Automated workcell helps greenhouse operator achieve end-of-line packaging perfection to keep up with growing demand for its premium tomatoes
Story on page 14
Cornelius Neufeld, Operations Manager, NatureFresh Farms
At Paxiom ® , we deliver automated packaging solutions for the demands of today and tomorrow while never losing focus that our customers come first. We are driven by solving problems, providing exceptional value and taking turnkey responsibility.
Move away from conventional pre-made pouches and produce stunning packaging at a lower cost per unit, less storage space and with lower transport costs.
The Boxxer™ Kartnr automatic carton forming and loading machine is engineered to form, load, and close
The smarter way to print is with true CIJ innovation
Videojet 1860 Continuous Inkjet Printer
1. True predictability
Industry-first ink build-up sensor provides true predictability and warnings of possibly degrading print quality, even before a fault occurs.
True remote services*
Multiple access options (Ethernet™, WiFi) and secure VPN communication meet highest standards in the industry as part of VideojetConnect™ Remote Service, and help to improve machine uptime and customer experience.
* Subject to availability in your country
True IP rating
Optional IP66 rating for entire cabinet and hygienic design following industry guidelines; easier integration with slanted printhead design.
True scalability
Workflow modules help to customize the printer to perform the exact need required. It is easy to adapt the printer with new capabilities and functionalities, and to meet growing demands.
MARCH 2019
VOLUME 72, NO. 3
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
Tim Dimopoulos • tdimopoulos@annexbusinessmedia.com
PRESIDENT & CEO Mike Fredericks
ANNEX BUSINESS MEDIA
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
e-mail: rthava@annexbusinessmedia.com
Tel: 416-442-5600 ext. 3555
Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year, USA $138.00 US per year, Outside Canada $156.50 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Some time in the next few years, the global packaging industry will grow into a $1-trillion business, according to a recent Smithers Pira report that projects the value of all the packaging produced worldwide to be worth US$980 billion by 2020.
A number may be just a number, some may scoff, but if the global packaging sector was a country, that number would rank is as the world’s 17th largest economy, worth slightly more than half of Canada’s entire GDP (Gross Domestic Product).
At first glance, such staggering numbers would suggest unprecedented good times for the many key subsectors comprising the global packaging supply chain and infrastructure—package printers and converters among them. But as anyone in the converting sector will tell you, being a package printer is no license to print money nowadays, and in fact never really was.
As a timely new report from Kodak Prinergy points out, “An influx of technologies, shrinking turnaround times, and the demand for shorter and more customized runs are impacting packaging converters both operationally and financially.
“While the long-term impact these changes will have on the industry isn’t yet known, our latest research has evaluated how printing shops should respond today, what technologies they should adopt, and what challenges they need to successfully navigate to keep pace with the competition.”
According to the study, aptly titled Tomorrow’s Print Shop Today, there are seven major themes dominating today’s package printing industry narrative and, without further ado, here they are:
Sustainability. Biodegradability of a material, biorenewability of inks derived from plants, trees, insects
etc., and eco-efficiency of sound sustainable materials management.
Speciality Inks. According to Kodak, “Advances in process color technology will enable converters to reduce their reliance on spot colors [and] pass costsavings on to clients.
Flexo and Digital Presses. The report urges packaging converters to operate a varied mix of flexo and digital platforms in-house to meet the growing array of brand requirements.
Certification Proliferation. Because having the right certification featured on packaging will become increasing vital to brands, “lagging behind in this area may cost converters jobs and clients.”
Active and Intelligent Packaging. With consumer digital expectations going through the roof, “Packaging converters that help create superior digital experiences will be rewarded by them,” according to Kodak Prinergy.
Blockchain Reaction. “Blockchain technology will provide brands with the traceability and transparency they need to ensure the authenticity, security and quality of their products,” the report sates. “As this technology advances, brands will require their partners to support it up and down the supply chain.”
Workflow Automation. Nothing really new here aside from what most converters already know, but just to make the point stick: “Workflow automation solutions deliver on the promise of digital by making it faster, easier and more transparent for brands to do business with packaging converters.
“Shops that embrace a best-in-class, breakthrough automation solutions will reap the benefits for years to come.”
DEPARTMENTS & COLUMNS FEATURES
19 FAMILY ROOTS By Pierre Deschamps
Root vegetables producer plants seeds for future growth with a new brand of organic Nantes carrots.
22 GROWING THE EXTRA MILE By George Guidoni
C anadian fresh produce sector feeling upbeat about future growth prospects on the eve of the industry’s annual technologies showcase.
29 IS YOUR PACKAGING SAFE? By Cheryl Sullivan
The importance of proofing your food packaging through a valid certification process.
32 FORTUNE FAVORS THE BOLD By Alanna Fairey
Raw pet-food manufacturer using top-notch packaging machinery to ensure optimal product quality and extended shelf-life.
35 EJOYING LIFE
X-Ray inspection technology hits the quality sweet spot.
37 THE HALO EFFECT
Taking the stress out of metal detector testing.
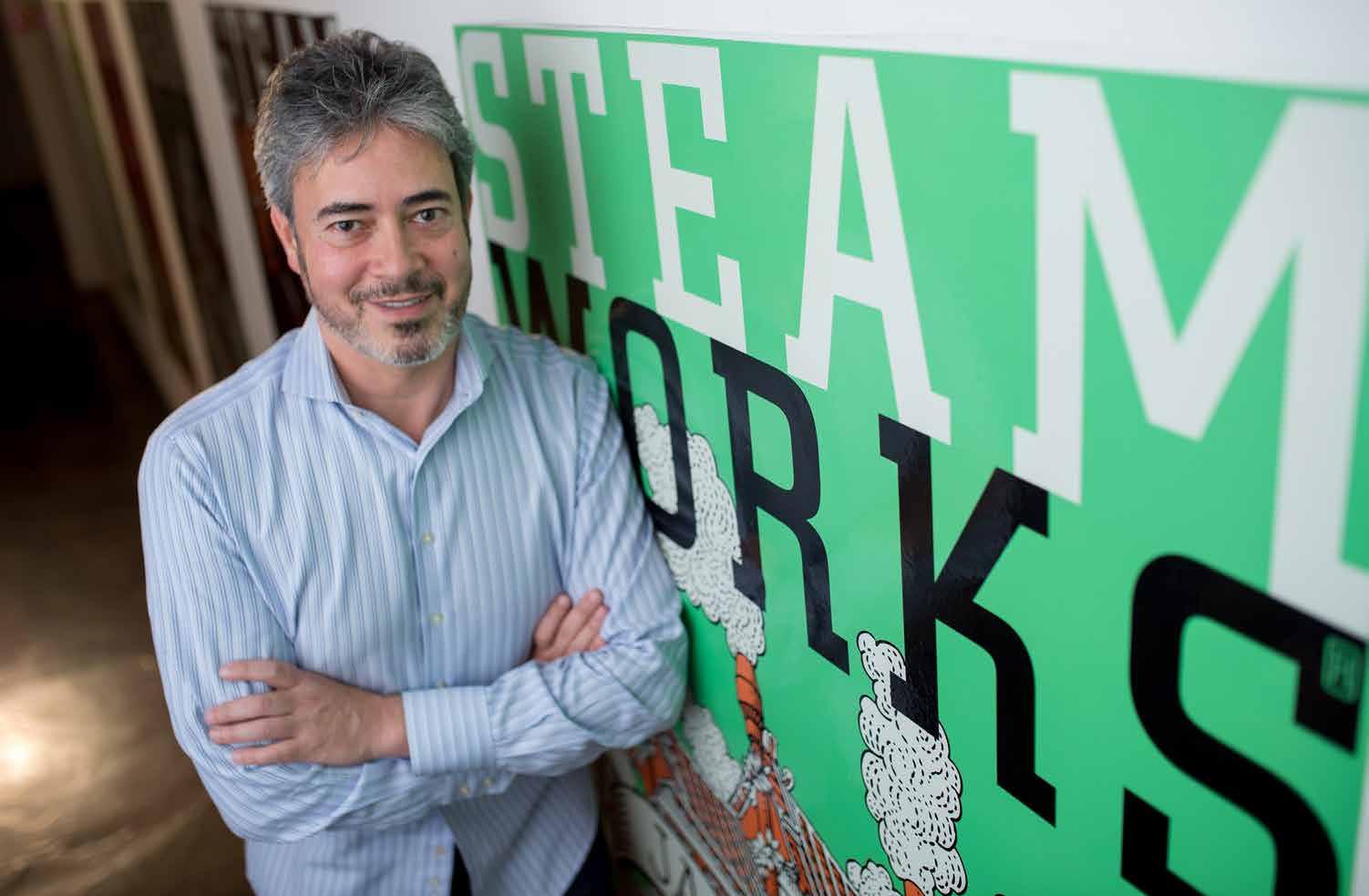
39 FULL STEAM AHEAD
West Coast craft brewer speeding up
41 SPICING IT UP
New seasoning system icing on the cake for poultry producer.
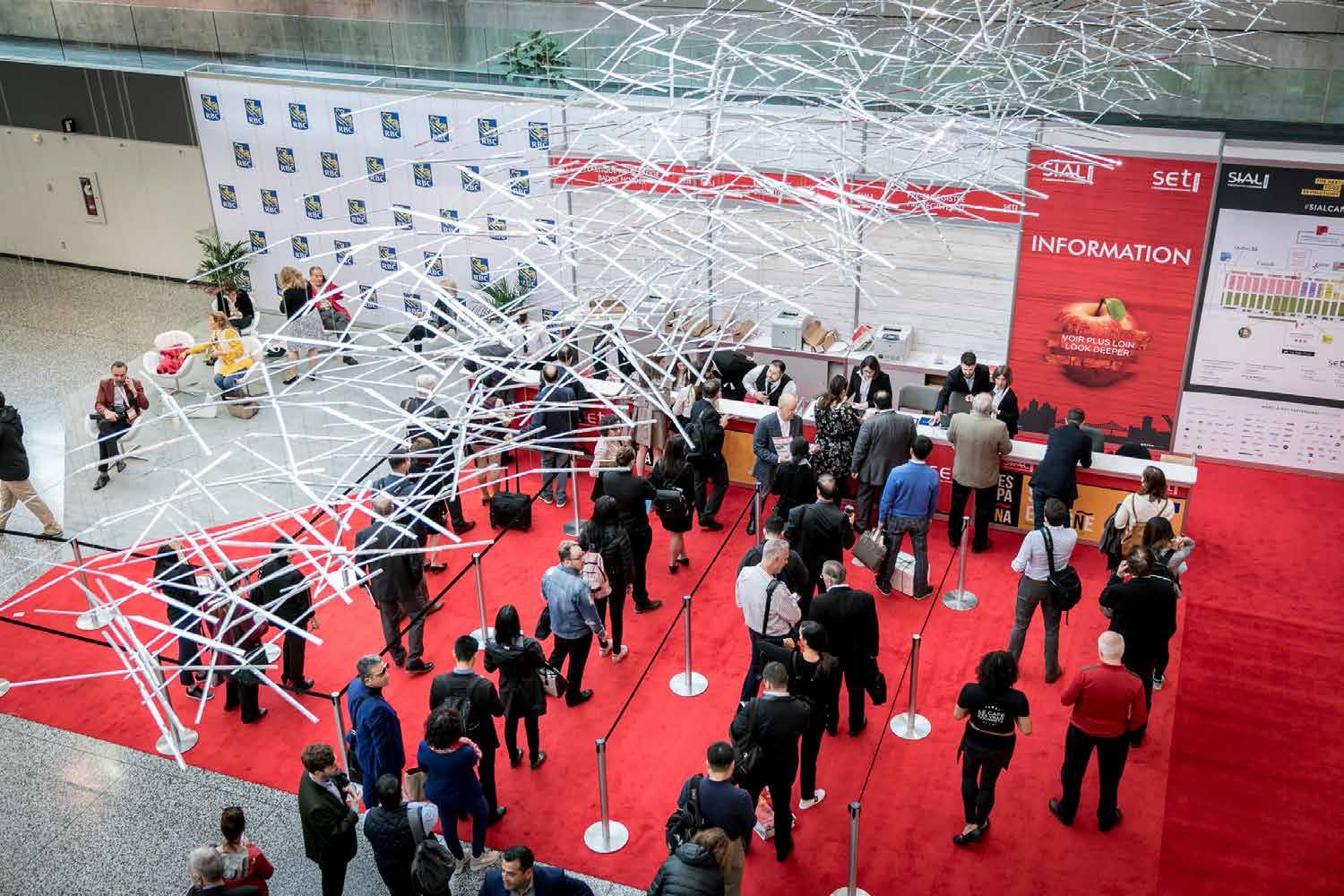
43 A YEAR OF MANY FIRSTS
Your preview of the upcoming SIAL Canada 2019 food industry exhibition in Toronto.
PROTEIN SHAKE INNOVATOR GETS READY TO RUMBLE WITH
In today’s beverage space, there is no shortage of demand for healthy products with value-added features that do not compromise on taste.
Canadian brand Rumble has been successful in meeting this challenge with its Supershakes line of enhanced protein drinksnow available in three flavors: Dutch Cocoa (Organic Fairtrade sourced cocoa), Coffee Bean (Organic Fairtrade coffee), and Vanilla Maple (Organic vanilla bean extract).
Relaunched earlier this year with eco-friendly packaging manufactured by Swiss-based aseptic packaging experts SIG, the reformulated Supershakes are now retailing across Canada in the distinct 330-ml combismileBig beverage cartons to fuel a wide demographic while working to support the planet.
For brand-owner Rumble Nutrition, its mission to ‘Feed the Good” exists on multiple levels.
With 20 grams of grass-fed protein, five grams of fiber, 2,500 milligrams of Omega-3 fatty acids, and a robust organic veggie and green tea antioxidant blend, the Supershakes are also certified gluten free, lactose free, soy free, and non-GMO.
Formulated to be low allergen and low in natural sugars, they are a nutrient-rich option that serve to supplement meals or as a ready-to-drink snack—catering to the needs of a wide audience ranging from children, to busy parents, ambitious athletes and beyond.
The company’s belief in feeding the body with high-quality natural ingredients translates to overall wellness, and to marry a quality nutritional profile with best in class taste provides consumers with an unmatched experience.
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Efficiency, and Ease of Use.
NEW CARTON PACKS
Working with SIG, the brand found itself an ideal partner to support in furthering its mission. The beverages are filled in combismileBig 330ml carton packs that are fully recyclable. With its slanted top, round cheeks, “smile” at front, and grip corners, this new packaging solution emphasizes the aspect of product differentiation.
Aside from the ergonomic and unique shape, it also allows for convenient consumption from the pack with a single-action closure that is leak-proof and tamper-evident.
Furthermore, the packages are created using only raw cardboard made of pulp from FSC (Forest Stewardship Council) -certified forests and other controlled sources—making these carton packs among the most environmentally-friendly packaging solutions around.
“Innovation and sustainability lie at the core of our brand,” says Rumble Nutrition co-founder Paul Underhill, who created the first version of Supershake in his kitchen by combines premium ingredients, power protein, and a hearty helping of Omega 3 in a shelf-stable beverage that is now officially certified glutenfree, non-GMO, soy-free and lactose-free.
Says Underhill: “As we took the opportunity to renew and improve our formulation, we sought a container that was consistent with these values.
“We are excited to be relaunching Rumble in the combismile packaging, and hope our customers will love the packaging as much as they do the improved formulation.”
CASCADES HAPPY TO DOUBLE DOWN ON U.S. EGG PACKAGING PRODUCTION
While it’s definitely not a company to put most of its eggs in on e basket, Canada’s leading paper products group Cascades Inc. is notably expanding its footprint in the U.S. market for egg packaging with a recent acquisition of two manufacturers of molded pulp egg cartons.
According to the Kingsey Falls, Que.-headquartered Cascades, the new assets will allow the company to double its current U.S. production capacity for molded pulp egg packaging products.
Adding up to a total of US$37.4 million, the acquisitions include an Urban Forest Products plant in Brook, Ind., and a Clarion Packaging facility in Clarion, Iowa, with both facilities strategically located in two of the three biggest egg-producing states in the U.S.
In addition to the two plants—employing total of over 150 people to make molded pulp protective packaging for the egg and quick-service restaurant industries— Cascades also acquired a majority interest in Falcon Packaging, a leading distribution of egg packaging with 31 employees in Ohio, Iowa and Georgia.
According to Cascades, the three companies have consolidated sales that exceed US$110 million annually.
“These acquisitions give us the opportunity to improve Cascades’ position in the strategic fresh protein and food services packaging markets,” says Cascades president and chief executive officer Mario Plourde.
“They are also in line with our objective to expand our molded pulp activities, which produce a recycled, recyclable, compostable and biodegradable packaging product that offers highly interesting opportunities against a backdrop of expanding interest in the circular economy,” Plourde points out.
“The quality of the acquired assets and their complementary geographical positioning with our existing plants that manufacture moulded pulp packaging will allow us to improve the service we provide to our customers and support our innovation initiatives,” adds Luc Langevin, president and chief operating officer of Cascades Specialty Products Group
“With four molded pulp plants efficiently spread out across North America, Cascades will build synergy, improve the distribution of production volumes, and allow certain sites to specialize,” Langevin adds.
“By doubling our production of moulded pulp packaging, we are underlining our commitment to continue growing our presence in the ‘green’ packaging market.”
Mario Plourde, President and CEO, Cascades Inc.
ONTARIO WATER BOTTLER SET
It won’t glow in the dark, but the soon-to-belaunched Flow Glow brand of CBD (cannabidiol)infused functional beverage from Canadian water-bottling pioneer Flow Alkaline Spring Water promises to shine a whole new light on the business of functional beverages across Canada and in U.S. states allowing the use of medical cannabis products.
With the pending federal regulatory approvals for retail sale of cannabis-infused edibles and drinkables in Canada expected to be implemented later this
TO
GO WITH THE FLOW IN BOLD BRAND EXTENSION
year, the Flow Glow brand seems to be perfectly positioned to seize the moment when the time comes, according to the company’s colorful founder and chief executive officer Nicholas Reichenbach.
“This super-charged, super-water is designed to help our five million plus consumers across North America achieve their daily wellness goals more easily,” says Reichenbach.
“Our Flow glow is ultra-hydrating, mineral-rich H2O super food that will let them hydrate and nourish their cells to the fullest with naturally occurring
Make your machines even more flexible. Easily.
Achieve business excellence with future-ready machine solutions
As a pioneer in smart automation technologies, Schneider Electric makes it easier for you to offer your customers more flexible machines. Our future-ready machine solutions help quickly and easily adapt machines to changing production and operator needs. So you and your customers can meet continuously evolving market expectations. Both today and tomorrow.
minerals, powerful antioxidants and the qualities of CBD.”
According to Reichenbach, the Flow Glow brand will be packaged in concentrated 330- ml format Tetra Pak beverage cartons that have helped the company’s original brand of Flow Alkaline Spring Water achieve cultlike following amon many ecoconscious millennial consumers, thanks to the many environmental benefits offered by Tetra Pak’s aseptic paperboard packaging.
According to a consumer survey commissioned by Flow Water last November, 63 percent of adult Canadians are already familiar with CBD, which is the non-intoxicating compound found in the resinous flowers of marijuana plants.
Based on significant medical research and mounting anecdotal evidence, CBD has in recent years become is a widely lauded natural alternative to standard pharmaceutical drugs in the treatment of chronic pain, anxiety, inflammation, depression and many other conditions ranging from diabetes to sever acne.
According to the Flowcommissioned survey, 40-percent of Canadian adults have already consumed CBD for both recreational and medicinal purposes, and 67 per cent are interested in consuming it in the future.
“With the anticipated demand in market, Flow is pleased to be working with industry leaders and experts to offer an innovative wellness product like this to help consumers achieve their health goals,” Reichenbach says. Since making its commercial debut in 2015 in Tetra Pak’s 500-ml and one-liter Tetra Prisma Aseptic Edge cartons incorporating the DreamCap and HeliCap resealable closures made from sugar cane polymers, Flow brand water has expanded product portfolio with the launch of four Flow brand flavored water products— Cucumber+ Mint, Lemon+Ginger, Strawberry+Rose and Watermelon+Lime —and Reichenbach says the company plans to introduce two more flavored varieties, Grapefruit+Elderflower and Blackberry+Hibiscus, later this year.
How can you improve machine flexibility? Find out, today!
Packaged at the company’s state-ofthe-art production facility in Aurora, Ont., Flow water is sourced from a family-owned artesian spring in South Bruce County in Ontario.
FOR THE RECORD
Please note that a recent cover feature story published in the January/February 2019 issue of Canadian Packaging (Well Outside the Box, pages 14-17) contained incorrect information in a caption for one of the pictures taken at the Beneco Packaging plant in Mississauga, Ont.
For the record, the close-up picture appearing in the upper side of page 16 (see above) depicts live operation of Beneco’s recently-installed MK Diana Easy folder-gluer manufactured in Germany by Heidelberger Druckmaschinen AG
The Canadian Packaging magazine sincerely regrets the error.
n Leading multinational consumer products manufacturer Procter & Gamble Inc. (P&G) of Cincinnati, Ohio, has announced formation of a strategic partnership with leading waste recycling services provider TerraCycle aimed at ensuring that 100 per cent of all packaging materials used in construction of the new Tide Eco-Box liquid laundry detergent packaging will be 100-percent recyclable. Developed specifically for online shopping and e -commerce retail channels, the Tide Eco-Box contains a new ultra-concentrated Tide formula produced with 30 per cent less water, according to P&G, and the package has 60 per cent less plastic than the equivalent bottled size. The innovative boxed design doesn’t require wasteful secondary packaging and takes up less space than the equivalent bottle, requiring fewer trucks to transport it to stores. “TerraCycle is the logical next step for us, because we want to ensure that not only is the product designed for more eco-friendly shipping and usage, but that every element of it is 100-percent recyclable through a very seamless process,” says P&G brand manager Isaac Hellemn. Under the Tide Eco-Box Recycling Program, consumers can recycle all of the packaging from the Eco-Box for free by separate any plastic waste from
the used cardboard box and mailing it to TerraCycle by using a prepaid shipping label obtained from TerraCycle online. According to TerraCycle founder and chief executive officer Tom Szaky, “Each year, more than 79 percent of waste that ends up in landfills has the potential to be recycled, but working with partners like Tide enables us to reduce that number every day, while integrating single-use packaging waste into many useful new products.”
n Cincinnati, Ohio-headquartered packaging machinery conglomerate ProMach has completed the acquisition of Code Tech, Princeton, N.J.-based supplier of thermal inkjet (TIJ) labeling and coding technologies—including provides date coding, track and trace, serialization, and anti-counterfeiting solution—for the for the pharmaceutical, medical device, food and beverage, building materials, and consumer product industries. “ProMach already had one of the most robust line-ups of labeling and coding solutions in the marketplace with highly regarded product brands including ID Technology, EPI, Greydon, P.E. Labellers, Packlab, Axon, NJM, and WLS,” says Alan Shipman, president of ProMach’s labeling and coding business line. “With the addition of Code Tech’s solutions for cartons, cases, films, and containers our coding portfolio and thermal inkjet line-up is now second to none in the industry.”
NOTES & QUOTES
n Toronto-based graphic arts workflow systems distributor and integrator Significans Automation Inc. has been appointed as an authorized dealer for the entire product portfolio of high-end color management software solutions developed by U.K.-based GMG Color for a wide range of industries and applications such as prepress, offset, flexo, packaging, digital and large-format printing. “We’re excited to be adding GMG Color solutions to our product portfolio,” says Marc Raad, executive vice-president of Significans Automation. “Automating color man -
agement is a critical component of automating and customizing the entire graphic arts workflow to save money by rendering greater accuracy from proof to output, which means greater profitability for our customers.” According to Raad, GMG currently has more than 11,000 systems in use among customers around the globe, with some of mots popular software products including OpenColor, ColorServer, InkOptimizer and FlexoProof workflow systems.
n Mississauga, Ont.-based Elmes Packaging Inc., has announced a change of ownership as a result of the company’s recent sale by former owner Richard Hierman to a management group headed by Eero Laakso. Founded in 1975 by Frank Elmes as a contract pack-
IN METAL DETECTION
aging company, Elmes Packaging evolved to become a well-established manufacturer of supplies thermoformed packaging—including blister, tray, clamshell, display and dunnage— to a variety of industries in Canada and the U.S., ultimately acquired by Hierman in 2007. According to Laakso, “Richard Hierman will stay with Elmes for a few months to ensure a smooth transition with its valued customers, while Elmes’ competent team will continue building on the solid foundation established under Richard’s leadership. A relentless focus on pricing, quality, and customer service have made Elmes successful to date and will continue to be the focus under the new ownership”
n Kingsey Falls, Que.-headquartered paper products group Cascades Inc. has announced plans to permanently shut down two tissue paper machines the company currently operates in Toronto and Whitby, Ont., by the end of August 2019. Employing 68 people between them, the two plants produce a combined produce 44,000 tonnes of tissue paper annually, but Cascades has decided not to renew the lease on either facility. “Their unprofitability and the current market conditions have convinced us that it is better to source externally to supply our needs,” says said Jean Jobin, president and chief operating officer of Cascades Tissue Group. “It is important to note that this decision will have no impact on our ability to serve our customers.”
n Developed as a pragmatic zero-waste Circular Economy solution for global beverage industry, the Fillbee returnable beverage pack for or six bottles from the Plastics Division of U.K.-based DS Smith, part of the global DS Smith Plc plastics and packaging group, has been selected as the finalist in the Best Sustainable Packaging category of this year’s World Food Innovation Awards competition. Designed to eliminate wrapping packaging for beverages, promote the reuse of bottles and improve the collection rate of cans, the retail-ready FILLbee packaging encourages ease of reuse for consumers by facilitating easy to stacking, storage, transporting and the return of empty containers back to the store for deposit refund. According to DS Smith, the sustainable durable material of the pack lasts for years, and it and can be fully recycled after its useful long life. “The packaging is made of one single material, so the baskets and the labels can be recycled together without the need of sorting,” DS Smith points out. “Thanks to the protective packaging, refillable bottles can last up to 50 return trips.” Designed to recognize and celebrate excellence and innovation of concepts across every category of the global food industry the 2019 World Food Innovation Awards will be revealed at a special ceremony at the upcoming International Food & Drink Event (IFE) event later this month in London, England.
TAKING CONTROL
Available from Bosch Rexroth Canada, the motion control system MLC use a scalable approach, simplified architecture and a new embedded controller for covering everything from simple two–axes applications to highly complex tasks requiring precise control of up to 192 synchronized axes. As such, it covers the entire range from costeffective entry-level solutions for straightforward handling applications right through to complex solutions involving robotics and hydraulics with the same engineering and software core, according to the company. The system software includes numerous pre-defined technology functions that only need to be parameterized, so that users can create synchronized axis motions within minutes thanks to the wizard-supported Generic Application Template (GAT) that automatically converts the programming into a PLC (programmable logic controller) code. For more complex applications, numerous pre-defined functions such as winding and register control, belt synchronization, and various different robotic kinematics also simplify fast engineering. According to Bosh Rexroth, the high-performance XM42 embedded control is based on the latest cutting-edge dual core chip technology reduces complexity in new and existing concepts to enable machine manufacturers to bundle different tasks, previously allocated to several controllers, centrally at one point. In addition to requiring considerably less wiring work, reducing the number of controllers down to one also streamlines machine software and commissioning.
Bosch Rexroth Canada
COLORFUL ADDITION
The new QuickLabel QL-300 tabletop label printer from AstroNova, Inc. adds white to the traditional CMYK (cyan, magenta, yellow and black) colors to
enable users to print on materials of any color—from clear to black—in 1,200-dpi (dots per inch) resolution in a single pass. Featuring innovative toner EP (electrophotographic) technology to generate durable, water- and UV-resistant label prints, the QL-300 five-color printer can accommodate label widths from one to five inches across a broad range of materials and finishes, including metallic silver and gold, while offering both roll-tocut and roll-to-roll operation and a built-in automatic cutter for minimizing label waste. According to the company, the addition of white toner significantly expands the creative labeling opportunities for industries such as personal care, cosmetics, food and beverage, beer and wine, chemical, e-liquids and many others.
AstroNova, Inc.
SAFETY IN NUMBERS
Designed for more modular and scalable distributed safety applications, the new TwinSAFE safety controllers from Beckhoff Automation are designed to permit optimum adaptation to the specific safety requirements of individual machine concepts. According to Beckhoff, the ability to distribute the intelligence of an entire safety application across multiple TwinSAFE Logic-capable I/O modules means flexible implementation of increasingly modular architectures. With the new Beckhoff safety controllers based on the established terminal, it is possible to adapt the TwinSAFE EL6910 TwinSAFE Logic system even more specifically to the exact requirements of a machine concept as well as to a broader spectrum of programmable safety applications. The new I/O components include:
• EL1918 TwinSAFE EtherCAT terminal: a digital terminal with eight safe inputs;
• EL2911 TwinSAFE EtherCAT terminal: safe potential supply terminal with four safe inputs and one safe output;
• EP1957-0022 TwinSAFE EtherCAT box: IP67protected digital combination module with eight safe inputs and four safe outputs.
Beckhoff Automation
LIGHT AND SWEET
Designed for high-speed confectionary packaging applications, the new lightline machine series from Gerhard Schubert GmbH covers the cover the entire range of most common packaging requirements with pre-configured machines that automate a wide variety of packaging tasks. They automate a wide variety of standard packaging tasks at an attractively low investment cost. The lightline series machines include:
• The expandable lightline Flowpacker system that uses high-speed pick-and-place robots for gentle and efficient flowpack packaging in virtually and product format.
• The compact, space-saving, single-module lightline Cartonpacker (see picture) for efficient packing of bags, boxes, bottles or cans into cartons in the smallest of spaces.
• The scalable lightline Pickerline system featuring 3D image processing for ensuring that only flawless products get inside their assigned trays only via the pick-and-place robots.
According to Schubert, both lightline Pickerline and Flowpacker machines can be adapted to handle higher output volumes with additional modules, customized pick-and-place tools and four different sealing technologies.
Gerhard Schubert GmbH
Safety Laser Scanner PSENscan Experienced system planners and design engineers know the score: the monitoring of danger zones is just as indispensable for automation as protection is on the mountain. Risks must be detected immediately and processed reliably. Based on many years of experience in the field of optoelectronic sensors, Pilz is now taking the next step. With a new product group: flexible, configurable safety laser scanner for productive area monitoring. Play it safe: sensor technology, control technology, drive technology and visualisation. A one-stop shop. The complete solution from Pilz.
Pilz Automation Safety Canad
FIRST GLANCE
WALK ON A WIDE SIDE
Designed with advanced engineering technology for flexibility and efficiency in large bag applications, the new Autobag 600 and Autobag 650 wide bagging machines from Automated Packaging Systems accommodate an extensive range of the company’s of Autobag bags-on-a-roll and bags-ina-box material up to 16-inches-wide by 27-inches-long. The Autobag 600 is a semi-automatic filling and sealing machine designed for packaging large products at speeds up to 65 bags per minute, with its innovative engineering design eliminating the need for light curtains or double-palm
switches, while the adjustable six-inch pass-through enables faster and more efficient cycle times.
Automated Packaging Systems
HONORABLE DISCHARGE
The new BULK-OUT bulk bag discharger from Flexicon Corporation features stainless-steel open-channel construction for applications in which contamination of the product or equipment cannot be tolerated. Unlike hollow steel frame members, the open-channel frame is devoid of cavities or recesses where bacteria, mold and other contam-
Simply Pack Better
The R 085 thermoformer stands out for its ceptional
inants can breed— allowing for rapid, thorough washdown with water, steam or specialty cleaning solutions. Designed to reduce the risk of crosscontamination between changeovers, while providing unobstructed inspection for verifying cleanliness. Equipped with a cantilevered I-beam with an electric hoist and trolley for loading and unloading of bulk bags without the use of a forklift, the BULK-OUT system is also supplied with FLOW-FLEXER bag activators that raise and lower opposite bottom edges of the bulk bag at timed intervals—promoting continuous and complete discharge of free- and nonfree-flowing materials through the bag spout.
Flexicon Corporation
BEAT OF THE DRUM
Distributed by RIKUTEC America, the new Twin Drum is a blowmolded 200-liter “tank within a tank” allplastic drum that meets the highly stringent demands of the Packaging Group 1 regulations as specified by the ADR European agency for safe storage and transport of highly aggressive chemicals, as well as all the pertinent U.S. Department of Transportation regulations. Manufactured in Germany by a patented multilayer co-extrusion blowmolding machine in a cleanroom environment, the Twin Drum consists of a two-layer inner drum made of highpurity, totally virgin high-density polyethylene (HDPE) with no additives or stabilizers, while the twolayer drum is made of UV-stabilized HDPE to provide safe 110-percent secondary containment. The two tanks are inserted together and a hot-plate welder joins the two tanks together with an HDPE cap to form what is claimed to be the industrial packaging industry’s first all-plastic industrial bulk storage and transport solution for the handling of aggressive chemicals. According to RIKUTEC, the all-plastic Twin Drum delivers numerous advantages over competing metal and plastic-metal drums with corrosion resistance, high pressure resistance, 100-percent recyclability, and full compatibility for filling and dispensing the content via using QCDip tubes that completely prevents any contamination of the contents.
RIKUTEC America
LIGHTWEIGHT FLEXIBLE POUCH PACKAGING FOR SWEDE SUCCESS
Founded way back in 1760, Shou Quan Zhai (SQZ) is one of the oldest food companies in China.
Despite its age, SQZ places a premium of keep up with the times and satisfying modern-day consumers, having recently expanded into the beverage market with a new line of delicious ready-to-drink products packaged in lightweight 200-ml Ecolean Air Aseptic stand-up pouches produced by Swedish flexible packaging experts Ecolean AB
A few weeks ago, the company’s new ginger tea and plum juice drinks have been launched in Ecolean packages—designed to be half the weight of many traditional beverage packaging formats—across China via SQZ’s online store, e -commerce channels and a multitude of retailers.
With 35 per cent of its content derived from chalk, the Ecolean packages are designed specifically for low environmental impact by using fewer resources and energy to make and transport, and they can be completely flattened to minimize food waste and take up less space in the waste bin.
“The new ready-to-drink beverages from SQZ
packages in the Chinese market,” says Johnny Sajland, Ecolean’s regional director for Asia North and Oceania.
“We are excited to work with SQZ to bring new innovation and products to the more than 1.4 billion population in China both now and in the future,” says Sajland, adding that ultra-thin multilayer Ecolean packages offer enough rigidity to stand upright, in addition to being easy to open and pour from.
Moreover, the packages can be used in the microwave, which is a main benefit to SQZ because ginger tea is typically served warm in China.
“With a 259-year history, SQZ proudly respects the environment for generations now and in the future,” says Lin Lei, SQZ’s director of public relations and government affairs.
“Ecolean’s advanced packaging technology from Sweden has a minimum impact on the environment; it is easy to recognize on the store shelf; and it is convenient for consumers to use.”
Just as Ecolean is committed to producing lighter, flexible packaging, its filling equipment is also light and compact, using minimal resources.
The ready-to-fill packages are sterilized using electron beam treatment, hermetically sealed and distributed on reels from Ecolean plants—bringing a considerable part of the complex sterilization process from the liquid food producer back to Ecolean.
SQZ chose the Ecolean aseptic filling machine EL4+ for its operations, which follows all the basic Ecolean filling machinery philosophy of keeping it simple to providing a reliable, economical and lean operation, while being easy to operate and maintain for SQZ’s personnel.
“The new ready-to-drink beverages from SQZ represent the first non-dairy beverages in Ecolean packages in the Chinese market,” said Johnny Sajland, Regional Director, Asia North and Oceania, Ecolean.
“We are excited to work with SQZ to bring new innovation and products to the more than 1.4 billion
Weber is pleased to announce the appointment of MARK QUINN as the Vice-President/ General Manager of Weber Marking Systems of Canada.
Mark recently celebrated his 20th year at Weber, having started his career as a Sales Representative before being promoted to National Sales Manager in January of 2007; and is now thrilled to take on this new challenge in the Weber world.
Says Mark of his appointment; “ I am honoured and pleased to be taking on this new phase in my career and look forward to continuing to grow the Canadian business”.
Weber has been providing high-quality labels, labelling solutions and coding products to the Canadian marketplace for over 30 years.
www.webermarking.ca
Weber is equally pleased to announce the appointment of MICHAEL WILSON as the National Sales Manager for Weber Marking Systems of Canada.
Michael celebrated his 25th year with Weber in 2017 as a sales representative, and now looks forward to leading the sales efforts in Canada.
Says Michael of his promotion; “I am excited for this next step in my career and look forward to continuing to assist our customers with their labelling and coding needs”.
www.webermarking.ca
you could reduce nuisance maintenance?
We work to make the complex simple. Simplification with Regal® products can lead to significant inventory reduction, extended lubrication intervals, and product flow optimization. For more information, visit www.RegalPTS.com/MatlHandling
www.regalbeloit.com Creating a better tomorrow™...
AND INNOVATION
Shed Brewing Company Inc.
Shed Brewing Company Package Maker: Packaging Technologies Inc.
Schick Hyro Silk
Edgewell Personal Care, LLC
Brand Agency: Bridgemark
Diet Coke - One-of-a-Kind Promotion Coca-Cola Brand Agency: HP and Perennial
GO™ Petcuean Pet Nutrition Package Maker: Tempo Plastics
iögo
Ultima Foods Brand Agency: Davis
PurPod100™ Club Coffee LP Brand Owner: Club Coffee LP
Maker: FX Creative
GROWING GAINS
A turnkey packaging automation system helps fast-growing greenhouse operator keep up with healthy market demand for its premium fresh tomatoes
BY GEORGE GUIDONI, EDITOR
PHOTOS BY SARAH NICHOLS
Growing healthy, tasty natural products consumers can’t seem to get enough of is every farmer’s dream.
And for leading Canadian greenhouse operator NatureFresh Farms, living the proverbial American dream has been an exciting and exhilarating ride ever since the Leamington, Ont.-based company made a momentous decision to expand its operations into the nearby U.S. state of Ohio back in 2015.
“I just love doing what I do here,” says Cornelius Neufeld, operations manager of the company’s Ohio business who originally joined NatureFresh at its Leamington home base about eight years ago.
“I oversee the production, maintenance and all the critical function with the help of four managers who report directly to me,” says Neufeld, who leads a close-knit team of 175 dedicated full-time staff employed at the state-of-the-art, 45-acre greenhouse complex in the village of Delta, located in the Fulton County in Ohio’s northwest
While Neufeld may not be able to spend as much time with family and friends as he used to while working in Leamington, “I was very eager to make the most of this unique opportunity to grow myself professionally within the company and within the industry at large.
“We don’t just grow produce here—we also grow people,” Neufeld told Canadian Packaging in a recent interview from his Delta location, where NatureFresh produces premium quality TOMZ brand of bite-sized snacking tomatoes, medium-sized TOV
NatureFresh Farms operations manager Cornelius Neufeld strikes a happy pose with a freshly-filled pack of TOMZ brand specialty tomatoes harvested at the company’s state-of-the-art greenhouse operation in Delta, Ohio, which has been recently upgraded with a fully-automatic EndFlex Top Load Modular Cell system (background) to enable smooth and swift packaging of the company’s premium-quality tomatoes inside top-sealed plastic trays for extended shelf-life and maximum store-shelf shelf impact.
(tomatoes-on-the-vine), and large-sized beefsteak tomatoes on a year-round basis using HPS (highpressure sodium) lighting to harvest premium-quality product with outstanding flavor and taste profile.
Operating on a one-shift, six-days-a-week schedule running between 45 to 55 hours per week, the Delta greenhouse was originally conceived as a base to provide American retail customers consumers with locally-grown fresh produce, Neufeld explains, as part of the larger consumer trend to locallysourced foodstuffs across the U.S.
“We selected Ohio as a strategic location that would enable us to serve a large consumer base with the reduced number ‘food miles’ required to ship the product to the points-of-sale,” says Neufeld, noting the Delta greenhouse serves retail customers in major centers from Chicago and Cleveland all the way to the U.S. East Coast.
According to NatureFresh, tomatoes grown at the Delta greenhouse can reach over 55 million consumers within a five-hour trucking radius.
As Neufeld relates, the sheer size of the U.S. market prompted NatureFresh to quickly expand the original 15-acre Delta greenhouse to its current 45acre size within a space of a year, while equipping it with the most advanced greenhouse technologies out in the marketplace.
“Everything here is state-of-the-art,” Neufeld extols, saying the Delta operation currently has capacity to ship two million cases of fresh tomatoes per year.
“We use diffused glass for the roofing and walls to ensure the produce does not get scolded in the heat of the summer season; two energy screens, including a blackout curtain and an energy curtain; an advanced dehumidification system; and HPS lights to enable us to grow during the winter months.”
The climate-controlled facility maintains an average temperature of 16°C during night time and about 23°C during the day to provide optimal condition to grow its non-GMO tomatoes, which are planted in ground-up coconut husks for optimal water and nutrient retention.
As Neufeld explains, greenhouse-grown tomatoes offer numerous advantages over the field-grown varieties—especially in terms of product consistency.
“We can offer unbeatable consistency because we only harvest ripe tomatoes on a daily basis, so that consumers get the same flavor every time they eat one of our tomatoes.
“We control the nutrients and the temperature to not only attain optimal flavor but also to provide much longer shelf-life,” says Neufeld, citing minimal three-week shelf-life for Delta-grow tomatoes under optimal storage conditions.
Neufeld adds the greenhouse regularly sends product samples to outside laboratories each week for full product analysis in order to determine optimal nutrient levels for the latest crop of tomatoes.
As for getting the products out to market in the most efficient and cost-effective manner, Neufeld credits Nature Fresh Farms management for pursuing a very proactive capital investment strategy that has made the Delta facility’s warehousing and packaging area “a highly automated” operation.
“The actual harvesting itself is very much a manual process,” says Neufeld, estimating that about 100 people do the daily pruning and cropping on the plants, with harvesting done twice a week.
“We use [building] automation to control the lighting, temperature and humidity levels,” he says,
A bird’s-eye view of the busy production line housed at the NatureFresh Farms’ Delta facility that boasts capacity to produce and ship about two million cases of various varieties of tomatoes per year to costumers across most of the eastern half of the U.S.
Manufactured by EndFlex LLC in Miami, Fla., the Top Load Modular Cell system is a fully-automtic workcell that enables the Delta plant to pack its fresh premium tomatoes inside plastic trays or bowls at robust throughput rates of about 60 packs per minute.
“but we are constantly looking for ways to automate further.
“We are currently considering installing a robotic harvester for picking our cherry tomatoes,” he confides, “which would definitely improve out throughput.
“But our warehousing and packaging area is extremely automated,” says Neufeld, citing labor shortage and cost control as prime reasons for the company’s emphasis on continuous process automation.
According to Neufeld, a recent installation of a fully-automated workcell manufactured by the Miami, Fla.-based end-of-line packaging machine-builder EndFlex LLC has played a key and central role in automating the Delta location’s packaging operations.
Formerly operating under the moniker Eagle Packaging Machinery LLC, EndFlex is one of several sister-companies operting under the corporate umbrella of the Montreal-headquartered Paxiom Group of companies, whose other wellknown manufacturing brands include WeighPack Systems (horizontal bagging machinery); CombiScale (multihead weighscales); VH Vertical Packaging (vertical form/fill/seal machinery); and ValTara (flowwrapping equipment).
With the benefit of vast experience across several critical packaging machine categories, Paxiom was able to supply NatureFresh with a complete turnkey packaging system comprising a towering 14-bucket PrimoCombi multihead weigher, product transfer conveyors, and a Top Load Modular Cell incorporating a high-performance pick-and-place robot to pack tomatoes inside one-pound pint clamshells and two-pound plastic bowls, which are top-sealed with a layer of vent-holed plastic film and placed inside a corrugated shipping box or an RPC (reusable plastic container) tray.
“All customers are different,” Neufeld says, “but we typically put 15 pints to a box or 12 two-pound bowls to a box for most of them.”
Neufeld credits Paxiom Group’s territory manager Marc McGlogan for convincing NatureFresh Farms management about the viability of the Top Load Modular Cell technology for the company’s packaging operations.
“Mark made a very effective presentation at our Leamington facility and we also got some really good feedback from people already using such a system,” Neufeld
recalls, “so we felt fairly confident about the benefits it could provide for us.
“Prior to purchasing the Top Load Modular Cell systems, our team hand-packed each clam shell individually into the box,” he recalls, “which was a pretty laborand time-intensive process.
“This system has proved far more efficient and productive for our operation,” says Neufeld, praising its exceptional weighing accuracy and speedy throughput of about 60 packs per minute.
“We actually ended up buying two [Top Load Modular Cell] systems from them—one for the Leamington operation and one for the Delta plant,” he relates.
Installed at the Delta greenhouse last October, the robotic Top Load Modular Cell is a fully-enclosed, high-speed pick-and-place station that can be easily combined with synchronized conveying systems and incorporated into existing end-of-line packing processes, according to Paxiom.
Equipped to pick and place various finished package types—including bags, wrapped products, rigid containers, cartons, and widgets—into both cases and trays, it incorporates a packing unit is engineered to operate using either vacuum or mechanical pick-up.
Using servo drives, the modular and highly flexible cell ensures gentle product handling, along with the ability to orient logos and to pack multiple layers of product into the erected case or tray.
Moreover, the cell’s output can be easily expanded with and addition of more pick-and-place arms into the assembly, Neufeld explains, as opposed to installing more machinery onto the floor
Says Neufeld: “With this system, we have been able to utilize the employees who were previously doing the hand-packing work on a different line, thereby using their skillsets more efficiently.
“We have also been able to reduce cost,” says Neufeld, citing the machine’s reliable continuous operation that is only limited by brief downtime breaks to accommodate product changeovers.
“We have to make adjustments to suit different types of packages or different-sized boxes for the different retailers,” he explains, “so we typically have to shut it down for
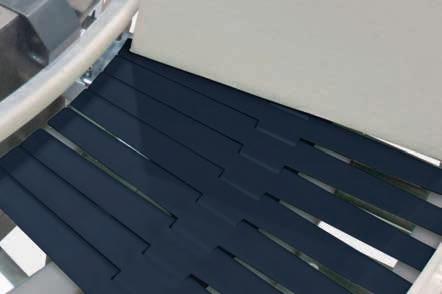
Also supplied by the Paxiom Group, the fully-automatic 14-bucket PrimoCombo multihead weighscale provides for exceptionally accurate and consistent filling of plastic packages conveyed directly underneath its exit chute at rates of up to 60 packs per minute.
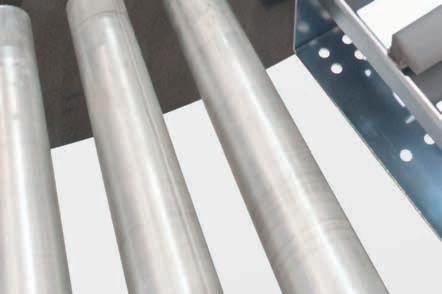
A close-up view of the food-grade plastic bucket elevator used to transport pre-measured quantities of fresh tomatoes upwards to provide a continuous product flow for the fully-automatic PrimoCombo multihead weighscale that dispenses the tomatoes in their final packages.
five minutes or so to adjust the guide-rails to fit the box size and to make the corresponding programming changes.
“But all in all, it’s an absolutely excellent machine for running a consistent product stream for long periods of time.”
“Some days are better than others,” he confides, “and having to accommodate eight to 10 product changeovers over a shift will have an impact on productivity levels.
“But on days when we have a steady product flow, it really works like a charm.”
Neufeld says he was highly impressed with seeing the entire workcell being installed and set up to run within one working day, which was followed by three days of informative hands-on training.
”It was a very smooth installation,” says Neufeld, praising the EndFlex staff for their exceptionally professional service and follow-up support.
“They made an outstanding effort to make all the controls on the machine as user-friendly as possible,”
Neufeld remarks. “It arrived completely pre-assembled for the most part, so it was largely a matter of plugging it in and letting it roll.
“I have worked with many different packaging machines in the past, and I have rarely come across one as user-friendly and as reliable as this EndFlex system.
“I am very happy with this purchase,” says Neufeld, adding that the Delta operation will definitely be looking to add more automated packaging equipment to its operations in the future.
“We are already working on plans to build an on-site distribution center,” he confides, “as well as doubling the size of the facility to about 90 acres, so further automation is very much in the cards.
“For example, we are looking at adding an automated palletizing system for our beefsteak and specialty tomato lines, among other things.”
This is all sweet music to the years of Paxiom Group’s vice-president Nicholas Taraborelli.
“We really appreciate our relationship with NatureFresh Farms,” Taraborelli states. “Right from the begin-
ning, they have been incredibly collaborative to ensure the right solution was delivered the first time.
“We are very proud that they chose Paxiom and have entrusted two of our manufacturing companies, WeighPack Systems (tomato container filling system) and EndFlex (end-of line-automation) to package their products.”
With further expansion of Leamington operations already under way and setting up shop in Mexico also part of the company’s longer-term strategic plans, NatureFresh Farms is very much aware of its CSR (corporate social responsibility) obligations and public expectations, according to Neufeld.
“We are committed to providing our customers with exceptional quality and incredible flavor, but we are also passionate about consumer education, exploring and implementing sustainable business practices, and community involvement,” Neufeld states.
“Our sustainability efforts have had a huge impact on how our business operates and how we approach new opportunities.
“We pride ourselves on using essential resources efficiently and responsibly when growing our products.”
Says Neufeld: “Our team also regularly donates excess food from our farms to food rescue organizations to help reduce our food waste footprint, and we have also been exploring more sustainable packaging options to reduce consumer waste.
“In addition to everything we do at an operations level, we are constantly creating engaging content shared on our website and social media platforms that provides our fans with tips and educational pieces to help them be more sustainable at home “We are passionate about sustainability,” Neufeld concludes, “and we don’t merely talk the talk—we really walk the walk.”
Corrugated shipping containers filled with plastic pints of TOMZ brand specialty tomatoes packed inside the EndFlex Top Load Modular Cell systems (background) await their turn to be moved to the plant’s shipping area for prompt deivery to customers.
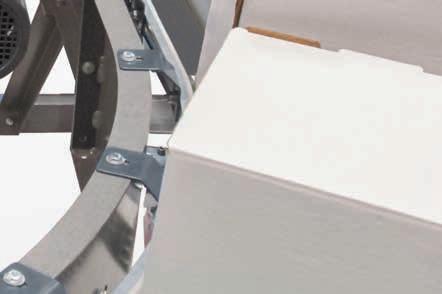
A closeup of the high-speed label applicator just outside of the Top Load Modular Cell system pprimed to label finshed packs.
The Top Load Modular Cell system supplied to the Delta plant by EndFlex employs two soft-grip suction grippers on the end of the robotic arms to ensure swift and gentle handling and packaging of the top-sealed plastic tomato pints, with the system’s modular design also offering the option of adding up to eight more robotic arms into the workcell to increase throughput rates.
FAMILY ROOTS
Beet and carrot farmer blossoms into an organic veggies powerhouse through packaging automation
BY PIERRE DESCHAMPS
Industry awards may sometimes seem like a dime a dozen these days, but it’s worth remembering that not all awards are created equal.
Tracing its founding roots back to 1889, Quebec’s Ordre National du Mérite Agricole (Québec Order of Merit for Agriculture) has long enjoyed a Holy Grail-like benchmark of excellence status among the province’s agricultural producers as a full-fledged badge of honor for product quality and innovation for companies large and small.
Created to promote business excellence and development of a dynamic, innovative and profitable agri-food industry in the province, the competition has long provided a welcome marketing for dynamic Quebec companies seeking to take their business to the proverbial next level.
And as a winner of the competition’s Silver Award during last year’s contest, announced in September of 2018, Blainville, Que.-based beets and carrot producer Denis Le Guerrier Fils Et Filles (Denis the Warrior Son and Girl) is clearly a company moving in the right direction in many aspects of its booming organic business.
Founded by Denis Le Guerrier some 40 years ago, the family-owned enterprise has thrived in recent years under the leadership of the founder’s children Philippe and Caroline—becoming one of the largest beet producers in Quebec.
According to the Mérite Agricole website, the company’s rise to prominence is rooted in its willingness to “listening to the needs of the marketplace, which led them to diversify their formats and offer carrots and beets of all colors.
“They are now planning to develop the market for organic root vegetables and to add rabioles, which is a very sought-after ingredient for various for ethnic cuisines.
“The family spirit is an essential factor behind their success: Le Guerrier thinks long-term, especially since the founder’s children work in the company.”
This eagerness to look ahead was underscored in the company recent new venture, commenced in 2017, to produce and market the organic Nantes variety of carrots distinguished by nearly perfect cylindrical cone shape, bright orange-red color, crisp and fresh appearance, and exceptionally sweet and mild flavor profiles.
Originating from the French city of Nantes, the slim medium-sized carrots— carrots were developed in the 1850s by Henri Vimorin—are packed with A and B and rich in calcium and phosphorus, with tender texture similar to that of baby carrots.
Today there are more than a half dozen varieties of carrots that spe-
cifically bear the Nantes name, but what makes the company’s carrots special is that they are totally organic, according to Philippe Le Guerrier.
“Organic products are becoming more and more sought-after all the time,” he says, “and this market offers some great growth prospects.”
To get the idea off the ground, Denis Le Guerrier approached nearby Belvache Farms, located in Sainte-Anne-des-Plaines, whose land was already certified organic, and the two companies agreed to plant carrots and beets on a 40-hectare plot of certified land that was not providing optimal conditions for growing corn or other above-ground crops.
“We were looking for a way to maximize the value our sandy soils,” says Vincent Gauthier of Belvache Farms, “and this seemed like a perfect opportunity.”
Since joining forces, the two companies have achieved notable commercial success with their jointly-owned Croc Bio brand of organic carrots, which currently retail at leading Quebec grocers IGA, Metro, Avril and Rachel Berry in 454-gram incorporating special eco-sensitive thermoformed trays manufactured by thermoformed plastic packaging supplier Tilton in SaintAugustin-de-Desmaures.
“When we started looking for a supplier who could produce the kind of trays we wanted, we selected the one who promised to make a unique mold that would enable us to print the Croc Bio brand graphics three-dimensionally on the bottom of the trays,” Philippe Le Guerrier explains.
Made of made of PLA (polylactic acid) thermoplastic polymer that is entirely biodegradable and is made from renewable raw materials, the compostable trays offer a highly effective “green” alternative to traditional plastic product packaging made from fossil fuels, according to Tilton.
Last November,Tilton in fact was selected as a winner in the Rigid Plastic Packaging category
President Philippe Le Guerrier stands proudly in front of the Denis Le Guerrier Fils Et Filles farm with a finished package of the Croc Bio brand carrots.
PHOTOS BT PIERRE LONGTIN
PACKAGING FOR FRESHNESS
of the sixth annual Gaïa Awards competition, dedicated to recognizing innovation and leadership in food packaging, for a similar Biogo brand PLA container developed for packaging pita bread.
To pack the Croc Bio brand efficiently, the Denis Le Guerrier Fils et Fille farm purchased a Fabbri Automac 38 automatic stretch film packaging machine distributed in Canada by Reiser (Canada) Ltd. of Burlington, Ont.
Manufactured in Italy by the Fabbri Group, the model Automac 38 machine is designed specifically for packaging fresh products in trays at speeds of 21 to 31trays per minute.
Available in five different configurations, the compact and flexible machine can package virtually every type, shape and color of
NOTHINGSAYS FRESH like FABBRI PA CKAGING
tray with a robust sealing operation and a choice of 99 different wrapping patterns programmed into the system. With minimal maintenance requirements, the operator-friendly system feature two independent reels are always ready to use, according to Fabbri, and can manage a reel with reduced width on one side and one with a larger width on the other.
According to Fabbri, this design enables continuous wrapping without interruption for a reel change, depending on the tray, but even when human intervention is required, a typical reel change only takes about 30 to 45 seconds to perform.
Installed last July, the Fabbri Automac 38 stretch film wrapper has already surpassed all expectations, according to Le Guerrier.
“It saves us a lot of time,” he says.“We did not see ourselves hand-packing our organic Nantes carrots, and this machine made sure we did not have to.”
As Le Guerrier recalls, “We wanted a fast, easy-to-use machine that suited the type of trays and product to be packaged, and that could fit easily in the space we had.
Fabbri Automatic Stretch Wrappers produce highly attractive packages that make your products look fresh and “just packed”. Fabbri Stretch Wrappers use stretch film to package fresh produce in preformed trays to provide an in-store wrapped appearance. They employ four-way stretch technology to produce tight, over-the-flange, wrinkle-free packages with securely sealed bottoms and a superb case presentation.
“We evaluated various models available on the market,” he says, “before opting for the Fabbri system that appeared to us as the one that best met our current and future needs.
And here’s something you might find even more attractive: Fabbri Stretch Wrappers can help increase your profitability. Fabbri packaging is produced using low-cost packaging materials. And when you factor in its Best in Class low cost of ownership, the Fabbri Stretch Wrapper is your most economical and affordable packaging solution.
Compact and robust servo-driven Fabbri packaging machines are built for speed, versatility and the highest levels of productivity. Fabbri Stretch Wrappers can handle a wide range of tray sizes with no changeovers, producing up to 62 packs per minute. All models feature a user-friendly full-size control panel for easy operation and maintenance. Test the Fabbri at our Reiser Customer Center and see for yourself how it can improve your packaging. Contact Reiser today.
“We are very happy with our choice,” says Guerrier, adding the trays of organic Nantes are wrapped in a pre-printed film supplied by Les Emballages Carrousel of Boucherville, which in fact supplies all the plastic films used by Denis Le Guerrier, which also cultivates and packages beetroot, yellow beets, long beets, regular carrots, parsnips and rutabagas in one-, two-, three-, five, 10-, 25- and 50-pound sizes.
“This year we produced a good thousand tonnes of carrots alone,” Le Guerrier says,” adding he is encouraged by the market’s early response to the Croc Bio brand of organic Nantes carrots.
“While our organic carrot production currently accounts for about 15 per cent of all the carrots we produce,” he concludes, “we have good reasons to expect this portion of our carrot production to increase significantly in the future.”
SUPPLIERS
Reiser (Canada) Ltd.
Fabbri Group Emballages Carrousel Tilton Mitchel-Lincoln Packaging
The wrapped product is manually placed inside corrugated shipping cases, supplied to the plant by Mitchel-Lincoln Packaging.
Anybody can make a box. But WestRock offers a variety of produce packaging solutions that use superior technology. We start with quality materials and structures engineered for optimal performance. From there we make sure it safeguards your produce from spoilage and damage as it travels from farm to table.
Come talk to us in Booth
Discover how we are building better boxes to help you manage your costs, increase your sales, and mitigate your risk. westrock.com/produce
GROWING THE EXTRA MILE
Canadian fresh produce sector in buoyant mood leading up to the industry’s annual innovation showcase in Montreal next month
BY GEORGE GUIDONI, EDITOR
Albeit money naturally does not grow on trees, Canadian population is very fortunate to have been a long-time beneficiary of the positive economic and nutritional contribution offered to consumers by the growing variety of fresh cash crops grown, cultivated and marketed by countless hard-working growers, shippers, packers, distributors, retailers and other key stakeholders in the country’s vibrant and vitally important fresh produce sector.
United in common purpose and calling by shared economic interests and a special role in Canada’s in-
creasingly complex food chain and infrastructure, Canadian fresh produce companies have for their part benefitted significantly over the decades from toplevel leadership and guidance provided on their behalf by the Ottawa-based industry group CPMA (Canadian Produce Marketing Association)—founded back in 1925 under the Eastern Canada Fruit and Vegetable Jobbers Association moniker.
With a mandate “to enhance the market and facilitate trade of fresh fruits and vegetables,” the CPMA is one of Canada’s most authoritative, influential and hard-working industry groups serving the country’s manufacturing community facing existential competitive and legislative challenges on numerous fronts—ar-
guably never more so than today.
According to CPMA, successfully meeting and resolving those challenges is paramount not only to the fresh produce sector itself, but to maintaining Canada’s economic growth and high standards of living that too many consumers often tend to take for granted.
“In 2016, the produce sector supported 181,000 jobs in the Canadian economy,” says CPMA’s director of communications says Allan Gordon, “while the produce industry and its supply chain had an estimated economic impact of $14 billion in real GDP (Gross Domestic Product) in Canada the same year.
“These numbers translated to $2.5 billion in wages and salaries,” Gordon points out, “and approximately
From Left: CPMA president Ron Lemaire and manager of membership development Lyse McLelland joins CPMA chair Les Mallard and vice-president of market development Sue Lewis (fourth and fifth from the left) in a group photo of the Canada Pavilion delegation at the Fruit Logistica 2019 trade fair earlier this year in Berlin Germany, where CKF’s director of new market development Shannon Boase (second from right) picked up the bronze Fruit Logistica Innovation Award for the home-compostable Earthcycle packaging solution that she developed and brought to market back in 2005.
SHOW REPORT
$4 billion in total accruing taxes to provincial and federal governments combined.
“The staggering size of these numbers reflects how critical the success of the produce industry is to supporting the Canadian economy.”
This importance is vividly underscored each spring with CPMA’s annual conference and trade show that will feature its 94th edition in Montreal next month.
Running April 2-4, 209, at the city’s landmark Palais des congrès de Montréal fairgrounds, the sold-out event will feature over 300 exhibiting companies and over 4,000 individual attendees representing over 1,300 companies, according to CPMA, including the bulk of Canada’s leading retailers and foodservice operators.
Alternating its host venues each between Vancouver, Toronto and Montreal each year, this year’s event—organized under the all-inclusive We are Produce theme and banner —will continue its time-honored tradition of providing the attendees with highly informative educational sessions; inspiring keynote addresses; hands-on workshops and seminars; an industry awards presentation ceremony; and festive social networking events during show hours and in the evenings.
“We are very excited about this year’s program,”
says Gordon, promising a generous display of exciting packaging innovations to be unveiled at the show’s New Product Showcase area, where show attendees will be able to cast a vote for their choice of this year’s Packaging Innovation Award.
As Gordon explains, continuing packaging innovations is a key pre-requisite for a Canadian fresh produce sector that is still far from anywhere to reaching its full potential in the global markets for fresh fruits and vegetables.
“Packaging has always been a critical aspect of the produce industry,” Gordon told Canadian Packaging in a recent interview.
“In order to provide safe delivery highly-perishable produce from the farm gate to the dinner plate, our sector relies on the incredible work of the packaging industry to help maintain the look and freshness of fruits and vegetables.”
According to Gordon, the topic of sustainable packaging is fast becoming one of the dominant narratives in the Canadian fresh produce industry circles.
“As consumer awareness has grown and environmentalism has become an increasingly important value in our society, the industry’s customers are becoming more aware of their food’s packaging in recent years,” Gordon remarks.
“The consumer demand for transparency from companies on the types of packaging they’re using is
driving more businesses to use environmentallyfriendly packaging,” he says, “and the packaging industry is rapidly evolving to meet the needs of the produce industry by creating highly-recyclable, and even completely biodegradable, solutions for businesses in the produce industry.
“Our industry members are fortunate to work with leading packaging companies to create and implement eco-friendly solutions,” says Gordon, citing the high-profile global acclaim earned at this year’s massive Fruit Logistica 2019 international trade fair for fruit and vegetable marketing by CKF, Inc., one of CPMA’s growing list of packaging member-companies.
Founded in 1933 in Hantsport, N.S., CKF employs over 700 people at five manufacturing plants across Canada, specializing in the production of molded wood-fiber pulp packaging and single-use plates and cutlery, including the well-know Royal Chinet brand of single-serve plates.
In early February, CKF traveled to Berlin, Germany, to exhibit at the Fruit Logistica 2019 global trade fair—both on its own and as part of the Canada Pavilion group of companies and industry associations, including CPMA—where the company
a bronze (third place) Fruit Logistica Innovation Award for its Earthcycle brand of thermoformed molded-pulp packaging. (See Pictures)
Developed as an alternative for plastic packaging used for packing pint-sized portions of smallersized fresh fruit, vegetables, berries and mushrooms, the home-compostable Earthcycle packaging was in fact the only package of the 10 show finalist entries to be produced outside of Western Europe.
Manufactured in Hantsport, Earthcycle packaging is a proprietary blend of virgin and recycled pulp sourced from FSC (Forest Stewardship Council)certified producers in New England and eastern Canada.
“The fact that this is a North American-made product really resonates with a lot of our European customers who place great emphasis on food safety,” says CKF’s director of new market development Shannon Boase, who played a central role in the development and commercial launch of Earthcycle packaging back in 2005.
“Being certified home-compostable and also widely recyclable in most common paper wastestreams also gives Earthcyle a lot of environmental credibility,” says Boase, “helping retailers reduce
picked up
their dependence on single-use plastics.
With new European regulations requiring retailers to phase out singleuse plastics by 2025, Earthcycle offers an effective alternative that has already achieved up to 98-per cent reduction in single-use plastics for some of the company’s retail customers, according to Boase.
Moreover, the Earthcyle containers match the processing peed of their PET (polyethylene) plastic counterparts on automated high-speed top-sealing lines, Boase points out, enabling throughput rates of up to 90 packs per minute in top-seal applications and up to 300 packs per minute in detesting systems.
In addition, Earthcycle packaging has demonstrated a 20-per cent extension of product shelf-life for top-sealed packs of mushroom and for flowwrapped salads, herbs and vegetables compared to conventional PET containers.
Originally produced in Malaysia, the Earthcycle material has been manufactured in Nova Scotia since Boase sold her startup company to KFC in 2013, she relates.
“I am very pleases to see the production of Earthcycle to be reshored back to Canada,” says Boase, adding he was thrilled with the recognition and positive feedback Earthcycle earned at the Berlin show.
“It turns out that we were the first ever North American company to have been nominated for the final 10 at the show,” she relates, “so after being in this business for 15 years, this is a real career highlight for me.
“We were not competing just with other packaging products,” she points out, “but with products serving the entire global food supply chain, which makes it a very special achievement not only for KFC, but for Canada’s packaging community at large.”
Naturally, CPMA’s Gordon says he wants to see CKF’s global success to serve as inspiration for other Canadian packaging suppliers serving the fresh produce sector in support of its quest to open up new global markets.
“Canada is known worldwide to produce some of the freshest and healthiest produce,” Gordon states.
“The global market has taken note of this and our export numbers continue to increase,” says Gordon, pointing to China and other Asian regions as the most promising new export markets for Canadian produce.
“As a top-quality producer in the world with so many commodities in demand, we need to increase the quantity of our product getting out to the rest of the world and create positive trade relationships to expand our produce availability domestically.”
At the moment, Canada’s exports of fresh fruits and vegetables are considerably outweighed by the amount of imported produce entering the country, which is in large part related to Canada’s climate and geography.
“Canada imports nearly three million metric tonnes of fruit per year, worth over $6 billion,” Gordon relates.
“Conversely, we export approximately 300,000 metric tonnes of fruit per year, valued at over $700 million.
“When it comes to fresh vegetables, we import approximately two million metric tonnes, worth about $3.7 billion, while we export nearly one million metric tonnes, valued at over $1.8 billion.”
Taxomatic
Hygienic Protection for Cans
n Capable of tax strip and lid labeling 3,000-40,000/cph
n Perfect for small to mid-sized operations
n Applies foil labels at rate of 150-1000/cpm
n Touch screen operation
n Hygienic design helps prevent contamination
n Customizable design for easy conversions and retrofitting
Tino
Knoll Krones Machinery
416-627-3595
tino.knoll@krones.ca
SHOW REPORT
Despite the acknowledged trade deficit, Gordon says the Canadian fresh produce sector is “quite competitive, albeit there is room for opportunity with foreign markets.”
According to Gordon, the most pressing goal is to convince Canadian consumers to consume more fruits and vegetables
as part of their daily diet in general, whatever their point of origin.
“Retail companies are constantly seeking the newest and freshest products, so importing from and exporting to new markets creates mutually beneficial relationships which set businesses apart in ways that are appealing to consumers at all levels.”
Says Gordon: “The produce industry is constantly working on new innovations, exploring analytics, digitalization, automation and much more.
“With advancements like self-check outs, online retail, home delivery and food kits, the fresh fruit and vegetable sector is continually working to better serve our customers,” Gordon
For these reasons and more, the corrugated box is your safe bet.
states, “and having access to good packaging is necessary along every step of the supply chain.”
Currently ranking as the world’s eight-largest exporter of fruit and seventh-largest exporter of fresh vegetables, Canada’s fresh produce sector is arguable punching above its weight, given the size of Canada’s economy and population, but Gordon suggests that it could still do more to advance its position globally.
“Canada has long been known to adhere to some of the highest standards in food safety regulations in the world, which is both a major benefit for our health as a nation and our reputation in the industry, while also occasionally being a challenge for businesses to comply with,” Gordon says.
“The Canadian Food Inspection Agency (CFIA) is vigilant in educating our industry and enforcing our superior safety standards.
“Their recently-launched Safe Food for Canadians Regulations (SFCR) have streamlined 14 previous regulations to standardize and facilitate the trade of food inside our country and when dealing with trading partners,” says Gordon, adding he expects CPMA to remain an active participant in all future trade negotiations with other countries and regions.
“In 2018, CPMA actively shared our members’ voices during advocacy meetings relating to NAFTA renegotiations,” says Gordon.
“CPMA was very happy with the new USMCA agreement in relation to the produce sector, and we hope to see this deal ratified.
“Our government relations continue to be extremely active, working to advance the produce industry in Canada and across the world, with a view of improving the health of all Canadians,” he says, citing encouraging signs that the federal government is finally coming around to the notion of developing a national fruit and vegetable policy, which CPMA has actively advocated for years.
“As the only G7 country without some form of national fruit and vegetable policy, the Canadian government has taken the steps to develop a food policy for Canada,” he states.
“CPMA is honoured to be working closely with the federal government to address issues related to the production, processing, distribution and consumption of food,” Gordon concludes, “and with the government’s agri-food export goal of $75 billion by 2025 set in place, there is a lot of work to be done to increase our competitiveness in the global industry.”
IS YOUR PACKAGING SAFE?
Ensuring products are safe and have accurate labels begins with proper certifications
BY CHERYL SULLIVAN
Nobody wants to deal with a market recall due to contaminated or mislabelled products. Recalls are disruptive, expensive, damaging to a company’s reputation, and worse yet, they put consumers at risk. Having a good and reliable certification helps to provide your customers with safe packaging.
Foodborne illness is a significant concern with an increasing number of tainted food incidences being reported over the past decade.
Now that brand owners, food processors, and im-
porters are fully responsible for ensuring safe products, they need to know their suppliers are providing supplies that meet their requirements.
In the event of a recall, companies must be able to trace the product back through the entire supply chain to find the source of the issue. They can then ensure corrective measures are put in place to prevent a reoccurrence.
Investigations into these incidents have revealed risks throughout the entire food supply system, including packaging.
Packaging related issues can be from biological, chemical, or physical contamination and also from allergen mislabelling.
While packaging presents a lower health risk to consumers than ingredients, unsafe packaging can result in product recalls and business disruptions.
Moldy pallets, contaminated jars, dead rodents, foreign materials, and chemical migration have all resulted in consumer injury, business interruptions, and lost sales.
To avoid the issue of cross contamination, food companies need their packaging materials to arrive free from hazards. It is also important that the packaging is traceable should there be a need to investigate a complaint.
Contamination is not the only concern. The leading cause for market recalls is allergen mislabelling, most often as a result of a missing item on the ingredient list.
FOOD SAFETY
However, there is also the risk of packing a product into the wrong container.
When this happens, mislabelled products with allergens can potentially cause illness and even death.
Packaging suppliers can implement measures to ensure printed containers are not mixed and that their packaging is labeled correctly.
They can do this by practicing line clearance procedures involving the removal of printed packaging from the production line prior to setting up the next order.
They should have checks in place to ensure the outer label accurately reflects the printed packages.
Fortunately, there are safety standards available for packaging companies.
These certifications include good manufacturing practices and safety protocols that, when implemented and performed consistently, eliminate or greatly reduce risks.
The IFS PACsecure, certification, recognized globally and approved by the Global Food Safety Initiative (GFSI), is a standard developed by PAC Packaging Consortium to meet the unique production requirements of the packaging industry.
This standard, managed by International Featured Standards (IFS), is risk-based and nonprescriptive allowing companies to determine the hazards within their operations and implement preventative controls that meet their specific needs.
Major international suppliers such as International Paper and Amcor have selected IFS PACsecure because it is recognized globally throughout the supply chain as a reliable product safety. certification
Now that the Safe Food for Canadians and the U.S. Food Safety Modernization Act have been implemented, food companies recognize the urgency to be diligent by choosing suppliers that have implemented controls to ensure product safety.
As packaging is an integral part of the supply chain, it is imperative it is manufactured from safe materials, and is produced, stored, handled, and transported in a manner that ensures product integrity. IFS PACsecure certification provides this assurance.
Cheryl Sullivan is an IFS marketing represenative based in Vanocuver, who can be reached on any topic related to IFS PACsecure certification via email at sullivan@ifs-certification.com
FORTUNE FAVORS THE BOLD
Raw pet food manufacturer speeds up production thanks to state-of-the-art packaging solution
BY ALANNA FAIREY, ASSISTANT EDITOR
For avid pet owners, there is no joy greater than coming home after a long day and being greeted by their furry loyal companions.
Knowing that their pets have a relatively short life span, Erin, Ont.-based Bold Canine Pet Foods has made it their personal mission to help pet owners find ways to prolong their dogs lives through a raw product diet.
Founded in 2005, Bold Canine first began as a dog training company that quickly evolved into a raw food manufacturing company.
Their signature Bold Raw blend is a combination of raw food for both dogs and cats, made from natural ‘green’ tripe, ground meaty bones, organ meat, and kelp, modelled after the natural prey diet.
Bold Canine’s Mega Dog Raw blend was introduced in 2014 to provide an affordable raw food option for families with bigger dogs or multiple dog households. It is made from triple-ground meat with bones, organs, kelp, and a mix of vegetables including carrots, broccoli, zucchini, and collard greens. With produce sourced from local Ontario farmers, as well as from Quebec and the
PHOTOS BY NAOMI HILTZ
MAIN: President and chief executive officer Caroline Bolduc smiles proudly with the company cat, Bertha, at the Erin, Ont.-based Bold Canine headquarters.
ABOVE: A close-up of the vacuum packed Mega Dog Raw blend, which is made from tripleground meat with bones, organs, kelp, and a mix of vegetables.
PACKAGING FOR FRESHNESS
Maritimes, Bold Canine can be found in most channels where Canadians buy their pet food, including independent retailers, Global Pet Foods and PetValu
While raw food does not cure illnesses, research has shown a number of different health benefits and improving the longevity of their lives.
For president and chief executive officer Caroline Bolduc, this serves as powerful reminder for why she and her staff dedicate themselves to Bold Canine.
“We get to hear stories where a dog wasn’t doing well, and the owners were thinking of putting their dog down but they put the dog on Bold Raw and the dog perks up and lives another year that they weren’t expecting to have,” Bolduc says.
“It’s nice to hear a lot of the success stories with our products.
“That’s the fun part of being in this industry—being able to help a lot of pet parents have more time with their animals.”
Prior to founding Bold Canine, Bolduc worked at the Montreal Children’s Hospital in the biochemistry lab. After coming to the realization that she wanted to make a career change, the shift to working with animals seemed to be a natural fit for Bolduc, who has always had a passion for animals and their overall health.
“I always say that it was natural for me to move into the animal space,” Bolduc, who has four dogs of her own, says. “I just took a detour in the medical world for a little while first.”
After one of her older dogs was diagnosed with EPI (Exocrine Pancreatic Insufficiency) back in 2007, Bolduc and her husband made it their own personal mission to find a better solution to improve the quality of life for not just their dog, but other pets as well.
After conducting a lot of research and engaging in a number of different conversations with their local vet, she recommended the raw food diet for their dog, which inspired Bold Canine to take a different approach to their business.
“We’re not just making dog food—we are making food for people’s beloved animals, so it’s a serious thing to me and my employees are part of the quality
control,” Bolduc told Canadian Packaging during a recent visit to the lively 30-employee facility operating on one-shift seven-days-a-week schedule throughout most of the year, which also includes a clean-up crew to make sure that the facility is in top form.
“We want to evolve and continue to be the leaders in the raw food space.”
One of the most notable evolutions that Bold Canine has made in their 20,000-square-foot plant is their method for packaging the raw patties.
Acknowledging that customers prefer to buy the raw product in the patty format, Bolduc shares that her team used to manually pack the patties, which proved
to be a tedious process that sent Bolduc on a quest for the best solution.
“When we were hand packing, our volumes were not at what they are today,” Bolduc explains.
“We started by hand packing and when that didn’t work out and became tedious, we looked at the next solution.”
For Bolduc, the next solution came in the form of the VARIOVAC Optimus from Reiser, a leading supplier of processing and packaging equipment solutions.
After seeing the machine being demonstrated at last year’s PACK EXPO, Bolduc took the Bold Raw product to the Reiser plant to do a test run, to ensure that
Purchased from Reiser Canada, the VARIOVAC Optimus has the capability to vacuum pack the patties with a packaging output of 13 cycles per minute.
Purchased from Reiser Canada, the VARIOVAC Optimus has the capability to vacuum pack the patties with a packaging output
The VARIOVAC Optimus also includes an IPC 7-inch touchscreen with error diagnosis and data back-up through a USB port or Ethernet, which emphasizes its user-friendly interfaces.
PACKAGING FOR FRESHNESS
the machine was the right fit for what Bold Canine needed.
After making a couple of adjustments to the machine because of a few trials and errors, Bolduc determined that the VARIOVAC Optimus was the missing piece to the puzzle. The state-of-the-art machine was installed in February 2018 and production for Bold Canine has been smooth sailing ever since.
“Our employees can change the machine so it goes a little faster or slower,” Bolduc extols. “It’s a very versatile machine and it’s been very successful for us—we’re very happy with it.”
Capable of vacuum or MAP (modified atmosphere packaging), skin, shrink packaging or hot
filling, the VARIOVAC Optimus vacuum packs the patties with a packaging output of 13 cycles per minute. The machine also includes an IPC 7-inch touchscreen with error diagnosis and data back-up through a USB port or Ethernet.
Made from high quality stainless steel, the VARIOVAC Optimus has been praised for being a highly automated machine, while still being an easy machine for operators to manage.
The raw product arrives to the plant, where operators mix the meat, vegetables and tripe together. The product then goes into a forming machine, followed by a nitrogen freeze tunnel, where the 8-ounce patties are frozen in five minutes.
The frozen patties then go through the VARIO-
VAC Optimus where they are vacuum-packaged. Vacuum packaging extends the product’s shelf life and it can be stored in the freezer without running the risk of freezer burn.
Due to the patties being frozen individually, the patties do not need to have a piece of paper in the middle.
Once sealed, the packages come off the assembly line and are then boxed and shipped for retail distribution. This simple production process is a relief for Bolduc and her team.
“Manufacturing is a constant evolution and you always have to stay at the forefront of what your market wants and needs,” Bolduc says.
“We’ve had little to no down time with that machine, and we’re very happy with it.”
Something else that Bolduc has been happy with is the after care service that Reiser has provided. Citing their professionalism and friendliness, Bolduc emphasized how important customer service is to her and appreciates the care that Reiser invests in Bold Canine.
“When you operate a manufacturing plant, you are always worried about machines going down and how we can get them back online quickly,” Bolduc relates.
“There’s not many issues with the Variovac, but if there’s an issue, we call Reiser and they are here that day and they fix whatever needs to get fixed and then the machine is back on the line again.”
Currently browsing for patty forming machines to purchase in the upcoming year, Bolduc says that she would gladly consider purchasing from Reiser again.
“I’d rather take my time and do it properly than to jump in full force and make some mistakes that will be costly at the end of the day,” Bolduc explains.
Asides from hoping to add a few more machines to the plant, Bold Canine is currently in the process of being only one of a handful of raw food companies to get HACCP (Hazard Analysis and Critical Control Points) certified. This certification will demonstrate to customers that Bold Canine is dedicated to making high quality safe products for their pets.
In addition, Bolduc shares that she is looking to expand their current facility by about 10,000-square-feet in the next couple of years.
While the raw food market grows by about 50 per cent every year, Bolduc credits Bold Canine’s successes to a combination of not only offering high-grade products, but also from having loyal customers and enthusiastic employees.
“We’ve been growing at a fast rate for the past 6 years and it’s been quite a ride and I don’t see that slowing down any time soon,” Bolduc says with a smile.
“We’re going to keep doing what we’re doing now and we’re going to keep improving the plant bit by bit to make it more efficient and make it better for our employees.
Concludes Bolduc: “As CEO, I want people to be able to come to work and be happy to come to work and I want them to understand that we’re doing Bold Canine for a reason.”
SUPPLIERS
Bold Canine facility employees pre-loading the flexible pouches with 8-oz. patties before running them through the VARIOVAC Optimus, a change of pace from the facility’s days of manually packing the products themselves.
By vacuum-packaging the patties, customers will benefit from having a fresher product for longer periods of time and will reduce the risk of the product getting freezer burn.
Reiser Canada
ENJOYING LIFE
Space-saving x-ray unit ensures reliable inspection of allergy-friendly snack products wrapped in metallized film
Founded in 2001, Enjoy Life produces cookies, snack bars, chocolate bars, baking chocolate, seed and fruit mixes, and savoury snacks which are freefrom gluten and 14 common allergens at their state-of-the-art plant.
The product is supplied across the USA and Canada, as well as global markets such as South Africa, Israel, Mexico and Singapore.
Enjoy Life Foods – a rapidly growing manufacturer of certified gluten-free and Non-GMO Project verified snacks – recently installed four X5C Compact X-ray inspection units from Loma Systems at its 200,000-square-foot baking facility in Jeffersonville, IN.
Chosen for its reliability, robustness and space-saving design, the compact machine is inspecting a range of allergen-free snack bars wrapped in metallized film for contaminants.
“We decided to upgrade our inspection technology when we moved to the new plant and began using more metallized film packaging across some of our product lines,” Aaron Jackson, project engineer at Enjoy Life, says.
“We approached Loma due to past experiences with their metal detectors and checkweighers, their proven track record in the global food industry inspection market and the fact that they always stand behind their products.”
Enjoy Foods has installed the X5C X-ray system at the end of its packaging lines where it is inspecting wrapped solid chocolate bars and snack bars containing seeds, chocolate chips or caramel pieces.
The X5C is operating at speeds up to 240 packs per minute, on a continuous 24/7 basis.
Loma’s X5C model had been specifically developed for food manufacturers, processors and packers running multi-product lines who are looking to make the switch
to X-ray technology for the first time.
The X5C is a compact, yet highly functional system, designed to diminish the cost of ownership of X-ray inspection technology by up to 30 per cent.
The fully specified X5C offers quality contaminant inspection using well-proven subcomponents and a streamlined design.
Snack foods often fluctuate in density that can make it difficult to find foreign bodies and create inspection challenges for manufacturers.
However, Loma’s X5C not only detects physical contaminants, it also inspects for proper fill level, seal defects, mass measurement and component counts.
U.S.-based Enjoy Life Foods recently purchased a compact X5C Compact X-ray machine from Loma Systems to examine a variety of allergen-free snack bars wrapped in metallized film for contaminants.
Enjoy Life Foods produces cookies, snack bars, chocolate bars, baking chocolate, seed and fruit mixes, and savoury snacks that are gluten-free and avoid at least 14 common allergens.
PACKAGING FOR FRESHNESS
Further speaking to its capabilities, the X5C can also identify lumps of product including seasoning or powder.
In addition, snacks that are packaged in metallized film or have variable product temperature and moisture content will have no effect on the detection sensitivity levels of Loma’s X5C.
Jackson continues: “Loma recommended the X5C due to our limited production space, budget restraints and its ability to reliably and accurately inspect snack bars wrapped in metallized film.
“In terms of cost, the unit compares extremely favourably with other types of inspection equipment.
“Although the X5C is a streamlined model, it has been optimized to give maximum performance. Offering good value for money, it provides reassurance that our quality control procedures meet customer require-
ments.”
The X5C is an ideal choice for the detection of glass, calcified bone, rubber, stone as well as ferrous, non-ferrous and stainless steel metal in various packaging. It operates at line speeds up to 50 meters per minute and measures just one meter in length.
It is capable of handling products up to 100mm (height) x and 300mm (width) but weighing no more than 3-kg.
In line with CFR21 part 11 traceability, Loma’s X5C is multilevel password protected for improved data management, which means the system can log events against individual operators.
Produced from brushed stainless steel, it offers an ultra-hygienic design for easy cleaning, low maintenance and serviceability.
A quick release belt can be completely removed without the need for tools and the belt tension can also be eased for cleaning.
The X5C has sloping surfaces in order to decrease drying time and to stop food particles and washdown droplets from accumulating in crevices.
For significant energy saving benefits, the X5C incorporates a detector array with a 0.8mm diode pitch.
This provides a low power and selfcontained high efficiency X-ray generator, resulting in the best balance of processing power to inspection capabilities. This simple, effective cooling mechanism also plays a part in ensuring a prolonged tank life.
THE
ALTERNATIVE FOR HIGHLY SENSITIVE BEVERAGES
WILL SOON BE THE NEW
Designed to be user-friendly, the X5C features an easy to use eight-inch intuitive touch screen.The X5C PC has been migrated to a Windows Embedded Standard operating system, which ensures continued support from Microsoft.
In addition, it also features a highspeed USB port and a simple Ethernet connection for easy outputting of reports.
Since the installation of the X5C, production for Enjoy Life has been running smoother and has staff singing Loma’s praises. Jackson has praised Loma’s impeccable machinery and overall customer service during the buying process.
“The Loma X5C X-ray machine runs on a 24/7 basis and requires little or no attendance by staff,” adds Jackson. “It is easy to install and simple to operate plus needs little maintenance.
The KHS system for the milk market: aseptic filling in PET.
Maximum possible safety for the most sensitive beverages, a higher output capacity, and customizable bottle shapes: all this makes PET the better alternative for milk beverages. Compared to beverage cartons, it is also lighter, as our new 1.0-liter PET bottle for milk and mixed milk beverages weighs just 20 grams. www.khs.com
Jackson concludes: “The overall service from Loma is excellent and I would happily recommend the company and its products to other food manufacturers.”
SUPPLIERS
Loma Systems
An Enjoy Life facility worker is pictured operating the X5C, which has a plethora of user-friendly interfaces including an intuitive touchscreen.
Halo automatically generates a signal calibrated to specified sphere sizes, logging the test results to provide a reliable audit trail.
THE HALO EFFECT
Leading metal detection systems manufacturer taking the stress from periodic system testing with a handy automatic testing device
As a general rule, most food manufacturers test each metal detector within their factory at the start and end of the production shift, and then throughout the day at regular intervals—typically on an hourly basis.
In many settings, as soon as one check is done, it is time to start over.
This time spent running and documenting tests on every line where a metal detector is installed can cost a business over several thousand dollars a month per line in machine downtime and human resources.
For larger factories with multiple lines and metal detection units, the monthly expenditure can run into tens of thousands of dollars.
Not only is this unproductive, it makes even the leanest manufacturing operation less profitable.
To address this inherent shortcoming, while maintaining full data integrity, Toronto-based Fortress Technology Ltd. has developed Halo automatic testing technology—an automatic metal detector testing device designed to automatically test ferrous, non-ferrous and stainless steel samples on all Fortress metal detectors.
According to Fortress, Halo works by effectively duplicating the signal disturbance that occurs during manual testing, without having to physically pass a metal contaminant through the metal detector.
The device automatically generates a signal calibrated to specified sphere sizes, logging the test results to provide a reliable audit trail, while checking the performance of the reject system.
Traditionally installed on the pipeline and gravity metal detectors that inspect
For an accurate test, metal samples should be inserted into the product to ensure it passes through the centreline of the aperture.
METAL DETECTION
free-falling products—including rice, sauces, cereals, powders, corn, sugar and snack foods—the latest release of Halo (Halo 2) has now been adapted to work with a conveyorstyle metal detector to further reduce operational costs, while forming a vital part of manufacturing due diligence.
For a modest upfront investment, food factories can significantly narrow the time window during which a problem with a system goes undetected, according to Fortress, by providing traceable and auditable way to periodically test the performance of their food
metal detectors
This in turn reduces the number of suspect products that must be discarded or recalled in case of an incident, says Fortress, estimating the payback time for a new Fortress metal detector fitted with Halo at less than 12 months.
Designed to complement manual testing, automatic testing not only makes good business sense, but its robust audit trail also helps to strengthen food safety compliance and metal detector system security on processing and packing lines.
FIVE REASONS WHY
Across today’s fast-moving food production environments, manual testing is often deemed archaic, slow and error-prone. Testing a metal detector manually can often be challenging due to access, machine position, product flow and environmental conditions.
This is especially true in gravity metal detectors used predominantly to inspect free-falling bulk products, as well as pipeline metal detectors that inspect pumped products.
Although eliminating manual testing completely is not realistic, if a business is entirely reliant on the method of manual testing, the following are five product specific pitfalls they should keep in mind:
1. With gravity metal detectors, getting a credible, repeatable and consistent test reading manually, operatives must ensure that the test piece passes through the exact center of the aperture. Achieving this consistency can be hit and miss, as there’s the challenge of dropping the test piece in center of the aperture and product flow.
2. On pipeline applications—widely used in high-viscosity meat and pet-food processing, as well as for inspecting liquid and dairy products, such as cream, yogurt, butter and soft cheeses—operatives can insert the test piece in the gap between the tube and the aperture, which is the most sensitive part of the metal detector. Although this may deliver a great signal, it is not representative of testing for metal contaminants in the product flow.
3. The other pipeline test alternative— introducing the test piece to the actual liquid product—can be even more convoluted and time-consuming, as it requires operators to flush product through the pipeline system to recover the test piece or disassembling and resealing the pipe. When done manually, this can increase test times from several minutes to between 10 and 15 minutes.
4. It can be equally difficult to get a consistent test reading on bulk conveyor lines where boxed and bagged dry products are inspected. Here again, the operators are relying on the test piece again passing through the exact center of the aperture, which can be hard to visually determine when products weigh between 25 and 50 kilograms.
5. Testing frozen bulk items, such as larger cuts of meat, also presents a significant challenge because you cannot insert a test piece into the middle of the product that is essentially a solid mass.
Automatic test technology can be fitted to bulk, gravity, pipeline, and conveyor-style metal detectors.
FULL STEAM AHEAD
Filling and packaging powerhouse delivers efficient can filler to canadian craft brewer
Eli Gershkovitch actually had other plans for his life. After studying law he worked as an attorney and as such one of his jobs was to help secure business transactions. However, in this context less value was attached to producing a sturdy, self-made product, as he puts it.
“I wanted to be productive and make something tangible which you can see, feel and above all taste,” says Gershkovitch.
But why open a brewery? The traditions and history of beer have always fascinated Gershkovitch. He, of course, also liked to drink it. His idea soon became a concrete plan.
“I wanted to make interesting, unique products which combined centuries-old brewing traditions with new tastes and technologies,” he states.
That was back in 1995. Together with an architecthe opened a pub in the historic neighborhood of Gastown with an affiliated craft brewery – one of the first in Canada.
Right from the start, Steamworks was a commercial success, the chief executive officer emphasizes. It flourished so well that the original site was soon too small.
His partner had already left the company and with Gershkovitch in full control, he and his team subsequently continued to expand their business.
And yes–he is still a lawyer and even occasionally appears to court.
SUCCESSFUL COOPERATION
In 2013 construction began on a new brewery in Burnaby east of Vancouver with filling systems for bottles, cans and kegs.
This not only marked the start of exports to the USA and Europe, and in particular to Germany, Austria and Switzerland, but also of Steamworks’ cooperation with the Dortmund systems supplier.
“We partnered with KHS from the word go,” says Gershkovitch.
Since then, Steamworks has relied on the Innokeg KegBoy C2 kegging machine
and an Innofill Glass Micro DPG bottle filler to manage its filling operations.
In order to be able to meet the growing demand for Steamworks craft beer, Gershkovitch decided to replace his old can filler.
“KHS always has been our first point of contact in this respect. “We’re extremely pleased with both the systems and the service,” says Gershkovitch with a smile.
Steamworks opted for the Innofill Can C, a can filler for small and medium-sized breweries. On the occasion of its world premiere at drinktec 2017, the Canadians made sure that they procured the very first machine with the serial number of 001.
It went into operation in February 2018, shipped to the customer as a complete
Right from the start chief executive officer Eli Gershkovitch has been successful with his pub and affiliated craft brewery and in doing so has relied on plant technology from KHS.
Serial number 001 in Vancouver: Canadian brewery Steamworks recently secured itself the very first Innofill Can C can filler.
CANNING
teamworks’ range of products is extremely diverse. Its
adian
machine in a single container and commissioned on site on a plug-and-produce basis without any need for complicated installation processes.
As the filler, seamer, valve manifold, cladding and control cabinet on the Innofill Can C form an enclosed, ready-to-produce machine unit, all that had to be done during installation was to connect the electricity cables, piping and conveyors.
Only 14 days lay between delivery and commissioning of the prototype. “Although ‘prototype’ isn’t actually the right word here,” claims Gershkovitch.
At the Canadian brewery the KHS teams from Waukesha in the USA and Bad Kreuznach in Germany had the system up and running at nominal capacity on the very first day of production.
According to Steamworks, it fills approximately 15,000 cans an hour in its standard 355-ml can format, with this rate lower for its other, larger can formats holding 473- and 500-ml, respectively.
“With this can filler, KHS has made the technical innovations of its big machines available to the craft brewing segment,” says Kevin Rathbun, project manager at KHS USA
RIGHT DESIGN
Since implementing the new can filler, Gershkovitch has been very pleased with its work.
“I like the KHS approach to design. In my experience things with a logical array work best. This applies to all of our KHS machines.”
Gershkovitch is also impressed by the machine’s compact design.This is a benefit which is not to be underestimated judging by the real estate prices in Vancouver, which Gershkovitch claims are among the highest in the world.
“We have to plan well in advance and put every single square centimeter of our brewery to effective use. Compared to other fillers, the compact C series gives us the speed we need despite its smaller size.
“For ourselves and I believe most craft brewers, it’s probably the optimum solution on the market. It’s the best complete package.”
In addition to the compactness and fast installation, Gershkovitch also appreciates his new acquisition’s hygienic design.
In particular, this includes a gapless bell guide with PTFE expansion joints (Teflon) and bells, which are lifted and positioned fully electropneumatically to seal the cans – without any mechanical action from cams and rollers.
This does away with the need for water lubrication, simplifies cleaning and promises a service life which is up to twice as long as before.
KHS also uses PTFE materials in the filling valve, for example to seal the filling valve piston and in the gas membranes. Flavor carryover when changing the
product to be filled is thus as good as eliminated. In combination with a fast format changeover option this is of especial interest to breweries such as Steamworks, which produce many different beers – from Pumpkin Ale to Kanadische Kölsch, for example.
“This aspect is very important to us. We’re different from a lot of other breweries in that we produce several formats and beers for various markets,” explains Gershkovitch.
Yet how has a Canadian brewery come to include the light, top-fermented beer from the German cathedral city of Cologne in its portfolio?
“I like Kölsch. We call it a ‘hybrid beer’ and of course we’re familiar with the beer’s legendary status in Cologne. We even serve the beer in the typical thin Kölsch glasses in our pub,” he says with a wink.
COMPACT FOOTPRINT
Besides the speed, precision, compact design and reliability of the machine components, and especially of the valves, and KHS’ general approach to business.
“I like the KHS culture. Communication is extremely direct and deferential. The focus is on the technology and the design,” Gershkovitch extols.
Cooperation between the two companies initially began at BrauBeviale 2012
“At the time we were busy planning our new brewery and were looking to buy filling systems. I stopped at the KHS booth to admire the machines on show there and immediately got talking to the president of KHS North America,” comments Gershkovitch.
“I explained that KHS machines actually lay outside my budget. He said, ‘take your time and if you like we can have lunch together, no strings attached.’”
The machines were then not outside his budget and the rest “is history”, Gershkovitch states.
“Suffice it to say, we’ve been a customer of KHS ever since.”
The atmosphere at Steamworks is as respectful and informal as the brewery’s cooperation with KHS, says Gershkovitch. He uses the German word gemütlich which translates to cozy—despite there now being 40 people in the brewery and 450 who work for the company as a whole.
The success story thus continues, not just for Steamworks, but also for the Innofill Can C
“Since being exhibited at drinktec 2017 countless machines have already been sold. The interest on the international market of craft brewers and smaller breweries is huge,” says Rathbun. “Commissioning the first Innofill Can C for Steamworks has laid the foundations for the future machine series. The concept has already been endorsed by the high number of order entries.”
various beers from Pumpkin Ale to Can-
Kölsch are filled into cans on the new Innofill Can C can filler.
With its Innofill Can C can filler KHS has made the technical innovations of its big machines available to the craft-brewing segment. Besides the speed, precision and compact design Steamworks chief executive officer Eli Gershkovitch especially appreciates the reliability of the machine components.
Steamworks’ Kölsch is not the only item inspired by Germany on offer; the showroom also features an East German Trabant car painted in the brewery colors.
SPICING IT UP
State-of-the-art chicken seasoning machine claims top spot of the pecking order
Trying to narrow down the ever-growing list of reliable automation companies can often leave business owners feeling like a chicken with their head cut off.
Thankfully for Maple Lodge Farms Ltd., Canada’s largest independently owned poultry processor, discovering their whole chicken-spicing machine sure is something to crow about.
Founded in 1955, the family-owned business aims to be customers’ number one choice for chicken by delivering wholesome, impeccable quality chicken with incomparable service.
In order to continue providing this kind of service, the private Brampton, Ont.based establishment began to develop an aggressive strategy plan back in 2017 that would help them to grow annual revenue and market share over the next several years.
In order for this new plan to succeed and to meet the anticipated new demand, Maple Lodge Farms came to the consensus that they needed to expand their capacity by automating the manual process of spicing whole birds.
As part of their growing business strategy, Maple Lodge Farms Ltd. decided to expand their capacity to spicing whole chicken, with the assistance of automation powerhouse Heat and Control.
AUTOMATE NOW
While Maple Lodge Farms offers a wide assortment of chicken products, including sliced deli, deli roasts, wieners, bacon, and frozen products, it was decided that spiced birds would be an integral component of the growth plan so that product line became their area of concentration.
After shopping around for the perfect supplier, the poultry leaders selected automation power-
Franklin, WI. Zund America, Inc. , would like to announce the recent appointment of Scott Spagnolli to the position of North American Sales and Channel Manager, responsible for the US and Canada. Scott has over 25 years of experience in the printing and graphics industries, including 7 years with Veritiv/Xpedx, where he was Director of Graphic Solutions for all wide-format and pre-press media and equipment. Scott also spent over 20 Years at Eastman Kodak Co., where he held roles in operations and sales management for graphics-related products. Based in the Dallas, TX, area, Scott will be responsible for managing the Zund America sales team and distribution channels. His key focus will be driving both direct and channel sales into the graphics and packaging segments as well as exploiting new opportunities in non-graphics industrial segments such as leather, gasket, and composites.
About Zund America, Inc.
Zund America is the U.S. sister company of Zünd Systemtechnik, the family-owned manufacturer of multifunctional digital cutting systems. For more than three decades, the Zünd name has stood for Swiss quality—synonymous with precision, performance, and reliability. Zünd has been designing, manufacturing, and marketing modular digital cutting systems since 1984 and is recognized worldwide as market leader in several different industries. The technological superiority of Zünd cutters stems from the company’s insistence on superior quality standards, modular design, and a strong focus on its customers and their market-specific needs for cutting, finishing, and automation.
For more information, please visit Zünd’s website at www.zund.com
house Heat and Control to help mechanize the spicing of their whole birds.
Since their humble beginnings back in 1950, Heat and Control has built a reputation of assisting a plethora of different businesses with process development, custom engineering, leading edge technology, and equipment for all types of snack products.
Impressive automation notwithstanding, choosing Heat and Control as a supplier was a no-brainer for Maple Lodge Farms, who were also impressed by the company’s enduring legacy of modernization, comprehensive solution offering, as well as their unyielding commitment to customer support.
HOME TO ROOST
Before they put all of their eggs in one basket, Maple Lodge farms decided that they would have a preliminary testing to ensure that Heat and Control could give the machine that they needed.
After refining the process with a few tweaks and minor adjustments, a fully automated Spray Dynamics system was installed and operational back in July of 2018.
Operators at the plant noticed positive results almost immediately and they have continued to outshine initial predictions.
Through the tutelage of Maple Lodge Director of Continuous Improvement, Kevin Shaw, he and the team developed a CSM (characteristic selection matrix) program, while also utilizing a variety of other tools to determine their key criteria and objectives and selected several companies to submit their proposals.
Maple Lodge Farms added the Spray Dynamics’ whole bird chicken seasoning system that included a USDA (United States Department of Agriculture) polished brokenin flight coating drum (with tube on diamond construction), Unispense III high volume dry ingredient dispenser, a Scarf Plate dry ingredient Feeder and PLC (programmable logic controller) controls and Information system for recipe management.
Through the innovative Spray Dynamics system, Maple Lodge Farms has been given the ability to reduce spice waste, which has been a key advantage.
Satisfied by the dedicated support after installation and the success of equipment used in the improved process, there is a very likely chance that Maple Lodge Farm will turn to Heat and Control again as they quickly approach the next phase of their growth strategy.
“At the completion of the project in August, all objectives and critical criteria have been met and the results have overwhelmingly surpassed all expectations,” Shaw extols proudly.
“We have overachieved in the spiced bird coverage and pick-up, a significant reduction in waste and through-put has increased dramatically.”
SUPPLIERS
Scott Spagnolli, Zünd North American Sales/Channel Manager
A YEAR OF MANY FIRSTS
Upcoming SIAL Canada 2019 show brings promise of new experiences and competitions
Foodies, rejoice—SIAL Canada 2019 is coming to Toronto, and it is already shaping up to be an experience your taste buds will thank you for.
Running from Apr. 30 – May 2, 2019, at Toronto’s ultramodern Enercare Centre building by the city’s waterfront, SIAL Canada 2019 is already promising to be a show unlike its previous years.
First making its Canadian debut back in 2001, SIAL Canada is part of the global SIAL network of trade shows organized by Comexposium Group
The network of trade shows additionally includes SIAL Paris, SIAL China, ExpoVinis Brasil, SIAL Middle East, SIAL InterFOOD Jakarta, and SIAL ASEAN Manila, coveting the title as the world’s biggest network of trade shows dedicated to food and drink.
SIAL Canada is now the only event of its scale in Canada, hosting over 18,500 buyers from Canada, the U.S., and 60 other countries.
Visitors and exhibitors have likely been counting down the days until SIAL Canada 2019 since October, when SIAL hosted a launch event that included a presentation about the upcoming show.
SIAL Canada’s Food Trend expert Dana McCauley was one of the speakers and spoke about how SIAL Canada acts as a bridge for likeminded individuals in the food & beverage industry who would are hoping to connect.
“Networking events like SIAL where I get to interact with some of the people who are doing interesting and exciting things in the food industry are just fantastic,” McCauley says.
“Of course, at the show you will get to meet up with all of the other Canadian folks that you may have worked with in the past, or hope to work with in the future, as well as make a lot of international contacts.”
There will be no shortage of networking opportunities, with SIAL Canada boasting an impressive crowd of more than 1,100 national and international exhibitors
from over 50 countries.
Exhibitors that have confirmed that they will be making an appearances at this year’s show will include:
• A&M Gourmet Foods Inc.;
• ADL;
• AHDB;
• Apex Trades Inc.;
• Bio Olives;
• British Columbia Ministry of Agriculture;
• Canadian Bison Association;
• Cucina Foods Inc;
• Drago Mocambo Coffee;
• DuraFast Label Company;
• E. Formella & Sons, Inc.;
• Fateel Oven Date Cookies;
• Franklin & Sons;
• Fruit Of The Land Products;
• Gay Lea Foods Cooperative ltd.;
• Goldencrops Corporation;
• Hashem Foods Ltd.;
• HZ Food Inc.;
• Impress Foods;
NEXT
REVOLUTIONS
• Joseph’s Gourmet Pasta;
• KFI Inc.;
• Krinos Foods Canada;
• Lanthier Bakery Ltd.;
• Marcozzi srl;
• Mennel Popcorn;
• Multi Bag Inc.;
• Nafeeseh Sweets;
• Omid enterprises;
• Partake Brewing;
• Produlith Inc.;
• QuickLabel;
• Reisenberger;
• Saimen;
• Sophie’s Garden;
• Sl Chocolate;
• Terra Cotta Foods Ltd.;
• UEAT;
• VC999 Canada Ltd.;
• Vestey Foods International;
• Whyte’s Foods Inc.;
• Yellofruit;
• and Zoutman NV
In keeping with tradition, SIAL Canada has named Italy as the 2019 Country of Honor, due in equal parts to Italy’s Dolce Vita lifestyle and Toronto’s strong and influential Italian community.
At the centre of an industry that is ever changing and continuously embryonic, it comes as no surprised that SIAL Canada 2019 has changed along with the industry, by adjusted their itinerary to include new innovative shows and competitions.
“The landscape of our industry has changed considerably,” Xavier Poncin, executive director of SIAL Canada, reiterates.
“Whether you’re looking at market concentration, the arrival of new players, changes in consumption habits with increasing focus on digitiza-
SHOW REPORT
tion and personalization, or even developments in international trade, for manufacturers, it’s no mean feat finding the right solutions.”
The upcoming SIAL Canada show will be introducing two new sections: Food start-ups and beverages, which are intended to contribute to an inimitable sectorization in the North American market.
Visitors will receive a wealth of knowledge from beverage experts, Jean-Sébastien Michel, owner Montreal’s renowned Alambika who will talk about alcoholic drinks, while beverage expert Gail Gatelufor will focus on infused drinks in a new staunch activity space called Inspire Drink.
At the end of each day in the Inspire Drink area, guests will get the opportunity to mix and mingle, enjoy original drinks, and taste test the Sial Caesar, SIAL Canada’s brand-new signature cocktail.
Local start-ups will get the opportunity of a lifetime at this year’s SIAL Canada show.Thanks to a privileged partnership with the City of Toronto, SIAL Canada can now offer a new pavilion.
With the Food Tech representing a new branch of the food & beverage industry, SIAL Canada has recruited the help of fifteen young dynamic companies to be present and elucidate what the Food Tech business is really all about.
Brand new to the show this year is SIAL’s inaugural International Cheese Competition, which will be crowned as the first international cheese competition in Canada.
Aiming to showcase the cheesemakers’ originality, knowledge and passion on an international gamut, the competition will be arbitrated by a panel of esteemed cheesemongers and cheesemakers and chefs, many of whom are associates of the elite La Guilde internationale des fromagers.
Cheese expert and jury president Gurth Pretty, who conjured up the notion of a cheese competition, echoes the importance of SIAL Canada’s desire for modernization.
“SIAL Canada is about innovation,” Pretty, a cheese expert and jury president, says.
“Being the third time as their Cheese Ambassador at the Toronto show, I wanted to offer to the SIAL Canada cheese exhibitors something new, a competition.
“Their displayed international and Canadian cheese will be sampled and judged in Canada – the first competition to do so!”
Judging will take place on the opening day of the trade show at the Cheese by SIAL pavilion. Show attendees and exhibitors will be able to observe the cheese being arbitrated based on its technical and aesthetic properties.
The winners of the inaugural cheese competition will be revealed on Apr. 30 to the media and the Gold medals will be handed out for the various categories following the proclamation.
The much sought-after “Best in Show” title will then be featured at the Cheese by SIAL pavillon during the remainder of the show.
SIAL Canada may be making new events, but they are also keeping some of the old.
Returning this year is the SoSIAL Commitment program, which encourages show visitors to make daily efforts to reduce waste by and taking part in knowledge and skill-sharing activities with future generations—all with the aim of fostering a sustainable society.
With the promise of new workshops, competitions and countless opportunities to connect with international partners, the SIAL Canada 2019 show is guaranteed to give visitors and exhibitors alike an experience like no other.
Having previously highlighted innovation and new partnerships as just some of the benefits of attending SIAL Canada, Poncin believes that trade shows like this will have a positive affect on all who take part in the show–whether they are exhibiting
or simply visiting.
Concludes Poncin: “With our buyer programs, series of conferences, product lines organized by type, central experts hub, and special events, SIAL Canada is the ideal platform to help you understand and meet the challenges of tomorrow.”
To register for the SIAL Canada 2019 show and conference, please go to: www.sialcanada.com
n Industrial automation systems, components and services supplier Beckhoff Automation LLC of Savage, Minn., has appointed that Kevin Barker as the company’s new president.
n Eriez, Erie, Pa.-based manufacturer of metal detection and magnetic separation technologies for process, metalworking, packaging, plastics, rubber, recycling, food, mining, aggregate and textile industries, has appointed Dave Heubel as senior sales director of Eriez-USA
n Precision Valve Corp., Greenville, S.C.-headquartered manufacturer of aerosolvalves, actuator and other disnesing solutions for end-users in the personal-care, household cleaners, food-and-bevarage and other consumer industries, has appointed Jeffrey Godsey as chief operating officer of the Precision Global Group
n UPM Raflatac, global manufacturer of pressuresensitive labeling solution for the global packaging industries, has appointed Tim Kirchen as senior vice-president for the Americas Region, based at the company’s North American headquarters in Asheville, N.C.; and Timo Kekki as vicepresident of the company’s Global Films SBU business unit, based at the parent company’s global headquarters in Helsinki, Finland.
n Matik, Inc.,West Hartford, Conn.-based North American distributor of advanced European-made printing and packaging technologies, has appointed Kregg Albrecht as sales manager for label products, responsible for territory comprising Canada and the eastern half of the U.S.
n KM Packaging Service Ltd, U.K –based manufacturer of lidding films and flexible packaging products for food packaging applications, has appointed Stephen Upton as the company’s new business unit director.
March 19-21
Munich, Germany: LOPEC, international exhibition and conference for the printed electronics industry by Messe München GmbH. At International Congress Center Munich.To register, go to: www.lopec.com
March 26-28
Chicago: ProFood Tech 2019, global food & beverage processing exhibition by Kolenmesse and PMMI, The Association for Packaging and Processing Technologies. At McCormick Place. To register, go to: www.profoodtech.com
March 26-29
Melbourne, Australia: AUSPACK 2019, international packaging and processing technologies show by the Australian Packaging and Processing Machinery Association Limited (APPMA). At Melbourne Convention and Exhibition Centre.To register, go to: www.auspack.com.au
March 27-28
Green Bay, Wis.: Converters Expo, package printing and converting technologies exhibition by BNP Media Packaging Group. At Lambeau Field Atrium. To register, go to: www.packagingstrategies.com
March 27-28
Atlanta, Ga.: Industrial Pack 2019, industrial, transit and protective packaging exhibition by Easyfairs. At Cobb Galeria Center.To register, go to: www.easyfairs.com
April 2-4
Montreal: We are Produce, annual convention and trade show of the Canadian Fresh Produce Marketing Association (CPMA). At Palais des congrès de Montréal. . To register, go to: www.cpma.ca
April 3-5
Coronado Island, Ca.: Decelerating World , spring outlook and strategies conference of the Paperboard Packaging Council (PPC). To register, go to: www.paperbox.org/spring
• Tray rated (TC-ER) for factory infrastructure
• Up to several million bend cycles for cable track applications
• Limits current leakage for long distance runs
April 8-11
Chicago : Automate 2019, industrial automation technologies exhibition by the Association for Advancing Automation (A3). Concurrently with the ProMat 2019 supply chain equipment and technologies exhibition by MHI. Both At McCormick Place. To register, go to: www.automateshow.com www.promatshow.com
April 9-11
Louisville, Ky.: ICE USA 2019, package converting technologies exhibition and conference by Mack Brooks Exhibition Group. At the Kentucky International Convention Center. To register, go to: www.ice-x-usa.com/register
April 10-11
Shanghai, China: Luxe Pack Shanghai 2019, luxury products packaging exhibition. At Shanghai Exhibition Center. To register, go to: www.luxepack.com
April 24-25
Brampton, Ont.: 20/20 Vision: Progress in Packaging, conference and exibition by CCCA (Canadian Corrugated Case Association) and AICC Canada. At the Pearson Convention Centre. To register, go to: www.aiccbox.ca/events
April 30 – May 2
Toronto: SIAL Canada 2019, North America’s food innovation trade show by Expo Canada France. Jointly with the SET Canada 2019 food equipment and machinery exhibition. Both at Enercare Centre.To register, please go to: www.sialcanada.com
May 5-6
Montreal: Bakery Showcase Montréal Canada, baked goods industry trade show and conference by the Baking Association of Canada. At Palais des congrès de Montréal. To register, go to: www.baking.ca
www.lappcanada.com
Barker
Heubel
Godsey
Kirchen
Kekki
Albrecht
Upton
CHECKOUT PACKAGE BUILDING BLOCKS FOR SHEER FUN JEFF MAY
Just like the fabled Lego brand interlocking plastic bricks have never changed the original system used for interlocking the pieces, the evolution of product packaging for this ageless toy brand has been something of a natural slow burn, rather than outright disruption. And God bless Denmark’s Lego System A/S for sticking with what works best for countless diehard Lego enthusiasts of all age groups! The front of each Lego box typically comes with a picture of the completed kit in a full-action pose, which usually takes up the entire front panel of the cases. The front panel also provides all the practical consumer information on the kit, including the kit name, recommended age group, total number of pieces, a choking hazard warning, and the numerical code for the product’s sub-brand family— such as #60179 for the LEGO CITY Ambulance Helicopter featured here. This information is also displayed on the back of the box—enhanced with pictures of other alternate products that could be made from the pieces contained in this set with a little inspired imagination.
animated display—good for a smile of chuckle every time your reach for a new marker or put one back in for storage. Speaking of which, kudos to Crayola for launching a new recycling program for the return of used markers, with many schools now making good use of the special marker return containers in their school offices to collect and ship used markers back to Crayola LLC
The Absolut Vodka brand has built up a solid legacy over the years as a spirits packaging pioneer, and it has done its reputation no harm with its recent Holiday-Edition release of 750- ml sequin bottle that, according to the company, was inspired by the star-lit sparkle of holiday nights. Still displaying its classic muscular profile, the trademarked bottle is covered in a sequin that can be flipped between two colors—in this case blue to silver—as a way to add a little festive cheer to the product’s enjoyment. Even the clear plastic wraparound product label attached to the bottle seamlessly blends into the colorful backdrop, with the brand’s white logo providing a perfect contrast to all the sparkling razzle-dazzle of the festive sequin dressing.
For nature-lovers among us, the Great Outdoors Insect Repellent brand of J. R. Watkins Co. is a compact travel-sized gem of a package that is a must-have for weekends at the cottage, camping, backpacking or road traveling. The sturdy 45- ml plastic container has a hole at the top for attaching it onto a carabineer. This allows the product to hang from a backpack strap, for example, so that it is always accessible, and the flip-top cap facilitates quick and easy dispensing and application of the magic potion inside to deter all those pesky insects from having a feast at your expense. The front label is simple and informative—providing all the essential product info, ingredients and warnings—while the back label incorporates a clever peel-off outsert that contains all the useful details on the directions of use, precautions, disposal, First Aid tips and, of course, all the ‘Toxicological Information’ you ever wanted to know.
As a product that is essentially a package all in and of itself, the Zipit Wildings Pouch is a fun and joyful pen/pencil carrying case that actually seems to have a real personality to it. Mostly thanks to the friendly eyeballs and a full-length zipper mouth incorporated into a sturdy polyester structure capable of surviving through most typical hazards of childhood. With packaging a package naturally being a nonstarter, the simple product label tag attached to the top of the case—featuring a punched-in peg hole for effective retail display—makes a perfect add-on to the child-friendly contraption promising to really “Put a Smile on Your Case!”
Produced by a proud local Ontario dairy Bright Cheese & Butter MFG. Co. Ltd., the thermoformed package for the company’s Bright Cheese Curd is a classic textbook play of letting the product’s natural wholesomeness speak for itself. Enveloped in clear barrier plastic film, the simple package allows the shopper to clearly examine the contents to see just how fresh and wet the curds are, which is made easier when the pack is displayed in the aisle vertically suspended from a centered peg hole at the top of the package. The product label itself—a quaint graphic of a milking cow inside a round cheese wheel— is not only easy on the eyes, but is also extremely functional in its other role as a resealable peel-off opening. With the cheery blue-cow graphic asserting its credentials as 100-percent Canadian product, the Bright Cheese Curd package is a very tasteful testament to the marketing virtues of consumer convenience.
There’s something about the Crayola brand markers that always triggers a flood of happy childhood memories, and the brand’s new Silly Scents washable markers keep that subliminal connection alive and well. Packed snug and tight inside a bright 12-pack folding carton adorned with happy and colorful fruit cartoon characters, the brand’s traditional yellow-and-green background vividly comes to life with this highly
Jeff May is owner and proprietor of Scallywags, a popular midtown Toronto sports pub specializing in live coverage of major international sporting events. For information and broadcast schedule, go to: www.scallywags.ca
ADVERTISERS’ INDEX
C-Series Checkweighers
Dependable Precision
METTLER TOLEDO dynamic C-Series checkweighers are designed to optimize flexibility on production and packaging lines, helping to ensure manufacturers around the world are equipped for market demands of the future and allowing them to benefit from both high-precision checkweighing and optimized adaptability.
A wide range of sizes and configurations are available to handle nearly any container type or package design, and to ensure accurate product delivery, reduced giveaway, and optimized production processes.
To learn more today, call 1-800-METTLER or visit www.mt.com/checkweighing.