

Ontario craft brewer steps up to COVID-19 front lines Story on page 15



Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.


As an essential business in the retail supply chain, our network of manufacturing and fulfillment sites remain fully operational and productive, with available capacity to accommodate the rapidly evolving demands at retail.

Our skilled workforce and world-class automation allow us to meet the changing needs of our customers and their retail partners.

Menasha continues to implement proactive and controlled measures to combat the spread of COVID-19. The safety, health and wellbeing of our employees, their families, our suppliers, customers, and communities remains our number one priority. Partnering with your business as we

Our continued focus is to provide a clean, healthy, and safe work environment to ensure the seamless flow of products our customers and communities are counting on us to deliver.
Together we will ensure your business continuity by protecting, moving and promoting your products better than anyone else in these uncertain times. For further information please contact us at Menasha.Canada.Solutions@menasha.com






SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
MEDIA DESIGNER
Brooke Shaw • (519) 428-3471 bshaw@annexbusinessmedia.com
ACCOUNT COORDINATOR
Barb Comer • (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
AUDIENCE DEVELOPMENT MANAGER
Anita Madden • (416) 510-5183 AMadden@annexbusinessmedia.com
VICE PRESIDENT
Tim Dimopoulos • tdimopoulos@annexbusinessmedia.com
COO Scott Jamieson
ANNEX BUSINESS MEDIA
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
Tel: 416-442-5600
Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year, USA $138.00 US per year, Outside Canada $156.50 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
ANNEX PRIVACY OFFICER
Privacy@annexbusinessmedia.com
Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2020 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice.

Getting one’s head wrapped around the idea of accepting change is not an easy proposition, lockdown or not. Here in Toronto, the sight of thousands of people congregating in an impromptu block party a few weeks ago at a popular downtown park on a sunny weekend afternoon was a shocking and sobering revelation that people’s willingness to accept the social distancing realities of the new normal public behavior just cannot be taken for granted—despite endless pleas by government officials and health experts to stay at home while the deadly COVID-19 pandemic continues to add significant numbers of fatalities and new infections to its grim and growing total.
Appalling as it seemed at the time, the widely publicized display of collective public amnesia and lack of personal responsibility is a reminder that the more things change in life, the more they tend to stay the same in the long term on some deep subconscious level.
As the celebrated American organizational systems scientist Peter Senge once famously opined: “People don’t resist change, they resist being changed.”
Although such instinctive resistance can be an honorable trait when it comes to defending righteous causes and principles, it can also be a monumental obstacle to further socioeconomic progress for mankind at large, and for thousands of business organization currently contemplating life after the COVID-19 lockdown.
For the relatively few businesses granted exemption from shutting down their doors to the public, some parts of that future working environment are already in place on what may well turn out to be permanent basis—plastic shields and fiberglass dividers at checkout lines at grocery stores being just a hint of how many other businesses will operate going forward.
And as the growing number of professional sports leagues around the world are cautiously revealing
We
their plans for salvaging their suspended seasons without any fans being allowed inside the sporting venues, it’s increasingly hard to accept the anticipated disruptive organizational changes as becoming standard operating procedures.
Hard, but not necessarily impossible.
As noted management consultant Andrea Belk Olson, chief executive officer of business strategy development firm Pragmatic, writes in her recent blog, “There’s a portion of the organization that wants to maintain the status quo and another portion that’s ready and willing to change.
“So leaders often take a variety of approaches to get the other half on board, whether it be taking a hard line, amplifying communications, or reinforcing the logic of the decision.
“Yet, the problem isn’t the approach, but the change itself,” Olson states, noting that business leaders must consider the size, scope and impact of change on their employees in order to earn the required level of acceptance, however begrudgingly.
“We tend to roll out big changes and of course, there’s some appeal in the approach of taking the whole, well-described package and implementing it across an organization,” Olson writes.
“However, organizations don’t take into consideration—or prepare their teams for—the impact of the transition,” she adds.
“Right after a change, employees can struggle to get used to new processes or shifts in job responsibilities that might make them feel less accomplished in their roles.
“Even if these growing pains lead to great skill advancements and process improvements, that temporary space of feeling clumsy around the office doesn’t feel good. And that’s what people resist—giving up that sense of expertise, even if it’s temporary.”

than doubles its production throughput with cutting-edge packaging automation.
South American PepsiCo bottler closes in on
efficiency perfection with a
A little automation delivers big payback for

Hard work and quick customer service have always gone hand-in-hand at Toronto-based Plexpack Corp.—ever since the packaging machine-builder entered the market over 50 years ago.
And in the last couple of months, these qualities have been tested to the limit, as the family-owned business worked around-the-clock to assemble and supply 36 packaging machines to various manufacturers who had to retool their operations in order to supply the much-needed medical supplies and devices needed to combat the spread of the COVID-19 virus.
According to Plexpack, these customers include producers of medical supplies such as kits and swabs, customers in packaged, prepared and frozen food markets, and other businesses in essential supply chains.

To manage both the high-demand and urgent-need for packaging systems, Plexpack offered customers immediate shipments of on-hand inventory and for priority production to COVID19-related orders.
One such customer was an automotive company in Detroit, Mich., that had retooled its operations to produce face masks. This customer ordered seven machines and requested the machines to be on-site within a week.
Even though at the time Plexpack had reduced operations for the safety of their staff and community, they successfully delivered.
While experiencing an overall increase in demand by 60 per cent since March compared to the same period a year ago, Plexpack had to pivot its operations to
accommodate both these urgent-need orders from essential businesses, as well as the standard orders.
“Plexpack has successfully navigated this increase in demand and continues to provide for all their customers,” says Plexpack’s business and marketing administrator Natalie Irvine.
“Every department in the company has been affected in some way by the COVID crisis,” adds Plexpack sales manager Adrian Hermosillo. “From a sales perspective, the face-to-face interaction with customers and channel partners has been lost, but we have adapted with the use of virtual communication technology.

“Our decades of history in this business, with the variety of industries that we attend to very well, has protected us during this time and kept us very busy, and we thank our customers and distributors for their continued trust in our solutions.”
With global installation base comprising over 5,000 customers worldwide, Plexpack typically employs 50 people to produce over 500 machines per year at its modern manufacturing facility in east-end Toronto. (See Pictures)
Some of the company’s better-known machine brands include the highperformance Damark line of shrinkwrapping and bundling equipment; the Emplex range of automatic bag and pouch sealing systems; and the Vacpack family of bag sealers for vacuum and MAP (modified atmosphere packaging) applications in the food industry.


Our goal is, and still remains, to provide continued support to Canada’s critical supply chains throughout this uncertain time. A huge thanks to our service and production team for their service and following COVID-19 protocols.




























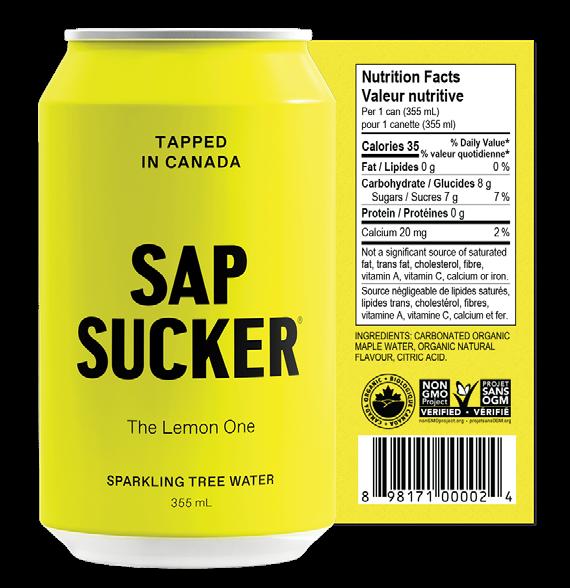
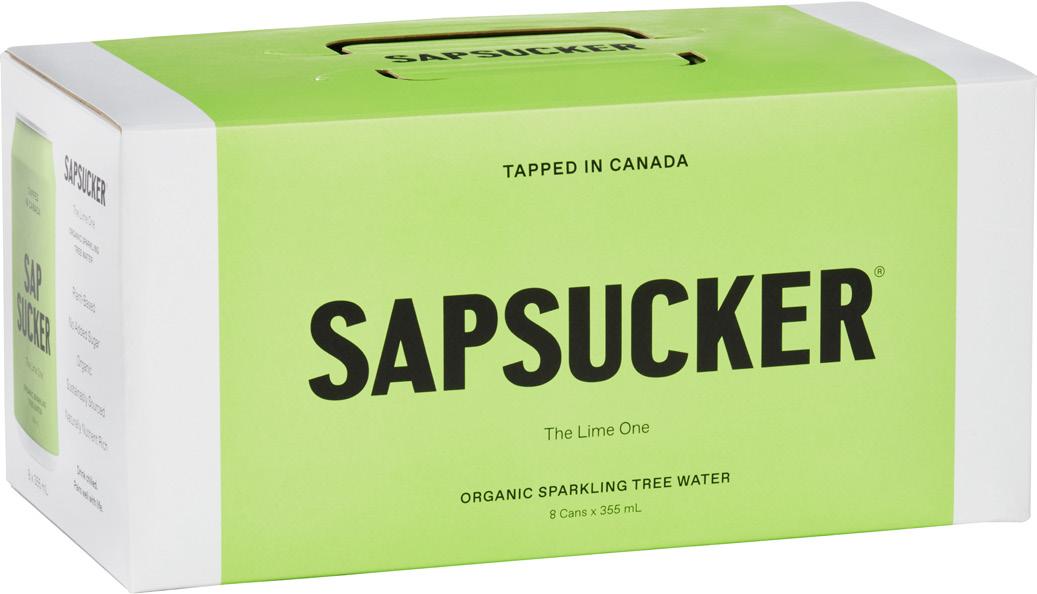
While it may not yet enjoy the worldwide fame and acclaim of Canadian-made maple syrup, maple tree water has everything going for it to succeed as a whole new beverage category, thanks to innovative new products like the Sapsucker brand of organic, sparkling tree water.
Produced by the Lower Valley Beverage Company of Flesherton, Ont., the plant-based, nutrient-rich, easy-to-drink beverage is powered by 46 naturally occurring minerals, vitamins and antioxidants sourced from sustainablymanaged maple trees in Ontario’s great outdoors.
Boasting subtle bubble and the slightest hint of natural sweetness to create a truly unique and refreshing beverage experience, the Sapsucker beverages are sustainably harvested, according to the company, to support local tree farmers and forest management.
Offered in three flavour varieties—including The Original One, The Lime One and The Lemon One Sapsucker is packaged in 335- ml aluminum cans, supplied by BSG Canada, and decorated with catchy, bold-and-simple ‘clean label’ graphics deigned by Toronto-based graphic arts agency Vanderbrand
Currently sold online (www.well.ca) and at Whole Foods Market, the three Sapsucker flavors are also available in custom eight-pack paperboard carriers made from 100-percent recycled materials by Zebra Paper Converters in Mississauga, Ont.
According to Lower Valley, “Our custom eight-pack foldable carrier package is developed with minimal adhesive use, making it more recyclable than the average beverage carrier.”
While drinking tree sap is not a new phenomenon in itself—with birch tree sap being a long-time favorite across Nordic folk cultures in Eastern Europe— mainly in Russia, Estonia, Lithuania, Poland and Latvia—tapping maple trees
Next-generation leadership performance

Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Efficiency, and Ease of Use. sales@harlund.com
to make sparkling beverages is certainly an exciting new development in the Canadian beverage marketplace.
The sap is made with water tapped from Ontario and Québec maple trees that draw moisture up through their roots and trunk, acting as a natural filter, to collects nutrients that are stored in the tree all winter long to provide the hydration and nourishment that enables the trees’ growth and rejuvenation in the spring.
At spring time, the tree water is harvested by tapping the trees and then infusing the water with organic, natural lime or lemon, along with some light carbonation.
According to Lower Valley, “Tapping trees is both ethical and sustainable.
“The harvest process does not harm trees and lets them continue to produce throughout their natural lives, allowing us to make a healthy, plant-based beverage boasting minerals, antioxidants, amino acids, vitamins and prebiotics aplenty.”
Keep your products and your customers safe with Reiser’s wide range of packaging solutions.



Fabbri stretch wrap packaging from Reiser offers the ultimate in food safety by eliminating in-store handling of loose products while providing a tamper evident package for consumers. Fabbri Automatic Stretch Wrappers produce highly attractive packages that make food products look fresh and “just packed”. Fabbri Stretch Wrappers use stretch film to package fresh produce, meat, poultry and seafood products in preformed trays to provide an in-store wrapped appearance. Fabbri Stretch Wrappers employ four-way stretch technology to produce tight, over-the-flange, wrinklefree packages with securely sealed bottoms and a superb case presentation.
Reiser horizontal form/fill/seal packaging systems produce vacuum, modified atmosphere and vacuum skin packages from flexible and semi-rigid materials. Compact configurations are available for lower production requirements, as well as high-performance machines capable of the industry’s fastest production speeds.
Ross tray sealers produce modified atmosphere and vacuum skin packages from preformed trays. They package fresh, refrigerated and frozen food products at a full range of output rates. Ross tray sealers produce attractive packages with superior seal integrity and extended shelf life. Ross tray sealers are designed to allow rapid tool changeover between tray sizes, reducing downtime and maximizing production efficiency.
Supervac is the technology leader in automatic belt vacuum chamber packaging machines, shrink tanks, chill tanks and dryers. Supervac machines feature a Double Biactive highpressure sealing system that provides two superior seals to every bag. Heat and pressure are applied from above and below the packaging material to produce two superior seals, virtually eliminating leakers.
Keep your products and customers safe. Talk with our team of Reiser Packaging Specialists to determine which package format makes the most sense for your business.

Be it AT home or abroad, in person or online, leading Canadian package design and branding agency Pigeon Brands Inc. just can’t help itself but keep winning one award after another in recognition of its stellar world-class package design work.
Last month, Pigeon distinguished itself once again at the Dieline Awards by winning Gold in the Savory Snacks category for its design of the new Puffs snacks from GoGo Quinoa
“Winning at the Dieline Awards is a bit like winning an Oscar,” says Élyse Boulet, senior vice-president and managing director of Pigeon Brands.
“It was great to see us squared up against the best of the best design agencies in the world—from Sweden, the U.S., U.K, Italy, Australia, Hong Kong and more.”
For the past 10 years, the Dieline Awards competition has been formally recognized the absolute best in consumer product packaging design worldwide, highlighting the impactful trends and bringing awareness to the immense value that lies in well-designed brand packaging.
Every submission to Dieline , said to be the most visited packaging design website, is reviewed by an esteemed jury of branding, structural packaging, design and consumer product experts with regards to five key elements: creativity, marketability, innovation, execution, and on-pack branding.
The ceremony, which was supposed to be held in Boston this year, has been replaced by a virtual acknowledgment to all winners.
Designed to attract a young consumer, GoGo Quinoa Puffs is a bold, healthy and fun brand of plant-based snacks with a short list of healthy, organic and gluten-free ingredients.
“We had a good product and a credible brand. We therefore had an opportunity to convey good storytelling and bring meaningfulness, differentiation and emotion to the natural food aisles/categories,” says Pigeon Brands creative director Olivier Chevillot.
“For this product, aimed at Millennials and Gen Z, we wanted the design to evoke the goodness inside with a modern, optimistic and uplifting approach to create a fun, inventive and inspiring product experience for this nourishing snack, which goes beyond the functional attributes we know about healthier products.”
As Chevillot explains, the traditional functional packaging design cues
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Configurable safety controller PNOZmulti 2: Modular and compact solution as flexible as your application
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety gate system PSENmlock: Safe interlock and guard-locking in one product with optional escape release

Modular safety gate system: Your gate. Our system. Your safety.

are left behind to inject some humanity and dynamism to the design, while the brand’s trio of flavors is illustrated by characters as colorful as the flavors they represent. Whether the high hair or the long beard, this imagery is rooted in the shape of the product itself way to show that the product is different, with the unique characters virtually popping out of the package while holding a quinoa puff in their hands.
“The bold colors of the characters on the black background create a very strong shelf and online impact,” says Chevillot. “It brings a good dose of dynamism, eases product recognition, and shows taste appeal in a different manner, because it is a snack after all!
“But more importantly, it is another proof that strategic design is an incredible tool to boost sales,” Chevillot adds.
“The collaboration with the Pigeon team and this innovative design helped the sales team not only achieve but exceed their business goals,” says GoGo Quinoa president Martin Bilodeau. “After the products were launched instore the week of October 28, 2019, sales went through the roof in just three weeks, selling out the stock exceeding sales objectives by 200 per cent.”


PMMI Business Drivers equip the makers of packaging and processing technologies to succeed in a competitive global marketplace. pmmi.org
PMMI is a leading global resource for packaging and processing. Our core purpose is to unite the industry across the manufacturing supply chain. For more information go to pmmi.org
PACK EXPO Portfolio of Trade Shows unites the world of packaging and processing to advance industries. packexpo.com
PMMI Media Group connects manufacturers year-round to the latest solutions, trends and innovations in packaging and processing. pmmimediagroup.com

Designed for optimal cleaning efficiency in highcare industrial environments, the new RUN-WET IQ4 metal detector with conveyor from Loma Systems incorporates an open frame that uses multi-angled surfaces and minimal welds, as well as quickly removable covers, to reduce excess water and cleaning chemicals that typically pool on machine surfaces. In addition to reducing the risk of corrosion and accumulation of bacteria that could potentially contaminate foods, the system also virtually eliminates the need for drying time after cleaning, thereby significantly reducing production downtime in fast-paced environments. The system’s newly-designed, easy-to-clean reject bin comes with a raised window to provide easy viewing, along a lower grid base with drainage holes for quick draining following washdown cleaning. Moreover, the system’s height-adjustable feet have been designed to eliminate exposed screw threads, thereby helping to remove the risk of bacterial accumulation points and food debris traps within the system, while the use of metal cable hoops removes the need for cable ties and allows for thorough cleaning. In addition, the system uses blue plastic components—including pushers, guides, wear strips and PEC mounts— throughout the design of the machine to allow for easy visible inspection.
Loma Systems
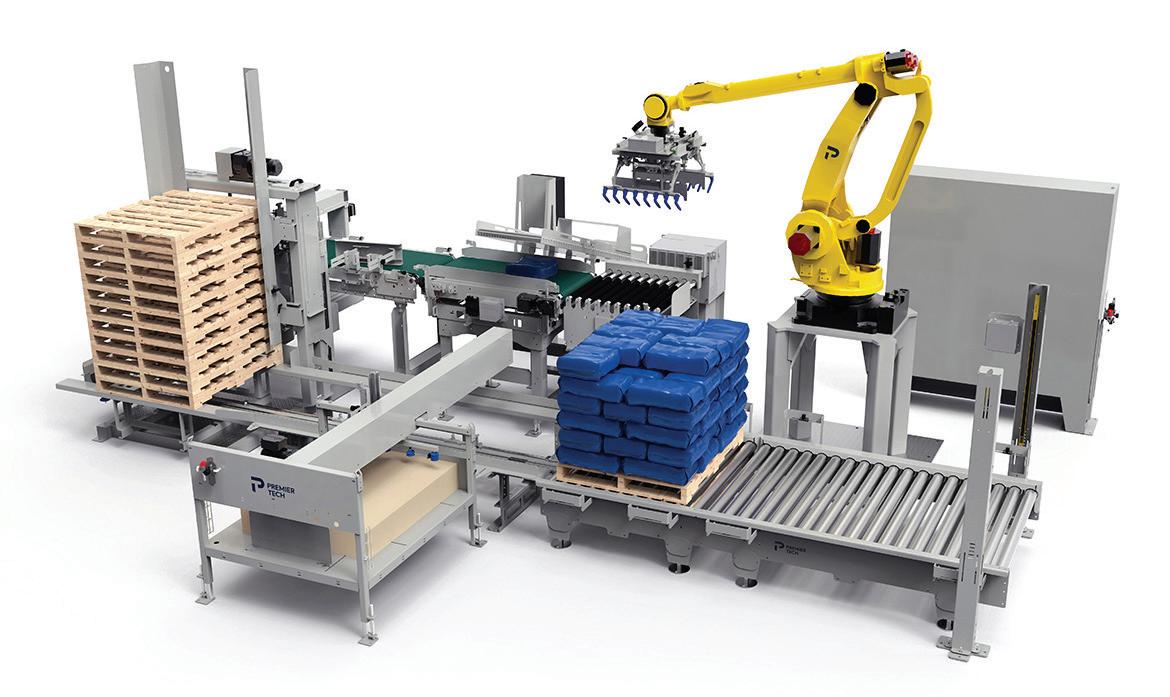
The new high-speed model AR-225 robotic bag palletizer from Premier Tech can palletize up to 25 bags per minute, while its pallet magazine and dispenser offer optimal versatility by being able to handle pallets of different sizes with minimal changeover downtime. Also capable of handling bales and bundles of different sizes, the system’s robot can be programmed to pick the slip and top sheets from a bin and place them on the pallet for applications requiring their use. Designed for low maintenance requirements, the fully-automatic AR-225 system incorporates the intuitive and user-friendly Pattern Expert interface—available in several languages—to allows users to easily modify existing palletizing patterns and to create new ones with highly accurate bag positioning.
Premier Tech

Capable of wraparound or two-sided operation, the new model 362E labeler from HERMA US Inc. is a flexible, high-throughput labeling machine designed for high-speed application of front-and-back or wraparound labels onto a broad variety of products, including disinfectants, cleaning agents, shampoos, shower gels and roll-on deodorants. Outfitted with two HERMA 500 applicators for two-side labeling—with the option for integrating a third applicator, or hot-foil printers and thermal transfer printers—the 362E system can label up to 200 products per minute on both front and back, handling an extensive range of products sizes, shapes and dimensions on both two-sided and wraparound operations.
HERMA US Inc.

Offering intelligent and simple operation, the new sturdy ASL300 shrink labeler from AMAC Technologies can apply heat shrink labels and tamper-evident bands at speeds up to 300 containers per minute, while handling a broad range of bottles, cans and canisters that are made from glass, plastic, tin or aluminum. Boasting a compact, cantilevered design for easy installation and changeover, the sturdy ASL-300 labeler incorporates a powerful servo motor and a dual-roll film unwind and feed system to allow for continuous operation with only brief splicing stops, with the label feeding mechanism featuring multiple tension-control dancers for jam-free feeding. Providing remarkable versatility that enables it to work with a broad range of containers shapes and sizes—round, oval, oblong or square, ranging in size from a few ounces to multiple gallons—the ASL300 can also bundle two-for-one promo packs or apply tamper-evident seals and other kinds of neck bands, as well as shrink labels with perforation that fully extend over the top of the container. Optional custom features include a cradle belt stopper to allows labels to be applied to the middle of containers; vertical and T perforation units for add perforation to labels, such as for temper-evident bands; a label tamp-down device to ensure the label is properly
pressed down against the container for shrinking; a dual timing screw assembly to hold non-round containers in place during labeling; and motorized height adjustment to ensure faster, simpler and more accurate height changes during the container changeover.
AMAC Technologies

Developed to provide an economical solution for e -commerce packaging applications, the new OmniPack family of stock PET (polyethylene terephthalate) plastic bottles from Amcor features the same diameter with the same finish for all bottles, requiring only height changes to accommodate the varying fill volumes for the packaged liquids. Available in eight-, 10-, and 12-ounce sizes with a 38-mm finish that accepts continuous-thread or beverage-style closures, the OmniPack containers can help reduce or eliminate the need for secondary packaging, according to Amcor, while offering a lightweight, shatterproof, reclosable, resealable, reusable and recyclable packaging solution that also meets all of Amazon’s PFP (Prep-Free Packaging) requirements for shipping.
Amcor

Product coding and marking systems supplier Squid Ink Manufacturing, Inc., has developed a new food-grade red ink for use with the company’s Streamline 5 and JetStream series CIJ (continuous inkjet) printers. Designed for printing quality codes directly onto eggs, cheese and other edible products, the FDA -compliant SI-CIJ9351 food-grade red ink is also well-suited for applications where the food package may not create an effective barrier against ink migration, according to the company. The new food-grade ink utilizes the same simple quick-change cartridges as all other existing Squid Ink CIJ fluids, whereby clean cartridges of ink and make-up can be replaced in seconds without having to stop production.
Squid Ink Manufacturing, Inc.
(Div. of Engage Technologies Corporation)
Why Circular Economy and Bio-Economy are really two sides of the same coin

BY IAN LIFSHITZ
Think about the last item you purchased and threw away: did you consider where the said product would end up once in the trash?
In our age of mass consumption we are producing waste at alarming rates. Although this trend has been slowly changing at last, consumer desire is radically shifting to more sustainable practices.
Consumers more than ever are vocalizing how they expect the companies they engage with, including the brands they patronize, to collaborate and provide products and services that help promote an eco-friendly way of life and contribute to the emerging Circular Economy business model.
When considering a sustainable path forward, organizations and decision-makers would be remiss not to consider the role suppliers play driving sustainable production.
Ultimately, the supply chain economy is part of one interconnected ecosystem, where end products have longer life-spans and the ability to re-enter the cycle for reuse.
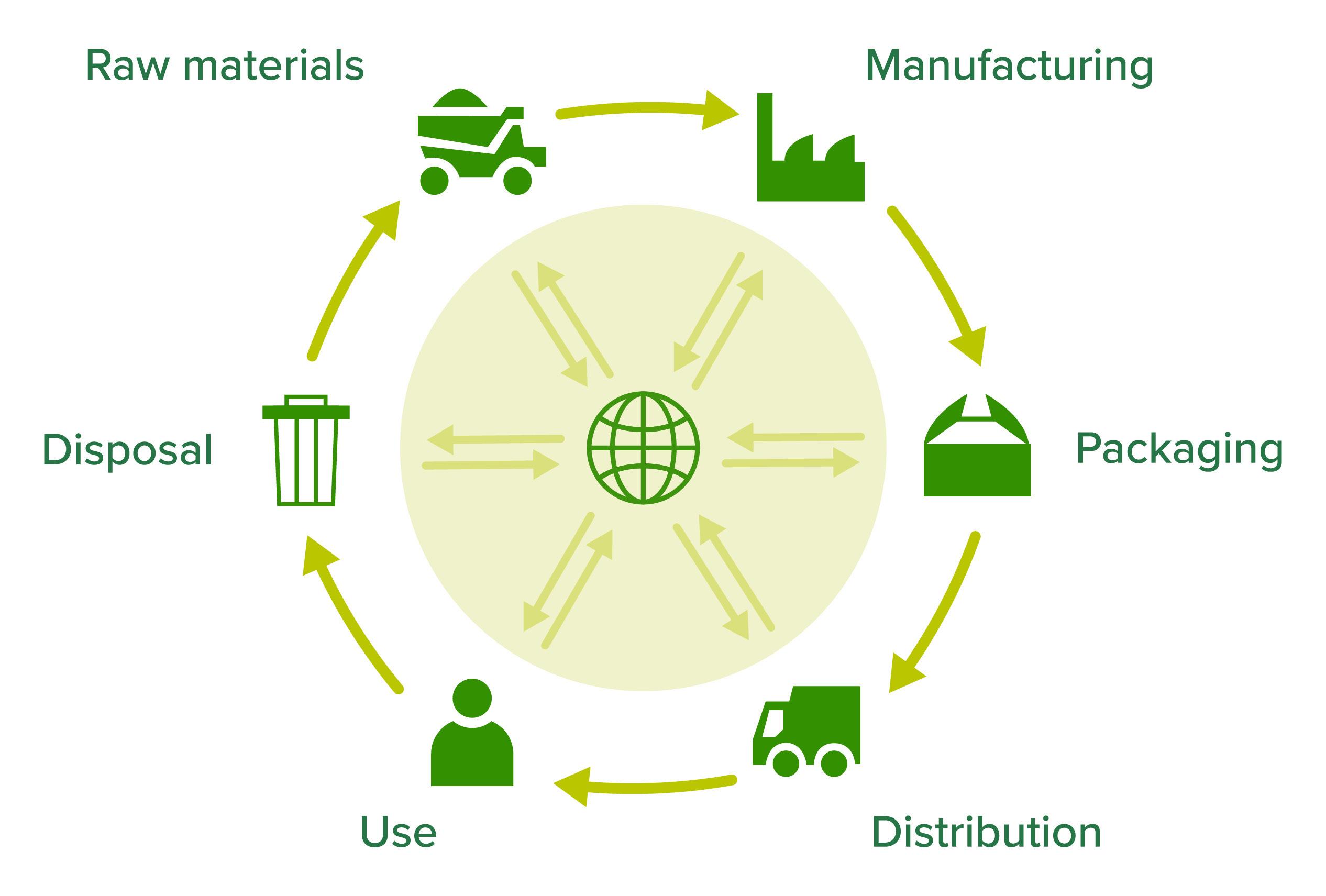
With this in mind, sustainable supply chain development requires holistic strategy to achieve meaningful results.
Many companies are working to blend the Circular Economy with the BioEconomy to ensure that a sustainable closed system forms the key of their operations.
The combined approach examines how a sustainable product process can leverage compostable and recycled materials, resulting in less waste production and smarter use of renewable materials.
Alignment with the Circular Bio-Economy encourages industrial symbiosis and a clear move away from the take-make-waste approach to manufacturing. It means finding opportunities to change how we do things while maintaining the benefits we derive from ecosystems.
Supporting a green supply chain from start to finish can make a big difference in developing sustainability initiatives.
Green supply chains must support a global industry with responsible business practices by protecting forests, peatlands and biodiversity, and working in harmony with local communities.
Companies across the globe have undertaken this new consumer demand, radically transforming their business practices to becomes industry leaders in their respective fields.
From the implementation of satellite technology to track logging operations to the development of new packaging systems not reliant upon harmful plastics, companies are now more than ever heeding the call to action.
Businesses are always looking into innovations that’s could play an integral role in the sustainability mandates.
For example, since 2016 APP has been engaged in a strategic partnership with MDA , a Canadian company that forefronts such an innovation.
MDA’s aim is to help businesses leverage technology to provide transparency and customer assurance that their products are produced sustainably right from the forest level, the first part of the Circular Economy.
To that end, MDA’s space-borne RADARSAT-2 radar imaging sensor images through clouds to enable proactive and persistent monitor of forest cover loss in conservations areas through their Forest Alert Service (FAS), which could stem from planned jobs, natural loss stemming from disasters, and illegal encroachment on conservation land.
Industries across the board are also looking for ways to directly reduce their carbon footprints.
From reducing the amount of water they use, to reducing their actual greenhouse gas emissions, many companies are moving in the right direction.

The pulp and paper industry have seen such changes over the past 10 years. For example, from 2013 to 2018 APP reduced their water consumption rate by 24 percent and their greenhouse gas emissions by 18 per cent.
Companies are also investing vast resources to ensure their power consumption comes from renewable energy sources, some even going as far as using their own byproducts as fuel itself.
By using byproducts that include palm shell, biogas and sludge waste, and by implementing other progressive practices, APP has been able to shift 54 per cent of their energy consumption to renewable sources.
Everyone knows that he food takeout industry has been exponentially growing over the past 10 years, in the process creating a substantial amount of waste.
With more food deliveries comes more packaging, and the need to ensure that businesses and consumers are able to get serviced with sustainable options.
As consumer demand for sustainable products continues to rise, businesses are adapting their supply chains and processes to ensure that they provide sustainable, recyclable and fully compostable solutions.
Responding to this increase in demand, APP developed the Bio Natura Foopak line of products (picture above) to replace plastic and foam packaging with a fully sustainable and compostable product made from lightweight virgin paper alternatives.
Further innovations along these lines will allow the food industry to continue to meet demand, while appeasing consumer’s growing appetite for sustainability through sustainable investment and strategic business partnerships.
Ian Lifshitz is vice-president of sustainability & stakeholder relations at Asia Pulp & Paper Canada (APP Canada) in Brampton, Ont.



From food to pharmaceuticals, Heat and Control® supports you with ef cient and reliable equipment for weighing, container lling, conveying, packaging, and inspection. With more technicians in more locations, we also offer the industry’s most responsive technical support.









info@heatandcontrol.com






































Helping customers adapt to changing flexible packaging needs has been at the core of our business for over 50 years. When our customers responding to COVID-19 needed us, we acted—fast—by shipping on-hand inventories immediately and expediting priority orders. Our dedicated team then increased output 60% to meet urgent needs from essential industries. We’re proud of our team, customers and partners supporting the health, safety and well being of people around the world.
Be certain. Let our team support yours today.
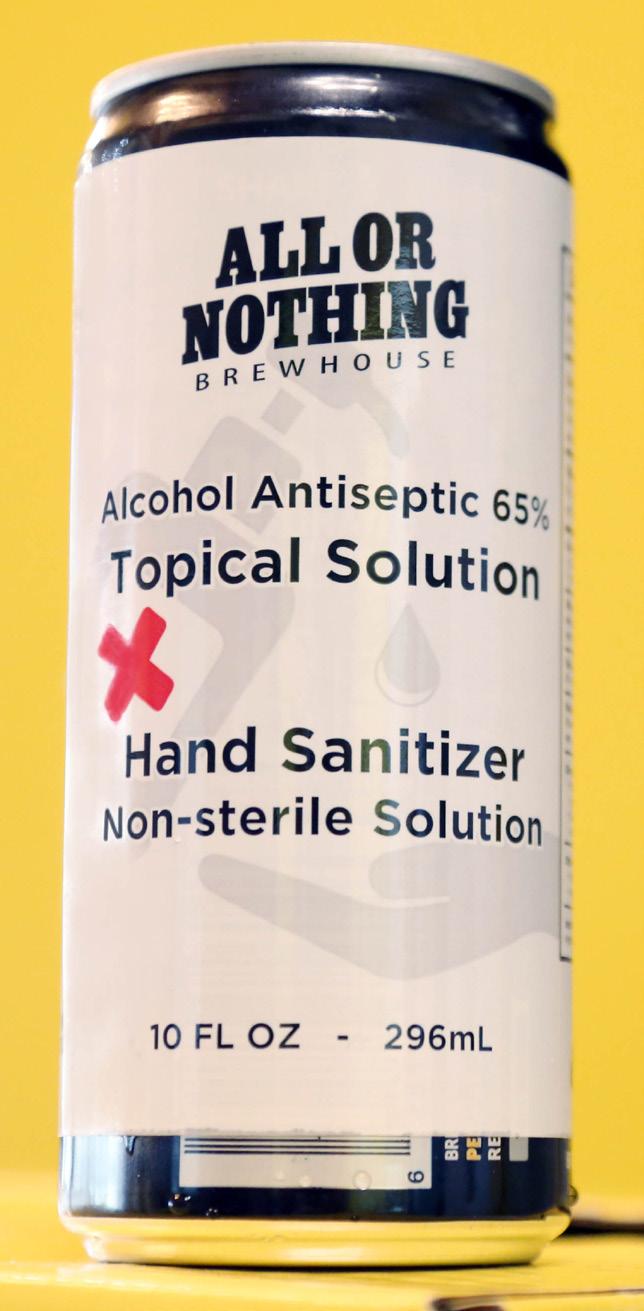
Hometown craft brewer giving it all it got in the tank to help keep the COVID-19 pandemic at bay by using its distilling expertise to produce much-needed hand sanitizer
BY GEORGE GUIDONI, EDITOR
PHOTOS BY NAOMI HILTZ
If home is where the heart is, then residents of the southwestern Ontario city of Oshawa can rest assured that the industrious young entrepreneurs behind the recent start-up of the city’s first real microbrewery have their heart in the right place.
For All or Nothing Brewing & Distillery cofounding brothers Jeff and Eric Dornan, who started out in the craft beer industry in 2014 using various co-packers to bring their brand to market, a chance to realize their vision of running a thriving microbrewery where they both grew up and went to school was the proverbial no-brainer from the moment the opportunity came knocking on their door.
As Jeff Dornan fondly recalls, it was initially all about location, location, and location.
“Although Oshawa has lived in the shadow of the big General Motors plant here for many years, there is a lot going on in Oshawa that people outside the city may not know about,” says Dornan, who graduated from the local Durham College & Ontario Tech University before joining their father’s sales and service business in the early 2010s.
“My brother and me both view Oshawa as a fantastic city: a city which has its own port, an airport a big downtown core, a large sports arena and countless other big-city amenities all within the city limits,” Dornan extols.
“And despite what has been going on with the GM plant in recent years, Oshawa is very much a booming city,” says Dornan, recounting the momentous decision a couple of years ago to acquire an abandoned but historic downtown Oshawa building that had been used as The Beer Store retail outlet since the 1950s.
After spending a couple of years operating All or Nothing in Oakville, Ont., where Dornan brothers purchased a small brewing and distilling facility in June of 2016, “the idea of bringing our business back to where we started was really exciting for us,” Dornan recalls.
Situated on Ritson Road South in close vicinity to the GM automotive plant that employed nearly 30,000 workers back in its glory days, the
All or Nothing co-founder and owner Jeff Dornan (right) proudly displays samples of the non-sterile hand sanitizing solution that the company has been producing at its new Oshawa facility since early March to help alleviate the desperate shortage of hand sanitizing solutions in the marketplace caused by the sudden outbreak and spread of the coronavirus.




25,000-square-foot facility was at one time one of the busiest beer stores in Ontario, but changing fortunes saw it sit idle for about eight years before the Dornan brothers proceed to acquire it in 2018.
“We had to do a lot of heavy renovations, electrical work, plumbing, painting and a tonne of other repairs to get the place up-and-running,” Dornan recalls, “but we were so passionate about bringing the building back to life that the time flew by really fast.”
Aside from renovation and reinstallation of all the key brewing and production equipment relocated from Oakville, All or Nothing also installed a sleek and modern storefront to sell its beer and brand merchandise, along with a welcoming outside patio area for customers to enjoy some of their purchase on-site.
“We are very proud of what we have done with the place,” says Dornan, who actually resides a short eight-minute drive away from what is now once again an elegant and contemporary commercial landmark with welcoming exterior and storefront area.
But while the facility’s festive grand opening to the public last June was filled with promise of glorious days ahead, the sudden global outbreak of the deadly COVID-19 virus this past winter has naturally put the early expectations of continued brisk growth on hold for the time being.
“We were having some very good early success before COVID-19 came around,” Dornan recounts, “but like everyone else, we had to adjust our thinking.”
But rather than merely accept the new reality of social distancing and retail lockdowns as a de facto new normal, All or Nothing decided to do its part in the collective pushback against the pandemic’s spread by retooling a substantial part of its production capabilities to manufacture non-sterile hand sanitizing solution that quickly became one of the most sought-after essential commodities in combatting the virus.
“We heard about people hoarding sanitizer at the start of the outbreak,” Dornan recalls, “and because we used to produce alcoholic coolers and spirits back in Oakville, we had the knowledge, and the equipment and supplies, to switch over to the production of sanitizer pretty swiftly.
“So we temporarily halted the production of beer altogether to make as much tank space available for converting sugar and water into alcohol, which would be distilled into the ethanol.
“It takes about three to five days to ferment the sugar water into alcohol, and then about an eight-hour shift to distil and dilute that into the final 65-percent ethanol solution,” Dornan relates. “So we would go through 4,000 liters of sugar water to turn out about 500 liters of ethanol that we would then dilute, mix and blend to the exact specifications.”
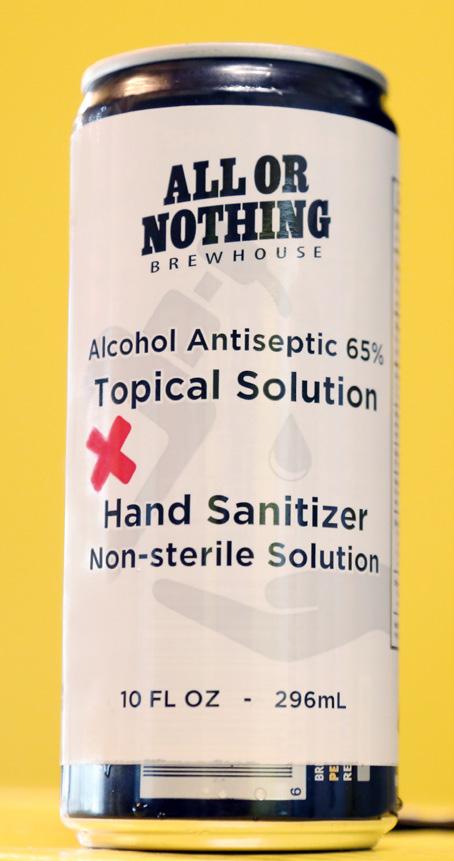
As for packaging the final product, Dornan had to look no further than the significant leftover inventory of unused 296-ml aluminum cans, manufactured by Crown Beverage Packaging, that All or Nothing also brought in from the former Oakville location.
“After I found out there was a big market shortage of spray-pump type dispensing containers typically used to package sanitizer and soap products, using our inventory of 296- ml cans, previously used to package coolers and some limited-run products, seemed like a perfect solution.”
Since commencing sanitizer production in early March, the brewery has produced well over 100,000 cans of the All or Nothing Hand Sanitizer brand solution—distributing them a diverse list of healthcare, industrial and commercial facilities caught offguard by soaring demand for sanitizing and disinfecting solutions essential to containing the COVID-19 spread.
“Now that there’s been more and more sanitizer products coming to the market, things have calmed down a little bit,” says Dornan, grateful for the opportunity to return some of the plant’s capacity back to its original purpose of making beer.
“It is possible for us to produce both products for the time-being,” says Dornan, naturally eager to focus on ramping up beer production for the upcoming summer season, while also making make up for the lost downtime.
While the company plans to use up the reminder of the slim 296-ml cans it currently has in stock for the sanitizing solution if necessary, about 80 per cent of all beer produced at the Oshawa facility to date has been
Manual case-packing can be a time-consuming joyless chore, with inconsistent results, whenever you have to apply glue or tape to each box by hand to close it shut.
But for smaller-sized companies without an automatic case-packing system in place, the answer to greater secondary packaging efficiency often lies in the box itself.
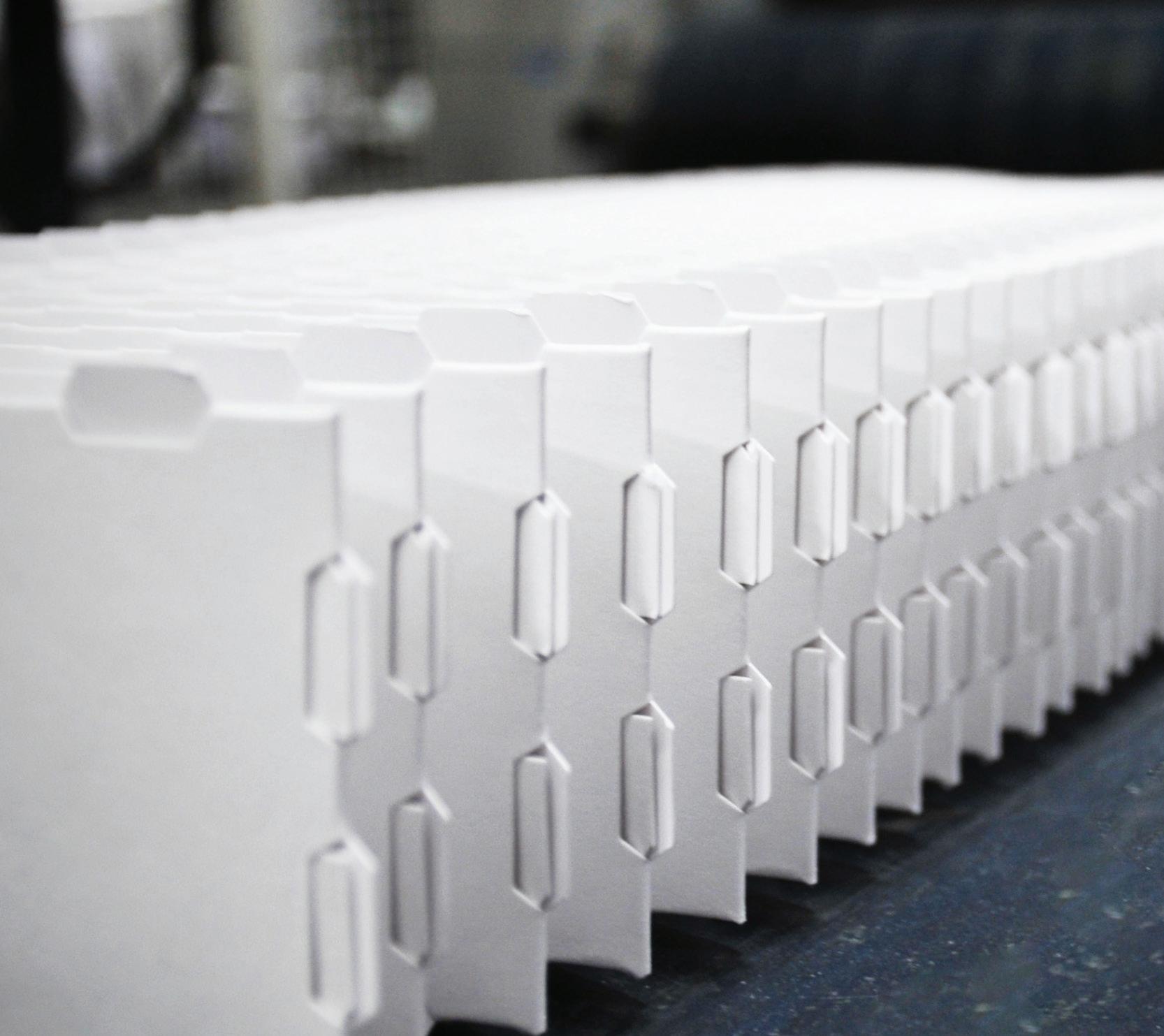
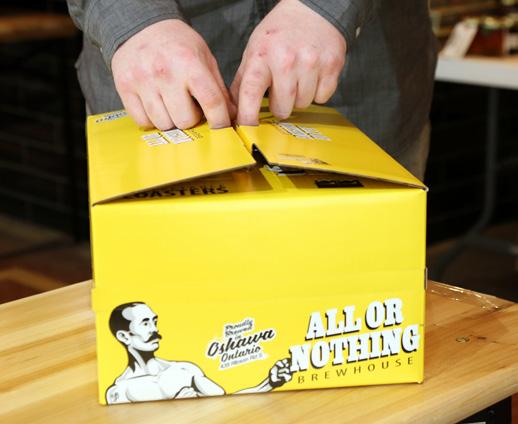
For Oshawa, Ont.-based craft brewer All or Nothing Brewhouse, shipping 24-packs of its canned beer to LCBO (Liquor Control Board of Ontario) outlets and other retail customers has been a fairly smooth ride— thanks to the use of special auto-lock bottom boxes produced by the IMGN retail and branded product division of Cascades Containerboard Packaging in Toronto.
Featuring a fully-automatic bottom and product entry from the top of the box, the tuck-style Hymes bottom corrugated boxes are folded in seconds by gently manipulating the corners in a swift sequence to erect the box, while creating a secure, high-strength bottom. (See below)
The bottom structure of the box includes four bottom panels connected to four side panels, respectively, whereby each of the side panels is connected to an adjacent side panel along first folding lines, while the bottom panels are connected to the side panels along second folding lines.




All or Nothing owner Jeff Dornan has nothing but praise for the quality and sturdiness of litho-printed B-flute auto-lock bottom boxes printed on a KBA sheetfed printing press in a two-color process to create strong shelf presence with vibrant, cartoonish black-and-yellow graphics created by his brother Eric Dornan and a local graphic artist Matt Dyck.
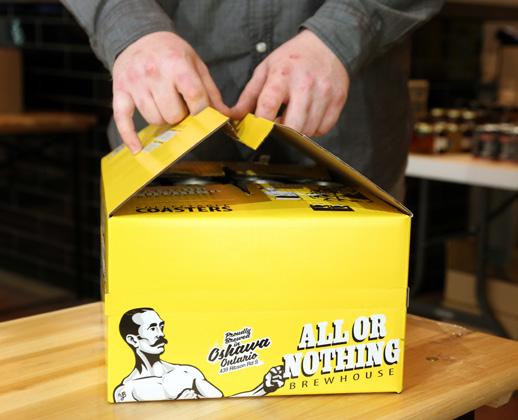
“We worked closely with Cascades to design all the die-cut lines and folds to make this box not only easy to fold into place, but also to be easy to open with a friction top that releases our brand mascot cutouts to literally ‘pop out’ of the box when opened,” Dornan says. (See bottom of page)
“It’s a very unique box that way, something that we have not seen other craft beer companies do, he adds.”
“Cascades has been a fantastic partner for us to work with,” says Dornan, “and they have done a great job for us in helping us express our creativity to consumers through attention-grabbing packaging.
“When we worked with Cascades on the initial box design, it was important for us to remove the need for glue-lined case tops, and with this box design, which they did with the tuck-in top panels that hold the artwork in place until popping out of the box when opened.”
As Cascades’ IMGN division Accounts Manager Dave Cawthorne recalls: “I first met the Dornan brothers at a craft beer festival in Toronto six years ago when they were first starting out, and they have been a real dream client to work with.
“Using the auto-lock bottom box to package beer is still a rather novel approach to packaging in the craft beer business,” Cawthorne notes, “but it has worked really well for them by eliminating the need for all the extra steps and equipment required for taping or gluing boxes together after filling them.
“We worked closely with All or Nothing to develop their combination shipping/retail-ready case to incorporate easy-tear perforations around the box that enable their retail customers to remove the top layer of the box with virtually no effort,” Cawthorne adds.
“The end result is an engaging shelf display solution for selling their cans individually, straight out of the box, that still packs a lot of great graphic appeal,” he states.
“The craft beer section of the LCBO stores can sometimes overwhelm the consumer with all the different colors and SKUs (stock-keeping units) screaming out for attention,” he says, “but the All or Nothing boxes’ bold and straightforward yellow color-block scheme really cuts through the clutter to command the consumers’ attention.
“We are really happy to have enjoyed such a mutually respectful professional relationship with All or Nothing over the years,” Cawthorne sums up, “and we are looking forward to continuing it as they continue to grow their business further at their fabulous new brewhouse in Oshawa.”




packaged in the industry-standard 473-ml Tallboystyle cans, also supplied by Crown.
This includes the company’s three leading beer brands, comprising: Think Big’Ger Cream Ale; Hustle Over Hype Pale Wheat; and the Snooze You Lose Brown Ale
Dornan says the company’s ale products were largely inspired by some of the Old World Englishstyle beers, while the wheat brand beer was developed according to timeless wheat beer recipes originating in Germany centuries ago.
In addition to this core year-round product lineup, Dornan says he is proud of the cult-like status

in the craft-beer market enjoyed by the company’s innovative Mind Over Matter Mead Braggot beer infused with fermented honey, the main ingredient in alcoholic mead beverages.
With a hearty seven-percent alcohol content per volume, Mind Over Matter is still packaged in the slimmer 296-ml cans that, according to Dornan, “give it a unique personality and shelf presence at the retail level.”
Dornan explains: “It’s a very balanced mixture of barley and fermented honey with a very subtle profile and aftertaste that makes it truly unique, hence we package it in 296-ml cans that are also unique to

us in the marketplace.
“It’s a product that has some real historical merit to it,” Dornan says, “so we treat it like a special side project especially close to our heart.”
As Dornan relates, the ability to express oneself creatively through new product development is one of the craft beer industry’s more compelling reasons for getting into the business, which has been growing at double-digit rates through most of the last decade.
“When we first started out six-and-a-half years ago, there was only about 40 microbreweries in all of Ontario,” says Dornan, who also serves as chairman of the industry’s leading trade association Ontario Craft Brewers (OCB)
“Today there are over 300 brick-and-mortar microbrewing facilities across the province,” Dornan states, “so we picked a good time to catch the earlier wave of this tremendous craft beer renaissance of the craft brewing business.”
With current annual production capacity of 5,000 hectoliters, Dornan says the company is “somewhere in the middle of the pack” of Ontario craft brewers in terms of volume, but he quickly points out that boosting capacity strictly for the sake of raising volume was never the company’s goal to begin with.
As Dornan explains, the company’s steady success in the market to date—with All or Nothing brands now sold at well over 200 LCBO (Liquor Control Board of Ontario) outlets—has been achieved by focusing on a few selected beer styles that it has identified as its most promising segments, through both experience and continuous R&D (research and development).
“Once we focus on something, we go all out wholeheartedly,” he says, citing “obsessive personalities” driving both Dornan brothers’ shared ambition and drive to succeed.
Currently employing eight people to keep the new Oshawa operation running over a one-shift,
Monday-to-Friday production schedule, Dornan is confident that the significant capital investment poured into the new Oshawa brewery will help the company achieve for a whole new level of growth in coming years.
“Like any other new business, we’ve had our peaks and valleys in the past six years,” Dornan says, “but overall our business is up significantly from our early days.”
According to Dornan, All or Nothing already enjoys a lot of local goodwill and brand loyalty by virtue of being a locally-founded company, and he says the company has big plans for making the brewery a prominent local event venue and a social gathering point after the pandemic crisis subsides.
“We definitely have some great capabilities at our facility with all the extra square footage,” Dornan proclaims, “and all the tools we need to succeed.
“While we spent a lot of time literally filling holes in the ground to bring this building to life, we have also been busy identifying key areas for process improvement, like grain handling for example, and focus on fixing them.
“There is a lot of science involved in the beer making process that we had to learn,” Dornan recalls, “along with understanding all the many inputs in the production process: from the mineral content of the source water to all the different fermenting techniques, the supply logistics, the production line layout, process documentation … thousands of decisions that need to be made to ensure consistent product quality going forward.
“It’s something that we have always done in the past to build the business up block by block,” he says, “and with this great new facility, we feel like we are really ready to make a strong statement in the marketplace.”
Says Dornan: “What attracted us to the craft beer business from the start was an opportunity to offer Ontario consumers a locally sourced product and the opportunity to be really creative about making and marketing such a product.
“We just love the whole story of the craft beer industry, the whole David versus Goliath angle,” he states.
“While we may be just a fraction the size of the major brewers, we believe that our strengths in creativity, speed-to-market, and being nimble and flexible will enable us to compete with anyone out there.”
This fighting spirit is boldly captured on the vibrant and punchy packaging cartoon graphics—featuring a slim bare-knuckled street brawler named Cornelius raising fists against a large monster foe—created by his brother
All or Nothing co-founder and owner Jeff Dornan strikes a cheerful pose outside the Oshawa brewery alongside the refurbished vintage model Mighty Moonshine 3800 series one-tonne truck originally produced at the Oshawa General Motors plant’s old truck line back in the 1950s.


The beginning of a new labeling era
n Modular, flexible labeling technology
n New open design
n Automatic docking
n Available in six table diameters and seven labeling station types
n Speeds up to 81,000 containers per hour
Michael Soloway Krones, Inc. (414) 207-1612
michael.soloway@kronesusa.com
Eric and local graphic artist Matt Dyck.
“It’s all about projecting a confident image that All or Nothing is not afraid of anyone out there,” says Jeff Dornan, “and is always giving it all we got in everything we do.”
Printed in bold back against a high-gloss yellow background, the instantly likeable Cornelius mascot makes numerous appearances not only on the cans of beer themselves, but also on the surface and the inside of the distinct black-and-yellow 24-pack corrugated cartons used to ship the All or Nothing beer brands to LCBO stores and other retail customers.
Expertly manufactured by Cascades Containerboard Packaging at the company’s IMGN retail and branded products division plant in Toronto, the two-color litho-printed cartons were designed as combination shipping/retail-ready cartons featuring an innovative auto-locking bottom feature that enables the brewery staff to assemble and load the case manually in seconds without using any tape or glue. (See Sidebar)


“That is a really big thing for us,” says Dornan, praising Cascades for the sturdy construction and strength of the single-wall B-flute cartons, along with easy-tear die-cut perforations for removing the top of the boxes.
As the tops are removed, the cutout inserts of the brand mascot Cornelius pops out from the inside on one side or the case, squaring off against its much larger opponent Lennox, also popping up in a ready-to-go pre-fight stance.
“Our customers seem to have as much fun with these characters as we had developing them,” says Dornan, adding each 24-pack case also comes with a couple of branded coasters pressed against a sidewall inside.




“Cascades really did a fantastic job for us with these boxes,” says Dornan, citing warm feedback for the box design from the LCBO staff and individual consumers, some of them actually taking time to make humorous media postings of the brand mascots ending up in unlikely places.
“It’s been a little secret of ours that we think helps us make a positive long-lasting impression on the Ontario consumers,” says Dornan.
“I think it really captures the essence of our company’s spirit and culture of giving it all we got when it comes to producing highquality beer for the people of Ontario to enjoy and have fun with,” Dornan concludes.
“Hopefully, we’ll be doing much more of this in the weeks and months to come.”

Since electricity powers the wide majority of industrial and infrastructure equipment, it is becoming more important to ensure that this incoming power does not damage the equipment it’s meant to power. Besides monitoring DC signals, one-phase AC signals, or the three-phase AC mains voltage entering into a building or a room, monitoring of the equipment or machinery within the building is just as important.
Machine and equipment monitoring devices detect abnormalities in the incoming power, and permit preventative actions to be taken to protect equipment before any serious damage can occur.
Here are nine helpful tips on selecting the proper monitoring device for your machinery.
Machinery monitoring devices and relays provide a multitude of preventative options. You’ll want to select a relay or device that is capable of monitoring the most critical aspects of the supplied power for your application.
Monitoring relays are designed for voltage, current, frequency, three-phase power, power factor, or temperature. For each relay type, you’ll want a clear delineation of the acceptable tolerances and measurement parameters for your application.
Many types of heavy industrial equipment rely on 3-phase power. Inconsistencies or anomalies in this power quality can cause disastrous damage to machinery or equipment.
Inconsistencies in the three-phase power can include phase loss, improper phase sequence, and/or an imbalance between the three phases.
Many of these situations can be averted through the use of a three-phase monitoring relay. If a motor operating on three-phase power were to suddenly receive two phases out of sequence, it will reverse direction. This not only poses a threat of damage to the motor, but it could also pose a safety risk in applications such as elevators, moving walkways or conveying equipment.
Losing one of the three phases of incoming power can render a motor unable to operate, or force it to operate at a lower efficiency rating. In addition to decreased performance, the latter mentioned consequence can lead to heat generation within the motor, which shortens component life. A similar result can occur if all phases are present, but one or more of the phases is underpowered because one-phase loads are drawing power unequally on one or more of the three phases.
Powering devices, such as motors, on a voltage that is lower than specified causes the load to draw more current.This then leads to inefficiencies and excessive
heat that will lead to shortened component life.
Overvoltage can also cause component stress, resulting to permanent damage of some parts.Voltage monitoring relays can handle anywhere from a low millivolt range up to several hundred volts. There are, however, versions that monitor under and/or overvoltage, some offering adjustable hysteresis and time delays.
Voltage relays for DC voltage are often used to monitor back-up battery status, such as those found on generator sets or solar power systems.
Relays designed for one-phase AC work well for motors, which could possibly be used in a variety of countries, where different supply voltages are present and/or in areas where voltage fluctuates, causing brownouts and/or voltage surges.
Current can be used as an indication of proper machine function. Equipment that suddenly starts drawing more current might be experiencing a voltage imbalance, an impending bearing failure, or a number of other issues. Current monitoring relays help detect these variances, allowing for action to be taken before equipment damage occurs.
Low-current AC or DC inputs can be directly connected to most monitoring relays, and AC currents up to 100 A can be monitored by some modules directly. However, higher currents need to be monitored through a shunt or current transformer.
Power monitoring relays can also detect variations in the power consumption of various loads. Depending on the relay, you can detect and react to load excess or absence, motor load variation, and motor direction.
In addition to DIN rail mount or plug-in monitoring relays, some manufacturers of these protective devices have integrated monitoring relays with current transformers, creating an all-in-one solution.
They typically provide a relay, transistor, or analog output, with some even requiring no supply voltage. The current monitoring device with integrated current transformer is an innovative concept which allows you to run the wire carrying the AC current right through the device’s through-hole, therefore simplifying installation and minimizing wire connections.
Knowing the temperature of your equipment can help prevent equipment downtime or even fire. Temperature monitoring relays use PTC thermistors, mounted in motors, whose resistance increases with rising motor temperature. They are capable of monitoring the temperature of up to six motors or motor windings simultaneously, and can be used to shut down motors during overheating, thereby preventing damage to the motor.


With monitoring relays, you can set up the device to immediately interrupt power to the equipment, similar to the operation of a fuse.
More commonly, the monitoring relay signals a shutdown relay that is applied to safely power down the equipment. If minor variations of voltage, current, or frequency are tolerable, you can utilize a monitoring relay with adjustable hysteresis and time delays.
These types of relays can prevent nuisance tripping in the instance of occasional sags or spikes in the incoming power, but the choice is ultimately up to you.
Many design engineers look at machine monitoring relays like an insurance policy. Some higher efficiency industrial motors can cost thousands of dollars, whereas monitoring relays typically cost from a few hundred dollars, usually one-tenth of the equipment cost.
When considering the initial cost, remember that machine monitoring relays can protect machinery and help reduce the cost of both downtime and damaged products, which in turn provides immediate payback. To get that extra peace of mind, always specify and select relays with approvals like UL or CE appropriate for your application.
For more help in selecting machine monitoring relays, turn to automation experts such as Carlo Gavazzi, who have extensive product literature and selector guides on their websites to help you get the right product. They also have international distribution and experienced personnel who can assist you by email, phone, Skype or in person.
For more information on machine monitoring relays, please go to www.gavazzionline.com
BY MATT REYNOLDS
Ideal for breakfast, on-the-go snacking, children’s lunches, or even large receptions, a diminutively sized pastry called Micro Croissant has been a big hit for a well-known Canadian baked products manufacturer La Petite Bretonne in Blainville, Que. Big enough, in fact, to make the 54-year-old, family-owned bakery to make plans to become capable of produce as many as 1.2 million micro croissants per day, in different flavor varieties like Danish and mini chocolate croissants.
While some percentage of this high-volume product—alongside multiple SKUs (stock-keeping units) of cookies, madeleines, and more traditionally sized croissants—are sold under the company’s flagship La Petite Bretonne brand, most of the croissants are produced for store brand, in-store retail, private-label and foodservice applications throughout North America.
It may sound like a lot of croissants, but La Petite Bretonne is uniquely comfortable with this kind of volume.That’s because, since the inception of the business, founder and chief executive officer Serge Bohec has pioneered pastry and croissant automation.
While such products had been traditionally limited to small batches that were baked in artisan shops, continuous investment in automation over the years has enabled the bakery is now capable to achieve that artisan quality at a high-volume scale.
In fact, Bohec and La Petite Bretonne were so ahead of the game with automation that they had to wait for consumers—particularly French Canadians with a discerning eye for pastry—to come around to the idea of croissants as a pre-packaged food on a shelf or in a carton.
As Bohec confides, the initial rollout of a pain au chocolate [chocolate croissant] product in 2010 didn’t pan out because consumers just weren’t used to seeing croissants in a flowwrapped package.
But these days, after a decade’s worth of trends like on-the-go snacking, single-serving sizes and convenience, the consumers have warmed up to the idea of Danishes and croissants being produced at an industrial scale.
“Consumers of these croissants want fresh products, but they also don’t want to have to rewrap the products at home for their kids’ or their own lunches.
“They want something that is easy,” says Audrey Laurin, La Petite Bretonne’s chief financial officer.
“They are stressed, and often there are two working parents feeding themselves and their kids, so they do not have as much time as previous generations had.
“These individually wrapped products keep longer, as well,” Laurin adds.
As the flowwrapped chocolate croissants and Danishes took off, Bohec recognized that sophisticated equipment was in order.
But any new pick-and-place and flowwrapping sys-

tem that Bohec might select would need to accommodate several different products on a single line, specifically Danish pastries and chocolate-filled croissants, both in two sizes. Moreover, these delicate, heat-sensitive products require exceptionally gentle handling.
With those obstacles in mind, Bohec set about to automate.
As he recalls, he first got a look at fully-automatic, high-speed lightline Flowpacker system, manufactured in Germany by Gerhard Schubert Gmbh, at the PACK EXPO International 2018 global packaging technologies and materials trade show in Chicago.
At that point, Bohec was already a bit of a Schubert connoisseur, having had collaborated with the reputable machine builder for more than a decade after becoming convinced that the industry’s future would lie in “employing” robotics, instead of humans, for executing simple, repetitive tasks such as picking and placing products on a conveyor.
Ever since, Bohec had been strengthening his company’s supply chain process automation. When he was sizing up that lightline Flowpacker at PACK EXPO 2018, he already owned several Schubert machines at two manufacturing sites, both for end-of-line automation and for individual pick-and-place and flowwrapping applications.
Fittingly, a year later at PACK EXPO Las Vegas

machine that was on display at the Schubert booth.
The Las Vegas show was in fact just a brief pit stop between the factory and the SAT (site acceptance testing), installation, and commissioning in Quebec.
Equipped with a Flowmodul flowwrapper, four pick-and-place robots, and a 3D vision system for detection and inspection, the now-up-and-running system operates currently employs four delta-style pickand-place robotic arms, but can expand modularly in case of increased volume or speed.
Bohec says he was particularly attracted to attracted to the lightline Flowpacker system’s new flowwrapping component, the Flowmodul, that can be seamlessly integrated into a pick-and-place line without interrupting the process flow.
Equipped with Schubert’s latest robotic innovation—the flying cross-sealing unit combined with ultrasonic longitudinal sealing—the Flowmodul enables La Petite Bretonne to not only integrate several processes into a single system, but to also the flexibly flowwrap heat-sensitive products.
According to Schubert, the Flowmodul’s exceptionally compact footprint, about 70-percent smaller than single mechanical flowwrapping lines, offers the bakery considerably more space to accommodate future


installations.
The flowwrapping process is fully integrated into the top-load machine (TLM) system and offers a slim, compact layout, whereby Schubert’s T4 pick-andplace robots gently feed the Flowmodul’s infeed system within a tight space. Compared to infeed conveyors in conventional lines, this solution avoids product abrasion and breakage by eliminating long infeed paths.
Moreover, the Flowmodul is also equipped with innovative new sealing technology for heat-sensitive products, whereby the flowwrap’s longitudinal seam is sealed first using an ultrasonic sealing unit, followed by Schubert’s patented flying cross-sealing unit.
Importantly, the flying cross-sealing unit adapts to the upstream pick-and-place robots without damaging the product or the film.
Using advanced image recognition, the Schubert 3D vision system checks each product’s position, shape, volume, orientation and color, and only allows flawless products to be processed.
“The sealing system means you don’t scrap the film or packaging materials,” Bohec says.
“An imperfect product will never be placed onto the infeed chain, so we never waste materials on it, and the seals are perfect, so they never cause scrap.
“The machine also checks the packaging’s seal quality,” adds Bohec. “When one roll of film is finished, another roll is swapped in automatically, without stopping. And with film being expensive, we avoid ever scrapping film.”
As the film is dispensed from the roll and travels to a die to wrap the product and eventually be sealed, a continuous inkjet coding system codes each individual product with best-by dates or lot coding.
The machine at La Petite Bretonne takes advantage of what Schubert calls the counterflow principle to efficiently produce flowwrapped Danishes and croissants.
To apply this principle, a conveyor carries loose, random product into the enclosed frame of the machine’s first module. As it travels into this frame, it
passes to the left of a parallel Flowmodul flowwrapping station, all within the same frame.
The product then travels into the frame of a second module, this one containing the 3D vision system for inspection and quality control. The product then enters a third frame, where it is carried past the four camera-guided delta-style T4 robots.
Here, the product is picked and placed onto a parallel infeed chain traveling 180 degrees in the opposite direction, back toward the first machine frame and the Flowmodul the product had already passed.
The product travels in a U-shape under the counterflow principle, whereby the raw product enters, and the flowwrapped product leaves the system from the same window in the machine enclosure.
Defective products, recognized in the second frame by the vision system, are never picked by the robots and end up discarded into a bin at the end of the infeed conveyor as it exits the third frame.
For their part, format changeovers are fast thanks to the Flowmodul’s integrated, fully automatic conversion feature that automatically adapts to different product lengths and shapes.
As is the case with most baked products, a significant amount of cooling must occur prior to packaging, especially when the primary package is made from film.
In this Danish line at La Petite Bretonne, product may travel 8,000 meters during a 98-minute travel through spiral conveyors, but to the lightline Flowpacker’s flexibility, no accumulation is required.
Bohec explains: “With this machine, you don’t need to have someone keeping an eye on production speed, because the machine automatically adapts to whatever the speed of production is.
“When it’s slow, the machine runs slow. When you have a lot of production, the machine goes fast automatically. It even stops automatically.
“And when you change the product, the robot changes the die in the flowwrapper.”
With its new system, La Petite Bretonne has been
able to significantly reduce the number of operators.
“For the speed we need, you would need six or eight people easily to keep up manually, and labor has been hard to find,” Bohec says.
Furthermore, the new system satisfies a larger, company-wide directive to simultaneously improve employee morale and deal with an ever-shrinking workforce.
“One consideration that we also had choosing this equipment is that we are trying to reduce the number of employees working on back-breaking manual tasks,” Laurin states. “Instead, we want to have fewer employees with better jobs and better pay, doing something less difficult.
“Operating equipment is a lot of responsibility, but it is not as hard physically as packaging by hand, counting by hand, or executing repetitive movements that can cause injuries.
“This is something that we are very aware of whenever we buy new equipment. Instead of lots of employees working in harsh conditions, we want a smaller roster of employees that, collectively, enjoy better working conditions.”
With the Schubert system in place, La Petite Bretonne now packages 183 Danishes per minute; 220 chocolatine croissants per minute; and 280 Mini-Chocolatines per minute.
As Bohec sums up: “For a high-output production line, this is the best machine in the world.”
This article was reproduced with permission of the Packaging World magazine, a PMMI (The Association of Packaging and Processing Technologies) publication based in Chicago.

production capabilities
Rotkäppchen and Mumm are two brands that practically all Germans are very familiar with. Since 1984, the brand with the red cap that lends it its name (Red Hood in English) has stood for sparkling wine from the town of Freyburg, located in the Saale-Unstrut wine-growing region of what was once called East Germany.
In 2002, with Rotkäppchen by then a national market leader, the company took rival brands Mumm and MM, made by Matheus Müller in Eltville in Germany’s Rheingau wine region further to the west, significantly expanding its fast-growing product portfolio.
Comprising various other sparkling wines such as Jules Mumm or Geldermann, branded spirits Chantré, Mariacron, Nordhäuser or Eckes Edelkirsch; and wines like Blanchet, these products which are produced, filled and packaged in countless variations at seven facilities in Germany and one in Italy.
The range of different packaging required is thus also sizeable, proving something of a challenge for production.
“Up until now we needed a separate packaging machine for each format,” explains Lars Grebe, head of the sparkling wine business at the Rotkäppchen-Mumm Enology Competence Center in Eltville, where product like Mumm, MM Extra and Rotkäppchen fruit secco are filled into 750-ml bottles, as well the 200-ml Piccolo beverage containers.
“Our production site is in the middle of a residential area bordered on one side by the River Rhine—therefore there’s no room to expand,” recalls Grebe.
“As we only have a very limited space at our disposal, it’s imperative that we make efficient use of it.”
Naturally, Rotkäppchen-Mumm was limited by this reality when it began looking for a specialist who could make its packaging area more powerful and flexible in order to satisfy growing market and marketing requirements.


Following a long phase of orientation and planning the contract was awarded to the Dortmund-headquartered beverage line equipment specialists KHS GmbH, which for its part teamed up with the Crailsheimbased cartoning machinery experts Gerhard Schubert GmbH to develop a perfect solution for the mammoth undertaking, using just one machine.
Installed in September of 2018, the combined 33-meter-long Innopack TLM packaging system comprises 13 integrated submachines working in perfectly integrated unison to provide exceptional levels of performance, quality and operational flexibility.
“Compared to our previous standard we’ve doubled the line capacity for our gift packs of one and two bottles, and can now package up to 33,000 bottles an hour,” reports Grebe, who thus far has run the machine in two-shift operation.
Even so, speed is not everything, as Grebe is keen to emphasize.
“While a shipping carton of 24 can let you get away with the odd tiny flaw, we want 100-percent quality for our gift-packs, so there’s practically no leeway here.
“After all, the person receiving the gift should have fun unpacking it, for we all know that beautiful wrapping makes a gift all the more enjoyable.”
The most important criterion for Grebe and his colleagues, however, was flexibility.
Whereas on placement of the order there were nine packaging formats listed in the requirement specifications, during commissioning a few more were added, with the machine now processing 11 different types of cardboard packaging.
This is by no means the end of the story,.
“I’m convinced that we’ll be able to meet future demands from the retail trade with our new technology,” Grebe says.
“One prospective option could be the packaging of 750-ml wine bottles, for instance, and also new format sizes, such as packs of three or five.”
Another major aspect of the machine’s flexibility is that it has been designed so that only a few format changeovers are necessary, and the tools can be switched over relatively quickly.
“We convert the machinery a maximum of four times a week,” Grebe notes.
“Depending on whether we’re making a hard change from fruit secco to sparkling wine, where we have to change over several transmodule plates, or just switching the heads on the KHS pick-and-place packer, this only takes 30 to 90 minutes,” Grebe happily remarks.
The high-speed, fullyautomatic KHS Innopack PPZ pick-and-pace casepacker gently placing filled bottles of sparkling wine inside the decorative shipping cases that are formed from blanks at rates of up to 550 cartons per minute.




Finished pallet loads of cases of the Sagre Mini brand of sparkling wine stacked up in the plant’s storage area await their turn to be loaded onto trucks for delivery to customers.
In order to understand how complex the packaging tasks are at RotkäppchenMumm, consider the individual steps involved when the machine packs individual bottles into gift packs and then shipping cartons, for example.
Here, no fewer than 10 of the 13 sub-machines are used.
On the first two, up to 550 cardboard blanks per minute are extracted from the magazines, after which robots grip the individual packs that are arranged in a row, erect them and place them on a transmodule, which travels through the machine to the next steps in the process.
The flaps are glued before the underside is sealed in the next sub-machine, and

The Rotkäppchen-Mumm Enology Competence Center facility in Eltville uses its new Innopack TLM packaging line to process up to 11 different packaging formats for its brands.
the gift pack is turned upright and placed on a second transmodule segment in rows of two.
At the next station, the bottles are picked up by the KHS Innopack PPZ pickand-place packer and carefully placed in the gift packs, which are open at the top.
The top side of the cartons is then also sealed, and then pre-grouped on one of two further transmodules so that they can be packaged for shipping.
The last part of the packaging process prepares the goods for shipping.
As with the individual packs, the blanks are also destacked from the magazines for the secondary packaging, erected, glued and placed on their own transmodule segment.
In the penultimate sub-machine, the sealed gift packs are lifted into the secondary packaging in groups of four by six products at a rate of up to 23 times a minute.
At the final station, the top of the shipping carton is also sealed shut.
The various sub-machines are linked by Schubert’s patented transmodules.Thanks to their inductive energy supply and wireless transfer of data and signals, they glide back and forth on their rails along the entire line without interfaces.
Maximum availability and the best possible efficiency are ensured by a considerable reduction in the number of mechanical parts.
One can imagine that the planning, installation and commissioning of such a complex machine was a huge challenge for all involved.
“The time slot for installation was extremely ambitious,” recalls Max Schwaiger, the man responsible for packaging product support at KHS.
“Thanks to our good project management we were able to keep to the deadlines. This wasn’t just a matter of course as the growth in the number of formats during the process resulted in a certain level of complexity.”
Owing to the limited space at the final place of installation in Eltville, the system had to be completely dismantled and brought into the building horizontally.





With the help of 3D simulation, all calculations were also made with one-millimeter accuracy as to how much space the machine column on the pick-and-place packer would need during erection of the machinery. In a work of absolute precision, the ceiling grid only had to be dismantled and cut out at this point.
Lars Grebe is delighted with the cooperation between KHS and Schubert.
“They made a really strong team. We’d never have come up with the idea of Schubert and its transmodules on our own ,as we associate these with totally different branches of industry – from pharmaceuticals to candies.
“Only in conjunction with KHS’ expertise in the beverage sector and particularly in the handling of bottles have we found the perfect solution.”
For Rotkäppchen-Mumm one big success factor was also that there was only one point of contact in KHS’ system of project management.
In the meantime the new technology also has the system operators convinced.
“Over the years our colleagues of course built up a kind of emotional bond with their old machines, which could be ‘knocked back into shape’ with a hammer if need be,” Grebe notes. “But the overall function and look of the new machine are so fascinating and convincing, that any initial scepticism has long given way to total enthusiasm.”

Operating in Argentina for over 130 years, beverage producer Quilmes first started out in the beer business by opening its first brewery in the city of Quilmes, about 20 kilometers southeast of the capital, Buenos Aires.
Over the years, Quilmes have expanded across a growing number og beverage categories by acquiring a carbonated soft-drink business.
“This happened about 20 years ago, with PepsiCo’s exclusive franchise for production, distribution and marketing of the brand’s full line of beverages in Argentina,” explains Quilmes plant manager Juan José Ferrer.
The company is also active in the water business through the Eco de los Andes SA joint-venture company co-owned by global water bottling giant Nestlé Waters
“The company’s objective is to provide consumers with quality beverages and to take care of the environment,” says Ferrer, decribing the company’s recent decision to invest in a new bottling line supplied by leading global beverage production machinery group Sidel
“The investment in Sidel’s bottling line is perfectly aligned with our aims,”Ferre states.
Investing in a new hot-fill production line at the company’s southern plant in the city of Buenos Aires was necessary because it is the only facility that which supplies the entire national market, and also exports to the neighboring Uruguay.
“Both PET container lines were at the top end of their capacity, so we needed a bigger line to increase our market share in Argentina.
“The second objective was to have a more modern line with lower energy consumption and better efficiency,” says Ferrer.
With this new investment in Sidel’s line, Quilmes have more than doubled their capacity to produce beverages in PET containers, going rom 22,000 to 45,000 bph (bottles per hour).
The company had different alternatives of who their bottling line supplier was going to be.
“We were convinced by the good experience we had with a variety of Sidel equipment and decided to continue with them. Currently, we are very satisfied with the performance of the line, two years after its installation.
“Another factor in choosing Sidel for this investment was that Quilmes were looking for a complete solution to satisfy our needs.
“We took into account not just the bottling line, but also product processing via pasteurization (Tetra Pak Processing Systems), in order to maximise the potential synergies.
“Sidel showed the necessary flexibility for this and were able to provide a solution, creating a better model of efficiency and production quality for us,” he continues.
Quilmes were also quite satisfied with the positive collaboration of Sidel’s team of experts throughout the project stage prior to the line installation, as well as during
the installation itself and for the aftersales service.
As Ferrer recalls,“Obviously we started by looking for the best options for Quilmes with the line design team. Afterwards, the start-up phase was the most intense, when we required assistance from Sidel.
“The machines were installed in a new zone of the factory floor, and we underwent the typical difficulties related to our utilities. But in all truth, we were able to solve the problems as they arose quickly and safely with Sidel’s assistance.”
Another advantage of working with Sidel that Quilmes recognised early on was the technical support service, both from field service engineers (FSE) and from the remote sevice, which provides assistance from a FSE 24 hours a day.
With this service, support personnel can remotely connect to the machine and recommend the best solution.
“We used it several times,” Ferre notes, “and it helped us to keep production running successfully.”
The hot-fill bottling line is characterized by its excellent production flexibility.
“It has the capability of hot-filling isotonic drinks, juices and products with or without pulp,” Ferrer explains.
Additionally, this line is also able to cold-fill, in order to offer consumers a wider



variety of products,” he says.
Today, the Gatorade brand is produced in a number of flavors and sizes, including 500-ml, 750-ml, 1,200-ml and, more recently, 300-ml, with either flat or sports caps.
“As for labelling, the new solution enables the placement of partial sleeves on just one part of the bottle or full-body sleeves on the whole bottle, providing several marketing opportunities to stand out on supermarket shelves.
“As for the flexibility provided by our production line, we also have the possibility of handling several pack options, such as six-packs, 12-packs or 24-packs.”
When it comes to the palletising of hot-fill products in PET containers, quality is a very important matter.
“To face the long transport distances on often challenging roads, palletizing must be precise, reliable and very stable. We are very happy with Sidel’s palletizing solutions vecause they guarantee the integrity of our products, so that they reach consumers intact,” he highlights.
Quilmes operates as a PepsiCo bottler and, therefore, a new line validation must involve a specific approval protocol. Prior to the launch of the industrial production on the line, there was a validation stage for all the different containers in Sidel’s packaging labs in France.
According to the plant manager, “The individual validation of each of our Gatorade bottles was executed according to PepsiCo’s specifications, which enabled production of the molds.
“Due to PepsiCo’s requirements, during the first packaging runs, we complied with a quality protocol regarding line efficiency and the number of marketable bottles during the process. Every step was carried out successfully.”
After defining the purchasing specifications for the line, Quilmes worked with Sidel’s technical and project teams to figure out an ideal layout and location for the machines, which optimized staff ergonomics and the travel time between the different control stations, as well as the supply of consumables.
All details for line start-up were reviewed again, in collaboration with the Sidel team, to achieve the best results for this project.
“Today, we are very satisfied with the location of the machines in each of the areas, with the general positioning of operators, handling of supplies and access to places where spare parts are stored.”
The efficiency levels reached by the line pleasantly surprised Quilmes’ teams.
“We are working at an average of 95-percent efficiency and, sometimes, the line even runs for many hours at 100 per cent.
“Because of the way the line was designed, it is perfectly balanced to ensure reliability. It is also very important to mention that, despite the difficulties, this efficiency was reached very quickly during start-up.
“At present, with the 500 ml container we are working at 45,000 bph with 95-percent efficiency,” Juan José Ferrer summarizes.
This line includes the plant’s first Sidel Combi blow-filler, which provides many advantages in line with Quilmes’ commitment to the protection of the environment. The Combi consumes less energy than the blower they used to have, thus eliminating, for example, the air transfer of bottles.
In addition, it prevents the exposure of containers to the elements during air transfer, which improves product quality.
Fewer people are needed to man the machines during day-to-day operation, which lead to more effective use of our operators and enable them to focus on other maintenance and quality tasks.
Additionally, environmental protection is a very important topic for Quilmes.
“In terms of energy, the line offers a thermal equilibrium system that enables us to reuse the heat provided by the hot bottle in the cooler for the first heating stage of the liquid before the pasteuriser. This has contributed to heat savings between 10 and 15 per cent, when compared to the previous line.”
The other energy-related benefit involves the Combi blowmolds.
“The heating process for the previous moulds was done with hot oil, which consumed more heat. Now, with our Combi, the process is carried out electrically. This ensures a very precise heating process in the areas we need to heat, and it provides heat savings of 15 per cent, compared to the older-generation blower.
“In a nutshell, we would recommend Sidel to anybody,” Ferrer concludes. “It is a company with an enormous track record in the beverage world as well as cuttingedge technology, services and support.”
“I would be very happy to work with Sidel again in the future.”
When John Henritze was 18, a senior class trip took him to Virginia’s Busch Gardens Williamsburg. While there, he and some buddies toured the brewery, where the idea of a brewing career first struck him.
His aspiration stuck with him during college–when he bought a home brew kit and book to start making his own beer–and after graduation.
“My first batches weren’t very good, but I kept improving,” he says. “And l kept thinking, ‘I can do this for a living’.”
Despite that ambition, Henritze started working as a physician assistant out of college, but eventually his goal was realized.
In 2011, he was accepted into the American Brewers Guild’s Craftsbrewer Apprenticeship program, a coveted, 28-week intensive introduction to brewing science and engineering.
At first, he enrolled to improve his home-brewing skills, but then decided he’d rather brew beer than toil in a 9-to-5 job the rest of his life.
“Our motto is, ‘Life is short, don’t wait for the things you want to do,’” he says.
Soon after completing the Guild’s program, Henritze opened JRH Brewing in Johnson City, Tenn., a municipality of 66,000 residents near the Blue Ridge Mountains
It consists of a brewpub and brewery, including a 48-seat tasting room that offers six different beers, among them stouts, IPAs, pale ales, and various seasonal varieties.
Henritze cans his biggest seller, Tree Streets Pale Ale, for a distribution to a growing fan base in the region.
JRH Brewing’s 5,000 square-feet brewhouse can produce 10 barrels, or 310 gallons, of beer at a time. The operation consists of four 10-barrel fermenters, one 30-barrel fermenter, and a 30-barrel brite tank.
The latter is used to clear and condition beer, including carbonation, before packaging in either kegs or cans.
The Canning of the Tree Streets Pale Ale is outsourced to a mobile canning unit that comes to the brewhouse when needed.
“From the day we brew our beer to the day it’s packaged takes about a month,” Henritze says.
Henritze had bought the brew house equipment for his operation as a turnkey package from an OEM in Virginia, and learned that its design, especially most of its manual controls, were not located within easy reach. Brewing days literally became strenuous workouts needing his running shoes.
“When I first bought the brew house there were things I immediately noticed weren’t optimal with the process,” he says. “Most all the hand valves are located far away from the brewing platform, mainly because that’s just where they were put.”
So, while one hand valve for controlling beer flow from the brew pots was on the brewing platform, the temperature gauge was several steps down off the brewing platform about 10 yards away near the heat exchanger.
“And the manual valve for the cold liquor tank was another 10 yards further,” Henritze says.
If all this back-and-forth running between gauges, valves, and controls wasn’t enough of a problem, Henritze found precision to be an issue, too.
“I’d be running the pumps between tanks, and then running down steps to reading the temperatures, which have to be managed precisely,” he says.
The result was inconsistent liquid transfers, with temperature variations that would affect the quality of the end brewed product.
“If the temperature crept up, I’d have to run back over to the platform, run up the steps, slightly adjust the knob, and then run back down to the temperature gauge,” he says.
“It was like an old TV comedy, but I’d rather skip exercise and be able to focus more on making great beer.”
Fortunately, one of Henritze’s best customers was a Siemens Automation engineer with whom he happened to mention his brewing issues.
Given the engineer’s intimate knowledge of the Siemens industrial automation


and control capabilities, it soon became obvious that JRH Brewing’s operations would make an ideal application for a SIMATIC solution.
Automating the process required the engineer to learn the details and the steps Henritze takes, literally and figuratively, while brewing beer, including a walkthrough of the brewery.
At the conclusion of this discovery process, he designed a control system consisting of three primary components.
• The Siemens SIMATIC S7-1200 programmable logic controller (PLC).
This SIMATIC PLC model provides JRH Brewing with flexibility and efficiency in performing basic automation tasks associated with managing the various temperatures and valves Henritze was trying to manage manually.

Its compact, space-saving design helps minimize its impact on the brewing platform’s limited space.
• Siemens SIMATIC TP700 Comfort Panel human-machine interface (HMI).
With a seven-inch diagonal touchscreen, this HMI panel features 16 million high-resolution colors.
It provides a visual process diagram and dashboard for Henritze to see and interact with any stage of his brewing operation,



› No Commitment
› No Cancellation Fees
100% of
applied







using Siemens SIMATIC WinCC Basic software to enable a small SCADA (Supervisory Control and Data Acquisition) system to be deployed across the brewery equipment.
• Siemens SINAMICS G120 variable frequency drive (VFD).
This is a general-purpose vector drive that controls the two-horsepower, centrifugal pumps used to transfer wort and other liquids between tanks and pots.
A 200V model was deployed at the brewhouse, with its components communicating with each other using PROFINET industrial Ethernet.
The system was programmed in just two days using the Siemens SIMATIC TIA Portal.
Results: Better brewing precision and quality control, plus greater productivity and efficiency
With the Siemens SIMATIC automation and control system in place, JRH Brewing has increased the productivity and efficiency of its operations manyfold, Henritze reports.
“When we first tried it out, I was just amazed,” he recalls.
“I could literally just stand there and push the button to get the pumps going to start the transfer,” he extols. “I don’t have to run up and down steps anymore: It’s fantastic!”































Henritze figures that eliminating his physical back-and-forth meter readings and manual valve adjustments has cut his time on the brewhouse platform by more than 50 per cent.
“Before, for example, transferring the contents of a 10-barrel tank took about 30 minutes because I’d have to slow things down to do the temperature readings,” he says.
“And at times I’d run out of cold water just trying to get the transfer done because the process was so variable,” he recalls. “Now I don’t have that issue at all.”

















Henritze reports also being amazed at the new levels of precision he now has in his brewing operations, too.









“I’ve been able to reduce the variability in my brewing processes by about 80 per cent,” he says. “That has helped me ensure the repeatability of my brewing processes, which in turn assures that I can deliver the highest quality possible in my end products.”

















The Siemens SIMATIC automation control system has also helped Henritze expand JRH Brewing’s product line with more seasonal brews in addition to his six mainstay beers that are always available.
“The Siemens system has made a phenomenal difference in our operations and business.”
Good packaging connects with consumers on many levels, and it’s only fitting that in this day age, digital connectivity is becoming a lot more commonplace.
Located in Brazil’s southernmost state of Rio Grande do Sul, dairy producer Languiru Cooperative has become one of the leading market players in the last couple of years, thanks in part to the pioneering digital solutions developed by its filling line supplier SIG Combibloc Languiru operates in an environment where consumers are demanding more transparency in business, more product information, and more digital communication with their brands of choice. As a response to these market challenges, Languiru set out to create a dairy concept: ‘Qualidade do início ao fim,’ which translates to “Quality from beginning to end.”
To technically realize its vision technically, Languiru turned to SIG’s integrated Connected Pack platform—designed to deliver unique digital coding technologies and track-and-trace solutions that ensure 100-percent connectivity and transparency, together with greater digital interaction and engagement, according to SIG.
“Languiru has always stood out for the quality of its products, and the use of SIG’s innovative Connected Pack technology has enabled us to strengthen this perception and show consumers that Languiru milk is truly differentiated,” says Languiru Cooperative president Dirceu Bayer.
Since May 2017, Brazilian consumers of five different Languiru milk products have been able to access quality data, brand information, and interactive quizzes directly on their smartphones by scanning a unique on-pack QR (quick response) code.
“We have no doubt that with SIG we have a greater competitive advantage within the market compared to many other brands,” says Bayer. “SIG understood our demands and developed a tailor-made solution for Languiru that demonstrates quality and adds value to our brand.”
With SIG’s Connected Pack technology, consumers can obtain information about the milk and the farm where it was produced, as well as information from producers, time of collection, and satellite images of the farms. Unique QR codes tied to the originating milk, as well as Languiru’s regular line, offer detailed information on factory quality tests and support traceability all the way to the shelf. With a direct link to consumers, Languiru also has the opportunity for
digital marketing activities, such as games, quizzes, and promotions.
In addition, inline monitoring capabilities and vast data collection in the product journey have enabled Languiru to optimize production and logistics, and manage quality risks more proactively. The process of product traceability in the supply chain has now been reduced from five hours to five minutes, making recalls significantly easier.




While our taste for beer hasn’t changed since humans first discovered it more than 5,000 years ago, one microbrewery has invested in a modern automation technique to change its brewing process.
Carbon dioxide (CO2) plays an important role throughout the process of making beer. Initially, it is produced during fermentation, when it’s usually vented as a byproduct.
Later in the process, brewers use the gas to purge bottles as well as force-carbonate beer during bottling to preserve its flavor.
Too much pressure overcarbonates the beer, making it hard to serve properly and creating a poor experience for consumers.
Too little carbonation can reduce the number of air bubbles that trap aroma, an important part of the craft beer experience. Low carbonation can also cause the beer to go flat, ruining the entire batch.

One of Quebec’s largest microbreweries had relied on a fully manual process to manage the 25 CO2 cylinders used in its brewing process. However, the process created inefficiencies that were costing time and money as well as impacting safety.
For example, the brewery’s team could not accurately determine when a cylinder was empty, so it had to estimate when to switchover to fresh tanks.
Changing them out too soon resulted in wasted CO2, while changing them too late could harm the batch with under-carbonation.
What’s more, the gas cylinders were stored on-site, taking up valuable floorspace and creating the potential safety hazards that come with storing more than two dozen gas cylinders. Employees had to physically move tanks, each weighing about 100 pounds, to switch them three to four times a week.
The microbrewery reached out to Beauce Technologie, a Quebec City company that specializes in gas manifold system design and installation.
Beauce’s vice president Jimmy Roy says his company collaborated with the brewery to design a gas distribution system manifold that offered more efficiency and control than the manual system.
As Beauce began to develop a solution, the team ran into challenges, including pressure regulators that weren’t working properly and solenoid valves unable to handle the high flow capacity. It needed to find components that would not only solve the individual issues, but also work together to create an efficient system.
Beauce was still searching for the right solution when he met a team from Emerson Automation Solutions at an industry convention hosted by the Quebec Microbrewery Association in 2017.
After learning more about Beauce’s challenges, the Emerson team recommended its TESCOM SG3 series single-stage regulator.
Roy says the compact regulator, which is suitable for high-purity applications, resolved the flow and pressure control issues.
“This regulator resolved a lot of the problems with flow and pressure control. We tested it and it worked perfectly,” Roy says.
The regulator also offered regulation accuracy and repeatability for the high level of precision control the brewery required.
As an integrated solutions provider, Emerson was also able to recommend a solenoid valve solution from its broad automation portfolio: the ASCO 291 compressed natural gas valve.
As Emerson product marketing manager Naresh Kumar explains, “We specifically designed this valve for compressed natural gas applications that require the ability to handle pressure over 5,000 psi.
“Its wide pressure range makes it well-suited for a brewery application.

The valve would allow the new system to withstand high flow capacity, as well as an expected pressure range of 200 to 5,000 psi.
Emerson’s 291 valve features a low-maintenance PEEK piston and durable operation in a compact design. Its stainless-steel construction makes it ideal for numerous applications in the food and beverage industry as well.
With the critical components in place, Beauce could integrate the regulator and valve with the designed electronic control system.
The control system maximizes CO2 use, while eliminating the downtime that came with manual switchovers. When cylinder pressure drops to a predetermined level, the automated system closes the valve on the empty side and opens the valve on the other side.
The speed of the valve opening can be controlled to avoid system shutdowns, which Roy noted can be a challenge in a distribution system regulating high-flow applications
“But when we use Emerson’s ASCO 291 Solenoid Valve on the TESCOM SG3 Regulator, together they can handle the high flow,” he says.
In addition to automating gas distribution, the electronic control system gave the brewery a simple way to access system insights they didn’t have previously. The secure control system, which is based on a Linux operating system, provides realtime and historical line pressure data. Beauce’s design also incorporates a customized touchscreen interface and a mobile-friendly dashboard.
The brewery’s automation investment quickly reduced the production inefficiencies caused by reliance on manual processes and a lack of actionable insights.
The increased efficiency cut the number of cylinders needed from 25 to 10. Cutting cylinder use by more than half has helped reduce manual labor and the potential for workplace accidents that come with it. It has also lowered labor, transportation and storage costs.
The Quebec brewery can now monitor CO2 use, allowing it to save time and money, as well as make more informed production decisions. In addition, the system offers scalability, making it suitable for breweries of virtually any size.
Says Roy: “The application is perfect for a small brewery because it can handle as many cylinders as needed, giving them flexibility as they grow.”
Since implementation, the company estimates that its more efficient CO2 use and higher production is saving almost $17,000 per year in gas utilization costs—a 42-percent reduction compared with the non-automated system. In addition, the transition to automated gas distribution saves the brewery nearly $4,000 annually in productivity costs.
As Kumar sums up, “They went from doing everything manually, with little control or insight to an automated solution that maximizes resources, saves money, reduces labor, increases safety and provides real-time data.
“It’s really simplified the whole microbrewing process,” Kumar concludes. “The electronic control system gave the brewery a simple way to access system insights they didn’t have previously.


BY DAVOR DJUKIC
Global regulations and local legislation have both made serialization in the pharmaceutical industry a standard practice.
Although serialization is now commonplace, the supply chain is still affected by potential issues, such as counterfeit products. Managing and tracking products as they move through the supply chain is critical to ensuring consumer safety and protecting product branding.
Contract manufacturers have taken a larger role in pharmaceutical manufacturing, as globalization allows pharmaceutical companies to sell into more territories than they have in the past.
This means that there is also an increase in smaller companies with less expertise, or from less tightly controlled markets, becoming suppliers of raw materials for pharmaceutical manufacturing.
Unfortunately, these companies may not offer the same quality assurance that pharma manufacturers are used to seeing, as they likely operate under a different set of standards than the Canadian pharmaceutical industry. Sometimes these suppliers will have formulations ready to sell, but the quality and grade of the formulations may well not be of the quality required for pharma manufacturers.
Learning to address these challenges is critical in setting up your supply chain. Here are four ways to ensure your suppliers meet requirements:
• Ensure complete audit capabilities of the supplier and any raw goods they source come from reputable suppliers themselves. This can be tricky to do individually, but collaborating with a local

consultant or supply chain manager in the region/country can provide assurance that they are able to monitor local suppliers effectively.
• Track every product using advanced in-house transport and logistics management. All raw materials need to be stored in the appropriate conditions (temperature, humidity, etc.), which you should monitor in your warehouse. To make tracking the source of any potential issues that may arise easier, avoid mixing batches of raw material together that are sourced from different suppliers.
• Check product formulation using inhouse lab testing. This will allows you to verify the qual-
ity of the products received and work with the supplier to either improve the quality or drop them and go with a supplier who can meet your standards.
• Follow all serialization and aggregation requirements for the countries you serve. We recommend adding aggregation to all your packaging lines if you haven’t already, as it provides a useful overview of your distribution network and will likely be required soon enough.
Standardizing the process across all your packaging lines helps cut down on training issues for operators. Implementing robust systems for managing the complexity of these supply chains is important, especially as companies seek goods and raw materials from a global market.
Having checks and balances within your production line serves as a second line of defense, ensuring formulations are correct. Additionally, it’s necessary to comply with local and global serialization requirements in order to protect your brand, and ultimately keep consumers safe. Staying ahead of regulations may help your business succeed, and offer you the opportunity to grow a healthy supply chain poised for the future.
Track-and-trace specialists METTLER TOLEDO can help you manage a robust supply chain throughout the pharmaceutical production process. Solutions are available to help track your complete pharmaceutical manufacturing needs.
Davor Djukic is national sales manager for product inspection at METTLER TOLEDO Inc. in Mississauga, Ont.


Compressed air is a key utility supporting the packaging industry in Canada. Compressed air must be contaminant-free to ensure the protection of the products processed in each facility. There are tens of thousands of facilities using compressed air for blow-off applications; cleaning containers prior to filling; and sorting, cutting, shaping and conveying packaging systems.
Many sensitive packaging applications, such as food and beverage, require compressed air free of contaminants.
Depending on how compressed air is used in your facility will determine how to specify a safe and efficient compressed air system. The U.K. Code of Practice for Food Grade Air sets the bar on compressed air systems in the food and beverage industry with three identified systems: contact; non-contact high-risk; and non-contact low-risk.
System
“Contact” is defined as the process where compressed air is used as a part of the production and processing including packaging and transportation of safe food production. In other words, if compressed air comes into direct contact with food products.
In this type of “Contact System,” a -40 F (-40 C) pressure dewpoint is recommended, accomplished with desiccant air dryers located in the compressor room.
Non-Contact is defined as the process where compressed air is exhausted into the local atmosphere of the food preparation, production, processing, packaging or storage. Within this section there is High-Risk and Low-Risk. A Non-Contact High-Risk situation may be where compressed air is used in a blow-molding process to create a package – and then product is introduced into the package later in
the day. Many food processors and have their own in-house production lines to create their own packaging. Without proper air treatment, it is possible oil, moisture and particulates (bacteria) could be present on the packaging – the packaging waiting for the food product!
“Non-Contact High-Risk” compressed air systems should establish the same compressed air purity specifications as “Contact” systems.
In “Non-Contact Low-Risk” systems, a +37 F (+3 C) pressure dewpoint is recommended. This can be accomplished with refrigerated type compressed air dryers located in the compressor room.
Defining a Non-Contact Low-Risk system is equally important to define because it is common to see food industry systems “over-protect” their compressed air systems. Most plants have significant portions (over 50%) of their compressed air going to “plant air” applications. These “plant air” applications do not have contact with food products or food-packaging machinery. It is important to understand this relationship and design your system accordingly. We often see desiccant air dryers used to dry all the compressed air in the facility to a -40 F (-40 C) dewpoint – when only 40% of the compressed air needs this dewpoint.
Conclusion
Compressed air efficiently supports the food and beverage industry if care is taken to remove contaminants from the system. Industry professionals should define how compressed air is used in their facility and define a specification for compressed air purity based upon the three system types defined by the U.K. Code of Practice for FoodGrade Air. As always, consult with your local compressed air expert to find the optimal solution for your production.
n Pointe-Claire, Que.-based LUDA Foods, manufacturer of dry powdered soup, sauce and custom blends and mixes for foodservice and industrial markets since 1951, has expanded into the Canadian health-food retail market last month with the launch of five new branded products comprising:
• LUDA No Chicken and No Beef soup bases Sold in 100-gram jars offering 20 portions per jar, the Kosher, Halal and Gluten-free certified blends are formulated to enhance the flavors of various stock, broth and soup recipes, along with being used as flavorful seasoning for rice breakfast potatoes and many other popular side dishes.
• LUDA Chicken and Vegetable broths. Sold in in 130- and 180gram containers offering 37 and 55 portions per jar respectively, these flavorful ‘clean label’ blends

are made with simple natural ingredients, formulated to create a rich and satisfying flavor and taste profile for a wide variety of home-cooked dishes.
• LUDA Vegan Brown Gravy. Sold in 100-gram jars containing 21 portions, this new “modern classic” contains only essential ingredients blended in a flavorful, use-to-use mix.
“We are extremely excited about this
product launch and look forward to exploring new opportunities that align very well with our strategic plan,” says Luda Foods vice-president of sales and marketing Darren Gilbert.
“We appreciate the difference between the foodservice and retail sectors, and are confident that we will continue to provide unique and innovative products crafted specifically for the Canadian market in both segments.”
Guelph Ontario / Schönberg Germany, April 2020
Sesotec Canada is a subsidiary of Sesotec GmbH, a German-based manufacturer of metal detectors, X-ray inspection, sorting and material analysis systems. As the demand for the machines and systems is constantly growing and in order to make business easier, from May 1, 2020, business in Canada, which was previously supported administratively by the Sesotec subsidiary in Chicago, will now be conducted independently via Sesotec Canada.
As part of the growth and independence, Doug Pedersen, President Sesotec Canada, also welcomes another new employee: “As our business grows, so does the Sesotec Canada team. It will be a great advantage for our customers that Vincent Le Bourdais has joined Sesotec as regional sales manager for Eastern Canada. Vince has extensive experience in consumer
protection and safety systems in the food industry and will support customers in the Quebec area and the Maritime Provinces”.
Vincent Le Bourdais adds: “I am very pleased to be working with Sesotec in an international, innovative company that has extensive technological and application know-how and helps the food industry to produce safe products and waste less”.
From its sales, service and training center in Guelph, Ontario, Sesotec Canada serves the demand of customers in the food and plastics industries for equipment and systems for foreign object detection and material analysis. The showroom with demo equipment includes metal detectors and X-ray systems for product testing and customer training. Sesotec Canada will also stock a range of spare parts for responsive support.

For further information, please contact
Sesotec Canada Ltd
275 Hanlon Creek Blvd Unit 3
Guelph On, N1C 0A1
Tel: 519-763-9729 or 519-763-XRAY
Email: Servicecanada@sesotec.ca
Doug Pedersen, President
nVeritiv Canada Inc., Canadian subsidiary of Atlanta, Ga.headquartered packaging and facility supplies group Veritiv Corporation, has been appointed as the exclusive Canadian distributor for the full range of coated paperboard manufactured by Asia Pulp & Paper (APP), a group of pulp and paper manufacturing companies operating in China and Indonesia. Manufactured in China, APP’s coated paperboard is widely used around the world for the packaging of cosmetics, pharmaceuticals and food-and-beverage products, as well as for the production of POP ( point-of-purchase) displays, greeting cards, direct mailers and other mass marketing and merchandising products. “This alliance allows us to combine APP’s industry-leading coated board products and global strength with our sales expertise, warehouse space and sourcing relationships,” says Dan Watkoske, Veritiv’s senior vicepresident for print.

Headquarter: Sesotec GmbH
Brigitte Rothkopf
Regener Straße 130 94513 Schönberg, Germany
Tel. +49-(0)8554-308 2100
Fax +49-(0)8554-2606
Email: brigitte.rothkopf@sesotec.com www.sesotec.com

Life in lockdown has not been easy. As I watch the weeks pass and the seasons change from the perched view of my balcony, one thing is strikingly clear: mankind is a social creature. There’s just something innate about our desire to congregate, to share meals and pass along stories of our triumphs and tribulations. A Zoom cocktail party is a poor substitute. But we’ve suffered through it and will be able to do it again if needed, for one simple reason: we’re in it together. That said, it didn’t make things any easier when the editor of this fine publication asked me to write the Checkout column for the June issue. With the majority of stores closed and my options limited, my only solution was to examine the products and packaging that helped me get through the tougher aspects of this new normal.
As the novel coronavirus was becoming more than just a blip on the radar, I recall asking my wife if she’d thrown out the face masks that were taking up precious space in our storage area. Being Japanese, she’d return from visits home with a box here and a box there for use during cold season or deep cleaning expeditions. Facial masks have been gaining popularity in Japan since before the onset of SARS. Fast-forward a decade-and-a-half and those germ blockers became ubiquitous, joining the ranks of other fashion accessories. Back in December I’d asked her to give a box or two away to make room for some essentials. Well, I’ve never been so happy to be ignored, because as shocking news of the deaths in Wuhan, China, began piling up, a frantic search uncovered a gold mine of Clean Mom disposable masks, from Tokyo-based Yisu Trading Company. The 30-piece pack of non-medical-grade masks come in a typical rectangular cardboard package adorned with a cartoon mother, the aforementioned Clean Mom, and lots of colorful fonts and graphics, while an easy-to-open perforated lid tapers at one end to allows for effective resealing. Designed for the Japanese unilingual market, the package has ample room for product copy, as well as detailed instructions for how to apply the masks properly. Another interesting feature is its redundant graphics, designed in two orientations to allow for both horizontal and vertical product display—something shop keepers might find useful, if they could keep them on the shelves.

By mid-March, when businesses began closing their doors, I counted myself lucky to be one of those who could work from home. For some people it’s the dream, but I miss going in to work, seeing the faces of my colleagues, and participating in the office rituals. I also dearly miss the ergonomics of my office workstation. Without it, I’ve contracted a kink in my right shoulder that cries out every time I click my mouse. Writing this article was actually killing me physically, until I took refuge in my 3D Shiatsu & Vibration Massage Pillow from the Mississauga, Ont.-based Homedics Group Canada. Sure, the product works well enough, but what really intrigued me was something about the recycled paperboard box it came in. With clean and simple graphics, a soothing brown-teal-and- red color palette, and a wise use of white space, the package design definitely had a lot of thought put into it, as underscored by a convenient plastic handle at the top and a snug-fitting lid that securely fastens via paperboard latch. Essentially, it was made to be kept around to store the device when it’s not being used. However, the most intriguing aspect for me was the odd 14-centimeter-long flap that hangs off the right side of the main panel. The peelaway graphic bids you to “Look Inside!”, while two small Velcro patches make opening it just difficult enough to build excitement. Once opened, it reveals a glimpse into the pillow’s “3D Kneading Technology,” as well as other advanced features. I’m not so convinced the flap was necessary, as the same information appears on the back panel, but it seems to add a small touch of class and help to distinguish the product as something high-end.
My heart really goes out to restaurant workers who, like so many, have been completely upended during this pandemic. They truly make my downtown Toronto neighborhood the vibrant community it is, providing a variety of fare for all occasions, at all hours, even during this pandemic. I have made a point of getting take-out every once in a while, both to support local business and for a little culinary adventure. One of my new-found faves has
been the fine fare from Toronto-based Butter Chicken Roti, a relative newcomer to the franchised fast food industry. If you’ve never heard of Indian-style roti, imagine a bounty of rich, spicy curry, wrapped in a thin type of naan bread, served steaming hot ... pure deliciousness! While BCR’s roti is definitely fantastic, what really struck me about the presentation was the branded cardboard serving container it came in. Traditionally, Roti typically comes in a generic aluminum container with a cardboard lid kept in place by the folded edges of its aluminum bottom. These edges can be pretty sharp and have led to more than a few finger cuts while trying to open and reseal the lid. Not so with BCR’s roti box, which folds and locks at the top to deliver their signature “How Spicy do you like it?” mantra. The lively brown-orangeand- yellow color scheme of the branding graphics also works remarkably well to add a bit of spice to an otherwise boring paradigm of fast-food delivery containers.

June brought some wonderful weather at a time in need, but in the early weeks of April, things certainly looked bleak. It was gut-wrenching to watch as the case load and death toll from COVID-19 skyrocketed. Each time things started feeling unbearable, I just turned on my Sony Play Station 4 Star Wars Battlefront Limited Edition console and went to a galaxy far, far away, where I could vent on some laser-brained Stormtroopers. I wouldn’t say I’m addicted to video games, but they sure provided an avenue of escape. I have actually kept the original box from 2015 in perfect condition, because I love the graphics and want to one day retire the console with its original packaging. The front panel, which shows the limited-edition Vader-embossed console and controller, are only outdone by the rich graphics of the Imperial assault group found on the back. The inner packaging isn’t quite as glitzy, but uses an intricate, origami-like folding system with the box flaps to provide compartmentalization for the game controller and the plethora of connection cords that come with it. All of this sits adjacent to the console compartment, which is protected by a pair of cardboard bumpers. I love the PS4 so much that I still can’t get rid of it to this day to open up some space in my cramped storage.
Paul Pethick is a healthcare communications editor currently working from home in downtown Toronto.


