Visit our virtual showroom at PACK EXPO Connects November 9-13, 2020
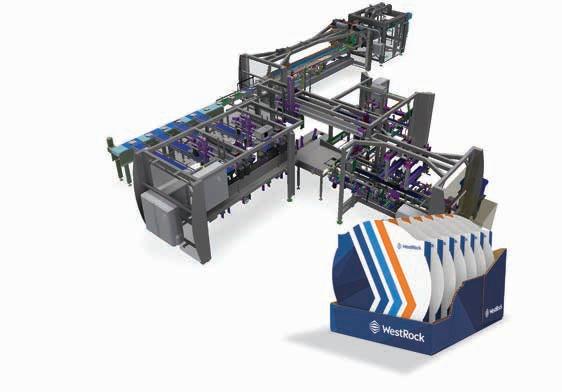
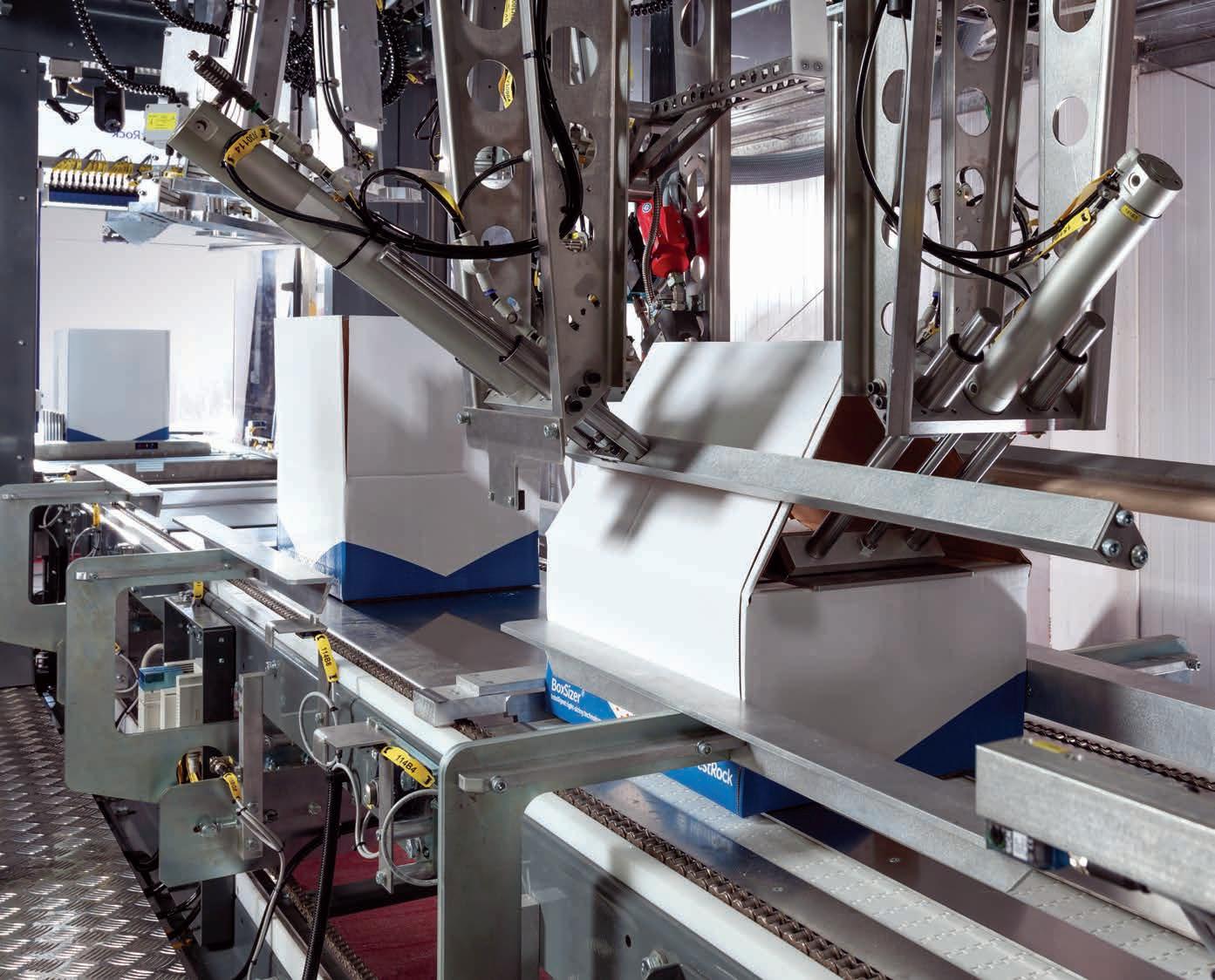
Introducing the CP eMergeTM Combo, WestRock’s newest automation technology for food bowls that combines sustainable secondary and tertiary packaging into one system. The single-operator, end-of-line solution manages multiple SKUs and minimizes downtime by allowing for quick changeover between a range of bowls and trays. The integrated combo design is uniquely suitable for those with footprint constraints.
Complexity, simplified.
westrock.com/automation
CP eMergeTM Combo
As an essential business in the retail supply chain, our network of manufacturing and fulfillment sites remain fully operational and productive, with available capacity to accommodate the rapidly evolving demands at retail.
Skilled Workforce
Our skilled workforce and world-class automation allow us to meet the changing needs of our customers and their retail partners.
Clean, Healthy, Safe Work Environments
Menasha continues to implement proactive and controlled measures to combat the spread of COVID-19. The safety, health and wellbeing of our employees, their families, our suppliers, customers, and communities remains our number one priority. Partnering with your business as we evolve together in these extraordinary times.
Continued Vigilance
Our continued focus is to provide a clean, healthy, and safe work environment to ensure the seamless flow of products our customers and communities are counting on us to deliver.
Together we will ensure your business continuity by protecting, moving and promoting your products better than anyone else in these uncertain times. For further information please contact us at Menasha.Canada.Solutions@menasha.com
5 Packaging news round-up.
Noteworthy industry briefs.
64 Rhea Gordon Packaging hits and misses. 15 21 29
New packaging solutions.
COLUMNS
FROM THE EDITOR
4 George Guidoni We are what we meat.
CHECKOUT
13 Sustainable packaging updates.
ISSN 1481 9287. Canadian Packaging is published 10 times per year by Annex Business Media. Canada Post Publications Mail Agreement No. 40065710. Return undeliverable Canadian addresses to: Circulation Department, 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1. No part of the
Fast-growing meal kit manufacturer making the most of unexpected opportunities to enjoy breakthrough growth in the booming grocery -tail markets.
FEATURES
21 Plen of fish
Quebec fish farm operator using robust thermofrom packaging packaging machinery to serve up brand packaging masterclass.
29 All in the family
Leading Canadian veal processor leveraging classy packaging redesign to ring up swift sales growth and raise product profile to new marketplace heights.
34 Messages in a bo le
Assessing the future prospects and viability of the global PET bottling industry on the road to Circular Economy.
38 The cobot conundrum
Why you shouldn’t believe all the hype you’ve been told and sold about collaborative robots.
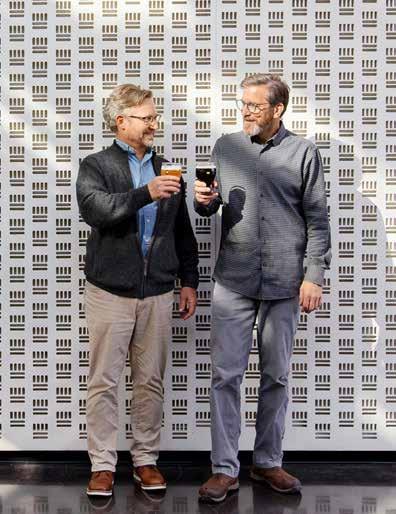
41 The home brew
Ambitious craft brewer helping Milwaukee revive its rich brewing history and legacy.
44 Filling the need
Canadian packaging machine-builder using compact automation controls and devices to ensure smooth operation for a unique bottling line.
48 Pre-show report
The upcoming PACK EXPO Connects virtual trade show will have something for everyone in the packaging profession. Please see 0ur exclusive preview of this monumental event satrting on page 48.
We are what we meat, or not
Be it addiction, a iction or plain old weakness of character, some people just can’t be weaned o meat products completely, and feel free to count and judge yours truly unapologetically among them, dear reader.
of shoppers considering themselves more knowledgeable about meat and improving their meat IQ
Anyone who thinks that quitting smoking is hard could relate to the hollow feeling and lingering unsatisfied cravings a full-blooded carnivore must endure when skipping the unrivalled rush of culinary joy when biting into a sizzling burger, steak or just about any other form of cooked animal protein, within confines of civilized behavior of course.
And while we have no beef with current food industry trends obsessing with plantbased meat substitutes and vegan meal solutions, the extent to which fresh and processed meats have been demonized in some select circles in recent years often borders on the absurd at best and overbearingly preachy at worst.
As someone who has to pay attention to major food recalls as part of his job, it often seems perplexing that the headline-grabbing incidents of food-borne illnesses caused by supposedly good-foryou, healthy and earth-friendly choices like lettuce, onions and other common produce occur far more frequently than similar food safety system failures in the meat supply chain.
As the beloved comic genius John Cleese once nailed it: “If God didn’t want us to eat animals, then why did he make them out of meat?”
It’s an old human trait to turn to comfort food in times of peril and crisis, and as brand new industry report from packaging products and equipment manufacturing giant Sealed Air Corporation largely confirms, consuming meat in reasonable moderation is a highly comforting indulgence for the vast majority of North American consumers struggling to come to grips with the fatalistic severity of the raging COVID-19 pandemic.
Titled Midyear Power of Meat 2020, the timely report focuses on 10 trends currently impacting the North American meat industry, with some interesting observations explaining the industry’s important role in keeping the weary, tense and frightened consumer public from completely going o the rails, mentally and emotionally.
And while our new magazine design limits our ability to list them all here (in the available space (and by the way, we really want to know how you feel about
our new look and size), the first six trends largely capture the importance of regular meat consumption as positive sign that we have not yet passed the point of no return to pre-pandemic normalcy in our daily lives.
1. Meat and poultry sales grew 34.6 per cent amid the pandemic on more buyers and trips and greater spending per trip/ buyer, according to the report. “Reflecting unprecedented growth, the meat department sold an additional US$7.9 billion and 1.4 billion pounds between March 15 and July 26 versus a year ago. Nearly half (48 per cent) of shoppers bought more meat to support the greater number of at-home meal occasions.
2. Home-cooked dinners with meat jumped to 4.6 times per week, the study points out, and meals with meat and poultry are still the norm for 76 per cent per cent of shoppers.
3. Supply tightness caused inflation, narrower assortment and out-of-stocks, which drove di erent buying behaviors. Led by Millennials, 50 per cent of shoppers have bought di erent types, 50 per cent di erent cuts, and 58 di erent brands than they did pre-pandemic.
4. Shoppers also intentionally changed up meat purchase, with 58 per cent planning to continue to buy a wider variety of items, while cooking more meals prompted 50 per cent of consumers to seek more variety in meat purchases.
5. Nearly two-thirds of consumers say their meat IQ has improved as they intentionally, or unintentionally, bought di erently. “The pandemic-driven changes in purchases have resulted in 63 per cent of shoppers considering themselves more knowledgeable about meat.”
6. According to the report, “Supermarkets and e-commerce won big, with 14 per cent of shoppers changing shopping methods, as shoppers consolidated purchases to limit in-store visits.” Notably 38 per cent of shoppers have ordered meat t online during the pandemic, double the number before lockdown restrictions were enacted.
Given all the early gloom and fears about the North American meat supply chain collapsing under the pandemic’s weight, we’re happy to give the industry a genuine thumbs up for bending, but not breaking, under unprecedented pressure.
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
OCTOBER 2020 | VOLUME 73, NO. 10
Senior Publisher Stephen Dean | (416) 510-5198
SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com
Audience Development Manager Anita Madden | (416) 510-5183 AMadden@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
Circulation Tel: 416-442-5600 | Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
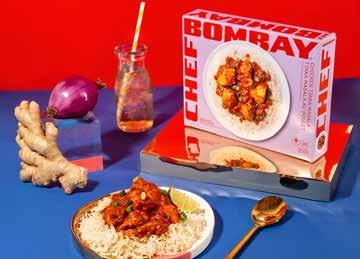
in beloved Indian cusine classics manufactured in Alberta There is no better time than a milestone anniversary for refreshing a brand’s packaging design, and Canada’s largest exporter of Indian food has done so in outstanding style last month by launching a hot new look for its flagship brand of frozen samosas and other popular Indian pastries.
Founded 20 years ago in Sherwood Park, Alta., the family-owned Aliya’s Foods has evolved into one of this country’s most successful manufacturers of authentic Indian dishes made with high-quality natural ingredients and marketed under the Chef Bombay brand name across Canada by leading national and regional grocery chains.
Featuring vibrant product photography, eye-catching lettering and attention-grabbing background colors, the redesigned cartons— developed by Toronto-based branding studio Concrete—capture the company’s proud legacy and heritage of culinary excellence in a youthful, energetic and modern take on Indian cuisine.
“The brand refresh was important to us to communicate our commitment to quality to our consumers and to do so in an engaging and attention-grabbing way,” says Aliya’s Foods director of marketing and strategy Khadija Jiwani. “We think the new look will attract fresh eyes and encourage more consumers to try the products that we’re so proud to bring to their tables.”
Currently employing 200 people, the company is planning to move to a new state-of-the-art 100,000-square-foot production facility in Edmonton next year that will more than double its production capacity.
Says company co-founder Noorudin Jiwani: “When we started, our machines could manufacture 40,000 samosas a day, and we wondered how many we could sell.
“Now we have seven machines manufacturing over 400,000 samosas every to keep up with the growing demand for our products!
“The popularity of our initial products gave us the momentum to expand over the past 20 years into other Indian favorites like chicken tikka masala, pakoras and other innovations like our naanpanadas,” he states.
Adds company co-founder Anis Jiwani: “We pride ourselves in making the highest-quality products: only dishes that we’d eat at home every day, made from natural ingredients.
“It’s important to us that our customers experience our family favorites made the same way that we do at home.”
COME JOIN REISER AT OUR LIVE, ONLINE 2020 VIRTUAL TRADE SHOW
CANTON, MASSACHUCETTS, October 5, 2020 – Reiser, the leading supplier of processing and packaging equipment solutions for the sausage, meat, poultry, seafood, prepared food, bakery, cheese, produce, and pet food industries, has announced that registration is open for the Reiser 2020 Virtual Trade Show, an online, live event, to be held November 2-6, 2020.
The Reiser 2020 Virtual Trade Show is an opportunity to spend time with Reiser’s Application Specialists, each an authority in their industry, with deep knowledge of technology, and decades of expertise to help you improve your
About Reiser
products and processes. The trade show also features industry-specific webinars, 17 informationpacked unique virtual booths, and a virtual lounge to talk live with friends and colleagues.
The Reiser 2020 Virtual Trade Show will be live online from 9 am to 5 pm EST Monday, November 2nd through Friday, November 6th.
To register, visit www.reiser.com
For more than 60 years, Reiser has been a leading supplier of processing and packaging equipment and solutions. The company has gained recognition for its high-quality equipment, innovative engineering, and outstanding service and support. Reiser offices and Customer Centers are located in Canton, Massachusetts, USA; Burlington, Ontario, Canada; and Milton Keynes, Bucks, UK.
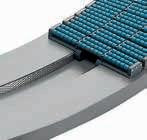
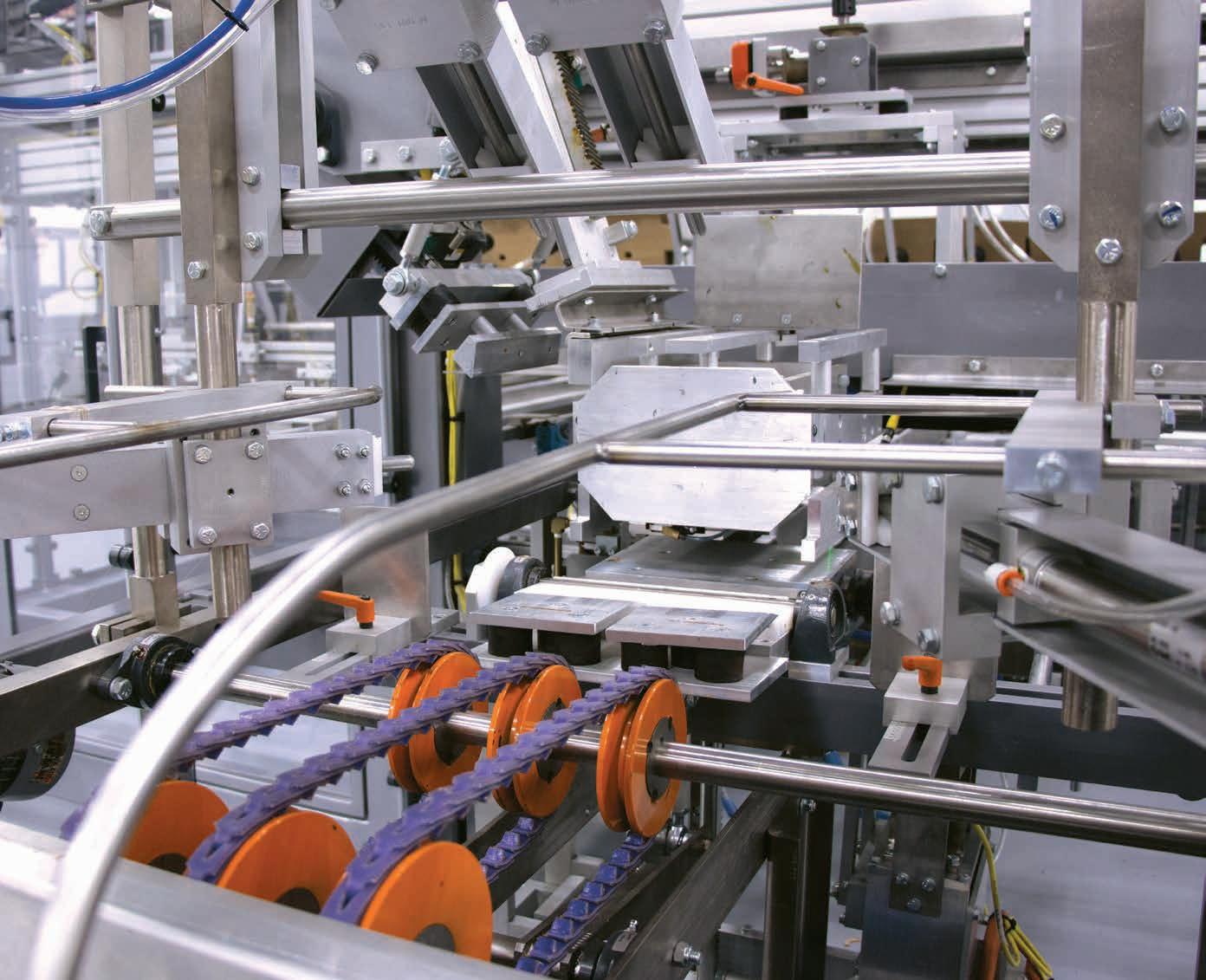
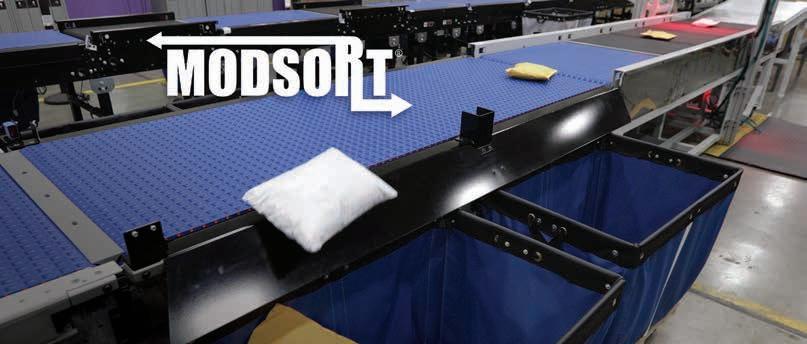
TRANSFORMING CONVEYOR AUTOMATION
• Innovative belt, modular belt and flexible chain conveyor solutions
• Custom conveyor systems built to your exact specifications
• Designed to maximize your production output and decrease waste
• Highly experienced service team and distributor network provide complete post-sale support
Using Dorner’s Online Configurator, you can design a conveyor for your application. The industry leading tool delivers a complete 3D CAD assembly model. Design a Conveyor in Minutes!
Packaging refresh breathes new life
Finnish forest products group Stora Enso Oiy has announced plans to build a pilot facility for producing the company’s proprietary fiber-based Cellufoam lightweight material engineered for protective packaging and cushioning applications. To be located at the company’s Fors Mill in Sweden, which produces lightweight paperboards for consumer packaging, the pilot plant is expected to be ready for start-up in the fourth quarter of 2021. According to the company, the Cellufoam material (see picture) will provide a sustainable and cost-e ective bio-based alternative for polymeric foams in markets and applications where demand for sustainable materials is increasing, such as consumer electronic, sports equipment, thermal insulation in shipments, and as a growth medium in soil-free farming. “Our bio-based foam o ers a renewable, recyclable and biodegradable alternative to traditional oil-based packaging foams such as expanded polyethylene (EPE) and expanded polystyrene (EPS),” says Markus Mannström, executive vice-president of Stora Enso’s Biomaterials division. “With this pilot, we continue to build on our long-term R&D work, while introducing innovative materials to replace fossil-based ones.
Hartmann North America, Brantford, Ont.-based manufacturer of molded-fiber egg packaging containers, has announced a planned expansion of the company’s second production facility in Rolla, Mo., to increase production capacity. According to Hartmann, the planned expansion, the second in two years, was necessitated by the increased demand for molded fiber egg packaging across North America—driven by growing consumption of eggs and the ongoing transition from polystyrene and plastic packaging to molded-fiber packaging. “We are very pleased with the progress this facility has made since 2017,” notes companypresident Karl Broderick. “Execution of Phase One has gone very well despite the unique challenges from COVID-19, and we are positioning our platform for continued growth in future years by ensuring we are there to support our customers.”
Cincinnati, Ohio-headquartered packaging machinery group ProMach has completed the acquisition of Fogg Filler Company, a leading supplier of rotary filling systems for the liquids industry based in Holland, Mich., extending ProMach’s presence in the market for more advanced ESL (extended shelf-life) filling systems for hot and cold applications, along along with other innovative filling systems for food and beverage customers around the globe. Founded in 1956, Fogg manufactures a comprehensive range of rotary filling, capping, bottle rinsing, cap sorting, and cap sterilization systems to a wide range for companies in the dairy, juice, water, alcohol, food, pharmaceutical, chemical, and other CPG (consumer packaged goods) markets. “With the
addition of Fogg, ProMach now has a very comprehensive filling technologies portfolio for rigid containers to meet nearly any customer need,” states ProMach president and chief executive o icer Mark Anderson. “And when you layer in ProMach’s strong individual product brands and expertise across nearly all parts of the packaging line—whether in filling, capping, labeling, robotics, case packing, or overall line integration—the true value of partnering with ProMach becomes clear,” Anderson adds. “ We are now in a unique position to meet our customers wherever they are on their packaging journey— whether they need standalone packaging machines, cellular integrated packaging systems, or complete turnkey packaging line solutions—today, tomorrow, and for the long-term future.”
Motion Industries, Inc., a leading distributor of maintenance, repair, and operation replacement parts and a wholly owned subsidiary of Genuine Parts Company (GPC) based in Birmingham, Ala., has completed theacuisitions of TRC Hydraulics, a Canadian-based supplier of hydraulic products and services, and F&L Industrial Solutions, Inc., a distributor of T-slotted aluminum extrusion components. Found in 1986 and with o ices in Dieppe, N.B., and Dartmouth, N.S., TRC Hydraulics has served the Atlantic Canada region with several full-service sales and repair facilities across Canada, expanding into the U.S. last year with the opening of a new facility near Spartanburg, S.C. Based near San Diego, Ca., F&L Industrial Solutions has served the southwest U.S. with full-service aluminum extrusion components since 2002, with its vast product line including a wide array of
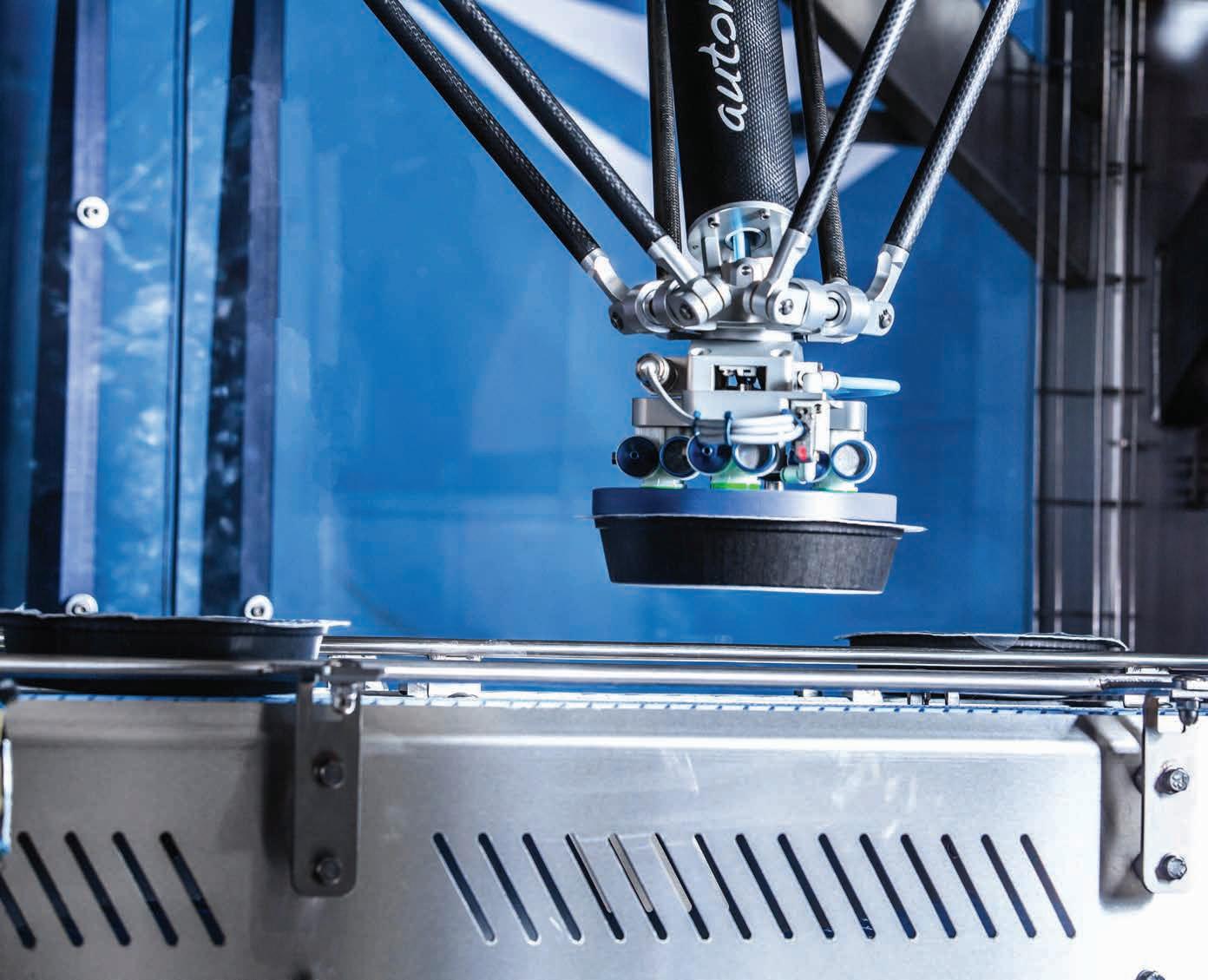
ABB Robotics & Discrete Automation has completed the acquisition of Codian Robotics B.V., manufacturer of delta robots (see picture) used primarily for highprecision pick-and-place applications in food-andbeverage and pharmaceutical industries, located in Ede, Holland. “This acquisition underscores our focus on breakthrough technology, helping our customers to fully realize the potential of automation and increase their flexibility in a rapidly changing business landscape,” says Sami Atiya, president of ABB Robotics & Discrete
Simplified Motion Series
Automation. “Their technologies and industry expertise are the perfect addition to our suite of food-andbeverage, pharmaceutical, service robotics and logistics solutions, while also supporting ABB’s machine-centric robotics o ering.”
•
•
•
•
Montreal-headquartered flexible packaging products group TC Transcontinental has completed the acquisition of Enviroplast Inc., a Quebec-based company specializing in the recycling of flexible plastics. According to TC Transcontinental, the acquired equipment will be used for converting plastic waste recovered from sorting facilities and other commercial, industrial and agricultural sources into recycled plastic granules. “The Circular Economy is the way of the future,” says Sylvain Levert, senior vice-president for TC Transcontinental Packaging’s Recycling Group. “This equipment acquisition is part of our goal to vertically integrate the recycling of plastics in our packaging production chain in Canada, the U.S. and Latin America, ultimately ensuring stable procurement of recycled resin. We are proud of this first step and are counting on the collaboration of public and private stakeholders to meet the plastic recycling challenge, and to promote the creation in Québec of a center of expertise in the Circular Economy of plastics.”
The simplicity of pneumatics combined with the advantages of electric automation
The simplicity of pneumatics combined with the advantages of electric automation
Global packaging and paper manufacturer Mondi has picked up two Austrian Green Star Packaging Awards earlier this month for company’s two recent EcoSolutions sustainable packaging innovations (pictures above) that include:
The Simplified Motion Series is ideal for movements between mechanical end posi tions with a reduced number of parameters.
The Simplified Motion Series is ideal for movements between mechanical end positions with a reduced number of parameters.
• Operation without any software based on the plug and work principle
• Easy and quick commissioning without a computer, software or other accessories
• Connection via IO-Link for enhanced functionality including diagnostics
• Simple control with 2 digital inputs for basic functions or enhanced control with IO-Link for additional functions www. festo.c a
• The PerFORMing paper-based packaging with special barrier coating to protect cheese slices—developed for Austria’s biggest retail chain REWE—which features 80-percent kraft paper and 20-percent specialty barrier coating.
• New recyclable monomaterial thermoform packaging film developed for prominent Austrian meat processor Hütthaler, o ering optimal barrier protection for extended product shelf-life.
USING LESS, AND USING IT SMARTER
Discover new ways to keep your bottling lines moving while making your business more sustainable. System Plast® conveyor components will help you achieve your sustainability targets. Interested in reducing the use of water, elimination of slippery floors, reduced energy consumption, less downtime and less waste?
Ask our specialists for specific recommendations for your plant. You can start now reducing the natural resources we consume!
HEAVY LIFTING
Designed for rapid lifting of heavy objects or loads with complex and irregular shapes, the new IRB 1300 six-axis industrial robots from ABB Robotics & Discrete Automation o er an ideal automation solution for a diverse range of materials handling, machine tending, polishing, and assembly and testing applications in confined spaces, according to the company. Featuring superior reach and path accuracy, along with higher payload capacity, the new IRB 1300 robots—available in three versions— are designed to o er vastly improved cycle-times across a broad spectrum of electronics, food, beverage, pharmaceutical and consumer packaged goods processing, packaging and logistics applications, with their compact size enabling users to install more robots in confined areas to enable greater operational flexibility. The IRB 1300 series robots are all powered by ABB’s OmniCore controller that can be equipped with a range of additional equipment—including fieldbus protocols, vision solutions and force control—to provide advanced motion control and best-in-class path accuracy, while also o ering the convenience of the simple user interface of the intuitive FlexPendant interface featuring large multi-touch display with standard gestures such as
pinch, swipe and tap, allowing users to quickly get to grips with programming and operating their robot. ABB Robotics & Discrete Automation
HEAT OF THE MOMENT
The new extra-wide Pharmafill HT6W heat shrink tunnel from Deitz Company automatically shrinks tamper-evident bands and full sleeve labels onto extra-wide bottles, jars and other containers. Developed for nutrition companies packaging whey protein, dietary fiber, meal replacement shakes, and other sports nutrition and weight loss products sold in large or wide mouth bottles, the Pharmafill HT6W accommodates plastic, glass and metal containers as wide as 6.75-inch and as tall as up to 10 inches in height. The system’s proprietary design features two 3,000 W tubular heating elements to direct a combination of convection and radiant heat towards the bottom of the shrink band or label upon entry, and then gradually direct the heat towards the top as the bottle advances to the exit. An energy-e icient, double-wall design with stainless-steel construction and heat-resistant curtains at entry and exit help contain the high heat inside the tunnel and provide extra protection for worker safety. Deitz Company
SET TO OVERDRIVE
The new AX8000 multi-axis servo system from Beckho Automation now o ers oversampling technology, in addition to extremely high dynamics and cycle times, to enable users to process data scans several times within a communication cycle—significantly boosting performance for precision processing machines and other systems that require evaluation of high-resolution measured values. With the highly dynamic, EtherCAT-based AX8000 servo system, new set-point values can transfer every 62.5 microseconds from the motion controller in the industrial PC to the servo drive, along with motor current scans. According to Beckho , the AX8000 servo system’s new functionality allows the higher-level controller to transmit several set-point positions or speeds to the drive within one communication cycle, which the drive then follows. The measured variables can be recorded several times in the drive, and the controller can access the bu ered values within one cycle. In addition, the synchronization with other drives—with or without oversampling functionality—remains una ected through the distributed clocks principle of the EtherCAT industrial Ethernet system. Beckho Automation LLC
CORE VALVES
The new heavy-duty VTSA-F-CB valve terminal from Festo features serial communications in addition to the existing parallel communications capability, meaning fewer components and reduced wiring within the same installation space, while allowing users to actuate up to 96 valve addresses in four zones on just one valve terminal, and one fieldbus node. According to Festo, the VTSA-F-CB terminal features four di erent CPX/pneumatic interfaces for maximum integration flexibility: a basic interface when safety control is not required; two integrated PROFIsafe versions (one to control three safe valve zones, another to control two zones with one safe output); and the last version that makes it possible for an external safety fieldbus module to directly control three pneumatic safety zones. The VTSA-F-CB configuration options include a pilot air-switching valve, for applications where increased safety is required like manual workstations, and a safety soft start/quick exhaust valve for slow start-up to operational pressurization in a safe and controlled manner. Moreover, the new vacuum generator VTSA-F-CB has an air saving feature with ejector pulse, allowing for the generator to be turned o automatically whenever the correct vacuum level has been achieved. Festo Inc.
HEAVY PAYLOAD
O ering a high 500-kilogram payload, the powerful model PL500 robot from Yaskawa Motoman is exceptionally well-suited for a variety of palletizing applications, unitized loads, and other logistical tasks for end-of-line or distribution automation. Featuring extremely fast axis speeds and acceleration for maximum production throughput, the PL500 robot o ers a large work envelope and a high payload to e iciently load/ unload pallets, while easily handing full layers or a variety of product including boxes, bags, bottles and cases. Featuring a 3,159-mm horizontal reach, 3,024-mm vertical reach and ±0.5 mm repeatability, the robot’s T-axis features a 60-mm pass-through to facilitate easy connections to the end-of-arm tool, as well as a high moment of inertia to ensure that any unbalanced loads are handled e ectively. Also, the robot’s parallel-link construction helps to ensure su icient strength, rigidity and stabilization of high moment and inertia loads, with its heavy-duty bearings providing smooth arm rotation.
Yaskawa Motoman
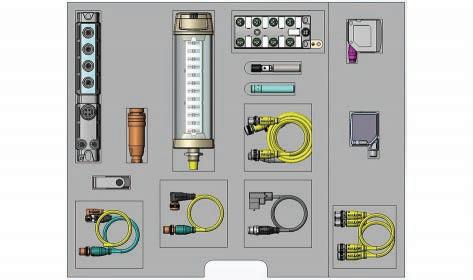
START ME UP!
The IO-Link Starter Kits from Ballu Inc.—available in measurement, sensing, and traceability configurations—are designed to introduce key components so that customers can evaluate the suitability of IO-Link for their specific applications All three kits include Ballu ’s IO-Link Master and I/O hub, inductive and capacitive sensors, DIN C style valve connectors, and a three-segment SmartLight tower light, along with the devices specific to each area of application. Also including Ballu ’s Device Manager software and videos demonstrating configuration and monitoring of each included device, “IO-Link is the ideal solution for faster, more flexible, more e icient and more adaptable production,” says Ballu technical sales specialist Shishir Rege. “It’s an inexpensive way to discover first-hand the benefit of not only IO-Link, but specifically Ballu IO-Link, enabling them to feel the robustness of our products and learn what these systems can do for them.”
Ballu Inc.
AIR DELIVERY
The new AirSpeed Ascent high-pressure air cushioning system from Pregis is designed to create the patented square pattern hybrid cushioning (HC)
packaging material on-demand, saving companies valuable floor space while providing superior product protection to ensure that the products arrive to customers undamaged. With throughput speeds of up to 100 feet per minute, the ergonomically designed machine features proprietary ‘smart logic’ technology that recognizes and calibrates the optimal system settings as each roll of film is loaded onto the AirSpeed Ascent cushioning system to provide the full time-saving benefits ‘load and go’ e iciency with no human intervention. According to the company, the automatic system is designed to creating strong and consistent seals for ensuring optimal product protection during transit and distribution.
Pregis LLC
THE WAY THEY ROLL
The new ERT250 pallet handling conveyor from Dorner Mfg. Corp. is capable of zoning for accumulation and automation assembly applications using the company’s innovative Edge Roller Technology to move the pallet conveyors smoothly with no friction, much like with belt-driven platforms. According to Dorner, the rollers are driven by a patent-pending, energy-e icient linear gearbox that gives customers added flexibility with motor positioning and zoning—allowing for zone and slip roller operation. The non-contact zone control provides simplified tra ic control that eliminates pallet stops and costly pneumatic valves, while slip rollers can be used for full-length runs with conventional pneumatic pallet stops. The rollers are easily accessible and can quickly be replaced.
Dorner Mfg. Corp.
Ink Jet Printer
SeriesUX
Next-generation leadership performance
ECOLOGY
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing
Blazing The Paper Trail
Venerable chocolate manufacturer converts flowwrapping process to paper packaging
Consumer and manufacturer demand for more environmentally friendly packaging has never been stronger, prompting brand-owners the world over to rethink packaging options for some of their most popular brands.
Founded in Birmingham, England, in the 1830s, Cadbury has been manufacturing cocoa products and chocolate for almost 200 years. While Cadbury’s bestselling Dairy Milk chocolate bar has won over chocolate lovers in every corner of the world, the brand o ers a wide range of flavors, sizes and products, including the Energy bars which sold in New Zealand.
Mondelez Internationa l, to which the Cadbury brand belongs, has committed to making all of its packaging recyclable by 2025 through materials innovation, improved waste and recycling infrastructure, and consumer information and education.
While plastic will continue to play an important role in maintaining shelf-life and minimizing food waste, there will be some products that could be packaged in sustainable packaging materials, including paper flowwrap.
Paper packaging scores highly because it can be reprocessed in existing paper recycling streams. Consumers perceive paper packaging as particularly sustainable, and make their decision at point of sale based on touch-and-feel.
Paper packaging receives increased attention with flowwraps, leading food manufacturers to consider the change from conventional packaging materials to paper-based packaging. However, paper is not as easy to package as films, and it poses its own challenges when used on existing flowwrapping machines.
To come up with a suitable solution, last year global packging equiopment manufacturer Syntegon Technology worked on an upgrade kit at its test laboratory in Beringen, Switzerland, to adress those challenges.
“As a provider of packaging engineering solutions, Syntegon is working at full blast to optimize its machine technology,” explains Christoph Langohr, project manager for sustainability for horizontal packaging, at Syntegon Technology.
“We are striving to provide concrete
(Left to Right)
Mondelēz International approached Syntegon with a challenging request: to package Cadbury’s Energy chocolate tablet in fully recyclable paper flow wraps.
In line with their commitment to making all packaging recyclable by 2025, Mondelēz International trialed paper packaging for Cadbury’s Energy chocolate tablet.
technical solutions today for the packaging technology of tomorrow.
“Naturally, when Mondel ē z International approached us and asked to support their launch of a paper packaging solution for Cadbury’s Energy chocolate tablet, we were excited to come up with a solution.”
There is a wide range of paper suppliers who o er a variety of papers with different characteristics in sti ness and machinability. Paper packaging has a number of limitations that makes it challenging to protect the product to the same degree as proven conventional films, while generating the same output on the machine.
Because pape ris a fairly sti material, it can easily crease or tear during the pack forming-process and result in damages.
The shape of the chocolate tablet itself posed an additional challenge. Based on the specific requirements, Syntegon developed the forming unit “paper-ONform” for their flowwrapping machines.
“Formats like bars are easier to handle,” says Langohr, “whereas chocolate tablets like Cadbury’s Energy tablet are much broader and very flat, which makes them more challenging to process.
“The new forming unit for Cadbury needed to take this into account,” Langohr says, citing the challenge is to develop paper-packaging solutions for machines already installed, rather than new machines, to handle themany di erent formats.
Taking a holistic approach, Syntegon proceeded to the develop an upgrade kit allow its flowwrapping machine to use cold-sealing technology, without compromising on output rates.
Handling paper on a flowwrapping machine presents two major challenges: handling the paper without breaking the grease and water-vapor barrier; and not damaging the flowwrap during sealing.
This demands new sealing jaws that are customized for the specific paper material. Only then, reliable seals can be generated.
To accomplish the best sealing results, Syntegon customized the new sealing jaws based on Cadbury’s selected paper film, with technical experts developed a new individual forming unit and sealing jaws for Cadbury, based on the desired pack size and the material characteristics, using 3D printed components.
After putting the prototypes through their paces at the on-site test lab, it was time for the real deal: manufacturing the components.
Syntegon Technology installed the forming unit and sealing jaws on Cadbury’s H-series flowwrapping machine, and after a number of trial runs at their own facility, Syntegon’s team of experts visited the Cadbury site to upgrade the existing flowwrapping machines and to supervise the production run.
“We’re committed to making all of our packaging recyclable by 2025, and we’re working hard to use the right amount of packaging and simplify materials so they can be recycled,” says Maggie McKerr, senior sustainability manager of global external communications at Mondelēz
“While we are making good progress to reach our 2025 ambition, partnerships help us to create new materials, improve infrastructure, and change consumer behavior,” McKerr states.
The new upgrade kit “paper-ON-form” for flowwrapping machines, which comprises a forming unit and sealing jaws for cold sealing applications, is now at the heart of the new paper packaging solution. Comprehensive tests have repeatedly demonstrated outputs without speed limitations. It proves that paper flowwrapping matches the performance of flowwrapping using films—proving that forming unit and sealing jaws can be used with di erent types of paper, regardless of thickness and supplier. As a result, paper packaging is now a real, sustainable option for Cadbury.
SUPPLIERS
Syntegon Technology Systems AG
Building a
Connected Community.
We’re all in this together.
DEAR
PAC MEMBERS & PACKAGING COMMUNITY,
We extend our warm wishes to all of those who have su ered through COVID-19. Our membership has collaborated to support those in need. We understand the financial and emotional toll it has taken. Sadly, it’s not over and we must stay united.
We remain committed to providing value and opportunity to our members through these challenging times. Our mission is to help you achieve your goals.
Additional business pressures facing our industry continue to take shape, despite the present unprecedented pandemic stresses.
Impending regulation surrounding single-use plastics is on the horizon. There are multiple national Plastics Pacts emerging across the globe, and the Canada Plastics Pact (CPP) is imminent.
PAC and thirty of our supply chain members have been diligently collaborating since 2019 to develop tools that will assist members to reach their sustainable and circular economy goals, and ensure a successful CPP.
PAC will continue to lead our industry through these turbulent times so we can collaboratively find solutions.
Together we can protect our people and our planet by moving towards A World Without Packaging Waste.
”James J. Downham CEO, PAC Packaging Consortium
COLLABORATE. INNOVATE. EDUCATE. CELEBRATE.
PAC is here to help you navigate through and beyond the COVID-19 pandemic. That’s why we are:
OFFERING MEMBERSHIP DISCOUNTS for renewing members. Contact labraham@pac.ca for details.
ENSURING YOU STAY CONNECTED with member-free webinars addressing current industry trends and challenges, networking events and industry news updates tailored to your interests.
CELEBRATING THE INDUSTRY’S BEST at the PAC Global and Canadian Leadership Awards and by sharing member innovations in PAC communications.
POSITIONING OURSELVES FOR SUCCESS by appointing two new Vice Chairs to PAC's Board of Directors:
Rebecca Casey, SVP Marketing & Strategy, Transcontinental (USA) to First Vice Chair
Priya Roberts, Director of Packaging Innovation & Technology, Maple Leaf Foods (USA) to Second Vice Chair
who will lead us towards meeting 2025 packaging industry goals.
For more information regarding community & membership, visit www.pac.ca
AS GOOD AS IT GETS
Food delivery service business redefining the home cooking experience for Canadian families during the global pandemic crisis
By George Guidoni, Editor
For every crisis, even as grave and severe as the ongoing global COVID-19 pandemic, there is always an opportunity lurking somewhere in the sea of despair for those willing to make the best out of a challenging situation.
And while the current health crisis has had a crippling e ect on countless restaurants and foodservice and hospitality enterprises, it has also served up a oncein-a-lifetime window of opportunity for food delivery companies like Goodfood to establish themselves as an integral part of the Canadian food industry landscape.
Although the concept of online food shopping and home delivery is hardly an overnight occurrence, the rapid emer
gence of companies supplying their online subscribers with complete ready-tocool meal-kit solutions that they can easily prepare at home with minimal fuss and waste is certainly a game-changing industry megatrend whose long-term impact on the traditional food supply chain model is only new being recognized for the genuine paradigm shift that it is.
With estimated total sales of over $120 million even before anyone in the country even first heard about coronavirus, the huge convenience factor that the
-
Goodfood Market Corp. co-founder
Jonathan Ferrari strikes a cheerful pose holding up a new returnable delivery container that can be used for up to 11 deliveries as part of the company’s concerted ongoing e orts to minimize its environmental footprint.
The branded goodfood delivery boxes are outfitted with special insulating liners on the inside to help keep the food items packed into the recyclable boxes fresh for up to 48 hours from the time of delivery.
meal-kit providers o er Canadian households of all size and demographic groupings, coupled with premium quality ingredients and easy-to-follow cooking instructions, makes such companies the rising stars of today’s COVID-19 economy.
Founded in Montreal six years go under the Culiniste banner, Goodfood Market Corp. was formed by three friends and business partners—Jonathan Ferrari, Neil Cuggy and Ra Krikorian—sharing a strong passion for food and technology that saw the company build up a subscription base of 200,000 Canadian households by August of 2019, while raising $21 million in capital funding after becoming listed on the Toronto Stock Exchange in 2017.
After raising additional equity to add two operations in Ontario, another plant in Montreal, and two new facilities in Calgary and Vancouver, the company now reaches about 95 per cent of the Canadian population, according to cofounder Ferrari.
“We love good food and we crave modern ways of shopping and cooking,’’ Ferrari told the Canadian Packaging magazine in a recent interview.
As Ferrari recalls, “The concept for our business model is based on giving everyone the ability to experience fas -
cinating flavors with farm-to-table ingredients through a hassle-free user experience that’s e cient and a ordable.”
With an estimated 40- to 45-percent of the Canadian home meal kit market, the company swiftly evolved from a narrowly-focused meal kit assembler to an online grocery and home meal solutions provider with expansive product portfolio and a growing recipe list that nowadays includes about 35 recipes that can be part of six recurring weekly plans, or purchased through mix-and-match via the company’s “re-done user experience” on the browser.
Today employing 3,000 people across the country and o ering an expanded menu list that includes ready-to-eat meals, grocery items such as olive oil, peanut butter and tea leaves, and break-
fast products including smoothies and omelettes, Goodfood has recorded the first profitable fiscal quarter in its history in April of 2020, at the height of the first wave of the COVID-19 pandemic in Canada.
“Undoubtedly, COVID-19 has had a significant [upside] impact our business,” Ferrari acknowledges, “as we saw a strong uptick in demand, and that resulted in a strong growth in subscribers and revenue.”
Even so, “The shift to online grocery in Canada was underway well before the pandemic hit,” Ferrari points out.
“We have seen a strong acceleration of the adoption of online grocery,” he says, “and that is a trend that has been and will continue to support our growth.
“Our market will continue to thrive
during and beyond the pandemic as a growing number of Canadians adopt online grocery,” Ferrari states, “and we are moving as quickly as we can to provide customers with the best possible grocery e-commerce experience.”
As far as for addressing the Canadian consumers’ fears about the possible COVID-19 contamination of the food items shipped by Goodfood to its 280,00-plus weekly subscribers, Ferrari says the company has taken all the necessary precautions to minimize all the possible risks.
“We’ve successfully secured additional masks, eye-wear protection, and
safety barriers for the essential service employees in our facilities,” Ferrari says.
“Additionally, we have hired nurses and a security team to ensure the best possible health screening for our employees and to reinforce social distancing measures inside and outside of our facilities for the health and safety of our teams and our members,” he elaborates.
“In the event that an employee exhibits symptoms, they are advised to self-isolate as per Health Canada guidelines.”
While competing against more established e-commerce grocers like HelloFresh , Cook it and Metro subsidiary
MissFres h requires Goodfood to remain “a nimble and lean business,” according to Ferrari, there is no doubt that the company has made all the right first impressions with Canadian consumers obsessed with food safety, sound nutrition, competitive pricing and, above all, the sheer joy of being able to create restaurant-quality dishes in their home kitchens.
“The key di erence of our experience compared to home delivery or takeout is that Goodfood clients actually get to cook their meals,” Ferrari states.
“Cooking can be a great time to spend with family and friends, or simply to feel the great reward of a home-cooked meal,” he says.
“Moreover, we o er a variety of flavors and culinary profiles to our members by pursuing our goal to bring excellent restaurant quality food to our customers at grocery price-points.
“Convenience through the delivery and instructions of our meal kits has been a key value proposition to our members,” Ferrari explains.
“Moreover, quality meals with less waste than other options has also provided great visibility to our business,” Ferrari adds.
Although Goodfood is eager to cater to the tastes of the all-important Millennial demographic segment, “Plenty of our customers come from di erent age groups,” as Ferrari points out.
“When Canadians shop for groceries,” he explains, “they do so with meal planning in mind.
“Our meal kits provide an answer to multiple meals a week, and our grocery, breakfast and ready-to-eat meal solutions can provide meals and ingredients for all meals of the day.”
As a CFIA (Canadian Food Inspection Agency)-regulated business, Goodfood has abide by all the mandatory federal regulations for food safety
With complete meal solutions, Goodfood also o ers its subscribers a huge variety of pre-packged food products typically sold at supermaket chains and grocery stores.
and quality, Ferrari points out, meaning close scrutiny and quality control procedures for all the widely-sourced food ingredients arriving at the company’s production plants.
“The food regulations we must follow are quite involved and strict, with the aim to protect the customer, which aligns well with our values,” Ferrari states, noting that Goodfood makes extensive use of the recently updated Canada’s Food Guide as a core reference resource for its product selection and development.
“Each weekly Goodfood delivery comes with all the raw ingredients you need to cook delicious meals for the week, in exactly the right portions,” Ferrari explains.
“Each recipe is designed to be a well-balanced, healthy meal that includes protein, veggies and carbs,” he says, “with the ingredients in our meal kits generally focused on incorporating the key elements of Canada’s Food Guide.
“In addition, each delivery comes with beautifully printed recipe cards and step-by-step instructions.”
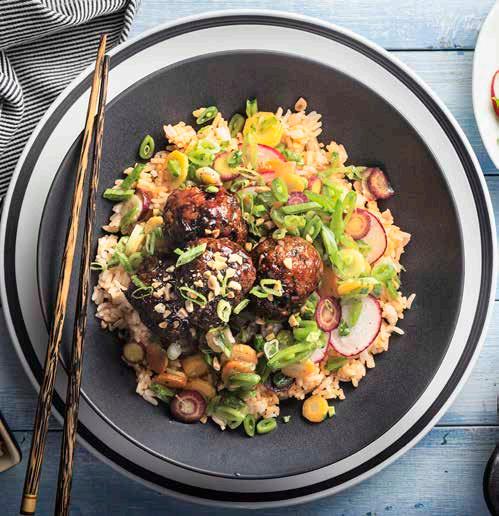
While the cooking time naturally varies from one recipe to another, Ferrari says the sheer diversity of meal choices that Goodfood o ers—from Skillet Chicken Peperonata to Seared Scallops with Lemon-Garlic Sauce and Glazed Meatballs —is one of the company’s most attractive value propositions.
“Our Classic Basket remains our most popular choice among our subscribers,” he says, “but the ability to make fluid
mix-and-match is blurring those lines.
“We understand customers sometimes want to make a delicious dinner very quickly, which is why we developed the Easy Prep basket—containing recipes that are ready in 20 minutes or less.”
As Ferrari proclaims, Goodfood is completely committed to using the most sustainable packaging solutions it can obtain on the market to package its home deliveries, whereby each box is carefully packaged to stay fresh for up to 24 to 48 hours after the delivery arrives.
“We use mainly cardboard boxes to deliver our products, with liners and pouches at times inserted in the delivery to keep the ingredients at the highest level of quality possible,” Ferrari explains.
“Moreover, our current box and liner are entirely recyclable,” he points out, “while our ice packs are 99-percent biodegradable.
“Recently, we have also launched our reusable plastic-based box that can do multiple trips before being retired from circulation.
According to Goodfood, nothing that arrives in one of its boxes needs to end up in the trash.
The cardboard box, insulation liner, bags, bottles and baskets are all made of recycled materials and are entirely recyclable, according to the company’s website, so they can be safely put into the household’s recycling bin.
As for the ice-packs—containing a mixture of eater and salt gel formulated to make them colder than ice—they can either be popped into a freezer for future use or the consumer can cut o the ends
“The food regulations we must follow are quite involved and strict, with the aim to protect the customer, which aligns well with our values,”
and discard the biodegradable solution, while recycling the plastic shell.
Moreover, all the meats and poultry products in each delivery are clearly marked with a best-before date on the packaging to avoid food waste, with consumer simply freezing whatever items they don’t plan to cook within that time-frame for future meals.
“Our packaging needs first and foremost to be food-grade as defined by the various food agencies,” Ferrari states, “but we also aim to optimize the freshness and shelf-life of our products, which influences the packaging used significantly.
“We are also increasing the number of deliveries completed with paper bags,” he states, “and we continuously review all available options to further reduce our environmental footprint.”
Says Ferrari: “We constantly interact with our members and inform our choices with their feedback, which allows us to provide a great experience on a regular basis.
“Our success so far has been the result of creativity, technology and customer-centricity that provides our clients an amazing cooking experience, obtained through ad online platform and with their taste in mind,” Ferrari asserts.
“Goodfood has been around for nearly six years and we have laid the foundations for a stable and growing business,” Ferrari remarks.
“Our success is in large part due to our employees,” he states, “ but also to our core value of obsessing with our members..
“We always make sure to let the happiness of our customers drive the decisions we make,” says Ferrari, adding that the company is currently developing a new private-label product o ering comprising between 3,000 and 4,000 di erent SKUs (stock-keeping units).
“And as we continue to grow,” Ferrari concludes, “we are looking to fulfill Canadians’ full food grocery basket on a regular basis. Be it online grocery products or meal kits, we believe our offering answers every Canadian’s grocery needs and questions.”
FIRST IMPRESSIONS
First impression are usually impressions that matter the most in the e-commerce business.
And for a company that has welcomed over 280,000 Canadian households to its weekly grocery home delivery service in just six years of operation, it seems more than fitting that Goodfood Market Corp. makes extensive use of the insulated northbox® brand of corrugated shipping containers—produced by the Cascades Specialty Products Group division of leading Canadian corrugated producer Cascades Inc.—as their mainstay delivery box to help keep the shipped groceries fresh and safe, while also spreading the company’s name throughout the land with catchy on-pack branding.
We recently reached out to Cascades’ sales and business development representative Valerie Lachapelle to explain what makes the northbox so special.
How did you relationship with Goodfood come about?
We first met with Goodfood in 2014 and began working with them a year later, even before the company was named Goodfood. They were just starting the business and were looking for the most sustainable insulated packaging they could find. At that time the northbox didn’t exist, as we only had the recyclable ThermaFresh solution for the fish industry.
We had just begun working on a design geared to the ready-tocook market knowing this growing trend from Europe was just starting to catch on in North America. We never expected this new industry to grow so quickly, but we were ready to face the challenge!
How did northbox get selected as their go-to packaging solution?
The northbox was chosen a product that was rigid, clean, e icient and, most importantly, recyclable. Our Cascades Research and Development Centre had solid expertise in insulated packaging, and we had everything in place to replicate field-testing in a lab chamber.
What are the key performance attributes that make northbox the right packaging solution for their needs?
The first essential attribute was the way the insulation performed to obtain optimal freshness. The second key was sustainability. Cascades was the first in North America to o er insulated paperbased recycled and recyclable packaging.
They also liked the rigidity of the insulation, which makes the assembly process easier.
Another important element for Goodfood was the manufacturing production site, as it was close to Montreal and their own facility, and had the capacity to grow with them.
What kinds of products and meal components does Goodfood typically put inside the northbox?
We serve Goodfood nationally for its entire ready-to-cook line. They use northbox for all the temperature-sensitive products, such as ready-to-cook and ready-to-eat meals, and all the refrigerated grocery items such as meat, cheese, kombucha and veggies.
What has been their feedback so far?
They have been appreciating our northbox for the last five years, and we have done a great deal of product development in order to evolve and adjust to their needs. We now o er di erent finishes and insulation thicknesses that can be tailored to the product placed inside, the season and delivery time frames.
What are some of the common challenges in e-com grocery channels that northbox can help to resolve?
The e-com food industry is growing and evolving rapidly. For us at Cascades, it means process adaptation, agility and ongoing product development. We need to stay close to our customers to identify future requirements.
We are still evolving and working on developing the new products we o er in collaboration with our product development team.
How does the Northbox di er from other insulated carriers in the marketplace?
Our insulation technology, based on a recycled paperboard structure and a reflective lining, is part of what makes us di erent. The encapsulated metallized layer is 100-percent pulper-safe, meaning that all of the fiber can be recycled. The major di erence with paper-based products is that it gives added protection and sti ness to the box.
The metallized finish makes it highly e icient and is food-contact approved and recyclable, so it can be placed directly in the recycling bin. In addition to supporting the Circular Economy, our manufacturing plants have earned Forest Stewardship Council (FSC)’s Chain of Custody certification.
With northbox, customers can keep a consistent and custom packaging look and maintain freshness in any transit or environmental conditions.
How many size/variations of the northbox carrier are there?
Our equipment allows us to have great flexibility in terms of dimensions and thickness, and able to make custom-sized insulation. Because the northbox is made from honeycomb, its composition gives protection and sti ness to the box, which can be easily branded itself with di erent colors. We are currently manufacturing northbox in Canada and the northeast and midwest U.S., and the northbox is distributed coast-to-coast all over North America.
Please comment on the state of your business partnership with Goodfood.
(Answered by Evelyne Lafontaine, vice-president of marketing & innovation of the Cascades Specialty Products Group)
“Cascades is really proud to be collaborating with Goodfood, working with their dynamic team in such a dynamic market! From the beginning, we have had an exceptional relationship based on collaboration and dedication to them and we have supported them through all the challenging changes in this market.
“Our transparency and trust help both of us overcome the most di icult challenges that a fast-paced growth company can face.
The development of northbox called on a number of di erent departments at Cascades, including R&D, Sustainable Development, Marketing, Innovation, Sales and Recovery.
“Together, we make sure that the product meets the high standards of the industry while aligning with Cascades’ green DNA.”
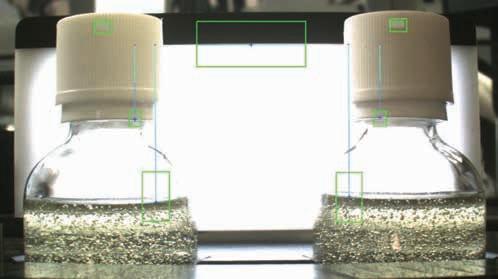
Ferme Piscicole des Bobines co-owner Clément Roy cheerfully displays a vacuum-sealed package of the company’s flagship brand of Rainbow Trout Fillet packaged on the Multivac R085 thermoformer recently installed at the company’s fish processing plant.
PLENTY OF FISH
Family-owned trout farming and processing plant automates its packaging line operations to keep up with market demand growth
By Andrew Snook
Photos by Pierre Longtin
Not all great ideas begin with great results. Take, for example, the story of Ferme Piscicole des Bobiness. The successful land-based, trout farming operation was started in 1975 by Normand and Doris Roy in East Hereford, Que., when the couple decided to try their at fish farming, with very mixed early results at best.
“My parents started out 45 years ago in their house’s basement with small pools for babies, like Canadian Tire pools for kids,” relates Clément Roy, the founding couple’s son and co-owner of Ferme Piscicole des Bobiness.
“They started with 25,000 fish and ended up with 500 fish,” Roy recalls. “Luckily at that time, my parents had other jobs, so it was really just the beginning.”
Despite their first year being far from a resounding success, the Roy family did not
give up—continuing to work and grow their fish farm to the point where they could actually make a living from it by 1980, the year Clément was born.
“They started to produce a little bit more and process the trout in order to sell it to local markets and restaurants,” Roy recounts.
By 1980, the aquaculture start-up grew to the point of requiring its own production site, Roy recounts, and it continued to grow over the years until it needed a second site by 1989.
Growing up, Clément was always interested in the family business—working and helping out whenever he could. Although he eventually went o to law school and became a lawyer, the family business lured him back.
“After one year of practicing law, I decided to come back to the family business,” Clément says. “The law school helped me a lot with the managing of the company— managing the projects and operations, and
expansion of the business. “It was really useful.”
Having the ability to manage projects and operations smoothly has been particularly important over the past five years.
Currently, the company produces 210 tonnes (210,000 kilograms) of rainbow trout annually, according to Roy, and is in the midst of expanding that production number.
“For the last five years, we’ve seen high demand for our products,” Roy told the Canadian Packaging magazine in a recent interview.
“Mostly, we process fish into fresh trout fillets and frozen deboned fillets.
“We also have a smokehouse, where we do cold-smoked trout and hot-smoked trout.
“This product also has very high demand for it,” Roy states. “But since it takes a lot of labor to do this product properly, we don’t push too hard on this, as it takes a lot of people to work on it.
“So, the expansion of production will really be focused on the fillets,” says Roy, adding the company also operates has a popular on-site boutique shop attached to the plant that o ers premium-quality specialty items.
“We also o er some trout spreads, trout pies and trout pastries that we make in the plant’s kitchen,” he explains, “mostly for the local market
“These are the products we keep for our boutique, so people can come here and have an exclusive product available onsite,” says Roy, adding, “we don’t aim to do big volumes of these [for now].”
To keep up with rising demand for its fresh and frozen fillets, the company has been planning an expansion that will see its production numbers nearly double.
“In Quebec it’s really hard to increase production because of regulations,” Roy explains, but after four years of intensive work, we got our permit last year to more than double our production.
“So we will gradually go from 210 to 460 tonnes (460,000 kilograms) of fish annually,” Roy says. “We are now in this phase of expansion.”
The company uses a recirculating aquaculture system (also known as a RAS system) for its land-based fish farming. This type of fish farming allows the operator to create a healthy environment for
the fish to grow, while keeping demand for fresh water relatively low.
“We raise fish with high-quality spring water, which is why we have a very renowned product,” Roy states. “That was also the reason this specific site was chosen more than 30 years ago.”
The company currently raises the fish in a 35,000-sqare-foot facility, but is now in the process of constructing a new 12,000-sqare-foot hatchery and nursery building for the eggs and baby fish.
Last year, the company also built a brand-new water treatment plant for its RAS operation as part of a million-dollar capital investment project at the site.
“Because of the increase in production, we need to build a new facility for the fish to have enough room for growth,” Roy explains.
To keep up with the expanded production coming in the near future, Roy and his family decided to look into automating its packaging line.
“We wanted to get the automated packaging machine for our frozen fillets,” Clément says. “We spent a lot of time researching and finding the right machines: I was looking at all sort of machines for
four or five years.
“Since we did not have the permit to expand production back then, it was less pertinent to buy the machine at that time,”
Roy explains.
“But now that we have permits allowing us to expand, getting a new machine became a priority.
“And as I checked with many di erent manufacturers and various people in the packaging business, the name of Multivac kept coming up.”
After expressing interest in Multivac’s technologies, Clément and Normand Roy were approached by Richard Tremblay, regional sales manager for Multivac Canada Inc., Canadian subsidiary of the famed German food packaging and processing equipment manufacturer Multivac
“They were already in the retail business, so I studied their packaging and I came to them with some ideas on how to improve it,” Tremblay recalls, adding that they discussed the advantages of going from chamber machines to a thermoforming machine.
A short while later, Tremblay met with Clément and Normand at the PACKEX
(Left
A close-up of the easy-to-open peelo closures incorporated into the vaccum-packed bags of fish fillets packaged on the Multivac R085 thermoform packaging machine.
(Below)
Ferme Piscicole des Bobines co-owner Clément Roy (left) and Multivac Canada’s regional sales manager Richard Tremblay scrutinize the quality of a finished packag coming o the Multivac R085 thermoformer.
to right)
(Clockwise)
Plant employee using the Bizerba slicer to cut the fish fillets to proper portion size; close-up of the prcision sliced pre-sliced fish fillets; fillet slices paced onto racks to drain o extra moisture; finshed packages of Bobines brand fish fillets ready for the grocery aisles and store-shelves.
trade show, where they got to see the machine in action. Soon after, Ferme Piscicole des Bobiness was sold on the idea of a Multivac packaging upgrade.
“Multivac proposed to Ferme Piscicole des Bobiness a machine not only tailored to its actual needs, but also allowing for flexibility in the future—therefore protecting their investment long-term,” Tremblay says.
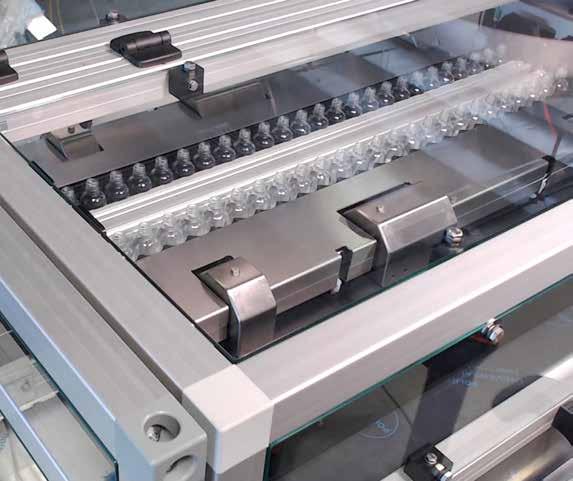
That equipment was a compact and fully automatic Multivac R085 thermoformer, designed for processing flexible top and bottom film material and coupled with an integrated MBS020 (Multivac Belt System) at the discharge of the unit to automatically converge/singulate packages for the downstream weighing and labeling steps, Tremblay explains.
“The machine is designed for both
vacuum-packing and modified atmosphere packaging (MAP) applications,” says Tremblay.
“This configuration meets the customer’s requirement to create a vacuum frozen product in a thermoformed package formerly executed on chamber machines with bags, along with the innovative ability to commercialize a new product in their product line: a fresh trout in a MAP package,” Tremblay adds.
Since the footprint of the processing plant is fairly tight at about 10,000 square feet spread across two floors, the R085 thermoformer was equipped with casters, making it easier to maneuver its 2,875mm frame around the plant.
“One of the big factors for Clément was the footprint, since it’s a small operations building,” Tremblay says.
“After one year of practicing law, I decided to come back to the family business.”
“Going from a chamber machine to a thermoformer could save a lot of space, as the thermoformer we have is probably the smallest footprint in the marketplace.”
According to Tremblay, the R085 thermoformer also o ers numerous advantages with its robust loading functionalities.
“Being able to load the fish fillet in the pocket from above, without sliding it into a bag, is a great benefit with tis thermoformer,” Tremblay says, “along with the reduction in manpower requirements and increased production capacity.
“The operator safely drops the product into the cavity, thereby considerably reducing the reject rates (leakers) and the risk of overall package contamination by manipulation, which could create unpleasant odors at the point-of-sale.”
Additional features on the R085 thermoformer include 100-percent stainless-steel construction with patented Multivac Hygienic Design features, high production output and understanding pack quality, along with 24 di erent package size configurations.
“In addition to the standard automatic machine cycling/indexing adjustment
Visit our virtual showroom at PACK EXPO Connects November 9-13, 2020
WestRock’s Meta® Duo o ers true multi-channel, in-house automation of one- and two-piece shelf-ready packaging designs and ships-in-own-container units. Utilizing our unique Meta® Systems precision-forming technology, Meta Duo e ciently transitions between 4-sided, 8-sided and half-slotted containers, helping you meet various retailer and e-tailer requirements from a single, small footprint machine.
Multiple channels. One solution.
westrock.com/metaduo
(Clockwisefromleft)
The Multivac R085 thermformer is designed to ensure the highest sanitation standards; a finished package conveyed on to the Bizerba checkweigher to be weighed and labeled; portions of fish inserted into the machine’s cavities prior to sealing; the machine’s optional foot pedal allows for greater operator control of the process.
from the control panel, it also features an optional foot switch for easy production, which will start and stop the indexing of the machine by the operator,” Tremblay adds.
The R085 model also comes standard with side extraction drawers at the forming die and sealing die, allowing for a quick and safe tooling changeover in less than 10 minutes.
“This really secures the investment for the customer,” Tremblay says. “Their investment is not set in stone. They have the flexibility to do other packages and products in the future with the same machine, which is great.”
For his part, Roy says the installation of the new Multivac thermoformer went very smoothly.
“After the installation was done, the service was exceptional,” he says, “and their team was very devoted and dedicated to help us start the machine and to do the training.”.
After the fish fillets are packaged on the Multivac machine, they are sent to an automated weighing and labeling machine, supplied by Bizerba Canada, before being packed in cases and readied for shipment.
One of the key reasons that Ferme Piscicole des Bobiness wanted to automate its packaging line was to reduce the need for labor on that end of the production process, as Roy explains.
“In the summertime we can have up to
15 people working here, but despite doubling the production, we won’t need to double the sta ,” Clément says. “We are located in a small village of less than 300 people,” he explains, “so it’s a pretty small labor pool.
“There is a lot of employment nearby in the forest industry, so it’s pretty hard to get employees here and to keep them for the long term.
“So we really need to be very wellequipped,” Roy asserts.
“That is a very important reason why we chose to get some nice packaging equipment—so that the job is easier for employees, and so that we can keep them longterm and try to attract new employees.”
Says Roy: “It has always been a priority for us to get automated equipment so we can minimize manual labor and to make the job easier for our people.”
The addition of the R085 thermoformer has significantly increased productivity on the packing line since it was installed this past spring,” according to Roy.
This will be vital for preventing bottlenecks within the packaging side of the operation once the company starts to process the projected 460 tonnes of fish per year.
“It’s about four to five times faster than what we used to do with a vacuum-machine that we loaded manually,” Roy says, noting that the installation of the R085 thermoformer put a whole new happy spin on labor issues at the plant.
“Now we have disagreements between employees arguing about who is going to work with the machine,” Roy chuckles.
“Before, the manual packaging was a very long and di cult and boring job to do,” he acknowledges, “but with this machine it has become an interesting and fun job.
“If I had more time, I would go and run the machine myself,” Roy extols. “Over the last couple of months the sta have been running the machine alone, learning basic fundamentals of the machine, and everything has been goes very smoothly.”
As for the future, Roy says he plans to continue to invest in automation technologies to further improve the overall processes. The company has already installed and automation systems for feeding and monitoring the fish, the quality of the water, and a water treatment plant.
“If there is a machine that can do a job, I will get the machine to help my sta ,” Roy says. “Sometimes it can give you more challenges during the install and in the start-up, but once everything is all tuned and correct, then you appreciate the investment that you made.”
The new thermoformer machine has given the company a significant increase in terms of capacity for the packing process, but Roy says there is still more investment that needs to be done for improving the fish-raising operations.
“The new building we are starting for the hatchery will need investment in the
(Clockwisefromtop)
A touchscreen HMI terminal displays all the required labeling data for the Bizerba checkweigher; A finished package passes undeneath the Bizerba combo checkweigher & labeler; all the required product information clearly prined on the package surface in food-safe ink.
growth sections for the bigger fish,” he remarks.
“We also have to do some investments in the filtration systems and heating systems for the water.
“What we aim to have is a more intensive recirculating aquaculture system,” Roy explains.
Although the company’s land-based production numbers are high for a Quebec-based producer, it still faces some significant competition from outside the province.
“Some people think because we are the biggest producer in Quebec, and nearly the only one that raises and processes trout on-site, that we don’t have a competitor, but we have much competition from outside Quebec,” Roy points out.
“Ontario is a big producer of trout, as well as Chile and many European countries,” he states. “So our competition doesn’t really come from inside Quebec, but from other markets.
“It often comes cheaper from the outside,” Roy says, “which is why it’s really important for us to really work on the branding of our product, so that people could recognize this is a locally produced and sustainable product.”
Because European companies are often ahead of the curve in terms of technologies being used in RAS operations, Roy is working with some of them to help improve his own operations.
“In countries like France and Denmark, they produce between 20,000 and 30,000 tonnes of trout using only land-based systems,” he points out.
“They are the ones that have more expertise in raising the fish,” he says, “and for our next project we are working with a Turkey-based company called
MAT Filtration Technologies.”
Roy says the other key to his company’s current and long-term success is to ensure that product quality is always its Number One priority.
“Our quality is our key competitive strength,” he proclaims. “Quality starts not only in the processing steps, but in the raising process— all the choices in the raising operation.
“It starts with the feed we give the fish, with the water quality we have on-site, and the constant monitoring we do at every stage of the process,” he says.
“To have good fish, you have to have good quality water, so the quality really starts at the basics of raising fish from eggs, and then continuing through to the processing plant.”
According to Roy, having the ability to customize packaging for selling his fresh fish in local markets using the new R085 thermoforming machine will be very important for the company down the road.
“A big advantage for me in selling fresh fish is that the fish would be identifiable with our branding,” Roy states. “Right now it’s more about volume packaging, so the customer cannot really distinguish it from another product,” he says.
“But now with all the packaging options we have with the Multivac machine,” he concludes, “this will come in very useful for us in the future.”
SUPPLIERS
Multivac Canada Inc.
Bizerba Canada Inc.
FlexLink’s high-performance production flow delivers results. Our solutions for the food and dairy industries are safe and modular with a one-week shorter ramp-up compared to the competition and reduced cleaning time by over 25%.
FlexLink’s food offer, including conveying solutions, handling functions and line control, lowers your total cost of deployment and increases your overall equipment effectiveness.
For more information call +1 888-748-8677 or email us at info.ca@flexlink.com.
SMART
Machine builders design machines for e ciency and scalability.
EcoStruxure TM Machine connects and controls operations.
• Easily integrate into any environment.
• Enhance cybersecurity with embedded IIoT protocols and encryption.
• Improve e ciency with direct cloud connectivity and digital services.
Sign up for M262 starter pack and avail 50% discount
#WhatsYourBoldIdea
Machine Advisor
ModiconTM M262
EcoStruxure
Encompassing a broad variety of tasty, healthy, lean and nutritious products, the Fontaine Family brand is currently enjoying an impressive sales surge following a comprehensive packaging makeover that has vastly increase the product’s visibility and shelf presence at grocery stores across Canada.
ALL IN THE FAMILY
Inspired packaging makeover helps leading veal meat processor revive sales growth with game-changing shelf impact
The tiny southern Quebec municipality of La Presentation, located on the Salvail River in Les Maskoutains Regional County, may seem like an odd setting for the formation of an industry-leading enterprise.
But thanks to the Fontaine family, whose brothers Fabien, Donald and Alexandre grew up in the area caring for calves on neighbors’ farms, it may well be the Mecca of the country’s relatively modest, but highly promising, veal processing industry.
Nowadays owners of the Laval, Que.-headquartered Délimax-Montpak Group that ranks as the largest producer of veal in Canada, the bothers’ long-shared passion for animals and a
respect for their role in the dairy industry has laid solid foundations for continuous business success that has seen the company grow to own 105 corporate farms and operate five processing plants in Canada and the U.S., employing about 850 people.
Working with nearly 270 a liated farms that share the family’s values and raise calves according to the highest ethical standards, the family-owned company is deeply committed to promoting animal welfare and, by extension, doing all the right things to feed Canadian consumers with the highest-quality meat produced to the highest ethical standards.
With a client base comprising some of the largest food distribution and sales companies in North America, the company is in solid shape in terms of its
Mike McCann. Application Specialist. Packaging Expert.
“I’m
market share and industry pecking order, but for various reasons its sales in recent years have been largely stagnant, with veal products in general remaining well out of the mainstream consumption trends, despite the growing willingness by Canadian consumers to pay greater attention to what they eat and change their eating habits accordingly.
One of the reasons for that is that veal meats has traditionally been marketed very anonymously, with few people knowing where the meat comes from or who the producer is, with very little brand equity and few benchmarks for the consumers to get excited about.
While the Fontaine brothers saw this gap as an opportunity to stand out with a solid branding strategy and, in e ect, develop a whole new product category, there were some challenges that needed to be addressed.
While the veal meat itself has great market potential due to its healthy nutritional profile and terrific taste attributes, it is a complex meat product to communicate to Canadian consumers due to its limited knowledge and awareness across Canada—especially in the context of the new trends stressing reduced meat consumption in general.
Hence it was critical to develop a new discourse to both di erentiate Delimax-Montpak products from the competition and to give meat-lovers a
reason to choose veal as their protein option, particularly among the more adventurous younger consumers.
Moreover, there was also a need to stand out in a category where there are very few merchandising standards, and where the product o ering may di er greatly from one store to another.
As Alex Fontaine recalls, “We were making a quality product, but the consumers didn’t know it was us who made it.”
The solution, according to the Fontaine brothers, was to launch the first national veal brand in Canada that could also be exported to other markets.
To make it happen, Delimax-Montpak collaborated with leading Canadian package design experts Pigeon Brands to develop a catchy brand name, an effective branding strategy, and a sound visual identity system that would work for both the Canadian and the American markets.
“We worked closely with the company’s founders and the sales and marketing teams to elaborate the brand strategy and the creative development,” says Stéphane Crevier, vice-president of
Packed in striking purple trays made by Cascades from 100-percent recycled content materials, the Fontaine Family brand of fresh veal products have made remarkable sales gains at supermarkets across Canada since the packaging design makeover project expertly executed by leading Canadian package design agency Pigeon Brands.
strategy and growth at Pigeon Brands.
“We started the project by examining every aspect of the business and visiting several farms to understand the roots of the company and its values,” Crevier recounts.
“Targeted consumers are in a hurry, but they want to eat quality food.
“Hence they are looking for easy-tocook food solutions to save time, without compromising on nutritional quality,” Crevier explains. “Transparency is key in this category—both in terms of storytelling, which needs to be credible and authentic, and in the representation
“We worked closely with the company’s founders and the sales and marketing teams to elaborate the brand strategy and the creative development.”
According to Pigeon Brands, the adoption of the purple color scheme and graphics to di erentiate the Fontaine Family brand of fresh veal products has played a key role in the sudden sales surge of a product whose sales have been stagnating over the last several years.
of the product itself.”
While the new chosen brand name, Fontaine Family, might seem obvious enough, it was the result of a thorough naming exercise.
“We streamlined the names to three final choices and submitted them to consumers,” says Stéphane Beausoleil, vice-president of business development at Delimax-Montpak.
“The research showed that Fontaine Family resonated the most with our target for its ability to convey everything we are about.”
The design approach proposed by Pigeon was all about simplicity, featuring a perfect mix of tradition and a young and contemporary design style.
The design elements and iconography system visually communicate the animal welfare standards at the heart of the process and the main product attributes.
The product o ering was also altered to make it easy to ship, using a specific color and background style for each of the three main product types: grain-fed, milk-fed, and ready-to-cook—complemented with suggested cooking methods to help consumers prepare the meat properly.
Moreover, each package was designed to o er consumers a convenient and user-friendly format to meet the ‘I want to save time’ requirement of today’s consumers and to facilitate meal preparation.
This meant designing packages to stack easily in the refrigerator to maximize space, with the amount of meat in the packages proportioned for either two
people or for a young family of four.
The packages’ large see-though window would also allow shoppers to thoroughly examine the product freshness, which is the most important purchase driver.
But what sets it completely apart from the competition is the color.
“We noticed that, from one store to the other, meat trays were in di erent colors, sometimes to the detriment of the product,” explains Pigeon Brands creative director Olivier Chevillot.
“We wanted the brand to literally own a color—one that would magnify the meat and convey appetite appeal.
“We also wanted to use color as a strong di erentiator,” Chevillot points out.
“The unique and vibrant purple tray really stand out, creating a visual block effect that is enhanced by the repeating pattern of the farm sign style logo shape sideby-side.”
Working with the Cascades innovation team, Pigeon Brands enabled Fontaine Family to become one of the few brands in the category to o er meat trays that are 100-percent recyclable and boast 100-percent PCR (post-consumer recycled) content, while the cardboard wraparound sleeves are printed on cardboard made of 100-percent recycled materials.
All the helpful recycling information and logos are indicated on the package’s side label, along with a printed encouragement to remind consumers to recycle the packaging.
The trays were also optimized by minimizing the amount of air and the space
required for the flushing gas used for preservation to extend the product shelflife and reduce food waste—a major issue in the fresh meat category.
The launch of the new packaging was a resounding success, according to Delimax-Montpak marketing director Jessica Wright.
“We have won numerous awards since the launch, such the All-Canadian trophy at the Canadian Grand Prix New Product Awards of the Retail Council of Canada,” Wright proudly relates.
“But what really matters is achieving our goals,” she states. “Our strategy and brand image reflect the authenticity of our approach.
“From the consumer test results to the banners, the launch of the Fontaine Family brand and its product line is a success and a source of pride for the family and our employees.
“Not only was the erosion of sales stopped,” Wright points out, “but we also achieved double-digit growth in the first few months of the launch in all banners, with peaks on certain products reaching up to a 42-percent increase.
“The pace and velocity of such growth was truly impressive,” Wright concludes. “It was a real big success both on the distribution level as well as the increased presence the shelf—all thanks to the introduction of ready-to-eat innovations that meet the modern consumers’ demand.”
SUPPLIERS
Pigeon Brands Cascades Inc.
MESSAGES IN A BOTTLE
Assessing the sustainability and viability of PET packaging in the future Circular Economy
By Luc Desoutter & Vincent Le Guen
Packaging has come under a lot of fire in the past few years, with di erent types of plastics such as polyethylene terephthalate (PET) having been put under intense scrutiny.
Therefore, many brand-owners and suppliers are taking increasing care when it comes to packaging and especially the type of packaging materials they opt for. Simultaneously, governments and regulators are attempting to decrease the overall amount of waste created on a global scale, sometimes going for quick fixes that can result in unintended consequences.
The paradox about PET packaging is that on the one side PET bottles have become the symbol of marine litter and single-use plastics (SUP), and that on the other side, it is the most recyclable and the most recycled plastic material—a fact that is still not recognized enough.
If you were to listen to its most vociferous critics, then the answer to the question, ‘Is there a sustainable future for PET packaging?’ would be a resounding ‘No.’ But the reality is that PET is a packaging material that has contributed to the development of the beverage industry by giving access to safe drinking water to billions of people.
It is a great resource with many advantages: safe,
lightweight, transparent, resealable, shapeable and 100-percent recyclable, with outstanding mechanical and barrier properties at the price of a commodity.
In addition, PET also has a very low environmental footprint compared to alternative non-plastic materials. The environmental costs of plastics in consumer goods are 3.8 times less than the alternatives. For an average European family, the impact of greenhouse gases (GHG) of all packaging materials used is only 1.7-percent, of which plastics production only represents about four per cent of fossil resources, with most of them being recyclable.
Meanwhile, bottle grade PET consumption is equal to less than six per cent of total plastics production and consumes far less than one per cent of fossil resources, so banning this specific packaging material will not solve the larger environmental issues.
The packaging industry is looking after our planet and safeguarding our environment: there is growing momentum to reduce waste by searching for alternatives to optimize secondary and tertiary packaging, eliminating unnecessary plastics.
In short, the problem that requires all our attention is the leakage of waste into to the environment—especially into the sea.
But this pollution is exclusive neither to PET nor to SUP. The focus should be on waste management,
including the rationalization of waste streams by favoring easy-torecycle and higher-value materials, as well as concentrating waste streams to a lower number with higher volumes.
It is a fact that PET is the only plastic suitable for direct food contact and for closed-loop bottle-to-bottle recycling. A PET bottle’s journey doesn’t end after single use by consumers: used plastic bottles made of PET are recycled in such a way that the recyclate can be used for new PET bottles, thereby requiring fewer raw materials and reducing waste.
In fact, PET is the only plastic packaging material that is 100-percent recyclable, while meeting the toughest standards in food contact regulations.
The closed loop bottle-to-bottle approach leads to the actual task of recycling PET, where two main coexisting processes are theoretically possible under strict regulations and approval processes: mechanical or chemical.
Mechanical recycling is currently the overwhelming reality in the industry. It is fairly simple since it is about shredding, washing and upgrading the original material.
Chemical recycling, on the other hand, requires a longer cycle time. The molecules need to be broken up and the process of manufacturing the plastic from the very beginning needs to be restarted—creating additional costs.
Nevertheless, at least three benefits are expected from chemical recycling technologies: the consistency of the quality of the recycled PET compared to virgin PET; absolute food safety; and the possibility to mix the material with colored and/or opaque PET.
The public pressure on the packaging business to move towards a Circular Economy has revived chemical recycling.We are expecting to see it happen on an industrial scale in the next three to five years as a reasonable complement to mechanical recycling.
Currently, the market is built on pure fossil-based PET, with more than half of the world’s current synthetic fiber and bottle demand being met by PET.
But when studying bio-based sources, we see that basically any kind of plastic can be made from them, raising the question as to whether we need to increase biobased PET, which currently ac-
counts for only one per cent of total PET production for packaging.
In fact, this appears to be one of the most promising endeavors on the industry’s horizon, as the big advantage of making bio-based PET is that we already have a whole industrial system set up for it. The process and installation remain the same, and the PET material produced is strictly identical, still being 100-percent recyclable and compatible with existing and future recycling streams.
While there is a lot of discussion about biodegradable plastics as an alternative to PET in the industry, along with a lot of confusion existing between bio-based and biodegradable materials, it’s important to keep in mind that there are fossil-based materials that are biodegradable, as
CARLO GAVAZZI
well as bio-sourced materials that are not biodegradable, and vice versa.
The ratio of biodegradable materials within the bio-based category is about 55 per cent. However, we do not expect this development to catch on for two reasons.
First of all, if degradation begins during the shelf life of the container, recycling would become extremely complex, because you might collect and enter a container that is already degrading into the recycling stream.
Secondly, we and our customers see biodegradable claims as an incentive for consumers to throw away the packaging, assuming that it will simply disappear eventually.
In most cases, however, the material will not degrade in an unsupervised natural environment—
SWITCHES: Solid State Relays • Contactors and Overloads • Soft Starters • Definite Purpose Contactors • Mini Circuit Breakers • Electromechanical Relays • Pushbuttons and Pilot Devices
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
CONTROLS: Energy Meters • Current Transformers • Transducers • Power Supplies • Panel Meters • Time Delay Relays • Current-, Voltage- and Phase Monitoring Controls
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified customers.
like a marine environment, for example— but only under very specific conditions, such as industrial composting.
In addition, biological degradation generates CO2 or even methane, contributing to overall GHG emissions. For Sidel, there are other more promising options out there to address the future challenges of packaging.
The most significant one is recycled PET (rPET), as its carbon footprint is nearly five times lower than virgin PET.
Its first intrinsic growth factor is consumer acceptance—people are ready to consume their beverages in 100-percent rPET bottles, something they may have been opposed to in the past.
The second factor is the external regulation changes within the EU, whose recent directive on SUP, passed in early 2019, will have a massive impact on the packaging value stream of the future.
For example, by 2025 the EU demands 25-per cent of mandatory rPET content in all plastic bottles, and 30 per cent by 2030.
Converting to rPET is a signifi-
cant change for the entire industry. Depending on collection methods and bottle origin, its quality varies. Therefore, Sidel’s primary goal is to develop technologies that are not affected by this inconsistency by designing new blower generations with wider reheating and blowing processing windows to ensure optimal bottle quality consistency.
It goes even further with the innovative laser oven technology currently under development as an alternative to the commonly used infrared solution: a vertical-cavity surface-emitting-laser (VCSEL) diode that extends the process capability and versatility of existing blowers.
This heating process is incredibly accurate and stable, allowing consistent material distribution for greater e ciency and a premium material for very complex bottle design from the very outset of the production.
In another attempt to tackle plastic waste, the EU has also agreed to implement a mandatory tethered cap for all beverage containers up to three-liter size by 2024. This means keeping the bottle and the cap at-
tached to each other until both hit the recycling facilities, thereby preventing bottle caps from freely floating in our oceans.
The argument is that if closures remain on plastic bottles when recycled, they are much more likely to be properly collected.
While the law technically only impacts Europe, we will see a global change in the coming years due to European companies exporting their goods abroad, and Europe in turn importing goods from other countries, which will have to be compliant with this directive.
Therefore, in the next decade it is probable that PET bottles will have a tethered cap all over the world. This will certainly bring some design challenges along with it, especially when thinking about sports caps and similar solutions.
Besides rPET, there is another very promising development on the beverage market: refillable bottles (ref-PET). In fact, relaunching refPET bottles is one of the top priorities for big players within the beverage market, using the bottles in the same way refillable glass bottles are used, minus the heavy transporta-
tion costs and fragility.
In 2019 Sidel signed the New Plastics Economy Global Commitment, obliging us and our customers and business partners to playing a key role when it comes to addressing the increasing challenges in packaging, food safety and environmental footprints.
Leading brand-owners are convinced that the answer to reduce their packaging GHG impact is recycled and refillable PET. In addition to the industry stakeholders’ commitments, this will require for key prerequisites: correct consumer behaviour, extended collection infrastructure, innovative technologies across the value chain, and intensified regulation with mandatory collection targets and recycled content.
LUC DESOUTTER is the sustainability o icer and VINCENT LE GUEN is the vice-president of packaging at Sidel, global manufacturer of liquid packaging equipment and solutions headquartered in Parma, Italy.
BoxSizer ® Right-Sizing Technology
THE COBOT CONUNDRUM
Despite the hype, collaborative robots are anything but a one-size-fits-all automation solution
By Nigel Smith
As eveyone in the CPG (consumer packaged goods) manufacturing industry knows by now, the so-called collaborative robots (cobots) are all the rage in the world of industrial automation these days, with the global market for cobots projected to soar from US$175 million in 2016 to over US$3.8 billion by 2021.
Everyone seems to want one, but before jumping on the bandwagon just for the sake f it, manufacturers need to understand all the facts, as this investment may not be as low-risk as it first appears.
As Jay Baron, chief executive o cer of the Centre for Automotive Research, once said about robotic automation, “Without this automation, our factories would have been obsolete a long time ago.
“Automation is necessary for safety, quality and productivity,” Baron said, emphasizing the strong pressure that companies face to implement technology in order to keep up with, or exceed, the competition.
As more companies are turning to robotic automation to get ahead, now is the time to take stock, assess the application and make informed business decisions. Automating manufacturing processes is a complex issue without a one-size-fits-all solution.
Some processes may in fact call for cobots, a breed of robots designed to share a workspace with human workers, but some really are more suited to traditional industrial robots.
The term cobot has been coined to represent an unguarded, easy to integrate collection of robots that typically carry out repetitive or unsafe tasks while the human workforce performs higher-value manual tasks up or downstream.
The robotics industry does not acknowledge cobots as a separate entity, but instead defines industrial safety standards for when humans work collaboratively with robots on the same production floor.
This is an important distinction, as new robotics implementers may assume that any cobot is automatically safe for use next to humans, when, in fact, this can only be determined by thorough risk assessment.
Some plant managers may be also sur-
Installation of collaborative robots on the plant floor may save initial start-up costs due to the elimination of wired fencing and cages to house the robots, but this should only be done after thorough and comprehensive risk assessment.
prised to discover that they need expensive fencing if risk wasn’t appropriately foretasted initially. As a result of risk assessment findings, added safety features can result in very low operating speeds or multiple stops for a cobot.
Equally, these necessary safety additions aren’t free, adding significantly to integrations costs. Both of these factors have a detrimental impact on the projected ROI (return on investment).
Industrial robots are automatically controlled and are programmable in three or more axes, and they can automate an extremely broad range of processes unattended.
Multiple industrial robots can be integrated for a fully automated production line, meaning they can handle applications that are not conducive to humans at speed, removing operators from unsafe or unclean environments.
Improvements in safety technology is now allowing industrial robots to be used in collaborative operations, providing many of the same benefits that a cobot brings, along with increased speed and accuracy.
Of course, this collaboration can only be implemented after the appropriate risk assessment—but that is no di erent than when choosing a cobot. What many are unaware of is that almost any robot is capable of collaborative operation with the appropriate safety mechanisms in place.
Remember, it’s the application that defines the ability for human and machine to collaborate.
While vendors are eager to claim the term ‘collaborative robots,’ it isn’t all black-and-white.
In February 2016, the technical standard ISO/TS 15066 was published to
provide safety guidelines for the use of robots in collaborative applications, including force guidelines, maximum allowable robot power and speed, without discriminating against a certain type of robot.
Similarly, some manufacturers may buy their cobots assuming they will work without caging.
However, they may find their risk assessment shows the need for a safety cage or force limiters to keep human workers safe.
The additional charge of these safety features would render the total cost of the cobot similar to that of an industrial robot, but without the additional capabilities of speed and accuracy.
Suddenly, this initially low-cost, lowrisk investment in cobots may not turn out exactly as planned.
The huge growth in the cobot market represents the view that cobots can be an ideal first step towards automated processes.
If the application doesn’t require safety guarding, then the initial investment is low. However, as applications evolve, multiple cobots may soon be required for scalability, and the cost of the additional equipment and additional human workforce will soon exceed the cost of an industrial robot—and you will still lack speed and the benefit of unattended production.
It’s imperative that business owners assess the application and the needs of their business’ future carefully before making their decision and carefully consider one important question: is a cobot actually what you need?
NIGEL SMITH is chief executive o icer of TM Robotics, global distributor of industrial robotics solutions headquartered in Hertfordshire, U.K.
The Home Brew
Milwaukee craft brewer plays its part in the continuous evolution of the city’s proud brewing legacy and heritage
The city of Milwaukee, the self-proclaimed beer capital of the world on Lake Michigan, has a checkered history.
In the second half of the 19th century the small town’s population positively exploded from just 20,000 to almost 300,000. Around 70 per cent of its new inhabitants were German immigrants and their families, upon whom Milwaukee, out in the mid-west, exerted a special magnetism.
Many of them quickly became rich and famous in their new hometown, among them Frederick Pabst, Frederick Miller and Joseph Schlitz who set up the three largest breweries in the world in the area.
Even today, hardly anywhere else in the U.S. is there a place brewing as much beer as Milwaukee.
However, the beer culture in Milwaukee has rapidly changed in the last 30 years, with the city also being heralded as the cradle of the craft beer movement entirely devoted to artisan brewing, placing individual taste and high quality above sheer quantity.
One of the local pioneers of this movement is Jim McCabe who, like many craft brewers, more or less came to brewing by chance.
He first became passionate about the craft while studying electrical engineering.
“Milwaukee was a beer town, heart and soul—you just couldn’t avoid the subject,” he recalls.
“Even back then there was a certain trend for brewing on a small scale and you could just feel that the city was ready for more variety.
“There were beer festivals on all the time and I took part in countless brewery tours,” McCabe relates.
“As an engineer I was ultimately also fascinated by the actual brewing process.”
For several years McCabe’s career took him to Oregon, where he worked for a large consultancy company.
There, on the West Coast, microbrew-
ing was much more advanced than in Wisconsin, and McCabe was amazed by the diversity of flavors and beer styles on o er.
He also had contact with the brewing industry in a professional capacity, although more with the sector’s big names and their suppliers, all of whom he advised.
During this period he formed a close bond with the North American branch of KHS Group, which is based in Waukesha just outside Milwaukee.
Over the next few years McCabe could at first only dream of using KHS hightech himself, as in his free time he began experimenting with making beer in his basement at home.
After deciding that brewing was going to become more for him than just a simple pastime, McCabe began to think about how he could make his hobby a full-time occupation.
“At the time there was no place in the retail trade for individually brewed beer—neither on the shelves nor in the minds of the retailers.”
In 1997, after several years of planning, he opened his own brewhouse under the Milwaukee Ale House banner.
“It was good to put my feelers out first,” he states. “At the time there was no place in the retail trade for individually brewed beer—neither on the shelves nor in the minds of the retailers.
“Also, in the 1990s there was a lot of bad craft beer being made initially, prompting many consumers to stick with their standard brand.”
But in time, and thanks to the growing number of imports, people slowly developed a taste for it.
This gave craft brewers a real boost at the turn of the century, along with greater opportunities to work on the quality and consistency of their products.
Right from the start McCabe and his team attached great importance to producing the best brewing results. As an engineer he left nothing to chance.
“We’ve always had a laboratory where we can perform our experiments and play with various ingredients and flavors at a professional level,” he relates.
“This was very unusual for a company of our modest size, and we documented everything in order to ensure a constant quality.”
Another aspect from the very beginning was the technology. Equipment that couldn’t be a orded new was simply procured second-hand—yet this always had to meet the engineer’s high standards.
Within a few years McCabe achieved his goal: his brewpub was the talk of the town and lauded as the place to enjoy good beer in Milwaukee.
Demand grew and more and more customers wanted to also drink his products outside Milwaukee Ale House. The company thus began trialing barrels in the hospitality trade and cooperating with external partners.
After it soon became clear that things couldn’t continue on such a small footing; the next stage in the company’s development was thus triggered in 2007 with the construction of a full-scale brewery under the new Milwaukee Brewing Company (MKE) corporate banner.
The MKE beer brands are refreshingly uncomplicated on the one hand, yet convincingly bold in their use of out-ofthe-ordinary ingredients on the other.
Besides the flagship brew, an amber ale with a rich, malty taste and hoppy finish, there are a number of IPAs, some of which are lightly infused with Asian teas.
The portfolio also includes an especially creamy nitro stout and ales, which have a slight hint of whiskey from being aged in old bourbon barrels, plus a range of seasonal specialties brewed throughout the year.
After 10 years of constant growth, the new brewery has also become far too
Located on Ninth Street, the historic former Pabst Brewery buiding is now home to Milwaukee Brewing Company, one of the leading craft beer producers in the U.S. midwest.
small. In 2017, the company had the unique opportunity to expand into a huge, old warehouse sited on the premises of the former Pabst Brewery
With the help of an investor Milwaukee Brewing Company acquired the property, enabling it to quadruple its previous capacity in one fell swoop to a maximum 85,000 hectoliters per year.
In addition to the 4,500-square-meter brewery hall, the new facility also accommodates pubs, event venues, a huge rooftop terrace, and almost 6,000 square meters of o ce space.
Having invested nearly US$10 million of his own money, McCabe was keen on procuring only the best possible equipment in the market to run his brewery’s bottling, canning nd barreling operations.
That’s when McCabe’s earlier experience with KHS came in. Having seen the German company’s pioneering technology in action himself and having remained in close contact over the years with Bob Pease, product group director at KHS USA, McCabe reached his decision to go with KHS pretty quickly.
“Of course it’s handy for us to install our machines right on our doorstep, as it were, and to see how they prove themselves in practice at close quarters,” Pease recalls. “This makes it easy to exchange
ideas and information.
“Even if the technology seems to be more or less the same,” Pease says, “it’s the personal contact which makes all the di erence.”
McCabe also confirms the close relationship between the two companies.
“It’d feel strange if we two didn’t speak to one another at least once a month,” he recalls, adding that the prime factor in deciding to invest in KHS machinery was the company’s renowned after-sales support.
“Compared to the competition, the service provided by KHS is far superior the world over,” he states. With KHS we always sense that there’s a much higher level of involvement, and that we would always have exactly the response time we needed.”
In the summer of 2018, MKE Brewing moved into its new facilities. In doing so, the company not freed itself from the narrow confines of its former premises, which before had forced visitors on the popular tours of the brewery to literally squeeze themselves past stacked barrels, sacks of malt, and pallets piled high with cans.
“At our old site we first had to clear a safe path through the brewery for our visitors every Friday afternoon,” McCabe recalls, “which was pretty crazy.”
The spacious, bright and transparent building on Ninth Street clearly indicates that this is a place where beer is made, yet it also extends a warm invitation to the public at large.
Guests to the pub have an in-depth view of MKE’s manufacturing and filling processes, and the brewhouse and filling technology can be observed from the taproom through glass panes stretching from floor to ceiling—even while production is running.
The three new KHS machines—an Innofill Glass Micro DPG bottle filler, an Innofill Can C can filler, and an Innokeg CombiKeg for racking beer barrels—are thus practically ensconced in their very own showroom.
“Using sophisticated technology is an important distinguishing feature for us, especially when it comes to contract filling,” McCabe explains. “Not many companies of our size can a ord machines of this caliber.
“However, we find this absolutely essential if we are to ensure that our beer reaches the consumer at the quality it was made in.”
Jim McCabe came one big step closer to his dream of running his new set-up at full capacity in the medium term at the end of 2019, when he began contract filling for the SUP brand based in Boston.
This is the first organic product in a hot new and fast-growing category of beverages in the called hard seltzer.
With a contract for delivery for 60,000 hectoliters of hard seltzer a year, MKE is ‘sold out’ until further notice—and that’s a good thing, according to McCabe.
“For us, the special spirit of this place is both a form of motivation and a warning,” McCabe says.
“On one hand, the name Pabst is of course associated with quality and tradition, which is s a great incentive for us,” he sums up. “On the other hand, we also feel a sense of responsibility, always being aware of the possible always aware of the possible risk of failure, which is certainly not how we want this story to end.”
SUPPLIERS
KHS Group
The company’s leading Cream Ale, Belgian Tripel and Amber Ale brands packaged in classic long-neck glass bottles.
Jim McCabe (left), owner of MKE, and Bob Pease, product group director for KHS USA, have known one another for years.
The Innofill Can C canning line from KHS has throughput capacity of 10,000 to 40,000 cans per hour to suit a broad range of production requirements.
(Left to right)
MKE brews its signature IPA using five di erent types of hops, including the Citra and Mosaic hop varieties that lend the beer an aroma of citrus and tropical fruit.
MKE’s growth is now lagely dirven by the rising sales of its canned prodcuts, whereas turnover in bottled products is slowly declining as part of an industry-wide trend.
Highest output.
Maximum flexibility. Consistent reliability.
Thanks to its intuitive machine control and precise servo technology, the TX 710 offers a unique level of simplicity, reliability and output.
The ground breaking die concept is a major contributor to fast format changes and performing at up to 24 cycles per minute. Offering the flexibility to produce MAP and Multifresh (VSP) packages, resulting in a hermetic seal.
a new automated bottling line for the CBD industry
The CBD (cannabidiol) industry in the United States and Canada is growing at a rapid rate, and many companies currently competing for market share need to be equipped for the increasingly high levels of demand that they will soon face.
While variations in packaging requirements from one region to another currently poses a major challenge for these companies, the interest in automated packaging and bottling machinery for this product is rising at a healthy pace.
In recent years, CBD, has become very a popular and trendy new wellness and mood enhancing substance. It is most often dispensed its liquid concentrate form, which represents about 36 per cent of all CBD sales.
Major challenges in this growing industry include strict packaging and labeling requirements, as well as rapidly increasing demand faced by companies with minimal automation competencies.
Due to the industry’s dramatic expansion, many companies have not had time to invest in automation technology. Lobar-related challenges have also made it more di cult for these companies to keep up with demand, and automation is starting to become more attractive for this reason.
The Canadian government’s Health Canada department has established a comprehensive guide to packaging and labeling requirements (the most significant of which mandates child-resistant packaging) that is the same throughout all provinces, whereas in the U.S., each state makes its own regulations.
While some uniform requirements exist in the U.S. market for labeling, such as a symbol that clearly indicates a product’s cannabis content, most vary from state to state.
Bottles are the preferred packaging format for CBD products because they
can be lidded with child-resistant caps. In addition, they often have a secondary covering, such as a paperboard box.
Based in Saskatoon, Sask., Cynertia Factory Automation, Inc. is an established supplier of electrical solutions that specializes in the design of bottling lines, specifically for customers in the CBD industry.
Recently, Cynertia sought to develop an automated line that could bottle up to QTY 6000 standard, which refers to the number of 50- ml bottles of oil processed per hour.
The line needed to clean, fill, cap and label the bottles while ensuring consistent quality, and the bottle filling area needed to meet the requirements for ISO 5 cleanroom classification requiring that there must be fewer than 100 particles per square foot within a cleanroom. Due to packaging regulations, traceability was an important consideration in designing the machinery.
One of the main challenges was to develop a line that could fit in a compact area. Many companies in the CBD industry are relatively new and have limited floorspace, so Cynertia needed to design its bottling line with this limitation in mind.
To overcome this challenge, Cynertia designers decided to make use of automation controls and components distributed by Omron Automation Americas , the North America subsidiary of global electronics giant Omron Corporation of Kyoto, Japan.
For Cynertia, Omron was an attractive choice for several of the line’s com-
The new automatic labelling machine uses a MicroHAWK F430 smart camera to detect label presence, orientation, position and integrity within a fine tolerance, with its reject mechanism automatically pushing bottles from the line for all labels that do not meet the strict specifications.
ponents because many of its technologies are fairly compact and, in addition, Cynertia already had familiarity with Omron and was impressed by its wide-ranging product selection and quick delivery.
Not surprisingly, Omron’s F430 Series smart cameras play a crucial role in the new production line.
One camera detects whether a bottle’s fill level is within a certain tolerance and whether the cap has been positioned properly, while another camera verifies that the bottle’s label is correctly placed and defect-free.
The second camera also scans the barcode on the label for traceability purposes. The F430 camera’s pass/fail function transfers data to a third-party programmable logic controller (PLC) using EtherNet/IP communications.
Omron’s AutoVISION product inspection software—comprising 13 di erent vision tools to optimize common detection characteristics—checks the CBD fill level and verifies the integrity of cap installation.
Fed up?
Problem: You want to use the latest automation technology. However, the complexity is overwhelming.
Solution: MOVIKIT® software modules! They empower you to perform complex automation tasks easily and without experience. No more login hours. No more complex programming.
Positioning? Synchronization? Torque sharing? Winders? Yes, and even more.
Simple is good...
The F430 is ideal for this particular project given its small form factor and user-friendly software that easily accomplishes all required quality control checks.
Cynertia also used an Omron E3Z Series transparent object photoye sensor to count bottles as they move through the line and determine whether a bottle is present in certain areas of the machine. This helps the system decide when it’s advisable to move to the next step, as the line could run into major complications without this information. The E3Z works well for detecting transparent objects and makes PLC integration easy.
On the safety side, Cynertia used Omron F3SG-RE Series light curtains to detect and shut down the machine when an operator’s hands enter the glove-port area of the bottle filling and capping section. The F3SG-RE is a reliable and economical solution for hand and arm detection on the machine.
To support the requirements for ISO 5 cleanroom classification, several Omron D40P Series non-contact safety switches are deployed to detect when the doors to the bottle filling and capping section are opened, prompting the machine to shut down.
If any doors have been opened, a half-hour wait period is automatically implemented after the doors are shut to allow the filter unit to bring the area back to the necessary particle concentration levels. Thanks to Omron’s technologies, Cynertia was able to meet its goal of producing 6,000 bottles per hour while maintaining consistent quality with regards to fill level, capping and labeling.
The high-throughput machine makes bottling much more e cient and helps smaller companies in the CBD industry get their product to market more quickly. The equipment fits easily into small spaces, making it ideal for manufacturers that have minimal space available for automation technology, and the machine is flexible to adapt easily to other types of products, such as hand sanitizer or energy drinks.
All in all, Cynertia was left highly satisfied with the flexibility and space-saving capabilities o ered by Omron’s barcode readers, safety components and other technologies used to create a highly viable automated solution that can enable CBD processors to address growing demand through automation, ensure proper packaging and labeling according to varying standards, and to save valuable production space thanks to the components’ compact design.
SUPPLIERS
Omron Automation Americas
After the bottle washing and ionization stages, the Omron E3Z transparent object photo-eye sensor counts the clear bottles as they move through the product line to filling, capping and labelling.
Many times, the answer is no. You may take downtime logs. You know you run better on some days than others. You have daily goals, but do you run longer hours to meet those goals? The more effective your packaging equipment is, or the better the overall equipment effectiveness (OEE), you’ll realize greater productivity, efficiency and cost savings. In fact, with a small increase in OEE, you could significantly shorten the payback on your machine.
Are you thinking about automation? The cost of downtime can be huge in an operation where there is a lot of manual labor. If a line goes down, regardless of the reason, you have a number of people being paid to not work.
product to pallet, end-to-end automated systems can help greatly reduce that labor cost.
Decoding Automation
considerations for manufacturers revamping their systems
By Bryan Griffen
A Essential
utomation is quickly becoming the answer for manufacturers seeking greater productivity, boosted uptime and a stronger ROI—especially amidst the COVID-19 crisis.
Key benefits include improving consistency and enabling continuous operation facilitated by innovative , equipment that uses precise movements to create a replicable result—without fail, and without ever stopping.
Automation can also help to address ongoing challenges around labor shortages, filling gaps where needed and ensuring that production does not falter.
And yet, the road to an automated system can be a daunting journey, as the addition of new technology comes with significant investments and a new production landscape to navigate..
Whether installing a single piece of equipment or swapping out an entire line, implementing automation is not always a plug-and-play scenario. Without the proper knowledge and preparation, manufacturers are likely to face a few blind spots and run into some issues as a result.
Predicting where these issues may occur—and having guidance on the proper solution—is critical to a successful implementation.
Which is why the upcoming live web-based PACK EXPO Connects 2020 (Nov. 9-13, 2020) virtual trade show will provide a vast wealth of invaluable information, knowledge, expertise, guidance and advice and technical expertise on the latest automation trends, technologies and strategies for succeeding and thriving with packaging automation.
Produced by PMMI Media Group, PACK EXPO Connects 2020 will serve as North America’s most authoritative resource for the most advanced packaging technologies across a wide range of industries.
Regardless of specific industry or application, manufacturers should approach automation with purpose and care. From planning to installation, it is important to ask questions and di erentiate between an intriguing option and a real need. Where possible, consult with internal and external teams that can leverage expertise from all points in the production line and from all system perspectives.
Here are a few potential pitfalls that can derail even the best-meaning automation strategies:
• Miscommunication on Manufacturing Line. Typically, manufacturers limit their automation planning groups to those heading design, such as engineers, and fail to bring in
machine operators for their take on the new system.
Unfortunately, poor communication—or a lack thereof—around the manufacturing line set-up can cause costly bottlenecks once production is underway.
From Day One of planning around production line changes, it is imperative to bring in the right team and involve everyone who touches the manufacturing environment: line operators, mechanics, technicians, etc.
Employees on the front line, who will be in charge of running the equipment, will know how the system has to work and will be able to pinpoint potential red flags in design or setup.
This is especially critical in the design phase, as once a system is installed and lights are on, the costs to fix any bugs are exponential.
• Overcomplicated Equipment Design. Manufacturers implementing automated systems sometimes opt for more costly, customized equipment when the o -theshelf version is enough to properly execute the job both today and in the foreseeable future.
This often occurs with automated technologies for secondary packaging, for which end users want to dictate the design of the internal workings of the equipment.
Hence, start your planning process with a clear understanding of the types of equipment you need and why, based on your application area.
Knowing your goals and what features and capabilities are going to make a di erence in your specific production line will help inform your equipment design.
It will also help set parameters around where to invest and where to avoid unnecessary sophistication and expenditures
These savings extend into areas such as troubleshooting and maintenance, as well, with more universal equipment likely to receive quick
technical support and keep downtime to a minimum.
• Information Overload. Automated systems revolve around an exchange of information between machines—information that can reveal important findings around ine ciencies, maintenance needs and more. While exciting, the influx of data now available can make it di cult for manufacturers to not only pin down what metrics and insights are useful for production, but to later interpret that information in a way that creates value.
The key to attacking the nebulous world of Big Data and the Industrial Internet of Things (IIoT) is to develop a roadmap for identifying what types of information your production line requires and how you will collect and interpret that data.
Companies that have executed IIoT projects well have not done so by happenstance but by careful design. Before exploring IIoT and diving into a new system setup for data collection and analysis, it is critical to take stock of your current capabilities and solutions, starting with these questions:
• How is the facility currently connected?
• Does it utilize a cloud platform?
• Does the existing platform support rapid data transfer?
• Are additional sensors required?
• Is hardwired or wireless data collection more suitable for the facility?
• What levels of cybersecurity are currently in place for hardware, software and employee training?
For more information and updates on the show, go to www.packexpoconnects.com
BRYAN GRIFFEN is the director of industry services at PMMI, The Association for Packaging and Processing Technologies
Talk Vertical Conveying at PackExpo Connects
Visit Ryson at PackExpo Connects Virtual Tradeshow. Registration is FREE and there will be so much information to take advantage of. Be sure to check out our feature presentations:
How 25 Years of Experience have Refined Vertical Conveying 11-9 11:30 CT Ryson Celebrates their 25th Anniversary - How a simple space-saving vertical conveying idea grew into a full product line essential to a wide array of industries.
Benefits of Spiral Conveyors for Food and Beverage 11/9 1:15 CT Ryson’s Spiral Conveyors are ideal solutions at any point in your process - from receiving raw material, through filling, to final packaging and storage.
Preventative Maintenance and Tips for Extending the life of Our Spirals 11/10 1:30 CT When Ryson Spirals are properly integrated and maintained, they can be the most reliable piece of machinery in any system. Learn about their proper PMs and tips for extending the life of your investment.
The Impact of Spiral Conveyors on the Supply Chain 11/11 11:15 CT With Ryson’s ability to induct and divert out of at intermediate levels, our spirals are perfect for e-commerce, warehousing and supply chain applications.
Vertical Conveying Solutions in the Rapidly Changing CPG Industry 11/12 10:45 CT Ryson modular design simplifies reconfiguring, so you can quickly adapt your packaging lines, or repurpose them to meet current demands and future changes.
Quality and service come first at Ryson. We are the number one spiral manufacturer in the USA. For application assistance or more information, give us a call or visit www.ryson.com
Driving Sustainability
Why brands must continue to show their commitment to ecoconscious packaging even it time of collective health crisis
By Bryan Griffen
While the nasty COVID-19 pandemic may still be consumers’ top concern today, it has not erased grave concern over environmental issues and demand for sustainability. Despite its initial impact on consumer behavior—deprioritizing eco-friendly products for products deemed safest and least likely to invite virus transfer—the pandemic hasn’t shelved sustainability as a priority so much as redefined it.
Now, brands aiming to deliver on eco-friendly promises may have to consider a di erent path that relies on a strategic approach to achieve energy, utility, and material savings.
Consumer product goods (CPG) companies looking to prioritize sustainability amid the pandemic can find solutions and insights at the PACK EXPO Connects 2020 (November 9-13), North America’s premier packaging and processing event featuring product and equipment demos, educational sessions and expert insights to provide a vital resource for brand managers, packaging engineers, sustainability consultants, plant managers, and supply chain professionals to consider new solutions for today’s challenges to packaging sustainability this fall.
As these decision makers weigh their options, here are three key considerations to reshape the journey to more eco-conscious, hygienic and cost-saving processes.
• Make a plan for reality, not wish fulfillment. Sustainable practices include any activity that meets the needs of the organization while sustaining resources for the future and ensuring social equity. Brands striving for meaningful progress in sustainability need to plan for the world they’re in, not the world they wish they were in.
This could mean switching materials and coatings to enhance durability when a package is met with disinfectant, moving toward omnichannel packaging as e-commerce
becomes the default purchasing mechanism for regions under lockdown, or investing in automation that reduces human handling and boosts social distancing on the plant floor.
All of these changes can impact preCOVID-19 sustainability goals. Some businesses have changed models all together, switching products and packaging formats to supply essentials or switching from traditional restaurant operations to home delivery and other prepared foods options.
No matter the changes, brands undergoing any changes or additions of packaging lines should adopt a bird’s eye view to see all of the opportunities for improvements. With a structured and programmatic approach to sustainability, companies can still spur systematic innovation and strategic growth, and bottom-line value while addressing environmental and societal concerns.
Published in 2017 by the OpX Sustainability Solutions Group unit of PMMI, The Association for Packaging and Processing Technologies, the OpX Sustainable Journey Resource Guide outlines various important measurements companies can take in establishing a roadmap to practical, realistic strides to achieve social, environmental and economic sustainability.
• Consider sustainability a race against yourself. When it comes to sustainability, manufacturers may instinctively look to competitors to compare results or even copy strategy.
However, each company may face di erent challenges in today’s marketplace, so tailoring a path of incremental steps to measure progress for your organization is the best way to encourage success.
Regardless of where companies currently stand on the sustainability spectrum, there is always room for growth. Consider where and how changes can have an impact. Ask where can you generate energy savings in the plant or cut material waste? Has the pandemic minimized the need for one line to run as often?
By evaluating and exploring alternative options to cleaning, there may be a more sustainable way to clean. Evaluate the facility’s utilities.
If your facility is located in a place with enough space for solar cells, consider installing them to power part of your plant.
• Remember that size doesn’t matter Larger companies can often demonstrate impressive cuts in emissions with global sustainability plans. After all, they are working with a larger footprint.
However, small- or medium-sized enterprises (SMEs) can achieve meaningful gains with their own sustainability practices.While
Marine litter is one of the most visible and controversial sustainability issues facing the global packaging industry.
larger organizations have the resources to implement large scale projects, whether it’s purchasing new equipment or enlisting specialized professionals to create and implement a plan, these smaller manufacturers have an underrated superpower called agility, which allows them enact change and innovate more quickly than their larger competitors.
Moreover, SMEs can also measure and report results with greater e ciency, enabling them to change course on strategies that aren’t working and/or report success in a shorter time-frame.
In larger operations with many levels, it can be a long process to identify opportunities to cut energy or utility usage, implement solutions, analyze results and report findings can take years.
Lastly, SMEs that embrace sustainable practices tend to be driven largely by the authentic values of leadership and company culture. Many small brands are even founded on sustainability principles and hit the ground running with these practices intertwined with their brand identity. This authenticity can allude larger brands, which may have to work a little harder to gain consumer trust in their eco-conscious commitments.
While there’s no doubt that COVID-19 hes has create grave challenges and day-today uncertainties, sooner or later the world will get back to normal. When that day arrives, the brands that emerge the strongest will be those who realized that COVID-19 may have prompted a redefinition of sustainability, but that it did not erase it.
For more information and updates on the event, please go to: www.packexpoconnects. com
BRYAN GRIFFEN is the director of industry services at PMMI, The Association for Packaging and Processing Technologies
Barifill Canto
Can and Bottle Filler:
■ ■ A filling machine suitable for both bottles and cans with no valve change over needed. This new generation of compact beverage fillers exemplifies KOSME’s flexibility and ease of use, and a guarantee of top quality in all conditions.
Highly reliable, new pneumatically actuated filling valves allow fast, accurate and non-foaming processing while the product quality is preserved.
Roberto Anselmi Krones, Inc. 414-207-1188
roberto.anselmi@kronesusa.com www.kosme.com
Features:
Simple operation, convenient access and easy manual cleaning
Minimal maintenance requirements
No greasing necessary due to a complete closed loop oil lubrication system
High availability due to the use of well-proven technology
Long life due to the use of stainless steel and other corrosion-free materials
Lit Up And Ready To Go
Despite ongoing legal hurdles, the increasingly diverse cannabis market is poised for influx of automation
By Jorge Izquierdo
According to a recent report on the COVID-19 outlook and impact on medicinal marijuana, the cannabis market is poised to $US22.33 billion by 2024, averaging CAGR (compound annual growth rate)gains of over 24 per cent.
It’s safe to say that within the next decade, the everyday routine of millions of American consumers will integrate some type of cannabis, whether as a functional food and beverage ingredient, a beauty product, or as a health or mood aid.
For the time being, however, the cannabis industry remains small, fragmented and somewhat complicated. The legal landscape in the U.S. surrounding cannabis sales is a patchwork of local laws that are often inconsistent.
Furthermore, because flowering marijuana remains a Schedule 1 controlled substance under federal law, interstate commerce is forbidden. The industry is essentially cash-only, scattered and has limited capital investment in automated technologies. For the most part, the industry continues to rely on manual labor for processing and packaging.
But change is coming. Throughout the pandemic, cannabis businesses were deemed essential—giving a positive characterization of the industry.
Even before the pandemic, according to PMMI’s report Cannabis Market Update: Unique Challenges for THC and CBD Products, public support for the cannabis industry, particularly CBD use, continues to increase.
While the cannabis industry has not grown as quickly as investors had originally hoped, and no industry is immune to the economic impact of COVID-19, it is still experiencing double-digit expansion, with more and more players getting in on the action.
For decades, the underground cannabis market consisted almost entirely of traditional dried flowers, but in the last few years there has been a rapid growth of diverse formats, including edibles, creams, gels, dried teas and powders, and inhalers.
In 2017 dried flower represented a 50-percent share of the U.S. cannabis market, but by 2019 this share sank to 36 per cent, as other formats have grown in popularity and availability.
As the market expands to include new products, diverse packaging is being utilized to accommodate a wide assortment of formats.
Dried flower is usually placed by hand in plastic jars with child-resistant screw- or pushtop lids, almost always made from high-density polyethylene (HDPE).
For concentrates, small cups with child-resistant caps are preferred, often with a paperboard box as a secondary covering
Some concentrates are packaged in small bottles with droppers, while topicals such as creams, balms and salves are usually packaged in plastic or child-resistant glass jars or flexible tubes.
For edibles, which entail many varied products, conventional glass or plastic jars, flexible pouches, aluminum bottles, and other formats are typical.
Many cannabis consumers are concerned about sustainability, and therefore flexible packaging is becoming more popular for its convenience and environmental appeal due to the reduced amount of packaging material used.
For its part, the medicinal cannabis market still demonstrates a preference for the traditional amber push-and-twist pill bottles popular in the pharmaceutical industry.
Given concerns about the overuse of plastic, a number of medical cannabis packagers are looking at flexible pouches and bags made from sustainable materials. Peel-and-push blisters packs are also becoming a popular option o ering built-in child resistance.
However, the initial investment in equipment tends to be more expensive. Therefore, small companies will often utilize contract packagers for such operations.
Cannabis processing is labor-intensive, and
the industry su ers considerably from a chronically unreliable and insu cient workforce. There is a great need for automation, and this long-time controversial industry is on the cusp of enormous scale-up.
According to the aforementioned PMMI cannabis report, cannabis companies are increasingly looking for OEMs (original machine manufacturers) to provide flexible, reliable machines that will adapt to a number of di erent product types and packaging formats.
Still, the continuing legal restrictions on cannabis have made investment in full-scale automation di cult, especially for a cash-only industry of small manufacturers with limited lines of credit.
The PMMI report also states that for cannabis producers, the lack of ready-made solutions presents a hurdle when trying to automate. As a result, companies have ramped up slowly, preferring low-speed, semi-automatic equipment, mostly for primary and secondary package labeling, as well as form-fill-seal (FFS) equipment for handling powders and tube-filled products.
Packaging automation can o er many small and artisan cannabis manufacturers an opportunity to di erentiate their brands through premium packaging, such as glass formats over plastic containers. Companies have also learned some lessons from the recent setbacks in the vaping industry.
Legal challenges already burden cannabis manufacturers, and they want to avoid colorful and eye-popping packaging that appeals to underage consumers. Instead, there is a preference for packaging that conveys security and premium appeal.
Contract packagers have stepped in to help small companies with their packaging needs, but as the industry grows, there is tremendous opportunity for OEMs and suppliers to help educate and service this uniquely complex market.
To be successful, it will be critical to o er expertise on automating procedures and lean manufacturing practices, and to design cost-effective equipment for small operations.
As manufacturers and end-users navigate the challenges posed by COVID-19 and its impact on the cannabis industry, the brand new live web-based PACK EXPO Connects 2020 (November 9-13), produced by PMMI Media Group, will provide an unrivaled platform for cannabis industry entrepreneurs to learn about this dynamic new economic sector and the many lucrative opportunities it o ers.
For more information and updates on the show, go to: www.packexpoconnects.com
JORGE IZQUIERDO is vice-president of market development at PMMI, The Association for Packaging and Processing Technologies
www.beckhoff.ca/xts-hygienic
Proven performance, ideal form factor and ready for packaging, food, beverage and pharma applications: XTS Hygienic delivers the exceptional flexibility of the eXtended Transport System to environments with stringent cleaning requirements. The intelligent transport system combines the advantages of individual product and package transport with a robust IP69K protection rating and new hygienic design. Ready for wash-down, all surfaces are chemically resistant, free of hidden edges or undercuts and easy to clean. Through the new stainless steel design of the XTS Hygienic, users benefit from the advanced mechatronics, flexible layout options and smaller machine footprints made popular by the original XTS.
Your Pet Projects
Human-like
connections forging a new clean path to pet food labeling and production
By Jorge Izquierdo
Over the past decade, Generation Z and Millennials accounted for more than half of the growth of pet owners and represent 41 percent of all adults owning pets, as reported by Packaged Facts
In 2019, PMMI,The Association for Packaging and Processing Technologies, reported the global pet food market was estimated to be worth around US$94.6 billion, with an expected annual growth rate of five per cent.
As the shift in pet ownership swings to younger generations, so do trends and demands in packaging, processing and accessibility.
As a result, pet owners have begun to “humanize” their pets—from grooming to food to overall general care.
When addressing their pets’ diets, owners increasingly expect quality and nutrition on par with their own food. This greater scrutiny of pet products can impact packaging formats and operations.
While the COVID-19 pandemic has altered consumer decision-making, pet food demands have not changed much. Even prior to COVID-19, e-commerce in the pet industry was growing rapidly, with brands such as Chewy and PetFlow breaking into the mainstream market.
As consumers sheltered in place during the last spring, e-commerce activity for pet food continued to increase.
A survey by Commercial Café found that only 16 per cent of consumers would purchase pet food online prior to the pandemic—increasing to 28 per cent during the outbreak.
With no sign that U.S. consumers will pull back on pet product spending, three factors in particular will enable brands to meet demands for products to treat our four-legged companions: packaging technologies to improve the handling of high-quality ingredients; automated equipment; and digital package printing to meet demand for customization.
Much like trends in human food prod-
ucts, today’s consumers apply more scrutiny to the ingredient labels of their pets’ food and treats. Ethically sourced ingredients, foods free of artificial flavors, coloring or GMOs, foods that cater to dietary restraints, and even fresh refrigerated options, have become more commonplace in the pet food aisles.
Pet owners want to have access to pet food that can improve their pets’ health without costly veterinary visits or surgeries; therefore, dietary concerns are also influencing buying choices.
Conscientious pet owners seek products free of artificial flavors and colorings and GMOs. For older pets, an owner may look for an indication of joint pain relief, increased cognitive function or improved vision
For younger pets, the owner could look for ingredients that encourage healthy growth.
Other trends in pet food ingredients include the incorporation of CBD and nutraceuticals, albeit the broad inclusion of CBD into the pet food market has yet to be seen due to hesitation over regulations that penalize CPGs.
As considerations of ingredient sourcing, processing and even brand values increasingly drive purchase decisions, packaging formats must adapt.
Primarily, these consumer trends and demands a ect labeling.
Not only must special ingredients be legibly printed in the nutritional information but should also be spotlighted on the front of packaging to distinguish the specialized food and treats from other products in the same brand family.
Digital package printing can play an important role for companies manufacturing and packaging multiple types of pet food, allowing companies to switch quickly and easily between di erent runs.
The global pet food industry is nearly a US$100-billion business with many exciting new product innovations driven by the pet-owners’ pronounced tendencies to ‘humanize’ their four-legged friends.
In some cases, products that include CBD would require designated production lines, spanning processing to secondary packaging, as a way to prevent cross-contamination into other products.
In addition to meeting the needs for premium or special ingredients, packaging operations are evolving to meet other consumer demands. There are growing concerns about the environmental impact of plastic, which has led to a rise in the development of sustainable packaging solutions and an increase in flexible packaging.
While e-tail options generally o er the greatest variety in customizable packaging, attractive and innovative packaging is equally essential to boost the demand for these products in supermarkets and retail stores. Even as COVID-19 has shifted demands in many markets, there has not been much of a shift in the demand for materials. Flexible film continues to be in high demand as a result of its a ordability, matched by performance and versatility. Expectations for equipment and equipment suppliers remain consistent, with a desire for faster speeds and more flexible equipment to maintain production throughput, while handling a wider range of SKUs (stock-keeping units).
As pet owners desire more customization, including new formats and greater ingredient variety, the volume of SKUs will continue to increase.
Because the attributes of food for human consumption are similar to pet food, there are high standards, close to human-level food safety.
As such, there’s an expectation for equipment with improved sanitary design that would be easier and faster to clean and an increased usage of automated screening devices at various points of the production line.
As pet product manufacturers and endusers navigate the challenges posed by COVID-19 and its impact on pet owner consumer behavior, the brand new live web-based PACK EXPO Connects 2020 virtual trade show (Nov. 9-13, 2020), produced by PMMI Media Group, will provide invaluable information and insight on this lucrative industry through intimate e exhibitor and attendee interaction through live chats, product and equipment demos, and engaging educational sessions.
For more information and updates on the show, go to: packexpoconnects.com
JORGE IZQUIERDO is vice-president of market development at PMMI, The Association for Packaging and Processing Technologies
The Digital Difference
How digital printing can help manufacturers adapt to the booming
e-commerce market
By Tom Egan
rior to the COVID-19 pandemic, digital package printing already played an important role for consumer packaged goods (CPG) companies.
PAs e-commerce grew and brands expanded product portfolios, digital packaging printing technologies enabled these companies to manage an eruption of SKUs (stock-keeping units) with diverse packaging demands.
Trends such as retailer-specific packages, micromarketing, sustainability and traceability concerns were the driving forces of companies barreling towards digital packaging applications, according to Breadth of Press O erings for Digital Packaging Printing, a joint white paper from PMMI, The Association of Packaging and Processing Technologies, and APT, The Association for PRINT Technologies
Since the spring, trends in e-commerce influenced by the pandemic have driven an even greater need for swift and agile packaging processes.
In fact, according to a report issued by Research and Markets, titled COVID-19 Impact on Packaging Market by Material Type, the global packaging market is projected to grow from UWS$909 billion in 2019 to over US$1 trillion by 2021, with a CAGR of over five per cent.
The same study points to increased demand for fast-moving consumer goods (FMCG), pharmaceutical packaging and rising e-commerce sales as significant drivers for this swift growth.
With manufacturers facing a brave new world to adapt to, digital package printing enables brands and manufacturers to respond quickly to diversifying customer demands, while improving their supply chain, reducing warehouse costs and waste, and enjoying faster time-to-market during unprecedented times.
It’s become increasingly important for brands to connect with customers in the competitive e-commerce marketplace. The pandemic has changed the way we work, eat, shop and play, and as a result, the demand
The use of digital printing technologies is growing rapidly across the global packaging industry as part of an ongoing trend towards short-run customized packaging.
for packaging has advanced, particularly for e-commerce.
As brands navigate this changing landscape, manufacturers can achieve di erentiation by establishing a connection between brand experience and consumers.
The continued growth of e-commerce presents many new branding opportunities for companies to engage consumers during the first contact with personalized packaging.
Even before the pandemic, consumers were increasingly gravitating toward personalized brand experiences when purchasing products, regardless of the industry. In fact, a recent report by Deloitte states that more than 50 per cent of consumers expressed interest in purchasing customized products for themselves or loved ones.
Because personalized packaged goods ultimately contribute to the proliferation of SKUs, manufacturers must supply a greater variety of products at smaller quantities, presenting hurdles to e ciency.
Traditional printing presses are designed to run larger batches, which would force manufacturers to commit to a greater than necessary—and potentially wasteful—number of units for customized designs.
Conversely, digital package printing provides a well-suited, more agile alternative allowing brands to produce smaller, less wasteful batch runs and to capitalize on new branding opportunities.
Moreover, with digital package printing companies can produce high-quality, detailed images that support a stronger brand image with greater flexibility for faster changeover between designs. These capabilities expedite time-to-market—enabling brands to ship products in a timely fashion.
Digital package printing grants greater packaging agility, while simultaneously allowing manufacturers to leverage their consumer data to test market to customers based on geography, seasonality, buying habits, etc.
Used in a targeted fashion for consistent,
long-term, project-based work, digital package printing can transform a brand’s supply chain by reducing costs associated with transportation, warehousing and obsolescence.
Expectations are increasingly evolving for how consumers interact with the brands they buy. A recent Forbes article reports that in the first few months of stay-at-home orders, online revenue growth was up 68 per cent from last year for U.S. retailers.
With the pandemic placing enormous pressure on brands to deliver products at a more rapid pace, it is essential that manufacturers boost speed-to-market and improve supply-chain e ciencies.
With digital package printing, manufacturers are able to get products to customers faster so they can adapt to ever-changing market dynamics.
Using digital package printing to reach the market faster allows incremental time-saving, leading to less downtime, increased revenue and, ultimately, enabling manufacturers to keep up with the consumer demand.
As manufacturers and end-users navigate the challenges posed by COVID-19, the brand new live, web-based PACK EXPO Connects 2020 virtual trade show (Nov. 9-13,2020), produced by PMMI Media Group, will serve as North America’s resource for the most advanced packaging and processing technologies across a wide range of industries with invaluable exhibitor and attendee interaction through live chats, product and equipment demos, and engaging educational sessions.
For more information s on the show, go to: www.packexpoconnects.com
TOM EGAN is vice-president of industry services at PMMI, The Association for Packaging and Processing Technologies
The Power of Sustainable
working for you.
Packaging.
Today’s consumers are more environmentally conscious than ever — that’s why we’re committed to innovative paper packaging solutions that are good for the environment and the bottom line. At Sun Chemical, helping you meet your sustainability goals just comes naturally. Request your copy of Sun Chemical’s Guide to Sustainable Packaging at sunchemical.com/powerofpaperpackaging.
Eastey’s ERX-15 Case Erector
The -1 Case rector from astey is designed to automatically erect and seal the bottom of your cases at production rates up to 1 cases per minute. The 1 is designed to keep production and maintenance efforts at a minimum while providing fast, e cient case erecting, making the -1 an ideal alternative to manual case forming.
The -1 Case rector enables a single operator to form, seal, and pack corrugate cases. peration is simple load up to 200 cases in the case magazine hopper and set your operation to run or jog mode. Separators release the leading blank case where a series of eight vacuum suction cups hold the case in a properly formed square position. A er a set of stationary ap folding bars fold both minor and major bo om aps, the case is then transitioned, and the bo om is sealed with astey’s proven tape head.
The versatile design of the -1 allows operators the exibility of making adjustments on the y without tools and easy-to-use hand tighten knobs and cranks. eed to switch case sizes o problem, case changeover is completed in minutes for a wide range of cases as large as 1 . ” in length, 1 . ” in height, and 1 . ” in width.
Reiser will present their wide range of food packaging equipment and food safety solutions at Pack Expo Connects. Reiser packaging helps keep products and consumers safe. Our solutions o er the ultimate in food safety by eliminating in-store product handling and providing a tamper evident package for consumers. Our Reiser Packaging Specialists will be on-hand and happy to share their knowledge, answer any questions, and help you determine the package solution that makes the most sense for your business.
Reiser will showcase their lines of Repak and Variovac horizontal form/ ll/seal packaging machines, Ross tray sealing equipment, Supervac vacuum chamber packaging machines, and Fabbri automatic stretch wrappers. All lines are available in a variety of model sizes to meet virtually any production requirement, allowing customers to choose the best packaging solution for their application.
Repak and Variovac horizontal form/ ll/ seal packaging systems produce vacuum, modi ed atmosphere and vacuum skin packages from exible and semi-rigid materials. Compact con gurations are available for low speed production, as well as high performance machines capable of the highest production rates in the industry.
Ross tray sealers produce modi ed atmosphere and vacuum skin packages using preformed trays. They package fresh, refrigerated and frozen food products at a full range of output rates. Both inline and tray carrier models are available. Ross packages are attractive, leak-proof and provide greater seal integrity and extended shelf life.
Fabbri stretch wrappers use stretch lm to package fresh food in preformed trays, providing an in-store wrapped appearance. These highly attractive packages make food products look fresh and “just packed”. Fabbri stretch wrappers employ four-way stretch technology to produce tight, over-the- ange, wrinkle-free packages with securely sealed bottoms and superb case presentation.
Supervac is the technology leader in automatic belt vacuum chamber packaging machines, shrink tanks, chillers and dryers. Supervac machines feature a doublebiactive, high-pressure sealing system that produces two superior seals on every package, virtually eliminating leakers, rework and returns.
THE BIGGEST STAGE
Syntegon Technology
GmbH will use PACK EXPO Connects as a staging platform for some of the company’s newest secondary packaging technologies for food industry applications, including:
• Kliklok Advanced Carton Erector, which uses locks, glue or ultrasonic sealing to form a wide range of carton sizes, featuring a low-positioned carton hopper for easy and safe carton loading and positive carton control provided by the new patented flex feeder.
• Elematic 2001 a configurable case packer that features a compact footprint and o ers maximum flexibility in terms of pack styles. With speeds of up to 40 cases per minute and infeed of 600 products per minute, it is one of the fastest and most flexible case-packers available on the market, according to Syntegon.
• Sigpack TTM topload cartoner, featuring standardized modules that can be tailored to specific needs stands for optimal product and pack style flexibility, along with advanced gentle product handling.
• The servo-driven Osgood S- and UC-Series systems designed for filling and sealing applications involving chunky dairy and food products, such as gourmet salads, soups and dips. The S-Series o ers hygienic filling of up to 60,000 preformed cups and containers per hour, while the Osgood UC-Series, is built for ultra-clean applications, utilizes advanced sanitizing technology to extend the shelf-life of refrigerated foods, while achieving output rates of up to 57,600 cups per hour.
• The SVC 4020 hybrid bagger, designed to o er full flexibility with high-speed continuous motion for smaller weights and intermittent motion for larger weights in big bags. The new PHS 2.0 sealing system uses less film material, thus reducing costs and material consumption, while ensuring fast and easy changeovers hygienic design to facilitates access and cleaning—from dry wipedown to rigorous washdowns.
Syntegon Technology GmbH
Being featured in Canadian Packaging is like winning the Stanley Cup
- Clément Roy, Fermes Piscicoles Les Bobines
Clément’s company is a thriving trout farm and packaging operation in the beautiful Eastern Townships of Quebec.
Certi ed “Ocean Wise” and HACCP, Clément’s company operates at the highest aquaculture and environmental standards.
He recently allowed Canadian Packaging and EMBALLAGES magazines to visit his facility in East Hereford, head quarters for his growing business serving an expanding customer base that has necessitated an investment in production and packaging capabilities.
“I have read magazine for years, and continually nd it useful and informative. The in-plant stories are excellent, and we feel honoured to have our success story featured in the magazine,” maintains Clément Roy.
Do you have a customer who should be so featured? Let us know, we’ll be happy to shoot the pictures and tell the story of your next great Canadian packaging success story.
Ask us about shooting videos too.
Contact Stephen Dean at 416-510-5198 or at sdean@canadianpackaging.com
What if you could have unlimited motion control in a simple modular package? The SystemPlast® ModSort® conveyor module is an innovative low-noise, low voltage modular transfer and diverter. It can easily integrate with new or existing material handling systems, and is easily expandable as change is needed for your business. Eliminating the need for a lift, pneumatics, or Z-direction position feedback devices, it can help achieve energy savings from 50-60% when integrated with a motorized roller-based system.
Designed to meet the industry’s need for diverting, transferring, and sorting product, the ModSort conveyor module can solve a range of increasingly challenging transfer and diverting problems complicating operations in distribution centers, particularly retail e-commerce distribution, while automating package sorting to support social distancing. It utilizes System Plast® 2253RT roller top belt, which allows it to uniquely transfer and divert packages based on the sphere’s vector speed and direction while also featuring a 1-inch, on-center sphere array to allow for very small packages to be diverted. The station can divert on the fly or stop and divert at a true 90-degree angle, and is ideal for polybags and small packages while also easily handling boxes. ModSort modules can also be placed end to end to create a medium-rate sorter or integrated with conveyors to create transfer stations within conveyor systems. Customization is also possible for picking and packing stations within the modern distribution center. For more information, contact our experts at www.ModSort.com.
Squid Ink’s CoPilot Max
Squid Ink’s CoPilot® Max printing system is designed to print superior quality hi-resolution characters on porous surfaces. With up to 2.8” of print height per printhead and the ability to run up to 2 printheads from one controller, the CoPilot Max offers a versatile yet cost-effective solution for your coding and marking applications.
CoPilot Max utilizes Squid Ink’s revolutionary active ink system, allowing users to tilt or rotate the printhead in any direction without making height adjustments to the ink supply. The system prints hi-resolution characters, razor-sharp text, scannable bar codes, and great looking logos at up to 360 dpi, nearly twice the resolution of competitive printers in its class.
The CoPilot Max lets users meet the GS1 barcode specification for less. CoPilot Max consumable costs are typically 1/10 of the cost of paper labels and eliminate pre-printed cartons and SKUs of label inventory. Any way you look at it, Squid Ink’s CoPilot Max provides users with an affordable solution to meet their inkjet coding needs.
DOUBLING DOWN
Designed to print superior quality high-resolution characters on porous surfaces, the new CoPilot Max printing system from Squid Ink Manufacturing, Inc. has the ability to run up to two printheads from one controller to generate characters up 2.8-inch height from either printhead.The CoPilot Max utilizes Squid Ink’s revolutionary active ink system that allows users the ability to raise, lower, tilt, or rotate the printhead without making height adjustments to the ink supply. The system prints high-resolution characters, razorsharp text, scannable barcodes and great-looking logos at 360-dpi (dots per inch), nearly twice the resolution of competitive printers in its class. Moreover, Squid Ink’s proven library of inks for porous substrates o ers ultra-low maintenance performance— eliminating the need for auto-priming functions and o ering better ink utilization than competitive systems. The printer features a durable touchscreen, industrial-strength printhead construction, simple active ink delivery, and a large 500-ml no-mess, snap-in cartridge allowing users the ability to swap ink cartridges in a matter of seconds. The CoPilot Max system’s full color touchscreen allows users to access to the system’s internal messages and print functions, with messages created and edited on Squid Ink’s easy-to-use Orion PC software and transferred via USB, Ethernet or wireless.
Squid Ink Manufacturing, Inc.
BEST IN THE WEST
WestRock Company’s multi-award winning BoxSizer is the only stand-alone e-commerce packaging machine that continuously reduces multiple footprint box sizes. It does this dynamically on-demand without stopping for changeover, making it ideal for B2B and B2C applications. By ensuring optimal DIM weight, the BoxSizer platform can lower total carbon footprint and improve sustainability. Additionally, right-sized packages keep products secure to open for end customers. Easily integrated into existing lines or used as a custom-tailored turnkey solution, using the BoxSizer can enable e-commerce operators achieve savings of 80 per cent in
FULL-SYSTEM PACKAGING SOLUTIONS™
NOW IN QUEBEC
PACKPRO Systems Inc., a leading innovative distributor of packaging materials, equipment and service, has been trusted by customers and manufacturers for over 20 years, and continues to grow.
“Whether your business is eCommerce Ful llment, Industrial Manufacturing, Distribution, Food Manufacturing or Food Packing, we look forward to helping you grow with improved packaging productivity”, says Jocelyn Chassé, Montreal-based Territory Manager for PACKPRO in Quebec.
When you work with the PACKPRO team of packaging experts, you bene t from the extensive industry and application knowledge, supported by a market-leading Engineering Group and dedicated Customer Care team.
“We’ve been recently awarded several new packaging equipment and materials lines by well-recognized Canadian, North-American and European manufacturers. This means that businesses in the province of Quebec can take advantage of PACKPRO’s Full-System solutions, achieving your packaging quality, productivity and sustainability goals faster”, explains Tim Messner, President of PACKPRO Systems Inc.
PACKPRO Systems Inc. is a family-owned business, serving customers across Canada.
For more information, please visit packproinc.com or contact Irina Kem at ikem@packproinc.com or 1-866 642 1300.
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Configurable safety controller PNOZmulti 2: Modular and compact solution as flexible as your application
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety gate system PSENmlock: Safe interlock and guard-locking in one product with optional escape release
Modular safety gate system: Your gate. Our system. Your safety.
void fill, 50 per cent in labor requirements, and 30 per cent in overall packaging volume, according to WestRock. Also from WestRock, the Meta Duo machine o ers true multichannel, in-house automation by e ciently transitioning between four-sided and eight-sided half-slotted containers (HSCs), one- and two-piece shelf-ready packaging (SRP) designs, and ship-in-own container (SIOC) units, helping vendors meet various retailer and e-tailer requirements from a single small-footprint machine utilizing the company’s proprietary Meta Systems precision forming technology. According to WestRock, the cases are formed around a fixed mandrel, minimizing case skew and maximizing structural integrity—resulting in cases that outperform comparable standard regular slotted containers (RSCs) in production e ciency (higher run speeds) and stacking strength. In addition, the company’s new Pak On Demand Pouch System uses 3D scanning technology on conveyorized products to create custom right-sized pouches and seal the package for shipment— resulting in a highly protective package that is completely curbside-recyclable, while eliminating unnecessary void-fill and shipping charges, increasing pack e ciency, and decreasing labor costs. WestRock Company
WestRock’s Pak On Demand™ Pouch System 3D scans products on a conveyor, creates a custom, right-sized, curbside recyclable pouch on demand and seals the package for shipment—all with a single operator. The streamlined process not only reduces labor cost, it also eliminates unnecessary void fill and shipping charges and increases packing rates up to five times over manual operations.
Right sized. Right now.
Pak On Demand ™ Pouch System
The Holy Grail Of Pa aging For Fun / Rhea Gordon
Based in Gibson, B.C., Holy Crap Foods Inc. makes Holy Crap, a high-fiber “superseed blend” artisan-made cereal chock-full of goodness. On the back of the pouch it reads, “happy gut, happy mind,” illustrated by a meditating figure of a large brain with a body showing its digestive system drawn on the torso. I also a good chuckle after realizing that the Holy Crap’s logo letters are shaped like a face, where by the letter O is an eye, the nose is the L, and the Y stretches into a wide but slightly mischievous grin. Another smile was evoked by its odd and intriguing name. While I’ve never associated the word “crap” with something delicious, the proud disclosure about each serving providing 20 to 32 per cent of the daily recommended intake of fiber made connecting the dots fairly easy, as well as humorous in a locker-room kind of way. Each superseed blend matches up to bright background colors of the 225-gram resealable stand-up pouches: orange for Maple and Gluten-free Oats; green for Apple Cinnamon, blue for Blueberry Apple; and red for Natural’s. The upright pouches are plastered with all the right good-for-you certification symbols, including gluten-free, certified kosher, vegan, non-GMO, and certified organic in both the U.S. and Canada.
Caledon, Ont.-based Soup Girl’s visually enticing soup recipe creations from dried ingredients are display displayed in quaint glass mason jars—a look similar to what I’ve often come across at country farmer markets as well as at upscale select gourmet stores. Everything needed for the Rosemary-Turmeric Soup (aka The Detox) and the Moroccan Lentil Soup is provided inside the mostly unadorned jars that transparently reveal what makes up the mixes: beans and lentils, spices like turmeric, rice, dried herbs, and dried leeks. Two business card-sized tags take the place of a glued-on label to provide a savvy and inexpensive choice for labeling. The cards have a small punch-hole for the heavy beige string used to tie the cards to the jars, further enhancing the “tie-in” with the country fair look. Separate cards for English and French leaves room for
large-font instructions and ingredients list, and Soup Girl also lets you know each soup’s spicy heat level with a five-flame scale. The only glued-on label has nutritional information that’s easy to soak o to reuse the jar. This small Canadian company earns top marks for convenience. Ingredients mixed with eight cups of water produces a large pot of soup, and having been cooking at home since late March, I have come to appreciate what the Soup Girl has done for me around the kitchen to keep me level-headed.
The Toronto-based Brüst Beverage Company Ltd. makes brüst, a cold brewed co ee beverage containing 20 grams of protein. That’s a comparable amount to meal supplements and muscle-building powders, with each 330-ml serving actually providing some real nutritional value in its 120 calories, unlike most co ee beverages. The brand’s contoured single-serving Tetra
Pak carton features a resealable screw-o top, while the use of stark white lettering on
the pitch-black background projects a strong streamlined and confident shelf presence. Easy to grasp and hold with the rounded panel edges around the middle, the carton’s sparse graphics, words and labeling proudly informing the consumer about its “gluten-free” and is “grass-fed protein” composition. According to the company’s website, the beverage uses hormone and antibiotic-free premium protein from non-caged, grass-fed New Zealand dairy cows. As company owner Joshua Barr relates, the drink’s name is a word play of cold ‘BREW’ co ee and a ‘BOOST’ of protein, stylized into a clever neologism brüst with an unlaut.With the same amount of ca eine as a regular cup of co ee, it’s definitely a high-powered way to start one’s day like you really mean business.
Crossover packaging is a beautiful thing when it works as well as it does for the three-piece set of dishcloths packed in imitation gable-top milk cartons for the Vancouver-based Danica Imports. The di erent-colored 100-percent cloths, made in India, are neatly stacked on top of one-another behind the front panel with a large cutout window that allows the shopper to feel the soft threading patterns of the cloths, and there some clever milky puns dropped in hare and there on the side panels, including that age-old advice: “Don’t’ cry over spilled milk.”
RHEA GORDON is a freelance writer based in Toronto.
PHOTOS BY RHEA GORDON
Reliable V15 Round Line Vision Inspection
Effective 360° Product Data Checks
Reduce the risk of costly and brand-compromising product recalls using the V15 to confirm the presence, readability of label information and completeness.
METTLER TOLEDO’S V15 vision inspection system performs 360° product data checks for round products using 6 sensors.
The compact design saves space by installing over existing production lines, easily integrating with your requirements. With a simplified user interface and ability to store multiple product profiles, the V15 helps support quick and easy product changeovers for minimal downtime and maximum efficiency.
Discover the V15 vision inspection system today at www.mt.com/na-V15-Inspection