York in Toronto. Through the use of the smart technology, SKY Residences experienced a 46 per cent reduction in natural gas usage for 35 heaters over a six month-long winter season. They also had zero freeze/thaw leak incidents as a result of frozen pipes, which amounted to a $104,000 savings in rework avoidance and elimination of warranty and insur-
ance claims as a result of avoiding water-related damages.
At 16 York, JSI was able to detect a failed pump room valve coupling, allowing the damage to be managed and minimized right away and saving the development the cost of future insurance claims.
While solutions like JSI can be expensive to install, Palmer says the future savings make it worth the investment.
“The metrics and cost-savings being generated are helping us to drive adoption,” said Palmer. “Clients, like a lot of us, know the concept of smart technology. They’ve been exposed to it in their personal lives through Nest or Ring or Google Home, so extending that into a commercial space building isn’t a giant leap.”

Emerson has added system supervisor to its line of supervisory controls for large facilities. The system allows the user to control refrigerant, HVAC and lighting. Optimized for ProAct, the system collects and analyzes data, which is then cloud-processed through ProAct software, apps and services into insights about current conditions, developing trends, performance history and operational metrics. www.emerson.com

The VS 1000 RTe and VS 3000 RTe ERVs from Ventacity Systems meet Passive House Standards and are designed for humid climates. VS 3000 RTe offers an 85 per cent heat transfer efficiency and 65 per cent latent energy transfer efficiency. VS 1000 RTe offer an 82 per cent sensible heat transfer efficiency and 70 per cent latent energy transfer efficiency. www.ventacity.com


From Regal Beloit, the Genteq Evergreen VS product line of variablespeed replacement motors are electronically commutated motor (ECM) retrofits for use in residential and light commercial HVAC systems. Evergreen VS motors are pre-programmed, dual-voltage, dual-rotation motors. The Evergreen VS line is designed to replace constant airflow (variable-speed) ECM indoor blower motors. www.ECMMadeEasy.com

The Honeywell T10 Pro smart thermostat features wireless RedLink sensors with a range up to 200 feet, which monitor temperature, humidity and motion. Smart room sensors signal to the thermostat when a room becomes occupied. The thermostat can be connected to up to 20 sensors. It features a full-colour touch display, allowing for on-device set up and Wi-Fi connection. www.resideo.com
The BGH96 Series condensing furnace from Bosch Thermotechnology Corp. offers a twostage gas valve that switches between highand low-fire settings. The furnace can be integrated with the company’s Inverter Ducted Split (IDS) heat pump outdoor unit and cased coils for a dual fuel heating and cooling system. The unit features a three-way multipoise design and low-profile cabinet, as well as multi-speed ECM motors. All units come standard with a natural gas-to-LP conversion kit. www.bosch.ca

The Unico System M1218 air handler is now a separate module, making the small unit more adaptable for installation in tight spaces. The unit consists of various modules that are easily latched together and can be arranged in vertical-up-flow, vertical-counter-flow and horizontal-flow configurations. They can be combined as heating-only, cooling-only, or heating and cooling. www.unicosystem.com

The zero clearance grease duct from Durvent is intended for new and renovation restaurant construction. The double-wall stainless steel round duct ships pre-insulated with three inches of AES wool insulation and feature self-centering flue extension. www.duraventgreaseduct.com
The Ruskin BTR-250 heavy-duty isolation damper is suited for system containment or decontamination applications found in laboratories, medical facilities, clean rooms and federal buildings. It’s designed to provide bubble-tight airflow leakage performance in systems with up to 10 in. wg pressure and is available in sizes ranging from 4 to 36 in. diameter (I.D.) and includes a flanged channel frame for ease of installation. www.ruskin.com

Danfoss has added new 8.5- and 11-ton variable-speed compressors with intermediate discharge valves to its VZH range. The VZH inverter scroll compressors feature permanent magnet motors, and are designed for data centre close controls and rooftop units. www.danfoss.com

The YORK Sun Choice 15- to 27.5-ton rooftop units exceed DOE 2018 guidelines by up to 25 per cent and surpass future DOE 2023 part-load standards by almost 10 per cent. A lightweight design and direct replacement footprint allows ease of installation for retrofit applications. IntelliSpeed, an optional four stage fan control, provides improved occupant comfort and lower operating costs. Single-side access to all serviceable items provide ease of service. www.york.com

From Fujitsu General America, the Halcyon circular flow ceiling cassette system a DC twin rotary compressor, DC fan motor and optimal refrigerant cycle control. The circular airflow design uses 360-degree louvers. The new units work with wired or wireless controls (2- or 3-wire controls), and the company’s Human Sensor Kit which detects occupancy. Five sizes are available, from 18,000 to 48,000 Btu/h. Black or white grilles are available. www.fujitsugeneral.com

The Radon VAC from Tjernlund Products, Inc. consists of a plug-in fan, exterior hood and installer-purchased PVC pipe. It evacuates through the basement side wall of a property and features a sealed, galvanized fan housing and a PSC low watt motor. The product’s variable aspiration control hood is designed to dilute the radon gas with fresh outdoor air as it exits the hood and propel it away from the structure. www.tjernlund.com

The Fresh-Aire UV Purity whole house system includes a MERV 11 filter, germicidal UV-C light, and photocatalytic media. Purity, designed to purify air, can be attached to a central air system (furnace or air handler). The line includes five models. www.freshaireuv.com

The electricSchwank electric infrared heater series from Schwank range from 500 W to 6000 W. Designed for indoor and outdoor use, the models feature on/off and variable controls for single bulb heaters and two-stage control for dual bulb heaters. The series comes standard in stainless steel with custom finishes available in black, white, beige and mineral bronze. www.schwankgroup.com

Using the right tools will ease the clearing of blocked drains, and you never know what you’ll find.
BY STEVE GOLDIE
We humans are a fickle and funny bunch at the best of times. We often take for granted some of the simplest and most amazing things in life, and we get preoccupied or obsessed with irrelevant and meaningless nonsense.
The internet makes overnight celebrities of anyone who can prank, punk or tweet any and all varieties of inane foolishness. If you can surprise, shock or humiliate people, all the while catching it on camera, you might just be the next YouTube millionaire. Meanwhile, the nurses, tradespeople and everyday working class heroes that keep the lights on, the food growing and the water flowing, toil away in relative anonymity.
It is a part of human nature, and I am just as guilty as the next person. Too often we don’t notice how good we have things until something goes wrong. Most people don’t notice or pay attention to their hot water tank until it stops working,
and not being able to start the day with a hot shower can make for some unhappy customers. Few things however can ruin your day faster than a blocked drain, be it the kitchen sink, the bathtub or the main sewer line.
Yes drainage systems definitely fit the bill of things we take for granted. As long as they are working properly nobody thinks of them at all, and as soon as they stop doing their job they demand immediate and undivided attention.
I’ve cleared my fair share of clogged drains over the years. If I have learned anything, it is always be prepared to be surprised. The moment you think you have seen everything, someone will try to flush something down the toilet you never could have imagined. My closet auger still has a kink in it from when it once pulled an entire pair of blue jeans out of a toilet.
I would estimate that 75 per cent of clogged drains are caused not by misplaced pants but by the same recurring














cast of culprits: hair in bath/shower and bathroom basins; fat, grease and coffee grinds in kitchen sinks; and overly abundant paper products in toilets.
The vast majority of these blockages are cleared in a matter of minutes if you employ the right tools and strategies. Drain clearing equipment comes in a multitude of sizes and styles specific to differing sizes of drain.
Closet and urinal augers are designed to go through and clear the integral traps of toilets and urinals. Small handheld snakes, either manual or power operated, are ideal for clearing lavatory and kitchen sink drains. They typically have around 25 feet of cable between ¼-in. and ⅜-in. diameter.
Smaller snake cables typically have a fixed bulb style end. I prefer the slightly larger cable with replaceable heads which allow an assortment of styles depending on the nature of the blockage. This also allows for the use of a “drop head” end which assists in ensuring the snake goes down the drain rather than turning upwards into the vent which can be a very frustrating problem when it occurs.
Whenever I got called out to clear a drain I knew that if I wasn’t in and out in minutes, I’d have to be prepared to be there for the long-haul. That’s how it always seemed to go.
If a toilet doesn’t clear on the first or second attempt with the auger, it probably meant I was going to have to remove the toilet and put the auger through it in reverse. This would inevitably displace some foreign object, a toy car, a bottle of nail polish, a pen, or maybe even grandpa’s lost dentures.
I’m sure I have cleared hundreds of toilets over the years, and the only time I could not get one clear was in my own home. I removed the fixture and took it to yard, augered it in both directions but to no avail. After hours of frustration, sweat and swearing, I finally conceded


defeat and decided to install a new toilet. I had to know what was in the old one though, so I broke it open to find a ceramic gift my daughter had made for me in kindergarten. It was a bit larger than a golf ball and with a conical shape, a perfect size and shape to get tightly wedged into the toilet’s trapway.
I’m sure that is exactly what my twoyear-old son was thinking when he
dropped it into the toilet. I have no proof, but he has received the blame all these years.
As disruptive and upsetting as a clogged kitchen sink or backed up toilet can be, they pale in comparison to the mayhem that can occur when a main sewer line gets blocked and backed up. Few things are as upsetting as a basement full of raw sewage.
“When the four-inch main sewage line gets blocked it is time to bring out the big guns.”
When the four-inch main sewage line gets blocked it is time to bring out the big guns.
Most manufacturing company literature claims that even the ½-in. and ⅝-in. cables are good for four-inch drains, I however would never use anything smaller than a ¾-in. cable, and even at that if I encountered the slightest resistance I would go with the 1.25in. cables and the rodding machine.
The smaller cables can easily twist up inside a four-inch drain and that is no fun and can be very difficult to extract once it occurs. Better to avoid this altogether by using the bigger tool.
The rodding machines are heavier
and use 10-foot long chain reinforced cables that are fed in one at a time. It is not as convenient as the much longer self-feeding cables of the drum style rooter machines, but in my experience, when you are working on four-inch drains it is the way to go. This is particularly true if you are dealing with roots, which is often the case in main drain blockages.
In a perfect world the sun would always shine and showers would always run hot, children would keep their toy cars and kindergarten craft projects out of the toilet, and grandpas would keep their false teeth in their mouths. Until that perfect blissful world arrives however the opportunity to make a good living clearing drains will always be with us.
Your local wholesaler will be happy to ensure you have the right tools for the job, at least until your internet celebrity career takes off. <>

Steve Goldie learned his trade from his father while working as a plumber in the family business. After 21 years in the field, he joined the wholesale side of the business in 2002. His expertise is frequently called on to troubleshoot systems and advise contractors. He can be reached at sgoldie@nextsupply.ca.
From blue jeans and kids' toys to false teeth and electronics, drain cleaning can uncover many hidden treasures. If you’ve had an unbelievable find that you’d like to share, let us hear about it. Tell us what you’ve found and send an image if you have it — #DrainDiscoveries: Email: editor@hpacmag.com
Twitter: @hpacmag
Facebook: @HPACmag
Instagram: hpacmagazine
LinkedIn: HPAC Magazine



EZ Gear Sensor Faucets deliver reliability, precision, and efficiency to your commercial restroom. Thanks to the dual action of the ceramic disc cartridge and motor gear-driven operation, they outperform and outlast solenoid operated faucets. They intuitively sense the user without delay, too much force, or wasting water. Gear up for the next generation of sensor faucets with EZ Gear Technology.
You can expect up to 20 plus years of trouble-free performance.

Bradley’s WashBar with Undermount Basin system includes the company’s WashBar technology with a selection of cast-formed undermount basins made of either Evero natural quartz (8 colour options) or Terreon solid surface (5 colours), a one-gallon foam or liquid soap container and an optional access panel. The WashBar is a single piece of chrome-plated metal that combines soap, water and dryer. LED lighting on the fixture helps to visually orient the user through the process. www.bradleycorp.com

American Standard’s Greenbrook high efficiency urinal joins the brand’s one pint flush collection. An inverted back wall is designed to prevent splash while optimized surface contours and a water flushing spreader ensure a thorough rinse. The system uses up to 87 per cent less water than other standard gallon per flush urinals. www.americanstandard.com


Milwaukee’s cordless sewer sectional solution, the M18 FUEL Sewer Sectional Machine, is capable of clearing blockages of 2-in. up to 8-in. sewer lateral lines. At maximum capacity it is capable of clearing roots up to 200 ft. out. Automatic feed and retract features eliminate the need to manually pull back heavy cable. Compatible with the M18 line, it uses the REDLITHIUM battery pack. Other features ⅞-in. and 1 ¼-in. cable capacity and cable spin speed of 700 rpm. www.milwaukeetool.ca

From Webstone, the Pro-Pal Union Ball allows users to easily disconnect and replace any portion of a piped system. The union connection simplifies installation and service. Available in sizes ½-in. to 1-in., with FIP, SWT, PEX, Push, or Press connections. Lead-free dezincificationresistant brass complies with all low-lead plumbing laws. www.webstonevalves.com
The Viper Toilet-in-a-Box line from Gerber has expanded to feature an ADA-compliant option. The new bundle includes a Viper 1.28 gpf 12-in. toilet, which is compliant with the height and length requirements outlined in the ADA Accessible Guidelines. The toilet features a tall, narrow tank to optimize flushing speed, a Fluidmaster 400A fill valve for quick refill and WaterSense-certified jets for maintaining a sanitary bowl. The set includes the Viper toilet bowl, tank, slow-close seat and cover, wax ring and floor bolt/ nuts. www.gerberonline.ca

The Vogue UK MD052 towel dryer is constructed with mild steel and available in white and chrome finishes. Hydronic and electric models are available, and all units are supplied with an in-wall timer. Measuring H1200mm x D85100mm x W500mm or 600mm, the MD052 is compact and can be folded away when not in use. www.vogueuk.com

From IPEX, the Aquarise One-Piece Ball Valve is compact and eliminates the need for adapters. It is an addition to the Aquarise potable water piping system, a CPVC system designed for commercial and high building construction. The One-Piece valve body has the same hot and cold pressure ratings as the Aquarise pipe. It is capable of handling 400 psi @ 23C and 150 psi @ 71C. Available in ½, ¾ and 1-in. sizes, the one-piece ball valves are small and lightweight yet robust. www.ipexaquarise.com

From Heatlink, the F1960 PEX-a-Potable Water Expansion system uses PureLink Plus PEX-a tubing, HPP fittings and multiport tees, no-lead brass fittings and PEX-a expansion rings. The PEX-a tubing and expansion ring are expanded with a specialized tool and allowed to contract to form the connection. Cross-linked polyethylene tubing creates a higher degree of crosslinking while improving flexibility, chemical resistance and durability. The HPP and No Lead Brass fittings are available in ½-, ¾- and 1-in. sizes. www.heatlink.com

The RIGID K-5208 Sectional Machine features a new transport cart for easier jobsite maneuvering and storage. Designed to reduce fatigue, it features an integrated stair climber to ease going up and down stairs on the job. Designed for drains 2- to 8-in. in diameter, its ¾-HP motor can spin up to 700 rpm. It also comes with Trident Sectional Cable Decoupler for disconnecting cable efficiently. An enclosed cable carrier and feeder reduce exposure to cables on the job site. www.RIGID.com/K5208

An updated version of Aquatherm’s North America Design and Planning Guide provides information on a range of topics including sizing, flow rates, heat fusion connections, linear expansion, hangers and supports, integration with other systems, and pressure testing. The companion Parts Guide offers a complete listing of all standard parts. The guides are available in digital and hard copy. www.aquatherm.com

Watts’ Pronto line of adjustable floor drains are designed for post-pour adjustment. Available in PVC, the drain features an integrated level and is pre-packaged with shims for tilt correction. Designed for light to medium duty commercial and residential use, the floor drains feature four nickel bronze grate sizes (5-, 6-, 7- and 8-in. diameters), PVC pipe connections for 2-, 3- and 4-in., a solvent weld outlet connection and PVC on-grade floor drains complete with anchor flange, weep holes, a reversible clamping collar, up to 1.75-in pre-pour and ⅞-in post-pour adjustability along with a round, nickel-bronze strainer. www.watts.com/pronto

From Saniflo, three grey water drain pump systems include the SANIVITE, the SANICOM1 and the SANISHOWER. The SANIVITE is a compact drain pipe designed to pump wastewater away from multiple fixtures such as kitchen sinks, laundry sinks and dishwashers. The SANICOM1 (pictured) is a pre-assembled grey water pump designed for commercial applications, able to handle hot water temperatures up to 90C. The SANISHOWER drain pump can be added to a basement bathroom shower or outdoor pool house to keep wastewater away from various fixtures. It fits underneath a shower base or within a cabinet or vanity. www.saniflo.ca

IPEX's MJ Grey mechanical couplings in 1-½-in. through 6-in. sizes are designed to be used with the IPEX System 15 and System XFR. Features include CSA B602, flame/smoke of 25/50 as per ULC S012.2, pipe-topipe connections (DWV to DWV), spigot fittings (on the 4 in., 6 in. and 8to 12-in. systems) and cast iron adapters. www.ipexna.com
Introducing a thermal clutch to protect a boiler from sustained flue gas condensation.
BY JOHN SIEGENTHALER
All boilers that burn hydrocarbon fuels (natural gas, propane, oil, wood, pellets) produce water vapor as a byproduct of combustion.
About half of the boilers currently sold in North America are “conventional” boilers with heat exchangers constructed of cast iron, steel or copper tube. They’re designed with the intent of being operated at conditions that do not allow this water vapor to condense, on a sustained basis, within a boiler’s heat exchanger.
The two italicized words in the preceding sentence deserve further attention. Just because manufacturers intend their boilers to operate at conditions that prevent sustained flue gas condensation does not mean that these boilers cannot operate under such conditions.
As one industry trainer once told an audience of aspiring hydronic professionals: “Any boiler can be a condensing boiler.” That statement drew its share of confused looks, but it’s 100 per cent correct. There is no such thing as a hydrocarbon-fueled “non-condensing” boiler. Given a suitably low incoming water temperature, any hydrocarbon-fuel boiler will operate with sustained flue gas condensation. In addition to boiler corrosion, these conditions can quickly destroy galvanized steel vent connector piping and even masonry chimneys.
The word sustained is also important. All hydrocarbon-fueled boilers experience intermittent flue gas condensation following a cold start. It happens because the combustion side of the boiler’s heat exchanger is well
below the dewpoint of the water vapor in the exhaust gas stream. However, a properly designed balance-of-system allows a conventional boiler to quickly warm its internal surfaces above dewpoint, and thus evaporate that initial condensation and prevent it from reoccurring over the remainder of the burn cycle. Short-lived intermittent flue gas condensation is not a problem.
“There is no such thing as a hydrocarbon-fueled “non-condensing” boiler.”
The key to preventing sustained flue gas condensation is keeping the inlet water temperature above the dewpoint of the combustion gases whenever possible. Most “legacy” hydronic systems did this by selecting and sizing low thermal mass heat emitters that required water temperatures of 180F or higher to dissipate the boiler’s rate of heat production. However, many modern hydronic systems are designed around much lower water temperatures. In some cases modern hydronic systems also contain components having much greater thermal mass when compared to their finned-tube predecessors. A heated concrete floor slab is a good example. So is a system with a larger thermal storage tank.
Does this mean that conventional boilers cannot be used with low temperature heat emitters or high thermal
mass systems? Absolutely not. There are plenty of options for mixing assemblies that reduce water temperature on the supply side of the system. However, as the North American hydronics industry sometimes painfully learned when radiant panel heating was resurrected in the 1980s, it’s just as important to pay attention to what’s happening at the boiler inlet.
When a hydronic heating system contains lots of thermal mass there will be times when the rate of heat absorption by the balance-of-system (e.g. everything in the system other than the heat source) can absorb heat from circulating water at rates much higher than the heat output by that heat source.
A good example is when warm water is circulated through a cold concrete slab during a cold weather start up. Assume the slab is initially at 45F, and water at 110F is pumped into the embedded circuits at the same flow rate that would be present at design load.
Under such conditions the water exiting the slab will likely have a temperature of about 55F. That condition represents a temperature drop of 55F, almost three times greater than a typical design load temperature drop of 20F. Three times the ∆T at the same flow rate implies three times the rate of heat absorption.
That cold slab is acting like a “black hole” for Btus. It’s sucking them off of the water stream much faster than the boiler can reload them, even when that boiler is running flat out.
If allowed to occur, this condition can return water to the boiler at temperatures
Continued on p42
Fits all of our most popular products


• Low-lead, dezincification resistant brass alloy for durability.
• Union fittings for fast and easy installation and service.
• Meets the requirements of ASTM F1960 for cold expansion fittings.
Components for today's modern hydronic systems

Heating & Cooling

well below the dewpoint of the exhaust gases. Copious condensation will occur. If you’re standing close to a gasfired cast iron boiler operating under such conditions you might even hear condensate dripping from the bottom of sections onto the burner tubes. And this condition isn’t limited to gas-fired boilers. I’ve known of oil-fired boilers that have dumped multiple quarts of water on the floor when their combustion chamber door was opened after several hours of condensing mode operating. This is not what the boiler manufacturer intended.
The only way to consistently protect against such a condition is to create a way for the boiler to thermally uncouple itself, when necessary, from that heatguzzling balance-of-system. You’ll need what I call a “thermal clutch” that can fully regulate the rate of heat transfer fromthe boiler to the balance-of-system.
In a vehicle, a mechanical clutch regulates mechanical energy transfer from the engine to the drivetrain. When the clutch pedal is fully depressed the engine and drivetrain are uncoupled. When the clutch pedal is partially depressed there is some mechanical energy transfer from the engine to the drivetrain. When the clutch pedal is fully out, there is maximum coupling between the engine and drivetrain. The latter condition allows the drivetrain to receive mechanical energy at the same rate the engine is creating it.
A thermal clutch is analogous to a mechanical clutch. The difference is that it regulates the transfer of thermal energy rather than mechanical energy.
To consistently protect a boiler from sustained flue gas condensation a thermal clutch must provide both of the following functions:
Function #1: It must sense and react to boiler inlet temperature.
Function #2: It must allow the boil -
er’s heat output to be fully uncoupled from the load when necessary.
There are several piping assemblies and associated controls that can provide both of these functions. There are also piping assemblies that some practitioners assume provide these functions, but in reality they fall short.
Two piping assemblies that have been used in North American hydronics for decades, and sometimes for the wrong reasons, are shown in Figures 1 and 2
These piping assemblies are called “boiler bypasses.” The one in Figure 1 bleeds what is assumed to be hot water from the boiler outlet through the bypass pipe, forcing it to mix with cooler water returning from the distribution system. A balancing valve is used to adjust the bypass flow rate. The assembly in Figure 2 uses a dedicated circulator to create the bypass flow.
For decades these piping assemblies have often been viewed as capable of passing sufficient hot water from the boiler outlet into the lower tee, where it mixes with water returning from the load to boost boiler inlet temperature above the dewpoint of the flue gases. In some systems—those with high-temperature/low mass heat emitters, and generously oversized boilers—these piping assemblies usually worked acceptably well to limit flue gas condensation. They also reduced ther-
mal shock to cast iron boilers.
Still, as hydronic systems evolved toward low-temperature/high mass characteristics, neither of these piping assemblies was able to satisfy the two previously stated and required functions. Neither could react to boiler inlet temperature, and neither could fully uncouple the boiler from the load when necessary. Consider what would happen with either of these piping assemblies when the water temperature returning from the load was 95F. Assuming a typical boiler flow rate, the temperature rise across the boiler would be about 20F. That makes the “hot” water leaving the boiler 110F. Question: How do you mix 110F water with 95F water at the lower tee to produce the 130F water needed to prevent flue gas condensation?
Answer: You can’t. It’s impossible. The bottom line: Boiler bypass piping, as shown in Figures 1 and 2, cannot consistently protect conventional boilers from operating with sustained flue gas condensation.
Given this deficiency, one might assume that making the boiler bypass circulator in Figure 2 a variable speed circulator that responds to boiler inlet temperature would remedy the situation. It would satisfy function #1, but not function #2.
Fortunately, a simple modification of









































150% wider waterways - Wider pipes allows water to pass through the heat exchanger more effectively, with less risk of blockages.




• Onboard Wi-Fi provides remote control and monitoring

• Up to 11:1 modulation
• Up to 96% AFUE

• Heat only and combi versions




• Integrated ECM pump and diverter valve on all models
• Whisper quiet





• Small zone valve systems may not require primary/secondary piping




DEPENDABLE BY DESIGN.
A ll of our products feature NTI’s legendary combustion stability, durability and preformance.
Continued from p42
the piping in combination with a temperature-regulated variable speed “shuttle” circulator can provide both functions needed to prevent sustained flue gas condensation. That modification is shown in Figure 3
The load in Figure 3 is a large thermal storage tank. An example would be a multi-hundred-gallon tank heated by a pellet boiler or cordwood gasification boiler. When such a tank has not received heat for an extended period it represents a very significant cool thermal mass.
When the boiler in this system is called to operate, circulators (P1) and (P2) are both powered on. Circulator (P1) establishes a fixed flow rate through the boiler. The variable speed shuttle circulator (P2) monitors boiler inlet temperature. When that temperature is below a preset value (typically around 130F for gas-fired boilers, or 140F for cordwood gasification boilers) the variable speed shuttle circulator is powered, but its motor remains off. Under this condition the flow created by circulator (P1) does a U-turn at the closely spaced tees and returns to the boiler. This prevents all but a trickle of heat transfer between the boiler and load, effectively uncoupling the two.
As the boiler inlet temperature rises above the setpoint the shuttle circulator speed increases allowing increased heat transfer to the load. When the boiler inlet temperature climbs to 5F or more above the setpoint the shuttle circulator is operating at full speed. If some condition then causes the boiler inlet temperature to drop toward the setpoint the shuttle circulator slows to reduce the rate of heat transfer. This action allows all the heat produced by the boiler to be shuttled to the load, but doesn’t allow the load to “dominate” the process by creating a rate of heat absorption greater than what the boiler can sustain. The “thermal clutch” is being perfectly controlled.
differential pressure valve set for 1 to 1.5 psi
closely spaced tees
variable speed temperature regulated shuttle circulator (P2)
The above description assumes that the shuttle circulator is completely off when the boiler inlet temperature is below the preset temperature threshold. There are some circulators with integral temperature controllers, as well as circulators that can be regulated by external controllers, that will operate this way. However, some variable speed circulators must operate at a minimum speed whenever they are powered, which would be anytime the boiler is called to operate. In this case it’s important to have a device that provides some forward opening resistance in the load circuit to prevent flow when the circulator is at minimal speed.
A differential pressure valve set to a forward cracking pressure of 1 to 1.5 psi can usually provide this requirement. That valve, shown in Figure 3, will also fully close to prevent reverse thermosiphoning from the tank through the boiler piping when the boiler and circulators (P1) and (P2) are off.
There are several other piping assemblies and associated controls that can
protect conventional boilers from sustained flue gas condensation. They include systems using motorized 2-way, 3-way and 4-way mixing valves, and systems with specifically configured thermostatic mixing valves. Designers contemplating use of such assemblies should remember that consistent boiler protection requires these assemblies to provide both of the following functions:
Function #1. It must sense and react to boiler inlet temperature.
Function #2. It must allow the boiler’s heat output to be fully uncoupled from the load when necessary. <>

John Siegenthaler, P.E., is a mechanical engineering graduate of Rensselaer Polytechnic Institute and a licensed professional engineer. He has more than 35 years experience in designing modern hydronic heating systems. Siegenthaler’s latest book is Heating with Renewable Energy (see www.hydronicpros.com for more information).




Check out our series of product specific videos. These short, yet informative, videos give you a peek into some of the industry’s greatest new products. You can share these with other members of your team with a simple click!
The first series focuses on hydronic application products – to see these videos simply visit www.hpacmag.com and click on Hydronic Videos.
Advertisers
Interested in promoting your products to HPAC’s loyal audience through the magic of video? Call us today and we can arrange to professionally shoot and edit your video or promote a video that you have already prepared!

Consider the benefits of combining a non-condensing with a high-efficiency condensing boiler to get the best of both technologies in commercial/institutional heating applications. BY JOHN MILLER
Two types of boilers can be better than one—especially when trying to minimize operating costs over the course of a heating season. By combining a large mass, non-condensing boiler with a high efficiency-condensing boiler, or “hybrid system,” you can ensure that your heating system is running at optimum efficiency.
Non-condensing boilers are designed to run at higher return water temperatures above 130F to maximize longevity. The average efficiencies of non-condensing boilers range from 8085 per cent thermal efficiency. High temperature applications typically occur over the core heating season months of December through February.
Condensing boilers reach their maximum efficiency (upwards of 95 per cent) when the return water temperature is below dew point and are more aligned with the milder heating season shoulder months of October, November, March and April. Running condensing boilers in high return temperature applications reduces their operating efficiency to marginally higher than non-condensing boiler designs.
By combining non-condensing and condensing boilers in a hybrid system boiler plant, users can reset building set points, reduce fuel consumption to lower operating costs and create comfortable,
consistent building temperatures.
So why not just use an all high efficiency boiler plant? Consider the following benefits of a hybrid boiler system:
• Boiler Replacement Applications: Installing a hybrid system makes sense in existing, non-condensing replacement boiler applications. Most often, there are at least two high mass, non-condensing boilers in older boiler plants. Installing a high efficiency, condensing boiler in place of one of the failing high mass boilers now enables the efficiency benefits of the hybrid system. Further, this approach enables an incremental step in financing the overall boiler replacement capital outlay over time.
• New Build Applications: In short, condensing boilers cost more—upwards of 30-40 per cent more than non-condensing boiler systems because of the non-corrosive heat exchanger materials required. Installing a hybrid system is more cost effective to purchase upfront and often achieves the greater portion of the energy savings of replacing an entire boiler plant with high-efficiency condensing boilers.
• Product Life / Longevity: Inherent to their design, non-condensing boilers have a longer product life, up to
two times that of condensing boiler designs because of their thicker cast iron design and wider water pathways. Installing a hybrid system ensures a longer life of the boiler plant dedicated to the coldest heating season months.
“The use of hybrid systems is becoming more common with engineers and building owners ... in current and new build heating systems.”
Consider this example: A hybrid system could be utilized in an elementary school with two large cast iron boilers— one of which needs to be replaced. The cast iron boiler is replaced with a high efficiency condensing boiler to match the heating requirement. An installed controller unit will allows the assignment of an alternating, lead/lag boiler plant using the new condensing boiler as the primary boiler over the shoulder months and the existing non-condensing boiler for colder days.
Ultimately, combining a cast iron boiler with a high efficiency condensing boiler can reduce wasted energy, lower utility costs and provide a smaller carbon footprint, while extending the life of the existing heating system. The use of hybrid systems is becoming more common with engineers and building owners evaluating the heating efficiencies and other benefits of “going hybrid” in current and new build heating systems. More frequently, commercial buildings such as medical facilities, apartment complexes, churches, schools, colleges, nursing homes and corporate campuses are standardizing on hybrid system boiler designs. <>
John Miller is the commercial boiler senior product manager with Weil-McLain.

The General Society of Mechanics and Tradesmen of the City of New York recently awarded the 2019 Craftsmanship Award, to John “Johnny” Hazen White, Jr., executive chairman and CEO of Taco Comfort Solutions.
A family-run company that celebrates its 100th anniversary in 2020, White is the third-generation to lead Taco.
The Craftsmanship Award recognizes White’s contributions to the industry. “We see Johnny’s role has been to secure Taco as a world-class manufacturer of advanced heating and cooling equipment,” explained Society president, Dan Holohan. “For decades, under Johnny’s leadership, they’ve been unwilling to compromise product excellence, inventiveness and technological diversity.” www.tacocomfort.com
Johnson Controls acquired the EasyIO’s Building and Energy Management System (BEMS) product line.
EasyIO’s products include IPbased and network-ready controllers, HMI products, peripherals, gateways and modems. The company serves the facility management market, including office buildings, utilities, industrial facilities, hotels, healthcare facilities, retail stores, residences and educational facilities.
The acquisition creates growth opportunities for Johnson Controls, leveraging the EasyIO controller products for the the global HVAC and refrigeration markets. www.johnsoncontrols.com
Atlas Copco recently acquired WestRon Group, a Calgary-based compressor and blower distributor with additional branches in Ontario and B.C.
WestRon’s primary focus is servicing and selling compressors and equipment to the general industrial manufacturing industry. WestRon will operationally become part of the Compressor Technique service division of Atlas Copcp. www.atlascopco.com
MAPEI and nVent have joined forces to create MAPEI Mapeheat with technology from nVent NUHEAT floor heating products for the Canadian flooring market.
The combination of MAPEI’s range of floor covering installation products and the electric radiant floor heating solutions under the nVent NUHEAT brand will provide an array of floor heating solutions for the flooring market.

Louis Beaulieu, general manager Ouellet Canada (fourth from the left), cuts the ribbon at the opening of the new Lévis offices.
Ouellet Canada, Canadian designer and manufacturer of electric heating products, has opened a new office in Lévis, across the bridge from Québec City.
In business for over 50 years, the company has offices in Calgary, Sherbrooke and China.
Ouellet’s head office remains in L’Islet, located an hour’s drive north of the Lévis-Québec region. The new administrative office in Lévis will support

the company’s growth, attracting new talent and reducing commutes for employees living in the Greater Québec City area. www.ouellet.com
Western Canadian distributor Bartle & Gibson has announced that current president/CEO Robert Whitty will be stepping down effective February 3, 2020, and he will be succeeded by director of finance, Martin Lower.
Whitty will remain with the company in an advisory role until his official retirement in June, 2020. Working for Bartle & Gibson for over 41 years and serving as president/CEO for the last 18, Whitty has made significant contributions to the plumbing industry as an active member in the AD Plumbing buying group and serving a term as chairman of the Canadian Institute of Plumbing and Heating.
Martin Lower has been with Bartle & Gibson for 14 years, serving as director of finance for the last 11. He is a CPA and obtained his Bachelor of Science degree from the University of Victoria. Lower previously worked in real estate development and public practice accounting.
Bartle & Gibson, established in 1944, has grown to 31 branches with over 450 employees. www.bartlegibson.com
Continued on p48
Scotiabank’s Road Hockey to Conquer Cancer event, held September 28 at Woodbine Racetrack in Toronto, was the ninth-annual edition of the event attracting 167 teams, 1,900 people and raising $3.1 million for the Princess Margaret Cancer Foundation.

NEXT Plumbing and Hydronics Supply, based in the Greater Toronto Area, was among the largest supporters of the event, rallying 22 teams, 300 people and raising over $345,000 this year.
NEXT’s president, Michael Storfer (pictured), was a media ambassador for the event and participated in the opening ceremonies. The company received backing from the plumbing and hydronic vendor community, including employees, colleagues, business partners, vendors and many customers (from plumbers and contractors, to engineers and business owners.)
“We believe in being integral to our customers, co-workers and community,” Storfer said in a release. “Events like this are a tremendous occasion to engage employees, customers and vendors to make a difference for a cause that touches so many of us.” www.nextsupply.ca

The Québec-based bathware company, MAAX celebrated its 50th anniversary on November 15.
Founded in 1969 in Tring-Jonction, QC, MAAX initially specialized in the manufacture of pools and components for snowmobiles and all-terrain vehicles. The company, now a member of the American Bath Group family, has since expanded and specialized in the bathware industry with three main product lines: bathtubs, shower solutions and shower doors. www.maax.com
>> The Master Group is now the sole source of Fujitsu Airstage VRF commercial HVAC products throughout Western Canada including Manitoba, Saskatchewan, Alberta and British Columbia. The Master Group has a long relationship with Fujitsu’s Airstage and Halcyon product lines.

>> Orbis Intelligent Systems has signed a multi-year distribution agreement with Wolseley Canada. Wolseley will be the Canadian distributor of the Prodigy SmartCap, a fire hydrant and pipe monitoring device that uses IoT technology to send real time alerts and data to municipalities via cellular connections. www.orbis-sys.com wolseleyinc.ca
SPX Corp. has acquired Patterson-Kelley from Harsco Corp. for approximately US$60 million.
Patterson-Kelley, manufacturer and distributor of commercial boilers and water heaters, will join SPX Corp.’s HVAC solutions business which already includes Weil-McLain residential and commercial boilers.
“We are excited to welcome the Patterson-Kelley team to SPX,” said Gene Lowe, SPX Corp.’s president/CEO in a company release. “Patterson-Kelley is an excellent fit with SPX’s HVAC Heating platform that strengthens and accelerates our strategy in high-efficiency commercial boilers, and further enhances our product development capabilities.”
The sale of Patterson-Kelley is part of Harsco’s strategy to divest its industrial segment divisions. www.spx.com www.harsco.com
John Chabot, founder of Chalair Électrik and later Stelpro, died on October 23 shortly after his 80th birthday.

Chabot led the company for 25 years. “He had a unique way of looking at the world, saying things and managing a company,” said Yves Chabot, Stelpro president and the late John’s son. “He never left anyone indifferent! He left the industry 13 years ago, but people still talk to me about him—they always have great stories to tell.” www.stelpro.com


Michael LeBlanc has been appointed vice president of operations with Aquatherm, leading the company’s newlycreated operations department. LeBlanc joined Aquatherm in 2014 and was most recently the regional sales manager in the southeast U.S. region. The operations department consolidates Aquatherm’s estimation, drafting, fabrication, fitting production, shipping, and inside sales functions. LeBlanc joins the company’s core management team and will report directly to CEO Jordan Hardy. Fred Esleck has been promoted from area manager to regional sales manager of the Southeast U.S. region. And Aquatherm has added Dave Moore as regional sales manager for the northwest U.S. region.





Bradford White Canada has announced that Graeme Gilbert has joined the company as regional sales manager for Eastern Canada, covering Ont., Que. & the Atlantic provinces. BWC Canada also announces that Joe Drago has been promoted to Canadian product manager.
MIFAB has named Vishnu Nauth as national Canadian sales manager. Nauth began at MIFAB in 2006 as a customer service representative, was promoted to outside sales representative in 2009, and then he transitioned to business development manager for Zurn. He marks a return to MIFAB in his new role.

InSinkErator Canada has promoted Heather Ferris to eastern regional sales manager. With 20 years of experience in the plumbing industry, she will manage sales activities from Ontario to Newfoundland and will collaborate with regional sales agencies to support growth and new opportunities.

Barbara O’Reilly has been promoted to general manager for Rheem Canada. O’Reilly takes over the GM role from Dave McPherson who will be retiring at the end of the year after a 37-year career with Rheem Canada. McPherson spent the last 12 years as GM, and will remain connected to Rheem in a consulting role beginning in January, 2020. O’Reilly began her career in the plumbing and heating industry with Rheem Canada in 1980 and progressed through roles of increasing responsibility, most recently as general sales manager-water heating. An advocate for women in business, she leads the Rheem Canada Women in Business Mentorship group and is Chair of the CIPH Women’s network. In addition, Rheem Canada has announced the addition of Cyril Koval to the role of commercial sales manager. Koval brings over 15 years’ experience in a B2B sales environment at the wholesale, distributor, architect, contractor, and sales agency levels.
SFA SANIFLO has appointed Teresa Cardona as marketing and communications manager for North America. She now leads Saniflo’s marketing and communications strategies from the company's New Jersey office, traveling to Saniflo Canada's head office in Cambridge, Ont., as required.



Superior Boiler announced that Nick LeJeune has been named vice president, sales and marketing for Superior Holding, and Don Whitman has been named vice president, general manager of the company’s Richmond, Virginia-based industrial watertube division. LeJeune will lead the sales and marketing initiatives for all Superior Holding businesses, which manufacture products in both Hutchinson, KS, and Richmond. Whitman will be responsible for the Richmond facility’s day-to-day operations.
AHR Expo show management has announced the winners of the 2020 AHR Expo Innovation Awards. The winners will be formally recognized for their contributions to the HVAC industry at this year’s 2020 AHR Expo, happening February 3 to 5 at the Orange County Convention Centre in Orlando. Winners are chosen by a selected panel of third-party ASHRAE-member

Delta Controls Inc.- 03 Sensor Hub 2.0. The 03 Sensor Hub 2.0 from Delta Controls uses seven sensors while using IoT enabled functioning as a standalone room controller and Sensor Fusion to heighten room control.

Danfoss-Danfoss Interlaced Micro Channel Heat Exchanger (iMCHE). The compact iMCHE integrates multiple circuits into a single coil and works using a shared air heat transfer area as well as whole air side heat transfer when operating under partial load conditions to maximize efficiency.
judges who evaluate the awards based on their innovative design, creativity, application, value and potential market impact.
The 2020 AHR Expo Innovation Award winners selected within the categories of building automation, cooling, green building, heating, indoor air quality, plumbing, refrigeration, software, tools and instruments and ventilation are:

Danfoss- Danfoss Turbocor TG490 Compressor. This oil-free, variable speed, magnetic bearing centrifugal compressor offers increased efficiency as well as reduced maintenance. Designed for air- or water-cooled chiller applications, it has a simplified design.
York LX Series TL9E Ultra-Low NOx Gas Furnace. This ENERGY STAR-rated furnace meets conservative air quality standards while reducing GHG and smog-producing gases by up to 65 per cent compared to standard low-NOx furnaces.
Fresh-Aire UV- Purity Low Profile LED 1-inch Polarized Filter/LED Disinfection System. The first three-stage 1-inch polarized HVAC filtration system to incorporate Mini-LED technology, the Purity Low Profile Polarized Filter/LED Disinfection System offers high-efficiency filtration that captures 97 per cent of particles down to 0.3 microns.


Danfoss- Danfoss CO2 Adaptive Liquid Management Solution (CALM). The CALM solution from Danfoss combines the brand’s liquid ejector and adaptive liquid control case controller algorithm to utilize the evaporator surface in display cases and cold rooms. It can provide up to 10 per cent greater energy efficiency in addition to its energy-saving inherent of CO2 refrigeration.

LG Electronics USA- LG Hydro Hit. The LG Hydro Kit is an indoor heat exchanger capable of transferring heat or cooling energy expelled from air conditioning into water, offering further efficiency of LG heat recovery and heat pump systems.

Interplay Learning- SkillMill Skilled Trades Course Catalog. An online, on-demand training course catalog, the SkillMill is designed for HVAC professionals to gain worksite skills accessible via mobile phone, computer, tablet or virtual reality (VR).

Matelex- DNI (smart level detector). Matelex’s DNI smart level detector system measures pressure, temperature and refrigerant levels every two to three seconds. When tested in the food retail sector, it saved 79 per cent of refrigerant compared to traditional methods


Infinitum Electric- Infinitum Electric, A Breakthrough HVAC Motor. Smaller and quieter than traditional electric motors, Infinitum Electric’s A Breakthrough HVAC Motor’s benefits equate to 25 per cent lower costs for customers. The motor uses a circuit board stator resulting in 60 per cent less weight, superior durability, improved performance and enhanced IoT connectivity.
Adrian Steel’s Grip Lock and Drop Down Ladder Racks are designed with ergonomics and user safety in mind. Whether you’re upfitting a single van or an entire fleet, Adrian Steel has just what you need. Increased efficiency starts now.


What all parties to a construction project need to know going forward in Ontario. BY CATHERINE DIMARCO
The new prompt payment provisions under section I.1 of Ontario’s Construction Act (formerly called the Construction Lien Act) came into effect on October 1, at the same time as Part II.1, which includes the adjudication provisions. The new prompt payment and adjudication provisions follow the modernization provisions and trust changes that came into effect last year.
It is reported the average time to pay an invoice on a construction project is approximately 72 days. It was generally recognized that there were important, some say critical, improvements to be made to the construction lien and trust regimes in Ontario. The ultimate goal of the prompt payment provisions under the new Act is to ensure that contractors and subcontractors are paid on time and, with the introduction of the adjudication regime, to provide for a dispute resolution process designed to resolve disputes more quickly, easily and cheaply.
The new prompt payment provisions apply to:
1. Payments made under contracts entered into on or after October 1, 2019
2. All projects, whether public or private projects
3. All payers, whether the owner, general contractor, or subcontractor
4. All projects, regardless of size
The trigger for payment is delivery by
the general contractor to the owner of a “proper invoice.” The concept of a proper invoice does not apply to invoices delivered by subcontractors. “Proper invoice” is a defined term under the Act 1
So, what is a proper invoice? It is an invoice for work performed under a contract, which must be submitted to the owner monthly, unless the contract provides otherwise. Payment due pursuant to delivery of a proper invoice cannot be conditional on certification2 , or on the owner’s or consultant’s approval of the work.
There are certain statutory minimums to be contained in a proper invoice:
1. Contractor’s name and address
2. Invoice date and period in which the services or materials were supplied
3. Information identifying the authority under which the services or materials were supplied (i.e. under the contract, a purchase order, or otherwise)
4. Description of the work, including quantities where appropriate
5. The amount payable and the payment terms
6. The name and contact information of the person to whom payment is to be sent
7. Any other information prescribed It is important to remember that a proper invoice may also include additional items, provisions or require -

Currently enforced in Ontario, Prompt Payment legislation is also be adopted in other jurisdictions.
ments as specified in the contract. What the contract cannot do, however, is remove any of the legislatively-mandated items set out above.
An owner who wishes to dispute some or all of a proper invoice must deliver a Notice of Non-Payment in the prescribed form within 14 days of receipt of a proper invoice from the contractor. This notice must provide a list of all of the reasons for non-payment and all undisputed amounts must be paid.
If the owner does not dispute the proper invoice, it must pay the full amount of the invoice to the contractor within 28 days, and thereafter the deadlines for payment continue to apply down each tier of the construction pyramid (seven days from contractor to subcon-

“The owner must pay the full amount of the proper invoice to the contractor within 28 days, and thereafter the deadlines for payment continue to apply down each tier of the construction pyramid.”
tractors, seven days from subcontractors to material suppliers, and so on).
Delivery of a “proper invoice” is the trigger for the payment deadlines, which are mandated by the Act and cannot be modified by the contract. In the contract, the parties can agree upon the deadline for submission of a proper invoice (for example, monthly or at particular milestones), but once a proper invoice is submitted, the Act governs the timelines for payment.
Owners should coach their staff on what a “proper invoice” is, not only un -
der the Act, but also on any additional proper invoice requirements set out in each particular contract. As a starting point, controllers and accounts payable staff should be provided a copy of each contract and trained to understand the chain of events that will be set in motion if the owner fails to pay the contractor within 28 days.
Contractors should understand that the concept of a proper invoice only applies to invoices from the contractor to the owner. In other words, the general contractor cannot reject an invoice
from a subcontractor as not a proper invoice. If a general contractor’s contract with the owner provides for additional requirements for a proper invoice (in addition to the statutory requirements), the general contractor should consider whether any elements of these requirements give rise to the need for additional information from a subcontractor, or more than one subcontractor, and consider whether their subcontracts have been drafted to require the subcontractors to provide that information.
Architect and engineer consultants should be aware that owners may be looking to their consultants to certify applications for payment made pursuant to a proper invoice in order to provide a level of comfort to the owner in paying the proper invoice within 28 days, which is required by the Act, or delivering a Notice of Non-Payment for some or all of the amount, within 14 days. This is not a long period of time. Owners should be reviewing their professional services agreements with their consultants to ensure that expectations are clearly set out and that the consultants understand what is being required of them. <>
Notes:
1 Section 6.1 In this Part, “proper invoice” means a written bill or other request for payment for services or materials in respect of an improvement under a contract, if it contains the following information and, subject to subsection 6.3(2), meets any other requirements that the contract specifies […]
2 The prohibition on making delivery of a proper invoice conditional on certification or prior approval does not apply to P3 Projects.
Catherine DiMarco is a founding partner of the Toronto-based boutique law firm of Heal & Co. LLP. Catherine is an executive member of the Board of DirectorsoftheCanadianConstructionAssociation, and an executive member of the Ontario Bar Association’s Construction and Infrastructure Law Section.

From Lind Equipment, the Beacon Infinity Floodlight is versatile with a built-in clickable attachment allowing it to change mounts from a tripod, to a floor stand, to a magnet attachment. Portable, at 14 in. x 4.5 in and 2.25 lbs, it’s constructed with high-impact plastic and the inner shell housing can swivel in 360 degrees. The LED lamp delivers 5400 lumens of light output using 40W of power, and it’s rated for more than 50,000 hours of 24/7 use. www.LindEquipment.net.


The Cargo + ladder rack from Ranger Design has a carrying capacity up to 300 lbs. It is made of aluminum with an anodized finish and aerodynamic frame, intended to reduce wind noise and drag. Included with every rack is a rolling bar at the rear, which allows cargo to be slid onto the rack instead of physically lifted. www.rangerdesign.com
The CoBolt S compact bolt cutter from Knipex Tools is available in 6-¼ in. length. Despite its smaller size it cuts bolts, nails and rivets up to 11 64 in. diameter. The slim head design allows for access to tight areas, and below the joint is a gripping surface for pulling wires with a diameter from 3⁄64 in. www.knipex-tools.com

The 9-in. magnetic digital torpedo level from Empire Level features six measure display modes and provides clear digital readout for any angle from 0- to 90 degrees. It can make measurements in degree, percentage, fractional or decimal (in/ft & mm/M). An inspect mode allows users to zero out at a desired measurement. Its magnet strength securely holds to metal surfaces. www.empirelevel.com

From Milwaukee, the cordless M18 Fuel Pipe Threader w/ One-Key includes Autostop technology, which senses severe kickback and automatically shuts the tool off, a dedicated support arm to hold the tool stationary during threading, and an integrated die head lock that enables side-grip thread starts. It can thread up to 2 in. black iron pipe, stainless steel and rigid metal conduit. www.milwaukeetool.ca

Southco’s R4-82 Rotary Latch with Paddle Actuator consists of a compact rotary latch with a heavy-duty paddle actuator for applications on HVAC cabinets requiring security locking or other industrial enclosures. Available in steel corrosion-resistant zinc plating or black powder coat finish, the R4-82 includes an integrated bumper for reduced vibration as well as a versatile key-locking system for security. www.southco.com



The HVAC/R industry is working to make sure the transition to low global warming potential (GWP) refrigerants goes as smoothly as possible. BY
JOHN SHEFF AND DEAN GROFF
The hydrofluorocarbon (HFC) phasedown in North America is fragmented to say the least. As the federal regulatory approaches of Canada and the United States continue to diverge and their respective provinces and states chart their own paths, the landscape for manufacturers, suppliers, installers and end users is only getting harder to understand.
Those operating in both countries must know how to deal with the various issues this fractured regulatory environment presents or risk putting their businesses and people’s lives in harm’s way.
The HVAC/R industry is working to make sure the transition to low global warming potential (GWP) refrigerants goes as smoothly as possible in Canada and the U.S. forming a Safe Transition Task Force to address these issues as well as working with all of the relevant federal and local governments and organizations to address their concerns.
The Kigali Amendment to the Montreal Protocol is an international treaty signed in 2016 that aims to reduce greenhouse emissions from HFC refrigerants. The treaty allows each ratifying country to determine its own regulatory structure such as an outright ban, a quota system or an allocation. Thus far, the treaty has been ratified by 79 countries including the European Union nations, Japan, Australia, Mexico and Canada. The U.S. has not ratified the Kigali Amendment and is unlikely to under the current administration.
Canada ratified the Kigali Amendment to the Montreal Protocol in 2017 and put in place the following phasedown schedule:
• A GWP limit of 1,400 for standalone medium-temperature refrigeration equipment by 2020.
• A GWP limit of 1,500 for standalone low-temperature refrigeration equipment by 2020.
• A GWP limit of 2,200 for centralized refrigeration systems by 2020.
• A GWP limit of 750 for comfort chillers only by 2025.
• A GWP limit of 2,200 for transport refrigeration systems by 2025. The province of Québec, however, recently announced that it intends to further regulate HFCs and asked for comments on the following phasedown schedule:
• New refrigeration installs using any HFC are banned as of January 1st, 2021.
• A GWP limit of 1,500 for commercial refrigeration and air conditioning equipment by 2021.
• A GWP limit of 2,200 for transport refrigeration systems by 2025.
• A GWP limit of 750 for all chillers by 2025.
These proposed regulations risk leaving Québec without legal equipment for refrigeration and air conditioning. Currently, the HVAC/R industry, led by AHRI and HRAI, is working with the provincial government of Québec to extend the comment period and then negotiate regulations that are more inline with those of
other regulatory bodies and do not put the industry and the general public at risk.
To achieve the first two phasedown steps in the Kigali Amendment, the U.S. environmental protection agency (EPA) set a phasedown schedule for high-GWP refrigerants using rules 20 and 21 of its Significant New Alternatives Program (SNAP). These rules were used to regulate the phaseout of CFCs and HCFCs during the initial Montreal Protocol, and EPA believed the Clean Air Act gave it similar authority to act on greenhouse gases. Two refrigerant manufacturers, Mexichem and Arkema, however, sued the EPA in federal court over this interpretation and won, effectively limiting the federal government’s ability to regulate greenhouse gases without new legislation. The EPA is currently determining how it will regulate HFCs in the future with new rules expected sometime in 2020.
Rule 608 of the Clean Air Act requires the EPA to regulate the maintenance and servicing of equipment using ozone-depleting refrigerants. The rule “prohibits knowingly venting or releasing ozone-depleting or substitute refrigerants in the course of maintaining, servicing, repairing or disposing of appliances or industrial process refrigeration.” After the 2016 election but before President Trump was sworn into office, the EPA issued a rule that updated Rule 608 to include HFCs. Under

the current administration, the EPA is revisiting this update but has not issued any further guidance.
Due to the lack of action on the federal level, states are stepping in to push the phasedown agenda. The U.S. Climate Alliance is a group of 24 states and Puerto Rico that pledged to implement policies that advance the goals of the Paris Climate Agreement after the U.S. withdrew. The Climate Alliance represents 55 per cent of the U.S. population and an $11.7 trillion economy and several of these states have included HFC regulations as part of their climate plans. California, Washington and Vermont have already adopted phasedown plans based on the proposed SNAP rules while Connecticut, Delaware, Maryland, New Jersey and New York are in various stages of adopting regulatory programs.
Unsurprisingly, California is setting pace for the Climate Alliance states in its aggressive regulations of HFC refrigerants. The California Air Resources Board, or CARB, is the state agency charged with developing the regulations and it is guided by California’s commitment to reduce greenhouse
gas emissions from HFCs by 40 per cent by 2030 compared to a 2013 baseline. Thus, California is writing HFC phasedown rules that go beyond those laid out in SNAP Rules 20 and 21 and put it on a pace 5-10 years ahead of the Kigali phasedown schedule:
• A ban on air conditioning systems (excluding chillers) using refrigerant with GWP greater than 750 GWP by 2023.
• A ban on chillers (comfort and process) using refrigerant with GWP greater than 750 by 2024.
• A ban on new commercial refrigeration systems with a charge greater than 50 pounds using refrigerant with GWP greater than of 150 GWP by 2022.
• A ban on servicing existing equipment with refrigerant with a GWP greater than 1,500 GWP by 2022.
– This keeps in place the updated Rule 608 that the EPA is currently reviewing.
– A potential exemption for reclaimed refrigerant and R-410A remains an option.
Because California set such ambitious HFC emissions reduction goals, CARB cannot afford to only regulate new installations as the other Climate Alliance states are doing. Instead, it
must also regulate emissions from existing installations, or “banked” emissions. Currently, CARB is working to define a system retrofit so that it might determine an existing system must convert to low-GWP refrigerant.
Generally, the other states regulating HFCs — Washington, Connecticut, Delaware, Vermont, Maryland, New York and New Jersey—are following the sectors and limits laid out in SNAP Rules 20 and 21. While, these states differ on sector implementation dates, none of them are going as far as California in regulating existing installations. Rather, they are all adopting similar—and in some cases copying exactly—regulations to limit the GWP of new and expanded systems.
A2Ls, as categorized by ASHRAE, are the new class of low-GWP refrigerants expected to replace the phased out HFCs in most applications. Globally, A2Ls have been used safely for years: more than 8M mini-split systems using R-32 and more than 68M automobile air conditioners using A2Ls have been installed. Since A2Ls are new to the U.S., however, and these replacement refrigerants are mildly flammable, safety and training are big issues. The safety concerns around A2Ls mostly have to do with their ignition potential in a fire started elsewhere.
A3 refrigerants such as R-290 (propane) are highly flammable and their use is already included in safety standards. Some of their requirements include: no more than 150g per refrigerant loop, no nearby sources of ignition and no use near points of egress. Some manufacturers have redesigned their products to safely use flammables, reducing refrigerant charge and the potential for leaks. One manufacturer reports on 6,000 commercial propane ice machines operating with no problems.
Continued on p58
ASHRAE is the body governing standards for applications and UL does the same for equipment. ASHRAE 34 is the standard that defines and categorizes refrigerants as an A2L or A3. ASHRAE 15 is the standard governing the installation of systems using these refrigerants.
ASHRAE 15 Addendum “d” was approved in October of 2018 to regulate the use of A2Ls in “high probability systems,” which includes unitary systems, split systems, multisplit systems, rooftop units and other similar equipment.
Addendum “d” stipulates, among other things, that for larger charge systems leak detectors are required and they must trigger ventilation to dilute the refrigerant and sound an alarm.
ASHRAE Addendum “h” regulates the use of A2Ls in systems located in machine rooms and stipulates that when the charge exceeds the Refrigerant Concentration Limit (RCL) the system must be installed in a machine room. Neither Addenda “d,” nor “h,” however, covers refrigeration application. ASHRAE committees are currently working on a separate addendum for these applications.
UL Standard 60335-2-40 regulates the use of A2L refrigerants in air conditioning equipment, while UL Standard 603352-89 does so for refrigeration equipment. These standards are used by manufacturers for building and listing equipment using flammable refrigerants.
UL 60335-2-40 was recently finalized to fully allow the use of A2Ls and will be published for incorporation into model codes. The process for finalizing UL 60335-2-89 was started in July, 2019. Edition 1 of UL 60335-2-89 allowed charges of 150g of any flammable refrigerant, and while Edition 2 will be based on IEC 60335-2-89, which allows 500g of R-290 and 1.2kg of A2Ls, UL 60335-2-89 may deviate from those charge limits.
Once new standards are completed for A2Ls and A3s they need to be included in the model codes, which are then used to write local building and fire codes. The adoption of these standards into the ICC and the UMC, the two main model codes used by state and local jurisdictions, is not certain. The ICC recently voted against a measure to exclude UL 60335-2-40 from the 2021 model code, paving the way for a vote on its inclusion in October 2019. There are, however, significant concerns over safety and lack of training associated with 2-40.
Also recently, ASHRAE 15 was rejected by the UMC due to similar concerns about lack of training for the handling of flammable refrigerants. If these standards are not adopted into the two main model codes, states or provinces seeking to phaseout HFCs will have to orchestrate their adoption into individual jurisdictions’ building codes. And, especially in California, local
HRAI formed a Refrigerant Landscape Task Team in September 2018 to assess the implications of the introduction of flammable refrigerants in Canada on the HVAC/R industry. The Task Team is made up of individuals representing manufacturers, contractors and various associations.
HRAI has also produced a brochure, available online, along with articles and a webinar, to educate industry members on the importance and urgency of becoming familiar with new flammable refrigerants coming to market. The brochure outlines what the different categories mean, the role of safety standards, information about building codes, and a reminder to buy from reputable sources.
For more information: www.hrai.ca/refrigerant-landscape
fire chiefs have expressed a lot of concern about exposing firefighters to flammable chemicals during fires.
The HVAC/R industry recognizes all of the challenges associated with transitioning to low-GWP refrigerants. As a response, AHRI, the industry’s main trade group in the U.S., has assembled the Safe Refrigerant Transition Task Force to plan an orderly transition. Under the task force are a number of working groups developing plans for operations and maintenance, codes and standards, storage, transport, recovery, communications and safety.
It’s impossible to know exactly which low-GWP refrigerants will replace the existing HFCs in every application in North America because equipment standards are only now being completed and manufacturers have yet to qualify new equipment. But, it is possible to understand which low-GWP refrigerants are likely to replace the existing HFCs in some applications based on global experience:
Chiller alternatives to R-134A below 750 GWP
• A1 refrigerants; R450A, R513A, R513B, R515A, R515B
• A2L refrigerants; 1234ze/yf
Commercial & Residential Air Conditioning alternatives to R-410A below 750 GWP:
• A2L refrigerants: R32, R452A, R454B
Commercial Refrigeration alternatives to R-404A below 150 GWP:
• A2L refrigerants: A454A, R454C, R455A <>
John Sheff is director of public and industry affairs, Danfoss, and Dean Groff is regional marketing manager, Danfoss.


From AEMC, the ground resistance tester Model 6418 with an oblong head is designed for measuring ground bus bars, ground rod and grid resistance and impedance without the use of auxiliary rods. The 6418 performs a measurement function enabling measurement of leakage current flowing to ground or circulating in ground loops from 0.5mA to 20A and resistances from 0.01 to 1200Ω. www.aemc.com

From Danfoss, the Prosa telemetry is available for remote walk-in cooler monitoring. Connected to the company’s temperature sensors, users can monitor the system in real-time via a smartphone, tablet or web portal. www.danfoss.com


Bacharach has added 22 halogen refrigerants supported by its MGS-400 gas detectors in commercial and industrial gas leak monitoring applications. The MGS-400 series uses three different sensor types, depending on the measurement range, temperature and gas types. A mobile app interface allows for easy commissioning and maintenance without special tools, and an added sensor life of 5 to 7 years with plug and play pre-calibrated sensor modules for allow for simple sensor replacement. www.mybacharach.com
From FLIR Systems, the multi-purpose FLIR EM54 environmental meter is based on hygrometer technology and identifies deviations from ambient relative humidity levels. It helps identify symptoms of clogged HVAC/R filters, duct leaks and overloaded systems. Equipped with an external vane anemometer it allows users to check air speed at duct inlets and outlets. A contact temperature probe can check electric motors and equipment components for proper operating temperatures. It also calculates wet bulb and dew point temperature. www.flir.com
Aircuity has introduced several new products including the MD100 MicroDuct tube for multi-parameter sensing and the Architectural Series wall probe (pictured) designed for commercial offices and other public facilities. The company has also increased the number of sensed locations on each sensor suite. www.aircuity.com

The Sensaphone combination sensor for HVAC and building automation applications communicates via Modbus. It is used exclusively with the company’s Sentinel Pro system to monitor indoor air temperature and humidity levels. It measures temperature from -32F to 122F and non-condensing relative humidity from 0 per cent to 100 per cent. It features a backlit LCD and menu. The sensor can be mounted in a single electrical box or directly to the wall, and up to 32 sensors can be wired in succession. www.sensaphone.com
From Extech Instruments, the RH200W multi-channel wireless hygrothermometer tracks and displays temperature and humidity readings with up to eight remote sensors. The base station connects wirelessly with remote sensors that can be placed indoors or outdoors at up to almost 100 ft. away. The display features 1.3 in. digits. Trend arrow icons indicate whether levels are rising, falling or stable. Comfort-level icons show if air quality is too dry, too humid or optimal. A snowflake icon appears when temperatures fall below 3C. www.extech.com


HRAI provides this International Ground Source Heat Pump Association (IGSHPA) training course for HVAC system installers who want to install geothermal heat pump systems in accordance with the requirements of ANSI/CSA C-448-2016 and good industry practice. Upon successful completion of the workshop and passing the IGSHPA installers exam, participants will be issued HRAI and IGSHPA accreditation as an installer of GSHP systems. The course covers design and material options, system layout, pipe joining techniques, trenching/drilling processes, startup, performance checking, troubleshooting and much more. For details contact Angie Mantei at 800.267.2231, ext. 237 or amantei@hrai.ca. www.hrai.ca
The Construction Education Council’s Gold Seal Accredited Advanced Project Management course (designed specifically for the mechanical contracting industry), offered in partnership with the University of Waterloo, is a four-day program focused on improving leadership, management and advanced project management skills. It is designed for experienced project managers and senior project managers. The course is limited to 24 attendees. To register for the Feb. 6-9, 2020 course contact Tania Johnston at tania@mcac.ca.
The Heating, Refrigeration and Air Conditioning Institute of Canada (HRAI) offers a variety of residential and commercial training courses. The Small Commercial Air System Design course builds on the Small Commercial Heat Gain & Heat Loss Calculations course. This three-day program includes how to design commercial air distribution systems for applications of up to three stories and 600 sq. metres per storey. For more information and scheduling opportunities, tel. 800.267.2231 ext. 241. www.hrai.ca/hrai-training-courses
Canada Green Building Council is offering this four-hour course as part of its Green Professional Skills Training (GPRO) program. It teaches the basics of sustainability and provides an overview of the essential strategies and work practices that make buildings more efficient. GPRO covers the “green gap” between standard trade skills and the new awareness required to successfully implement sustainable building practices. It is the prerequisite for all GPRO trade-specific courses. www.cagbc.org
The Canadian Hydronics Council (CHC) has partnered with NAIT and British Columbia Institute of Technology (BCIT) to provide course blocks toward CHC certification for hydronic system designers and installers. At NAIT students can register for online or paper-based learning and have nine months to complete each block. www.ciph.com/page/chc_certification
TECA’s Quality First training programs are developed by the industry, for the industry, setting minimum standards for the residential and light commercial heating, ventilating and cooling trade in BC. Courses provide contractors with the information they need to install equipment that operates safely and comfortably at rated efficiencies. www.teca.ca
Since 1997, over 30,000 representatives of industrial, commercial and institutional (ICI) organizations have enrolled in the Dollars to $ense energy management workshops. In 2016, the material was completely remodeled and updated; it is now presented in 30 modules, which can be used as building blocks for organizations that have limited resources or that wish to focus on specific topics. www.cietcanada.com
2020
KBIS 2020
January 21-23
This year’s Kitchen and Bath Industry Show (KBIS) is being held at the Las Vegas Convention Center, Las Vegas, NV. www.kbis.com
CMPX
March 25-27
The Canadian Mechanical and Plumbing Exposition will be held at the Metro Toronto Convention Centre. www.cmpxshow.com
ASHRAE Winter Conference
February 1-5
ASHRAE is holding its conference in Orlando, FL at the Hilton Orlando and Orange County Convention Centre. www.asharae.org
CIPH ABC 2020
June 28-30
The 2020 Canadian Institute of Plumbing and Heating Annual Business Conference will be held in Mont Tremblant, QC. www.ciph.com
NEBB Annual Conference
April 2-4
The conference will take place at 101 W Main Street in White Sulphur Springs, WV www.nebb.org
AHR Expo
February 3-5
AHR will be held in Orlando, FL at the Orange County Convention Centre. www.ahrexpo.com
CIPHEX West 2020
November 4-5
The Canadian Institute of Plumbing and Heating Exhibition West will take place at the Pacific National Exhibition in Vancouver, BC. www.ciphexwest.ca
August 23-25
The Heating, Refrigeration and Air Conditioning Institute will hold its 52nd annual conference in Victoria, BC at the Delta Victoria. www.hrai.ca
MEET 2020
May 6-7
The 2020 Mechanical Electrical Electronic Technology Show will be held at the Moncton Coliseum, Moncton, NB. www.meetshow.com
Canadian Healthcare Engineering Society Annual Conference
September 20-22
CHES will hold its 40th Annual Conference at the Halifax Convention Centre in Halifax, NS. www.ches.org
January 25-27
The AHR Expo, the annual North American HVAC/R event, is expected to attract thousands of attendees from across the globe to Chicago. www.ahrexpo.com

April 7-8
Industry professionals will gather at the Montreal Convention Centre, QC for the Mécanex/Climatex/Expolectriq/Éclairage (MCEE) 2021 trade show. www.mcee.ca
ALL UNDER ONE ROOF
FEB 3-5 • 2020


† 1,800+ Exhibitors / 500,000 sq ft Show Floor
† Held Concurrently with the ASHRAE Winter Conf.
† Hundreds of New Products & Demonstrations † Robust Training and Education Program