Jeff Tkachuk, Chief Operating Officer, Collective Arts Brewing Ltd.
Matt Johnston, Chief Executive Officer
Realizing the production of the future today
Industry 4.0 changes the world of production and connects the virtual world to the real world of machines. We use our expertise as an operator in our own plants and as a provider of intelligent drive and control technologies to develop and continuously expand our Industry 4.0 solutions. Initial results show the advantages. Among them are higher productivity, more individual production and more effi cient human-machine interaction. This strong base creates new value networks and allows Industry 4.0 to become a reality in your company.
Contact us today to discuss your requirements: 1-855-REXROTH (739-7684)
Continuous Motion Filler
Custom Built Specialty Equipment
Vac/Fill Applications
Automated Packaging Equipment
Hazardous Location Filling Equipment
Automated Assembly and Feeding Systems
High Speed Assembly Equipment Desktop Filler
JULY/AUGUST 2016 VOLUME 69, NO. 7&8
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph (416) 510-5228 AJoseph@canadianpackaging.com
Barbara Adelt • (416)-442-5600 x3546 badelt@annexbizmedia.com
VICE PRESIDENT
Tim Dimopoulos • tdimopoulos@annexbizmedia.com
PRESIDENT & CEO Mike Fredericks
ANNEX BUSINESS MEDIA
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded
PRINTED IN
ISSN
PUBLICATIONS
CIRCULATION
e-mail: rthava@annexbizmedia.com
Tel: (416) 442-5600 ext 3555
Fax: (416) 510-5170
Mail: 80 Valleybrook Drive, Toronto, ON M3B 2S9
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $74.50 per year, USA $130.95 US per year, Outside Canada $149.00 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
ANNEX PRIVACY OFFICER privay@annexbizmedia.com
Phone: 800-668-2374
DISCLAIMER:
FAST LIVING ON THE RAZOR’S EDGE
For anyone who still needs convincing that there are mother lodes of money to be found in the burgeoning business-to-consumer segment of the e -commerce industry, the US$1 billion that leading global CPG powerhouse Unilever paid in early August to acquire online men’s razor merchant Dollar Shave Club should erase any lingering doubts.
For better or worse, paying this much dough for a company whose 2015 revenues of about US$150 million flatter to deceive the fact that the e-commerce upstart had never turned a profit since launching the online subscription service hawking low-cost razor blades back in 2012.
But then again, one should never underestimate the Internet economy’s propensity for making billionaires out of endearing brash millennial upstarts that had not actually earned a dime of profit until hitting the corporate acquisition jackpot through one good turn of fortune or another.
Not that there’s anything wrong with accepting crazy money when it’s handed to you on a golden platter, but for anyone who got burned in the first dotcom bubble of the early 2000s, such displays of corporate largesse may seem a little over-the-top in the cruel irony department.
In any case, the aforementioned US$1 billion is a proverbial drop-in-the-bucket compared to the
COVER STORY
ENDEAVORS By George Guidoni
US$57 billion that Unilever’s chief rival Procter & Gamble spent in 2005 to acquire the iconic Gillette brand of men’s shaving products, whose one-time market dominance became increasingly challenged in recent years by the new breed of fast-thinking, online-savvy upstarts embodied by the Dollar Shave Club’s founder Michael Dubin.
Ultimately building a devoutly loyal subscription base of 3.2 million men seduced by the promise of endless supply of decent-quality razor-blade replacements for as little as US$3 per month— including shipping and handling—enabled Dubin to entice Unilever to pay more than five times (five!) the company’s estimated market value.
While such spending would get senior executives in many other industries canned, the male grooming market seems to be operating on its own logic these days, whereby promises of untapped market potential are vastly more fashionable than due accounting diligence and pragmatism.
That may suit or placate Unilever’s shareholders for the time being—even if only by virtue of keeping Dollar Shave Club out of Procter & Gamble’s hands—but companies like Unilever are not built over the long term by operating moneylosing business models.
Which is why, sadly for the 3.2 million righteous dudes out there, the days of one-dollar razors may well be numbered … at least until the next Michael Dubin comes along.
An upstart Ontario microbrewer making big waves in the growing marketplace with game-changing packaging strategies enabled by new-generation digital printing technologies.
George Guidoni
DEPARTMENTS & COLUMNS
Cover photography by Naomi Hiltz 3
George Guidoni
Noteworthy industry briefs.
FEATURES
28 PURE BREW MASTERCLASS
By George Guidoni
A turnkey brewhouse installation and a top-to-bottom canning line overhaul already paying off in a big way for one of Toronto’s original craft beer pioneers.
38 A WALK ON THE WILD SIDE By Pierre Deschamps
An X-Ray product inspection system installation gives wild blueberries grower and processor a sound peace of mind by ensuring optimal product safety and quality control.
40 FLICKING THE CHANNELS
How retail channel proliferation is fundamentally changing the modern consumers’ mindsets.
BUYERS’ GUIDE 2016-2017
Our annual Buyers’ Guide issue is structured to help keep you up-to-date on the latest packaging technologies, equipment, materials and services available to the Canadian packaging and related industries in the upcoming year, including category-specific listings of leading suppliers of:
MEAT PROCESSOR TURNS ON THE PACKAGING CHARM TO MARK ITS BIG ANNIVERSARY
Half a century after opening its doors, Torontobased Belmont Meats is continuing to serve up a remarkable culinary success story with the same commitment to quality and innovation that helped it establish a loyal customer base when it launched in 1966.
“We’re excited to mark such an important milestone this year, and we are very proud of the legacy we’ve created as a company,” says Belmont’s chief executive officer Paul Roach.
“We believe in making safe, affordable, greattasting food choices available to everyone,” Roach states. “We believe our purpose is to ensure this happens and to inspire others with the same beliefs.”
In addition to producing its own branded products retailing across Canada through Loblaws , Costco, Giant Tiger, Metro, Walmart and other leading grocery retailers, Belmont’s made-to-specification beef products—including premium burgers and steaks—can be found at top retailers, club stores, leading restaurants and foodservice distributors across North America and other markets as private-label offerings.
According to Roach, this success stems largely from the company’s commitment to food innovation— with its hardworking R&D (research-and-development) team regularly cooking up creative new food solutions in the company’s restaurant-style test kitchen—and putting healthy protein choices on the table.
“We’re always looking to come up with world-class flavors and to develop products that not only capitalize on trends, but also set them,” Roach points out.
“A focus on innovation means we can create personalized products that are made to specification, on trend, and well ahead of the curve.”
As a testament to that philosophy, Roach points to several new Belmont brand products launched across Canada in recent weeks to mark the anniversary. (See Pictures)
Featuring bold, mouth-watering product photography set against classy black background, the new packaging also prominently displays an updated company logo in the
top-left corner of high-quality folding cartons designed by Toronto-based branding services agency Raining Creative
Introduced in stages starting in late spring, the new Belmont brand products include:
• Three new premium-source grind (blend) beefburgers, including Prime Rib/Chuck, Short Rib/Brisket and Brisket/Chuck grinds.
• Sweet and Spicy Short Ribs ;
• Free-range-fed, gluten-free Angus Beef Burgers, made with top-grade beef raised without the use of antibiotics or growth hormones.
NEWSPACK
NEW GLOBAL FLAVORS ADD EXTRA SPICE AND SIZZLE TO PREMIUM FROZEN ENTREES
Bringing ethnic flavors to Canada is a big part of what makes our food market such a stellar showcase of multicultural diversity. And doing so with locally-sourced ingredients is a culinary win-win for today’s inquisitive consumers looking for the best, healthiest, tastiest and most socially responsible new options out there.
And thanks to innovative food processors like the Brampton, Ont.-based Füdi Canada, Ontario foodies really don’t have to look all that far to get their hands on them.
Founded in 2010 by local food entrepreneur Maurizio Racco, the company’s growing range of “globally-inspired and locally-sourced” flagship Füdi Pollo brand of all-natural, healthy, gourmet frozen meals—vacuum-packed in flavorful singleserve portions that are ready to eat after 15 minutes in boiling water—is a happy marriage of healthy eating and consumer convenience.
Now retailing across Ontario at Whole Foods Market outlets and at a growing list of health-food stores, each of the Füdi Pollo brand’s eight recipes— including the recently-launched Pollo Boscaiola, Pollo Memphis and Pollo Argentino —is carefully prepared to ensure high protein and fiber content, along with low levels of sodium, fat, sugar and carbs.
Using deboned, skinned, free-range, organic chicken thighs sourced from Beretta Family Organic Farms, located just north of Toronto, and specialty blends of spices and herbs supplied by Malabar Superspice of nearby Burlington, the company sources all other key ingredients— including non-GMO organic pearl barley, baby kale and spinach—from within the 250-kilometer radius of its HACCP (Hazardous Analysis Critical Control Points) -certified Brampton plant.
By using the so-called sous-vide (under vacuum) cooking method to lock in moisture and nutri-
tion—whereby the food is sealed in airtight plastic bags and patiently cooked in a water or steam bath for up to 72 hours—each 370-gram stand-up pouch of Füdi Pollo entrées delivers maximum flavor of the fresh ingredients inside, alongside the ability to reheat leftovers without losing moisture, according to the company.
“We believe that healthy eating should not be sacrificed for convenience,” says Racco, explaining the Füdi brand entrées and the companion Füdi spice blends were developed to fill an existing market void for flavorful and nutritious frozen meals.
By launching the three new flavors several weeks ago, “The Füdi brand is continuing the centuries-old Toronto tradition of bringing Old World flavors home—wherever home may be,” Racco explains.
Designed by the Toronto-based branding studio MHz Design Communications, the BPA (bisphenol A) stand-up pouches feature a black background with a white cursive to convey the image of a bistro chalkboard menu, with each of the eight recipes using color-coded fonts and secondary graphics to differentiate the flavors: red for Tandoori, hunter green for Cacciatore, teal for Argentino, purple (beads) for Mardi Gras, sun-drenched yellow for Memphis, etc.
Easy palletizing - a collaborative robot solution
Compact, quick to install and easy to configure, the new standardised palletizing cell from FlexLink mean operators can safely work side-by-side with the robot, without the need for a fence or cage. Call us on +1 6109738200 or email us at info.us@flexlink. com for further information.
flexlink.com
NEWSPACK
VARIABLE CAN DESIGNS PAY TRIBUTE TO LIGHTER SIDE OF SPORTS WITH BACKYARD FUN AND GAMES
While they may not get the sort of global television audience as this month’s Summer Olympic Games in Rio de Janeiro, the second annual Coors Light Games —a three-day, high-energy celebration of offbeat amateur backyard sports running Aug. 26-28 in Ottawa—look set to score the proverbial Perfect 10 in the fun category, according to Molson Coors Canada
Still basking in the afterglow of the highly successful inaugural Coors Light Games last year, Canada’s largest beermaker has raised the event’s profile to a whole new level of national awareness this summer with a special packaging-based promotion expertly executed by leading beverage container manufacturer CROWN Beverage Packaging North America
Launched across Canada in late May, the Coors Light Games Variable Print Cans feature stylized pictograms depicting each of the individual backyard sports—Inflatable Peak Climb, Water Luge, Capture The Case, Zorb Croquet, Volley Pong, Splatter Dodgeball and Bubble Soccer—printed on the back of the brand’s 473- ml iconic faux silver aluminum cans.
“Last year’s games set the bar, and this year’s games are going to raise it even higher,” says Leslie Malcolm, marketing manager for the Coors Light brand.
“We take our backyard games just as seriously as our drinkers do, which is why we’ve upped the ante this year with more
opportunities to participate, more giveaways throughout the summer and, of course, our seven uniquely designed cans.”
Produced at Crown’s canmaking plant in Batesville, Miss., and filled at Molson Coors breweries across Canada, the cans were produced using Crown’s patented Accents variable printing decorative technology that allows for 24 different designs to be printed in a single run.
According to Crown, the Batesville plant produced millions of cans for the summer-long promotion encouraging Canadians to enter the games by finding a designated, specially-marked Gold Can in a case of Coors Light ; entering the #bravethegames contest on Coors Light Canada’s social media channels; or winning a Gold Can at a Mobile Tour Stop across Canada.
“This is a terrific way to celebrate the character and spirit of Canada and to repeat and build upon what was a successful inaugural event that garnered great participation and exciting publicity,” says Crown North America’s marketing director Ron Skotleski. “We are quite proud that Molson Coors chose Crown’s Accents technology for this unique and exciting promotion.”
NEW CANS OF CRAFT APPLE CIDER CREATING A BIG BUZZ ON TORONTO’S HOT SUMMER PARTY CIRCUIT
Not too sweet, nor too tart; gently floral on the nose, yet rich and smooth: it’s hard to beat an Ontario-grown apple for the simple pleasure it brings to the senses.
And it’s seven times the pleasure with the recently-launched cans of the Ernest Cider brand of lightly-filtered, hand-crafted hard cider made with a blend of seven Ontario-grown apple varieties and a touch of locally-produced honey.
Fermented and crafted at a family-owned farm a short drive north of Toronto in the Newmarket region, Ernest Cider was developed to offer Torontonians a refreshing new drink alternative this summer, according to the cidery’s co-founding couple Michelle and Steve Faris.
“With the Faris family having farmed here in the Newmarket region for four generations, we have a tremendous appreciation for the land and the farming community,” says Steve Faris.
“After deciding we wanted to build a new family business deeply rooted in agriculture and supporting Ontario farmers—while at the same time giving food and drink lovers a sophisticated hand-crafted alternative, produced
locally and responsibly—the idea for Ernest Cider was born.”
According to Faris, “The secret seven-apple blend is delicately sweetened with local wildflower honey and a touch of organic cane sugar for a dry, complex flavor.
“A new take on cider, made in the Old World tradition, Ernest Cider contains undiluted, fresh-pressed apple juice slowly fermented for months with very little intervention,” adds Faris, who created the bee-centric black-and-cream striped graphics for the 473- ml pre-printed aluminum cans, supplied by Ball Corporation , retailing this summer at Toronto-area LCBO (Liquor Control Board of Ontario) outlets. (See Picture)
Despite its 6.4-percent alcohol content, Ernest Cider has two to three times less sugar than the mass-produced domestic or imported cider brands, says Faris.
Adds Michelle Faris: “Our goal is to have our own orchard one day, with a destination cidery that employs people from our community—a fully-integrated, family-run operation delivering hand-crafted apple products beyond cider.”
n Emmerson Packaging has been selected as new corporate name for the Amherst, N.B.-based flexible packaging products manufacturer and converter formerly known a PolyCello in honor of P.G. Emmerson, founder of its parent company EPC Industries Limited . “As a family business, we believe that helping our customers be successful is what has led to our own success,” explains Emmerson Packaging president and chief executive officer Stephen Emmerson. “For nearly 60 years our family has been honored to help our clients succeed in achieving their packaging goals.”
Intelligrated co-founders Christopher Cole and James McCarthy were recently honored with the 2016 Masters of Entrepreneur ship awards from global financial services group Ernst & Young for the Ohio Valley region in recognition of their company’s remarkable growth over the past 15 years.
n Multinational conglomerate Honeywell International Inc. of Morris Plains, N.J., has reached an agreement to acquire Intelligrated —leading manufacturer and integrator of automated material handling and end-of-line pack aging systems headquartered in Cincinnati, Ohio—in an estimated US$1.5-billion deal that will see Intelligrated become part of the Sensing and Productivity Solutions (S&PS) unit in Honeywell’s Automation and Control Solutions business. Founded 15 years ago, Intelligrated is on track to record annual revenues of about US$900 million this year, with the company’s vast product portfolio comprising a comprehensive range of warehouse automation technologies such as conveyors, sortation, palletizers, robotics, AS/RS solutions, warehouse execution systems, labor management software and order fulfillment systems. “The Intelligrated story has always been defined by innovation and doing whatever it takes to give our customers a competitive edge,” says Intelligrated’s co-founder Chris Cole, who is expected to continue to serve in a senior management role at the Automation and Control
Solutions business, along with Intelligrated cofounder Jim McCarthy.
n Cincinnati, Ohio-headquartered packaging machinery group Pro Mach, Inc. has completed the acquisition of prominent pharmaceutical and personal-care products packaging equipment manufacturer NJM Packaging of Lebanon, N.H. “This acquisition complements our strength as an integrated solutions provider and will help us fill the gaps in our pharmaceutical products portfolio,” says Pro Mach’s chief executive officer Mark Anderson. “We anticipate continued strong growth in the pharmaceutical packaging machinery market, and NJM is a well-established and highly respected brand that has been manufacturing proven solutions and providing experienced, high-value customer support for over a century.”
n Leading extrusion machinery manufacturer Davis-Standard, LLC has announced plans to expand its central manufacturing facility in Pawcatuck, Conn., by adding 15,000 square feet of additional production space in the next two years, creating 30 new jobs at the 400-employee site. “As the largest extrusion machinery manufacturer in North America, this expansion is a necessity for our business,” says Davis-Standard president Jim Murphy, citing the company’s acquisition of Gloucester Engineering as major factor for the planned expansion, scheduled to commence this fall. “Bringing Gloucester’s manufacturing capabilities to our Connecticut site to integrate our technologies makes us the largest manufacturer of sevento 11-layer blown film dies, which are used for making highly technical, multilayer films used in packaging and pharmaceutical applications.”
Bring Your Label Production In-House
VISIONARY DESIGN
Designed for high-speed, high-accuracy label and packaging inspection, the V2622 Flex-Lite vision solution from METTLER TOLEDO CI-Vision allows manufacturers to inspect labels for barcodes, allergy information, expiration dates, lot and batch numbers, as well as to conduct inspections for package integrity—including presence and proper placement of labels, caps or other packaging components—with a robust modular vision system that can be easily configured onto their existing production lines. Consisting of a control panel and a series of smart cameras with different resolution, lenses and lighting for handling different inspections—automatically changing focus within fractions of a second—the system’s IP 65 -rated dust- and splash-proof components make it especially well-suited for demanding high-speed beverage line applications, according to the company.
METTLER TOLEDO CI-Vision
401
THE LIGHTER SIDE OF LIFE
Designed to provide an attractive replacement alternative to rigid lids and shrink bands, the Peel & ReSeal lidding film from Clear Lam Manufacturing, Inc. is engineered for reliable hermetical sealing to rigid or semi-rigid trays containing products such as fresh produce, baked goods, deli meats, cheese slices, etc., as well as offering multiple application possibilities in personal healthcare and industrial packaging. Said to provide up to 30-percent weight savings compared to rigid lidding, according to the company, the Peel & ReSeal lidding system is especially well-suited for clear, convenient, tamper-evident, and easy-to-open, multiserve packaging applications, while helping to reduce fuel consumption and increase cube utilization in transport.
Clear Lam Manufacturing, Inc.
STAND UP AND DELIVER
NOVA Chemicals Corporation has introduced a new recyclable stand-up pouch design boasting 100-percent, allpolyethylene (PE) multilayer structure that makes it compatible with all #2 HDPE (high-density polyethylene) recycling streams, according to the company, while also offering superior moisture barrier performance. Engineered for good
402
compatibility with reclosable zippers and other common resealablity features, as well as a choice of direct or reverse printing, the new stand-up pouch can be used across a broad range of products—including dry foods, frozen foods, liquids, confectionery, pet foods and non-food items—at about the same cost as stand-up pouching made from mixed materials with very limited recyclability potential, according to NOVA Chemicals.
NOVA Chemicals Corporation
TAKING SIDES FOR HIGHER THROUGHPUT SPEEDS
403
Designed for high-throughput pharmaceutical packaging applications, the new ALF 5000 filling and closing machine from Bosch Packaging Technology can process up to 600 ampoules or injection bottles per minute, while offering innovative new design features to ensure improved accessibility for easier and reliable cleaning procedures, as well as superior sealing performance. Available in both right- and left-handed versions, the ALF 5000 system features sideway removal of the ampoule heads during closing to eliminate machine movements above the open ampoules, while utilizing an innovative carrying rake transport system for gentle handling of glass containers and to prevent them from rubbing against machine guides, according to the company.
Bosch Packaging Technology
LIKING THEM APPLES
404
Available in four different tray types and multiple sizes, the new foam apple trays developed by Dolco Packaging for direct in-store display straight from the shipping case—without having to remove and restack the fruit—feature a smooth inner/outer surface to ensure comfortable cradling of the fruit without requiring a polyethylene foam pad in between layers to protect against abrasion. Using the black background for effective visual presentation at the retail level, the easy-to-stack trays also feature built-in channels and drainage holes to facilitate moisture runoff in hot and humid climates in order to help maintain optimal product appearance—from early packing stages right up to the retail point-of-sale.
Dolco Packaging
405
Creation of Norampac, a partnership between CasCades and domtar
FIRST GLANCE
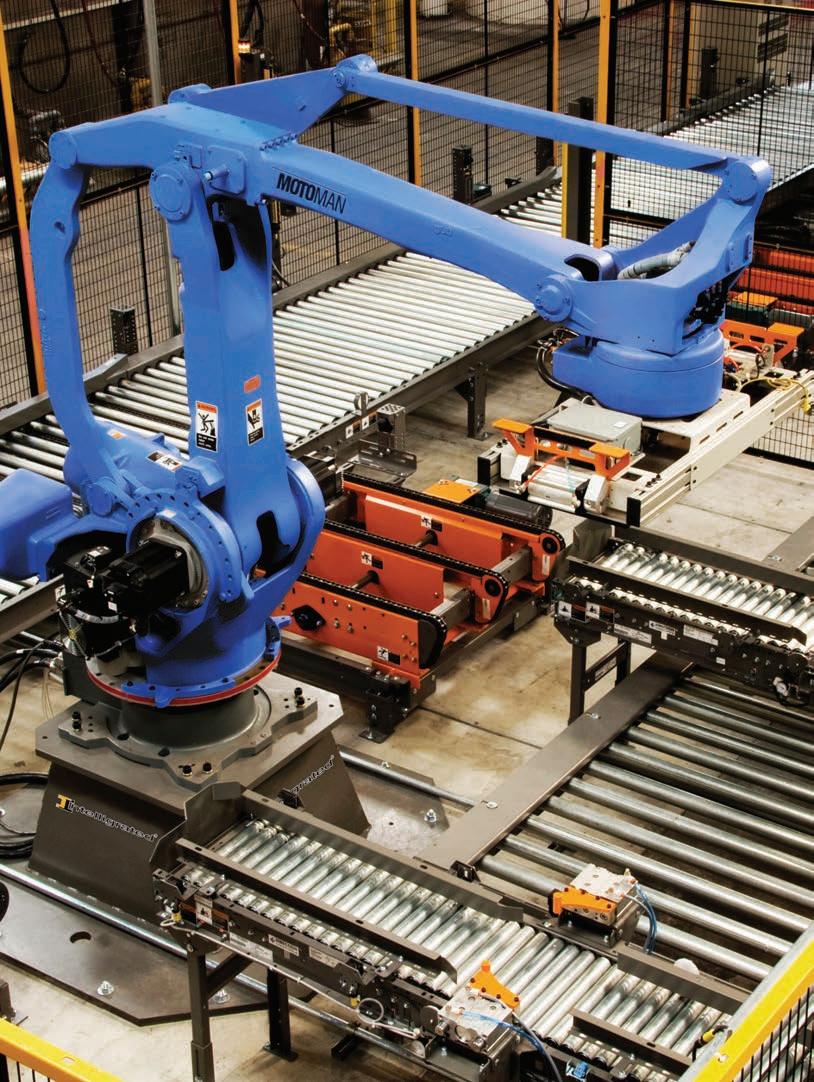
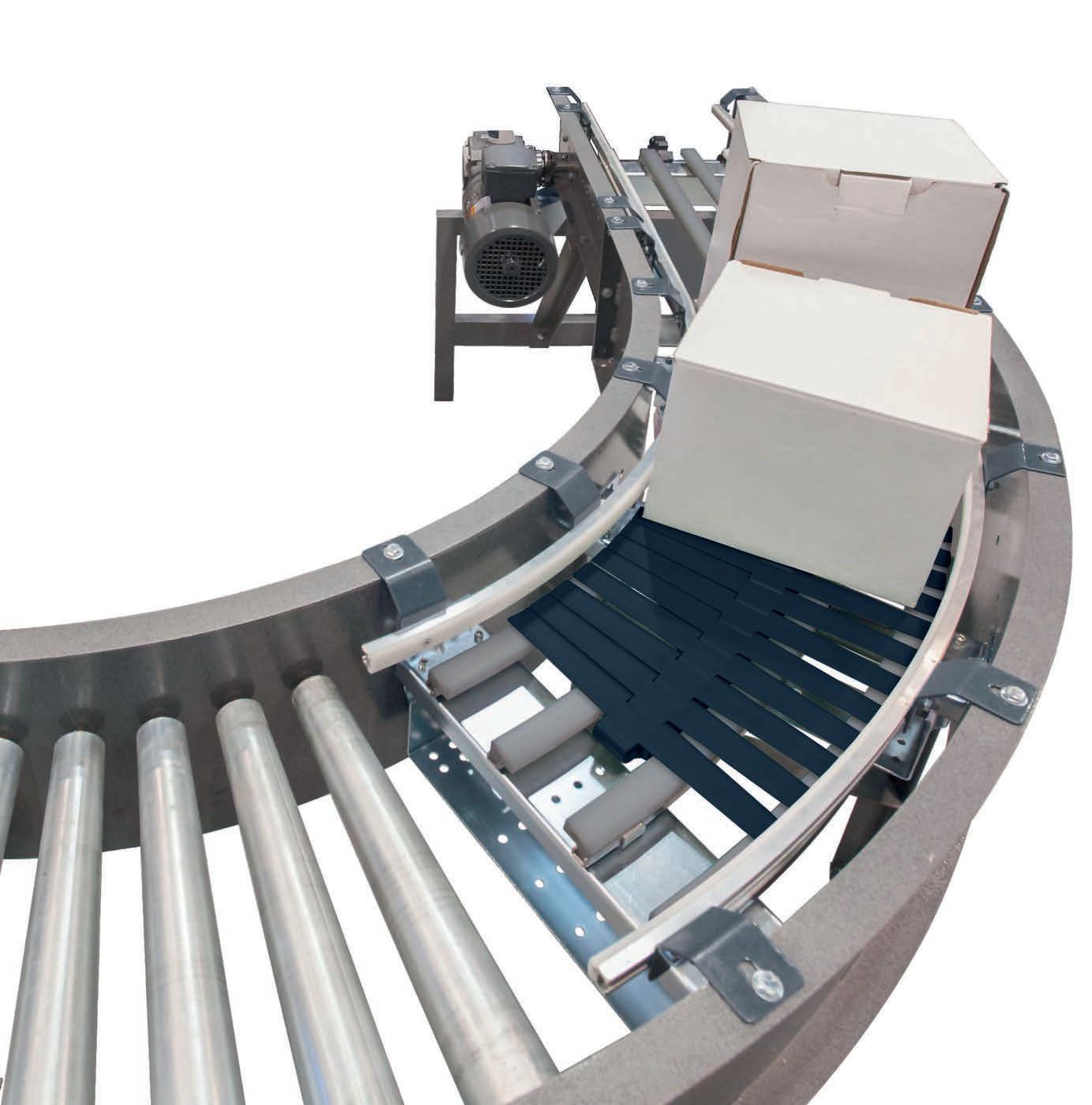
JUST GO WITH THE FLOW
Manufactured by Bosch Rexroth AG, the VarioFlow chain conveyor system—shown here in action at a Moosehead Brewery plant in New Brunswick—operates at an elevated height of about three meters above the ground floor to provide more production space below for the workers and moving machinery, thereby helping to create a safe working environment. In operation, the stainless-steel VarioFlow chain conveyor lifts the glass bottles at a 45-degree angle and then brings them to the plant’s floor level in a swift, smooth and gentle transfer motion.
Bosch Rexroth AG 406
REFRESHING CHANGE
for aesthetic product presentation as well as front and back surfaces for graphics—eliminating the need for labels—enhanced with a choice of various easy-open features and the option of being hung vertically for maximum display impact.
Harpak-Ulma
GOING MOBILE
409
Distributed by Crawford Provincial, the new Freshseal pack format for tomato, berry and fresh produce packaging is designed to provide fresh produce suppliers with quick and effective means of transitioning product into film-sealed sealed punnets and trays from either clamshell or flowwrapped packs for more space-efficient stacking and transportation, along with more effective shelf appeal. Comprising punnets or trays, application–specific sealing film and a heat-sealing machine, the Freshseal system enables users to create eye-catching packs with colorful custom-shaped trays and pre-printed branded film, with options for the different tray constructions including plastic, paperboard, foil and compostable board. For their part, the energy-efficient Freshseal machines offer a wide range of throughput speeds from 30 to 200 packs per minute, including MAP (modified atmosphere packaging) packs.
Crawford Provincial 408
SLIM AND TRIM
New from Harpak-Ulma, SLIMFRESH is a high-performance laminated board package designed to ensure superior shelf-life performance and a vastly improved presentation for a broad range of protein products. Made on the G. Mondinibuilt Trave traysealer and consisting of a recyclable, moisture-resistant laminated paperboard backing combined with vacuum-skin technology, the package allows
Available from Heat Sealing Packaging Supplies & Equipment, the new OXYBABY mobile gas analyzer is a highly convenient and portable tool for fast and exact sample testing of oxygen and/or carbon-dioxide levels directly at the packaging machine, at the laboratory, or right inside the retail stores. Allowing access and administration for up to 25 different users, the mobile system’s large data storage capacity logs the last 500 results and the classification of results for up to 100 product names and 50 packaging lines, with optional Bluetooth links and an integrated barcode reader helping to facilitate optimal wireless communication connectivity.
Heat Sealing Packaging Supplies 410
UNDER THE HOOD
Designed to ensure superior product protection and stability to heavy loads of palletized shipments of construction materials, bulk chemicals and palletized stacks of food-and-beverage products, the new stretch hood A machine from BEUMER Group offers a broad range of value-added performance, ergonomic and safety features, along with an innovative film transport system to transfer pre-made film hoods to the crimping and stretching unit, whereby the sealing seam on the film hood cools down so that it can be crimped without losing time. Because this method removes the need for an energy-intensive cooling unit and the time-consuming cooling process, the pallets can be packed in a shorter cycle-time to ensure improved packaging throughput. Equipped with the OptiStretch system utilizing an all-steel crimping bow
Contract packaging of POWDER PRODUCTS
swivelling very close to the package for optimal application of film to the package, the stretch hood A machine provides reliable protection against water, dust, insects and other outdoor hazards, while still ensuring good visual appearance of the palletized loads through the transparent plastic film holding the load together as one.
BEUMER Group 411
STATE YOUR CASE
Featuring a streamlined ergonomic design, the new Model 300 case-erector from A-B-C Packaging Machine Corporation is designed for reliable around-the-clock operation at midrange output levels of 15 to 25 cases per minute. The system’s top-loading, lowlevel KD magazine provides automatic stack indexing to free the machine operators for other tasks, while also accommodating both warped and band-marked cases. Featuring clear sliding guards to ensure high visibility and enhanced personnel safety, the machine’s cam-operated erecting arm actually ‘over-opens’ the cases by the outer flaps to ensure reliable inner flap folding, according to the company, while its mechanical main drive powers the walking beam case transfer that positively squares the cases as they travel onto the packing line.
SEAL OF APPROVAL
Engineered to provide an effective anti-fog, easy-peel PET (polyethylene terephthalate) film lidding solution for use with fresh and refrigerated foods packaged in polypropylene (PP) trays, the new LumiLid XL7AF film from Toray Plastics (America), Inc. is enhanced with a proprietary chemically formulated surface for superior antifog, condensation-free appearance that allows consumers to have a clear look at packaged foods such as vegetables, hummus, salsa and prepared meals. Featuring a robust sealant layer, the microwavable film is formulated to form a strong and consistent protective seal when applied to a PP tray to maintain optimal product freshness, appearance and integrity.
A CLEAN SLATE
Manufactured by UniTrak Corporation Limited, the redesigned tilting UniFlex Easy-Clean flexible screw
conveyor is available with a threeinch-diameter casing and a standard four-cubic-foot conical hopper. Constructed entirely of stainless steel for optimal sanitary applications in the food-processing and pharmaceutical industries, the simple but rugged conveyor can be used for batch applications at throughput speeds of up to 200 cubic feet per hour, depending on the characteristics of the product being conveyed. Capable of safely transporting a wide range of free-flowing powders and other granular products, the UniFlex Easy-Clean is loaded with easy-toclean features—like an electro-polish finish on the conical infeed
hopper to facilitate smooth product flow into the conveyor and to eliminate problematic material build-up—as well as a powered tilt actuator for quick and easy raising and lowering of the conveyor discharge assembly.
UniTrak Corporation Limited 414
A WELL-MEASURED RESPONSE
Designed for high-precision measurement of the downward axial forces that are exerted onto beverage containers during sealing and transit, the Kurt Top Load Gage system from the Industrial Products Division of Kurt Manufacturing Company enables beverage line operators to adjust sealing pressures while filling, or to correct shipping and handling, by measuring
these forces at the source in real time and transmitting the data wirelessly via the Bluetooth communications protocol. The user-configurable system allows for setting parameters to specific pound thresholds in which to begin collecting data, with the system’s gauge capable of recording downward forces applied onto cans or bottles between 500 to 1,000 pounds, depending on model, offering data collection speed capabilities of up to 500 readings per second and capacity of 20,000 samples.
Kurt Manufacturing Company 415
Nothing keeps your product fresher than MAP packaging produced on a Ross IN inline tray sealer.
n Produces MAP packages using preformed trays of almost any size or shape –easily packages your entire product line.
n Consistently produces packages with reliable, high-quality seals that extend shelf-life.
n Fast, highly flexible, and extremely easy to operate.
n Innovative tool/storage cart allows rapid, tool-less changeovers between tray sizes in 10 minutes or less.
n Stainless steel washdown construction and IP67 components.
n Compact footprint allows it to fit into tight areas.
n Test the Ross IN for yourself. Contact us to set up a demonstration at the Reiser Customer Center.
A-B-C Packaging Machine Corp. 412
Toray Plastics (America), Inc. 413
Register Today
September 28 & 29, 2016
Niagara Falls, Canada
September 27, Golf at Legends on the Niagara
Early Adopters are Winners
PAC invites you to register today for this forward-thinking conference. Early adoption and implementation of emerging trends, ideas and innovations will be the difference between winning market share or the threat of business survival. The PAC TO THE FUTURE Conference will provide a road map and the tools to be a leader in 2025.
What emerging trends, packaging innovations and technologies will flourish in 2025? Circular Economy, Internet of Things, omni-channel, big data, analytics, virtual, 3D, digital printing, smart, interactive, robotics, artificial intelligence, computer-aided design, drones, technical and biological nutrients, nanotechnology.
Who should attend?
All stakeholders across the packaging value chain who are thought leaders, transformational champions, strategic thinkers, visionaries and futurists will be the first to sign up for this PAC TO THE FUTURE Conference.
Venues
Thank You to our Sponsors!
Hilton Niagara Falls ROOM BLOCK ENDS AUGUST 28
Watermark Fallsview Restaurant
Brasa Brazilian Steakhouse
Legends on the Niagara Sept. 27
Mike Ferrari
Just back from DRUPA
Narrators Agenda
September 28 - 7:30am to 9:00pm
• Registration, Table Top Walkabout
• Welcome - Jim Downham and Alexander Manu
• Customers Demand, Retailers Respond - Dave Rodgerson and Mike Ferrari
• The Consumer Sets A New Dynamic in Retail Food - John Scott
• Packaging for the Future: Vision 2025 - David Luttenberger and Laura Studwell
• The Retail Channel Challenges and Industry SolutionsRob Wallace and Jeff Davis
• Explaining the Vectors of Packaging Evolution to 2025Stephen Kaufman
• Packaging Sector M&A and Living the Dream - Ken Brooks and David Bowyer
• Cocktail Reception and Dinner at Brasa Brazilian Restaurant
September 29 - 7:30am to 2:00pm
• Registration
• The Circular Packaging Vision - Tom Szaky
• Zero Waste May Be In Sight - Ryan Modlin, Elisabeth Comere, and Al Metauro
• Compostable Packaging Solutions - Solange Ackrill and Atul Bali
• Smart, Smarter and Smartest Packaging - Christina Cvetan, Jeffrey Moore, Russell Schwartz and Joe Stodola
• The Circular Economy in 2025 - John Coyne, Michael Goeres, Malcolm Brody and Keith Fanta
Alexander Manu
Rob Wallace Tom Szaky
Christina Cvetan
Dave Rodgerson
Jeff Davis
Ryan Modlin
Jeffrey Moore
Keith Fanta
John Scott JM Scott Management
Stephen Kaufman
Elisabeth Comere
Russell Schwartz
Michael Goeres
David Luttenberger Ken Brooks
Metauro
Joe Stodola Malcolm Brodie
Laura Studwell
David Bowyer
Solange Ackrill
John Coyne
EVENTS PEOPLE
n Pharma Tech Industries, a contract manufacturer and co-packer of pharmaceutical powder products headquartered in Athens, Ga., has appointed Jacobo Capuano as chief operating officer.
n Legacy Pharmaceutical Packaging, St. Louis, Mo.-based contract manufacturer serving the global pharmaceutical industry with bottling, blistering, pouching, compliance and secondary packaging services, has appointed Steve Meeker as president.
n Multivac, Inc., Kansas City, Mo.based supplier of thermoform fill-seal rollstock packaging solutions, vacuum chamber systems and tray-sealers for food, medical and consumer product applications, has appointed Mark Turn-
ham as technical training manager for the entire U.S.; Jason Edwards as product manager for the rollstock business; Cody Allen as field service technician for the northeastern U.S. region; and Brian Walker as a field service technician for the western U.S. region.
Sept. 13
Mississauga, Ont.: AICC Canada member fall meeting , by AICC Canada-The Independent Packaging Association. At Mississauga Convention Centre. To register, contact AICC Canada at (905) 727-9405; or via email info@aiccbox.ca
Sept. 13-15
Chicago: Labelexpo Americas 2016, labeling technologies exhibition by Tarsus Group Ltd. At Donald E. Stephens Convention Center. To register, go to: www.labelexpo-americas.com
n Spee-Dee Packaging Machinery, Inc., Sturtevant, Wis.-based manufacturer of filling and packaging machinery for food, pharmaceutical and chemical industry applications, has appointed Steven Cihlar as product manager, and Mike Frost as field service technician.
n Xaar, Cambridge, U.K.-headquartered manufacturer of inkjet printheads for industrial product coding and marking systems, has appointed Oscar Planas as director of sales for the Americas region.
n Hartland, Wis -headquartered industrial conveyor systems manufacturer Dorner Mfg. Corp. has appointed Michael Goodall as regional sales manager for northern Ohio and Michigan in the U.S.
Sept. 20
Montreal: Packaging Optimization: a strategic lever, breakfast seminar by PAC, Packaging Consortium. At Sheraton Montreal Airport Hotel. Contact May Ann Gryn at (514) 990-0134; or via email quebec@pac.ca
Sept. 28-29
Niagara Falls, Ont.: PAC to the Future: Packaging in 2025, conference by PAC, Packaging Consortium. At Hilton Niagara Falls. To register, contact Lisa Abraham via email labraham@pac.ca; or go to: www.pac.ca
Oct. 4-7
Tokyo: Tokyo Pack 2016, packaging technologies exhibition by the Japan Packaging Institute. At the Tokyo Big Sight Exhibition Center. To register, go to: www.tokyo-pack.jp/en
n Intelligrated, Cincinnati, Ohio-headquartered manufacturer of automated material handling systems and end-of-line packaging solutions, has appointed Mark Jordan as senior sales manager for its western U.S. regional operations, to be based at the company district office in Ontario, Ca.; Chris Hillman as sales engineer for the central regional operations; and Tom Tobin as senior sales manager for the company’s U.S. Midwest regional sales team.
n Industrial extrusion and blowmolding systems manufacturer Graham Engineering Corporation of York, Pa., has appointed Robert Schroeder as director of business development for blowmolding.
n Silgan Closures, Downers Grove, Ill.-based manufacturer of metal, plastic and composite closures for food and beverage products, has appointed Clay Howser as project manager.
n Domino Printing Sciences, Cambridge, U.K.-headquartered manufacturer of product coding, marking and traceability systems and equipment, has appointed Michael Wöhrmann as director of the company’s laser business.
n Baldor Electric Company, Fort Smith, Ark.-headquartered manufacturer of industrial motors and other mechanical power transmission equipment, has appointed Matt Price as its food and beverage industry manager.
n Luexmbourg-headquartered printing inks supplier Flint Group Flexographic Products has appointed Yunuyen Sanchez as global marketing director.
Oct. 13
Toronto: Ontario Craft Brewers Conference & Suppliers Marketplace 2016, by Ontario Craft Brewers (OCB). At Allstream Centre at the Exhibition Place. Contact Christine Mulkins at (647) 242-3686; or via email pr@ontariocraftbrewers.com
Oct. 17-19
Tuscon, Az.: 2016 MHI Annual Conference, material handling, logistics and supply chain forum by MHI. At Hilton El Conquistador. To register, go to: www.mhi.org/conference
Oct. 18-19
Malmö, Sweden: Top Packaging Summit, international conference by Packbridge. At Quality View Hotel in Hyllie. To register, go to: www.toppackagingsummit.com
Oct. 19-26
Düsseldorf, Germany: K 2016, international trade fair for the global plastics and rubber industries by Messe Düsseldorf GmbH. At Messe Düsseldorf Fairgrounds. Contact Messe Düsseldorf (Canada) at (416) 598-1524.
Nov. 1
Toronto: How Green is your Customer?, conference by the Paper & Paperboard Packaging Environmental Council (PPEC). At the Islington Golf Club. Contact PPEC at (905) 458-8807; or via email ppec@ppec-paper.com
NOV. 6-9
Chicago: PACK EXPO International 2016, international packaging technologies exhibition by PMMI-The Association for Packaging and Processing Technologies. Concurrently with Pharma EXPO 2016, pharmaceutical processing and packaging conference and trade show by ISPE (International Society for Pharmaceutical Engineering). Both at the McCormick Place. To register, please go to: www.packexpo.com
Capuano
Planas
Goodall
Jordan Hillman
Tobin
Meeker
Turnham
Cihlar Frost
FOLLOW THE LEADER
Propack Processing and Packaging Systems Inc. is celebrating its 20th anniversary this year as a leading manufacturer and supplier of high-speed packaging machinery with a wide range of robotics technologies. Located in Beamsville, Ont., in the Niagara Region, the Canadian company is owned and operated by Chris Follows, who sat down with Canadian Packaging magazine to discuss the past, present and future of Propack and its place in the international packaging industry.
Why did you start your company 20 years ago? Packaging is in my blood. After watching and working alongside my father, John Follows, who started Tekpak Automated Systems in 1958, I wanted to bring a new level of service to the packaging machinery business. I originally received my papers as a machinist and worked with my dad for 12 years, moving from parts to service and then to sales. After getting my feet wet in multiple levels of the company, I felt comfortable in starting up Propack. I saw an opportunity to raise the bar to a new level of service,and eventually a new level of technology, by adding robotics to packaging machinery.
Describe your business model and offerings. We are unique here at Propack—specializing in processing and in packaging machinery. For processing, Propack sells and services equipment manufactured in Ontario, and Quebec. For example, we have an exclusive agreement to sell for Equipments PRB, offering, slab formers, particulate feeders, compression rollers, slitters, spreaders and ultrasonic guillotines. This equipment is all related to production of
baked or cold-formed bars such as granola bars, meal replacement, protein bars and cereal bars. Propack’s packaging offering starts with distribution systems and integration of high-speed flowwrappers that feed our world-class LJ Robotic Loader systems. Loading can be achieved via a multitude of different formats— continuous-motion cartoning, top-load cartons, multipacks, trays and bulk cases—with the ability to load any combination of two formats simultaneously. The LJ Robotic Loader, we believe, is the fastest robotic top-loader, featuring a top speed of 1,200 products per minute from a single infeed. The majority of our packaging business is generated from our dual robotic loaders, that accept product from two flowwrappers into one robotic cell. Propack’s family of machines range from a low-cost a single infeed machine to our Dual Penta machine, which accepts products from five wrappers into one robotic loader feeding two streams of cartons.
What sets your company apart from other providers of packaging machinery and automation solutions?
It’s the extensive knowledge within our organization, and the expertise we bring to our customers, that allows us to be more competitive in the marketplace.
What’s the biggest change you’ve seen in the packaging of food products in recent years?
I believe it’s the fact that customers have no other option than to automate, due to the competitiveness within the industry. We saw that recently with a customer in Mexico—where the hourly worker wage is close to 30 per cent of ours—wanting to purchase a fully-automated system from us to create a facil-
ity showpiece where no human hand ever touchs the product. It’s not just saving money on employee wages—it’s about creating a more efficient production environment to meet the needs of both the manufacturers and their customers.
Where do you think packaging automation is headed in the next five years? What will be the most important drivers? Collaborative robots will play a significant role in the future. These robots are designed to work alongside people with no additional safety requirements. The first of the collaborative robots, from ABB, is known as the YuMi robot.Sanitary design will continue to be emphasized and have an impact as well.
How is Propack positioned to satisfy these market requirements?
As a Canadian-owned company, Propack is small enough, and ideally positioned, to implement change and respond to our customers’ needs. We have a continuous improvement program in place that is implemented via feedback received from our customers. That, along with our dedication to engineering, allows us to constantly improve our products. This year we manufactured and re-engineered five new machines, understanding the requirements from the marketplace to respond quickly and effectively.
See Propack at PACK EXPO International 2016 in Chicago, Nov. 6-9, 2016, at Booth #S-3682.
For More Information:
Propack Processing and Packaging 498
FROM THE BOTTOM OF THEIR ARTS
Hamilton craft beer startup quickly off to the races with premium-quality product range and dazzling packaging presentation enabled by the new generation of on-demand, short-run digital printing technologies
BY GEORGE GUIDONI, EDITOR
PHOTOS BY NAOMI HILTZ
With new craft breweries springing up across Ontario far and wide at breakneck speed recently, it seems astounding that the southwestern city of Hamilton had to do without a proper hometown brewer for six long years after the 2007 sale of local stalwart Lakeport Brewing Company to Canadian beer industry giant Labatt Brewing Co. Ltd.
Unable to find new tenants after all production of the notorious “buck-a-beer” Lakeport brand was swiftly moved to Labatt’s operations in London, Ont., the idled landmark factory on the city’s Burlington Street East thoroughfare seemed destined to share the grim fate of many other nearby manufacturers reeling from painful collapse of the once-mighty local steelmaking industry.
But with the resilient city starting to turn the corner in recent years by diversifying its economic base and pursuing progressive urban renewal programs aimed at nurturing the local cultural and arts scene, the gutted building managed to spring back to life in truly inspirational style with some breathtaking creativity and technology-savvy packaging innovation.
These days, the refurbished 65,000-square-foot plant is literally rocking the house to a brand new happy beat proudly conducted by long-time pals Bob Russell and Matt Johnston—co-founders of the fast-growing microbrewery Collective Arts Brewing Limited
UP AND RUNNING
Started up in 2013, the upstart microbrewer hit the ground running at rapid pace last summer following completion of a well-executed installation of a five-vessel, 60-hectolier DME Brewing Solutions brewhouse and packaging equipment put on the market by a decommissioned Nova Scotia-based brewery formerly operated by Sleeman Breweries Ltd. of Guelph, Ont.
“There was absolutely nothing left here when we first came to the facility, as Labatt’s sold all the existing equipment as scrap, rather than allow for some new competitor to enter the beer market,” chief operating officer Jeff Tkachuk told Canadian Packaging during a recent visit to the lively 35-employee plant that now looks completely unrecognizable from the early days.
“It took us a year just to perform all the structural repairs, including all the utilities, flooring, piping and electrical systems, before we could actually start bringing in the equipment to produce beer.
“Fortunately for us, we had a unique opportunity to buy almost an entire brewery and packaging lines, even the office furniture, in one shot from the mothballed Sleeman plant,” Tkachuk recalls.
“We naturally had to make a lot of modifications to the equipment in order to suit our beermaking recipes, with much higher solids levels,
but it was a great investment that enabled us to come on-stream much faster,” says Tkachuk, noting that the plant’s 40,000-hectoliter annual capacity already positions it as “one of the larger craft brewers in Ontario.”
Collective Arts initially honed its beermaking skills as a contract brewer at a Nickel Brook
From Left: Joseph Campbell, vice-president of Atlantic Packaging’s Colour Group; Collective Arts Brewing’s co-founder Matt Johnston and chief operating officer Jeff Tkachuk; Atlantic Packaging’s national account executive John Stewart.
Brewing Co. facility in the neighboring town of Burlington, before starting up the refurbished Hamilton plant as a joint-venture company with Nickel Brook.
After installing the first Hamilton plant’s fermenter at the start of 2015, Collective Arts was able to produce its first batch of craft beer in June of last year—formally resurrecting the plant’s long brewing heritage dating back to the late 1940s.
With the plant’s 50,000-square-foot production area equally divided between brewing and packaging, the facility nowadays operates a busy 24-hours-a-day, five-days a week brewing and canning schedule, with its fast-speed bottling line typically operating three days a week.
“We have spent a lot of money make sure this operation can accommodate our future volume growth,” Tkachuk says, pointing to substantial floorspace reserved to accommodate the arrival of additional fermenting vessels down the road.
“All of our 18 fermenters are running at full capacity already, and we have placed an order for four more to arrive this summer,” he says.
“Now that we have finished with all the heavy lifting to rebuild this place,” he adds, “boosting our capacity means just adding more fermenters to meet the demand.”
While the plant’s bottling usually runs at robust speeds of up to 250 bottles per minute, the existing canning line operates at a relatively slow rate of 25 cans per minute.
FILLING THE GAP
However, Tkachuk says the brewer is on the verge of resolving that imbalance with a pending installation of another similar canning line, along with an automatic depalletizer, to double the plant’s canning capacity and output.
Remarkably, the premium-quality beer brands produced by Collective Arts are already retailed throughout most of Canada, with the exception of British Columbia, and will be available in Europe and the U.S. in coming monhs.
“We operate differently from most other Ontario craft brewers in that we are not landlocked to any one specific geographic region,” remarks Tkachuk, a Toronto native who left behind a lucrative career in financial services to help start up Collective Arts, using previous work experience to attract private investment capital to finance the venture.
While Tkachuk acknowledges that the Ontario craft beer market is now getting pretty crowded with many new startups jumping on the bandwagon, he explains that Collective Arts never intended to enter the market as just another ‘me too’ copycat microbrewer.
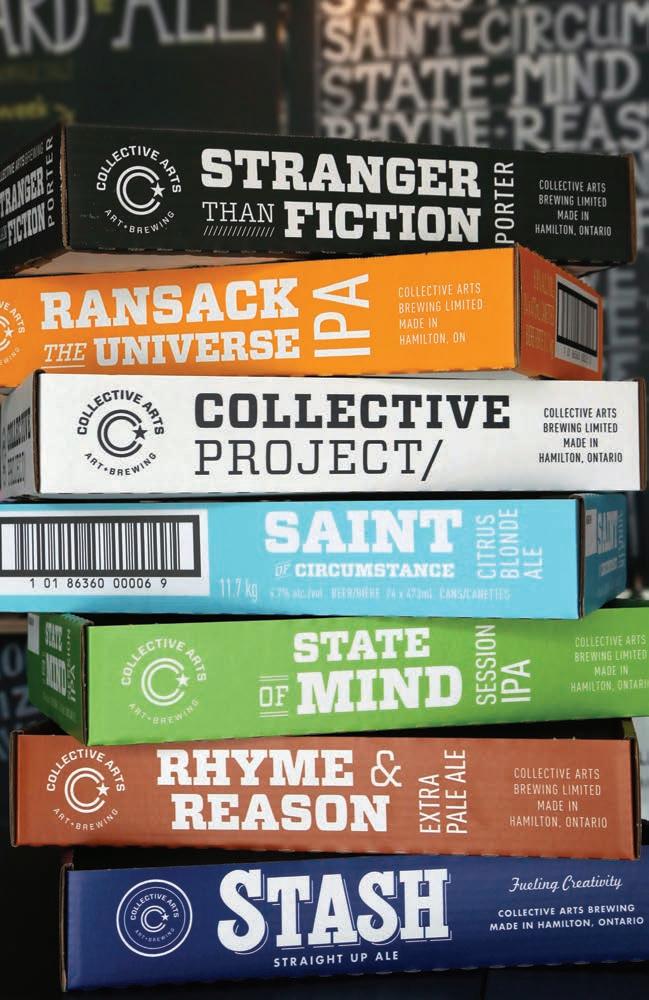
In addition to its far-flung market reach and whimsical attention-grabbing brand names— including Saint of Circumstance, State of Mind, Rhyme & Reason, Ransack the Universe and Stranger than Fiction —the brewer’s truly unique approach to the labeling of its beer is unlike anything the Canadian craft beer business has seen until now.
Instead of running rollstock labels with the same graphics and image bottle after bottle, Collective Arts goes through great lengths to ensure that each passing bottle on the line looks different from the ones labeled just before and after.
To achieve this variability, the brewer uses dozens of different high-res images reproduced from a broad range of limited-edition artwork submitted to the company online by up-and-coming artists, musicians, film-makers and other conributors from around the world.
Printed by Atlantic Packaging’s Retail Packaging & Display
aluminum cans shipped to the Hamilton brewery by TricorBraun Canada.
COVER STORY
The craft brewing industry is rapidly evolving.
With so many new brands and products entering the marketplace each year, the need to stand out from the crowd has never been more important. At TricorBraun, we have the experience and resources to help distinguish your product from the competition.
Featuring 70 different label designs per roll, all pre-arranged in a special sequence to avoid repetition, this seemingly random labeling makes each bottle or can a unique work of art, so to speak, with the result that virtually each container in a given multipack of the same brand of beer boasts its own unique label.
“So a consumer buying a six-pack of bottles is guaranteed to end up with six different labels inside that one same pack,” says Tkachuk.
It’s a same-but-different labeling approach for the canned products, whereby the rolls of pre-printed shrinksleeves, supplied by Safety Seal Plastics Inc., feature four different artworks for each brand—repeated in same sequence.
“So the customer purchasing a flatpack or a tray of cans would then have at least four different designs in it for the same brand,” says Tkachuk, crediting the Markham, Ont.-based TricorBraun Canada for supplying Collective Arts with the high-quality 355-ml dark-tinted glass bottles and the 473-ml Tallboy-style aluminum cans.
MIX AND MATCH
“We also match up the full-bodied shrinksleeves with the artwork that provides the best visual match for the brand, using images that work best against a blue, green, brown, yellow or other background label color used for the different canned brands.
“We have a lot of fun coming up with the product names and designing the labels,” relates Tkachuk, praising the brewer’s talented internal creative team for developing the varied eye-catching label designs that effectively convey the products’ premium quality credentials in a playful, tongue-in-cheek manner to capture the consumers’ attention and pique their interest.
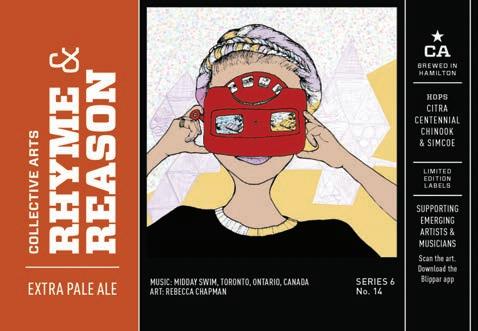
To top it all off, each of the highquality bottle labels and wraparound can shrinksleeves is embedded with ultra-hip Web-based AR (augmented reality) technology activated on smart mobile devices with a free interactive
Featuring embedded AR (augmented reality) technology activated by a Blippar app, the artwork used to decorate the aluminum cans comes to life after being scanned with a smart mobile device to reveal the full story behind the featured submission.
Printed by Maritime Labeling and Packaging, the high-quality beer bottle label pictured above can be scanned by any mobile device with a Blipper app to get the highly interactive and informative Collective Arts experience behind the original artwork.
In addition to
app developed by Blippar, a rising technology innovator that had previously enabled some popular cereal brands, including Cheerios, to initiate a highly engaging interactive AR experience for the more inquisitive consumers.
With the Collective Arts packaging, each label is literally brought to life using a free Blippar mobile phone app to scan the label and hear the music, see a video, or read up on the artist’s biography on the device’s screen.
With Collective Arts paying contributors modest rights fees for the selected images, the resulting virtuous cycle of digital brand marketing and public exposure for budding creative talent is a winwin for all involved, Tkachuk asserts, keeping the brewer’s design options continuously expanded
and refreshed.
“It took us a while to find a label supplier capable of digitally printing our labels in the required sequences,” notes Collective Arts chief executive officer Johnston, crediting the Bedford, N.S.based Maritime Labeling and Packaging for rising to the unusual challenge with highly flexible digital label printers featuring the required short-run, on-demand, quick-changeover print capabilities.
“Naturally it costs us a little more to have all our labels printed digitally, but it’s a core part of how we differentiate ourselves in the market,” says Johnston, estimating Collective Arts has by now contributed about $100,000 to the arts community in image rights fees and other related promotions.
As Johnston relates, “Three years ago, Maritime Labeling was the only supplier who was really able to wrap their heads around our labeling concept and to make these labels in enough quantities for a reasonable price.
“Since then, many other label converters have caught up with their technology to be able to offer the same capabilities today,” he notes, “but we put a high premium on the relationships and partnerships we have formed with our suppliers, just as we do for our customers and the artist community.
“The ‘Collective’ in our company name says it all about the way we like conduct ourselves in the marketplace.”
MEN AT WORK
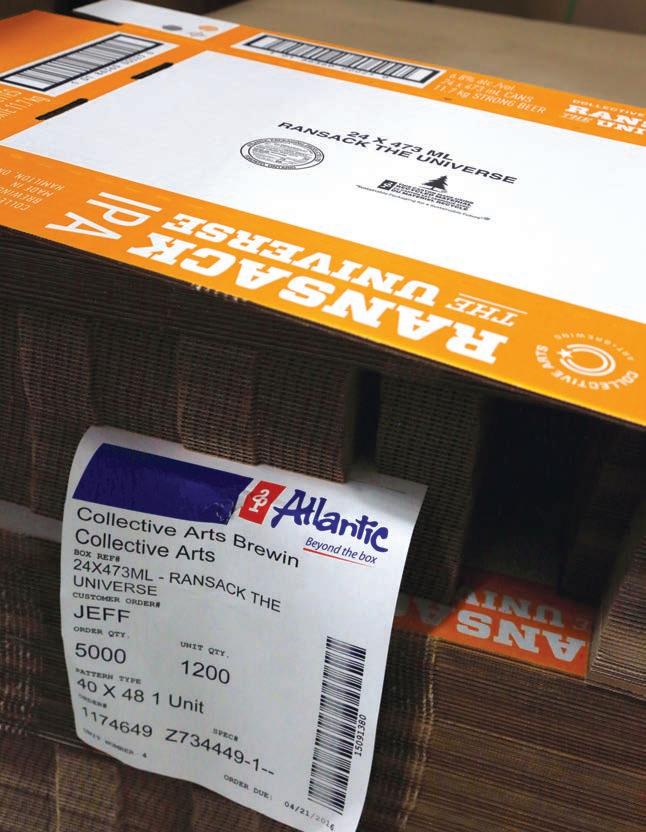
Such work ethic certainly resonates well with the company’s corrugated packaging supplier Atlantic Packaging, which provides Collective Arts with the high-quality, high-graphics, digitally-printed corrugated trays used to package the individual cans for shipment to customers through various distribution channels.
“We work hard to make each individual can something of a work of art with a high aesthetic value,” reasons Johnston, “so the last thing we would want to do is place them in some generic brown-board tray—it just defeats the whole purpose.
“We spend so much time and money collecting the art and making sure that it looks amazing on the shelf, that trying to cut corners by using the lowest-cost secondary packaging to bring those cans to market is a non-starter,” Tkachuk asserts.
“I’m pretty sure that all our packaging here costs considerably more than for all other craft brewers I can think of,” says Johnston, “but that’s what makes us stand out in the marketplace— delivering the whole proverbial ‘full package’ to the market.
“All of our packaging is scannable with a smart mobile device,” Jonhston enthuses.
“Even our coasters are embedded with scannable AR codes that will let you play the music of the band featured in the artwork, let you read the bands’ biography, follow them on social media and so on.
“And if you like the music, the AR code will
supplying Collective Arts with digitally-printed shipping trays for the canned products, Toronto-based Atlantic Packaging also provides the brewer with high-quality corrugated boxes to package its bottled-beer multipacks.
The Collective Arts beermaking plant in Hamilton uses a variety of pallets to ship its product, including those manufactured and rented out by PECO Pallets, Inc.
connect you directly to the iTunes online store to purchase the music,” says Tkachuk, citing popular local indie rock bands such as July Talk, The Strumbellas, Metz and Pup as just a few acts who were thrilled and grateful to have their CD cover art featured on the Collective Arts bottles and cans.
While the corrugated shipping trays supplied by Atlantic Packaging are not at this point AR-embedded like the bottle and can labels, they play a huge role in maximizing the Collective Arts brand equity throughout the distribution, Tkachuk points out.
“For a lot of retailers, your shipping carton is also your point-of-purchase display, so we don’t want our high-end vessels to be sitting on a storeshelf in a tray or carton that does not meet the same high quality standards,” he explains.
“The construction quality of their trays is a lot higher than what many other suppliers offer,” Tkachuk confides, “and the pricing is very competitive.
“Being fairly new to the industry, we want to
work with suppliers who are willing to grow with us and to invest in us for the long run.
the-art HP Scitex 15500 digital printing press at its 190,000-square-foot facility in Toronto’s northeast end.
Designed specifically for printing across the whole range of corrugated board grades and thicknesses with breakthrough color inkjet printing technology that does not use any printing plates, the spanking brand new press—manufactured in Israel by HP Development Company, L.P. provided the perfect cost-effective solution for the Collective Arts’ short-run print requirements, according to Tkachuk.
“We have been dealing with Atlantic Packaging from fairly early on in our life-cycle, when we were only doing bottled beer,” he relates.
“But with the demand for cans exploding and the LCBO (Liquor Control Board of Ontario) stores requesting more beer to be shipped to its stores in cans, we had to respond in kind.”
With time being of the essence, Collective Arts turned to Atlantic Packaging to help find a way to produce the required limited quantities of trays to accommodate the brewer’s relatively small canning volumes without breaking the bank.
As it turned out, the timing could not have been better, as Atlantic Packaging’s Retail Packaging & Display Division (formerly called Add Ink) had just completed the installation of a state-of-
“Our early canned beer volumes could not justify us investing into conventional printing plates for long-run press production,” he says, “but with their new digital press, they (Atlantic) can ship us a set of 500 beautifully-printed trays within days of order placement.
“The fast turnaround that Atlantic provides for us is just spectacular,” he extols.
“Even if our volumes increase to a point that justifies an investments in printing plates, we still produce a fair bit of seasonal beer in limited quantities for which digital printing provides a perfect tray-packing solution at a reasonable price.” Such unqualified endorsement is one of many good reasons why Atlantic Packaging made a significant investment in becoming the first Canadian company to install the new-generation HP Scitex 15500 digital printing press in the country.
“We are immensely proud to be an industry leader in being able to offer this kind of corrugated packaging to our customers,” states Joseph Campbell, vice-president of Atlantic Packaging’s Colour Group business.
“It is an important competitive edge,” Campbell told Canadian Packaging on a visit to the division’s lively, clean and spacious facility
TrayLid and TraySkin on ONE machine
Our traysealers can be used for almost any application, whether it is TraySkin, TrayLid, TenderPac, or the innovative EasyLid system. We also offer InsideCut and EasyPeelPoint technologies on all models, so you can implement flexible, efficient and attractive packaging solutions.
A Domino A1000 small-character inkjet printer is used by the Collective Arts brewery to apply production dates, codes and other pertinent variable product information directly onto the cans’ surface area using safe food-grade inks.
employing 88 people to produce a diverse range of corrugated packaging solutions—from simple shipping carriers to sophisticated retail-ready shelf displays and towering, multicolor POP (point-ofpurchase) displays.
Celebrating its 70th anniversary just last year, Atlantic Packaging boasts a proud track record of continuous investment in nextgeneration production machinery throughout its illustrious history, and the company’s purchase of the new HP Scitex 15500 press, along with a side-by-side fully-automatic Kongsberg flatbed cutting table, is a resounding confirmation of that progressive tradition and mindset, according to Campbell.
Positioned about 20 feet from one another, the new press and cutting table form an all-digital printing workcell that enables the plant to print extremely short-run box quantities at will—right down to a single mock-up or prototype—with the nearby Kongsberg cutting table doing all the box die-cutting and folding within moments of printed sheets coming off the press.
LONG REACH
Conversely, the HP Scitex 15500 press also provides a highly efficient solution for longer print runs of up to 2,500 boxes, Campbell explains, which are then die-cut and folded on the more conventional folder/gluer machines in another area of the plant.
Using proprietary low-odor HP HDR230 Scitex inks, the new press achieves brilliant color reproduction on corrugated board of just about every grade and thickness, even handling severely warped boards by automatically flattening and holding them down throughout the printing process.
“This six-color press enables us to attain up to 85 per cent of the entire color gamut,” says Campbell, adding the plant’s in-house graphics team can then capably fill in any gaps with special formulations and finishing techniques to achieve the required brand colors spot-on.
Capable of achieving print speeds of up to 650 square meters (6,997 square feet) per hour, the press can handle board thicknesses from 0.8-mm up to 25-mm to turn out up to 127 full-sized printed sheets per hour at maximum capacity.
Installed in March of this year, the HP Scitex 15500 press has already been put to good productive use at the busy plant, according to Campbell, nowadays consistently running a full shift five days per week.
Says Campbell: “We have spent the last two years looking at a lot of different digital printing presses around the world, and we have decided to go with HP for two main reasons: they make a really good press, and they are a very good business partner.”
As Campbell explains, the division’s growth strategy is built on three core pillars of speed-to-market, innovation and
A recent arrival to the Atlantic Packaging Retail Packaging & Display Division’s production facility in Toronto’s east end, the state-of-the-art HP Scitex 15500 digital prining press is processing a sheet of corrugated board used to make a new batch of carrying trays that will be used by Collective Arts to ship its canned beers to the retail customers.
Controlled via an operator-friendly touchscreen interface (inset), the HP Scitex 15500 corrugated press uses low-odor HP HDR230 Scitex inks to enable cost-efficient, noncontact printing on paperboards of various grades and thicknesses to provide an optimal solution for short-run production of corrugated trays and other packaging products and displays.
customer experience.
“This press is providing us with the perfect support for that growth strategy.
“As Collective Arts has found out, they can get their fully-printed trays at speeds that no one else can supply—hence the superior speedto-market,” says Campbell, revealing that the digital press has already attracted product orders from over 40 new customers, with dozens more expected to follow soon.”
DAYS AHEAD
Says Campbell: “We are usually printing and die-cutting an incoming run within a day, if not hours, of receiving an order, or even just a concept of what a box should look like.
“As for innovation, being the first in Canada to have this technology enables us to offer our customers solutions that even they did not think were possible,” Campbell explains.
Insofar as customer experience, Campbell says Atlantic spends a lot of time learning from market leaders across a broad range of industries to implement the best-in-class practices for creating
value-added to exceed customer expectations.
“There are a lot of our customers now having real ‘Wow’ moments because of the work we have done with this press for them,” says Campbell.
“They see something that was not possible with existing methods being made possible, like creating little on-box promos for future products, for example, by simply adding a few extra promo graphics and copy right inline at virtually no added cost.
“This results in customers getting more engaged with us as a real business partner,” says Campbell, “which is at the heart of what we do.
“This is especially true in the craft beer business, where customers like Collective Arts can order 10 runs of 500 boxes, with 10 different graphic designs, rather than one run of 5,000 boxes of the same design, at virtually the same cost,” Campbell relates.
“There is a lot of growing interest in the Ontario craft brewing industry in what we can offer them with our HP digital printing capabilities that no one else can right now,” Campbell sums sup.
“In terms of established conventional printing
processes, digital printing is a hugely disruptive technology that will have a profound impact on the corrugated packaging business and the industries it serves—especially in the innovationdriven craft beer sector, ” he concludes.
“We are proud to be at the leading edge of this evolution and honored to be a trusted business partner of a forward-looking, growth-focused company like Collective Arts Brewing.”
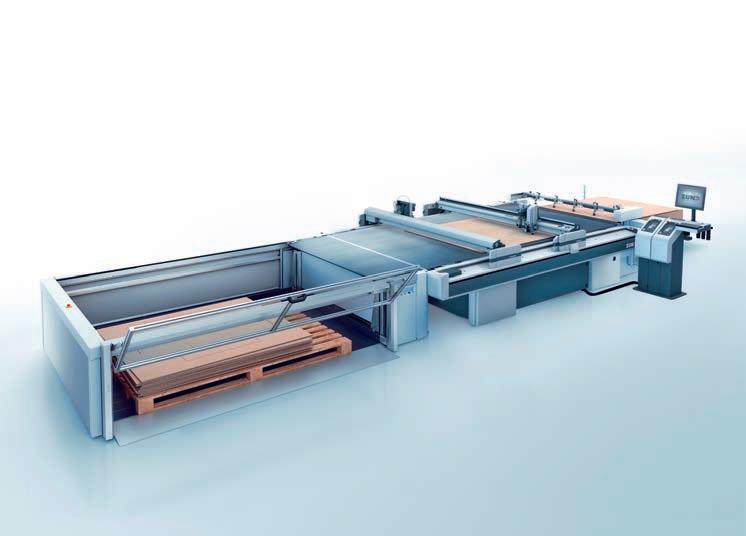
Above: Strategically positioned about 20 feet across from the nearby HP Scitex 15500 corrugated press, the fully-automatic Kongsberg digital flat-bed cutting table is used by the Retail Packaging & Display Division facility to die-cut the digitally-printed sheets.
Right: A stack of freshly-printed and die-cut corrugated trays used to package Collective Arts Brewing’s canned beers quietly awaits its pick-up for prompt customer delivery.
Comprehensive marking and coding solutions for craft brewing
From primary packaging to cases and pallets, high quality marking and coding is a key to your success. We’re defining the limits for craft brewers with innovative solutions that strengthen and protect your brand, scale up with you as you grow, and deepen your customer relationships.
The Power of Partnership
With our state-of-the-art technology, worldwide service, and coding experts, we want to work with you to achieve results you didn’t know were possible. Let’s grab a beer together.
n
and
CANNING
PURE BREW MASTERCLASS
Stalwart Toronto craft brewer keeps getting better with age through a landmark brewhouse installation and a new state-of-the-art canning line
startup
BY GEORGE GUIDONI, EDITOR
PHOTOS BY NAOMI HILTZ
If there’s one thing that can top doing what one loves for a living, it’s being able to share that love with as many people as one possibly can.
For Iain McOustra, brewmaster of popular Toronto-based craft brewer Amsterdam Brewing Company, sharing his personal passion for beermaking with beer aficionados across the province of Ontario is a labor of love that just keeps getting sweeter year after year.
And never more so than following the recent brewhouse installation at the company’s fairly new brewing and production facility operating in mid-town Toronto’s upscale Leaside Village neighborhood, where Amsterdam Brewing moved to in late 2012 after vacating its previous downtown location making way for a new condominium development.
Installed as a fully-integrated, turnkey brewing and canning operation by leading German beverage production
line equipment manufacturer Krones AG, the state-of-the-art Steinecker CombiCube B 90-hectoliter compact brewhouse is as much a showcase of made-in-Germany engineering prowess as a testament to Amsterdam Brewing’s ambitions to remain a Top Tier player in Ontario’s burgeoning craft beer business.
Founded 30 years ago by local Dutch-born beer enthusiast and entrepreneur Roel Roemer as a neighborhood downtown brewpub in the city’s then-nascent Entertainment District, the privately-owned company has enjoyed remarkable growth over the years to become a popular choice among discerning beer fans throughout Ontario—both at the retail level and at hundreds of pubs and restaurants in the GTA (Greater Toronto Area) region.
Leveraging early marketplace success of its flagship Amsterdam Natural Blonde brand pale lager to diversify its product portfolio with a growing
Amsterdam Brewing Company owner Jeff Carefoote (left) and brewmaster Iain McOustra show off some of the company’s premium-quality products and different packaging formats at the retail storefront at the entrance to the company’s 65,000-square-foot brewery located in Toronto’s trendy Leaside neighborhood.
CANNING
fully-integrated
range of premium-quality bottled and canned ales, lagers and seasonal varieties, the brewer has consistently combined its knack for product innovation with keen marketing and packaging savvy to cultivate a devoutly loyal customer base well willing to pay a little extra premium for truly outstanding product quality and taste profile.
Nowadays serving well over 1,200 retail and foodservice outlets throughout Ontario, Amsterdam Brewing currently retails about 40 per cent of its output through the provincially-owned LCBO (Liquor Control Board of Ontario) stores and another 40 per cent through The Beer Store locations, with remainder largely accounted by keg sales to pubs, restaurants and taverns, where Amsterdam Natural Blonde remains a highly sought-after on-tap choice for both owneroperators and their customers.
Joining the company in 2003, McOustra naturally takes pride in being part of an ambitious and innovative enterprise now producing around 30 different styles of beer each year—adding up to over 28 different SKUs (stock-keeping units)—while maintaining that the best is yet to come for the fastgrowing microbrewer.
“Our production staff has grown to 93 people from 33 in the three years that we have been at the new
facility,” McOustra told Canadian Packaging during a recent visit to the smartly laid-out, 65,000-squarefoot brewery operating a busy 24-hours-a day, fivedays-a-week schedule on track to produce 50,000 hectoliters of beer this calendar year.
The combination of a daily three-shift brewing schedule and a full eight-hour packaging shift naturally keeps the Leaside brewery—also housing a busy retail store-front and a special events venue for private parties and banquets—a hive of activity during the hot summer months.
“We actually have the capacity to produce 80,000 hectoliters annually,” McOustra remarks, “and we definitely plan to reach that level soon.
“But for now, this year’s output will be by far the most beer we will have produced in one year.”
McOustra credits the arrival of the Steinecker brewhouse and other key Krones canning line equipment for much of that volume increase.
“We are now able to do five different brews per day,” says McOustra, who earned his formal accreditations at the renowned Siebel Institute in Chicago in 2009 and ultimately rose to the position of Amsterdam’s brewmaster in 2013.
During those years, McOustra witnessed first-hand the emergence of canned beer as an unstoppable packaging trend amongst both microbrewers and the
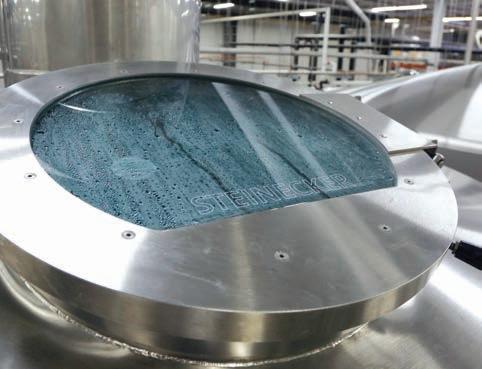
Brewing supervisor Morgan Wielgosz taking a peak inside the Steinecker mash/wort kettle through the vessel’s manway cover outfitted with a heavy-duty, airtight-sealed see-through glass panel.
Supplied by Krones as a
turnkey brewing solution, the compact Steinecker CombiCube B brewhouse at the Leaside plant comprises a mash/wort kettle (foreground), a lautertun to drain the liquid wort, and a whirlpool to remove hop particles.
The Steinecker brewhouse at Amsterdam Brewing is outfitted with a vapor condenser to trap the heat produced by the brewing process, which is then reused to heat up the water used in other parts of the beermaking process.
The heavy-duty see-though glass plate built into the manway cover on top of the Krones mash/wort kettle facilitates easy visual inspection of the vessel’s interior by personnel.
The hop dosing unit integrated into the Steinecker CombiCube B brewhouse ensure extremely precise hop measurement and distribution as a specified by the brew recipe.
mass-production beermakers—driven by consumers’ growing preference for more lightweight, convenient and portable means of
This trend is confirmed in Amsterdam’s own sales, McOustra relates, whereby cans now account for 42 per cent of the company’s output, with bottles for 22 per cent and kegs for the remaining 36 per cent.
“The growth in cans has been extraordinary over the last several years,” McOustra reflects.
“With canned beer becoming such an important part of our business, we knew we had to make a serious investment in our canning capabilities to capitalize on this growing segment of the market.
“Cans are doing very well at the LCBO, which is one of our most important sales channels,” he says.
“People are nowadays much more willing to experiment and try different beer styles, and it’s much easier for them to do that by buying individual cans, as opposed to bottled six-packs,” says McOustra.
As McOustra relates, using the brand new Krones equipment has actually enabled Amsterdam Brewing
to achieve product quality standards that were previously impossible to attain with the company’s existing, and considerably older, bottling line.
“Our new Craftmate canning line not only enables us to pack 200 cans per minute, compared to 24 per minute that we used to do, but it also keeps the dissolved oxygen content below 40 parts per billion, which is quite outstanding.
“Oxygen is the enemy of beer,” McOustra proclaims, “and keeping the oxygen levels this low allows us to achieve longer shelf-life, while preserving the beers’ freshness and aromas much better than with the previous system.”
Engineered specifically to allow lower-volume craft brewers the flexibility to process a broad range of can sizes and formats, the 24-head volumetric Krones Craftmate filler comes with fully-integrated four-head cappers, a compact valve manifold; an operator-friendly touchscreen control terminal; an inclined table-top with a fully-enclosed cabinet with integrated pneumatic control systems for the valve manifold; and an integrated CIP (clean-in-place) station connected directly to the brewhouse tanks and vessels.
“This CIP unit is a great value-added feature because it controls all the automatic washing procedures for our canning line, generating detailed reports for each one,” McOustra relates.
“This in turn enhances our quality control and enables us to reduce the amount of caustic cleaning chemicals used for equipment washdowns.”
For its part, the Steinecker brewhouse equipment comprises:
• A 250-hectoliter hot liquid tank and a 200-hectoliter cold liquid
tank for mashing and sparging;
• a new tank-farm consisting of eight 200-hectoliter brewing tanks;
• A hop dosing unit for automatic infusion of hops to the processed brew as specified by the pre-programmed recipe;
• a GEA centrifuge separator for highly efficient removal of solids from the beer, enabling an improved yield;
• Botec process control system that automatically controls all the key process steps, allowing for just one
CANNING
Equipped with 24 electropneumatically-controlled filling valves, the Krones Craftmate volumetric can filler is capable of filling between 12,000 and 15,000 cans of beer per hour, depending on can size, using inductive flowmeter technology to ensure consistently precise filling volumes.
operator to run the compact brewhouse; • High-efficiency vapor condenser technology, “Which allows us to capture a good amount of steam energy from the brewing process that we can use to heat up the rest of the water we use in the brewery.” McOustra notes.
As for the Craftmate can filler, “It’s been running just great since Day One,” he enthuses.
“We were able to set it up in less that two weeks from receiving it in the shipping crate,” McOustra recalls, “and I haven’t had any problems with it since.
“It’s been a real pleasure to work with.”
Despite its high throughput speeds, McOustra says the Craftmate filler and the side-by-side Ferrum can seamer are both remarkably gentle with the handling of the 473-ml Tallboy-style aluminum cans used by the brewery to package its stalwart beer brands, including Amsterdam Natural Blonde, Boneshaker IPA, Cruiser All-Day Pale Ale, Big Wheel Deluxe Amber and the Toronto-centric 416 Lager label, with its playful nod to the city’s original telephone area code.
“We have zero tolerance for product defects here,” McOustra declares. “Being a premium-priced product, our beer has to look as good on the shelf as it tastes inside the package.”
Purchased in bulk from a Rexam canmaking facility recently acquired by Ball Corporation as part of a larger corporate asset acquisition, the pallet loads of pre-printed aluminum cans are fed onto the Craftmate line by a powerful, fully-automatic bulk depalletizer manufactured by the Busse/SJI division of prominent packaging machinery group Arrowhead Systems, Inc.
Once unloaded onto a network of interlinked overhead accumulation conveyors, the cans are stood upright and sequentially formed into multiple linear rows that pass through a can rinser before entering the 24-head rotary filler.
After passing through a can warming station to bring the filled beer up to room temperature level, the cans then enter the Ferrum seamer for capping and sealing, before making their way towards the high-performance Kayat case-packing system.
“We use the can warmer to make sure that there is no condensation formed when the beer is placed inside the secondary paper packaging,” McOustra explains.
A user-friendly control panel of the small-character Videojet inkjet coder used to apply production codes onto the glass bottles enables quick on-the-fly changes
Freshly-filled beer bottles pass through an air-kinfe station, supplied by R.E. Morrison Equipment, to remove condensation from glass surfaces before case-packing.
“Warming it up this way prevents the cans from ‘sweating’ and degrading the multipack cartons’ appearance.”
The Kayat case-packer then swiftly packs the cans in six- and eight-pack folding cartons—boasting clever graphics and other colorful decorative eye-candy—supplied to Amsterdam by the Mississuaga, Ont.-based Graphic Packaging Corporation.
For their part, the larger 12- and 24-pack formats are packed into sturdy corrugated trays supplied by Barrie, Ont.-based Moore Packaging Corporation, which are then shrinkwrapped by an Arpac traywrapping machine to hold the cans securely in place until reaching their retail destination.
“We really believe that product innovation is the key force that has kept the company growing over the years,” says McOustra, noting that the company’s satellite Amsterdam Brewhouse on the Lake brewpub, located at the heart of Toronto’s Harbourfront tourist attractions, provides the company with plenty of opportunity to test consumer reaction to its new products right at the source.
Equipped with an on-site 15-hectoliter brewhouse, the 900-seat restaurant “is also our R&D (researchand-development) center where we constantly experiment with new flavors and recipes,” McOustra notes.
“Some of our bestselling beers are fairly new products that have only been developed in the last three or four years,” says McOustra, citing the company’s well-acclaimed Amsterdam Boneshaker IPA as an outstanding recent success story.
With a hefty 7.1-percent alcohol content balanced with citrus and pine flavors and a velvety-mild body, the unfiltered IPA is now the company’s Number One beer band in sales, according to McOustra, despite only being launched less than four years ago.
“I think we found something unique with this strong beer that really doesn’t taste that strong because of the distinct balance of flavors we have managed to create with this product,” he suggests.
CANNING
Emballage, 200 x 273 mm, Craftmate, CC-en24-AZ178 02/16
The brewery’s canning line operator keeping a keen eye on what’s happening inside the Craftmate volumetric filler by using the system’s iPanel CD touchscreen control panel.
A close-up inside view of some of the 24 electropneumatically-controlled precision filling valves housed inside the state-of-the-art Krones Craftmate volumetric filler.
CANNING
Amsterdam Brewing Company owner Jeff Carefoote strikes a cheerful pose with the high-strength, pre-printed corrugated cases supplied to the company’s Leaside plant by the Barrie, Ont.-based corrugated packaging producer Moore Packaging Corporation.
CANNING
“Although we have now been in points out, “we have always made it a point to keep up with all the new beer styles and to remain innovative, while never shortchanging our customers in terms of quality or consistency.”
Says McOustra: “All of the capital investments and upgrade projects carried out here with the new Krones equipment have really enabled us to make better beer.
“It’s not just about increasing the volume,” he asserts. “New machinery like the brewhouse, the canning line, the centrifuge and so on have allowed us to maintain a more consistent quality of beer, which is the most exciting development for me personally and professionally.
“Despite the growth of the craft beer industry in Ontario in recent years, there are still a lot of consumers out there who have yet to try a craft beer for the first time,” McOustra relates. “With that in mind, consistency and quality are essential prerequisites.
“We want the consumers who have tried our craft beer for the first time to come back to it, which will not happen if that quality is inconsistent.
“It’s not just important for us here at Amsterdam Brewing,” he emphasizes. “Without that consistency, people will just simply turn to other options, slowing the growth for the entire craft beer industry.”
For Amsterdam’s current owner Jeff Carefoote, who purchased the company 14 years ago, such a scenario would be an epic waste of a once-ina-lifetime opportunity.
An active participant in many aspects of educational and information programs initiated by the OCB (Ontario Craft Brewers) association, Carefoote says the province’s craft brewers must work hard to take full advantage of the recent loosening of Ontario’s antiquated rules on retail beer sales, whereby selected supermarkets are now able to sell limited quantities of beer alongside their regular beverage products, with Ontario craft beers
Like cold beer in the summer…
Moore Packaging is the craft brewers choice for corrugated packaging.
Craft brewers are nimble. They need to have great looking packaging that conveys what they stand for.
When you need a corrugated packaging supplier who is just as quick on their feet as you are, call Moore Packaging. We can offer you the design and conceptual service and ideas that are as good as your unique products.
Moore Packaging carries an assortment of Industry Standard dies for both cans and bottles, making us a convenient and economical choice.
Instead of using paper bottle labels, Amsterdam Brewing decorates its high-quality glass containers with specialty coating formulations supplied by Sérigraphie Richford.
A fully-loaded shipping tray of 24 cans of Amsterdam Natural Blonde lager exits Arpac’s fully-automatic BRANDPAC BPTW-5031 shrinkwrapper securely bundled for transit.
Sérigraphie Richford.
A
motors from SEW-Eurodrive (left) and Becker Motors, supplied by R.E. Morrison, helping power up the Steinecker brewhouse operations.
Multipacks of the company’s 3 Speed Lager cans are bundled together with a specialty can-carrier overcap handle, supplied by PakTech, for extra cosnumer convenience.
CANNING
given prime shelf prominence.
“The legacy of the old rules is that Ontario’s craft beer industry is currently only developed to half the market share levels enjoyed by craft beer in other Canadian provinces, notably in British Columbia, Alberta and Quebec,” Carefoote notes.
“A lot of this still has to do with our outdated distribution system,” Carefoote acknowledges,“but ultimately the onus is on craft brewers themselves to supply the marketplace with a product that answers the modern consumers’ expectations for world-class quality, consistency and taste.
“The bottom line is that you have to offer brands that can retain a critical mass among the
For More Information:
consumers in order to stick around,” Carefoote sums up, “and I’m not sure that there is room in the market to accommodate all the many new microbrewer startups just entering the industry in the last couple of years.
“But for those who manage to do things right, as we have strived to do at Amsterdam Brewing for the last 30 years, there will be plenty of good times to enjoy in the years ahead.”
Freshly-filled cans of Amsterdam Natural Blonde lager being swiftly moved by the high-speed transfer conveyors in a single lane towards the plant’s casepacking station.
Manufactured by Moore Packaging, the pre-printed boxes of Cruiser All Day Pale boxes await their turn to be offloaded from the pallet and placed onto the packaging line.
FOOD SAFETY
A WALK ON THE WILD SIDE
Wild blueberry farming and processing enterprise keeps a keen Eagle eye on product quality with advanced user-friendly X-Ray product inspection system
BY PIERRE DESCHAMPS
PHOTOS BY FRANCIS DOUCET
Not all blueberries are created equal. It’s a fact that many consumers freely take for granted without much afterthought, but it’s one that also drives a lot of hard work and research done by many Canadian farmers and processors doing business with the Quebec Wild Blueberries Inc. co-operative.
As a key commercial agent for local Quebec wild blueberry farmers and processors, Quebec Wild Blueberries insists on maintaining a high level of quality excellence throughout the value chain to ensure its international clientele reaps all the sought-after health benefits of the fruit, as widely noted in many health studies, as well as to enjoy its uniquely sweet taste profile well after the harvest.
Unlike cultivated blueberries produced and packed in mass commercial quantities, wild blueberries naturally pack more flavor into their blue spheres, while also producing a higher content of anthocyanin —a strong antioxidant that helps kill free radicals in the human body.
As such, anthocyanin is widely lauded as an effective natural aid for preventing cell and tissue damage that could potentially lead to cellular disease and illness.
According to a recent study conducted by Dr. Wilhelmina Kalt of Agriculture and Agri-Food Canada, “The blue pigment that is found in wild blueberry skin contains a high concentration of anthocyanins that have property to destroy free radicals in the human body, which are responsible for diseases like cholesterol, diabetes, cancer, etc.
“As it also turns out,” Kalt points out, “the concentration of anthocyanins in wild blueberries is higher than in most fruits found in the Americas.”
Other research even suggests additional berry health attributes in helping to prevent early onset of memory-related diseases such as Parkinson’s and Alzheimer’s dementia.
The Pack 400 HC X-Ray product inspection system manufactured by Eagle Product Inspection was selected in part for its rugged ability to work in the -30°C environment.
While many such claims remain to be validated scientifically, there is nothing doubtful about the high Vitamin C content and the awesome taste of Quebec wild blueberries grown across the province for hundreds of years.
Over time, wild blueberries have steadily become a staple ingredient for chefs and recipes all over the world—retailing far and wide in fresh, frozen, dehydrated and concentrated formats and formulations.
Widely used in beverage production and canned products, it is also a popular natural ingredient in a wide range of desserts, baked goods and commonplace breakfast fare like cereal, yogurt, pancakes, waffles, muffins, jams, etc.
Founded in 1984 in the heart of the Lac Saint-Jean region—about 200 kilometers north of Quebec City—the Quebec Wild Blueberries enterprise enjoys enviable proximity to some of the best-tasting blueberries anywhere in the world,
Quebec Wild Blueberries director of operations Pascal Hudon is very impressed with the highaccuracy product inspection delivered by the new Pack 400 HC X-Ray system, made by Eagle Product Inspection and distributed in Canada by PLAN Automation, at the Saint-Bruno facility.
according to many food authorities.
With the product now reaching customers in over 30 countries—including the U.S., China, Japan, Australia, France, Belgium, South Korea, Italy, Spain, Germany, Switzerland, U.K., The Netherlands, Israel and Mexico—wild blueberry farming today ranks as the second-largest agricultural activity in the Lac Saint-Jean region after the dairy sector.
According to Quebec Wild Blueberries director of operations Pascal Hudon, the co-op’s growers annually collect a combined total of 65 million pounds of wild blueberries from the designated picking areas across the region—all within a very tight time-frame between August and mid-September.
During the month of June, wild blueberry fields turn white as the plant’s flowers bloom, and then into a sea of blue as the fruit ripens through early the beginning of August. That’s when the wild blueberries—visibly smaller than their cultivated cousins—are ready to be harvested.
As Hudon explains, the Quebec Wild Blueberries farm operators use special rakes to collect the organic wild blueberries in the forested areas, whereas the nonorganic wild blueberries are picked in the fields using mechanical or semi-mechanical picking methods.
Once harvested, the tiny fruit are immediately shipped to one of the company’s four nearby processing plants in Saint-Bruno, Saint-Félicien, Dolbeau or Newport, where they are graded for size, individually quick-frozen (IQF) and stored in a clockwork-like process that keeps Quebec Wild Blueberries sufficiently stocked to be able to ship its product to customers throughout the year.
“The wild blueberries are picked, sorted, packaged and frozen at a steady pace for about 35 to 40 days,” Hudon explains. “As soon as the fruit is picked, we transport it to one of our four ice plants, where workers place them into containers of differing sizes, depending on the precise specifications of each of our customers.
FOOD SAFETY
“Doing it this way ensures that we maintain all the high-quality aspects of the wild blueberries that our customers expect,” Hudon states.
For international customers, Hudon explains, the blueberries are maintained in their frozen state through shipping to make sure the bulk product arrives at the clients’ processing facilities in perfect condition.
FULL SET
Boasting both ISO 9001:2000 quality management and HACCP (Hazard Analysis Control Critical Points) food safety certifications, the company’s facilities maintain in-house laboratories, a biological research department, and well-qualified technicians to help ensure optimal product quality control and safety, backed up by strategic investment in leading-edge quality control technologies.
In May of 2015, for example, the Saint-Bruno facility installed a brand new model Pack 400 HC X-Ray product inspection system, manufactured by Eagle Product Inspection and distributed in Canada by the Orangeville, Ont.-based automated packaging systems integrator PLAN Automation
“We selected this system for the Saint-Bruno facility primarily because of its ability to detect the inclusion, and to activate the removal of, small shards of glass, metal fragments, mineral stones, some plastic and rubber compounds, and even calcified bone materials,” says Hudon, saying the new X-Ray detector was expertly integrated into the plant’s packaging line, which also includes:
• a THS 21 metal detection system from CEIA S.p.A., supplied by Saint-Julie, Que.-based Techno Pak;
• product coding and marking systems manufactured by Linx Printing Technologies and MarkemImaje Inc.;
• a fully-automatic Ishida weighscale, and a Vegatronic series vertical bagger manufactured by ILAPAK, both supplied by Techno Pak.
As Hudon relates, the plant’s management did extensive market research and a lot of legwork before selecting the Pack 400 HC X-Ray detector.
“We visited a number of industrial trade shows and then went into many factories that utilized a metal detection and/or X-Ray system, so that we could see how each worked in real-life situations,” Hudon recalls.
“After members of our team organized their own thoughts, we sat down together and discussed our analysis until it was crystal clear which equipment best met our needs,” says Hudson.
“Ultimately, we determined that the safety inspection unit that best matched our current and future needs was what Eagle Product Inspection was offering,” says Hudon, citing important value-added features such as:
• improved robust construction featuring thicker stainless steel and plates cut and welded together, rather than bolted, to eliminate possible food debris collection points;
• an AMI (American Meat Institute)-approved sanitary design and the IP69K rating required for reliable food inspection in harsh wash-down environments;
• interlocked hinged louvers that are easily lifted to allow access to the conveyor—eliminating the need to dismantle traditional heavy louvers to clean inside the machine—and easy belt removal.
The Pack 400 HC X-Ray system provides 400-mm of detection coverage at the belt, according to Eagle Product Inspection, and is capable of high-speed imaging of up to 60 meters (200 feet) per minute.
CLEAN ACT
“The overall system design and the ease of cleaning ultimately convinced us to purchase the Pack 400 HC X-Ray system,” says Hudon.
“It is refreshingly easy to use and easy to clean: unlike some similar products from other manufacturers that almost require a university degree to maintain on a daily basis,” he notes.
“Because we work around the clock, five-days-aweek, cleaning our facility and equipment is a daily challenge,” says Hudon, complimenting the Eagle XRay detector’s ability to withstand the Saint-Bruno’s plant’s challenging cold-room environment.
“We needed to find a high-performance machine that was also capable of operating in cold environments where we have to keep the product chilled at a temperature of around -30°C,” says Hudon, also citing the availability of PLAN Automation’s Quebec office in Boucherville as another deciding factor.
“It was a key selling point for us that there was local service available should we ever have a problem with the new X-Ray unit,” Hudon states. “Having PLAN Automation nearby means less downtime for us should anything happen.”
So far, the new Pack 400 HC system at the SaintBruno facility has performed as well as promised, Hudon confides. “We are so pleased with the performance achieved by the Pack 400 HC system at the Saint-Bruno plant, that we are currently in the process of installing a second such unit at our Saint-Félicien facility.”
For More Information:
A food-grade conveyor transfers the bulk loose wild blueberries into the multihead, fully-automatic Ishida weighscales at the Saint-Bruno facility.
Local growers supply Quebec Wild Blueberries with an annual harvest of 65 million pounds of wild blueberries for shipment to over 30 countries.
The Vegatronic 1000 model VFFS intermittent bagger is ideal for packaging loose products, including frozen produce such as wild blueberries, in plastic bags.
The SmartDate X40 thermal-transfer printer from Markem-Imaje is designed for maximum uptime and reliable performance even in harsh environments.
FLICKING THE CHANNELS
How new retail channels are redefining the traditional North American grocery store shopping experience
Once upon a time back in the early 1990s—when Amazon was just a really long river—Canadian grocery retailers feared the inevitable arrival of the so-called ‘Category Killers.’
These were the new breed of big bad box-store behemoths that would forever shake up the market, steal share and blur the lines between channels.
A couple of decades later, the retail landscape has indeed changed to accommodate today’s busy, price-conscious shoppers spending their hardearned dollars in an increasingly fragmented retail market. Today, Walmart is the largest food retailer in North America, while a vast array of alternative channels pose a much wider threat—competing with traditional grocers to meet a broad range of different shopper needs.
So what does this look like to the average shoper? Meet Kate—a mom of two planning a family birthday party.
This week, she might visit a dollar-store discount outlet for basic cleaning products and party decorations, hit Costco for some pre-made deli party platters, and buy a gift online at Best Buy after reviewing a number of options online and in-store, while her husband will drive to a grocery store to pick up the week’s groceries she ordered Wednesday online.
On Thursday, Kate will head to the drug store to pick up her kids’ prescriptions, earn loyalty points, and use her e-coupons for store brand acetaminophen and Dove brand shampoo, throwing in a chocolate bar for a quick snack. On Friday, she’ll buy gas and run in to get a lottery ticket and a pack of gum.
Like Kate, today’s shoppers want it all: convenience, healthier foods, budget-friendly options and one-stop shopping.
More often than not, it is increasingly the new channels like the dollar stores, convenience stores, Club Stores and e-commerce retailers who are delivering it all to them, outpacing the category by being able to offer unique new benefits.
DOLLAR FOR DOLLAR
Dollar stores, the fastest-growing brick-andmortar channel, offer instant gratification at the lowest price to appeal to price-savvy consumers.
In Canada, half of their customers are under the age of 45, with 16- to 24-year-olds being the fastestgrowing demographic, while in the U.S., 64 per cent of dollar store shoppers report annual income of less than US$50,000.
The key drivers for this growth are, of course, low price and the ability to get in and out quickly.
Notably, consumable commodities like packaged
foods, household, beauty and pet products now account for close to 40 per cent of the total dollar store sales in Canada.
For example, Dollarama nowadays ranks fourth in frequency of grocery-shopping destinations— representing a continued threat for traditional grocery stores and providing an opportunity for national brands to offer value-priced sub-brands and smaller pack sizes to deliver consumers a lower price-point.
This trend is even more pronounced in the U.S., where dollar stores now even sell frozen foods, along with a much broader range of food consumables in general.
For their part, convenience stores represent the largest channel in terms of outlet locations.
Offering a growing range of products intended for immediate consumption—with energy drinks leading the charge—convenience stores benefit from the advantages of quick product selection and handy locations, often right next to where shoppers buy their gas.
Predominantly frequented by male shoppers, convenience stores have notably beefed up their product range to include healthier single-serve, grab-and-go formats.
With some U.S. cities like Minneapolis mandating
PACKAGE DESIGN
for fresh produce to be made available at all convenience corner stores, there is an ample opportunity for this channel to offer higher-quality, fresh-made food offerings.
Meanwhile, the so-called Club stores represent a unique, high-growth channel offering consumers the convenience of one-stop shopping and low prices for many popular national brands across a broad assortment of categories.
With margins ranging from eight to 17 per cent, the Club channel makes its profits largely through membership fees, with market leader Costco generating an estimated US$2.5 billion last year in the U.S. in membership revenues alone.
ROOM TO GROW
Another differentiating feature that keeps Costco members intrigued and loyal is its self-styled “treasure hunt” retail strategy, whereby staples like laundry detergent and toilet paper are scattered throughout the store, while roughly a quarter of products like brand-name TVs, toys, and seasonal or trendy items are made available in limited quantities.
With a strong complementary online presence, this approach positions Costco very well for continued robust growth.
While health-and-wellness remains the key driving distinction when choosing to shop at a drug store, today’s corner drug store has become a multifaceted entity selling prescription and OTC (overthe-counter) drugs, health-and-beauty products, and immediate-consumption snacks and beverages on a large scale.
In this channel, girls and store-brands rule, with female shoppers accounting for nine out of 10 shoppers, and store-brands being the principal growth engine.
When it comes to food items, many drug stores in the U.S. also stock pantry essentials, frozen foods, and a limited range of fresh items, with Canada also following suit.
Now almost as mainstream as Facebook , especially among Gen Z and Millennials, e -commerce is both influencing and disrupting the traditional shopper journey and path-to-purchase.
Canadian e -commerce sales were close to $30 billion in 2015 and are projected to top $50 billion in 2019—rising from six to 10 per cent of total retail sales.
In the U.S. meanwhile, last year’s online sales of US$341.7 billion—a 14.6-percent increase over 2014—accounted for more than one-third of total retail sales.
When it comes to online shopping, half of Canadians buy clothing and books online, whereas the U.S. online dollar sales are led by clothing, electronics and appliances.
With the main drivers being lower prices, better deals and the ability to shop 24/7, online food sales are likely to grow further still on both sides of the border.
Additionally, hybrid strategies like Click & Collect are gaining traction by allowing customers to place orders online and then pick up their items at a designated destination/store.
Beyond online shopping, technology is changing the retail landscape in a myriad of ways—helping shoppers make informed decisions in real time, while allowing retailers and brands to target consumers down to the individual level by using social media, Big Data and mobile apps.
One in four Canadians use practices like ‘showrooming’ (visiting stores online to examine items) and half of Canadians, and 69 per cent of Americans, research products online before purchasing.
Faced with so many channels and limited shopping dollars to go around, what’s a traditional grocery retailer to do?
The answer is “Go Fresh!”
Fresh produce is the top category in grocery and the main driver in deciding where to shop, with shoppers turning to the grocery channel for fresh, convenient, and minimally-processed natural foods and affordable indulgences.
With shoppers preferring to shop the perimeter first and being able to touch, smell, see and try products, six out of 10 Canadian shoppers consider their weekly grocery store visits to be an enjoyable, engaging experience and a fun Saturday out for the family.
Fittingly, grocery retailers are responding in kind with in-store restaurant cafés, product tastings and cooking classes.
While grocery stores still tend to offer the best and widest selection of national brands, privatelabel products are also becoming a driver for attracting shoppers to a particular chain—with one of every five dollars spent at a grocery store credited to store brands.
With an ever-converging retail landscape, it is imperative that leading consumer brands develop a proactive channel strategy—using a consumer-centric, omni-channel lens—built on unique communication and assortment strategies, value propositions, more consumer-friendly packaging structures and designs, and continuous merchandising innovation.
The above article was supplied by Davis, a leading Canadian branding and package design services provider based in Mississauga, Ont. To learn more about how brands can build effective retail channel strategies, be sure to catch the company’s vise-president Jeff Davis speaking at the upcoming PAC to the Future conference of PAC, Packaging Consortium, on Sept. 28, 2016, at the Niagara Falls Hilton hotel in Niagara Falls, Ont.
CCCA Announces 2016 – 2017 Board of Directors Executive Committee
Brampton, ON - May 31, 2016. At its Annual General Meeting, the Canadian Corrugated and Containerboard Association (CCCA) elected Michael (Mike) Lafave, Senior VP and COO, Kruger Inc. as its Chairman for the new one-year term beginning in May, 2016. Joining him on the Executive Committee are Bob Hagan, Sr. VP., Atlantic Packaging as 1st Vice Chairman, Jean Parent, VP, Sales and Marketing, Norampac as 2nd Vice-Chairman and Gary Johnson, President, Maritime Paper as Treasurer and as Immediate Past Chairman, Peter Moore, Board Chairman, Moore Packaging. The meeting was held May 10, 2016 at the CCCA offices in Brampton, Ontario.
The full Board of the CCCA consists of the representatives of Canada’s major Canadian containerboard producing mills and containerboard converters operating corrugators. The Board also consists of one representative each from the Paper and Paperboard Packaging Environmental Council (PPEC) and the Association of Independent Corrugated Converters (AICC Canada).
For a full listing of the Member representatives on the Board, please visit the CCCA website: www.cccabox.org. At the AGM, Walsh and Company was also reappointed as Auditors for the 2016-2017 business year.
In his comments to the Board, Mr. Lafave acknowledged the impressive level of activity undertaken by the Human Resources and the Health and Safety Committees, and acknowledged Bob Hagan of Atlantic Packaging’s contribution to the Manufacturing Committee’s focus on effectively addressing sustainability challenges at the converting plant level. The purpose of all CCCA committees is
to exchange best practices for the mutual benefit of all members within the guidelines of Industry Canada.
In his review, Mike Lafave further acknowledged the moral and financial support of the associate members, comprised primarily of suppliers to the Canadian containerboard mills and converting plants. Without this ongoing support contributing both as added voices in the associations’ undertakings on behalf of the industry with various government agencies and other trade associations and to its financial stability, the CCCA’s undertakings would be significantly hampered.
Finally, the threat of competing materials to the business of corrugated manufacturing was underscored. The significance of this competitive threat potentially undermines financial investments and jobs at the Canadian containerboard mills and converting operations. Lafave called on all members and the CCCA to respond to this issue by continuing to present clear, professional science and fact-based arguments advocating the significant benefits of corrugated paperboard packaging to our valued customers specifically and to the marketplace generally.
The Board of Directors next meets in Vancouver, Friday August 19, 2016.
Michael Lafave
Bob Hagan
Gary Johnson
Jean Parent
Peter Moore
WestRock’s expertise in beverage packaging provides value to craft brewers that go beyond the container. As one of North America’s leading integrated manufacturers of paper, packaging, automation, and recycling solutions, we partner with craft brewers to deliver offerings that improve production efficiencies, protect our customers’ products, and promote their brands at the point of sale. Our skilled brand management and production teams create consistent, high-end graphics across all substrates of our fiber-based packaging structures such as carriers, trays, baskets, wraps, mother cartons, and shippers.
Contact us at 470.328.6154 for more information.
CORRUGATED
CONTAINERBOARD ASSOCIATION 3-1995 Clark Blvd, Brampton ON L6T 4W1 Tel: 905-458-1247 Fax: 905-458-2052
CANADIAN HEALTH FOOD ASSOCIATION (CHFA) 302-235 Yorkland Blvd, Toronto ON M2J 4Y8 Tel: 416-497-6939 Fax: 416-497-3214
CANADIAN MANUFACTURERS & EXPORTERS 1500-1 Nicholas St, Ottawa ON K1N 7B7 Tel: 613-238-8888 Fax: 613-563-9218
CANADIAN MARKETING ASSOCIATION 607-1 Concorde Gate, Don Mills ON M3C 3N6 Tel: 416-391-2362 Fax: 416-441-4062
CANADIAN MEAT COUNCIL 930-220 Laurier Ave W, Ottawa ON K1P 5Z9 Tel: 613-729-3911 Fax: 613-429-4997
CANADIAN PALLET COUNCIL 239 Division St, Cobourg ON K9A 3P9 Tel: 905-372-1871 Fax: 905-373-0230
CANADIAN PHARMACISTS ASSOCIATION 1785 Alta Vista Dr, Ottawa ON K1G 3Y6 Tel: 613-523-7877 Fax: 613-523-0445
CANADIAN PLASTICS INDUSTRY ASSOCIATION 125-5955 Airport Rd, Mississauga ON L4V 1R9 Tel: 905-678-7748 Fax: 905-678-0774
CANADIAN POULTRY AND EGG PROCESSORS COUNCIL 4 00-1545 Carling Ave, Ottawa ON K1Z 8P9 Tel: 613-724-6605 Fax: 613-724-4577
CANADIAN STANDARD ASSOCIATION (CSA) 178 Rexdale Blvd, Toronto ON M9W 1R3 Tel: 416-747-4000
COMPOSITE CAN & TUBE INSTITUTE
50 South Pickett St, Suite 110 Alexandria VA 22304-7206 USA Tel: 703-823-7234
CONTRACT PACKAGING ASSOCIATION
One Parkview Plaza, Suite 800 Oakbrook Terrace IL 60181 USA Tel: 6 30-544-5053 Fax: 630-544-5055
CONVERTING EQUIPMENT
MANUFACTURERS ASSOCIATION
201 Springs St, Fort Mill SC 29715 USA Tel: 803-948-9470
FARM CREDIT CANADA 1800 Hamilton St, Regina SK S4P 4L3 Tel: 306-780-6463 800-387-3232 Fax: 306-780-5001
FIBRE BOX ASSOCIATION
500 Park Blvd, Suite 985 Itasca IL 60143 USA Tel: 847-364-9600 Fax: 847-364-9639
FLEXIBLE PACKAGING ASSOCIATION 403-971 Corporate Blvd, Linthicum MD 21090 USA Tel: 410-694-0800 Fax: 410-694-0900
FOOD MARKETING INSTITUTE 2345 Crystal Dr, Suite 800 Arlington VA 22202 USA Tel: 202-452-8444 Fax: 202-429-4519
FOOD PROCESSING SUPPLIERS ASSOCIATION (FPSA) 101-1451 Dolley Madison Blvd, McLean VA 22101-3850 USA Tel: 703-761-2600 Fax: 703-761-4334
FOOD PROCESSORS OF CANADA 900-350 Sparks St, Ottawa ON K1R 7S8 Tel: 613-722-1000
FOODSERVICE PACKAGING INSTITUTE 421-7700 Leesburg Pike, Falls Chruch VA 22046 USA Tel: 703-592-9889 Fax: 703-592-3264
FOREST PRODUCTS ASSOCIATION OF CANADA 410-99 Bank St, Ottawa ON K1P 6B9 Tel: 613-563-1441 Fax: 613-563-4720
FURTHER POULTRY PROCESSORS ASSN. OF CANADA 206-1545 Carling Ave, Ottawa ON K1Z 8P9 Tel: 613-738-1175
GLASS PACKAGING INSTITUTE 1220 North Fillmore St, Suite 400 Alexandria VA 22201 USA Tel: 703-684-6359 Fax: 703-546-0588
GRAVURE ASSOCIATION OF THE AMERICAS 8281 Pine Lake Rd, Denver NC 28037 USA Tel: 201-523-6042 Fax: 201-523-6048
HEALTHCARE COMPLIANCE PACKAGING
COUNCIL 268-2711 Buford Rd, Bon Air VA 23235-2423 USA Tel: 8 04-338-5778 Fax: 888-812-4272
MATERIALS & COMPONENTS
• This section includes any item that forms part of the finished package. Examples: closures, coatings, films, foils, inks, labels, papers, tags and tapes.
• Advertisers are shown in red type
• For full addresses of companies listed on the following pages, turn to the Address Section of this Buyers’ Guide.
Alex E. Jones & Associates Atlantic Packaging Prod Ltd.
Automationdirect
• This section includes any item that forms part of the finished package. Examples: closures, coatings, films, foils, inks, labels, papers, tags and tapes.
• Advertisers are shown in red type
• For full addresses of companies listed on the following pages, turn to the Address Section of this Buyers’ Guide.
FPC
Farnell Packaging Limited 5, 9
Hood Packaging Corporation 4, 5, 7, 8, 9, 18
Inteplast Bags and Films Corporation – Haremar 2, 5
• This section includes any item that forms part of the finished package. Examples:
• Advertisers are shown in red type
• For full addresses of companies listed on the following pages, turn to the Address Section of this Buyers’ Guide.
PACKAGING MACHINERY
Packaging, LLC 5
HayssenSandiacre 5, 6
Heat and Control, Inc. 5, 6
Heat Sealing Pkg Supplies 4
Hood Packaging Corporation 5
Ilapak Inc. 1, 2, 3, 4, 5, 6, 7
JG Packaging 3,
Are
We
With over 50 years of sensor experience, Balluff is a world leader and one of the most effi cient manufacturers of sensor, RFID, and networking technologies.
Balluff offers local inventory via our Canadian headquarters located in Mississauga, Ontario, as well as application and integration support, and Best in Class training that you need to ensure your success both locally and globally.
Right Choice. Unparalleled Reliability.
Whether you’re designing a new material handling machine or replacing a unit that’s seen better days, Baldor•Reliance® industrial gearmotors are the right choice to put your application in motion.
With unlimited custom capabilities and a wide array of drop in replacement configurations in stock, every Baldor•Reliance industrial gearmotor features proven technology, quieter operation and unparalleled reliability.
baldor.com 479-646-4711
• Drop-in Replacement
• Unlimited Custom Designs
• Right Angle and Parallel Shaft
• Industry Proven Technology
• Unmatched Quality
Super Compact Spiral Conveyors
PACKAGING MACHINERY
Automationdirect
Capmatic Ltee 1, 2, 3
Charles Downer & Co. Ltd. 1
Cognex Corp.
Coding &
2,
Harlund Industries Ltd. 1, 2, 3
Industrial Marking Systems 1, 2, 3
Labelling Technologies 1, 3
M.D. Packaging Inc. 1, 2, 3
Markem-Imaje Inc. 3 Matthews Marking Systems 1, 2, 3
MultiFeeder Technology, Inc. 1, 3
Nordson Canada Limited 1
Omron Canada Inc. 1
PMR Packaging Inc. 1, 2, 3
Pineberry Manufacturing 1, 3
Plan Automation Inc. 1, 2, 3
RFID Canada 1, 2, 3
Robatech Canada 1, 3
Samuel Packaging Systems Group 1, 2, 3
SICK Inc. 2
Strong Point Automation Inc.
3
BLISTER FORMING
Artypac Automation Inc.
Bosch Packaging Technology
Canadian Paper & Packaging Co.
Celplast Packaging Systems
Charles Downer & Co. Ltd.
DJS Enterprises
Goldrich Printpak Inc.
M.D. Packaging Inc.
Plan Automation Inc.
R-J Machinery Inc.
Uhlmann Packaging Systems LP
Veritiv
BLISTER SEALING
Artypac Automation Inc.
Bosch Packaging Technology
Canadian Paper & Packaging Co.
Capmatic Ltee
Celplast Packaging Systems
Charles Downer & Co. Ltd.
DJS Enterprises
Goldrich Printpak Inc.
M.D. Packaging Inc.
Plan Automation Inc.
R-J Machinery Inc.
Uhlmann Packaging Systems LP
BLOWMOLDING
Alex E. Jones & Associates
DJS Enterprises
KRONES Machinery Co.
M.D. Packaging Inc.
Newmapak Ltd.
Omnifission Packaging
Ryson’s new super compact spiral conveyors are designed to handle your smaller loads.
They feature a centerline diameter of only 3’-7”. A new 6” wide nesting slat design facilitates end-transfer of small cartons and packages or side-transfer small bottles and containers in mass or a single file at speeds in excess of 200 FPM.
These new spirals offer significantly larger elevation change capacity than what is currently available in the marketplace today. For application assistance or more information, give us a call or visit www.ryson.com
BOTTLING
Capping
Filling
Sorting Equipment
Alex E. Jones & Associates 1, 2, 5, 6
All-Fill Inc. 5
Alpha Checkweighers 5
Artypac Automation Inc. 1, 2, 3, 4, 5, 6
Auto-Mate Technologies, LLC 1, 2, 5, 6
Automated Packaging Systems
B & T Sales Inc. 1, 5
Bericap North America Inc. 1
Bosch Packaging Technology 3
Capmatic Ltee 1, 2, 4, 5, 6
Charles Downer & Co. Ltd. 6
Chisholm Machinery Solutions 1, 5
DJS Enterprises 1, 2, 3, 4, 5, 6
DESCON Conveyor Systems 4
ESS Technologies 1, 5
Eckert Machines 2
Feed Systems Inc. 1, 2, 5, 6
Flexi-Pack Machinery Solutions 2, 4, 6
Hibar Systems Ltd. 1, 5, 6
IMA North America 1, 4, 5, 6
Kaps-All Packaging Systems 1, 2, 5, 6
KRONES Machinery Co. 1, 2, 3, 4, 5, 6
M.D. Packaging Inc. 1, 2, 3, 4, 5, 6
McBrady Engineering Inc. 2, 3, 4
New England Machinery Inc. 1, 2, 6
Newmapak Ltd. 1, 2, 3, 4, 5, 6
Omega Design Corp. 2, 6
Omnifission Packaging 1, 5, 6
Optima Machinery Corporation 1, 2, 3, 4, 5, 6
PMC Industries 1
PMR Packaging Inc. 1, 2, 4, 5, 6
Pacific Packaging Machinery 5
Pack West Machinery – Div. of Pacific Packaging 1, 5
Packaging Machinery Concepts 1
Plan Automation Inc. 1, 2, 3, 4, 5, 6
Prodo-Pak Corp 3, 6
R.A Jones & Co. 1, 4, 5
R E Morrison Equipment Inc. 2, 4
R-J Machinery Inc. 1, 5
Schubert Packaging Automation 1, 5, 6
Septimatech Group Inc. 1, 6
STANMECH Technologies Inc. 2 Techno Pak Packaging Systems 1, 2, 4, 5, 6
Abbey Packaging Equipment Ltd. Alex E. Jones & Associates
Inc. Capmatic Ltee
Downer & Co. Ltd. DJS
CHECKWEIGHING
Abbey Packaging
Alex E. Jones & Associates 1, 2, 3, 4, 5, 6, 7
Artypac Automation Inc. 2, 3
Automated Packaging Systems 1, 2, 3, 4, 5, 6, 7
Automationdirect 1, 6
Bemis Packaging 1, 2, 3, 4, 5, 6, 7
Canpaco Inc. 1, 3, 4, 5, 6, 7
Capmatic Ltee 1, 3, 4, 5, 6, 7
Charles Downer & Co. Ltd. 1, 2, 4, 5, 6
Columbia Coding & Marking Ltd. 1, 3, 4, 5, 6
Consolidated Technologies 2, 4, 5
DJS Enterprises 1, 2, 3, 4, 5, 6, 7
Dependable Marking Systems 1, 2, 3, 4, 6, 7
Domino Printing Solutions 1, 4, 5, 6, 7
Emplex Bag Sealing Solutions 1, 2
Greydon Inc. 1, 2, 3, 4, 6, 7
Harlund Industries Ltd. 1, 4, 5
Iconotech 1, 6
ID Technology Canada 1, 4, 5, 6
Industrial Marking Systems 1, 3, 7
JG Packaging 1, 3, 4, 6, 7
KRONES Machinery Co. 1, 3
Leibinger 4
Loveshaw, an ITW Company 1, 4, 6, 7
M.D. Packaging Inc. 1, 2, 3, 4, 5, 6, 7
Markem-Imaje Inc. 1, 4, 6, 7
Matthews Marking Systems 1, 2, 4, 5, 6, 7
Multivac Canada Inc. 3
Newmapak Ltd. 1, 4, 5, 6, 7
Marking Systems 1, 2, 3,
PACKAGING MACHINERY
Clean, safe conveying
Designed for maximum available production time and operating convenience, the new modular belt conveyor in stainless steel is robust, safe and easy to clean. The standardized design and modularity make changes of the production line easy. It’s the smart, long-term investment in your bottom line and your operators!
Newmapak Ltd. Omega Design Corp.
PMR Packaging Inc. Plan
CONVEYORS
Alex E. Jones & Associates 1, 2, 3, 4, 5, 6, 8, 9, 11, 12, 13, 15
Since 1978 , Domino has evolved to offer a comprehensive portfolio of end-to-end coding solutions designed specifically to meet compliance and productivity requirements. But our advantages don’t stop with our remarkable products. We work hard every day to ensure our service is just as exceptional as our products.
At Domino, our people constantly do more to provide you with a true difference in printing.
The difference is in our people. The difference is in our printing.
Domino. Do more.
Thermal Inkjet Case Coding Print & Apply Labeling Thermal Transfer Overprinting Laser Inkjet
M.D. Packaging Inc. 1, 2, 3 Massman Automation Design 1
HEATERS
PACKAGING MACHINERY
1, 3, 4, 5, 6, 7
Marking Systems 1, 2, 3, 4, 5, 6, 7 MultiFeeder Technology, Inc. 3, 4, 5
Continuous Inkjet Printers have set the standard for reliable, user friendly, and cost effective product coding and marking for more than 35 years. With a reputation for relentless reliability and up to 50% less fluid consumption than other brands, our printers keep your uptime up and your operating costs down. Call us at 1-866-583-0048 or visit us online at www.hitachi-america.us/ice/inkjetprinters/.
PACKAGING MACHINERY
Omnifission Packaging 3, 4, 5
Oystar North America 6
PDC International Corp 4
PMR Packaging Inc. 1, 3, 4, 5, 6
Packaging Machinery Concepts 4, 5
Packaging RX 3, 4, 5
Pemberton & Associates Inc. 5
Pineberry Manufacturing 2, 3, 4, 5, 6
Plan Automation Inc. 1, 3, 4, 5, 6
QuickLabel Systems 5 RFID Canada 5
Richards Packaging Inc. 4
SPS/PHIN
1, 3, 4, 5, 6
Nordson Canada Limited 3
OBX Works 1, 3, 4, 5
PACKAGING MACHINERY
MAKES/SELLS WHAT AND WHERE TO FIND THEM
MPERIA™, Matthews’ universal print platform, complete with our VIAjet™ print technologies, allows customers to control multiple print technologies across multiple production lines, integrate with order processing, populate data fields without human entry errors, and interface with new or existing databases – all from a single controller. - Seamless integration with ERP/WMS systems and databases
- Scalable: control one printer or several on multiple production lines
- VPN Interface allows for remote connectivity and support
print technologies
L-Series
One Size Doesn’t Fit All
Squid Ink’s new family of CoPilot Printing Systems offers 3 different print heights for your different applications.
Squid Ink’s CoPilot 128 is a proven choice for printing small character codes or barcodes on egg cartons, PVC pipe, corrugate cases or more. The CoPilot 382 is ideal for replacing costly print and apply labels or printing GS1 barcodes on the side of a box. The CoPilot 256 fits right in between, making Squid Ink’s CoPilot family the ideal solution for your specific coding and marking applications.
For more information visit www.squidink.com or call 1-800-877-5658 for your local Authorized Squid Ink Distributor today.
PACKAGING MACHINERY
Baumer Inc. 7
Beumer 1
Capmatic Ltee 1, 2, 3, 4, 5, 6, 7
Charles Downer & Co. Ltd. 1, 2, 3, 4, 5, 6, 7
Columbia Coding & Marking Ltd. 1
DJS Enterprises 1, 3, 5
Dependable Marking Systems 1, 4, 6
Domino Printing Solutions 1
FANUC Robotics Canada Ltd. 5
Festo Inc. 5
General Conveyor 1
Harlund Industries Ltd. 1, 5
IMA North America 4, 5
Industrial Marking Systems 1, 3, 4, 6
Kaps-All Packaging Systems 1, 2, 3, 4, 6, 7
KRONES Machinery Co. 2, 3, 4, 5, 6, 7
Labelling Technologies 1, 3, 4
DJS Enterprises 1, 2, 4
General Packaging Equipment 1
Habasit Canada Limited 2, 4, 7
HayssenSandiacre 7 Heat and Control, Inc. 1, 2, 3, 4, 5, 7
Reiser packaging expertise and Repak technology are the powerful combination you need to produce a superior form/fill/seal package.
■ The Repak form/fill/seal packaging machine is a rugged, high-speed racehorse capable of the industry’s fastest speeds.
■ Produces the highest quality packages with reliable seals that virtually eliminate leakers and returns.
■ Features rapid air forming to allow the use of thinner, less expensive films while maintaining package integrity.
■ Uses two 4-point lifting systems in both the forming and sealing stations to generate up to five metric tons of closing pressure for uniform forming and higher quality seals.
■ Hygienic design and stainless steel construction for superior sanitation. Test the Repak for yourself – contact us to arrange a demonstration at our Reiser Customer Center.
PACKAGING MACHINERY CONVERTING MACHINERY
VISIONARY DESIGN INSPIRED BY PERFORMANCE
This extremely efficient filling system can be integrated into any production line for the Pharmaceutical, Nutraceutical, Biotech, Cosmetic, Chemical, Food & Beverage industries.
Learn more about the FlowStar TM products at www.capmatic.com
ADHESIVE APPLICATORS
BETTER TRAY PACKAGING
The T 600 traysealer features flexibility and highperformance. With its quick easy changeover, simple operation and MULTIVAC Hygienic Design™, simply opt for the better solution.
Matthews Marking Systems 5 Muller Martini Canada 1, 2, 4, 5, 8, 10, 11, 12, 13, 15, 17
Pineberry Manufacturing 1, 2, 3, 4, 8
Primera Technology 8
Prolamina 5
QuickLabel Systems 8, 17
Sterling Marking Products Inc. 2, 5, 7, 8
ViascanQdata 8, 17
Wedlock Paper Converters Ltd. 1, 5, 15
Windmoeller & Hoelscher Corp. 5, 6, 15
Winpak Ltd. 5
Wolverine Flexographic LLC 1, 5, 8
PUMPS
1 Air
Ink Circulating Bemis Packaging 2
Heidelberg Graphic Equipment 2 R E Morrison Equipment Inc. 1
PUNCHERS
Longford International Ltd.
REWINDS
Baumer Inc.
Bemis Packaging
Macro Engineering & Technology Tharo Systems, Inc.
ROBOTIC LOAD/OFF-LOAD INTEGRATION
Zund America, ROLL HANDLING
Charles Downer & Co. Ltd.
ROLL LEAF STAMPING
EQUIPMENT
Heidelberg Graphic Equipment RULE BENDERS
Bobst North America
RULES, CREASING CUTTING
ETC.
Bobst North America SCANNERS 1 Electronic 2 Laser 3 Optical
Ahearn & Soper Inc. 2, 3
Automated Packaging Systems 2, 3
Balluff Canada Inc. 2, 3
Banner Engineering Corp. 2, 3
Charles Downer & Co. Ltd. 1, 3
Dependable Marking Systems 1
Industrial Marking Systems 2
Labelling Technologies 1, 3
Manroland Canada 1
Matthews Marking Systems 1, 2
Omron Canada Inc.
SLOTTERS Bobst
SOLVENT
SPRAYERS
TACHOMETER
Annan & Bird Lithographers 12
Baumer Inc. 5
Bemis Packaging 1, 2, 4, 5, 7, 14
Bobst North America 1, 2, 4, 5, 8, 13, 15
Dependable Marking Systems 1, 5, 8,
Automated Packaging Systems 4, 5, 6, 7, 8,
Bemis
Email: inquiry@spsphin.com Web: www.spsphin.com Original equipment manufacturer (Phin labellers) and designer of complementary packaging machinery. Project Management, line integration, commissioning and training. Food, beverage, pharmaceutical, personal care, household chemical.
SPEEDWAY PACKAGING MACHINERY
10 Gormley Industrial Ave Unit 2-3 Gormley ON L0H 1G0 Tel: 905-888-5344 Fax: 905-888-5374 Email: contactus@spmi.ca Web: www.spmi.ca Plant Manager: Kent Edmunds
ATLANTIC PACKAGING PRODUCTS LTD. 111 Progress Ave Toronto ON M1P 2Y9 Tel: 416-298-8101 800-268-5620 Fax: 416-297-2218 Email: marketing@atlantic.ca Web: www.atlantic.ca Pres: David Boles. Sr Vice Pres-Sales: Bob Hagan. VP Mfg: Peter Connelly. Types of containers and materials produced -- All Types of Corrugated Cartons. Production facilities -- Complete Corrugated Including Die Presses.
CASCADES CONTAINERBOARD PACKAGING 1061 rue Parent St-Bruno QC J3V 6R7 Tel: 450-461-8600 866-735-2635 Fax: 450-461-8636 Web: www.cascades.com President/CEO: Charles Malo...Types of containers and materials produced: Corrugated products.
CENTRAL GRAPHICS & CONTAINER GROUP
Timberlea Blvd Mississauga ON L4W 2T7 Tel: 905-238-8400 Fax: 905-238-8127 Web: centralgrp.com Pres: Rich Eastwood. Plant Mgr/Sr VP-Mfg: Alan Culbert. VP/Sales Mgr: Rick Eastwood. Types of containers and materials produced -- Specialists in direct print of quality graphics on corrugated, for retail packaging & display in addition to traditional corrugated packaging. Production facilities -- 1 to 5 colour printing, flat diecutting,
ANTHEM WORLDWIDE 1620 Tech Ave Mississauga ON L4W 5P4 Tel: 905-219-1700 Fax: 905-219-1667 Personnel -- VP-Client Integration: Anne Dean.
ASTRO BOX CORP. 1-117 Basaltic Rd Concord ON L4K 1G4 Tel: 905-695-8788 866-255-5328 Fax: 905-695-8791 Email: info@astroboxcorp.com Web: www.astroboxcorp. com Pres: Charles Parlagreco.
ATLANTIC PACKAGING PRODUCTS LTD.
111 Progress Ave Toronto ON M1P 2Y9 Tel: 416-298-8101 800-268-5620 Fax: 416-297-2218 Email: marketing@atlantic.ca Web: www.atlantic.ca Vice-Chairman: John Cherry
BERICAP NORTH AMERICA INC. 835 Syscon Crt Burlington ON L7L 6C5 Tel: 905-634-2248 Fax: 905-634-7780 Web: www.bericap.com Company Head: Scott Ambrose, Pres.
BRIDGEMARK
77 City Centre Dr East Tower, Floor 2 Mississauga ON L5B 1M5 Tel:
905-281-7240 866-335-9457 Fax: 905-270-3601 Email: info@ bridgemarkbranding.com Web: www.bridgemarkbranding.com Pres: Steve Davis
BUCKHORN CANADA INC. 8032 Torbram Rd Brampton ON L6T 3T2 Tel: 905-791-6500 800-461-7579 Fax: 905-791-9942 Web: www.buckhorncanada.com Jim Morrison, VP/Gen Mgr.
CENTRAL GRAPHICS & CONTAINER GROUP
5526 Timberlea Blvd Mississauga ON L4W 2T7 Tel: 905-238-8400 Fax:
905-238-8127 Web: centralgrp.com VP/Sales Mgr: Rick Eastwood.
DAVIS 77 City Centre Dr West Tower, 2nd Floor Mississauga ON L5B 1M5 Tel:
100 Industry St Toronto ON M6M 4L8 Tel: 416-769-9000 Fax: 416-769-5454
Web: www.goldpak.com Pres/CEO: Leslie Goldberg, Sales Mgr: AJ Goldberg
JONES PACKAGING INC.
3000 Page St London ON N5V 5H3 Tel: 519-451-2100 800-265-9093 Fax: 519-451-2107 Email: info@jonespackaging.com Web: www.jonespackaging. com Pres/CEO: Ron Harris, VP-Mfg: Chris Leys, Sr VP-Bus Dev:Richard Pileski
GOLDRICH PRINTPAK INC. 100 Industry St Toronto ON M6M 4L8 Tel: 416-769-9000 Fax: 416-769-5454 Web: www.goldpak.com Pres/CEO: Leslie Goldberg, Sales Mgr: AJ Goldberg. Types of containers and materials produced -- E, F, G, N fine flute corrugated for retail and display packaging. Production Facilities -- Litho Print, Die Cutting, Coating, Windowing and Gluing.
GRIMSBY PACKAGING LIMITED
1244 Nathaniel Cres Burlington ON L7S 2A7 Tel: 905-681-1604
800-736-0411 Fax: 905-681-1023 Email: grimsby1@sympatico.ca Pres/Sales Mgr: Philip Jones. Types of containers and Materials Produced: Corrugated/ Corroplast.
KRUGER INC.
3285 Bedford Rd Montréal QC H3S 1G5 Tel: 514-366-8050 800-361-2845 Fax: 514-366-6489 Email: michael.lafave@kruger.com Web: www.kruger.com Gen Mgr: Michel Dubuc. Plant Mgr: Stephane Tally. Sales Mgr: Gilles Foucault. Types of containers and materials produced -- Corrugated boxes, display boxes.
MITCHEL-LINCOLN PACKAGING LTD.
3737 boul Thimens Ville St Laurent QC H4R 1V1 Tel: 514-332-3480 800-361-5727 Fax: 514-332-2039 Email: ml@mitchellincoln.ca Web: www. mitchellincoln.ca Pres: James Garfinkle. Plant Mgr: Pierre Aubry. VP Sales/ Mktg Mike Goriani. Types of containers and materials produced -- all Types of Corrugated Boxes. Production facilities -- Corrugating, Flexo-Folder-Gluing, Diecutting, Stitching, Taping.
MOORE PACKAGING CORPORATION
191 John St Barrie ON L4N 2L4 Tel: 705-737-1023 Fax: 705-737-5579 Web: www.moorepackaging.com Pres: Dan Fraber. CEO: Peter B Moore. Dir Sls: Jeff Abbott. Types of containers and materials produced -- Corrugated packaging, POP displays, label laminating, pre-print.
PACKAGING TECHNOLOGIES INC. 310 Courtland Ave Concord ON L4K 4Y6 Tel: 905-738-8226 800-303-5883 Fax: 905-738-6182 Email: debi.bowins@ptibox.com Web: www.ptibox.com Pres: Tim Boissinot. Plant Mgr: Clarence Brown. Dir-Sales/Mktg: Debi Bowins
GV104-305 Roehampton Ave Toronto ON M4P 0B2 Tel: 647-993-7600 Web: www.leaderlinx.com Consultant & executive recruiter for the North American Packaging Industry. Expertise on all packaging containers, sustainability, food safety & food waste, education & extensive packaging network.
PACKAGING RX INC.
57075-11965 Hurontario St Brampton ON L6Z 0E7 Tel: 905-495-1199 Fax:
PORTABLE PACKAGING SYS. INC. 5875 Chedworth Way Mississauga ON L5R 3L9 Tel: 905-507-3042
888-994-9008 Fax: 905-507-2983 Email: dtsinokas@portablepackaging. com Web: www.portablepackaging.com CEO: Al Leger. Plant Mgr: Rob Vladek. Sls Mgr: Dan Tsinokas.
REPACK CANADA & THE FREELANCE PORTFOLIO
425 Norfinch Dr Toronto ON M3N 1Y7 Tel: 416-656-6227 416-736-4441
3755 Laird Rd Mississauga ON L5L 0B3 Tel: 905-829-1200 Web: www. sealedair.com Company Head: J E Brown, Graphic Serv Mgr. R W Anderson, Graphic Art Dir.
TRICORBRAUN 1000-6 CityPlace Dr St. Louis MO 63146 USA Tel: 314-569-3633 800-325-7782 Email: marketing@tricorbraun.com Web: www.tricorbraun. com Sales Mgr: Sean McNabney 7050 Woodbine Ave Suite 203 416-213-7474
PLASTICS MOLDERS & FABRICATORS
BERICAP NORTH AMERICA INC. 835 Syscon Crt Burlington ON L7L 6C5 Tel: 905-634-2248 Fax: 905-634-7780 Web: www.bericap.com Pres: Scott Ambrose. Plant Mgr: Michael Lubrick. Sales Mgr: David Watson. Facilities -- Injection molding. Package specialties -- Plastic closures - bottle caps, child resistant closures, food, chemical & pharmaceutical closures.
BERRY PLASTICS CANADA INC. 33 Taylor St Waterloo QC J0E 2N0 Tel: 450-539-2772 888-539-2772 Fax: 450-539-0585 Email: mac@berryplastics.com Web: www. berryplasticscanada.ca Pres: Stephane Binette. Plant Mgr/VP Tech Serv: Daniel Desjardins. Sales Mgr/VP Sales/Mktg: Joe Franckowiak. Facilities -- Injection molding. Package specialties -- Closures of all types and sizes from 13 to 120 mm, child resistant, also specialized products (Syringes, specimen cups, contact lens cases).
BUCKHORN CANADA INC. 8032 Torbram Rd Brampton ON L6T 3T2 Tel: 905-791-6500 800-461-7579
Fax: 905-791-9942 Web: www.buckhorncanada.com Sales Mgr: Jim Morrison.
CANFAB PACKAGING INC. 2740 rue St Patrick Montréal QC H3K 1B8 Tel: 514-935-5265 888-522-6322 Fax: 514-935-1074 Email: info@canfabpkg.com Web: www.canfabpkg.com Pres: T Klein. Facilities -- Injection molding. Package specialities -- Caps.
CONSOLIDATED BOTTLE
Tote Boxes, Fish Boxes.
JOKEY PLASTICS NORTH AMERICA INC. 150 Mitchell St Goderich ON N7A 3X8 Tel: 519-524-9890 Fax: 519-524-6114 Email: info@jokey.com Web: www.jokey.com Sls Mgr: Shashank Shah. Types of containers and materials produced: -- Polypropylene tubs, pails, trays & buckets. Production facilities: -- injection molding/offset printing/In-mold labelling.
Web: www.panocap.com Sales Rep: A Laderoute. Plant Mgr: Jim Sinclair. Sales Mgr: Alan Laderoute. Facilities -- Injection molding. Package specialties -Caps & closures.
POLYTAINERS INC.
197 Norseman St Toronto ON M8Z 2R5 Tel: 416-239-7311 Fax: 416-239-0596
Web: www.polytainersinc.com Pres: R K Barrett. VP-Sls/Mktg Steve Taylor. VP-Bus Dev: Derek Lawr. Bus Dev Mgr: Micheil Jennings. Facilities -Polytainers High Definition (PTHD) -Injection molding, thermoforming. Package specialties -- High quality process style graphics - printing up to 8 colours on both containers and lids. In mold Labelling (IML), Off mold Labelling (OML), Shrink Sleeve Labelling.
RICHARDS PACKAGING INC. 6095 Ordan Dr Mississauga ON L5T 2M7 Tel: 905-670-7760 Fax: 905-670-1961 Email: tosales@richardspackaging.com Web: www. richardspackaging.com CEO: Gerry Glynn. Pres: David Prupas. Plant Mgr:
ANNOUNCEMENTS
Harpak-ULMA announces the promotion of Jerry Rundle to the newly formed position of Field Sales Manager. Jerry has been a Regional Sales Manager with Harpak-ULMA for 11 years covering the Northeast states. The company continues to grow in size and complexity with additional RSM’s, new product lines, a larger installed base and integrated projects. In his new role, Jerry will provide more assistance and guidance to the Sales team. Jerry will continue covering the Northeast states until further notice. He may be reached at jerryrundle@harpak-ulma.com or 215-534-3347.
FESTO APPOINTMENT
Roger Hallett, Festo Canada’s new President and CEO, has taken over during a period of extended growth for the company. Sales grew at an annual rate of almost 10% during the past five years, during which he was Vice President Sales and later VP Sales and Marketing. The company’s new five-year plan is targeting similar annual growth, primarily through a combination of market share gains, the ongoing expansion of Festo’s electric automation portfolio, new smart factory solutions and continued innovation in pneumatics.
The UK-born Hallett, an electrical engineer by training, succeeded Thomas Lichtenberger at the beginning of 2016. Lichtenberger, after seven years leading Festo Canada, has been appointed President and CEO of the rapidly expanding US and Canadian subsidiaries of Festo Didactic, the company’s global industrial training and skills development division.
n Leading German beverage production and packaging equipment group Krones AG has picked up the top Packaging Design prize in this year’s international A’Design Award competition for the “extraordinary” look of its Krones Cycling Bottle container—a stable, sturdy, reusable PET (polyethylene terephthalate) bottle decorated with geometric embossments in the body and neck area (picture above) to create stunning visual impact. Boasting an ergonomic grip area to make a perfect sporting companion, the Cycling Bottle container was produced using the company’s new digital Krones DecoType inkjet direct-print technology that vastly expands the variety of possible designs for unique-shaped beverage containers. Originally conceived as an individual advertising gift by three students completing their internships at a Krones facility in Regensburg, Germany, the Krones Cycling Bottle project was completed by the same interns under the direction of the plant’s Container Design Department engineers.
n Packaging machinery manufacturer TAB Industries, LLC of Reading, Pa., has unveiled its largest-ever TAB
Wrapper Tornado series orbital stretchwrapping machine, which was custom-designed to unitize insulated foam refrigeration panels that approach eight feet in height when stacked and palletized for shipping. Standing more then 11 feet tall (picture above), the recordsetting setting TAB Wrapper Tornado features a 115-inch-diameter wrapping ring to secure palletized loads to their pallets as single units by wrapping the plastic film 360 degrees under and around the entire load—eliminating the need for using large crates, banding and other containers and fasteners for improved protection, safety and stability during storage and transport. Remarkably, the mammoth-sized stretchwrapper was delivered to the end-user client’s site this past summer fully pre-assembled and programmed for plug-and-play operation, according to TAB Industries.
intelligent and smart packaging systems. Applications for wine & spirits, electronics, food & beverages, luxury, health & beauty, apparel, pharmaceuticals and other high value-added products. Products that help extend shelf life, monitor freshness, display information, improve safety, security and improve convenience.
n Leading forest products group Weyerhaeuser Company of Federal Way, Wash., has reached an agreement to sell its liquid packaging board business—including a 280,000-tpy (tons per year) capacity mill in Longview, Wash.—to Nippon Paper Industries Co., Ltd. for US$285 million in cash, with plans to use a substantial portion of the after-tax proceeds for debt repayment. “This transaction creates significant value for our shareholders and enhances the focus of our portfolio as we work to be the world’s premier timberlanda and forest products company,” says Weyerhaeuser’s chief executive officer Doyle Simons, adding the company is continuing to conduct a “strategic review” of its cellulose fibers business and a printing papers joint-venture following the recent merger with Plum Creek Timber Company, Inc.
FOR MORE INFORMATION CIRCLE 154
THE MAIN EVENT
PROCESSING AND PACKAGING
It’s all here. In today’s fast-changing marketplace, staying ahead comes down to finding the right solutions. At PACK EXPO International 2016, you will see more machinery in action than anywhere else this year. Discover the latest processing and packaging advances from over 2,000 exhibitors displaying innovations and showcasing solutions to keep you ahead of the curve.
Don’t miss it— November 6–9, 2016.
CHECKOUT
PAUL PETHICK
PACKAGING HELPS OUT MAN’S BEST FRIEND
Some connections are just fated to be, and my wife and I believe it’s fate that led us to adopt our beloved pug Palmerston a few years ago—then a bouncy six-year-old bundle of energy with a confident swagger and a penchant for tasting all things edible … and many that are not. But fate can also be cruel, we learned, when shortly after taking him in, Palmy suddenly went completely blind from a rare illness called S.A.R.D.S. (Sudden Acquired Retinal Degeneration Syndrome) —turning our lives upside down in a span of a weekend. But Palmy’s admirably pugnacious approach in coming to grips with his new reality taught us both a valuable lesson we needed to learn: if he could adjust, so could we.
One of the first things we did after that fateful weekend was set up a system of bumpers to protect him from head-against wall collisions. After trying a few things to little success—towels taped to the walls seemed ineffective, while foam floor padding was just too unsightly—we finally found salvation in packaging. Manufactured by the Toronto-based Polyair Inter Pack Inc., the clear plastic film void-fill packing cushions—reclaimed from a series of online shopping excursions—turned out to be the perfect bumper material for our limited apartment floorspace. Attaching them at the pug’s head height to the walls throughout our apartment with double-sealed tape now allows Palmy to gently bounce off these remarkably resilient air pillows as he goes about his business without any lasting harm to his physical well-being or pride, sometimes with unintended humorous consequences.
ABB 14558
Anritsu 11925
ASCO Numatics 13652
Atlantic Packaging Products Ltd. 1044, 71
Baldor 13853
Balluff 13752
Beckhoff Automation
Canada Ltd. 13551
Biederman Packaging 11112
Bosch Rexroth 101IFC
Capmatic 1066, 54, 68
Cascades 11010, 11
CCCA 13041, 48
Delkor 12061
Domino 14357
Eckert Machines Inc.12937
Farm Credit Canada15064
Festo 15678
FlexLink Systems
Canada Inc. 1088, 56
Fortress Technology12837, 60
Harlund Industries Ltd. 14659
Harpak-ULMA 15469, 78
Heat Sealing 11622
hhs Baumer 15570
Hibar 103 2
Intelligrated 105 5
Krones 12433
Linde Canada 14256
Markem-Imaje 14727
Matthews Marking Systems 14862
Mettler Toledo 159IBC
To reward Palmy for his continued bravery and stoicism more than two years since losing his sight, we reward him with some topof-the-line dog treats from time to time—giving us an amusing insight on what really turns a dog on. In Palmy’s case, the Vetdiet Tender Delights from the Anjou, Que.-based Groupe Vetdiet International Inc. did the trick perfectly from the get-go. Maybe it’s a case of the pug’s other senses becoming heightened to compensate for the blindness, but he was starting to go wild as soon as I began opening the resealable, 150-gram stand-up pouch of the brand’s Honey-Glazed Salmon Formula tidbits inside an attractive package decorated with outstanding canine photography and a clear see-though window to visually appreciate the remarkably high quality of the contents. Needless to say, Palmy is head over heels with these moist and tender little chews, while I’m seriously impressed with the sturdy resealable closure at the top of the pouch that does an outstanding job of keeping the remaining treats inside fresh and aromatic for weeks on end.
colors on the front panel provide plenty of jovial visual pizzazz for the glossy multilayer plastic construction, along witha wealth of useful product information clearly communicated in great detail on the back panel.
by Paul Pethick
Not to be outdone, the new DentaLife Chews from the Mississauga, Ont.-based Nestlé Purina Petcare also evoke a similarly Pavlovian fervor from Palmy whenever I start fiddling with the attractive, resealable 595-gram stand-up pouch filled with 24 elongated strips formulated to maintain sound canine dental health and a relatively fresh doggy breath. Although the pouch does not have a see-through window, the large-sized product images, adorable canine photography, large typeface and bright
Moore Packaging12635
Multivac 15368
PAC/Graphics Canada15778
Packaging Technologies 11316
Paxiom 107 7
Plan Automation 14055
PMMI 15879
Primera Technology, Inc. 109 9
Propack 11417
RE Morrison 12130
Regal Beloit 12231
Reiser 11213, 67
Ryson 13954
Serigraphie Richford12534
SEW Eurodrive 12332
Spicers 15165
SPS/Phin 11723, 73
Squid Ink 14963
TricorBraun 11520
Tsubaki 14155
Uline Shipping Supplies 13346
UniTrak Corporation Ltd. 14458
VC999 12736
Veritiv Corporation13450, OBC
Videojet 102 1
Weber Marking Systems 13245
Weighpack 107 7
WestRock 13142
Yaskawa Motoman15266
Zund America Inc.11824
Maybe you can’t teach an old dog new tricks, but you can certainly teach a blind one a few things, as I discovered with the recent purchase of a Pro-Training Clicker from the Hutto, Tex.-based Starmark Pet Products Inc. A clicker, as you may expect, is a training device that makes a sharp click sound when pressed. The idea is to pair the sound to the giving of a treat, which is then associated with an action: be it doing a rollover, sitting down, or returning to the master on command. I actually learned a great deal about the process of canine behavior modification by reading the entire three-panel foldout insert included inside the attractively designed blisterpack, which provides plenty of easy-to-follow instructions, tips and black-and-white photography to deliver on the package’s explicitly stated promise to “increase communication & improve behavior.” Similarly, I was quite impressed by the thoughtfulness of leaving a die-cut open window in the center of the blister dome bubble to enable a shopper to actually squeeze the clicker’s pushbutton right there at the pet-store display rack to get a feel for the product. Although it’s still early days, I have already managed to train Palmy to sit still and bow his head like a good little samurai before he gets his reward treats. As you may have guessed, I’m pretty proud of the little guy.
Paul Pethick is a Toronto-based writer and editor working in the healthcare communications industry.
Photos
Protect Your Business and Customers | Maintain Audit Documentation | Comply with Industry Standards
Download METTLER TOLEDO’s complimentary white paper, ‘The Principles of Due Diligence’, which looks at due diligence and duty of care, different frameworks such as HACCP and the main GFSI standards, risks of physical contamination, critical product inspection concerns, and more.
To download the white paper today, visit www.mt.com/compliance162