Canadian folding carton industry stalwart looking to make instant impact as leading turnkey solutions provider
By George Guidoni, Editor
Photos by Naomi Hiltz
Reaching for the stars is not just wishful thinking when the stars are as perfectly aligned as they are for MAX Solutions (www.biggerthanpackaging.com) in the company’s bold quest to be a leading player in Canada’s highly competitive folding carton industry.
With its recent acquisition of the family-owned Ellis Group of companies last fall, the U.S.-headquartered specialty packaging producer has many good reasons to feel confident about its big strategic move north of the Canada-U.S. border, having inherited a vast wealth of leading-edge production equipment and machinery, a highly trained and dedicated workforce, and an impressive client base of blue-chip CPG (consumer packaged goods) customers built up under the Ellis family’s 40-year-long ownership. With three Ontario-based state-of-the-art operating plants in Pickering, Mississauga and Guelph, the newly-acquired assets provide a robust launching pad for the privately-owned MAX Solutions—founded in 2021 by long-time paper industry veterans Mark Shore (chief executive officer) and Dennis Kaltman (president and chief operating officer)—to acceler-
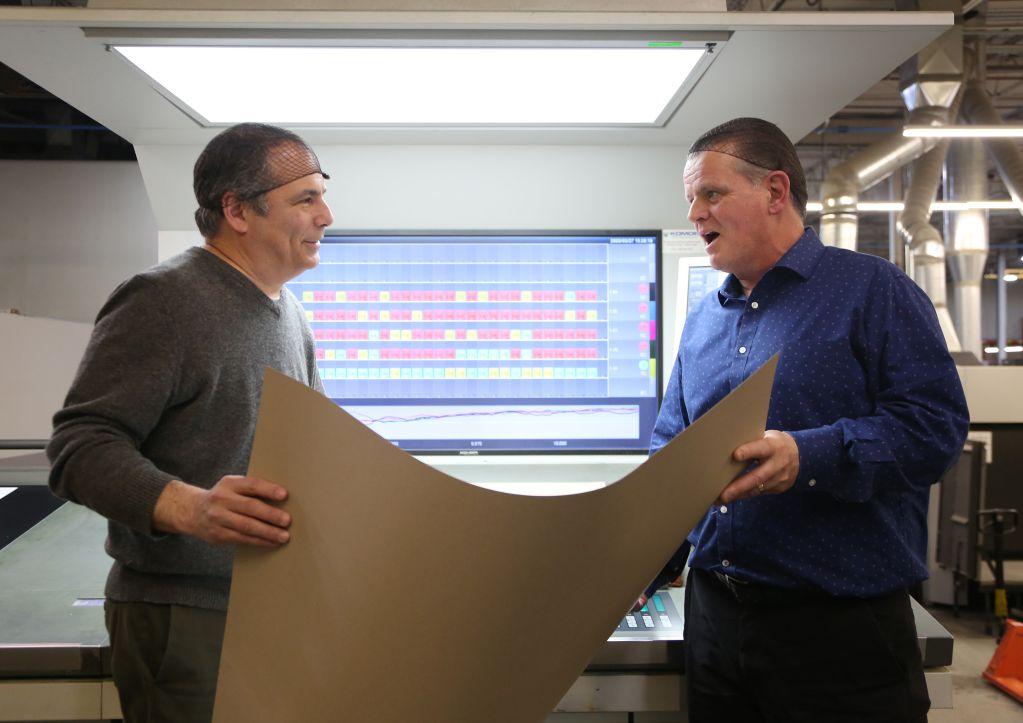
MAX Solutions president Dennis Kaltman (left) and Pickering plant manager Don Smart discussing the quality of the final print on a sheet of paperboard printed on the plant’s Komori Lithrone GL40 eight-color offset press.
ate its rise to the elite ranks of North America’s speciality packaging industry segment.
With over 75 years of industry experience and leadership between them, the two life-long entrepreneurs are certainly no strangers to recognizing a good opportunity when one comes along, as vividly illustrated by their amicable Ellis Group acquisition.
“The company founder Bill Ellis had a lot of success building up his company over the years along with his children, Cathy and Dave, over the last 40 years, so when we heard that the business was up for sale, we were very interested,” Kaltman told the Canadian Packaging magazine in a recent interview.
“When we first decided to start up MAX Solutions, the Canadian market was something we thought about a lot,” Kaltman says, adding the new assets perfectly fit into MAX Solutions’ strategic plan to become a leading supplier of value-added folding cartons, labels and specialty rigid packaging.
According to Kaltman, the landmark deal provides plenty of synergies and opportunities for MAX Solutions to become the one-stop packaging solutions provider it wanted to be right from the outset.
With that in mind, Kaltman says the new owners will be
actively pursuing the idea of adding new label manufacturing capabilities to its Canadian locations, which is something MAX Solutions already has in place at its two original greenfield manufacturing facilities near Philadelphia, Pa., and Charlotte, N.C.
“There is a reason why we have the word ‘Solutions’ in our company name,” Kaltman points out. “We’re not here just to provide a product: we want to be able to provide customers, particularly those in the healthcare industry, with a complete packaging solution,” he states.
“Customers like dealing with less suppliers, not more,” Kaltman reasons, “so if you are only good at doing one thing, you are not as valuable as someone who can make all the things they need across the board.
“The quality requirements for cartons and labels are the same,” he asserts, “so if you put in the quality system for both, it adds value to the customers, as well as for the salespeople selling our products and services to them.
“It creates more opportunities for us going forward,” says Kaltman, citing the company’s commitment to making positive “multidimensional” impact on four key stakeholder groups: • Customers, by investing in next-generation technology to support their growth by always putting forth the best
Clockwise from top:
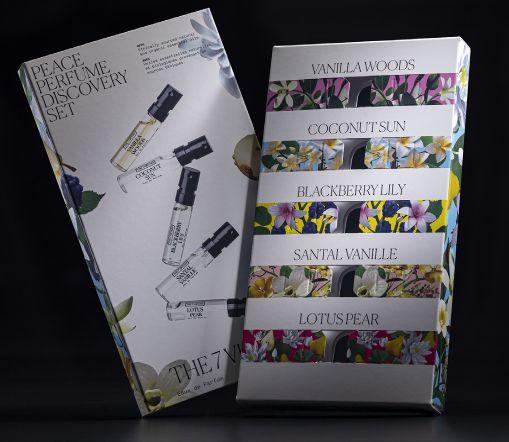
A selection of high-end folding cartons printed for top CPG brands by MAX Solutions; a side view of the eight-station Komori Lithrone GL40 printing press; the Optima-K 106 40-inch die-cutter manufactured in Barcelona, Spain, by Iberica, part of the Koeing & Bauer (KBA) group of companies.
Top
There are a total of six Iberica die-cutters installed a the three former Ellis Group production facilities in Ontario over the years.
Bottom
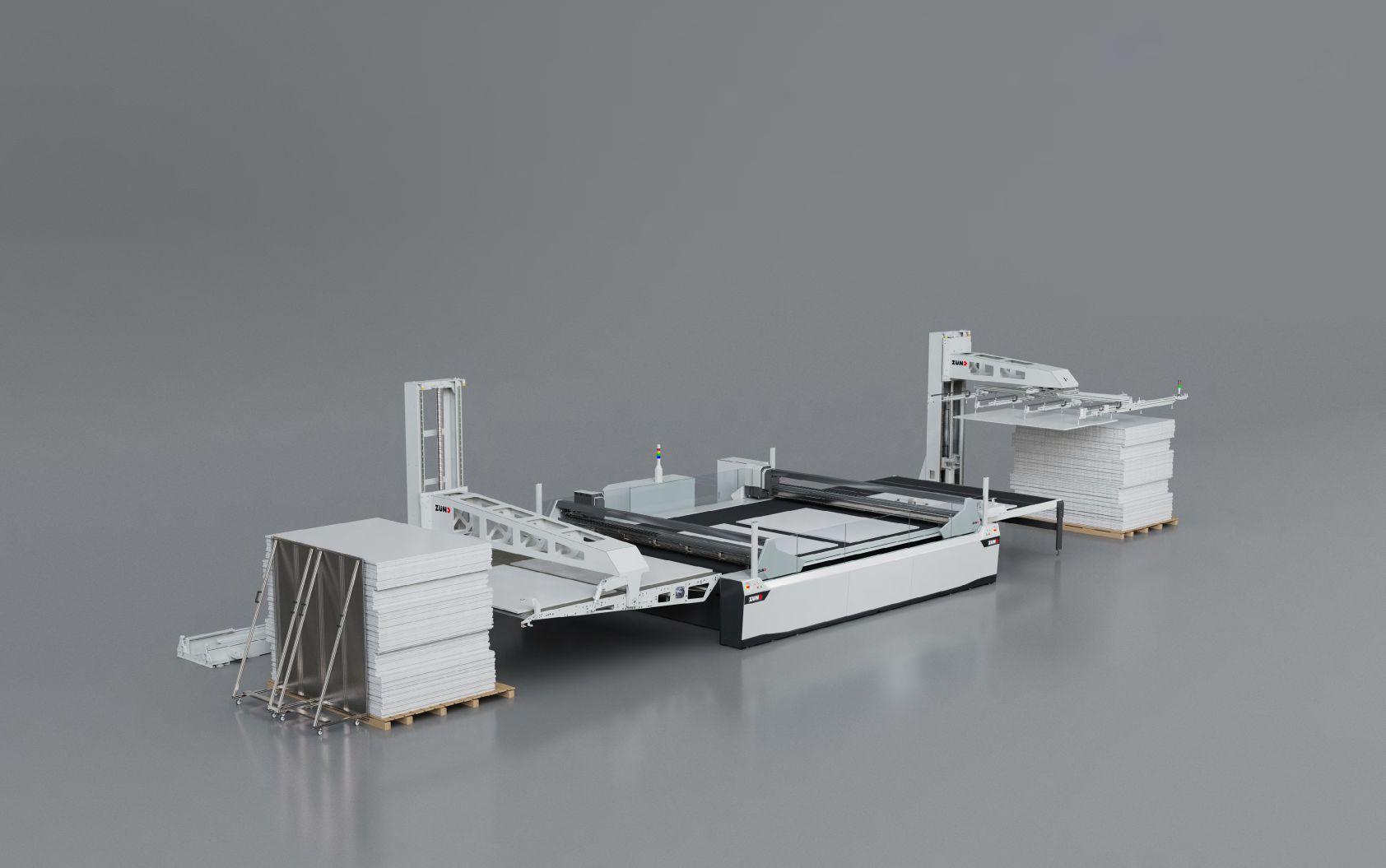
The BOBST Cartonpack II is a fully automated packing station that can pack up to 150,000 sheets of printed cartonboard per hour inside shipping boxes in various stack patterns.
solution regardless of format, material or process.
• Teammates (employees), by creating a great environment to work in and empowering them to learn, take on new opportunities and reach new heights.
• Communities where the company operates, by supporting the local “home” economies through employment opportunities and training programs.
• Environment , by creating the most efficient production flows; innovating ways to simplify the supply chain; designing solutions that are recyclable and minimize waste; and investing in technology and materials that reduce the company’s carbon footprint.
As Kaltman relates, MAX Solutions prides itself on executing complete and highly customized packaging concepts with its talented and creative in-house design team, top-notch project managers, and long-standing vendor relationships to live up to its corporate mission.
According to Max Solutions, the company’s primary core competencies include:
• Speed to Market. From designing production floors for optimizing manufacturing flow and efficiencies to investing in hybrid presses that run multiple imaging concurrently, the entire process is designed reduce downtime and provide quick turnaround. According to the com-
pany, this includes utilizing highly integrated software for a seamless integration of upfront prepress workflows.
• Contingency Planning. The company’s strategically selected plant locations are outfitted with with duplicate technologies to reduce the risk inherent in production planning. According to MAX Solutions, its Cloud-based software systems make it easy to adjust production plans quickly, while mitigating any security issues.
• Zero Defect Quality. The company’s massive investment in new-generation technologies enables it to deliver Six Sigma product quality levels on everyday basis. All of its printing presses feature builtin color control and inline inspection and power registration, while its high-performance folder-gluers feature the most advanced reject detection and ejection capabilities in the market.
• Sustainability. The company’s carbon-neutral presses are designed to the highest levels of energy efficiency to minimize emissions, scrap and process waste, coupled with the “leanest” manufacturing standards to shorten the supply chain and reduce fuel consumption, including the use of electric-powered forklifts for internal operations.
As one would expect, the company is no slouch when it comes to product innovation, with the patented PaperFoam
The Pickering production facility makes extensive use of high-quality printing inks from Sun Chemical and carton board from Metsä Board to produce highly attractive folding cartons for high-end CPG customers.
material—supplied via a joint-venture with Dutch producer PaperFoam BV (www.paperfoam.com)—providing an effective biodegradable and compostable alternative to plastic packaging inserts, thereby ensuring full product protection and integrity for with minimal environmental impact.
Combined with expert in-house die-cutting and tooling capabilities, the company’s repertoire covers the entire gamut of high-impact finishing processes, including specialty embossing, inline Braille embossing, specialty coatings, inline cold-foil application, hot-foil stamping, cello windowing, holographic primography, and security tag labeling, among others.
According to Kaltman, such versatility and diversification made the Ellis Group an especially attractive proposition for connecting with top brand names in the high-end market segments for beauty and personal-care, food-and beverage, confectionery, healthcare and pharmaceutical, consumer electronics and, more recently, medical and recreational cannabis markets.
As Kaltman relates, “We were very impressed by the wonderful job they (Ellis) did in maintaining the service levels to their customers during and coming out of the COVID-19 pandemic.
“And that’s a testament to the people working there,” he states, “as well as to being such a service-oriented company.”
Despite the often-cited industry M&A trend whereby companies often buy out their competitors primarily to reduce competition, Kaltman insists that MAX Solutions is totally committed to growing its new Canadian assets in a way that generates new employment opportunities at all three former Ellis locations—both on the production floor and within management ranks.
Says Kaltman: “Ellis has built up a lot of brand equity in the marketplace, and it is our intention to build on that brand equity by not only continuing to do what they have already done so well, but by being able to offer even more value to the market.”
Similarly, Kaltman says that MAX Solutions is fully committed to retaining strong bonds with the existing supplier base that includes household industry names such as Metsä Board , Heidelberg, Sun Chemical and BOBST, among others.
According to Kaltman, the Canadian market for folding cartons has a lot of good things going for it at the moment—especially with the ever-growing emphasis on sustainability and related plastics substitution—to provide MAX Solutions with a unique opportunity for brisk growth in market share and reach.
“It’s a great market to be in,” he states, “and we look forward to expanding our presence in it.
“While the shortage of labor is the one thing many people are talking about nowadays, in my experience Canada is in better position in this respect than the U.S.,” Kaltman says.
“I really believe that there are a lot of young people here who want to work in the print and packaging fields,” says Kaltman, noting that the realities of the smaller Canadian marketplace make it an ideal home turf for the sort of mid- and small-run production that MAX Solutions prefers to focus on.
“We are not aiming to be a company that runs a press for three weeks straight to produce one cereal box design,” he states.
“Our value proposition is rooted in our ability to address design complexity, short-run efficiency, high-SKU (stock-keeping unit) count, and generally to solve whatever problems our customer may have,” he sums up. “We think of ourselves as a value-added solutions provider, and that is what we strive to be each and every day.”
www.biggerthanpackaging.com
www.paperfoam.com
DIAMOND RUSH
Venerable folding carton converter keeps up with the times with green mindset and cutting-edge technology
Founded in 1911, Rochester, N.Y.-based Diamond Packaging (www.diamondpackaging.com) is fully living up to its name as an industry leader specializing in developing innovative and sustainable packaging solutions for leading consumer packaged goods (CPG) companies.
Utilizing state of-the-art technologies, Diamond designs and manufactures paperboard folding cartons, counter-top displays and blister cards, differentiating itself through award-winning creative designs, packaging innovation/technical expertise, and its ‘Greenbox’ sustainability initiative that recently earned it a Platinum rating for the second year in a row by EcoVadis, the leading global certification authority for sustainability and corporate social responsibility.
Always making it a point to work with business partners with similar values, the company recently installed a new 10-color Speedmaster XL 106 press from leading global printing press manufacturer Heidelberg Druckmaschinen AG (www.heidelberg.com) to replace the facility’s two aging Heidelberg 40-inch presses.
As a fourth Heidelberg press purchased by Diamond Packaging, and also the 20,000th Heidelberg XL press manufactured by the German printing press specialists, the newest XL features some of Heidelberg’s most advanced technologies to date, according to Diamond Packaging’s president
From left: Diamond Packaging printing manager Gary Cuozzo and company president and chief operating officer Dave Rydell.
and chief executive officer Dave Rydell.
“We expect it to capture the essence of luxury and premium brands with the most advanced printing and decorative capabilities in the industry,” says Rydell, “while minimizing environmental impact throughout the supply chain.”
With innovative features like autonomous Push-to-Stop technology, AutoPlate Pro, and a completely new operating philosophy called the Heidelberg User Experience, Rydell says the new press will help ensure short make-ready times and the best possible support for press operators.
The new technology will not only add substantial capacity and continue to drive growth for Diamond’s thriving business, but according to Rydell, “The efficiency of this press versus our older presses will significantly lower set-up costs and material usage.
“Additionally, the enhanced automation will be helpful to our operators while driving productivity gains,” says Rydell, noting he expects further efficiency gains from the built-in Prinect Inpress Control 3 color management technology.
While Diamond was one of the early adopters of Prinect Image Control closed-loop spectrophotometry to automatically measure and control color, the new XL 106 is its first press to feature a fully inline Prinect Inpress Control spectrophotometer that measures and controls color while registering on press at any speed, delivering the first measurable result in less than 60 sheets.
For a company that is firmly committed to minimizing waste, Inpress Control will both advance its color monitoring technologies while supporting a sustainable use of resources, according to Rydell.
“Moving to Inpress Control is a natural evolution of our spectral management system that should deliver consistent, stable color results more efficiently and with a higher level of automation.”
Seeking additional measures to reduce its material and energy expenditures, Diamond chose to install its newest press
with the inline FoilStar cold transfer application.
As Rydell explains, FoilStar will help meet the customers’ demand for highend effects to reinforce the premium positioning of their brands ,while eliminating some of its off-line foiling processes.
“Our customers are very interested in our environmental practices and new material options,” says Rydell. “Inline techniques are cost effective and more sustainable, especially when considering the material and energy costs associated with multiple runs or off-line production processes.”
Thanks to its indexing function, the new FoilStar unit optimally applies metallic decoration regardless of coverage, which helps to provide savings for printed sheets with minimal foiling.
Moreover, Diamond’s FoilStar unit has the additional capability of applying Cast and Cure holographic effects inline, making it the first FoilStar installed in the world with this combined functionality.
Today, Diamond’s packaging is designed utilizing recyclable or recycled paperboards (many FSC-certified), and manufactured using 100 percent clean, renewable wind energy, operating in a certified Zero Waste to Landfill and Carbon Neutral facility.
Equipped with three other XL 105/106 presses, Heidelberg technology plays an essential role in what Diamond calls its “Greenbox” sustainability initiative – a comprehensive approach to packaging that minimizes environmental impact throughout the supply chain through creative design, careful material selection, and best practices at the plant level.
“Sustainability is no longer a trend in packaging: it’s an expectation,” Rydell states. “The efficiencies we gain and the materials we save by using Heidelberg technology helps us lessen our environmental impact, while continuing to cultivate a positive emotional connection to the customer’s brand.”
www.diamondpackaging.com www.heidelberg.com
RECIPE FOR SUCCESS
A new remote recipe management functionality boosts quality control capabilities to new heights for Italian folding-carton coverter
As part of its vision for the future of packaging production, Swiss-headquartered package converting equipment stalwart BOBST Group ( www.bobst. com) is always busy developing new opportunities in connectivity and automation to enable customers to increase productivity, improve quality, and reduce waste.
As one of the company’s more innovative quality control technologies, the ACCUCHECK inline quality inspection system—designed to inspect every single folding blank according to specific client criteria—has been successfully deployed at numerous paperboard converting facilities across the world to ensure that only zero-fault boxes are
According to CEO of Prealpi chief executive officer Armando Zanini says the Recipe Manager function has helped to reduce set-up times and improve product quality.
Connect platform.
According to BOBST, the new function allows users to create quality control recipes for folding carton packaging remotely and then send them directly to any ACCUCHECK on the production floor.
Prior to that, operators had to upload the reference PDF of the blank to be checked into the ACCUCHECK program, before defining the control areas, criteria and levels via the HMI (human-machine interface) terminal.
After extending the capabilities of their machine control platform, Prealpi proceeded to incorporate the new function on its BOBST EXPERTFOLD 80 folder-gluer line for daily operation, quickly achieving stellar results.
“Using the ACCUCHECK Recipe Management function has greatly improved the set-up phase on the ACCUCHECK on our EXPERTFOLD 80 line,” states Prealpi’s chief executive officer Armando Zanini.
delivered to customers.
One of the more recent successful ACCUCHECK installations took place over the course of last year at the Italian-based paper converter Prealpi srl (www.prealpi.com).
Located northwest of Milan in Castiglione Olona, Prealpi boasts a wide range of in-house printing and converting capabilities to serve customers in the food-and-beverage, cosmetics, hair and beauty, pharmaceutical, healthcare, textiles, and electronics sectors with high-quality folding cartons and corrugated packaging, beautiful gift boxes, and many types of in-store floor and counter displays.
The company’s manufacturing complex consists of two production units and a separate warehouse, along with an in-house R&D department working with clients to produce packaging prototypes.
The larger 3,000-square-meter plant is dedicated to the production of packaging and merchandising displays and stands made from folding cartons or corrugated board,while the other 2,500-square-meter plant houses production of folding carton boxes and blanks.
Recently, this second production plant became the beta site for deployment of the new digital remote capabilities of the ACCUCHECK Recipe Management function as part of the BOBST
“The option to prepare the recipe remotely, and in advance, has demonstrated great advantages in terms of both time savings and better product quality.”
Production manager Alberto Azzarri agrees: “Changeover times have been shortened as the machine operator no longer needs to set the job recipe from scratch, but simply calls up a product code or item name from the ACCUCHECK menu.
“The system retrieves the reference PDF from the network, including the quality criteria which were defined with the various offices.
“Once the upload is complete, the operator just needs to let ACCUCHECK read the number of blanks required for the set-up before starting the production,” Azzarri point out.
“This is a real time-saver, compared to uploading the PDF manually with a USB stick before entering the data into the system on the machine.”
Indeed, all the ACCUCHECK job recipes and reports, with job specifications and quality check data, are online and can now be retrieved from anywhere, anytime.
Moreover, job recipes for the ACCUCHECK can now be prepared independently from the schedule of the production floor, according to Azzarri, and the new function also helps to improve the
control quality by enabling the prepress, quality control, and production department can each give their input on what should be checked and how.
The end result is that more information can be gathered and integrated into the recipe.
As Zanini states, “It is no longer the machine operators who enter the parameters at their own discretion.
“Everything is prepared in advance, using the experience and know-how of different people within the production workflow,” Zanini continues.
“All this has led to an optimization of the line’s operation and performance, which can be verified thanks to the real-time display on the dashboard and production graphs showing the progress of the job.”
As Zanini concludes, “The new Recipe Management function is an excellent service for improving setup times and making the BOBST ACCUCHECK quality control system even more customized and efficient.”
www.bobst.com
www.prealpi.com
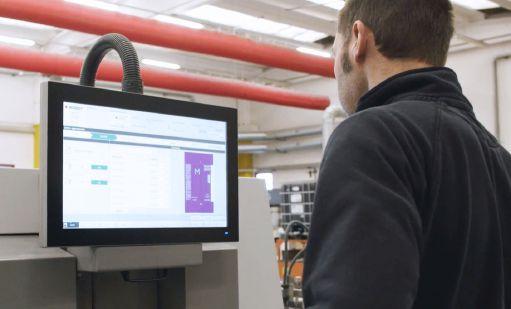
Today, Alberto Azzarri can prepare the recipe for the ACCUCHECK quality control in his office, independently from the production schedule.
On the production floor, the PDF file is retrieved online and the quality control set-up is completed in a few clicks.
BRING IT BACK
Kellogg’s goes back in time with limited-edition retro boxes for its timeless Fab Four brands
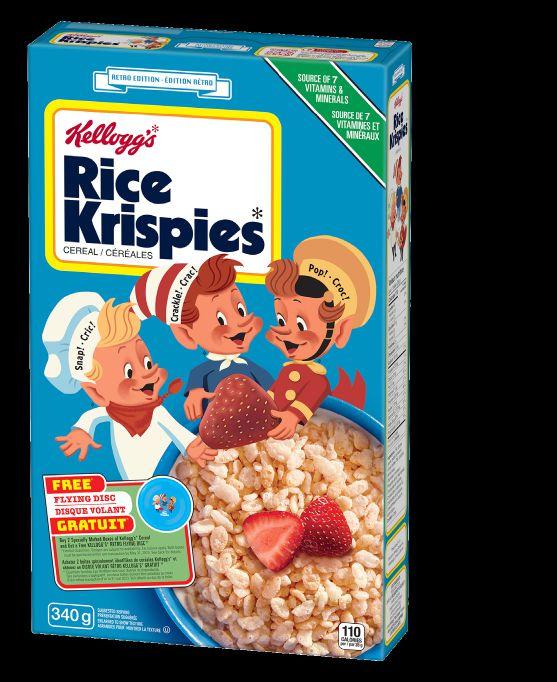
Cereal giant Kellogg Canada has tastefully turned back the time recently with a sensational launch of limited-edition retro packaging of the company’s Fab Four brand favorites adorned with playful throwback graphics and iconic brand mascots once—bringing the bodacious cereal boxes from the ‘70s, ‘80s and ‘90s to life on store-shelve from coast to coast.
Offering a generous serving of fun cereal facts gathered over the 100-plus years of the Kellogg Company ’s prominent and prosperous presence in the Canadian market, the retro-designed boxes of the company’s perennial bestsellers Frosted Flakes, Froot Loops, Rice Krispies and Corn Flakes —skillfully designed by an SGK creative agency Equator Design (www. equator-design.com)—tap into a rich vein of nostalgia of millions of Canadian consumers who fondly recall growing up with the crunchy bites of their beloved breakfast staple.
“Our collective memories flash back to those familiar Kellogg’s cereal boxes that sat on our breakfast table every morning while we were growing up,” says Emma Eriksson, vice-presi -
CARTON 360°
dent of marketing and well-being at Kellogg Canada Inc. in Mississauga, Ont.
“Whether it was Toucan Sam, Tony the Tiger, Cornelius (the Corn Flakes rooster) or Snap! Crackle! and Pop!, these images are remembered fondly in the hearts of Canadians who can now share them with their own families with our Kellogg’s Retro Series.
“The nostalgic designs will take Canadians back in time,” she says, “while the cereal provides the easy, convenient nutrition that today’s consumers demand.”
As part of its Retro Series Cereal Box release, Kellogg Canada is offering a special promotion featuring four flying discs (Frisbees)— each showcasing a different lovable mascot. A purchase of two boxes automatically qualifies every shopper to claim a disc of their choice online by simply scanning their receipts and registering on www.kelloggs.ca/RetroPromo
“Kellogg is about bringing families together, enjoying special moments, and creating memories to last a lifetime,” says Eriksson. “With the advent of warmer weather right around the corner, a flying disc premium is a fun, yet nostalgic way to celebrate getting back outside after a long, cold winter.”
As Eriksson point out, each of the Fab Four brand mascots has a unique story line that has the test of time over generations.
For Kellogg’s Frost Flakes, Tony the Tiger has been a “Gr-r-reat” brand ambassador since the product’s 1952 launch, including being voted into the Advertising Hall of Fame in 2004. Having first launched in Canada, the retro Frosted Flakes box features design elements from the 1970s and 1980s—including a two-dimensional tiger poised to dig his spoon into a bowl of Frosted Flakes cereal.
Also originally launched in Canada in 1964, the Froot Loops brand’s Toucan Sam has never looked better, with the new retro pack showing the bird mascot sporting his original beak with three color stripes (red, orange and yellow) to match the colors of the cereal. For their part, the Snap! Crackle! And Pop! elves synonymous with the Kellogg’s Rice Krispies brand have been featured together on the crispy-textured cereal puffs since 1933, with Snap! being the first-ever brand mascot created by Kellogg’s. As for Cornelius “Corny” Rooster, introduced in 1957, being the face of the company’s original Kellogg’s Corn Flakes is uniquely special honor for a product that has remained fundamentally unchanged since it was first introduced to North American consumers back in 1906. www.equator-design.com
SUN EXPOSURE
Industry collaboration delivers sustainable high-impact carton solution for premium global chocolate brand
With plastic substitution often claimed to be an essential part of sustainable packaging development, a recent collaboration between leading printing inks manufacturer Sun Chemical (www.sunchemical. com) and Qualvis Packaging (www.qualvispackaging.co.uk) provides a vivid example of how to go about it the right way.
Challenged to come up with a highly sustainable chocolate truffle carton for renowned global chocolate brand Whitakers, the two partners enabled Whitakers to transform an existing truffle carton that featured 55 percent plastic into a highly recyclable lightweight fiber-based solution without a plastic layer of the same dimensions.
Using Sun Chemical’s SunPak DirectFood Plus highly bio-renewable direct-food contact inks and SunSpec SunStar direct-food contact aqueous varnish on the inside of the carton, the innovative packaging eliminates the need for a plastic extrusion in between the ink film and the food product.
Moreover, it enabled replacement of the existing PET (polyethylene terephthalate) plastic double clam shell housing the truffles with a fiber-based holding structure, while ensuring both a direct, food contact safe environment for the truffles—complemented by functional resistance and barrier properties for effective protection and integrity of the carton structure and its contents.
Combined with the highly bio-renewable properties of the inks—made possible by employing a new fossil fuel-free carbon black derived process ink—the new packaging has drastically decreased the overall carbon footprint of the product.
Using environmentally-sourced paperboard supplied by Qualvis Packaging’s long-time partner Holeman Iggesund (www.iggesund.com), Qualivs designers were also able to replace the outer cellophane wrap with an innovative tear strip built into the carton design to keep the lid in place during transit and on the shelf at retailers.
“Whitakers is a long-standing customer of ours,” says Qualivis sales director Richard Pacey, “so after we proactively approached them about this project, we turned to Sun Chemical as our go-to supplier for food-contact inks.
“With Sun Chemical’s renowned expertise in inks, specifically for food-contact applications, along with their sustainability credentials, meant that together we would be able to seamlessly bring our vision for Whitaker’s premium pack to life,” Pacey relates.
“Compared to solutions from other suppliers, the inks truly stand out in terms of on press performance and quality,” says Pacey.
“The vibrancy of the graphics is not compromised at all,” he relates, “and there are never any on-press issues.
“We are able to print in as many colors and designs as we would with typical non-food contact inks, be it CMYK or Pantone, enabling the brand to improve the overall attractiveness of the packaging, while ensuring regulation compliance.”
Adds Whitakers owner William Whitaker: “There are major benefits in being able to eliminate plastic and increase the sustainability credentials of our products, so meeting safety regulations and ensuring consumer safety of the packaging is always front of mind for us as a brand-owner.
“The collaboration with Qualvis and Sun Chemical gave us the confidence to reach new limits, while maintaining safety and brand reputation.
“Based on the success of this solution, we continue to explore new projects with Qualvis, where we can deploy the same print technology,” Whitaker adds.
“Our R&D team works hard to develop products that comply with exceptional levels of migration testing, and with sustainability being a core brand value for us, it is an honor to be such an integral part of this innovative project,” says Jim Buchanan, Sun Chemical’s product director for sheetfed systems.
“Qualvis is our long-term partner that is rightfully renowned in the packaging industry,” Buchanan states. “Their agile and flexible approach, combined with their creativity and expertise, makes them an ideal partner to work with, which is further demonstrated by the key major brands that have trust in them, such as Whitakers.”
www.sunchemical.com
www.qualvispackaging.co.uk www.iggesund.com
DIGITAL DIRECTION
Aseptic beverage cartons manufacturer launches new breakthrough digital printing solution for European customers
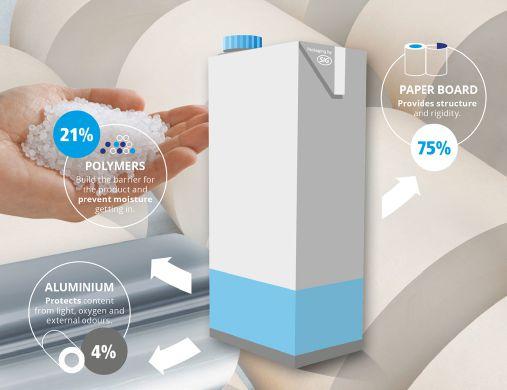
With a pioneering reputation for providing customers with maximum flexibility and speed, renowned global aseptic beverage packaging products producer SIG (www.sig.biz) is taking production to the next level with the seamless new opportunities of the SIG Digital Printing process for aseptic carton packs produced in Europe.
According to the Swiss-headquartered company, this professional printing solution offers full-color digital printing on SIG carton packs without the need
for cylinders or printing forms—enabling more flexibility and agility to meet specific customer demands.
In the increasingly fast-paced food and beverage industry, where market requirements have changed significantly in recent years, flexibility and fast reaction times are crucial for certain manufacturers in different categories to be successful with their products.
With the life-cycles of package designs becoming even shorter, the need for agility due to respond smaller lot sizes, relentless promotions, frequent product launches, portfolio extensions, and increasingly creative marketing campaigns has never been greater.
With these trends in play, SIG has invested in this new digital printing technology to perfectly complement its existing highly efficient and high-quality rotogravure printing.
Scheduled for commercial start-up in the second half of this year at SIG’s production facility in Linnich, Germany, the new RotaJET 168 Digital Printing Machine from Koenig & Bauer
(www.koenig-bauer.com)—the oldest existing printing press manufacturer in the world—will provide small and medium-sized beverage manufacturers with a highly flexible and economical means to tailor their production volumes to current and future demand conditions.
“Our aim is to always ensure our customers have the best choice and access to latest technologies and solutions that keep them at the cutting edge of innovation today and in the future— designed to their needs,” says Holger Schmidt, head of product management technology at SIG.
“Small-scale production will make it possible for our customers to be creative with design changes and to test out product ideas in the market with reduced risks,” Schmidt points out.
“Speed, flexibility, and precise product design are decisive factors for success, and this is exactly what we offer with our digital printing solutions.”
Ideally suited to SKUs (stock-keeping units) with lower order
quantities, the flexible and future-proof SIG Digital Printing process offers food and beverage customers the opportunity to make dynamic design changes quickly and easily to deal with frequent modifications and updates to ensure standout design on the shelf, keeping brands in season, and maximizing regular product promotion activity.
“Like SIG, we always have the requirements of tomorrow in mind so we can shape the future alongside our customers,” says Christoph Müller, chief executive officer of the digital and webfed segment at Koenig & Bauer AG in Würzburg, Germany.
“It’s exciting to see SIG Digital Printing for aseptic carton packs come to fruition,” Müller says, “and how this new technology will bring a valuable addition to their printing portfolio by providing a streamlined design editing option, as well as the possibility of speeding up their design-to-print process.”