Leading-edge X-Ray detection key to VegPro’s grand-scale greenhouse start-up Story on Page 16
PIONEERING
INNOVATION SINCE 1950
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
COMPLETE SNACK PACKAGING SOLUTIONS
•Accumulation
•Horizontal motion conveying
•Incline, belt and bucket conveyors
•Filling and multihead weighing
•Bagmaking and casepacking
•Checkweighing and seal checking
•Foreign object and defect inspection
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Sep. 29-Oct. 1, 2025
Booth W-2506
Las Vegas, NV USA
•Controls and information systems info@heatandcontrol.com
Las Vegas Convention Center
Videojet® 2380 large character printer
The mess-free way to print on cases and cartons
Maximize your coding efficiency with the Videojet 2380 inkjet printer. Designed for easy use, it integrates smoothly, requires minimal maintenance, and can be operated with simple training. Self-cleaning technology helps ensure crisp, high-resolution text, logos, and barcodes. Take advantage of the ability to code on multiple sides of cases and cartons with up to four printheads.
n
n
n
n
COVER STORY
16 BABY LOVE
Leading Quebec lettuce grower makes an emphatic statement of intent with new state-of-the-art greenhouse complex and the launch of a new brand of baby lettuce salad mixes.
FEATURES
23 Taste or Honey
Alberta-based honey producer keen to maintain its spotless food safety record with leading-edge X-Ray product inspection technology.
28 Premium Plus
Montreal chocolate manufacturer leveraging local paperboard packaging expertise to grow its premium-quality cocoa creations.
32 Viva L’Italia!
Italian packaging machinery manufacturer using authoritative third-party certification process to grow its cross-Atlantic business.
34 Making the Point
How point solutions help facitlitate and optimize productivity in high-volume distribution environments.
37 Trading Places
Veteran of the Canadian packaging OEM sector offers his take on the U.S. tariff strategy. COLUMNS FROM THE EDITOR
4 George Guidoni
Heads-up on the new front-of-pack labeling regulations.
CHECKOUT
44 By Jaan Koel
Joe Public speaks out on packaging hits and misses.
Close-up of the transparent clamshell containers used by Vegpro International to pack its newly-launched brand of baby lettuce grown at the company’s glittering new greenhouse complex in Sherrington, Que.
Photo by Pierre Longtin
Front-of-Pack labeling a healthy move in the right direction
Making healthy choices at the grocery shelf is easier said than done for many Canadian consumers facing an overwhelming abundance of choice of food packages vying for their attention.
• Attract consumer attention by explicitly highlighting nutrients of public health concern;
• Support and simplify decision-making for consumers, helping them to avoid less healthy food options;
JUNE 2025 | VOLUME 78, NO. 4
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113
apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
$6.6 BILLION
Estimated annual cost of unhealthy eating in Canada Statistics Canada
For busy Canadian shoppers, reading the standard Nutrition Facts table (NFt) on the back of product packaging can be too time-consuming, overcomplicated or illegible to make truly well-informed decisions on-the-go, without obtaining the authoritative guidance they need to make the healthiest selection possible.
Which is why we believe that the incoming new mandatory Front-of-Package (FOP) labeling regulations from Heath Canada—due to come into force on Jan. 1, 2026—represent a solid timely step in the right direction.
Targeting prepackaged foods deemed to be high in sugar, salt or saturated fats—as determined by daily value thresholds—the Front-of-Package Nutrition Symbol Labelling Regulations will require brand-owners to alert consumers of high content of any or all of these three ingredients with a distinctive FOP symbol right on the front of the package.
Featuring a magnifying glass icon, the black-and-white symbol will highlight which of the Big Three target nutrients exceed the suggested daily intake thresholds, with the words Health Canada/ Santé Canada placed at the bottom.
Developed as part of the federal government’s Healthy Eating Strategy initiative launched in late 2016, the new FOP rules aim to make it easier and quicker for Canadians to make healthier choices in regard to sodium, sugar and saturated fats, according to Health Canada.
“While existing nutrition labeling tools are very useful to many consumers when making food purchasing decisions, some consumers find the information provided too complex to understand and use,” according to Health Canada’s consultation document on FOP labeling.
Titled Toward Front-of-Package Nutrition Labels for Canadians, the document presents new FOP rules as an enhancement to existing NFt requirements that will:
• Provid ing transparency by letting consumers link it to the information in the NFt;
• Offer industry an incentive to manufacture foods lower in nutrients of concern;
T here is plenty of credible science-based evidence that foods high in sodium, sugar and saturated fat can lead to developing some nasty health risks that include stroke, obesity, heart disease, Type 2 diabetes, high blood pressure and certain types of cancer, according to Health Canada.
Not only do these chronic ailments take a terrible toll on people suffering from them, but there is also a hefty economic burden on the country’s healthcare system. Citing various Statistics Canada studies focusing on the aforementioned chronic diseases, “In Canada, the annual economic burden of unhealthy eating was estimated at $6.6 billion, including direct health care, [while] obesity itself is estimated to create an economic burden of between $4.6 billion to $7.1 billion annually,” the FOP study says.
Moreover, such regulations may also encourage at least some food companies to rethink their product formulations to reduce the amount of salt, sugar and fat used to make their packaged foodstuffs.
As Health Canada points out, “In New Zealand, the ‘Pick the Tick’; FOP program succeeded in the removal of 33 tonnes of salt from the food supply over the course of a year through product reformulation. In Finland, since the [high salt] warning was implemented in the early 1990s, the salt content of studied foods has decreased by 20 to 25 per cent.”
Something to chew on, at long last!
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
Media Designer Graham Jeffrey gjeffrey@annexbusinessmedia.com
CEO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above. Annex Privacy Officer Privacy@annexbusinessmedia.com Phone: 800-668-2374
We acknowledge the [financial] support of the Government of Canada
BOARD KEMI
We’re the Original Kemi™ Liner
KemiTM liners, Metsä Board’s premium white top kraftliners, have played a significant role in the evolution of corrugated packaging in the Americas. Known for their superior printing surface and high performance, KemiTM liners are a coated white top kraftliner that revolutionized the corrugated packaging industry by combining performance with visual branding.
KemiTM liners, then known as Kemiart, were launched in the American market in 1991. Innovation continued introducing double coated white kraftliner in 2011. Most recently, in 2023, the Kemi mill underwent further developments to increase its capacity to 465,000 tons, while enhancing energy and water e ciency.
At 465,000 tons, our facility is now the world's largest
Growth, with a future
production plant for coated white-top kraftliner. Customers worldwide specifically request "Kemi" when they mean our first-class white kraftliners such as MetsäBoard Classic WKL, MetsäBoard Pro WKL and MetsäBoard Prime WKL.
With a legacy spanning over five decades, Metsä Board will continue to help set the standard for excellence in packaging, allowing every box to tell a story of quality and sustainability.
Earth Month product launch makes good on recyclability
Like many single-use plastics, nutrition bar wrappers have been getting a really bad rap in recent years for being virtually impossible to recycle. But a recent collaboration between Riverside Natural Foods and leading global packaging manufacturer Amcor may just be the breakthrough sustainability solution that could make a real difference going forward.
Founded in 2013 by Toronto area entrepreneur Nick Fotovat, Riverside Natural
Foods has enjoyed breathtaking success since opening its doors just north of Toronto in Vaughan, Ont., with the company’s flagship MadeGood brand of organic granola bars becoming an instant bestseller across Canada and in many U.S. markets.
Operating a Certified B Corporation (B Corp) committed to the highest standards of social and environmental performance, the company’s proactive efforts to minimize the environmental impact of its product packaging were vividly underscored a few weeks ago with
Foreign Material Foreign Material
new paper-based packaging said to be compatible with most municipal recycling streams across Canada.
inspection photon counting 3rd gen. x-ray technology
Launched during the designated Earth Month this past April, the new curbside-recyclable wrapper broke new ground in the product category by using Amcor’s AmFiber material—a paper-based laminate made with FSC (Forest Stewardship Council)-certified fiber—to package the new MadeGood Trail Mix bars. Compared to traditional bar wrap, the package reduces the amount of virgin plastic by 77 per cent, and it has been certified by Western Michigan University to meet repulpability standards necessary for recycling.
Says Riverside Natural Foods sourcing, procurement, and impact director Salma Fotovat: “At Riverside Natural Foods, we are continuously letting our curiosity guide us and ask ourselves, “How can we take the next best step forward toward a more sustainable future?
“For us, this was innovating a category-first paper package for our consumers to enjoy while minimizing the impact on the planet,” Fotovat states. “We are so proud to achieve this with our partners at Amcor.”
unveils new Executive Director
outgoing
The Canadian Corrugated Case Association (CCCA) has formally announced the appointment of Serge Desgagnés as the group’s new executive director at the association’s recent meeting, held at the Peller Estates Winery in Niagara-on-the-Lake, Ont.
A former vice-president of sales and marketing at Kruger Packaging L.P., Desgagnés has worked in the Canadian corrugated industry for over 45 years, including serving as CCCA’s board member for many years as Kruger’s representative.
From Left: CCCA manager of member services Kate Menard, incoming executive director Serge Desgagnés, and
executive director Allen Kirkpatrick.
CCCA
New hybrid Sprite drink offers a bold twist to beat the coming summer heat
Going viral on social media is no guarantee of long-lasting fame, but for The Coca-Cola Company, seeing young people all over North America steeping tea-bags inside bottles of Sprite was a calling too hard to resist.
Launched across Canada and the U.S. last month, the new Sprite + Tea is a bold category-crossing offering blending the crisp, lemon-lime refreshment of Sprite—said to be the third-biggest carbonated soft-drink brand in North America—with the classically refreshing flavor of tea to offer a distinct new thirst-quenching alternative this coming summer.
Marketed as a limited-time-only (LTO) brand extension available until October, the hybrid beverage was inspired by the viral trend of consumers steeping tea bags in Sprite bottles.
“Sprite + Tea is designed to reflect the way fans enjoy and remix Sprite by taking inspiration from the social trend of steeping
tea in the product,” says Jacques Blanchet, director of integrated marketing for Coca-Cola Canada. “This new launch reflects the bold and innovative spirit of the brand, while delivering the refreshing experience Sprite fans crave.”
As Blanchet relates, Coca-Cola’s R&D team completed several rounds of consumer testing to fine-tune the formula for the amber-colored sparkling beverage, striking a smooth and refreshing balance of the complementary flavors for both the regular and the zero-sugar varieties.
Available in 500-ml bottles and 355-ml can 12-packs, the Sprite + Tea packaging fuses the Sprite logo and signature green backdrop with gold and brown accents, dynamic splash graphics, and a youthful font atypical of ready-to-drink tea brands.
“The promise of this flavor pairing, which began as an intern research project, was reaffirmed when the trend of steeping tea in Sprite took off on TikTok with millions of views; it was clear there
would be interest in a Sprite with the flavor of tea,” Blanchet relates.
“Matching the flavor preferences of consumers is a focus for us, and Sprite + Tea is designed to tap into the excitement for this pairing among fans.”
Blanchet compares the Sprite + Tea origin story to another hybrid offering, Sprite Lymonade, which was driven by fans mixing their beloved brand with lemonade.
The new Sprite + Tea hits the market on the heels of last summer’s hit LTO, Sprite Chill, which secured a sustaining spot in the Sprite portfolio line-up, and Blanchet says the team hopes Sprite + Tea will become a year-over-year seasonal offering in Canada.
As Blanchet points out, flavor
innovations are a key growth driver for Sprite, presenting a fun creative challenge for the brand team due to limited time in the market and the need to communicate multiple messages.
“Innovations are at the heart of the Sprite brand and give us an opportunity to take new, bold approaches to our marketing,” Blanchet states.
“Sprite has always been tapped into culture, and we’ll keep pushing ourselves to meet our Canadians consumers where they are with innovations like Sprite + Tea.”
The Sprite + Tea brand bottles and cans are made, merchandised, distributed and sold in Canada in partnership with Coke Canada Bottling
25_004318_Canadian_Packaging_JUN_CN Mod: April 30, 2025 8:44 AM Print: 05/13/25 page 1 v2.5
ADVERTISE IN THE PRINT AND DIGITAL DIRECTORIES FOR THESE RATES:
FULL PAGE: $5,100 CAD NET ($3,670 USD)
HALF PAGE: $3,060 CAD NET ($2,200 USD)
FOCUS ON THE LATEST TECHNOLOGIES TO BE REVEALED AT THE LARGEST PACKAGING EXPO OF THE YEAR.
BETTER DETECTION
Eagle Product Inspection, represented in Canada by PLAN Automation, is enhancing its technologies to help manufacturers detect contaminants and optimize quality in dense metal packaging formats. For example, processors can now deploy the updated Pack 240 PRO system equipped with the ‘Dynamic Duo’ of advanced imaging software and photon-counting X-Ray technology. Eagle’s proprietary SimulTask PRO software delivers the industry’s highest greyscale range with up to 65,535 values for exceptional image clarity and deep contrast, while the accompanying Photon-Counting X-Ray (PXT) technology, captures data at the photon level for unparalleled sensitivity. When paired, the resulting system not only detects the smallest contaminants in dense or metalized packaging—down to 1.5-mm stainless steel—while delivering the detailed,
actionable insights processors need to maintain quality and compliance. In addition to reducing food safety risks in applications ranging from snacks in metalized bags to increasingly popular tinned fish products, the Pack 240 PRO also conducts quality checks like in-line weight verification and fill level inspection in a single pass without sacrificing throughput.
PLAN Automation
UNIVERSAL APPEAL
Distributed in Canada by Electromate, the new e-Series collaborative robots from Universal Robots—including models UR7e, UR12e, and UR15—is designed to provide enhanced options for payload, reach and precision in demanding collaborative applications. According to the company:
• The UR7e delivers a seven-kilogram payload, 1,300-mm reach, and ±0.03-mm repeatability, making it an optimal choice for machine tending, light assembly, inspection, and screwdriving tasks where space is limited, but performance is critical.
• The UR12e supports a 12-kg payload, 1300-mm reach, and ±0.05-mm repeatability, offering
additional strength for heavier part handling, palletizing, and advanced assembly operations. Despite its higher capacity, the UR12e retains the compact footprint and collaborative features of the e-Series lineup.
• The UR15, delivers 15-kg payload capacity, 1,300-mm reach, and ±0.04-mm repeatability. Designed for heavy-duty tasks, it bridges the gap between the e-Series and larger UR models, providing increased capacity while maintaining the collaborative safety and flexibility UR is known for.
Electromate
FREEDOM OF MOVEMENT
The new Codian SR SCARA model robots from B&R are designed to offer high-speed articulated movement with four degrees of freedom, making them well-suited for tasks like pick-and-place, loading and unloading, assembly and dispensing, which demand both speed and repeatability in a compact footprint. Complementing the existing Codian delta robots line-up, the new SCARA models extend the range of applications to include high-speed handling with a lateral offset or overhead mounting restrictions. The plug-andplay robost are particularly easy to
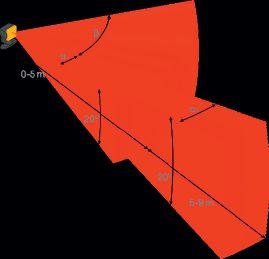
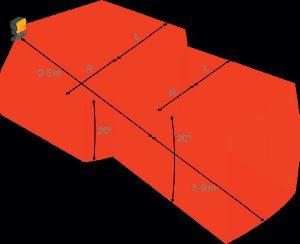
PSENradar Long Range - Enhanced Flexibility and Extended Detection up to 9m
install on a small footprint alongside linear and planar product transport systems to handle payloads ranging from three to 65 kilograms with exceptionally high repeatability.
B&R (Div. of ABB Group)
ADVANCING AUTOMATION
Designed for basic automation applications, the new next-generation motion control system portfolio from Siemens Digital Industries features SINAMICS servo-drive systems and the new SIMATIC S7-1200 G2 controller for maxim performance and flexibility in product handling, moving, positioning and processing applications. The new holistic solution is designed to offer scalable solutions with various power options, comprehensive safety features, wireless diagnostics capabilities, and seamless integration with the Siemens TIA Portal, to provide:
• Enhanced processing power with dedicated communication and extended memory;
• Support for up to 31 PROFINET devices with synchronized program execution;
• Integrated motion control technology objects for simplified system configuration
• Near Field Communication (NFC) capability for wireless access to diagnostic and device data.
Siemens Digital Industries
NOVA Chemicals inaugurates massive new recycling plant
Calgary-headquartered NOVA Chemicals Corporation has announced the commissioning of its first polyethylene (PE) film recycling facility, SYNDIGO1, located in Connersville, Ind., last month.
Said to be is one of the largest and most sophisticated plastic film mechanical recycling facilities in the world, the 450,000-square-foot SYNDIGO1 facility will recycle 145,000 bales of end-of-life plastic film annually to produce over 100 million pounds of SYNDIGO brand recycled PE resins, with full production expected to commence by early 2026.
According to NOVA, the collected plastic film waste will be processed into pellets and sold as SYNDIGO brand recycled linear, low-density polyethylene (rLLDPE) suitable for a wide variety of packaging applications—from trash can liners to food packaging.
A grade of SYNDIGO rLLDPE has already obtained the FDA (U.S. Food and Drug Administration) compliance approval for all food types, allowing it be used to add recycled content for the full scope of food packaging applications, including pantry staples, refrigerator items, and freezer packaging.
“Our SYNDIGO1 facility is a tangible example of what motivation, collaboration, and market demand can do together,” NOVA Chemicals chief executive officer Roger Kearns proclaimed at the official opening ceremony attended by NOVA’s senior executive management, key business partners, and local business leaders and politicians.
“At NOVA, we have decades of experience in developing products that make our lives better,” Kearns said. “As of today, we’re not only a petrochemicals producer but also a recycler of polyethylene.
“We’re diverting plastic waste from landfills and turning it into new, quality products that help keep our food fresh or safely transport goods and materials to the store shelves,” said Kearns, launding successful completion of 22
months of meticulous planning, construction and scale-up.
Upon announcing plans for the new facility in July 2023, NOVA partnered with leading specialty packaging manufacturer Novoflex to operate the facility, leveraging its 20 years of experience in operating plastic film recycling facilities worldwide.
In 2024, the facility’s mechanical recycling process received a first-of-its-kind Letter of Non-Ob jection (LNO) from the FDA, confirming its ability to produce post-consumer rLLDPE suitable for food-contact applications.
that companies should increase the use of packaging made from recycled materials
According to NOVA, the SYNDIGO1 is working with major retailers and distribution centers across the U.S. to collect back-of-store polyethylene film to provide con-
sistent and clean feedstock for recycled PE. The facility will collect an average of 400 bales of plastic film each day, or 14,000 bales each month—diverting an equivalent of four professional football fields filled to the top of the goal posts from landfill each year.
Proudly Canadian. Precision Filling.
Discover the advanced liquid filler machines, meticulously built in Canada for superior performance.
Système de remplissage semi-automatique pour liquides solution volumétrique
In April 2025, the facility achieved the Recycled Material Standard certification from Green Blue, which verifies that the SYNDIGO recycled PE produced at the facility is 100-percent post-consumer recycled content.
NOVA says it is working with several leading manufacturers and distributors to incorporate recycled polyethylene into flexible packaging, including Charter Next Generation , M.Holland , Osterman & Company, Petoskey Plastics , PolyExpert , Pregis , Sigma Plastics Group and Winpak.
“There continues to be high interest from converters, retailers, and brand-owners for recycled polyethylene,” Kearns said, “and our state-of-the-art facility accelerates our ability to meet this demand.
“We can leverage the latest technologies to ensure plastic film is recycled and reused,” he stated, citing a recent Nova Chemicals survey showing that 75 per cent of North American consumers agree
CF-2P
Semi-Automatic
Tabletop Volumetric Liquid Filler
• Stainless steel cabinet with safety doors.
• Pumps liquid and semiviscous products directly from your tank.
• Fills 1 ml to 1000 ml (0.03 oz. to 36 oz.) with ±0.5% accuracy.
• Available automation kit upgrade.
514 322 0062
EATS 2025
The Future of Food & Beverage Innovation Awaits
In the rapidly evolving food and beverage industry, staying ahead of the curve is more than a competitive advantage—it’s a necessity. Enter EATS 2025—the Equipment, Automation and Technology Show for Food & Beverage—North America’s only trade show dedicated to ALL areas F&B manufacturing.
Taking place October 28–30, 2025, at McCormick Place in Chicago, EATS brings together top-tier manufacturers, solution providers, and food and beverage professionals to explore the latest innovations that are transforming the industry. Whether you’re in production, engineering, quality control, or product development, EATS delivers targeted, actionable solutions designed to elevate operations from recipe to retail.
A Show Built for Food & Beverage
Unlike events that only serve one corner of the industry, EATS is purpose-built for the full spectrum of food and beverage processing. Whether you’re scaling operations, integrating new tech, or navigating shifting regulations, EATS delivers solutions that reflect the complexity and diversity of the entire sector.
With over 350 exhibitors showcasing innovations across eight critical sectors—Bakery, Beverage, Cannabis, Dairy, Pet Foods, Prepared Foods, Proteins, and Confectionery— attendees will find solutions tailored to their specific segment.
From optimizing your line and integrating automation to reducing downtime and scaling production, EATS 2025 connects you with the technologies and insights to make it happen.
Experience Innovation in Action
EATS goes beyond the traditional trade show format with immersive, live demonstrations that bring real production scenarios to life. The Production Lines return in 2025 with three start-to-finish production experiences, including:
• Sliced Pepperoni Production – A complete look at processing, slicing, and packaging
• Fresh Pet Food Manufacturing – Innovations in high-quality, fresh pet nutrition
NEW THIS YEAR: EATS Kitchen, where acclaimed chefs demonstrate how recipes are transformed into scalable, packaged products using the latest equipment and techniques. These culinary storytelling sessions offer a unique view into the intersection of creativity and commercial viability.
October 28-30, 2025
McCormick Place | Chicago, IL
Actionable Education & Sector-Specific Learning
EATS 2025 also delivers robust learning opportunities through its Food for Thought theater and dedicated Sector Stages. Attendees can dive into high-impact topics like:
• AI in Food Manufacturing – Leveraging data for smarter, safer operations
• Sustainable Packaging – Innovations that reduce waste and cost
• Advanced Automation in Protein Processing – Driving consistency and yield
• The Rise of Plant-Based – Scaling innovation to meet market demand
REGISTER NOW AND SAVE
Registration for EATS 2025 is officially open! Join us October 28–30 in Chicago and discover what’s next in food and beverage processing.
Each session is designed to equip professionals with the knowledge to implement change, improve processes, and stay competitive in a rapidly shifting industry.
Powered by Global Expertise
EATS 2025 is strengthened by global partnerships with leaders like drinktec and IFFA. These collaborations expand the event’s international influence and add depth to key sectors—drinktec enhances the beverage programming, while IFFA brings global authority to meat and protein processing.
Connect with the Industry’s
Best
More than a showcase, EATS is a meeting place for the entire food and beverage value chain. From CEOs and engineers to plant managers and R&D professionals, attendees come to discover, collaborate, and leave with ideas they can immediately implement.
Whether you’re exploring new technologies, sourcing solutions, or building relationships, EATS 2025 delivers a high-value, high-impact experience.
15
- 19 September
2025
Trade Fair Center Messe München
drinktec 2025 - Visitor registration is now open
With approximately six months remaining until the event, drinktec 2025 is ready for visitor registration: online registration at https://drinktec.com/ en-US/visit/ticket/ is already live, allowing industry professionals to plan their trip to Munich from 15th to 19th September 2025 and secure their tickets.
All important visitor services are already available on the website, providing an overview of which exhibitors are located in which halls and effectively plan the visit to drinktec. With the new exhibitor and product database on the website, visitors have extensive options to plan their route at drinktec with the help of filter options based on halls, industry, product catagories, export market and entries in the solutions or innovation directory.
As in previous editions, the event team has strategically positioned exhibitors according to key product groups, ensuring that related exhibitors are clustered together based on their specific exhibition focus. “ Our goal is to simplify the thematic overview,” explains Markus Kosak, Executive Director drinktec Cluster, ”and therefore place our exhibitors in the appropriate halls according to the main themes wherever possible.” This provides a coherent route and facilitates comparisons of the various solutions on display.
New formats in the supporting program
The drinktec 2025 Liquidrome supporting program brings together impulses from research and science and integrates creative ideas from start-ups as well as topics from future research. With this inspiration and these trends, drinktec 2025 will decisively support the development of the beverage and liquid food industry and the future market orientation in all international markets.
drinktec 2025 will position the following key themes in the supporting program:
With “Circularity & Resource Management”, drinktec 2025 will once again delve deep into the topics of efficient resource utilization - and this includes every step in the value chain.
“Data2Value”, sheds light on the future of data use throughout the industry. All data sources must be brought together here and offer useful perspectives for the beverage context.
“Lifestyle & Health” refers to future product concepts in the beverage and liquid food industry: trend towards vegetarian or vegan diets, the increasing market share of dairy alternatives and the trend towards no- or low-alcohol products. Health-promoting ingredients and new product formulations could require the beverage and liquid food industry to adapt its process technologies, among other things
The Next Big Thing - solutions of the future Another highlight - the premiere platform - will showcase exhibitors’ latest innovations: “The Next Big Thing” is the slogan for all participants in the Innovation Guide, which features all exhibitors who have registered an innovation with the organizing team. Curated by a team of experts, these innovations are showcased on a landing page. Detailed information on the innovations is only made available to visitors directly on the exhibition grounds via a QR code. This approach allows theinnovative spirit of the beverage and liquid food industry to shine through ahead of the world’s leading trade fair, while keeping the innovations “under wraps” for now.
Get your ticket for now!
Covering an area measuring more than four soccer fields, Vegpro’s new $135-million greenhouse is home to the company’s new FOLIA brand of baby lettuce salad mixes.
BABY LOVE
Leading
Canadian baby lettuce producer turning a new leaf in its relentless pursuit of healthy product innovation and food safety excellence
By George Guidoni, Editor
Photos by Pierre Longtin
Turning a new leaf, literally and metaphorically, comes naturally to the friendly folks at Vegpro International Inc., a fast-growing Quebec produce grower supplying baby lettuce and other high-quality fresh vegetables to Canadian consumers for over 25 years.
Founded in 1998 by Gerry Van Winden and Anthony Fantin, the company’s knack for growing and packaging great-tasting, nutritious and conveniently pre-portioned greens enabled it to become Canada’s largest producer of fresh vegetables by the turn of this decade, attracting interest from major capital investors looking to put their money into an exciting business venture with virtually unlimited growth potential.
And with Vision Ridge Partners acquiring a majority share in the company in 2022, Vegpro has recently showcased that potential in spectacular style
with the unveiling of a brand new, stateof-the-art $135-million greenhouse in Sherrington, Que., near the company’s headquarters.
Covering an area of 12.8 acres—an equivalent of four soccer fields—the glittering new structure is a breathtaking addition to Vegpro’s already impressive asset base comprising three production sites and growing fields in Quebec, British Columbia and Florida, which employ a combined total of about 700 people.
Designed with a keen focus on sustainability in all aspects of its operations, “It has an annual production capacity of 3.5 million kilos (7.8 million pounds) of lettuce and fresh vegetables, regardless of the season, as it will remain in operation 12 months per year,” says Vegpro’s chief operating officer Patrick Ravary.
“On a weekly basis, the new Vegpro complex can produce an average of 68,000 kilos (150,000 pounds) of lettuce,” adds Sophie Ruel, executive vice-president of sales and marketing, noting that
“Our lettuces are grown using environmentallyfriendly practices, which are sometimes even more rigorous than organic farming.”
the new greenhouse is home to the company’s new FOLIA brand of GMO-free baby lettuce salads grown without any pesticides.
Says Ruel: “With this $135-million investment, our objective is to develop our sales in a very buoyant market segment, greenhouse crops, thanks to the high quality, crisp texture and distinctive flavor of the FOLIA lettuces we produce.
“But the big motivating factor behind this decision is also to be able to produce locally-grown lettuces 365 days-a-year in a resilient, responsible and eco-responsible way,” Ravary adds, citing lead-edge production and harvesting technologies assembled at the new complex, including:
• An intelligent climate control system with remote control;
• Robotized mobile gutters for automated sowing, germination, cultivation and harvesting;
• A one-of-a-kind germination chamber that shortens the growth cycle by eight per cent;
• A natural CO₂ refrigeration system for lettuce packaging, as well as
high-performance heat pumps, for sustainable energy management throughout the greenhouse;
• A custom-engineered system for complete recovery and recycling of rainwater and irrigation water.
Ravary points out that the company’s firm focus on sustainability was entrenched throughout the organization right from the planning and construction stages of the new greenhouse.
“It’s worth noting that for our choice of lighting, conveyors and refrigeration systems, more than 25 companies, located less than 100 kilometers from here, contributed to the construction,” Ravary says, complimenting valuable contributions from Vermax (Les industries Harnois), Green Automation, Frare Gallant, Gobeil Dion et Associés and Laporte Consultants, among others.
Employing roughly 150 people on-site daily during the construction stages, the vast new greenhouse complex houses numerous groundbreaking structural features such as:
• More than 2,000 metal posts sup-
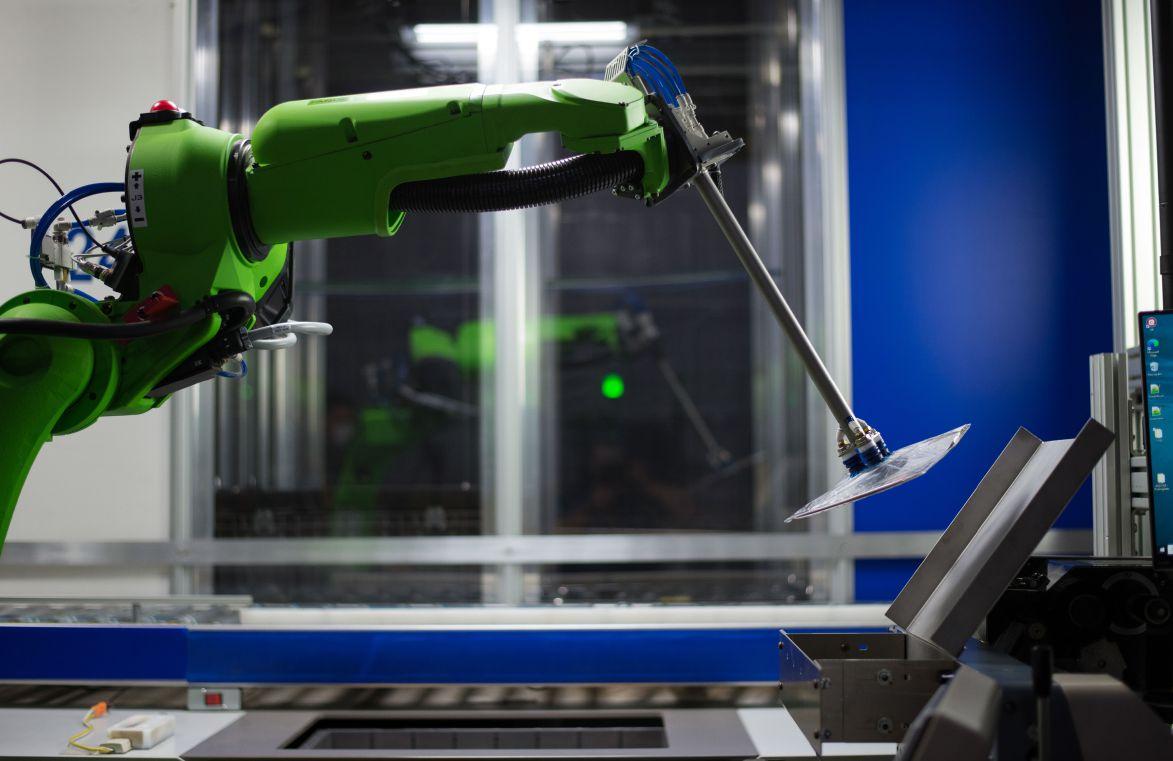
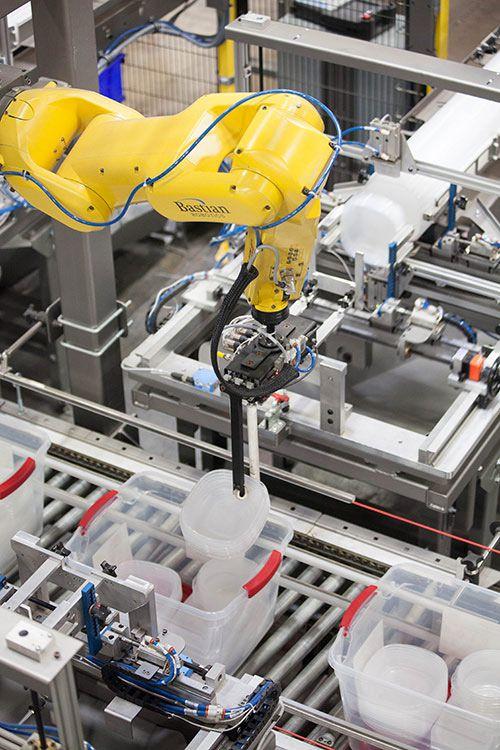
A fully-automatic, multihead Ishida
dispensing measured portions
supplied
Vegpro’s project manager Gabriel Boulé (center) is flanked by Jonathan Girard and Lisa Dumont of Laporte Consultants, who played a key role in designing the facility’s layout.
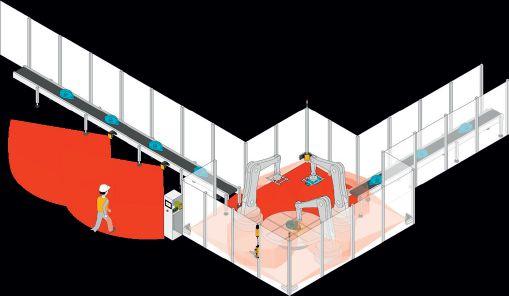
Baby lettuce leaves emerging from the cooling system being conveyed towards one the new greenhouse facility’s two packaging lines.
An incline food-grade conveyor belt transfers the bulk baby lettuce leaves upward to the mezzanine level for portioning and weighing.
weighscale,
by Heat & Control,
of lettuce into the buckets.
Close-ups of the real-time images and data generated by the X-Ray detection process conducted by one of the plant’s two Eagle 320 PRO X-Ray product inspection systems, whose SimulTask PRO software enables pinpoint detection of even the tiniest contaminants, while generating key data related to every instance of contaminant detection on the X-Ray system’s user-friendly HMI (human-machine interface) screen.
porting over 40,000 glass panels;
• Over one million square feet of surface of thermal and blackout fabrics covering the greenhouse to increase energy efficiency and prevent light pollution;
• Three water recovery tanks with combined 5.9-million-liter capacity to keep the greenhouse running.
• Over 60,000 automated gutters.
“If you put them (gutters) all together, you could go all the way from our greenhouse south of Montreal to the Charlevoix mountains north of Quebec City,” Ravary quips, adding that more than 95 per cent of all the steel, aluminum, composites and other construction materials used in building the greenhouse were processed in Quebec.
“Our lettuces are grown using environmentally-friendly practices,” Ravary points out, “which are sometimes even more rigorous than organic farming.
“Thanks to a controlled environment, we eliminated the need for pesticides,” he elaborates, “and our cultivation process uses 90 per cent less water than traditional field farming for lettuces, combining innovation and respect for the planet.”
As Ravary explains, the new Vegpro complex houses two vast blocks of glass-covered growing areas—measuring nearly five acres each—leading to two different harvesting lines.
After harvesting and sorting, the bulk lettuce passes through a state-of-the-art cooling system and proceeds to the two packaging lines: one double-lane line used to pack 113-gram plastic clamshell bowls; and another single line for packaging the 227and 340-gram portions of the FOLIA brand baby lettuce.
And as Sophie Ruel explains, choosing clamshell packaging was a conscious environmental decision for Vegpro.
“Our FOLIA brand packaging contains up to 30-percent recycled plastic,” she says, “helping to reduce our environmental footprint while keeping the lettuce fresh.
“And it is also 100-percent recyclable.”
Adds Ruel: “Rigid and transparent packaging is essential for the fresh lettuce market.
“It keeps our lettuce fresh and prevents compacting, while the [packaging] transparency helps consumers make their choices
in the store.
“However, it is our goal to continually increase the proportion of recycled plastic in our packaging,” Ruel points out. “That is why we are in constant discussion with our packaging suppliers.”
According to Vegpro’s corporate director of quality and food safety Pascale-Valérie Lett, the new facility is currently in the process of obtaining the vaunted CanadaGAP certification for food safety—internationally recognized by the Global Food Safety Initiative (GFSI)—requiring the company to spare no effort or expense in maintaining the highest food safety standard possible at all times.
As Lett relates, other Vegpro packaging facilities already have obtained the PrimusGFS certification validated by GFSI and the Ecocert and/or Procert certifications for organic production, while its Quebec packaging facility laboratory boasts the international ISO 17025 certification for testing and calibration standards compliance.
“Those certifications represent Vegpro’s commitment to quality and food safety,” Lett asserts.
To maintain the company’s stellar food safety record and
brand reputation, Vegpro recently installed two state-of-the-art Eagle Pack 320 PRO model X-Ray inspection systems—manufactured by Eagle Product Inspection (EPI) and distributed in Canada by the Bolton, Ont.-based packaging equipment integrator PLAN Automation—at the new greenhouse.
Having already enjoyed considerable success with the other Eagle Pack 320 PRO X-Ray detector purchased earlier for its lines used to produce Vegpro’s Fresh Attitude brand, Vegpro’s project manager Gabriel Boulé had no hesitation in reaching out to PLAN Automation again to take care of the new greenhouse’s product inspection requirements.
“Since 2024, we installed three Eagle X-Ray units at our Sherrington facilities in order to upgrade our detection capabilities and meet new industry standards,” Boulé relates. “This technology allowed us to upgrade contaminants detection range and precision.
“We are now able to detect new contaminants such as glass, aluminum and acetal plastic without affecting our line efficiencies,” says Boulé, praising the Eagle systems’ pinpoint accuracy and operator friendliness.
“The interface is user-friendly,” he says, “and it also allows multi-level access for our operators, quality control staff and the mechanics.”
Says Boulé: “Our initial bid analysis oriented our selection to Eagle on many aspects such as pricing, inspection speed, and local pricing and parts support.
“In our greenhouse facilities, our primary line speed is 220 feet per minute, or 120 bowls per minute, which the Eagle units handle without lowering any detection specs.”
Boulé says he is especially fond of Eagle’s TraceServer data collection and traceability software technology, which records valuable production data and machine status information from one or more of Eagle’s X-Ray machines.
“The Eagle TraceServer is a great tool for our food safety
team to track and record data and statistics on a specific run in the last six months,” he says, “with the equipment programmed to eliminate any risk.
“In fact, we interlock X-Ray detection with the lines’ running conditions, which means we are able to stop lines if certain triggers are met, such as multiple consecutive detection, or no product reject confirmation after detection,” says Boulé, complimenting PLAN Automation’s technicians and support staff for their exemplary customer service and professionalism.
“Vegpro has developed a great partnership with PLAN Automation,” he extols, “and their technical support team is a big asset for our operations—especially in the ramp-up process, when we were still adjusting recipe algorithms for our products.
Clockwise from left
Clear plastic bowls filled with precision-weighed portions of the FOLIA brand baby lettuce, dispensed by the Ishida weighscales on the upper mezzanine level emerge, from the Ishida filling machine, also supplied by Heat & Control.
Close-up of the real-time images picked up by cameras installed near the Ishida automatic weighscales on the upper mezzanine level.
Stacks of clear plastic bowls used for the FOLIA brand baby lettuce await their turn on the packaging line on top of a Storcan conveyor’s accumulation table.
EVO
“Our experience and solidity as a company are important assets in the market.”
“Even now, an Ethernet connection allows for PLAN Automation to connect and assist our production teams remotely at any time, using real-time data.”
Such strong endorsement is music to the ears of PLAN Automation’s vice-president and chief operating officer Mat Bédard, who says the multiple Vegpro installations are among his favorite projects in recent years.
“They have a very good engineering and project management team,” Bédard says, “which enables them to stay on top of their project at all times in a very organized fashion.
“That’s not a standard experience in our line of work,” he adds.
“Many of our customers rely on us to do all the work, without really knowing their product or having a good handle on their product scope, which often makes a project more difficult to execute.
“But because Vegpro has such a strong engineering and project management team, it made the project run very smooth, since they already had answers to a lot of the common questions, and also because they were so organized.
“They were actually the ones who identified aluminum detection as a big
deal for them,” Bédard relates, “because it is a difficult material for X-Rays to detect due to its low density.
“But thanks to Eagle’s powerful SimulTask PRO image processing technology, the PACK 320 PRO detectors provide them with the higher aluminum detection capabilities (as small as 2.0-mm) that they require for their product.”
In addition to providing three full days of operator training and conducting system commissioning, PLAN Automation also made sure that all the key operational information, data and other details would be available to operators in both French and English, requiring just a simple finger tap on the unit’s touchscreen interface to switch over.
As Bédard cheerfully sums up, “The fact that Vegpro came back for two more systems, after having already installed three of them, pretty much speaks for itself in terms of how happy they are with their performance.
“And we love nothing more than making our customer happy.”
This dedication to customer satisfaction closely echoes Vegpro’s own unwavering commitment to providing Canadian consumers with high-quality
and innovative fresh produce options.
“The greenhouse lettuce industry is a new vegetable segment that has seen a considerable amount of innovation in recent years,” executive vice-president of sales and marketing Ruel points out.
“We have a few competitors in Quebec, Ontario and the United States, but we are convinced that the potential demand in Canada is far greater than the current supply,” she relates.
“What makes FOLIA lettuces unique is their texture and flavor,” Ruel proclaims. “To try it is to love it!
“Its crunchy texture is perfectly matched by its fresh, slightly sweet flavor, while its robust leaves can be used in a wide range of dishes, with countless toppings and dressings,” she elaborates.
“Furthermore, our local, eco-responsible, GMO- and pesticide-free production methods make FOLIA the lettuce of choice for people who care about their health and our environment.
As Ruel sums up, “Growing and packing baby lettuces is a specific operation requiring considerable expertise, and Vegpro has specialized in growing and packaging baby lettuces and fresh vegetables for over 25 years.
“Our experience and solidity as a company are important assets in the market,” she asserts.
“What’s more, we are investing heavily in research and development, whether in our products, our farming practices, or our packaging equipment,” Ruel concludes.
“The greenhouse project is the most recent illustration of this mindset, which firmly positions us among the leaders in the country’s fresh vegetable market.”
The vast new Vegpro greenhouse complex in Sherrington, Que., has the capacity to produce over 7.8 million pounds of fresh baby lettuce annually in around-the-clock, 365-days-a-year operation without using any pesticides or GMOs.
TASTE OF HONEY
Robust X-Ray product inspection technology helping enterprising Alberta honey producer maintain its good standing with important Big Box retail customers
By Andrew Snook
Photos by Stephen Li
Some people are fortunate enough to find their passions early in life. One of those people is Gilbert Wolfe.
When Gilbert first started beekeeping as a summer job at the age of 14, he immediately found himself interested in the innovative insects.
In 1984, Gilbert convinced his father to buy him 50 beehives to start his own honey production company out of a granary in Girouxville, Alta.
“With the town of Falher, known as the honey capital of Canada, being only 14 kilometers aways, it seemed very
much like an opportune place for bees to thrive for honey production,” recalls Gilbert’s son and Wolfe Honey president Brett Wolfe.
“It’s well-known as the heart of the honey belt across The Prairies,” notes Brett, who now oversees the business on a daily basis alongside his two sisters, Taylor and Paige, the company’s sales and marketing directors respectively.
“The are some significant volumes of honey coming out of the Peace Region during production season, running from July to September,” Wolfe relates, “and are nestled in the heart of that.
“Hence we have good access to pristine white clover honey for our production and packaging needs.”
Wolfe Honey president Brett Wolfe (left) and his father Gilbert strike a cheerful pose on front of the company’s logo banner, while displaying 500-gram containers of the company’s signature cream honey product.
Above
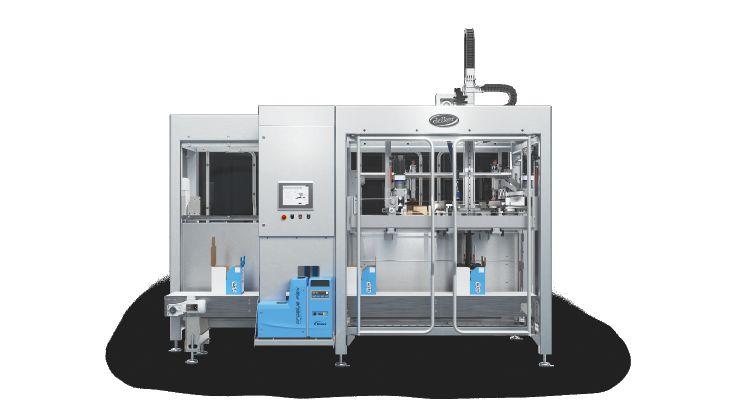
The Honey Wolfe plant’s cream honey packaging line incorporates Aesus sorting and labeling equipment and an Accutek capper to package the 500-gram jars.
Right
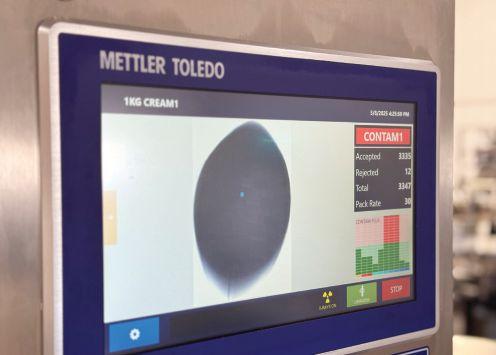
The METTLER TOLEDO model X12 X-Ray inspection units come equipped with high-resolution HMI (human-machine interface) screens to display real-time images, information and alert related to all instances of possible contaminant detection.
Below
One of the Wolfe Honey production facility’s two METTLER TOLEDO X12 X-Ray inspection units providing full top-to-bottom inspection for each jar of cream honey produced at the plant.
As Brett Wolfe recounts, n 1986, Gilbert accumulated 300 beehives and bolted three granaries together to create a functional honey house and storage area. He then expanded again in 1988, taking advantage of the Canadian border closing to the imports of U.S. honeybee stock to buy out a neighboring beekeeper and expanding his apiary to 900 hives.
In 1992, Gilbert grew his honeybee farm again, purchasing a 4,000-hive beekeeping operation in Guy, Alta.
That year he officially became a commercial beekeeper, raising his bees and selling their raw honey in domestic and international markets.
In 1996, Wolfe Honey became organic-certified to add additional value to the products, and in 2006 it expanded into the retail sector, having launched its own bottling business.
T he hard-working company still operates in Guy today out of a 48,000-square-foot production facility, while maintaining 4,000 to 5,000 colonies per year nearby.
“As a vertically-integrated producer/ packer we are able to use that honey production for ourselves, and then pack it for retail across Canada and the U.S.,
and for industrial customers as well,”
Brett Wolfe explains.
“They (industrial customers) would then typically use it as an ingredient in their food manufacturing, whether that is cereal bar manufacturers, granola companies, pet food companies, beverage companies, and so on.”
The company currently employs a staff of 25 people, which is split between the seasonal apiary operations and the full-time honey production and packaging operations.
“The bees are put away for dormancy come late October, Wolfe explains, “and are brought back in late April.”
The primary packaged products produced at the Guy plant are Wolfe Honey’s 500-gram containers of Peace River Honey and the one-kilogram jars of premium Creamed Raw Organic Honey
The demand for these products is consistently high, according to Wolfe, with the company’s customers including major retailers like Costco, Walmart, Sprouts, Albertsons, Sobeys, SaveOn-Foods, and other leading grocers across North America.
The company-owned apiaries’ honey
production supports a portion of its annual packing needs—yielding hundreds of thousands of pounds of honey each year—so it collaborates closely with neighboring beekeepers and international suppliers to meet overall demand needs
The honey production at the plant is split into two separate production lines.
One is dedicated to the creamed honey, while the second line if reserved for production of liquid honey and the company’s innovative range of flavored hot honeys, including Peace River Pineapple Jalapeño Honey , Peace River Hot Honey, and Peace River Bourbon Hot Honey.
“It’s been about four years since we launched our hot honeys, and that’s our way of adding innovation to the mainstream honey category,” Wolfe says.
“There was a lot of flavoured honey in the market, but there was nothing that was new.
“So we launched a line of hot honeys,” he says, adding the idea were inspired during a family trip to Spain.
“We were traveling in Spain , where for the first time ever we tried hot honey— chili-flavored honey,” Wolfe recalls.
“And so we brought that concept back here.
“We were able to formulate that with the help of the Alberta Food Processing Development Centre in Leduc,” Brett relates, “working with their food scientists to develop this product and then take it to market.”
W hile the process for producing creamed honey is slightly different from liquid honey, the two packaging lines at the plant run in a very similar manner.
The process for the creamed honey begins at the Aesus unscrambling table, where empty jars or bottles are placed. The containers are first either air-blown or ionized to remove all the dust particles prior to filling.
From there, the bottles are taken to the line’s volumetric piston inline filler to be dosed with honey.
They are then conveyed to an Accutek inline spindle capper, where they are heat-sealed using an Enercon induction sealer.
The bottles and jars are then sent
through an Aesus Eco Wrap labeler, where all the products are labeled with the company’s Peace River Honey brand product labels.
The units are then processed through a Hitachi date coder, supplied by the Edmonton-based Harlund Industries, and inspected using METTLER TOLEDO’s model X12 X-Ray inspection system.
The jars and bottles for both lines are then hand-packed into cartons and put through a BEL 150 semi-automatic case tape sealer from Wexxar, before being labeled by a FoxJet case-coder.
For the liquid line, the process starts at an Oden unscrambling table, connected to an E-PAK bottle rinsing station for removing dust particles prior to filling. The bottles are then filled using an Oden inline high-speed filler, where they are dosed with liquid honey and conveyed to an E-PAK four-station capper spindle.
Above
Wolfe Honey president Brett Wolfe checking the crisp image captures displayed on the METTLER TOLEDO X12 X-Ray detector’s HMI screens for any signs of possible product contamination.
Right
The bottles are then run through an Enercon induction sealer and directed to the Aesus Eco Wrap labeler, after which they are date-coded by a Hitachi inkjet coder.
“Our values and our family dynamic, as well as our commitment to food safety and product quality, give us that competitive advantage.”
After having a label applied to the bottle of liquid by an Aesus Eco Wrap Labeler (second picture), a Hitachi inkjet coder quickly date-codes the container before it proceeds to the X-Ray detector for a final quality control test.
The finished products are then inspected using one of the company’s two METTLER TOLEDO X12 X-ray inspection systems positioned at the end of the two production lines.
“That’s where we inspect our finished product for foreign materials,” Brett explains.
The decision to purchase the two METTLER TOLEDO X12 X-Ray inspection systems was prompted by the recent trend by Big Box grocery retailers to require additional inspection for food
“I think consumers have made it clear that they want to go with a honey brand that they know and trust.”
and beverage products from their suppliers, according to Wolfe.
To ensure they were considered a trusted supplier, Wolfe Honey decided to “invest in the best technology to be able to serve them,” Wolfe states. “It’s really an industry standard at this point.”
As Wolfe explains, the honey producer opted for the X12 X-ray systems over a metal detector due to the induction lining seals of their packages not being compatible with a metal detector.
According to Wolfe, the METTLER TOLEDO also offer multiple other benefits compared to standard metal detectors.
“Because you get the added bonus of other foreign material inspection other than metal,” Wolfe says, “we felt it was an ideal investment to help support the business.
“It seamlessly integrates into the existing line, so it’s not super invasive to
the process,” he says, “and all of the product is able to get fully inspected.
“It’s been a great investment,” Wolfe states.
The first of the two X12 X-ray detectors was installed this past September on the creamed honey production line, while the second unit was installed on the liquid honey production line in November, with both installations expertly handled by METTLER TOLEDO’s technicians.
“They’ve been working really well,” Wolfe confides. “There’s been nothing found on our lines that’s not supposed to be there so far, but it serves as a great line of defence.”
“We calibrate the machine every day before we go out and use it,” Wolfe says, “and METTLER TOLEDO has given us a lot of training and technical support.
“So if we ever had anything that needed troubleshooting, we would be able to
Brett Wolfe using the METTLER TOLEDO X12 X-Ray inspection systems’ handy ‘run report’ tool, which enables him to retrieve all the key data and production run reports he needs to ensure full compliance with all relevant product traceability requirements.
Close-up of a 500-gram jar of cream honey being labeled by the ECO Wrap Around labeler from Aesus, featuring unique ‘No Skew Label’ prism roller assembly.
work with them and get that issue quickly addressed.”
Wolfe adds that the reports that are generated from the machines offer valuable data for their operations when it comes time to do an audit.
“If there was ever to be a situation where we have to go back in time and check out our database, we have a ‘run report’ tool, which can be valuable to our traceability system,” Brett says.
Ensuring their products make the shelves of Big Box retailers without any consumer complaints is vital to the company’s continued success, according to Wolfe.
“Honey is a very competitive industry, and there’s a strong sense of brand
loyalty with honey,” Brett says. “It is also a growing market as well.
“As time goes on and as people are starting to become more health-conscious, consumers appreciate the option of having a more natural sweetener over refined sugars,” he expands, “and honey makes for an excellent sweetener.
“Thankfully we have a lot of high-quality premium honey in Canada, especially across The Prairies.
“I think consumers have made it clear that they want to go with a honey brand that they know and trust,” he points out.
“Authenticity and traceability are paramount in the honey business,” says Wolfe, adding the company has recently obtained the vaunted SQF Level 2 food safety certifications for its CFIA -inspected facility, complementing its non-GMO and organic certifications.
“The SQF audit was a rigorous twoday audit, he recalls. “We had an auditor was on-site auditing our entire process, as well as all our documentation.
“We’re happy to report that we have received our best score yet, an excellent rating of 97,” Brett says.
“They (auditors) made sure that our good documentation practices are up to date, that our facility is food-safe at all times, that our critical control points are met and measured, and that we’re doing what we say we are doing.”
Wolfe says there is a great deal of effort that goes into meeting these standards, including the evaluation of how the bees themselves are handled and treated.
He also notes that the auditors were “especially pleased” with the end-of-line checks being performed by the METTLER TOLEDO X12 X-Ray inspection systems, which he believes was one of the key reasons the company received such a high rating.
“During our most recent Safe Quality Food audit in April, we made sure to
highlight our X-Ray inspection system as part of our overall food safety program,” Wolfe relates.
“It plays an important role in helping us inspect our products and to support our commitment to serving our customers with high-quality products, while maintaining the highest food safety standards.
“We’re doing everything to make sure that our products meet the highest food safe quality standards at all times,” says Wolfe, adding that the company’s key competitive strengths are rooted in its evolution as a family-run business.
“We’re a second-generation, familyowned business, and we truly live those family values,” Brett says.
“Our core values are that we always put our customers first; that we are always improving; that we’re committed to making the world a better place; and that we work together as one large family,” Wolfe asserts.
“Our values and our family dynamic, as well as our commitment to food safety and product quality, give us that competitive advantage.”
Wolfe says the company is always fo-
Above
The Enercon Super Seal induction sealer incorporated into the Aesus capping station applies tamper-evident bands around the neck of each caped jar of honey.
Above Right
A pallet load of Wolfe Honey’s organic Cream Raw honey being assembled for shipment to a retail customer.
cused on continuous enhancement of its operations, and is currently working on upgrading its creamed honey fill speeds.
“That will take place in July,” Wolfe states. “We are already working with a local fabricator out of Edmonton to bring that project to life, and we are really excited for that.
“We are now at the point where we can upgrade the creamed honey line to a four-head, servo-driven inline filler,” Wolfe expands.
“The goal is to achieve four times the production out of that line, helping increase our output and productivity.”
Wolfe says doesn’t expect to experience any production interruptions during the project, as much of the line has already been comprehensively upgraded over the past few years.
“We are looking forward to growing the rest of the line, he concludes, “with the new filler just being the next piece to go into place.”
Please see a video of METTLER TOLEDO’s model X12 X-Ray inspection systems in operation at the Wolfe Honey production facility in Guy, Alta, on Canadian Packaging TV at www.canadianpackaging.com
PREMIUM PLUS
Unwavering commitment to high product quality and packaging excellence propelling Montreal chocolate producer to new heights of marketplace glory
By Andrew Snook
Photos by Pierre Longtin
For the past 40 years, Galerie au Chocolat in Montreal has been creating premium chocolates and confections for the North American market.
Originally started up in 1985, the company focuses on producing only premium chocolates and confections.
Under the leadership of Noah Pinsky, president of Galerie au Chocolat, the company has grown dramatically both domestically and internationally, exporting to both the U.S. and Mexico.
Interestingly, Pinsky didn’t have any experience in the industry when he first bought the company 14 years ago. At the time, was working as a vice-president in
commercial finance at the Royal Bank of Canada
But instead of moving to Toronto to continue building his career with the bank, he and his wife decided to stay in Montreal—the city they where they were both born and raised—and to try something different.
“I had worked with entrepreneurs for many years, running a team of account managers that were financing their businesses,” he recalls. “So I figured I would buy a business.”
Pinsky says he wanted to enter the food and beverage sector because he has a passion for fine foods, and also because food-related businesses are always in demand.
“Food businesses have tight margins
Galerie au Chocolat president Noah Pinsky strikes a pose from behind a display of his company’s premium-quality chocolate products packaged in the high-impact folding cartons supplied by LMi Packaging.
and are very competitive, but people always have to eat,” he explains. “And so I started looking specifically for a food business.”
Through a friend of a friend, Pinsky was introduced to the former owner of Galerie au Chocolat. While the business was not for sale at the time, Pinsky and the former owner started having conversations.
“We talked for a year,” Pinsky relates. “The business was too big for me, to be quite honest, but when I found out the numbers a year down the road, I was emotionally and physically invested to make it happen.
“Because I was a banker, I knew how to get the debt tools necessary for it, and almost a year-and-a-half after the process started, I acquired Galerie au Chocolat.”
While reviewing the business for potential purchase, Pinsky identified several opportunities for enhancing the company’s production efficiencies.
“I saw an opportunity to modernize operations, invest in automation and expand the brand’s reach,” he says, “while preserving the artisanal production of their products.”
Under Pinsky’s leadership, the company expanded its operations with a 60,000-square-foot facility in Montreal, and eventually add ed a second 30,000-square-foot production plant in Vancouver to support the company’s growth, increase production capacity, and pursue new co-packing opportunities.
While both operations run year-round, it is very much a seasonal business, according to Pinsky, with weeks leading up to Christmas, Valentine’s Day, Easter and Mother’s Day being the busy period.
During that time, the company typically employs upwards of 120 people at its Montreal facility, lowering its staff level to about 70 people during the slower months. For its part, the Vancouver plant typically employs about 50 people at most times.
Between them, the two production plants typically produce about 3.5 million kilograms of finished chocolate products annually.
T he chocolate products are sold through a wide variety of specialty food stores, duty-free shops at airports across the country, and a wide variety of leading national retailers including Loblaws and Costco, among others.
As Pinsky explains, the company’s sales are split into a few different segments.
The first one is the flagship Boutique Collection, which features the company’s signature gift-wrapped boxes of premium assorted chocolates.
“We do a phenomenal job, and it’s a high-volume product,” Pinsky enthuses.
“These gift-wrapped boxes of assorted chocolates around the holiday times look beautiful and taste delicious.
“We’ll take the time to wrap the boxes, put on a real bow, a real tag and real ribbon … they’re a big part of our business.”
Another key segment is the company’s line of premium organic Fairtrade Collection chocolate bars offered in 40and 100-gram sizes.
These chocolate bars are available in an intriguing array of flavors that includes Dark Chocolate Bold Espresso; Dark Chocolate Sea Salt; Dark Chocolate Coconut; Dark Chocolate Fire (chili cayenne); Dark Chocolate Earl Grey; Milk Chocolate Maple Crunch; Milk Chocolate Crisped Rice; Milk Chocolate Almond & Sea Salt; Milk Chocolate Maple Crunch; and White Chocolate
From top
Boasting five different certifications for environmental responsibility and ethical sourcing, the company’s premium quality Inspiration brand of chocolate bars is packed in attractive folding cartons printed and converted by LMi Packaging.
Finished chocolate bars being fed into the SleekWrapper horizontal flow-wrapper (bottom) manufactured by Paxiom Group, Montreal-based packaging OEM that is now part of the Cambridge, Ont.-headquartered industrial automation group ATS Corporation.
Matcha Green Tea.
“It’s all natural: no additives and no preservatives,” Pinsky proclaims.
The third segment is the company’s Inspiration line of products, comprising dark and milk chocolate versions of Caramel Cookie Dreams; Caramel Almond Dreams; Hazelnut Bark; Almond Bark; Almond Raisin Bark; Crisped Rice Bark; Rocky Road Bark; Caramel Pretzel Bark; Chocolate Cookie Bark; Almond Butter Cups; White chocolate Caramel Almond Dreams; White Chocolate Cookie Bark; and White Chocolate Almond Bark.
In addition, Galerie au Chocolat also produces the Vegan chocolate line that includes coconut chocolate bars; salted caramel and pecan chocolate bars; chocolate-covered almonds; hazelnut butter
After being flow-wrapped on the Paxiom SleekWrapper system (above), the rectangular-shaped chocolate bars proceed to the fully automatic cartoner (above right) manufactured by the Montreal-based DGT Solutions to be placed inside folding cartons being formed inside the cartoning machine in fully-automatic operation.
cups; almond butter cups; and the M!lkless vegan chocolate brand.
While the company’s success is partially attributed to a strong focus on being able to react and respond to customers’ needs in a timely manners, Pinsky says what really sets Galerie au Chocolat’s products apart from the competition is the premium ingredients used in its production.
“Our unwavering focus on quality is really our secret sauce,” he says.
“When somebody says 72-percent chocolate, that is the total cocoa content of cocoa butter and cocoa powder,” Pinsky explains. “Those are the two byproducts of a cocoa pod or cocoa bean: cocoa butter is the expensive part, and cocoa powder is the less expensive part.
“So, if you say 72-percent chocolate, that could be 72-percent powder and no butter, or any variation thereof,” Pinsky elaborates.
“Were very high in cocoa butter, which is what makes our product rich, luxurious and creamy, even when we talk about dark chocolate,” says Pinsky, adding the company does not use any artificial flavors to make its chocolates.
“We have a Bold Espresso Fairtrade bar, which has real espresso beans inside,” he points out. “Our sea salt bar has coarse sea salt collected off the shores of Italy, with no coagulates.
“There is no flavoring in it: it’s all true food ingredients in our products.”
Between the two facilities, the company has 10 different production lines— including an enrobing line for covering different foods in chocolate—and dedicated lines for the almond and hazelnut butter cups; fair-trade chocolate bars; all the various barks; chocolate-covered almonds; and other products.
To package all these varieties, various products, the Montreal plant utilizes five packaging lines equipped with high-quality packaging machinery, including:
• Paxiom’s SleekWrapper flow-wrapping machines for flow-wrapping foils around chocolate bars and butter cups;
• The Carrousel and BestPack vertical bagging lines for chocolate-covered almonds and other enrobed products;
• A new cartoning system, manufactured DGT Solutions, to form folding cartons used to package the company’s Fairtrade chocolate bars.
Manufactured in Canada, the new cartoner is actually the company’s most recent investment in new machinery.
“It’s a custom-made machine,” Pinsky says. “Instead of us having to erect the boxes and put the bars in by hand, and then seal the boxes and date-code them, it does it all automatically.”
Pinsky says he really appreciates being able to use locally-made equipment.
“If ever there was a problem, we didn’t want to have to fly in an engineer from Europe or somewhere in the deep U.S.,” he says.
“Being located literally a 15-minute drive away, they (DGT) could just send their technician,” Pinsky says. “In fact, we always try to buy most of our equipment from local suppliers.”
“It doesn’t always happen, but at least as close to our factory as possible, so that when issues arise, we can get a quick response time to have them repaired.”
Another local company that Galerie au Chocolat works with closely is LMi Packaging of St-Eustache, Que., which supplies the thin folding cartons for the cartoning system—usually implementing the chocolate maker’s own design ideas.
“At Galerie au Chocolat, LMi Solu-
tions is key to bringing our product designs to life,” Pinsky extols.
“They handle all the layout and production—transforming our creative visions into tangible packaging.
“This partnership ensures our designs are flawlessly executed and ready for the market,” he continues.
“ LMi’s precision in packaging production also helps us communicate our Fair-Trade message to the consumers,” says Pinsky, adding that the quality of packaging supplied by LMi, from tactile feel to colors, clearly projects the high ethical standards behind the company’s products.
“They help us ensure our Fair-Trade certifications and all the ethical sourcing details are prominently displayed, reinforcing our commitment to transparency and social responsibility,” he says.
Gerry Bonneau, co-owner of LMi Packaging, says he enjoys working with Pinsky, and seeing the many different kinds of innovative box design ideas he brings forward.
Galerie au Chocolat president Noah Pinsky proudly points to the Canadian maple leaf logo prominently displayed on his company’s Fairtrade Collection chocolate bars to leave no doubt about the product’s country of origin.
by
sive results.
“It reduced our costs because that line is actually fully automated.”
“We do value-added jobs for him,” Bonneau. ”He’s always going to do a lot of hot-stamp embossing, special varnishes, and so on. He’s not a guy that’s going to do regular boxes: he’s going to go invent stuff.
“We really create exciting things with him,” Bonneau says. “He’s a guy that pushes the creation of not just the artwork, but to create boxes that bring them to another level.”
Bonneau says that Galerie au Chocolat always keeps LMi Packaging busy with producing interesting mock-ups of different packages, like their Christmas Tree boxes.
“It’s fun to be on his team right from the creation of mock-ups, he says, “to see what’s the next big thing.”
“We’re always proud of seeing his products out there,” Bonneau states. “You go out to Costco, you see the final product, and you’re just like, ‘Wow, I’m part of that.’
“That’s so cool.”
According to Pinsky, the decision to purchase the DGT Solutions’ folding carton system was in large part prompted
the increasing popularity of its Fairtrade line of chocolate bars.
“This line has the largest growth of all the products that we have, and it was also the product that was the most conducive to automation, because it’s one box,” Pinsky explains.
“The boxes are printed differently, but it’s all the same-sized box, whereby the flow-wrapped chocolate bar that goes into the box, into the master case, and then gets placed on a pallet.
“Conversely, when we do the gift wrapping, it’s very tough to automate them process because it affects the quality,” Pinsky notes.
By automating the packaging line for the Fairtrade chocolate bar line, the company was able to significantly improve its efficiency for making these products.
“It reduced our production costs because that line is actually fully automated from production right through to packaging,” Pinsky says. “It increased our output, and it reduced our labor costs.
“So it really helped the efficiency.”
Installed about 12 months ago, the cartoner has already delivered impres-
“It’s been amazing,” Pinsky extols. “We’ve been able to quadruple our output and reduce labor by 75 per cent on that line. Before we used to have people taking the box, folding the box, putting the chocolate bar in, closing the box, sealing the box, and putting the date code on,” he relates. “But it has really come a long way since.
“Now, from actually depositing the chocolate into the mould through to the product being on the pallet, I think it’s only touched by a human two times,” says Pinsky.
Reducing human interaction with the products has also reduced the risk of product contamination, he points out.
“There is less chance of hair particles or things like that getting into the product,” Pinsky explains. “Despite wearing uniforms, these things unfortunately can happen.”
In spite of investing heavily in automation over the past 10 years, Galerie au Chocolat has continued to grow its workforce.
“The goal is not to force people to lose their jobs, because that’s the last thing we want,” Pinsky states. “We have people who have been here 30 years.
“But it helps with efficiency, and when people do turn over, they don’t have to be replaced: we can put them elsewhere within the business to help with production,” Pinsky says. “Our goal in investing automation is to increase output and improve efficiency,” he concludes.
“It’s never about cutting jobs.”
Galerie au Chocolat creates the majority of graphic designs for its chocolate brands, which are then expertly brought to life by the company’s folding carton supplier LMi Packaging of St-Eustache , Que.
VIVA L’ITALIA!
Authoritative global machinery certification service helping leading Italian packaging OEM succeed in North American markets
Long renowned and admired worldwide for the design excellence and elegance of its packaging machinery, the Italian packaging OEM (original equipment manufacturer) sector has been undergoing a real renaissance in the first part of this decade.
According to preliminary figures recently released by the MECS - Ucima (Italian Packaging Machinery Manufacturers’ Association) Research Centre, the Italian packaging technology industry passed the €9-billion ($14-billion) mark for the first time in 2023 to reach €9.05 billion($14.4-billion), representing a six-per cent increase from the year before.
The buoyant revenue growth continues a three-year trend during which Italian packaging machinery shipments set new sales record, according to Ucima, confirming the country’s leadership status in this vital global industry.
While the country is facing many domestic economic challenges coming out of the grips of the devastating global coronavirus pandemic, the exports of Italian-made packaging machinery have been growing at a breathtaking pace since the turn of the decade.
“The Italian packaging machinery manufacturers’ sales are driven mainly by exports, which account for 81.3 per cent of revenues and are expected to reach €7.36 billion ($11.5 billion) by the end 2023—a 12-percent increase over 2022,” according to Ucima’s chairman Riccardo Cavanna.
“Italian-made technologies and solutions continue to attract sustained demand from food, beverage, pharmaceutical, tissue and cosmetics companies all over the world, who appreciate the quality, reliability and innovation that we are able
to deliver,” Cavanna states.
“As for innovation, some of our companies have already integrated artificial intelligence (AI) solutions into their machines,” says Cavanna.
“This is one of the biggest challenges we will face in the coming years, and Ucima is ready to support companies in identifying the best opportunities for their development and international expansion.”
According to Ucima figures, export sales of made-in-Italy packaging technologies grew by an impressive 25 per cent in 2023—a robust trend on which companies like Colimatic (COLIGROUP S.p.A.) are keen to capitalize in coming years.
Headquartered in Chiari, a charming historical town in the Lombardia region of northern Italy, Colimatic is a proud and well-established Italian machinery brand that has earned significant global presence and brand recognition over the years.
“With more than 50 years of packaging expertise, Colimatic has evolved from a small company into the foremost thermoforming machine manufacturer in Italy,” says Colimatic’s marketing manager Giulia Antonelli.
“Our commitment to innovation and customer satisfaction has propelled us to the forefront of the industry, while our reputation for excellence has made us the preferred partner for leading companies in the food and medical industries—providing cutting-edge packaging technologies, printing and automation,” Antonelli
relates.
“Our guiding mantra, ‘Make quality products is your mission, protect them is our duty,’ underscores our dedication to delivering unparallelled packaging solutions,” Antonelli asserts.
“This ethos has propelled us to rank among the top five global producers of thermoforming packaging lines and connected technologies,” she continues.
“With a presence spanning over 100 countries and nearly 5,000 machines installed worldwide, we are a cornerstone of the industry, serving as a trusted partner to leading food and medical enterprises.”
Designed and engineered for optimal precision and efficiency, Colimatic’s diverse product portfolio comprises:
• Thermoforming Lines. The company’s core business segment is backed up by substantial continuous investment in research and development— confirming its status as the foremost Italian manufacturer of thermoforming solutions.
• Complete Slicing Lines, designed to streamline the slicing process for optimal precision and efficiency to enhance operations across a broad range of food processing applications.
• Modified Atmosphere Packaging (MAP) and Marking Systems, designed to controlled atmosphere packaging and efficient marking to support the product integrity and traceability of packaged products.
• Cook-in Production Lines. Designed to address the needs of cooking
Aerial view of the expansive Colimatic manufacturing complex located in Chiari, Italy.
product manufacturing, Colimatic’s lines offer innovative solutions for the production of cook-in products to ensure optimal cooking results and product quality.
• Vacuum Packaging with Shrink Technology. Combining vacuum packaging with shrink technology, Colimatic solutions provide enhanced product protection and presentation for optimized shelf-life and visual appeal.
• Automation and Skin Packaging.
Leveraging cutting-edge automation technologies, Colimatic’s automated systems enhance operational efficiency and throughput, while its skin packaging solutions offer superior product presentation and protection.
To facilitate the exports of its equipment to the Canadian and U.S. markets, Colimatic make extensive use of the third-party certification services provided by Italian-based machine testing services provider AC&E
Started up in Italy over 20 years ago, AC&E provides testing, inspections and certifications services to industrial manufacturers globally—enabling them to keep pace with worldwide technical and regulatory requirements.
Co-founded by chief executive officer Matteo Marconi and president Gino Zampieri, AC&E has completed more than 1,000 system installation certifications around the world to date.
The company operates in several key strategic global markets, with its North Americn subsidiary, AC&E North America Inc., accredited as a Field Evaluation Body (FEB-112) in the U.S., and as an Inspection Body for the Canadian markets. helping Canadian and U.S. manufacturers large and small achieve meaningful lasting success with their capital investments.
The Canadian Packaging magazine recently reached out to Antonelli to elaborate on Colimatic’s special relationship with AC&E in more detail:
QWhen did Colimatic receive obtain formal AC&E certification?
AColimatic does not hold a formal certification from AC&E. Rather,
we collaborate with AC&E to ensure that our machines are designed and built in full compliance with UL and CSA standards. AC&E then proceeds with the certification process for each project destined for North America.
QHow long does the AC&E certification process take?
AThe process duration varies depending on the project complexity. Typically, it involves early-stage coordination with AC&E during the design phase, followed by electrical documentation review, and ends with final inspection and certification. Each project benefits from a proactive and streamlined approach thanks to the strong cooperation between our engineering teams and AC&E specialists.
QHow many Colimatic staff are involved in the process?
AOn average, three to five team members are involved in each project, including electrical designers, project engineers, and quality managers. They work closely with AC&E’s consultants to implement the required modifications and ensure full compliance with North American standards.
QWhat other certifications does your company hold?
AColimatic complies with CE marking and other international directives. The work with AC&E allows us to ensure an equally high level of compliance for UL and CSA standards. While not a certification per se, the conformity achieved through AC&E’s process is a strategic requirement for operating in the North American market.
QPlease summarize the AC&E certification process.
A
The key phases include Initial design review and specification alignment; documentation and electrical schematics adaptation; component selection and compliance assessment; and the final inspection and certification by AC&E.
The most challenging part is adapting European design principles to North American regulatory frameworks, which
AC&E helps us navigate effectively.
Q
How else does Colimatic benefit from its ties to AC&E?
A
The collaboration with AC&E has often led to design improvements and has accelerated our team’s learning curve regarding UL/CSA requirements. Their responsiveness and clarity have been essential in meeting tight deadlines without compromising quality. Working with AC&E has led us to standardize some electrical solutions for easier UL/ CSA conformity. This has improved efficiency and reduced rework during the final stages of projects for North America.
Q What are the key competitive advantages that AC&E certification provides?
A
The ability to deliver fully-compliant machines without delays due to certification issues significantly enhances our credibility and competitiveness in Canada and the U.S.
It reassures our partners and distributors and allows us to access key customers in regulated sectors.
Q What is the psychological impact of obtaining AC&E certification?
A Our engineering team takes pride in being able to meet rigorous international standards. The collaboration with AC&E has boosted our internal competencies and strengthened our brand’s reputation abroad. It has definitely opened doors to new business opportunities.
Q Are you looking forward to working with AC&E again?
A Absolutely, although we would like start the coordination even earlier in the project time-line to integrate compliance requirements from the very first design drafts, further increasing efficiency.
Q What are key pre-requisites for seamless AC&E certification?
A Our strength lies in our flexibility, technical expertise, and a customer-centric approach. These qualities, combined with AC&E’s specialized knowledge, make it possible to deliver top-quality, fully-compliant solutions to the North American market.
Gino Zampieri, P.Eng & President, AC&E.
MAKING THE POINT
Accessible automation for point solutions in high-volume distribution environments
By Matthew Kuper and Alex Haines
Technology advances in automated distribution have enabled a more integrated approach for the operation of material handling systems.
Centerstage in this technology evolution are automated point solutions—discrete material handling systems which can be positioned within existing distribution processes to deliver a heightened level of automation.
A growing number of distribution facilities are faced with the challenge of scaling up the efficiency of their end-of-line, storage, picking and fulfillment operations.
The changing and increasingly complex dynamics of the distribution industry—
such as expanding SKU counts, retail store just-in-time ordering, and fluctuations in throughput volumes due to seasonal influence,s and the popularity of e-commerce items—necessitate the need for more efficient, flexible and scalable requirements in distribution.
The continuous increase in the cost of land, construction, labor and facilities has put a heightened demand on more efficient automation and space utilization within these operations. Until recently, these warehouses were forced to invest in expensive, somewhat permanent, complex systems for what they could only project they might need in the future.
Logistics executives’ concept of what an ideal distribution operation should look
like, how it should function and what material handling systems should be in place, is influenced by their distribution experience, the insight that they have gained from material handling equipment suppliers, and by visiting the sites of other distribution facilities of similar application.
Yet many logistics executives do not have the extensive knowledge of systems available or maintain the analytical resources in-house to successfully upgrade their distribution centers.
Evaluating the tremendous volumes of information required from many dozens of automation options for each application, and making the correct decisions throughout every step of the process, can be a risky and daunting task for any logistics team.
Regardless of the distribution application, the automated solution must meet requirements for the desired volume throughput, cost efficiency, ROI and quality standards.
Increases in production volume requirements and higher yields are often the key
Robotic piece picking point solution.
drivers that necessitate the move to a more efficient distribution system.
Process improvement, however, should be the central aspect of any solution, rather than focusing on the type of automation or a specific brand of automation.
Approaching system design from a process perspective does not necessitate the implementation of any specific automated technology, but leaves the door open to any options to achieve the objectives of the distribution facility’s supply chain executives.
The following questions should be asked when considering distribution process improvements:
• Will this approach deliver the best solution to the logistics challenges being faced?
• Will it actually provide an optimized design over the system(s) being used?
• Will it increase throughput and/or capacity in the upgraded distribution facility?
• Will it leverage capital investment, minimize operating costs, and provide a total lower cost solution?
• Will it provide design flexibility to easily expand as distribution needs require?
To properly evaluate a process solution, the distribution facility’s SKU and order activity should be monitored and analyzed to determine how that activity varies over time for the process being considered— even down to the level of variations on a wave-by-wave basis, if necessary.
Factors evaluated may include daily unit volumes, units per order, lines per order, packing sequence, unit cube and cube movement, cartons per order, total SKUs, and the percentage of SKUs in daily demand.
An operational assessment for the process might include spikes in throughput, order cut-off times, number of fulfillment shifts, growth projections, initial capital investment, manageability, total labor, accuracy, product security, space, and speed of processing required.
Not all of these factors would need to be assessed, but these are key factors that could be approached when evaluating any process solution relating to receiving, putaway, storage, picking, transport through the DC, sortation, value-added services, packing and shipping.
Technology advances in automated distribution have enabled a more integrated approach for the operation of material handling systems, which, in turn, have provided significant advantages for increased throughput, system uptime and better ROI.
Along with this technological evolution, an accelerated capability for streamlined energy management, energy efficiency and sustainability have also become possible— allowing ambient-temperature, deepfreeze and chilled distribution facilities to
better manage their power draw, energy utilization, systems integration and overall operational costs.
Automated point solutions are fully capable of interconnecting with existing manual and automated distribution processes. By integrating with the latest controls-based solutions and standard APIbased software solutions, they enable a more seamless production flow to be engineered and implemented—attaining the highest levels of operational predictability and production efficiency.
On a more holistic scale, point systems can integrate the exchange of data between distribution processes facilitated by the Ethernet and Cloud-based Industrial Internet of Things (IIoT) to support Industry 4.0 operation.
Automated point solutions are designed to communicate and cooperate in synchrony with humans. This cyber-machine/ human integration enables a much more efficient connection of processes and better organization within the production environment.
Accessible automated point solutions can encompass a wide spectrum of technologies applicable to every distribution process—from receiving through shipping. Here are some of the key technologies which are particularly suitable for accessible automation point solutions.
• Autonomous Vehicles (AVs), like automated-guided vehicles (AGVs) and automated mobile robots (AMRs), are ideal accessible point solutions for transporting materials and finished goods between receiving, end-of-line, storage, picking and shipping operations.
Utilizing a combination of logic software and wireless navigation, AVs can perform tasks that are not possible with other transport systems—such as the uniform movement and positioning of loads to within a fraction of an inch of their designated targets with minimal noise and with a high degree of safety for workers and their operational environment.
Interfacing with multiple systems, AGVs provide reliable unit-load movement, with near zero potential for product damage. AMRs support goods-to-person picking, transporting common load carriers like tables, carts, racks and shelves to specified locations throughout distribution facilities.
AVs permit a distribution facility to start out with a small point-solution system to fit discrete requirements, and then add to the network with additional vehicles as the needs grow.
• Robotics are a key operation of distribution automation by delivering flexibility, speed and accuracy—making them ideal for point-solution productivity enhancements in a wide range of distribution functions.
From a safety perspective, robotics
minimize the risk of fatigue and injury that human labor is subjected to in repetitive and hazardous applications.
Utilizing articulating-arm robots and delta-style high-speed robots, a wide range of applications are possible for pick-andplace, sorting and end-of-line material handling.
Accessible point solution applications include robotic pick-and-place for tray-packing and e-commerce fulfillment. These systems are low-maintenance, flexible and reconfigurable, and they are especially beneficial in applications dealing with sterile, hazardous and potentially injury-causing materials.
Robotic palletizing applications are excellent options for accessible point solutions, such as inbound and outbound palletizing, and inbound mixed-case depalletizing.
Robotic sortation is another accessible point solution consisting of independent-moving robots that transport products across a raised platform from an induction station to a designated divert.
A good alternative to traditional sorters with fast implementation, the flexibility to add robots and induction stations as needed, with a lower capital cost compared to conventional sortation systems.
Maximizing the capabilities of a robotic point solution depends upon programming the robot to perform the specific functions needed, on and on how smoothly the robot is integrated into a singular, optimized process line.
Labeling automation as a point solution.
• End-of-Line Automation. An increasingly frequent request from end-ofline packagers, particularly of e-commerce products, is their need to reduce operator interaction. The more complex the interaction for the operator, the higher the chance of human error in the process.
Automation that allows operators to start and run a case forming, packing and sealing process, for example—with minimal or no need to make manual adjustments—will increase order fulfillment accuracy, uptime and throughput.
End-of-line vertical shrinkwrapping technology can greatly reduce the need for manual manipulation of vertically-oriented products, like bottles, when providing secondary wrapping in multipacks.
Specialized conveyors designed to singulate and accumulate and provide precise positioning of products in and out of endof-line machinery using laser vision systems, for example, virtually eliminate product jam-ups, keeping throughput high.
• Goods-to-Person Automation can deliver a tremendous capability as a point solution. Not surprisingly, many distribution executives have embraced a goods-toperson fulfillment approach as a solution to achieve more efficiency in their picking processes.
Low-barrier entry goods-to-person systems, such as AMR-based solutions,
can be positioned as point solutions connecting more traditional, high-capital fixed automation.
The goods-to-person concept is simple: Incoming goods are removed from pallets, either manually or automatically. The cartons and/or pieces are then placed into totes for smaller goods or into trays for larger goods, and stored in high-density automated storage and retrieval systems, carousels or robotic systems.
As orders are required to be fulfilled , the SKUs are automatically retrieved from storage and brought to the picker, either at a pick station where the operator picks into an order container, or to an ergonomic palletizing station where items are packed onto a pallet.
Since the picker does not have to walk, the focus at the pick stations and pack stations is on ergonomics and high productivity.
Medium and slow SKU movers are often the best candidates for goods-toperson automated systems because the picker will have to walk multiple aisles between picks. Eliminating this significant walk element with a goods-to-person solution is where the automated systems deliver their greatest cost efficiencies.
A key point is the design flexibility to easily expand as volumes increase—particularly with the capability to independently scale throughput and inventory, both at the time of the initial investment and over the life of the system.
A further key point is that orders can be stored and retrieved simultaneously, as opposed to sequentially. This capability can make a significant difference in the speed and efficiency for optimum handling of orders on a high-throughput basis.
By their very nature, point solutions do not demand the large amounts of capital required upfront as is for bigger, more permanent distribution systems. These discrete systems also permit capital ex-
penditures to be aligned with company growth. From a financing standpoint, there are more options available today for capitalizing automated point solutions than ever before.
As brick-and-mortar retailers integrate e-commerce and transform into omni-channel fulfillment organizations, they increasingly seek to leverage the material handling systems in their supply chains.
Retail store orders may involve shipping full, or mixed pallets of product to arrive within a one-week to two-week delivery window, while an e-commerce order might consist of several, different-category single items wrapped in a custom package delivered within one to two days.
Inevitably, this will include the addition of automated point solutions to facilitate their operations.
Evaluating what technologies should be considered that best fit the process needs, and integrating the point solution to the existing operation are the key points to be considered when implementing a successful point solution.
Distribution facilities, however, may not possess the skilled personnel and in-depth experience needed to evaluate and specify the technology, and integrate a successful point solution. Therefore, it is best to designate a single point of responsibility to evaluate process needs, specify equipment, and integrate the point solution. For distribution executives, using an independent distribution integrator, versus a system manufacturer or supply chain consultant, is a better solution to ensure the set-up and running of the point solution is managed in the most efficient and cost-effective way.
MATTHEW KUPER is vice-president of global sales and applications, and ALEX HAINES is manager of business development at Bastian Solutions, a Toyota Advanced Logistics company based in Indianapolis, Ind.
Above
A robotic case/ tray-packing point solution.
Right Robotic palletizing point solution.
TRADING PLACES
Canadian packaging OEM industry veteran urges calm, patience and greater selfreliance in face of the U.S. tariff threats
Looking at the bright side of life can be a healthy attitude when life is giving you lemons or, as has been the case for Canada lately, tariffs.
And taking things in stride is just one of many laudable personal and professional traits that have enabled Paul Irvine—chairman of the Toronto-based flexible packaging machinery manufacturer PlexPack—to enjoy a highly rewarding and prolific career in the Canadian packaging equipment sector.
Following in his father’s footsteps and serving as PlexPack’s chief executive officer for more than 20 years, Irvine’s vision for delivering superior made-to-order solutions and insistence on customer support with the highest integrity helped establish PlexPack as a leading global provider of flexible packaging solutions, with over 5,000 happy end-user customers around the world.
In addition to leading PlexPack to stellar business success, Irvine has served as an active member of the board of directors of PMMI (The Association for Packaging and Processing Technologies) for more than 10 years, including in top-level leadership positions as Vice-Chairman and Chairman.
With such pedigree and deep industry knowledge, Irvine was a natural choice for the Canadian Packaging magazine to approach on the pressing issue of U.S. trade tariffs on Canadian-made goods and their impact on our country’s packaging machinery OEMs (original equipment manufacturers).
QHow is your business doing nowadays since the new U.S. administration came in?
AOur businesses has been the beneficiary of this tariff environment so far, as we are seeing old distributors come out of the out of the woodwork.
There is one distributor, whom I haven’t talked to for 20 to 25 years, who approached us several weeks ago for a quote on a side-sealer.
We are one of the last people in North America to make the old-school manual L bars, and we are seeing that part of the business really picking up for us.
I think that what we’re seeing is the negation of the Chinese option. I don’t know if it’s because their prices are increasing, but buying Canadian is certainly the flavor of the day right now.
There is a lot of pent-up nationalism being unleashed in Canada right now, in a positive sense, which is transferring over into the market.
The fact is that more Canadian companies are encouraged to buy more Canadian-made equipment and products. There is a company from whom we have been buying parts for many years, who recently came to us for a few weeks ago to get a quote for our Damark brand wrapper that we manufacture here in Scarborough (Toronto).
QThat’s great news from a domestic market perspective, but what has been the impact of U.S. tariffs on your export business south of the border?
AWe have been lucky enough that it has not hurt us stateside so far. We are seeing a lot of sabre-rattling, delays and backing off from previous tariff announcements, and so no one really knows what’s going to happen next.
But since president Trump has backed off on many of the tariffs he announced earlier, though not all of them, we have seen the market bouncing back.
It may not be as good as six months
PlexPack chairman and former chief executive officer Paul Irvine (right) orchestrated the company’s steady rise through industry ranks to become a renowned and well-respected manufacturer of high-quality equipment for flexible packaging applications, with over 5,000 system installations worldwide to date.
ago, but it hasn’t really been all that bad either. We are not yet seeing the kind of kickback from the U.S. that many in the industry were expecting.
QBut if some of those tariffs do stick, do you see things going sour in the U.S. market down the road?
Even without tariffs, I would say that about 30 per cent of the time it is a disadvantage to be a Canadian company when selling to the U.S.
We have a lot of American competitors there, employing and doing business with a lot of American engineers and technicians who have cut their teeth in the U.S. military, and so you can’t really blame them for wanting to buy packaging equipment from U.S. manufacturers.
So we always had to cope with that disadvantage even before the tariffs, and it’s hard to say right now if that disadvantage has grown, because our sales there have not been that bad so far.
QTo what extent does you company depend on the U.S. market to continue its growth?
AThe U.S. accounts for roughly a third of our business, Canada for
another third, and the rest goes to international markets.
We are fortunate that we do a lot of business with the rest of the world, where many people are also not very happy with what the U.S. is doing.
Further down the road, I think that we will eventually be looking at putting up a plant in the U.S. to manufacture some of our brands, like Emplex, specifically for the U.S. market, but it’s a long and winding road.
No one knows how things may be different there four years from now, but I think we will continue to see the U.S. doing what it needs to do to protect its manufacturing base.
QAre the tariffs and trade wars really the right way to go to achieving that?
ATo be honest, I am personally not against what they’re doing because it’s true that the U.S. has been hurt by cheap imports over the years, particularly from Asia, causing a lot of unemployment.
It may be fine for the likes of Walmart and Costco to be selling all that cheap stuff they get from Asia, but it’s tough on people living in places like Flint, Michigan, to use an example.
If anything, I would like to see Canada to become more proactive in protecting our interests from countries who are essentially gaming the system, without having to worry about things like decent labor laws, environmental protection, and all the other things that make us a great society.
So the question is, ‘Why should I have to be competing against countries who do not have the same social safeguards and values that are so important to us and other like-minded countries?’
QThat’s fair enough, but it you look at all the negative fallout from Trump’s tariffs on Canada’s automotive and aluminum industries, what is the likelihood of our packaging OEM sector suffering the same fate?
AI certainly don’t like seeing what’s happening in those sectors right
now, but at the moment we are still doing business by the rules laid down under the CUSMA (Canada-United States-Mexico Agreement) umbrella.
And while expect that the U.S. will try to refine CUSMA by making some changes in regard to Mexican or Canadian exports, I don’t think that if will fundamentally change all that much.
At this moment in time, we are not paying any tariffs on the machinery we’re selling to the U.S., and while our prices may have to go up a bit at a later point, we should still enjoy good access to those markets thanks to CUSMA.
Ideally, we would like to be able to expand our market reach there further by being able to sell to all the big U.S. government agencies—like the United States Department of Defence, for example— but you really have to manufacture your stuff in the U.S. to be able to do that.
Those agencies purchase nearly a third of all machinery sold in the U.S., so for us that’s even a bigger motivation for opening a U.S. manufacturing facility than the threat of tariffs.
But right now, we are meeting all the country-of-origin thresholds specified by CUSMA in terms of the domestic parts content, and we do all our own machining, fabrication, welding, engineering here at our plant in Scarborough, using Canadian steel and Canadian labor, which allows us ship our products across the border without paying tariffs.
Founded more than 50 years ago, Toronto-based PlexPack manufactures high-quality Emplex brand bag and pouch sealing equipment, Damark brand shrinkwrap and bundling systems, and the VacPack range of vacuum and gas sealing machinery for a diverse range of flexible packaging applications.
QAs someone who has held senior leadership positions at the PMMI for so many years, do you think there is a role for PMMI to play in reducing the risk of a serious trade war in the packaging machinery industry?
AMy sense is that the PMMI is viewing tariffs largely as a negotiating tactic by Trump to cut a better deal, but they would also like to see the Trump administration to continue talking to other countries to find negotiated agreements and to clean up whatever issues there are with CUSMA in its current form.
But if PMMI was to ask all of its 500plus members—many of them Canadian and Mexican companies—to put the tariff issue to a vote, it would never reach a real consensus. Some member like tariffs, some don’t: what they all really want is to put all this unpredictability and volatility behind us.
And without that consensus, the PMMI is not really in a position to take a position with which to lobby the U.S. government.
But at the end of the day, our new Prime Minister Mike Carney is absolutely right when he says that the best thing Canadian manufacturers can do to protect their business is to rely on themselves by supporting other Canadian businesses more than they have ever done before.
Global automation devices manufacturer Festo , headquartered in Esslingen, Germany, has appointed Wilm Uhlenbecker as chief executive officer of the company’s North American Business Region business—including the U.S., Canada and Mexico—headquartered in Mason, Ohio.
Les Mallard, vice-president of sales at Fyffes North America Inc. in Laval, Que., has been named as 2025 recipient of the Lifetime Achievement Award of the Canadian Produce Marketing Association (CPMA) in recognition of his contributions to the Canadian produce industry.
The Association for Advancing Automation (A3) of Ann Arbor, Mich., has named Stuart Shepherd, co-founder of Shepherd Solutions Inc., and Peter Corke, professor emeritus at Queensland University of Technology, as winners of the 2025 Joseph F. Engelberger Robotics Award, the robotic industry’s highest honor.
Loma Systems appoints new North America Service Director
Leading global manufacturer of inspection systems for food quality and safety, Loma Systems, has recently announced the appointment of Alex Ramirez as its new Service Director in North America. The move further strengthens the company’s commitment to service excellence and customer satisfaction.
With nearly 30 years of experience in customer service, field service, operations and sales across various manufacturing industries, including metering and mixing, wire processing, industrial automation and commercial food service, Alex brings a wealth of expertise to the role. His extensive background covers North and South America, including territories from Canada to Brazil, equipping him with an excellent understanding of global customer needs.
In his new position, Alex will develop and implement strategies to drive internal and external customer satisfaction by empowering Loma’s expert service team. His role is uniquely positioned to interact with key stakeholders across borders and continents, enabling him to identify challenges and implement solutions that enhance Loma’s service delivery.
Loma Systems has built its reputation on providing best-in-class service quality through its LomaCare Preventative Maintenance Service Programs. These tailored programs help customers maintain compliance and optimize equipment performance, ensuring reliable, long-term operation.
Commenting on Alex’s appointment, Louis Chatel, business unit manager (North America) said: “At Loma, we differentiate ourselves through our service-led approach and pride ourselves on delivering best-inclass service quality. Alex is a perfect fit for the role, as he has extensive experience in service operations and sales across multiple automation and processing industries. This will give him a unique advantage in understanding customer requirements and delivering solutions that meet their needs. His strategic and customer-centric mindset will be key in taking our service excellence to the next level.”
APPOINTMENT ANNOUNCEMENT
Stand-Up Pouches: Progressive, Prolific and All-Canadian/JAAN KOEL
Flexible stand-up pouches are walking into more and more aspects of our lives, being used for more and more products we purchase and depend on. In Canada, the stand-up pouch market is valued at $168 million this year, and it is expected to increase at a 5.8-percent rate annually through 2033. This growth is driven by increasing consumer demand for convenience and innovation: they’re flexible, self-supporting, recyclable, and lightweight. Moreover, they generally require minimal material and energy inputs to create, and are easy to store, transport and handle. They also offer a variety of closures including spouts, zippers and other reclosable devices, and are eminently suitable to the growing e-commerce business, as well as a variety of vital industries like food-and-beverage, personal care, pharmaceuticals, and household products.
I recently came across a couple of really cool and tasty spices at the neighborhood Sobey’s store, namley the Arvinda’s brand Curry Masala and Butter Chicken Masala blends packaged in 45-gram stand-ups. They’re small enough to almost store in your back pocket, meaning great space utilization in the pantry, with the contents of both poushes packing a real culinary punch that goes a really long way with just a little sprinkle. Contents of both carry quite a culinary punch with a little bit going a long way. Both blends are made in Canada from domestic and imported ingredients by Arvinda’s of Mississauga, Ont. With self-life about a year for each, the eye-catching packages are printed with enticing colorful design, with helpful curre recipes displaed on the back.
There’s a lovely new VQA white wine on the shelves called Twenty Bees Pinot Grigio Vidal, made from 100-percent Canadian-grown grapes. It’s available in a three-liter stand-up bag with a pouring spout and a convenient cut-out handle, making it a self-carrying package, with its black and yellow coloring ensures a striking and noticeable look on the shelves. Produced by
Clockwise from top left
The frozen Compliments Plus Avocado Cubes in a resealable stand-up pouch.
The Drunken Sailor Dark Roast Coffee brand blended and packaged in New Brunswick.
The Arvinda’s brand curry spice mixes packaged in 45-gram stand-up pouches.
The three-liter stand-up pouch of the Twenty Bees brand white wine produced in the Niagara region.
The RamRid moisture absorbing pellets retailed in 1.24-kilogram stand-up pouches.
Lakeview Wine Co. in Niagara-on-the Lake, the easy-going vintage is bursting with the notes of ripe melon, citrus and orchard fruits. The wine is quick to chill and is particularly frugal on material and other resources to produce and distribute—considering the large volume of product inside—with leakproof construction sealing the deal.
Now that we’re into summer, DampRid brand moisture absorber pellets— packed in large 1.24-kg stand-up pouches—is a staple that every self-respecting boating enthusiast will enjoy. These pellets are offered as a recharge for matching refillable plastic tubs that are part of the brand family. The product is non-toxic and will work anywhere there’s excess moisture or musty air, either in the boat or at home. The pellets gradually liquify after dispnsing, at which point they can be flushed and replaced. The pouch has a zipper on top for easy and effective reclosing and storage.
One part of the grocery store where you can encounter more and more pouches is the freezer cabinet. A case in point is the Compliments brand Plus Avocado Cubes, grown in Peru and packed in Canada for Sobey’s. The 400-gram pouches have a refreshing green and blue graphic depicting the product and feature a zip closure so you can use as much or as little as you like for smoothies, guacamole, on toast or in salads, and then pop the rest back in the freezer for future use. The Ingredients are simply ripe frozen avocado cubes and key lime juice, with the product featuring a one-year best before date from when it was packed.
From Fredericton, N.B, comes Drunken Sailor Dark Roast Coffee in 340-gram stand-up pouches from Saltwinds Coffee Company. The material is a warm-looking kraft paper/poly laminate with an attractive blue/orange front adhesive label, and similar label on the back explaining the product: “Strong and bold, this dark blend will awaken even the surliest crew member. Our darker roasts pack a powerful punch of classic coffee flavours, with Saltwind’s characteristic smooth taste. A great way to start your day and get your ship headed in the right direction!” What better start to a day, eh?
JAAN KOEL is a freelance writer and environmental consultant living in Toronto
Homegrown Solutions. World-Class Performance.
At RYCHIGER Canada, we design, build, and support fully customized end-of-line packaging automation systems, right here at home. With 27 years of expertise every machine we produce, you’re getting more than performance, you’re getting Canadian craftsmanship, engineering excellence, and responsive local support that global suppliers simply can’t match.
Why choose Canadian-made automation?
• Faster lead times
• Seamless communication & service
• Solutions for any industry from food, beverage, pet food, cosmetics & homecare industries
• End-of-line packaging automation, designed, built, and supported in Canada