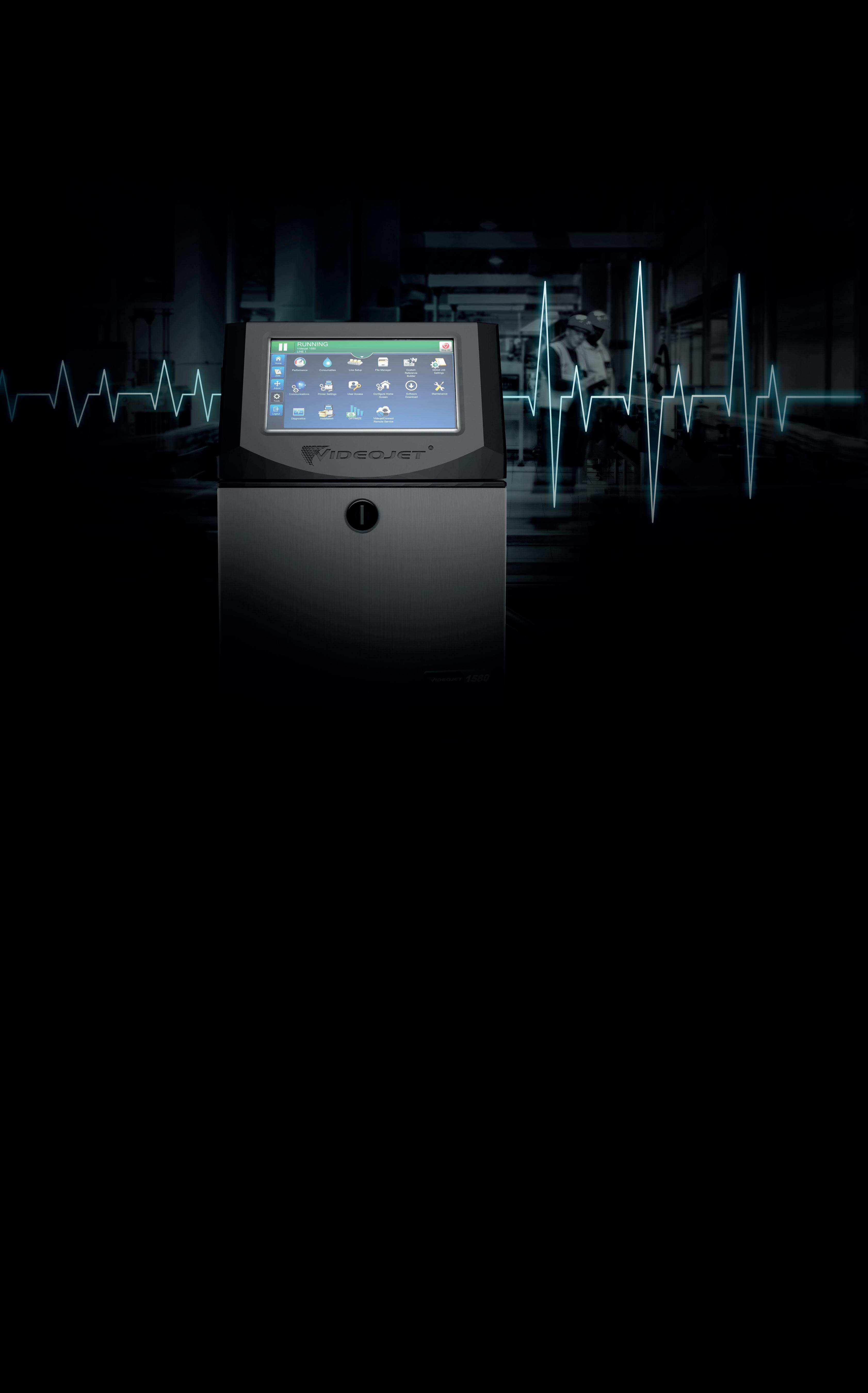
Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.
Visit our virtual showroom pe.show/158 at PACK EXPO Connects
November 9-13, 2020
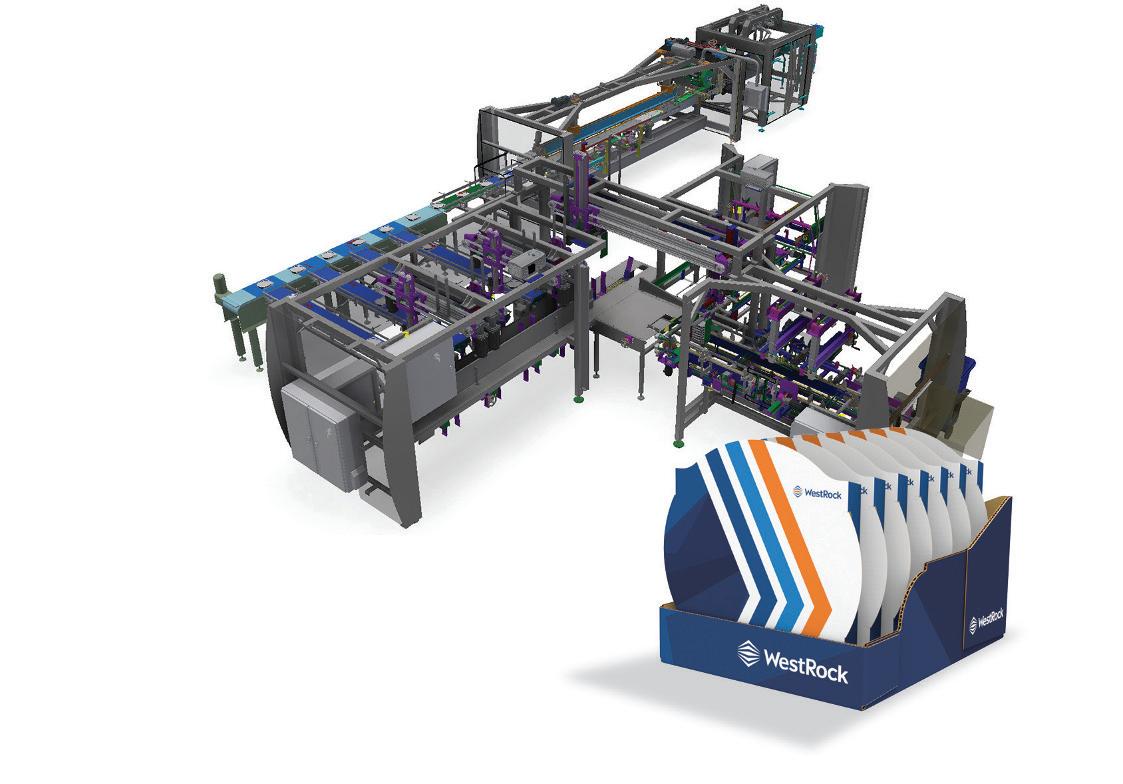
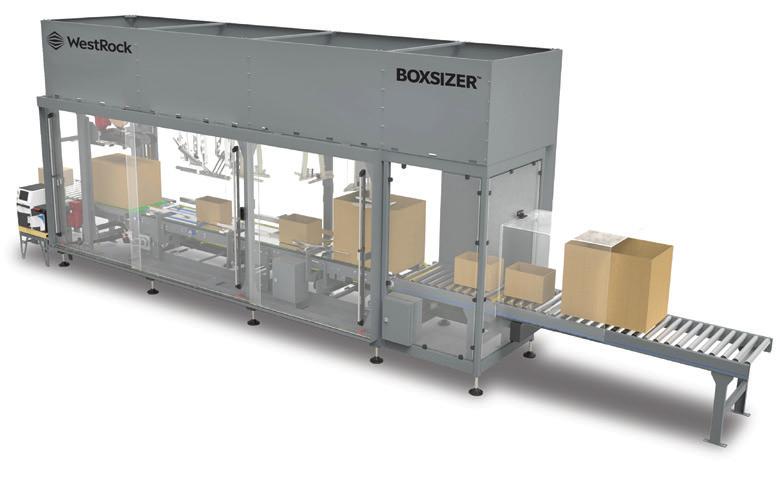
Introducing the CP eMergeTM Combo, WestRock’s newest automation technology for food bowls that combines sustainable secondary and tertiary packaging into one system. The single-operator, end-of-line solution manages multiple SKUs and minimizes downtime by allowing for quick changeover between a range of bowls and trays. The integrated combo design is uniquely suitable for those with footprint constraints.
Six bad words you should never use talking about Circular Economy
TSo long to checkout bags, plastic straws, stir sticks, six-ring beverage carriers, plastic cutlery and “hard to recycle” food packaging, your guess as good as mine.
he great late American stand-up comedian George Carlin will forever be fondly remembered for his hilarious foul-mouthed 1972 monologue about “Seven Words You Can Never Say on Television” that, for reasons of public decency and modesty, we will not repeat here—except to say that each and every one of those words nowadays routinely pops on latenight television without anyone batting an eye.
Nearly 40 years later, Canadian consumers are being asked to learn another six terms that our federal government has identified as being irredeemably offensive to the new Canadian environmental sensibilities aroused by the allegedly out-ofcontrol use of single-serve plastic packaging items and utensils that have been an embedded part of Canadian consumerism for decades.
Unveiled just over a month ago as a first step in Ottawa’s larger plan to drive all unrecyclable of unrecycled plastic materials out of circulation to usher in a new age of Circular Economy, the long-anticipated federal ban has identified six main throwaway plastic culprits that need to go by the end of 2021, including checkout grocery bags; stir sticks; beverage six-pack rings; cutlery; straws; and “food packaging made from plastics that are difficult to recycle,” whatever that means exactly.
While some government critics may correctly point out that launching an assault on singe-use plastics at a time of a disturbing resurgence of the global COVID-19 epidemic is rather tone-deaf— considering all the good things single-use plastics have done to help contain the pandemic’s fallout inside hospitals, schools and countless other public places we used to take for granted up to a year ago—the fairly muted industry response to this set of measures so far could well be indicative of its tacit admission that it can probably live with it, for now.
And while some segments of our population may have their objections to the certain inconveniences and irritants such a ban is likely to introduce into their daily lives, it still falls short of the draconian restrictions that would lead to widespread outrage about government overreach.
Moreover, none of the products placed on the government’s targeted short-list
are a complete surprise: various municipalities have been trying to outlaw the use of plastic grocery bags for years already, with rather mixed degrees of success.
As for plastic drinking straws, you only need to turn the page, dear reader, to see how progressive companies like Quebec-based juice processor Lassonde Industries are already leveraging recent advance in paper packaging to introduce and commercialize more sustainable alternatives in the marketplace.
Ditto for stirs sticks: in fact, if we used the aforementioned plastic straws to also stir our drinks to begin with, this would not even be an issue in and of itself.
As for throwaway plastic cutlery, some inspired material substitution should also reduce the inconvenience factor in due time, while six-ring carriers have already gained enough environmental infamy that saying good riddance to this packaging extravagance will have very little bearing on the future of western civilization et al
So aside from the rather ambiguous definition of what constitutes hard-to-recycle plastic food packaging, the list essentially amounts to a directive to bag some low-hanging fruit before the real tough regulatory measures come along, as they inevitably will.
There is no doubt in our minds that our industry has the know-how and the ability to innovate to make our early transition the Circular Economy fairly painless, but there is something to be said for the value of regulation in sparking and accelerating that innovation process for the greater good of both consumers and the environment alike.
Sooner or later, there will be a serious day of reckoning for all those plastic producers out there who have publicly pledged to make all their packaging products sustainable by 2025 or 2030, as most of them do, so getting off to a bright start by showing their good intentions early would certainly give them much stronger moral ground to stand on when the push to ban really comes to shove.
NOVEMBER 2020 | VOLUME 73, NO. 11
Senior Publisher Stephen Dean | (416) 510-5198
SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Audience Development Manager Anita Madden | (416) 510-5183
AMadden@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
Circulation Tel: 416-442-5600 | Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
one integrated module could easily divert, transfer and sort multiple package types?
Divert and transfer module
Very small packs? Polybags? Not a problem for ModSort conveyor modules! The ModSort module can do left and right sorting on the fly for a wide range of package types and sizes. It is safe, quiet, versatile and cost effective.
ModSort.com
Creating a better tomorrow™...
Let our experts support you choosing the right system for your application or check it out at:
Juice producer leading race to ditch plastic straws for paper solutions
With Canada-wide ban on plastic straws inching closer as part of the federal government’s plan to prohibit the use of six different types of plastic packaging items by the end of 2021, Quebec-based juice producer Lassonde Industries Inc. is quickly establishing itself as early adopter of new sustainable
alternatives.
In fact, only a few weeks before the government’s unveiling of the ban last month, the Rougemont-headquartered beverage producer introduced new bendable paper straws to the 200-ml single-serve Tetra Pak drink cartons used for the Kiju brand of organic fruit juices, along with the Simple Drop Natural Spring Water brand, in a first-to-market initiative to provide Canadians with 100-percent recyclable packaging.
“Adding paper straws to two of our brands is an important step for Lassonde to make our packaging is even more eco-friendly,” says Lassonde Industries president and chief operating officer Jean Gattuso.
“The market testing we did in fall 2019 on adding paper straws to our 200-ml containers
showed consumer interest for innovative packaging,” Gattuso says, “and we are pleased to offer consumers 100-percent recyclable packaging made largely from renewable material.”
According to Lassonde, the new papers straws are made from FSC (Forest Stewardship Council)-certified paper, and both the straws and the multilayer drink boxes meet the highest quality standards.
“We decided to add paper straws to two brands that are popular with consumers who are particularly concerned about the environmental impact of their purchases,” says Claire Bara, executive vice-president and general manager for marketing, trade and product development for A. Lassonde Inc.
According to Lassonde, Kiju is the most popular brand of organic juices in Canada, while Simple Drop Natural Spring Water offers consumers an effective alternative to plastic water bottles.
Cascades launches new sustainable thermoform packaging solution
Leading Canadian forest products group Cascades Inc. has launched 100-percent recycled and recyclable thermoformed cardboard tray designed for fresh food packers using automated equipment in North America.
Treated with a patented SurfSHIELD water-based coating that protects it from moisture without compromising the recyclability of the cardboard, the new container has been rigorously tested to ensure that the tray is compatible with automatic unstacking, in addition to working on high-speed packaging lines.
According to the Kingsey Falls, Que.-headquartered company, the new Cascades Fresh tray’s large stacking capacity speeds up filling and optimizes transport and storage.
“We have always believed that eco-responsibility and performance can go hand-in-hand,” says Luc Langevin, president and chief operating officer of the Cascades Specialty Products Group.
“This innovative product accomplishes both: it is a high-performance solution for food packaging, which at the same time helps conserve resources,” says Langevin, adding the new tray is composed of 100-percent recycled, FSC (Forest Stewardship Council-certified fibers mostly sourced from post-consumer sources.
Primarily intended for food producers and processors of meat, poultry, fish, fresh fruit and vegetables, the new tray complies with all the Health Canada and U.S. Food and Drug Administration (FDA) requirements for direct food contact.
“This tray delivers a unique innovative food packaging solution that was developed entirely using a Circular Economy approach and eco-design principles,” adds Langevin. “Our goal is to pursue, along with our customers, a large-scale transformation of food packaging for the benefit of the environment.”
Avocado processor launches healthy new innovations for the Canadian marketplace
As one of the fastest-growing and most sought-after items in North American produce aisles this century, avocado’s meteoric rise in popularity has been aptly matched by the rapid proliferation of avocado-based oils, dressings, condiments and other food products widely embraced by the new generation of health-conscious consumers.
This significant health-and-wellness trend has been fittingly underscored by the emergence of many new innovative food companies using avocado as the main ingredient for their culinary creations, including the San Diego, Ca.-based Chosen Foods
Founded in 2011, the company quickly gained a cult following across the continent, launching its flagship brand of 100-percent pure avocado oil in Canada in 2014 and evolving its product portfolio to include a broad variety of classic mayos, new-to-market infused cooking sprays, and flavorful salad dressings and marinades.
To mark its 10-year anniversary, Chosen Foods has just launched several new avocado oil-based house dressings, as well as a line of infused cooking sprays, across Canada—featuring eye-catching new packaging designed by San-Diego based Gestalt Brand Lab and Red Door Interactive.
“We are thrilled to introduce a fresh new look for Chosen Foods at an exciting time in the brand’s history,” says company chairman and chief executive officer Gabriel Perez Krieb.
“Cultivating a new evolution for our avocado-forward brand was essential to better showcase our roots and heritage,” says Krieb, noting the company works with an estimated 1,000 Mexican farm operators to help them grow over 350 million avocados per year.
“It was important to enrich the way we communicate visually with consumers on shelf and be able to provide them with simple ways to experience the culinary wonder of avocado.”
As Krieb explains, the new look pays homage to the sand, sun, ocean and the Baja Mediterranean culture and lifestyle from which the avocado is born, creating a vibrant aesthetic that instantly pops up on the shelf.
Packaged in 277-ml rounded glass jars topped off with color-coded, tamper-evident bands wrapped tight around the wide-mouth closures, the newly-expanded Chosen Foods line of house dressings boasts five new popular flavors—including Ranch, Caesar, Lemon Garlic, Chipotle Ranch and Apple Cider Vinegar—made with pure avocado oil sourced from various regions of Mexico..
Chosen Foods is also conducting a cross-Canada rollout of three new infused cooking sprays—including Garlic, Italian Herb and Chipotle flavors—combining natural plant extracts with pure avocado oil to create a product pure enough to spray directly on food.
Full-System Solutions
for Your Business
Nex t-generat ion leader ship per formance
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing
BAGGING PAPER VOID FILL VOID
Leading German beverage processing and packaging systems group
Krones AG is consolidating its North American operations with the launch of the Krones Process Group North America division, which integrates the operations of its three recent acquisitions at two locations. Under the plan, the production assets of Waukesha, Wis.-based Sprinkman Corp.., acquired in 2018, will be transferred to the company’s locations in Tampa (formerly Trans-Market, LLC) and an existing Krones facility in Elroy, Wis. “When we decided to acquire three process technology companies several years ago, we already had the vision of a strong, combined, high-performing processing group in mind,” says Krones chief executive officer Holger Beckmann, saying the realignment will enable Krones to offer a more cohesive product and service offering to the beverage, dairy and food industries in North America, Central America and the Caribbean region. “With our wide-ranging expertise and
North America will continue to operate its other offices at existing locations in New York, Florida, Texas and California.
Abbey Equipment Solutions has been selected as the new name for the former Abbey Packaging Equipment,a prominent packaging systems distributor and integrator based in Burlington, Ont. According to the company, authorized Canadian distributor for a diverse group of global machinery manufacturers including GEA, Anritsu, Multipond and Junapack, among others, the company’s new name and website address (www.abbeyequipment. com) will more clearly define the market sectors in which the company is active. “Our name is changing but
accustomed to getting from our team.”
Brampton, Ont.-based soft-drink producer Coke Canada Bottling has been awarded the Advanced Manufacturing Business Excellence Award from the Brampton Board of Trade in recognition of the company’s positive economic and social impact on the southwestern Ontario city. “We are a multi-generational business with a mission to create a better future and deliver optimism for our employees, our customers, our consumers and the communities in which we operate, like Brampton,” says Todd Parsons, president and chief executive officer of Coke Canada Bottling. “This year hasn’t been easy, but through it all our Brampton team has been relentlessly focused on our safety and the safety of those we serve, while diligently pivoting our business to meet the
evolving needs of customer, while passionately ensuring we’re supporting valuable community partners like Knight’s Table.” Since the beginning of the COVID-19 pandemic, Coke Canada Bottling has continued to find meaningful ways to lend support to local organizations and communities in which it operates, whenever possible. The company launched the national #LoveYourLocal campaign in support of small retailers and restaurants who have continued to struggle due to COVID-19 restrictions, while also teaming up with parent company Coca-Cola Ltd. and Sheridan College’s Centre for Advanced Manufacturing and Design Technologies (CAMDT) to create and distribute protective countertop shields for small businesses in Brampton. (See Picture) Most recently, the company teamed up with local supplier partner Amcor Flexibles to provide additional funding to CAMDT to manufacture protective face-shields for food bank volunteers across the country, including Knight’s Table in Brampton. “I could not be prouder of what we’ve accomplished over the last two years,” says Parsons.
Nitro Thermal Inkjet Printer The future of Marking & Coding
THE FUTURE OF PRINT
Designed and optimized for fast, efficient, and accurate coding on product labels, flexible films and carton, the new Gx-Series range of versatile and user-friendly thermal inkjet (TIJ) printers from Domino North America are equipped to meet the needs of an evolving global marketplace characterized by rapid changes in production schedules and fluctuations in consumer demand, according to the company. Developed in consultation with customers across the globe to ensure a solution that meets the needs of manufacturers now and in the future, the next-generation Gx-Series printers are compatible with all languages, and suitable for use across industries—including pharmaceuticals, electronics and food-and-beverage—with customiz-
able options available to suit individual production needs. Optimized for ‘Smart Factory’ applications to provide manufacturers with a seamless, future-proof solution for evolving production processes, the Gx-Series printers are easy to integrate into existing manufacturing procedures with enhanced connectivity and visibility features, a smaller overall footprint, Domino Cloud capability to provide remote monitoring, and options for EtherCAT and PLC communications for fast data transfer and synchronization. According to Domino, Gx-Series printers are an ideal choice for printing high-density machine-readable codes, including Data Matrix codes, providing opportunities for enhanced product labeling and late stage customization within manufacturing operations to for greater control of manufacturing processes—translating into increased productivity, and reduced coding errors. Offered with a range of advanced black and colored inks for use on porous and nonporous substrates to create long-lasting, high-contrast alphanumeric text, graphics and human- and machine-readable codes, Gx-Series
printers are controlled via an intuitive user touchscreen interface or remotely via a web browser.
Domino North America
NEW CODES OF CONDUCT
The new Hx Nitro printer from MapleJet Co. is designed to take advantage of Wi Fi communications to help end-use customers avoid close personal contact and human interaction in the workplace—thereby reducing the risk of coming into contact with COVID-19 and other viral infections—by using any Wi Fi-enabled device, including smartphones, to create messages and send them to the printer by wireless means. According to the company, the printer’s field upgrade function allows the user to perform software upgrades remotely from the
production line, minimizing field engineer visits for regular maintenance and spare part replacement, and physical interaction with operators. In addition, MapleJet has added eUrex to its selection of Hx Nitro ink cartridges—enabling the thermal inkjet printers to achieve the same high-throw distance printing performance previously possible only with CIJ (continuous inkjet) printers. Compatible with a broad range of porous and nonporous materials—including plastic films, metal, aluminum, glass and cartons—the new printhead enables the high-speed Hx Nitro to print high-resolution date codes and batch numbers onto angled or concave surfaces such as the bottom of cans, shoulder of a bottle, or even printing onto materials with irregular shapes with maximum throw distance of up to 10-mm away from the product.
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified customers.
BAGGING TO DIFFER
Designed for precision liquid and semi-liquid filling applications in foodservice and other industries, the model XYTLF vertical form-fill-seal (VFFS) bagger from Triangle Package Machinery can achieve throughout speed of 30 gallons per minute in packaging products such as soups, sauces, mashed potatoes, bakery batters and fruit fillings, as well as ready-to-eat macaroni and cheese. The new machine offers several attractive performance attributes, including:
• Improved productivity. The machine’s innovative design utilizes servo filling with squeegee staging for better precision and flexibility, clean seals, no leakers, and less air in the bag.
• Reduced packaging costs. Because there is no film contract required, packagers can choose their own film supplier and have more control over material costs. The VFFS system is also a cost-saving alternative to pre-made bags or rigid containers such as cans.
• Sanitary washdown design. Sanitary design features include
quick removal of sealing jaws and back seal components for easy washdown; hygienic IP69K stainless steel motors with air purge; and a pivoting control box for four sides of machine access.
• Optional ultrasonic sealing for higher speeds and 100-percent seal integrity.
• Optional weight-check feedback for precise filling.
• Easy integration with a HindsBock pump or other liquid filler, along withs standard features that include Rockwell Automation’s Allen-Bradley ControlLogix controls, AB Kinetics servo drives, and AB PowerFlex AC drives for optimal efficiency.
Triangle Package Machinery Co.
KEY TO SUCCESS
The next-generation Zephyr horizontal-motion conveyor from Key Technology, Inc. (a division of Duravant) features a patented direct drive with a counterbalance system to create a unique motion profile that gently moves product with no segregation or stratification, and at higher capacities than can be achieved with other horizontal-motion conveyors. Well-suited for frozen
bulk foods like potato products, fruits, vegetables, meat and poultry, as well as dry products like nuts and cereals, Zephyr is designed to minimize minimizes bounce—thereby reducing product damage, noise, and loss of seasoning and other coatings—to maintain product quality, while limiting noise levels to 75 decibels or less. Moreover, the conveyor’s self-cleaning horizontal motion reduces the chance of product build-up, according to the company, while the counterweight drive minimizes floor vibration. Designed to move products at swift throughput rates of up to 40 feet (12.2 meters) per minute, Zephyr features robust construction with a stainless-steel conveying bed and drive housing, sanitary grounding arms, long-life bearings and scalloped flat bars to provide and fully sanitary design that maximizes sanitation and ease-ofcleaning, while reducing maintenance. Incorporating carbon fiber springs with food-safe coating to improve lifespan and sanitation, Zephyr’s simple drive system is powered by an electric motor with few parts to ease maintenance requirements. Available in four finishing standards offering rotary polished beds, ground and polished welds, and other features to meet a variety of different sanitation requirements, Zephyr can be equipped with a variety of bed options— including slide gates for scale feed distribution, a discharge to enhance multihead weighing, or a bias to spread the product when feeding a downstream system, and a stop-start mode for scale feeding or product distribution.
Key Technology, Inc.
NICE AND EASTEY
Developed for automatic erecting and sealing the bottoms of corrugated shipping cases at production rates up to 15 cases per minute, the new ERX-15 case erector from Eastey Enterprises is designed to keep production and maintenance efforts at a minimum while facilitating fast and efficient case erecting to provide an ideal alternative to manual case forming. The ERX-15 case erector enables a single operator to form, seal and pack corrugate cases in simple operation, whereby the operator loads up to 200 cases in the case magazine hopper and sets the operation to the run or jog mode. The separators then release the leading blank case, where a series of eight vacuum suction cups hold the case in a properly formed square position. After a set of stationary flap folding bars fold both minor and major bottom flaps, the case is then transitioned to have the bottom is sealed with Eastey’s proven EX tape head. The versatile design of the ERX-15 allows operators the flexibility of making adjustments on the fly without any tools.
Eastey Enterprises Inc.
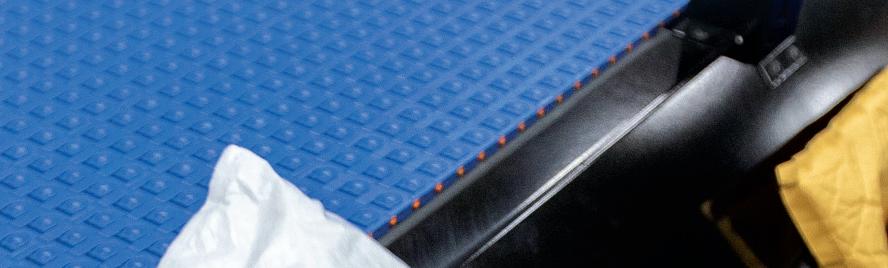
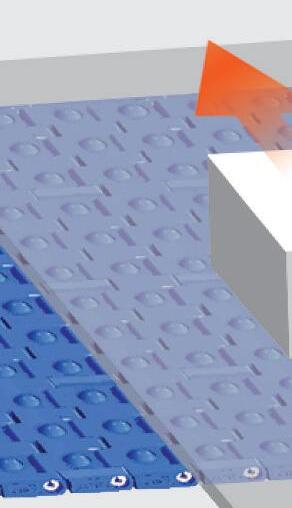
ROLLING WITH THE CHANGES
Designed to meet the industry’s needs for more efficient and accurate diverting, transferring, and sorting of product, the new ModSort conveyor module from Regal Beloit can solve a range of increasingly challenging transfer and diverting problems complicating operations in distribution centers, particularly in retail e -commerce distribution, while automating package sorting to support social distancing. The new module utilizes the company’s System Plast 2253RT roller top belt, which allows it to uniquely transfer and divert packages based on the sphere’s vector speed and direction, while also featuring a one-inch, on-center sphere array to allow for very small packages to be diverted. The station can divert on-the-fly or stop-and-divert at a true 90-degree angle, and is ideal for polybags and small packages, while also easily handling boxes. Moreover, the ModSort modules can also be placed end to end to create a medium-rate sorter, or integrated with conveyors to create transfer stations within conveyor systems.
Regal Beloit
THE HELPING HAND
The new V410-H handheld barcode reader from Omron Automation Americas provides a powerful, compact and easy-to-use solution for a wide range of applications. With algorithms that readily capture challenging codes, including direct part marks (DPMs) and ultra-compact symbols, the family’s three models— the XD, the SR and the HC—features high-resolution sensor, lightning-fast decoding, read ranges that extend from contact to as far as 1.1-meter (44 inches), and the ability to decode most linear, two-dimensional and DPM symbols to deliver a reliable traceability solution for manufacturing and other (HC model for life science and hospital environments) applications. The V410-H operates on Omron’s popular WebLink platform, and all three versions offer the intuitive WebLink PC configuration and run-time viewing utility that works with any Windows-based device. According to Omron, WebLink makes it possible to export images to a PC file location, customize the data output pre-amble and post-amble, and save/restore barcode reader configuration files—allowing for simple cloning of reader configuration across multiple barcode readers.
Omron Automation Americas
TIME TO GET SMART
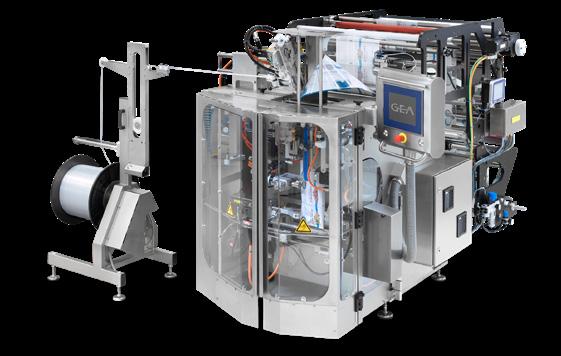
Distributed in Canada by Abbey Equipment Solutions, the new SmartPacker CX400 D-Zip system manufactured by GEA Group AG is a high-performance vertical bagging/ pouching machine boasting robust output rates of up to 100 D-Zip bags per minute, along with 98-percent machine uptime and highly accurate operation. Featuring the smallest footprint of any comparable machine in the industry, according to the company, the new vertical bagger offers broad flexibility in bag styles to meet the market demand for stand-up pouches, combining the high quality of packaging made on conventional horizontal machines with all the performance advantages of the SmartPacker system, while also addressing the issue of sustainability in manufacturing by significantly reducing the amount of waste material, maintenance requirements and downtime. The new machine integrates a newly developed corner-seal unit designed to reduce complexity and improve quality, flexibility and serviceability for food processors. The innovative corner seal feature allows user to vary seal width, and it can also be configured for two or four seals. According to GEA, the machine’s design reduces the amount of plastic required for the zipper by approximately 15 per cent by eliminating the need
The
for zipper material in the cross-seal area, and there is no punching motion required in the making of the zipper closures.
Abbey Equipment Solutions
OUTSIDE THE BOX
Developed specifically to address the needs of low- to medium-speed e-commerce applications, the new BEL 5150E system from Wexxar Bel is said to be the first semi-automatic case forming, packing and sealing solution with automatic case size changeover. The compact-design machine features robust servomotors integrated into all three change-points to facilitate a quick and automated size change, and it can also be integrated with an ERP (Enterprise Resource Planning) system to track the entire process from order picking to shipping. For example, as picked orders approach the packing station, the ERP system sends out a signal to both the BEL 5150E and the operator to advise of the most optimal case for that order. With capacity to handle up to 30 different box sizes, the system allows operators to select a box size from the HMI screen, as well as integrate any type of input tools like buttons, scanners, etc.
Wexxar Bel
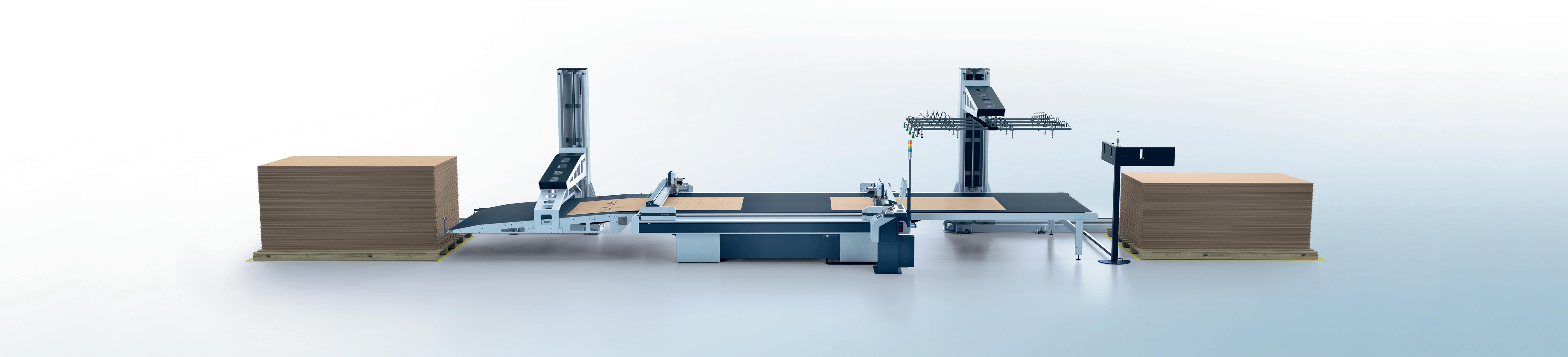
Board Handling System
Primary Advantages
Recyclable foil materials help lessen the environmental footprint of blisterpack packaging
By Andreas Detmers
While primary packaging usually accounts for the least amount of materials typically used to make off-the-shelf blister-packs and other pharmaceutical products, major global pharma brands are facing the same public pressures to make their packaging more sustainable as all other CPGs (consumer goods companies) these days. This pressure is driving more packaging machinery and material suppliers to collaborate on various joint projects to develop and commercialize the next generation of climate-friendly, material-saving, affordable, customizable and ultra-thin packaging solutions.
Recently, leading German pharmaceutical packaging machinery producer Romaco Siebler got together with the Finnish film and foil specialist Huhtamaki to develop a while new approach to package tablets and other solid pharmaceutical products.
Called Push Pack, the new pushthrough four-sided sealed strips provide equivalent barrier properties to conventional blister packs and are opened in the same way: you simply press the tablet out of the Push Pack with your thumb just as you would normally do with a blister.
tion goes hand-in-hand with significant cost-savings of up to 60 per cent.
“Push Packs not only help pharmaceutical companies reduce their carbon footprint; they also let them produce much cheaper”, explains Rolf Izsak, the product manager responsible for Push Pack development at Romaco Pharmatechnik GmbH
The standard and high-barrier Push Pack versions are manufactured from a five-layer, laminated PE or Surlyn, aluminum and PET foil from Huhtamaki.
The foil’s push-through function is achieved by perforating the outer PET layer. In the standard version, Push Packs have an aluminum barrier layer just 9 or 12 μm thick, whereas the high-barrier Push Packs, which have to meet very high light, air and moisture tightness requirements, are made using 25 µm aluminum foil.
Says Huhtamaki’s senior sales manager Fabio Daidon: “We really enjoyed bringing the idea for our foils to maturity in collaboration with Romaco because we both pull in the same direction and the project teams at Romaco and Huhtamaki are passionate about what they do.”
To enable safe and absolutely tight pharmaceutical packaging to be manufactured from the new Huhtamaki foils, the Siebler heat-sealing technology was specially adapted to handle laminates with an aluminum foil thickness of between 9 and 25 μm.
According to Isak, “The secret is our unique heat-sealing process: the precise temperature distribution means we can coordinate all of the sealing parameters optimally with one another and ensures air, light and moisture-tight seams for the four-sided sealed strips.”
Made from the new ultra-thin, PVC-free foils manufactured by Huhtamaki, the Push Packs are also similar in appearance to conventional blister packs, whereby the standard Push Pack version can be combined with transparent foil for an unobstructed view of the contents.. Since Push Packs are sealed all-round with two foils, far thinner aluminum barrier layers can be achieved than with cold formed blisters: namely between nine and 25 μm, depending on the primary packaging’s barrier specifications.
With aluminum-aluminum blisters, on the other hand, the fact that the aluminum is deep-drawn means that very thick foil is inevitable. That is why a cold-formed aluminum-aluminum blister weighs more than twice as much as a high-barrier Push Pack produced on a Siebler strip packaging machine.
This markedly lower material consump-
Comprising 90-percent polyethylene and polypropylene, the recyclable eco Push Pack packaging allows for more than 70 percnt of the strip to be recycled back into the material loop.
Thanks to the tear-resistant PET film, children find it extremely difficult to open Push Packs, whereas elderly people can press the tablets out without any problem, and since the relatively small cavities in the Push Packs also mean smaller air pockets, allowing the medicines to have a longer shelf-life.
For its part, the eco Push Pack version consists of polyolefin laminate, which can be disposed of as recyclable material—allowing for 70 per cent or more of the strip to can be recycled back into the material loop.The key lies in the unique structure of the Huhtamaki foil: recyclable Push Packs comprise over 90 percent polyethylene and polypropylene, which belong to the same material class.
The Finnish packaging manufacturer’s special new foils were extensively tested by Romaco and Huhtamaki on a Romaco Siebler HM 1-230 strip packaging machine at PacTech, the Romaco laboratory in Karlsruhe, Germany.
The optimum sealing conditions for these ultra-thin Huhtamaki foils—the ideal processing temperature, pressure and time—, were determined in a large number of test series and the foils subjected to various leak tests, including the blue dye method.
The Push Packs are manufactured on the Romaco Siebler HM 1 series of vertical heat-sealing machines, which can pack up to 7,000 tablets per minute. The product is fed vertically into the heat-sealing machine, where it passes through the rotary sealing system between the foil webs, so that it is sealed all-around.
In the next step, blades perforate the product web lengthwise and crosswise and cut it to size according to the customer’s requirements.
In addition, the machine can be equipped with a continuous cutting station to processing the so-called design strips, whereby two servo-driven punches cut strips out of the foil layer with a drawing cut. (top picture)
“Round or star-shaped, stylized handdrawn, ‘thumbs up’ look, or just about any other format under the sun: you name it, our machines can do it,” says Izsak.
“The ability to customize shapes and sizes in this way helps pharmaceutical and healthcare companies give their primary packaging an attractive and distinctive appearance with high recognition value, so that they set themselves even more clearly apart from their competitors.”
THE PACKAGING WORLD
PAC Packaging Consortium is o ering more programs than ever to help our members GROW their business, DEVELOP their career, and PROTECT our planet during unprecedented times.
Lead by industry thought leaders, webinars feature timely packaging related topics including impacts of COVID-19, trends, insights and new industry developments. Webinars are free for PAC members. More Information PAC.CA/EVENTS
Education courses including Packaging Circularity (February 8-9), Packaging Essentials (March 9-11); Complete Plastics Packaging (April 13-15) and Paper Packaging Plus (June 1-3). More Information PAC.CA/PACED PAC ED COURSES
PAC is a safe place for packaging leaders to collaborate, innovate, educate, and celebrate. A virtual event created to celebrate diversity in design and packaging innovation. Featuring Keynote speakers and the 2021 PAC Global Leadership Awards Presentation. More Information PAC-AWARDS.com/ONEOF100
For more information on how a PAC membership can benefit you and your organization, visit www.pac.ca
Nothing protects your baked product and its freshness like Reiser packaging.
Excellent package integrity. Reiser form/fill/seal packaging machines produce high-quality vacuum and modified atmosphere packages.
Extends shelf life. Superior packages extend product freshness and shelf life.
Protects your product. High-quality package seals protect your product from cross-contamination. Ideal for gluten-free, dairy-free and nut-free products.
Reliable production. You’ll love the reliable performance and speed.
Hornby Organic co-owners and long-time power couple Cayleigh Rees and Irah Vet.
BAR NAKED TRUTH
Leading-edge product inspection technology helping organic nutrition bar start-up get off to a flying start in fiercely competitive market segment
By George Guidoni, Editor
Photos By David Buzzard
Turning old family recipes into marketing gold is a story that travels well and far across Canada to pop up in many surprising places, including the charming Hornby Island out on the West Coast.
One of the two northernmost Gulf Islands located near Vancouver Island’s Comox Valley, Hornby is a small community of about 1,000 residents making home to many artists, retired professionals, remote workers and small business owners like Irah Vet, co-founder of organic nutrition bar manufacturer Hornby Organic
Growing up on a small gulf island,Vet’s entrepreneurial days trace back to his early childhood, when his mom perfected a long-time family recipe for her homemade Hornby Island Energy Balls, tasty round snacks comprised of rolled oats,
peanut butter and raw honey.
At the age of five, Irah would help his mom load up the old family station wagon with these home-made delights to deliver to health-food stores all over the Vancouver Island.
Years later, Vet had a life-defining eureka moment that convinced him in the viability of turning his mom’s beloved recipe into something that the family could share with the rest of the world.
With a lot of hard work and support from his girlfriend and business partner Calyeigh Rees,Vet converted an old garage on his parents’ property into a modest food facility to bring his vision to life.
Together, the couple worked tirelessly bootstrapping, maxing out credit cards, and relying on the support of family and friends to get Hornby Island Energy Bars off the ground.
“Like most growing businesses, we busted out of the seams at our little start-
up facility on Hornby Island,” recalls Vet, who eventually packed their bags to head to Vancouver Island, where him and Cayleigh then found a suitable production facility in Comox.
“With the new space, new flavors, a new baby, and a new packaging robot built by Irah, we rebranded to become Hornby Organic,” Cayleigh Rees recalls.
“At the same time, we also became the first company in Canada to produce a certified organic energy bar made with gluten-free oats, without raising our prices to the consumer,” she adds.
“Good things can happen when you put people and the planet before profit,” adds Vet.
“We’ve realized that a big impact can come from the smallest of places.
“We’re not here just to feed,” he says, “but to foster a community of inspiration and movement towards an organic future for everyone.”
The Hornby Organic range currently comprises seven different flavor varieties; a close-up of the chewy goodness inside the gluten-free bar; the display panel of the METTLER TOLEDO’s HI-Speed model C-31 checkweigher display the exact product weight.
Describing Hornby Organic as “a small but mighty company” currently operated by the two owners and two employees, Irah says the plant currently runs three shifts per week to turn out 8,000 to 10,000 bars per production run.
“We currently produce seven SKUs (stock-keeping units),” Vet explains, “with the Chocolate Chip Peanut Butter being our most popular flavor.
“The majority of our products are sold through the natural channel at grocers such as Whole Foods Market, Fortino’s, Thrifty Foods, Save on Foods, Healthy Planet and a ton of smaller independent health food stores across Canada,” relates Vet.
“Our 80-gram bars can also be purchased by the box of 12 bars,” says Vet, citing the product’s purely organic, Canadian-made, gluten-free, dairy-free, and soy-free ingredient profile that is fuelling its popularity among the new generation
of younger, active and health-conscious consumers who seriously care about today’s dominant environmental issues.
“At the moment, our online store sales are still a very small portion of our overall sales,” says Vet.
“We still make all our bars more or less to order,” he explains, “which ensures our bars are the freshest they can possibly be upon leaving our warehouse.
“We also are growing organically and have worked really hard at perfecting our craft with a limited offering before scaling too large.”
Describing the nutrition bar business as “an extremely competitive product category,” Vet says the company’s greatest competitive strength is its ability to offer 100-percent organic Canadian-made bars at affordable prices to the Canadian consumers.
“Per 80 grams of product, we beat almost every other bar in the market on
(top from left)
(from left) Syntegon system’s HMI (human-machine interface) touchscreen terminal enables on-the-fly speed and other adjustments; the Syntegon model Pack 102 flowwrapping system using rollstock foil-lined film to pack bars at up to 150 pieces per minute.
price,” Vet states, “and most importantly-they taste amazing!
“We have a simple process when it comes to making our products,” Vet explains.
“We mix all the ingredients up and then we form, package and case the bars,” says Vet. “We use a variety of production equipment throughout each process,” he says, “and are constantly evolving our methods to make things easier on our staff and ourselves.”
Earlier this summer, the company installed a fully automatic flowwrapping machine—a Pack 102 flowwraper manufactured by Syntegon Technology Gmbh and supplied through Excel Packaging Systems—to speed up and automate a large part of what used to be a fairly manual and labor-intensive packaging process.
“We currently have only one production line,” says Hornby Organic co-owner Cayleigh Rees, “but our overall process is becoming more automated as we move forward.
“Irah has recently built a packing robot to help put the packaged bars into cases,” she says, “ an he has worked hard to integrated all the company’s equipment to work with each other, including the Syntegon flowwrapper.
“It’s been huge in helping us scale production while maintaining a small scale operation, space- and employee-wise.”
Adds Vet: “We owe a lot of our success to our manufacturing capacity and being able to scale up and keep up with demand as our business grows.”
Manufactured in Germany by Syntegon (formerly Bosch Packaging Technology) the Pack 102 machine is an entry-level horizontal flowwrapper that packages products in flowwrap packs s at speeds of up to 150 packages per minute
According to Syntegon, “this machine is the ideal companion for mom-and popshops and medium-sized businesses who are taking their first steps in automation,
or simply need a flowwrapper to run small batches.”
For its compact size, the Pack 102 flowwrapper offers a remarkably wide product size range to wrap a whole gamut of small-and-flat to large-and-tall products ranging bars, biscuits and cookies to fresh produce and medical devices, while offering quick straightforward product changeover usually requiring no change parts.
Before proceeding with the flowwrapper installation, however,Vet knew he had to address the issue of product quality assurance for bars coming off the production line at much faster throughput rates than the company’s existing manual visual inspection methods could possibly handle.
With no prior experience with product inspection technologies, Vet and Rees took advantage of a timely opportunity to visit a traveling road-show passing through the area in July of 2019 aboard a customized demonstration bus carrying senior sales and technical staff of Shawpak Systems, a prominent Canadian automation systems integrator with offices across the country.
As the exclusive Canadian distributor and integrator of the full METTLER TOLEDO range of product inspection equipment comprising leading-edge metal detectors and X-Ray inspection systems, Shawpak staff were happy to
take Vet and Rees through an informative product inspection crash-course that ultimately swayed Vet to place and order for a METTLER TOLEDO X33 series X-Ray inspection system and a METTLER TOLEDO C-31 series checkweigher.
As Shawpak Systems president Nigel Turnpenny recalls, “Having the customer visit the bus allowed them to see their product been inspected live and in addition totally understand the features and benefits of the METTLER TOLEDO, such as hygienic design and the due diligence and quality data reporting features.
“It was very obvious the customer understood the robust design for the North American market and ease-of-use from the start,” says Turnpenny, crediting Vet and Rees for being good quick learners.
“The product they wanted to be inspected is ideal for X-ray inspection due to the foil packaging and the different variety of ingredients in the product,” says Turnpenny, “and utilizing the X33 it allowed to ensure optimum detection of foreign material in the final product.
Designed for ease-of-use, the X33 series X-Ray inspection systems offers high detection capabilities in checking smalland medium-sized primary packages for various types of tiny contaminant particles that can inadvertently find their way into the final product, including metal,
“We’re not here just to feed, but to foster a community of inspiration and movement towards an organic future for everyone.”
glass, calcified bone, mineral stone and high-density rubber, among others.
The X33 system uses an advanced generator, along with intelligent X-Ray software, semi-automated set-up and precise detectors, to find a wide range of contaminant, regardless of their size or location within the product, enabling users to:
• Increase brand protection;
• Ensure product safety;
• Comply with retailer codes of practices, as well as all the pertinent food and pharmaceutical safety standards;
• Avoid production recalls;
• Reduce customer complaints;
• Ensure minimal incidence of FRR (false reject rates), which occurs when good product is rejected, leading to increased product waste costs and lost manufacturing time required to rectify the issue.
According to METTLER TOLEDO, “Our X-Ray inspection software ensures minimum FRR through automating setup procedures and establishing outstanding detection sensitivity levels.
To achieve this, the X-Ray system is set at the optimum inspection level to only reject substandard product, as specified by a brand’s requirements.
It also minimizes the probability of FRR increasing, whilst maximizing detection sensitivities—giving manufacturers of packaged products full confidence that their profit are protected from unnecessary waste and downtime.”
Installed in February of 2020, the new X-Ray machine has been working every bit as well as advertised at the Hornby Organic plant, Vet acknowledges.
(top left) Close-up of the METTLER-TOLED0 Safeline X-33 system’s touchscreen control and display panel indicating detection of a foreign object in one of the packaged products.
(top right)
The Safeline X33 X-Ray inspection system ensures reliable detection of metal, stone, glass, bone, and other tiny contaminants managing to make their way into the final package.
“We love the ease-of-use and high-throughput capabilities of the machine,” says Vet.
“We chose METTLER TOLEDO based on the company’s long history, the high quality of its technology, and the high level of technical support that they offer,” says Vet, while also extolling the performance features of the C-31 automatic checkweigher added to the line in June of 2020.
“The checkweigher has allowed us to fine-tune our filling size, which has provided a noticeable increase in batch yields,” Vet reports.
“As we can now review the weights and production data in real time, we are able to make adjustments as needed, while controlling 10o per cent per cent of the process with full confidence.”
Adds Shawpak’s Turnpenny: The C-31 series checkweigher provides a true production statistical data report, and it does not allow products outside of the required weight range to leave the facility.
As every single product is now being fully inspected, there is less room for error due to manual sampling,” Turnpenny notes, and hence faster ROI (return-on-investment) for the customer.”
Vet agrees, citing other intangibles enabled by the new inspection technology: “The staff are really enjoying the quality assurance levels both machines provide to reduce stress levels when the line is running.
“Both Shawpak and METTLER TOLEDO have been great in providing the expert set-up, training and troubleshooting,” he says, “along with terrific after-sales support.”
According to Vet, the new equipment fits perfectly into the company’s general mind-set and philosophy of keeping its environmental footprint as low as possible.
“Sustainability is at the root of every decision we make at Hornby Organic,” he states. “It is the main reason we chose to obtain organic certification back in 2017,” he explains, “and we are always finding ways to re-use or upcycle our incoming ingredient packaging such as the pails, pallet protectors and skids.
We are working hard at our vision to become a zero-waste facility, taking on steps as we can.
“We realize the impact that we can have if we make these strategic decisions early on in our company’s life,” Vet concludes.
“That is why we have partnerships with our packaging suppliers and are always working with them closely to maintain and use the highest-quality materials, especially when it comes to being compliant with our organic certification.”
SUPPLIERS
Shawpak Systems Ltd.
METTLER TOLEDO Canada Inc.
Syntegon Technologies
Excel Packaging Systems
Please see the high-speed METTLER TOLEDO X-Ray inspection and checkweighing systems in action on the Hornby Organic packaging line on Canadian Packaging TV at www.canadianpackaging.com
Visit our virtual showroom pe.show/158 at PACK EXPO Connects
November 9-13, 2020
WestRock’s Meta® Duo offers true multi-channel, in-house automation of one- and two-piece shelf-ready packaging designs and ships-in-own-container units. Utilizing our unique Meta® Systems precision-forming technology, Meta Duo efficiently transitions between 4-sided, 8-sided and half-slotted containers, helping you meet various retailer and e-tailer requirements from a single, small footprint machine.
Multiple channels. One solution.
westrock.com/metaduo
Meta ® Duo
BREAKING BREAD
Ontario bakery using advanced MAP process and machinery to carve itself a bigger slice of the pie in specialty breads market
By Andrew Snook
Photos by Naomi Hiltz
Since joining Weston Foods as an employee in 2006, Rajinder Thind has been rising swiftly through the ranks of the Canadian bakery world. Thind started with the company as a millwright and mechanic, working on a variety of product lines at several of Weston’s production facilities.
Not long after joining the company, he was promoted to production coordinator, and then to plant supervisor. Not long afterwards, Thind was promoted again to the position of plant manager.
He decided to leave this role in 2013 to jump on another opportunity presented to him by Weston Foods, after the com-
pany acquired an additional production facility in Vaughan, Ont.
“They gave me the opportunity to run it as a licensee model, making my journey very quick,” Thind recalls.
From 2013 to 2018, Thind operated the facility as a third-party provider under his company, 3A Management Corp., before making the jump from facility manager to outright owner by purchasing the facility from Weston Foods.
Now home to Thind’s Frontier Bakery, the upstart bakery produces a diverse range of specialty bread products creating under the Frontier Bakery and Baker’s Treat brands.
“I took over this facility at the end of 2018,” Thind told the Canadain Packaging magazine in a recent interview.
“That’s when we became a fully independent, family-owned business,” he says, adding that his company still offers food packaging services for several Weston Foods products.
With his exceptional skillset of industry experience, technical knowlege and entrepreneurial drive, Thind is confident about making Frontier Bakery emerge as a leader in the fresh-to-market baked goods market segment.
Offering an impressive variety of products including authentic naan, flatbread, cookies, buns, bagels, and a vairiety of certified vegan product, the busy bakery operates year-round and employs 45 people at the 30,000-square-foot plant boasting Halal, Kosher and BRC (British Retail Consortium) AA certifications.
“Since we started developing our own new SKUs (stock-keeping units), I feel that I have more freedom to do more innovations, and to use our cumulative knowledge to meet consumer demand better,” Thind says.
“With of these new innovative products in our portfolio, last year we started selling to major customers like Walmart, Tim Hortons, Farm Boy, Circle K, Longo’s, and even to Loblaws directly,”Thind confides.
“This year, we are also delivering to the Costco club stores,” says Thind, adding tht the company’s expertly made flatbread producs are currently its most popular bestsellers.
Athough the Frontier Bakery plant is currently not running at its maximum production capacity, it has the capabilities to turn out over 18 million idividual baked goods units annually, according to Thind.
When Thind started up his business,
the stores that took in his products were far more regional than they are today.
“This is because the shelf-life for his fresh-baked goods was relatively short,” Thind explains, “so it didn’t make sense to ship them all over the country.”
This all changed this past November when Frontier Bakery made a major capital investment in their production facility —namely a Reiser Repak RE 20 thermoform packaging machine that uses modified atmosphere packaging (MAP) technology when packing the bakery’s naan, focaccias and other bread products.
“MAP packaging gave me much more value in the market,” Thind says. “It’s great, and it was a big change for the
better for our operation.
“We used to have only seven to eight days of shelf-life for our products,” Thind extols,” whereas and now we have six to eight weeks.
“We started delivering products all over Canada without using any fridge or freezers,” he points out, “which provides huge overhead cost-savings.”
Thind says there are not a lot of bakeries in Canada currently using the MAP technology for their packged products.
“There are only a few bakeries that started using these machines,” he says, “and they’re mostly used by meat processors.
“In the meat industry they use these
(Below)
A swing-arm HMI terminal controls and monitors the Repak RE20 system’s operations in real time.
(Left to right) Layers of freshbaked Naan flat bread placed on top of one another inside the cavities of the Reiser Repak RE20 thermoform packaging machine.
(Above clockwise)
From left: Production supervisor
Ranjit Josan, quality assurance (QA) technician
Simrat Kaur, and president Rajinder Thind team for a group picture; the Reiser machine features a special hole-punch mechanism to make peg-holes for hanging the packs on merchandise racks; the Repak RE 20 machine boasts a highly hygienic design and construction.
machines to create a vacuum, but in the bakery operration, we use it to insert specialty gases that keep the products fresh and obtain a much longer shelf-life.”
The MAP technology is used during the sealing stage of the packaging process to create longer-lasting freshness and aroma by replacing the oxygen naturally found inside the packaging
It is replaced by inserting gases such as nitrogen or CO2 (carbon-dioxide)to increase shelf-life stability, explains Jeff Kennedy, sales representative for Reiser Canada Ltd. in Burlington, Ont.
“That was really key for him,” Kennedy says, adding that another design feature Thind wanted was to have a hole-punch made at the top of the package, thereby accommodating many smaller stores that prefer to hang Frontier Bakery’s products on pegs in their customer merchandising areas.
“The other key point for why he felt comfortable with Reiser was having our support,” Kennedy relates.
“He hadn’t purchased any capital equiment before, so he wanted to make sure what he was getting was going to be correct,” Kennedy adds.
“We did a lot of homework with him,” he states. “We showed him different types of packages for him, drawings, dimensions … and he got very comfortable with that.”
Thind spent nearly a year researching his options before making up his mind and opting for Reiser’s technologies.
After selecting the Repak RE 20 thermoformer, it took Frontier Baker only four months to go from purchasing the equipment to the commissioning stage.
“I was lucky because I bought this machine from their display show-room,”
Thind says. “So it was quicker for me.”
Once the machine was up-and-running, Thind was soon confident to be able to market his products nationwide.
“Before, if I had to go to the west to Calgary or Vancouver, there was no way to take my fresh products there without a referral,” he says, “and that becomes a big cost and an obstacle to competing with the established local players.
“But with the MAP technology, we can compete with all those local players,” Thind proclaims.
“My products now have a longer shelflife than what they’re producing there,” he assrts, “which makes it more attractive to the stores selling these prodcuts.”
Thind adds that he is now able to ship larger volumes of products to fill more shelf space, which is also more appealing to many of his larger customers.
“You can fill the shelves and have a better presentation,” he says. “Instead of 10 bags per SKU on the shelf, you can have 50 bags on the shelf.”
For their part, smaller stores also like the MAP technology because it reduces the volume of delivery trucks coming into their shipping areas.
“Stores like Circle K or gas stations, they’re interested in MAP because they can keep the product on their shelves longer,” Thind explains.
“They don’t want grocery trucks showing up every day, so now they can take products every other week, knowing that they won’t go bad.”
The Frontier Bakery currently operates a total of five production lines, including the one line that utilizes MAP technology.
Four of those lines are used to produce a combination of fresh and frozen flatbread products, which Thind says is a very competitive product category.
“It’s a very tough industry segment,”
(Above from left)
All finished packages pass through a Fortress Phantom metal detector for final quality assurance before packaging; A Videojet 1520 small-character continuous inkjet (CIJ) printer applies crisp line of product codes and other variable product information onto the finished bread packs.
(Below)
From Left: QA technician
Simrat Kaur, QA manager Ravneet Gill, president Rajinder Thind, production supervisor Ranjit Josan.
he states. “There’s a couple of big established players, Crispy and FGF Brands, whose brands have been in the market for 10 years and 20 years respectively.
“So I’m pretty much the new guy on the block,” Thind says, stressing that his family’s ‘hands-on’ approach doing business priovdes his company with a critical competitive edge.
“We are a family-owned business,” he states, “whereby my team and myself are very much involved in our day-to-day activities.
“So we have a lot of direct input in terms of recipes and baking,” Thind says. “Our success comes mainly from the many innovative recipes and the distinct taste profile of our products.”
Frontier Bakery’s products begin their life-cycle at the facility’s four flour silos, currently storing three different types of flour.
“We have batching systems where we automatically create flour mixes according to the recipes and add the flour to the mixers,” Thind explains. “We also have a scaling system for the minor ingredients, and those also go into the mix.”
After the ingredients are mixed, the batter travels to the dividers and depositors, and then over to the proofer.
“The product stays with the proofer for 40 minutes to get some rest and to let the dough develop during that resting time,” Thind relates. “After that, it goes through the sheeting and we get the size of the product, then it goes back to proofing for 20 minutes again, and then over to the baking process.”
The product then rests for an hour on the cooling racks before transferring on to the packaging section.
“At the packaging stage, it either uses the MAP technology or goes directly to the regular polypropylene bags, which then move on to the sealing and locking
system,” Thind relates.
“They then go through metal detectors to verify the product is safe for eating, and then move on to the trays or boxes, as required.
“All the frozen products then go on to the shipping boxes and cases, while the fresh products go to trays and, from there, onto the delivery trucks.”
Thind says he has been very happy with his relationship with Reiser since purchasing his Repak RE 20 thermoform packaging machine.
According to Kennedy, Reiser tests all of its equipment at its main distribution facility in Canton, Mass., before it gets delivered to a customer, so setting up the machine typically takes very little time once it reaches its destination.
“During the installation, our techni-
cian was already on-site and we were making packages by the end of the day,” Kennedy recalls. “We stayed there for a week with Rajinder, making sure that all staff knew how to use the machine, and the maintenance staff knew how to maintain it.”
“They (Reiser) have been really good to us,” echoes Thind. “Besides the excellent packaging equipment, they provided us with great advice on how we could use this technology to extend our market reach along with our product shelf-life.”
SUPPLIERS
Reiser Canada Ltd.
Fortress Technology Ltd. Videojet Technologies, Inc. KLR Systems
Please see the Reiser Repack RE 20 thermoform packaging machine in action at the Frontier Bakery plant on Canadian Packaging TV at www.canadianpackaging.com
IN WORKING ORDER
Quebec order fulfillment center continues its swift rise up the industry’s pecking order with relentless focus on customer service and continuous improvement
By George Guidoni, Editor
Photos By Pierre Longtin
Taking orders all day long and executing them to perfection is all part of working life for people in many industries, but it’s nothing less than lifeblood for companies like WIPTEC, a busy third-party logistics (3PL) provider in Sherbrooke, Que., where accurate on-time order fulfillment is the difference between prosperity and extinction.
Founded in 2002 by brothers Martin and Jocelyn Ball, the precision-operated enterprise offers a compelling case to the virtues of hard work and innovation in turning a fledgling repack services startup into a thriving modern enterprise playing a key role in keeping the wheels of Canadian commerce spinning in good times and bad.
“We are a leader in the Canadian pickand-pack order fulfillment industry,” explains Sebastien Ball, executive vice-president of the company, a role he shares with his co-founder uncle Martin.
“Manufacturers, distributors and retailers outsource their operations to our company by sending us their complete inventory of products and then use us to fulfil their orders to replenish retail brick-and-mortar stores, wholesale stores, and also fulfill orders for their e-commerce sales, be it on their on transactional website pages or through various different online marketplaces like Wayfair, Costco.ca, Walmart.ca,
Amazon, etc.,” Ball explains.
To do so, WIPTEC employs about 350 full-time workers at it sprawling 600,000-square-foot Sherbrooke facility over a three-shift, seven-days-a-week schedule that enables WIPTEC to fill and ship approximately 25,000 e-com orders and 25,000 mastrercases of retail products per day with virtually unfailing accuracy an on-time delivery.
“Our core expertise lies in our unit-picking and case-picking for complex orders containing a wide range of SKUs (stock-keeping units) and re -
Cascades sales representative Marie Dionne (left) and WIPTEC executive vice-president Sebastien Ball discussing valueadded features of the custom-made FloorBox cartons produced by Cascades in Montreal.
“Manufacturers, distributors and retilers use us to fulfil their orders to replenish retail brick-and-mortar stores, wholesale stores and different online marketplaces like Wayfair, Costco.ca, Walmart.ca and Amazon.”
specting precise requirements for each end customer,” Ball told Canadian Packaging in a recent interview.
But while the size of WIPTEC’s operation and staffing levels paint a picture of an industry heavyweight, Ball says the company actually ranks somewhere in the middle-of-the pack of the Canadian 3PL industry landscape in terms of siz, scale and volumes.
“WIPTEC is a mid-size player in the 3PL industry, with a strong focus on providng the highest standards of services,” says Ball, explaining that the company’s core customers consist of established brick-and-mortar retailers on the B2B (business-to-business) side of the business, and multitude of online shopping websites operated by some of the major CPG (consumer packged goods) brand-owners and manufacturers.
“In terms of service levels we are amongst the top 3PLs in Canada, with SLAs (service level agreements) that often compare to Amazon fulfillment
centers,” says Ball.
“In terms of order accuracy, overall service quality, response time and shipping delays, we are positioned amongst the best in Canada.”
This sustained track record of business excellence has not gone unnoticed.
In May 2019, major Montreal-based logistics provider Drakkar Logistics acuired ownership ship stake in WIPTEC, enabling the company to accelerate its plans for a major pending capital expnsion project.
Scheduled for completion next year, the planned $150-million capital investment project has already commenced with the building of a brand new, state-
of-the-art, 1.7-million-square-foot fulfillment center just south of Montreal in Longueuil, creating over 1,000 new full-time jobs in the area.
According to Ball, the new facility will provide the the company with increased marketplace exposure, an expanded customer base, quicker access to key markets, and an influx of new-generation automation technologies.
“We already ship coast-to-coast across Canada from Sherbrooke,” Ball relates, “but the new facility will also provide us with a great strategic location, being right next to the Highway 30 that connects to the U.S. border, and all the major trans-Canada highways.
“It is also a great location for us in terms of access to a large labor pool, which is often an issue in this industry,” Ball points out, noting that labor issues have understandably become a hot topic in the industry since the start of the global COVID-19 pandemic last year.
Although the company has implemented all the necessary social-distancing, sanitation, protective clothing and other critical measures to minimize the risk of coronavirus infection in the workplace, it also had to come to grips with an exponential surge on orders on the e-commerce size of its business—stretching its available manpower to the limits.
“It was like coping with a 1,000-per cent increase in orders overnight!
“Our e-commerce B2C side of the business was already growing very nicely before the pandemic by about 30 per cent annually,” Ball explains, “but now we have some customers whose order volumes have jumped by 300 or more per cent from last year.”
Whereas the Sherbrooke facility’s second evening shift used to be an opportunity for WIPTEC to wrap up any unfinished business left from the first morning shift, “We now have over 100 people working flat-out on the second shift filling out orders,” Ball says, “compared to about 20 or so just a year ago.”
Despite all the extra work, Ball says he is proud of how his staff has handled the challenge so far without missing a beat, while maintaining the company’s lofty standards for order accuracy and ontime delivery.
Citing 99.8-percent picking accuracy for e -commerce order fulfillment and 99.9-percent for the B2B orders, Ball estimates that WIPTEC is easily in the top five per cent of all pick-and-pack order fulfillment businesses operating in Canada based on those metrics.
Says Ball: “The key value proposition that WIPTEC offers is our best-in-class service levels agreements, which enable our clients to compete against e-com and retail giants and stay competitive in their markets.
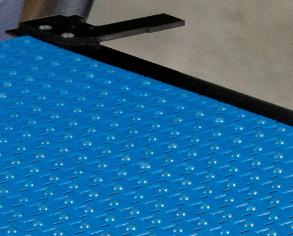
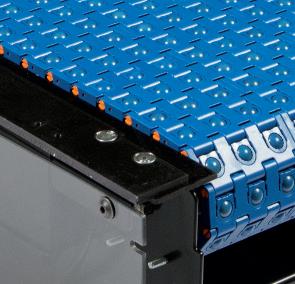
(Top) Automated conveyor systems runing acorss the plant to move the blue picking totes through various stages of the order fulfillment process.
(Above)
The Sherbrooke facility houses over 50,000 SKUs on any given day.
“We also offer very personalized services through our in-house developed WMS (Warehouse Management System) operating software,” he says, “which enables us to constantly adapt to our clients’ needs, as well to the fast evolution of the retail and e-commerce market.
“We also do well in managing large temporary influx of volumes, like during the Black Friday for example, because of expertise in labor management and recruitment,” he adds.
Ball says he is exceptionally proud of his company’s IT team’s efforts in developing and constantly improving the robust in-house LEAD (Lean Efficient Accurate Dynamic) WMS system that guides all of the plant’s and personnel’s
operations in real time.
As Ball explains, “It’s been a real advantage for us to use our own technology because it’s much more flexible, and we’re able to adapt it much quicker, than many of those big giants using other people’s software.
“We have many different kinds of customers,” he says, “so it enables us to customize our service and our process to every customer’s very specific needs.
“Every business we serve is quite different, so instead of putting them all into a one-size-fits-all straight-jacket, we do a lot of customization around our customers’ requirements to suit their business model.”
According to Ball, the LEAD WMS system was designed for seamless integration to the clients’ own ERP (Enterprise Resource Planning) systems, enabling them to keep track of their orders, or to make adjustments to them in real time.
Internally, the LEAD system acts as central command center for all the manual picking operations performed by order-picking personnel—who all have
arm computer strapped to their arms and ring barcode scanners on their fingers—along with controlling the sorting towers and the flow of automated conveyor systems, making sure each finished order is placed in the right tote and makes its way to the correct packing/ bagging station.
“Everything is systems-driven to minimize the risk of human error,” Ball points out.
(Right) Wiptec implemented strict social distancing measures at the packing stations.
“In terms of order acccuracy, overall service quality, response time and shipping delays, we are positioned amongst the best in Canada.”
“Depending on the size of the order, the system will automatically generate the tracking labels and every other document that the packing station operator will need to assemble and pack the outgoing orders according to the clients’ requirements,” Ball explains.
“And while all this is happening, the WMS is running all the time, constantly updating itself to keep track of all the work that has been completed so far on that day, and how much is left to be done,” he says.
“It’s a get tool for helping us track our productivity levels and identifying areas for further improvement,” Ball states.
For an operation housing up to 50,000 different SKUs (stock-keeping units) at any given time, this level of precision is critical at all sages of the process, according to Ball, including packaging.
Due to the nature of the e-commerce B2C business, whereby many e -tailers rely on order fulfillment centers to package their products for them, Ball says it is important for WIPTEC to work with progressive packaging suppliers who not only provide reliable supply of shipping cartons and display packaging for its clients, but also help them to choose the most sustainable packaging options available.
“We make it a point to use only recyclable or recycled plastic films to use as void-fill cushions in out shipping cases,” says Ball, noting that the customers’ requests for more sustainable packaging have increase significantly over the last couple of years.
In this context, Ball says he is very happy about the mutually business relationship that WIPTEC enjoys with leading Canadian corrugated packaging producer Cascades , which is widely renowned and respected worldwide as a trailblazing pioneer in recyclable and recycled content packaging solutions.
(Above) WIPTEC executive vice-president Sebastien Ball says he is highly impressed by the high quality and user-friendly design of the FloorBox cartons produced by Cascades.
Aside from supplying the Sherbrooke facility with stock corrugated shipping carriers, Cascades also collaborates with WIPTEC in the development of innovative specialty packaging designed for specific industries and individual customers.
Most recently, this collaboration led to the launch of a fairly sophisticated and unique display packaging solution designed for the fast-growing online flooring supplies vendor FloorBox
“These are very strong and sturdy display boxes in which we put various samples of FloorBox flooring products that they have us ship directly to their customers or potential clients,” Ball explains.
“FloorBox is a purely online business that has no physical retail locations,” Ball relates, “so this box of product samples is really the only physical link between themselves and the customer.
“They approached us 18 months ago to come up with an effective solution for them, and that’s when we called on Cascades,” he recounts.
“I got a call from Sebastien in June of 2019, saying he had an exciting new product that he wanted to ship via an e-commerce platform, and that he wanted to have a real ‘Wow’ effect in the packaging for this product,” recalls Marie Dionne, sales representative for the Cascades Containerboard Packaging Division in Drummondville, Que.
“So I pursued the client with a detailed question process to clearly understand their business, their main problems, and the implications of those problems,” Dionne relates, “after which I mapped Cascades’ design capabilities to their needs.”
After trying out several prototypes, Cascades designers came up with a distinct, attractive, tight-fitting tuck-andfold construction that provided perfect protection properties for the product, while also using the outside surface to print a large brand logo and the inside of the top panel with all the relevant product information for the contents.
Produced and printed at the Cascades Viau plant in Montreal, the custom-designed boxes have been warmly endorsed by both FloorBox and WIPTEC alike.
“It is a very professional-looking box that has proven to be a very effective selling tool for FloorBox,” says Ball, adding WIPTEC currently uses roughly a thousand of these boxes per month.
“It’s a fairly small amount because it’s a very new business,” he says.
“But as they continue to grow, I’m sure we’ll be using much more of them fairly soon,” says Ball, stressing the importance of value-added work and service that Cascades routinely offers WIPTEC to improve its own packaging skill-set.
“They are an exemplary partner for us: a proud Quebec company that spares no effort to find the perfect solution for its customers, much like ourselves.”
Adds Dionne: “We really have a really good relationship with WIPTEC, and we are 100-percent dedicated to understanding their needs and solving their problems.
“I am very happy they like the quality and the aesthetics of the new FloorBox because we are very much a design-oriented company,” Dionne states, citing the company’s recently-launched Cascades E-com line of packaging solutions brimming with innovation.
“We have been able to test several of our innovations with them by giving them prototypes to test during their
(Top)
Supplied by Packpro Systems, the AirPouch void-flll system from Automated Packaging Systems uses recycled-content plastic film to make protective air-cushioning.
(Above)
Part of the plant’s vast inventory of shipping labels.
operations,” she says, “and they’ve been very good at giving us feedback and advice to make sure that our innovations answer their clients’ needs.
“They are helping us understand our own business better and how we can make improvements to grow each other’s business,” Dionne states.
“We see WIPTEC as a valuable partner,” she concludes, “and we are really looking forward to helping them grow with our packaging solutions and innovations.”
SUPPLIERS
Cascades Inc.
Packpro Systems Inc.
Automated Packaging Systems, LLC
Introducing bio-renewable inks that bring more profitability.
Now you can satisfy your appetite for natural, cleaner, and greener food paper packaging. That’s because Sun Chemical’s new SunVisto® AquaGreen water-based inks have significantly higher levels of bio-renewable naturally derived resin content. These carefully formulated inks are not only resistant to abrasion, water and grease — they offer superior performance, sustainability and the industry’s best technical support.
Request your copy of our white paper at sunchemical.com/natural or contact us at 1-708-236-3798. working for you.
BoxSizer ® Right-Sizing Technology
At Speed Of Light
Canadian automation company rolls out next-generation UVC light technology to help stop COVID-19 pandemic spread dead in its tracks
By George Guidoni, Editor
It is often said that necessity is the mother of invention, and given the recent resurgence of the devastating COVID-19 epidemic in Canada and elsewhere, virtually any technology that can help stop the spread of coronavirus dead in its tracks ought to be welcomed as the mother of all inventions—at least until the much sought-after COVID vaccine finally comes to market, and is proven to work.
And while it may be far from the coveted Final Solution that the world so desperately needs right now, the new germicidal UVC light-based disinfection technology developed by the Canadian inventor, Alex Farren, a micro-biologist, and CEO of the Oakland, Ca.-based company BlueMorph Health Solutions, may just be the key to minimizing the risk of contracting coronavirus in thousands of classrooms, offices, vehicles, hotel rooms and countless other confined public places across North America.
Now available in Canada via an exclusive distribution license through Orangeville, Ont.-based industrial automation integrators PLAN Automation Inc. , this safe and easy-to-use UVC light-based sanitation technology is showing great potential in destroying COVID-19 virus indoors without using any chemicals or other commonly used disinfectants.
Originally developed to provide wine and other beverage producers with an unobtrusive method of sanitizing their vessels, tanks and containers without the use of chemicals, the novel technology is based on the use of UVGI (Ultraviolet Germicidal Irradiation) electromagnetic radiation treatment that can destroy the ability of microorganisms to reproduce
by causing photochemical changes in nucleic acids.
The key components in these systems are the low-pressure UV lamps—sleeved in special shatter-proof polymers—to zap coronavirus and other viruses out of the air by directly destroying their DNA make-up upon contact.
According to recent tests conducted by BlueMorph at the EPA/FDA-certified ALG (Analytical Lab Group) facility in the Minneapolis area, the proprietary BlueMorph technology—featuring 18 different patents— was 99.99-percent effective in killing the coronavirus in an enclosed facility within the prescribed time frame.
“It will basically disinfect a 500-squarefoot room in 12 minutes,” says PLAN Automation’s managing director Mark Liddell, who worked tirelessly over the last few months to bring the technology to Canada after testing the initial work-
“You
PLAN Automation’s managing director Mark Liddell strikes a proud pose next to the mobile BlueMorph UVC disinfection system designed to kill coronavirus and other nasty viruses and bacterias circling in the air and clinging to surfaces inside confined indoor environments.
simply wheel the system into the room, set the timer, leave the room and use the wireless tablet to activate the machine inside to energize the unit to begin its disinfection cycle.”
ing prototypes at ALG.
As Liddell explains, the mobile BlueMorph units have recently gone into full production at a contract manufacturing facility in Kentucky and PLAN Automation is already taking orders for the mobile remotely-controlled systems in Canada, with the listed price of $38,500 per unit.
Bearing an uncanny resemblance to the once-futuristic laser-beam machines used for alien warfare in the 1950s science-fiction movies, the standard BlueMorph unit is mounted onto a mobile square generator box attached to a twowheeled chassis below and mounted, with an extended adjustable stainless steel arm holding the UVC light-bulb assembly in place in a precision machined rotary array that bathes the entire enclosed space with UVC light for the pre-determined time period.
“You simply wheel the system into the room, select the room size, set the timer, leave the room and use the wireless tablet to activate the unit to begin its disinfection cycle,” Liddell explains.
“The intense blue light bounces off parabolic reflectors on the lamp array which uses custom power algorithms to pulse the light at a frequency that allows it to emit energy-driven germicide into the space around it—including shad -
owed surfaces underneath all the tables and any other furniture to cover all the areas in that room.”
According to Liddell, a single BlueMorph unit can be effectively used to disinfect an area of up to 2,000 square feet in size with multiple cycles, making it ideal for use in classrooms, offices, locker rooms, cafeterias, public bathrooms, exercise rooms and other smaller shared indoor public spaces.
“The key thing to understand with BlueMorph is that it does not prevent the contamination of surfaces,” Liddell says, “but that it gives you a clean start by creating a completely disinfected space by deactivating the DNA molecules in the cells of the virus to prevent them from reproducing.
“The big fringe benefit of this technology,” Liddell points out, “is that aside from killing coronavirus, it also kills all the other nasty bacteria such as streptococcus, E. coli, listeria, salmonella, and the seasonal influenza virus immediately upon contact.”
Says Liddell: “The equipment is not designed to be operated in the presence of humans because of the intense emissions at the 254-nanometer wavelengths generated by the UVC bulbs, which can cause skin rashes and retinal damage during prolonged exposure, but casual exposure is not a problem.
“In fact, the system is equipped with two special motion sensors to stop the machine in case someone enters the room unintentionally during the disinfection cycle.”
As Liddell says, “Science is a theory until it’s proven to be science by conducting laboratory testing, and with BlueMorph having been validated in an EPA/FDA-certified lab we have all the proof we need that this equipment meets its claim to control the spread of coronavirus.
“This is indeed a disruptive technology,” Liddell states, “much like Blackberry was a disruptive technology for the
(Left to right) PLAN Automation’s delivery truck proudly displays large images of BlueMorph UVC disinfectant systems on sidewalls of the attention-grabbing trailer housing the display units.
(Below)
It takes less than 20 minutes for a BlueMorph system to completely disinfect a standard-sized classroom.
cellphone market when it was first launched 25 years ago—leading the way for a new generation of smartphones that we all use today.
“I am very concerned that our society as a whole has yet to come to fully realize the paradigm shift we have experienced since the COVID-19 pandemic landed on our doorstep,” Liddell asserts.
“If we look back at the way we looked at the world in our day-to-day lives until October of 2019, very little of what we took for granted only 12 months ago will exist going into the future.
“And sanitation protocols will be a big part of that paradigm shift,” he asserts.
“If you look at what COVID has done to our economy, the travel industry, the hospitality industry and, of course, the devastating impact on the education sector, you can argue there is a real altruistic aspect to this technology insofar as it will help restore people’s confidence to resume many of the daily activities that they are afraid to engage in right now.”
Citing the urgent need to keep schools open and the huge expenses required to keep sanitizing the schools’ interiors with vast amounts of disinfectants and labor-intensive cleaning and scrubbing between classes, Liddell insists the BlueMorph technology provides a highly cost-effective means of keeping schools safe for both pupils and staff.
“After the students and teachers leave the school to go home, custodial staff go into classrooms to do their normal daily sanitation routine, like emptying out wastebaskets, and as they do that, they can wheel in one of these units, program it to run for a pre-determined duration depending on classroom size, and then wait for a signal on their tablets to let them know that the sanitation cycle is completed .
“When they leave the classroom for the night, they put a tamper-evident sticker between the door and the door frame to confirm that the room has been sanitized, so that when the teachers ar-
In addition to killing all air-borne viruses, the BlueMorph system also kills contaminants on both hard and soft surfaces everwhere inside the room.
rive the next morning before class they will know that their classrooms have been disinfected.
“Some of the teachers we talked to went nuts when they first heard of it,” says Liddell, also citing exceptionally strong interest expressed in BlueMorph technology by a fast-growing number of school boards across Ontario struggling to keep their schools open during the pandemic.
“We must also consider the potential long-term health effects of heavy reliance on chemicals to disinfect indoor spaces,” Liddell points out.
“We can’t even take peanut butter sandwiches to school any more because of allergies and suppressed immune systems,” “and yet no one has done any studies to assess the cumulative effect of chemicals and residual toxins in educational or any other enclosed environments, he argues.
“On the other hand, we know that BlueMorph is an inert process, it has no toxins, and it cleans without leaving any residue,” Liddell proclaims, adding that the UVC lightbulbs used in the BlueMorph systems are rated for at least 12,000 hours of use, or an equivalent of a single daily shift for over six years.
While Liddell expects the demand for BlueMorph technology to grow rapidly in several key target sectors, including hospitality and transportation industries, he is keen to focus the initial marketing efforts on the educational sector.
“Right now our marketing strategy is going after education first because we believe that it’s in the
best public interest,” he explains. “We must lift the gloom of despair that exists in the public about sending their kids to school, and teachers feeling safe about going to work.
“While I am not overly religious, I have a righteous audience,” Liddell says, citing high-level support from influential politicians and school trustees in implementing BlueMorph technology in their school districts.
“I honestly believe that it’s our moral and ethical obligation to make sure that school boards are aware of a technology that can be real a game changer in classroom environments,” says Liddell, adding that PLAN Automation also offers schools a leasing option for BlueMorph equipment for $1,300 per month.
With over 20,000 public schools scattered across Canada, Liddell says that PLAN Automation has found a once-in-alifetime opportunity to expand its base way beyond its traditional manufacturing and packaging line integration business.
“If we were to install an average of two of these units per school, we’re talking a potential market for 40,000 units,” says Liddell, adding that BlueMorph has already ramped up production of the mobile units up to 5,000 systems per month.
“This is a brand new market for us,” Liddell concludes, “and for someone who has been operating successful business enterprises for over 45 years, I must say I have never been as excited or energized about a new business opportunity like this one.”
The Shrinking Footprint
Metal detection systems pioneer focuses on compact design and remote diagnostics to provide efficient solutions for unsettled times
When it comes to buying criteria for inspection equipment, commercial viability will often make or break decisions. Yet right now, the COVID-19 crisis is pushing space-optimized design and remote diagnostics to the top of the agenda.
Founded in Toronto in 1996, pioneering metal detection technologies stalwart Fortress Technology Ltd. has been quick to explore why compact food inspection systems are rapidly becoming the ‘new normal’ in food processing and other manufacturing applications.
Footprint has long been a consideration when choosing packaging and processing equipment. In North America, where rent per-square-foot in industrial manufacturing plants currently averages US$6.36, factory space really comes at a premium, and given the ever-increasing cost of industrial real estate, each cubic foot has to be maximized.
In production and packaging facilities where every inch counts, establishing new practices that will enable factory personnel to work safely during the COVID-19 pandemic is a huge challenge. Preventing the spread of the virus within the workplace is all about creating distance and physical barriers between workers, but space is in short supply in most facilities.
Redesigning factory layouts is not easy, requiring considerable investment. However, producers have a duty of care to operators to ensure they are working in a safe environment.
Rather than reconfiguring production line layouts, companies are examining how they can redeploy and organize operators in a safer way, for example, by altering shift patterns.
In other words, the focus is on moving people rather than machinery.
As factories adapt to these new ways of working, Fortress Technology founder and president Steve Gidman anticipates
equipment compactness to become even more important.
“From a factory floor perspective, adapting to COVID-19 is all about creating space,” Gidman states.
“Smaller footprint equipment creates more space for people to move around without being restricted to certain pathways,” he comments.
One of the ways in which companies can save line space is to opt for a combined checkweighing and metal detection system, as mounting these systems on the same conveyor results in a far smaller footprint than stand-alone units would occupy.
Combination metal detector/checkweighers are not a new concept, but in current climate, the case for justifying investment in such systems has never been stronger.
As a company closely attuned to major shift in the marketplace for product inspection technologies, Fortress itself is gearing up to unveil its first ever offering in the space under the Raptor brand name.
Available as a stand-alone check -
One of the ways in which companies can save line space is to opt for a combination checkweighing and metal detection system.
“You can’t get away from the fact you need separate rejects for weighing and metal, as the rework required for rejected products is very different.”
weigher or combination system utilizing Fortress Stealth or Interceptor metal detector models, the system delivers flexible, hygienic and user-friendly operation in a compact footprint.
The machine dimensions have been minimized via several innovative design features.
Intelligent configuration of the reject mechanisms, for example, means that this new system occupies much less space without sacrificing the exceptional performance that Fortress always strives to deliver.
“You can’t get away from the fact you need separate rejects for weighing and metal, as the rework required for rejected products is very different,” explains Gidman. “However, Fortress has designed the Raptor checkweigher so it can slot alongside existing metal detectors with opposing, rather than end-to-end rejects,” Gidman continues.
“This helps to reduce the length of the reject system by nearly 20 inches.
“While 20 inches might not sound like a lot of space,” Gidman acknowledges, “it can be the difference between a safe working space and one that doesn’t meet requirements.
“Also, if you equate it to the amount you are paying per square foot, it translates to a tangible cost saving,” he adds.
Another way in which the Raptor system offer space-saving advantages over rival systems is through the flexibility this platform offers, according to Gid-
man.
Although Fortress manufactures a standard Raptor system for customers wanting a short lead-time system for handling products up to 15 inches (500mm) in size and up to 17 pounds in weight, the company can also custom-manufacture a system that’s virtually half the length for inspecting smaller products.
One scenario where space-optimized combo systems can really come into their own is on labor-intensive readymade meal packaging lines, where multiple components are added manually.
Here, where individual working space can’t be maintained, many factories have had to install physical screens to separate operators. Either solution increases the line space required to safely perform this
operation, so downstream equipment space savings are needed to free up even more space.
As well as creating an urgent growth driver for more compact systems, the COVID-19 pandemic is accelerating adoption of remote access functionality across all types of inspection equipment.
“Most modern metal detectors and checkweighers have in-built remote diagnostics,” Gidman notes, “but until now this function has been largely under-utilized.
“However, recent months have seen it taking on increasing importance as companies seek to protect staff and reduce travel and face-to-face contact,” Gidman states.
There are several reasons for this shift in behavior.
Some areas of the food industry have faced unprecedented demand in recent months as consumer spending has shifted from the out-of-home hospitality sector to retail grocery.
Additionally, food supermarkets have grappled with unpredictable purchasing behaviors and patterns.
Hence, any issues with equipment have had to be resolved as quickly as possible, with minimal disruption and person-to-person contact. In these circumstances, remote troubleshooting provides the ideal solution.
Even if the issue cannot be resolved remotely, it can serve as a first-line approach, arming engineers with valuable information so that the required site visits can be as brief as possible.
Now that companies have started to realize the benefits of remote assistance, Fortress believes it is unlikely that the industry will revert to the more traditional face-to-face approach, and that it will be a major focus for further innovation in the years to come.
Likewise, the food industry will continue to demand inspection systems with ever more compact dimensions.
While technological progress will continue to forge ahead in this area, there comes a point when both physics and the need to guarantee product quality place limitations on reducing system size.
At the end of the day, it is all about finding that coveted sweet spot where footprint, reliability and cost of ownership can all be perfectly balanced.
SUPPLIERS
Fortress Technology Ltd.
In many production and packaging facilities around the world, the COVID-19 crisis has pushed space-optimized design and remote diagnostics up the agenda.
Steve Gidman, Founder and President, Fortress Technology Ltd.
The new Raptor combination checkweigher and metal detection system was designed to help production facilities maximize their available floorspace.
THE PERFECT GIFT
Online gift shop boost throughput and accuracy while minimizing human error with smart conveying technology
By Sydney Riggs
Today’s e-commerce companies are challenged so quickly to fulfill their orders that next-day, and even same-day deliveries are no longer perks for e-commerce consumers— they are expectations.
Consumers are demanding more choices, and are willing to change brand allegiance to get better value and service. To remain competitive, every step in the e-commerce fulfillment process must be handled
accurately, efficiently and quickly to maintain a positive customer experience.
One company that has mastered this challenge with aplomb is YourSurprise.com (YourSurprise), a Dutch online fulfillment company that markets personalized gift items to a wide and diverse marketplace comprising 22 countries.
Founded in 2005, the company has seen consistent rapid growth in sales, and particularly so within the past seven to eight years, when its
orders have increased significantly. Today, YourSurprise is shipping around two million gifts per year, with an annual growth rate of 30 to 40 per cent.
“We are working with emotional products that improve the bond between people,” says YourSurprise production manager Bartjan van Damme. “These gifts include products like pendants, chocolates, photo albums, mugs and custom shirts,” van Damme says.
“The distinguishing factor that truly sets YourSurprise apart from other fulfillment companies is that ours are specialized products that are all personalized.”
By their very nature, personalized gift items require delicate handling. Manual fulfillment of these items is fine with low order counts, but as YourSurprise expanded and transitioned from a small online boutique to a company with major production throughput, the challenges of order
accuracy and on-time delivery accelerated exponentially.
“Because of our accelerated growth in the numbers of gifts needing to be shipped, we really needed to work more efficiently,” explains van Damme.
Another complication YourSurprise faced was highly variable demand, particularly as the company spread into new countries with different holiday seasons.
“For example, Father’s Day in Western Europe is completely different than in the Nordics, so May and June are very busy months,” van Damme points out.“Then there is the winter holiday season, when approximately 40 per cent of everything that is sold is shipped during the last six weeks of the year.”
Adding to the challenge was the fact that YourSurprise was dealing with multiple shipping companies in different countries—creating a massive struggle with sorting packages.
“Our whole production line went smoothly until we got to the bottom link at the end-of-line process,” recalls van Damme. “We had a lot of packages that had to be shipped to many different countries—a process that is generally prone to mistakes.”
Sending out thousands of orders daily, human error was causing a significant amount of lost profits.
For example, a T-shirt order packed and ready for shipping had to have its shipping label manually checked by an employee to determine what method was going to be used to send the parcel.
The employee would then decide what lane or tray to place it in for shipping. If the worker placed it on
Like many other fast-growing e -commerce businesses, YourSurprise saw increased value in automating parts of its process in order to maximize throughput, while also minimizing shipping errors.
“We needed to build a factory, and it was necessary to mechanize and automate as many of our processes as we could,” says van Damme. “But we still wanted to maintain the same ideals and principles of personalized attention to our customers that we started with.”
Automated pack-and-ship fulfillment for e-commerce requires conveyor systems that provide precision product placement and routing.
Although traditional flat-belt
choice for managing product accumulation, such as is required for staging and spacing delicate gift products into automated packing and labeling systems.
The result is product jam-ups, product damage, misfires on wrapping, wasted packaging materials such as shrinkwrapping film, and re
In 2017, representatives from YourSurprise were at an expo in the Netherlands when they met team members from Shuttleworth, a leading designer, manufacturer and integrator of conveyor solutions, to help resolve the company’s material handling challenges.
The new order fulfillment center built to accommodate YourSurprise’s growing volumes is equipped with smooth-running Shuttleworth conveyor systems customized to ensure exceptionally fast and accurate order processing.
can accumulate, flip, stack, rotate, push, divert, or index products for manufacturing or packaging processes, including e-commerce fulfillment.
“Shuttleworth invited us to look at a project they had recently installed at a plant near ours, where we could see their technology in operation,” says van Damme.
“They guided us every step of the way by suggesting what would suit us and our operation the best, and what would fit into our budget and timeline and predicted growth,’ van Damme relates.
“In September we gave the approval to install the equipment and by then they had only had about six to eight weeks to get up-and-running.
“We had the entire system done, installed and in use by the end of December.”
Focusing on Shuttleworth’s SlipTorque roller technology, more than 2,000 linear feet of ‘smart conveyor’ system were installed at the YourSurprise factory
The Slip-Torque technology is very interesting by virtue of utilizing individually powered, stationary rotating roller shafts covered with loose, segmented rollers, which become the
conveyor surface.
It is powered by a continuous chain to control the drive force of the conveyed gifts, so that whenever the products stop on the surface of the conveyors, the segmented rollers beneath them also stop—generating low back-pressure accumulation and minimizing product damage.
With this approach, it is the weight of the gifts being conveyed, combined with the coefficient of friction between the shafts and the inside diameter of the rollers, that provides the driving force. As the weight of the products increase, there is a corresponding increase in the driving force supplied.
The Slip-Torque’s low line-pressure provided throughout the continuous-motion accumulation conveyors at YourSurprise allows for precise product placement on the conveyors, while it continues to take product flow from an upstream line for a period of time, whereas other conveyors would have stopped well before.
A low-pressure accumulation buffer, called Dynamic Accumulation, absorbs irregularities in the production flow to provides a smooth, even
The Shuttleworth conveyors untilize novel Slip-Torque technology incorporating individually-powered stationary rotating roller shafts covered with smooth segmented rollers to provide smooth and swift-moving conveyor surface.
flow on the line, while the FIFO ( first-in, first-out) accumulation maintains chronological order as items move along the line.
“The Slip-Torque is perfect for us because it exerts exactly the right amount of pressure on the little gifts that we sell,” explains van Damme. “We can transport really thin envelopes without any problem, and that’s really important for us.”
The conveyor system at YourSurprise is designed to carefully transport gifts ranging from one to 40 centimeters in length centimeter (0.39 to 15.7 inches), and weights ranging from 50 grams (1.8 ounces) to 20 kilograms (1.8-ounce to 44.1
pounds).
“The accumulation capability where products are not jamming is also a big factor, especially in the sorting area,” notes van Damme. “We don’t want the delicate products being marred or damaged by the ones coming down the line.”
The system allows the same conveyors to be split into multiple, independently-operating lanes if desired.
For example, the middle lane can accumulate, while at the same time the right lane and the left lane can both convey, or even run in opposite directions.
Each lane can act independently,
Cleaning and drying in washdown environments just got easier
Designed with high-care environments in mind, Loma’s IQ4 RUN-WET® Metal Detector provides a complete system IP69K rating to withstand the harshest washdown environments.
Available for both packaged and unpackaged applications, the system is quick and easy to clean with no drying time required to help maximize production uptime.
but is powered by only one common motor, which also reduces energy costs.
TheYourSurprise conveyors have the ability to modulate the speed of different sections of the conveyors via a central control PLC (programmable logic controller) and HMI (human-machine interface) terminal.
As the products moving down the line, the rollers at the back end of the conveyors can be moving faster than the ones at the front end of it.
With this set-up, YourSurprise’ fragile gifts can be moving at variable speeds on different sections of the conveyors as dictated by throughput requirements.
This controls the product spacing on the conveyors, keeping the fragile items separated and equally spaced from each other to minimize product contact, facilitate infeed into packaging and labeling equipment, and ensuring smooth transitioning into shipping diverts.
The conveyor system also minimizes product contact while steering products into desired locations, such as employing rollers with herringbone patterns to orient products without the use of guardrails, or set-
ting up a series of sequentially smaller roller heights to direct the gift products into the center of the conveyor for packaging induction, without touching any other conveyor parts.
Motorized rollers with tapered corners are also used to maintain product orientation, gently and safely, as it is transported through 45-degree and 90-degree turns.
Because of the unique features of Slip-Torque rollers, the conveyor system provides a safe environment for YourSurprise workers.
The roller contact surface is designed to stop immediately if a hand is placed on it, thus maintaining a safe working environment.
“The system has the capability to identify the different types of products that we are moving through the system, and where they are in the system,” points out van Damme.
“Each order, and all products associated with the order, is assigned a license plate, which is scanned at locations throughout the system so the exact location and status of all orders can be viewed in real time.”
In the case of combination orders where more than one gift is
being combined in a singular shipping package, the system knows to hold those products in a buffer zone until all items have been accumulated, and only then will that order be released for packing and shipping.
The YourSurprise order line starts with the consumer, who visits the company’s website and orders a gift.
This gift is then released into production for personalization, where it automatically loads into a personalized gift editor that adds a name, brand, text, photo or logo.
Once the order is placed, the gift is printed within five minutes and automatically routed through the fulfillment line—order consolidation, packaging, labeling, and designated shipping lane.
“The entire system is integrated into one smooth operation,” ex -
plains van Damme. “We have a lot of fragile goods, so it’s very important for us to have a system that detects that, and can react accordingly with motion sensors located throughout every part of the fulfillment process.”
After the final system components were installed into the new facility in November of 2019, “we have reduced our order error rate by more than 60 per cent, while maintaining 100-percent accuracy with correct carrier assignment for shipping,” say Van Damme. “The final scan at the end of the process gives us certainty that a gift has been produced and has been sorted out to the right carrier.”
SUPPLIERS
Shuttleworth (Div. of ProMach)
Misssion Impossible
Breakthrough printing innovation pointing to a bright future for flexographic printing process and technologies
At first sight, specializing in the impossible doesn’t look like the best way to build a profitable long-term business. But for the Levitton, Pa.based prepress services provide Imageworx, it’s a strategy that has proved highly successful for more than two decades.
To understand what achieving the impossible looks like, consider the company’s winning entry in the Global Flexo Innovation Awards competition organized by Milacron Corporation, Rochester, N.Y.-headquartered manufacturer of the Kodak Flexcel flexographic plate-making equipment and polymers.
Released in 2018, ‘The Art of Magic’ postage stamps were notable for two remarkable industry ‘firsts’: they were the first U.S. postal stamps ever printed via flexo, and the first to exploit 3D (three-dimensional) micro-optical printing.
Unveiled in Las Vegas by the
United States Postal Service , along with the world-famous magician David Copperfield, three of the stamps featured animated 3D effects, including a white rabbit popping out of a top hat. (picture below)
The micro-optical lens printing is technically challenging at the best of times, and would be seen by many as beyond the capabilities of flexographic printing.
As Imageworx president Jeff Toepfer explains: “Producing art and plates to use with micro lenses is an extremely difficult imaging process, calling for the highest level of precision.
BIG THINGS COME
“To meet the resolution requirements for the stamps, we had to image 139,500 interlaced pixels across the web—and do so with perfect 1:1 pixel integrity to produce the interference patterns that create the illusion of movement.”
Toepfer adds that to the best of his knowledge, Imageworx is the only prepress company in the world currently offering micro-optical
With Kallima®, the possibilities are endless
We’ve packed all the multi-ply strength and versatility you’ve come to expect from Kallima® into a foldable, printable, boxable solution for your packaging, cartons, POP displays… and everything in between. Made right here in North America, with its unique high-bulk, low-density construction, Kallima box™ sets you free to focus on what really matters.
the possibilities are endless
We’ve packed all the multi-ply strength and versatility you’ve come to expect from Kallima® into a foldable, printable, boxable solution for your packaging, cartons, POP displays… and everything in between. Made right here in North America, with its unique high-bulk, low-density construction, Kallima box™ sets you free to focus on what really matters.
We’ve packed all the multi-ply strength and versatility you’ve come to expect from Kallima® into a foldable, printable, boxable solution for your packaging, cartons, POP displays… and everything in between. Made right here in North America, with its unique high-bulk, low-density construction, Kallima box™ sets you free to focus on what really matters.
Released by the United States Postal Service in 2018, the Art of Magic postage stamps feature stunning 3D optical effects created by a flexographic printing process, including an image of a rabbit jumping out of a top hat.
lens array prepress for flexography, adding that executing the project would be impossible without the use of Kodak Flexcel NX technology.
“Nothing else can produce such small images on a flexo plate,” he states. “Without it, our success in micro imaging would be very limited,” he says. “It’s quite incredible.”
When Jeff’s father Jerry founded Imageworx in 1997, the business was narrowly focused on supplying separations and plates for dry offset and narrow-web applications, but today flexographic printing accounts for 90 per cent of the business.
“What’s happened has been evolutionary rather than revolutionary,” Toepfer says, “but it’s no less profound for that.
“Every component of flexographic printing—the inks, doctor blades, aniloxes, plate mounting, imaging, plates and presses, has steadily improved. As a result, quality is no longer an issue, and flexo is now the most economical print process of choice.”
According to Toepfer, the com-
pany produces plates capable of holding micro text as small as 0.25-point, and images and holdsdots all the way down to 0.2-percent at 175-line screens.
The company’s proprietary SERO HDM brand of hybrid screening technology produces perfectly smooth gradations and an extended tonal range, without edges where the dot breaks down.
This enables a nearly imperceptible fade to zero, eliminating the need to hold a minimum dot in non-printed areas to avoid the hard break formerly common in flexo.
Besides the 3D optics, these capabilities have opened up other new markets such as security printing, as well as delivering exceptional quality levels in process color printing.
For print trials, Imageworx partners with flexo press manufacturer MPS, of Green Bay, Wis..
“The acid test of any new idea takes place on the press,” says Toepfer, “so understanding what happens in the pressroom is essential.
“The Art of Magic stamps are a good example: in pre-production trials at MPS we successfully ran
the job at the 250-feet-per-minute speed the customer demanded.”
Looking to the future, Jeff Toepfer expects Imageworx’s recent rapid expansion into new markets and applications, notably flexible packaging, will continue, as flexo continues to win market share from offset and gravure printing.
“In the wide-web market, the major trend we see is migration from more expensive gravure technology,” he says.
On the back of this, he adds, Imageworx is now making significant inroads into the flexible packaging sector.
“In just a few years, we’ve seen strong growth in flexibles, to the point where they now account for around 35 per cent of our work, mostly shrinkwrap and bag materials for consumer products.
“Wide-web printers have often struggled to reproduce highlight dots,” he observes, “but SERO and Flexcel NX enable high-resolution imaging and finely-tuned microscopic dot structures, broadening the color gamut for flexo printers by delivering a smoother breakdown of highlight dots.
“We can also apply separate screening algorithms that maintain dot stability on long runs, even beyond one million impressions,” says Toepfer, citing significant productivity increases.
“Press speed is a major purchasing factor in flexible packaging prepress and plates,” he states, “and Sero HDM and Flexcel NX have allowed some customers to increase running speeds by up to 500 feet per minute.”
The company’s recent move into a new 31,500-square-foot facility is concrete evidence of that confidence, which is based on what he regards as the overwhelming economic logic in favor of flexo.
“If people ask me if we have a strategy for persuading clients to move work to flexo, I reply that we don’t really need to,” he states.
“We promote flexo by distributing print samples showing the quality flexo achieves on difficult images, but in the final analysis the economic reality is inescapable: flexo is simply a more economical technology for the end-user, and one that no longer calls for a compromise on quality.”
Visit our virtual showroom pe.show/158 at PACK EXPO Connects November 9-13, 2020
WestRock’s Pak On Demand™ Pouch System 3D scans products on a conveyor, creates a custom, right-sized, curbside recyclable pouch on demand and seals the package for shipment—all with a single operator. The streamlined process not only reduces labor cost, it also eliminates unnecessary void fill and shipping charges and increases packing rates up to five times over manual operations.
Right sized. Right now.
westrock.com/pakondemand
Pak On Demand ™ Pouch System
FORM AND FUNCTION
Mexican foods supplier gains extra competitive edge with unique flexo printing process for thermoformed cheese packaging
Accounting for about a 60-percent share of the U.S. market for ethnic foods, Mexican food a hotly competitive market where effective product differentiation makes a critical difference at the point-of-sale.
Until recently, though, there has been very little in the way of strong visual cues to help shoppers choose between the different types of packaged queso fresco, white Mexican cheese traditionally made form raw cow milk or combination of cow and goat milk.
While there are many variations of this cheese available, depending on the region, they all share across-the-board commonality of being white in color, whereby typically being packaged in transparent plastic packaging makes many of the products look the same on the store-shelf.
Trying to break out of that overwhelmingly white mold, Norcross, Ga.-based Olé Mexican Foods Inc. recently consulted with their former film supplier about printing on the thermoformed package containing its premium line of queso fresco cheeses.
Upon assessing what would be involved, the company politely declined, citing formidable technical challenges.
Undaunted, Olé Mexican Foods reached out to flexible packaging experts at the Cryovac division of Sealed Air Corporation in Charlotte, N.C., whose graphics and packaging experts swiftly sprang into action to make it happen.
Printing on plastic that will be thermoformed must occur prior to forming, so the graphic design must account for the distortion caused by the molding process.
The path to getting it right can be tedious, time-consuming and expensive, but the tight collaboration between Sealed Air and the Moreno family, the owners of Olé Foods, allowed project trials to flow smoothly, and resulted in proper sizing and placement of the artwork on the profile of the queso fresco
packaging.
As one of most popular and widely used Mexican food items, queso fresco presents a unique challenge for brands that want to differentiate themselves.
Queso fresco is typically sold in round, puck-shaped packages with brand information printed on the top and bottom only.
They are also often stacked on top of each other in the retail dairy case, limiting shoppers to a side view and resulting in a “sea of white” unbranded packages.
Olé Mexican Foods was determined to make their product stand out and concluded that printing on the profile of the thermoformed package was the answer.
To make it all happen, Sealed Air’s printing and graphic experts utilized their company’s patent-pending Formed Profile Printing process for web printing applica-
Packages of Queso Fresco cheese from Olé Mexican Foods rsand out in the sea of white packagin thanks to the high-quality graphics printed using Cryovac’s proprietary Formed Profile Printing process.
tions, a revolutionary technology that enables graphics to be printed on a package without distortion and allowing for greater packaging surface utilization.
According to Cryovac, the superior utilization of package surface area allows for increased graphic footprint and improved brand/packaging call-out placement.
Moreover, it allows for additional branding placement options to help ensure package stands out on shelf— eliminates graphic distortion on all content, and allowing for the product barcodes to be placed on side and/or bottom of the thermoformed packaging to increase package scannability.
The proprietary Formed Profile Printing flexographic printing process has no limitations when it comes to color, according to Cryovac, and it can use either raster or
vector graphics, including barcodes, with the size of artwork limited only by the shape and depth of the package.
Able to print on any rollstock press, the process works best on straight sidewall packaging such as cylindrical puck and rectangular/ cube shapes, according to Cryovac, but new geometrical shapes could be developed with additional development and lead time.
Working with Sealed Air allowed Olé Mexican Foods to develop a thermoformed package solution that balances cost and perform -
ance, as well as provide clear, readable graphics on a thermoformed profile—allowing Olé Foods’ queso fresco to become the first Hispanic cheese product in the dairy case aisles to let consumers see the brand without having to pick it up.
On top of a visually pleasing package with graphics that are easy to read at a distance, Olé’s product achieved immediate brand recognition that no other rival cheese brand has.
Olé has applied the new packaging to two different brands and
a total of eight SKUs (stock-keeping units), resulting in a 16-percent sales increase representing US$1.5 million.
After seeing the tremendous value of the queso fresco solution, Olé is currently consulting with Sealed Air to solve more challenges and deliver industry-changing innovations.
“We couldn’t be more pleased with the visibility and recognition the new packaging has given us in the marketplace,” said Blake Johnson, vice-president at Olé Foods.
“Our product now has the differ-
APPOINTMENTS
ABBEY EQUIPMENT SOLUTIONS
formerly known as Abbey Packaging Equipment is a Canadian distributor of Packaging, Inspection and Processing equipment. Leveraging their 30 years’ experience Abbey Equipment Solutions has strategically sourced manufacturing partners of high-quality and reliable equipment for the Food & Beverage and Cannabis Industry. They recently appointed Katie Evans as Business Development/Marketing Manager and Rick Boles as Sales Representative for Western Canada.
entiation that none of our competitors has, says Johnson. “If you take a photo of the Hispanic cheese section, you’ll see a sea of white, with our product being the only one that stands out.”
“With the Formed Profile Printing web technology that allowing for greater utilization of the entire package surface area, our brand will always be visible on the shelf, no matter how it is merchandised.”
SUPPLIERS
Cryovac (Div. of Sealed Air Corp.)
KATIE EVANS Business Development/ Marketing Manager
Let’s just say this, shopping is not my thing. I’ve been a journalist for over 20 years and a craft brewer for the past seven years, two career paths that I think nicely sum me up. I’m a naturally curious bookworm, with a giant dollop of ‘tom girl’ mixed with a flare for fashion and luxury, which drastically clash with the former two descriptors. When I shop, it’s strategic: there’s research and price-matching, with most of it is done online. That is why impulse-buying is such a rare and unusual occurrence. That said, there are products out there that can catch this gal’s eye fast.
In the past year I was introduced to a cosmetic line called Too Faced by a dear friend who is not only a steam engineer, but also a diva when it comes to glamorous make-up and style. My cosmetic arsenal has always consisted of a hodgepodge mélange of MAC, NYC and Benefit product lines, but not since I’ve become utterly obsessed with Too Faced Cosmetics. The product line can be pricey but justifiable in terms of its quality, which is the most important. But it’s the packaging that also reels me in. The boxes it’s offered in are elegant, product names witty and sassy, and what’s inside reflect all of those elements. The actual products are accented with gold, pinks and a vintage font and design flare. So obviously, when I saw the Too Faced Chocolate Bar eye shadow palette, I snatched it up. The compact looks and smells like a chocolate bar—it’s actually made with 100 per cent cocoa powder. The hues within are exactly my skin tone and colours of choice. And one thing I love about Too Faced is that it always includes a How To Glamour Guide insert to help users achieve certain looks. Not at the top of my game when it comes to make-up application I really appreciate this thoughtful gesture. Lastly, when you open the pallet there’s a mirror included, which is rare for eye-shadow products, and I have to say even the click of the compact when closing it is as satisfying and dainty as closing a clutch after showing your ticket to a gala.
As someone who has dabbled as a men’s barber in the past, the Manly Indulgence line of scented candles line gets me every time. With names like Five O’clock Shadow,
(Clockwise) Too Faced Chocolate Bar make-up box; Seed Egg miniature egg carton for flower seeds; Hidden Temple craft gin; Manly Indulgence Suit & Tie scented candle.
Fresh Shave and Black Tuxedo, each scent is clean and rich with musk and a fresh outdoorsy essence. I recently picked up Suit & Tie, which features notes of jasmine, sandalwood and sugary musk, and happens to be the name of one of my favourite Justin Timberlake songs. Needless to say, the impulse to buy this was lightening-fast. While I love the scents and macho product names, the jar these candles are packaged in are lovely—black opaque glass with a snug cap for when not in use, or to deter a certain family pet from eating it.The coating on the glass is so well done, that even when the candle has expired there are no marks or scratches when you clean it out. And I’ll admit that I have re-purposed many of these candle containers over the years.
I found a little package called Seed Egg by Plant to Go a few weeks ago at a random
Marshalls outlet in Hamilton, Ont. There’s no real information about the manufacturer and all I know is that it was made in China. But it was cute and it donned on me that it would make a great little last-minute gift. Yes, I buy greeting cards and random gifts I find interesting, knowing that I can probably match it to a special someone in my life if needed. Anyway, this Seed Egg product looks irresistibly cool, being packaged in a miniature egg carton style container. Inside there are six little clay granulate eggs that house wildflower seeds that will attract butterflies and bees, two of our most important pollinators.
Going back to my luxurious leanings, my spirit of choice has always been gin. And with the craft spirit market exploding in Canada, it doesn’t take one long to find new and exciting local liquors. One of my current favourites is Pepprell brand made in the Kitchener and Waterloo area—the botanicals and zest are my perfect flavor combo. But recently a friend gifted me a bottle of Hidden Temple Canadian Craft Gin, which is distilled in Toronto by Nickel 9 Distillery Inc. The floral and forest aromas are delicate and warming, and I’m told the art on the bottle was created by a local artist. The bottle itself also oozes with sophistication: the shape, the mild tapering, and of course, the pièce de résistance glass top stopper. I will definitely be keeping this classy glass container and filling it with mini LED lights for an accent piece on my coffee table, or even using it as a water bottle when hosting dinners.
AD INDEX
NOELLE STAPINSKY is a freelance writer based in Gravenhurst, Ont.
Leading-edge Product Inspection Systems for Unparalleled Food Production Safety
METTLER TOLEDO’s innovative range of product inspection equipment, designed to integrate seamlessly and connect your busy manufacturing processes with the future, is setting the bar for industry 4.0 advancements with leading-edge metal detection, checkweighing, x-ray, and vision inspection technology.
Let METTLER TOLEDO help you achieve safety and production excellence. Learn more and get your free copies of our comprehensive product inspection guides today by visiting www.mt.com/pi-guides