When expanding your canning or bottling operations, there is much to consider. It can take many months to plan and procure new equipment prior to installation. Plus, it can take several months to get to producing saleable cans after you’ve installed new equipment. You know beer, we know conveyors – we can assist with design, consultation, installation, service and support during and after run-in. From conveying components, guide rail, speed reduces and bearings to Perceptiv™ diagnostic services, we can help you get new conveyors running smoothly and make the complex simple. For more information, contact 800-626-2093 or PTSAppEng@regalbeloit.com.
MULTIPOND INDUsTry LeaDINg
MULTIPOND INDUsTry LeaDINg
Whether you are looking for a semi-automated or fully automated high accuracy weighing solution, we’ve got you covered. Our new fully automated high accuracy weigher is ideal for high-speed packaging lines and offers unprecedented +/- 2% accuracy on a 3.5 gram target fill at 80-100 per minute. If speed is not important our semi-automatic weighing solution with a built in checkweigher is ideal for lower speed requirements while providing a platform to add additional future line automation.
Whether you are looking for a semi-automated or fully automated high accuracy weighing solution, we’ve got you covered. Our new fully automated high accuracy weigher is ideal for high-speed packaging lines and offers unprecedented +/- 2% accuracy on a 3.5 gram target fill at 80-100 per minute. If speed is not important our semi-automatic weighing solution with a built in checkweigher is ideal for lower speed requirements while providing a platform to add additional future line automation.
All MULTIPOND combination weighers benefit from standard fully automatic calibration which removes the anxiety of how to comply with stringent net weight accuracy demands and eliminating concerns due to inconsistent packaging weight variations.
All MULTIPOND combination weighers benefit from standard fully automatic calibration which removes the anxiety of how to comply with stringent net weight accuracy demands and eliminating concerns due to inconsistent packaging weight variations.
FREE: (800) 361-5919
(800) 361-5919
West Coast premium chocolate producer raises its packaging automation competencies to world-class levels with brand new high-speed line installation.
Leading Alberta cannabis licensed producer embraces packaging automation to keep the fast-growing business on upward trajectory.
Enterprising flexible packaging supplier leverages digital wide-web printing press technology to capitalize on growing demand for small-run custom orders.
Landmark industry study highlights gaps along the righteous path
Turning fierce competitors into reliable allies and partners is much easier said than done in today’s global economy, but no one ever said that achieving full sustainability and circularity in the flexible packaging industry was going to be easy or cheap.
Until recently, though, determining just how di cult and costly meeting this challenge will be has been largely a matter of speculation and conjecture, fueled by strong emotion but short on credible statistics and helpful advice on how to make flexible packaging a driving force for packaging sustainability, rather than a major obstacle to it.
$33 BILLION US
For a packaging format that has been around a relatively short time—compared to paper, glass, metal and rigid plastic— the amount of controversy and hostility that flexible packaging has generated in recent years is in many ways a natural outcome of the sector’s complacency in improving its environmental profile over time, relying instead on pointing the finger back at competing packaging formats and their respective shortcomings.
In this light, it feels only right to commend the U.S.-based industry group Flexible Packaging Association (FPA) for the wealth of credible statistics, research findings, thoughtful analysis and, above all, helpful guidance contained ins new landmark study titled The Path of Flexible Packaging to a Circular Economy
Released at the end of last year, the 200-page report is not exactly light reading by any stretch, but it should be a mustread for any flexible packaging business concerned about the industry’s long-term viability.
Packed with valuable insights and information related to flexible packaging and sustainability and Circular Economy, the FPA report identifies a series of interconnected gaps that currently prevent flexible packaging from breaking away from its stereotyped image of a reckless global polluter, including:
• Development of high barrier monomaterial (or polyolefin-based) structures;
• Lack of consistent recovery systems/ rules across the country (namely in the U.S.);
• Lack of collection infrastructure for
flexible packaging;
• Limited value of flexible packaging that is collected today due to a lack of end market applications and demand;
• Value of PCR (post-consumer recycled) vs virgin material today in price and performance;
• Need for infrastructure funding to support collection, sortation, reprocessing, and end markets;
• Lack of “ownership” by any one entity for the recovery infrastructure, resulting in a lack of overall action;
• Consumer education on the value of flexible packaging, along with recycling options.
Faced with these challenges, its is really no surprise that only four per cent of all the flexible packaging consumed in the U.S. is currently recycled, according to FPA, which cites the lack of infrastructure as the most problematic impediment to higher recycling rates.
It is all fine and dandy for individual producers to placate the public with pledges to make all their packaging recyclable and compostable by 2025, which seems to be the most popular target date at the moment, but it’s really all wasted e ort if there are no facilities and technologies in place to process the new-generation of earth-friendlier bags, pouches, labels, liners, wraps, rollstock and other flexible products.
As FPA states, “There are substantial challenges in driving flexible packaging toward a circular economy which will require significant investment and a shift toward system understanding and collaboration.
“The initial investment in collection, sortation, and reprocessing will likely be geared toward rigid packaging because of its greater ease of collection, as well as stronger end markets,” the report notes.
“However, much of the infrastructure and technology investment needed to make rigid collection more e cient will also apply to flexible packaging. It is critical that the industry collaborate with others and ensure that the sustainability benefits already achieved through flexible packaging are further enhanced as it strives to embed itself into a circular economy framework.”
SEPTEMBER 2021 | VOLUME 74, NO. 8
Reader Service
Print and digital subscription inquiries or changes, please contact: Anita Madden, Audience Development Manager Tel: (416) 510-5183 | Fax: (416) 510-6875 Email: amadden@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher
Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Annex Privacy O icer Privacy@annexbusinessmedia.com Phone: 800-668-2374
We acknowledge the [financial] support of the Government of Canada
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
Annual flexible packaging sales in the U.S.
LESS IS MORE
New light ice cream flavors packed with truly divine inspiration
There’s really nothing like ice cream to help Canadian consumers cope with the summer heat— this year’s summer heat especially!
And thanks to a timely launch of the new DIVINE range of worldfamous Häagen-Dazs brand of ice cream earlier this summer, Canadian consumers have been spoilt for choice with three new light ice-cream products delivering the brand’s unmistakable signature creamy and indulgent flavor and taste with 50 per cent less fat and
25 per cent less sugar than regular Häagen-Dazs ice cream.
Packaged in lively decorated 475-ml tubs designed by Mississauga, Ont.-based branding services provider Bridgemark, the Häagen-Dazs DIVINE Chocolate Chunk Brownie, Raspberry Cheesecake and Vanilla Caramel Pretzel flavors were crafted using only the finest, simplest ingredients, including 100-percent Canadian dairy—with zero artificial colours, flavors or sweeteners—while containing less than 200 calories per single 125-ml serving, according to its brand-
owner Nestlé Canada
“At a time when more and more Canadians are increasingly focused on wellness and mindful eating, we wanted to provide a lightened indulgence with zero taste or texture compromise, which we know is so important when it comes to ice cream,” says Juliane Trenholme, Nestlé Canada’s vice-president of marketing for ice-cream.
“Häagen-Dazs DIVINE o ers the same creaminess of our signature Häagen-Dazs ice cream, in a lower fat, sugar and calorie version,” Juliane Trenholme says.
“We hope everyone has the chance to taste this collection to see just how divine they are,” says Trenholme, while lauding the new packaging’s attractive design elements, including refined gold linework, which lends an elegant, premium look and feel.
According to the packaging designers Bridgemark, part of the Glen Davis Group of companies, the gold line patterns on the product packaging hint at the flavor profile of each product in the DIVINE collection to di erentiate between flavors and emphasize refinement and indulgence.
For its part, the flavor cue imagery on the packaging is designed to create strong appetite appeal and give a sense of the simple ingredients inside the Häagen-Dazs DIVINE products, while lending the packaging a light and playful feel.
Vibrant
new packaging show o unique gin in best possible light
While very few Canadians would be able to point out Ungava Peninsula on the map, this northernmost region of the province of Quebec has been getting a fair bit of attention in the global distilled spirits market as home to some of the unique arctic
botanicals use to make the fast-growing Ungava Gin brand. Produced by Ungava Spirits Co. Limited in Cowansville, Que., the unique signature-yellow gin is marking its 10th anniversary this year with a comprehensive cork-toglass packaging makeover to allow the packaging better tell the gin’s compelling story and connect with flavor-seeking gin lovers.
Expertly executed by leading Canadian package design specialists Pigeon Branding Inc., the new design comprise a number of carefully crafted details key to the products vibrant new look:
• Stronger branding. A cleaned up logo paired with a U-shaped map pays tribute to Ungava Gin’s namesake region in Northern Québec.
• Tapered bottle shape, providing a prouder stance.
• Wooden cork. Gin lovers appreciate this as a sign of quality, and the ritual of ‘easing o the cork’ as they open the bottle to create a cocktail for themselves and friends.
• Canadian origin. A touch of red is retained on the new label, reflecting the brand’s Canadian origin.
• Arctic botanicals. Each of the six signature botanicals used in the product are proudly featured on the neck label in both French and English.
• Topographical lines. Tactile and distinctive, the raised topographical lines on the surface of the back of bottle continue the use of cartographic visual language as visual nod to the gin’s place of origin.
According to Pigeon Branding, the quantitative heat-map research and head-to-head comparison testing conducted for the brand showed that the new packaging has resonated exceptionally well with the consumers.
The redesigned glass bottle and label have been found to be more perceptible and memorable then the old versions, with more than two-thirds of tested consumers— including existing Ungava drinkers—indicating they prefer the new design.
Tekni-Plex, Wayne, Pa.-based manufacturer of closures, lidding and other healthcare packaging components and solutions, has completed the acquisition of M-Industries, LLC, Ada, Mich.-based manufacture of container vented lining technology for products that need air pressure regulation due to ingredients, filling methods, and the way they are shipped and stored. “We are proud to have M-Industries join Tekni-Plex as we continue to strengthen our material science capabilities to help protect our customers’ brands and their products,” says Eldon Scha er, chief executive o icer of Tekni-Plex Consumer Products Division, adding M-Industries will operate as part of Tekni-Plex’s TriSeal business unit. “The addition of M-Industries increases the global scope of solutions we can provide to customers, including venting expertise and technical packaging, which has great applications in the demanding e-commerce/home delivery channels,” said Brian Jacobi, Tri-Seal vice-president and general manager for the Americas region. “Both companies o er high-quality, niche products engineered to serve specific packaging applications.”
Anritsu Infivis, leading global manufacturer of product inspection technologies, has completed the opening of the company’s major new facility in Elk Grove Village, Ill., to expand the company’s product assembly, testing and demonstrations capabilities in the U.S. Located in the Elk Grove Technology Park business district, According to the company, the new facility will house key operations that include:
• Excellence Center, Anritsu’s flagship location for North America product inspection, testing, demonstration, and training.
• Expanded Service Department, to support customers to ensure they have everything they need to maximize operations and keep equipment running at peak performance.
• Equipment Demonstration and Training, an enhanced area with more machines to give customers an opportunity for “hands-on” testing and training.
• Product Assembly, expanded on-site assembly program focusing on Anritsu’s X-Ray inspection
systems and the M6 series metal detectors.
“Our new building is in a premier location for our employees and it also doubles our former space, which is necessary to continue the rapid growth fuelled by our loyal customers,” says company president and chief executive o icer Erik Brainard. “And its location in a world-class technology park means we are in the center of a remarkable hub for technological innovation and growth.”
Bulk packaging and material handling systems manufacturer Flexicon Corporation has announced a 50,000-square-foot expansion of manufacturing space at the company’s headquarters facility in Bethlehem, Pa. to meet increased demand for its bulk handling equipment and systems. “In 2014 we doubled the size of our Bethlehem headquarters, maximizing coverage of the existing site, so we are fortunate
that a facility adjacent to our main building became available this year,” says Flexicon’s executive vice-president David Boger, citing the company’s other global investments that include the start-ups of manufacturing facilities in the UK in 1994, South Africa in 2001, and Australia in 2008. As Boger points out: “All of our company locations can readily draw upon Flexicon’s 25,000 worldwide system installations for developing new solutions to solve most any bulk handling problems.”
Looking for cost effective and energy efficient positioning?
The simplicity of pneumatics combined with the advantages of electric automation The Simplified Motion Series axes are ideal for simple positioning and pressing/clamping movements.
• Quick and easy commissioning using the integrated buttons on the motor or via IO-Link
• Connection via IO-Link for enhanced functionality including diagnostics
• Simple control with 2 digital inputs for basic functions or enhanced control with IO-Link for additional functions
Protective packaging products manufacturer Pregis LLC has announced plans to construct a new US$14-million facility just outside of Atlanta in McDonough, Ga., to support the company’s growth in the e -commerce packaging markets. According to the
company, the new 298,000-square-foot facility will focus primarily on the production of the EverTec mailers (see picture) —featuring lightweight, recyclable all-paper cushioned construction—initially creating at least 80 new full-time jobs in the area. “E-commerce is continuing to grow exponentially, and our investment in a Georgia manufacturing location is yet another commitment to offering a diverse portfolio of shipping solutions tailored to the growing demand among brand-owners and e-commerce retailers for sustainable, efficient and cost-effective solutions,” says Pregis President and CEO Kevin Baudhuin. “We are also pleased to be creating employment opportunities in the Atlanta metro area for this unique e-commerce solution.”
Product coding and marking systems manufacturer Markem-Imaje , an operating company of Dover Corporation , has announced the acquisition of Blue Bite LLC , New York City-based developer of mobile software systems designed to track consumer brand engagement through product authentication, traceability, brand storytelling, and other value-added functionalities that ultimately drive incremental sales, provide marketers with valuable consumer information and connection, and create a more convenient and safe experience for consumers. “Growing our portfolio of software solutions to cater to the growing and more sophisticated needs of our customers around product identification, traceability and authentication is a top strategic priority for Markem-Imaje,” says MarkemImaje chief executive officer Vincent Vanderpoel.
“We are excited to integrate Blue Bite into our portfolio of Markem-Imaje and Systech software solutions and provide our global clients with the necessary tools to drive efficiency, compliance, brand loyalty and incremental sales,” Vanderpoel states.
PLAN AUTOMOTIVE
“Additionally, we see an exciting opportunity to adapt Blue Bite solutions to industrial applications, and we plan to collaborate with other Dover operating companies on this initiative.”
Italian specialty papers and labels manufacturer Fedrigoni Group has completed that acquisition of Acucote Inc. , Graham, N.C.-based supplier of self-adhesive materials employing 142 people and generating annual revenues of over US$70 million. “The acquisition of Acucote represents a further step in the growth strategy in the increasingly promising self-adhesive materials sector, where we are determined to expand our position as market leader,” says Fedrigoni Group’s chief executive officer Marco Nespolo. “It is in line with our wish to diversify our geographical penetration and strengthening our position across the Americas region—in particular in the United States.”
Meredith-Springfield Associates, Inc. , plastics manufacturer specializing in bottles and hollow technical articles manufactured through extrusion blowmolding and injection stretch blowmolding, has commenced an 18,000-square-foot expansion of its central production facility in Ludlow, Mass. According to the company, the expansion will enable it to accommodate the arrival of six brand new state-ofthe-art machines to help automate production and increase capacity. “It’s been a challenge to meet the needs of our growing business with our existing space,” says company president and chief executive officer Mel O’Leary. In coming months, the plant will install two new extrusion blowmolding machines—a Bekum 155 and R&B/Sika 850 long stroke—as well as an Aoki AL-1000 injection stretch blowmolding machine, along with three new, fully-automatic Dyco baggers, and a Mexan Automation semi-automatic bagger.
We understand the challenges you have in recruiting and retaining your workforce.
Using machinery to free up valuable labour, to utilize elsewhere in your business, isn’t a new idea of course.
But from simple, cost-effective entry-level packaging, inspection and labelling solutions to fully automatic systems, at MULTIVAC Canada we have a range of equipment to suit products and businesses of all shapes and sizes.
Interested? Talk to our team today to see how we can help your business do more with less.
Q: What do you get when you
Your One Stop Packaging Machinery Shop.
Syntegon is one of the leading suppliers of processing and packaging technology to the food and chocolate/confectionery industries. We offer a product portfolio ranging from entry-level machines to fully integrated systems. Our mission is simple: to support customers in creating sustainable solutions with market-leading technologies.
Start a conversation with us today connectwithus@syntegon.com +1 (770) 981-5200
www.syntegon.com/food
Syntegon. Formerly Bosch Packaging Technology.
ON THE FAST TRACK
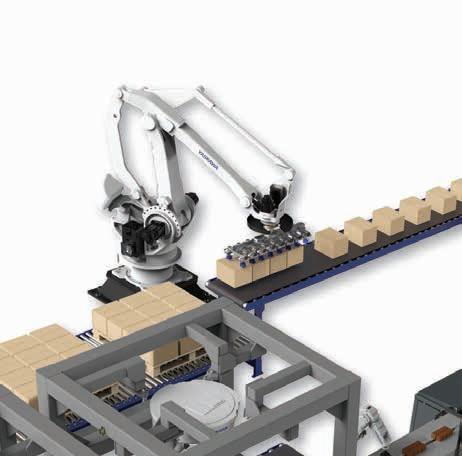
Designed for fast and precise operation for small part processing in a variety of applications that require short cycle times, the new SG series SCARA robots from Yaskawa Motoman require minimal installation space, according to the company, while yielding substantial results with little capital investment. Available in two compact models, the horizontally articulated SG400 and SG650 robots are well-suited for assembly and sortation, as well as for multi-process systems requiring pick-and-place capability. Featuring a high work envelope to mounting surface ratio, each highly flexible model can be easily integrated with existing robotic automation and can readily be redeployed. The SG400 robot features a 400-mm radial reach, a 200-mmlong U-axis stroke and a three-kilogram maximum payload, while the SG650 o ers a 650-mm radial reach, 210-mm-long U-axis stroke and six-kilogram payload capacity. Each model is highly repeatable and o ers a wide variety of fieldbus connectivity options. Both models also o er easy-to-integrate vision functionality with MotoSight 2D, a Cognex In-Sight-based vision system that provides feature-rich functionality and reduces the cost of expensive tooling for locating parts.
Yaskawa Motoman
FILL TO THRILL
The new Autofill system from Ranpak Holdings Corp. is a next-generation, fully automated end-of-line packaging solution using smart sensors to scan the package—computing the box size and the volume of objects inside— and then dispense the optimal amount of paper needed to protect items during shipping. Designed to enhance throughput, reduce labor costs and ensure the optimal amount of void fill in each package, the Autofill features an integrated case sealer to close and seal the boxes, along with the
AccuFill vision system that eliminates overpacked and under packed boxes, thereby ensuring worry-free shipping and reducing paper consumption. Capable of processing up to 1,200 boxes per hour, AutoFill is exceptionally well-suited for handling even the most demanding applications in high-speed distribution, e-commerce and fulfillment operations.
Ranpak Holdings Corp.
THE WEIGH FORWARD
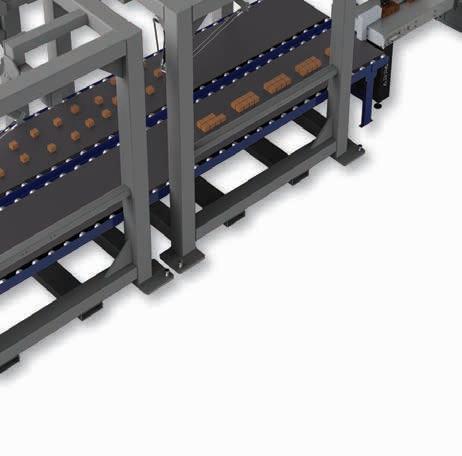
Designed to meet the weighing and packaging challenges of low-density cannabis flower, the new high-accur-
acy version of Multipond’s J-Series multihead combination weigher MP28-400/400-J3 (distributed in
Canada by Abbey Equipment Solutions) is exceptionally well-suited for high-speed packaging lines—o ering accuracy of +/-2-percent for 3.5-gram fills at speeds of 80 to 100 fills per minute. According to the company, all Multipond combination weighers benefit from standard fully-automatic calibration, which removes the anxiety of how to comply with the stringent net weight accuracy demands and further eliminates end-of-line checkweighing concerns due to inconsistent packaging weight variations.
Abbey Equipment Solutions
THE ADHESIVE PERFECT
KFC Canada’s future is tied to home-compostable packaging
Leading fast-food restaurant chain KFC Canada has announced plans to launch its first home-compatible bucket this year as part of the company’s far-reaching e orts to make all its consumer-facing packaging home-compostable by 2025.
According the company, the comprehensive switch to compostable packaging will 200 million pieces of packaging from Canadian landfills each year.
“One of our leading principles at KFC Canada is feeding people, not landfill,” says company president and general manager Nivera Wallani.
“The move to 100-percent home-compostable consumer packaging is a bold and ambitious step we are taking to inspire positive change in the communities we operate in,” Wallani states.
As Wallani explains, protecting the planet is one of KFC’s core values, and over the last several years the popular fried chicken restaurant chain has made great strides in lessening its environmental footprint, including:
• A November 2020 test launch of a new fibrebased ‘spork’ utensil made from bamboo,
corn and sugarcane.
The new cutlery naturally decomposes at room temperature in about 18 months and requires no additional treatment, according to KFC, nor does it leave any toxic byproducts.
Once fully introduced into the KFC restaurant system, the compostable cutlery will eliminate 40 million pieces of plastic cutlery annually.
• Introduction of bamboo buckets in 2020, with KFC Canada announcing that bamboo would become a permanent packaging solution for its poutine and chicken products.
Made with fast-growing, anti-bacterial and
100-percent biodegradable bamboo fibers, KFC aims remove 12 million plastic poutine containers from its operations by transitioning to bamboo by the end of 2021.
• Eliminating plastic straws and bags. Completed by the end of 2019, this initiative eliminated an estimated 50 million plastic straws and 10 million plastic bags across the country to date, while replacing them with fiber-based alternatives.
“Our packaging is a part of our heritage and our storytelling,” says KFC Canada’s innovation manager Armando Carrillo.
“Beyond its iconic image, we want KFC’s packaging to be forward-thinking, inspiring, and to champion functionality, food safety and eco-friendly solutions.”
Says Carrillo: “We have continued to accelerate our e orts and push the boundaries to bring more environmentally sustainable packaging solutions to market, including our recent move to bamboo poutine buckets.
“A fully home compostable packaging line is the ultimate win for us and for the environment.”
CKF rolling up its sleeves to enahce sustainable packaging
Canadian sustainable packaging trailblazer CKF, Inc. is continuing to make its flagship Earthcycle brand of home-compostable and recyclable fresh produce punnets even more sustainable by commercializing new paper sleeves to replace plastic lidding for a wide variety of fresh soft fruit products.
Designed, tested and trialled with apples, kiwis, avocado and berries, the new paper sleeves were designed to respond to the growing consumer sentiment for reduced single-use plastic packaging, according the Hantsport, N.S.-headquartered company.
“Using a paper sleeve o ers consumers a 100-percent plastic-free package that is still certified home-compostable and recyclable,” says CKF vice-president of sales and global marketing Brad Dennis.
“With the expanded ‘real estate’ for high-impact branding and product messaging, the Earthcycle sleeved solution checks all the boxes,” Dennis states.
“Sleeved solutions are also uniquely well suited for home delivery and e-commerce solutions,
markets that have gained momentum due to the pandemic.”
As Dennis relates, CKF worked with closely with JASA Packaging Solutions, leading manufacturer of automated sleeving equipment based in Richmond, Va., to develop a cost-e ective way of applying the new sleeves inline at high speeds.
“We are intimately aware of the need for highly automated packaging systems in the fresh produce industry, and our sleeving solutions meet our customers’ high standards for performance and speed,” says JASA Packaging president Sandra Somford.
“It really is as simple as listening to our customer base,”adds Dennis. “We are hearing, especially in European markets, that consumers really want to reduce the amount of plastic used in packaging, so a paper sleeve is an ideal solution.”
In fact, Spanish packaging designers at PackCo S.L n Valencia is already engaged in several packaging products involving the new sleeved solutions.
“Many of our clients, such as Ballberry, are looking to di erentiate their produce at retail while maintaining an environmentally conscious footprint,” says PackCo art director Michael Stephen.
“The product range and depth of the Earthcycle punnets makes the packaging uniquely suited to protect and display soft fruit, while offering an authentic canvas to promote our clients’ brands.”
Submission Deadline: October 28th, 2021
Nominees Announced: November 2021
Winners Celebration: February 2022
new packaging for the company’s signature
SWEET REWARDS
Fast-growing chocolate producer keeping pace with demand growth with world-class packaging automation
By Andrew Snook
Photos by David Buzzard
Life has gotten a whole lot sweeter for Chewters Chocolates since the Delta, B.C.-based chocolate production facility recently invested in a new Syntegon Technology packaging line to meet growing market demand for its premium cocoa creations.
“Over the last five years, our business has grown almost 600 per cent; last year alone we grew by over 50 per cent alone,” says John Oucharek, vice-president of operations for Chewters Chocolates.
“We have gone from producing 500,000 pounds of chocolate annually to 5.3 million pounds a year,” says Oucharek, outlining several factors for the company’s meteoric rise in recent years.
With 75 years of chocolate-making ex-
pertise shred between the company’s two owners, Richard Foley and Wade Pugh, the company excels in making the best-tasting chocolate for its flagship ChocXO brand.
That expertise is coupled with the ecient operation of a state-of-the-art manufacturing facility for producing Chewters’ products and its co-manufactured (co-man) products, says Oucharek, adding that the plant’s production output is roughly split 70-30 between ChocXO branded and co-man products, respectively.
“First and foremost, at Chewters, we are chocolatiers,” Oucharek told Canadian Packaging in a recent interview.
“That is why we decided to create our own brand ChocXO featuring simple ingredients, high cacao dark chocolate and low in organic sugar products.
From left Chewters Chocolates vice-president of operations John Oucharek and technical services manager Mitch Pugh showing o brand
ChocXO line of premium chocolate treats.
“We have gone from producing 500,000 pounds of chocolate annually to 5.3 million pounds a year.”
“We saw an opportunity for dark chocolate products in the snack-food market, but even we were impressed with the demand for our products, which came even faster than expected,” Oucharek says.
“Our ChocXO brand is based on making the best chocolate with low sugar,” Oucharek explains.
“Our chocolatiers have sourced special, fine flavored cocoa beans that are naturally fruity, nutty and less bitter.
“We use only small amounts of organic sugar to underscore our natural, delightful taste,” he says.
“Moreover, our manufacturing facility and processes are state-of-the-art.
“We operate a world-class, SQF Level 3-certified facility with equipment that
Chewters Chocolates’ flagship brand of ChocXO butter cups packaged in Club size stand-up pouches and Caddy Pack cartons (left) packaged on the Delta plant’s high-speed Line 3 comprising some of the most advanced automated packaging equipment from Syntegon Technology, including the Sigpack HRM flow wrapper in the picture below.
provides industry-leading e ciency,” Oucharek asserts.
“Our processes are highly flexible, which support the diverse needs of our co-man customers.”
Only five years ago, the chocolate-maker’s co-man business was a larger part of the operation than its branded products, according to Oucharek, noting that it’s still a strategically important source of revenues for the facility.
“It may only be 30 per cent of our business, but the co-man business has allowed us to grow,” Oucharek says. “This year, we’re going to grow another 55 per cent [and] next year we’re forecasting 8.4 million pounds of chocolate.
“That’s the growth trajectory we’re on now,” he extols, “and it’s phenomenal.”
As Oucharek points out, continuous investment in new technologies has been a key driver for the aggressive growth at Chewters.
The most recent major capital investment was centered on the installation of a new production line (Line 3) at the company’s 55,000-square-foot Delta facility, where Chewters produces its ChocXO brand Organic Almond Butter Cups and KETO Snaps and wraps them for Club and Caddy Packs.
The high-performance Line 3 includes a wide array of Syntegon packaging technologies supplied by Charles Downer & Co. Ltd., including:
• A Syntegon Sigpack HRM flow wrapper;
• A Sigpack TTME top load cartoner;
• A Syntegon 3220 SVE DZ series vertical bagger;
• A Syntegon Elematic 3001 WA casepacker.
“This line provides them with high eciency, a rapid and positive changeover, and running with the least amount of labor possible,” says Je Downer, owner of Charles Downer & Co. Ltd., Richmond Hill, Ont.-based supplier and installer of the Syntegon equipment at Chewters.
As Oucharek relates, Chewters previously worked with Syntegon and Charles Downer & Co. Ltd. to install the same packaging equipment on Line 2, and he was extremely impressed with the results.
“Four years ago, we bought our first Syntegon packaging system, which has been operational for just over two years,” Oucharek says. “One year ago, we pur-
chased the new line and we used Syntegon for the project distribution.
“We just went through the commissioning and start-up of that line, and we were at 90-percent e ciency after two weeks of operation.”
The new packaging line has given Chewters increased flexibility for its own production, as well as its co-man business.
“It was absolutely needed to support our growth,” Oucharek says. “We’ve also been able to fill up roughly one-third of the line with co-man opportunities
“ We have people knocking on our door wanting to get our packaging format options.”
Formerly operating as Bosch Packaging Technology (and SIG Packaging before then), Syntegon Technology is a company that Oucharek is very familiar with, having with Je Downer and similar advanced technologies for over 30 years.
“I have been involved in over 12 major SIG, Bosch and Syntegon project system installations,” Oucharek relates.
“Each project had the same thing in common: they were all successful,” Oucharek says. “Every project met or exceeded the original project objectives.
“I’ve never experienced a project failure working with Je and selecting SIG, Bosch and Syntegon,” he states.
“Chewters is a great company to work
with, and John is a fabulous guy, he’s doing a wonderful job,” says Downer, adding that investing in Syntegon equipment allows Chewters to be a low-cost producer.
“That’s what this equipment helps you do in the long run, so you’ve got control over your own destiny,” he says. “Chewters wants the best in performance and value in their packaging systems, and we provide both.”
Despite his confidence in Syntegon technologies, Oucharek always performs
his due diligence when selecting packaging equipment to invest in.
“I have always looked at multiple equipment options for each project,” he states.
“When I do a technical evaluation on new equipment, I have always based the final decision on total life-cycle of the project.
“When the cost benefits of higher run speed and higher operational e ciency of equipment or system is calculated over the total life-cycle, Syntegon continually
The high-speed Sigpack HRM flow wrapper (below) can reach lightning-fast operating speeds of up to 1,500 products per minute.
Rolls of pre-printed film supplied by TC Transcontinental Packaging feed the Syntegon Sigpack HRM flow wrapper (left) that transfers them onto the TTMC top loading machine (right) to be packed inside folding cartons.
From engineered fiber-based primary, secondary and tertiary packaging, to automation that optimizes your supply chain, our innovations are reshaping the future of packaging and enabling you to meet your operational goals without compromising productivity.
COME TALK TO US IN BOOTH C-2023
Top
A close-up view of the TTME cartoning system loading 30 cartons per minute at the Chewters Chocolates plant.
Bottom
Individually wrapped chocolate pieces are all date-coded by the Markem-Imaje SmartLase laser coder (upper left) integrated into the Sigpack HRM flow wrapper before entering the TTME top load cartoner.
justifies the purchase decision,” he says
“Syntegon is often a more expensive capital purchase option, but when you roll the monthly capital depreciation cost in with the ongoing lower operational costs, over time Syntegon’s operational performance pays for itself.”
With the aggressive expansion needed to keep up with demand for Chewters’ products, and the cost of investing in a new packaging line, the company can’t a ord to choose the wrong equipment.
“We can’t a ord a misstep [and] Syntegon o ers that guaranteed level of quality,” Oucharek says.
So, what makes Syntegon packaging technologies stand out against the competition?
According to Oucharek, the three-part answer is speed, operational e ciency related to minimal downtime, and increased packaging flexibility.
“There are very few manufacturers whose equipment can operate at the speed that Syntegon equipment can,” he says.
“The higher speed rates are, first and foremost, where Swiss-built equipment stands apart.”
For example, the Sigpack HRM flow wrapper features product output rates of up to 1,500-ppm (products per minute) and film speeds up to 150-m/min.
The flow wrapper’s size ranges include a product length ranging from 25-mm to 180-mm; product width from 10-mm to 90-mm; and a product height up to 50mm. The packaging material reel has a reel diameter up to 500-mm; a core diameter of 70-mm to 76-mm; and a packaging material width up to 250-mm.
Some of the flow wrapper’s flexible packaging options include:
• Tight-fitting or loose pillow pack packages with or without gusset folding;
• End fins: longitudinally or crosscrimped, with straight, zigzag or clip cut-o ;
• Longitudinal seam: longitudinally or cross-crimped;
• Print code, cardboard insert, label or coupon application, tear strip, tearopen notches, and other opening features.
The Sigpack HRM flow wrapper ensures optimized system integration as well as various transverse sealing stations, heat-seal design or film infeed HPS lighting.
The strict separation of product or packaging material handling and drive elements meet the highest levels in hygiene requirements. All the components remain lubricated throughout their lifecycle, which ensures continuously low maintenance intensity.
Once the individual chocolates are wrapped in the HRM flow wrapper, they drop down a hopper into a vibratory feeder (to control the flow) and then on through to the Yamato 14-head bucket weigh scale. From there, the chocolates are dropped through a timing hopper, and then either transferred directly into a Syntegon 3220 SVE DZ series vertical
“There are very few manufacturers whose equipment can operate at the speed that Syntegon equipment can.”
bagger for Club packs; or transferred over to the Sigpack TTME top load cartoner for Caddy packs for retail sales.
The Syntegon 3220 SVE DZ series vertical bagger is a continuous-motion VFFS (vertical form-fill-seal) system with precise machine motion for smooth production and high-quality bagging.
It can produce up to a hundred Doy Zip bags per minute, and features patented corner sealing that does not increase machine height.
The unit o ers reclosability by means of zippers for Doy-style bags and threeside seal bags, as well as fast changeover capabilities that allow for the user to be up and running in 30 minutes when switching from pillow style to Doy Zip
The Syntegon 3220 SVE DZ series vertical bagger is constructed using corrosion-resistant materials—suitable for packaging products in cold and moist environments—and controlled via an intuitive HMI (human–machine interface) that allows easy operation and short training time.
“Excellent machine: good flexibility, quick changeover, and absolutely exceeds what we need for equipment,” Oucharek says.
For its part, the Sigpack TTME top load cartoning system o ers scalable output of
Clockwise from left Card insertion at the Sigpack TTME top loader; a side view of the entire Sigpack TTME top loader; an HMI terminal controlling Sigpack TTME operations; flexible film from TC Transcontinental Packaging used to pack individual portions; a close-up view of the interior of the Syntegon 3220 SVE DZ series vertical FFS machine.
Bottom left
Two Syntegon 3220 SVE DZ series vertical bagging machines working side by side.
AT PACK EXPO, IT’S ALL ABOUT FLEXIBILITY.
Connect with us, live and in person, to see the
This past year has shown us that change is inevitable. It’s important that your machine can stand the test of time and adapt to your packaging needs as your goals and strategies change. Come to our booth and experience the many faces of flexibility in packaging.
• Discover how flexibility can help you adapt to change and scale your production.
• See how flexibility allows us to provide productive, costefficient, lasting packaging solutions.
30 cartons per minute, along with quick and tool-free format changes for maximizing product and pack style flexibility in a compact footprint. Other TTME models can hit speeds of up to 150 cartons per minute.
“The Caddy pack is a new format that we’re really excited about,” Oucharek points out. “It’s going to give us the opportunity to get new locations in the store, end-of-aisle displays and cashier display units.”
The flexible cartoner can handle product lengths from 50-mm to 300-mm, product widths from 10-mm to-150 mm; and product heights from 10-mm to 150 mm. It also handles carton dimensions of 100-mm to 400-mm in length; 100-mm to 300-mm in width; and 25-mm to 160- mm in height.
The cartoner system’s standard features include:
• Sigpack TTME technology for precise carton forming, loading and closing;
• Product infeed conveyor;
• Driven blank magazine;
• Allen-Bradley control and drives;
• HMI with color touchscreen, recipe and user management;
• Integrated hot-melt system;
• Tool-less changeover with vertical restart.
Optional features include a double infeed conveyor and collating unit; feeding wheel for high-speed applications; on-edge loading of products; integration of a multipack infeed chain; open flap control; miscount detection; and a trolley for change parts.
After sealing, the finished Club packs and Caddy packs are then conveyed to the Syntegon Elematic 3001WA case-packer for secondary packaging of both types of products.
“The machine has great flexibility to go between a tray format and our wraparound case format, which gives us the highest sustainability from a corrugate usage,” Oucharek says.
Standard features for the Syntegon Elematic 3001 WA case-packer include a hot-melt system that can be operated via the machine’s HMI; standardized collation platform for the modules infeed conveyor,
acceleration belt, collation belt and product transfer belts; an ergonomic blank magazine height at 820-mm to 860-mm; and an external granulate hopper refilling for the hot-melt system.
Optional features include a twin infeed; bi-fold doors; a light package for illumination of inner workings; and a stainless-steel machine frame.
“Syntegon’s equipment is highly e cient, doesn’t break down, and its operational efficiency is bar none,” Oucharek says. “The packaging flexibility that the Syntegon equipment o ers is vital for Chewters’ future growth.”
Says Oucharek: “Having the capability to take a piece of equipment and go from a 12-pack tray to a six-pack wraparound case at the speeds that the whole line runs at, and every piece having the right gate range and flexibility, provides us the capability to do all of our products and shop the line out for more products for our co-man production.”
So what lies ahead for Chewters in the future? Simply put: more growth.
Will Syntegon be a part of that growth? It’s certainly a strong possibility.
“We’re currently working on expanding our manufacturing capability,” Oucharek confides.
“We are designing a new 200,000-squarefoot that will be just as technically advanced as our current manufacturing plant,” he says.
“We will invite a number of equipment vendors into the RFQ process,” Oucharek sums up, “but I wouldn’t be surprised if Syntegon gets future orders based on speed, operational e ciency, and format flexibility.”
SUPPLIERS
Syntegon Technology
Charles Downer & Co. Ltd.
Clockwise from left Filled stand-up pouches being lined up for placement inside the multipack cartons; Syntegon Elematic 3001 WA case-packer; an outfeed table carrying a finished case of product toward palletizing; a finished wraparound display-ready case of ChocXO brand chocolates packed in Club size stand-up pouches.
Please see a video of Syntegon Technology’s equipment in action at the Chewters Chocolates facility in Delta, B.C., on Canadian Packaging TV at www.canadianpackaging.com
ROLLING WITH THE TIMES
Calgary cannabis producer using made-in-Canada technology to automate its pre-roll operations
By Andrew Snook
Photos by Aidan Campbell
Sundial Growers believes that quality of cannabis matters. The Calgary-based licensed cannabis producer o ers a variety of carefully curated strains for its customers, featuring a diverse product line of dried flower, pre-rolls, vapes and oils.
“Sundial is focused on best-in-class brands with a focus on premium inhalables and a portfolio of high-quality investments,” says Reda Anbari, vice-president of operations for Sundial Growers.
“We are present in nine provinces across Canada. Our goal is to delight our consumers and meet their evolving preferences.”
Sundial Growers’ portfolio includes four cannabis brands:
• Top Leaf, the company’s premium brand;
• Sundial, marketed as a “modern, natural alternative” for casual consumers;
• Palmetto, a fun creative brand for people looking for quality and consistency in convenient forms, including pre-rolls or disposable vape pens;
• Grasslands, (simple, a ordable option for cost-conscious consumers.
“We use state-of-the-art technology together with award-winning genetics, which sets us apart in the market,” Anbari says.
“Working with small indoor grow rooms instead of big greenhouses, we have the ability to control the environment … it also sets us apart in the cannabis landscape.”
As Anbari relates, the fast-growing (li-
Reda Anbari, V-P, Operations, Sundial Growers.
censed producer) LP is rolling along with a full head of steam thanks to some recent investments in its packaging lines.
When Sundial Growers was recently looking for ways to optimize its packaging operations and reduce labor costs for its pre-roll and flower bottling lines at the main production facility in Olds, Alta., it chose Paxiom Group for its solutions.
The relationship began two years ago when Sundial Growers was looking for ways to optimize its cannabis flower production, where buds are placed into jars that are then sealed and labeled.
The company solicited Paxiom for an automated packaging system based on the company’s stellar industry reputation and exceptional service capabilities backed up by the company’s global network of eight facilities.
Paxiom supplied the LP with an integrated solution from Montreal-based WeighPack Systems, operating at a state-of-the-art manufacturing plant in Montreal, consisting of PrimoCombi weigh scale, a Pre-cheQ inline weight analyzer; various jar filling, heat sealing, capping and labeling machinery; and a container filling conveyor.
“The original process was very manual and required many people,” explains Paxiom service manager Mark Conforti.
“Our packaging machinery provided a solution to completely automate that process, which includes automatic container unscrambling, weigh filling capping and labeling.
“The net e ect was higher throughput, tighter accuracy tolerances and more output overall.”
The PrimoCombi weigh filling system is used when applications require the highest accuracy and throughput, with features including an open-frame design for easy
Above
A sampling of perfectly rolled and filtered pre-rolled cones produced on the JuanaRoll automatic pre-rolling system manufactured by WeighPack.
Right
Cannabis dried flower buds being dispensed in precise desired quantities via the PrimoCombi weigh scale.
sanitation, a Windows-based operating system, and a digital camera for real-time online support and real-time production reporting.
For its part, the Pre-cheQ inline weight analyzer—claimed to be is the industry’s most advanced automatic check weighing station—helps to ensure the tightest quality control. With programmable ranges and weight cell technology sensitive to 0.01-gram, the Pre-cheQ Analyzer allows only for pre-selected weight ranges into the packages.
Likewise, the chuck-style capper is constructed with a stainless-steel frame, with a compact footprint and an integrated cap infeed conveyor.
The unit also features inlet and outlet conveyor belts with single motorization; adjustable guides fabricated in stainless steel; a star-wheel mechanism for container transport; a closing unit for pressure caps; two programmable speeds for approaching and closing in up/down movement; and easy-to-open inspection doors, complete with mechanical safety switches.
The line’s automatic wraparound labeler features a compact design, stainless-steel
side by side; a machine operator loading pre-made cylindrical paper cones into the JuanaRoll automatic pre-roll machine.
Clockwise from left High-quality cannabis buds being transferred into the 14-bucket PrimoCombi weigh scale below; Two PrimoCombi weigh scale systems working
Top of Page
Also part of the Paxiom Group, Italian machinery supplier ValTara supplied all key equipment for Sundial’s jar packaging line for dry flower products to provide optimal precision filling, induction foil lid sealing (bottom picture), capping and labeling. Above
An intuitive touchscreen HIM (human-machine interface) terminal controls all the JuanaRoll machine’s operations, along with displaying them in real time.
frame; a belt conveyor equipped with product guides; inlet and outlet conveyor belts with single motorization; a reel unwinder with reel holder roller; paper guide, paper automatic unwinding device and backing paper rewinder; and photocell start/stop for enhanced timing/accuracy.
The container filling conveyor automatically feeds, fills and indexes rigid containers. The unit features stainless steel construction, easy-to-use controls and is adjustable to accommodate varying container sizes.
“Our installation and commissioning were completed in July 2019,” Conforti says, adding that the team at Sundial Growers embraced the new automation
very quickly, as confirmed by significant productivity gains.
“It can be overwhelming for any new business that invests in something new,” says Conforti. “That’s why we truly focus on working as partners to ensure that success is achieved together.
“We o er in-person service, free remote support, and our website features our doit-yourself portal with frequently asked questions, manuals and videos to enable customers to be self-su cient,” Conforti says, adding the system has been running smoothly at Sundial over last two years.
Highly satisfied with its initial investment in Paxiom machinery, Sundial Growers reached out to them again for
Leading-edge technology trusted worldwide for superior product inspection and contaminant detection. Your brand is on the line, so you need equipment that’s better than good. Anritsu systems deliver performance, reliability and low total cost of ownership Plus, we back our long-lasting equipment with unparalleled service and support. Contact our exclusive Canadian distributor, Abbey Equipment Solutions at abbeyequipment.com or 905-681-3010.
assistance in automating its pre-rolls production line.
except for the refilling
and
In response, Paxiom installed its six-channel JuanaRoll system, an acknowledged leader in automated pre-roll packaging that would completely automate Sundial’s pre-roll division by weighing, filling, twisting and trimming (optional) pre-rolled cones at high speeds.
Conforti says the biggest opportunities for cannabis producers to reduce operating costs are in the reduction of manual labor and increasing productivity, which is where the JuanaRoll pre-roll packaging
“We offer in-person service, free remote support, and our website features our do-it-yourself portal with frequently asked questions, manuals and videos to enable customers to be self-sufficient.”
system can make an enormous di erence.
“So many of these processes are completed manually,” he says. “With the performance of the JuanaRoll, you can re-purpose 20 to 30 hand packagers and let the JuanaRoll do the rest.”
Sundial’s Anbari says the investment in automated pre-rolling was necessary to remain competitive.
“These machines enable us to do several things: improve product quality, improve throughput, and reduce our manufacturing costs,” he says. “Today, in order to remain competitive, automation is not
optional.”
Anbari says Sundial Growers chose to go with Paxiom due its vast experience in the CPG (consumer packaged goods industry) and in the fast-growing cannabis industry.
“We wanted to partner with a company that had a proven technology,” Anbari says. “We also needed strong after-sales technical support.
“We also wanted to partner with a company based in Canada,” he adds, “because it’s our desire to support local businesses.”
From Top The JuanaRoll machine from WeighPack literally requires no human intervention
of paper cones
filters; close-up the Val Tara jar capping machine in action.
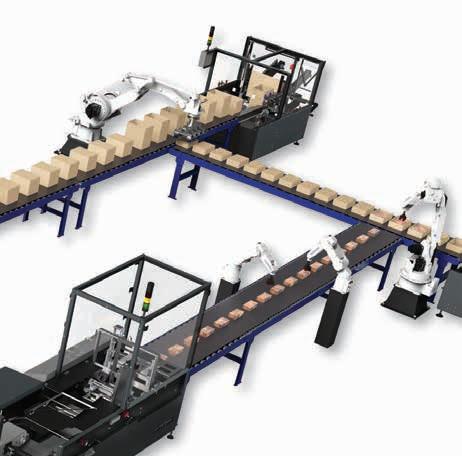
SHORTEN THE DISTANCE BETWEEN DC NOW AND DC NEXT
Need to bridge the gap between growing order volumes and shrinking productivity? With automated storage and retrieval system (AS/RS) solutions powered by advanced warehouse execution software, we can help you to bring efficiency, productivity and throughput together.
The JuanaRoll pre-roll packaging system has already generated significant operational e ciencies for the Sundial Growers plant.
A front-to-end view of Paxiom’s jar packaging line used for packaging Sundial’s dry flower products.
“Compared to the previous line of equipment, we’ve achieved between 30to 50-percent increase in output, and we have achieved that with a reduction in our workforce,” Anbari says. “That machine has been running well.
“It has a user-friendly interface and we’ve been able to develop several of our leaders on the production site to be very confident with the machine.
“We have a good understanding on how to operate that machine, and it has been reliable,” he adds.
The JuanaRoll system automatically dispenses the finished cones after it accurately weighs, fills, compacts, tamps, twists and trims joints faster than any other solution on the market, according
to Paxiom.
The JuanaRoll system features a straight-line design that is available in four-, six- and eight-channel models, based on desired production rates from 1,200 to 4,000 cones per hour. The flexible system allows for multiple cannabis strains to be run simultaneously, as well as cone sizes, with the flexibility to run some or all channels at a time.
Additional advantages to this design is that it is pre-engineered to be able to add additional assemblies in the future— including second compaction for higher rates or trimming—o ering immense flexibility for cannabis LPs of all sizes.
Having been producing and selling cannabis for about two-and-a-half years, Sundial already employs some 300 people, or 500 if one includes sta employed at the Spiritleaf cannabis retail franchises.
Anbari says his company will continue to invest in all aspects of its operations to ensure its success, including packaging.
“At Sundial, at a high level, we continue to be committed to cultivation excellence,” he says. “We are also committed to premium inhalabes for the cannabis space and brand promise to consumers,” he says, “and we are very excited to see some new genetics coming.
“There’s a lot of innovation in the cannabis space, and packaging is very tightly connected to that innovation,” Anbari concludes. “We’ll continue to look at that innovation and integrate additional packaging innovations that delight our consumers.”
SUPPLIERS
Paxiom Group
THE DIGITAL EDGE
Pioneering wide-web digital printing technology provides a powerful growth platform for enterprising flexible packaging supplier shaking up the industry’s outdated status quo
By George Guidoni, Editor
Photos By Naomi Hiltz
From cheers to sneers, flexible packaging is a topic that tends to provoke a wide gamut of reactions among Canadian consumers, who seem to enjoy all the convenience benefits o ered by plastic film-based bags and pouches while at the same time bemoaning the allegedly oversized excessive environmental footprint of the landfill-bound waste they leave behind.
But as odd as this divergence of views may seem, there is no doubt that flexible packaging is not only not going anywhere, but is in fact reasserting its role as a safe, convenient and economical option for countless entrepreneurs and business start-ups across North America to bring their new products to consumers in a timely manner—be it through online de-
livery or on the traditional store-shelf. And thanks to companies like ePac Flexible Packaging, they can do so at a fraction of a cost of what the more established CPG (consumer packaged goods) brands spend on their packaging materials and graphics.
Founded in 2015, Austin, Tex.-headquartered ePac is a thriving and digitally-savvy enterprise specializing in providing small and medium-sized brands with customized, short-run quantities of many di erent types and sizes of pre-cut and rollstock bags and pouches printed exclusively on the pioneering digital printing press technology developed by the HP Indigo division of global technologies giant HP, Inc.
According to the company’s co-founders Jack Knott, Carl Joachim and Virag Patel, the idea for an all-digital-based
ePac’s Toronto general manager Hila Frish (left) and Vancouver general manager George Boustani checking out the finished print quality of a stand-up pouch processed on the wide-web HP Indigo 2000 digital printing press.
Samples of high-quality plastic pouches produced for the highly regulated cannabis industry processed on the digital HP Indigo printing presses employed by ePac Flexible Packaging at all of the company’s operations.
flexible packaging supplier was driven by the notion that smaller businesses and fledgling start-ups were e ectively being barred from using flexible packaging for market entry due to the converting industry’s indi erence to their needs for short lead times and low minimum order quantities.
Eager to fill that glaring void in the market, the three co-founders launched their first ePac production facility in Madison, Wis., in 2016, quickly following up on its rapid growth and success with a series of new plant openings across North America, including a location in Vancouver and, more recently, just outside of
Toronto in Mississauga, Ont.
Also operating global branches in Europe and Asia Pacific, the company has clearly tapped into a rich vein of pent-up demand for high-quality, just-in-time, fully-customized and cost-e ective flexible packaging for the new generation of CPG producers eager to take advantage of the explosive growth in e-commerce and online shopping.
By optimizing all the technological and performance benefits of the highly flexible HP Indigo 20000 wide-web digital printing technology across its 19 operations worldwide, ePac has developed a highly innovative and disruptive business net-
work model that is having a profound impact on the flexible packaging industry’s status quo underpinned by traditional reliance on long-run production orders from big global CPG brands.
By expertly leveraging the HP Indigo 20000 manufacturing platform to provide superior customer service and networking capabilities, ePac is able to o er its clients true high-definition custom printing—in quantities they need, at price-points they can a ord, and exactly when they need it. This in turn enables ePac customers to essentially print to demand, thereby avoiding inventory and obsolescence costs and being able go to market faster, making
Operations sta at the new ePac production facility in Mississauga undergo extensive in-house training in order to get optimal quality and e iciency from the HP Indigo 2000 wide-web digital presses.
any required changes or alterations to the graphics or text on the go in perfectly seamless digital fashion that is becoming the norm across many packaging sectors.
This novel way of doing business has already proved to be an unqualified success at ePac’s first Canadian location in Vancouver, opened up in 2019, where the company produces nearly five million bags per month, according to George Boustani, general manager of the busy Vancouver plant that employs about 45 people over a two-shift production schedule.
“We like to think about ePac as a hightech digital factory operating close to where the customers are,” says Boustani, clearly upbeat about ongoing renovations at the company’s new 50,000-square-foot plant in Mississauga that is already home to one state-of-the-art HP Indigo 20000
“Our company has consciously decided to cater mostly to small to medium business because this was the segment that no one really was looking after at the time.”
printing press, with the pending arrival of a second brand new HP Indigo 20000 printing press later this summer pointing to a glorious new future for the former Amcor container plant.
Since opening up last April, the spacious and well-lit facility has already assembled an impressive arsenal of high-quality bagmaking, slitting, laminating and other key production machinery to produce an exceptionally broad range of finished and rollstock flat-lay and stand-up pouches in bags in a multitude of sizes, material options, finishes and value-added accessories such as resealable zippers and child-resistant closures, among many others.
“Our company has consciously decided to cater mostly to small to medium business because this was the segment that no
one really was looking after at the time,” Boustani told Canadian Packaging on a recent visit to the 15-employee Mississauga plant gearing itself up for full-on production later this year under the watchful eye of general manager Hila Frish.
As Boustani explains, “Those smaller customer simply could not get the attention of conventional flexible packaging converters with their small-run quantities, and even if they did, they would have to wait eight to 10 weeks for it, or three months if it came from overseas.
“Many of these converters would not even think about running their machines to produce anything less than 100,000 to 200,000 bags at the very least.
“Conversely, we can provide these clients with beautiful, professional-looking
brand packaging in 10 days for finished bags and five days for rollstock,” Boustani says, citing exceptionally low minimal quantity orders of $2,500.
“That would be about 5,000 fully-printed bags of packets, depending on the structure,” says Boustani, lauding the many unique cost-saving features o ered by the highly flexible HP Indigo 2000 technology, including:
• No plate or set-up costs. By not requiring printing plates, the process enables brands to make changes without having to purchase new plates, which require large upfront investments and ongoing inventory costs.
• Processing multiple SKUs in one run.Unlike traditional printing methods, with digital printing brands can combine unlimited SKUs, each of which only requires a digital file. By combining SKUs into one run, and leveraging ePac’s virtual network of HP Indigo 20000 presses, the company is also able to handle long runs, dispelling the myth that digital is only for short runs.
• Low minimum orders. Digital printing gives brands the ability to order-to-demand, thereby reducing costs, excess inventory and obsolete
packaging.
• With low minimum orders, brands can create limited edition packaging, run more promotions, and rapidly test new products in the market—enabling them to make a big impact without the cost and risk of committing to high minimum order quantities.
• Fast throughput. The highly e cient and digitalized production process enables brands to submit their art file online, make last-minute adjustments as needed, approve their final artwork, and begin production in a matter of days, rather than weeks or months.
• Digitize every package. Through ePacConnect, a revolutionary connected packaging solution, all pouches produced by ePac can carry their own unique digital identity, enabling all customers to connect directly with consumers, protect their brand, and track their products’ journey.
The state-of-the-art wide-web digital HP Indigo 20000 presses deployed throughout the ePac network can manufacture most pouch sizes, printing on frames of 29.125-inch-wide with a 43.125-inch repeat.
“All these inherent advantages of digital printing have really resonated well with
the type of customers we were trying to attract,” says Boustani, citing the company’s highly diverse client base ranging from candy, snack-food and frozen food producers and co-packers to nutritional supplements, processed meats, co ee and tea and, increasingly, cannabis edibles and flower.
“The legalization of cannabis in Canada has been absolutely huge for our business,” Boustani notes, “opening up all kinds of new business opportunities to work with some really entrepreneurial companies with all kinds of innovative ideas on what modern packaging should look like in the digital age.”
According to Boustani, the skyrocketing international freight costs caused by the COVID-19 pandemic has wiped away any cost advantages that o shore packaging suppliers in low-cost countries may have o ered in the past, making ePac well-positioned to seize the moment by o ering upscale photographic-quality packaging with unmatched turnaround time measured in mere days.
“That is our biggest selling point—high quality with the shortest turnaround in the industry by far,” Boustani asserts, while also noting the significant changes that the COVID-19 pandemic has prompted many far-reaching changes to how many everyday foodstu s are now packaged.
“Just as you no longer see bulk bins at the supermarkets for shoppers to scoop out their nuts, flour, rice etc. by hand,” Boustani explains, “flexible packaging allows for those foods to be retailed in a safe, consumer-friendly format that works as well on the shelf as it does in online retailing.
“This was already happing before COVID,” Boustani notes, “but the pandemic has really accelerated this development in many ways.”
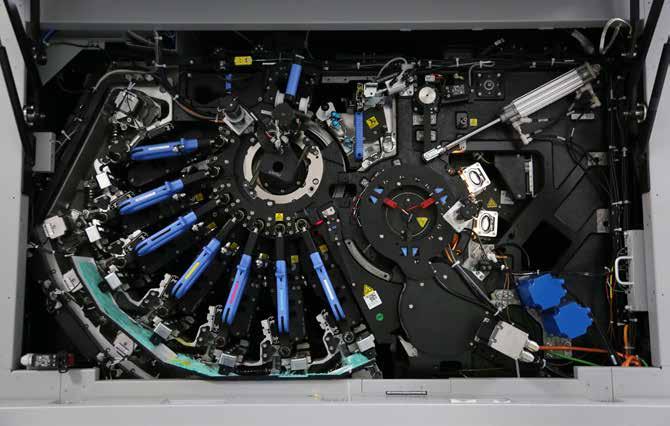
Relative cost considerations aside, the biggest operational benefit o ered by HP Indigo’s digital printing process over the traditional rotogravure and flexographic
inside look at all the high-tech componentry housed inside the HP Indigo 2000 digital press; samples of high-qulity pacakging coming o the HP Indigo 2000 digial press; rolls of flexible packaging film awaiting their turn on the HP Indigo 20000 printing press.
Clockwise from left
An
Flexible solutions for your processing needs
The Krones Process Group North America provides sanitary process system expertise backed by the global depth and experience of KRONES. We understand each product has its own unique needs, and we offer tailored solutions from a single source — no matter your location.
The state-of-the-art Totani bagmaking machine at the Mississauga facility features inline applicating capability to produce high-quality resealable enclosures, such as Presto’s FreshLock zippers, at remarkably high throughput speeds with unerring precision and reliability.
printing is the “priceless” short-run flexibility that allows for on-demand changes to the printed images, text, logos and other variable information virtually in real time, according to Boustani.
“Let’s say that you have made some key ingredients changes to your product that requires for your packaging to be updated to reflect those changes,” Boustani explains.
“If you have 20,000 of those bags lying around, you either have a lot of wasted packaging on your hands, or you will have to invest in some additional 20,000 labels or product stickers to update your packaging properly, compared to simply making a few digital changes to your design files for your next print run on the HP Indigo,” Boustani continues.
“Whether a customer wants to change to a darker or lighter color, or to print three ‘special new flavors’ in every 10 bags of a core SKU being printed up in the next run, it is all done digitally on the fly,” he states.
As for the widespread public criticisms often lofted at the flexible packaging industry for being a major contributor to the global plastic pollution crisis, Boustani is quick to point out that not all flexible packaging is created equally.
Unlike the conventional printing pro-
cesses requiring a lot of energy to make plates, mix inks and operate the presses, the carbon-neutral HP printers employed at ePac operations actually help companies cut a lot of waste out of the process and away from landfills—thanks to the technology’s print-to-demand operation.
In addition, ePac’s digital printers use polymer-based inks that do not contain any hazardous air pollutants, consume less energy, and emit fewer greenhouse gases than solvent-based or UV-curable inks used in traditional flexible packaging, according to ePac.
Having formally identified and embraced environmental sustainability as a key company priority, ePac has also invested significant capital into collaborative R&D activities with its own film suppliers and other partners to provide customers with more sustainable material options, including the use of more recyclable and compostable films and adhesives and higher PCR (post-consumer recycled) content.
As Boustani points out, “It will take much more than anything ePac can do on its own to improve the flexible packaging’s public image, but by the same token it is unfair to ignore its inherent ability reduce food waste, extend product shelf-life, and significantly reduce the
amount of carbon emissions during transportation.
“If all those products packaged in flexible packaging were to be put inside bottles and jars taking up a lot of truck space, it would take an awful lot of fuel to deliver those products to market,” Boustani states.
“Everyone in the industry is working very hard to come up with the right endof-life solution in a relatively brief timeframe,” Boustani points out, “and ePac is fully committed to be part of that progress towards the Circular Economy for plastics.”
As such, Boustani says ePac is likely to keep expanding its operations even further be even closer to its customers, with the opening of the new Mississauga location credibly validating the company’s commitment to the Canadian markets.
“Our Vancouver facility is already running flat-out,” Boustani confides, “and we are eager to replicate that success here in the Toronto region.”
With both of ePac’s Canadian facilities currently in the process of obtaining their HACCP (Hazardous Analysis Critical Control Points) accreditations before the end of the year, Boustani says the sky is really the limit to what the company can achieve in the Canadian markets in coming years.
“Our rapid growth at the Vancouver plant in just three years replicates what we’ve seen in other ePac markets across the globe,” he points out.
“Wherever we go everyone in our company lives by the mantra of ‘Helping small brands grow’ and being accretive to the communities we serve,” Boustani concludes.
“And with this new Mississauga facility coming online, there is a lot of excitement throughout the organization about what the future holds.”
SUPPLIERS
ePac Flexible Packaging
HP Indigo
Ink Jet Printer UXSeries
Next-generation leadership performance
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Ef ciency, and Ease of Use.
ECOLOGY
Environmentally friendly while realizing a low running cost
High reliability, and reassured maintenance and service networks
Simple touch panel operation and maintainability
25 Years of Vertical Conveying Expertise.
Ryson makes a full line of spiral conveyors that can satisfy most vertical conveying needs. Ryson Spirals need less floor space than conventional conveyors and are faster and more reliable than any elevator or lift.
Unit Load Spirals convey cases, totes and packaged goods smoothly on our slat style belts and come in 9 standard slat widths ranging from 6” to 30”. Available in powder coated carbon steel, stainless steel, washdown and freezer versions
Mass Flow Spirals handle full and empty bottles, cans and jars in mass up to 2000 units per minute. Available in 4 different slat widths ranging from 6” to 20”.
Narrow Trak Spirals are super compact and designed to handle your smaller loads. Our new 6” and 9” wide nesting slats can endtransfer small cartons and packages or side-transfer small bottles and containers in a single file or in mass at speeds in excess of 200 FPM.
High Capacity Spirals are in response to our customers need to go higher and handle more weight. They can handle double the weight capacity of our regular spirals at speeds up to 200 FPM. The new WT Model comes in a slat width of 30” and 36” and can provide an elevation change of up to 35 feet with only one drive.
Multiple Entry and Exit Spirals allow loads to enter or exit the High Capacity Spirals at intermediate elevations. New special induction and divert conveyors have individually adjustable conveying surfaces to match the spiral pitch, assuring a smooth and reliable operation.
Quality and service come first at Ryson. We are the number one spiral manufacturer in the USA. For application assistance or more information, give us a call or visit www.ryson.com.
SO GOOD TO BE PACK!
Upcoming PACK EXPO
Las Vegas and the Healthcare Packaging EXPO to reunite and reignite the packaging and processing industries
Live, in-person technology in action for the first time in 18 months is just one of the many features of the only comprehensive packaging and processing trade show in the world this year: PACK EXPO Las Vegas and Healthcare Packaging EXPO (Sept. 27-29, Las Vegas Convention Center).
Show producer PMMI, The Association for Packaging and Processing Technologies, will reunite the packaging and processing community with over 1,500 exhibitors, targeted audience with real decision-making autority, world-class education and countless networking opportunities spread across four expansive halls at the Las Vegas Convention Center.
“Registration is already exceeding expectations, and we anticipate well over 20,000 packaging and processing professionals in attendance this September,” says PMMI president and chief executive o cer Jim Pittas.
“These numbers indicate an industry eager and more ready than ever to get back together,” says Pittas, whose group represents more than 900 North American manufacturers and suppliers of equipment, components and materials, as well as providers of related equipment and services, to the packaging and processing industry.
As Pittas asserts, it is more important now that ever befor for companies to keep up with the ever-evolving needs of their consumers to maintain a competitive edge.
According to PMMI, PACK EXPO Las Vegas and the co-located Healthcare Packaging EXPO o er the critical piece of the puzzle for addressing packaging and processing challenges and accomplishing business goals.
“With so many solutions on display and access to the top exhibitors and industry experts, attendees in Las Vegas can accomplish more in three days than a year’s worth of research,” says Laura
Thompson, PMMII’s vice-president of trade shows.
“So often we hear from past attendees who discovered technologies that solved challenges they didn’t even know existed.”
Rian Mabrey of Hello Fresh reinforces this benefit of the show.
“PACK EXPO provides the biggest opportunity to meet with potential suppliers all in one place, see samples and make connections,” Mabreay says.
“We’ve discovered the most exciting innovations by simply wandering the show floor.”
In today’s manufacturing environment, processing and packaging often come together as an integrated system, making it more critical than ever to bring both packaging and processing solutions under one roof.
To meet this growing need, the Processing Zone returns with front-of-theline solutions such as homogenizing, heat treating, forming/sizing and coating to help increase e ciency, achieve total system integration and ensure food safety. New in 2021 is the Processing Innovation stage, focusing on the latest processing breakthroughs.
Additional pavilions include:
• PACKage Printing Pavilion, showcasing the latest in cost-e ective digital printing solutions;
• The Containers and Materials Pavilion, displaying the latest in new recyclables and bio-based materials, printable films, flexible, resealable and plant-based packaging;
• The Reusable Packaging Pavilion, sponsored by the Reusable Packaging Association (RPA), highlighting sustainable packaging solutions;
• Confectionery Pavilion, home of the Candy Bar Lounge, sponsored by Syntegon Technology and hosted by the National Confectioners Association (NCA)
Jim Pittas, President and CEO, PMMI, The Association for Packaging and Processing Technologies.
The brand-new PACK to the Future exhibit will takesattendees on a journey through the evolution of packaging and processing, how the industrial and scientific revolutions led to rapid innovations and mass production, and how the digital revolution is shaping the future.
This curated exhibit includes nearly 30 historic packaging and processing machines dating from the late 1890s to the late 1970s with imagery supplied by museums and instantly recognizable consumer packaged goods brands including Coca-Cola, General Mills, Kellogg, Hormel, Anheuser-Busch and Merck
The PACK to the Future Stage will highlight future technology, including innovative sustainability initiatives, e-commerce solutions, smart packaging and artificial intelligence.
The show’s Technology Excellence Awards competition will allow attendees to recognize and vote on innovative exhibitor technology new to PACK EXPO and Healthcare Packaging EXPO, with winners to be announced at the show on September 28.
Additional packaging award winners from the past year-plus will reside at The Showcase of Packaging Innovations, sponsored by WestRock, and located within the Containers and Materials Pavilion
Education is a hallmark of any PACK EXPO event, with PACK EXPO Las Vegas and Healthcare Packaging EXPO once again featuring free 30-minute exhibitor-hosted seminars on breakthroughs and best practices at The Innovation Stages.
The Packaging & Processing Women’s Leadership Network (PPWLN) breakfast: The New World of Work, combines networking and education, with a panel discussion of key industry trends, like moving to digitalization and automation on the plant floor and their impact on workplace diversity.
The PACK EXPO Las Vegas and Healthcare Packaging EXPO will also o er activities aimed at getting students excited about careers in packaging and processing, with robotics teams from Las Vegas area high schools showing their robots in action at the Future Innovators Robotics Showcase , sponsored by Rockwell Automation.
Likewise The Amazing Packaging Race, sponsored by Emerson, will bringing teams from colleges and universities to complete tasks at the booths of participating exhibitors—confiming that the future of the packaging industry is in good hands!
To register for the show, please go to: www.packexpolasvegas.com
Safe And Smart
The paramount importance of food safety and traceability in the post-pandemic marketplace
By Jorge Izquierdo
The pandemic brought radical changes to our everyday lives, and it’s clear that many new behaviors won’t disappear overnight.
Take-home grocery sales grew by 17 per cent in the 12 weeks between April and July 2020, breaking the record for the fastest period of growth since 1994, according to market monitor Kantar
Online grocery shopping also gained popularity while managing to engage entirely new demographics. Some 10 per cent of Baby Boomers now say they would buy more groceries online once the pandemic is over—compared to 34 per cent of Gen Xers and 40 per cent of Millennials, according to research from Mintel
As these behaviors changed, so did consumer’s concern for food safety.
In Tetra Pak’s 2020 global research study titled COVID-19 and the Food Safety-Environment Dilemma, the company lays out the e ects of the pandemic as an unprecedented event disrupting communities worldwide.
* Consumer trends, concerns and needs changed, which in turn a ects industry.
* Consumers now believe that improving food safety should be manufacturers’ Number One priority.
* They are holding manufacturers primarily responsible for food safety, which creates a greater need for product transparency.
To answer these food safety concerns and create that needed transparency, the U.S. Food and Drug Administration (FDA) is proposing an enhanced level of traceability for covered food products as they move through the supply chain.
The FDA’s current list of covered foods was developed using a high-risk food ranking model including seven specific criteria (such as biological and chemical characteristics, but not allergens), and identifies risky foods based on the frequency of outbreaks, as well as the occurrence of illness associated with them.
Much like today’s shopping experience where consumers can basically know how, where and when purchases get from the
PACK EXPO Las Vegas show producers PMMI will provide the latest updates on upcoming new guidelines for rapid track-and-trace food traceability.
manufacturer, through the distribution chain and to their front door, the FDA has proposed implementing additional rules, based on FSMA Section 204(d), to mandate developing, keeping available and providing much more detailed information about a food’s journey along the entire supply chain.
Outlined in the FDA’s document New Era of Smarter Food Safety Blueprint, it describes the current situation of limited transparency in today’s food chain system and the inability to rapidly track-and-trace foods in the event of a public health emergency recall.
It explains that the food industry still has a way to go regarding the establishment and maintenance of records.
For many consumer packaged goods (CPG) companies, the records involved in moving food through the food chain are still largely paper-based. This Old School system can work when it is necessary to take one step forward to identify where the food has gone and one step back to identify the previous source.
However, this approach is insu cient for identifying the product along the supply chain because it creates inability to track-and-trace foods rapidly in the event of a recall.
As consumers desire greater transparency and the FDA works to tighten up regulatory requirements, brands are finding that a big challenge is building consumer trust.
Tetra Pak’s Index reports that manufacturers are harnessing blockchain technology to boost trust and food safety. The “touch-free” era of the pandemic further increases the success of QR codes and similar technologies giving consumers access to information on product origin, environmental credentials, etc.
The FDA’s traceability initiative would
require records to either be electronic, original paper or true copies.
In addition, in the event of a food-borne illness outbreak, a product recall or other threat to public health, the FDA could require that brand owners submit, within 24 hours, an electronic sortable spreadsheet containing relevant traceability information for specific foods and date ranges.
More generally, the FDA encourages all food businesses to maintain traceability records electronically, whenever possible, to expedite the identification of traceability information when needed to address public health threats.
If finalized, the rule would standardize the data elements and records companies must establish and maintain, as well as, the information they would need to develop the traceability lot codes used in the supply chain to facilitate rapid and accurate traceability.
The proposed rule lays the foundation for a new standardized approach to traceability record-keeping, paving the way for industry to adopt more digital traceability systems in the future.
As the pandemic ends, it will take a while for food production and supply chain logistics to return to normal—if that’s even possible
But the technology that enables a radical digital transformation of the food supply chain is here to stay.
The digital era of smarter food safety and a radical shift in the navigation of food supply chain combine to create a new landscape.
JORGE IZQUIERDO is vice-president of market development at PMMI, The Association for Packaging and Processing Technologies
Krones in the Zone
integration and fabrication to homogenizers, aseptic blow-fill applications and aseptic valve technology.
n today’s manufacturing environment, processing and packaging are coming together as an integrated system, making it more important than ever to bring both packaging and processing solutions under one roof.
With the Processing Zone returning to PACK EXPO Las Vegas, show attendees will have a unique opportunity to find their front-of-the-line solutions—such as homogenizing, heat treating, forming/sizing—in the North Hall of the Las Vegas Convention Center, where over 100 confirmed exhibitors will be eagder to show o their 21st Century processing solutions.
Chief among them will be the re-
nowned German processing and packaging machinery giant Krones AG, which will use Processing Zone as the formal launching pad for the company’s new Krones Process Group North America business unit. Exhibiting at Booth #N25006, the group will be chowcasing cutting-edge technology ranging from process engineering,
Formed last fall to provide a more cohesive o ering to the beverage, dairy, and food industries in North America, Central America and the Caribbean, the new Krones group integrates several of the company’s strategic acuisitions in the last few years, including Tampa, Fla.-based Trans-Market, LLC in 2016; Rochester, N.Y. -based Javlyn Process Systems, LLC in 2017; and Waukesha, Wis.-based W.M. Sprinkman Corp. in 2018.
Combining over 165 years of industry experience in design and implementation of turnkey process systems—including engineering, automation, installation, distribution, and Lifecycle Service support—the group’s mission is to deliver the highest quality found in the industry, tailored to fit the customers’ specific needs.
The group’s solutions comprise: • Ingredient Handling: receiv -
ing bays, drum and tote unloading; dry ingredients machine add-ons.
• Blending: batch blending and inline blending.
• Pasteurization: extended shelf-life (ESL); high-temperature short-time flash pasteurization (HTST); aseptic processing; hot-fill processing; and ultra-high temperature (UHT) processing.
• Cleaning: clean-in-place (CIP) and sterilization-in-place (SIP) systems.
• Conservation: product recovery and water conservation.
BOOTH # N-25006
complete processing technology line from Krones.
An HTST pasteurizer with glycol and hot water utility support skid.
BRAND NEW RULES
Supply chains must keep on evolving to deliver positive brand experience in the post-pandemic marketplace
By Tom Egan
onsumer packaged goods (CPG) companies across the industry are applying lessons learned and preparing for permanent changes in the wake of the pandemic.
CNowhere is this evolution in mindset clearer than in their supply chains. A March 2021 report from the Consumer Brands Association (CBA) listed the supply chain as the Number Two trend redefining the CPG sector.
Once all but invisible—or at the very least not of interest to consumers, COVID-19 pushed the global supply chain onto every media platform.
High-demand items began disappearing from store-shelves. The highly analytical data culled from complex algorithms used to determine when a Walmart or CVS received its next shipment of toilet paper or cleaning supplies suddenly lost its relevancy.
Almost overnight, real-time decision-making and human beings scrambling and readjusting to obtain products and get them into consumers’ hands faster pushed aside culled and curated algorithms.
As the pandemic turned the spotlight on the supply chain, consumer expectations never wavered.
The CBA asked consumers what CPGs could do to boost consumer confidence emerging from COVID-19, and the top answer was eliminating supply chain disruptions.
This response changes the dynamic for CPGs and the suppliers who provide them goods and equipment. No longer is the emphasis entirely on an e cient supply chain, but a resilient one as well.
In some instances, retailers will need to hold internal deliberations on inventory levels, just a few short years after most streamlined and eliminated the costly overhead that comes from storing packaged goods.
The traditional brick-and-mortar retailers that were already struggling to keep pace with e-commerce now find themselves
trying to negotiate a balance as the pandemic forced them to embrace the e-commerce model as well.
Nearly half of U.S. consumers report that they used online ordering for delivery or store pick-up, and almost all of that half indicate a desire to continue using the practice, according to the landmark study titled Secondary Packaging Trends: Retail, E-Commerce, Direct-to-Consumer Produced by PMMI, The Association for Packaging and Processing Technologies, the report notes the need for packages to adapt to this model.
The method manufacturers use to ship bulk, palletized orders to larger third-party e-commerce distribution companies is relative comparable to how they ship products to traditional brick-and-mortar retailers.
However, entirely di erent considerations and packaging strategies are needed when manufacturers consider shipping direct-to-consumers (DTC).
When sending items directly to a consumer, the secondary packaging must be highly durable, considering that the DTC supply chain handles packages an average of 20 times more than retail products.
With the CPG companies continuing to adapt and innovate their supply chains based on the pandemic, these changes are likely to continue well after the pandemic ends.
What consumers buy and how much they continue to stock in their residences is an unknown going forward.
CBA survey respondents shared a great-
The rapid growth in e-commerce during the COVID-19 pandemic is expected to lead to a major ovehaul of the existing CPG industry supply chains.
er propensity to stay stocked up on the products that were most in demand throughout the pandemic for fear of being caught without when supplies ran low.
As vaccine use becomes more widespread, there is a good chance that consumers will return to pre-pandemic behaviors, including not noticing the existence of the supply chain.
Their expectations will go back to anticipating stores and online retailers will carry the goods they want when they want them.
Now that e-commerce has molded the shopping landscape in its image, a shift away from a linear supply chain would best serve brand-owners and CPGs.
The CBA report points to the potential growth of supply networks that leverage real-time and consumer-specific data.
Even with that consideration, the next steps in the evolution of the supply chain will come from state and national lawmakers.
Already President Biden issued an executive order to help create more resilient and secure supply chains for critical and essential goods.
The declaration includes a comprehensive review of U.S. supply chains and investigations into shoring up a wide range of risks and vulnerabilities.
TOM EGAN is vice-president of industry services at PMMI, The Association of Packaging and Processing Technologies
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
• Conveying and product handling
• Filling and multihead weighing
• Metal detection and x-ray
• Checkweighing
• Support structures and platforms
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
• Controls and information systems info@heatandcontrol.com |
Sep. 27-29, 2021 Booth 1623, Central Hall
Las Vegas Convention Center Las Vegas, NV USA
FROM BUST TO BOOM
Packaging industry has a lot to gain from capitalizing on the surging cannabis boom
By Jorge Izquierdo
hile some industries struggled due to the pandemic and saw demand for products wane, others boomed.
Segments of the food, beverage and healthcare industries found operations working nearly non-stop to keep up with unexpected changes in public need.
The cannabis market, in particular, thrived, with sales growing by 38 per cent to $19.7 billion, despite the economic repercussions from a catastrophic year.
In fact, the pandemic played a significant role in the boom of cannabis, as many relied on marijuana use as a tool to relieve stress and anxiety.
Market analysts at Million Insights also forecast the global CBD skin-care market to reach 1.7 billion by 2025 with a CAGR growth of 32.9 per cent due to growing awareness around the healing properties of CBD-infused beauty products.
These forecasts came on the heels of the 2020 Cannabis Market Report from PMMI, The Association for Packaging and Processing Technologies, which predicts that within the next decade, some form of cannabis will be a part of many consumers’ daily routines, either as a functional ingredient in foods, beverages and beauty products or as a wellness mood enhancer in health.
“In terms of machines, cannabis packaging companies are a mixed bag of automated, semiautomated and manual processes.”
As laws continue to favor CBD and cannabis products globally and the pandemic continues to exacerbate the market, cannabis manufacturers must adjust their packaging to meet consumer needs better.
Unlike its Canadian neighbor to the
north, cannabis is not legal on the national level in the U.S. As a result, each state that has legalized cannabis determines its packaging requirements for cannabis.
While these regulations and requirements are drastically di erent from state to state and continue evolving monthly as legislation addresses concerns from producers, vendors and consumers alike, there are many universal packaging features.
For instance, all states selling cannabis have requirements that the package is child-resistant, according to the Consumer Product Safety Commission’s standards.
In addition to the packaging being child-resistant, states selling legal cannabis also require a clear warning and some level of informative text on the label.
While the symbols vary from state to state, they all contain the basic elements of a triangular or diamond-shaped warning label, in bright colors such as yellow or orange, that indicates the product contains cannabis.
Beyond identifying the product as
Cannabis products are becoming aviable in an increasing broad array of delivery formats requiring their own unique packaging methods.
containing cannabis, many states also require a breakdown of the cannabinoid concentrations on the package.
This information typically denotes quantities of THC and CBD in the product and, when appropriate, will highlight the concentrations of cannabinoids per serving.
Additional required warnings vary by state, but typically include guidance regarding the use of cannabis products while pregnant, and the dangers of operating vehicles and machinery while under the influence of cannabis products.
Cannabis companies face several challenges when it comes to packaging. Beyond the wide variety of packaging options and types, the overarching hurdle for cannabis packagers is designing and adapting processes and machines specific to cannabis.
Cannabis packaging companies must forge new ground and innovate new solutions for an industry with few shared standards for packaging.
The format of the cannabis product most heavily influences the type of packaging used for cannabis products. From dried flower to sublingual tongue strips, cannabis is now available in various formats, each with its preferred packaging style.
In terms of machines, cannabis packaging companies are a mixed bag of automated, semi-automated and manual processes.
While some of the larger operations have fully automated labeling, primary packaging and secondary packaging, most packagers employ a combination of manual and semi-automated packaging solutions.
While automation is available to replace labor-intensive tasks such as manually placing the flower into jars and hand-labeling, many packagers still rely on manual labor for these processes due to cost.
One of the biggest challenges when it comes to equipment is educating cannabis packagers about their options. While cannabis companies are aware that manual processes are cumbersome and labor-intensive, they often do not know what automation and machine solutions are available.
Cannabis packagers are looking for OEMs to provide suggestions and solutions to their bottlenecks that packagers may not even be aware of.
JORGE
IZQUIERDO is
vice-president
development
of market
at PMMI, The Association for Packaging and Processing Technologies
Website:
Email:
Phone:
FlexLink’s high-performance production flow delivers results. Our solutions for the food and dairy industries are safe and modular with a one-week shorter ramp-up compared to the competition and reduced cleaning time by over 25%.
FlexLink’s food offer, including conveying solutions, handling functions and line control, lowers your total cost of deployment and increases your overall equipment effectiveness.
For more information call +1 888-748-8677 or email us at info.ca@flexlink.com.
BUILT FOR INNOVATION
BW Packaging Systems will present a broad range of innovative high-performance packaging machinery manufactured by some of the group’s well-known operating companies, including:
• The CB50C counter-pressure integrated canning line, manufactured by Pneumatic Scale Angelus, to help craft beverage producers meet the growing demand for hard seltzers, ready-todrink (RTD) cocktails, sparkling wines and higher-carbonation beers.
Employing six individual filling heads and a single-head seamer, the CB50C uses isobarometric counter-pressure technology, coupled with proprietary magnetic flowmeters, to deliver a system capable of one-milliliter filling precision in continuous operation at speeds up to 50 cans per minute.
• The new HayssenISB vertical form-fill-seal bagger from BW Flexible Systems, boasting best-in-class class sanitary design, modern industrial machine intelligence and intuitive user-friendly operation.
Well-suited for heavy-duty applications in the fresh produce, frozen/individual quick freezing (IQF), and cheese packaging applications, the machine is fully high-pressure washdown capable, including its human-machine interface (HMI) terminal.
• The Trine modular labeling station. Designed to integrate quickly and seamlessly with existing Trine labelers manufactured by Accraply, this upgrade was engineered to improve throughput, simplify changeovers and operation, reduce maintenance costs and improve label appearance.
• The Maximus mid-speed case palletizer from BW Integrated Systems, featuring versatile product handling, a simple-to-maintain design, and a unique split-for-ship feature that allows for a quicker vertical start-up.
Moreover, Maximus also utilizes layer-forming technology and features an interactive, user-friendly operator interface that allows operators to streamline data collection.
BOOTH #C-1800
BAGGING TO DIFFER
be exhibiting its new model XYTLF vertical formfill-seal bagger designed for packaging various hot-fill pumpable foods such as soups, sauces, mashed potatoes, mac and cheese, etc.
Suitable for both retail and foodservice applications, the system features a unique servo-controlled squeegee system that eliminates the liquid product from entering the seal area—allowing for clean top and bottom seals of the package and eliminating costly leakers and headspace inside the package.
While the squeegee helps ensure quality seals when using heat seal jaws, optional ultrasonic sealing jaws are available for higher speeds and 100-percent seal integrity.
According to Triangle, the entire machine is designed to be washed down with sanitary features that include IP69K hygienic stainless-steel servomotors, NEMA 4X control panel, sealed stainless-steel film rollers with stainless steel-bearings, and perforated stainless-steel guard doors
Additional features include standard Triangle sanitary design elements including sloped surfaces, open machine design for easy access and runo , no-tool forming tube removal, and fullysealed components for easy cleaning and maintenance.
BOOTH # C-2614
THE WINNING STRETCH
Orion Packaging Systems , a ProMach division specializing in stretchwrapping and pallet wrapping technologies, will exhibit several of its innovative new systems, including the S-Carriage InstaThread prestretch film carriage.
Launched just this summer, the new S-Carriage brings several advantages to customers, including the ability to save up to 15 per cent on film per load—a substantial savings to help o set the rising cost of film seen over the past year.
According to Orion, the S-Carriage really improves upon what many consider to be the most important component of a stretchwrapper—the carriage.
At heart of the design are two pre-stretched rollers, and the film travels in an S pattern around the rollers—providing over 180° of film contact to reduce slippage and neckdown.
The result is a consistent pre-stretch of 260 per cent at di erent tensions and less than one-inch neckdown.
According to Orion, achieving this consistent level of pre-stretch means the customer can wrap faster while receiving better film yield, reducing film acquisition costs for shippers, and improves end-user’s sustainability performance through less waste.
On average, the S-Carriage enables customers to increase their loads per roll of film from 135 to 154 loads which equals a monthly savings of about US$100, according to Orion.
BOOTH #C-3229
Triangle Package Machinery Company (represented in Canada by Shawpak Systems Ltd.) will
NO MORE REASON TO PUT DECISIONS ON ICE. THE LIGHTLINE CARTONPACKER
The lightline machines from Schubert can be delivered quickly and are exceptionally attractive in terms of price . With the preconfi gured machines, customers can adapt more fl exibly to market trends and signifi cantly shorten their time-to-market.
The LIGHTLINE CARTONPACKER consists of a single compact machine frame, and packs boxes, cans, bags or bottles into cartons and trays with or without a lid, wrap-around cartons and RSC cartons. It offers an affordable and space-saving possibility to automate packaging processes with the most effi cient technology on the market while ensuring the highest availability and packaging quality.
The world’s leading FMCG and private label manufacturers rely on Schubert. www.schubert.group
WHAT WOULD YOU LIKE TO PACK?
WHAT TYPE OF CARTON SHOULD IT BE?
THE AGGREGATE SCORE
Antares Vision Group will conduct live demonstrations of a new stand-alone module for manual aggregation applications in pharmaceutical packaging.
Designed specifically for small- to mid-sized production, the Mini Manual Station maximizes manual aggregation productivity and, among other benefits, e ciently supports postlot reworking operations in warehouses and distribution centers.
Featuring an ergonomic design for easy, multi-point access and an always-on handheld scanner for fast and reliable code reading, the Mini Manual Station uses situation-specific recipe—such as the number of cartons per case—to issue the upper level ‘parent’ container label once the pre-set quantity of items has been scanned into the system.
In addition, the company will display its nest-generation Track My Way track-and-trace platform providing dialogue between various stakeholders throughout a product’s supply chain journey and life-cycle—protecting production process and distribution channel transparency, while providing increasingly sophisticated consumers with informative and reassuring sourcing information.
According to Antares, the Track My Way software helps companies with high-value goods in a wide variety of sectors fight product diversion and counterfeiting, which continue to be critical concerns in many industries.
The system was developed for a landscape where the value of brands depends not only on the benefits of its products, but also the assurance of safety and security companies can provide to their customers.
The platform allows consumers to review certified information about the product origin, manufacturing process and distribution chain to provide the highest guarantee of integrity and authenticity.
Bander (SBB), a tamper-evident shrink-banding system enabling pharmaceutical, nutrition, cosmetics and other packagers to automatically apply shrink bands to bottles with no lip or shoulder.
According to Deitz, the novel bottle shrinksleeve labeling machine eliminates both the need to use full-body sleeve labels when only partial bottle coverage is desired, and the need to settle for traditional bottles when sleek, shoulderless bottles are preferred for visual appeal.
To be shown at the booth in full operation, the Shoulderless Bottle Bander integrates the company’s NB1 neck banding machine with its BCV2 hugger belt conveyor.
In operation, the tamper-evident packaging system grips and holds the bottle in place as the shrink band is applied at the desired height and held in place without slipping down the bottle.
A heat gun then begins shrinking the band as it moves downstream to the companion heat shrink tunnel for complete sealing.
Designed for versatility, the SBB system can be quickly adjusted to accommodate a wide range of bottle heights and diameters, and it can also be switched from applying shrink bands to full-sleeve labels and back in minutes.
BOOTH #SL-5801
WELL WORTH THE WEIGHT
Toronto-based food metal detection specialists Fortress Technology will make an in-person debut of its new leading-edge Raptor checkweighing series.
Designed to deliver high-accuracy premium weight checks at a highly competitive price point, the Raptor series debut demonstrations will feature two systems: a single-frame stand-alone checkweigher; and an XL case-weighing system for ingredient and bulk product applications up to 25 kilograms (with a 50-kg version also available).
Operating as a stand-alone product feed and packing weighing unit, the Raptor checkweigher’s modular electronics suite allows for full integration with a Fortress metal detector to create a high-precision combination system.
Says company founder and president Steve Gidman: “Using Raptor’s digital data capture feature, manufacturers can pinpoint upstream operational deficiencies, including overfilling of packs, processing and packaging waste.”
The standard Raptor checkweigher can weigh anything from 200 lightweight packs and chilled convenience meals in motion, up to a maximum of eight kilograms.
A large touchscreen enables food safety operatives to customize statistical information— bringing the most relevant parameters to their
operation to the foreground.
Ranging from net weight to average weight to product giveaway, operators simply pick their preference for the home screen, using graphs and other visual prompts help to flag and respond to critical trends.
As always, the company will also display its renowned Phantom ans Stealth ranges of metal detectors, along with the company’s unique Industry 4.0 software solutions.
BOOTH #C-5404
V-SHAPES OF THINGS TO COME
V-Shapes will use the show to debut the company’s innovative AlphaFlex fill-and-seal converting/packaging machine designed for on-demand production of unique single-dose sachets that can be opened with a single gesture using one hand with sophisticated, high-quality inline printing
Developed in partnership with Memjet and ColorGATE, the AlphaFlex print-form-fill-seal solution is a compact, professional-grade dosing and delivery system featuring high-quality synchronized printing on both sides of the sachets, with the system’s proprietary dosing and delivery technology making it possible for vertical integration of high-volume production of the patented V-Shapes single-dose sachets.
The V-Shapes AlphaFlex features integrated inline printing into the V-Shapes six-lane AlphaFlex machine, enabling packaging converters/fillers to accomplish the complete manufacturing process of V-Shapes’ unique single-dose sachets under one roof with a compact footprint, full color branding capabilities, inline, on-demand, and with the industry’s highest quality.
In the AlphaFlex configuration, the printing module prints a single side of the single-dose sachets inline, synchronized with each other, and precisely married for die-cutting, filling and sealing.
“We are excited to be able to show our new AlphaFlex dosing and delivery solution to the many attendees expected at PACK EXPO Las Vegas 2021,” says Charanjit Hayre, president and chief executive o cer of V-Shapes North America
“This revolutionary filling/converting machine was made possible through a variety of important partnerships, including Memjet, Siemens and SIHL, as well as the talented V-Shapes engineering team.
“It was no small challenge to develop synchronized feeds and professional quality printing of our patented single-dose sachets, and we think the visitors to PACK EXPO will be amazed when they see what we and our partners have accomplished!”
BOOTH #C-4703
BOOTH #C-3938
BANDS ON
A VERY WYZO CHOICE
Swiss robotic systems manufacturer Wyzo will exhibit what the company claim to be the world’s first pick-and-place sidebot (side collaborative robot) designed to work safely side-by-side with humans with no protective barriers or performance compromises.
Well-suited for artisan companies taking their first steps into automation, as well as the established large-scale manufacturers, the Wyzo sidebot is well-suited for lightweight applications with its 1.1-pound payload capacity in a broad range of food-and-beverage, consumer goods, pharmaceutical, cosmetics, automotive, electrical and electronics sectors.
The Wyzo robots’ pioneering direct-drive technology means there is no gearbox – reducing maintenance costs to near zero – while its compact design and high-speed operation of up to 90 cycles per minute make it the perfect option for day-today tasks on the production floor
Moreover, Wyzo’s advanced safety system is enabled through its state-of-the-art sensor technology, which constantly monitors its surroundings for the presence of human activity, while optional vision systems compatible with a variety of established hardware platforms ensure ease of integration into any production environment.
“PACK EXPO Las Vegas is the first step for Wyzo into the US market, and we could not be more positive about the impact it will make to manufacturers of all sizes,” says Wyzo’s chief executive o cer Frank Souyris. “As the labor market in the US continues to be challenging, the move towards greater levels of automation is accelerating.
“With Wyzo, we have created a sidebot that is far more inclusive, meaning companies both large and small will be able to benefit from its compact size, flexibility and all-round versatility.”
With labor availability an ongoing challenge, ease-of-use has also become ever more important.
As a result, Wyzo’s human-machine interface (HMI) terminal has been designed for intuitive use by operators with no prior training in automated solutions, while its mobile terminal is as easy to operate as a smartphone and requires neither script nor programming to get it up and running.
Moreover, its advanced software has been developed with pure flexibility in mind, meaning Wyzo can be moved quickly and e ciently between multiple workstations with only a single cable connection to remove and reattach.
BOOTH #6027
THE CASE IN POINT
Brenton, a ProMach division specializing in integrated robotics-based case-packing and palletizing solutions, will showcase the company’s modular-designed RT1000 top load robotic
case-packer system featuring a multitude of attractive features to customers in CPG, household chemicals, personal care products and other industries to manage their growing packaging needs and sustain their business growth.
According to Brenton, the RT1000 provides greater flexibility to customers to accommodate a wider range of products, and the ability to quickly program them into the system on the fly without outside assistance.
This is accomplished through a simple-to-use HMI that can be operated by sta with varied skill levels. Additionally, the single-skid design enables the machine to fit into a truck for easy transport and set up.
Perfectly suited for CPG manufacturers looking for production automation opportunities for higher throughput with same or reduced labor requirements, the RT1000 provides a flexible solution in a compact footprint that enables end-users to add products or pack patterns within a defined range without change parts.
Capable of processing up to 20 cases per minute, while handling up to 70-poundpayload, the RTD1000 can handle a wide range of RSC, display or retail-ready case types, with optional case erector/sealer, for either tape or glue applications, providing a truly turnkey solutions that o ers all the benefits of:
• Standardized main design and customized infeed, according to application requirements;
• Clean design, with all cables and wires embedded into frame;
• Modular component design, allows customers to use existing case erector and sealers;
• Simple mechanical automatic changeover;
• Remote connectivity;
• Optional on-board cameras for remote support. BOOTH #C-3225
ROBOTIC RESPONSE
KUKA Robotics is planning to display the company’s expansive array of cutting-edge robotic technologies for every step of the supply chain, including picking, packing and palletizing applications.
For show attendees seeking fast, precise pick
and place solutions for hygienic food handling applications, KUKA’s KR 3 delta provides a perfect fit with its entire stainless-steel construction, small footprint, long working life, low maintenance requirements, corrosion resistance and easy cleaning.
The robot features a food-grade design, and its temperature and corrosion-resistant shell withstands intensive cleaning and disinfection and high degree of accuracy, with a reach of 1,200-mm and maximum payload capacity of up to six kilograms.
The robot mounts in small installation areas on the ceilings, and its high-speed cycle times make it ideal for busy fast-moving conveyors.
For its part, KUKA’s new SCARA KR 6 fouraxis robot provides a six-kilogram payload and positions at a repeatability of +/- .02-mm with reach/radius options of 500-mm and 700-mm, and Z-axis stroke of 200-mm. In addition to the KR 6 robot, the system includes a KUKA smartPAD teach pendant, robot controller and motor and data cables.
For maximum acceleration and velocity, KUKA’s optimal motion planning software calculates and sets the correct motion path to ensure that all the KR 6’s axes can finish moving simultaneously at the desired point in space—virtually eliminating the need for changes in product orientation.
BOOTH #5046
BETTER SOLUTIONS
Global food processing and packaging specialist tna solutions plans to unveil the latest iteration of the company’s revolutionary robag series of flagship vertical form-fill-seal (VFFS) packaging systems— designed to significantly enhance operational e ciencies and increase production uptime.
“The theme of this year’s PACK EXPO is innovation, which makes it an ideal platform for launching our new, advanced packaging system,” says Teri Johnson, tna solutions vice-president for North America.
“We’re excited to be introducing the next level of VFFS packaging with this instalment of the tna robag series: it has the potential to transform lines and save valuable time and costs, which have never been more important to today’s producers.”
Visitors to the stand will also be able to see live demonstrations of tna’s all-new digitally enhanced customer service o ering, as well as explore the benefits of integrating flexible seasoning systems onto packaging lines with the tna intelli-flav OMS 5.1 on-machine seasoning system.
O ering producers the potential for a more recipe-focused approach to flavoring, the hygienically designed solution is capable of handling powder flavourings and liquid oil together in a single drum. Show visitors will be able to see first-hand how the company’s end-to-end processing solutions can create great-tasting products that meet consumer expectations, while optimizing the entire line performance.
BOOTH #N-24009
Being featured in Canadian Packaging is like winning the Stanley Cup
- Clément Roy, Fermes Piscicoles Les Bobines
Clément’s company is a thriving trout farm and packaging operation in the beautiful Eastern Townships of Quebec.
Certi ed “Ocean Wise” and HACCP, Clément’s company operates at the highest aquaculture and environmental standards.
He recently allowed Canadian Packaging and EMBALLAGES magazines to visit his facility in East Hereford, head quarters for his growing business serving an expanding customer base that has necessitated an investment in production and packaging capabilities.
“I have read Canadian Packaging magazine for years, and continually nd it useful and informative. The in-plant stories are excellent, and we feel honoured to have our success story featured in the magazine,” maintains Clément Roy.
Do you have a customer who should be so featured? Let us know, we’ll be happy to shoot the pictures and tell the story of your next great Canadian packaging success story.
Ask us about shooting videos too.
Contact Stephen Dean at 416-510-5198 or at sdean@canadianpackaging.com
Grace under pressure
Optimizing dynamic checkweighing in washdown environments
By Davor Djukic
Microbiological contamination can have devastating consequences for consumers. Aggressive washdown routines using high-pressure rinsing and caustic detergents are the means for risk control in production environments.
The processes are always very similar regardless of operation: rinsing, removing dirt, rinsing the system again; then disinfection to reduce microbiological contamination to a permissible level and rinsing again, provided the disinfectant does not have to remain on the system surface.
Manufacturers often describe systems and equipment that can withstand high pressure wet cleaning and caustic detergents as “washdown-capable.”
However, this designation does not follow a uniform international standardization. It merely reflects the internal risk assessment of the respective manufacturer and sometimes considers industry-specific requirements in the assessment.
The degree of protection of its electrical or mechanical components, the materials used and the system design of the checkweigher from a hygienic point of view must be assessed when evaluating a checkweigher suitable for washdown environments.
The ingress protection (IP) of electrical casings is often of particular interest. An IP66 or IP69 rating usually proves to be su cient for hygienic washdown environments (IP69 is recommended).
The NEMA rating by the National Electrical Manufacturers Association, which includes a much stronger focus on environmental hazards beyond water and dust—such as NEMA 4 (waterproof casing) and NEMA 4X (waterproof and corrosion-resistant) are recommended for washdown environments, and NEMA 4X for washdown processes in a hygienic production environment, respectively.
Generally, NEMA ratings are best used when combined with an IP rating.
Particular attention must be paid to the extent to which the production facilities in dairies are designed for e cient cleaning
processes.
Systems advertised as “washdown-capable” should meet the requirement of making the cleaning process as easy as possible.
For checkweighers in food production, the two standards ANSI 3A 14159-3-2019 and ISO 14159: 2008 are of particular interest. They deal with the design of mechanical conveyor belts for use in meat and poultry production and generally, with the hygiene requirements for the design of
machines.
Before making an investment decision, it is also worth looking at the frame construction.
Corrosion resistance and the absence of pores in the materials used are essential. Therefore, the most economical material option is stainless steel. It is smooth, non-porous, non-reactive, non-toxic, and durable.
Customers should pay attention to welds on the frame being smoothed and polished to prevent dirt from building up. Inclined surfaces and rounded frame supports prevent an accumulation of liquids and/or solids in cracks or edges.
Just as much care is required when placing and handling the user interface. It must be clarified at an early stage whether the user interface can be cleaned in the same way as the rest of the system. Ideally, the user interface has the same IP rating as the checkweigher. This considerably accelerates and simplifies the cleaning process, as the user interface does not have to be covered or removed.
Production environments in the dairy industry must meet high hygiene requirements to protect consumers from the spread of harmful diseases, bacteria or allergens.
It is worth looking at the small print before making an investment decision, especially with applications such as checkweighing in a washdown environment.
DAVOR DJUKIC is national sales manager for product inspection at METTLER TOLEDO Inc. in Mississauga, Ont.
Power of Sustainable Packaging. Today’s consumers are more environmentally conscious than ever — that’s why we’re committed to innovative paper packaging solutions that are good for the environment and the bottom line. At Sun Chemical, helping you meet your sustainability goals just comes naturally.
Request your copy of Sun Chemical’s Guide to Sustainable Packaging at sunchemical.com/powerofpaperpackaging.
Pa a pa aging pizzazz is pure summertime joy / Julie Saunders
When it’s summer I could eat pasta every day—garden-fresh tomatoes, basil, arugula, squash, and other assorted veggies making it the perfect foundation for every meal. But if I’m going to eat pasta that often, I need a little variety, so I took my young son grocery shopping recently to see what packaging would inspire us to try something new in the pasta aisle.
The Livera Pasta Italiana Farfalle Carioca was easily my son’s top pick: he’s been eyeing these bright multicolored butterfly shapes for ages. The tall, clear plastic package shows o the fancy pasta twists to best e ect, and the back provides the standard ingredients, nutrition facts and cooking time, as well as a suggested recipe for farfalle carioca with courgetti. Perfect for my family, as the hearty zucchini plant in our garden has been producing its harvest faster than we can consume it.
The Daiya Cheddar Flavour Plantbased Deluxe Cheezy Mac also caught our eye with its enlarged color photograph of luscious, saucy macaroni. I haven’t bought a boxed macaroni-and-cheese in years, but this product looks like it should be a cut above, based on the elegant graphics o set with plentiful white space. And I will admit, I am looking forward to the convenience of having all the items I need pre-packaged in this single box for an easyprep meal, which is perfect for our family’s summer cottage trips.
The Vita Sana Organic Yellow Lentil Pasta brand is made with only one ingredient: organically grown beans. I learned this remarkable fact on the back of the package, but I think they should tout it even more boldly on the front. We had initially overlooked the fact that it is not wheat pasta: we were simply drawn to the warm texture of the paper package, and the soothing natural color palate of soft greens and yellows.
The Olivieri Product of Italia Grande Girasoli’s fresh pasta is clearly a premium product, with its delectable full-color photograph of the filling ingredients, and
sepia-tinted photograph of hands kneading the dough. I would appreciate information on how many servings are included: I think there will be two at most. And I almost overlooked the fact that it is made with cage-free eggs, as it was only noted as an after-thought in fairly small type near the bottom of the plastic pouch.
The La Molisana Solo Grano Italiano Spaghetti No 15 dry pasta has a simple plastic package with no convenient way of re-sealing after opening, but I always find la Molisana’s package size to be the perfect serving size to match a jar of sauce, so I make it all for a single meal, with a few leftovers if I am lucky. My son and I were drawn to the dark black background that o sets the bronze text and subtle illustration of a classic grindstone in a wheat field.
The brand’s Italian website notes that they have just started o ering their products in a new FSC-certified paper package, which I hope to see in Canadian stores soon.
Sabatini’s Gourmet Foods Pesto Sauce is packaged in a clear glass jar that gives an ample view of the vibrant green
retail pasta packaging o ers much more format variety and graphic creativity for its branded products than it used to in the past, along with the development of new plant-based ingredients and recipes aimed at making pasta consumption a much more healthier option for the Canadian consumers.
basil pesto inside—a noticeably brighter color than other pestos. This is, I am sure, due to the fact that it is “Made fresh”, as labeled on the jar. That being the case, it must be stored refrigerated. Alas, it is all too easy for me to forget to store it in the refrigerator right after unpacking it at home, as the “Keep refrigerated” label at the bottom is printed in such tiny type that it’s all too easy to miss this important tip.
The Cucina Antica Pasta Sauce Tomato Basil was my son’s top pick from the vast array of pasta sauces on display. He loved the casually hand-drawn illustration of a San Marzano tomato on the label, and the textured decoration of produce that rings the neck of the glass jar. The brown paper wrapper has a warm texture that suggests the authenticity of a homemade tradition, reinforced on the back with a revelation that chef Neil Fusco’s family has been farming the best Italian San Marzano tomatoes since the 1800s.
For my selection, the Neal Brothers Organic Basil Tomato Bliss sealed the deal with the dramatic photograph of sliced tomatoes, basil and garlic falling in front of a deep black background to create a scrumptious collage. I also love the assertive attitude of the illustration of Chris and Peter Neal on their motorcycles on the back of the label. The Neal Brothers website notes that for the company’s 30th anniversary they changed their look to “grow up a bit (not too much though),” and I think they got that exactly right.
JULIE SAUNDERS is a healthcare communications professional living in Toronto.
X-ray Inspection for Food Safety Debunking
Common Myths
Food manufacturers may have questions about using x-ray inspection for food, such as:
▪ Do x-rays affect the safety, texture, nutritional value and flavour of food?
▪ What is the difference between food inspection and food irradiation?
▪ How safe are x-ray systems used in the food industry?
In this informative White Paper, METTLER TOLEDO debunks common myths about x-ray inspection in the food industry and provides some astonishing facts about this popular choice of product inspection. This is essential reading for any food manufacturer with reservations about adopting x-ray inspection technology, especially those concerned about staff working with x-rays and consumers switching to competing brands.
Download the free White Paper today at www.mt.com/ca-xray-safety
SECURE, CONTAIN & PROTECT
TUFflex™ Stretch Film keeps your products protected and in one-piece during transit.
• Full suite of Machine Film and Hand Wrap products
• Durable and able to withstand a range of conditions
• Prevent breakage and damage during shipping
TUFflex is available exclusively from Veritiv ®, a leader in packaging solutions. Connect with an expert to optimize your stretch wrap process and reduce costs.