Matt Friesen, Manufacturing Engineer, Post Foods Canada
More exible and efficient automation with IndraDrive Mi
With IndraDrive Mi, the intelligent drive system, you relocate the entire drive technology from the control cabinet straight into your machines. That saves space, sharply reduces the wiring costs and optimizes your energy balance. When combined with Ethernet-based communication and the integrated motion logic, you get the perfect all-round automation system – and with the most extensive certied safety functions. Utilize the exibility and intelligence of the IndraDrive Mi system for your route into Connected Industry.
With its breakthrough design, the 9550 applies labels directly onto packs without the need for an applicator, while self-adjusting label placement accommodates varying line speeds, throughput and package sizes. Revolutionary Intelligent Motion™ technology targets zero unscheduled downtime as it precisely and automatically controls the entire system.
See the Videojet 9550 in action at PackExpo 2014 in Chicago.
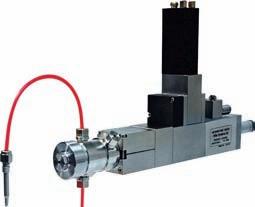
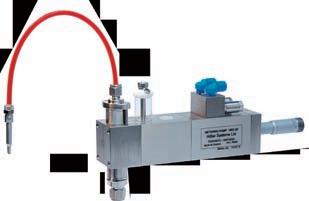
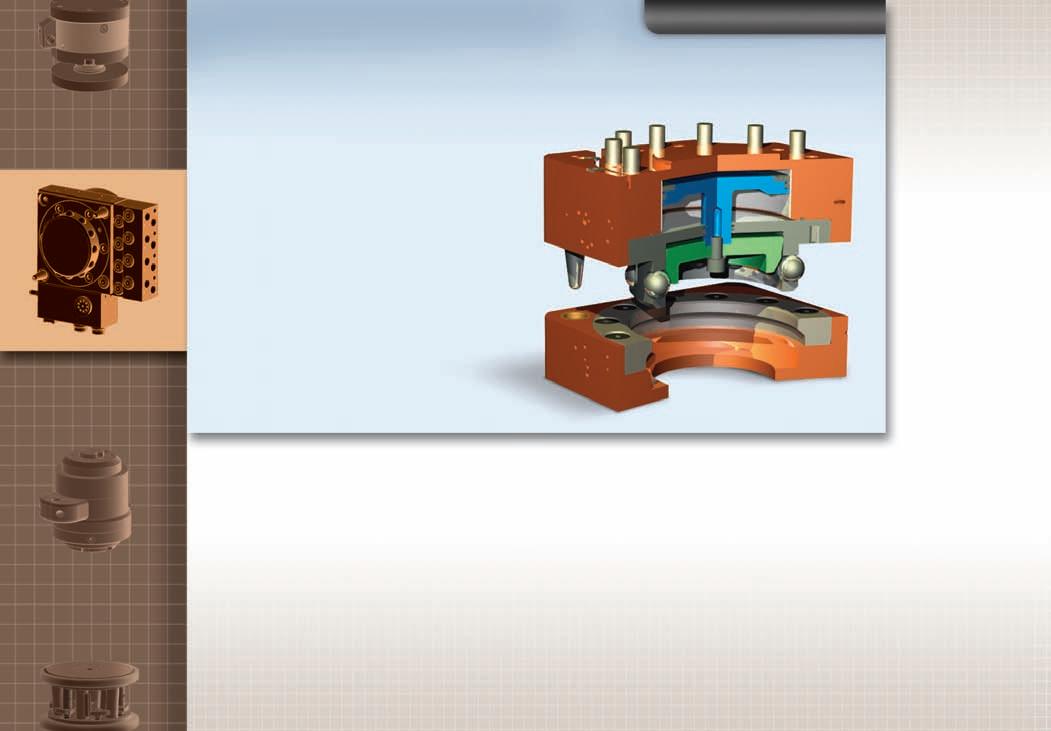
Positive Displacement Pumps
Unsurpassed Quality and Reliability make Hibar’s
Positive Displacement Pumps the desired choice for all uids, slurries and semi-viscous materials
Vice-President Annex Business Media East Tim Dimpoloulos tdimopoulos@canadianmanufacturing.com
President & CEO • Mike Fredericks mfredericks@annexweb.com
HOW TO REACH US: Canadian Packaging, established 1947, is published monthly by Annex Publishing & Printing Inc.
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
EDITORIAL AND ADVERTISING OFFICES: 80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 442-5600; Fax (416) 510-5140.
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information, contact us at 416-442-5600 or 1-800-387-0273 ext. 3555.
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $72.95 per year, Outside Canada $118.95 US per year, Single Copy Canada $10.00, Outside Canada $27.10. Canadian Packaging is published 11 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
DISCLAIMER: This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
PRIVACY NOTICE: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods: Phone: 1-800-668-2374 Fax: 416-442-2191 Email: privacyofficer@businessinformationgroup.ca Mail to: Privacy Office, 80 Valleybrook Drive, North York, ON M3B 2S9
We acknowledge the financial support of the Government of Canada through the Canada Periodical Fund of the Department of Canadian Heritage for our publishing activities. Canadian Packaging is indexed in the Canadian Magazine Index by Micromedia Limited. Back copies are available in microform from Macromedia Ltd., 158 Pearl St., Toronto, ON M5H 1L3
AS GOOD A TIME AS ANY TO STOP THE ROT
Recovery or no recovery, the Canadian economy is having a real hard time replacing the huge number of jobs that vanished in the Great Recession. And while there is a measure of comfort in seeing the official unemployment rate dip slightly to 6.6 per cent last month, according to Statistics Canada, it’s cold comfort at best in light of the fact that it was new part-time jobs driving the rate down, as another 11,800 full-time jobs bit the dust since start of 2015.
Alas, early anecdotal evidence suggests there is more pain on the way in months ahead , ba sed on the 17,000 positions eliminated in the wake of retailing giant Target ’s hasty retreat from the Canadian market; the uncertainty over future job prospects of 670 people employed at five Cascades paperboard plants sold to the U.S. based Graphic Packaging; the nearly 400 jobs to be lost in Toronto with the announced closing of the Wrigley Canada chewing gum factory in a year’s time; the possibly epic shakeup in the natural resources sector due to the sudden oil price collapse ... it all makes it very challenging to remain a glass-half-full kind of guy.
For all that, hardly a month seems to go by without one industry or another complaining about job vacancies going begging. In value-added manufacturing sectors, it’s all about not having enough Canadians with the required high-tech skillsets forcing their potential employers to look offshore to fill their staffing requirements.
Out in the country’s farm fields, on the other hand, perfectly good crops turn to waste every growing season because farm operators can’t get their hands on enough people to pick them, accord-
COVER STORY
12 CEREAL SUCCESS By Andrew Joseph
ing to Ron Lemaire, president of the 90-year-old Canadian Produce Marketing Association (CPMA) in Ottawa.
Canadians don’t want these jobs because it’s pretty hard manual labor, while foreign workers who would take these jobs in a heartbeat can’t come to Canada because of bureaucratic bungling by our federal immigration authorities, Lemaire told Canadian Packaging in recent interview. (See more on CPMA activities on page 22)
“In Quebec last year, there was an estimated $30 million worth of product left in the field because we didn’t have the sufficient manpower to pick it,” Lemaire laments. “This has negative downstream impact on the supply-demand model—increasing the cost of product and becoming a supply chain issue for retailers who don’t have product available for customers who want locally-sourced produce.
“For the most part, Canadians are not interested in the hard labor involved in picking crops and getting the product out of the fields,” says Lemaire,
“That’s why we need an improved and stabilized foreign worker program,” says Lemaire, pointing out that the modern prosperous consumer society in Canada has its very roots in exactly these types of programs.
“Throughout our history, traditional farm labor has been done by immigrants coming to Canada to build a new better life,” Lemaire states.
“Foreign labor is a vital piece for agriculture in Canada in making sure Canadians have access to healthy and cost-effective food,” Lemaire asserts. “It’s all great having someone plant it and grow it all, but if you can’t pick it, it just sits there and rots,” Lemaire concludes.
No better time for stopping that rot than now.
Leading Canadian cereal producer leaving nothing to chance with its comprehensive, high-tech product safety and quality strategy at each stage of the process. Cover photography by Kazuyoshi Ehara
DEPARTMENTS & COLUMNS
3 UPFRONT By George Guidoni
5-6 NEWSPACK Packaging news round-up.
8-9 FIRST GLANCE New technologies and solutions for packaging applications.
10 imPACt
Monthly insight from PAC, Packaging Consortium
30 NOTES & QUOTES
Industry briefs and company updates.
71 EVENTS Upcoming industry functions.
71 PEOPLE Career moves in the packaging world.
72 CHECKOUT By Shannon Kaupp
Joe Public speaks out on packaging hits and misses.
FEATURES
19 FLEXIBLE OUTLOOK By George Guidoni
Canadian commercial printing giant makes a bold entry into the North American flexible packaging marketplace.
22 GROWING HOME! By George Guidoni
Canadian fresh produce sector in an upbeat mood over future growth prospects and opportunities enabled by modern-day packaging technologies.
24 GOOD THINGS IN SMALL PACKAGES By George Guidoni
Ontario manufacturer of single-dose dishwashing and laundry detergents cleaning up in the market’s privatelabel segment with leading-edge R&D and quality standards.
SPECIAL SECTION: pages 32-69
2015 PACKAGING MACHINERY SPECIFICATIONS MANUAL
32 Page-by-page guide to using this one-of-a-kind industry manual.
BOLD ASIAN FLAVORS INSPIRE PACKAGING INNOVATION FOR HEALTHY MEAL SOLUTIONS
Eating your healthy daily quota of vegetables does not have to be a chore or inconvenience when you have products like the Fresh Attitude Stir Fry kits within easy reach.
Launched at refrigerated produce sections of major grocery chains in Ontario and Quebec last month, these readyto-heat individual meals—offered in exciting General Tao, Sweet & Sour, Teriyaki and Thai flavors—are claimed to be the only products of its type featuring fresh vegetables grown in season, according to the Fresh Attitude brand-owner Veg Pro International Inc
the vegetables section, setting the product’s shelflife at 12 days after processing,” Wan Winden explains. “Toppings are also isolated within an insert with individual cavities, which maintains them in their respective controlled atmospheres.
“Combined, these two elements guarantee a crisp texture that will please consumers each and every time,” says Wan Winden, adding that each bowl provides the equivalent of four servings of vegetables.
Offering freshness, texture and taste that can’t be rivaled by anything in the frozen-food aisles, the new kits are processed on year-round basis at the company’s central processing facility in Sherrington, Que., and packaged in special microwavable bowls—specifically engineered for this product line—that also double as serving
Featuring crunchy vegetables and brassicas, crispy toppings and exclusive gourmet sauces to give each flavor its distinct and authentic taste profile, the Asian-Style Stir Fry bowls— manufactured by IMS Plastics in Sherbrooke, Que.—utilize their unique design to facilitate ideal steam cooking in the microwave, thereby preserving the ingredients’ nutri tional value and eliminating the use of fat.
Because the vegetables are not precooked, it is up to the consumer to choose the desired cooking level, which is nearly impossible within frozen meals.
The cooking instructions displayed at the back of the lid recommend heating the meal for two minutes, after which, the consumer who prefers vegetables a little less al dente can put the dish back in the microwave oven for a few additional minutes.
“The vegetables’ freshness is the main attraction of these Stir fries—well ahead of the frozen products whose texture, taste and crunchiness are often so disappointing,” says Luc Wan Winden, head of R&D (research-and-development) at Veg Pro International.
“The ingenious packaging ensures a completely controlled atmosphere of
CAUGHT IN THE MOMENT
Canadian prime minster Stephen Harper receives a recognition plaque from Bosch Rexroth Canada’s systems director Dino Paladino (left) and vice-president of finance and administration Michael Langstaff during last month’s visit to the company’s 140,000-square-foot facility in Welland, Ont., where it engineers and manufactures hydraulic power units and systems for a wide array of industries across Canada.
NEWSPACK
KEEPSAKE GIFT-PACKS CAPTURE ROMANCE OF THE OCCASION IN STYLE
As a time to celebrate love, romance and affection, Valentine’s Day has no equal, and neither does a nifty new, limited-time gift-pack celebrating two of Canada’s most beloved indulgences: namely chocolates and beer.
Launched at the LCBO (Liquor Control Board of Ontario) outlets in mid-January, the somewhat offbeat combination brings together the popular Steam Whistle Pilsner brand beer—made by Toronto’s leading craft-brewer Steam Whistle Brewing —and hand-crafted pieces of pilsnerinfused chocolate bites and truffles from Toronto’s renowned fine desserts purveyor Dufflet Pastries
Although the gift-pack doesn’t specifically say Valentine’s with red hearts or Cupid graphics on the packaging, there’s no denying its romantic
overtures with a bold offering of six signature-green glass bottles of Steam Whistle and eight pieces of artisan chocolate packed in a collectible tin attached to the special-themed beer-pack.
As with the proliferation of styles and flavor mash-ups in craft beer, chocolate has enjoyed the same level of exploration of late, with chocolate infused with internationallysourced chili, sea salt, exotic fruits, nuts or nougat nowadays readily available alongside old-fashioned milk or dark chocolates.
finally hit the perfect sweet-spot with two mouthwatering recipes, including:
• The Pretzel Beer Bites, whereby Dufflet infuses Steam Whistle’s Czech-style Pilsner into a chocolate ganache, surrounds it with a crunchy mix of pretzels, vanilla cookie crumbs and white chocolate, and then covers it in milk chocolate;
• The Beer Ganache Truffles, which get their rich, malty essence from the Pilsnerganache filling enrobed in dark chocolate.
With this trend in full swing, local baker and chocolatier Dufflet Rosenberg approached Steam Whistle a year ago with the idea to create beerinfused chocolates after sampling some in her travels.
After months of tastings, the two companies
“We decided to approach Steam Whistle with our idea for beer chocolates because we know they make the best Pilsner in Can ada,” Ro senberg recalls. “A keepsake tin of eight beer chocolates included with six bottles of Steam Whistle makes this the perfect pair to share.”
NEW YEAR RINGS IN DRAMATIC CHANGES FOR CASCADES OPERATIONS
With news of major capital investments followed by announcements of asset selloffs, venerable forest products powerhouse Cascades Inc. appears to be in the midst of a major corporate restructuring aimed at strengthening its Norampac corrugated packaging business in Canada, while exiting the sizeable domestic folding-carton business it built up during an acquisition-fueled expansion in the late 1980s and early 1990s.
In mid-December, the Kingsey Fall, Que.headquartered forestry producer announced the sale of its Canadian boxboard manufacturing and
ANNOUNCEMENT
We are pleased to announce the appointment of Shawpak Systems Limited as our National Sales Representative in Canada for all METTLER TOLEDO Checkweighers, X–Ray Inspection Systems and Metal Detectors.
Shawpak has been successfully providing product inspection solutions to food and beverage, pharmaceutical and industrial manufacturers since 1987. Shawpak is well positioned with knowledgeable Sales Representatives across Canada. We believe that this enhanced partnership will allow METTLER TOLEDO and Shawpak to more effectively serve all our customers.
In conjunction with this Sales Channel announcement we would also like to announce that METTLER TOLEDO will now be the sole provider of service and parts for your Hi Speed and Safeline equipment. With factory trained technical experts across Canada, we are convinced that this will provide you with the highest quality service for your equipment. Parts and Service can be requested by calling 800 METTLER.
For the latest information on our equipment and service capabilities, we welcome you to call Shawpak or visit our web site at www.mt.com/pi.
You may also visit our booth at the Canadian PackEx Show in Toronto in June 2015.
www.mt.com (800)-METTLER
converting operations to the U.S.-based Packaging Holding Company for $44.9 million.
Employing 670 people, the sold facilities include:
• A m ill in East Angus, Que., manufacturing recycled coated boxboard for the production of folding cartons, originally acquired by Cascades in 1983;
• A m ill in Jonquière, Que., producing three-ply coated boxboard from virgin or recycled fiber, purchased in 1984;
• A h igh-quality graphic packaging plant in Mississauga, Ont., acquired in 1992;
• A plant in Cobourg, Ont., manufacturing high-end flexographic boxboard containers, built by Cascades in 1993;
• A folding-carton production facility in Winnipeg, acquired in 2001.
While Cascades says it plans to maintain its boxboard manufacturing operations in Europe, company president Mario Plourde says the decidsion to sell its domestic paperboard business “signals our commitment to refocusing our activities in the strategic sectors in which Cascades excels.
“This transaction follows in the wake of a number of other actions taken during the course of the year, with a view to reducing our debt load and focusing our investments in certain core packaging sectors, as well as in the tissue paper and recovery sectors,” Plourde states.
Adds Norampac president Marc-André Dépin: “The investments made in past years in these boxboard manufacturing and converting units have led to an opportunity to create synergies with a player such as Graphic Packaging.
“By exiting this sector of activity in North America, Cascades and Norampac are turning a page in their history,” says Dépin.
Formally concluded earlier this month, the deal provides the Atlanta, Ga.-headquartered
Graphic Packaging with unprecedented proximity to a Canadian client base in food, beverage, and consumer goods
“The acquisition of cades’ Norampac oard assets enhances our position in North American folding cartons and enables us to extend our customer reach in Canada,” says Graphic Packaging’s president and chief executive officer David Scheible.
“These assets will broaden our customer base and allow us to offer our current customers a wider range of products.”
For all that, it appears to be business as usual at the Cascades-owned Norampac corrugating division, wich recently spent $13 million to acquire and install two state-of-the-art printing presses at Quebec-based corrugating plants in Vaudreuil and Drummondville.”
Manufactured by Japanese-based Mitsubishi, the two EVOL presses are expected to yield substantial productivity and efficiency improvements at the two operations, according to Norampac.
“This major investment in Québec is part of our efforts to modernize Norampac’s and Cascades’ assets,” says Norampac’s chief operating officer for packaging Charles Malo.
“Similar investments were made at several of Norampac’s corrugated converting plants in Ontario, and productivity at those plants increased significantly,” Malo states. “We believe that the investments in Québec will have the same positive spin-offs, allowing us to respond more quickly to our customers’ needs, offer packaging products of greater quality, and increase our productivity.”
Marc-André Dépin, President and CEO, Norampac Inc.
Start with a single lane scale, and add more as your business grows
FIRST GLANCE
POWERFUL VISION
The new PowerGrid machine vision technology developed by Cognex Corporation is described as a texture-based location algorithm that takes an unconventional inside-out approach to reading 2-D (two-dimensional) matrix and DPM (direct part marking) codes by looking for a pattern of alternating light and dark modules within the code, rather than just by locating the finder pattern. According to Cognex, this new capability dramatically increases read rates in 2-D barcode reading applications where a part’s geometry, poor lighting, occlusion, or print-registration errors can make it difficult to capture an image of the entire code. Incorporating this feature on the company’s popular X models of the DataMan 300 series fixed-mount barcode readers enables them to locate and read codes even when they exhibit significant damage or complete elimination of the finder pattern, clocking pattern, or quiet zone.
Cognex Corporation
KEEPING IT FRESH
combine leading-edge equipment with high-quality skin film to create outstanding high-barrier food packages. When properly applied, the Darfresh films create a super tight-fitting second skin that seals up to the edge of the product—holding the product in place for vertical display and a highly effective, compelling presentation, enhanced with consumer-friendly features such as easy opening, clear product visibility, and significantly extended shelf-life for fresh products. Harpak-ULMA Packaging, LLC 4 02
LASER PRECISION
4 01
Designed to make optimal use of the Cryovac Darfresh rollstock technology from Sealed Air Corporation, the new Ulma Darfresh thermoformers from Harpak-ULMA Packaging, LLC
PRESS RELEASE
Product coding specialists Markem-Imaje have expanded its popular SmartLase C series laser printers with two high-performance options that include the SmartLase C350 HD (high-density)— offering the widest coding area available in the industry, up to 500x500-mm—and the SmartLase C350 BOU (beam orientation unit) model, whose flexible beam arm ensures generation of bestquality codes in any position. With both new
SCOTT MORRIS NAMED PRESIDENT & CEO OF WEBER PACKAGING SOLUTIONS
Scott Morris has been named President and CEO of Weber Packaging Solutions, Inc., a worldwide manufacturer and supplier of pressure-sensitive labels and labeling systems. Joseph Weber, Jr., Chairman of the company, made the announcement.
“The quality of his work, dedication and his ability to achieve the highest goals are very important for our long-term success,” said Weber. “We are confident that Scott will succeed in his new role.”
Morris assumes the new role after more than four years as the Vice President and General Manager at Weber Canada in Mississauga, Ontario.
“I am honored to be able to continue my career with Weber Packaging Solutions at an international level and to strengthen our position as a global supplier. Weber has been providing quality products and services for more than 82 years and will continue to deliver market leading solutions and innovations for years to come,” said Morris. “I would like to thank the staff and customers of Weber Canada – it has been a pleasure working together.”
Weber employs over 1,000 people throughout the world at numerous manufacturing and sales locations in North America, Central America, Europe, Asia and Australia.
options incorporating the company’s highly reliable SmartLase code technology that enables a broad range of configurations and options to meet multiple production challenges and easily integrate into existing production lines, the C350 printer can print more than 100,000 products per hour, according to the company, while the C350 BOU can print up to 45,000 labels per hour with high contrast and in a wide array of positions.
Markem-Imaje
HEAT OF THE MOMENT
Distributed in Canada by Heat Sealing Packaging, the new TraySkin xplus packaging system developed by SEALPAC is designed to vacuum-pack meat products directly in the tray with tight film that fits the contours of the product
PRESS RELEASE
Michael Brown named Vice President & General Manager of Weber Marking SystemsCanada
Michael Brown has been named Vice President and General Manager of Weber Marking Systems – Canada, a worldwide manufacturer and supplier of pressuresensitive labels and labeling systems. Scott Morris, President and CEO of the company, made the announcement.
With over 20 years of executive leadership experience developing and managing highperformance teams within the industrial/printing category in North America, Michael has held several key positions within Domino Printing Sciences, a UK-based company.
He served as President of Domino Canada for several years and in 2007 was appointed to the role of President – North American Operations with responsibility for the U.S., Canadian and Mexican businesses.
“Mike brings years of experience, leadership and proven performance to Weber. His abilities and success in the North American marketplace instantly make him a key member of our Executive Team. We are very pleased to welcome him to Weber,” said Scott.
Of his appointment; Mike says, “I am excited to be joining Weber and the opportunity to lead the Canadian operation. I look forward to building and expanding strong partnerships with our customers and being part of a fantastic team in taking the business to the next level.”
With headquarters in Mississauga, Ontario, and direct sales offices across Canada, Weber Marking Systems - Canada provides high-quality labels and labeling and coding products to the Canadian marketplace.
like a second skin, according to the company, while providing excellent barrier protection during the product’s entire life-cycle to ensure optimal product freshness, shelf-life, quality and consistency in many different formats and varieties. Available with a broad choice of different opening aids to facilitate flawless removal of the skin film when opening the pack—whereby the product’s secure fixation in the tray prevents it from moving—the TraySkin xplus system is well-suited for vertical presentation of fresh and frozen foods, including meat, poultry, seafood, convenience snacks or entire ready meals with multiple components. According to SEALPAC, the innovative TraySkin xplus system can even accommodate bulky products such as larger bulk pieces of meat or whole roasts—even with significant protrusion—on any of the company’s A-series traysealers, after which they can be easily labeled or upgraded with a cardboard sleeve for additional product protection. Compatible with a broad range of plastic and aluminum packaging materials, the TraySkin packaging system is available in several innovative variations such as TenderPac —a twocompartment vacuum-packing system for fresh red meat that separates the product mass from drip-loss that naturally occurs during product maturation.
Heat Sealing Packaging 405
POSITIONAL AWARENESS
Designed for pairing with any Festo T-slot pneumatic drive, the new Festo SDAT-MHS position transmitters offers an inexpensive, easy-to-install alternative to positional transducers that provides consistently reliable positioning to ensure high repetition accuracy in applications such as pressing, screwing, riveting, ultrasonic welding, and adhesive bonding. Designed to fill the void between simple cylinder switches and costly positional transducers or mechanical potentiometers, each SDAT-MHS transmitter emits a path-proportional output signal. Available with sensing ranges of 50-, 80-, 100-, 125- and 160-mm to match the most commonly used strokes of Festo cylinders, the SDAT produces accurate feedback across the entire stroke length, including discharge, without the need for the sensors to project beyond the end of the cylinder, while its 4-20 mA analog output can be connected directly to analog inputs, without the need to program the analog output of a PLC (programmable logic controller). Festo Inc. 4 06
MAKING THE GRADE
The new pharma-grade model NEHCPCL-36 unscrambler from New England Machinery, Inc. is a compact machine featuring a fully-integrated hopper elevator, an integrated ionized air rinser, FDA-compliant container handling components, and a small-footprint design utilizing curves and slants to eliminate flat surfaces for applications in cleanroom and/or sanitary environments.
New England Machinery, Inc. 4 07
SMART CHOICES
Designed to enable end-users in the packaging, food-and-beverage, and industrial automation
FIRST GLANCE
industries to implement easy design changes to their existing transfer conveyor systems with versatile layout flexibility, the new 2200 SmartFlex flexible chain conveyor components developed by Dorner Mfg. Corp.—available from the company both as completed assemblies or as kits— comprise a broad selection of merge and divert modules, including 45-degree, 90-degree and parallel options; high-accuracy lift and locate stations, in cushioned and non-cushioned versions; a choice of pallet stops in capacities up to 100 pounds per stop; and a diverse selection of pallet handling guides, blocks, pins and tracking mechanisms.
Dorner Mfg. Corp.
The Milton, ON facility of automotive and household chemical producer Recochem Inc. produces 500 different SKU’s. The licensed brands made and packaged by Recochem are amongst the most popular and widely used products on the continent.
“Recently, we had a customer request scanable bar codes that could be printed and applied at speeds of 50 boxes per minute. Weber Marking gave us the best product for these high speeds and at a great price, “ explains plant manager Larry Funnell.
Recochem purchased 8 Weber systems, one of them being the 5300 Label Printer-Applicator which prints up to 50 labels per minute at 203 dpi. The systems print on a wide range of surfaces with a myriad of configurations: tamp-blow; air-blow; direct-tamp; swing-tamp; cornerwrap; dual label; and electric tamp-blow. Value-add features on the 5300 include a microprocessor and downloadable firmware capabilities.
Funnell particularly appreciates the 5300’s memory capabilities, “permitting the operator to select the requisite job from the applicator rather than having to download it from the computer.”
Finally, Recochem has nothing but praise for the service and quick delivery from Weber Marking Canada. “It really was a quick turnaround, and I think it surprised all of us here at Recochem!”
4 08
“We
- Larry Funnell Plant Manager
15 on ‘15
Circular Economy could be Financial Coup for Packaging
Katherine O’Dea, Co-founder and Principal
The NEXT Generation of Bioplastics
Steve Davies, Director of Corporate Communications and Public Affairs
Packaging Machinery - Flexibilty and Do More with Less
Julie Ackerman Montross, Senior Director PR and Communications
Food Waste – Growth of Packaging Solutions to Prevent Food Waste
Ron Cotterman, VP Sustainability
Consumers Will Continue to Drive Innovation
Yasmin Siddiqi, Global Packaging Relationship Manager
Ecommerce – Opportunities for Progressive Brand Owners
Eric Ashworth, President
Active and Intelligent Packaging – High Tech Packaging Solutions
Eef de Ferrante, Executive Director
Flexible Packaging – Impacting Consumer Experience with Market Trends
Aaron Wallander, Director - Dairy Marketing
Corrugate - Challenges and Opportunities
Dave Boles, President
Printed Electronics – Transforming the Role of Packaging
Richard Pileski, Senior Vice President – Printed Packaging
Packaging Optimization – Taking a Life Cycle Approach
Alan Blake, Executive Director
Private-Public Partnerships hope to drive Consumer Packaging Recycling
Jeff Wooster, Global Sustainability Director of the Packaging and Specialty Plastics
A Progressive Community Food Waste Strategy
Dave Gordon, Manager of Sustainable Waste Management
Canada EPR – The Evolution of Extended Producer Responsibility
Mark McKenney, President
Krones helps Steam Whistle do one thing really, really well – package Canada’s premium pilsner
Steam Whistle Pilsner offers the style and flavour of the great pilsners of Europe, yet is brewed fresh locally at their independent, Canadian brewery. Crafted under the watchful eye of the Czech-born Master Brewer, this golden-coloured Bohemian pilsner is made using only four all-natural ingredients, a distinctive recipe, traditional methods, and a whole lot of passion.
How is this brewmaster know-how and brewery freshness retained until it reaches you? With the assistance of Krones’ TFS filter, Lavatec bottle washer, VOC can filler, and Modulfill bottle filler. All this ensures quality through zero-bacteria control, minimum oxygen pickup and accurate fill heights. Just some of the measures that Steam Whistle takes to be the worthy reward at the end of your day.
A BLAST FROM THE PAST
Iconic Canadian breakfast cereal processor holds onto the past with modern updates to its product packaging security
ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY KAZUYOSHI EHARA
It’s rare that a brick-and-mortar facility faithfully mirrors history of the product it manufacturers, but for one prominent processor of grains and nuts breakfast cereals, there’s really no place like home.
Situated near one of the world’s great natural wonders in Niagara Falls, the Post Foods Canada Inc. facility has been in operation for more than 100 years, producing multiple different popular cereal products—its main products that have been made in the Niagara Falls region for a long time.
With Post Foods Canada headquartered in Toronto, and the global headquarters of Post Holdings Inc. located in St. Louis, Mo., the 200,000-square-foot facility of production and warehousing in Niagara Falls nowadays annually produces approximately 40 million pounds (18,144 metric tonnes) of cereal products.
“This is the original Shredded Wheat facility in Canada, and we still produce the original large biscuits here,” Post Foods Canada manufacturing engineer Matt Friesen told Canadian Packaging magazine during a recent visit to the site. “In fact, we are the only remaining, formerly Nabiscoowned plant that still makes this product.”
Along with Shredded Wheat, another breakfast cereal product, Shreddies, has also only been made at this location for over 75 years, he adds.
“The building has been expanded at different times throughout its long history,” explains Friesen, “but overall, it is a very old facility rich with history.”
Setting the foundation for 100-plus years of cer eal history to come, in 1892 lawyer and inventor Henry Drushel Perky and his business partner and machinist William Henry Ford invented a machine that shred whole wheat to create Shredded Wheat. The idea for boiled wheat was original conceived by Perky to help alleviate his own bouts with chronic diarrhea.
It was at Ford’s shop in Watertown, N.Y., that they developed a machine for making what Perky called “little whole wheat mattresses.”
Originally, Perky and Ford wanted to just sell the machines, not the biscuits, but the shredded wheat biscuits proved to be too popular to ignore. After moving to Worcester, Ma. in 1895 with The Cereal Machine Company, he added the Shredded Wheat Company In 1904, the company added the Canadian Shredded Wheat Company at the current facility in Niagara Falls with Shredded Wheat also being launched in Canada, although the U.S. and Canadian companies were eventually sold to National Biscuit Company (Nabisco) in 1928.
A contemporary of Perky and Ford, C.W. Post created his Postum cereal beverage in 1895 in the confines of a barn in Battle Creek, Michigan.
Two years later, he debuted the iconic Grape-Nuts cereal, lauded as one of the first ready-to-eat cereals. Neither a grape or a nut, it is made from natural wheat and malted barley flour and contains the Post-invented maltose flavoring, created during the fermentation process, to create the cereal’s distinct nutty taste.
In 1912, Post helped usher in the then-innovative marketing techniques such as extensive advertising, coupons, free samples, product demonstrations, plant tours and recipe booklets, all of which kept his products in the consumer’s sights.
It worked wonders, as during the late 1920s the then-named Postum began acquiring other companies and expanding its product line to over 60 products—eventually changing its name to General Foods Corporation
The illustrious list of iconic cereals it introduced over the succeeding decades includes: Grape-Nuts Flakes (1932); Shreddies (1939), a Canadian brand; Sugar-Crisp (1949); Alpha-Bits (1958); Spoon Size Shredded Wheat (1961); Honeycomb (1965); Honey Bunches of Oats (1989) and other flavors; Cranberry Almond Crunch (1997); and the Canadian cereal Great Grains (2011).
With its rich historical legacy fully assured, in
Granola Almond Crunch Honey Bunches of Oats Greek
ing healthier, the breakfast cereal market has in fact
Matt Friesen, Manufacturing Engineer, Post Foods Canada
Built in 1904, the now 200,000-square-foot Post Foods facility in Niagara Falls, Ont., produces over 18 million metric tonnes of cereal every year.
shrunk in recent years, but bucking the trend, Post has managed to expand its own market share in Canada.
“Throughout the long history of this facility, and the various ownership shifts, since 1904 Shredded Wheat—and Shreddies since 1939—have continued to be processed here at the very same plant,” states Friesen.
“The year 2015 is the 76th anniversary of Shreddies cereal, and it remains our biggest seller.”
According to Friesen, the plant currently produces more than its two iconic brands, providing a total of 35 different SKUs (stock-keeping units).
The core grain ingredients utilized at the Niagara Falls plant include wheat, corn, rice, oats and other grains, that are cooked, tempered, formed, baked, finished with coating and additives, if necessary, and of course packaged.
“It’s breakfast cereal, so our plant operation is not highly cyclical,” relates Friesen.
“We run 24-hours-a-day with three shifts, fivedays-a-week with full clean-ups every weekend,” says Friesen, adding the Niagara Falls facility is SQF Level 2-certified, a food safety program that incorporates the HACCP (Hazard Analysis Critical Control Point) approach to managing risks and hazards.
“As well, we also recently became the first facility within the Post Foods family to achieve zero waste sent to the landfill,” explains Friesen.
Friesen explains says that the plant operates four main processes, each with its own packaging line.
Says Friesen: “There are three 200-foot (69.96 meters) long, single-pass tunnel ovens and one puffing/toasting system, with each oven utilizing natural ambient air cooling for the cereal products.
“It’s really a fancy way of saying we do not use a cooling system other than conveyor system ride at room temperature.”
While the old adage ‘if it ain’t broke, don’t fix it’ might hold some sway amongst cost-conscious operations, Post Foods Canada seems quite adept at tweaking things, says Friesen, “as long as it can make us more efficient and save us money and resources in the short and long run.”
It certainly makes for an interesting dynamic of solid, well-built processing equipment and a plethora of new and newer packaging machinery housed at the plant.
“Everything we do here at the Niagara Falls plants is bag-in-box, except for Shredded Wheat,” explains Friesen.
“It has its own unique system that involves the biscuits being packaged in groups of threes,” says Friesen adding the Shredded Wheat line now operates four combination metal detection and checkweighing systems as part of a significant packaging system upgrade it purchased via Abbey Packaging Equipment Inc., though a fifth unit was placed on another product packaging line.
States Friesen: “I don’t want to handle consumer complaints. I want to eliminate them.”
“Abbey Packaging came highly recommended to us based on their service record from other contacts within the food industry,” relates Friesen. “They have a willingness to work towards the optimal solution, and that’s just what we needed.
“They were even willing to help us start up the four new systems simultaneously at 2a.m. back in August of 2014,” he recalls, “and we haven’t really had any issues since that start-up.”
Headquartered in Burlington, Ont., Abbey Packaging is a complete sales and service provider for a select group of specialized equipment manufacturers—providing solutions for product inspection, weighing and filling, horizontal/vertical pouch machines and bagmakers, and highly knowledgeable, professional local technical support services.
According to Friesen, the recommendations provided by Abbey Pack a ging echoed Post’s own requirements, prompting the purchase of an SSV Series Checkweigher combination of checkweighers and metal detectors.
The SSV Series Checkweigher is manufactured
Purchased via Canadian agent Abbey Packaging Equipment, Post Foods recently installed multiple machines of Anritsu Industrial Solutions' SSV Series Checkweighers, a combination of checkweigher and metal detector units that eliminate accuracy issues on its Shredded Wheat lines.
Utilizing the power of motors manufactured by SEW-Eurodrive, a SpanTech Canada conveyor system smoothly moves boxes of breakfast towards the end-of-line packaging area.
by Anritsu Industrial Solutions, Inc., a wellrespected Japanese manufacturer specializing in checkweighers, metal detection and X-Ray inspection systems. Abbey Packaging is its exclusive distributor in eastern Canada, working closely with the Elk Grove, IL-headquartered Anritsu U.S. subsidiary
Anritsu offers three different solutions under its
SSV Series Checkweigher line—the Versatile; Washdown; and High Accuracy systems, all with an available combination unit featuring an integrated Anritsu metal detector.
There are more than 150 standard Checkweigher models in the Anritsu catalog and more than 70,000 installed systems operating around the globe, according to the company.
For Post Foods, the SSV Versatile provides a good fit for the application, equipped with a highly flexible strain gauge load cell to provides what Abbey packaging calls ‘industry-leading accuracy.’
The real challenge for Abbey Packaging wasn’t in just selling the appropriate machinery, but incorporating it into the very limited space at the Post Foods facility, where the existing metal detector conveyor line was located.
“We chose to go with the combination system because it is more effective to approach consumer complaints by eliminating the consumer complaints before they happen,” explains Friesen.
“Historically, one of the leading complaints we received on Shredded Wheat was that customers were missing biscuits in the package, even though the packages still met the declared weight,” he relates.
“Initially, our approach was to try and detect missing biscuits in the product flow at the point of wrapping, but this was found to be unsuccessful.”
Friesen notes that prior to this project with Abbey Packaging, Post Foods had always deployed its checkweighers at the end of the packaging system to guarantee regulatory compliance, but it sought an improvement to avoid future customer complaints.
Traditionally, a vision inspection system on the wrapper infeed would be used for inspection of missing items, but both Abbey Packaging and Post Foods agreed that this approach was not reliable enough.
Part of the SSV Versatile Series, the Anritsu duw (dual wave) metal detection unit runs to frequencies simultaneously to check for ferrous and stainless steel contaminants on the Shredded Wheat line.
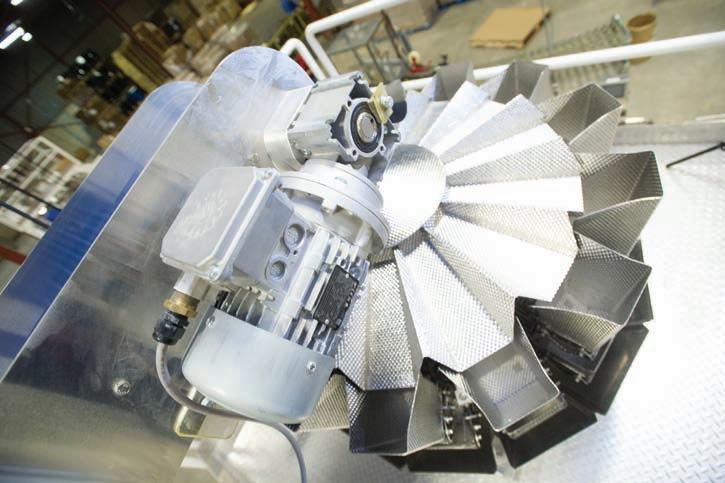
Crispy, sweet squares of multigrain cereal move through an Ishida weighscale manufactured by Heat and Control at the Post Foods Canada 200,000-square-foot plant in Niagara Falls.
Post Foods utilizes the safe sealing expertise of the Nordson ProBlue thermal adhesive application systems when forming its cereal boxes on a Bosch Packaging Technology horizontal cartoner.
To resolve the problem, Abbey Packaging in stalled intermediate checkweighing systems immediately after the Shredded Wheat biscuits were wrapped to verify individual package count.
As Friesen explains, “We selected the Anritsu SSV Versatile Series combination systems from Abbey Packaging as they were the only vendor able to meet our tight footprint requirements and they came highly recommended from an aftersale perspective.
“The Anritus systems we purchased from Abbey Packaging fit my existing line layout and reduced the cost to retrofit compared to the competition.
“Along with wanting our equipment to be capable of working at our high level of expectations, we also felt it was imperative that we also maintain high-quality local service, and Abbey Packaging was able to bring all of that to the table for us,” he adds.
Post Foods’ new SSV Versatile model KDS5206BP3D has a stainless-steel finish with integrated Anritsu Dual Wave (duw) metal detection unit, and dual flipper reject system with a lockable reject bin and reject confirmation.
Adds Abbey Packaging technical sales representative Andrej Bagrincev: “Only Anritsu was able to offer a combination unit with a double flip-arm reject system that did not require any major rebuild of the production line.
“Moreover, the reject confirmation function was added to ensure that no product with contaminants or incorrect weight will leave the inspection point.”
In order to meet Post Foods’
HACCP reporting requirements, a networkable software package for plant-wide data collection from Anritsu was implemented.
This software package, known as QUICCA, is a powerful tool for overall quality management, control and reporting.
Bagrincev explains: “The solution to the restricted space problem was made possible by the design of the combination system. Anritsu’s advanced technology and design enabled the duw metal detector to be installed directly upon the Versatile Checkweigher’s infeed conveyor—within a space of just 800 millimeters.”
The first four stainless-steel SSV Versatile systems sold to Post Foods utilized Anritsu’s duw dual frequency metal detection heads, while for the second project, a fifth SSV Versatile combination
system featured the duw-h high-sensitivity dualfrequency metal detection head.
“For the first project, the standard duw metal detectors were adequate to meet the customer’s sensitivity standards,” asserts Bagrincev, “while the second project required the higher-sensitivity duw-h option in order to meet the requirements of a larger product size.”
Bagrincev explains that the Anritsu duw series of metal detectors actually runs two electromagnetic frequencies simultaneously—one is tuned for detection of ferrous metals, and the second frequency is optimized for stainless steel detection— and is the only company to offer this technology.
“It’s a unique approach that provides the user with essentially two metal detectors in one, offering the best performance for both ferrous and
A Baldor motor powers conveyors that move product through the Anritsu SSV Series combination checkweigher/metal detection systems.
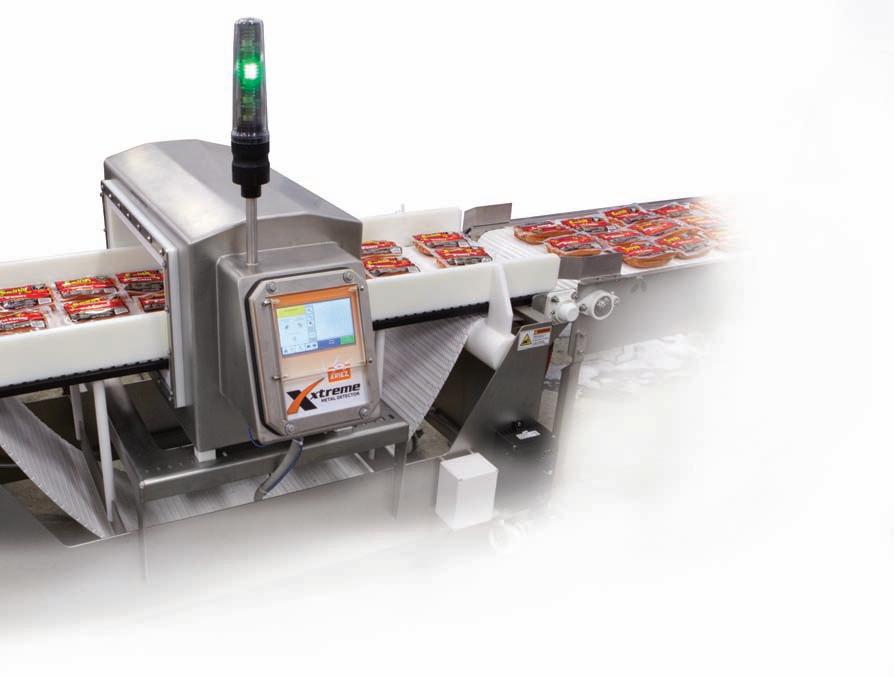
After passing through a LOMA Systems IQ3 metal detection system, product passed over an LCW 3000 checkweigher, with reject packs blown into a cavity (left) for an additional quality check by plant food safety inspectors.
Learn a trick or two.
Ingenious packaging has helped make these dog treats fly off the shelves for Big Heart Pet Brands.
Come visit our booth and we’ll teach you how we work with them, and innovate with other industry leading customers.
stainless-steel,” notes Bagrinvec, adding that the duw-h series owes its higher sensitivity to improved signal processing and a new head design that allows for optimal contaminant detection.
“When combined with the Anritsu Checkweigher, it provides a very compact inspection solution without sacrificing functionality or reliabil ity,” he says.
Some of the other equipment util ized by Post Foods Canada at the Niagara Falls operation includes:
• Ishida weighscales distributed by Heat and Control;
• SUS 2500 baggers from Bosch Packaging Technology (avail able in Canada via Charles Downer and Co.), and other bag gers from Rovema;
• Carton erectors from: Bosch Packaging Tech nology; Triangle Package Machinery utilizing Rockwell Automation’s AllenBradley of Panel View Plus 1500 control panels; and F.N. Smith side-seam gluing machines capable of pre-forming up to 400 cartons per minute;
• Adhesives manufactured by H.B. Fuller utilizing multiple Nordson ProBlue adhesive application sys tems of various tank sizes;
• A Delkor case-packing machine;
• Corrugated cartons converted by Norampac, a Division of Cascades;
• Paperboard packs from Cascades;
• Multiple coders, including a D320i that sit atop a Domino DPX500 vapor ex tractor at the Shreddies packaging line;
• Additional metal detectors include those manufactured by LOMA Systems and Fortress Technology for mainly bulk product flow; including Loma’s IQ3 model metal detection unit working alongside the LCW 3000 checkweigher on the checkweighing and finished package areas;
• Ryson spiral conveyors;
• Transfer conveyors manufactured by SpanTech Canada;
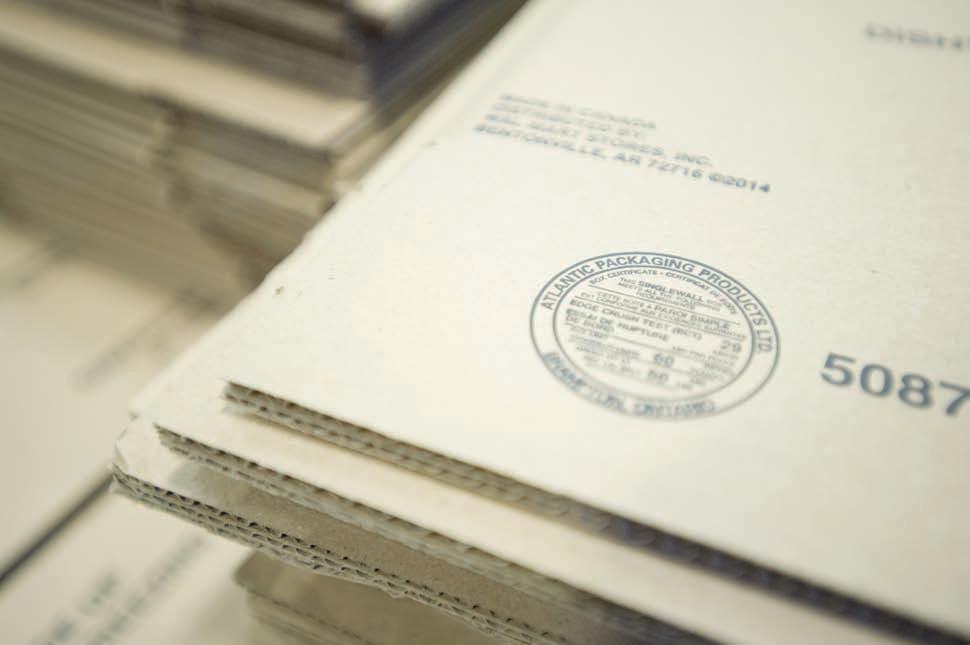
t he c anadian corrugated industry develops creative packaging solutions that are cost effective, versatile, environmentally sound and food safe. o ur boxes are designed with high-impact graphics that communicate your brand. w e focus on what matters: what’s inside the box.
A sealed corrugated case filled with breakfast cereal products makes its way up around the bend of a Ryson spiral conveyor to the palletizing area of the facility.
Freshly baked Shreddies move out of one of the ovens from the Niagara Falls facility’s all processing area on the second floor.
• a Videojet P3400 label printer-applicator utilizing a SATO M-8640Se print engine;
• Palletizers manufactured by RMT Robotics and Priority One;
• Signature-blue shipping pallets supplied by CHEP
• Stretchwrappers from both Wulftec Inter national and Orion Packaging Systems
“The Anritsu systems are very high-quality in both their build and function,” relates Friesen. “Most importantly, they are very easy to work with and have a very simple learning curve for new people.”
As for the mutually, beneficial working relationship developed between Post and Abbey Packaging, Friesen sums up by saying he hopes it continues to move forward.
“I am currently scoping out two new systems for a future installation with them, and if all goes as well as the previous projects, I’m confident we’ll continue to work together on new projects.
A Videojet P3400 label printer-applicator system utilizing a SATO M-8640Se print engine applies product identification labels to corrugated cartons.
Super-sized corrugated tote cases containing granola are skidded atop the signatureblue CHEP pallets awaiting further processing.
A Triangle Package Machinery cartoner at the Post Foods facility in Niagara Falls.
A Domino laser coder on a cartoner manufactured by Bosch Packaging Technology, the latter distributed in Canada by Charles Downer and Co.
FLEXIBLE OUTLOOK
If opportunity is really a favorable combination of circumstances, time and place—as most dictionaries will tell you—then the recently-formed flexible packaging upstart TC Transcontinental Packaging is an opportunist par excellence
Created in the wake of last spring’s US$133million acquisition of the Clinton, Mo.-based cheese packaging manufacturer Capri Packaging by the venerable Canadian media and printing giant TC Transcontinental Inc., the upstart company’s entry into the North American flexible packaging markets is by any stretch a serious statement of intent to succeed.
Backed up by significant capital resources and top-level corporate commitment of its renowned parent company—one of Canada’s largest commercial printers and leading media companies for over 39 years—the new packaging venture is arguably one of Transcontinental’s most concerted efforts at strategic corporate diversification in recent years, taking it considerably beyond its traditional geographic and customer comfort zones.
“This acquisition represents an important strategic move for the corporation into a new, promis -
last March after formally completing the acquisi tion of Capri from the U.S.-based cheese-packing giant Schreiber Foods Inc.
“It is part of our strategy to ensure our future growth path through diversification,” Olivier states.
According to TC Transcontinental Pack aging president Brian Reid, the Capri Pack aging acquisition pro vides a perfect launching platform for this trans formation in the form of two production facilities in Clinton—supported by a 40-employee pre-media graphics operation in Aurora, Ont.—an ex perienced workforce of about 225 highly dedicated staff, and annual revenues of $75 to $85 million, with the lion’s share of that
While those revenues for now represent a small fraction of the $1.5 billion that Transcontinental earns annually from its printing operations and another $700 million from its media assets, “The
FLEXIBLE PACKAGING
ing equipment and a new ERP (enterprise resource planning) system infrastructure,” he relates, “which
“Because the two plants originally existed only to serve Schreiber, there was no concerted effort to grow the customer base beyond that, but we are now developing a sales and marketing team to expand our horizons by identifying potential new customers that would provide a good fit for us in terms of the product we make and the structures that we process,” says Reid, noting the new entity’s North American business focus is in itself a depar ture from Transcontinental’s traditional reliance
“It’s a different dynamic in the packaging busi ness, where you have many Canadian packaging producers export a lot of their output to the U.S. because that’s where the customers are,” says Reid, adding the company is open to possible expansion of its manufacturing operations in Canada down
“Our strategy is to grow the business both organically and via acquisitions,” says Reid, a lifelong printing industry professional who joined Transcontinental 23 years ago and has headed its
“Now that I’m also in charge of the packaging business, we are utilizing a lot of the resources and knowledge we built up in print to support our
“We have had good success in hiring senior people with a lot of experience in the packaging field,” says Reid, singling out the recent appointment of Michael Hill, a well-known packaging and printing professional with nearly 50 years of experience, as the company’s vice-president of
“I was excited by Transcontinental’s business plans and the opportunity to help them grow,” says Hill, a U.K. native whose prolific career also includes a few years working with TC’s commer -
“I really love the packaging business, and this is a really exciting time for it—especially in the flex-
“I see continued strong growth for stand-up pouches, which will compete with the traditional rigid plastic bottles and folding cartons by offering innovative alternative solutions to rigid packaging
“Flexible packaging has an important role to play in food waste reduction in North America,” he notes, “and by continuously improving its barrier properties to extend product shelf-life, as well as facilitating portion control to reduce food spoilage, there are many exciting growth opportunities that
Adds Reid: “We have researched the market extensively, and we are highly encouraged by what
“There is an overall trend towards lighter packaging that handles and travels better, is more cost-effective to ship, and is more environmentally-friendly,” says Reid, “and flexible packaging
“All in all, flexible packaging just offered a better growth opportunity: both organically and through acquisitions,” says Reid, adding the sector’s fairly fragmented make-up provides ample room for further industry consolidation in com
“Unlike in other segments, flexible packaging is still comparatively a very fragmented market in
“By continuously improving barrier properties to extend product shelf-life, as well as facilitating portion control to reduce food spoilage, there are many exciting growth opportunities to explore.”
a sense that there are so many players in it,” he explains.
“There are over 400 flexible packaging converters in North America, with us being somewhere in the middle in terms of size, so this segment has not yet been consolidated to the same degree as other packaging segments,” says Reid, adding he expects Transcontinental to be a very “active” player in any future M&A (merger-and-acquisition) activity in the industry.
“We are definitely in this for the long term: we want to build a solid business; keep our core values; and be a responsible participant in the growth of the North American flexible packaging market,” Reid asserts.
“We have met a lot of people in the business in the last few months and attended several key industry events,” Reid relates. “Our initial impression is that it is a very vibrant business with a lot of passionate, innovative, and knowledgeable people serving it.
“And while it’s definitely a North American market, we are very proud of our Canadian roots and you can be sure that we will certainly retain our Canadian identity going forward,” Reid points out.
Says Reid: “In the near term, our primary goal is to fully integrate our Capri acquisition and to gain greater in-depth understanding of the flexible packaging business in order to identify potential opportunities for future growth.
“Having these plants and their relatively new equipment gives us some very good competitive strengths and capabilities, especially with the ongoing trend to shorter runs and quick turnarounds, as well as continuing to innovate with stand-up pouch formats and new resealability features to add value to our customers’ products.
“We are determined to develop packaging as a third meaningful business segment in the TC portfolio,” Reid concludes, “and we now have a great manufacturing base and a strong R&D team in place to help us achieve our objectives.”
PACKAGING FOR FRESHNESS
GROWING HOME!
Canadian fresh produce industry steps up to the plate in buoyant mood and mindset
BY GEORGE GUIDONI, EDITOR
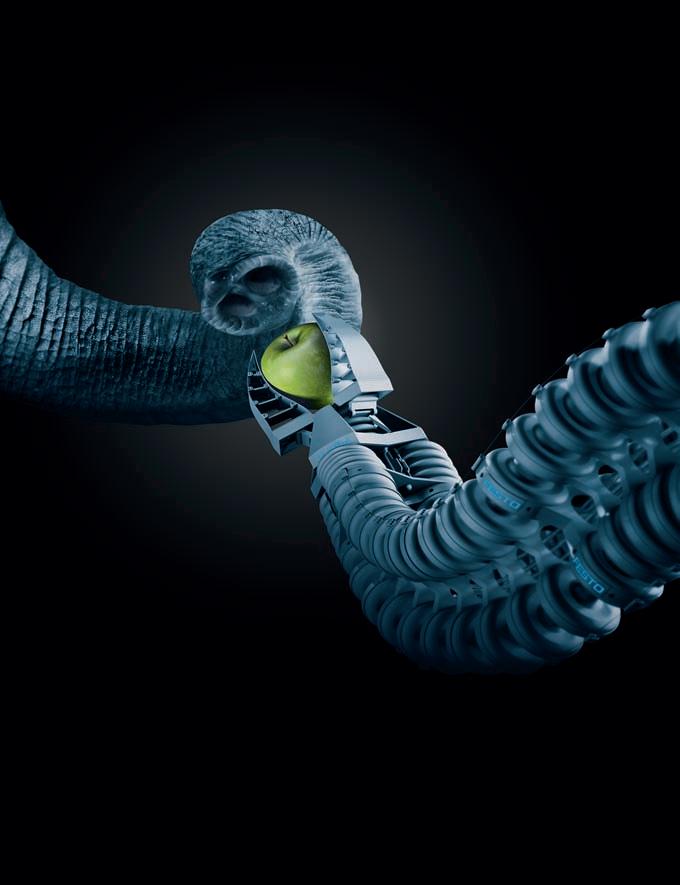
While an apple a day may or may not be the wisest words of advice on healthy eating ever coined, there is no denying the importance of regular consumption of fresh fruits and vegetables for maintaining good health of the general population at large.
Especially when it also helps to support a thriving business sector of growing economic clout and significance—as evidenced by the $4 billion annual contribution to Canada’s GDP (gross domestic product) by the country’s producers of fresh and fresh-cut fruits and vegetables.
“As an economic engine, the fruit and vegetable supply chain sector is a key driver in ensuring Canadians maintain their quality of life and style of living,” says Ron Lemaire, president of the Ottawa-based Canadian Produce Marketing Association (CPMA).
“Our industry directly employs about 150,000 Canadians coast-to-coast; we generate about a $7.6-billion increase in total household incomes annually; and in 2013 we generated a $2.9-billion increase in total corporate profits,” says Lemaire, a Carleton University graduate who joined CPMA in 1998 and has served as the group’s president for the last five years.
supply chain links most of rural Canada through all the core urban centers,” Lemaire told Packaging
broad range of regulatory and marketplace challenges and opportunities facing the group’s highly diversified membership comprising approximately 800 companies, representing a broad cross-section of industry segments.
“Most people just don’t realize what it really takes to move product from the field to the consumer,” says Lemaire.
“The reality of growing a perishable product and moving it through a system in a rigorous manner is truly something of a little miracle,” Lemaire states.
“There is a lot of investment behind the process that goes on behind the scenes to enable a consumer to pick up and enjoy the apple bought at the grocery store, be it a local or a foreign-grown product.”
SIZE MATTERS
The sheer scope and scale of that investment is especially remarkable in the context of a relatively “thin-margin” industry like the fresh produce business, Lemaire points out, with most companies’ profit margins ranging from three to five per cent.
This reality makes it imperative that the industry’s entire supply chain runs like clockwork with optimal efficiency at each stage of the process, Lemaire expands.
explaining the unusually diverse make-up of CPMA’s core member ship, which also includes a number of packaging companies.
“It is a very diversified and complex member ship base, which reflects the nature of how the produce industry oper ates,” Lemaire relates,
“but we must also have a lot of cohesion and cooperation to ensure that the product can move through the supply chain.
“So as an organization, we (CPMA) function and operate in the all-encompassing ‘system model,’ rather than just a traditional supply chain network.
“It is a really unique model: I haven’t seen the likes of it in other industries,” Lemaire notes.
“We work with both the produce food industry and the nonfood industry partners such as government, academia, the consumers, the researchers, the health community and many other stakeholders towards achieving the shared goal of facilitating the consumption of fruits and vegetables in
lation’s health and industry’s prosperity: these are the two core components that drive our ‘systems’
Ron Lemaire, President, CPMA
Scheduled to run April 15-17, 2015, at Montreal's beautiful Palais des congrès de Montréal, the 90th annual CPMA convention and trade show is expected to draw thousands of visitors to the three-day event featuring over 500 exciting booth exhibits.
For all that, actually getting Canadians to consume more fresh fruit and veggies on a daily basis is not as simple and straightforward as it sounds in principle, Lemaire acknowledges.
“Although Canadian consumers are very well informed about the benefits of eating these products, it doesn’t always necessarily translate into consumption,” he says. “Our research shows they are currently eating 4.2 servings a day on average, which has remained static since 2008, and we would like to see this average go over five servings.”
On a brighter note, consumers are increasingly allocating a larger portion of their shopping budgets to the purchases of fresh produce at the retail level, according to CPMA research.
“The percentage of space that produce takes up at the retailers outsells the space that it represents,” Lemaire points out. “Canadian retailers devote
about 19 per cent of their space to produce, but for grocers who sell fresh produce these sales account for about 21 per cent of their revenues.
“So individual retailers really have to ask themselves whether they’re doing a good job of positioning their produce department to be an important element in drawing consumers to their stores more frequently with repeat shopping,” says Lemaire, suggesting that enhanced positioning on the floor level could in turn stimulate the consumers’ daily consumption levels.
“Our surveys show that three out of four Canadians who buy fruits and veggies are now buying products that they did not buy five years ago,” says Lemaire, noting the ever-growing product choice and diversity offered to consumers.
“They are experimenting, trying new things and new taste experiences, which in turn is driving exciting product innovation,” he says.
QUALITY FIRST
“Like most people, Canadian consumers are pricedriven to an extent, but what makes them really unique is that product quality is key to their final purchasing decisions, followed by location of the store and then cost,” Lemaire relates.
“As the Canadian population continues to get older, the so-called ‘Grey Power’ is beginning to influence things like product size and packaging size, whereas the younger generation is driving the push for more locally-sourced and more ‘sustainable’ options,” Lemaire observes.
“The diversity coming in from the different consumer markets is quite an exciting development driving industry innovation and change,” says Lemaire, adding that the packaging industry has a huge opportunity on its hands in nurturing this diversity even further through continuous packaging innovation.
Says Lemaire: “Packaging in this industry did not change substantially for many years, until the clamshell came along and people just went: Wow!
PACKAGING FOR FRESHNESS
“Suddenly you had strawberries in see-though clamshells, with no product falling out of the open pint boxes, being easier to transport, drastically reducing product shrink and loss, and the product just looking so much better!
“Starting out from that basic piece of packaging, we have seen very dynamic innovation in the packaging industry: combo packs, food kits, microwavable packs, all-in-one food solutions, resalable plastic pouches, wash-though grape bags, ready-to-eat bowl offerings … these are all very positive developments,” Lemaire proclaims.
“Even the traditional mash bag is being reconfigured by adding new components and compartments to it.
“All of these pieces are fundamental in driving the market.”
For packaging companies looking to explore opportunities in this market, Lemaire suggests attending CPMA’s annual convention and trade show—this year to be held at Palais des congrès de Montréal in downtown Montreal, April 15-17—as a good stating point.
Celebrating its 90 th anniversary this year, the high-profile event will feature over 500 exhibits, including displays by prominent packaging companies, and expects to draw over 3,200 industry professionals with significant decision-making authority, Lemaire points out.
“This is a very good place to see new packaging technologies that are fundamental to moving the industry into the future with new supply chain efficiencies, cold chain management process, more effective packaging that takes up less space in a truck, new packaging to reduce product shrink, improve product shelf-life and so on,” says Lemaire, stressing that CPMA maintains a completely neutral position in regards to packaging material/substrate selection and preferences.
“We work with the packaging industry to make sure the market has the appropriate information to make the appropriate business decisions,” Lemaire states.
“Our job is to bring the industry together to ensure it remains knowledgeable, and it’s for industry to dictate what it must have to ensure it remains a profitable business,” he adds. “At the end of the day, they need to protect the product and the consumer in the most cost-effective way, which the market will ultimately decide.”
Lemaire says making well-informed decisions on packaging and other supply chain issues is especially important for the Canadian business, whose annual imports of about $7 billion worth of fresh produce is more than double the $3.2 billion that it exports, with the U.S. accounting for $2 billion of that total.
“We are largely self-sustainable for the products that we can grow in this country,” Lemaire says, “but given the product diversity that consumers are looking for, imports are a fact of life.
“Many of the products that have become staples in Canadians’ diets—like avocadoes for example— just can’t be grown here in bulk.
“We really can’t grow citrus, bananas and many other fruit varieties in this climate, and many things that we can grow in significant quantities, like strawberries, we can’t grow on year-round basis.”
That said, the $3.2 billion in annual exports is a pretty good showing for a cold-climate country like Canada, Lemaire contends, citing Japan, Germany, Mexico, China and The Netherlands as some of the more notable destinations for Canadian-grown produce.
“We export a lot of hothouse products like tomatoes, cucumbers and peppers, along with potatoes, mushrooms and carrots,” says Lemaire.
“Our fruit exports mainly consist of blueberries, cranberries, cherries and apples, which form 90 per cent of our fresh fruit exports, with the rest being split among some unique products like Saskatoon berries, to give an example.”
Given these trade dynamics, CPMA is naturally a strong proponent and advocate of policies that promote the cause of free flow of trade in fresh produce among countries and within Canada, Lemaire says.
NATIONAL INTEREST
In fact, the federal government would do well to take a cue from some of Canada’s biggest trading partners in how to increase the domestic consumption of fresh produce without resorting to intrusive nanny-state methods, Lemaire suggests.
“We are the only G-7 country without a national fruit and vegetables policy,” Lemaire points out. “In contrast, the European Union has a fruit scheme whereby EU will match a country’s investment in EU nations that implement a program to put an apple on every school desk, to use an example.
“There is an explicit recognition that national policies like this have a real health and economic benefit,” he argues.
“Same thing for the school Salad Bar program in the U.S., which also has other federally-supported programs as well as a national nutrition policy,” says Lemaire.
“In Canada, meanwhile, we have a jurisdictional standoff on whether something like this should be a provincial or national responsibility, and we need to resolve that.
“The bottom line is that increased fresh produce consumption will improve the population’s health as well as the industry’s prosperity.
Says Lemaire: “Reaching that threshold of five daily servings as part of a national policy would be the first step to having the provinces and national grassroots groups across Canada invest in and drive the programs to Canadians—that’s the end winwing goal that we at the CPMA are actively working to achieve in the near future.”
GOOD THINGS IN SMALL PACKAGES
Private-label detergent manufacturer leverages high product quality and formidable manufacturing prowess to clean up in the fiercely competitive market segment
BY GEORGE GUIDONI. EDITOR PHOTOS BY COLE GARSIDE
Too much of a good thing is never really enough in most consumer packaged goods industries.
And it’s hardly a stretch to say that things are looking good indeed these days for JemPak GK Inc.—a fast-growing manufacturer of automatic dishwasher detergents who is really cleaning up, business-wise, in the product category’s buoyant, yet fiercely competitive, private-label segment.
Brought back to life from looming bankruptcy three years ago by a team of local investors and corporate turnaround experts, the recently renamed and refocused producer of household cleaning chemicals—formerly operating under the Witco Chemical banner—is a happy testament to the virtues of sound management skills, manufacturing and packaging excellence, and a proactive R&D (research and development) mindset as key pre-requisites for corporate rejuvenation and renewal.
A one-time manufacturer of fabric softener sheets for household laundry chores, the company’s fully-
of Toronto in Concord, Ont., today ranks as one of North America’s three largest producers of the socalled ‘monodose’ pods of powder blends retailed as dishwasher detergent store brands of some of the world’s most prolific retail chains, including Big Box powerhouses Costco and Walmart
For JemPak’s vicepresident of operations Emil Tarnowsky, the decision by the company’s new owners to exit the fabric sheet business and start producing the popular, consumerfriendly, single-use packets of concentrated dishwasher and laundry powders was a monumental game-changer that breathed a whole new life and purpose into the Concord operation, along with its
ces private-label liquid laundry detergents.
“Manufacturing softener sheets was a dying commodity business back in 2011 when the new owners came in, so refocusing our market focus
The Concord plant has the capacity to produce over 1.5 billion of single-use, monodose packets of powder and liquid pods of automatic dishwasher detergent per year.
BULK PACKAGING
was critical to keep this plant going,” Tarnowsky told Canadian Packaging on a recent visit to the 70-employee Concord operation.
Drawing an analogy with hockey icon Wayne Gretzky to make a point, “What made him such a great player was not his ability to follow the puck but being in the right place just where he thought the puck would arrive,” Tarnowsky explains. “And much in the same way, we decided to enter the monodose segment because that’s where we saw the whole detergent market moving.
“And it has paid off big-time for us,” beams Tarnowsky, citing JemPak’s annual sales of over $50 million and a loyal client base comprising some of the leading lights in the global retail business.
“It’s all about consumer convenience with the monodose products,” says Tarnowsky, adding the busy, two-shift Concord plant now boasts capacity to produce about 1.5 billion packs of variable quantities of individual pods annually.
“You just pick it up, pop it into a dishwasher and away you go, all without the hassle of measuring and pouring powders and gels into the dishwasher yourself, making it such a chore,” Tarnowsky says, relating that 95 per cent of the Concord plant’s production is dedicated to dishwasher powder pods, with the rest for monodose laundry pods.
“The monodose clothes detergents have not yet caught on in the same big way in North America,” he acknowledges, “but it’s growing fast enough where I can see it account for up to 20 per cent of our production down the road.”
It took millions of dollars to completely overhaul the Concord facility to accommodate brand new equipment, manufacturing processes and facility infrastructure to make the monodose products, and for plant manager Robert Poletto, a 25-year manufacturing industry veteran with a strong technical background in industrial instrumentation, it was money well-spent by any measure.
CAPITAL GAINS
“We have invested a lot of resources in the business and we will continue to do so because that’s what gives us our competitive edge,” says Poletto, who personally oversaw the installation of the plant’s two high-performance packaging lines handling the conversion of bulk ingredients kept in massive super sacks into the finger-sized monodose sachets, blended in a multitude of different formulation recipes, packed inside the retail plastic tubs and stand-up pouches shipped to the retailers’ outlets.
“The actual conversion process into the final product is actually pretty quick, a matter of seconds, which has been made possible by the well-executed integration of highly automated process and packaging equipment at this facility,” says Poletto, while also crediting the plant’s highly dedicated workforce for embracing the new technology and processes.
“While there was some initial concern when the company first decided to refocus the business, the employees really grasped the opportunity to learn something new and to grow themselves in terms of their skillsets,” Poletto relates.
“When we started production in 2012 we had achieved equipment reliability rates of over 90 per cent within three weeks,” Poletto points out.
“This is something I personally like to brag about,” he chuckles, “because it really demonstrates our employees’ level of knowledge and commitment.
“With all this new technology coming into the plant, it is a big credit to them and their collective ability to absorb it all, learn as much as they can, and put it all into place to make the best-quality product possible for our customers,” Poletto reflects.
The plant’s unwavering commitment to continuous improvement and product quality, as evidenced by frequent stringent quality checks and analyses of all the many formulations blended and packaged over the course of a daily shift, underpins all the success and growth that the operations has achieved so far in growing its client base, Poletto asserts.
Not only does JemPak supply Costco stores with its private-label detergent pods throughout Canada and the U.S., he points out, it also ships them to the retailer’s overseas locations in the U.K, Spain, Australia and Taiwan.
“We would not be able to do this unless we ran a cost-efficient operation making a sufficiently high-quality product that commands a sufficient price-point to cover our costs and to provide reasonable margins for our business,” Poletto reasons.
“Naturally, this involves a fair amount of auto -
Filled stand-up pouches travel alongside corrugated shipping cases coming out of the Eagle Packaging case-erector to the line operator, to be inserted inside the boxes.
High-precision 14-head Multiweigh scales installed by RJP Packaging are used to dispense precise quantities of dishwashing detergent pods down to the packaging lines.
Precise quantities of filled stand-up pouches of dishwasher detergent pods making their way out of the fully-automatic collator manufactured by Eagle Packaging Machinery.
Massive batches of freshly blended and screened dishwasher powder detergent are placed into heavy-duty woven bulk super-sacks in sequential order prior to packaging.
mation and operational flexibility, which we have built into the process from the outset as we brought in all the new equipment.”
According to Poletto, there are many significant differences in the composition and formulations in the pods produced for all the different customers, which keeps the plant’s on-site blending and screening department busy throughout the year.
The same goes for JemPak’s state-of-the-art R&D center located on-site at the Oakville liquid detergent plant, where highly qualified chemists and other high-skilled personnel continuously
work to improve the existing formulations for the customers.
Sourcing its raw ingredients from leading chemical producers around the world, the detergent mixes are blended and screened to specs, thoroughly inspected at various stages by metal detectors and checkweighers, stringently tested for density, consistency and other key requirements, and placed inside large bulk super-sacks—four sacks per every 2,450-kilogram batch of product—to await their transfer to one of the two packaging lines.
Each of the WIP (work-in-progress) batches is
meticulously tracked and randomly tested throughout the pre-packaging stages to ensure optimal product quality, Poletto relates.
The pods themselves are packed on one of two state-of-the-art, custom-made powder fillers outfitted with multiple rows of filling cavities, where the powder is dispensed onto a pre-laid layer of water-soluble film, topped off with another film layer, and instantly heat-sealed with water to create the final, see-through, pillow-shaped individual pods.
“We are really focused on continuous improve
-
A Multiweigh checkweigher installed by RJP Packaging verifies the weight of plastic tubs used to package larger quantities of detergent pods preferred by Big Box retail customers.
A heavy-duty SEW-Eurodive motor (foreground) powers the Speedway conveyors transferring stand-up pouches inside the Eagle Packaging collating machine.
A heavy-duty woven super sack filled with bulk powder detergent blend is prepped up for discharge and processing into monodose, single-use dishwashing detergent tablets.
An automatic case-sealing machine from Eagle Packaging Machinery applies strips of high-strength sealing tape onto the top of each passing corrugated box.
Boxes coming out of Eagle’s Boxxer T-12 automatic case-erector travel alongside neat rows of stand-up pouches exiting the nearby Eagle collator to be packed for shipping.
A heavy-duty bulk discharger and bucket elevators from UniTrak Corporation are used to transfer bulk powder up to the automatic weighscales on the mezzanine level above.
Stacks of corrugated carton blanks being loaded into the magazine of the high-speed, automatic Boxxer T-12 case-erecting machine manufactured by Eagle Packaging.
BULK PACKAGING
quality and cost-savings, always looking for ways to give them a break on prices as much as possible,” Poletto reveals.
“I really believe that our products are at least as good, if not better, than the national brands they compete with, and that’s down to our focus on maintaining continuous improvement throughout our quality control system.”
“We have a lot of built-in flexibility to give our customers whatever they want, including the larger 110-count tubs preferred by Big Box retailers like Costco to the 12- and 20-pod zippered stand-up pouches formed on our pouchmaking machines,” Poletto relates, complimenting the plant’s two high-performance pouchmaking machines manufactured by Roberts Packaging Equipment , a division of Des Plaines, Ill.-based Cloud Packaging Solutions LLC, and supplied by Allied Flex Technologies, Inc. and JG Packaging
All of the filled stand-up pouches are quickly transferred to a fully-automatic collating machine—manufactured by Eagle Packaging Machinery LLC — which stacks the pouches in neat, upright rows of product in pre-selected quantities, which travel on in these neat bunches to the casepacking area.
CASE SHUT
Upon arrival, a line operator inserts them by hand into empty corrugated shipping cartons arriving alongside just-in-time on an adjacent conveyor from the nearby automatic Boxxer T-12 case-erecting machine, also supplied by Eagle Packaging.
Once filled, each box proceeds to pass through an automatic Eagle Packaging case-sealer, which quickly applies a precise strip of sealing tape lengthwise to the top of each passing carton.
The sealed boxes then make their way towards two downstream line operators who swiftly stack
them onto the nearby wooden pallets in neat layers
The finished pallets are then whisked by forklift operators to one of the plant’s three automatic stretchwrapping machines, which applies a secure layer of film around the finished stack to ensure optimal load stability during transport and distribution.
Supplied as fully-integrated, turnkey line solutions, the Eagle Packaging machines have proved to be “highly reliable pieces of equipment that immediately adjust themselves to the specific product counts and quantities that we are processing at any one time,” notes Tarnowsky.
“We are very happy with the Eagle equipment’s performance and the fact that we have good local technical support to address whatever issues we may have without incurring any significant machine downtime,” he states.
Naturally, the plant’s line operators constantly
The stackable plastic tubs used to package larger quantities of dishwasher detergent pods for Big Box retail customers help to ensure optimal cube utilization during transit.
A transfer tube connected to Multiweigh scales overhead dispenses precise quantities of dishwash detergent pods into plastic tubs transferred by the Speedway conveyors below.
BULK PACKAGING
monitor the continuous, highly-automated process in real time assurance throughout all packaging steps and stages to ensure optimal product quality and a smooth-running operation.
“A typical powder blend may combine up to 15 different ingredients, so we check everything: from product density and flowability to checkweighing the final packages and individual pack-counts,” notes Poletto.
“We did a lot of work in-house to increase the machine speeds to a point where we can a run a full-out 24/7 schedule if our product needs demand it,” says Poletto, adding the plant is always looking at new ways to boost its productivity and efficiency through additional automation.
“We have recently commissioned a new highly
high-speed model
swiftly applies pressure-sensitive
automated blender that will also automate at least a half of the filling steps we must currently perform manually,” he says.
“We are very competitive at what we do: there’s a lot of competition out there right now, and the best way for us to deal with it is to focus on our business of supplying the market with the best-quality product.”
JemPak’s chief executive officer Charles Zuckerman full-heartedly concurs, adding that the company’s competitive edge is rooted in its earnest commitment to continuous R&D investment.
“We reinvest about 10 to 15 per cent of what we earn back in R&D, which is pretty high for a company that does not manufacturer brand-name products and, relatively speaking, for a company of limited size and scope.
“But the main reason we have the likes of Costco, Walmart and Dollar General doing business with us is that we have a very strong R&D department that enables us to produce high-quality, cost-effective formulations that are at least as good or better than the national brands.
“That’s the nuts and bolts of what JemPak is all about,” Zuckerman proclaims, adding he is highly upbeat on the company’s growth prospects.
“The monodose dishwasher detergent sector is huge: it astounds me how many of these products are sold every year,” Zuckerman enthuses.
“Our plant alone can make 1.5 billion packs of these pods on two production lines,” he notes, “and our much bigger brand-name competitors turn out at least 10 times as many.”
Despite having all the resources and technical
branded products,
Zuckerman flatly rejects the notion of doing that any time soon, citing the considerable time, effort and resources invested in building strong relationship with the company’s key private-label customers.
“One of our cardinal rules is that we don’t com-
A
SPM-10 side wipe-on label applicating system manufactured by Speedway Packaging Machinery
product labels onto the side panels of plastic tubs with exacting placement precision.
Each filled plastic tub traveling on top of the Speedway plastic conveyors is checked for weight and quantity by the Multiweigh checkweighers prior to lidding and labeling.
pete with our customers, so that there is never any whiff of conflict of interest,” he asserts.
“Our job is to make the customers better by making a better product for them—a product that is as good or better than the national brands, but costs less at the retail level.
“The only way we can compete with multibillion-dollar brand companies is to be one step ahead of them in quality, efficiency, and performance of the product,” he says, “which is why we pride ourselves on our R&D activities.
“Our R&D is really the heart of the company, which guides everything from the way we buy machinery to how we implement new processes and to how we approach new customers.
“We don’t just do business with anybody and everybody,” Zuckerman points out.
“We are always careful to do business with those companies that have the means and the desire to make their private-label programs successful, as opposed to companies that simply use private-label products to beat up on the brands simply based on price—there’s no longevity for us in that.”
As one of key figures behind the decision to reset the plant’s product focus three years ago, Zuckerman is highly encouraged by JemPak’s dramatic turnaround in fortunes so far, as well as its future prospects.
“If you don’t embrace change to improve your
business, you essentially resign yourself to be mired in mediocrity,” he states.
“That’s not for us: we’re all about being the best in everything that we do,” Zuckerman proclaims.
“That’s why we chose to compete in the high end of the market, to go up against the best.
“When we realized that we were not going to be able to provide the market with the best fabric softener sheets out there, it was imperative to identify for ourselves a product segment where we would be producing a premium-quality product.
“We deliberately chose to compete in the ‘Top Tier’ because that’s where we can offer the most value to our customers,” Zuckerman concludes, “which in turn brings out the best in us and our employees.”
Wright Hand Packaging Inc. is a full service contract packaging company providing custom packaging, assembly, logistics, fulfillment and distribution to all sizes of businesses.
Whether you have a definite idea of your packaging needs or are looking for some direction, we can help. Our contract packaging services provide fast, costeffective solutions, unique to each customer.
We guarantee high quality products at competitive prices
Packaging
Fully-palletized finished loads are placed onto the signature-blue CHEP pallets and secured into place with protective film on one of the plant’s three stretchwrappers.
NOTES & QUOTES
UniTrak Corporation Limited , manufacturer of the UniTrak brand of bucket elevator conveyor lines used for packaging and material handling applications in the powder, food processing, chemical and other bulk-handling industries, has commenced a major capital upgrade of the company’s manufacturing operations in Port Hope, Ont., to achieve a “significant” expansion of its production capacity and capabilities. “The investment we are making further advances our capability to even more effectively fulfill our customers’ needs and requirements for high-reliability conveying equipment”, says UniTrak president Bill Gorsline, adding the company plans to complete the installation of new operational equipment—including a Trumpf TruLaser 1030 laser-cutting machine (picture above) and a new paint line—by mid-December of 2015.
Leading German pharmaceutical processing and packaging equipment group Romaco Pharmatechnik GmbH has officially com menced operations of its
newly-opened North American subsidiary in Hamilton, N.J., to provide enhanced customer service capabilities to the company’s fast-growing client base. Operating under the Romaco North America corporate banner, the new office will serve as a local base for sales, customer service, spare parts, rebuilds, pre-installation inspection, and line integration for the company’s primary equipment brands— including Kilian, Siebler, Noack, Promatic, Macofar, Unipac and Bosspak —under the leadership of Romaco North America president Charles Ravalli.
Rigid and flexible plastic packaging products manufacturer Clear Lam Packaging, Inc. of Elk Grove Village, Ill., has announced a US$2-million investment in a new, 25,000-squarefoot co-packing facility and innovation center to be located at the company’s central manufacturing operations in Elk Grove Village. Scheduled for startup this spring, the 23-employee operation will focus on producing the company’s proprietary PrimaPak packaging—utilizing the PrimaPak vertical form/fill/ seal (V/F/F/S) equipment with combination scale weigher—for test markets, regional rollouts, seasonal items and ongoing national distribution. According to Clear Lam, the new facility ( picture above) will have initial capacity to produce over 20 million units per year over two production lines, with additional lines to be added in the future on ‘as needed’ basis.
Shawpak Systems Limited of Oakville, Ont., has been appointed as national sales representative for Canada for all the checkweighers, metal detectors and X-Ray inspection systems manufactured by Mettler-Toledo Inc., while the Mississauga, Ont.-based MettlerToledo Canada will act as the sole provider of service and parts for the company’s Hi Speed and Safeline equipment lines. Tel. 1(800) 638-8537
40 years at the forefront of industrial automation in Canada.
Nordson melters are no exception.
Freedom® System
ProBlue Liberty™
Products Improve As They Evolve.
Industry-leading Freedom® and ProBlue Liberty™ tankless hot melt systems, provide a revolutionary technology that gives you the maximum prevention against char buildup.
■ Tankless melter designed with a ProBlue® footprint melts only what you need, when you need it
Go tankless and see your packaging line evolve. Contact your Nordson representative, or call (800) 463-3200 to go tankless.
■ Tankless melter with MiniBlue® II SureBead® applicator minimizes char throughout the system and reduces downtime due to nozzle clogs
HOW TO USE THIS MANUAL MACHINERY CATEGORIES
Check the list of packaging machinery headings to discover the heading which addresses your packaging needs.
Under each heading appear the names of manufacturers who supply packaging machinery to the Canadian market. Manufacturers are listed alphabetically.
Following the name of the manufacturer is a notation indicating a Canadian supplier, if one exists.
Under the name of the manufacturer is a list of the machinery that the firm produces for that packaging application. A capsule description of speeds, sizes, materials handled, packaging materials, special features, etc., is included to help you identify packaging machinery that might be of interest to you.
To contact a manufacturer, or a Canadian representative, turn to the section immediately following the list of manufacturers. There you will find an up-to-date list of addresses, including phone and fax numbers, to which you can forward your inquiry.
INTEGRATORS
ABBEY PACKAGING EQUIPMENT LTD.
5030 South Service Rd Burlington ON L7L 5Y7 Tel: 905681-3010 Fax: 905-681-3018
President: Robert McNaught
Year Established as a Packaging Line Integrator:
1990 Services Offered: A complete Sales and Service provider for a select group of specialized equipment manufacturers. Planning, project management, radiation safety training, installation & commissioning, on-site operator and maintenance training, technical services, after hours support, field service support, preventative maintenance training, calibration and certification, spare parts inventory.
Markets/Industries Served: Food Products, Pharmaceutical, Beverage, Industrial/Chemical AESUS PACKAGING SYSTEMS, INC. (IN CANADA: ROSS PACKAGING, DELTA, BC)
Year Established as a Packaging Line Integrator: 2005 Services Offered: Sales and support for ATS Banding Machines and Systems
Markets/Industries Served: Canada
B&T SALES INC
42 Crawford Dr Ajax ON L1S 3A8 Tel: 905-426-1668
President: Manfred Vogler
Year Established as a Packaging Line Integrator: 1998 Services Offered: Packaging & Processing Systems Markets/Industries Served: Food, Beverage & Chemical Industries.
BANDING SYSTEMS
289 Broadway St Orangeville ON L9W 1L2 Tel: 866-7791492 Fax: 416-479-0787
President: J P Perreault
Year Established as a Packaging Line Integrator: 2014 Services Offered: Banding system, strapping system, labeling system Markets/Industries Served: Food and Beverage, Pharma, Industrial, Health and Beauty, Graphics, Logistics etc.
BARCODE GRAPHICS INC.
5-25 Brodie Dr Richmond Hill ON L4B 3K7 Tel: 905-7701154 Fax: 905-787-1575
Services Offered: With more than 35 years of experience, Barcode Graphics Inc supplies Barcode and Nutritional Facts Graphics as EPS/PDF Masters and preprinted, in-spec, and compliant labels. We supply QA/ Item/Asset/Inventory Tracking hardware and software solutions. Our Third Party Certification Department can assist with identifying barcode issues early in the your production workflow so you can avoid costs and delays due to failing Barcodes.
Markets/Industries Served: At Barcode Graphics Inc, we service industries and applications as diverse as: retail, manufacturing, distribution, graphics & printing, inventory management, asset tracking, trucking, customs, corporate and small businesses, libraries, schools, health care, etc.
BEST PACKAGING SYSTEMS
1-8699 Escarpment Way Milton ON L9T 0J5 Tel: 905-8643005 Fax: 905-864-6245
President: Dave Sweetland
Year Established as a Packaging Line Integrator: 1987 Services Offered: 24-7 service all make Pallet Wrappers, 3M Case Sealers
Markets/Industries Served: Food, Pharmaceuticals
BRADMAN LAKE INC.
3050 Southcross Blvd Rock Hill SC 29730 USA Tel: 704588-3301 Fax: 704-588-3302
President: Gary Pickett
Year Established as a Packaging Line Integrator: 1969 Services Offered: The Bradman Lake Group is composed of three key brands:
3-226 Industrial Parkway N Aurora ON L4G 4C3 Tel: 905737-5400
Head of Manufacturing/Engineering: Mike Potts
Year Established as a Packaging Line Integrator: 2008 Services Offered: Robotics integration, systems integration, custom machinery manufacturing, automatic feeding solutions, material supply & recommendation to ensure low individual package costs while maximize machinery capabilites. Unique software monitoring solutions for complete lines; CAM InSite.
Markets/Industries Served: Food, beverage, industrial, horizontal & vertical form fill and seal, primary and secondary packaging systems including end of line solutions.
Year Established as a Packaging Line Integrator: 1991
Services Offered: DJS Enteprises offerer quality new, refurbished and used equipment. We offer technical support, training, set and testing of the equipment.
Markets/Industries Served: DJS Enterprises supplies quality new, refurbished, and used process and packaging equipment to the pharmaceutical, vitamin, herbal, food, confectionary, and cosmetic industries. We supply single pieces or fully integrated packaging lines.
Year Established as a Packaging Line Integrator: 1959
Services Offered: Canadian Sales Representative Company representing manufacturers of equipment for the food processing, industrial and packaging industry.
Markets/Industries Served: Food Processing Industry, General Industrial.
EDSON PACKAGING MACHINERY LTD. IN CANADA: ALEX E JONES & ASSOCIATES
215 Hempstead Dr Hamilton ON L8W 2E6 Tel: 905-3853201 Fax: 905-385-8775
President: Gary Evans
Head of Manufacturing/Engineering: Bob Krouse
Year Established as a Packaging Line Integrator: 1962
Services Offered: Custom built case packaging machinery, upgrades & retro fits to ours and other case packaging machines. Onsite machinery performance audits, Sure-Fit change parts, guarding & safety systems, upgrades for electrical controls, full 3-D training, detailed manuals with 3-D views.
Markets/Industries Served: Tissue, food, pharmaceuticals, media (CD/DVD), automotive parts, cell phones, pet food, wall coverings, and other various Consumer products
Markets/Industries Served: Pharmaceutic, Cosmetic, Food & Chemical
JG PACKAGING
92 Henderson Dr Whitby ON L1N 7Y8 Tel: 905-430-7647 Fax: 905-430-3435
Year Established as a Packaging Line Integrator: 2000
Services Offered: Sales and service of packaging equipment.
Markets/Industries Served: Food, Confectionary, Way range of Manfacturing Companies
KLIKLOK-WOODMAN (IN CANADA: PROPACK PROCESSING & PACKAGING SYSTEMS INC.)
5224 Snapfinger Woods Dr Decatur GA 30035 USA Tel: 770-981-5200 Fax: 770-987-7160
President: Peter Black
Year Establihed as a Packaging Line Integrator: 1947
Services Offered: KW supplies vertical form-fill-seal bagmakers and weighers; topload, endload and wraparound cartoners; product handling and indexing machines; and specialized machinery. KW’s installation base is more than 20,000 machines in operation in more than 80 countries. Contact KW at KWMarketing@kliklokwoodman.com or at (770) 981-5200, or visit our website at www. kliklokwoodman.com
Markets/Industries Served: Kliklok-Woodman is a leading international supplier of packaging machinery to the bakery, snack food, frozen food/ prepared foods, cereal and industries requiring related technologies.
MASSMAN AUTOMATION DESIGNS, LLC
1010 E Lake St Villard MN 56385 USA Tel: 320-554-3611 Fax: 320-554-2650
President: Jeff Bigger
Year Established as a Packaging Line Integrator: 1978
Services Offered: Case Packers of all types, Gantry and Robotic Palletizers, Cartoners, Product Placers, Timing Gates, Flexible Pouch Form, Fill,and Seal machines, Net Weight Liquid Fillers, Tin Tiers of bagged product, Coilers of hose and cable products, and twist tiers.
Year Established as a Packaging Line Integrator: 1981
Services Offered: Mechanical and Electrical engineering, custom and standard packaging machinery or system design, Installation and service, complete turn key solutions.
Markets/Industries Served: Food and Beverage, consumer goods, pharmaceutical, electronic and many others.
Year Establihed as a Packaging Line Integrator: 2009
Services Offered: PLAN Automation’s primary focus is in assisting clients implement quality downstream Package Automation and Food Safety Inspection Solutions. We offer comprehensive planning, organizing, procurement, and management of resources to achieve these goals. PLAN provides this service at no expense to our clients and only benefits if we are successful within our own sponsored bids. Ultimately our process is totally transparent and provides clients with our years of packaging automation expertise for risk management and effective project execution.
NO CHARGE - What PLAN Offers Your Company: *** PROJECT INITIATION | ANALYSIS / BID BUILDING ***
1) Co-development of URS (User Requirement Specifications) and scope of work (aka rfq) / clear definition of project - production objectives
2) Co-development of project risk analysis
3) Line Layout Mechanical Plan View Drawings | establish physical installation parameters
4) Multi-vendor sourcing | qualify vendors based on established project needs and thresholds.
5) Evaluation Matrix | full due diligence analysis of vendor capability, financial risk analysis (DB), system technological offering *** BID EXECUTION ***
1) Centralized project financial responsibility | single purchase contract based on total vendor individual selection
2) Development of packaging specifications in association to each individual machine efficient requirements
3) Contract development including by example | late delivery penalties, efficiency guarantees, operational “costof-ownership” limitations
Markets/Industries Served: Agricultural, Bakery, Dairy, Food and Beverages, Meat and Poultry, Fish and Sea Food, Nutraceutical, Personal Care, Pharmaceutical
PPI TECHNOLOGIES GROUP (IN CANADA: CHARLES DOWNER & CO., LTD, RICHMOND HILL, ON; AESUS PACKAGING SYSTEMS, POINTE CLAIRE, QC) 1610 Northgate Blvd Sarasota FL 34234-2114 USA Tel: 941-359-6678 Fax: 941-359-6804
President: Stuart C Murray
Head of Manufacturing/Engineering: Tom Richard
Year Established as a Packaging Line Integrator: 1996
Services Offered: Integrate pouch, machinery and endof-line systems
Markets/Industries Served: Food, beverage, chemical, personal care
Services Offered: For more than 50 years, Reiser has been a leading supplier of processing and packaging equipment solutions for the sausage, meat, poultry, seafood, prepared food, bakery and cheese industries. During that time, the company has gained recognition for its high-quality equipment, innovative engineering, and outstanding service and support. Today, this total commitment to its customers positions Reiser as the one supplier that processors can trust for better, smarter solutions.
Markets/Industries Served: Sausage, meat, poultry, seafood, prepared food, bakery, cheese and produce industries
RJP PACKAGING
3317 Mainway Dr Burlington ON L7M 1A5 Tel: 905-3197562 Fax: 905-335-6734
President: Ray Perry
Head of Manufacturing/Engineering: Ray Perry
Year Establihed as a Packaging Line Integrator: 2000
Services Offered: Field service for all types of V.F.F.S. and scales
Markets/Industries Served: All
ROTZINGER AG (IN CANADA: CHARLES DOWNER & CO. LTD., RICHMOND HILL, ON)
SCHNEIDER PACKAGING EQUIPMENT CO., INC. (IN CANADA: GARTH DANGERFIELD)
5370 Guy Young Rd PO Box 890 Brewerton NY 13029-0890 USA Tel: 315-676-3035 Fax: 315-676-2875
President: Rick Schneider
Head of Manufacturing/Engineering: Mick Gleason
Year Establihed as a Packaging Line Integrator: 1970
Services Offered: Design and manufacture of a complete line of case packers, cartoners, case sealers, tray packers and robotic palletizing systems which easily integrate with coding/labeling equipment, code readers, check weighing and stretch/shrink wrapping equipment. Markets/Industries Served: Food, beverage, tissue, paper, pharmaceutical, plastics, replication (CD/DVD), industrial and personal care industries
SPEEDWAY PACKAGING MACHINERY INC.
10 Gormley Industrial Ave Units 2-3 Gormley ON L0H 1G0 Tel: 905-888-5344 Fax: 905-888-5374
Year Establihed as a Packaging Line Integrator: 2002
Year Establihed as a Packaging Line Integrator: 1948
Services Offered: Original equipment manufacturer (Phin labellers) and designer of complementary packaging machinery. Project Management, line integration, commissioning and training.
Markets/Industries Served: Food, beverage, pharmaceutical, personal care, household chemical.
SQUID INK MANUFACTURING
7041 Boone Ave Brooklyn Park MN 55428 USA Tel: 763795-8856 Fax: 763-795-8867
President: WH William Hoagland
Year Establihed as a Packaging Line Integrator: 1991
Services Offered: Squid Ink specializes in the manufacture of high quality industrial inks and industrial ink jet printers for the packaging industry. Our products and services are designed to provide reliable cost-effective solutions to your industrial applications. Squid Ink has relied on a wealth of knowledge and experience in the ink jet industry to design a full family of Large Character and Hi-Resolution printing systems.
Additionally, Squid Ink has been able to formulate the most comprehensive line of Hi-Resolution, Piezo, and Large Character fluids in the product identification market today. Markets/Industries Served: Manufacturing
Building Products
Food Manufacturing
STEELTEK - A DIV. OF 877418 ONT. LTD. (IN
CANADA: IMPACT SALES; R-J MACHINERY
LINE INTEGRATORS
INC; ROSS PACKAGING SERVICES; PAXIOM GROUP, W-P-L MACHINERY SALES; MD
PACKAGING INC)
140 Desroches Trail Tiny ON L9M 0H9 Tel: 705-526-5810
Fax: 705-526-5811
President: Brian Tandy
Year Established as a Packaging Line Integrator:
1990
Services Offered: Manufacturer of Rotary Heat Sealers, parts for sealing machines, Refurbish Sealing Machines
Markets/Industries Served: North America, England, South America, Europe.
Year Establihed as a Packaging Line Integrator: 1932
Services Offered: With headquarters in Mississauga, Ontario, and direct sales offices across Canada, Weber Marking Systems of Canada provides high-quality labels and labelling and coding products to the Canadian marketplace.
Our 24,000-square-foot, state-of-the-art, high-efficiency manufacturing and administration facility is capable of supporting all of your company’s labelling and coding requirements. Our Canada-wide network of sales, service and technical support specialists, along with our commitment to quality, has established our position as a leader in the industry.
Our representatives have an in-depth knowledge of labelling and coding equipment, data collection systems, labelling software, and label materials. They work as partners with our customers to acquire understanding of each application. Our high-speed label presses and extensive library of die shapes give us the capacity and flexibility to meet your easiest and toughest labelling application.
1185 North Service Rd E Oakville ON L6H 1A7 Tel: 905338-8880 Fax: 905-338-3521
President: Frank Roberts
Head of Manufacturing/Engineering: Paul Zepf
Year Established as a Packaging Line Integrator: 1989
Services Offered: Complete systems integration and design build solutions
Markets/Industries Served: N.A., Mexico, S.A., Europe, Asia, Food and beverage; confectionery; Homecare; personal care and cosmetics; pharmaceutical; paper products; chemical; pet food
When it comes to packaging ground beef, only Reiser gives you this many choices. We offer a wide range of packaging equipment so that you can choose the best solution for your application. Are you looking for a modified atmosphere package to extend shelf-life? Or perhaps an economical tray with a “fresh, just-packed” appearance? How about a low-cost chub that can be produced at very high speeds? Or maybe a flexible film, semi-rigid, or vacuum package? We have machines that produce all of these packages –and more importantly –we can help determine which one is right for you. Plus, you can test any of these packaging machines for yourself at our Reiser Customer Center. Contact us today and set up a demonstration.
Vemag Chub Packaging
Fabbri Stretch Wrapper
When you have a it shows.
TODAY, FOOD MANUFACTURERS NEED SKILLED PARTNERS, NOT SALES PEOPLE.
Clients want someone who really understands their project and will help them get to the finish linecost-effectively, on time, and delivering on their expectations.
Plan Automation does just that, offering clients a comprehensive project management approach from start to finish.
• Processing Design & Engineering Support
• Food Safety Inspection
• Packaging Automation
Why Plan?
Your project is our project.
We don’t require a contract or any commitment - we will invest our skills, time and research.
With over 175 combined years of industry experience, we will help you find the best processing, food safety inspection and general automation solutions by dedicating our extensive resources to guarantee results.
With more than 10,000 food safety and packaging automation manufacturers knocking on your door, having a qualification process ahead of time is a good thing.
food safety inspection
packaging automation
Case / tray packing
Case erecting
Checkweighing
Stretch wrapping
Labeling
Robotic palletization
HFFS –Stand-up Pouch
INTRODUCING TRUSTED NEW VENDORS
Flow Wrapping | Cavanna is a global leader providing flow wrap solutions for the industrial baking, chocolate, confectionary, snacks, coffee, cheese and frozen product industries. With decades of innovation and experience, they are the market leader in providing viable solutions for difficult high-speed product manipulation. www.cavanna.com
Tray Sealing | Proseal is based in the UK with a US manufacturing facility in Richmond VA and have taken the global tray seal market by storm by introducing long-needed innovations and improvements. They have revolutionized this category of packaging automation. Their genius in providing simple robust technology is only surpassed by an incredible client-centric attitude. www.prosealamerica.com
Labeling / Banding | Bandall offers a new and extremely exciting way for you to increase your graphic panel, drive sustainability, reduce costs and improve manufacturing efficiencies. Their technology applies a band where you would normally use a cardboard sleeve or top and bottom pressure sensitive labels. Leading Canadian food companies have already made the choice and are moving to banding technology. www.bandall.com
AUTOMATION DEVICES
• Increase the flexibility of your robots by adding the ability to
more than one end-effector in an application.
• Production line tooling changed in seconds for maximum flexibility.
• Change tools in seconds for maintenance and repair.
• Increase operator safety by changing tools automatically.
• Million-cycle tested for reliability.
Innovating the Way You Automate
With over 50 years of sensor experience, Balluff is a world leader and one of the most efficient manufacturers of sensor, RFID, and networking technologies.
Balluff offers local inventory via our Canadian headquarters located in Mississauga, Ontario, as well as application and integration support, and Best in Class training that you need to ensure your success both locally and globally.
Our innovative Cabrio Case ® easily converts from a sturdy shipping case to a retail-ready tray with high-impact shelf appeal that can enhance product sales. Its top-load design allows product to be packed and shipped flat. Once opened in the store, it displays vertically to optimize shelf space.
Retailers favor the Cabrio Case because it is fast and easy to stock, with no cutting or product damage. Let us make the case for the best in shelfready packaging. Visit our website at www.delkorsystems.com/ cabrio.php to learn more about the patents pending Cabrio Case.
YASKAWAAMERICAINC(InCanada:YaskawaCanada,Inc.,Mississauga,ON) HP20D X High Widevariety 6-axis,20kg,3,063mmreach MH50 X High Widevariety 6-axis,50kg,3,578mreach
MH50-35 X High Widevariety 6-axis,35kg,4,448mmreach
MAKERAND MODEL SPEED CAPACITY ACCURACY TOLERANCE WEIGHT CAPACITY REJECT MECHANISM RECORD CONTROL SPECIALFEATURESCHANGE OVER EAGLEPI(InCanada:PlanAutomation,Orangeville,ON;BandingSystems,Orangeville,ON)
MPERIA™, Matthews’ universal print platform, complete with our VIAjet™ print technologies, allows customers to control multiple print technologies across multiple production lines, integrate with order processing, populate data fields without human entry errors, and interface with new or existing databases – all from a single controller.
- Seamless integration with ERP/WMS systems and databases
- Scalable: control one printer or several on multiple production lines
- VPN Interface allows for remote connectivity and support VIAjet™ print technologies include:
Upto4.09"x39"Varies203or300dpi;direct thermalandthermal transfer
CODINGMARKING,IMPRINTING
Zebra105SLPlus LabelPrinter Same -203dpi:12"(305mm)per second -300dpi:10"(254mm)per second
Upto4"x150"(depending onprinter'sresolution) Varies203or300dpi;direct thermalandthermal transfer
Zebra170Xi4Label Printer Same Upto12"persecondUpto6.6"x150"Varies203or300dpi;direct thermalandthermal transfer
Zebra220Xi4Label Printer Same Upto10"persecondUpto8.5"x150"Varies203or300dpi;direct thermalandthermal transfer
ZebraZM600Label Printer Same 203dpi-10"(254mm)/sec 300dpi-8""(203mm)/sec" Upto6.6"x102"(depending onprinter'sresolution) Varies203or300dpi;direct thermalandthermal transfer
f rom fa S t movin G con Sumer G ood S to indu S trial product S from traceability to brand protection worldwide...
from GS1 compliance to late S ta G e cu S tomization...
▶ product codin G
Inkjet, laser and thermal transfer
▶ ca S e codin G
Inkjet, valvejet, print & apply
▶ pallet codin G
Print & apply
▶ S oftware S olution S
Design, networking and traceability software
Markem-imaje has built its market knowledge and consultative approach by implementing globally a wide array of well-targeted coding solutions for numerous industries. We are capable of adapting our offer to your specific needs. We deliver the right insights, technologies and worldwide support to solve your next coding challenge.
1.866.263.4644
Make an investment in a greater future. Visit us at www.markem-imaje.com
Same
EpsonColorWorks GP-C831InkjetColor LabelPrinter Same
Conveyingofbottlescansjarsandcontainersinsinglefileormass.Stainlesssteelorpaintedfinish.Sanitarycleandesign ALS Automaticadjustableguides.Diversifiedproductionmeansalargenumberofformatchangeovers,whichhavetobequick,inlessthenaminuteandreliable.ThesimplicityoftheALSguidemeansthatitcanbe reliablyadaptedtothemajorityofcontainersandconveyorsonthemarket.Itacceptsanunlimitednumberofformats.
Ryson’s new super compact spiral conveyors are designed to handle your smaller loads. They feature an outside diameter or only 3’-9” with a new 5” wide nesting slat design that provides a smooth conveying surface which facilitates end transfer of small cartons and packages or side transfer small bottles or containers in mass or a single file. These new spirals offer significantly larger elevation change capacity than what is currently available in the marketplace today. For application assistance or more information, give us a call or visit www.ryson.com
GENERALPACKAGINGEQUIPMENTCO(InCanada:B&TPackaging;FladgatePackagingSystems) Models70,80&90vertical units Powders,granules,liquidsHeat-sealables 1.25x2.5to14x36in.Upto160ppm
beadsorswirlsof hotmeltonleading andtrailingedges Any Any36,000/hr
e.dot+Systemsfor CarouselRollfed labelers Roll-fed Non-contact dotsofhotmelt onleadingand trailingedges Any Any 60,000/hr
PAXTONPRODUCTS(InCanada:EckertMachines,3841PortageRd.,NiagaraFalls,Ontario,L2J2L1) LabelAirKnife DryingSystems Any Any AnyAny Any Any PLANAUTOMATIONINC UniversalUpto20"x8.5"VariableP.S.Rigid Upto12"200
BandingSystemsBandwidth:28mm to120mm PlasticorPaper Band HeatsealAlltypes:Cartons, envelopes,graphic andprinting,tubs, cans,thermoformed trays,etc.
Universallabeling printerapplicator upto6.5"widePressuresensitiveWipe-on,blow, tampblow All All upto16"/sec Samuellabeling printerapplicator upto8.5"wideAsaboveAsaboveAll All Asabove
Universallabeling labeler upto6"wideAsaboveAsaboveAll All upto 3000"/min
Produce packages with the same look and feel as a traditional bacon package.
Printed and registered top and bottom films.
Produce packages with or without J, L, or clear bacon carry boards.
High-speed reliable production.
Superior seals significantly reduce leakers.
Packages can withstand HPP. Take advantage of EZ peel film.
Washdown machine provides better sanitation and hygiene.
Produce standard and custom retail packages, as well as bulk packages, all on the same machine.
Upgrade your retail bacon packaging to a whole new level with the Reiser Bacon Packaging System. Reiser engineers have done it again. This time they’ve developed a packaging solution for retail bacon that sets the new standard. With printed and registered top and bottom films, the ability to run with or without a carry board, superior seals, EZ peel film, and a package that can withstand HPP, the high-speed Reiser form/fill/seal packaging machine brings the newest technology to your bacon packaging line. This is the one machine that does it all. Not only does it easily produce a range of retail and bulk package formats on a single machine, the rugged Bacon Packaging System also eliminates costly maintenance and downtime.
Influence packaging decisionmakers before and during Canada’s most important packaging event.
Reach your customers and prospects through print and online.
Make your company “top of mind” at the right time…and meet more buying influencers at the big event.
MAKER&MODELSPEEDDETECTIONREJECT SYSTEM SIZE SPECIALFEATURES
ABBEYPACKAGINGEQUIPMENTLTD
AnritsuIndustrialSolutionsUSA Inc.KD74Series
5to90m/minVarious
X-RAYINSPECTION
MAKER&MODELSPEEDDETECTIONREJECT SYSTEM SIZE
ServiceandPartSupport24Hour Turnaround Guarantee
SPECIALFEATURES
LocalTechsandParts Available AllEagleandSmiths Systems PLANAutomationistheexclusiveCanadian distributorresponsibleforsales,serviceand partssupportofallEaglePIandSmiths DetectionsystemslocatedinCanada.Weare theonlyserviceprovidercertifiedbyEaglePI forstandardorwarranteework.
418 Creamery Way Exton PA 19341 USA Tel: 610-524-7350 Fax: 610-524-7346 ALPHA CHECKWEIGHERS 418 Creamery Way Exton PA 19341 USA Tel: 610-524-7350 Fax: 610-524-7346
AMERICAN PACKAGING MACHINERY (APM) See Chisholm Machinery Sales Limited AMERICAN PROCESS & PACKAGING PARTS INC. 7357 Woodbine Ave Suite 411 Markham ON L3R 6L3
BLUEPRINT AUTOMATION INC.
16037 Innovation Dr Colonial Heights VA 23834 USA Tel: 804520-5400 Fax: 804-526-8164
BOB FAULDS AND ASSOCIATES LTD. 1209-90 Cordova Ave Etobicoke ON M9A 2H8 Tel: 416-236-3363 Fax: 416-236-9538
333 Wyercroft Rd Unit 11 Oakville ON L6K 2H2 Tel: 905-842-4581 Fax: 905-842-3460
LONGFORD INTERNATIONAL LTD. 41 Lamont Ave Scarborough ON M1S 1A8 Tel: 416-298-6622 Fax: 416-298-6627
M
M & M PACKAGING ASSOCIATES LTD. 21 Greentree Rd Markham ON L3R 3A9 Tel: 905-474-0225 Fax: 905-474-0275
M.D. PACKAGING INC
250 Shields Crt Unit 6 Markham ON L3R 9W7 Tel: 416-291-9229 Fax: 416-291-2906
MAKRO LABELLING SYSTEMS See Newmapak Ltd.
MARDEN EDWARDS INC.
80 Eureka Square Unit 118 Pacifica CA 94044 USA Tel: 6109640
MARKEM-IMAJE INC.
5448 Timberlea Blvd Mississauga ON L4W 2T7 Tel: 800-267-5108
MARQ PACKAGING SYSTEMS INC. 3801 West Washington Ave Yakima WA 98903 USA Tel: 509-9664300 Fax: 509-452-3307
MARSH CO. See Videojet Technologies
MARTIN FRANDO MARKETING & SHIPPING SUPPLIES LTD. 6730 Davand Dr Unit 18 Mississauga ON L5T 2K8 Tel: 905-6968751 Fax: 905-696-8754 MASSMAN AUTOMATION DESIGNS, LLC 1010 E Lake St Villard MN 56385 USA Tel:
NALBACH ENGINEERING COMPANY, INC.
621 E Plainfield Rd Countryside IL 60525 USA Tel: 708-579-9100 Fax: 708-579-0122
NEW ENGLAND MACHINERY INC. 6204 29th St E Bradenton FL 34203 USA Tel: 941-755-5550 Fax: 941-751-6281 NEWMAPAK LTD. 285 av Liberté Candiac QC J5R 6Z7 Tel: 877-866-5572 Fax: 450635-3611
NITA LABELING EQUIPMENT 1051 rue du Viger Terrebonne QC J6W 6B6 Tel: 450-961-4000 Fax: 450-961-4240
1 av Premier Rivière-du-Loup QC G5R 6C1 Tel: 418-868-8324
Fax: 418-862-6642
PRIMERA TECHNOLOGY INC.
2 Carlson Parkwy N Plymouth MN 55447 USA Tel: 763-475-6676 Fax: 763-475-6677
PROPACK PROCESSING & PACKAGING SYSTEMS
INC. 4902 Union Rd Beamsville ON L0R 1B4 Tel: 905-563-9400 Fax: 905-563-7224
QUADREL LABELING SYSTEMS See Newmapak Ltd.
QUICK LABEL SYSTEMS - AN ASTRO-MED INC.
PRODUCT GROUP 3555 rue Isabelle locale 111 Brossard QC J4Y 4R2 Tel: 450-6199973 R
R.A. JONES & CO. 807 West Kimberly Rd Davenport IA 52806 USA Tel: 563-391-1100 Fax: 563-391-0017 R.E. MORRISON EQUIPMENT INC. 21-3615 Laird Rd Mississauga ON L5L 5Z8 Tel: 905-828-6301 Fax: 905-828-3674 R-J MACHINERY INC. 44 Torbay Rd Markham ON L3R 1G6 Tel: 905-475-1046 Fax: 905475-0944
REISER (CANADA) CO. 4-1549 Yorkton Crt Burlington ON L7P 5B7 Tel: 905-631-6611 Fax: 905-631-6607 RENNCO LLC 300 Elm St PO Box 116 Homer MI 49245 USA Tel: 517-568-4121 Fax: 517-568-4798
REXNORD CANADA L.P. 81 Maybrook Dr Scarborough ON M1V 3Z2 Tel: 416-297-6868 Fax: 416-297-6873 RILEY PRODUCT HANDLING See Charles Downer & Co. Ltd.
RJP PACKAGING 3317 Mainway Dr Burlington ON L7M 1A5 Tel: 905-319-7562 Fax: 905-335-6734
Brampton, Ont.: Safe Food Canada 2015, symposium and award recongnition event of NSF-GFTC (Guelph Food Technology Centre). At Pearson Convention Centre. Contact Denise Horseman at dhorseman@gftc.ca, or go to: www.gftc.ca
Feb. 26
Mississauga, Ont.: 2015 Winter Meeting & Tabletop Fair of AICC Canada and Canadian Corugated and Containerboard Association (CCCA). At Mississauga Convention Centre. Contact Jana Marmei at (416) 751-6678, or at jm@aiccbox.ca
March 15-17
Boston, Ma.: Seafood Expo North America and Seafood Processing North America, by Diversified Communications. Both at the Boston Convention Exhibition Center. To register, go to: www.seafoodexpo.com
March 23-26
Chicago: Automate 2015, industrial automation technologies exhibition by the Association for Advancing Automation (A3). Concurrently with the ProMat 2015 material handling and logistics exhibition by MHI. Both at the McCormick Place. To register, go to: www.AutomateShow.com or www.promatshow.com
March 23-27
Orlando, Fla.: NPE 2015, national plastics exhibition by SPI: The Plastics Industry Trade Association. At Orange County Convention Center. To register, go to: www. npe.org
March 24-27
Cologne, Germany: Anuga FoodTec, internation al food processing and packaging tech exhibition by Koelnmesse GmbH. At Koelnmesse fairgrounds. To register, go to: www.anugafoodtec.com
April 11-12
Vancouver, B.C.: CHFA West, natural health and organics industry showcase by the Canadian Health Food Association, with pre-show conference on April 9-10, 2015. At the Vancouver Convention Centre, West Building. To register, go to: www.chfa.ca
April 15-17
Montreal: CPMA 2015, annual con ference and trade show of the Canadian Produce Market ing Association (CPMA). At Palais des congrès de Montréal. To register, go to: www.cpma.ca
April 28-29
Chicago: 2015 Reusable Packaging Forum, conference by the Reusable Packaging Association. To register, go to: www.reusables.org
FLXON Inc., Charlotte, N.C.-based supplier of the SWEDCUT brand doctor blades for flexographic and rotograv ure printing applications, has appointed Alan Poole as area business development manager for the sales territory comprising Ontario, Quebec and the northeastern U.S. region.
German industrial controls group Beckhoff Automation GmbH has appointed Aurelio Banda as president of the com pany’s North American subsidi ary Beckhoff Automation LLC , based in Savage, Minn.
tems and machinery for packaging applications in the food, pharmaceutical and chemical industries, has appointed David Navin as president and chief executive officer.
Expand Your Horizons, Zero in on Solutions
St. Louis, Mo.-based contract packaging services provider Pharmaceutical Packaging has appointed Steve Meeker as chief operating officer, and Edwin Miranda as the
Australian-owned food packaging and processing equpment and machinery group tna has appointed Sonia Loeza as general manager for the Latin America
June 16–18, 2015
Toronto Congress Centre | Toronto, Ontario
PACKEX has the answers you need today and the inspiration for tomorrow. PACKEX is the place to go if you’re looking for solutions to a speci c challenge. Don’t have a particular project in mind but want to jump start your idea process? It’s an ideal event for that too. With hundreds of knowledgeable suppliers, educational and networking opportunities, AND something no other packaging expo has—access to ve other related manufacturing events and features—you’ll nd ideas and solutions around every corner.
Poole
Miranda Meeker
Banda Navin
CHECKOUT SHANNON KAUPP
PACKAGING FINESSE IS NEVER OUT OF STYLE
Produced without artificial ingredients or preservatives by the Tualatin, Ore.-based Pacific Foods of Oregon Inc., the company’s Pacific Organic Vegetable Broth comes in consumer-convenient four-packs of 250ml aseptic Tetra Pak cartons that do due justice to the all-natural product made from a healthy blend of simmered carrots, onion, celery, tomatoes, mushrooms, leeks, sea salt, garlic, savory leaf and ground bay leaf. Easy to stock at home for future use for months at a time without refrigeration, each of the fully-recyclable cartons is outfitted with a resealable screwcap to enable one to use more than of broth if the recipe calls for it, and the easy-open cap only requires one full turn to activate a secondary cutting mechanism inside to cut through the protective inner seal in a clean movement that ensures none of the seal particles make their way into the product contents when pouring it out. With the front-panel display of the authoritative USDA Organic certification label leaving no doubt about the product’s natural credentials, the clean earthy graphics on the paperboard sleeve are fittingly enhanced with easyto-read Nutrition Facts information and best-before dates featured on side panels of the nestled cartons, where Tetra Pak’s traditional blue brand logo and ‘Protects What’s Good’ tagline are switched to dark-green as a nod to the product’s planet-friendly purity and intent.
You can always tell Valentine’s Day is approaching by the seasonal packaging upgrades to The Hershey Company’s famed, bite-sized Hershey’s Kisses chocolate mini-treats. This year offered in sweet-tooth satisfying Milk Chocolate, Filled with Caramel, Cherry Cordial and Cookies ‘n’ Creme flavors, the foil-wrapped nuggets of chocolate candy
indulgence are packed inside 200-gram stand-up pouches mimicking the treat’s iconic, flat-bottom teardrop shape. Each of the four attention-grabbing pouches boasts its distinctive color scheme and graphics to play up the flavor variety packed inside, and topped off with an easy-tear notch at the top of the flexible package for quick-and-easy instant gratification.
Resembling a vintage hat box, the round two-piece folding carton containing a 120-gram wheels of carefully wrapped Rondoux Triple Crème Cheese produced by Agropur Dairy Cooperative as a new addition to its Agropur Signature line of gourmet cheeses—exudes class and elegance that deftly suits the creamy dairy indulgence inside. Made from milk and fresh cream, this fine cheese is one of those rare foods that gets better with age—its texture ripening to make the remaining cheese even creamier after first unwrapping it. The matching circular round label keeps things clean and simple with a stylish cow logo in the middle and easy-to-read lettering to denote the product essentials, with the bottom of the box providing further details on this mouthmelting bit of inspired dairy excellence.
Hand-made in Nova Scotia’s scenic Annapolis Valley by Burnt Out Solutions Inc. (BOSI) and packaged in a 9.9-gram plastic push-up tube with a flip-top lid—the Nova Scotia Fisherman Xtreme Lip Care is a premium-quality lip conditioner infused with locally-sourced sea kelp and a wealth of other all-natural and organic ingredients such as beeswax, jojoba seed oil, coconut oil, citrus extracts and other gluten-free goodies all listed on
the product’s highly legible, ruggedly handsome product label adorned with ubiquitous ‘old man and the sea’ graphics for maximum visual impact. Although placing the tubes on store-shelves individually can be tricky, the company’ branded galvanized steel buckets brilliantly overcome that shortcoming with rustic shelf presence that leaves competing lip-care products behind by a nautical mile.
In the rarefied world of fine scotch, The Glenrothes Select Reserve Speyside single malt scotch whiskey— distilled, matured and bottled in Scotland—stands out as a masterclass of packaging elegance with a 750-ml glass decanter that subliminally draws one’s attention to the clear amber nectar contained inside. Carefully nestled in a precision die-cut open-face cardboard box stamped only with the name of the brand on the top and that of the brand-owner ( Berry Bros. & Rudd of London) at the base, the gently-curved glass decanter—a throwback to the legendary The Glenrothes Extraordinary Single Cask 1970 handblown lead crystal decanter is simply decorated with a color-matching label that perfectly complements the silky-like liquid, rather than obstruct it. Featuring faithfully replicated signatures of the distiller and malt master—along with a few select tasting character notes—the unpretentious label is a fitting reflection of the product’s sensual visual appeal and refined, gentlemanly elegance.
Shannon Kaupp is a licensed doctor of naturapathic medicine living and practicing in Toronto.
PRODUCT INFORMATION
by Shannon Kaupp
Photos
Working side-by-side with
Gain greater efficiencies in your supply chain. Improve the visual and physical design of your packaging. Develop a process that reduces steps and increases speed-to-market.
From materials and design, to automation and fulfillment, Veritiv™ packaging experts provide solutions that deliver on both form and function. And with approximately 170 distribution centers in North America, our geographic reach is extensive – but we hang our hat on localized and personal service.
From concept to destination, your packaging needs to perform. Learn more about our offerings by contacting your Veritiv representative, or visit veritivcorp.com.