FLOUR POWER
Packaging finesse key ingredient in specialty baker’s brisk rise up the food chain in the fast-growing flat breads market segment Story on page 12

Page 23
Yuhana Kizilbash, Vice-President, TWI Foods Inc.


Our tankless melters fill themselves. Our SureBead® applicators unclog themselves.
Our Spectra® pattern controls troubleshoot themselves. Our training programs and product manuals are available in a growing variety of languages.
But sometimes bad things happen to good equipment. That’s why we have a global network of customer service support available around the clock, 365 days a year. Our large inventory of ready-to-ship replacement parts are housed in a growing network of warehouses around the world, meaning they can be shipped to your plant quickly – keeping downtime to a minimum.
nVest for Success


Get the complete package with the lowest total cost of ownership. To learn more, contact your Nordson representative, or call (800) 463-3200.
www.nordson.com/hotmelt
/NordsonAdhesiveSystems
/Nordson_HotMelt
/NordsonAdhesiveSyst






Videojet customers depend on innovative marking and coding solutions for reliable performance. For over 40 years, Videojet has set new standards for quality, productivity, service and training.
Videojet customers depend on innovative marking and coding solutions for reliable performance. For over 40 years, Videojet has set new standards for quality, productivity, service and training.
www.videojet.com
www.videojet.com
Videojet customers depend on innovative marking and coding solutions for reliable performance. For over 40 years, Videojet has set new standards for quality, productivity, service and training.





OCTOBER
2015 VOLUME 68, NO. 10
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198
SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227
GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228
AJoseph@canadianpackaging.com
ART DIRECTOR
Mark Ryan • (416) 442-5600 x3541 mryan@annexnewcom.ca
PRODUCTION MANAGER
Barb Vowles • (416) 510-5103
BVowles@annexnewcom.ca
CIRCULATION MANAGER
Anita Madden • 442-5600 x3596 AMadden@annexnewcom.ca
ANNEX PUBLISHING & PRINTING INC.
Vice-President Annex Business Media East Tim Dimpoloulos tdimopoulos@canadianmanufacturing.com
President & CEO • Mike Fredericks mfredericks@annexweb.com
HOW TO REACH US: Canadian Packaging, established 1947, is published monthly by Annex Publishing & Printing Inc.
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
EDITORIAL AND ADVERTISING OFFICES:
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 442-5600; Fax (416) 510-5140.
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information, contact us at 416-442-5600 or 1-800-387-0273 ext. 3555.
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $72.95 per year, Outside Canada $118.95 US per year, Single Copy Canada $10.00, Outside Canada $27.10. Canadian Packaging is published 11 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
©Contents of this publication are protected by copyright and must not be reprinted in whole or in part without permission of the publisher.
DISCLAIMER: This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
PRIVACY NOTICE: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods:
Phone: 1-800-668-2374 Fax: 416-442-2191 Email: vmoore@annexnewcom.ca
Mail to: Privacy Office, 80 Valleybrook Drive, North York, ON M3B 2S9
PRINTED IN CANADA
PUBLICATIONS MAIL AGREEMENT NO. 40065710, ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
We acknowledge the financial support of the Government of Canada through the Canada Periodical Fund of the Department of Canadian Heritage for our publishing activities. Canadian Packaging is indexed in the Canadian Magazine Index by Micromedia Limited. Back copies are available in microform from Macromedia Ltd., 158 Pearl St., Toronto, ON M5H 1L3


UPFRONT
PACKAGING SENSES WORKING OVERTIME
Modern consumers expect a lot from their product packaging these days, and rightly so. Being an integral part of a consumer product’s cost structure and premium, it is not unreasonable for people paying good money for that product to anticipate something more than just rudimentary product protection and helpful guidance on the store-shelf.
In today’s social media-obsessed consumer marketplace, the relentless quest for instant gratification and peer approval is driving insatiable demand for packaging as the product’s focal talking point, rather than merely a protective container.
While this new reality naturally presents an epic challenge for many packaging designers and suppliers mandated to keep the price of packaging in line with the consumers’ willingness to pay for it, it also offers a game-changing opportunity to elevate modern packaging to its next natural higher level of superior consumer engagement, education and, wherever possible, entertainment.
The key to doing that successfully lies in leveraging today’s widely available communication technologies across all the five basic tactile senses comprising the full packaging experience: sight, sound, touch, smell and taste.
According to recent market research complied by leading global beverage packaging manufacturer Crown Holdings, Inc. of Pennsylvania, Pa., each of the five sensory experiences can be vastly enhanced with correct application of smart-phone and other wireless communication technologies to leave a long-lasting impression on the consumer, helping to nurture priceless brand loyalty and recognition that ultimately outlasts and outweighs the initial costs of making it happen.
• Sight. With the widespread use of holographic foils and high-definition printing to create
dazzling visual effect to draw consumer’s attention now becoming so ‘me-too’ commonplace, packaging designers would do themselves no harm by exploring the opportunities enabled by augmented reality to get an extra edge over the competition.
“The use of AR to show what’s inside the package, mobile applications to educate consumers, and OLEDs that light up or change color could all bring new visuals to packaging, according to Crown’s recently-published marketing think-piece aptly titled Creating the Sixth Sense of Packaging
• Sound. Traditional reliance on the popping sounds of jars and beverage cans being opened to convey product freshness and package integrity is also largely a 20th Century experience that, according to Crown, could be vastly enhanced with “the employment of micro-speakers to allow brands to create new sound effects in response to a consumer’s interaction with the package.”
• Touch. Likewise, today’s use of convenience enhancements like easy-open ends, tactile finishes and ergonomic shaping should be a prelude to widespread use of “technologies that warm products inside the container or vibrate the package to elevate consumer interaction,” according to Crown.
• Smell. Product opening features that unleash the product’s aroma into the consumer’s nostrils could also be taken up a notch, Crown suggests, through “the adoption of fragrant finishes and new scent technologies on the packaging itself to emphasize product flavors.”
• Taste. Barriers to light and oxygen to maintain product flavor are fine and well, but they’re really a given in today’s marketplace. Imagine, on the other hand, “The engagement of unique sensors that can ‘taste’ a product’s freshness to advise a consumer whether the product is still fit to consume.”
Sound advice, no pun intended. Let’s now see what we can do with it.
Continuous capital equipment investments help Toronto-based processor grab a larger slice of the international market with its expanded line-up of diverse highquality baked ethnic foods. Cover photography by John Packman
FEATURES


Pre-show callout for Canadian Packaging’s own Top 50 Packaging Ideas tabletop expo 2015 21 FINDING ONE’S BEARINGS By Ian Rubin

A primer on machinery bearings and the lubricating greases to keep thei ndsutry’s wheels turning at optimal speed.
23 HIGH ROAD TO FOLLOW By Andrew Joseph Energetic tomato processor and co-packer steps in to fill the economic void left behind by Heinz Canada’s heartbreaking departure.

28 ACTIONS SPEAK LOUDEST By Andrew Joseph
Upstart label and shrinksleeve manufacturer helps beverage producer to make a big splash in the fiercely competitive market segment.
31 INDIVIDUAL FREEDOMS


A new industry white paper examines the benefits of tank less adhesive applicatiing systems.
32 THANKS BUT NO TANKS! By Nick Long How tank-free technology can benefit hot-melt adhesive applicating quality and performance.

FLOUR POWER By George Guidoni
KRUGER PLANS A $250-MILLION PAPER MACHINE REBUILD
Montreal-headquartered Kruger Packaging L.P. says it will spend $250 million over the next 20 months to convert the No. 10 newsprint machine (PM10) at its paper mill in Trois-Rivières, Que., to the production of 100-percent recycled, lightweight linerboard with annual capacity of 360,000 metric tonnes.
Backed with a $190-million loan from the Quebec government, which will own a 25-percent stake in the company, the massive modernization project will help secure the 270 jobs at the mill, according to Kruger, which will keep producing

newsprint on the No. 10 machine until two months prior to the end of the conversion in 2017.
Citing “huge growth in North America and around the world, as packaging manufacturers seek to produce increasingly lighter and stronger products,” Kruger plans to sell most of the mill’s linerboard output to the company’s boxmaking facilities in LaSalle, Que., and Brampton, Ont., with remainder to be sold on open markets.
minister for small and medium enterprises Jean-Denis Girard jointly mark announcement of a $250-million capital investment project at Kruger’s Trois-Rivières mill.
After the conversion is complete, the Trois-Rivières mill will continue to produce newsprint on its second PM7 machine, according to Kruger, which currently employs about 800 people at operations across Canada, including 620 in the province of Quebec.
NEW OWNER PLANS MAJOR UPGRADE FOR KITCHENER BOXMAKING FACILITY
Paperboard packaging producer PaperWorks Industries, Inc. says it will spend $11 million in various capital upgrades over the next year to expand production capacity of the Boehmer Box folding-carton manufacturing facility in Kitchener, Ont., which PaperWorks acquired as part of its buyout of the CanAmPac group of Napanee, Ont., this past summer.
According to Paperworks, headquartered in Bala Cynwyd, Pa., the investment will include installation of new sheet-fed lithographic printing presses and related carton-making equipment, as well as upgrading the 340,000 square feet of manufacturing and warehouse space.
“We purchased Boehmer Box because of its demonstrated excellence in operational effectiveness, customer service and quality,” says PaperWorks Industries president and chief executive officer Kevin Kwilinski, noting the expansion will enable the Kitchener plant to increase its output levels by almost 75 per cent.
“We now want to leverage that strong foundation to build a best-in-class site,” Kwilinski states.
“The goal is to deliver even better quality and service to our growing folding-carton customer base—from concept to carton commercialization,” says Kwilinski, adding the upgrade will create about 150 new jobs in all areas of prepress and production over the next year at the Kitchener plant, which

ATLANTIC REACHES OUT INTO THE U.S. MARKETS
Leading independent Canadian corrugated packaging producer Atlantic Packaging Products Ltd. is continuing to expand its reach in the U.S. markets with last month’s acquisition of the Mansfield, Ohio-based SkyBox Packaging


manufactures folding cartons for a diverse range of products in the dry and frozen food, beverage, pharmaceutical, household goods, personal care and institutional foodservice markets.
On a more downbeat note, however, PaperWorks has also announced plans to permanently shut down operations of the 165,000-square-foot, 150-employee folding-carton manufacturing plant in Baie D’Urfé, Que. by the end of 2016.
“We considered many different options across our folding-carton manufacturing footprint in order to improve service levels for our customers, to strengthen our competitiveness, and to our support long-term growth,” Kwilinski says.
“Ultimately, our decision was driven by the desire to position folding carton production closer to geographic areas in which the majority of our customers are located,” says Kwilinski, adding the plant closure will leave PaperWorks with two Canadianbased folding-carton manufacturing operations in Kitchener and Hamilton, Ont., along with seven production facilities located across the U.S.
Says Kwilinski: “Over the next several months, PaperWorks will work with customers serviced by the Baie D’Urfé facility to ensure a smooth transition to other company manufacturing facilities.”
Following up on this year’s earlier formation of BlackHawk Corrugated in Carol Stream, Ill.—a joint venture with the StandFast Group —Toronto-based Atlantic Packaging says the acquisition will significantly enhance its presence in the U.S. markets for mid-sized brands across the industrial, food and consumer end markets, who will be served by the 100,000-square-foot Mansfield facility equipped with advanced flexographic printing, die-cutting and specialty folder/gluer equipment.
“SkyBox is a great company with a leadership team that shares many of the core values we do,” states Atlantic Packaging president Dave Boles.
“The acquisition is a natural fit that acts as a seed investment to grow our manufacturing platform in Ohio,” says Boles. “Mansfield is a terrific location from which to grow thanks to its proximity to multiple key target markets.
“Under the continued leadership of Marc Miller, Marty Rice and the rest of the SkyBox team, we’re confident we will see continued success that will add growth and create jobs,” says Boles. “Our leadership team agreed early on that this would only be possible if our partner was a company that share our values and has a growth plan that views the SkyBox organization and location as a foundation for our continued growth in the future.”
Adds SkyBox president Marc Miller: “Our longterm investment perspective has served SkyBox well over the past 15 years, and last year Marty Rice and I initiated a search for a partner that shares our ambition, operates with an entrepreneurial culture, and brings new capabilities and reach to the table.
“In Atlantic, we found exactly what we were looking for and more,” Miller states. “We’re very excited about the future and the opportunity to be working with Atlantic in the development of their strategic plan.”
NEW ENERGY DRINK FLAVOR ADDING TO THE CELEBRITY HYPE
Revving up your engines with a refreshing energy drink has just gotten a whole lot tastier for Canadian consumers looking for a quick and healthy energy boost to help them stay on top of things through their busy day—thanks to the new Hype Energy Mojito energy drink recently launched in Canada by a beverage brand founded by French car racing legend Bertrand Gachot.
Produced and canned by the Mississauga, Ont.based Cotts Beverages Canada, the new sleek aluminum cans of the carbonated beverage—containing no preservatives or aspartame—were developed specifically to help beat the intense summer heat with a well-balanced mix of mint and lime in an upscale package that is reported to count the notori-
ous celebrity diva Kim Kardashian-West, no less, as one of the brand’s best-known fans.
Loaded with five essential vitamins, taurine and caffeine to deliver a robust pick-me-up, the new Hype flavor currently retails from Ontario east through Newfoundland and Labrador at popular retail and convenience store chains such as Couche-Tard, Sobey’s, Loblaws, Petro Canada, Shell and Winks
Launched in 1984 as one of the first energy drink brands in the global market by Gachot—a former Formula 1 circuit racing driver and 24 Hour Le Mans winner—the Hype brand was launched in the Canadian market in 2004, having evolved into a popular beverage line through active sponsorship of the Montreal Grand Prix Formula 1 race and popular music events such as the Ever After Music Festival in
Kitchener, Ont., and MEG (Electronic Music Festival) in Montreal.
Nowadays available in 45 countries and manufactured at locations in the U.S., Canada, The Netherlands, Austria and Poland—the Hype Energy drinks brand, the official sponsor of the Sahara Force India 2015 Formula 1 team, is now retailed in Canada in five unique flavors and formulations, also including:
• Hype MFP: Classic energy drink flavor that delivers maximum energy;
• Hype MFP Zero: Same taste profile as MFP but with zero calories;
• Hype UP: A mix of berry and cool mint loaded with 10 vitamins.
• Hype Enlite: A sophisticated drink with four vitamins and only 24 calories.
From Left: Québec minister of forests, wildlife and parks Laurent Lessard; Québec premier Philippe Couillard; Kruger Inc. chief executive officer Joseph Kruger II; and Québec
Atlantic Packaging president Dave Boles.
Paperboard production at Boehmer Box plant.
A NEW PAC PARTNERSHIP TO BOOST THE USE OF PRINTABLE ELECTRONICS
Toronto-based industry group PAC, The Packaging Consortium has struck a new strategic partnership with the recently-formed Canadian Printable Electronics Industry Association (CPEIA) to advance the development and adoption of new products and applications enabled with printable, organic and flexible electronics for the global packaging industry.
According to PAC, the newly-launched IntelliPACK initiative—also supported by the National Research Council of Canada and The Netherlands-based Intelligent Packaging Industry Association (AIPIA) —will work “to assemble the ecosystem required to bring new PE

NEW U.S. PLANT A GREEN SHOWCASE
Canadian paper products giant Cascades Inc. has officially unveiled the state-of-the-art Greenpac Mill LLC linerboard plant in Niagara Falls, N.Y., with annual capacity to produce over 540,000 short tons of lightweight linerboard from 100-percent recycled fibers.
Built and operated by Cascades’ Norampac corrugated division since July of 2013, the Greenfield site employs 135 staff and many advanced papermaking technologies to produce the new Greenpac XP brand of recycled linerboard said to offer strength and print quality, while maintaining a lower basis weight than traditional linerboards.
“This investment is the tangible result of the deployment of our strategic plan aiming to position Cascades as a leader in the packaging industry in terms of both productivity and profitability,” says Mario Plourde, president and chief executive officer of the Kingsey Falls, Que.-headquartered Cascades, noting the innovative manufacturing process for producing Greenpac XP requires significantly less fibers.
Lauded as the company’s “most ambitious project in 50 years,” the Greenpac Mill facility boasts the automation of numerous operations traditionally performed manually, a state-of-the-art water treatment system, high-performance drying equipment, and the reuse of process water, according to Cascades.
(printable electronics)-enabled packaging solutions to market through webinars, workshops and conference participation” via a collaborative research, development and commercialization effort.
Says PAC president and chief executive officer
James Downham: “IntelliPACK represents the leadership, collaboration and knowledge sharing we believe is crucial to drive progress throughout the entire packaging supply chain.
“Intelligent packaging enabled by PE could dramatically reduce food waste during transport, retailing and at the consumer end, while brand-owners will be able to engage with the consumers like never before through everyday products that are capable of
wireless communication.”

The Ottawa-based CPEIA says the current lack of available wireless communication that can be produced in vast quantities at low cost and consume little power—while being disposable, flexible and even stretchable, have held back the advancement of PE technology for packaging applications so far.
Says CPEIA president and chief executive officer
Peter Kallai: “Our focus is to foster collaboration between the creators and integrators of PE technologies, with end-users in key market verticals where we believe PE offers a compelling competitive advantage.”

Beer without Borders – Parallel 49 team breaks the rules to create break-through brews
The 49th parallel marks the border between Canada and the U.S., but it’s no barrier for Vancouver-based Parallel 49 Brewing Company, who plans to share its zany band of more than 30 beers with neighbors to the south. Its flagship brand, Gypsy Tears red ale, hints at the brewer’s wanderlust. Other creations allude to the fun that is a pivotal part of the brewery’s brand: Hoparazzi lager, Old Boy brown ale, Seed Spitter wheat beer, Filthy Dirty India pale ale, and Tricycle grapefruit shandy - to name just a few.
A “work of art” crafting the best beers
Starting out as a brew pub in 2008, Parallel 49 outgrew its startup Chinese Monobloc and replaced it with a krones/kosme Monobloc comprised of a Sensicol labeler, a Jetclean rinser and a Barifill filler (its first “authentic” filler) along with a Checkmat F-HF to ensure an exact fill.
The attraction of the new Monobloc? The small footprint belies its utility and speed: It runs at up to 10,000 bottles per hour and changeover can be done during a lunch break, so there’s little standstill on the line. Plus, Parallel 49 has found krones service to be “incomparable.” It’s an unbeatable combination for the best of beers.
To make the best of your brew, contact krones today.

Cascades officials and local dignitaries cut the ribbon on the Greenpac facility.
PAC president Jim Downham.
RADIO WAVES
FIRST GLANCE

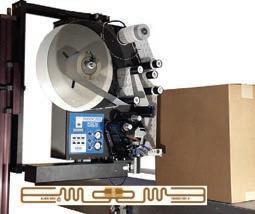
FOX IV Technologies, Inc. offers a broad line-up of fullyautomated RFID (radio frequency identification) systems to provide CPG brand-owners and manufacturers with powerful and highly accurate track-and-trace capabilities across the full range of product identification, item-level tracking, inventory management, pallet tracking, WIP (work-in-progress), compliance labeling and other supply chain management applications. Powered by high-quality Zebra, Datamax-O’Neil, SATO, Printronix and Avery-Dennison print engines, the all-in-one RFID printer-applicator can write, verify, print and apply fully-integrated RFID compliance encoding solutions at high throughput speeds, with models available to print and encode HF (high-frequency) tags as well as most commonly used UHF (ultra high-frequency) tags such as the UHF EPC Gen 2. Boasting modular design, short pitch encoding, auto-calibration, and highly accurate tag placement and application, the company’s proprietary Tag Handling System technology enables any ‘out-of-spec’ tags to remain on the label liner and out of the production process to facilitate uninterrupted system operation.
FOX IV Technologies, Inc. 4 02


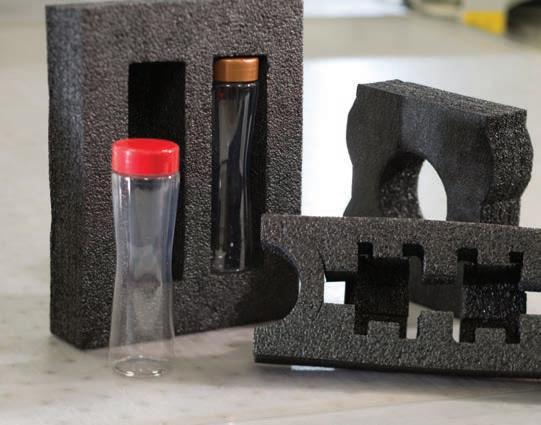
BLOCK PARTY

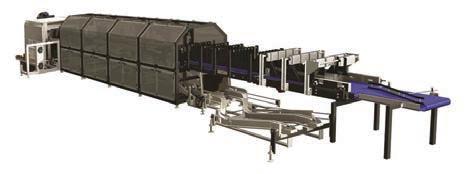
capacity magazine holding 3,000 blanks—to ensure optimal productive machine uptime, as well as quick product changeovers.
Standard-Knapp
Weber Packaging Solutions is pleased to announce the appointment of Michael J. Brown to Executive Vice-President of North America.
Bringing over 20 years of executive leadership experience developing and managing highperformance teams within the industrial/printing category in North America, Michael was named Vice President and General Manager of Weber Marking Systems – Canada in January of this year.
The newly-patented BLOCK-BUSTER hydraulic bulk bag conditioner from Flexicon Corporation employs hydraulically-actuated rams that automatically adjust in height during conditioning cycles to accommodate a broad range of bag sizes from short to extra-tall. As well as providing about two meters of vertical travel—roughly doubling the range of most conditioners employing scissor lifts to raise the bag—the system’s fixed-height turntable also reduces loading deck height by about a half, according to the company. Ideal for loosening bulk materials that cannot be loosened by pneumatically-actuated flow promotion devices integral to bulk bag dischargers, the BLOCK-BUSTER can be easily programmed by the user to select single or multiple heights at which the rams condition the bag; the amount of pressure applied by the rams’ contoured end plates; the frequency of ram actuations; and the number of 90-degree rotations of the turntable to ensure optimal loosening of solidified materials throughout the bag for optimal discharge through the bag spout.
With his years of experience, leadership and proven performance, his abilities and success in the NA marketplace make him a key member of the Weber Executive Team as we continue to grow our position as a leader in the industry.

A leading innovator in the design, engineering, manufacture and supply of high-performance pressure-sensitive labels and labelling systems, Weber has been bringing innovative products to our customers for over 80 years.
Flexicon Corporation 4 03
SETTING THE STANDARD
Standard-Knapp’s new 298 Tritium tray-shrink packer is a highly versatile and reliable system designed for high-speed processing of tray, pad and unsupported pack styles. Featuring an innovative proprietary Robo-Wand wrapping module that makes it capable of running up to 120 trays per minute and providing a consistent tight, wrinklefree wrap—while also offering multi-axis control for limitless packing possibilities without the need for change parts. The highthroughput machine comes with a standard magazine capable holding 1,500 blanks, or an extended-
404

VIAL INTENT
Designed for high-speed, high-precision filling and capping of micro-vials and small bottles in critical pharmaceutical packaging applications, the new model MB 25 Monoblock filler/capper from ESS Technologies employs a series of strategically-positioned, highly-sensitive no-bottle/co-cap/ no-fill sensors to prevent filling in case of a missed microvial, and it can also be ordered with the net weigh filling option—with the microvial being weighed before and after it is filled—to ensure extremely precise amounts of product. Once the filling is complete, a two-stage servo-driven capping system first picks and places a cap onto the vial and applies a slight amount of pre-torque to seat it, after which the system’s starwheel indexes the microvial to the final torque station for application of the final, pre-programmed amount of torque to seal the cap securely into place.
ESS Technologies
4 05

CLEAR ADVANTAGES
Clear Lam Packaging, Inc. has launched an innovative new flexible, stackable PrimaPak sixsided package with a reclosable feature made from a single roll of flexible packaging film on the model XYT15 vertical form-fill-seal (VFFS) bagging machine manufactured by Triangle Packaging Machinery Co. as part of the two companies’ recently-signed global licensing agreement. Designed as a flexible lightweight alternative to rigid cans, bottles, jars and trays in applications such as snack products, cereal, coffee, detergent pods, pet food, cheese and produce, the PrimaPak is said to retain its shape even when empty—providing superior merchandising compared to stand-up pouches and similar packaging that may fall over—with Triangle’s model XYT15 bagger capable of churning out up to 100 PrimaPak packages per minute.
Clear Lam Packaging, Inc.
4 06







BAG RECYCLING PROGRAM GIVES PET OWNERS A CLEAR GREEN CHOICE
Caring for the environment comes rather naturally to animal lovers, and with a helping hand from the world’s leading waste recycling specialists TerraCycle, displaying their affection for both their pets and Mother Nature has just gotten a whole lot easier.
Starting last month, Canadian consumer who purchase the new TruFood line of grain-free, raw-inspired dog and cat food products produced by Wellness Natural Pet Food of Tewksbury, Mass.—retailing across Canada at PetSmart and numerous independent retailers—can have the brand’s packaging recycled after use through TerraCycle’s Wellness Pet Food Brigade program, which collects discarded TruFood bags for use in the manufacture of new consumers products such as park benches, bike racks and pet food bowls, among many others.
By registering for the program online at www. TerraCycle.ca, consumers can collect redeemable ‘points’ for every shipment of TruFood bags weigh-
ing at least two pounds, using those points to make a donation to their chosen favorite school, charity or non-profit organization.
“Until now, almost all pet food packaging has ended up in landfills,” says Leslie Tan, general manager of TerraCycle Canada in Toronto.
“We’re thrilled to have the support of Wellness as we aim to effect positive change in this industry and give pet owners a more sustainable option,” says Tan, noting that participating in the program is entirely free, including shipping.

“Individuals can start collecting their TruFood bags by placing them into any standard cardboard box, and when they have collected two pounds, they can log into their account, print
TALE OF THE TAPE’S HAPPY ENDING
Leading life sconce and industrial product conglomerate 3M Company says it has achieved a nearly solvent-free manufacturing process in the production of the company’s bestselling 3M Scotch Box Sealing Tapes at its manufacturing facility in Greenville, S.C.
According to the St. Paul, Minn.-headquartered 3M, the plant’s “virtually free of organic solvents” manufacturing process will yield GHG (greenhouse gas) emission savings of about 100 metric tonnes per year, without any impact on the tapes’ quality or performance.
Having manufactured the adhesive side of Scotch Box Sealing Tape without solvents since 1975, the Greenville plant has developed a new way to make the release coating (non-sticky) side of the tape without the addition of solvents in a cost-effective way that will not affect the product’s pricing, 3M says.

“At 3M, nothing is more important to us than improving lives and enriching the communities in which we live and work,” says 3M’s Industrial Adhesives & Tapes Division manager of sustainability Teresa Borzcik.
“We take responsibility to establish sustainable practices and continually improve our products and processes,” says Borzcik, adding the Greenville facility is now formally recognized as a Responsible Tape Manufacturer by the Pressure Sensitive Tape Council organization.
“By eliminating volatile organic compounds from the manufacturing process of our Scotch Box Sealing Tapes, we continue to invest not only in the superior quality of our products, but also in our customers and communities.”
15_0855 CANPackaging_OCT_AK02 Mod: August 4, 2015 2:05 PM Print: 08/11/15 11:41:57 AM page 1 v7









out a free UPS shipping label, and then either drop the boxes off at a UPS store or call in a request for a free next-day pickup,” Tan explains.
“There are big changes happening in the pet food industry, with a lot of effort being made to ensure that pet ownership is more sustainable, and we’re excited to be part of this,” Tan adds.
Adds Wellness senior manager of marketing communications Chanda Leary-Coutu: ” We are very excited for our partnership with TerraCycle,
“Many of our consumers embrace a green lifestyle,” Leary-Coutu points out, “and we are happy to offer an easy way for them to recycle their pet food packaging, which we know is important to them.”
COMPOSTABLE FILM A GREEN EVOLUTION

With sound nutrition being an integral part of children’s growth and development, South African-based cereals and dried-fruit snacks producer KiddieKix is also doing its bit to ensure those children have a clean and healthy world to grow up in by switching its packaging to the biodegradable NatureFlex flexible plastic packaging film made from a renewable resource.
Produced by the U.K.-based packaging films group Innovia Films Ltd, the NatureFlex brand film—independently certified to meet the North American ASTM D6400 and European EN13432 standards for compostable packaging—is helping to reinforce the KiddieKix product philosophy or sourcing only the highest-quality ingredients that are also free from any additives or preservatives, says the company’s founder Alison McDowell.
“Our main aim is take care of our children’s future, which means creating an entirely eco-sustainable product, including the packaging,” says McDowell. “We sampled many compostable materials for our inner packaging and nothing compared to NatureFlex.
“In terms of feel, quality, strength, durability and barrier protection, NatureFlex came out streets ahead of any other product.”
According to Innovia, all NatureFlex brand films begin their life as an allnatural product—namely wood sourced from certi fied plantations operating in strict compliance with leading recognized sustainable forestry standards and principles.

One Size Doesn’t Fit All
Squid Ink’s new family of CoPilot Printing Systems offers 3 different print heights for your different applications.


Squid Ink’s CoPilot 128 is a proven choice for printing small character codes or barcodes on egg cartons, PVC pipe, corrugate cases or more. The CoPilot 382 is ideal for replacing costly print and apply labels or printing GS1 barcodes on the side of a box. The CoPilot 256 fits right in between, making Squid Ink’s CoPilot family the ideal solution for your specific coding and marking applications.
For more information visit www.squidink.com or call 1-800-877-5658 for your local Authorized Squid Ink Distributor today.




Labe L Converting that turns on a dime…

In today’s markets characterised by big market swings and last minute orders, you need a label converter who can respond quickly and at the right price.
If you’re not getting the service you need from your current label supplier, give us a call. We’ve made all the right investments in label printing and converting technology. Take for example our new Nilpeter flexographic press. It has all you need to produce the labels and shrink sleeves demanded by today’s new labeling trends. We



BREAKING BREAD
Ontario bakery turns up the heat in the Canadian baked-goods industry with a diverse product portfolio and cutting-edge packaging competence



BY GEORGE GUIDONI, EDITOR
PHOTOS BY JOHN PACKMAN
As home to one of the most multiculturally diverse population mixes in the world, the so-called GTA (Greater Toronto Area) region offers plenty of opportunities to specialty ethnic food producers to not only make a decent living
by introducing Canadians to exiting new tastes and flavors of the world cuisine, but also make their products an indelible part of the mainstream local food retail landscape.
Which is exactly what the Toronto -based TWI Foods Inc. has done remarkably swiftly with great style and much aplomb since appearing on the scene in 1997 as a fledgling specialty bread, pastries and baked goods producer aiming to serve the growing
South Asian ethnic segment in Ontario and, as it happily turned out, well beyond.
Founded by the husband-and-wife team of company president Ali Kizilbash and vice-president Yuhana Kizilbash, TWI Foods nowadays employs about 250 people at two busy, state-of-the-art production facilities in Toronto and Mississauga.
Over the years, the family-owned commercial bakery has achieved resounding success not just filling a void in the local ethnic markets for fresh-made South Asian- and Middle Eastern-style breads and pastries, but also riding the wave of the Canadian consumers’ growing appetites for more adventurous and exotic world cuisine offerings to the point of having to run its production and packaging operations virtually flat-out to keep up with soaring demand.
Already operating a total of eight lines at the two plants in multishift rotation that often swings into a 24/7 production mode at peak demand periods, the company’s growing diverse product range comprises three main product lines—marketed under Crispy, Sunrize and Crispy St. brand labels—distributed to customers in the retail, foodservice, and private-label markets in more than 200 different SKUs (stock-keeping units).
And not just within Canada, mind you, but also in the U.S. and other growing offshore export markets in the U.K., Germany, Australia, Middle East and Singapore, with Japan expected to follow suit soon.
Little wonder, then, that TWI Foods was a 2013
Produced and packaged at TWI Foods’ state-of-the-art production facilities in Toronto and Mississauga, Ont., the company’s diverse product range comprises a wide variety of authentically-made flat breads and an expansive dessert offering of various types of cookies, biscuits, loafcakes, poundcakes, shortbreads and other high-quality sweet indulgences.
A roll of pre-printed plastic film wound through its places along the Multivac R 245 machine just prior to packing.
One of two high-performance Multivac R 245 packaging machines working side-by-side at the Mississauga plant.

and 2014 finalist in the Ontario Food Exporter Awards competition, with two consecutive annual rankings on the Canada’s 500 Fastest Growing Companies list of the Profit magazine and the finalist award from the financial services giant Deloitte in its annual Canada’s Best Managed Companies rankings.
Coming during some very challenging times for the baked goods industry in general, such fast growth provides compelling testament to the company’s core values of impeccably high product quality, exemplary customer service, keen product innovation, and continuous investment in automated processing and packaging equipment to retain a key competitive edge.
“We work in a very tough and extremely pricesensitive industry,” production manager Hyder Hasan told Canadian Packaging on a recent visit to the company’s smaller, 36,000-square-foot Mississauga facility dedicated exclusively to the production of the round-shaped naan and roti/wrap flat breads, each offered in several different flavor varieties and ingredient formulations.
“It is quite difficult to survive in this industry,” Ali Kizilbash expands, “and since we bake a lot of different varieties of bread, pastries, cookies and so on, we have a lot of serious competitors out there.
“However, we have been able to sustain our growth in the market in large part because our efficient buying practices and continuous improvement,” Kizilbash reveals.
“The biggest challenge in the food industry nowadays is to maintain affordable prices and to maintain high quality standards, which can only be done by efficient management of resources and achieving favorable economies of scale.”
According to Kizilbash, TWI Foods spares no ex-

pense and effort “to deliver our promise of quality to all our customers.”
Says Kizilbash: “We provide comprehensive firsthand quality assurance trainings for our employees, and our in-house laboratory is equipped with stateof-the-art testing equipment and run by a dedicated staff of qualified and fully-trained professionals 24/7.
“We strongly believe in, and have implemented, root cause analysis of QC (quality control) data for
continuous improvement,” Kizilbash reveals, citing the company’s internationally-recognized SQF Level II certification for food safety and implementation of HACCP (Hazardous Analysis Critical Control Points)based quality assurance system in line with the recently-unveiled Food Safety Modernization Act (FSMA).
“We take all customer complaints were seriously, with our higher management personally takingcharge of all the complaints to make sure we fully address the issue and ensure that any repetition of

Inline zipper applicators place press-to-close resealable closures at top of every bag. The film strip above the zipper easily peels off to expose the resealable bag closure.
Mississauga plant’s packaging room employees in full protective clothing placing freshly-made naan flat breads inside the cavities of the Multivac R 245 thermoform packaging machine to be packaged in high-barrier plastic film bags.


such things happening again is optimally mitigated,” Kizilbash states, stressing the importance of keeping all customers happy at all times.
“Our customers love our product and for the most

“We have been able to retain our customer base over the years primarily because of the quality assurance systems we put in place and by delivering consistent high-quality product to them over and over again.” This core competence is continually reinforced
SEW-StaffTeaserManny4x7.pdf 1 8/5/2014 12:24:03 PM
and fine-tuned with the company’s proactive capital investment strategy, according to Kizilbash, with its emphasis on automating as much of the more tedious and manual production and processing functions as possible.

Maximizing Freshness
Chedworth Way, Mississauga, Ontario L5R 0A2 Phone 1-888-256-7359, Fax 1-877-262-8955 www.lindecanada.com, www.shop.lindecanada.com

A row of freshly-prepared naan breads making its way out of the cooking ovens inside the packaging room.
Balls of mixed and blended dough are placed onto food-grade conveyor belting and transferred to be pressed flat into shape before being sent on through the ovens for baking and ultimately into the adjacent packaging room for bagging.


“We work with a very ‘lean’ production process by eliminating any unnecessary steps and optimizing all of our lines,” says Hasan, noting that one of the company’s cookie lines at its much bigger, 145,000-square-foot Toronto facility is capable of processing one ton of cookies per hour when running at full capacity.
“Automation is a given, considering our emphasis on keeping labor costs to a minimum,” says Kizilbash, “so we make it a priority to continue to invest in new machinery that increases our throughputs and overall capabilities on the production and packaging lines.”
At the Mississauga facility, this proactive capital investment activity is emphatically underscored with the recent arrival of two state-of-the-art, high-performance Multivac R 245 thermoform packaging machines built by renowned German packaging equipment manufacturer Multivac Sepp Haggenmüller GmbH & Co. KG.
Installed virtually side-by-side in the Mississauga plant’s highly sanitized and ultra-clean packaging room, one of the two Multivac R 245 systems is dedicated to high-speed packaging of the Crispy 100% Roti brand ultra-thin wraps 10 to a bag, with the second unit used to bag the more lumpy, pita-style Crispy brand naan bread, which is packed five to six pieces to a bag, depending on the flavor and recipe.
Each of the Multivac machines has been customfitted with the application-specific tooling, gasflushing options and inline zipper applicators to create perfectly-filled and zippered doy pack bags of product boasting six- to seven-week shelf-life, with the resealable PTC (press-to-close) zippers helping to keep the product’s freshness and aroma in the bag well after it’s been opened.
Filling the bags at robust steady rates of six cycles per minute, the two rollstock Multivac machines offer superior hygienic design with full washdown capability inside and out, with easy-access side panels offering plenty of space to perform the required maintenance and cleaning.
Controlled and monitored via an operator-friendly, intuitive touchsreen control panel, the fullyautomatic, stainless-steel R 245 thermoformers are also easily integrated with all the peripheral product coding, labeling, weighing and product inspection systems to provide a highly reliable turnkey bagging solution for the Mississauga operation.
“The addition of Multivac equipment on the
naan and roti/wrap lines side has done wonders for us with both local and export customers,” Kizilbash extols.
“Both products are doing extremely well in the market, and the main Big Box chains just can’t seem to get enough of it—keeping our operation busy week-in and week-out.”
Kizilbash says he’s highly impressed by the quality, appearance and shelf impact of the doy pack bags processed by the two R 245 machines.
“Packaging plays a very vital role in selling our product,” says Kizilbash, praising the quality of resealable zippers applied to the plastic film bags inline.
“In terms of packaging, we are always focusing on what the consumer wants and how they want it, and convenience is always on the top of our list because of the consumers’ increasingly busy lifestyle.
“All of our investments in packaging are based on responding to the changing trends in the market,” he


adds, “and resealability is a big part of the convenience today’s consumers expect from their packaging.”
Kizilbash notes that the outstanding packaging results the plant has achieved with its new Multivac workhorses has prompted further investments in zipper applicating and FFS (form/fill/seal) technologies for the Toronto facility, which is gearing up for installation of new production lines in the near future.
“We have recently relaunched our poundcake with new, more upbeat packaging and overall look that has been received very well by our customers and consumers,” Kizilbash relates, “and we have some very exciting new initiatives in the works.” With its stringent hygienic demands and uncompromising stance on product quality excellence, Hasan says TWI Foods only works with well-vetted and trusted suppliers of packaging machinery and materials both in Canada and globally.

Touchscreen panel of the Videojet 1610 inkjet coder used to apply variable product information onto the bags.
Intuitive touchscreen control panels help to ensure userfriendly operation of the Multivac R 245 machines.
Stacks of freshly-baked flat bread manually inserted into their proper spots on the Multivac R 245 thermoformer before wrapping and sealing.
A heavy-duty SEW-Eurodrive electric motor is a common feature on the Mississauga plant’s production machinery.
Manufactured by the Toronto-based Fortress Technologies Inc., the Phantom series metal detector plays a central role in helping the Mississauga packaging lines meet their stringent quality assurance standards.

“We have a full system for vendor approval in which the vendor’s capabilities, certifications, quality, service and technical assistance is carefully measured prior to the approval,” he states.
“Only vendors who qualify the vigorous screening process are awarded our business,” Kizilbash points out, “which is to say that we typically work with the biggest and the best around the world.”
Some of the other packaging machinery and technologies helping the Mutivac packaging lines at the Mississauga facility keep humming at top performance include:
• Videojet 1610 continuous inkjet (CIJ) printer from Videojet Technologies Inc., used to apply the product codes, graphics and key variable product information onto the rollstock film web, as well as a Videojet Unicorn II case-coder for large-character printing onto the corrugated shipping boxes;


t he c anadian corrugated and containerboard industry develops creative packaging solutions that are cost effective, versatile, environmentally sound and food safe. o ur boxes are designed with high impact graphics that communicate your brand. we focus on what matters: what’s inside the box. Visit us at www.cccabox.org to learn more.
• Phantom series metal detection system, manufactured by the Toronto-based Fortress Technologies, Inc., to provide high-speed, high-sensitivity final inspection of all finished packages prior to being placed into the corrugated shipping cases;
• Semi-automatic Fox C1 plus model turntable stretchwrapper from Fox Packaging Services, along with a fully-automatic stretchwarpping machine from Orion Packaging Systems, LLC for securing the faster-moving full pallets of 40 shipping cartons;
• A high-performance, fullyautomatic boxformer from the iPak Machinery division of Pro Mach, Inc., to shape corrugated blanks into ready-to-load shipping carriers to be loaded with the 500-gram bags of bread, 18 bags to a box, and placed onto the pallets, which are whisked away for stretchwrapping via Blue Giant powered lift-trucks.
All in all, Kizilbash says that the plant’s vastly enhanced packaging capabilities achieved with the Mulitvac equipment installation will help TWI Foods attract additional business well into the future.
“We definitely see many Big Box stores focusing more and more on ethnic food products to draw more consumers to their stores, so we see good future growth ahead of us,” Kizilbash sums up.
“In addition to that, we are also working with developing key strategic partnerships that will help us grow our business even further.”
Packed 10 wraps to a bag, the Crispy brand roti breads have become a popular sandwich option for many Canadians.
TOP 50 PACKAGING IDEAS
TABLETOP TRADE SHOW 2015

November 4, 2015
9 a.m. - 3 p.m.
Mississauga Convention Centre 75 Derry Road West Mississauga, Ont.
Admission and parking FREE! Register at: www.top50packagingideas.com
For exhibitor information contact: Stephen Dean
Email: sdean@canadianpackaging.com
Tel: 416-510-5198
Official show sponsors: SEW-Eurodrive | QuickLabel Systems


Samuel Packaging Group
is one of North America’s leading specialty packaging equipment and consumable supply companies for food and non-food, primary packaging requirements.
With an excellent reputation for providing innovative packaging solutions and creating exceptional value to a wide variety of customers and markets, Samuel Packaging Group possesses unique experience that allows us to deliver industry leading solutions for all types of packaging requirements.




These products combined with Ahearn & Soper’s


Advances in technology are revolutionizing the role of marking and printing. In partnership with our customers, Markem-Imaje is leading the way...
We offer a complete range of innovative inkjet, thermal transfer, laser, digital, print & apply systems, software, consumables and services to help you…
Verify code accuracy
Manage any recalls
Assure full compliance
Reduce product rework
Minimize line downtime
With breakthrough technology and state-of-the-art software for any need, Markem-Imaje is redefining what’s possible so you can maximize your production and lead the way in your own market.
ATOP 50 PACKAGING IDEAS
JUST IN CASE!
A bright shelf-ready packaging idea moves flexible stand-up pouches closer to the forefront of the fast-changing grocery retailing landscape
bright new idea is never out of fashion or demand in packaging or any other industry. But as the famed American humorist Arnold Glasow once so deftly deadpanned for the ages, “An idea not coupled with action will never get any bigger than the brain cell it occupies.”
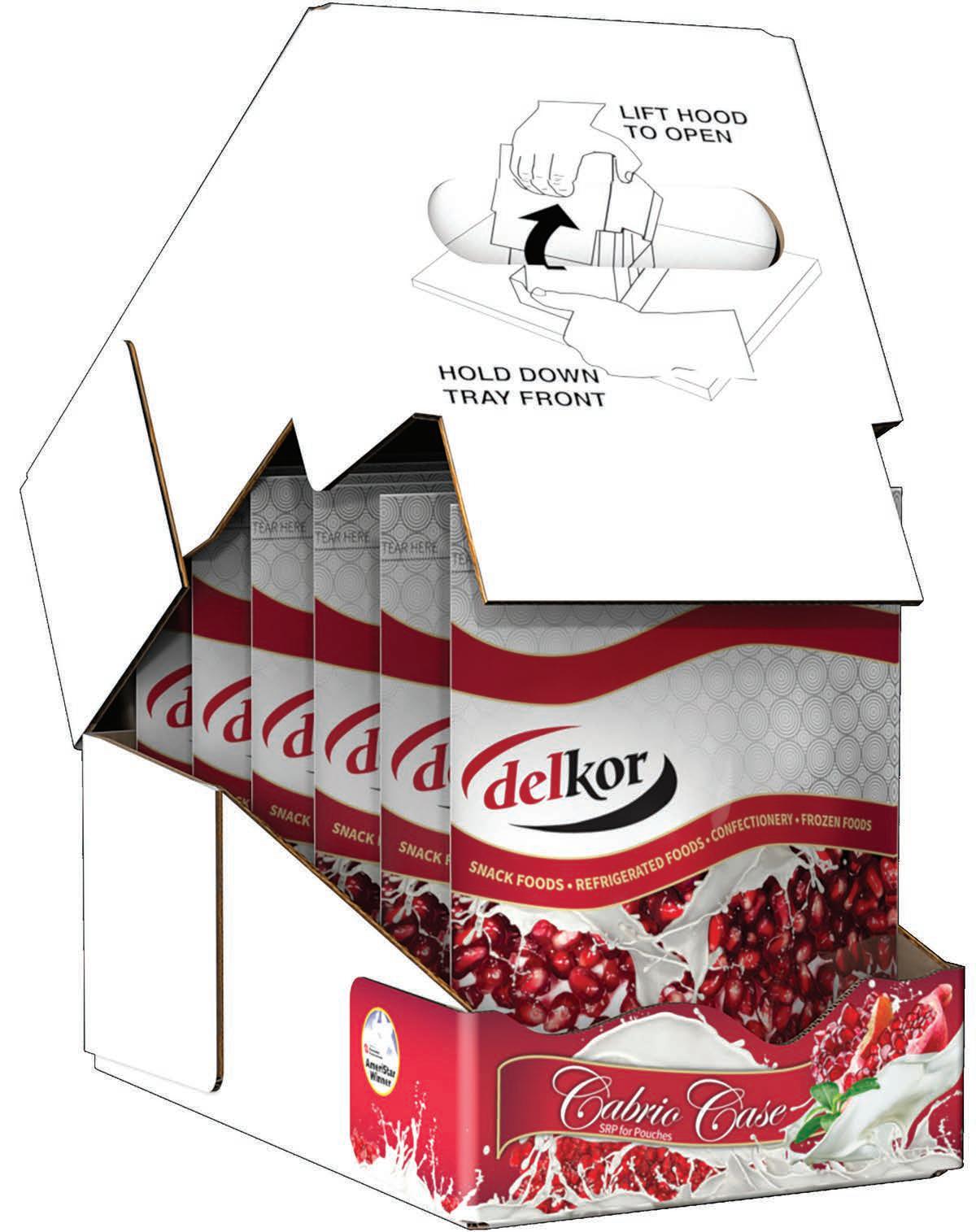
No such dilemma for folks at the Minneapolis, Minn.-based end-of-line-packaging systems manufacturer Delkor Systems Inc., whose recently-launched Delkor Cabrio Case shelf-ready corrugated tray/hood package is catching fire in the North American food retail markets at a stunning rate of growth.
“The growth has been just off the charts,” Delkor’s marketing director Rick Gessler told Canadian Packaging during a booth visit at last month’s PACK EXPO Las Vegas 2015 packaging technologies exhibition.
“In less than 12 months, we have gone from not having a single Cabrio Case in the market, just an idea, to having installed enough Cabrio Case systems to produce over 50 million Cabrio cases per year for all kinds of food companies selling their products in flexible stand-up pouches,” Gessler extols.
“We have never seen such rates of growth for any Delkor product offerings before,” says Gessler, proudly citing the 2015 AmeriStar Package-of-theYear honors Cabrio picked up in the competition’s Refrigerated Foods category.
STAR ATTRACTION
Making it first Canadian public appearance at the upcoming Top 50 Packaging Ideas tabletop trade show at the Mississauga Convention Centre, Nov. 4, 2015, the Cabrio cases have recently enabled retail giant Walmart to transform the way its Great Value store brand cheese products are retailed at its U.S. locations—delivering huge savings in shelf-stocking labor costs and a vastly simplified, better organized, more stable, and a much more eye-pleasing of displaying the brand on the shelf.
“The reason it is so popular lies in its simplicity,” says Gessler, describing the patent-pending process that turns on a single piece of flat corrugated blank into a durable, hooded corrugated tray featuring a pre-die-cut perforation that enables the store employee to tear off the hood with one simple motion—leaving behind a stable, low-profile square base tray to display the pre-loaded stand-up pouches of product to the passing shoppers.
“Retailers love it because it is so dead simple,” says Gessler, effortlessly removing the hood from a finished Cabrio Case in less than a second to demonstrate the point.
“It is also very cost-effective compared to a twopiece tray-and-hood construction, so you also get very good material savings,” he expands, citing the package’s pre-cut tray front and four smooth-finished corners, whereby all the jagged edges formed by the tearaway of the hood are cleverly positioned at the back of the tray, completely unnoticed by consumers.
Gessler explains that the Cabrio cases are designed
primarily for use by manufacturers and brand-owners of frozen, refrigerated, snack-food and dressing/ sauce products packaged in flexible stand-up pouches, which are showing no let-up in demand growth among grocery suppliers and retailers.
“Stand-up pouches are red-hot right now, with an incredible rate of conversion from boxes and other types of packaging,” Gessler points out, “and it’s easy to see why.


“They provide plenty of real estate for great branding graphics, they are relatively low-cost, and they offer great functionality in terms of application of resealable zippers, screw-top closures, and all other types of innovative consumer convenience options.
“We see many manufacturers of ketchup condiments, cereals, snack-foods going that way, with yogurt cups being replaced by screw-top pouches, for example, or canisters of nuts being converted to resealable pouches of nuts.
“And as they change their filling and primary packaging equipment upstream to accommodate the conversion, why not also change the downstream packaging to a system that will also provide a great-looking, shelf-ready display to compliment the brand right where it really counts at the point of purchase?”
For now, the Cabrio Case trays/hoods are offered in three basic versions:
• A standard single-facing design accommodating up to eight 24-ounce pouches, as Walmart has done for its Great Value cheese brand (see picture);
• A wider double-facing tray/hood that displays two rows of product side-by-side;
• An even wider triple-facing tray/hood design for triple-row shelf display;
• Customized narrow designs to accommodate specialty stand-up pouches with screw-caps.
“For all intents and purposes, the Cabrio Case design is essentially application-customized,” Gessler reveals, “whereby we meet with the customer to understand what size of pouch they want to use for the product, how many pouches they want displayed on the shelf at any one time and so on, after which we proceed to design the right Cabrio Case system for their specific needs.
“We can accommodate pretty much anything from two-ounce mini-pouches to 24-ounce pouches for dry foods, but we can also go up to 160-ounce pouches of powdered material and liquid pouches of up to one-gallon, which can come into play for the innovative milk producers out there.”
Because many of Delkor’s potential customers in the food business are at different stages of conversion to the flexible stand-up pouch format, Delkor

offers several different machine options for creating the finished Cabrio Case packages, Gessler notes.
“For companies just getting started with shelfready packaging, or people who already have their own pouch loader in place, we can supply a Delkor Trayfecta series tray-former that will form the case from a single-piece blank, along with a Kapstone closer to seal it,” Gessler relates.
“It can be positioned either right before or after their existing case-packing machine, or be filled with pouches manually.”
FULL SPEED AHEAD
For the more advanced standard applications running between 110 and 120 pouches per minute, Delkor’s MSP series automatic case-formers can handle speeds of up to 150 pouches (30 cases) per minute, with the fully-automatic modular machine version—comprising an integrated former, robotic loader and case-closer—providing even faster throughput speed range of 150 to 200 pouches per minute.
“And for really high-speed applications, our HSP series machines—featuring a linear servo-collator, can handle up to 300 pouches, or 60 cases, per minute,” Gessler states.
“With all these options available, we can really fit the production needs of food producers of any size or capacity—from the highest-volume operators to someone who has just entered the market.”
Significantly, end-users of Delkor machinery are not limited to producing just the Cabrio Cases exclusively, Gessler points out.
“All our machines that can run the Cabrio Cases can also work with the standard corrugated shipping cases, as well as most other shelf-ready packaging already out in the market,” he states. “It just takes a simple 10-minute changeover to facilitate a shift from a standard 12-pound shipper to a sixpound Cabrio Case, which can then be transformed into an effective, shelf-ready merchandising display literally with an effortless sleight-of-hand.”
Delkor’s marketing director Rick Gessler showing off the shelf-ready Cabrio Case packaging.

FINDING ONE’S BEARINGS
Dispelling the common lubrication myths to keep the industry’s wheels turning

By IAN RUBIN
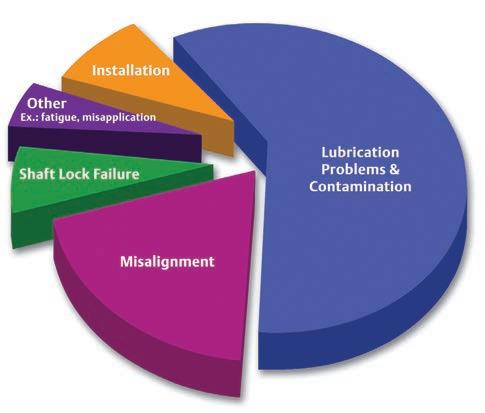
The wheels of industry turn on bearings, so why do these wheels so often vibrate, clatter, squeak, drag and overheat? There are many reasons.
Most bearing failures (see chart) are related to lubrication and contamination, but myths and misconceptions handed from one generation of maintenance engineers to the next help perpetuate many easily avoidable problems.
These myths fall into three general areas of bearing use: installation, misapplication and lubrication.
Installation myth #1: It’s okay to hammer a bearing into position if needed – FALSE
Never strike a direct blow to bearing. The rolling elements and raceway are hardened, but can still be damaged. A hammer blow can leave dents in the raceway that can cause noise and dramatically reduce bearing life. If installation is difficult, first check the shaft diameter and look for burrs, dirt or corrosion on the shaft. If needed, use a press to slide the bearing on. Apply pressure equally on the face of the inner ring to avoid damaging the raceways and rolling elements.
Installation myth #2: (Turned, Ground & Polished) shafting is the best option – FALSE It’s much more important to know the shaft’s tolerance range to be sure it meets your bearing manu facturer’s specs for diam eter and roundness. Review the bearing manufacturer’s recom mendations and measure/specify the correct shaft diameter.
purge excess grease through the seals, the bearings return to steady-state temperatures.
Application myth #2: Bigger bearings are always better – FALSE
Bigger bearings with a higher load capacity may show a higher fatigue life, but if the load does not achieve the minimum requirements, the rolling elements can skid along the raceway instead of rolling—causing high temperatures, excessive wear, lubrication breakdown and bearing failure.
Application myth #3: Sealed/Lubed-for-Life bearings will last forever – FALSE
Bearing life depends on grease life, which is affected by the operating conditions (speed and load) and environment (temperature and contamination). Grease life can be improved with enhanced seals, along with proper installation and grease selection. Ultimately, the best bearing is the properly lubricated bearing.
Lubrication myth #1: Relubrication once a year is sufficient – FALSE

Before lubricating a bearing, the grease fitting must be clean to avoid introducing contamination into the bearing during relubrication.
Installation myth #3: It’s fine to hand-tighten setscrews one at a time – FALSE
Setscrews should be tightened to the manufacturer’s recommend torque. Under-tightening can allow the bearing to slip on the shaft, while over-tightening can distort the raceway or crack the inner ring. Use the “half-full/full” rule for tightening setscrews, whereby you tighten the first setscrew to half the recommended torque, the second setscrew to the full torque, and then go back to the first setscrew and apply full torque.
Application myth #1: Bearings should not be hot to the touch – FALSE
Normal bearing operating temperatures can range from 80°F to 150°F, but certain applications may run higher or lower. Most bearings are rated for -20°F to 220°F, but can be supplied with special grease, seals or heat stabilizing processes that allow them to operate at higher temperatures. Bearings normally run hotter at startup or right after relubrication because excess grease increases drag and friction in the bearing. Spikes up to 50°F are normal at startup and up to 30°F after relubrication. As the rolling elements
Start by reviewing the bearing manufacturer’s lubrication recommendations. These will give amounts and intervals as suggested starting points, but in reality the actual lubrication intervals may vary quite a bit, depending on load, speed, temperature, or environmental conditions. Applications with higher speeds, temperatures, or heavy contamination sometimes require frequent relubrication, possibly weekly or daily. By contrast, a mounted ball bearing in a lightly loaded, low-speed, clean environment may do fine with relubrication at 12- to 24-month intervals.
Relubrication replenishes grease when the current grease breaks down or deteriorates because the base oil breaks down due to temperature. Without this, the lubricating property is gone and the result is metal-to-metal contact. Relubricating the bearing replenishes the oil, maintaining the proper film. Pumping new grease into a bearing also helps flush away contamination. Many mounted bearings are designed to allow grease to enter the bearing cavity as close to the rolling elements as possible. As more grease is added, the old grease is pushed out of the seals (if the seals are purgeable) to . carry out con taminants and to keep dirt away from the seals.
Lubrication myth #2: Always add grease until it purges from the seal – FALSE
If you pump grease into the bearing until it purges out the seal, you probably have completely filled the bearing cavity. Excess grease

can increase operating temperature and may create enough pressure to blow the seal out. In low-speed or dirty conditions, where contamination may easily enter the seals, filling a bearing with grease may help improve performance. Application experience will dictate when the entire bearing cavity should be filled.
Lubrication myth #3: If a bearing makes noise, grease should be added – FALSE
If a bearing is making noise, internal damage has likely occurred and will likely increase over time, creating potential for catastrophic failure. Adding grease may provide temporary relief, but a noisy bearing should be closely monitored and replaced at the first opportunity. The root of the failure should also be investigated either with independent or manufacturer failure analysis, which requires removal of the bearing as soon as possible to aid in a more accurate diagnosis of the problem.
Lubrication myth #4: Any grease will do – FALSE Greases do differ. Some may be incompatible because of the different thickeners (soaps) used. When two incompatible greases are mixed, they may either thicken and harden or become thin and leak out of the bearing. For example, many electric motors use a polyurea thickener, while some mounted ball bearings use lithium-complex thickeners.
These greases are borderline compatible, and depending on the actual make-up, may not work together. Grease types can also be incompatible based on the viscosity or type of oil in the grease, so consulting a lubrication supplier is always highly recommended.
Lubrication myth #5: Just shoot grease through the fitting – FALSE
Always clean grease fittings and the grease gun tip. It’s good practice to put the grease gun tip in an oil bath or wrap it with a plastic cover to protect it.
Your plant’s uptime and OEE (overall equipment effectiveness) may “turn” on your bearings’ good health. If you are not achieving the desired operational life for some of them, a bearing manufacturer can assist you with proper selection and troubleshooting.
Ian Rubin is the director of marketing for mounted bearings at the Regal Power Transmission Solutions division of Regal Beloit America, Inc.
Surface smearing, peeling and skidding are forms of adhesive wear that occur when operating with insufficient oil film thickness with sliding between the rolling elements and raceways causing surface deformation, cold wielding and/or material transfer.
A chart showing sources of bearing wear or failures.




LABELING
HIGH ROAD TO FOLLOW
Upstart food processor is well at ease with having big shoes to fill after ketchup giant’s exit from a landmark Leamington factory
ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY JOHN PACKMAN
In any discussion about tomatoes, wrapping one’s head about the notion of a tomato being a fruit, rather than a vegetable, is a good starting point. And growing tomatoes for a living has, for decades, provided a fruitful existence to thousands of folks living in and around Leamington, Ont.—until recently the undisputed “Tomato Capital of Canada” by virtue of being home to the giant Heinz Canada tomato harvesting, processing and packaging facility that was one of southwestern Ontario’s biggest and most important manufacturing employers.
At least until last year, when the Pittsburgh, Pa.headquartered parent company H.J. Heinz Company decided to pull the plug on its 100-year-plus Canadian manufacturing operations as part of a widespread global corporate restructuring.
While the ensuing shock and hardship caused by the sudden loss of nearly 750 well-paid manufacturing jobs is still being widely felt throughout the local economy, there may be a good chance the landmark facility’s days are not numbered just yet—thanks to the efforts of an energetic upstart company made up of a swathe of ex-Heinz personnel armed with a highly feasible business plan and priceless combined experience and expertise in the produce business.
While still far from a finished slam-dunk commercial success, the recently-formed Highbury Canco Corp., is already firing on a lot of cylinders after purchasing the 2.1-million-square-foot facility and a 46-acre plot of land from Heinz.
Having hired back 325 of the former Heinz employees on full-time basis, along with another 120 part-timers to help it process tomato juice and tomato paste as a niche third-party contractor for one of the world’s bestselling brands, the company is doing many things right to resurrect the facility to its former glories.
“We Canadians tend not to miss things until they are gone,” Highbury president and chief executive officer Sam Diab told Canadian Packaging magazine during a recent visit to the bustling facility.
“So when the opportunity arose for us to purchase the assets of the Canadian operation of Heinz, we just went for it.
“So far, all of our expectations have been exceeded,” says Diab, noting that there was very little downtime between the closing of the Heinz business and Highbury getting its feet wet.
“Heinz closed its doors on July 27, 2014, and Highbury took over on July 1, with 50 truckloads of product leaving our doors on July 2,” he recalls.
“It was stressful, but it was also quite the rush,” Diab relates.
“What it did was quickly establish the Highbury identity in the wake of the closing of the Heinz Canada facility,” he states.
While naturally still providing co-packing and third-party logistics services for branded Heinz products sold in Canada, Highbury is also free to

pursue other major opportunities in the privatelabel businesses, Diab acknowledges.
“Tomato juice and tomato paste are two of our fresh packed products that we manufacture here,” relates Diab, “and despite what you might think, tomato paste is actually by far the larger of the two products we manufacture here.
“People tend to forget that tomato paste is used in a lot more products than simply as a stand-alone paste-in-a-can product,” he points out, citing the enduring popularity of products like canned pasta lunches and baked beans, which both use tomato paste in their recipes.
“All in all, we produce about 120 SKUs (stockkeeping units) of products,” Diab says, “but we also distribute hundreds of SKUs across Canada.
“While Highbury can easily co-pack for large CPG (consumer packaged goods) brand and private-label businesses, we can also set up boutique lines for smaller companies that might have smaller volumes,” Diab relates, “whereby they can utilize our expertise to help them grow in their markets as well.”
Diab says Highbury’s strength is the fact that it isn’t actually a large conglomeration, and that it has a focus on being a co-packer staffed with top-caliber food professionals.

A third-generation Heinz Canada employee, Highbury Canco president and chief executive officer Sam Diab and several other partners purchased the land, facility and equipment from Heinz using its knowledge of the tomato industry to become a third-party contractor counting Heinz as one of its chief customers for Canadian-made products.
The fully-automatic Canmatic labeling machine from Krones applies wraparound labels with hotmelt adhesive.
LABELING

“I think our size, along with the tremendous capacity we carry, enables us to operate our asset management better,” says Diab, himself a thirdgeneration Heinz employee.
Diab says that Highbury has found many ways to create a truly ‘lean’ manufacturing base to ensure his company has the chance to be profitable, insisting that proper utilization of automated technologies assembled will help its production lines run at optimal efficiency.
In terms of its current physical assets, the Highbury plant currently houses production lines, 30 loading docks; a semi-automated distribution center with robotic product picking and palletizing; 800,000 square feet of storage space; and an active R&D (research-and-development) department that Diab says has the capacity to handle large integrated processing projects for various food-and beverage product segments.
Along with tomatoes, Highbury also has the manufacturing capabilities to process and pack beans, pasta, soup, dips and sauces, emulsifications, mayonnaise, barbeque sauces, steak sauces, “or just about anything one could want to put into a can or a bottle,” Diab asserts.
In terms of packaging formats, Highbury can offer its customers a fairly broad product mix, including:
• 11 aluminum can options;
• four Cryovac flexible packaging choices;
• two Volpak alternatives;


• multiple formats of glass jars and bottles;
• various styles of plastic bottles;
• and stand-up resealable pouches.
“It almost seems cliché to say, but we take food safety very seriously here at Highbury,” relates Diab. “We have quite the experienced team of professionals who monitor all facets of the product preparation 24-hours-a-day,” explains Diab. “We have processes in place from the receipt of the raw tomatoes and ingredients all the way through to when we send the finished product out to our customers—it is imperative that our food consistently exceed standard food safety requirements.”
Diab says that Highbury is a CFIA (Canadian Food Inspection Agency) -registered processor and uses the principles of HACCP (Hazard Analysis and Critical Control Points) protocol to meet strict food safety standards.
“We also maintain accurate record-keeping of all ingredients, packaging and finished products shipped,” he adds.
Highbury receives and inspects tomatoes—samples from each load are taken for testing—from local farms within a 100-kilometer area before separating them via an outdoor washdown series of conveyor elevators to the further processing departments contained within the facility. These separate elevators are used for fruit destined for juicing and those to be processed into paste.
Because of the specific harvest time of the locally-
grown tomatoes, these elevators are only used for about six weeks of the year.
“During the month of September, Highbury just focuses on juice and paste,” Diab notes, “with the remaining calendar days used to process everything from baked beans, soups, pizza sauces, canned pastes, condiments, sauces, dressings, as well as infant cereal.”
Owing to the large quantities of water required to remove soil from the fruit, Highbury utilizes re-circulated water during this initial washing process—re-circulated from a chlorinated water mixture further down the production chain that adds a better cleaning to the product before inspection.
The next level of product inspection is undertaken by human eye to remove foreign objects, rotten or possibly blighted fruits, before it moves through equipment that effectively smashes and grinds the tomato while removing the skin and seeds.
“The seeds and skins are not used in any Highbury-created products, so we remove it to a holding area where it is shipped to an outside company for further processing into animal feed,” Diab reveals.
Immediately after the tomatoes are chopped, Diab says that it undergoes a heating process to deactivate enzymes that could cause the fruit to deteriorate in color.
The heating also helps remove the appropriate amount of moisture content to create tomato juice and even more heating to create the tomato paste products.
Highbury uses a Yaskawa Motoman HP500 robot with a LayerPicker Flex-R pallet builder from Qubiqa.
Purchased in November of 2014, the Krones Canmatic labeling system is capable of running at a production speed of 39,600 units per hour (also see inset ), and is one of four such systems at the Highbury 2.1-million-square-foot facility.
LABELING




“We actually have a pair of jet engines on our premises, that we use to generate electricity for the facility, with the heat gathered from the working of the jet engines used to heat the tomato products,” mentions Diab. “After filling, cans of product ranging in production run sizes from 5.5 to 19-ounces are conveyed through a Krones Canmatic labeler— Highbury has four of the machines, but purchased and installed its latest in November of 2014.
According to Krones, the labeler can run at a speed of 39,600 cans/hour. Notes Diab, “It labels so quickly for us, that we are now looking to purchase a new tray and shrink case packer.”
The fully-automatic Canmatic labeling machine applies wraparound labels with hotmelt adhesive, and is capable of handling a variety of different container types.
Designed to handle pre-cut paper labels, the label is applied directly to the container and sealed via adhesive.
“It’s a pretty good machine,” extols Diab. “We receive consistent precision labeling on every unit.”
The Krones Canmatic is a continuous-motion machine that automatically adjusts to the inflow and outflow of the containers.
As containers move in via an infeed conveyor and taken up by the infeed worm, it is spaced to pitch so it can then be quickly taken up by the infeed starwheel and transferred to the container table, where it is positioned between container plates and centering bells to ensure perfect alignment.
When applying labels, the Canmatic uses two independent hotmelt labeling stations from Nord-

Domino’s A520i continuous inkjet coder works well in difficult production environments.
Not only does Highbury utilize a lot of CHEP skids for transport of product, it is also a hub for the pallet distributor.
Depending on the production run, Highbury utilizes a Mettler Toledo Safeline X-Ray inspection system for product integrity and safety.
Powerful SEW-Eurodrive motors such as the one pictured above, help provide the smooth operational power to the input/output conveying solutions on Highbury Canco’s Krones Canmatic labelers at the Leamington, Ont. facility.

Each of the Krones Canmatic labeling systems at Highbury Canco utilizes a ProBlue 4 hotmelt adhesive dispensing system manufactured by Nordson on the tomato processor’s casepacking line. son. The first applies a vertical strip of adhesive to the container, and when the container passes the label magazine, the glue strip picks up a label and is wrapped around the turning container.

Immediately, the second labeling station applies adhesive to the trailing label edge to provide a se
cure label overlap, at which point the container is moved along to the discharge starwheel.
Locally, Krones Machinery Co. Ltd. regional salesperson Wayne Confiant says that the two labeling stations are extremely precise in its application of the labels.
“Each labeling unit comes with a pair of temperature controls featuring a digital display for the glue container and glue roller, as the labeler will not perform unless the necessary operating temperature is reached,” relates Confiant.
“If the heating temperature is too high or too low, the Canmatic will automatically stop,” he says, adding that “glue application thickness can be adjusted to the micrometer to ensure the best cohesion for the product.”
Capable of storing up to 9,000 labels, the Canmatic ’s label magazine can be adjusted vertically or horizontally depending on need.
“There’s a vibrator and a label pusher that work in tandem to ensure there is always a smooth label supply providing perfect pressure even at high speeds,” notes Confiant.
Simple tray packing.


The T 300 traysealer is particularly space-saving and economical. Thanks to its robust engineering, the MULTIVAC Hygienic Design™ and its optimum ease of operation, it is always the better solution.





Further down the line, Highbury has put in place an impressive Yaskawa Motoman Robotics HP500 robot with a Qubiqa LayerPicker Flex-R for the automatic building of levels on pallets.


Yaskawa Canada Inc., is a division of Yaskawa America, Inc., with over 300,000 robots installed worldwide and is considered a global leader in the industry. Yaskawa Motoman Robotics provides complete, innovative robotic solutions for virtually every industry and application with an extensive product line featuring over 175 general purpose and application-specific robot models ranging from two kilogram through 800-kg payloads.
Yaskawa Motoman Robotics delivers robotic automation solutions for virtually every industry and robotic application, including packaging, case packing and palletizing, along with other applications such as arc welding, assembly, coating, dispensing, material cutting (laser, plasma, waterjet), material handling (diecast, machine loading, part transfer, press tending), material removal (deburring, polishing, sanding) and spot welding.
For Highbury, the robotic system picks layers of product from specific sourced pallets and then moves the layers to order pallets.
“Changeover to different container sizes is done quickly and easily,” mentions Diab. “The silicone glue roller and glue scraper can also be easily exchanged without the need of tools, and thanks to a quick-adjustment unit with indexing, operators can ensure that gluing heights are exactly where they need to be.”
Yaskawa Canada general manager Jason Jenson says the Motoman HP500 —so named because it can move loads up to 500 kilograms in weight—features parallel-link construction for strength, rigidity and stabilization of high moment/inertia loads.
“The Motoman HP500 features a full six-axis capability with heavyduty bearings to ensure smooth arm rotation,” relates Jenson adding
LABELING


that it has an IP67 wrist rating. “It has a large payload combined with a generous reach of 2,542mm, which provides Highbury with increased versatility during palletizing operation and further opportunity for improvement downstream.”
Operators utilize the high-performance DX100 controller featuring a Windows CE programming pendant, fast processing, easy-to-utilize INFORM III programming language, and a robust PC architecture.
Jensen notes that the DX100 allows up to 100 user passwords in four security levels: user; editor; maintenance; and supervisor. “The programming pendant features a color touchscreen that can be configured as a custom HMI with buttons and status indicators.”
Although the HP500 is contained within a workcell, there are dual-channel safety features, including an enhanced E-Stop, integrated speed monitoring, manual brake releases, as well as compliance with multiple safety standards. The device can even achieve connectivity via Ethernet, or via network options like DeviceNet, ControlNet, Profibus-DP and EtherNet /IP
“Our organization is thrilled to be a small part of the Highbury success story in the town of Leamington, while improving both the manufacturing sector and economics for the families involved.”
Some of the other equipment utilized at the Highbury facility includes:


•Pallets for shipment of product provided by CHEP Canada. Diab says Highbury is an actual CHEP depot for the area;
• Small character Videojet 1520 continuous inkjet printer;
• Peco Vac-Trac II vacuum pressure monitor inspects containers to ensure proper seals;
• Metal cans supplied by Fort Dearborn but manufactured by Silgan Containers;
• Corrugated cartons from Atlantic Packaging Products as well as Norampac;
• Conveying lines from StrongPoint Automation;
• Loma IQ2 metal detection units;
• Various Domino S-Series Plus scribing laser printers and A-Series continuous inkjet printers;
• KHS flowwrapper with a Rockwell Automation Allen-Bradley PanelView Plus 1000 programmable logic controller;
• eight Busse/SJI Classic depalletizers from Arrowhead Systems;
• Samuel Strapping Systems equipment for stretch wrapping of pallet loads;
• Scholle liquid bags capable of holding 2,700 lbs of product.
Although on paper Highbury is a new company, Diab was adamant it not be considered as such, noting that the Highbury’s team of foods professionals have decades of experience.
“Technically we are a new company, but for most of us at Highbury, we’ve been working in this facility for years and years,” notes Diab. “We really do have an experienced team of food professionals.
“We pride ourselves in our ability to process and ship food as a co-packer and distributor, and are unburdened with scores of bureaucratic red tape allowing us to take any project or problem a customer might have and quickly create the most effective solution.
“By establishing ourselves as a niche co-packer and distributor without the need to create our own brand of products, it’s why,” sums up Diab, “Highbury will prove to be a successful venture for ourselves and for our customers.”
Highbury Canco provides third-party packaging for many Heinz products distributed in Canada including Tomato Juice.
With metal containers a huge and necessary part of Highbury Canco’s daily packaging element, the Leamington, Ont. tomato processor uses eight Busse/SJI Classic depalletizers from Arrowhead Systems Inc.
A Krones Canmatic label application system used by Highbury to wrap labels around cylindrical containers.
Metal band strapping used to secure pallet loads of product is supplied by Samuel Strapping Systems.
ACTIONS SPEAK LOUDEST
Upstart Ontario label and shrinksleeve converter already punching well above its weight class with proactive capital machinery investments and workflow expertise
ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY COLE GARSIDE
For any company starting out in the industrial world, there is the age-old conflict of opening the doors as a small company and slowly building upwards, or to open up as a large business aiming to make a large splash right out of the starting blocks.
While both concepts are fraught with glorified successes and smashed dreams, one Ontario manufacturer in the label printing industry has found a way to split the difference, finding success as a small company making remarkably high-end capital investments.
Conceived in early 2014, Forte Labels & Shrink Sleeves Inc. began production in November of that same year, printing high-end shrinksleeves, pressure-sensitive labels, and pouches/sachets.
Owned by an entrepreneurial family with extensive experience in the printing and packaging industry, Forte Labels currently has nine full-time employees.
“I would dare say we are well-positioned to serve the higher-end market in the North American CPG (consumer packaged goods) industry,” vice-president Adnan Shah told Canadian Packaging magazine during a recent visit to the tidy 18,000-square-foot facility nestled in Concord, Ont., northwest of Toronto.
From the get-go, Shah says it was imperative that Forte operated what it considered to be the bestavailable equipment installed and ready to run from the moment the company officially opened up for business.
“Capital investments in a modern business are important at any time, but none more so than at the advent of a new company,” Shah notes.
Shah explains that his employees deserve the best tools to do their best work, “which was why Forte sought to purchase the most technically up-to-date machinery we could get out hands on for our customers and would-be customers.
“This gave us the means to create the perfect product for them,” he states.
Continuing, Shah says: “To that end, we are committed to continue our pursuit of perfection in the type of technology we purchase, which will allow us to bring the best that the industry has to offer to our valued customers.”
Currently, pressure-sensitive label production accounts for 50 per cent of Forte’s business, with 30 per cent devoted to shrinksleeves, with the remaining 20 per cent dedicated to pouches/sachets.
“The days are still early, of course, but we like the way our total business is growing, in particular our shrinksleeve business,” says Shah. “With the knowledge we have acquired from our customers, suppliers and employees, the progress we are seeing is great.”
Forte’s general manager Glenn Shaw is a 30-year industry veteran with extensive knowledge of the industry, making him a valuable asset to the print shop.
“Many is the print shop that has the equipment, but lacks the know-how and resources to effectively


get the most out of the machinery,” notes Shaw.
“And that’s where the work experience of our employees comes strongly into play,” he points out.
To assist its employees in producing top-quality labels, shrinksleeves and sachets, Forte recently undertook a capital investment, with the purchase of a model FA4*, 10-color, 16-inch printing press manufactured by the Denmark-based Nilpeter A/S
“Along with its silk screen capabilities and multicold foils, we can create a more elaborate brand ex-
perience for our customers without having to waste time and energy running the film through multiple times,” says Shaw.
The FA4* flexographic printing press is designed specifically for labels and printed packaging, and it features what Nilpeter calls the shortest possible web path, and features easy-loading tooling, and comes with its own easy-to-use CleanInking system for activating very fast drop-change and thus a quicker job changeover.
Forte Labels & Shrink Sleeves Inc. general manager and business development manager Glenn Shaw (left ) and vicepresident Adnan Shah stand in front of their new Nilpeter FA4* 10-color, 16-inch printing press.
A sampling of labels printed by Forte labels, including the new Black River Juice clear labels from UPM Raflatac’s ultra-thin recyclable VANISH film that is more energy-efficient and produces less waste in its manufacture.
LABELING


The press, combined with a Nilpeter PowerLink control system, makes it ideal for short-run jobs and small repeat lengths, while still performing optimally on long production runs.
The FA4* provides optimum efficiency and the highest level of printing quality, according to Nilpeter, while the addition of servomotors automates numerous job functions previously done by hand ensuring greater accuracy and print performance in both quality and speed.
Other equipment employed by Forte includes:
• A Nilpeter FA4 four color, 16-inch flexographic with a cold-foil station;
• An automatic Stanford brand Accraply seaming finishing machine;
Despite being such a young company, a success story might seem like its jumping the gun a bit, but both Shah and Shaw are confident about future success.
Working with its customer Black River Juice, a premium beverage company, both companies are quick to point out the whole process has been a very positive one.
Calling itself a ‘back to the earth’ organic beverage processor, Black River Juice was founded over 35 years ago in Mississauga, Ont., by two truck drivers who wanted to create their own specialty fruit juice.
Nowadays, Black River Juice markets 37 SKUs (stock-keeping units) that are all 100 percent pure juice, without any added sugars or preservatives.
“After reaching a marked level of success in Ontario, we wanted to branch out across Canada, as well as enter both the U.S. and Asian markets,” says Black River Juice sales and marketing manager Jessica Praskey, recalling how the company was looking for a means to really stand out in the fiercely competitive juice market both here and abroad.
Praskey realized the company needed a new packaging strategy that could help influence point-ofsales decisions and might spur a larger sales growth of their products.
After deciding to pack the juices in new bottle
forms that resembled the old-time glass bottles that milkmen used to deliver door-to-door, Praskey then sought out a new label that would enhance branding and product presentation while attending the 2014 PACK EXPO International trade show in Chicago.
“I had walked by rows of label suppliers, when I saw a bottle with the word ‘VANISH’ at the UPM Raflatac exhibit,” says Praskey. “The substrate literally vanished on the bottle, and it made me stop and think about the design potential of an invisible label.”
Wanting to show off the bottle and its contents more transparently, Praskey says she felt the clear label offered via UPM Raflatac’s VANISH was something she wanted to utilize.
Shaw says that not many printers can tackle the thin VANISH material due to its many challenges on press, but he knew Forte could provide Black River Juice with exactly what it needed.

“The clear canvas offered by VANISH really made the label artwork look like it was screen-printed right on the bottle enhancing the feel of the old-time milk bottle,” relates Praskey. “The labels on the bottles are absolutely gorgeous—now truly showing off the value of the product inside.”
With sustainability also a key focus for Black River Juices and its crunchy granola green philosophies, “The ultra-thin VANISH labels are recyclable, while using less material and energy and producing less waste,” Praskey adds.
Praskey worked with Shaw to implement its new label strategy, moving from an adhesive-applied paper label to the new ultra-thin PET (polyethylene terephthalate) pressure-sensitive VANISH label.
“Clear-on-clear labels are more efficient, cleaner and more environmentally sound than adhesiveapplied labels,” states Shaw. “You can also get more labels on a roll with clear-on-clear than clear-onwhite or paper, and you can run more bottles per minute than with cut-and-stack labels.
“There’s less downtime, and the product is much better.”
Shaw says that at the end of the day, it really comes down to output.
“If you can get more bottles labeled and out the door on a daily basis with pressure-sensitive than


The evolution of the Black River Juice package, with the fresh, new bottle and clear label on the left.
Late in 2014, Forte Labels purchased a Nilpeter FA4* model, fourcolor, 16-inch printing press with multiple inline cold foil stations. A moveable and removable iPad has been set up to handle all press controls on the Nilpeter FA4*.
A Stanford brand Accraply seaming machine used by Forte Labels to finish the manufacture of shrinksleeves. (Right ) The Accraply seaming process of how material becomes a full shrinksleeve.
Forte Label’s Glenn Shaw discussing the key advantages of the UPM Raflatac VANISH labels (foreground ) for premium beverage processor Black River Juice.
LABELING


any other decoration technology, then that is what it is really all about,” he asserts.
Praskey says she really appreciates the help that Forte Labels has provided Black River Juices in getting ready for the brand relaunch in late September.
“We have 37 SKUs and some of these SKUs are not big in volume, but thanks to Forte we are able to print smaller volumes for such SKUs.
“Forte went out of its way to accommodate our new branding requirements,” she says.
Praskey adds that UPM Raflatac has been instrumental in helping Black River make the switch.
“They provided us with product information and offered us on-site support as we made the transition,” she relates.
“Their service has been incredible,” says Praskey, noting Black River Juice has been getting very positive feedback on its rebranding.
“We’re getting tremendous response from everyone we show the bottles to; from retailers to distributors to consumers across the country,” says Praskey. “In fact, even industry peers are asking about the company’s new brand, wondering how we are doing this.”
Praskey, to her credit, has already recommended Forte and UPM Raflatac’s VANISH to a specialty tea manufacturer and an olive oil company who are both seeking to rebrand their products with the ‘no label look’ labels.
She says she hopes that the new packaging—bottle and label—will set it apart from the competition.
“There’s no question that Black River Juice will be a primary focus on the shelf this autumn,” she states.
“The whole process with Forte Labels and UPM Raflatac has been amazing, and I know the end result will be absolutely worth it.”
Adds Shaw: “For Forte, utilizing the VANISH labels was not as simple as placing a roll of film on the printing press.
“The label is uniquely thin, which presents its own set of issues, in addition to the application of the labels onto the bottles—but coming up with solutions is what we are good at.
“The future for Forte printing on these types of new materials will be good,” says Shaw. “VANISH will be a very successful product, and I am looking forward to printing a lot more of it in the future.
“So far, things have gone quite well for Forte,” Shaw confides.
“We’ve got great people, good collaboration with our suppliers, and the latest in equipment, which all helps us create high-quality labels, shrinksleeves and sachets for our clients who are involved in a wide range of CPGs industries.
“I’m excited to see what the future brings to Forte Labels.”
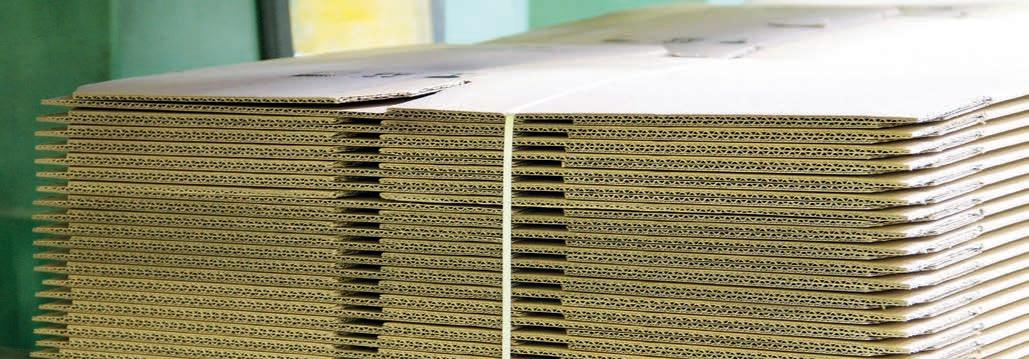
Adds Black River’s Praskey: “Beyond the new equipment and clearly demonstrated knowledge of the staff, the real difference for us in working with Forte has been the level of customer of service.
“Glenn and his team have gone above and beyond at every turn—even delivering labels to my house at 8 p.m. on a Friday night—so I could be ready for next day’s trade-show,” she sums up.
“We would not have had the success in this new package without Forte Labels efforts.”
Ideal for short-run jobs and small repeat lengths, Forte Labels utilizes the FA4* model 10-color, 16-inch printing press manufactured by the Denmark-based Nilpeter A/S to print shrinksleeve packaging.
Operators at Forte Labels’ Mississauga facility performing standard press checks to ensure they are running color and registration to customer specifications for sachet pouch production.
ADHESIVES
INDIVIDUAL FREEDOMS
Tankless hot-melt applicating systems a profound game-changer for packaging pros
The deposition of thermoplastic (hot-melt) adhesives has long been a popular method for carton-sealing, case-sealing, tray-forming and a host of other critical packaging applications. For the large part, this need has been addressed with the commercial availability of a wide variety of melters offering a choice of system controls, melt technologies, tank capacities, pump types and output connections— as defined by the basic functionality desired, production environment and application requirements . That said, many packagers are always on the lookout for ways to reduce waste and increase reliability on their lines further, and with adhesives being produced using petroleum, energy and water, the constants change and volatility in petroleum-based resins and prices for key raw materials can places significant strain on packaging manufacturers. Consequently, the once-prevalent practice of placing a liberal amount of adhesive on a package to ensure a strong seal or bond is no longer economically or environmentally feasible.
With today’s packagers increasingly demanding new options that will overcome these challenges while preserving the integrity of their processes and financial bottom lines, new-generation melter technologies go a long way in meeting these objectives by overcoming the several key operational drawbacks posed by the traditional tank-based adhesive melter systems, including:
• Messy manual filling of adhesive pellets from large boxes or bags.
• Danger of adhesive running out, stopping the line.
• Overfilling by operator. Well-meaning operators may fill the tank to the top, even leaving the tank lid ajar to accommodate overfilling, increasing the possibility of contaminants getting into the tank or adhesive spilling onto the shop floor. Overfilling also results in broken tank lids, which often happens in the morning when the operator tries to open a tank lid that is glued shut.
• Thermal shock during refilling. Adding an unusually large amount of adhesive to a melter at once can cause the adhesive temperature to dramatically decrease. The melter must melt the influx of new adhesive and return to its set operating temperature, often causing a temperature swing. Adhesive that is applied to a package during this cycle, at less than optimal temperature, may not bond properly, creating product waste and quality rejects.
• Buying a bigger tank system than needed to avoid filling it as often can increase the amount of material at temperature at any given time, resulting in thermal degradation of the material and energy consumption.
• Sludge Build-up. Over time, sludge develops in the bottom of tanks due to the chemical changes occurring due to large amounts of molten adhesive, rouletting in increased maintenance, cleaning and line downtime.
• Charring. Time, temperature, exposure to atmosphere, and inconsistent liquid levels in a traditional tank melter lead to charring of the adhesive, which is the oxidation of hot melt adhesive at elevated temperatures due to prolonged and repeated heating. Charred adhesive material can also cause produc-
Nordson’s ProBlue Liberty Fulfill Multi-Bin hot-melt adhesive application system is designed to minimize operator interaction.


tion downtime if not filtered out or removed from the system, as it will accumulate in hoses or clog nozzles thereby can potentially damaging the equipment. Time-consuming manual cleaning is necessary to remove charred adhesive from the tank. Charring can also cause dispensing problems. Beads of adhesive missing from the programmed application pattern, or in the wrong area of box, can damage the integrity of the package. Char-related dispensing problems are difficult or impossible to predict, but in each case, the line stops until the problem is corrected.
Missing beads in an adhesive pattern can lead to “pop-opens” after application somewhere in the supply chain. Such pop-opens at the retail location may cause serious damage to the packer’s quality reputation.
BEST APPROACH
Arguably, the best way to overcome the drawbacks of the tank-based melter system is to eliminate the tank altogether.
Commercially-launched a couple of years ago, Nordson Corporation’s groundbreaking Freedom and ProBlue Liberty integrated solutions are tankless melter-and-fill systems designed to minimize the need for operator interaction, while delivering savings in adhesive, energy and maintenance costs, while improving productivity.
In operation, the systems employ a sensor to continuously monitor molten adhesive levels in the melter, automatically adding small amounts of material to the system when adhesive is needed.
Essentially, it is melt-on-demand technology where the system melts only what is needed, when it is needed.
The closed system minimizes adhesive degradation due to prolonged thermal exposure, temperature variations and minimizes exposure to the airborne contaminants found in most production plants.
Moreover, tankless designs have also proven to be excellent energy-savers: the ProBlue Liberty system uses 10 per cent less energy than traditional tank systems, while the Freedom system yields up to 38-percent energy savings.
Whereas the typical tank system holds five to 20 pounds of molten adhesive at a time, a tankless system holds only one pound of adhesive at application temperature, using a high-efficiency heat exchan-
The Freedom series integrated tankless hot-melt dispensing system from Nordson Corporation deliver robust melt-ondemand capabilities.
ger to make this innovative melt-on-demand technology possible.
Adhesive fill system transfer hoses and hot melthoses are available in a variety of lengths, allowing for location flexibility, while a disposable melter filter eliminates the need for routine filter flushing —thereby reducing periodic maintenance.
Moreover, service, maintenance and daily operation can be performed from one side of the melter—reducing the floorspace required to accommodate the melter’s service envelope.
Other powerful performance features of Nordson’s tankless systems may include:
• Status-at-a-glance graphic controls make system monitoring easy.
• Automatic pressure discharge valve relieves system hydraulic pressure in seconds.
• Quick-disconnect power and I/O plugs and a patented, quick-release base design to simplify set-up.
• Plug-in modules to shorten downtime, as users can quickly add and remove hoses and applicators.
• Easy-access board fuses, quick-disconnect electrical replacement elements, and front-access filters, pump and controls for easier maintenance.
• EcoBead intermittent bead pattern generators, integrated into all the Freedom systems, and available with ProBlue Liberty systems, to save on adhesive consumption with the push of a button.
In contrast to refilling traditional tank system one to four times in an eight-hour shift, tankless systems can run multiple shifts with no operator interface— freeing up an operators for other important tasks.
A thoughtful analysis your packaging line, throughput, cost of adhesive, cost of downtime and other factors should precede any ROI payback estimates for a tankless system, of course, but given the multiple performance benefits listed above—it’s an investment well worth serious thought and consideration.
The above text is an edited version of Nordson Corporation’s white paper titled Tankless Adhesive Melting Systems for End-of-Line Packaging
For More Information:
ADHESIVES
THANKS BUT NO TANKS
The versatility benefits of tank-free technology in hot-melt adhesive applicating


By NICK LONG
Hot-melt adhesives have played a key role in the packaging process for decades, but like with all traditional technologies nowadays, there is always room for improvement. In the adhesive applicating field, that improvement is widely evidenced with recent emergence of the new breed of so-called tank-free systems.
The advent of this new technology addresses many of the limitations of the previous generation of hotmelt adhesive equipment—helping to increases the working uptime of packaging lines and improves the overall efficiency of hot-melt adhesive applications, while reducing the associated expenses through better material usage monitoring and system performance.
With package and container sealing being a key component of today’s complex manufacturing processes, a growing number of manufacturers require a system that quickly delivers consistently applied adhesive that seamlessly fit into their streamlined packaging lines.
For all their past usefulness, however, traditional hot-melt systems based on employing heated tanks carry the inherent limitations of relatively long startup times, adhesive charring and contamination, nozzle plugging, and potential danger or discomfort to operators.
Heated tanks are generally fairly slow to warm up to the point where they are ready for use—sometimes requiring more than 35 minutes to heat adhesive to the operating temperatures.
In addition, tank systems must maintain large volumes of molten adhesive for hours or days at a time, with a wide range of levels of the molten glue inside, which can lead to charring or having to deal with overheated, burned adhesive.
ALL PLUGGED UP
When exposed to atmosphere, the adhesive on the side walls can char very quickly—causing plugged nozzles and requiring additional line downtime for the routine cleaning.
Moreover, excessive charring can also lead to premature failure of fluid seals in pumps and guns.
And because a plugged nozzle must typically be repaired when hot, manually removing the nozzle plugs can become an occupational safety issue.
With heated tank systems requiring routine cleaning and maintenance to avoid excessive char build-up, these labor-intensive cleanout scan have a pronounced negative impact on the production line uptime.
Dealing with large tank sizes can often result in a significant amount of wasted material whenever flushing becomes necessary, which is another hidden cost that most manufacturers can do without.
Filling, cleaning and performing maintenance on traditional hot-melt tanks puts operators in close proximity to hot adhesive and hot system components, and even with all the safety precautions in place, the smell of hat and charring adhesive makes for a rather unpleasant experience.
To top it all off, the when operators are not injured the traditional tank systems do little to protect against contamination of the hot-melt adhesive.
Exposure to the environment, combined with the continual need for manual filling, allows dust and debris from the facility to enter the tank, with the foreign material thereby reducing adhesive effectiveness and increasing the chance of nozzle plugging.
Recent advances in hot-melt equipment technology, however, have dramatically improved upon the overall efficiency of traditional adhesive systems through the elimination of heated tanks, increased attention to material consumption statistics, and a renewed focus on equipment reliability.
The aforementioned tank-free systems are clearly leading the way in this evolution—employing a specially-designed vacuum feed to draw adhesive pellets into specially designed heating chambers, where they are quickly melted on-demand and dispensed without getting a chance to overheat.
The elimination of heated tanks has helped to improves hot-melt equipment performance dramatically reducing the amount of adhesive exposed to heat, and thereby facilitating faster heating times.
For example, Graco’s I nvisiPac Hot-melt System can warms adhesive to the required operating temperature in less than 10 minutes.
This is made possible by the greater surface-area-to-volume ratio—a measure that compares the heated surface area in a melter to the adhesive volume contained in that melter.
While traditional heated tanks can store anywhere from four to 50 liters of adhesive material, tank-free systems are designed to heat less than two liters of adhesive at a time.
The Graco InvisiPac HM25 melter, for instance, has a capacity of just 0.7-liter with maximized heat-
Manufactured by Graco Inc., the InvisiPac tank-free hot-melt applicating system allows manufacturers to use a much wider range of adhesives compared to the traditional heated melt tanks, providing for extra cost-savings and less waste.
ing element surface area—giving it an extremely highest melt rate per unit volume and remarkably quick startup times.
The shortened exposure of the adhesive to heat in vacuum-based tank-free systems also reduces the amount of char formation within the system.
With a minimal melted volume, hot-melt adhesive is dispensed quickly and replenished with a fresh supply, with the reduction of char resulting in less material waste, fewer nozzle plugs, less overall system maintenance, longer fluid seal life, and less production line downtime.
In addition to improving line speed performance, the tan-free systems also offer significant benefits to the machinery operators.
With a tank-free system, an operator no longer has to hand-fill hot-melt pellets and perform the tankless task of tank-scraping, while also avoiding unpleasant odors.
Moreover, the use of a vacuum feed system keeps the ambient adhesive contained and closed from the outside environment.
This dramatically reduces the chances of material contamination, and barring contaminants from the adhesive improves the dispensing process and helps to ensure consistent adhesive application.
Because many traditional hot-melt tank systems lacked the built-in intelligence in terms of adhesive usage monitoring, being unable to track the exact expenses of adhesives related to the packaging process was also a considerable OEE (overall equipment effectiveness) limitation.
With adhesive costs at the forefront of the manufacturing industry’s mind, monitoring solutions are becoming increasingly more important, and the emerging new hot-melt technology nowadays typically offers very detailed adhesive usage information demanded by many cost-conscious manufacturers.
For example, the previously mentioned InvisiPac system from Graco, with its intuitive user interface and USB downloadable operating data, makes it possible to clearly track material usage throughout a given period of time.
IN RECORD TIME
This allows packaging managers to examine the amount of adhesive used over a single shift, a product run or other set amount of time.
The increased tracking information leads to improved record keeping, better understanding of adhesive consumption and needs, and better control over costs in the packaging process.
In addition to adhesive consumption, operators now also have the ability to track a number of other important factors, including fluctuations in adhesive temperatures, system errors, and key event history.
This information provides an invaluable resource, since running routine reports can pinpoint inconsistencies in the process, optimize the packaging line, and help identify important cost-saving opportunities.
The process control and reporting data that the customers of many packaging companies are demanding is now widely available with this monitoring technology.
Along with the remote monitoring capabilities enabled by Graco with its LineSite Remote Monitoring Solution, plant managers and operators can have access to all of this operational data and more from anywhere in the world—allowing them to make better decisions to control costs and to improve throughput efficiencies in real time.
While there are some packaging companies who find themselves transitioning to more expensive, temperature stable adhesives in an attempt to negate some of the drawbacks of hot-melt tank equip -
ADHESIVES

ment, there is a lot to be said for the notion that the choice of the adhesive used should not be dictated by capabilities of the existing processing equipment.
The new Tank-Free hotmelt systems have been designed around a broad spectrum of adhesives traditionally used in the packaging market, including metallocene, EVA and many others.
Additionally, adhesive materials once viewed as incompatible with traditional heated tank systems—due to their brief pot life stability or their tendency to char— have now become more viable practical options for use with emerging tank-free systems, offering manufacturers a greater variety of more affordable adhesive options.
The expansion of these viable adhesive options and more efficient adhesive use may lead to reduced adhesive costs, as packaging managers continue to find savings in both the cost per pound of inventory ordered, and the actual amount consumed per unit produced.



While the traditional hotmelt adhesive dispensing systems have played an undeniably large role in the packaging process, their inherent inefficiencies can have an unwanted negative impact on the overall effectiveness of the packaging line.
Emerging technologies, including the Graco InvisiPac system, can eliminate many of the drawbacks of traditional heated tank sys-


Adhesive pellets inside a Graco tank-free hot-melt system can be heated up in less than 10 minutes.
Adding hot-melt adhesives inside a traditional melter tank can result in inconsistent adhesive viscosity.
tems and vastly improve the efficiency of the packaging process—offering many welcome benefits of reduced downtime, lower adhesive costs, improved operator experience, and optimized information management.
These improvements over the traditional heated tank systems have already generated many dramatic ROI (return-on-investment) paybacks for manufacturing many companies with the forethought and vision to give the tank-free hot-melt delivery systems a chance to prove their worth.
Long is the senior global marketing manager at Graco Inc.’s Advanced Fluid Dispense division in Minneapolis, Minn.












Nick
The tank-free InvisiPac hot-melt adhesive applicating system manufactured by Graco Inc..
Ottawa-headquartered Canadian Printable Electronics Industry Association (CPEIA) has signed a memorandum of understanding with the Active & Intelligent Packaging Industry Association (AIPIA), headquartered in The Netherlands, aimed at exploring how printable and organic electronics can drive the development of new technologies to reduce waste and supply-chain costs for the global packaging industry. “The partnership with the AIPIA builds on our existing relationship with PAC, Packaging Consortium, to remake the global packaging supply chain with intelligent alternatives that can address the industry’s greatest challenges,” says CPEIA president and chief executive officer Peter Kallai. “With AIPIA’s reach throughout the global packaging supply chain and its technological focus, I am confident our two associations can fuel a profound change that will benefit consumers, the environment and the industry’s stakeholders.”

K ingsey Falls, Que.headquartered paper products group Cascades Inc. has been selected as this year’s winner of the annual Sustainability Award of the Canadian Plastics Industry Association (CPIA) in recognition of the environmental impact reduction of the company’s recently-launched Ultratill containers for retail packaging of fresh mushrooms. Containing 80-percent RCP (recycled post-consumer) material and lighter that traditional containers, the Ultratill container’s solid, resistant and recyclable construction is achieved via a novel manufacturing process requiring fewer materials, according to Cascades, while producing 62 per cent less carbon-dioxide emissions over its life-cycle compared to traditional mushroom containers made of HIPS (high-impact polystyrene) material.
Cincinnati, Ohio-headquartered automated material handling systems manufacturer Intelligrated says it has completed the integration of the recently-acquired Knighted brand of WES (warehouse execution system) software solutions into its business operations, including the full rebranding of the product line under the Intelligrated Solutions brand name.
Industrial automation technologies group Omron Corporation of Kyoto, Japan, has reached an agreement to acquire Adept Technology, Inc., Pleasanton, Ca.-based manufacturer and integrator of robotics for a diverse range of packaging, material handling, assembly, testing, and logistics applications, in an estimated US$200-million
transaction expected to be formally completed in late October, pending regulatory approvals.

Plastic processing machinery manufacturer Davis-Standard, LLC of Pawcatuck, Conn., has completed the acquisition of Gloucester Engineering, Gloucester, Mass.based supplier of blown firm systems and equipment. “We are excited about combining the strengths and market reach of Davis-Standard and Gloucester,” says Davis-Standard president Jim Murphy. “Gloucester has always been a strong company, so bringing their technology and engineering expertise is significant to our customer base.”
Calgary, Alta.-based plastic resins producer NOVA Chemicals Corporation has announced the startup of a new state-of-the-art, nine-layer blown film co-extrusion line—manufactured and installed by Brampton Engineering—at the company’s Centre for Performance Applications in Calgary. According to NOVA Chemicals, a wholly-owned subsidiary of the International Petroleum Investment Company (IPIC) of the Emirate of Abu Dhabi, United Arab Emirates— the semi-commercial scale line permits in-house production of complex multilayer films to optimize co-extruded film structures and determine which polyethylene (PE) and other materials perform best for the application at hand thereby facilitating more collaborative product development and faster speedto-market.
Dayton, Ohio-based industrial gluing and quality assurance systems supplier Baumer hhs has announced the launch of the company’s new Customer First Initiative program, which it says will provide its customers a more cohesive and proactive communications experience though enhanced consultative selling, installation planning, and post-sale follow-up. As Baumer hhs North America president Chris Raney explains, “Consultative selling is made possible by our technically knowledgeable sales team that can recommend the right gluing and quality assurance solutions to meet customers’ needs. During installation planning, we work closely with customers and develop a detailed schedule, meeting their production requirements, to make sure every installation goes smoothly.”
The Food Industry Association of Canada has announced its three 2015 recipients of the group’s prestigious Golden Pencil award for their exceptional contributions to the country’s food industry, including: Jean Gattuso, president and chief executive officer of leading juice producer A. Lassonde Inc.; Gus Longo, founder of fast-growing grocery retail chain Longo Brothers Fruit Markets Inc.; and Art Smith, founder and chief executive officer of the electronic commerce standards group GS1 Canada.
Toronto-based digital imaging equipment and systems supplier Agfa Inc., a subsidiary of Belgian graphic arts systems designer Agfa-Gevaert Group, has appointed Peter Bourgeois as account manager for western Canada.
The Canadian Corrugated and Containerboard Association (CCCA) and Paper & Paperboard Packaging Environmental Council (PPEC) are sad to announce the recent passing of Don Bell, a long-time Canadian industry stalwart who was a prominent figure in the development and implementation of Canada’s first industry-wide Food Packaging Protocol in 1994.
U.K.-based inkjet printing technologies and equipment manufacturer Xaar has appointed Don Whaley as director of sales for the company’s recently-formed Xaar Americas subsidiary in Grand Prairie, Tex.
Rovema North America, Norcross, Ga.-based subsidiary of German packaging machinery group Rovema GmbH, has appointed Steven White as business development manager.

Mississauga, Ont.-headquartered Canadian Plastics Industry Association (CPIA) has elected Terry Elliott, general manager of Ampacet Canada, to serve a two-year term as chairman of its board of directors, which has also been boosted with the addition of three new members, including Mark Badger of Urban Polymers; Sean Dennis of Trademark Plastics; and Tyler Kilgannon of Clariant (Canada) Inc.
Minneapolis, Minn.-headquartered industrial instrumentation and measuring equipment group MOCON has appointed Michael Barto as vice-president of engineering and manufacturing.



Hartland, Wis.-based conveying systems manufacturer Dorner Mfg. Corp. has announced for senior management appointments, including: Dan Nasato, vice-president of international operations; Mike Hosch, business unit vice-president for industrial products; Matt Jones, vice-president of sales and marketing; Randy Meis, vice-president of operations; and John Kunhz, business unit vice-president for the engineered solutions group.
Paperboard packaging products manufacturer PaperWorks, Inc. of Bala Cynwyd, Pa., has appointed David Gray as director of business development.

Tapp Label Company Expands Executive Team
To support recent and future growth and meet the continued industry demand for high-quality label printing services, Tapp Label Company added key personnel to its executive team.
Vinod Sharma, VP of Sales: On the heels of the recent acquisition of Metro Label in Toronto, Canada, David Bowyer, CEO of Tapp Label Company announced the addition of Vinod Sharma to the Tapp executive team. With over 30 years of experience in the packaging and labeling industry, Mr. Sharma has been instrumental to the success of Metro Label Group and in the development and management of a wide array of services and solutions across nearly every sector of the business for clients and brands that span the United States, Canada, South America, and beyond. As Vice President of Sales, Mr. Sharma will oversee international sales in Central America, Eastern Canada and throughout North America, primarily for the wine, spirits, pharmaceutical, food and other key industries. Mr. Sharma is located in the current Metro Label facility in Toronto.
a Tapp Label Ltd. company
Vinod Sharma, VP of Sales
Barto Meis Nasato Gray
Oct. 20-22
Cologne, Germany: Polyolefin Additives and Compounding 2015, conference by Applied Market Information Ltd. (AMI). To register, go to: www.amiconferences.com
Oct. 22
Toronto: Ontario Craft Brewers Conference & Suppliers Marketplace 2015, by Ontario Craft Brewers (OCB). At the Allstream Centre. Contact Christine Mulkins at (647) 242-3686, via email pr@ontariocraftbrewers.com; or go to: www ontariocraftbrewers.com/conference
Oct. 23-24
Niagara Falls, Ont.: Meat Industry Expo, biennial exhibition of the Ontario Independent Meat Processors (OIMP) association. At the Scotiabank Convention Centre. To register, contact OIMP at (519) 763-4558; or go to: www.meatindustryexpo.ca
Oct. 28-29
Chicago: IMDA 2015, annual symposium and exhibit hall showcase of the In-Mold Decorating Association (IMDA). At DoubleTree Chicago North Shore Hotel & Conference Center. To register, contact Ron Schulz at (480)415-3379, via email ron.schulz@imdassociation; or go to: www.imdassociation.com
Nov. 3-5
Nairobi, Kenya: Food Processing & Packaging Exposium (FPPE), international Save Food forum by Messe Düsseldorf GmbH. At the Kenyatta International Conference Center. Contact Messe Düsseldorf (Canada) at (416) 598-1524.
Nov. 3-6
Milan, Italy: SIMEI 2015, international enological and bottling equipment exhibition. At Fiera Milano Rho. To register, go to: www.simei.it
Nov. 4
Mississauga, Ont.: Top 50 Packaging Ideas Expo, tabletop exhibition by the Canadian Packaging magazine. At Mississauga Convention Centre. Contact Stephen Dean at (416) 510-5198; or via email sdean.canadianpackaging.com
Nov. 15-17
Mexico City: Advanced Manufacturing Exhibition Mexico, multishow industrial exhibition by UBM Canon comprising Powder & Bulk Solids, Pack, ATX Automation Technology, Design & Manufacturing, and Quality Expo trade shows. All at Centro Banamex. To register, go to: www.manufacturingmx.com
Nov. 16-19
Düsseldorf, Germany: MEDICA 2015 and COMPAMED 2015, inter-
national medical trade fair and international medical technologies exhibition by Mess Düsseldorf GmbH. Both at the Messe Düsseldorf fairgrounds. To register, go to: www.medica.de or www.compamed.de
Nov. 18-19
Montreal: Advanced Manufacturing Canada (AMC), conference and trade show by SME. At the Palais des congrès de Montréal. To register, go to: www.advancedmfg.ca
Nov. 18-19
Chicago: Automation Fair 2015, industrial automation technologies end-user conference and exhibition by Rockwell Automation. To register, go to: www.automationfair.com
Nov. 18-19
Santa Clara, Ca.: IDTechEx Show! 2015, emerging manufacturing technologies exhibition and conference by IDTechEx. At Santa Clara Convention Center. To register, go to: www.IDTechEx.com/usa
Nov. 19-20
Naples, Italy: Advances in the Packaging Industry 2015, international congress by GIFLEX. At Castel dell’Ovo. To register, go to: www.api2015.it
Nov. 19-22
Toronto: Gourmet Food & Wine Expo, at the Metro Toronto Convention Centre. For details and tickets, go to: www.foodandwineexpo.ca


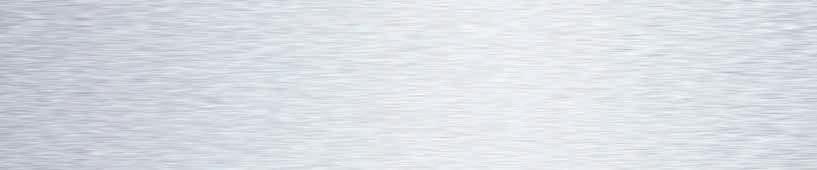

Repak form-fill-seal packaging machines produce high-quality modified-atmosphere packages that protect your baked products, keep them fresh, and extend their shelf-life. The versatile Repak can easily package your entire line of baked products efficiently and cost-effectively. It produces safe, hermetic packages with reliable seals that extend freshness. And for those bakers producing gluten-free, dairy-free or nut-free products, Repak packaging can protect your product against contamination from other products on the supermarket shelf. The stainless steel Repak features a hygienic design with easy access to its interior for thorough cleaning and sanitation. Plus, the Repak is backed by Reiser and our leading customer support and service team. Test the Repak for yourself. Contact us today to set up a demonstration in your plant or at our Reiser Customer Center.








CHECKOUT
RACHEL HORVATH
PACKAGING TAKE ON ARTISANAL TRENDS
Hipsters get blamed for a lot of dubious trends nowadays, and I fully get it. Most of us will agree that no one really needed to bring back the handlebar mustache, suspenders, or the now-ubiquitous lumberjack look. On the upside, though, these throwbacks have been accompanied by the revival of old-fashioned food trends such as pickling, foraging and canning— boldly reintroducing multitudes of small-batched, hand-crafted artisanal products in our midst to enhance our everyday meals and to bring a bit of flair to our pantries.
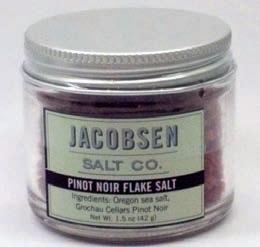
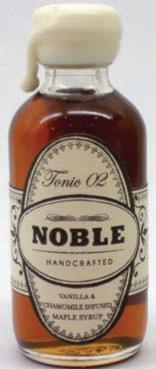
Noble Handcrafted is an awardwinning company on the forefront of this trend, whose Tonic No. 2 maple syrup bottle immediately caught my eye from the shelf of the local upscale dry-goods store with a stylized bottle capped with a hand-dipped, wax-sealed top reminiscent of popular brands of bourbon. This crowning touch gives the packaging a distinctive look to reflect the high quality of the product inside the thickish, rounded glass bottle—aptly labeled with simple paper using old-timey font to further evoke the high-end-hooch vibe. From bottling to the labeling and waxing, every element of the Noble product line is produced by hand— giving it polished street cred as a hostess gift or a fine dining table topper. The vanilla- and camomile-infused syrup, distributed by Mikuni Wild Harvest out of SeaTac, Wash., is available both in a small 60- ml mini glass bottle, and the full-sized 450- ml glass containers for those who are really serious about their maple syrup.
If there is such a thing as a bona fide salt connoisseur, rest assured you are looking at one near the top of this page. Based in Portland, Ore., Jacobsen Salt Co.
is one of the original arti sanal salt companies, whose simple and classy packaging is fittingly enhanced with a watery blue logo that hints at the Pacific Ocean, where the salt is harvested. The stout, hefty 1.5-ounce glass jars of the company’s branded salts are topped with metal screw-top lids that are surprisingly easy to manoeuver open with one hand when pinching out a few flakes, while using the other one for stirring and cooking. The use of glass to package the product offers practical advantages over the flimsy cardboard salt boxes that deteriorate with time, as well as superior aesthetics to the many plastic salt bins that have the tendency to fog and scratch with repeated use. The minimalist label design allows the consumer to have a good close look at the salt flakes inside—offered in several unique flavor varieties like pinot noir and lemon zest—and the containers are attractive enough to take their place directly on the dining table as an upscale alternative to the traditional salt mill shakers.
Cumbrae’s is a thirdgeneration butcher shop based in Toronto—currently operating four locations in Ontario— which has long been celebrated for the high quality of its meat products. With their steadily growing line-up of prepared foods now expanding to include more tasty offerings such as rotisserie chicken soup and slow-braised beef stew—vacuum-packed in sturdy, high-barrier plastic film that keeps it fresh in the fridge, for weeks—enjoying a delicious “home-cooked” meal without doing all the hard work is getting easier all the time. For example, this package of Cumbrae’s

Slow-Braised Beef retains its freshness and full flavor in the fridge for up to four weeks, and it can be safely frozen inside the packaging to extend the product’s shelf-like even further. Moreover, the product’s flat-pack packaging format method makes easy to stack up in the freezer or to simply toss in the cooler en route to enjoying a fall weekend at the cottage or campground. While the simple white paper label lists heating instructions and the bestbefore date, it seems odd that there is no detailed listing of the ingredients one would find on the mass-merchandised prepared meal products. While not inexpensive by any stretch, the 20-ounce vacuum-pack does provide a hardy meal for two people at a much more reasonable price-point than many home-delivered meals of lesser quality and taste could cost you nowadays.
With dinner taken care of, a post-meal cocktail—such as the time-honored British mainstay gin-and-tonic— becomes an artful endeavor when using products such as the ¾ oz Tonic Maison. Produced in Montreal by the company of the same name as the brand, this product deftly elevates the standard gin-and-tonic con coction by using a tonic syrup concentrate that is added to a mix of gin and club soda, rather than pre-made tonic water, to complete the drink. Bottled in an apothecary-style 120- ml glass bottle dressed up with a brand label that makes it a snap to remember the right amount of syrup to add— exactly ¾ of an ounce—this innovative mixology aid provides a great measure of portioning control you just cannot get with your typical can of soda.
by Rachel Horvath

Rachel Horvath is vice-president of television production at Lone Eagle Entertainment Ltd., a Toronto-based company currently producing the hit FoodNetwork Canada show You Gotta Eat Here!
Photos

Inspection Solutions
Protecting Your Brand
Inspection solutions that guarantee your products are safe, ensuring your customers and your reputation are protected all of the time.
Download METTLER TOLEDO’s complimentary white paper that simplifies and compares the four most frequently used GFSI recognized standards.
Visit www.mt.com/pi-food3 or scan the QR code to download the white paper.
www.mt.com/pi