With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Oct. 23-26, 2022 Booth N-4706, McCormick Place Chicago, IL USA
info@heatandcontrol.com | heatandcontrol.com
15EAT YOUR MEAT
With the Canadian Meat Council celebrating its 100th anniversary this year, CMC president CEO Chris White reflects on the venerable industry group’s glorious past and the new industry challenges up ahead.
23Fir and Formo
A new ground meat packaging system eliminates the need for foam trays and other single-use packaging accessories.
26Mutual Benefits
Canadian end-of-line packaging machinery builder leverages world-class automation controls and components to achieve superior machine performance.
30Healthy Inve ment
Pharmaceutical packaging services provider installs cutting-edge bottling and blister-packing lines to boost throughput capacity and expand its product portfolio.
37Wild at Heart
A new can filler installation gives popular western Canadian brewery a bigger platform to facilitate the switch to higher-volume production.
Can Canadian consumers learn to love to eat their meat again?
W288, 000+
Full-time Canadian jobs supported by the country’s meat industry
hile the longevity of any industry group or association is often determined by larger outside economic and regulatory forces impacting the industry they represent, it’s safe to so say that the Canadian Meat Council (CMC) has seen its fair share of both good times and bad during its 100 years of being the leading authoritative voice and advocate of the Canadian read meat industry.
And as everyone out there knows by now, the last couple of years have been regrettably dominated by a whole lot of bad news about COVID-19, global supply chain disruptions, trade conflict and, more recently, savage unjust war in the heart of Europe’s bread-basket with potentially doomsday implications for the global food chain.
With global geopolitical chaos and conflicting economic forecast for growth keeping the Canadian consumers sorely lacking for confidence, it’s reassuring to note that CMC president and chief executive o cer Chris White is genuinely a glass half-full kind of guy, often seeing opportunity in times of crisis.
With Canadian consumer now generally less worried about COVID-19 than at any other stage of the last two-and-a-half years, too few of them realize or appreciate the amount of tireless work taking place behind the news headlines to keep the Canadian meat industry going.
“Our essential workforce kept us fed through this pandemic with minimal impacts across grocery store meat counters,” White states.
For their part, “Canadian consumers maintained their confidence in the quality of Canadian meat products,” White adds, “although there was a shift in consumption patterns from restaurant to retail stores and online purchases.”
Behind the scenes, however, “Industry and government collaborated closely with daily calls between CFIA, AAFC, PHAC and CMC to closely track the situation and ensure measures were being applied to protect the industry and maintain production, while ensuring the safety of employees.”
As White says, the close collaboration resulted in several important initiatives:
• Canada Beef/Canada Pork develop-
ing tools to provide consumers with access to recipes and information on how to prepare di erent cuts at home
• CFIA allowed for labeling flexibility, so that the products destined for restaurant use could be sold in retail.
• Canada Beef/Canada Pork presented webinars to international markets on the food safety system in Canada to maintain confidence for consumers abroad in the safety of Canadian meat.
For all that, the industry’s immediate response to COVID-19 may all end up for nought in the long term unless it gets substantial government assistance to address its chronic labor shortage.
With the Canadian meat industry supporting about 288,000 full-time jobs across Canada, according to CMC, the issue is finally getting some long-overdue attention.
“After years of advocating for a solution to our labour workforce issues, CMC worked collaboratively with the government and obtained the Agri-Food Immigration Pilot, giving our TFWP a pathway to permanent residency,” White relates.
“Furthermore, the largest labor-related win was the announcement in March to raise of the temporary foreign cap from 10 to 30 per cent, as most of our members were facing a 20- to 30-percent labor shortage,” says White, also complimenting the recent federal budget for funding several important new initiatives, including:
• $29.3 million over three years to introduce a Trusted Employer Model.
• $48.2 million over three years to implement a new foreign labor program for agriculture processing tailored to the unique needs of employers and workers.
• $64.6 million over three years to increase capacity to process employer applications within established service standards.
As with all federal spending, the quality of return on investment will count for far more than the numbers alone, and something tells us that the promised money will be in good hands with organizations like CMC working to ensure it’s put to good use for the benefit of all Canadians.
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
JUNE 2022 | VOLUME 75, NO. 6
Reader Service
Print and digital subscription inquires or changes, please contact
Anita Madden, Audience Development Manager Tel: (416) 510-5183
Fax: (416) 510-6875
Email: amadden@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
sales@kronesusa.com
www.kronesusa.com
co ee sachets to deliver a perfect summer chill Canadians consume more co ee per capita than any other hot or cold beverage, and with 25 per cent of the nation’s co ee-lovers preferring their java cold and on the rocks, the coming hot summer months were made for the launch of exciting new products like the Nescafé Sweet & Creamy Iced Original sachets.
Claimed to be the first all-in-one iced co ee sachet available in Canada in a convenient,
portable and instant format that provides a quick recharge in an instant at home or on-the-go, without sacrificing taste, the new sachet takes just a minute to make a perfect cup with minimal time and e ort.
Now available in the in the co ee aisles of most major grocery stores, each decorative box of Nescafé Sweet & Creamy Iced Original decorated with ice-cool graphics developed by package design specialists Bridgemark of Mississauga, Ont.—features 16 individual sachets combining rich co ee with just the right amount of creamer and sugar needed for the perfect cup, requiring consumer to simply add water and give it a stir.
“For the Canadians who turn to iced co ee daily as a beverage of choice, accessibility to a convenient, easy solution that also tastes
We Provide State-of-the-art X-ray inspection for retail food full cases, cans, pouches, bags, bottles, cartons and trays. Our experienced, dedicated team will x-ray inspect your suspect production and provide traceability and statistical process control, ensuring you the confidence to release your valuable goods to market.
2.We X-ray, inspect and separate the good from the contaminated products.
3. We prepare detailed quality assurance report
Cleared production will be returned to you and affected packages can be destroyed
delicious has been an untapped need, until now,” says Carm DaSilva, vice-president of marketing at Nestlé Co ee Canada in Toronto.
“Our previous success with formulating café–calibre all-in-one co ee solutions has paved the way for the development of new Nescafé Sweet & Creamy Iced Original,” Da Silva says, “and we are excited to provide this tasty all-in-one drink to Canadians to support their busy day in a refreshing way.”
The high class of
glass is messaged in a bottle
A truly fine wine deserves a truly fine bottle to work its magic, and there are plenty of magical design elements incorporated into the new decorative glass bottle created for the Crafter Union brand of wine marketed by the Toronto-based alcoholic beverages distributor Constellation Brands, Inc.
Manufactured by Ardagh Glass Packaging-North America (AGP-North America), the 360-degree decorated 750-ml Claret wine bottle delivers great shelf appeal in a premium, sustainable glass bottle, with the incorporation of Crafters Union logo and brand graphic debossed directly into the glass bottle for brand awareness.
The impressive tattoo-style illustrations for the bottle—created by One Design of Auckland, New Zealand—were replicated into the glass bottle design using Ardagh’s unique sculptured embossing software.
Utilizing this program, Ardagh’s product design team was able to deboss the high-definition artwork into the glass, adding textures and enhancements to a higher standard than traditional glass packaging design.
“Unlike two-dimensional debossing, this sculpturing technique creates intricate, life-like detail, depth and dimension for premium glass bottles,” says Victoria Clark, head of marketing and growth at Constellation Brands.
“Even with such an intricate design, Ardagh Glass Packaging brought our vision to life for the Crafters Union bottle,” Clark states.
“We are thrilled to see it on the shelf for our Australian and New Zealand consumers to enjoy.”
According to Ardagh, the Crafters Union project also employed Ardagh’s proprietary Development Machine—a highly flexible glass forming system, for both the sampling process and the initial small-batch run—to accelrate speed-to-market for the custom bottle design.
“Ardagh Glass Packaging is passionate about innovation through glass decoration and enjoys pushing the technological boundaries of what we can achieve for brands such as Crafters Union,” says Darrell Wineman, vice-president of food, wine & Spirits for AGP-North America.
“We continue to focus on innovations in complex bottle texturing, as well as new design techniques and manufacturing capabilities, to create an extra dimension of creativity and branding for customers like Constellation Brands.”
Process automation group building a greener future with new climate-neutral HQ
Leading Swiss process automation technologies and controls manufacturer Endress+Hauser Group has emphatically underlined the company’s firm commitment to the Canadian market last month with the opening of a brand new, state-of-the-art Canadian headquarters claimed to be the “greenest” commercial building in Canada.
Located in an upscale industrial park on the outskirts of Burlington, Ont., about 50 kilometers west of Toronto, the new Customer Experience Centre is a state-of-the-art facility powered by more than 800 solar modules
installed on the roof.
Capable of generating around 408,000 kilowatt hours of electricity on annual basis, the panels take care of all of the 4,400-square-meter building’s electricity needs, while also producing extra electricity to sell back to the grid.
In addition, an advanced geothermal system draws heat from 50 wells at a depth of 180 meters, which it distributes it across the entire building via 63 heat pumps.
Other notable sustainability features include south-facing windows in the upper floor to capture maximum sunlight, while the triple-glazed facade prevents heat loss.
For its part, the four-meter-high Ficus tree in the atrium improves the air quality and symbolizes the “green” mindset.
Thanks to these attributes, the building is one of the greenest structures in the country—enabling Endress+Hauser to be the first private company to strive for all three certificates from the Canada Green Building Council, including Net Zero Energy, Zero Carbon Building Standards and LEED (Leadership in Energy and Environmental Design) in Gold
Housing a process training center, a large calibration lab, a repair facility, and state-ofthe-art o ce and recreational space for about 120 people, the new $26-million building is more than twice the size of the company’s former Canadian headquarters, which is a reflection of the Canadian market’s strategic
importance to Endress & Hauser.
Founded in 1953, the family-owned company has generated global revenues of over $3.9 billion last year, serving a highly diverse group of processing industries including metals and mining, oil and gas, food and beverage, chemicals, life sciences, water and wastewater, and power and energy.
With a global workforce of over 15,000 employees, the company has been operating in Canada since 1990, with sales, service and distribution centers located in Montreal, Calgary and Edmonton.
“The new Customer Experience Center is an impressive example of Endress+Hauser’s global strategy of cultivating and managing customer partnerships,” says Endress+Hauser’s chief executive o cer Matthias Altendorf .
“This is how we grow—in Canada and worldwide,” says Altendorf, adding the new building perfectly reflects the company’s core values.
“It demonstrates our dedication to customers and our commitment to sustainability.”
Adds Endress+Hauser managing director Anthony Varga: “The new building is designed to express our standards as a company, not only to our customers but to the public as a whole.
“We can provide the best possible support to our customers over the entire life-cycle of their systems in an inviting environment,” Varga says, “while setting new standards for ecological building design.”
The new Customer Experience Center at Endress+Hauser in Burlington is one of the “greenest” commercial structures in the country.
Website:
Email:
Phone:
Leading global specialty chemicals manufacturer Solenis of Wilmington, Del., has been selected as a 2022 US Best Managed Company in the annual third-party rankings program jointly conducted by financial services provider Deloitte Private and The Wall Street Journal newspaper. Created to recognize U.S. private sector companies demonstrating excellence in strategic planning and execution, a commitment to their people and fostering a dynamic, resilient culture, as well as strong financials, The Best Managed Companies program evaluates a broad range of companies—with annual revenues of at least US$250 million—in four core competencies of strategy, ability to execute, corporate culture, and governance/financial performance.
“It is an honor to receive this award in consecutive years,” says Philip Patterson, Solenis senior vicepresident and chief financial o icer.
“Our key focus continues to be the growth and delivery of sustainable solutions to our customers around the world,” Patterson adds, “and our our leaders are dedicated to enhancing employee experiences, supporting customers in their
sustainability journeys, and creating value across all stakeholder groups. I am proud of our team for achieving these ambitious goals, while completing a major acquisition and adjusting to new ownership.”
SOMIC Packaging, Inc. of Eagan, Minn., says it has conducted the first-ever Factory Acceptance Test (FAT) of a retail-ready packaging machine in North America—
validating that the equipment is ready for installation at the customer’s property and will ensure a smooth transition for immediate production capability. Customengineered for GOYA Foods, the largest Hispanic-owned food company in the U.S., the new 424 T2+ case-packing system— designed to handle the wraparound case-packing of stand-up pouches and folding cartons—the state-ofthe-art machine is scheduled for a July start-up at the GOYA Foods manufacturing plant in Seacaucus, N.J., by July. “It was a special day for all of us,” says SOMIC Packaging’s chief executive o icer Peter Fox. “Our team of American and German technicians are working together, as we have a full schedule of Factory Acceptance Tests. The goal to build machines in the U.S. some day is now in motion and a step closer to reality.” According to SOMIC Packging, the day-long FAT process included full testing of mechanical and electrical components; a dry cycle run with a pair of format changeovers; two more specific case-packing format changes; and the final test runs of the packaged products.
Protective packaging products manufacturer Pregis LLC of Deerfield, Ill., has commenced production of the company’s EverTec range of recyclable, cushioned e-commerce mailers at a new 298,000-square-foot manufacturing facility in Reno, Nev., the company’s fifth production plant in the U.S. “We strategically planned facilities throughout the country to meet the growing e-commerce demand and quickly deliver EverTec mailers to our customers,” says Pregis chief executive o icer Kevin Baudhuin. “This latest facility in Reno demonstrates our commitment to providing sustainable, e icient, and diverse packaging solutions to our customers across the North American market.”
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
SOMIC Packaging CEO Peter Fox (fourth from left) joins project team members from SOMIC and GOYA Foods to celebrate the first FAT completion of a retail-ready packaging machine in North America.
St. Louis, Mo.-headquartered packaging products group
TricorBraun has reached a definitive agreement to acquire California-based flexible packaging distributor PBFY from retail and promotional packaging supplier Pacific Western Sales (PWS). Specializing in providing flexible packaging services for many well-known brands in the food, co ee, tea, and health-and-beauty markets for nearly 15 years, PFYB ranks as one of the largest flexible packaging distributors in North America.
“PBFY is an important addition to our industry-leading flexible packaging o erings, enabling us to provide customers with expanded services and supply chain options,” says TricorBraun president and chief executive o icer Court Carruthers.
“We have great admiration for the successful business the PBFY team has built, and we look forward to investing in its continued growth,” says Carruthers, adding the acquisition will further expand the company’s fast-growing TricorBraun Flex flexible packaging division.
PACT, LLC, Waterbury, Conn.-based manufacturer of industrial packaging and crating systems, has announced plans to move to a new 71,000-squarefoot facility in nearby Watertown to
rapid growth in demand for its specialty shipping products. “The new Watertown facility is an ideal combination of talent continuity and accommodating current and future growth,” says PACT president Rodger Mort. “Being able to not only expand our team, but also keep all of our loyal, skilled personnel with us, were both crucial factors in our decision. The expanded space, new infrastructure and dedicated team members will be instrumental as Thermo Shield, J-Crates and our other shipping solutions continue their forward momentum.” Last year, the company was granted a U.S. patent for Thermo Shield, a paper-based, fire-resistant shipping wrap designed to prevent catastrophes caused by battery explosions during transport. Utilizing a breakthrough technology that automatically cools the internal environment of a corrugated container, the paper-based, 100-percent recyclable material prevents damage
to the outside shipping container, suppresses fumes or gasses from escaping, and limits external oxygen supply.
Camarillo, Ca.-based sustainable packaging solutions developer Zume and specialty chemicals manufacturer Solenis of Wilmington, De., have introduced a comprehensive line of 100-pecent PFAS (per- and polyfluoroalkyl substances)-free molded fiber packaging—including hot cup lids, bowls, egg cartons, protein trays and more—to help global food brands replace plastic and Styrofoam packaging with a sustainable and coste ective solution across a broad range of foodservice applications. According to the companies, the joint partnership furthers their e orts solutions to replace entire categories of single-use plastic without harmful chemicals, with Zume providing its advanced molded fiber manufacturing capabilities and professional services, and Solenis supplying its vast expertise in functional additives and surface coatings to improve the strength and functionality of Zume’s fiber recipes. “The development of an economically viable solution for brands to transition from plastic and foam packaging is the goal of our collaboration,” says Zume’s chief executive Alex Garden. “Our
Our SleekWrapper series
patented molded fiber manufacturing equipment system and technology enable us to o er sustainable packaging at the same price or less than plastic [and] our partnership with Solenis advances e orts to eliminate single-use plastic and enables brands to keep commitments to stop using PFAS.” According to Garden, the companies have outlined a technology roadmap of solutions they will collaborate on, including hot cup lids, bowls, plates, premium egg cartons, co ee cup lids, protein trays, and yogurt cups. “Our partnership with Zume showcases the deep expertise of both of our companies in packaging production and design,” says Solenis chief executive o icer John Panichella. “Bringing together our technical talents, we can create truly sustainable food packaging without sacrificing the quality and performance of packaging containing PFAS.”
GOING FOR A SPIN
Manufactured by Turatti and distributed in Canada by Abbey Equipment Solutions, the new VORTEX H high-volume horizontal can process leafy produce at speeds of up to 2,500 kilograms per hour to achieve the lowest possible humidity content. Using patented direct-drive motion, combined with innovative energy recovery systems, the VORTEX H spin dryer encompasses all the components and design according to the latest hygienic design criteria and allows for unsurpassed accessibility without compromising safety. The machine’s smooth, large-surface drum facilitates exceptionally gentle product handling even for the most delicate baby leaves, according to the company.
Abbey Equipment Solutions
ROLL WITH IT!
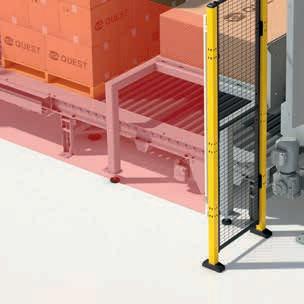
Designed as a plug-and-play modular system for transporting smaller conveyed packaged goods, as well as boxes or polybags weighing up to 50 kilograms, the new Light Conveyor Platform (LCP) from Interroll Group allows all system integrators to easily implement scalable belt conveyor sections to achieve optimal material flow, feed and discharge. The conveyors, which can also handle inclines or declines, are driven by compact and energy-e icient drum motors to keep energy consumption and costs low, while the fully modular system can be planned and assembled on the PC monitor using Interroll’s popular Layouter tool—drastically reducing project lead-times with pre-defined, pre-sized modules that can be put into operation quickly and safely via an autonomous machine control system.
Interroll Group
BANDS ON THE RUN
Designed for reliable operation in washdown food and dairy processing environments, the new FC-400
Sanitary Design
Shrink Bander from PDC International Corporation is a a robust, flexible system for the precise application of tamper-evident shrink bands to tapered and straight-wall canisters and tubs typically used for spreads, ice cream, oatmeal, yogurt, toppings, and dried fruit. Compatible with major commercial shrinksleeve films such as PVC and PET, including freezer-grade films), the FC-400 shrink banders can apply tamper-bands measuring
25-mm to 60-mm in height and 63-mm 172-mm in diameter without vacuum or pneumatic devices, or spinning knives. Instead, the F-Series stainless-steel shrink banders use proprietary PDC blade technology that ensures months of clean, perfect cuts before sharpening. The FC-400 systems come equipped with a touchscreen interface, static eliminator and a low-material sensor, with other standard features including full safety enclosure, heavy-duty mechanical construction, PLC control and servos, tool-less changeover, upstream photo-eye sensors, motorized material unwind, and material-out sensors.
PDC International
GO WITH THE FLOW
The new manually adjustable VFOE one-way flow control valve from Festo features a compact polymer body design that makes it both smaller and 50-percent lighter than conventional metal-bodied flow control valves. According to Festo, VFOE’s compact size makes it ideal for installing into tight spaces, whereby its 360º swivel joint simplifies alignment with tubing during installation. The color-coded rotary knob makes it quick and easy to set the flow control valve for incoming or exhausting air, and the VFOE pairs perfectly with Festo’s PUN-H polyurethane tubing, o ered in many combinations of thread sizes and tubing diameters. In combination with a Festo pneumatic drive, it provides users with
everything they need to adapt the cylinder’s speed to specific applications requirements.
Festo Inc.
FORM AND FUNCTIONS
Designed to ensure e icient running of recyclable monomaterial packaging films without crease formation, the new R3 thermoforming packaging machine from MULTIVAC Group Featuring modular construction to fits into all types of production environments. The new thermoformer is well-suited for packaging cheese, sausage, food products from plant proteins, and many others in value packs, mini-portion and single-portion packs in new recyclable and environmentally-friendly monomaterial films. Consisting of the forming station, the loading area, the sealing die and the cutting area, the new R3 machine can run at speeds of up to 12 cycles per minute, providing a superb final seal by hermetically sealing the lower web of the film to the upper web in the sealing die, uusing its cross-cutting units and a longitudinal cutter to make individual portion-packs.
MULTIVAC Canada Inc.
Perfect Finnish for the world hockey championships
As the o cial sponsor of last month’s 2022 IIHF Ice Hockey World Championship in Finland, the country’s leading paperboard producer MM Kotkamills did everything it could to turn hockey fans attending matches at Helsinki and Tampere arenas into global ambassadors for sustainability with recyclable paper cups made from its ISLA line of foodservice board.
Used to serve hot and cold beverages at both arenas and the outside O cial Fan Zone areas, the vast majority of the ISLA beverage cups ended up inside the special recycling stations set up throughout the venues for the two-week event, which was dramatically won by host nation in overtime against Canada in the gold-medal final.
“One of the values of the 2022
IIHF Ice Hockey World Championship is responsibility,” says MM Kotkamills managing director Päivi Suutari.
“It is precisely these kinds of events that MM Group wants to support through our responsible partnership program.
“Responsibility is one of our core values, and we expect it from our
partners as well,” Suutari adds.
“Building an ecologically more sustainable operating culture is always based on collaboration.”
According to MM Kotkamills, the ISLA barrier cupboard material can be reused up to 25 times when recycled properly.
In addition to its sustainability and circularity attributes, the ISLA
material is also ensure superior brand visibility with top-class printing properties of the cup.
Says Suutari: “Having these visually attractive paper cups made from our ISLA board was an opportunity to make visible the event’s eco-friendliness and sustainability, and significantly reduce the amount of plastic waste.”
A curated, secure digital mall for the packaging industry to quick connect, o ering a wide range of buying and selling opportunities to the entire global value chain.
PAC MART MVPs
Get Inspired - See how we bring brand purpose to life through sustainable and personalized packaging and other digital print solutions.
TC Transcontinental Packaging blends art, science and technology to create the perfect flexible packaging that accentuates our customers’ brand, protects their products, inspires consumers, and, is sustainable.
PAC MART A Global Packaging Marketplace
With the expertise of retailers, manufacturers, and other experts, IFS develops globally recognised product quality and safety standards and development programs.
Winpak manufactures and distributes high-quality packaging materials and innovative packaging machines, primarily used for the protection of perishable foods, beverages, pharmaceuticals, medical and personal care.
SUPERIOR PACKAGING STARTS WITH REISER.
Do you want SUPERIOR flexibility? You’ll love the range of packages that Reiser form/fill/seal machines can provide.
Do you want SUPERIOR production?
You’ll love the speed.
Do you want SUPERIOR package seals?
You’ll love not worrying about leakers and returns.
Reiser’s packaging technology and expertise are the powerful combination you need to produce a SUPERIOR package.
www.reiser.com
THE MEAT WE EAT
Canadian meat producers prepare to face new existential challenges unleashed by changing demographics and global trade and supply chain turbulence
By George Guidoni, Editor
As the largest sector of Canada’s diverse food manufacturing industry, the country’s meat processors’ collective contribution to our everyday economic and nutritional health and well-being often tends to be taken for granted as a divine right in the public policy discourse.
And while that may be a case of an industry paying the price of its own success, there is a lot to be said for the value of industry organizations like the Canadian Meat Council (CMC) for providing invaluable guidance, advocacy and visibility for this critically important driver of Canadian economic growth and prosperity.
Celebrating its centennial anniversary this month, the Ottawa-based organization
has made many important contributions over the last 100 years to help make Canada become the 11th-largest meat exporting country in the world—ranking third for pork exports and seventh-largest for beef— while also developing a buoyant domestic market for quality beef, pork, veal, lamb, bison and other red-meat products.
Currently headed by president and chief executive o cer Chris White, CMC represents the vast majority of Canada’s federally inspected meat packers and processors, accounting for over 90 per cent of all the meat processed in Canada.
“Red meat production and exports are a large and high value-added component of our agri-food sector,” White states, adding the $20-billion industry supports over 288,000 full-time jobs across Canada.
“Canada exports about 70 per cent of its pork production and 50 per cent of its beef
production to more than 90 countries,” White points out, “significantly contributing to the health of rural communities and the broader Canadian economy.”
Generating over $8.3 billion in export sales and $12.7 billion in domestic revenues in 2020, the red meat by products also generated $10.1 billion for industrial use annually, according to CMC.
All in all, CMC estimates that the meat processing sector generates about $6 billion in tax revenue each year for the federal, provincial and local governments across Canada.
As White relates, the Canadian meat industry’s rise to global prominence and renown has not been an overnight success, but rather a continuous concerted e ort by the meat industry at large to diversify its markets and improve its competitiveness.
International trade has increased enormously in the last 50 years,” White points out. “In the 1970s, Canada was exporting red meats and meat products almost exclusively to the U.S.
“And while the U.S. is still and will continue to be one of Canada’s major trade partners, Canada has reached a large market diversification, thanks to CMC advocacy work in conjunction with other trade associations.
“Today, the Canadian meat industry is globally recognized on a foundation of onfarm food safety, responsible animal care, mandatory traceability, and some of the highest food safety standards in the world,” White asserts.
“With our numerous decades of export success, the Canadian meat industry supplies high-quality meat to o er an exceptional dining experience for consumers around the world.”
According to White, the meat industry’s largely e ective response to the marketplace chaos unleashed by the COVID-19 pandemic underlines the industry’s fundamental resilience and competitive strength.
As White relates, “The COVID-19 outbreak had a devastating e ect on the food processing industry in Canada.
“With food production being declared an essential service, it was imperative that the industry provided the necessary investment to ensure production could continue, while foremost providing the necessary protection of our employees and their families.
“There was no play-book for this,”White states, “so it was a learn-as-you-go situation.
“But the industry pulled together and shared best practices to come up with recommended procedures to address the safety concerns needed,” says White, citing “major investments” to acquire and install plexiglass barriers between plant workers, provide personal protection equipment (PPE) and face-masks to the employees, and implement enhanced sanitation measures.
“At the beginning of the pandemic, some
establishments faced major outbreaks,” White acknowledges, “and this caused a backlog in slaughter capacity.
“However, the industry rallied and the backlog was soon recovered—bringing the slaughter capacity back to near-normal numbers.
“Once the protocols with the local public health authorities were established, systems were in place to self-monitor and isolate infected workers,” White continues.
“And as soon as vaccines became available, establishments provided on-site clin-
Chris White President & Chief Executive O icer, Canadian Meat Council
Sylvaine Fournaise, Chairman of the Board, Canadian Meat Council
ics to vaccinate the workers who wanted them.
“This soon created a more manageable process, and while COVID did not go away, a ‘New Normal’ was established,” says White, pointing out that none of major Canadian grocery retailers, or Canadian consumers, had been exposed to prolonged or severe shortages of meat during the two years of COVID-19 restrictions and lockdowns across the country.
Says White: “During the peak of the pandemic when there was uncertainty and
backlogs, providing food to Canadians was the Number One priority and exports came second.
“This created a temporary drop in exports but that soon recovered, and trade volumes eventually returned to normal.
“Our essential workforce kept us fed through this pandemic with minimal impact across the grocery store meat counters,” White states, “while Canadian consumers maintained their confidence in the quality of Canadian meat products.”
But whether that confidence transcends into long-lasting loyalty in terms of domestic meat consumption remains an open question, considering the changing domestic demographics and the troublesome global trade disruptions and supply chain challenges.
Moreover, the global meat industry as a whole has been on a receiving end of a massive environmentalist backlash demonizing meat production as one of the greatest contributors to global warming and climate change.
Although White says that the anti-meat resentment based on environmental grounds is often deliberately over-exaggerated, he does acknowledge the need for the Canadian meat industry to continue improving its environmental performance.
“The development of the meat industry in Canada is an ongoing process that continues to evolve,” White states.
“Livestock production, particularly in the meat sector, will be more put under immense pressure and scrutiny by advocacy groups identifying livestock production as the main culprit of global warming,” he says.
“However, although it is not the main culprit of global warming, livestock production has experienced relevant adaptations to mitigate its impact.”
As White points out, producing one kilogram of beef today requires 17 less water and 40 per cent less feed than 50 years ago, while producing 15 per cent less GHG (greenhouse gas) emissions.
Similarly, producing a kilogram of pork requires 40 per cent less water and 33 per cent less feed than 50 years ago, with 15 per cent less GHG emissions.
For its part, a kilogram of poultry meat production uses 45 less water and requires 33 per cent less feed, according to White, while generating 19 per cent less GHG emissions.
“At the meat-processing level, di erent companies have implemented numerous environmental initiatives and programs to reduce their environmental footprint,” White points out.
“Some companies reported reducing electricity consumption by 24 per cent, process water usage by 16 per cent, and solid waste by 22 per cent,” he reveals.
“Despite all these green advances, the Canadian meat industry is aware that more adaptation is needed—from livestock to retailers—to become more sustainable, to
meet consumer demands, and to procure food for the growing population,” he states.
White says the CMC is in the process of completing a major sustainability study and report—covering meat packaging and other vital environmental issues—that it plans to release to its membership and the government to help guide future policies that are critical to the sector’s viability and competitiveness.
For all that, White says the Canadian consumers are already a privileged lot by having access to the safest meat products produced anywhere in the world.
“Food safety is the Number One priority for CMC and its members,” White states. “The collaborative work between industry and the regulators has placed Canada in the highest ranks in the World Ranking of Food Safety Performance.
“A report released by the Conference Board of Canada’s Centre for Food in Canada and the Food Institute of the University of Guelph showed that among the 17 countries evaluated having remarkably high food safety standards, Canada and Ireland in particular earned excellent grades relative to their peers.”
For CMC’s chairman of the board Sylvain Fournaise, “The meat industry views the environment, as well as food safety, as non-competitive issues.
“Thanks to the CMC, we are privileged in Canada to have very open exchanges between the di erent companies on these issues and to be able to discuss best practices,” says Fournaise, vice-president of food safety and technical services at leading Quebec-based pork and poultry products manufacturer Olymel LP
“During various exchanges, I am able to see very good initiatives to reduce energy consumption, to avoid wasting water, to
recover wastewater, to reduce packaging, to introduce more recyclable packaging, etc.,” Fournaise says, stressing that reducing the industry’s packaging footprint is a key priority for Olymel and most of its industry counterparts in Canada.
The trick is to make happen without compromising consumer safety and the industry’s reputation for high product quality, according to Fournaise.
“We are taking our social responsibility seriously when it comes to packaging,” says Fournaise. “We are constantly trying to reduce the weight and the impact of packaging.
“Some of those changes, like printing our Olymel brand frozen-meat boxes with water-based inks or switching from corrugated boxes to recyclable plastic crates for shipping products between our plants, may not be immediately visible to the consumers, but it all makes a big di erence in terms of the overall environmental impact.
“From what I have seen, the vast majority
of meat industry in Canada is working very hard to reduce the amount of packaging waste it generates,” Fournaise adds, “but we still need to preserve the product safety and freshness that Canadian consumers expect.”
Happily for Canadian meat processors, the country’s leading packaging manufacturers and suppliers have shown great willingness and competence in providing the sector with more sustainable packaging alternatives, including recyclable and PCR-content plastic materials that are so critical to preserving product shelf-life.
“We need to be very innovative in how we work with our packaging partners going forward,” Fournaise says, “but we already have a very good relationship with the Canadian packaging community, and I expect it to only get stronger in the future.”
For all that, the industry’s impressive track record on food safety and commitment to more eco-friendly production and packaging are no guarantee of continued
(Above) Line workers at an Olymel pork processing plant in Quebec at the height of the COVID-19 pandemic are separated by plexiglass partitions and covered up with personal protective equipment to protect themselves from catching coronavirus in the workplace.
(Below) Outside of the former Maple Leaf Ham & Bacon processing plant in Toronto in the early part of the 20th Century.
open access to foreign markets, White notes, which are also critical to the industry’s long-term viability.
As the third-largest exporter of pork products in the world, the country’s pork industry is especially vulnerable to forces beyond it control,White explains, citing the global outbreak of African Swine Fever (ASF) and its devastating impact on global trade flows.
While Canada has been fortunate to escape the global spread of ASF so far, its far-reaching e ects are already being felt through the global supply chain, according to White.
“Canada is the most export-dependent country in the world, with about 70 per cent of its pork production being exported,” White says.
“An outbreak of ASF in Canada would immediately result in trading partners closing their markets and causing a price collapse—given the massive back-up in the number of hogs that would be unable to move through the supply chain.
“It would mean mass depopulation of 50 per cent of the herd, and the layo s of 50 per cent of skilled workforce working in the pork plants,” he warns, estimating a $2 billion loss in revenues for the pork industry in the first year of the outbreak.
“Prevention, response, and business continuity activities are essential to maintaining the economic activity and protecting all the jobs created by the pork industry,” White states.
“It would also be critical to financially support skilled employees in meat plants that would need to be laid o during the crisis,” he points out, “so that they can be available to return back to work when the crisis has passed.”
Adds Fournaise: “I am very proud of all the work accomplished by CMC in prevention and in preparation for an outbreak of ASF in Canada.
“Both the CMC and several members are directly involved in several working groups with the federal and provincial governments—enabling a much greater awareness of the issue amongst government authorities.”
According to White, maintaining a skilled workforce and replenishing it with new talent remains one of the top existential challenges facing the Canadian meat
industry going forward.
“There is nothing temporary about jobs in our sector,” White asserts. “We o er fulltime, year-round jobs, yet our sector needs to use a Temporary Foreign Worker (TFWP) program.
“We agree that prioritizing jobs for Canadians is important, which is why our meat processing companies participate in ongoing advertising, recruitment fairs, and always hire Canadians first, only using the TFWP as a last resort.
“But despite the increased recruitment e orts, our sector still has a vacancy rate of between 20 to 30 per cent,” White laments.
“This is unacceptable for our meat processing companies—putting their viability in potential jeopardy,” says White, adding that the CMC is working on a two-year National Workforce Strategy to address the industry’s systemic labor issues that can’t be resolved through technology and automation alone.
“Manual labor will always be a part of our sector,” White acknowledges, “but the fact is that automation, which is adopted for good reasons, is more likely to be sustainable and have a good economic return.
“Investing in equipment to make cutting faster and safer, for example, makes sense,” says White, “especially when it helps endusers meet the demand for specialized cuts and products.
“Safer and more consistent product, processed more safely by workers, represents a win-win all the way around,” White
“We are taking our social responsibility seriously when it comes to packaging by constantly trying to reduce the weight and the impact of packaging.”
says, adding he’d like to see the federal government prioritize financial funding assistance for firms seeking to make large capital investments in automation.
Says White: “Greater access to government innovation funding would speed up the adoption process, given there is often risk and large capital expenditures involved, as well as plant downtime and human resources that tend to slow the willingness to adapt.”
As White and Fournaise agree, being able to adapt to changing market conditions and demographics will provide a formidable test of the Canadian industry’s resilience and competitiveness in coming years—especially with the growing popularity of alternative plant-based protein products and the overall market trend towards less meat consumption.
While Canada’s current per-capita annual meat consumption of 87.8 kilograms seems like a healthy industry indicator, it is considerably below the peak of 98.6 kilograms recorded in 1999, according to market research firm IBISworld.
Moreover, the last decade also saw the rapid emergence of chicken as the Canadians’ preferred meat of choice—largely at the expense of beef producers.
Last year, Canada’s per-capita beef consumption was estimated at 28.1 kilograms per person—compared to 38.8 kilograms in 1980—representing a continued downward trend in the beef sector.
On the flip-side, Canada’s per capita consumption of chicken has risen by to 34.5 kilograms in 2020—about nine kilograms more than in 1998.
“While I think it’s normal for young people to diversify what they’re eating and to try out new things, I think that red meat will remain an important part of the plate well into the future,” Fournaise states.
“It may no longer be the centerpiece of the plate,” Fournaise acknowledges, “but it’s up to the industry to make sure that we are o ering products that meet the needs of the new generation, and to do it using the best farming and processing practices available to us.”
n developing efforts to create a more sustainable package, ormost u i has been able to eliminate more than of the packaging material that goes into your standard ground meat package such as metal clips, foam, plastic, and or cardboard trays. Packaging lm manufacturers are making great strides in developing decomposable material, that when combined with the environmentally friendly ground meat system, reduce the ecological impact.
FIRST AND FORMOST
New
ground meat
packaging system a breakthrough for more sustainable and efficient
meat production
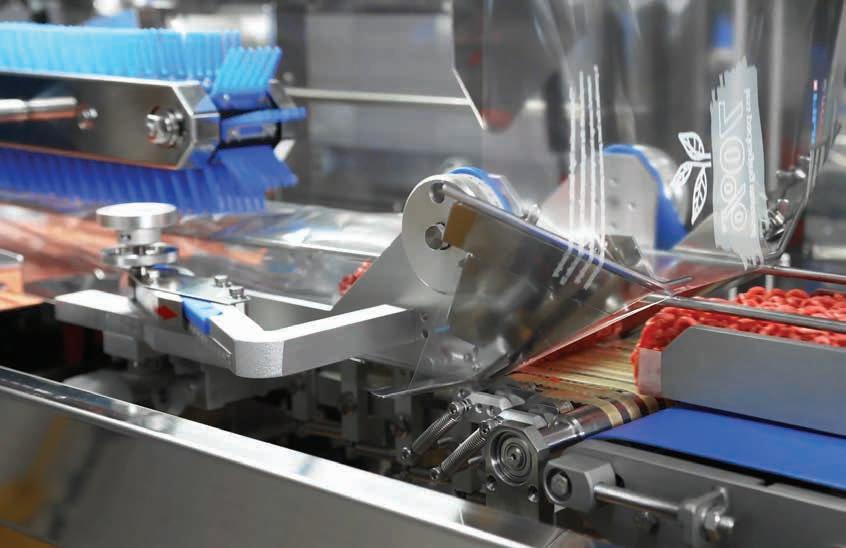
Everyone is looking for new, better and more sustainable packaging in the grocery meat aisles, with ground meat products no exception. To respond to growing consumer demands for more sustainable packaging, Woodinville, Wash.-based machine-builder Formost Fuji Corporation has recently developed a new system for packaging ground meat that can eliminate more than 50 per cent of packaging materials that typically go into a standard package of ground meat, according to the company.
Distributed in Canada by Abbey Equipment Solutions of Burlington, Ont., the new Formost Fuji Wrapper is a horizontal flow-wrapper that is fed product from a ground meat line that includes a mincer, a portioner, a blade and weigher.
The portioned meat is then timed into wrapping material where the individual package is produced.
Develop with a keen focus on green sustainable production, the system eliminates the need for extra materials such as metal clips, foam, plastic, and/or cardboard trays.
According to Formost Fuji, packaging film manufacturers are making great strides in developing decomposable material that, when combined with the environmentally friendly ground meat system, can significantly reduce the ecological impact of the packaging.
Along with weight reduction of the packgin itself, the full-featured system has a smaller footprint than current ground meat packaging systems used by most meat producers.
Moreover, the Formost Fuji Wrapper also o ers significant advantages for shipping, storage, and valuable shelf-space.
To start, the trayless package uses 50-percent less space on a truck, thus pro-
Designed for packaging ground meat without using foam trays, the Fuji Formost Ground Meat System provides an e ective sustainable solution for the packaging of ground meat products in various sizes.
When expanding your canning or bottling operations, there is much to consider. It can take many months to plan and procure new equipment prior to installation. Plus, it can take several months to get to producing saleable cans after you’ve installed new equipment. You know beer, we know conveyors – we can assist with design, consultation, installation, service and support during and after run-in. From conveying components, guide rail, speed reduces and bearings to Perceptiv™ diagnostic services, we can help you get new conveyors running smoothly and make the complex simple. For more information, contact 800-626-2093 or PTSAppEng@regalrexnord.com. regalrexnord.com/RunDry Creating
PACKAGING FOR FRESHNESS
viding a 100-percent increase in shipping capabilities.
With twice as many trayless packages on a truck than with the trayed product, the system can take the equivalent of one truck o the road for every two that is currently used for shipping ground beef—thereby notably reducing the amount of GHG (greenhouse emissions) released into the atmosphere.
In today’s world, that is a valuable advantage to the producers and the consumers alike.
Another great advantage is the reduction of floor-space needed to produce this package, which is close to 50 per cent.
The conventional current package with a tray typically requires three machines for packaging, with many additional requirements for more floor space, spare parts, and labor for maintenance.
Designed for wet duty,the Formost Fuji ground meat system includes a sanitary infeed conveyor designed for with simple belt removal and replacement—facilitating easy cleaning and inspection for plant personnel.
Also available in a sanitary design model, the system’s design allows for removal of the center seal unit to provide the operator the ability to
easily clean, inspect, and maintain the wrapper.
Options for product size can vary when packaging with the flow-wrap ground meat system. The onepound package is most common but larger sizes, but the machine can easily accommodate package weighing up to 35 pounds with simple changeover.
With the Formost Fuji Ground Meat System, the paper or absorbent pad can be used under the ground meat as it is gently transferred to the conveyor and into the flow-wrapper.
This positive change will not only provide users with a truly green packaging line, according to Formost Fuji, but one that will also pay for itself over a short period of time.
The new ground meat wrap produced by this system has excellent seal strength for product protection, as well as for maintaining package integrity and extended shelf-life.
In addition to creating a smaller package that takes up less room on store-shelves, the consumer will find this package easy to use with the ability to remove the product without having to handle the contents.
SUPPLIERS Abbey Equipment Solutions
The Formost Fuji Wrapper can work with a broad range of new-generation recyclable and PCR-content plastic films to help meat packers reduce their packaging footprint.
Step by Step to Digital Food Safety
By Davor Djukic, National Sales Manager –Product Inspection, METTLER TOLEDO
t is unmistakably clear that digital track & trace in the food industry is gaining importance. Manufacturers are increasingly confronted by stricter requirements for farmto-fork traceability, which must be embedded in the digital supply chain. Food manufacturers must begin focusing on data collection, which is essential in improving food safety through greater traceability.
Here are the key steps to take to achieve digital food safety:
1: Audit current food safety processes and data collection
The e cient collection of data across the entire supply chain is required in an accessible (digital) form and therefore requires a comprehensive audit.
Today, there is a highly fragmented picture of how food safety audit data is recorded, collected and stored in the process flows. It is common to find data that is gathered using various tools such as USB sticks, or written manually. Manufacturers are therefore faced with the challenge of migrating a hodgepodge of hardware and software into a unified program. Thankfully, global standards and communication protocols, uniform ID coding and standardized transformation events significantly reduce the level of complexity. It is important that this step be approached with care and attention to detail, both for a smooth and cost-e cient migration to digital food safety, and as an enabler for further digitization initiatives.
2: Develop your digitalization strategy
The key strategic questions are, which applications need to be mapped, and what are the longterm digitization goals: regulatory compliance or a digital transformation with a view of Industry 4.0? Data exchange is central to digital track & trace, enabling the whereabouts of specific batches in seconds. You must analyze the data pool, convert analogue processes and find a suitable cloud data management solution.
It is advisable to talk to manufacturers of the systems installed on the shop floor early on. Digitization does not mean a complete system replacement, but rather a simple device upgrade
or purchase of a software option is often sucient. When selecting a suitable cloud data management provider, you must ensure that it is very familiar with the food safety landscape, uses open global standards and fully supports any web-based application data.
3: Secure and build up expertise
All digital food safety stakeholders who participate in the process must be identified. Determining which knowledge and know-how is available and where it is available is important. In addition to your own company, a corresponding evaluation must also be carried out for all partners who are involved in the applications and access them. Based on this, an overview of the existing expertise and the knowledge gaps that have yet to be closed must be created. Data sharing guidelines must be formulated and it should be specified who should have specific data and information access , and when they require it in the product life-cycle.
4: Institutionalize change management
Food safety digitization requires organizational changes and a ects the whole company. The cultural change associated with this transformation must be managed proactively and carefully. Assemble a multi-stakeholder group that works out the common digitization advantages , but also formulates common reservations. Senior
executive sponsorship and continuous management updates on the transformation progress are essential to keep the process on track. A roadmap with manageable, incremental and intermediate goals must be formulated.
Summary
By taking a strategic approach to adopting digital food safety and planning the supply chain digital transformation , manufacturers are well-positioned to transition inexpensively, with minimal disruption, and when necessary. The technology may seem complex, but it is relatively easy to use.
EVRYTHNG Cooperation
Mettler-Toledo Product Inspection and IoT pioneer EVRYTHNG o er manufacturers and brand owners a comprehensive traceability and reporting solution for food production. The solution enables product data aggregation at every point in the value chain, increasing transparency and validation security in real time. In the event of a recall, a ected goods can be tracked precisely and a recall campaign can be e ciently carried out.
DAVOR DJUKIC is national sales manager for product inspection at METTLER TOLEDO Inc. in Mississauga, Ont.
Edson Packaging Machinery’s controls supervisor Mike Fluit standing in front of the high-performance new case-packing machine assembled at the company’s manufacturing facility in Hamilton in partnership with automation experts at Festo Inc.
MUTUAL BENEFITS
A long-time partnership with leading automation supplier enables case-packing machinery manufacturer to keep building on its marketplace success
By Andrew Snook
Operating for over 60 years out of Hamilton, Ont., Edson Packaging Machinery is a vital strategic asset in the vast brand portfolio of its parent company ProMach, which nowadays owns over 40 di erent brands of packaging equipment manufacturers.
What makes Edson unique to packaging sector OEMs is that the company specializes in packaging for the tissue and non-woven industries, with between 85 to 90 per cent of its machines designed for high-speed secondary packaging of tissue
and non-woven products.
“We are basically the only brand focused solely on the tissue and non-woven industries,” says Josh Goulet, account manager for Edson Packaging Machinery.
“No matter what kind of rolled paper products you’re using at home, whether its kitchen towels or bath tissue, it was most likely packaged on an Edson case-packer,” Goulet says.
While Edson has worked with various suppliers over the years to build its machines, one of its longest relationships has been with Festo Inc., which provides automation technologies and technical educational solutions out of its headquarters in Mississauga, Ont.
According to Goulet, the two companies have worked together on multiple projects since 1999.
“When it comes to controls on our equipment, our preferred provider is Festo,” Goulet says. “Edson and Festo have been collaborating together for over 20 years now.”
The latest project between Edson and Festo was a solution for Edson’s new model 3600HS High Speed Large Case and Tray Packer.
The high-performance machine unit is designed for working with many types of KDF (Knock Down Flat) cases, which it erects as it collates the product, fills the cases, seals them, and discharges the finished boxed product downstream.
“The original KDF magazine loader used pneumatic technology to pick-andplace the unopened box into the case-packer, and this is where one custom-
er was experiencing a bottleneck due to downtimes and reliability,” explains Nicolas Fleuriot, industry segment specialist for food and packaging at Festo Canada.
“The customer’s need was to increase the reliability and throughput of the machine by using better, more modern technologies and by speeding up the pick-andplace operation—thereby eliminating the bottleneck.”
As Fleuriot relates, Festo’s Customer Solutions (CS) engineering team used its cutting-edge Handling Guide Online (HGO) software to simulate the customer application and confirm that the desired cycle time was achievable.
The CS team then customized the standard HGO solution so that it was a perfect fit for the customer, Fleuriot explains.
The end-result is a complete, fully as-
(Left top) Front end of the KDF (knock Down Flat) magazine section of the new Edson case-packer.
(Left botttom) Twin System Gantry sized using Festo’s cutting edge HGO (Handling Guide Online) software where each KDF carton is being handled.
(Above right) Close-up of the Festo vertical axis EGSL (upright) sliding sideways along the Festo EGC horizontal axis.
sembled, and ready to install Festo twin 2D gantry using the Festo EGC tooth-belt as Y-axis and the EGSL electric ball screw as Z-axis.
The innovative solution increased the reliability of the process and improved the performance of the 3600HS High Speed Large Case and Tray Packer by 50 per cent over the original system.
According to Edson’s controls supervisor Mike Fluit, using Festo’s ready-toinstall solution benefited Edson by freeing up time and resources to concentrate on its core business.
In addition, Festo provided total process reliability at every stage, including consultation and design, quotations and orders, engineering, production, assembly, testing documentation and global after-sale support.
“We have some retrofits going on in the field right now, which makes it very easy to remove the old design and place a new design in its place,” adds Fluit. “It’s very convenient.”
The 3600HS High Speed Large Case and Tray Packer begins its process with the stacks of KDF boxes being loaded onto a conveyor and moved individually into the opener.
“The opener portion takes the KDFs, erects them into a case, moves them in front
“We are basically the only brand focused solely on the tissue and non-woven industries.”
of the packing station, and is then shipped out of the machine,” Fluit explains.
Once a stack of KDFs has been loaded onto a conveyor, the rollers advance that stack onto a scissor lift-table, where a servo elevates the table into a position within the Aux Mag station, where the Festo gantry unit can begin picking up the KDFs.
“The gantry unit was developed jointly with Festo and Edson to improve reliability and the speed of the machine,” Fluit says, adding that one of the most significant units from Festo on the machine is the Festo valve bank.
“We use it to control all the cylinders on the machine, and it also provides us with remote I/O capabilities,” says Fluit, adding that Festo components play critical roles in every aspect of the machine.
“Each unit has its own custom valve bank, with a remote I/O block that allows us to connect most of the electrical sensors and pneumatics,” Fluit says.
“This new design allows us much greater travel without losing any speed.
“It will actually pick up the case, move it forward over the belts, and then drop it onto the belts,” he says.
“We no longer need pinch rollers, reducing jams in this area.”
The Festo cylinders are deployed at each station of the 3600HS High Speed Large Case and Tray Packer
“At the case-eject station, linear cylinders eject individual cases,” Fluit explains.
“At the forming station, the Festo valve creates a vacuum that is used to pull the
(Clockwise from top)
A row of grey-colored Festo control enclosures and a terminal valve block positioned at the top of the case-packer’s KDF box forming section ; erected KDF cartons moving to the front of the packing station; close-up of conveyor rollers delivering a stack of KDF cartons to the case-packer; A Festo rotary cylinders used to close the flap at the packing station; a touchscreen HMI (human-machine interface) terminal ensure user-friendly operation and programming.
(Clockwise from top)
A Festo VTSA valve terminal; Nordson’s PROblue Lierty 14 hoit-melt adhesive applicator supplying glue for the carton sealing section; close-up of a pick-and-place vacuum gripper; close-up of one of the Festo cylinders deployed at each station of the new Edson case-packing machine; a close-up of the CPX remote IO master.
(From left)
Edson Packaging Machinery account manager Josh Goulet and Festo’s industry segment specialist for food and packaging Nicolas Fleuriot.
case open, while at the packing station, a Festo rotary cylinder is used to close the flap,” he continues.
“On the next station, on the other side, there’s another Festo rotary cylinder, and on the compression section we have two linear cylinders that are used to compress the case to attach the glue.”
As Fluit relates, Edson was “thrilled” with this new solution for its 3600HS High Speed Large Case and Tray Packer, with Festo also delighted to be part of its longtime client’s success.
“For me, we have a very healthy relationship, a very open relationship with Festo,” Fluit says.
“As we continue to develop new concepts and equipment over the next several years, it’s great to know we can count on our partner Festo,” adds Goulet. “With our equipment and Festo’s components, the future looks bright.”
Adds Festo’s Fleuriot: “To be part of Edson’s success, to be able to contribute to the performance of their machines, and to be on-board partners with them on their machines is indeed very satisfying.”
SUPPLIERS
Edson Packaging Machinery Festo Inc.
Please see a video of Festo automation components incorporated inside the new Edson 26000 high-speed case-packing machine on Canadian Packaging TV at www.canadianpackaging.com
HEALTHY INVESTMENT
Pharmaceutical packaging supplier broadens its range of services and core competencies through proactive capital investment in leading-edge packaging systems
By Andrew Snook
Photos by Naomi Hiltz
Headquartered in London, Ont., Jones Healthcare Group has built up an impressive body of knowledge and expertise over the company’s 100-plus years of operation across the country’s health and wellness sectors.
In 2020, their centennial year, the company rebranded as Jones Healthcare Group, aligning its market focus with the company’s strong roots in healthcare and the go-forward vision centered on wellness.
The company’s four business units including Packaging Services, Cartons & Labels, Medication Adherence and Pharmacy, support a broad range of clients, serving small companies to large global organizations that specialize in prescription pharmaceuticals, over-the-counter medications, nutraceuticals, medical devices and personal care products.
The Cartons & Labels unit o ers services related to cartons and labels including ideation; graphic design; structural development and prepress services; printing and converting of folding cartons and pressure-sensitive labels.
The Packaging Services unit o ers a host of contract packaging services, including bottling, blistering, serialization, pouching, convenience vial filling, secondary packaging and kitting.
Importantly, the vertical integration between the Cartons & Labels and Packaging Services units allows Jones Healthcare to provide customers with turnkey packaging solutions—from initial design to commercial packaging.
Gilmor, director of business development at the Packaging Services business unit of Jones Healthcare Group, displays the blister-packs and pharmaceutical bottles produced on the high-performance Uhlmann packaging equipment installed at the company’s Packaging Services facility in Brampton, Ont.
In 2013, Jones Healthcare opened doors to a new state-of-the-art Packaging Services site in Brampton, Ont. Registered with both Health Canada and FDA , the 70,000-square-foot facility’s operations are dedicated to regulated packaging.
Primarily, the Packaging Services unit at the Brampton site serves the pharmaceutical market for prescription (branded and generic) and over-the-counter medicines; natural health products, personal care and wellness, self-care and medical
device markets.
Chris Gilmor, director of business development, packaging services, at Jones Healthcare Group, says output at the facility is dependent on many factors but some high-level guidance numbers include: more than 750 million pouches; over 30 million bottles; over 150 million blister-packs; and more than 12 million vials.
As Gilmor explains, companies outsource their packaging to Jones Healthcare
Chris
for a variety of reasons, including capacity availability, new product launches, sampling programs, and to reduce complexity of their operations.
Since building its new facility, Jones Healthcare continues to upgrade operations with new packaging technologies, including a $20-million investment in manufacturing equipment across the company over the last two years.
One of the key investments involved installation of a brand-new Uhlmann IBC 150 Monoblock Bottling Unit, manufactured by renowned German pharmaceutical packaging equipment manufacturer Uhlmann Pac-Systeme GmbH & Co. KG
“They were looking at a machine flexible enough to handle a wide range of pharmaceutical bottles that can be run on the line,” recalls Manasvi Hegde, national sales manager for Uhlmann Packaging Systems in Towaco, N.J.
“The machine we partnered on is capable of running the entire range from 30-cc to 1,500-cc bottles on the line.”
Says Hegde: “Instead of having machines made in a conventional style, they selected our Monoblock integrated solution to provide the most flexibility, while improving e ciency by removing additional processes.”
Distributed in Canada by packaging line integration specialists Shawpak Systems of Oakville, Ont., the IBC 150 Monoblock Bottling Unit swings into action as soon as the bottles enter the bottle unscrambler, which separates, orients and air-rinses them before they are conveyed inside the machine.
The Uhlmann IBC 150 Monoblock Bottling Unit has four primary functions:
• Desiccant insertion, either pouch or canister;
• Product counting and filling, using a high-end Cremer counter to ensure the highest counting accuracy;
• Dunnage insertion with cotton or rayon (optional) to protect tablets that are friable;
• Capping, with press-on or screwedcap designs.
“The IBC 150 o ers high flexibility by handle glass or plastic bottles that are round, square or oblong,” says Gilmor , adding the system can handle “various cap styles, including press-on, CR screwfit and desiccant-in-cap.”
The high-performance system features
(Above)
Samples of the high-quality multi-product blister-packs and bottles produced on Uhlmann packaging equipment.
(Right from top) Close-ups of the high-speed filling and capping operations performed inside the Uhlmann IBC 150 Monoblock Bottling Unit.
an automated tablet lift, so the operators are able to place the bulk products into a feed hopper that’s ergonomically positioned at their height, with virtually no lifting required.
As Gilmor explains, “The tablet lift will automatically fill the elevator bucket, which then automatically rises and deposits the product into the feed hoppers directly above the product counter.
The bottles then pass through an induction sealer that seals the foil laminate heat-induction seal to the bottle, forming a barrier seal, after which the pass through a retorqurer to re-tighten the caps.
“The bottles then pass through our labeler that can apply multiple label styles—pressure-sensitive, two-ply, extended-content, a product side-sert,” Gilmor notes.
“The cartons can be packaged in standard four panel or multi-panel cartons, with up to two bottles per carton. If cartons are not required, this step can be by-passed.”
Afterwards, the bottles pass through a checkweigher and move on through a bundler, where the bottles (or cartons) can be bundled together in various configurations.
The bundled bottles are then packed
into shipper cases and palletized.
“The bottle packaging line is fully compliant with the Drug Supply Chain Security Act (DSCSA) for serialization and aggregation,” Gilmor points out.
Another key investment at the Brampton facility involved the commissioning of a fully integrated Uhlmann two-lane blister line, featuring the Uhlmann B1440 system to perform precision forming, filling, sealing and punching of blisters at high speeds.
“The forming film is unwound from a roll at the front of the machine in which it is heated and formed into the blister with the appropriate cavity design to hold the tablets,” Gilmor explains.
The tablets are loaded into the machine with special tablet lifts that automatically transport the tablets from the operator level fill buckets to the feed hopper.
From there, the tablets flow into the SimTap feeder, which accurately places an individual tablet in each of the required blister cavities.
Once filled, the blister cavities are automatically inspected with a vision system to ensure optimal quality assurance.
The B1440 then conveys the lidding film, which has been automatically un-
wound from a roll inside the machine and sent through the integrated HAPA printer, and seals it to the blister.
Once sealed, the blister is perforated, if required, and then punched into the individual blisters from the film web. The filled and sealed individual blisters are then conveyed to the cartoner via Flexlink conveyor belts.
“We designed our B1440 to have an extended fill section to accommodate multiple SimTap feeders and two blister lanes,” Gilmor says
“This allows us to place two or more di erent products into the same blister—i.e. day and night formulas— o ering improved operational e ciency, lower production costs for our clients, and an enhanced user experience for the consumer or patient.”
Gilmor says this technology also allows for accommodating complex dosing regimens like the most recently approved COVID-19 antiviral products, for example.
carton is closed with tuck or glued flaps,” says Gilmor. “Then, the appropriate lot and expiry date information is printed on the carton accordingly.”
The blisters then pass through a checkweigher and are bundled into a variety of configurations with the Uhlmann ES60 bundler, after which they are packed into shipper cases and palletized.
The new blister packaging line is fully compliant with the Drug Supply Chain Security Act (DSCSA) for serialization and aggregation.
STAYING AGILE
As Gilmor explains, one of the key ways in which Jones Healthcare di erentiates itself from the competition is by being agile.
“The company is also vertically integrated,” he adds, “which is very unique in this industry.”
According to Gilmor, the company’s recent investment in Uhlmann bottling and blister packaging technologies has helped Jones Healthcare to o er increased flexibility and agility for its customers.
“We can package our customers bulk product in bottles, blisters, pouches, vials and combinations thereof to meet changing commercial demands on their end,” Gilmor states.
(Top Left)
Bottles entering the Uhlmann IBC 150 Monoblock unit.
(Side Left)
Bottles exiting the Uhlmann IBC 150 Monoblock, with elevator transporting caps to the capping unit.
“This also o ers companies new ways to package products to address issues such as dosing compliance, medication adherence, user experience, brand di erentiation, shelf-space considerations or new product introductions,” Gilmor explains.
After the finished blister-packs exit the B1440 machine, two Flexlink conveyor belts swiftly transfer them to the Uhlmann C2305 cartoner slots for inserting the blister-packs into folding cartons.
The high-speed Uhlmann C2305 cartoner is equipped with blister magazines in which the blisters are stacked, counted and placed in the cartoner for conveyance to the carton feeder.
The cartons that come in lay-flat format are automatically erected and placed in the cartoner to receive the blister stack.
“A pre-folded leaflet can be inserted at the same time as the blister stack as required by our customers,” says Gilmor.
“Once the blisters are in the carton, the
“This adds agility to our customers’ supply chain as they can redirect product originally designated for bottles to blisters, ensuring critical products reach patients and consumers.”
“Furthermore, we can work with customers through our cartons and labels business all the way through design to commercial packaging,” Gilmor relates.
“For example, if a pharma brand is looking to design a new package, we can work with them from project set-up, de-risking, design, prepress activity and artwork design, through to the contract filling of the final package,” Gilmor says.
The company also keeps a strong focus on addressing supply chain disruption by focusing on four main areas:
• Anticipating forecast changes to support clients’ changing markets;
• Diversifying its materials network to ensure continued supply;
• Managing capacity to respond to clients’ demand fluctuations;
(Top Right) Desiccant insert station within the IBC 150 Monoblock, capable of inserting either pouch or canister formats.
• O ering multiple packaging components and services to simplify its packaging processes.
SUSTAINABILITY
Says Gilmor: “Sustainability continues to gain more and more attention in the pharmaceutical industry, something that Jones Healthcare keeps a strong focus on.
“From SFI- and FSC- certified paperboard to options containing 30-percent PCR (post-consumer recycled) content, we provide a broad range of sustainable folding carton choices,” Gilmor says.
“We also have a portfolio of sustainable label solutions that include features such as PET wash-o , PCR constructions, and 100-percent wood-based construction.
“These are just a few examples of our commitment to bringing sustainable solutions to our customers.”
Gilmor says the big challenge with creating more sustainable products is
balancing that sustainability with functional package protection.
“The primary purpose of the package is to protect and preserve the product,” Gilmor points out. “If a new package design that meets sustainability targets fails to provide the required product protection, you’ve solved one problem to only create another.
“But the market recognizes the need for sustainable packaging solutions and it’s not going away,” says Gilmor.
“It is definitely a topic that is top-ofmind for our customers and our organization.
“We are working together with our vendors to evaluate and test new films, new foils and new bottle materials that are sustainable, in an e ort to meet the intersecting needs of performance, customer experience and sustainability,” says Gilmor.
“We are also actively working with our customers to evaluate these new options
(Left)
Chris Gilmor in front of the fully-integrated turnkey Uhlmann B1440 two-lane blister-packing system used for precision forming, filling, punching and sealing of tablet blisters.
(Right from top) Inside the B1440, highlighting the platen sealing station. Stacked blisters in the C2305 cartoner loading magazines. Automatic carton pick-o by rotary vacuum arms with suction cups. Bundled cartons after exiting the ES60.
(Bottom Left)
Primary fill section of the B1440 with two dedicated SimTap feeding units to accommodate innovative dosing requirements.
in their product packages.”
Overall, Jones Healthcare is extremely pleased with their recent investments in Uhlmann technologies. Gilmor says the new bottling line and blister line have significantly increased production capacity, as well as overall e ciency.
“The Uhlmann lines have allowed us to further optimize our transition from primary to secondary packaging, allowing us to provide further flexibility and agility for our customers supply chains,” Gilmor states. “The partnership with Uhlmann has given us additional flexibility on our production floor, enabling our continued evolution.”
Gilmor says his company’s recent equipment investments certainly won’t be the last for the Brampton facility.
“We’re constantly investing in our equipment, our people and our processes,” Gilmore states. “As a contract packager, we need to be agile and respond quickly to our customers.
“Our recent partnership with Uhlmann demonstrates our joint commitment to this vision—providing valued flexibility and agility to our customers.”
SUPPLIERS
Uhlmann Packaging Systems
Shawpak Systems
WILD AT HEART
Celebrated Alberta craft brewer starting a new chapter in its growing evolution as a Big Leagues competitor
By George Guidoni, Editor
Photos by Mike Trudeau
Quality and drinkability are always top-ofmind for good hardworking folks at Wild Rose Brewery in Calgary. Just as they were more than a quarter-century ago, when co-founders
Mike Tymchuk and Alan Yule launched the fledgling upstart craft brewer back n 1996.
Since starting out by producing draught beer for sale in local area bars, Wild Rose has been able to build up a remarkably loyal following and reputation for the quality beers it produced at the company’s popular brewpub and on-site taproom at the Foothills Industrial Park.
After launching its first bottled beer in 2002, packaged in one-liter flip-top bottles, the company proceeded to expand its bottling capacity on a regular basis to keep up with growing demand.
“In 2006 we moved from our original location and opened the brewpub facility on the west side of Calgary,” recalls Wild Rose Brewery’s director of operations Brian Smith.
“By 2011 we had maxed out capacity at that facility, and in 2013 we expanded again by opening a new production facility, while maintaining the brewpub.”
“The current production facility was a great space to move into,” Smith states.
“Being the first tenants in the building, we were able to design the brewery to our needs, which included planning for the expansion we’ve undergone since first
Wild Rose Brewery director of operations Brian Smith (left) and packaging manager Kyle Connick surrounded by pallet loads of empty aluminum cans supplied to the Calgary plant by Ball Corporation.
opening.”
Currently employing 15 full-time people in one-shift operation Monday to Friday, moving to two shifts during peak season, the brewer’s new 39,000-squarefoot facility has capacity to produce 20,000 hectoliters of beer annually, according to Smith, sold in a vastly expanded range of packaging formats.
“We produce eight core brands at our facility, as well as three to four limited-time o erings,” Smith relates. “We currently package in 341-ml bottles, 473ml cans, 30- and 50-liter kegs, and we plan to add 355-ml cans to the repertoire.”
According to Smith, the company’s signature WRaspberry Ale—a wheat ale infused with real raspberries—remains its top-selling beer to this day.
“It is a refreshing, light ale brewed with the addition of real fruit,” Smith explains. “We focus on quality and drinkability with our beer.
“All our recipes are designed so that the consumer can enjoy a couple of glasses, cans, bottles or pints,” says White, also giving a nod to some of the company’s other core bottled brands that include: Electric Avenue pale lager; Barracks Brown brown ale; and Cowbell sour ale, made using the kettle souring technique.
Capably supported with production of a wide variety of seasonal and limited-edition beers available on-tap, Wild Rose has evolved into a true Western Canada craft brewing industry staple, according to Smith, and a great global industry ambas-
sador to boot.
Notably, it was the only Alberta brewery to be recognized at the 2008 Canadian Brewing Awards, picking up two silver medals for its wheat beer (Velvet Fog) and its barley wine.
The brewery also received two bronze medals at the 2015 Canadian Brewing Awards for the Electric Avenue lager and Natural Born Keller kellerbier
Says Smith: “We produce a great range of straight-ahead easy-drinking beers: fruit beers, hoppy beers, hazy beers, sour beers, dark beers ... there’s something for everyone.”
While the company is a relative newcomer to the fast-growing market segment for canned beer, a major $4.12-million investment by its parent company Sleeman Brewing of Guelph, Ont., has enabled the Calgary production facility to expand significantly over the last 12 months, including installation of an updated canning line and additional tank capacity for the brewing process.
While the company was already in the process of transitioning more of its output to the production of cans, the global outbreak of COVID-19 pandemic really accelerated the process, according to Smith.
“With market trends and the global pandemic, we saw a big uptick in can sales,” Smith relates.
“Pre-pandemic, our production breakdown was 60 per cent for kegs, 25 per cent bottles, and 15 per cent cans,” Smith re-
calls.
“After the big shift of the last two years, our ratio now is 40 percent kegs, 25 per cent bottles, and 15 per cent cans.
“We really had to pivot quickly,” Smith states. “Across North America we are seeing bottle sales decrease, as consumers desire a more sustainable packaging solution such as aluminum cans.
“We understand the needs of our customers and have adjusted our production accordingly.”
Most of that production is centered a round the four-vessel 60-hectoliter DME brewhouse—manufactured by Charlottetown, P.E.I.-based DME Process Systems Ltd.—consisting of a mash mixer, lauter tun, kettle and a whirlpool.
“We also brought over several 60-hl unitanks and a couple of bright beer tanks from our brewpub location,” Smith notes, “while leaving our old brewhouse and a few tanks behind so we could produce at both facilities.
“By having to production sites, each with multiple tank sizes, we have tremendous production flexibility,” Smith proclaims. “We can still do small unique brands at our smaller taproom brewery, and manage our ever-growing core beers out of the production facility.
“We complete either two or three brews per day, as required,” Smith relates. “We currently have 16 cylindrical conical unitanks—ranging from 60- to 180-hl capacity—and three bright beer tanks, also from 60- to 180-hl.
Di erent views of the Wild Rose Brewery’s updated canning line arranged to maximize the throughput performance of the brand new Craftmate VFS-C volumetric filler manufactured by Krones.
“We’ve also got an additional unitank and a bright beer tank scheduled for installation this fall.
“We mainly produce ales with a relatively quick turnaround time,” Smith notes, “although we’ll produce some lager beers seasonally.
“Some of our beers are unfiltered,” he explains, “but for our filtered beers we send the beer through a three-stage filtration process—diatomaceous earth, lenticular cartridge and sterile cartridge— from the unitanks into the bright beer tanks to be carbonated, and then sent for packaging.”
Thanks to recent capital investments, the plant’s packaging area comprises some of the best beer filling and packaging equipment in the world, including a two-head KHS Innokeg Keg Boy, a KHS Innofil bottle filler, a Krones Robusta labeler and, most recently, a
Krones Craftmate filler with a fourhead Ferrum seamer.
Manufactured in Germany by leading beverage packaging systems manufacturer Krones AG, the Craftmate VFS-C can filler can process up to 250 standard-size beer cans per minute.
Equipped with 24 filling valves with 141-mm pinch, the volumetric filling system benefits from the unique design of its innovative filling valves, according to Krones, which feature a pneumatically controlled centring bell without a lifting cam.
“Additionally, we supplied a sterile air filter for highest hygienic standards, as well as a can spraying system and CO2 consumption measurement technology,” adds Mathias Gorlitt, managing director and head of sales at Krones Machinery Co. Ltd. in Mississauga, Ont.
“Our Craftmate fillers deliver high
filling quality with guaranteed values comparable to high-performance machines,” Gorlitt notes, “with very short changeover times for di erent can sizes— all in a very compact design.”
(Clockwise from top)
A close-up of the Ferrum seamer applying closures onto the filled cans of beer; overhead views of the Krones Craftmate can filling line capable of packing up to 250 cans per minute.
(Left below)
A close-up of some of the core bands and seasonal limited-time beers canned on the new Craftmate filler.
Smith agrees, lauding the Craftmate filler’s craftsmanship, flexibility, user-friendly operation, and the reliable expert synchronization between the filler and the Ferrum seamer enabled by the Krones technical sta .
“The new equipment enabled us to double the capacity of our old location,” he says, “while packaging at four times the speed of our previous line.”
Adds Smith: “With safety is a key component of our business, the installation of the new can line came with special focus and attention to installing proper guarding throughout the line.”
With the new canning line o ering far more capacity than Wild Rose actually needs at the moment, Smith says he’s happy about future-proofing the company’s booming canning business in this way, as he expects demand to soar in the coming hot summer months.
“Being one of the early craft beer producers in Alberta gave us the time and space needed to build up a good reputation for quality, innovation and good-tasting beer,” Smith states.
“I also think a focus on customer service has been vital,” he adds, “which is why we’ve always had a strong on-premise presence.
“By establishing relationships and working with our partner, we’ve been able to maintain a strong presence in the
(Right)
A rinsing station on the canning line is used to cool down the freshly filled cans of beer before they proceed downstream for case-packing.
(Far right)
An SEW-Eurodrive motor (foreground) powers the inverted spiral conveyor taking empty cans down to the floor level for filling and capping.
bars and restaurants.
“It’s a similar story on the retail side, where the relationships have been established over time, combined with a commitment to quality and customer service, has helped us continue to grow over the course of the last 26 years.”
According to Smith, the company’s penchant for innovation should also serve it well in coming years.
“We have never been afraid to introduce new style liquids,” Smith asserts. “We have our core brand of beers that were quite unique when they first were introduced, but we have constantly pushed the envelope with seasonal releases.
“We’ve introduced styles in our market that, at the time, were quite novel—Biere de Mars, Keller bier, Kettle Sour, Saison,
Gose, etc.”
Happily for Wild Rose, the company’s innovative spirit goes hand-in-hand with unwavering commitment to high product quality and process e ciency, according to Smith.
“We track all aspects of the production process, with metrics related to quality, safety and e ciency,” Smith relates.
“We are currently introducing some new brewing software to help with the quality and e ciency measurements, as well as giving us better traceability reporting,” he says.
“All the results are to be tracked and reviewed with our national group (Sleeman) on a monthly basis.”
Says Smith: “The beer business is a tough industry—it is ever-changing with
Zund America Announces Manuel Merkt as President
Oak Creek, Wis. (May 2022). Zund America, Inc., announces the recent appointment of Manuel Merkt as President of Zünd’s Milwaukee-based North American operations. As a German native, Manuel Merkt began his career in industrial engineering with an apprenticeship program through Hermle AG, a manufacturer of high-end machine tools. After acquiring degrees in engineering from both the University of Applied Science in Constance, Germany, and from Coventry University in the UK, Manuel moved to Wisconsin in 2010 to support the Hermle USA team in various sales and business management functions and ultimately took on a leadership role as President and COO in 2017.
In his 11 years with Hermle USA, Manuel developed exceptional leadership skills which are reflected in the company’s steady growth. His intimate knowledge of both European and North American culture and business practices makes him an ideal candidate for stepping into the leadership position
constant challenges related to periodic raw materials scarcity, regulatory constraints and taxes, and many other challenges.
“We now compete with many other new craft and mid-size breweries in Alberta, as well as other players in the beverage alcohol market,” Smith concludes.
“But since becoming a member of the Sleeman family, there are really no limits to how far Wild Rose Brewery can grow in this business.”
SUPPLIERS
Krones Machinery Co. Ltd.
Ferrum Packaging Inc.
DME Process Systems Ltd.
at Zund America. He understands a laser-sharp focus on customer needs is essential to Zünd’s continued success in the competitive markets on this side of the Atlantic. At the same time, he intends to continue building on the company’s remarkable growth with smart recruiting practices and ongoing workforce development. Ultimately, Manuel’s goal is to continue moving Zund America forward with long-term business development strategies, marketing initiatives, and best practices in sales and support services consistent with those Zünd pursues globally. Taking full advantage of Zund America’s state-of-the-art HQ in Wisconsin, Manuel will push to further improve the Zünd customer experience in sales, training, and support.
Manuel Merkt President, Zund America
As Riverside Natural Foods has grown leaps and bounds, so too has their need for the latest in packaging technology and materials.
– Je rey Pett, Plant Manager, Riverside Natural Foods Ltd.
“I’ve been in the industry for 40 years,” says Plant Manager Je Pett. “I go through every issue when it arrives, and I always find something I can use in the pages of Canadian Packaging.”
If you want to get decisionmakers like Je Pett on your side … be sure to make your best sales case every month through your ad message in the pages of Canadian Packaging
Rebecca Casey, senior vice-president of marketing and strategy at TC Transcontinental Packaging in Chicago, has been appointed as new chair of the board of PAC Global,Toronto-headquartered industry group representing Canada’s packaging industry and its various stakeholders.
Mississauga, Ont.-based automation devices and components supplier CARLO GAVAZZI (Canada) Inc. has appointed Dany Lavoie as area sales manager for the greater Montreal region, and Brett Horst as area manager for the southwestern Ontario region.
IMA Dairy & Food USA, Leominster, Ma.based distributor of automated food processing and packaging equipment, has appointed Sean Bice as area sales manager for Canada and central U.S. region; and Robert Lindsey as project manager.
Danfoss North America, Loves Park, Ill.-based subsidiary of Denmark-headquartered global power generation systems group Danfoss, has appointed Rick Sporrer as its new incoming president, e ective July 1, 2022.
Mondi Group, global packaging products manufacturer headquar-
tered in Vienna, Austria, has appointed Thomas Ott as chief executive o cer of its Mondi Flexible Packaging and Engineered Materials business unit.
Zund America, Inc., Oak Creek, Wis.-based manufacturer of automated digital cutting systems for converting, packaging, textiles and other manufacturing applications, has appointed Manuel Merkt as president of the company’s North American operations.
JUNE 14-17
Mexico City: EXPO PACK Mexico, packaging and processing technologies exhibition by PMMI, The Association for Packaging and Processing Technologies. At Expo Santa Fe México. To register, go to: www.expopackmexico.mx
Discounted rates for the CPMA Convention and Trade Show
Fairfield, N.J.-based MG America, the U.S. subsidiary of Italian pharmaceutical packaging machinery manufacturer MG2 , has appointed Claudio Radossi as its new president.
Tompkins Robotics , Orlando, Fla.-based systems integrator specializing in the robotic automation of distribution and fulfillment operations, has appointed Wes Goode and Sean O’Farrell as vice-presidents of operations.
Label review service • Networking opportunities • Guidance on trade in Canada • Industry-leading research and innovation projects • Marketing and education resources
Deerfield, Ill.-headquartered protective packaging materials and solutions supplier Pregis LLC has appointed Jon McClure as president of the company’s new US$80-million blown film extrusion operation in Anderson, S.C.
PITmode fusion
Brands pu ing a squeeze on pa aging footprint / Paul Pethi
Grudgingly, I recently purchased a new iPhone 13 from Cupertino, Ca.-based Apple Inc. While some gadget-obsessed consumers may think picking out a new cell phone would be a joyous occasion, I can only treat it as a loss to the immutable force of planned obsolescence, which torments me deeply. My last smartphone was serving me quite well, and while it was getting up there in age, it was a constant companion during our three years together. In fact, I was planning to use it for many more years until several weeks ago the sleep/wake button broke o —leaving me with a microscopic nodule, the size of a pen tip, to unlock the screen of my phone. At the time, I thought, “No problem: it’s fine, I’m fine, everything is fine.” That calm feeling lasted about a week. As I walked out of the Apple Store, feeling like I’d just been mugged by privateering hipsters, the silver lining was revealed: the Apple iPhone box is a work of packaging genius. For starters, the tech innovator has done away with the plastic outer wrap on its latest o erings. The company also claims to be using 75-percent less single-use plastic in packaging compared to 2015. That commitment can be seen inside and out of the iPhone 13 package, which seems to be entirely comprised of various grades of cardboard material. Even the inner tray that supports the device, its charging cable and the slimmed-down information packet, is fiber-based and recyclable. Further reductions to Apple’s environmental footprint came with the removal of the charging adapter—a block of plastic, copper, tin and zinc that is now sold separately, if needed. I guess folks will just have to use one of the oodles of adapters hiding in their desk drawers from tech purchases past. This move also allowed Apple to reduce the packaging dimensions of their marquee products, while at the same time increasing the number of iPhone units per shipping pallet by as much as 70 per cent. To Apple’s credit, these huge reductions in carbon footprint have not detracted from the luxurious presentation a product of such mobile magnitude must exude. There is a certain elegance you can feel when you run your fingers along the box top: a silky softness like newborn skin. There is also a subtle texture added on top of the product graphics, charting a
(Clockwise)
The inverted bottle design for Dawn Ultra dish-washing soap; Apple’s new fiber-based packaging for the iPhone 13 smartphones; the new innovative fiber-based KeelClip packaging alternative to traditiona plastic ring carriers; the new over-the-top packaging for Cracker Barrel’s Alfredo Cheese Sauce Kit.
rise-and-fall along the edges of the device, to add some tactile joy as you run your fingertips across the protruding dual camera elements. I can only hope the product measures up to its packaging design.
If you’re a regular reader of this column, you may be familiar with my rant about those plastic six-pack plastic ring carriers that have causing big problems for flora and fauna everywhere. Well, the packaging brain-trust at Anheuser-Busch InBev S.A. of Leuven, Belgium, have shown they can up their game by moving to the KeelClip packaging system, developed by Graphic Packaging International, for a variety of its six-pack o erings for the Canadian market. Made of recycled materials, the KeelClip is a paperboard fastener that securely locks cans into place—with the aid of a little sticky tack—while providing ample room for branding and graphics on the highly visible top panel. The KeelClip can even be adjusted to fit di erent sized beverage cans, like those found in Stella Artois’ six-pack of Sleek Can containers. The 355-ml can in this relatively new format seems to be regaining popularity again, after being upstaged by its Tall Boy cousin in recent years. Perhaps it’s a sign of the times, as beer prices climb ever higher with inflation and ingredient sourcing issues, but I quite like having size options to choose from. So does my liver.
One of my first part-time jobs was working as a dishwasher in the restaurant of a full-service business hotel north of Toronto. Despite having to face mountain-high piles of dirty dishes, but I looked forward to the task every shift with Zen-like determination. To this day, I find hand-washing a sink full of dishes to be a form of catharsis, which is why I was excited to see the new Platinum EZ-Squeeze
bottle of the Dawn Ultra brand of dish-washing liquid from Procter & Gamble Inc. The EZ-Squeeze container’s one-handed, inverted upright design allows for peak e ciency in the dish pit, with just a simple squeeze of the 535-ml bottle allowing you to get down to business. While the new bottle design comes at the cost of premium pricing, I’m hopeful that it lives up to its “No flip, no mess” marketing message by doing away with the soapy sludge build-up that older containers create after repeated use.
Like millions of other Canadians, I love mac-and-cheese, but I’ve always steered clear of making my own because I harbor deep suspicions about the origins of roux that comes with the pasta—that tricky-tomake conglomeration of melted butter and flour that forms the basis of any good cheese sauce. So when I recently saw an ad for Cracker Barrel’s new Creamy Alfredo Cheese Sauce Kit, I went straight out to find one. Obviously, my local Metro grocery store wasn’t as excited about this new product as I was, because instead of hanging the peg-holed kit package at the eye level, where its prodigious size and daring graphics might move some serious units, it was slotted into the lowest shelf of the cheese section, where I only had a top-down view of it. But after opening the flap and fishing out a resealable plastic bag of shredded cheese and a seasoning packet, surrounded by a whole lot of empty unused space, I resolved that maybe the shelfspace allotted to the product at Metro was fitting punishment for a packaging so full of excess and self-indulgence.
PAUL PETHICK is a Toronto-based freelance writer specializing in healthcare communications.
Leading-edge technology trusted worldwide for superior product inspection and contaminant detection. Your brand is on the line, so you need equipment that’s better than good. Anritsu systems deliver performance, reliability and low total cost of ownership. Plus, we back our long-lasting equipment with unparalleled service and support. Discover what you’ve been missing.