With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Jan. 24-26, 2023
Booth C-11069
Georgia World Congress Center Atlanta, Georgia USA
info@heatandcontrol.com | heatandcontrol.com
3000 case packers in the field worldwide. THE QUESTION IS:
Peace of mind. All day. Every day. Trusted technology and quality you can rely on.
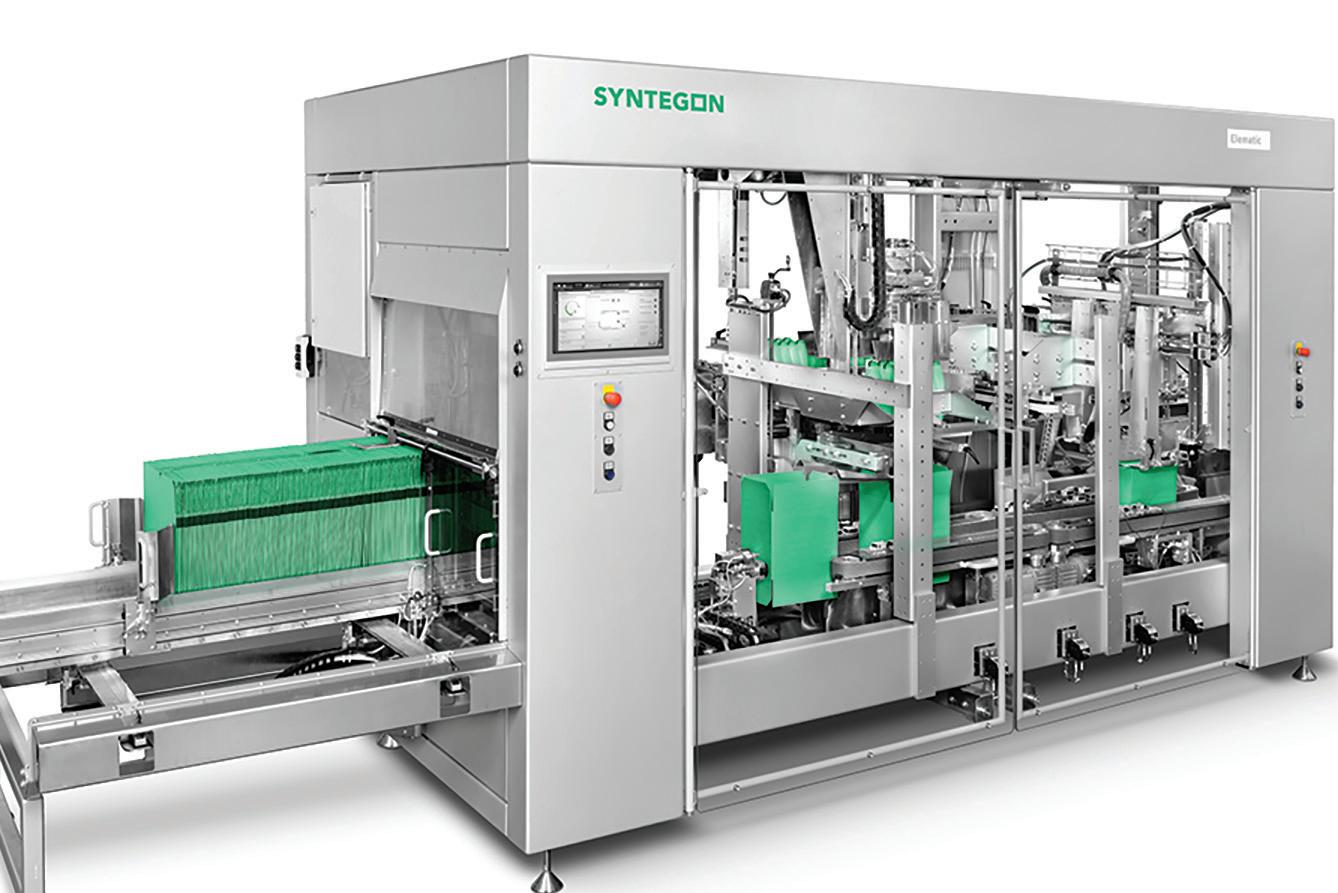
Our customers have trusted us with their case packing for almost 60 years, with the peace of mind afforded by the most highly reliable and flexible case packers around.
Elematic case packers for RSC and shelf-ready packaging
Up to 100 case designs on one machine
High flexibility, reliability and performance
Seamless system integration
Thriving family-owned shawarma restaurant chain raises its product quality assurance and safety to lofty new benchmarks after investing in highperformance X-Ray product inspection technology with unique dual-energy capabilities.
FEATURES
21 Open Arms
Leading industrial automation supplier happy to celebrate its milestone Canadian expansion and strategic focus realignment in fine style and confident mood.
27 From Ground Up
West Coast plant protein pioneer beefs up its production capabilities and line efficiencies with high-performance thermoform packaging technology to keep up with stellar market growth.
32 Veteran Affairs
Enterprising Canadian military veterans keen to make their mark in the burgeoning recreational cannabis industry with major investment in packaging automation. COLUMNS
FROM THE EDITOR
4 George Guidoni
Windy City serves up a memorable trade show masterclass.
CHECKOUT
40 Naomi Hiltz
Joe Public speaks out on packaging hits and misses.
ON THE COVER
Osmow’s Shawarma founder and principal Sam Osmow poses alongside his daughter and company president
Bernadette Osmow in front of the company’s striking new logo at their Mississauga headquarters.
Cover photography by Naomi Hiltz
Windy City serves up a memorable packaging trade show masterclass
It may not go down as the biggest packaging extravaganza ever to be held in North America, but last month’s PACK EXPO International 2022 packaging and processing technologies exhibition in Chicago certainly merits consideration as the most memorable and uplifting one yet.
44,000+
attendees at at last month’s PACK EXPO International 2022
Drawing a four-day audience of over 44,000 people—including some 2,200 exhibitors showcasing their products over 1.2 million square feet at the city’s spectacular McCormick Place lakeside fairgrounds—was by any measure a hugely significant accomplishment for the show’s stalwart founders and organizers PMMI, The Association for Packaging and Processing Technologies following a four-year absence necessitated by the global COVID-19 pandemic.
Not only did the attendance numbers exceed those of the show’s last edition in 2018, the prolonged time gap between the two events served to underline just how fast things are changing in the packaging world these days, with many product offerings on display pointing to tremendous leaps and breakthroughs in technological prowess, productivity and sustainability achieved by packaging machinery, materials and services suppliers during that time.
As noted by PMMI, the North American market for packaging machinery has grown substantially over the last three years, rising form US$10.8 billion in 2019 to just over US$15 billion this year—a 40-percent increase.
Such sharp gains are simply too hard to dismiss as either organic or as a one-off Perfect Storm of happy coincidences or circumstances.
While packaging companies as a rule are not fame-seekers or glory-hunters in the same sense that many of their CPG (consumer packaged goods) customers may be, there is nothing wrong with acknowledging the efforts the industry as a whole has made in recent years to become a more active and beneficial contributor to today’s consumer economy still trying to fully find its feet in the wake of serial pandemic lockdowns worldwide and the resulting supply chain chaos.
“The success of PACK EXPO is a testament to our industry’s continued growth, as well as PMMI’s commitment to bringing the industry together to share cutting-edge innovations,” says PMMI’s
president and chief executive officer Jim Pittas. “No other event this year showcased so many end-to-end solutions, offering attendees everything they need to compete in a changing marketplace.”
Coming after yet another difficult year dominated by the outbreak of war in Europe, the worsening impact of natural disasters of every kind imaginable, and re-emergence of inflation as a serious threat to the global economy, PACK EXPO provided a welcome respite of hopeful optimism and reassurance that has been in increasingly short supply in recent years.
The exceptional number of deals made right on the show-floor, combined with the exceptional quality of sales leads generated at the exhibitors’ booths, helped fill the air with the sort of earnest good vibes and friendly ambiance that even the most advanced AI technologies would have a hard time replicating.
“For our industry, the economy looks like it will be robust in 2023,” says Jeff Kaplan, vice-president of integrated systems at Hamrick Packaging Systems in Suffield, Ohio. “The end user base was eager to come back and see equipment in person.
“Finally, customers are acting on buying automation and not just talking about it.”
This growing interest in automation was fittingly complemented with extensive displays of increasingly viable packaging sustainability solutions that North American consumers have come to expect as standard offering from their favorite CPG brands and their packaging suppliers.
While the price of gas and food inflation are naturally on a lot of people’s minds, no one anywhere is suggesting abandoning sustainability as a partial solution to resurrecting economic growth—as may have been the case at the height of the so-called Great Recession in 2008.
Contrary to the prevailing myth, history does not always repeat itself. Times change, people change, attitudes change, and industry events change, but in the end it’s always up to the industry itself to manage all its changes—however seismic or understated—for the greater and more hopeful common good.
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
NOVEMBER 2022 | VOLUME 75, NO. 11
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113
apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
Media Designer Alison Keba | (519) 429-5181 akeba@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
NOTHINGSAYS
FRESH like FABBRI
P A CKAGING
Fabbri Automatic Stretch Wrappers produce low-cost, highly attractive packages that make your products look fresh and “just packed”.
n Uses stretch film to overwrap fresh food products in preformed trays.
n Produces tight, over-the-flange, wrinkle-free pack ages with securely sealed bottoms.
n Handles a wide range of tray sizes with no changeovers to reduce downtime and increase production.
n Up to 75 packs per minute.
Canada Dry taps its glorious history with nostalgic brand update celebrating its heritage
When former legendary football (soccer) superstar George Best once famously quipped that he “Drank Canada Dry” in his late career stages while playing in the North
American Soccer League during the 1970s, the comment was as much an admission of his personal struggles with alcohol as it was a nod to one of Canada’s most globally recognized soft-drink brands.
And while George Best has sadly passed away prematurely due to alcohol-induced liver disease, the Canada Dry brand is still very much alive and well, nowadays boasting a brand new logo design celebrating the brand’s proud heritage.
Originally launched in 1904, Canada Dry has recently unveiled a new visual brand
identity for all of the brand’s core beverages—including Canada Dry Ginger Ales and classic mixers, such as Club Soda and Tonic Water
According to the brand-owner Keurig Dr Pepper Canada, the new logo and associate rebranding is a tribute to the brand’s iconic heritage that personifies the meaning of authentic refreshment—quenching thirst with each comforting sip.
“This new look encapsulates everything Canada Dry stands for, as a brand grounded in nostalgia, but always facing the future for growth,” says Keurig Dr Pepper Canada vice-president of marketing Tebbie Chuchla.
Inspect & Reclaim Your Finished Goods
How To Save On-Hold Goods:
“As we focus on strategically growing this brand with the next generation of Canada Dry fans, evolving the brand’s identity so that it better resonates with both current and future users will be critical to Canada Dry’s success,” Chuchla states.
“We know that Canada Dry will remain a central part of our consumers’ lives and the beverage they return to for a comforting taste of home.”
As Chuchla explains, the key hallmarks of the newly unveiled branding include a return to Canada’s Dry’s iconic essence, whereby signature visual elements—such as the classic Canada Dry shield, and the latitude and longitudinal lines denoting the map of Canada—are retained and strengthened. The logo itself has also been streamlined for a clean and modern look behind the newly redrawn wordmark.
Created by global branding and design agency Wedge, new look is bold, sharp and clear—cutting through with confidence and informed by heritage.
Each element combines to modernize the overall design while championing the brand’s legacy, with the final selected design outperforming in all key metrics during testing, including stopability, ownability and findability, to ensure the new look makes an impact with consumers on the shelf.
• Submit sample product with representative contaminants
• Plan Xray Reclaim will execute a formal inspection study, confirming that the foreign bodies can be detected
• Send your ON-HOLD finished goods to Plan Xray Reclaim for inspection and reclamation
• Cleared production returned to your site and contaminated production isolated for disposal
• A complete inspection report produced with all traceability reports
“With more than 100 years as an enduring part of Canadians’ best memories, this new brand identity will better reflect the unique personality of Canada Dry,” says brand manager Erika Maddox.
“Whether kicking back after a long day, or soaking up a sunny afternoon with friends, Canada Dry is about taking in a moment of simplicity to refresh and relax in our fast-paced lives,” she says.
“The goal of this brand evolution is to contemporize our look for a new generation, while staying true to the familiar refreshment and heritage that Canadians know and love.”
Maddox adds that Canada Dry’s new look is highlighted in the brand’s new ‘Tastes Like Home’ campaign across social media, and the updated graphics have already started to roll out on shelves across the country.
Walmart to build brand new Quebec distribution center
Discount retailing giant Walmart Canada has announced plans to build a new 457,000-squarefoot distribution center in Vaudreuil-Dorion, Que., to serve as a delivery hub for millions of customer orders in Quebec and Atlantic Canada.
Scheduled to open in 2024, the new building will be the first of several other logistics-related businesses expected to operate at the site of the new Le Campus Henry Ford industrial park owned by local commercial real estate developer Harden
“This important investment is the latest
example of Walmart’s commitment to Quebec,” says Cyrille Ballereau, Walmart Canada’s regional vice-president for Quebec.
“We are investing for growth in Quebec and creating jobs for Quebecers to better serve our customers,” says Ballereau, noting the new facility will create 225 new full-time jobs, on top of the many construction and engineering jobs related to the construction project.
“Quebecers will see refreshed stores, quicker service and more options available in-store and online,” Ballereau states.
“When Quebecers choose Walmart, they are choosing to support a retailer that supports
Quebecers.”
According to Walmart, the new distribution center will be powered by cutting-edge logistics technology to achieve productivity with less physical effort by using innovative technology.
Capable of shipping 20 million items annually for local customers, as well as storing up to storing 500,000 items to fulfil direct to home and in-store pickup orders, the new DC will ensure
Website:
Email:
Phone:
Food packaging equipment distributor MULTIVAC Canada of Brampton, Ont., has formed exclusive partnership agreements with Slicetech and Metalquimia to expand its product offerings to Canadian customers. Based in Rio Do Sul, Brazil, Slicetech manufactures slicers suitable for small to mediumsized producers, whereas Metalquimia, based in Girona, Spain, is a global leader in the manufacturing of injectors, massagers, whole muscle stuffers and a variety of cooking, defrosting and tenderizing equipment. According to MULTIVAC Canada, the addition of Slicetech slicers to its portfolio will extend the company’s reach into the processing of many items including bacon, deli, dairy and plant-based products. Ranging from simple manual machines to fully automatic systems, these slicers can fully integrate with Multivac’s packaging equipment. For its part, Metalquimia provides MULTIVAC Canada and its customers with the opportunity to access highly specialized machinery for the manufacturing of cooked, marinated and cured meat products, including clean label.
U.S.-based specialty packaging company Max Solutions has completed the acquisition of Canadian family-owned folding carton manufacturer Ellis Group for an undisclosed sum. Headquartered in Pickering, Ont., Ellis Group designs, manufactures and distributes custom paperboard carton solutions to major brands in North America from three manufacturing facilities the company operates across Ontario. “We are very excited about this acquisition,” says Max Solutions chief executive officer Marc Shore. “The Ellis Group will provide state-of-the-art technology for our customers and augment our offerings geographically,” Shore adds. “This partnership is complementary on many levels in that it supports and strengthens our common end markets, customers and cultures.” The acquisition of Ellis Group comes after the company opened its first facility in Bristol, Pa., this past July. The 100,000-square-foot facility aims to address the growing market demands of Max Solutions’ key customers in the healthcare and consumer segments.
Canapa by Paxiom, a Paxiom Group subsidiary specializing in cannabis packaging, has been awarded the NTEP
Certificate of Conformance from the National Conference on Weights and Measures for its Pre-CheQ Analyzer from WeighPack Systems after a series of rigorous repetitive testing of the device and its proprietary EMFR (electromagnetic force restoration) technology. Engineered to accurately weigh product to 0.001-gram, the Pre-CheQ Analyzer and its ultra-precise EMFR weigh cell technology, are perfectly suited to weigh cannabis flower, gummies, capsules and other products directly above the package prior to filling, with seamless integration into automatic bagging and container filling systems.
Diversified packaging products manufacturer Sonoco has been honored with the Supply Chain Solution
of the Year Award at the prestigious UK Packaging Awards competition last month in recognition of its newly-sized Bisto Gravy paperboard drum solution.
Launched in the U.K market last years, the new drum is credited with helping Premier Foods to lower its brand’s environmental impact by reducing the height of the drum, while at the same time providing consumers 20 grams more gravy granules (approximately six more portions) than the previous ones. The new Bisto Gravy paperboard drums are made from recycled paper fiber—including a paperboard end— and using only water-based inks and adhesives that are easily separated during the recycling process. “We’re thrilled to have won this distinguished award and we are honoured to be recognized for our joint efforts together with our customer Premier Foods in making supply chains more sustainable,” says Kieren France, vice-president of sales and marketing at Sonoco Consumer Products Europe.
IN INSPECTION SYSTEMS
be adaptive and agile to remain competitive,” says Xeikon’s chief executive officer Benoit Chatelard.
“This new facility was designed and developed with that in mind.”
Xeikon America, manufacturer of digital printing presses and related equipment, has formally commenced operations of the company’s new 39,000-square-foot North American headquarters in the Chicago suburb of Elgin, Ill. According to the company, a subsidiary of Luxembourg-based Flint Group, 80 per cent of space at the new building has been dedicated to customer support functions, including the company’s state-of-the-art Innovation Center which offers
customers greatly expanded demonstration and training capabilities, both virtually and in person. The Innovation Center features Xeikon dry toner; UV-IJ printer solutions that serve the print and packaging industries who then serve the food, beverage, beer, wine and spirits, health and wellness, beauty, pharmaceutical, agriculture and the nutraceutical industries, as well as the commercial print and graphic arts industries. “Customer needs continue to evolve, and as a company we must
NORTERA has been selected as the new name of a company formerly known as Bonduelle Americas Long Life following last summer’s acquisition of 65 per cent of the company’s shares by Quebec’s leading capital investment agencies Fonds de solidarité FTQ (32.5%) and Caisse de dépôt et placement du Québec (32.5%). Headquartered in Brossard, Que., NORTERA is a North American leader in canned and frozen vegetable processing, with annual revenues of about $1.5 billion.
“This new chapter ushers in a bright
future for a new brand that’s built on a solid foundation,” says NORTERA general manager Daniel Vielfaure. “NORTERA is a name that reflects the North American regions where we harvest and grow our vegetables, our connection to the land and soil where our food is grown, and a new era of forward-looking prosperity,” Vielfaure says. “The capital injection will help NORTERA continue to grow for the future, and I can think of no better scenario than that.” Operating 13 processing plants in Canada and the U.S., the rebranded company employs about 3,000 people to produces major private-label and retail brands while also marketing its own brands, including Arctic Gardens and Del Monte in Canada.
Containerboard manufacturer
Cascades Inc. has announced the permanent shutdown of the corrugator at its facility in Belleville, Ont., next month. Affecting 31 of the plant’s 106workers, the shutdown will provide the plant with a more sustainable business model by focusing on converting activities as a high-volume graphic sheet plant, according to Cascades.
From left: Benoit Chatelard, Xeikon CEO; Danielle Voght, Xeikon service operations manager; Carol Gieske, president of Elgin Area Chamber of Commerce; David Kaptain, Elgin mayor, Rosamaria Martinez, Elgin Councilwoman, James Quan, Xeikon Customer Innovation Center manager, Patrick McCarthy, VP, Xeikon Global Customer Operations; Amy Klinger, Xeikon Elgin office administrator.
MOTOR MOTION
Siemens Industry, Inc. is expanding its popular 1FK7 servomotor family, with the introduction of a new high-inertia style 1FK7-HI servomotors suitable for high- and variable-load inertia applications, including the feed and auxiliary axes on machine tools, as well as winders and unwinders on converting, packaging and printing equipment. These self-cooled 1FK7-HI servomotors feature a mechanical decoupler between the motor and encoder shaft to protect the encoder from mechanical vibrations, providing a long service life. In cases where the encoder needs to be exchanged, the device automatically aligns the encoder signal to the rotor pole position, enabling feedbacks to be changed in the field in less than five minutes. These new Siemens 1FK7-HI servomotors also feature the unique Drive-Cliq serial bus and electronic nameplate recognition, allowing virtual plug-nplay operation when paired to the Sinamics S drive platform.
Siemens Industry, Inc
THE FAST TRACK
With more than 25 years and three generations of FastBack conveyors under its belt, Heat and Control is taking its advanced knowledge of horizontal motion conveying to the next level with FastBack 4.0, the culmination of more than 10 years development and multiple international patents. While retaining all the advantages that have made FastBack a popular choice since its introduction in 1995—including near zero breakage and product damage; no loss of coatings or seasonings; greatly reduced sanitation and associated downtime; quiet, smooth, and trouble-free operation —the Fastback 4.0 also incorporates several new core performance attributes that include:
• Instant reversing capability;
• Trouble-free operation requiring no preventive maintenance or lubrication;
• No flexures, no linear bearings and no bushings;
• Longest design life;
• High-pressure washdown capability;
• Fewer moving parts (by 70 per cent);
• Small footprint for ease of installation and sanitation.
According to the company, FastBack 4.0 is a circular to linear drive horizontal motion conveyor featuring a rotational (circular) drive motion that produces a horizontal (linear) motion—converting rotational motion into pure horizontal motion while also supporting the vertical weight of the pan. Heat and Control, Inc.
BETTER CONNECTIONS
Product coding and marking specialists Videojet Technologies has announced the launch of its new CICN (Customer Independent Cellular Network) connectivity solution for VideojetConnect Remote Service (VRS)—a powerful Cloud-based ,connectivity solution that efficiently manages printer operations with dashboards for monitoring fleet or individual printers; alerts to notify if there is an issue; provides remote assistance capabilities for enhanced service and support; and accesses the Rapid Recover automated troubleshooting and repair program for fast line recovery. Designed as an alternative to connecting Videojet coding equipment via an in-house network, the new CICN cellular solution
uses integrated cellular panels placed throughout the plant to create a separate local network that operates independently from any existing network infrastructure—thereby keeping any plant network issues from impacting the connection to VRS Videojet Technologies
ARMED AND READY
Featuring a robust 30-kg payload and 1,700-mm maximum reach, the easy-touse six-axis HC30PL human-collaborative robot from Yaskawa Motoman is designed to facilitate safe and efficient fenceless palletizing, and can also be deployed in select handling, packaging and logistical applications in demanding production environments. Meeting all the established safety standards to enable safe operation with, or in close proximity to human workers, the robot incorporates innovative PFL (Power and Force Limiting) technology to constantly monitor force to react to contact quickly and safely, along with advanced pinchless geometry to provide optimal safety. Hand-guided programming allows users to direct teach points without a pendant for quick implementation of the robot system, and a plug and play tool flange based on EN ISO-9409-1-806-MB connects a wide variety of end-of-arm tooling for fast and simple deployment.
Yaskawa Motoman
CPMA releases Golden Rules for plastic produce packaging
The Canadian Produce Marketing Association (CPMA) has released a new series of voluntary package design guidelines to help fresh produce companies reduce plastic waste, increase recycling, and transition towards a circular economy for plastics in Canada.
Called Golden Design Rules for Produce Plastic Packaging, the new guidelines consist of nine basic statutes governing the use of primary plastic packaging in fresh produce production, distribution and retailing.
The new recommendations were developed under the auspices of the Plastics Packaging Working Group, which Ottawa-based CPMA formed in 2019 to address the use of plastics within the produce sector.
As member of the Canada Plastics Pact (CPP), CPMA has generally endorsed CPP’s own Golden Design Rules for Plastics Packaging framework released in 2021, albeit modifying them to focus on more closely on fresh produce primary packaging.
According to CPMA, its nine-step framework aims to, “Provide guidance to Canada’s produce sector to reduce the environmental impacts of produce primary packaging, as well as seek to reduce the environmental impacts for business-to-business (B2B) produce packaging.”
1. INCREASE VALUE IN RECYCLING OF PET-BASED PACKAGING
• Use transparent and uncoloured PET, or alternatively transparent blue or green coloured PET in all PET- based produce packaging.
• Ensure label material, adhesives and label size is not problematic for recycling.
2. REMOVE PROBLEMATIC ELEMENTS FROM PRODUCE PACKAGING
• Avoid problematic materials for produce packaging, including: undetectable carbon black plastic; Polyvinyl Chloride (PVC) or Polyvinylidene chloride (PVDC); Expanded Polystyrene (EPS) or Polystyrene (PS); Polyethylene terephthalate glycol (PETG) in rigid plastic packaging; oxo-degradable materials.
• In the case of black single-use packaging, explore industrially compostable materials as potential alternatives.
3. MINIMIZE HEADSPACE IN FLEXIBLE PACKAGING
• Minimize headspace for all flexible
New voluntary guidelines for fresh produce packaging developed by CPMA are aimed at reducing the industry’s plastic footprint through a variety of design strategies tailored to spur the creation of a Circular Economy model for the sector in Canada.
packaging types, to a level where produce processing is not adversely impacted.
• Strive for a maximum of 30-percent headspace, aligned with the Canada Plastics Pact Golden Design Rules.
4. INCREASE RECYCLING VALUE FOR PET THERMOFORMED TRAYS AND OHER PET THERMOFORMED PACKAGING
For PET thermoformed trays and other PET thermoformed packaging:
• Apply packaging design guidelines to fit with existing recycling programs wherever possible2
For packaging not accepted by existing recycling programs, and where there is a clear pathway for a future recycling system by 2025, meeting the following requirements will be actively pursued:
• Use monomaterial PET designs;
• Minimize or avoid direct printing;
• Ensure materials and adhesives for lidding films, inserts and other components are recyclable, or do not prevent recycling.
5. INCREASE RECYCLING VALUE IN FLEXIBLE PRODUCE PACKAGING.
For flexible produce packaging made from plastic:
• Apply design guidelines to fit with existing recycling programs wherever possible2
For flexible produce packaging not accepted by existing recycling programs, and where there is a clear pathway for a future recycling system by 2025, try meeting the following requirements:
• Maximize polyolefin content (Preferably >90% mono PE, or >90% mono PP; Minimum of either >80% mono PE, >80% mono PP or >80% mixed polyolefins)
• Density <1 g/cm3
• Each barrier layer not to exceed 5% of total packaging structure weight
• Minimize or avoid using PVC, PVDC, fibers, metallized film, aluminum foil, or PET
6. INCREASE RECYCLING VALUE IN ALL RIGID HDPE AND PP.
• Ensure label size, materials, adhesives, and inks is not problematic for recycling
• Minimize or avoid direct printing.
• For closures, ensure material choice, liners and seals are not problematic for recycling.
• Avoid any fillers that increase the density of the packaging beyond 1g/cm³.
7. USE ON-PACK RECYCLING INSTRUCTIONS.
• Consider including recycling or reuse messaging on consumer plastic packaging to encourage desired consumer recycling and waste collection behaviors.
• In instances where produce packaging applications are subject to regulatory requirements which may limit the inclusion of recycling or related instructions, explore alternatives to on-pack recycling or reuse messaging.
8. REDUCE VIRGIN PLASTIC USE AND INCREASE PCR CONTENT IN PRIMARY PRODUCE PACKAGING.
• Eliminate unnecessary plastic (unnecessary defined as being eliminated without compromising the functionality of the packaging)
• Adopt light-weighting packaging designs and related best practices.
• Maximize post-consumer recycled content which does not compromise produce primary packaging functionality.
• Consider packaging reuse models or alternative materials which provide sustainable packaging solutions.
9. REDUCE VIRGIN PLASTIC USE IN BUSINESS-TO-BUSINESS PLASTIC PACKAGING.
• Eliminate unnecessary plastic (unnecessary defined as being eliminated without compromising supply chain/operational efficiencies)
• Adopt light-weighting designs and related best practices
• Maximize post-consumer recycled content which does not compromise B2B packaging functionality
• Consider reuse models or alternative materials which provide sustainable B2B packaging solutions.
PLAN Automation’s vice-president and chief operating office Mat Bédard (left) and Osmow’s Shawarma president Bernadette Osmow flank the recently redesigned corporate logo proudly displayed in the reception area of the company’s stylish headquarters in Mississauga, Ont.
Being an ethnically diverse, multicultural and open-minded country like Canada comes with many benefits when it comes to food choices, with a plethora of restaurants and eateries across the country offering a wide range of globally-inspired foods to please virtually every taste and craving.
But even so, it would be hard to find a better example of an ethnic dish capturing the Canadian mainstream consumers’ loyalty and affection more skillfully and with bigger aplomb than what Osmow’s Shawarma has done with the wildly successful introduction of a Middle Eastern cuisine staple into the country’s quick-service restaurant business landscape.
Founded in 2001 by Egyptian-born entrepreneur Sam Osmow, the fast-growing restaurant chain today encompasses 134 franchise locations across Canada, in addition to a brand new restaurant recently opening up its doors in Miami, Fla., to reveal the company’s long-term ambitions of becoming a global success one day.
Based on the family-owned company’s stellar track record in Canada to date, there are many good reasons to think that this goal is well within reach, at the very least.
Like many Canadian newcomers, Sam Osmow had his fair share of challenges to overcome in his pursuit of a better life for himself and his family after arriving here in 1998.
After working a variety of odd jobs for several years to make ends meet—from
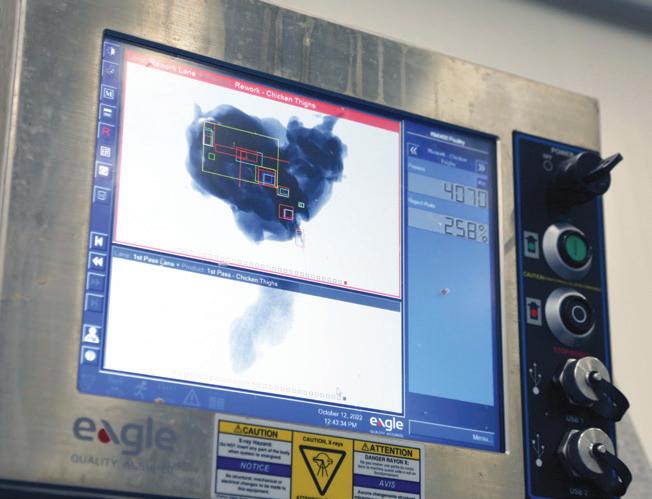
A close-up of a piece of dark chicken meat being put back into circulation for further trimming and rework after being rejected by the Eagle RMI 400 X-Ray inspection system.
pumping gas to retail sales—Osmow finally scraped up enough savings to buy a submarine sandwich shop in Mississauga, Ont., in 1999, but the investment fell far short of his expectations.
“After two years of underwhelming sales and a second mortgage on the house, I wasn’t seeing the success I had hoped for,” Osmow admits.
However, after one of his customers tried Osmow’s home-made Shawarma and suggested he add it to his menu, Osmow had an epiphany—a sudden realization that Canadians would love shawarma if it was readily available to them.
As it turns out, his initial hunch soon became a self-fulfilling prophecy.
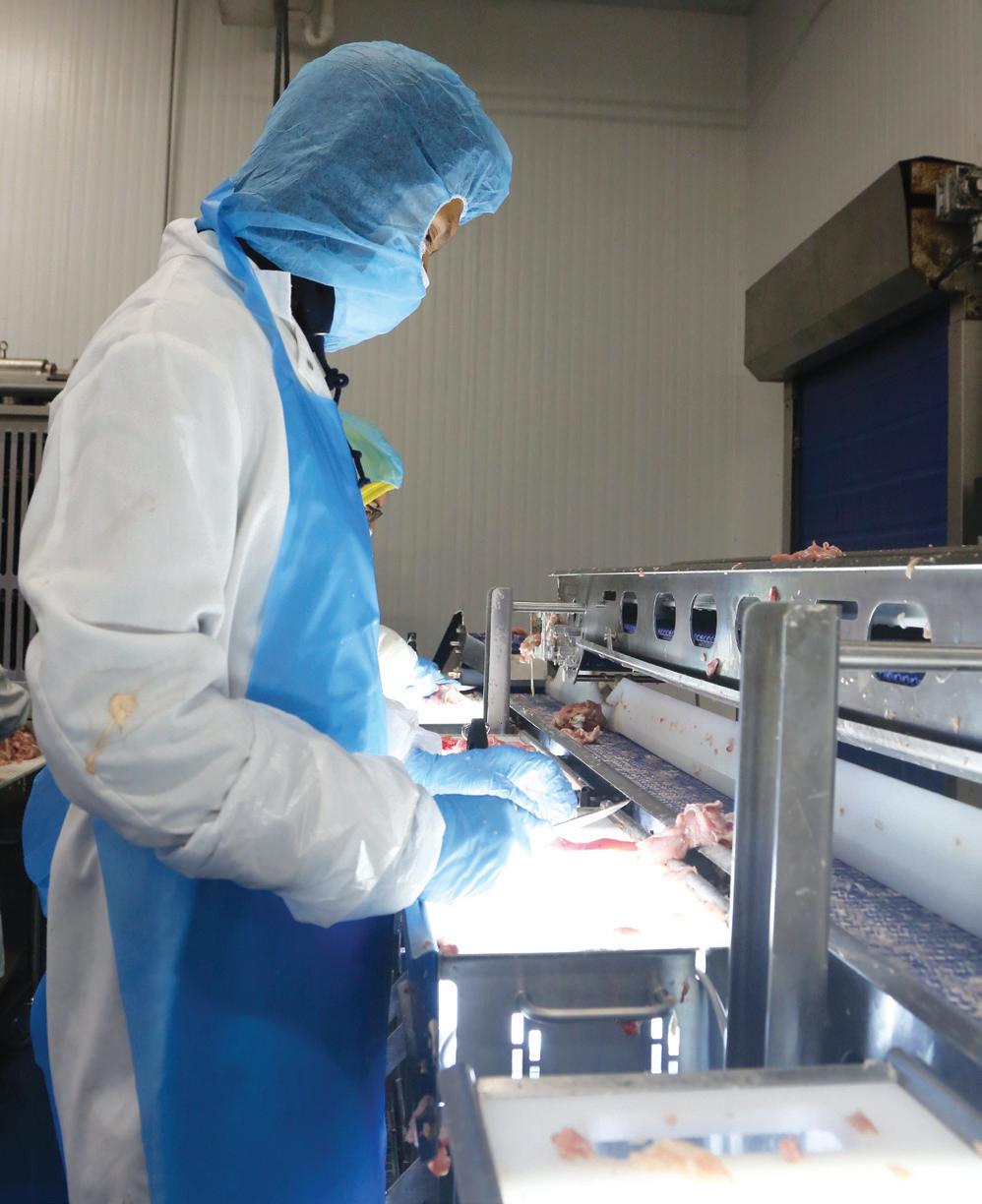
Plant employees loading up the Foodmate automatic deboning system for a production run, during which the machine will remove all majors bones and pieces of cartilage from the raw meat before it reaches the trimming stations.
beef, the meat is thinly cut from the outside with a big carving knife as it rotates around the rotisserie, falling down in little juicy meat chunks that are then mixed with shredded vegetables and/or pickles and served on pita flatbread as sandwich wraps.
After remodeling and renovating former Polar Sub shop with the help of his young family, he reopened the outlet under the Osmow’s Shawarma banner and worked tirelessly to encourage the local community to give this eastern Mediterranean dish a try, including handing out free samples at various local festivals and other social gatherings.
Before long, people were lining up for up to two hours at his shop to get their hands on this delicious, flavorful and nutritious dish—originating in the 19th Century Ottoman Empire—consisting of seasoned meat cut into thin slices, stacked in a cone-like shape, and roasted over a slowly-turning vertical rotisserie. Typically made with lamb, chicken or
A wildly popular street food in Osmow’s native Egypt and many other parts of the Middle East, the flavorful dish quickly became a hit across Canada, nowadays matching the mainstream appeal of similarly-cooked meat dishes like doner and gyros.
According to Sam’s daughter and Osmow’s president and chief marketing officer Bernadette Osmow, the company chose to modify the authentic shawarma recipe to make it more appealing and accessible to Western tastes, albeit not to the extent that the Chinese food dishes served in North America vastly differ from their authentic Chinese counterparts.
“We advertise ourselves as ‘Modern Mediterranean’ cuisine,” Bernadette Osmow told Canadian Packaging on a recent visit to the company’s Mississauga headquarters and the nearby cen-
“We have essentially westernized our product in order for the North American markets to enjoy this delicious food.”
tral meat processing facility handling vast quantities of chicken, lamb and beef that are trimmed, seasoned, marinated and packed into large five-kilogram chubs that are swiftly shipped directly to the company’s restaurant locations.
“We have essentially westernized our product in order for the North American markets to enjoy this delicious food,” she says.
“Customers can still have more authentic shawarma by customizing their order with parsley, onion, tomatoes and
turnips,” she says, “but we also have added the options like lettuce, peppers and what not … the stuff we would not serve back home in Egypt.
“So it’s westernized to an extent,” she says, “but we also like to offer options to make it just the way the customers want it.
“Our menu is fairly varied,” Osmow says, citing several different wraps offered daily, along with various salad combinations, side dishes like rice (rocks) and French fries (sticks), and vegetarian fala-
fel-based options.
“We actually removed a lot of items off our menu recently because it was just too busy before,” she relates.
“We wanted to make sure that we concentrated on things that we did extremely well, and on the food items that our customers love to eat, like the shawarma wraps and our signature ‘Chicken on the Rocks,’ which is chicken shawarma served on top of rice, topped off with our famous garlic sauce.”
Located a short walk from the head office location, the company’s busy 40,000-square-foot meat processing plant goes through over 100,000 kilograms of chicken and 20,000 kilograms of lamb and/or beef per week, according
A rejected piece of chicken is placed onto one of the trimming station’s light-tables to make it easier for operators to pinpoint the leftover bone fragments or other contaminanst that prompted the Eagle 400 RMI X-Ray system to reject it first time around.
(Left and above)
ProMech Enterprises supplied the conveyors and other key equipment peripherals connected to the Eagle X-Ray system.
to Bernadette, with its full-time staff of 40 people working on a two-shift schedule Monday to Friday.
All the meat processed at the facility is halal-certified, she points out, and the company only uses dark meat to make its chicken shawarma dishes—providing a deeper, more complex and nuanced taste profile and texture that white breast meat simply can’t match in terms of tenderness and juiciness.
“It is very flavorful and is something your mom would cook at home fresh from scratch,” says Osmow, adding that all head office employees are also trained to actually cook the meat processed at their facility on rotisseries installed at the restaurant locations on-site in order to understand and appreciate the entire product flow—from plant floor to the customers’ plates or takeout orders.
“Carving the meat just right so that it comes off in perfect Julienne-style strips is something of an art form,” says Osmow.
“There is a special technique and skill involved in both stacking the meat on the rotisserie in proper-sized layers,” she says, “and also in cutting the outer cooked layers of the stack at the right angles and in the right quantities.”
For all that, Osmow acknowledges that all the training in the world is not sufficient to address the biggest obstacle encountered in high-volume chicken processing, which is complete bone detection and removal prior to packaging.
After the whole chicken legs arrive onto the plant floor in bulk boxes, they are put through an automatic skinner machine that removes the chicken skin from around the leg.
The skinned legs then are then placed
(Clockwise from left)
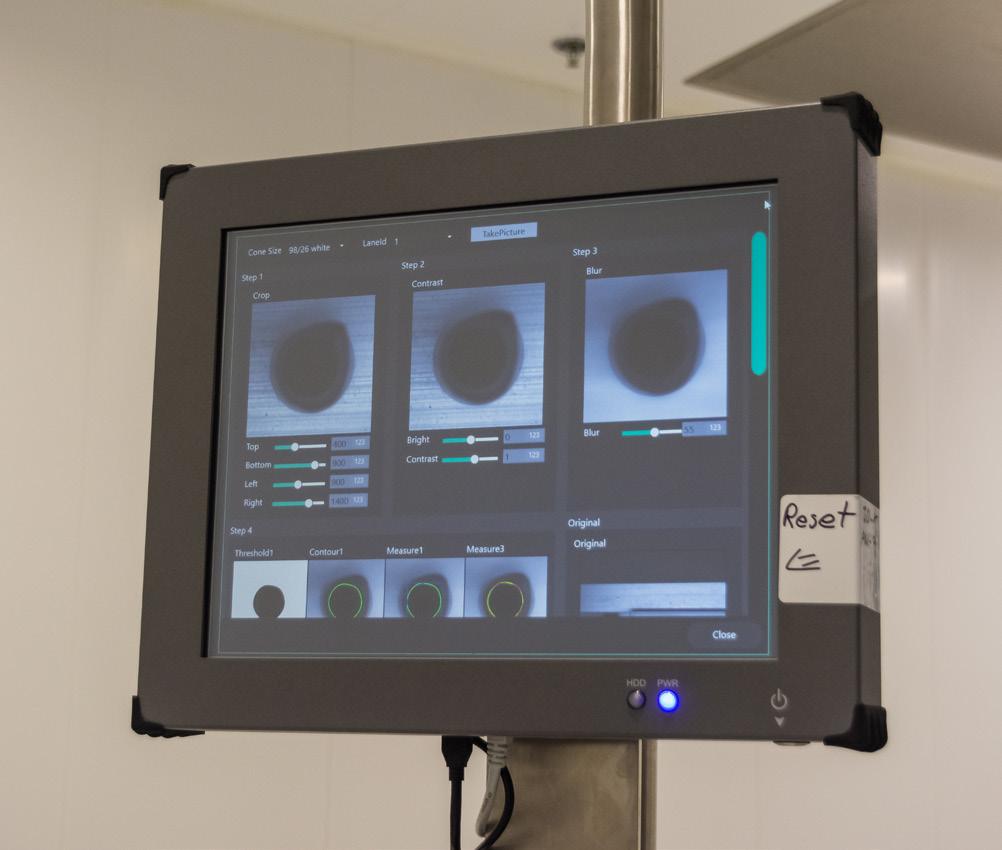
Supplied by ProMech Enterprises, the light-tables incorporated into the trimming station make it easy for line staff to identify possible problem areas by referencing the images generated on the X-Ray inspection system’s HMI touchscreen against the specific piece of meat requiring further rework.
onto the hooks of giant Foodmate automatic deboning machine that removes all the main bones from the legs at astonishing speeds of up to 6,000 legs per hour.
Once fully skinned and deboned, the legs are transferred to the manual trimming stations, where sharp-eyed operators trim off any leftover excess fat and visible bone fragments still embedded in the flesh, using their sharp knives to make longitudinal cuts through the length of the deboned leg in order to flatten them.
While this process is effective for removing the main pieces of bone in the flesh, it is far from foolproof in terms of identifying and removing all the tiny little bone fragments generated during the earlier deboning process.
It is in fact these tiny fragments, virtually invisible to the naked eye, that are responsible for the vast majority of customer complaints related to the quality of the final product, which Osmow’s naturally take very seriously.
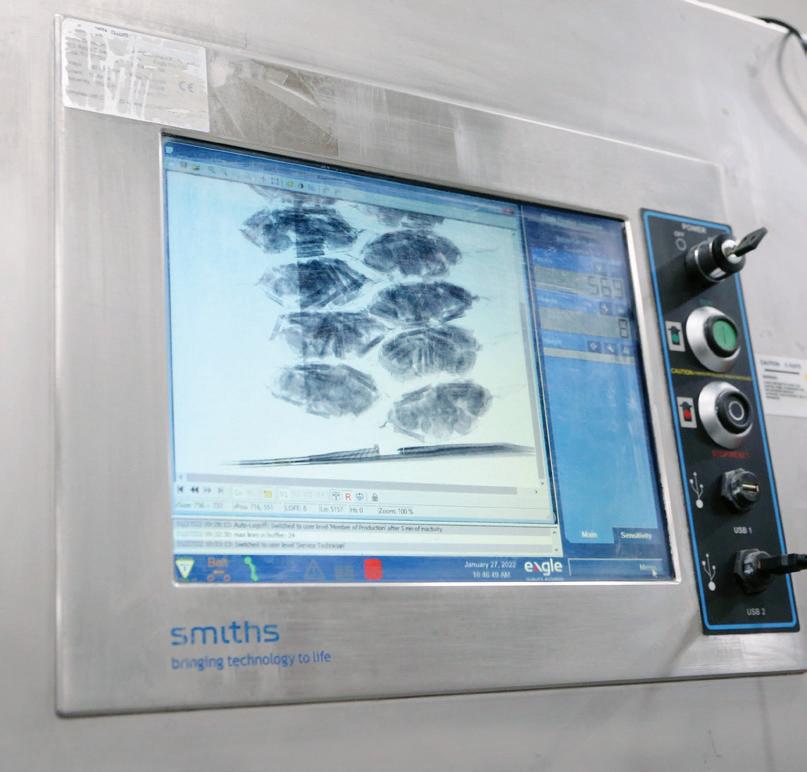
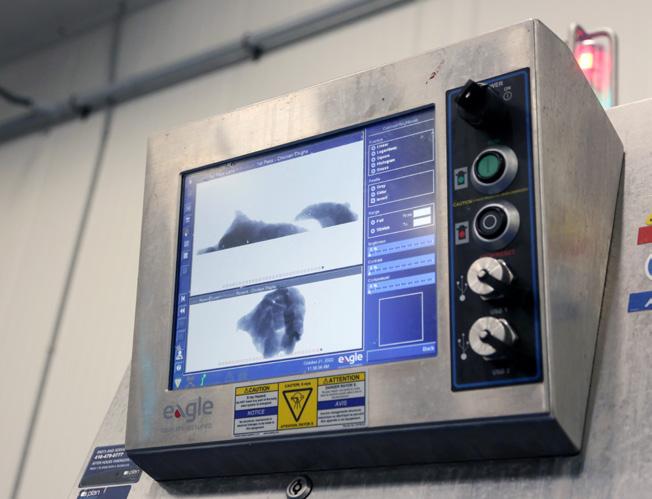
To ensure their removal prior to the production stages, the plant recently installed an advanced turnkey X-Ray poultry inspection solution supplied by Bolton, Ont.-based packaging line system integrators PLAN Automation, the exclusive Canadian agent for the full range or production inspection technologies manufactured by the Tampa Bay, Fla.-based Eagle Product Inspection (EPI)
Incorporating Eagle’s state-of-the-art RMI 400 X-Ray inspection system and leading-edge PXT (Performance X-Ray Technology) dual-energy technology for enhanced contamination and bone detection, the new system has vastly improved the final product quality
of the chicken legs processed at the plant.
Capable of detecting tiny, calcified bone fragments down to one-millimeter in size, the RMI 400 automatically sends an alert to the reject unit each time it detects a bone or other contaminants— activating the reject conveyor to send the piece back to the operators’ trimming light-tables for further rework.
The system’s HMI (human-machine interface) pinpoints the exact location of the contaminant right on the screen to let operators know what they may be looking for, after which the reworked product is put back on the return chute that feeds the main line.
All the trim and other waste is discarded into a dedicated container at the workstation, while the clean product continues its journey on the takeaway conveyor for further processing.
With 99-percent detection accuracy, PLAN Automation’s poultry inspection solution can run at up to 175 pieces per minute in single-lane configuration—and over 400 pieces in quad-lane configuration—providing the plant with powerful quality assurance capabilities to ensure optimal food safety and protect the brand’s reputation.
“It’s only been here for a month,” Bernadette Osmow notes, “and we have not had any customer complaints about bones since installing it, which is quite phenomenal.
“We are now able to detect bones down to one-millimeter in size,” says Osmow, adding the new system has also enabled the plant to reassign one of the trimming station operators to other duties at the plant.
“For us, the most important benefit of
having this system at our plant is that none of our customers will ever have to worry about finding bones in their meal,” says Osmow, while lauding the X-Ray system’s user friendliness.
“It’s extremely easy to operate,” she states. “You just press a button to start, and it will then reject all the pieces of meat that have bone in them, pulling those products down and putting them on the rework light-table.
“An employee will then grab those pieces off the table, place them back on
the light-table, remove the bone, check for any additional fragments that may still be there, and put it back on the conveyor to go through the X-Ray again, after which it will go into a tumbler for marinating.”
For Mat Bédard, PLAN Automation’s vice-president and chief operating officer, the successful Osmow’s plant installation offers resounding validation of Eagle’s PXT technology as a superior solution for calcified chicken bone and other lowdensity contaminant detection out in the marketplace.
“The PXT was especially designed for the poultry industry with the ultimate goal of providing the highest level of poultry bone detection,” Bédard relates.
“It has become the new benchmark that provides the best possible inspection capabilities currently available on the market,” he states.
“It provides the ability to detect bone fragments down to one-millimeter, metal shavings down to 0.2-millimeter, and some rubbers and plastics down to one millimeter in size,” he points out.
“In addition, PXT provides the lowest ‘False Reject rate,” Bédard notes, “and delivers the highest inspection throughput, with processing speed of up to 175
(Above left)
A Stealth series inline pipe metal detector from Fortress Technology inspects the processed meat piped in from the Handtmann VF 848 S vacuum filler.
(Above right)
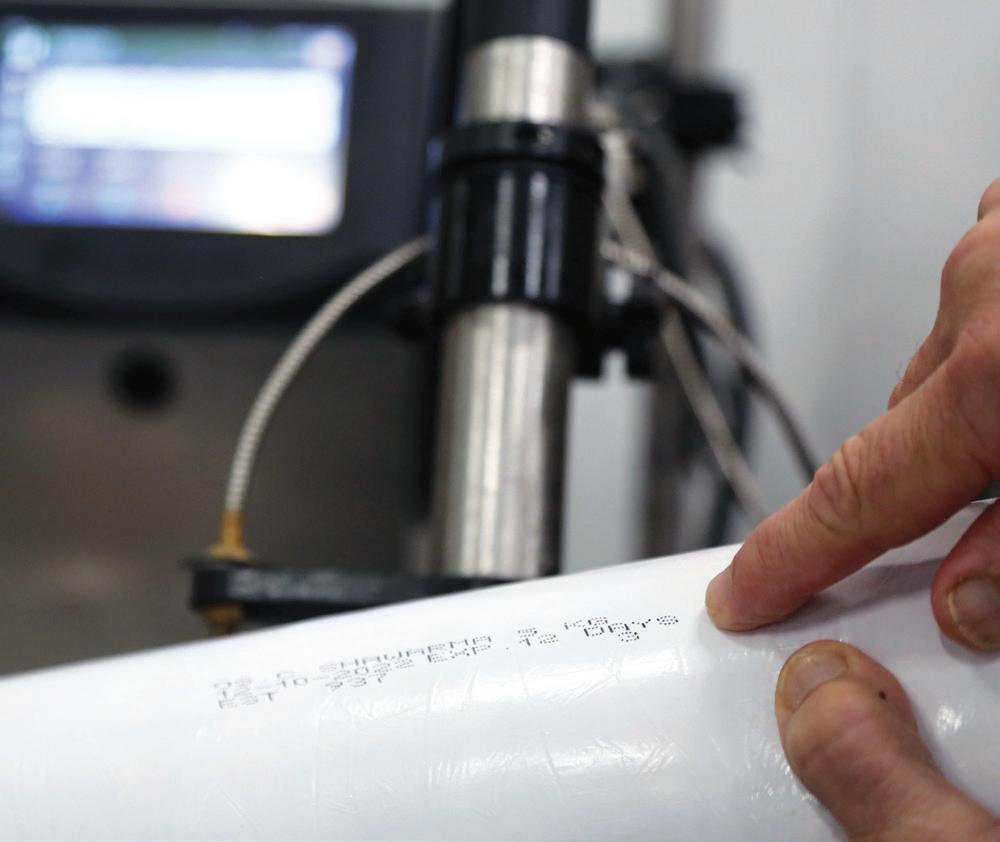
A crisp line of product code and other key variable data applied to the outer film of finished chubs by a Videojet inkjet coder.
(Middle left)
A Poly-Clip applicator attaches metal clips to both ends of the wrapped chubs to keep the fresh meat piped in from the Handtmann model VF 848 S vacuum filler tight and safe inside the barrier film.
(Bottom left)
Plant manager Emadeldin Kamal keeping a close eye on the fast-paced production process.
feet per minute.”
To give credit where it’s due, Bédard extends his gratitude to Burlington, Ont.-based ProMech Enterprises for supplying all the infeed/outfeed conveyors, reject mechanisms, light-tables and other essential peripheral equipment to help turn the stand-alone RMI 400 X-Ray detector into a complete turnkey system solution with automated product recirculation capabilities.
“Detecting and rejecting small bones is only half the battle,” Bédard states. “In order for Osmow’s to run an efficient production line, we also had to design a complete solution around the X-Ray to manage the rejected product.
“For this project, we worked in close collaboration with ProMech to create a state-of-the art product recirculation and a secondary inspection station.
“This efficient feedback loop assures the highest level of food safety that also delivers maximum production efficiencies,” Bédard states, “while providing increased production yields
“Although the PXT technology was originally designed to tackle poultry bone detection,” he says, “it also provides remarkable detection capabilities of products in all industries such as meat, dairy, food, beverage, baked goods, and many more.
“Regardless of the product or application,” he concludes, “PXT will provide unparallelled detection of very fine metals, including aluminum, bone, glass, stone, plastics and rubber.”
SUPPLIERS
PLAN Automation
Eagle Product Inspection
ProMech Enterprises
Foodmate (Div. of Duravant LLC)
Handtmann Canada
Please see a video of PLAN Automation’s poultry X-Ray inspection system in action at the Osmow’s Shawarma meat processing plant on Canadian Packaging TV at www.canadianpackaging.com
Very small packages? Polybags? Not a problem for ModSort® divert and transfer conveyor modules! The ModSort module can do left and right sorting on the fly for a wide range of package types and sizes weighing up to 50 pounds (23 kg). It is safe, quiet, versatile and saves energy. In addition to integration with existing systems, the ModSort Trident and Mobile Flats systems offer modular, scaleable, and mobile end of line sortation for your operational needs.
Retrofitting an existing conveyor with ModSort modules has saved some customers as much as $90k annually in reduced manual labor alone! To learn more and schedule time with a ModSort specialist, visit:
modsort.com
OPEN ARMS
Leading
automation solutions provider seizes the day with major expansion of its Canadian operations and product range
By George Guidoni, Editor Phtos by Naomi Hiltz
As an integral part of one of the world’s leading industrial automation companies, Bosch Rexroth Canada is not the type to mark its major milestones and accomplishments in half-measures.
From using a collaborative robot to perform the ceremonial ribbon-cutting to conducting informative on-site guided tours showcasing the company’s expertise and innovation, the recent opening of the company’s new Customer Experience Centre in Burlington, Ont., was a resounding display of the parent company’s commitment to the Canadian
A Kassow brand collaborative robot takes care of the formal ribbon-cutting g duties during the formal opening of Bosch Rexroth Canada’s new Customer experience Centre in Burlington, Ont.
market and an impressive showcase of its prowess and know-how in the field of factory automation.
Accounting for the bulk of a $20-million capital investment allocated by Bosch Rexroth AG to upgrade its Canadian operations this year—including retrofitting and expanding the company’s Quebec and Edmonton locations—the opening of the new building provided a fitting occasion for the hydraulics powerhouse to unveil its True North strategy focused on growing the company’s North American market share and customer base.
Attended by the company’s senior executives—including Trevor Osborne, general manager of Bosch Rexroth Can-
ada; Gregory Gumbs, chief executive officer and president of Bosch Rexroth North America; Karl-Philippe Clement, vice-president of sales development at Bosch Rexroth in Germany; and John Mataya, chief financial officer and director of operations, finance and administration at Bosch Rexroth Canada—the open house event provided plenty of opportunity for invited customers to get close and personal with the broad range of automation technologies offered by Bosh Rexroth to help make their manufacturing operations more efficient, productive and competitive in the global marketplace.
“It marks a really new day and a new chapter for us in the Canadian market,” Gumbs declared in his opening remarks.
“One of the key pillars of our growth strategy is factory automation, where we have made significant investments.”
“With packaged goods, transportation of goods from one station to the other, or from different areas of the factory—we can handle it all ,” Gumbs stated.
“Liquids with different temperatures, frozen foods, temperature-sensitive foods … we have the solutions for all these applications right in our backyard.
“The Canadian business has a very
(Above)
A side view of the new state-of-theart Customer Experience Centre of Bosch Rexroth Customer Experience Center in Burlington, which filled to capacity with local staff and company customers at the formal opening of the building last month, with Gregory Gumbs (right) one of several senior company executives taking part in the open house event.
bright future,” Gumbs stated, “and we’re investing heavily both in people and products, and in organic R&D (research-and-development) to grow it further.”
Headquartered in Charlotte, N.C., Bosch Rexroth’s North American business currently accounts for about US$1.2 billion of the company’s annual global turnover of about US$7 billion, while
employing over 2,500 people at 20 locations across the continent, including four sites in Canada.
Having completed five strategic acquisitions in the last year, the company has built up a vast distribution network comprising 32 partners across the U.S., 33 in Mexico, and 10 in Canada to service its North American client base.
Gumbs said he expects the Bosch
Trevor Osborne, General Manager, Bosch Rexroth Canada.
Gregory Gumbs, President and CEO, Bosch Rexroth North America.
North American business to increase its revenues to over $1.6 billion next year, as the company continues to explore new business opportunities in the semiconductor, medical, life sciences, electrification and factory automation fields.
Having recently conducted a tour of the company’s distribution network, “I walked away really blown away and impressed with the capabilities that our collective partners have in the markets that they serve,” Gumbs said.
“I really think it’s part of our extended value proposition to our end markets.
“I’ve had the fortunate opportunity to work with two of our major competitors in the past over my 30-year career,” Gumbs related, “and I would say I our team and our capabilities stack up well against anybody else’s in the market.
“From my point of view, I think the sky’s the limit in terms of possibilities for us in the future,” said Gumbs, adding that the new Burlington facility will offer a useful footprint for the company’s ambitious plans for further expansions in the U.S. markets, where it plans to have its manufacturing operations focused solely on serving their selected end markets.
“What we’re doing here [in Burlington] is really what we’re trying to replicate in all our strategic locations around the region,” Gumbs noted, citing the company’s upcoming expansions of similar Center of Excellence failities in Pleasanton, Ca., Hoffman Estates, Ill., and Dearborn, Mich.
“We have a really talented and capable team of sales, application engineers and technical experts that are very focused on the industry verticals they serve,” said Gumbs, again reiterating the company’s commitment to growing its factory automation business.
A new AMR (autonomous mobile robot) with 1,000-kilogram payload capacity; A lose up of a collaborative robot from Kassow Robotics, which was acquired by Bosch Rexroth earlier this year; a display of some of Bosch Rexroth’s heavy-duty intelligent hydraulic equipment.
“We are all really focused on getting closer to our customers by supporting their markets and bringing our expertise and domain competence to those verticals,” said Gumbs, adding that the company’s True North strategy is based on close cooperation between its different sites to come up with the best solutions for its customers regardless of application or geographic location through collaborative virtual testing, simulation and commissioning capabilities.
“So if a customer has an application that may not be served in Canada because we don’t have the expertise, we can meet their needs at any one of our other sites by getting in touch and collaborating with their experts,” he said.
“This way we can solve any application challenges brought forward to us with the depth and breadth of our product portfolio,” he stated.
“We’ve been on a hiring frenzy over the last year-and-a-half,” Gumbs noted, “making a really huge investment into our factory automation business by staffing up with application engineers and sales expertise to support our customers and to help grow our business with a focus on solving problems and delivering solutions and outcomes in the verticals they we fall into,” Gumbs said.
“Our vision of the ‘Factory of the Future’ is not just words on paper—it’s really coming to life,” he asserted.
“We are also investing heavily in our web and e-commerce capabilities,” said Gumbs, citing the company’s vastly expanded Rexroth Store online platform.
“It’s not perfect, but it is getting better every day, as we’re working on getting all of our content out there,” Gumbs said.
“The idea is to make it easier for our customers to find what they need and do
Rexroth
(From left)
A diverse selection of high-quality hydraulic and factory automation systems and components manufactured by Bosch Rexroth displayed throughout the company’s new Customer Experience Centre in Burlington.
MANAGE YOUR ENTIRE PRODUCTION WITH ONE SOFTWARE PACKAGE
Amfortis manages all prepress production steps from preflighting, stepping & repeating and proofing to rendering—all with a single interface. Amfortis incorporates Agfa’s:
• SPIR@L screening—save up to 10% of ink
• PressTune software—get consistent colors & faster make-ready times
the research that they need to do before engaging and helping them through the buying process”
Said Gumbs: “Our factory automation business has been really taking off, and it is growing exponentially.
“It’s not as well-known as our industrial hydraulics equipment, which still account for about 70 percent of our business,” Gumbs acknowledged, “but we are seeing fast-growing demand for our servo drives, motors, controllers, linear motion control, assembly technology and other factory automation solutions.”
According to general manager Osborne, final completion of the state-of-the-art, 75,000-squarefoot Customer Experience Centre facility has faced numerous challenges, including COVID-19, city permits, labor strikes, and lastminute requirements to get the formal occupancy sign-off from the municipality.
Mark Wilson, Bosh Rexroth Canada’s national sales manager, noted the new building is now fully equipped to provide the company’ company’s customers “the capability to duplicate or replicate whatever is happening at the customer’s location” through the company’s powerful remote process control, equipment monitoring and diagnostics, and process simulation capabilities.
“We are casting a vision of the future [and] we’re building up our capabilities to enable that future,” Wilson said, citing the company’s concerted recent foray into next-generation AMRs (autonomous mobile robots) and collaborative robots, as demonstrated by Bosh Rexroth’s recent acquisition of leading Denmark-based robotics manufacturer Kassow Robots.
“There are many progressive companies that are starting to adopt some of the newer technology and experimenting with it,”
A photo capture of a presentation slide highlighting Bosch Rexroth’s strong presence in global markets for heavy-duty construction and other rugged earth-moving machinery relying on state-of-the-art hydraulics.
A sampling of some of the cutting-edge linear motion systems, servo drives and controls used by Bosch Rexroth to optimize the performance and potential of the company’s high robust, flexible and modular ctrlX Automation process control technology platform.
Gumbs noted.
“And once they learn and get comfortable with taking on that technology, and as they transform their workforce to adopt this technology, then it will all start to move at a much faster pace.”
Added Osborne: “We will soon see a lot more AMRs with cobots moving around the factory workspace—replacing humans in some of those applications.
“We now have a new control platform, called CtrlX, which will be featured across all of our product areas,” Osborne added.
Developed to meet the requirements in markets that are characterized by ever shorter product life-cycles and ever fiercer competition, the modular and scalable ctrlX Automation platfrom is structured to provide all the building blocks for complete flexible automation solutions with the ctrlXWorld ecosystem, according to Bosch Rexroth, while exploiting the potential of digitalization and networking by combining control technology, IT and IIoT (Industrial Internet of Things) in a meaningful way.
“It is backward-compatible with all our legacy products,” Osborne said, “as well as being used and developed in for all of our product areas.
“It’s kind of based on a mobile phone
type of platform with apps, giving us compete flexibility and control to embed it into any fixed operating system or any of our products,” he explained.
“We alwys look very closely at where our customers are headed,” Osborne summed up, “as we try to understand all future developments that will allow our customers to gain a competitive advan-
tage.”
“It all about s us having the application knowledge to be able to help our products and our technologies combine into full solutions that will make our customers more competitive and successful.”
SUPPLIERS
Bosch Rexroth Canada
Please see a video of the opening of Bosch Rexroth Canada’s new Customer Experience Centre in Burlington, Ont., on Canadian Packaging TV at www.canadianpackaging.com
Leading-edge technology trusted worldwide for superior product inspection and contaminant detection. Your brand is on the line, so you need equipment that’s better than good. Anritsu systems deliver performance, reliability and low total cost of ownership. Plus, we back our long-lasting equipment with unparalleled service and support. Discover what you’ve been missing.
A sampling of TMRW Foods plant-based retail product brands produced in Port Coquitlam, B.C.
FROM GROUND UP
Plant protein pioneer set to blossom into a vegan food powerhouse after investing in top-notch thermoform packaging machinery
By Andrew Snook
Photos by David Buzzard
Over the past 20 years, the demand for plant-based protein products has grown exponentially as consumers search for alternatives to meat-based proteins that constitute healthier and more sustainable options.
As demand has grown, so has the number of companies offering vegetarian and vegan options. One of those companies is TMRW Foods in Port Coquitlam, B.C.
But unlike some of the plant-based protein manufacturers, TMRW Foods is looking to be more than just another product option for consumers. They want to change the way the average consumer thinks about their protein options altogether.
Originally from South Africa, company co-founder Blignaut once operated a plant-based food company with his wife called MoonBean Unbakery, before they moved to Canada five years ago. Although they closed that company after immigrating, Blignaut’s passion for creat-
ing plant-based foods never left him. In 2020, Blignaut teamed up with the co-founders of Virtuous Pie, a plantbased pizza and ice cream company in Vancouver, and started up TMRW Foods with the mission to find creative new ways to showcase the full potential of plantbased proteins that will appeal to all consumers.
“The key for me is injecting the feeling that we’re trying to create something different, something new,” Blignaut says.
“To create a company and a set of products that are meaningful—capable of driving tangible change at a scale that helps to change the trajectory of our current food system.”\.
To meet TMRW’s main goal of making an impact with all consumers, and not just those currently searching for more vegan and vegetarian options, Blignaut says there are four big challenges that need to be overcome.
“The first one is that it must taste great, that’s always the most important thing,” he states. “Second, you must create the products in a way that people are comfortable
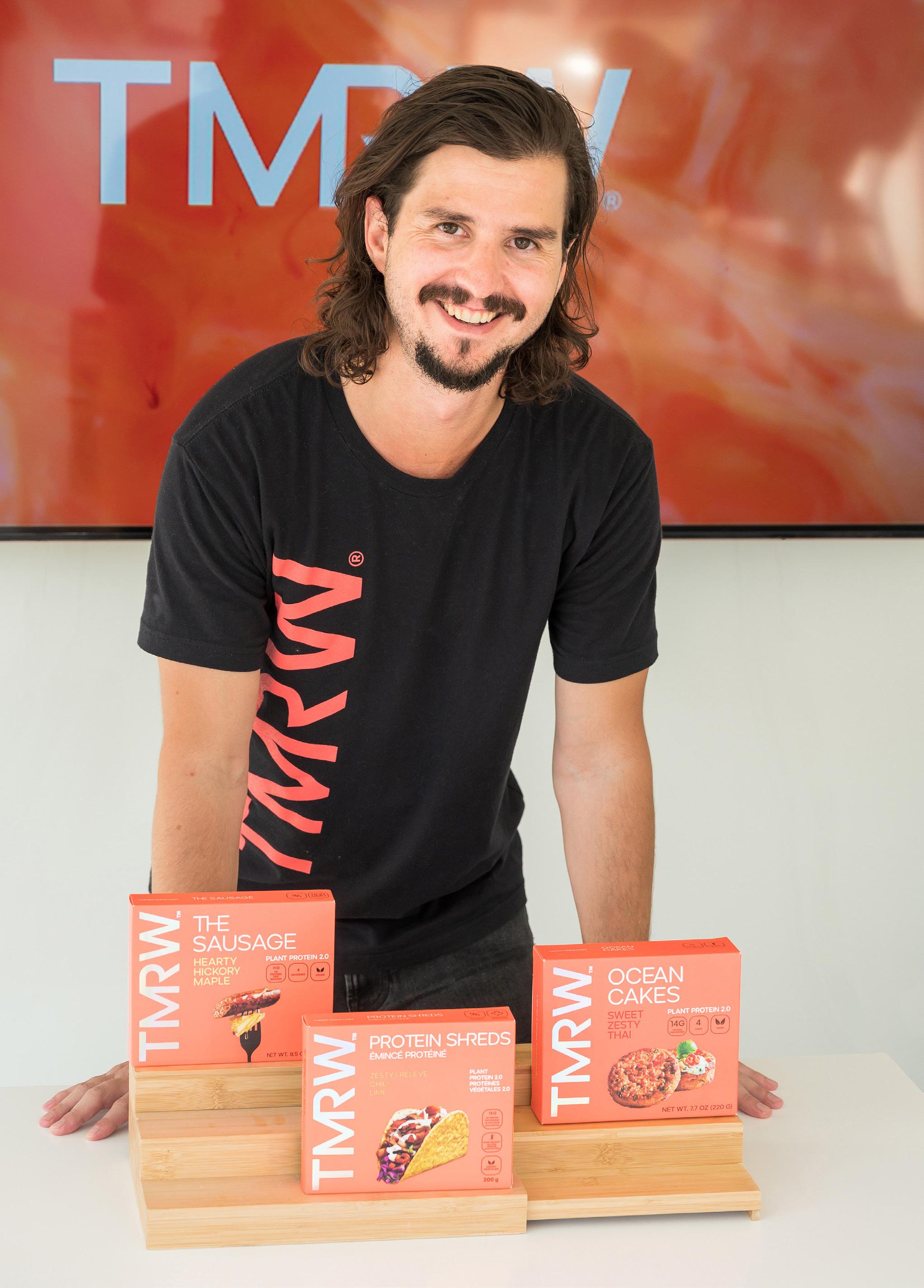
South African-born food entrepreneur Dean Blignaut leveraged the manufacturing experience and skills he gained in his native country to co-found TMRW Foods after arriving to British Columbia.
with putting into their bodies.
“Third, it must be affordable. And fourth, we have to change the consumers’ perception of plant-based proteins, he says, “which means we have to change the way they think about food.”
The affordability factor is particularly critical, according to Blignaut, because so many people buy protein products based on tight budgets, making it a market segment that many plant-based proteins have traditionally priced themselves out of.
That said, there’s more than just cost parity that’s required to win over consumers currently opting for animal-based proteins.
The team at TMRW Foods spent a great deal of time focused on R&D (research-and-development) for new products that
would appeal to consumers before hitting the market.
“We’ve always had this idea that we can create a protein that’s better than animal protein, but it’s still early on into this evolution,” Blignaut says.
“We very much care about the impact that this type of product can potentially have, but we’re also realistic about where plantbased protein is, and where it needs to go, and we’re determined to help solve all those problems.”
As Blignaut explains, TMRW Foods manufactures its proprietary TMRW Protein base, as well as its entire range of products, at its own dedicated SQF-certified facility in Port Coquitlam.
“We knew we would need that flexibility to try new products,
and to be able to rapidly adapt to ever changing consumer needs and demands,” Blignaut explains. “It is also essential for us to own as much of our supply chain as possible to drive price parity
“Finally, having our own manufacturing facility gives us a tremendous ability to control the quality of our products,” Blignaut Points out.
While the goal of TMRW Foods is to make plant-based proteins that appeal to a wide range of consumers, the company says it isn’t trying to make its product taste like any specific animal meat of a particular species.
“Our drive has never been to make our protein taste exactly like animal protein, but rather to make something that tastes like its own thing,” Blignaut points out.
“It’s never been, ‘How can we make it taste like beef, or chicken?’ “But we still want it to look appetizing, taste great, have a satisfying bite, and feel familiar.
“These are the things we obsess over—endlessly iterating until we created something we knew would be able to surprise consumers.”
This passion for innovation has enabled TMRW Foods to build up an impressive collection of popular products in a relatively short period of time.
Their main plant-based protein products, all made without soy, include: The Burger; Protein Shreds, The Sausage, and The
Ground; Breakfast Patties; and their most recently released big hit Ocean Cakes, a plant-based alternative to fish proteins. All TMRW Foods products are made without soy.
Since opening up in 2020, the demand for TMRW Foods’ products has virtually exploded, with its products nowadays found in over 2,000 retail locations across Canada and the U.S., including Whole Market Foods, Loblaws, Sprouts, Metro and many others.
The company’s products are also making in-roads with meal kit companies, and also showing growth in the ingredient distribution and foodservice markets.
With this surge of success came an entirely different set of hurdles an obstacles to overcome.
“That’s when you start running into challenges with growth,” Blignaut says. “Your sales functions are working, your distribution is growing, consumers are responding well to your products… but you need to make sure you’re getting products out on time, while also keeping the quality consistently excellent.”
As part of the effort to maintain quality and continue to grow its marketplace, TMRW Foods recently decided to research options for optimizing its packaging and production lines efficiencies.
After closely scouting the marketplace, and closely evaluating three or four different suppliers, the company ultimately chose to work with the food processing and packaging experts
Dean Blignaut flashes a happy smile standing alongside his plant’s new Reiser Variovac Optimus thermofrom packaging machine; The Variovac Optimus machine features stainless-steel frame construction and many other sanitary design features to make it washdown-compatible; machine operators loading plant-base sausages inside the film-line cavities bottom left) prior to sealing.
(Clockwise from left)
at Reiser Canada, which supplied TMRW with a Reiser Variovac Optimus thermoform packaging machine and a Reiser Vemag Robot 500 filler.
TMRW Foods had looked at three or four companies in total but opted for Reiser due to a combination of factors.
As Blignaut relates, “We ended up working with Reiser because of their approach in terms of guidance and support: they have a great team who understand the full manufacturing process that we could run assumptions through and get high quality information from.
“The equipment they offered made sense based on our needs, including cost, reliability, simplicity of installation and use, and efficiency,” Blignaut says.
“They worked together with our specialists [and] it was a huge help for them to have our plant-based specialists there for them,” adds Alessandro Sestini, Reiser Canada’s sales representative for the B.C territory.
“One of the reasons they decided to go with us was the support we provide with our specialists for packaging and processing … so they could look at the process as a whole,” Sestini says.
The decision to invest in the Variovac Optimus thermoform packaging machine stemmed from a combination of wanting to automate the packaging lines, become more sustainable, and assist with the company’s rebranding of its packaging.
“We went through a deep exploration of different options that would allow us to reduce the plastic mass of our packaging, as well as reduce labor and packaging costs,” Blignaut says.
TMRW Foods was using trays for its burger and ground protein product portioning that were being filled manually, and
(Clockwise from left)
An air-tight vacuum-pack of plant-based sausages coming off the Variovac Optimus thermofrom packaging machine; a close-up of the Vemag Robot 500 filler also purchased by the TMRW Foods plant from Reiser Canada; close-up of the HMI (human-machine interface) displaying the Variovac Optimus machine’s current operating status in real time.
found this method was inefficient for keeping up with growing demands, and unnecessarily costly.
With the addition of the Variovac Optimus thermoform packaging machine, TMRW Foods was able to funnel most of its packaging requirements into one packaging line.
The company was also able to significantly reduce its plastic waste.
“It helped us reduce our plastic consumption by 60 per cent, and reduced the cost of each package,” Blignaut says.
Another big advantage was that the thermoforming machine is simple to operate and maintain.
“With a young company like ours, we don’t have a dedicated maintenance department.
We can’t have highly complex systems, because we would run the risk of not maintaining them effectively,” says Blignaut, adding he’s been impressed with the speed of the thermoforming process on the machine..
“The machine can do 13 cycles a minute” he says. “It is very fast.
“Overall, when you take it all into account—cost of materials, the speeds it can run, maintenance costs, finance costs ... it just made the most sense to run with it.”
The installation and commissioning of the machine was performed in June 2021, according to Blignaut, and everything has run smoothly since then.
Some of the attractive features of the Variovac Optimus machine include:
• Easy to operate, three-button operation (Start, Stop, Reset), E-stop, flexible programmability, recipe management storage, a full-color 10-inch touchscreen, and option-
al remote diagnostics;
• Easy set-up and troubleshooting with failure messages/analysis;
• Easy access for cleaning;
• Quick changeover times, small footprint, non-proprietary parts and local support;
• A stainless-steel frame with sturdy construction built on a self-supported frame that can be moved with one forklift;
• Completely washable design, with all the color-coded tubing contained in a designated frame inside the machine;
• Available web widths of 320-mm, 360-mm, 420-mm and 46-0mm;
• Up to 400-mm advance and up to 100-mm package depth;
• Available frames lengths of 2.0m, 2.5m, 3.0m 3.5m, 4.0m and 4.5m;
• Available for application with flexible and semi-rigid films to produce MAP, vacuum and skin-pack formats;
• Up to 13 cycles per minute (shallow vacuum packs), 30-percent faster than competitors due to due to Variovac’s proprietary Rapid Air System technology.
“Our machine could deliver the growth they were expecting,” Sestini remarks.
“There are more affordable options,” he says, “but when they saw what they could with the machine for the future, the machine was the right one for them to grow with.”
To complete the upgrade, TMRW also purchased the Reiser Vemag Robot 500 filler around the same time to process the company’s burgers, ground proteins and sausages.
According to Blignaut, the biggest advantage of the Vemag is that it can process multiple products.
“Once it’s programmed, it’s straightforward, easy to clean, and safe,” he relates. “Generally, it’s one of the machines we’re not too nervous for new employees to be around because it’s well fenced-off.
“Safety is a massive concern for us,” Blignaut says, “adding that the Vemag Robot 500 automatic vacuum filler runs quickly and offers a high output with quality that is consistent and predictable.
“It just works,” Blignaut adds. “We’ve never had any issues with it not running or downtime because of the machine not cooperating.
“If the line is set up properly and it’s programmed properly, we have no issues with it.”
Reiser ensured things would go smoothly with the Vemag Robot 500 by completing thorough testing during the commissioning stage.
“To make the veggie casings, we
were able to test the machine during the installation process,” Sestini adds. “The veggie casings can be challenging, but with the machine and the experience of our specialist, it went very smoothly.”
He says the Vemag’s ability to process multiple products generates substantial cost savings.
“With the Vemag you can do multiple products—burgers, sausages, ground—and have excellent accuracy with weight and presentation,” he says. “With all of that, you can save a huge amount on labor for a smaller customer that is growing.”
For his part, Sestini says the projects with TMRW Foods were managed the way Reiser likes to do business with all its clients.
““The way we like to work is to help the customer so
they can be a partner in the long term. Our main concern is to really understand what they need; it’s a partnership,” he concludes.
“I think we’re very fortunate to have them as a partner, and to keep helping them with their growth pains.”
SUPPLIERS
Reiser (Canada) Ltd.
Please see a video of the Variovac Optimus machine in action at the TMRW Foods plant on Canadian Packaging TV at www.canadianpackging.com
VETERAN AFFAIRS
Former military heroes join forces in civilian life to embark on new adventures in Canada’s burgeoning cannabis industry
By Myles Shane, Photos by Steven Li
Never in a million years did Corporal Dave Moriarity and Sergeant Keith Prodonick expect to be owners of Pure Life Cannabis.
Both of these courageous men had spent most of their careers in the Canadian military protecting Canada from other hostile nations and terrorists.
Prodonick served from 1990 until 2011 while Moriarity fought for his country between 2001 and 2007. Both battled terrorists in Kandahar when the U.S. and Canada went into Afghanistan with the intent of capturing Osama Bin Laden and destroying Al-Qaeda.
In 1994 Prodonick accepted a second tour of duty in Afghanistan, and was later stationed in Bosnia and Kosovo.
So how did two career army men end up owning a cannabis LP (licensed producer) company?
Moriarity happily shares the remarkable story: “There were three of us having a poker game in my basement, including myself, Keith and our friend Jonathon Renkema.
“Jonathon started talking about how his kid had an autoimmune disease and that they’d tried all kinds of prescription medications to help him,” he recalls. “Nothing was working until they tried CBD oils.”
At the time, Keith and David were very aware that many veterans were using cannabis to ease the anxiety caused from seeing unforgettable images of battlefield horrors and devastation.
As Moriarity asserts, “I think anyone that has experienced a war zone comes home with some form of trauma, whether
(From left)
Pure Life Cannabis chief financial officer David Moriarity; operations manager Keith Prodonick; and chief technology officer Jonathan Renkema.
it be visible or non-visible.
“Our goal is to help provide relief where possible for both forms of trauma,” Prodonick interjects. “Before recreational legalization we were only looking at selling medical cannabis.”
Today, Moriarity serves as the director and chief financial officer of the Chipman, Alta.-based Pure Life Cannabis, while
Prodonick serves as the operations manager and Renkema is the company’s chief technology officer.
Headed by three co-owners that include Moriarity, Prodonick the company’s program manager David Dhima, the company is competing in the burgeoning recreational cannabis market by using custom cultivation methods to produce high-quality
“The stigma that only potheads use cannabis is no longer accurate. There are many people who are moving away from alcohol and towards cannabis for social use for all kinds of health and other reasons.”
craft cannabis on a commercial scale.
With their marketing slogan of, ‘Cultivating Happiness - Veteran Owned,’ the company has to rely on various unorthodox marketing tools to promote its brands, much like all other Canadian LP producers that have essentially been banned from traditional advertising by the federal government.
So in addition to populating its website with useful product information and the company’s vision of a better life for Canadian veterans, Pure Life conducts a regular series of so-called ‘Product Knowledge Sessions,’ whereby they send their sales team to cannabis stores and provide information on their strains and formats.
As Moriarity points out, Pure Life optimizes every opportunity they can to stand out from the competition.
“We’re a veteran-owned and operated company that has invested in leading-edge programming and automation technologies,” he states..
“This controls every aspect of our environment and packaging process,” he says, “so that our staff can remain focused on the plants to ensure that our end product is always premium craft quality.”
In Moriarity opinion, “We are near the top of the pecking order, not necessarily in size but definitely in sustainability.”
Currently, Pure Life is licensed to sell
A look inside one of the company’s indoor growing rooms used to harvest high-quality cannabis using a combination of ambient sunlight and high-pressure sodium lamps to achieve the highest possible yields.
(From right)
A close-up of the automatic weighscales used to dispense measured quantities of cannabis flow product down to the Swifty Bagger 3600 pouch filling machine below. Chief technology officer Jonathon Renkeme making on-the-fly adjustments to the PrimoCombi multi-head weighscales via the system’s HMI terminal.
recreational cannabis in B.C., Alberta, Saskatchewan and Ontario through local legal dispensaries, while online it is permitted sell medical cannabis for to individuals with prescriptions across the country.
The recreational cannabis is shipped to the drop-off centres in each province, which are controlled and regulated by the various provincial governments.
Currently, Pure Life regularly ships 800 kilograms of product daily to the Alberta Game and Liquor Commission, the British Columbia Liquor Board, the Ontario Cannabis Store and the Saskatchewan Liquor and Game Authority
The company offers a different amount of SKUs (stock-keeping units) depending on the province: 12 SKUs in Alberta, three in B.C. and Ontario, and 16 in Saskatchewan.
While the flagship Pure Life label is the company’s main brand, it also markets a range of popular stains that include Cherry Death, Frozen Lemon Jack and Orange Jet Fuel
As Moriarity confides, “We currently have six strains in rotation with 93 additional strains in-house, with an annual capacity of approximately 3,000 kilograms per year.”
Pure Life’s retail formats include one, 3.5, seven and 14 grams of flower per mylar pouch; along and three-, four and five-packs of 0.5-gram pre-rolled joints per tube, all sold to a very mixed bag of customers.
As Moriarity points out, “The stigma that only potheads use cannabis is no longer accurate today.
“There are many people who are moving away from alcohol and towards cannabis for social use for all kinds of health and other reasons,” he asserts.
The company’s partners began their joint journey in 2018 by vetting different buildings to look for the perfect facility—eventually securing 80 acres of land in Lamont Country.
As Moriarity recounts, “We first broke ground on the 28,000-square-foot facility located about miles outside of Edmonton.”
Shortly thereafter, Pure Life received their Cultivation, Processing and Medical Sales License in December of 2019, and Recreational Sales License in February of 2021.
The facility is designed to meet EU GMP (Good Manufacturing Practice) standards along with all the pertinent Health Canada regulations, according to Prodonick.
“We have hybrid greenhouses which encompass insulated walls, in floor heating and natural light through the defused poly-carbonate panels in the ceiling,” he says.
As Prodonick explains, the entire growing operation is fully automated with environmental controls, and the facility uses a
mixture indoor and outdoor lighting by way of natural sunlight and high-pressure sodium lights.
“Environmental controls and processing are all fully automated,” he says. “ We have four rooms that each comprise 4,000 square feet of flowering bays.
“Each typically grow approximately 600 plants per 4,000 square
feet of canopy.”
After Pure Life Cannabis received their Recreational License, the team was aware that operating the business without machines was no longer an option since they would be required to increase production substantially.
Moriarity explains how the company moved from its medical marijuana roots to the larger recreational demand.
“We vetted all of the machinery suppliers and settled on WeighPack Systems’ equipment from the Paxiom Group, Moriarity recalls. “The fact that they had already had cannabis production lines in operation, was a huge bill of confidence for us.”
In mid-2022, WeighPack Systems supplied Pure Life Cannabis with a turnkey pack-aging solution which included the Swifty Bagger 3600 pouch-filling machine, complete with an automatic WeightCheQ Pre-Check Analyzer, that completely automated the previous time-consuming process of filling premade pouches manually by hand—providing output rates of up 1,800 pouches of dry cannabis per hour.
In similar vein, Pure Life also desperately need to automate its tedious existing manual hand-rolling process for making pre-rolls 0.5-gram cones, which originally required six people to produce about 1,500 pre-rolls per day.
After installing the WeighPack JuanaRoll pre-roll packaging
(Above from top) A real-time display of all the key parameters of the weighing and dispensing process taking place inside the PrimoCombi weighscales. Pre-measured quantities of dry flower cannabis being dispensed inside pre-made pouches.
(Left)
WeightCheQ Pre-Check Analyzer used to verify the weight of each pouch.
machine, the plant can new easily produced 20,000 to 30,000 pre-rolls per day.
Both machines are programmed to store all production records to record every roll and bag for Health Canada, Pure Life now houses two efficient production kines incorporating the Swifty Bagger 3600 is used on the first line for pouching dry flower; and the eight-channel, JuanaRoll machine for pre-roll production.
(Clockwise from left)
Machine operator loading up the eight-channel JuanaRoll machine with stacks of filtered paper cones prior to production. A camera system deployed inside the JuanaRoll machine making sure each processed pre-roll meets all the required specs.
Line operator keep an eye on pre-roll making process unfolding inside the JuanaRoll machine from WeighPack Systems.
“From start to finish, the process is a turnkey farm-to-table operation,” Prodonick states.
Initially, the flower is hand trimmed then sorted before being released into the packaging line.
Afterwards the flower is processed through the equipment where it is weighed and re-weighed in order to verify it falls within Pure Life’s level of tolerances.
Any product which falls outside of the spec is redirected to the hopper, while the product that meets the criteria are inserted into mylar pouches and sealed. \
The pre-rolled flower product is milled in-house and deposited into the JuanaRoll machine, where it is then inserted into the pre-rolled cones. Each cone is then weighed to ensure it is within spec before being approved for final packaging.
Perhaps the machine that is most critical in terms of the automation for Pure Life is the Swifty Bagger, which is truly an engineering marvel.
Engineered for medium to high production rates the sturdy, camera-driven, automatic bagging machines are built sturdy and can endure the high volumes and intense workloads to handle growing production demands.
The Swifty Bagger comprises an easy-access bag magazine for convenient pouch loading, an automated zipper opening device, a bag shaker at the fill station for product levelling, and a combined exit conveyor.
For its part, the JuanaRoll Pre-Roll Packaging Machine It adopts edge weight cell technology with 2/1,000-gram resolution, an integrated PreCheQ Check Weigher and separate inline stations for compacting, tamping, twisting, trimming and crowning.
The machine features built-in no cone/no fill detection capability, enhanced with a cone open camera vision system and two digital cameras, with free online sup-port and training.
The JuanaRoll includes a user-friendly HMI (human-machine interface) terminal for limitless recipe set-up and precise control over compaction and twisting. Real-time production reporting can be seen with the touch of a button, while all key data is easily exported to a USB or via email.
So far, Prodonick says he is more than satisfied with the JuanaRoll purchased by Pure Life.
“It’s very modifiable and you can update the programming and the parts,” he says. “Our product tends to have a little more powder than others, which can be a little challenging for the machine.
“But thanks to quick and reliable support from Chris Widomski the installation/service technician from Paxiom, we were able to find a good recipe combination.
“The equipment was tweaked and modified to run at its maximum capacity.”
Says Prodonick: “It is often the tech support that will make or break a customer and we’ve had the best support for any machine I’ve ever purchased.”
As a true story of an underdog beating the odds, Pure Life Cannabis offers a compelling example of a company striving to achieve a noble cause by helping fellow veterans to overcome war-time traumas and build a normal life for themselves.
To do so by deploying state-of-the-art automation technologies and staying true to its roots as a high-quality craft cannabis producer, is really all the proof anyone needs that this is one company that is more than prepared than ever to become a major player in the cannabis industry.
SUPPLIERS
WeighPack Systems, Inc. Paxiom Group
Please see a video of the WeighPack Systems equipment in action at the Pure Life Cannabis production facility on Canadian Packaging TV at www.canadianpackaging.com
The
The addition of the automatic eight-channel JuanaRoll pre-roll making machine from WeighPack Systems has enabled the Pure Life Cannabis plant to completely automate its production process, while boosting its capacity to 20,000 to 30,000 pre-rolls per day, depending on current demand requirements.
NOVA Chemicals Corporation , Calgary-headquarter producer of plastic films and resins for packaging and other industrial applications, has appointed Danny Dweik as the company’s interim chief executive officer.
Flexographic plate-making equipment manufacturer Miraclon of Rochester, N.Y., has appointed Evan Spinosa as regional commercial director for the U.S. and Canada.
turer of flexible packaging products for the food, pet food and personal care industries, has appointed David Roche as chief financial officer; Adam Osterhaus as controller; and Daren Roberts as plant manager at the company’s production facility in Pittsburg, Ks.
pany’s MOSCA Strap & Consumables GmbH and Co. KG subsidiary.
Admix, Inc., Londonderry, N.H.-based manufacturer of hygienic and industrial mixing equipment for food, beverage, chemicals, cosmetics and pharmaceutical industries, has appointed Tim Dining as its new chief operating officer.
EVENTS
2023
JAN. 24-26
Atlanta, Ga. : IPPE (International) Production & Processing Expo) 2023. At Georgia World Congress Center.To registedr, go to: www.ippexpo.org
FEB. 8-9
London, U.K.: The European Biopolymer Summit, conference by ACI London. To register, go to: www.acieu.net
FEB. 9-11
Flint Group, globally operating manufacturer of inks and coatings for packaging printing and labeling applications, has appointed Terry Davis as vice-president of strategic account for the company’s North American flexible packaging business.
Industrial automation solutions provider Beckhoff Automation LLC of Savage, Minn., has appointed Doug Schuchart as global intralogistics industry manager, responsible for the company’s business development efforts worldwide in the distribution/fulfillment center, parcel/post and related e-commerce segments.
Leading German strapping and bundling machinery manufacturer MOSCA Group has appointed Leo Maiello as chief executive officer of the com -
SCOTT BLAIS, JR. PROMOTED TO SALES AND BUSINESS DEVELOPMENT MANAGER
mk North America, Inc. has promoted Scott Blais, Jr. to a sales leadership position within the company, effective September 19, 2022. Scott Blais, Jr. assumes the Sales and Business Development Manager role vacated by Eugene Shaw. Blais will report to Andreas Haussmann, President; and will lead all North American inside and outside sales activities.
Green Bay, Wis.based Paper Converting Machine Company (PCMC ), part of BarryWehmiller’s Converting Solutions platform, has appointed Scott Bean has joined as executive vice-president of operations; Jason Hilsberg as vice-president of life-cycle support; and Kelly Morgano as global vice-president of people.
Bangkok, Thailand: Labelexpo Southeast Asia 2023, exhibition and conference by Tarsus Group Limited. At Bangkok International Trade & Exhibition Center. To register, go to: www.labelexpo.com
MARCH 12-14
Boston, Mas.: Seafood Expo North America, exhibition and conference by Diversified Communications. Concurrently with Seafood Processing North America. At Boston Convention and Exhibition Center.To register, go to: www.seafoodexpo.com
MARCH 28-30
Las Vegas, Nev.: SIAL America 2023, global food and beverage business showcase by Comexposium. Concurrently with International Pizza Expo. At Las Vegas Convention Center. To register, go to: www.sialamerica.com
APRIL 25-27
Toronto: CPMA 2023, annual convention and trade show of the Canadian Produce Marketing Association (CPMA). At the Metro Toronto Convention Centre. To register, go to: www.convention.cpma.ca
“Scott will work closely with customers, regional sales managers, and distributors in each territory, and oversee the sales and applications team that works closely with mk customers to develop industry-leading conveyor and material handling solutions,” said Haussmann. “We welcome Scott to his new role and are very confident that the company will continue to flourish with this change in leadership.”
The excitement about Blais’ role is mutual. When asked what he saw for the company and sales team going forward Blais said “mk North America has an incredible team in place to which it is an absolute privilege to collaborate with. I am excited to work tirelessly with our group to deliver the best customer experience possible by focusing on effective communication and improved departmental procedures. I am confident we will achieve our goals as a unified team as we continue to deliver better products and better solutions, each and every day.”
MAY 4-10
Düsseldorf, Germany: Interpack 2023, global showcase for packaging and processing technologies by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. To register, go to: www.interpack.com
MAY 10-11
Boston, Ma.: Robotics Summit and Expo, concurrently with Healthcare Robotics Engineering Forum. Both at the At the Boston Convention and Exhibition Center.To register, go to: www.roboticssummit.com
SEPT. 11-13
Las Vegas, Nev.: PACK EXPO Las Vegas, international exhibition and conference by PMMI, The Association for Packaging and Processing Technologies. At Las Vegas Convention Center. To register, go to: www.packexpolasvegas.com
2024
MAY 28 – JUNE 7
Düsseldorf, Germany: drupa 2024, global trade fair for printing technologies by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. To register, go to: www.drupa.com
Ensuring Complete Product Packaging Integrity in Liquid Pharmaceuticals
By Davor Djukic, National Sales Manager – Product Inspection, METTLER TOLEDO
Liquid pharmaceutical manufacturers operate under great scrutiny and must set high standards of product quality to ensure that products are safe for consumers and compliant with regulations.
Step 1: Safety First – Getting dosage sizes and pack completeness right
Quality assurance in liquid pharmaceuticals is a matter of life and death, and as such, potential consequences are bound to keep manufacturers on their toes. It is essential to drive high standards in product quality and maintain these standards through the filling and packaging processes that ultimately deliver the finished product.
An advanced checkweigher is the best option to verify dosage sizes and perform careful product handling to ensure extreme accuracy.
METTLER TOLEDO’S StarWeigh™ Checkweigher, comprised of high-performance load cells, has the required level of sensitivity to work with lightweight products and to ensure that all products are a uniform weight. To ensure fragile glass bottles and vials are handled carefully during processing, the StarWeigh™ Checkweigher has sophisticated product handling capabilities, including sorting and rejection mechanisms, to minimize risk.
Alongside this fill level of control, another key part of quality assurance is the product completeness check. A sensitive checkweighing system can identify that a packaged product has been completed with all the components that need to be included before a product is shipped to market. This can help businesses ensure significant finan-
cial and reputational costs, resulting from product recalls, are avoided.
Step 2: Serialization is the Key to the Digital Supply Chain
The pharmaceutical supply chain is a digital one and cannot operate without serialization – giving each product its own unique and verifiable code – and aggregation of batches of products under a similarly verifiable code. Serialization provides manufacturers with access to an audit trail of events and stages in an individual product’s progression through manufacturing and packaging to distribution. If a recall must be made, the manufacturer can be much more targeted in the scope of its recall, calling back just the specific products that it knows have been affected, rather than entire batches. This helps to limit both recall costs and the impact on the brand’s reputation
Serialization is followed by aggregation, where large batches are grouped together in a box and additional assurance is provided by checking these secondary boxes at key distribution points. Aggregation is made possible through achieving a verifiable, high-quality and readable, code.
Vision inspection systems are responsible for reading and quickly identifying packs with incorrect or poor-quality codes. METTLER TOLEDO also has serialization technology, such as the T33 Automated Serialization, that provides a full 360 degree view of the product surface, so that serialization codes can be verified. This technology allows for the product to be viewed from all sides, regardless of the orientation and thus verifies the serialized codes on the package.
Step 3: Connectivity gives Product Data its True Digital Meaning
Equipping product inspection systems with the right software connectivity is important because it gives manufacturers a chance to gain a real-time picture of production, processing and packaging lines, allowing them to spot potential problems in advance. The data gained through software connectivity is useful for ensuring that good manufacturing practices are being followed and that compliance requirements of different levels of regulations are being met. Without this access to digital data, real-time process monitoring and inventory management cannot meaningfully happen.
Pharmaceutical manufacturers will typically deploy checkweighing and vision inspection, to make additional quality checks as needed. Track and trace is a requirement for serialization and may be optional
for aggregation (depending upon the region). Utilizing all three of these technologies will help in supporting top-quality production methods and compliance.
The key point to understanding quality assurance for liquid pharmaceuticals is that strong product inspection capabilities are at the centre of any effective quality assurance program. They help in making the production of liquid pharmaceutical products safe, complete, trackable and compliant with all levels of regulations. They play a critical role in creating and maintaining a transparent and connected digital supply chain while also ensuring brand integrity at all steps along the way.
DAVOR DJUKIC is national sales manager for product inspection at METTLER TOLEDO Inc. in Mississauga, Ont.
Packaging toy stories make for a fitting festive gift/Naomi Hiltz
In a little over six weeks families across the globe will be celebrating Christmas, Chanukah and other gift exchanging holidays. Chrismukkah— a blend of Christmas and Chanukah—is a term coined by the character Seth on the popular television show The OC. What could be better than getting presents for eight straight days, and on the morning of December 25, additional presents underneath a decorated tree? Before the big holiday bas,h however, Santa has a lot of shopping to do. Choosing gifts at this time of the year is no easy feat as companies are under a great deal of pressure to provide the most enticing packaging to attract our young buyers.
Over the last few years, Orbeez have been the new “it” toy. They have become all the rage for elementary school kids and are one of the most popular sensory toys of this decade. These absorbent polymer sensory beads offer umpteen hours of pure enjoyment, which have spawned hundreds of sequels, including The Orbeez Color Meez. This creative, interactive toy from by Spinmaster is sold with a giant bottle of clear Orbeez and three different colored dyes to decorate them with.The box, which encases the toy illustrates a myriad of exciting photos and artwork on all sides with vibrant colors that will certainly engage kids of all ages. The front and back of the box highlight photos of happy children with smiles of joy, holding and playing with the product. The writing on the box outlines the step-by-step instructions of how to set up the toy in a simple, child-friendly way. Another interesting feature is the corrugated board the product is packaged in. Being 100-percent recyclable and biodegradable, the cardboard does not lose durability or stiffness over time, and is also more economical than some other packaging materials. Perhaps the best packaging feature of the Orbeez Color Meez is the cut-out window on the side of the cardboard, which allows buyers to preview the toy before purchasing. At $16.99 each, this product is well worth the investment.
Next on the shopping list is the Zuru Cotton Candy Slime. The packaging concept for this toy is brilliant, as the company has incorporated the packaging as part of the toy itself. This scented, fluffy, stretchy slime is sold in four different colors
(Clockwise)
Popular toys for this season’s festive gift-giving include the Zuru Cotton Candy Slime; the Orbeez Color Meeze coloring kit, and Marvel’s Ravanger Thanos Funko Pop action figure.
and stretches over 3,000 per cent in size. The plastic-shaped cotton candy resembles the ‘real’ treat one would normally purchase at a fair.The top portion of the cotton candy slime is covered by a wraparound plastic seal with double perforated lines for easy removal. This wraparound plastic depicts the toy’s visual advertising, and is used like a canvas to reveal all of the amazing attributes associated with it. The advertising details everything and anything you could want to know about the product, including the slime’s stretch size, the cotton candy scent and most importantly, a photo of a happy girl playing with her slime.The fonts and graphics displayed resemble similar styles one may discover at an amusement park. Perhaps the most intriguing aspect of the packaging is that it can be used over again to store the product after each use. Making the packaging part of the toy is both creative and cost-effective.
Funko Pops are the action figures of the next generation. They are comparable to figurines but based on movies, video game characters, comic books, popular culture, and other icons. The last product on our shopping list was the Ravanger Thanos Funko Pop, based on the popular Marvel franchise, “What If…?” series. This special-
edition package portrays the Marvel logo on the packaging along with photos of the character and other collectables in the series. During the 1980s, my generation had this odd impulse to play with our toys - especially the Star Wars action figures. Years later, we learned that it would become devalued if it was opened. Today, everyone is a collector and the Funko Pop marketing people are aware of this. Fo this reason, they’ve strategically designed the packaging to protect the figures from sunlight and dust, with the sole intent of allowing the toy to stay in mint condition for as long as possible. For the past 40 years, the majority of these action figures have been available in transparent packaging that was not well though out in terms of maintining the toy’s long-term resale value. The issue with this type of packaging style is it allows dust to collect easier, making the toy more susceptible to damage by sunlight. Moreover, the the plastic on top of the figurines often tended to soften over time, undermining the overall quality with time. So kudos to. Funko Pop for correcting this packaging design flaw by creating a paper box which encases the figure with a transparent, plastic window—allowing the toy to be seen. The figure itself is also enclosed within a plastic tray for additional protection. The paper box is not only 100-percent recyclable but is less likely to be ruined by dust and overexposure from the sun. As with most pop culture toys, Funko Pop’s fonts and graphics are loud and colorful, attracting their targeted young buyers and collectors.
NAOMI HILTZ is a freelance photographer living in Thornhill, Ont.
Revolutionary DXD Technology to Detect Hard-to-Catch Contaminants
Capable of detecting hard-to-find contaminants, METTLER TOLEDO’s new DXD and DXD+ dual energy detectors can be fully integrated into the X36 X-ray system. These highly advanced technologies support brand protection and compliance, even in the most challenging applications, while increasing production productivity.
METTLER TOLEDO’s dual energy detector solutions deliver:
• Unrivaled detection capabilities
• Optimized performance for challenging applications
• Intuitive, user-friendly software
• Flexibility to suit unique production demands
Learn more about how the DXD and DXD+ can enhance product integrity and brand protection by visiting www.mt.com/ca-dxd-wp