It’s the hundreds of loyal customers, multitudes of innovative products, and the countless
So, if you want more than a box, come and see what Atlantic can do for you.
OCTOBER 2012
VOLUME 65, NO. 10
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198
SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227
GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228
AJoseph@canadianpackaging.com
ART DIRECTOR
Stewart Thomas • (416) 442-5600 x3212
SThomas@bizinfogroup.ca
PRODUCTION MANAGER
Cathy Li • (416) 510-5150
CLi@bizinfogroup.ca
CIRCULATION MANAGER
Diane Rakoff • (416) 510-5216
DRakoff@bizinfogroup.ca
EDITORIAL DIRECTOR
Lisa Wichmann • (416) 442-5600 x5101 LWichmann@canadianmanufacturing.com
EXECUTIVE PUBLISHER
Tim Dimopoulos • (416) 510-5100 TDimopoulos@bizinfogroup.ca
Vice-President of Canadian Publishing • Alex Papanou President of Business Information Group • Bruce Creighton
THE DREAM MACHINES
Packaging equipment manufacturers are not natural glory-hunters by any stretch—generally being largely content with their technology’s behind-the-scenes, blue-collar role of cranking out someone else’s packaging creations and innovations at ever-increasing line speeds and production volumes.
But when you’re really good at doing something like that, sometimes fame just comes knocking on your door, ready or not, as Louisville, Ky.based stretchwrapping machinery manufacturer Lantech found out earlier this year—just in the perfect nick of time to celebrate the company’s 40th anniversary to boot.
Started in 1972 by brothers Pat and Bill Lancaster, the family-owned company has long been one of the star stalwarts of the fast-growing market for secondary packaging machinery—a fact underscored in a big way last spring when the company was proclaimed as the “World’s greatest manufacturer of stretchwrapping equipment” by a popular television program “World’s Greatest!...” in an insightful half-hour episode aired on the ION network in the U.S. in May.
esteem over time, Lantech’s promotions manager Derek Jones says the company still found itself surprised when it was originally approached by the show’s producers.
“When the producers contacted us, they said they asked users to name the best stretchwrapping company out there, and everyone said they should speak with us,” recalls Jones, while noting that peer recognition is not an entirely new concept for Lantech, which invented the now-standard shipping process of unitizing products on a pallet when it introduced the first commercially successful pallet stretchwrapping machine in 1973.
“Most every innovation in the stretchwrapping equipment industry can be traced back to Lantech,” says Gordon Freeman, executive producer of the show’s creators How 2 Media in Delray Beach, Fla.
“That’s what leaders do—they pioneer, they grow and they lead.
“And that’s why this story is meaningful to our viewers,” says Freeman, who sent a full film crew to Lantech’s manufacturing facilities in Louisville to capture the manufacturer in its everyday element.
While boasting 175 U.S. and foreign patents, along with more than 65,000 worldwide machine installations, can do wonders for a company’s self-
Launched at a packaging industry trade show that has since evolved into the world-renowned PACK EXPO series of global packaging industry exhibitions, this once-novel technology is nowadays used to ship approximately three billion loads of palletized product per year around the world, according to Jones, also noting that becoming the world’s first packaging machinery manufacturer to adopt “lean manufacturing” at its operations in 1992 earned Lantech a featured spot in the INC. Technology magazine’s cover story.
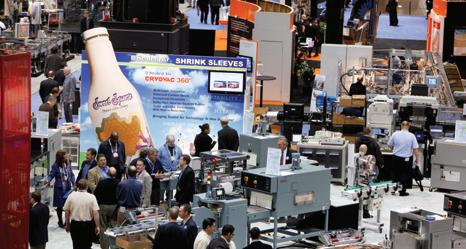
Naturally, Lantech will once again be front-andcenter at this month’s PACK EXPO International 2012 exhibition at Chicago’s vast and stunning McCormick Place fairgrounds, along with hundreds of other top-class packaging machinery manufacturers offering the latest and greatest bestin-breed equipment solutions to help end-use customers optimize their production and packaging productivity and efficiencies.
And while there’s never really a bad time to visit a world-class city like Chicago for any reason, the uncanny timing of this year’s show edition—spilling over into Halloween and just days before the U.S. presidential election—has all the makings of the “World’s greatest packaging show” written all over it.
Hope to see you there!
DEPARTMENTS & COLUMNS
32-41
By Andrew Joseph Forward-looking Ontario college makes a major investment for the future with state-of-the-art food processing and packaging equipment to give its students top-notch training for real-world career challenges.
28 HIGH-TECH FOR HEMP By Andrew Joseph Pioneering Manitoba hemp food manufacturer leaving nothing to chance with cutting-edge X-Ray product inspection technology.
lowdown on
PACK EXPO International 2012 packaging technologies extravaganza in Chicago.
NEWSPACK
INDUSTRY AWARD PAYS LIP SERVICE TO BEAUTY
Beauty may only run skin-deep, but the beautiful packaging created for the Toronto-based cosmetics producer Elizabeth Grant Skin Care left a deep enough impression at the recent 2012 HBA International Package Design Awards competition to earn it the prestigious People’s Choice Award for an innovative lip balm and conditioner product.
Called The Socializer’s Can You Keep A Secret?
Lip Exfoliator and Conditioning Balm, the new formulation features an industry-first vibrating exfoliating tip that activates gentle vibrating pulses to aid in quick removal of dry skin from the lips, according to the company, which picked up the highly-coveted prize at last summer’s international HBA Global Expo health-and-beauty industries exhibition in New York City.
“This is one of the most unique products Elizabeth Grant Skin Care has ever produced, combining beauty with mechanical technology,” says the company’s vice-president of creative global direction Margot Grant Witz. “We are truly honored that the public voted for our product.
“We are thrilled that it has been well-received and many beauty fans are enjoying the item,” says Witz, crediting acclaimed Canadian artist Jessica Gorlicky for designing
the beautiful graphics for the high-end decorative folding cartons manufactured by Bellwyck Packaging Solutions in Toronto.
Made with high-quality components supplied by Ming Ltd., the deep-conditioning balm—containing active ingredients such as torricelumn, panthenol (vitamin B5 ), cucumber, rice exfoliator and collagen— is attached to the vibrating exfoliator with magnetic technology in a way that lets users either keep it attached, or pull the lip balm off and take it with them for easy on-the-go application when needed.
According to Witz, the new product “delivers a onetwo punch that gets your lips smooth and luscious.
“This lip treatment duo consists of an exfoliator and a lightly-textured, deep-conditioning balm with anti-aging actives that target the symptoms of dry and lined lips at the source,” explains Witz.
“You start by using the gentle exfoliator to lightly remove dry skin cells with natural rice granules and help prime the lips for the balm.
“Next step, apply the clear conditioning balm and never experience another make-up beauty faux pas again,” says Witz, adding that the company’s proprietary Torricelumn moisturizer was developed specifically to give dry lips a “luscious volume” appearance.
NEW $20 BANKNOTES SALUTE WAR EFFORT
Paying tribute to Canada’s war-time heroism of nearly 100 years ago is getting harder with the passing of the country’s last veteran of World War I in 2010, but the Bank of Canada’s new high-tech $20 polymer banknotes—launching into circulation next month—will help remind Canadians about the ultimate sacrifices of a generation of men and women scarred by the bloody five-year conflict.
According to the central bank, there are currently more than 845 million $20 paper bills in circulation, accounting for more than half of all banknotes, and changing them to the more durable polymer notes lasting at least 2.5 times longer will help reduce processing and replacement costs, along with the environmental impact, over time.
Featuring holograms and other advanced anticounterfeiting features, the high-tech $20 bills are designed to serve as a refresher history lesson that is often described as Canada’s coming of age, with the back of bills depicting the Canadian National Vimy Memorial and paying tribute to the contributions and sacrifices of Canadian men and women in all military conflicts.
SPICE PRODUCER’S FLAVOR DU JOUR HITS ALL THE RIGHT NOTES
Consumer tastes du jour may often come and go with the wind, it seems, but staying ahead of them while they matter has kept venerable spice producer McCormick & Company Canada Co. firmly perched on top of the food chain in its industry segment for over 120 years.
This knack for responding to consumer demand in timely manner has served the company well in the Canadian marketplace, where its London, Ont.-based McCormick Canada subsidiary has just launched a new, limited-time Club House Roasted Chili and Tamarind spice mix in the company’s signature, 120-gram plastic spice jars decorated with attractive, highly legible labels designed by the Toronto-based branding specialists Forthought Design Inc., and converted by Vaughn, Ont.-based labeling producer ASL PrintFX
Combining zesty pops of spicy, sour and herbal flavors often used in North African and Asian cuisines, the new blend of slow-roasted chili peppers, sweet fragrant spices, and the tangy citrus flavor of tamarind with a dash of red pepper heat was inspired by the company’s own McCormick Flavor Forecast barometer— used for the last 10 years to forecast the incoming flavor trends for the year ahead.
Containing no MSG (monosodium glutamate), artificial flavors or colors or transfats, each bottle of Roasted Chili and Tamarind seasoning blend features a unique peel-back label that is filled with recipes best-suited for this spice blend, including Quick Shrimp Stir-Fry, Roasted Chili and Tamarind Rice, Beef Rendang (Malaysian Beef Stew), Roasted Chili and Tamarind Dressing, Lentil Soup, and Coconut Chicken.
Originally launched in 2008 under the Club House La Grille brand, the Club House Limited Edition flavors have been a big hit with the Canadian consumers, according to McCormick Canada, who have shown themselves to be willing and eager to embrace an increasingly global palette of flavors from around the world.
SIZE MATTERS WITH NEW BOTTLED-WATER CONTAINER
Sometimes it’s hard to get enough of a really good thing all at once, but it’s getting easier for Canadian consumers to do just that with their favorite water brand thanks to the recent launch of the four-liter bottles of Nestlé Pure Life Natural Spring Water brand by the Puslinch, Ont.-based Nestlé Waters Canada (NWC)
Sourced at the company’s two separate privatelyowned springs—Mount Hope Spring in Hope, B.C. and the Aberfoyle Spring in Puslinch— the fresh-tasting water brand is now available in Canada in seven convenient sizes, each decorated with a lightweight paper label designed and converted by Hammer Packaging
Packaged in tamper-evident, 100-percent recyclable PET (polyethylene terephthalate) plastic bottles blowmolded right on-site at the Puslinch and Hope
facilities, the Nestlé Pure Life Natural Spring Water family now includes single-serve 300-ml, 500-ml, 591-ml and 710-ml containers covering everything from kids’ school lunches to serious gym workouts, along with the one-liter and 1.5-liter multiserve bottles and the family-size four-liter jugs that are largely intended for home, cottage and office use, according to the company.
“These products represent an affordable, healthy and all-natural alternative to sugared beverages, particularly for consumers who want to stay properly hydrated but want to avoid calories, caffeine and additives,” explains NWC’s marketing manager for domestic brands Carol Guier, citing the consistent quality and mineral balance of product source from the sustainable springs.
OLD-SCHOOL BEER CONTAINER GROWLS BACK TO LIFE
Paying homage to history has long been part of the savvy marketing strategy used by the Toronto-based beermaker Steam Whistle Brewing to become one of Canada’s leading craft-brewers, and the company has recently dug into the past once again to bring back the legendary jumbo growler glass container for Canadian beer aficionados.
For now only available at Toronto’s historic John St. Roundhouse brewery—a one-time locomotive repair and maintenance yard—the company’s signaturegreen, 64-ounce refillable glass container is outfitted with a metal handle, pewter logo medallion and a ceramic flip-flop lid to provide a perfect, brewery-fresh
take-home beer experience, along with truly unique memorabilia.
“Glass growlers are a North American phenomenon, growing with consumer interest in craft beer,” explains Steam Whistle’s retail manager Josh Hillinger.
“We’ve created a really original growler so that our fans can take fresh, draught-filled Pilsner home to share.
“The beer growler offers a nice alternative to a bottle of wine at dinner parties or social gatherings,” says Hillinger, adding the company has also enhanced the traditional way to fill growlers by installing a recently-purchased Pegas Craftap bottle filling system.
Unlike top-filling the growlers from draught taps the old way—resulting in more foam and high dissolved oxygen levels that shorten the beer’s shelf life—the Pegas system operates like a bottle-filler, using a counter-pressure application of carbondioxide to eliminate oxygen and excessive foam, according to Hillinger, who picked the so-called ‘Two-liter Green Belgian Growler’ container design for the company’s flagship Steam Whistle Pilsner brand, which is the only brand the brewer makes.
Says communications director Sybil Taylor: “Our Pegas growler filling system requires a translucent growler for the most accurate filling, so this growler design won out over some ceramic options that were considered.
“And of course, a green growler perfectly complements Steam Whistle’s signature green glass bottles and green cans and cartons,” says Taylor, complimenting Steam Whistle’s creative director Elton Clemente for designing the attractive Steam Whistle branding on the growler.
According to Taylor, the brewer’s original launch of 200 growlers completely sold out within 10 days of being available in only one location—resulting in repeated growler promo events at the John St. Roundhouse brewery’s on-site beerstore and bar, which also offers on-site refills for the easy-to-carry bottles, which are overpacked with special burlap sacks to protect the beer from harmful UV light exposure.
“The burlap sack was made to be reminiscent of a vintage barley sack,” says Taylor, “with barley being one of the main ingredients in beer.”
Long before bottled beer became commonplace in North America after industrialization in the mid-1800s, drinking beer outside of the saloon meant having to buy draught beer and carrying it out in the ‘bucket’ of beer that came to be known as a growler, with the actual term growler attributed to the sound of escaping carbon-dioxide causing the lid to rattle or “growl.”
NOTES & QUOTES
The Canadian Corrugated and Containerboard Association (CCCA) has been selected as a new name for the Brampton, Ont.headquartered industry group formerly called Paper Packaging Canada (PPC), effective immediately. According to CCCA’s executive director David Andrews, “The new name was chosen to describe the business areas of our member-companies more precisely and to reflect the nature and scope of our members’ business interests more accurately, while supporting the focus of the organization’s mandate and mission.” Tel. (905) 458-1247; web: www.cccabox.org
Toronto-based packaging products and services provider Bellwyck Packaging Solutions has acquired the global secondary clinical packaging and distribution services business of Patheon Inc., Mississuaga, Ont.-headquartered supplier of contract manufacturing and co-packing services for the global pharmaceutical and healthcare industries, for an undisclosed amount. Globally managed from the business unit’s central facility in Burlington, Ont., the secondary clinical packaging and distribution business also includes an operating presence in Cincinnati, Ohio. “We look forward to an ongoing partnership with Patheon as we
Toronto-headquartered private equity capital firm Onex has reached an agreement to acquire the assets of SGS International (SGS), a globallyoperating supplier of design-to-print graphics services to the CPG (consumer packaged-goods) industry, for US$813 million. Employing over 2,400 people at 37 production facilities and more that 100 customer locations in 14 countries, the Louisville, Ky.-headquartered SGS generated about US$390 million in revenues for the year ended June 30, 2012, supplying its vertically-integrated packaging services to some of the world’s leading CPG brand-owners, retailers, and the package printers that service them. Says Onex managing director David Mansell: “SGS is truly the global leader in its industry, evidenced by its strong and enduring relationships with the world’s leading consumer goods companies, retailers and packaging converters, and we’re delighted to build on the company’s market leadership position through continued international growth and expansion into other complementary services.”
Pharmaceutical packaging products manufacturer Aphena Pharma Solutions Inc. of Philadelphia, Pa., has completed the acquisition Classic Pharmaceuticals LLC, Sherburne, N.Y.-headquartered contract manufacturer of private-label OTC (over-the-counter) products— including a nasal inhaler relief for cold and flu symptoms, and chocolate-flavored laxatives—sold at over 16,000 drugstores and pharmacies across the U.S. “Aphena is pleased to make this strategic acquisition of a small and growing private-label company— bringing us two very solid products and providing them to our current customer base as additional privatelabeling opportunities,” says Aphena’s president Renard Jackson.
Broomfield, Colo.-headquartered beverage can manufacturing group Ball Corporation has announced plans to close down its 110-employe 12-ounce metal can beverage packaging manufacturing plants in Columbus, Ohio, and a 125-employee facility in Gainesville, Fla., where the company produces metal can ends for standard can sizes, by the end of this year. According to Ball, the decision to close the plants were driven mostly by shifting customer demand towards specialty can packaging. “These actions are in response to a loss of standard 12-ounce beverage can volume beginning January 2013, as well as continued growth in specialty beverage can packaging, which is an increasingly important part of our business,” says Ball’s chief operating officer for global packaging Raymond Seabrook. “We will continue to actively manage our overall cost structure, pursue new specialty can opportunities, and better position our manufacturing footprint to meet changing market conditions to offset the impact of the volume loss.”
ECO-PACK NOW
MOLDED-FIBER PACKAGING AN INCREASINGLY ATTRACTIVE SUSTAINABLE OPTION
With sustainability being a new driving force in the CPG (consumer packaged goods) industry, packaging developers are expanding the possibilities and accelerating the adoption of advanced molded-fiber packaging applications.
As trendsetters like Walmart Stores Inc. have shown, working with suppliers to create sustainable packaging is vital for retailers and manufacturers looking to reduce input, transport, storage and disposal costs, while communicating their concern for the environment to consumers.
This growing environmental awareness is helping accelerate the development of advanced, economical molded-fiber packaging products, which are increasingly popping up in a variety of different CPG markets—being used from shipping wine bottles and retail packaging for cosmetics to protective packs for jarred candles, cushions for computers, and inserts for mobile phones.
Molded-fiber packaging is made from 100-percent recycled newsprint, which is processed into a slurry with water and converted into custom packaging after being vacuum-formed on screened molds. Because it is made entirely from paper and water, molded fiber provides a 100-percent recyclable and biodegradable packaging option that substantially reduces input and disposal costs, compared to petroleum-based plastics.
Molded fiber’s natural resilience, along with block-
Quality
Performance
ing and bracing capabilities, enable it to perform as well as most vacuum-formed plastic, expanded polystyrene (EPS), and corrugated designs.
Not only is molded-fiber packaging often less expensive than EPS or other foam products, it requires far less space to ship and store—resulting in further cost-savings.
Although demand for recycled packaging has been growing for years, molded fiber has traditionally been restricted to items like box inserts, cupcarrying trays and egg cartons, with extremely limited consumer appeal.
Recently, however, some packaging industry suppliers have added specialty equipment and new techniques that have significantly expanded the capabilities of traditional molded-fiber packaging.
Norelco shavers and Sonicare toothbrushes from large PET (polyethylene terephthalate) blisters to molded fiber and smaller-sized blisters quickly resulted in improved sustainability performance, better brand positioning and reduced packaging costs, according to the company’s senior commodity manager for packaging and print Jeff Wood.
For example, Georgetown, Mass.-based UFP Technologies, the largest custom converter of molded fiber in the U.S., has recently installed new high-tonnage presses capable of producing after-pressed parts offering far more aesthetic appeal than traditionally-formed molded fiber. (See Picture)
For Philips Consumer Lifestyle, a business unit of Royal Philips Electronics, the recent switch of the inside protective packaging for the company’s
“Switching from large to small PET blisters, along with custom protective molded-fiber packaging from UFP Technologies, has reduced our use of plastic packaging content by 75 per cent and saved us hundreds of thousands of dollars in material costs,” says Wood, adding that the smooth and precise finish of the molded-fiber packaging also helped improve the “out of the box” experience for the consumers.
“Being made from 100-percent recycled newsprint, the molded-fiber packaging is a much more renewable and environmentally-friendly material than petroleum-based plastics,” says Wood, adding the switch is part of the company’s EcoVison5 corporate sustainability program aiming to “double global collection, recycling amounts, and the use recycled materials in our products by 2015 from 2009 levels.”
Service Support
Our areas of expertise include:
˛ X-Ray Inspection
COMPOSTABLE BAGS A GAME-CHANGER
They may not be having a stellar season on the diamond pitch, but the Seattle Mariners major league baseball franchise is really hitting it out of
the ballpark this year in its drive to become a zero-waste business.
Last month, the first 10,000 fans arriving to the team’s Safeco Field home stadium for a game against the Boston Red Sox received a free bag of peanuts packed in 100-percent compostable film developed by the leading German industrial chemicals producer BASF, which the company claims to have overcome some of the more serious technical and performance drawbacks hindering more widespread use of biodegradable bags so far.
˛ Combination Weighers
˛ Vertical Form Fill & Seal
˛ Pouch Machines
˛ Checkweighers & Metal Detectors
˛ Leak Detection ˛ Fill Level ˛ Carton Formers & Closers ˛ Automatic Case Loaders
˛ Retail Ready Packaging Solutions Equipment Rentals for Rework Projects Local Installation, Training and Preventative Maintenance Support
“Flexible packaging with this BASF technology is a big step forward for the snack-food industry,” says market development manager for consumer packaging Kimberley Schiltz. “It means that popular snack-foods can be brought to market in compostable packaging that delivers needed shelf-life at a competitive price point, with a more sustainable ‘end-of-life’ solution than conventional packaging materials.”
An active member of the Green Sports Alliance group, the Seattle Mariners organization says it is currently on track to divert 85 per cent of its waste from landfill this year, compared to just 12 per cent in 2006.
Says Mariners vice-president of operations Scott Jenkins: “All of our service ware is already compostable, but snack-food bags have been one of the biggest barriers preventing us from getting to our goal.
“However, the flexible packaging made with BASF biopolymers could represent the holy grail of greening for our wastestream,” Jenkins states. “Whenever there are contaminants in our compost stream, like regular snack-bags and candy wrappers, we have to pay a premium to have them removed by hand,” says Jenkins.
“But if all of the snacks sold at Safeco came in compostable packaging,” Jenkins states, “it would represent a significant savings of time and money for the team, while getting us a whole lot closer to achieving our zerowaste goal.”
2013 Call for Entries
Excellence in Innovation & Design
PAC Leadership Awards give industry-based, peer recognition across North America for excellence in all formats of packaging, in branding and graphic design, in technical aspects and in sustainability. Not only is the PAC competition the longest running competition in North America but PAC was the fi rst to initiate the Sustainable Packaging competition in 2008. Further innovations this year give greater recognition to the long-established importance of packaging in Shopper Marketing.
Winner of the 2011 PAC Leadership Award
In-Store Marketing categories
• Display Merchandiser
• Display Ready Packaging
• Display Ready Pallets
• Retail Ready Packaging
Celebrate with Industry Leaders at the Awards Gala on Earth Day - April 22, 2013
Important dates •December 14, 2012 - early bird deadline for all entries • January 22, 2013 - final entry deadline
Industry leaders endorse PAC Leadership Awards
“This is a truly unique opportunity for marketers, designers and printers to show the industry what they are doing. As a longtime participant in the PAC competition we have seen value in many ways; from giving the recognition that our designers deserve, to thanking our clients for the great work they entrust to us, to showing appreciation to our printer partners.”
Linda McGregor, VP Client Service, Davis
“The PAC Leadership Awards has been setting the industry benchmark on how important strategic thinking, innovation, technical excellence, and sustainability all play a role within a products life cycle.”
Andrew Laufer
Molson
Coors Canada
Contact Lisa Abraham at 416.646.4640, labraham@pac.ca for more information. Visit www.pac.ca/index.php/pac/competiton for more information
SORCERY AT THE SAUCERY
Venerable Quebec sauce and seasonings marketer taking full control of its own destiny with bold new high-tech manufacturing and packaging competencies
ANDREW JOSEPH, FEATURES EDITOR
Wproduce over 2.5 million kilograms of spiced blends product per year from over 300 tasty recipes.
Marc Montour, President & Owner, Montour Ltd.
hile it’s probably true that there is no accounting for personal taste each and every time, one certainly couldn’t blame Montour Ltd. for at least trying to satisfy as many taste buds as possible with its wide-ranging selection of flavorful, authentically-prepared grilling sauces, broths, marinades and other seasoning products formulated to turn otherwise ordinary food into tasty culinary experiences.
Located just north of Montreal in Blainville, Que., the company is a third-generation, familyowned business that has come a very long way since opening its doors back in 1934—having evolved from a spice distributor to a spice-blend manufacturer in 1963, and nowadays, along with
its spices, it finds itself a well-respected condiments and ingredients supplier for eastern Canada’s meatprocessing industry, especially in the ready-tocook and ready-to-eat meals segments, as well as a highly successful brand-owner in its own right.
“The ready-to-eat and ready-to-cook meals are anything but a trend,” states company owner and president Marc Montour. “They are a reality.
“Because modern families nowadays often have the two spouses working full-time, there is very little time to cook and present the traditional family dinner,” says Montour, explaining the rapid proliferation of such prepared meal solutions at major grocery chains, supermarkets and other retail food outlets right across Canada in recent years.
Naturally, it’s a very welcome market development for Montour’s company, which employs 50 people at its state-of-the-art, 40,000-square-foot facility to
Included in that extensive product portfolio, Montour turns out over 800,000 liters of highquality grilling sauces, marinades and broths per year for retail customers across Ontario, Quebec and the Atlantic provinces, relates Montour.
He explains that the company began offering grilling sauces and marinades in 2002 and broths in 2012 but only became involved in the actual manufacturing of its product fairly recently—following its 2001 move to the current Blainville location, which has undergone several expansions in the past five years to add a warehousing facility, a spice packaging room, a new laboratory, and a complete kitchen facility for producing the sauces and broths.
“Up until our most recent expansion, when we added a production line, we did not actually manufacture our own sauces,” Montour told Canadian Packaging in a recent interview.
Third Wheel
“Prior to that, we provided our recipes to a thirdparty manufacturer who mixed and bottled our products for us,” says Montour, adding that the sudden boom in the prepared-meals segment of the industry prompted the company to rethink the way it went about its business—ultimately deciding to take a much more direct hands-on approach to the manufacturing and packaging of its products.
According to Montour, about 90 per cent of the company’s sauce production output is supplied to grocery store meat departments operated by the company’s high-profile customers such as Sobeys Inc. and Metro Inc. supermarket chains, where it’s used to prepare various ready-to-cook and ready-to-eat meat and fish products. As well, Montour supplies customers in the process meat industry, like Olymel L.P.
The remainder of Montour’s sauce production is allocated for the manufacturing of the company’s own flagship Lebon retail brand of highend sauce products, which are scheduled to hit the Sobeys and Metro’s supermarket shelves in coming months, Montour relates.
Retailing in highly decorative 350-ml plastic bottles, the Lebon brand launch will be carefully phased-in starting with a pending debut of the Authentic and Red Wine broths for fondue cooking, along with the Honey and Garlic , Dijon, Shanghai, Souvlaki, Three-peppers, and Chicken and Ribs grilling sauces and marinades.
Montour says he’s very pleased with the strategic steps the company has taken to become a fullyintegrated business enterprise, with firmer control of its own destiny via pride of ownership that comes only with manufacturing your own creations for the consumer public.
“Nowadays we do not provide any third-party manufacturing services nor do we utilize any for ourselves,” Montour enthuses.
“All the sauces made at Montour are developed by our own R&D department, and all the seasoning bases are also blended in our facility.”
PHOTOS BY PIERRE LONGTIN
The Blainville plant currently operates two production shifts and one cleaning shift in its spice department, and a single production shift and cleaning shift for its sauces, according to Montour, who says the plant has both the capacity and flexibility to quickly add a second shift if the consumer response to the new products warrant it.
Which may well be a foregone conclusion, given the company’s robust business growth over the past decade to build up a diversified grocery store customer base across all of eastern Canada that cushions it from any major seasonal production peaks and valleys.
“And soon enough, we shall be expanding our products into central and western Canada as well,” says Montour, citing enthusiastic marketplace response and feedback to the company’s diverse
product portfolio.
“Over the past three years, we have seen business for our delicious sauces and broths double— and with the addition of our new bottling line, we foresee an 80-percent increase as we expand into more and more markets.”
Our House
According to Montour, having inhouse manufacturing capabilities has enabled the plant to respond to changing market needs much faster than it was ever possible with its former co-packing business partners.
“We utilized their service a fair bit during the summer months,” he recalls.
“But when our customers in the grocery store business started wanting more sauces from us during the winter months, we knew we would have to
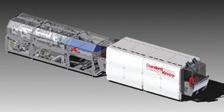
New to the packaging business, Montour purchased a complete lling and capping line from Capmatic, including the Accuro ll volumetric piston ller capable of handling a broad range of liquid, medium- and high-viscosity products.
A close-up of the Accuro ll piston ller Montour uses to dispense precise amounts of sauce and marinade products into 1.89-liter jugs used by its grocery retail customers to prepare ready-to-eat and ready-to-cook meals on the store premises.
See us at Pack Expo, Booth S-1201
do something drastic,” says Montour, explaining that the plant’s new state-of-the-art bottling line— installed as part of a comprehensive $3.5-million facility expansion completed in April of this year— was designed specifically to facilitate such agile manufacturing flexibility, while also enabling the company to launch its own product brand in a fastgrowing segment of the food market.
Installed as a turnkey system by renowned Montreal-headquartered packaging machinery OME (original equipment manufacturer) Capmatic Ltd., the new bottling line has done wonders for the company’s manufacturing and packaging competence, according to Montour, who says he was initially attracted to Capmatic based on the manufacturer’s well-earned reputation for an extensive product range of top-quality unscrambling, filling, capping and labeling equipment that can work with a wide range of bottles, jars and jugs in a multitude of shapes and sizes.
“One of our big desires was to present a betterpackaged product to our grocery store customers,” explains Montour, relating that the sheer weight of the bulky four-liter jug previously used to ship the sauces was not very easy to handle by the stores’ deli and department staff, weighing about five kilograms (11 pounds) each.
“So in an effort to help our customers out, we decided to create a smaller, 1.89-liter bottle that only weighed approximately 2.3 kilograms (five pounds), and which is also more ergonomic,” Montour relates.
“We also wanted to incorporate a jug handle that would be easier for people to manipulate for easier distribution and handling,” says Montour, asserting that the Capmatic equipment delivers the same high-quality output with the 1.89-liter sauce and the one-liter broth jugs—supplied by DeltaPac Packaging Inc.—as it does with the retail-bound 350-ml bottle supplied by the Montreal-based Ampak Inc., with Berry Plastics Corporation supplying all the bottle cap sizes via its local distributor Roda Packaging Inc. of Laval, Que.
Cooking Skills
Armed with a new Blentech 2,000-liter cooker and a completely automated Capmatic packaging line, the Blainville plant is more than capable of meeting the current customer demand volumes of 800,000 liters of finished sauces, broths and marinades annually.
“We are now able to produce three batches of 1,800 liters of product in a single eight-hour shift,” Montour marvels.
“The improvement in our production capabilities is really a beautiful thing!”
The main cog of the Capmatic line installed at Montour is the fully-automatic Accurofill volumetric piston filler that works equally well for liquids, semi-viscous and viscous products for all types of plastic, metal and glass containers using a unique combination of volumetric piston technology and rotary valve control to enable extremely fast and accurate filling rates.
“It’s a very good piece of equipment for us,” comments Montour.
“Although we have only had it for a short while, we are quite impressed with its ability to fill our jugs and bottles in an accurate manner.”
While the Accurofill has not yet tested its filling mettle with the 350-ml retail bottles, Montour reports the machine is able to fill 24 1.89-liter jugs, or just over 30 one-liter jugs, per minute.
Other components on the production line include Capmatic’s SortStar —a no-change-part bottle unscrambler that Montour has already discovered to be able to handle a diverse range of plastic bottles.
Incorporating centrifugal disks and adjustable guides, the SortStar is equipped with numeric counters to facilitate mechanical adjustments for easy, repeatable changes.
A robust BeltStar stainless-steel capper and retorquer from Capmatic easily handles a wide range of containers and caps to ensure optimal quality and control with innovative magnetic slip-clutch technology.
“The BeltStar provides an HMI (humanmachine interface) viewing of the torque application giving us verification of each bottle or jug that passes through it,” says Montour, complimenting the user-friendliness of Rockwell Automation’s Allen-Bradley PanelView Plus 600 HMI terminal, along with the BeltStar ’s optional tourque verification and reject features.
A Capmatic SuperJolly single-chuck capper is used to tighten various cap styles, including the continuous thread (CT) caps, child-resistant (CR) caps, and roll-on pilfer-proof (ROPP) caps. According to Capmatic, the SuperJolly is interchangeable between screw capping and crimping.
The system employs a Cognex machine vision control camera system to provide quick verification that each tightened cap has been perfectly aligned— quickly rejecting any misaligned or otherwise imperfect caps right off the production line
The line also includes the Orientor —a Capmaticmade orientation device that aligns all the container handles in the same direction prior to the filling process.
Product labels are applied to the Montour jugs via the easy-to-set-up and operate Capmatic LabelStar 2/1T single-head system that accurately applies partial-wrap or full-wrap and panel-wrap labels to a wide variety of container types, making optimal use of stepper motor technology that provides longterm accuracy and eliminates the service requirements inherent with the use of clutches and brakes.
Other equipment includes a large special cool-
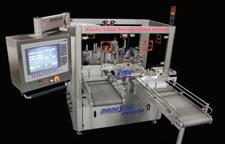
Open 1.89-liter jugs of Montour sauces pass through an IQ³ model metal detector for Loma Systems for their nal quality assurance check prior to capping further downstream the Capmatic bottling line.
The LabelStar 2/1T single-head labeler from Capmatic neatly applies adhesives labels to the front of 1.89-liter jugs at throughput speeds of up to 24 containers per minute.
A Markem-Imaje 8018i coder applies lot and best-before information to the product labels before they are applied onto the lled plastic containers.
ing conveyor table and an accumulation table on a heavy-duty stainless steel frame, which can be quickly modified with a variety of options per required accumulation time.
“All of the equipment we purchased from Capmatic has been an eye-opening experience for us,” says Montour. “It is all very easy to operate,
which is an important factor for us—being new to the whole packaging line process.”
A Markem-Imaje 8018i intermittent thermaltransfer printer applies lot number and best-before information to the adhesive labels before application by the LabelStar
Other systems added to the line by Montour
before
ÖLFLEX ® goes the distance in production environments
• Engineered insulation & jacket
• Unmatched flexibility
• Easy to route and install
• VFD connections without failure
Download a free technical paper on VFD cable from our packaging resource center at www.lappusa.com/canada/ packaging.
include a Loma Systems IQ³ metal detection system—said to provide the ‘industry first’ true variable frequency operation that automatically sets up for peak performance in seconds—and an induction sealer from Enercon Industries Corp., which creates tough hermetic seals to prevents containers from leaking to preserve the freshness of the contents as well as provide a helpful tamper-evidence feature.
“Maintaining a quality product is extremely important for us,” asserts Montour. “It’s why, along with working in a HACCP (Hazard Analysis and Critical Control Points)-certified, CFIA (Canadian Food Inspection Agency)inspected facility that undergoes thirdparty audits, we wanted to install packaging equipment that would maintain that sense of safety we demand for our customers.”
The Capmatic SuperJolly single-chuck
is designed to ensure quick accurate application of a broad range of cap types and sizes onto many different types of containers.
According to Montour, the key consideration behind the new line was making sure that the quality of the equipment matched the quality of the company’s high-end products, which are made using professionally-developed formulations that meet such targets as having lowsodium levels, as well as products with no artificial flavors, colors or preservatives.
A BeltStar capping and retorquer system on Montour’s bottling line applies consistently tight, leakproof seals onto the 1.89-liter jugs of sauce shipped to the grocery stores.
A Cognex machine vision system checks and veri es the accurate placement of caps on top of each plastic container moving along the starwheel of the SuperJolly capper.
capper
Great Products Deserve the Best Labels.
Primera has everything you need to produce gorgeous, full-color labels for your products.
The LX900 Color Label Printer is Primera’s newest, fastest and most economical to operate color inkjet label printer. Features include print speeds of up to 4.5" per second, individual ink cartridges and up to 8.25" media width. You’ll save time and money on every label you print! Call Primera at 1-800-797-2772 www.primeralabel.com
LX400 is Primera’s most affordable desktop label printer. It has a convenient single-cartridge ink system and up to 4.25" maximum print width. With LX400 you’ll be able to print highly professional full-color labels for all of your short-run products, helping you to sell more! Call Primera at 1-800-797-2772 www.primeralabel.com
Primera’s AP-Series Label Applicators are the perfect semi-automatic labeling solution for cylindrical containers as well as many tapered containers, including bottles, cans, jars and tubes. See how fast and easy it is at www.primeralabel.com/videos. Call Primera at 1-800-797-2772 www.primeralabel.com
Primera offers ink cartridges and a large selection of stock label sizes in various shapes. Need a quote on a custom label size? Just complete our custom label form on www.primerastore.com. Call Primera at 1-800-797-2772 www.primeralabel.com
The CX1200 Color Label Press delivers short to medium-run, full-color digital label printing at a breakthrough price. Utilizing one of the fastest and highest-resolution color laser engines available, CX1200 delivers the quality, speed and flexibility of digital presses costing many times more. Add Primera’s new FX1200 Digital Finishing System to laminate, die-cut, remove waste matrix, slit and rewind. Call Primera at 1-800-797-2772 www.primeralabel.com
Color Label Printer & New FX1000 Matrix Removal System
Time and Money
Print your own high-quality product labels with Primera’s CX1000 Color Label Printer CX1000 us 100% digital, saving you significant time and money. It prints at 2400 dpi with waterproof, highly UV resistant toner, making your products look their best. Add the new FX1000 Matrix Removal System to quickly and easily remove the waste label matrix, slit the liner and rewind to finished rolls. Call 1-800-797-2772 (USA and Canada) or +763-475-6676 for details and sample printed labels. Email to sales@primera.com or visit us at www.primeralabel.com.
See us at Pack Expo – October 28-31 – McCormick Place, Chicago – Booth 5641
“Our filling and capping systems on our production line are very important to us in providing a clean-looking visual appearance,” notes Montour.
“If you see a dirty, sticky label on a product, it could mean that there is a leak in a container, and that is something we will not tolerate.”
The growth of the company, according to Montour, is derived from its ability to provide innovative product development, the introduction of new products to the existing customer base, and greater availability of higher-quality plastic containers.
n
n
“We feel that by manufacturing our own sauces and broths—thanks to our new Capmatic production line—we can better ensure product safety and quality from the start of the production through to it being shipped out the door of our facility,” states Montour.
“The bottom line is that we have better control over own products,” says Montour, while admitting to some initial apprehensions at first.
“But we all realized that in order for this company to grow, we had to take this next leap of faith in our abilities,” he sums up, “because it is the best way to distinguish ourselves in this very competitive market.
“By taking on that responsibility ourselves and by caring about the people who handle our products, we show that we are a company willing to take on all challenges in our quest to grow and be a leader in our industry.”
n
n
An Enercon induction sealer applies a tough hermetic seal to prevent any product leakage as well as providing tamper evident protection.
blend recipes at Montour plant’s new research and development facilities.
EDUCATION
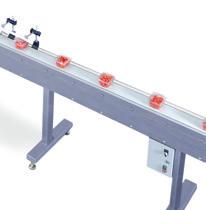
The Tri-Mach Group and Abbey Packaging played a large role in providing equipment for Conestoga College’s fresh produce processing and packaging line with the installation of a Multivac T300 tray-sealer and the Multipond LW1201-B combination weigher at the pilot plant.
PACK TO SCHOOL BASICS
Canadian college sets out to create the next generation of high-skill food-processing operators to safeguard the industry’s future growth prospects
ANDREW
JOSEPH, FEATURES EDITOR PHOTOS BY COLE GARSIDE
As one of Canada’s largest manufacturing industries, food processing has long been a vital cog in the country’s economic engine—generating a healthy contribution to the country’s employment growth, exporting opportunities, and overall national economic prosperity. Employing an estimated 300,000 Canadians, about 1.7 per cent of the total workforce, the sector supplies nearly 80 per cent of all the processed foods and beverages retailing in Canada at any one time, according to industry statistics.
For all that, there is no getting around the fact that Canada’s food manufacturing industry is faced with the challenge of improving its competitiveness in the global market in a big way in coming years, which is unlikely to happen without a meaningful infusion of new human resources and talent armed with the right skillsets and technical know-how to fill the many important jobs and positions that often go begging—due to the puzzling lack of qualified candidates.
Which is exactly the labor market riddle that folks at the Kitchener, Ont.-based Conestoga College Institute of Technology and Advanced Learning have set out to resolve in a big way with the recent opening of the school’s Institute of Food Processing Technology (IFPT) center—located at the school’s satellite campus in the nearby city of Cambridge.
While the fledgling new program is only in its second year of existence, it has already attracted solid backing and support from influential institutions like the Alliance of Ontario Food Processors, Ontario Ministry of Agriculture,
Food and Rural Affairs (OMAFRA), Food Processing Human Resources Council , and other organizations with a vested interest in seeing the college succeed in developing new training tools and competencies to lift the critically-important food processing sector to new heights.
“The Alliance of Food Processors was actually the industry group that conceived the idea of this program,” explains IFPT chair Luis Garcia. “Its members got involved with the concept right away and pushed the idea along to make it a reality.
“The bottom line is that we all want to make it easier for well-trained individuals to get a job in the industry,” says Garcia, describing IFPT’s intensive, two-year training program—the only one of its kind in Canada—that will turn out properly-trained food-processing technicians ready to take on and conquer the many day-today challenges of the fiercely competitive global food-processing industries.
Skill Shortage
Says Garcia: “Our industry acknowledges that there is a lack of skilled employees available for our workforce, which is why companies always seem to have positions available for people who have the appropriate abilities and training.
“Alas, many companies just aren’t able to find the qualified people they really need, which is really a major problem for all Canadian industries in general.
“And that is where the IFPT program is designed to help the industry out,” Garcia told Canadian Packaging during a recent visit to the new 260,000-square-foot LEED (Leadership in Energy and Environmental Design) silver -certified building where the IFPT offers part-time adult education
Institute of Food Processing Technology’s chair Luis Garcia (left) and technologist Barry Bremner pose beside the Multivac H100 pick-and-place robotic packer.
in advanced sanitation, and food-processing supervisor skill and food safety training—on top of its full-time co-op food processing technician and food processing techniques programs.
In addition, IFPT administers an apprenticeship program for aspiring food manufacturing process operators—delivered as a combination of online and in-class sessions with extensive complement-
Continues on page 24
of the sub-machines; the TLM components and the TLM Vision System. Changeover can be fully automatic. TLM – the compact machine which shines in tight spaces.
PackExpo, Chicago 23 – 26 October 2012 Hall Lakeside Upper, Stand 7937 Welcome!
EDUCATION
Continued from page 21
ary hands-on experience.
“The IFPT opened its doors to students in September of 2011 with six students,” recalls Garcia.
“This year we already have 13 students, and the eventual goal is to be enrolling 24 new full-time students per year,” says Garcia, estimating that there are well over 3,000 food-and-beverage producers operating in the province of Ontario alone.
“The food-processing industry is always in need of highly-skilled workers, and that is exactly what we are going to provide,” says Garcia, pointing out that the college’s three-level process operator apprenticeship program comprises 300 hours of in-class instruction and 4,000 apprenticeship hours supervised by qualified industry professionals.
“Our focus is to provide a skilled equipment operator and maintenance staff employee,” Garcia explains, “which is why we teach both mechanical and electrical theory in combination with handson application and extensive food-testing training.
“We want our students to really appreciate the importance of product quality testing in the food industry,” he says, “even if its something they will not have to perform after they enter the workforce.”
To attract bright students into the program, Conestoga College made a substantial $5-million capital investment to equip the new pilot plant with the highest-quality processing and packaging line equipment available, Garcia relates, with both the provincial and federal government chipping in to get the project rolling.
Best Buy
“To give our students the best hands-on experience possible, we purchased components to construct a bakery line, a beverage/pasteurization bottling line, and a fresh vegetable line,” says Garcia.
“A bid for proposals was placed on a government website requesting the installation of a full line,” relates IFPT technologist Barry Bremner, saying that the winning bid submitted by the Elmira, Ont.-based engineering services provider Tri-Mach Group Inc. specified the best way to
A compact, fully-automatic Multivac T300 tray-sealer combines innovative machine technology with a hygienic design to provide IFPT students with an excellent learning platform to hone their food process operating skills.
purchase, install and commission the pilot-plant’s fresh-vegetable line.
Working closely with a group of suppliers selected from an intensive bidding process, Tri-Mach proceeded to assemble and integrate the pilot plant’s fresh vegetable line with an array of new equipment, including:
• a Nilma vegetable peeler, powered by a Bonfiglioli motor;
• a Kronen GS10 slicer and VG010 washer;
• a Multivac T300 tray-sealer and model MR 6411 labeler;
• a plastic tray denester from Graphic Packaging International;
• a Multipond LW1201-B 12-head portable combination weigher;
• a Multivac H100 pick-and-place robot;
• a Mettler-Toledo checkweigher;
• an S+S Inspection metal detection system;
• Tri-Mach-made sorting tables and custom-
Continues on page 26
PACK TO SCHOOL BASICS
After a Graphics Packaging International denester places trays onto a conveyor, fresh-cut carrots are placed into the trays by a Multipond 12-head weigher installed by Abbey Packaging Equipment.
The Multivac H100 case-packer uses pick-and-place robotics to pack nished trays into corrugated cartons.
A Videojet 1220 small-character inkjet printer used to print lot and best-before codes onto bottling line containers.
November 14 -15, at the PACKEX in Montréal, booth # 1814.
EDUCATION
from page 24
designed ‘everclean’ conveyors;
• a Schneider Electric Magelis HMI (humanmachine interface) that controls the conveyor system under the Multipond .
“If this all seems like a lot of equipment or even overkill—it’s not,” Garcia asserts.
“It’s pretty much what any standard fresh-produce line is going to encompass equipment-wise, and we want to ensure students get a proper education here,” says Garcia, reserving special praise to the Burlington, Ont.-based Multipond distributor Abbey Packaging Equipment Ltd. for facilitating and managing the Multipond weighing and portioning equipment that could handle portioned fresh vegetables like carrots, onions, potatoes., etc., as specified by Tri-Mach.
“We have dealt with hundreds of suppliers on this undertaking, and working with Abbey Packaging was really a great experience,” extols Bremner.
“It became very apparent that Abbey Packaging
was a great choice—the flawless equipment, a superb training professional, and an easy-to-workwith team made the whole experience a good one,” he says, recalling that Abbey Packaging’s service technician was right there on the spot when the Multipond system was first started up.
Perfect Start
“It ran perfectly from the onset,” explains Bremner, “but the service tech believed it could run even better, and spent the better part of the day making it happen.”
According to Bremner, the Abbey Packaging technician discovered that the servomotor-driven distribution can that delivers product to the 12 weighscales was better suited for harder-to-move products, and suggested installing a vibratory unit and trays would facilitate better movement for the non-leafy products.
“Their technician installed the new equipment, added the vibration electronics controls, software and wiring,” recounts Bremner. “But unlike with many other suppliers, there was no work-order,
change notice, invoice or restocking charges.
“They just wanted to make sure their equipment was working perfectly for the customer—a concept which seems to have become forgotten in the world of engineered solutions,” Bremner remarks.
As pleased as they are with the fresh-vegetable line, Bremner and Garcia are also justifiably proud of the impressive baked goods line at the pilot plant, featuring:
• planetary and spiral mixers supplied by Globe Equipment and Abrigo Industrial Machines, respectively;
• a Vemag PC878 model portioner from Reiser ;
• a Konig Harvest bun-maker and MiniRex Futura portioner;
• indexing and retracting conveyors supplied by Tri-Mach;
• two Tagliavini Rotovent TVT 665E model ovens and a double retarder proofer;
• A spiral conveyor from Tri-Mach, controlled via a Magelis HMI terminal, used for cooling the fresh-baked product;
• a Zenith form/fill/seal vertical bagger, manufac-
Continued
A Siemens S7-200 CN PLC control (left) and a pair of Schneider Electric’s 240 VDC inductive sensors controlling the UHT (ultra-high temperature) pasteurizing line.
A pair of high-quality Tagliavini Rotovent model ovens and proofers/retarders designed for compact size, versatility and energy savings are employed in the IFPT’s bakery.
Freshly-made buns baked by IFPT students cool down as they move along the Tri-Mach spiral conveyor for packing.
After cooling on a Tri-Mach spiral conveyor, freshly-baked goods are packed via a vertical form/ ll/seal Zenith bagger from PFM Packaging Machinery.
tured by PFM Packaging Machinery Corp.
For its part, the pilot plant’s bottling line consists of:
• liquid mixing and dispersion equipment supplied by Quadro Engineering, IKA Works, Silverson, Viking Canada, Idex , Highland Equipment and Stainless Process;
• an UHT (ultra-high temperature) SPX pasteurizer that heats up and chills product in a few seconds;
• an Accutek Packaging Equipment bottle unscrambler and bottle rinser;
• an SPX aseptic tank with a Magelis HMI;
• a trayformer and a rotary bottle-filler capable of running at 60 bottles per minute, manufactured by Biner Ellison High Speed Packaging Machinery, outfitted with a Delta Electronics HMI;
• plastic bottles donated by Lassonde Beverages Canada;
• bottle caps donated by Pano Caps;
• a Pillar Technologies capper capable of utilizing twistoff caps or caps outfitted with induction safety seals;
• Tri-Mach conveyors;
• a self-adhesive label-applicating system from
Labelette;
EDUCATION
• an Aesus Systems heat tunnel and shrinksleeving equipment to apply full-body film wrap and/or tamper-evident neck bands, featuring a Rockwell Automation Allen-Bradley PanelView C300 control terminal;
• a small-character Videojet 1220 inkjet printer and a P3400 label printer;
• corrugated cartons supplied by Integrated Packaging Systems;
• a Phase Fire Shrink Technologies shrinkwrap and heat tunnel.
Win-Win
“Equally important to learning how to operate a food processing line is the clean-up and sanitation issues that surround it,” explains Garcia, “which is why we offer a strong course on this subject.”
Garcia mentions that the IFPT has achieved a win-win partnership with Sani-Marc Group, who provide chemical products and technical assistance to the school in exchange for being allowed to schedule R&D (research & development) time in the facility, along with training for their clients.
As well, the facility also boasts a Qualtech CIP (clean-in-place) system that is used to sanitize the preparation equipment, filler, UHT and septic tanks.
“In addition, we have a COP (clean-out-of-place) tank and all the equipment necessary to effectively clean and sanitize conveyors, floors, walls and ceilings,” says Garcia. “We use foaming and gelling technologies that are proven to be more effective both from a cleaning and a cost point of view.”
Bremner points out that IFPT also has a liquid process training system—a large, hands-on workboard—supplied by fluid control experts Bürkert featuring Siemen’s Simatic Panel Touch HMI that allows the students to design and build an automated efficient set up of a liquid process line.
Auto Pilot
Says Bremner: “We have had some very good suppliers and contributors as we built the pilot plant.
“Working with Abbey Packaging was an absolute pleasure, as they provided the right equipment, the right service and expertise and a commitment to make it perfectly fit our requirements,” he adds.
Aside from the mechanical and electrical knowledge imparted to each student, Garcia is adamant that the IFPT program teach them something equally as important.
“You can have all the knowledge in the world, but if you are unable to work as part of a team, your career in this industry will be short-lived,” relates Garcia.
“We teach teamwork, as workers should be conscious of the entire production line and be in agreement to the best operating solution that won’t impact the overall quality, safety or productivity of the line.”
Sums up Garcia: “We don’t want to produce graduates simply to be part of a business: We want our graduates to help that business grow!”
For More Information:
Two of the three food process packaging lines at the IFPT pilot plant include the fresh-vegetable line (left) and the bottling line (center), with clean-up and sanitation equipment strategically positioned nearby on the right to provide students with a real-life food-processing production environment.
A Multivac MR 6411 labeler applies adhesive labels onto tray of carrots on the fresh-vegetable packaging line.
A Vemag PC878 portion controller from Reiser is used by IFPT students to prepare the fresh-baked goods for packaging.
AUTOMATE NOW
HIGH-TECH FOR HEMP
New X-Ray product inspection system boosts production line ef ciency and product quality control assurance for leading vertically-integrated hemp food manufacturer
ANDREW JOSEPH, FEATURES EDITOR
Justthe mere mention of the word ‘hemp’ can sometimes be enough to conjure up images of the notorious and highly controversial marijuana drug plants, with all the negative connotations and other baggage that this highly misunderstood common weed has acquired over the ages.
But despite being related to the infamous cannabis plant family, 90 per cent of the estimated 2,000 know hemp plant varieties contain virtually negligible amounts of the illicit psychoactive THC (tetrahydrocannabinol) responsible for producing the pot “high” that has given the plant its shady, if highly questionable, reputation as a gateway drug to more serious substance addictions.
The truth is that the lion’s share of hemp plants can be processed to make a wide range of useful products, including products with well-proven and tested health benefits.
“What people don’t realize is that hemp, along with offering a healthy food, can also be used effectively in the manufacture of many environmentally-friendly products such as paper, textiles, biocomposites and sustainable building materials,” points out Tom Greaves, director of operations with Manitoba Harvest Hemp Foods
Located at a 20,000-square-foot production facility in Winnipeg, the 85-employee company produces a surprisingly broad range of popular hemp-based products, including the Hemp Hearts brand of raw shelled hemp seeds, protein powders, hemp oil and the Hemp Bliss brand of beverages, along with doing some private-label work for other customers.
According to Greaves, the hemp processed by his company offers average everyday consumers a plethora of healthy benefits—especially for those people looking to add essential omegas and plantbased easy-to-digest protein into their daily diet.
“The best part of our products, especially Hemp Hearts, is that they taste great,” Greaves told Canadian Packaging in a recent interview, adding that Manitoba Harvest products can be found at most health-food stores across Canada and the U.S., as well as in the aisles of leading grocery retailers such as Whole Foods, Loblaws, Safeway and Costco
Better Choice
“We offer a choice of Certified Organic and Natural,” he states, “and they are Kosher-certified made at our state-of-the-art facility.”
Containing 10 essential amino acids, edible hemp offers a rich and balanced source of Omega-3, Omega-6 and the rare GLA ( gamma linolenic acid ) fatty acids that provide a natural means for controlling cholesterol levels and blood pressure levels, Greaves explains, citing proven benefits of healthy heart maintenance and hormonal balance.
The tasty and easily-digested hemp seeds are also packed with other important nutrients such as chlorophyll, vitamins E and B and phosphorus, potassium, magnesium and calcium—all key for effective energy metabolism, and protein and bone synthesis—as well as folic acid, which is an important ingredient for women trying to become pregnant.
While Manitoba Harvest has been at the forefront of Canada’s hemp growing and processing indus-
try since it began operation in 1998, the company’s roots trace back to the early 1990s, when company co-founders Mike Fata, Martin Moravcik and Alex Chwaiewsky helped legalize hemp, working with farmers and academics from the early 1990s.
The eventual legalization of hemp farming by 1998 finally resulted in Manitoba Harvest opening up shop and begin producing high-quality hemp food products in relatively small quantities at first, while getting actively involved in educating the public on the many misconceptions of the hemp seeds and providing information of its numerous health benefits.
“We started out small—initially selling fresh hemp oil and shelled hemp seeds at local farmer’s markets and to local retailers,” Greaves relates.
“But thanks to grass roots marketing, we had grown to the point that by 2001 we were preparing our first shipment of hemp to the U.S.”
Unfortunately the United States Drug Enforcement Agency (DEA) had other ideas at the time—actively campaigning to make the sale of all hemp foods illegal in the U.S.
Legal Spat
However, after a drawn-out, three-year legal battle spearheaded by the not-for-profit Hemp Industries Association, fledgling hemp producers such as Manitoba Harvest finally got their wish.
“It was a long three years, and the ban regarding the sale of hemp foods in the U.S. was a major hurdle for Manitoba Harvest,” says Greaves, “but although it slowed us down, it did not deter our growth.”
In fact, Manitoba Harvest today ranks as the largest vertically-integrated hemp-foods manufacturer in the world, according to Greaves.
Bags of hemp seeds processed at the Manitoba Harvest facility in Winnipeg bags are closed by the model SS850 heat-seal machine manufactured by SteelNor Systems.
Tasty, edible hulled hemp seeds are claimed to provide a multitude of health bene ts to the consumers.
“We control every aspect of the production process—from sourcing crops, to food processing, packaging and distribution,” reveals Greaves.
“And we hold ourselves to the highest operational standards.”
To ensure a reliable product supply, Manitoba Harvest partners directly with hemp farmers to source the raw, non-genetically modified hemp seed.
“The pre-screened farmers deliver their product directly to our facility, which creates a closed-loop sourcing system,” he explains.
“We take the raw hemp seeds and other natural, organic and fair-trade ingredients, do quality-control testing, and only then process them to produce our various products fresh in-house at our kosher and organic-certified facility.”
According to Greaves, the plant undergoes a series of voluntary certifications and procedural standards audits each year to maintain its hard-earned reputation for high product quality and safety.
Peace of Mind
“It’s simply a peace-of-mind effort for us and our consumers to know that you can trust exactly where your food is coming from,” he explains, pointing out the company is in the process of becoming the world’s first hemp food producer to achieve the prestigious BRC (British Retail Consortium) food safety certification, along with also being HACCP (Hazard Analysis and Critical Control Points) -certified and boasting regularly updated GMP (Good Manufacturing Practices) validation.
Operating a 24-hours-day, five-daysa-week schedule to run the plant’s two production and two packaging lines, the company is nowadays reaping the rewards of all its early hard work in a big way, says Greaves, citing 50 percent annual business growth over the last five years and aiming for a 100-percent sales increase for this year, compared to 2011. “In fact, we do not expect to see our growth to slow down any time soon,” he
AUTOMATE NOW
reasons, “with our increasingly more health-conscious society really looking for new healthy food products that also tastes great.”
Says Greaves: “There are many reasons for our success, including marketing, sales and the product teams, but a large part of it is really due to our vertical integration, which provides us with the ability to provide a diverse range of very high quality products into the marketplace.”
Built for Speed
To maintain those high-quality standards well into the future, the company recently installed a highly advanced, state-of-the-art Pack 320 model X-Ray product inspection system—manufactured by Eagle Product Inspection of Tampa, Fla.— to perform full top-to-bottom inspection of hemp seeds packaged on the plant’s existing, semi-automated filling equipment.
Designed for high-speed flowwrap lines handling
small- to mid-sized packaged items, the high-speed Pack 320 X-Ray system uses its powerful detection capabilities to examine items at speeds up to 1,200 units per minute, with 320-mm (12-inch) detector coverage, employing a high-precision push-arm rejection system with Festo pneumatic components to instantly eject contaminant-positive packs from the line.
“We wanted to install the Pack 320 X-Ray equipment to ensure customers that we are providing the highest quality hemp food product possible into the marketplace,” states Greaves, complimenting packaging systems supplier and integrator Plan Automation of Orangeville, Ont., for the successful system installation and startup this past August.
“Right from the initial contact, Plan Automation was very professional and easy to work with,” mentions Greaves. “Not only do they possess a very high level of customer service which showed
• Custom fabrication of material handling solutions
• Made to order edge protection
• High quality cast stretch film
• Load securement solutions
• Product identification and labelling equipment
• Recycling equipment and baling wire Samuel Strapping Systems manufactures and supplies a broad range of steel and plastic strapping, standard and custom engineered unitizing equipment – from manual and pneumatic tools, semi and fully automatic strapping machines to large turnkey packaging and unitizing systems.
Director of operations Tom Greaves holds up a bag of Manitoba Harvest Hemp Hearts edible hemp seeds.
Purchased via packaging systems supplier and integrator Plan Automation, the model Pack 320 X-Ray system from Eagle Product Inspection provides Manitoba Harvest with a critical layer of quality control assurance.
AUTOMATE NOW
HIGH-TECH FOR HEMP
Continued from page 29
through during the project, but their staff was very knowledgeable, which allowed for a smooth implementation and startup of our new equipment.”
As Plan Automation’s X-Ray inspection specialist Mat Bédard recalls: “Although Manitoba Harvest initially said they only required an X-Ray system, after going to their plant to see their operation, we were able to offer them further advice on how we could improve the overall flow of their productions lines.
“To help them reorganize the packaging room,” Bédard relates, “we designed the floor layout, uncrated the new equipment, positioned it and leveled it with other equipment, and provided fuller integration between conveyors and components, making sure the whole line ran to Manitoba Harvest’s specifications.
“It turned out that Manitoba Harvest was actually interested in a full turnkey solution,” says Bédard, adding Plan Automation also supplied the Manitoba Harvest plant with a Wexxar-Bel accumulation table, along with three conveyors from Allegro Industries with full washdown capabilities and constructed to meet all the required AMI (American Meat Institute) standards, to round out the entire project.
“Having completed the redesign of our packaging room to accommodate the new X-Ray equipment in the summer, we are now cur-
Passing the Festo pneumatic reject system positioned after the Eagle model 320 X-Ray system, bags of hemp product revolve on a Wexxar-Bel accumulation table before case-packed.
rently working on some significant upgrades throughout the remaining parts of our facility that will take place in the next few months,” says Greaves, citing much improved line performance and efficiencies in the upgraded packaging room.
Other important pieces of key packaging equipment installed at the Winnipeg plant before last summer include two Wexxar-Bel WFPS 5150 semi-automatic form/pack/seal combination units that actually combine the features of the model BEL 505 semi-automatic case former and pack station with the model BEL 150 pressure-sensitive case taper in one high-performance, compactdesign system.
Purchased via Techno Pak of Sainte-Julie, Que., the hard-working WFPS 5150 systems are ergonomically-designed to enable a single plant employee to load cases onto the BEL 505, holding the case in place with its bottom flaps closed.
After the operator loads finished product into the box and folds the top flaps down, the case is pushed through the BEL 150 case taper sealing the top and bottom of the case in a single fluid operation.
Power to Spare
Along with offering a healthy food alternative, Manitoba Harvest supports environmental sustainability, not just as a goal, but as a social responsibility partnering with Renewable Choice to support the development of wind power projects, Greaves relates, and also has offset conventional electricity use in its facility by purchasing renewable energy credits (RECs) that guarantee that the energy used is replaced on the national power grid with energy generated by renewable energy sources.
Moreover, Manitoba Harvest also uses energy-efficient lighting and heating and recycled paper products in its office, while the plant’s usage of natural gas is similarly counteracted
AUTOMATE NOW
with carbon offsets, according to Greaves.
“By taking steps to reduce our electricity usage, we also reduce our environmental impact by purchasing RECs,” says Greaves, “which is the equivalent of planting 1,009 mature trees and not driving an average car 438,464 kilometers (272,448 miles).
Naturally, the lion’s share of all the product packaging used by Manitoba Harvest is made from recyclable and/or reusable materials, Greaves point out.
“We support sustainable agriculture by endorsing environmentally-friendly, non-intrusive farming practices,” says Greaves.
“We have a team that works closely with farmers, helping to educate them on hemp agronomy and encouraging more hemp acres to be grown.”
States Greaves: “When you choose Manitoba Harvest products, you can be assured that you are also making a choice for environmentally-con-
“We are very proud of what we do at Manitoba Harvest,” he sums up, “and want our customers to feel good about supporting us as their business partner.
“We produce a darn good line of healthy hemp food products to which Canadian consumers are really starting to respond,” he concludes, “and that bodes really well for the future of our company and for the future of the hemp industry at large.”
Whole hemp seed stored in bulk-sized tote bags awaiting quality control testing before being released for processing and packaging in the Manitoba Harvest plant’s production area.
FOR MORE INFORMATION CIRCLE 124
SHOW PREVIEW
THE SHOW TO HELP BRANDS GROW
According to recent consumer research from Mintel, only 44 per cent of U.S. shoppers trust what brands say on the labels of their food and beverage products. On the upside, 72 per cent of Americans say they make a conscious effort to recycle their product packaging after use—up from 54 per cent in 2004.
Whatever conclusion marketers, brand managers and package designers draw from such numbers, there’s no substitute for hearing the pollsters themselves explaining their findings, which is just what you can do by visiting Mintel’s booth at The Brand Zone pavilion in the Lower North Hall of Chicago’s stunning McCormick Place exhibition grounds during this month’s PACK EXPO International 2012 exhibition, Oct. 28-32, 2012.
“The PACK EXPO International show brings together the world’s leading packaging innovators, and we are excited to connect with the industry through a formal partnership,” says Pete Giannakopoulos, president of Mintel’s CPG Americas business unit.
“Through this collaboration, we are better able to equip brands with the research and insights they need to reach the right decision-makers with compelling data,” says Giannakopoulos, adding that Mintel plans to present some of the key findings from its recent research in a special theater inside booth #N-6214
“Understanding what today’s consumers need and want is critical to the success of any brand,” states Charles Yuska, president and chief executive officer of the show’s organizers PMMI (formerly Packaging Machinery Manufacturers Institute) of Reston, Va.
“We are pleased to partner with Mintel to bring attendees the insights they need to develop new products and packaging, fuel innovation, and establish stronger connections with consumers,” says Yuska, whose long-established packaging industry trade association comprises over 600 North American member-companies that manufacture packaging, processing and related converting equipment, machinery components, and packaging containers and materials. With brand managers facing increasing competi-
tion and the challenge of standing out on crowded retail-shelves, they will find plenty of inspiration for innovative and sustainable packaging at The Brand Zone’s exhibit of Material ConneXion, located within The Showcase of Packaging Innovations area.
Sponsored by The Dow Chemical Company, the exhibit will provide hands-on demonstrations for each of the following materials, many of which will come from outside of the packaging space, on each day of the show:
Color Chameleon
• 10:30 a.m. - 11:00 a.m.
Popper Sommers Plastic Products Co. Inc.
This innovative fabric switches color based upon temperature changes from sources such as the human body, variations in sunlight, season or geography. Attendees will witness this innovative fabric change color from tan to dark-olive, and then to bright limegreen in higher temperatures. Current applications include footwear, apparel, accessories and toys. A discussion about applying this technology to packaging follows the demonstration.
Sustainable Styrofoam Alternative
Are Mushrooms the New Plastic?
• 1:00 p.m. - 1:30 p.m. (Featuring the renewable ecocradle material from Ecovative Design LLC )
Produced by living organisms, this award-winning packaging material is derived from regionally available agricultural byproducts like cotton burrs, rice and buckwheat hulls, which are used to grow fungal mycelium, the roots of mushrooms.
Growing to maturity in seven days via an extremely low-energy process requiring no light, water or petrochemicals. The organisms grow in seven days to create the packing biomaterial that is completely biodegradable and compostable.
Good Vibrations
• 2:30 p.m. - 3:00 p.m.
Taica Corporation
Can a material protect an egg that is dropping from a 15-storey building?
Attendees will discover that the answer is ‘yes,’ if they use this silicone-based gel for vibration damping and shock absorption. Containing no harmful additives and combusting without toxins, the gel material is currently used in mattresses, sneakers and sports equipment, while showing a lot of promise for many future packaging applications.
Watch as bottles blush (or turn red) when exposed to sunlight or UV radiation, with the hues, shades, and colors of the bottle custom-modified as required. Current applications for the molded pieces include packaging and electronics, with future applications—such as packaging for sunblock products—to be discussed in detail at the show.
PACK EXPO International 2012 at a glance
• 11:30 a.m -12:00 p.m. (Featuring the PakNatural loose fill from Sealed Air Corporation) Discover an innovative and sustainable substitute for Styrofoam packaging. These biodegradable, water-soluble, lightweight and composed of non-food renewable materials packing loose-fill foams are ideal for many packaging applications involving products such as electronics, glass and fragile goods.
For four full days later this month, the PACK EXPO International 2012 exhibition will bring together more than 46,000 buyers and senior decision-makers from all over the globe to join over 1,800 leading manufacturers and suppliers showcasing their state-of-the art materials, machinery, and methods for packaging and processing over more than 1.1 million square of feet of exhibit space—making it by far the global packaging industry’s premier event of the year by any measure!
Dates: October 28-31, 2012
Hours: 9:00 a.m. – 5:00 p.m.
Venure: McCormick Place, Chicago, IL
To register: www.packexpo.com Fee: US$60
igear
DecentralizeD DriVe systems
Movigear® is distinguished by its high level of system efficiency, a significant factor in reducing energy costs. The integration and coordination of all the drive components lead to a long service life and system availability. Movigear® is an intelligent system with its own control concept. Its high-quality networking helps reduce startup time and supports monitoring and maintenance tasks. When combined with a functional user software, drive tasks can be solved as quickly and easily as possible.
moV itrac ® lte B
The range of functions provided by MOVITRAC® LTE B is particularly well adapted to less complicated applications. Its user-friendly design makes integration quick and easy, it also meets the high quality requirements of everyday requirements. The Movitrac® LTE B is also available in IP66/NEMA 4k making it suitable for special ambient conditions. These frequency inverters operate reliably and flexibly even when exposed to dust or water.
P sc
Planetary servo gear units
The low backlash PSC planetary servo gear units are designed for torque classes from 30 to 305 Nm. They are designed to offer the greatest possible flexibility and ROI, as not every application demands machines designed for maximum performance. These planetary servo gear units are the basis for versatile, dynamic, and above all cost optimized drive solutions.
moV itrac ® ltx
Simple, fast and diverse: as part of the Smart Servo Package, SEW-Eurodrive offers the new Movitrac® LTX servo inverter for universal use. It stands out with advantages such as ease of operation, short startup times as well as optimized costs. Available in two sizes and covers a power range from 750W to 5.5 kW. The Movitrac® LTX is particularly suitable for use in applications such as secondary packaging, handling, and logistics.
D D
ri V e systems
In many industries and applications, implementing economical automation concepts means utilizing decentralized systems throughout. Long rows of control cabinets with complex wiring, expansive space requirements and long distances between control cabinet and motors are too rigid and not very economical. Only the combination of flexible, versatile, economic and target-oriented modules will provide an efficient solution. This is the reason why system operators opting for decentralized drive systems from SEW-Eurodrive are always ahead of the game.
our Drive solution Pyramid.
The demands on material handling systems today have never been more wide ranging or more challenging. That’s why SEW-Eurodrive offers drive solutions for every kind of industry application. From the simple to the sophisticated, our pyramid of solutions allow you to control costs and limit complexity by giving you the ability to tailor our products to the exact intelligence and performance specs you require. Reducing energy consumption is also an important imperative today for the modern production line. Just ask Coca-Cola, who achieved a sensational 75% reduction in energy consumption by incorporating 40 of SEW-Eurodrives’s revolutionary decentralized MOVIgEAR® units in a recent overhaul of a European bottling plant transport line.
SEW’s customer resource portal for expert consultation, information and services.
VFDs: reliaBle, comPact & Versatile
SerVo PacKaGe: simPle, fast & DiVerse
SHOW PREVIEW
GREENER, CLEANER AND LEANER
Sustainable production and packaging systems to help CPGs cut their carbon footprint
The numbers speak for themselves.
In 2010, a detailed Greendex research study from National Geographic and GlobeScan —based on an extensive, 17,000-person survey that covered 17 nations—found that 40 per cent of consumers in those nations purposefully avoid excessively packaged goods either “always” or “most of the time.” Last year, the annual LOHAS Consumer Trends Study from the Natural Marketing Institute found that 75 per cent of U.S. consumers believe that many consumer products are overpackaged.
Any way you look at it, there’s no escaping the new reality of modern-day consumers preferring minimal packaging first and foremost—followed by recyclable packaging, and then by packaging made from environmentally-friendly materials.
Moreover, these consumer say the want to support those CPG (consumer packaged goods) companies that bring sustainability efforts to the production floor to reduce their energy consumption, as well as their air and water usage and waste.
Show & Tell
And whichever packaging element a CPG company wants to make greener, exhibitors at this month’s PACK EXPO International 2012 show at Chicago’s McCormick Place, Oct. 28-31, will have plenty of solutions to offer— from environmentally-friendly materials to process innovations that will help companies improve their productivity, while reducing their carbon footprint.
In many instances, changes in the design and layout of a manufacturing facility can make a profound difference in achieving a company’s sustainability goals.
“Environmentally-sensitive design and manufacturing improves efficiency and reduces the costs of processing, inspection and packaging machinery,” says Brian Barr, packaging systems sales manager at Heat and Control Inc. in Hayward, Ca. (Booth #4506)
“Precision laser- and waterjet-cutting of materials and unitized equipment designs reduce waste, air pollution, and the number of parts required to build each machine,” he states. “Modular machinery cuts the time, labor and
floorspace required for installation.
“We now also offer equipment that recovers energy from cooker exhaust and conveyor drives that can be reused with different pans—not scrapped—when line layouts change.”
Designed to provide an eco-friendly alternative to metal bearings in food packaging applications, iglide’s
A350 plastic bushings offer superior tribological and mechanical properties for general-purpose use in packaging machinery.
In similar fashion, the centrifugal blowers and air delivery devices from Paxton Products, a Cincinnati, Ohio-based division of industrial equipment conglomerate Illinois Tool Works (ITW), provide clean dry air to reduce energy usage during packaging and labeling by as much as 80 per cent, compared to compressed-air systems. (Booth #2019)
Halo Effect
“Each Paxton system is custom-engineered for drying based on the size and shape of the target product and the line configuration,” says Paxton’s general manager Barbara Stefl. “The devices can be configured either to deliver a curtain of air to dry the top and sides, or customers can use our new innovative Air Halo system, which forms a 360-degree halo of air to dry the top, bottom and sides at once.”
Even the tiniest changes to existing packaging machinery can have a big impact on a CPG’s sustainability efforts.
Tom Miller, bearings unit manager for North America at the East Providence, R.I.-based igus Inc. (Booth #7634) points out the benefits of switching from metal bearings to his company’s dry-running, lubrication-free plastic bushings that require less energy to operate.
“These days, many companies are working hard to reduce their carbon footprint on the environment, but this does not happen overnight,” says Miller. “It is usually a culmination of changes that take place over time, in a number of different areas.
“Highly wear-resistant and designed to handle long-term temperatures up to 356°F, the iglide
A350 plastic bushings are ideal for applications in the food, packaging and bottle-filling industries—delivering low coefficients of friction and being resistant to a variety of chemicals and other liquids,” Miller points out.
“They are also extremely lightweight, which helps reduce fuel consumption and carbon-dioxide output.
“Moreover, they do not require environmentally-harmful galvanizing baths to achieve chemical resistance like you do with metals, which often have to be coated using an environmentallyunfriendly, high-energy zinc galvanizing bath to achieve the desired effect.”
As the North American consumers’ love affair with coffee continues to grow, an increasing number of shoppers are seeking out coffee products produced and harvested in sustainable fashion—including beans grown in a manner that is kind to the local environment and its people.
Coffee marketers who want to take this to the next level could greatly benefit from many innovative new sustainable packaging solutions, such as the new Flexis Air valve from Strongsville, Ohio-based Avery Dennison Designed and Engineered Solutions (Booth #2556)
“Flexis technology allows for up to a 30-percent
Centrifugal blowers and air delivery devices from Paxton Products can help reduce energy usage across a broad range of packaging and labeling applications.
Heat and Control specializes in environmentally-sensitive industrial design and manufacturing integration to improve process ef ciency, while reducing the overall operating costs of processing, inspection and packaging machinery.
Innovative ultrasonic sealing technology from Herrmann Ultrasonic can reduce the amount of material used for packaging, as well as reduce power consumption and improve overall equipment ef ciency.
increase in application throughput, and a 30- to 50-percent product purchase advantage over hard valves,” says the company’s business development manager Nick Greco. “And they offer exceptional performance characteristics.
“Recent tests conducted by a major university show that the valve maintains less than two-percent residual oxygen for 24 months, equaling the reliability of hard button valves.”
According to Greco, the Flexis Air valve uses about 90 per cent less plastic than injection-molded plastic degassing valves—creating another opportunity to reduce carbon footprints and nonrecyclable waste.
The valves come pre-oiled with a precise amount of food-grade silicone oil at the necessary valve locations to protect against oxygen ingress—a time-saving feature that also reduces scrap and clean-up by eliminating the need to lubricate valves during the packaging process.
Sustainable advancements in can packaging of ground coffee, milk powders, infant formula and other dry, powdered products, now include novel technologies that can substantially reduce the amount of industrial gases required for MAP
and
and
(modified-atmosphere packaging) applications.
For example, the new CPC (Can Process Center) 127-10 ProVac system from Swiss manufacturer Grabher INDOSA AG (Booth #8519) uses proprietary vacuum technology to achieve this goal.
Developed for retail coffee packages, the Flexis Air valve from Avery Dennison Designed and Engineered Solutions uses about 90 per cent less plastic than injection-molded plastic degassing valves.
SHOW PREVIEW
“The high efficiency is guaranteed by 10 stationary workstations, which are in use more than 90 per cent of the process time,” explains company vice-president Michael Grabher.
“The system includes evacuating, gassing and seaming, and it allows the customer to vary the end pressure inside the can,” says Grabher.
“This technology eliminates the need for carbon dioxide, while achieving less than 0.5-percent oxygen content.”
As the U.S. Environmental Protection Agency (EPA) continues to tighten rules and regulations on conventional aerosol hydrocarbon propellants, the bag-on-valve (BOV) packaging format is fast-becoming a major growing trend in the aerosol industry, according to Jim McBride, owner of MBC Aerosol in South Elgin, Ill. (Booth #3043)
Can Do
McBride explains: “A rolled-up aluminum bag is welded or attached to an aerosol valve, compressed air is charged into the can, an aerosol valve with the bag attached is crimped onto the container, and the product is forced through the aerosol valve stem to fill the bag.
“When the spray button is pressed,” he describes, “the product is squeezed out of the bag by the compressed air, which creates the aerosol spray via the spray button orifice.
“The major benefit of this package is the lack of VOCs (volatile organic compounds), along with being completely recyclable,” McBride points out.
“With about 99 per cent of the product squeezed out, the only thing left is the aluminum and a little bit of harmless compressed air.
“No wonder a growing variety of foods are making their way into this package, including olive oils and salad dressings.”
Sometimes a slight modification to a current packaging process can yield impressive savings in money, materials and energy.
For example, the new NITRODOSE liquid nitrogen dosing systems from Vacuum Barrier Corp. of Woburn, Mass., enables manufacturers to use the most lightweight PET (polyethylene terephthalate) and
The new bag-on-valve aerosol lling machine from MBC Aerosol uses compressed air in a can lined
attached to an aerosol
aluminum can packaging by providing the most precise liquid nitrogen dosing at the highest discrete dosing speeds. (Booth #1340)
A new can process center from Grabher INDOSA produces evacuated, gasi ed and seamed cans with reduced gas usage, while providing superior protection for high-quality powdered products such as beverage mixes and infant formulas.
with a bag
valve.
Vacuum Barrier’s liquid nitrogen dosing systems help eliminate liquid nitrogen waste in MAP applications, while enabling a reduction in packaging materials.
Formost Fuji has adapted induction heating technology for sealing lm on horizontal wrapping machines to reduce energy usage
maintenance costs, while improving reliability
stability of the heater system. Continues
SHOW PREVIEW
THIRSTY FOR INNOVATION
Beverage packaging and processing technologies evolve in response to market shifts
Like in many other major global industries, sustainability continues to be a driving force for beverage manufacturers, as they explore new materials and processing technologies to reduce overall energy use and streamline supply chain logistics to cut their carbon emissions.
Combined with the consumers’ growing demand for getting more of their daily nutritional requirements from their packaged beverages, these market dynamics are leading to a call for new technologies to accommodate those demands.
These and other key trends will be reflected among the many packaging and processing innovations that await attendees to this year’s PACK EXPO International 2012 at Chicago’s McCormick Place, Oct. 28-31, 2012.
Sustainability in material use is driving increased demand for bottle lightweighting, according to David Dineff, director of marketing for Butler, Pa.based Agr International, Inc., manufacturer of the Process Pilot process and quality control system that manages material distribution through a combination of precise thickness measurement and automated blowmolder control, complemented with powerful vision inspection capabilities for random defect detection. (Booth #4917)
“Because many beverage companies are beginning to manufacture their own bottles, there is increased demand for training, automated blowmolder management systems, and laboratory testing equipment,” says Dineff, noting that the ongoing trend by beverage suppliers to boost the PCR (post-consumer resin) content inherently increases the risk of contamination in the bottle manufacturing process.
Joint Effort
is significant research directed toward moving away from today’s food source material feedstocks to non-food competing biomass such as algae and agricultural waste,” Steele says, noting that the economics of bio-derived polymers continue to be a challenge.
Headquartered in Holland, Ohio, PTI provides a broad range of services—including package design, development, prototyping and material evaluations—for plastic beverage packaging. (Booth #8509)
The company’s Virtual Prototyping modules, for example, design preforms for beverage containers and take them on a ‘virtual trip,’ as a computer file, to a blowmolding machine, which then processes the data to create a prototype.
For Graphic Packaging International (GPI), sustainability in the beverage industry has long been a key driver for its business.
Ranking as one of the world’s largest suppliers of folding cartons, the Marrietta, Ga.-headquartered GPI (Booth #1458) works with many of the world’s top brand-owners, including Kraft, Nestlé, Coca-Cola, Kellogg and other companies implementing their own ambitious global environmental agendas.
“In making this new carton, we drove out 35 million pounds of fiber to offer a more sustainable, lower-cost package with greater functionality,” Tarlton says, adding the new lighter-weight carton is easier to carry and open, while also allowing for five cartons to fit on a store-shelf, instead of four, thanks to its optimized headspace.
According to GPI, the project helped achieve an overall 20-percent reduction in secondary packaging; a 30-percent reduction in CO 2 emissions, directly due to the switch from corrugated to paperboard; and a 40-percent reduction in the number of trucks transporting the cartons.
Naturally, sustainability for GPI begins with materials, according to the company’s director of government affairs and sustainability Andy Johnson.
“We’ve changed the raw materials in our paperboard to 100-percent pine, which reduces the amount of fiber without sacrificing performance requirements like high tear strength,” he says.
“We always work with our customers to rightsize their packaging, which we then design for effective asset utilization.”
Less is More
Reducing packaging material is also high on the green agenda of Bosch Packaging Technology of New Richmond, Wis.
Earlier this year, Bosch Packaging introduced the SurePOUCH range of pouches for applications that include noncarbonated beverages, condiments and soups.
Ranging in filling volumes from 100-ml to five liters, the pouches are designed with thinnergauge plastic materials that are 80 per cent lighter than alternative rigid formats like cartons, metal containers and cans.
In addition to cost and energy savings throughout manufacturing and transportation, the format also lowers the product-to-package weight ratios, according to Bosch.
The packs are filled on Bosch’s SurePOUCH rollfed VFFS (vertical form-fill-seal) machines, which are capable of filling products with varying levels of hygiene, including ultra clean-fill.
Dineff explains that Process Pilot works in conjunction with Agr’s PETWall Profiler measurement system to interface with blowmolder controls and maintain a defined distribution profile for each bottle. If there are changes in material distribution due to plant environments, material or equipment, the system adjusts automatically—resulting in reduced scrap—to maintain strict quality and performance parameters.
An optional six-camera vision-based Pilot Vision inspection system can also be integrated to work within the blowmolder to identify randomly occurring defects due to contamination, improper bottle formulation, increased PCR content and other common defects.
According to Scott Steele, president of Plastic Technologies, Inc. (PTI), the interest in bioderived PET containers is at an all-time peak.
“While many of today’s feedstocks for biosynthetic processes still use corn or sugar-cane, there
Earlier this year, GPI completed a major project with Kraft Foods’ Capri Sun juice brand— redesigning its 10-pack carton from a B -flute corrugated laminated box to a heavyweight clay-coated, solid unbleached sulphate folding carton.
According to the company’s director of strength packaging
Chuck Tarlton, GPI and Kraft spent three years planning the conversion project—involving 65 filling lines at four different manufacturing plants—which was implemented over four months in early 2012.
The reclosable spouts on the SurePOUCH are electronically welded to pouch exteriors and can be positioned in various locations based on customer preference—significantly boosting line efficiency improvements by enabling production of many different sizes and formats with the same machine.
“We can produce a number of formats on the same piece of equipment,” says Bosch pouch systems president Guenther Burkhard, “to give our the customers the manufacturing flexibility they require to meet their market demands.”
To register for PACK EXPO International 2012, go to: www.packexpo.com
The Pilot Vision control software from Agr works with the PETWall Pro ler distribution management system to facilitate hands-free control and monitoring of the entire blowmolding process.
Bosch Packaging’s SurePOUCH stand-up exible pack styles allow for plenty of exibility and shelf-level differentiation opportunities for beverage product brand-owners.
Graphic Packaging redesigned the multipack paperboard cartons for Kraft’s Capri Sun juice brand to optimize supply chain logistics, while also enhancing the product’s store-shelf presence and aesthetics.
Continued from page 35
“This eliminates liquid nitrogen waste and reduces consumption by having the industry’s lowest delivery pressure, along with both speed and dose compensation,” says vice-president of sales Edward Hanlon, “while allowing for a notable reduction in packaging materials.”
Although induction heating has long been used as an effective means of providing fast, constant heat for electrically conductive materials, modern advances in this technology are making it a remarkably simple and cost-effective heating method, which has been deployed by the Woodinville, Wash.-based Formost Fuji Corp. for sealing film on the company horizontal wrapping machines.
According to the company, the use of this technology reduces the cost of maintenance, increases the reliability and stability of the heater system, reduces energy usage, and greatly extends the useful life of the parts.
Feel the Heat
Having been around for more than 50 years, ultrasonic sealing technology is also taking its rightful place in packaging applications by companies trying to reduce the amount of material used to seal plastic packages.
Offering reduced power consumption and improved OEE (overall equipment efficiency) performance, it is becoming more widespread in the packaging of products such as bagged salad, beverage, coffee, dairy, pasta, ready-cooked meals and powdered products, according to Uwe Peregi, general manager of Herrmann Ultrasonics Inc. Bartlett, Ill. (Booth #652)
“For VFFS (vertical form-fill-seal) machines, ultrasonic allows welding through contamination on the cross seal,” he says, “which results in less headspace for the package and reduced sealing width.
“Moreover, the molecular weld process starts from the inside layer, which results in reduced sealing time and less abrasion of the film.”
Due to ongoing miniaturization and other advances in the power of digital signal processors, imaging sensors and decoding algorithms, traceability applications such as product ID code reading, text verification, mark quality assessment, and label inspection can now be accomplished more economically by using the powerful ‘smart camera’ vision systems.
“The most advanced of these smart camera systems now offer advanced networking and communication capabilities, along with powerful factory integration tools,” says John Lewis, market development manager at Cognex Corp. of Natick, Mass. (Booth #651)
“And with a standard operator interface for a common look and feel across all packaging lines and inspection points, many packagers
SHOW PREVIEW
and materials suppliers now consider smart camera vision systems indispensable in their efforts to build strategic information architecture in line with corporate sustainability goals,” says Lewis, explaining that having such systems in place dramatically reduces defects and material scrap.
Lewis explains: “Label, material and container suppliers use a lot of vision systems and imagebased barcode readers, while suppliers of preprinted labels, injection-molded bottles, flexible films and cartonboard containers use vision to eliminate misprints and mix-ups.
“Packaging materials like onserts and inserts are often furnished pre-printed with barcodes and
When you talk financing with Farm Credit Canada, we’ll listen Ready to expand your business? We’re ready to help. We get to know you and your business. Once we learn how you want to grow, we’ll create a financing package that helps you do it. Work with the leading lender to agriculture, agribusiness and agri-food in Canada. Let’s talk business.
The Cognex In-Sight 7000 vision system provides a powerful tool to ensure full compliance with product and package safety and traceablity requirements for many food and pharmaceutical product manufacturers.
SHOW PREVIEW
THE WINDY CITY SHOW-AND-TELL
Packaging technologies well worth closer look at Pack Expo International 2012 in Chicago
Schneider Packaging Equipment Co., Inc., will display the company’s newly-developed Autoadjustment Package (AP) technology—designed to speed up product changeovers on existing casepacking equipment for companies required to handle more SKUs without sacrificing line efficiency. Featuring its own controller with a user-friendly interface for easy set-up and operation, which only requires a handshake to the existing machine controller to activate, the AP system—available as a simple addon for existing equipment, as a field retrofit, or as an optional feature on new equipment—eliminates the need for time-consuming line modifications, according to the company, while automating many adjustment points to facilitate faster product changeovers.
Booth #1228
Schubert Packaging Automation Inc. will demonstrate a full turnkey picking line solution for handling ready-fill syringes in continuous, non-stop operation using the company’s innovative Transmodules as the system’s primary product transport elements for fully-automatic operation and optimal flexibility.
Booth #7937
VC999 Packaging Systems will provide live machine demonstrations of the company’s new i-Series thermoformer—a high-performance, PLC (programmable logic controller)-operated system outfitted with a swing-mounted HMI (humanmachine interface)—running the company’s robust new i-Software technology to help navigate operators via the HMI terminal or an industrial PC.
Booth #7228
Bradman Lake Group will unveil a newly-enhanced version of the company’s DRT Robotic Toploader system to demonstrating the automatic collating and loading of primary wraps into a choice of two secondary packages, utilizing either a film multipack or a rigid chipboard retail
carton. The display will feature the DRT Toploader incorporating both the FT120 multipack flowwrapper and a carton management system, with the option to switch to either method of loading.
Booth # S-209
The exhibit of Delkor Systems Inc. will showcase the company’s servo-driven Capstone S2-1500 carton closer, equipped with the recently-patented Intelligent Positioning technology that electronically analyzes the precise position of each individual carton flap as it enters the carton closer—compensating for any misalignment by making precise adjustments at speeds of up to 150 cartons per minute, according to the company. Designed to run a full range of both paperboard and corrugated materials—making it ideally-suited for many retail-ready and distribution packaging formats, the new Capstone carton closer features a robust, stainless-steel design and high-quality control components such as Rockwell Automation’s Allen-Bradley controls architecture, and an AllenBradley color touchscreen HMI (human-machine interface) operator panel with optional multilingual screen prompts.
high-capacity spiral conveyor can be built with multiple inlets, thereby allowing two production levels to use a single spiral configuration to boost picking productivity in busy, high-volume warehousing and production environments.
Booth #5215
Reiser’s exhibit will unveil a broad range of the company’s high-performance food packaging and processing machinery, including the new line of Gruppo Fabbri automatic stretch film wrapping machines, as well as Ross tray sealers, Repak horizontal form/fill/sealers, and Supervac vacuum chamber packaging machines. According to the company, the new model Fabbri Model 55 Plus machine—designed to use stretch film to package fresh food in preformed trays (see picture) can handle a wide range of tray sizes, with no changeovers, at up to 55 packs per minute, making it well-suited across a broad range of challenging high-speed applications.
Booth #S-2347
Krones Inc. will showcase the company’s newgeneration Contiform 3 blowmolding machines, featuring enhanced design of the field-proven liner oven of the Contiform S/H series with optimized energy consumption requirements, according to Krones. Offering a broad range of sizes from eight to 36 blowmolding stations—enabling robust outputs of up to 81,000 containers per hour—the Contiform 3 machines can be easily monobloc-synchronized with any filler, or integrated into the ErgoBloc L formation with both a filler and a labeler.
Booth #S-2466
Ryson International, Inc. will display its extensive range of high-capacity spiral conveyors, designed as space-saving vertical conveying systems that have recently been upgraded to handle up to 3,600 pounds of product at a time, while conveying convey high-volume cases with elevation changes of up to 32 feet. Requiring far less floorspace to install than conventional linear conveying systems, Ryson’s
Booth #1648
The Dow Chemical Company will showcase its broad portfolio of innovative packaging solutions covering a broad spectrum of packaging requirements and applications, including films and foams, food and specialty packaging, film substrates, adhesives and rigid packaging. The exhibit will highlight the company’s new high-performance range of ELITE AT resins—developed primarily for stretchwrap and stretchhood applications—to offer exceptional processing performance, according to Dow, while enabling enhanced toughness and durability in a thin film structure, along with superior sealant properties, low-temperature sealing capabilities, and high impact resistance.
Dow Customer Center
Standard-Knapp will display the powerful performance capabilities of the company’ new model 598 Tritium Multipacker system—a continuousmotion multipacker capable of handling challenging, high-speed applications in the food, beverage and personal care industries.
Booth #N-4106
Filamatic’s exhibit will showcase the company’s popular Monobloc fill/finish packaging systems
that can perform a wide range of tasks such as sorting, feeding, filling, plugging, stoppering, crimping, capping, induction sealing, labeling, and accumulating. Especially well-suited for the pharmaceutical and cosmetic industry applications, the Monobloc line offers a variety of liquid metering systems to provide a broad fill volume range of 0.5-ml to 500-ml per cycle, handling viscosities ranging from freeflowing to highly viscous products. Offered with an optional HEPA filtration system to provide positive pressure airflow within the machine environment, the digitally-controlled, menu-driven Monoblocs can handle a wide array of containers, including microtubes, cryovials, glass vials, and plastic containers.
The exhibit of Intelligrated will display the company’s vast range of automatic material handling solutions, including an at Alvey 952-2 hybrid inline palletizer, an Alvey robotic depalletizer, and the company’s wide array mixed-load order fulfillment technologies. Designed for reducing secondary packaging applications, the Alvey 950 hybrid in-line palletizer integrates robotic arms with a conventional high-speed palletizer to increase pattern flexibility and facilitate quick product changeover. The company’s in-booth demonstration will showcase an Alvey 952-2 workcell equipped with two KUKA robots and enhanced end-of-arm tooling features for optimized product handling.
Booth #2274
Canadian machine-builder Capmatic Ltd. will showcase its MONOSTAR PHARMA labeler, developed as an optimal solution for high-speed labeling of unstable containers or products, which can be configured with infeed and outfeed trays to ensure gentle loading and gathering of containers before and after labeling. Boasting innovative Faulty Label Reconciliation System (FLRS) technology with track-and-trace capabilities for pharmaceutical, nutraceutical and biotech applications requiring the removal of faulty labels before they can be applied onto containers, the labeler can be configured for seamless integration into an existing production line. Capable of reaching line speeds of up to 400-bm and handling a broad range of vials, test tubes, microtubes, syringes, ampoules, etc., MONOSTAR PHARMA is equipped with the most advanced quality verification tools, including barcode scanners,
SHOW PREVIEW
software, and label presence sensors to ensure instant, high-accuracy rejection of defective containers off the line.
Booth #S-2834
Videojet Technologies Inc. will unveil its new Videojet 8150 inkjet printer—designed as a compact and highly-robust product ID solution for a broad range of primary and secondary coding and marking applications, with its user-friendly touchscreen interface allowing operators to access all common operations in five or fewer touches. The new printer incorporates key elements of Videojet’s CLARiSUITE code assurance software—a scalable software solution that enables packaging supervisors to increase productivity and reduce human error in message set-up. The printer’s 8.4-inch color touchscreen interface allows operators to quickly ascertain the status of the printer, verify the print job currently loaded, and check cartridge ink levels and other production line data all from one screen.
Booth # 1534
Bosch Packaging Technology is planning to showcase several new advanced packging technologies for the pharmaceutical, food and confectionery industries, including the new model Pack 301 ID inverted long-dwell flowwrapper—a high-performance HFFS (horizontal formfill-seal) machine designed to ensure gentle transport of products by carrying them on top of the film from the former through the cutting head, minimizing jams and protecting package appearance. According to Bosch, the machine’s long-dwell sealing system allows for longer sealing times compared with traditional rotary cutting heads, which results in higher seal integrity and air-tight packages for fresh produce, multipacks and a diverse range of pharmaceutical, meat and dairy products.
Booth #S-2212
Muller Martini ’s Web Press Technology Division will provide extensive information on the company’s new VSOP web offset press—developed for high-quality printing of labels, flexible packaging, and folding carton products. The exhibit will feature a 33.5-inches-wide VSOP 850 print tower which has been modified with a see-through doorway—allowing booth visitors a unique perspective to the VSOP ’s patented changeover technology. Engineered to enable fast-and-easy sleeve changeovers to accommodate a new printing job, the VSOP web offset printing press features new ergonomic construction, innovative electronic control technology, a high-efficiency external roller and optimized ink train design, according to the company.
Booth #S-847
vision systems, label code verification
Booth #N-4775
SHOW PREVIEW
Canadian metal detection technology experts Fortress Technology Inc. will showcase the company’s new Stealth metal detector, featuring an evolutionary design that offers full compatibility with existing Fortress systems. Custommanufactured to suit any applications, the Stealth detectors combine powerful digital signal processing technology with high sensitivity levels to ensure the detection of the smallest ferrous, nonferrous and stainless steel contaminants, with the built-in USB data recording feature making it an effective critical control point for complying with stringent HACCP food safety regulations.
The exhibit of ACI Inc. will feature the company’s new EL bottle and can drying system, comprising a free-standing enclosed blower mounted on flexible legs to permit installations that either straddle the filling lines, or are positioned to one side to to deliver a continuous and consistent supply of clean air at cost-effective pressures, volumes and velocities. The system’s outlet options included the company’s patented Jetplates —smooth-faced plenums with a specially-designed pattern of slots that enable effective drying both by their close proximity to the product and by driving the moisture progressively downwards and off the bottles, while also acting as guide rails to help prevent bottles falling over. The other outlet option is offered via the adjustable Can Tunnels, which also have a special array of slots to achieve maximum drying efficiency, while also effectively containing all the dislodged moisture.
Booth #N-5564
Product coding systems specialists Markem-Imaje will display the company’s model 9232 smallcharacter continuous inkjet printer, designed for reliable and cost-effective printing of best-before dates, logos, alphanumeric text, and linear and 2D barcodes for a broad range of food-and-beverage, pharmaceutical, cosmetic, electronic, cable and extrusion industry applications. According to the company, the model 9232 printer was designed to allow for optimal and transparent management of overall printing activities—resulting in enhanced cost control, environmental impact reduction, better printing results, and optimization of operator’s
time. Boasting a newlydesigned ink circuit and an innovative printhead, the printer is outfitted with a user-friendly interface and a seven-inch color touchscreen for real-time display of remaining print capacity and tracking of consumption, printer availability, and maintenance procedures. Offering print speeds of up to 6.6 meters per second, and font heights of up to 32 dots, the high-performance 9232 model is made from 80-percent recyclable materials, according to the company, while its enhanced ink cartridge life enables user to print up to 90 million characters per liter of ink.
Booth #2200
tive software, the system ensures user-friendly operation requiring no time-consuming manual changeovers or specialized knowledge of X-Ray inspection technology.
Eagle Packaging Machinery will showcase the highly versatile POPLOK trayformer for erecting multiple tray sizes on the same machine—including one-, two- and multi-tuck trays, as well as the more intricate shelf-ready displays required by Club Stores—without using any glue of tape, according to the company. Equipped with quick changeover features that allow tray sizes to be adjusted in a matter of minutes, the self-locking POPLOK tray erector is loaded with advanced performance features such as vacuum technology for tray extraction, top-sheet feed for positive tray control through the machine, and a high-capacity lift-table hopper that provides long durability, low maintenance, and low costof-ownership. Boasting heavy-duty construction that includes sealed ball bearings and self-cleaning tracks in the blank transfer section for clean and quiet operation, POPLOK can be supplied with either an Allen-Bradley or Omron PLC (programmable logic controller) touchscreen controls that facilitate quick and easy adjustment, troubleshooting, and full access to all operational functions.
Booth #S-1273
METTLER TOLEDO Safeline will showcase the company’s new Certus XR X-Ray inspection system, which the company says was developed specifically to offer an effective and highly efficient solution for inline X-Ray inspection of small packaged products. Available in the Certus XR 300 model with a 300-mm inspection area and the Certus XR 400 version with a 400mm inspection area—both distributed in Canada by MD Packaging —the system uses unique low-energy X-Ray technology for reliable automatic detection and rejection of many contaminants, including metal, stone, glass and bone. Featuring a six-inch, full-color touchscreen user interface and intui-
Quebec-based Premier Tech Systems (PTS) will be using the show as a launchpad for the company’s new high-speed robotic casepacking solution for packing cases, cans, bundles, trays. etc., into boxes or other types of rigid containers, which can be supplied in standard configuration or custom-designed to meet precise application requirements, according to the company.
Siemens Industry, Inc. will display the company’s versatile Sinamics S120 drive system has been recently expanded to include Profinet, Ethernet TCP/IP and EtherNet/IP connectivity—providing maximum flexibility for industrial Ethernet communication while offering innovative concepts for those wanting a single network for the entire plant, according to the company. Designed to handle virtually any drive requirement to facilitate demanding vector, servo and VFD (variablefrequency drive) applications with the choice of single- or multi-axis offerings, the Sinamics S120 drives’ modular design and system architecture, combined with new communication connectivity features, makes them a powerful solution for a diverse range of applications, including packaging, plastics molding and extrusion, textiles, printing and paper machines, handling and assembly systems, machine tools, rolling mills and test stands.
Booth #N-4239
Primera Technology, Inc. will showcase the company’s model CX1000 color label printer for cost-effective, flexible, on-demand inhouse label production, utilizing pre-die cut stock sizes. Wellsuited for short- to medium-run jobs from 100 to 5,000 labels per roll, in various sizes, the new color label printer can be paired up with the company’s patented FX1000 matrix removal system for fast and easy waste matrix removal, slitting, and rewinding to finished rolls.
Booth #5641
Booth # S‐354
Booth #706
Booth #3724
JLS Automation will conduct live demonstrations of the company’s Heron tray-loading system and the Osprey case-packing system working together to package vacuum-packed natural sausage products, as well as bags of frozen food, into foam trays, and loading the overwrapped trays into RSC (regular slotted case) cartons at high throughput speeds.
Booth #1648
WeighPack Systems Inc. will demonstrate its high-performance XPdius 130 vertical formfill-seal bagger designed for optimal cleanability, accessibility, serviceability and productivity levels, according to the Canadian machine-builder. The dual servo-driven XPdius 130 bagger can produce a maximum bag width of 13 inches while operating at speeds of over 110 cycles per minute intermittently, or over 160 cycles per minute with its continuous mode, and the ergonomically-designed machine opens on both sides to facilitate safe and effortless access to all mechanical components inside the frame for maintenance and cleaning.
Booth #S-1273
CombiScale Inc. will display the company’s new 0.5-liter PrimoWeigher combination scale— designed for small fills that require very high accuracy, as well for applications that require a compact footprint, according to the company. Easily integrated with any automatic bagging, container indexing or thermoforming machine, this compact openframe scale is designed for accurately weighing of products ranging from five to 500 grams at speeds of up to 120 cycles per minute—making it well-suited for a wide range of applications, including ingredients, seeds, cheese, confectionery, spices, nuts, diced meat, diced fruit, pet-food, etc.
Booth #S-1273
SHOW PREVIEW
Optima Machinery Corporation will unveil the new Optima CFL series machine designed to produce up to 240 coffee capsules per minute, according to the company, with its high-precision weighing system ensuring accurate individual dosing with an accuracy of +/- 0.3 grams. Featuring integrated gas installation that ensures the defined rest oxygen content inside the closed pack, the CFL series system has been optimized to interface as a turnkey interfaces as a line system comprising all the required sorting, feeding, and filling machinery and subsystems, according to the company.
Booth #4712
Laminations is planning to showcase the company’s new PalletTop Display kit— designed as a fast set-up, inexpensive, lightwieght, sturdy and fully-recyclable shipping/display shelving solution that can be easily filled with product from all four sides and then stretchwrapped for one-way shipping to its final destination.
Booth #5702
Eagle Product Inspection will highlight the performance advantages of the company’s Pack 400 HC X-Ray product inspection system—distributed in Canada by PLAN Automation which is designed to offer maximum detection capabilities for packaged meat, poultry and dairy industry applications by automatically evaluating and identifying hazardous foreign bodies and particles such as metal, glass, stone and bone, while also providing full checkweighing, compartmental fill-level evaluation, and sophisticated fat-analysis capabilities for optimal quality control assurance and compliance.
Booth #2452
Nordson Corporation will demonstrate the company’s innovative OptiBond adhesive applicating solutions designed to reduce adhesive consumption by up to 30 per cent, while maintaining full package and bonding integrity with shorter, intermittent beads, with the company’s new EcoBead pattern generator tool enabling packagers to quickly convert the required bead lengths.
Booth #730
Pactiv LLC , Lake Forest, Ill.-based manufacturer of food packaging products and disposables, has completed the acquisition of International Tray Pads of Aberdeen, N.C., which manufactures a broad range of absorbent products used in fresh-packed, point-of-purchase meat, fish, poultry and produce, serving international markets throughout North and Latin America, the Caribbean, Asia and the Middle East. “This acquisition further expands our product offering and value proposition in the supermarket and processor segments of our business,” says Pactiv’s president John McGrath. “Offering product solutions that combine multiple materials continues to be an area of high focus for us, as it provides our customers with new packaging options.”
Protective packaging products manufacturer Pregis Corp. of Deerfield, Ill., has com-
pleted the acquisition of the business assets of Inter-Pac, Inc., including a 180,000-squarefoot production plant in Tupelo, Miss., which manufactures polyethylene sheet foam. “We are pleased to add the Tupelo facility to our manufacturing footprint,” says Pregis president Kevin Baudhuin, adding the acquisition makes Pregis the largest producer of polyethylene sheet foam in the U.S. “We believe that this transaction will benefit our customers across all segments and channels, including in markets such as furniture, housewares, electronics, automotive, industrial and recreational products.”
Resealable packaging products and machinery manufacturer Zip-Pak has announced plans to start up a new manufacturing facility in São Paulo, Brazil, to boost the manufacturing output of the company’s patented zippers and other resealable
closures, while eliminating the extra duty costs and taxes for the company’s domestic customers. “The expansion in South America will enable Zip-Pak to continue providing innovative packaging solutions to an important global market,” says Zip-Pak’s business manager for Latin America Perry Malik, saying the company will provide its full extensive range of specialty materials, machinery and design expertise to help local brand-owners enhance their product packaging. “We are excited to initiate local production and warehousing operations that will support the local economy, while enhancing Latin American customers’ experiences with our proven brand of resealable solutions.”
Plan to Attend This Comprehensive Resource for Packaging Professionals
EXHIBITION AND CONFERENCE: November 14–15, 2012
Palais des congrès de Montréal Montréal • Québec
What you can accomplish with a visit to PACKEX Montréal:
MEET face-to-face with hundreds of top suppliers
SEE the latest advances in packaging and processing
FIND new equipment, materials, and services
COMPARE solutions side by side
NETWORK with industry peers
GAIN FRESH IDEAS to innovate your packaging, streamline your process, and accelerate your projects!
Find additional solutions at these co-located events:
SPONSORED BY:
St. Louis, Mo.-headquartered plastics processor Spartech is in the midst of a major expansion project at its manufacturing operation in Muncie, Ind., where a major capital upgrade is expected to create up to 132 new full-time job at the facility, which primarily manufactures plastic food packaging products used in rollstock from/fill/seal and thermoform packaging applications in the food industry. Spartech says the expansion will add more than 60,000 square feet of new production space at the facility, which it purchased from Ball Plastics in 1999. The added space will house two new extrusion lines and several new thermoforming lines to help the company meet growing customer demand, according to Spartech, which plans to complete the project next month and begin filling the new positions—mostly for production technicians, engineers and production operators—by early 2013.
Corrugated packaging products group RockTenn of Norcross, Ga., has completed the acquisition of specialty corrugated packaging manufacturer Mid South Packaging LLC. With manufacturing operations in Cullman, Ala., and Olive Branch, Miss., Mid South Packaging specializes in the production of corrugated packaging solutions for the automotive industry, as well as bulk boxes for the poultry and meat industries and retail displays for consumer packaged-goods companies.
For details on exhibiting or attending, visit:
Green Bay, Wis.-headquartered label manufacturer WS Packaging Group, Inc. has completed the acquisition of Consolidated Products Inc., a label converting company in Knoxville, Tenn., specializing in the production of compliance flexo, digital and domed labels for industrial products, as well as thermal-transfer printers, ribbons and turnkey RFID (radio-frequency identification) and WMS (warehouse management software) solutions.
Oct. 21-23
Louisville, Ky.: Adhesive & Sealant 2012 Fall Convention, by the Adhesive & Sealant Council Inc. (ASC) At Louisville Marriott Downtown (ASC). to register, go to: www.ascouncil.org
Oct. 24-26
Monaco: Luxe Pack Monaco 2012, international luxury goods packaging exhibition and conference. At Grimaldi Forum. To register, go to: www.luxepack.com
Oct. 28-31
Chicago: PACK EXPO International 2012, global packaging technologies exhibition and conference by Packaging Machinery Manufacturers Institute (PMMI). At McCormick Place. Contact PMMI at (703) 243-8555; or go to: www.packexpo.com
Nov. 6-8
Mumbai, India: International PackTech India 2012, processing and packaging technologies exhibition by Messe Düsseldorf GmbH. Concurrently with the drink technology India 2012 international beverage industry exhibition by Messe Düsseldorf GmbH and Messe München GmbH. Both at the Bombay Exhibition Center. Contact Messe Düsseldorf North America at (312) 781-5180; or go to: www.mdna.com or www.packtech-india.com
Nov. 7-8
Philadelphia, Pa.: 2012 Automation Fair, industrial automation technologies exhibition, including the Manufacturing Perspectives conference, by Rockwell Automation. At the Pennsylvania Convention Center. To register, go to: www.rockwellautomation.com/ events/
Nov. 12-14
Hollywood, Fla.: Thermal Printing Conference, by Information Management Institute (IMI). At Hollywood Beach Marriott. To register, go to: www.imiconf.com
Nov. 14-15
Montreal: PACKEX Montreal, packaging technologies exhibition by UBM Canon. Concurrently with Expoplast 12, ATX Automation Technology Expo Montreal, Design & Manufacturing Montreal, Contract Manufacturing Expo, Powders & Bulk Solids and AerCon. All at Palais des congrès de Montréal. To register, go to: www.canontradeshows.com
Nov. 19-22
Paris, France: EMBALLAGE 2012, international packaging exhibition by Comexposium. At Paris-Nord Villepinte. To register, go to: www.emballageweb.com
Astro-Med, Inc., West Warwick, R.I.headquartered manufactuer of digital and specialty high-tech printing systems for packaging, labeling and various industrial applications, has appointed Gregory Woods as executive vice-president and chief operating officer.
Microscan, Renton, Wash.based manufacturer of barcoding, machine visition and lighting technologies, has appointed Scott McKay as global director of channel management and commercial marketing.
Arpac L.P., Schiller Park, Ill.-based manufacturer of shrink wrappers and bundlers, case formers and packers, shrink tunnels and other end-of-line packaging systems and equipment, has appointed
Mary Pence as director of marketing.
Harper Corporation of America, Charlotte, N.C.-based manufacturer of anilox rolls for flexographic package printing and converting applications, has appointed Greg Harms as southeast technical graphics advisor for the company’s Harper GraphicSolutions division.
Conair Group Inc., Cranberry Township, Pa.-based manufacturer of resin drying systems, blenders, feeders, conveyors and other auxiliary equipment for plastics processors, has appointed Larry Doyle as company president.
McKay
Harms
Doyle
CHECKOUT PAUL PETHICK
NEW PACKAGING BRINGS BACK HAPPY MEMORIES
Ilove free stuff. Who doesn’t?
The prodigious volume of handouts, giveaways and freebies is one of the perks of working in Toronto’s affluent and oozingly hip King St. West area, where the city’s fashionable set flock for an evening out or a night in along a trendy strip where new condos seem to be springing up overnight. With this crowd being every marketer’s dream, there is never a shortage of sidewalk spectacles and grand kiosks offering everything from ice-cream cones to beer samples. While I wouldn’t classify myself among the hipster rank, I managed to wrangle quite a few freebies in recent weeks—with one of my favorites being the 237-ml promotional Diet Coke glass bottle celebrating 175 years of Toronto-based upscale department store Holt Renfrew. Bubbly promo girls, fuchsia short shorts, DJs busting out beats ... it was quite the scene, with some ingenious packaging right at the middle of it all. Prominently displaying the iconic Diet Coke logo above the department store’s name—typeset in a dignified and forward-looking font—the magenta label is tightly shrinkwrapped around the iconic hobble-skirt bottle shape synonymous with The CocaCola Company, which is supplying the limited-edition bottles as singles and in six-packs at all Holt Renfrew stores across Canada to mark the retailer’s Happy Anniversary. With the label designed specifically to pay homage to Holt Renfrew’s distinct magenta shopping bag, this is the sort of packaging that should appeal to all true Coke collectors and fashionistas out there. Here’s to another 175 years!
Meaningful longevity in the dog-eat-dog snack-food market is more than just about being tasty. Many mar-
keters will tell you that a product’s staying power often comes down to what they sometimes call the ‘Pop!’ factor, which is literally something that the Jiffy Pop popcorn brand has been able to bring into family rooms for more than 50 years with stellar success. Produced by the Niagara Falls, Ont.-based ConAgra Canada Inc., the 127-gram packages of snacking indulgence-in-a-pan have bravely weathered the era of microwave popcorn fully intact—still hanging around with class and dignity by its wire handles at supermarkets across the country. And with the new Jiffy Pop package top bragging about a new pan that promises to pop faster than ever before—surrounded by a frenzy of popcorn graphics, safety tips, nutrition facts and instructions on removing the panel without damaging the foil layer below—this is one old standby that continues to make every television event just a little bit more special and memorable.
It is uncanny how often product packaging can instantly reconnect you with the past. One of my more recent trips down the memory lane was triggered by an impulsive visit to a neighborhood candy store catering to the nostalgia of long-forgotten sweets, where nestled in between some ring-pops and pop-rocks were none other than the Nerds brand rock candies manufactured by the Swiss-based Nestlé SA . Nowadays marketed under the Willy Wonka Candy Company label, this candy nearly single-handedly launched a real sugar revolution back in 1983—flying off the shelves of convenience stores before they could be restocked at times! Looking at them nearly 30 years later, it strikes me that it was the package that I loved the most. Truth be told, I couldn’t remember what the
little sugary balls of rock candy actually tasted like, but the package used to separate the two different flavors in each 46.7-gram box—wildberry/peach and wild cherry/watermelon for me—is simply unforgettable. Just pull the top tab, slide out the sides, and let the tasty treats pour out. No wonder that so many kids still dig their Nerds in a big way today.
by Paul Pethick
Like bacon and eggs, some things are just meant to be together. So as a proud Canadian, I really wonder why it took the Canadian Club Whisky Company of Walkerville, Ont., so long to come out with its 473-ml cans of Mixed & Ready rye-and-cola and rye-and-ginger cocktails. To a long-time fan of the Canadian Club brand, it always seemed like the quintessential non-brainer. Alas, high expectations can lead to disappointment, and tasting it for the first time left me largely underwhelmed. While the convenient packaging is all fine-and-dandy, it suddenly hit me that a good mixed drink is something that is rather personal—requiring a human touch that just seems to be too nuanced for machines to replicate. This lack of personal connection is only reinforced with the cold-looking silver color of the cans, which rely almost exclusively on narrow colored bands to distinguish between the two recipes—maroon for cola and green for ginger ale—to make both look like a ‘no name’ brand. Which all adds up to a bit of a buzzkill in the end, alas.
Paul Pethick is a writer and editor with the Toronto-based healthcare media services provider Invivo Communications Inc.
Photos
Fit for difference
Muller Martini VSOP Variable Sleeve Offset Printing
For every demand the right application
The technology of VSOP web offset press provides the capability to take advantage of many market trends in packaging: exible packaging, labels (shrink-sleeve, self-adhesive labels, wet glue labels, IML, wrap-around), folding carton and liquid packaging.
Muller Martini VSOP runs up to 365m/ min (1200ft/min) and produce the complete size ranges (381-762mm/15-30” by using lightweight print sleeves.
With its hybrid applications, along with offset printing technology, Muller Martini VSOP offers a range of other printing processes, including: exo, screen, gravure and digital printing as well as nishing processes such as laminating.
Muller Martini VSOP web offset press is available with electron beam, UV and hot air drying technologies which provide an optimum exibility in the printing process.
Great packaging does more than protect. It opens up new opportunities.
Unisource’s packaging solutions can help you cut out operating costs while creating new possibilities for your business.
We deliver solutions that not only protect and secure your product, but can help drive the innovation and productivity you need to grow your business. We’re looking out for you.