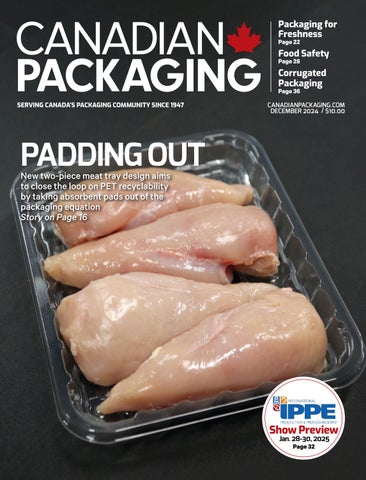
New two-piece meat tray design aims to close the loop on PET recyclability by taking absorbent pads out of the packaging equation
Story on Page 16
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Mar. 10-12, 2025 Booth 1108
info@heatandcontrol.com | heatandcontrol.com
Videojet® 9560 PL
Advanced automated pallet labeling
Grow your business to the next level with Reiser vacuum skin packaging
Watch live demonstrations of industry-leading Reiser form/fill/seal packaging machines
n Wide range of versatile machines produce high-quality VSP, MAP, and vacuum packages
n Superior packaging seals extend product shelf life, providing the extra time needed to reach new, distant markets
n High-speed production
n Simpler, better, faster packaging
n Backed by Reiser’s industry-leading service and support
16 CLEAR & LUCID
Canadian food packaging producer plans to turn the case-ready meat industry on its head with the launch of an ingenious breakthrough tray solution that eliminates the need for the ubiquitous soaker pads.
22 New Pecking Order
Canadian fresh poultry stalwart turns a new leaf in its storybook rise to industry prominence by expanding into red meat products and investing in cutting-edge processing and packaging technologies.
30 Good to the Bone
Installation of a leading-edge X-Ray product inspection system positions Ontario Halal meat processor to broaden its market reach with superior product quality and safety attributes.
32 Real Peach of a Show
4 By George Guidoni
Windy City delivers trade show masterclass.
40 By Naomi Hiltz
Joe Public speaks out on packaging hits and misses.
Celebrating its 50th anniversary this year, the Canadian Corrugated Case Association (CCCA) is facing the future with renewed confidence, vigor and vitality. COLUMNS FROM
A brief preview of the upcoming 2025 IPPE global meat industry exhibition next month in Atlanta, Ga.
32 Golden Years
ON THE COVER
Close-up of the revolutionary new Lucid Infinity tray-packing solution developed for case-ready meat packaging applications by the Ontario-based Lucid Corp
Cover photo by Naomi Hiltz.
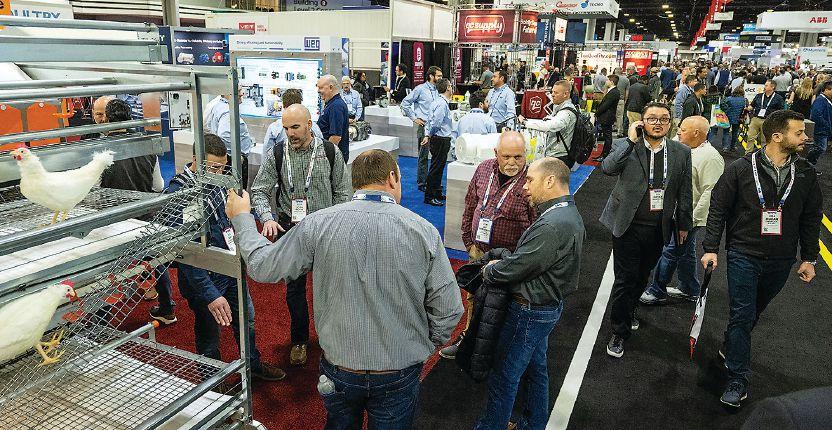
Chicago show validates the industry’s upswing
Seeing is believing, and after pounding the pavement for three days at the wildly successful PACK EXPO International 2024 packaging extravaganza in Chicago last month, there is little doubt that there has probably never been a better time to be in the packaging business than now.
US$921 MILLION
Total packaging machinery sales in Canada in 2023
Source: PMMI
While many major industries are still struggling to recapture their pre-pandemic performance levels, the two years of global economic chaos unleashed by the COVID-19 outbreak earlier this decade turned out to be a once-in-a-lifetime windfall for a vast majority of the global packaging industry.
Driven by massive capital investment expenditures in packaging automation to overcome unprecedented labor scarcity, packaging machinery manufacturers of all types enjoyed eye-popping, doubledigit growth rates unlike anything they had ever seen this century. And while those over-the-top growth curves are unlikely to be sustained at the same stratospheric heights going forward, there is plenty of steam and momentum left in an industry brimming with optimism and technological advancement.
The record-breaking attendance numbers for the Chicago show, complied by PACK EXPO producers PMMI, The Association for Packaging and Processing Technologies, provide resounding validation for the feelgood vibes generated throughout the vast McCormick Place host venue of the four-day event.
According to PMMI, the show brought together 48,000 attendees and 29,500 exhibitor personnel—reaching 77,500 in total attendance. With a record number of 2,700 exhibitors occupying 1.32 million net square feet of space, this was easily the largest PACK EXPO International show in the event’s illustrious history and, moreover, the largest show of any kind at the McCormick Place this year.
“PACK EXPO International 2024 has truly raised the bar for what an industry event can achieve,” proclaimed PMMI’s president and chief executive officer Jim Pittas. “This show has not only grown in scale but also in substance, attracting attendees and exhibitors from every corner of the industry.”
If a stellar trade show is an accurate reflection of the industry’s current state of health, then North American packaging equipment manufacturers and distribu-
tors are well-positioned to profit from continuing steady growth in demand for their offerings over the next few years.
According to PMMI’s 2024 State of the Industry report, packaging machinery sales in the U.S. totalled US$10.8 billion in 2023—an all-time high and a 5.8-percent increase from the year before— with further solid increases projected for each year up to 2028.
Moreover, “We expect sales of new machinery to begin rising again as the wait-and-see mentality dissipates,” the report states. “There will likely be more requests for end-of-line automation,as many companies continue to struggle with retaining labor for production lines.
Notably, PMMI’s latest State of the Industry report also includes, for the first time, sales figures and projections for Canada—a welcome acknowledgement of the significant number of Canadian companies included in the association’s membership.
According to PMMI, sales of packaging machinery in Canada totalled US$921 million in 2023, representing a 4.4-percent gain from the year before. With new sales expected to have grown by another 1.3-percent in 2024, breaking the symbolically significant US$1 billion threshold is a virtual fait accompli for what is fast becoming an important engine of the country’s economic growth in its own right.
That said, this is no time for complacency. As the PMMI report points out, “Canada has also enacted laws targeting the use of single-use plastics and increasing the requirement for recycled packaging materials.
As a result, “Companies will need to focus on developing machinery that can handle a variety of recyclable and biodegradable materials to comply with these new standards and meet the growing consumer demand for environmentally-friendly packaging.”
Sounds like a challenge, but given the Canadian industry’s strong record on rising to the challenge when the occasion demands it, there’s never been a better time to be a key growth driver of Canada’s thriving packaging industry than now.
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
DECEMBER 2024 | VOLUME 77, NO. 10
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113 apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
Media Designer Graham Jeffrey gjeffrey@annexbusinessmedia.com
CEO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
Global robotics stalwart unveils new Canadian HQ
The world’s largest manufacturer of industrial robotics has emphatically reinforced its commitment to the Canadian market last month with a grand opening and ribbon-cutting ceremony at the new FANUC Canada headquarters in Mississauga, Ont.
Welcoming more than 250 attendees to the new state-of-theart, 73,000-square-foot facility, the company put on a dazzling display of cutting-edge robotic technologies manufactured in Japan by the parent FANUC Corporation
Marking a significant milestone in the company’s series of major expansions of its North American operations, the lively event also featured insightful and upbeat welcoming remarks delivered by address by Michael Cicco, president of the FANUC
America Corporation of Rochester Hills, Mich.
“With this investment, and many other investments we’ve made across North and South America, we feel that the future is really bright, and that we have a very positive and strong view of the future,” said Cicco, congratulating FANUC Canada on the subsidiary’s upcoming 40th anniversary in 2025.
“This is the fourth ribbon-cutting ceremony that I’ve hosted in the last five years,” said Cicco, citing:
• The 2019 opening of a 460,000-square-foot North Campus facility adjacent to FANUC America’s headquarters in Rochester Hills;
• The 2022 opening of new 110,000-square-foot regional headquarters in Aguascalientes, Mexico, to support FANUC’s growth in the Mexican market;
• The opening of a new a 650,000-square-foot-facility West Campus facility in Rochester Hills this past summer.
Flanked by senior FANUC Canada executives, FANUC America Corporation president Michel Cicco (fourth from left) leads the formal ribbon-cutting ceremony.
Including the new Canadian HQ building, these expansions add up to a staggering total investment of $262 million (US$187 million) over a five-year period, Cicco revealed.
“This is all part of a very strategic plan that we have for enhancing automation and technology in the marketplace,” Cicco said, “because we do see a bright future in that growth.
“We are constantly driven to deliver state-of-the art automation technologies and solutions that are easy-to-use and cost-effective,” Cicco stated,” and it’s all driven by
our robust business growth in Canada.
“This [HQ opening] stands out as our commitment to our Canadian customers and the Canadian market as a whole,” Cicco concluded.
“Meeting the unique needs of our Canadian customers is at the heart of every decision we make,” added FANUC Canada’s general manager Peter Fitzgerald. “Whether it’s a large assembly operation or a start-up looking for their first robot, we’re eager to help Canadian manufacturers overcome today’s production challenges with our cutting-edge technologies.”
24_012003_Canadian_Packaging_DEC_CN Mod: October 31, 2024 9:56 AM Print: 11/12/24 page 1 v2.5
Live demonstration of the FANUC M-710 palletizing robot boasting embedded AI capabilities.
FANUC America Corp. president Michael Cicco.
Coffee industry pioneer celebrated for his extraordinary achievements Winning industry awards is always a memorable milestone for companies in any line of work, but there is something truly extraordinary about being acknowledged by your peers as the industry’s leading luminary.
For Peter Pesce, that special moment arrived last month, when the founder of Reunion Coffee Roasters (Reunion) was awarded the Coffee Industry Lifetime Achievement Award by
the Coffee Association of Canada (CAC). The award is CAC’s highest recognition for an individual whose extraordinary and ground-breaking contributions have created positive change and had a significant, profound and lasting impact on the coffee community.
A driving force in the North American coffee business for over 50 years, Pesce is widely acknowledged as a true visionary in delivering specialty coffee sustainably.
“I am fortunate to have people who believed in, and supported, my vision to produce a high-quality coffee at an affordable price, without sacrificing on sustainability,” Pesce states.
Pesce entered the coffee industry at a young age with the launch of Bourbon Coffee, a specialty coffee roaster operating in a small warehouse in the north Toronto suburb of Downsview. Back then, Bourbon was part of coffee’s second wave that swept through North America in the late ’70s and early ’80’s.
An early adopter of specialty roasting, Pesce earned a reputation as an expert cupper, a method of tasting coffee practised by professionals to evaluate the attributes of a coffee and its quality. By 1986, the Bourbon Coffee operation had grown to over 21,000 square feet and was the largest distributor of specialty coffee in Canada.
After selling his business in 1988 to a large Canadian corporation at the age of 41, Pesce worked with some iconic Canadian coffee brands for almost a decade before moving on to his next venture. With a desire to continue pushing the industry forward, he founded Reunion Island Coffee (now Reunion Coffee Roasters) in a modest 3,000-squarefoot facility in Mississauga, Ont.
Today, Reunion Coffee Roasters is one of North America’s largest, and most sustainable, roasters of specialty coffee, operating a 46,000-square-foot roasting operation in Oakville, Ont., which became the first major roaster to utilize renewable energy through a partnership with Bullfrog Power
The company supports the foodservice, hospitality, office coffee and retail sectors providing specialty coffee under the Reunion brand name, as well as for major Canadian brands, boasting Rainforest Alliance, USDA Organic, FairTrade Canada and Direct Trade certifications on many of its products.
Reunion Coffee founder Peter Pesce at last month’s Coffee Association of Canada gala.
The evolution of Reunion’s retail coffee packaging over the last 10 years.
Winnipeg-based packaging products manufacturer Winpak Ltd. has reached a long-term agreement with NOVA Circular Solutions LLC, a business unit of Calgary-headquartered NOVA Chemicals, to procure post-consumer recycled polyethylene (rPE) under the brand name SYNDIGO as part of both companies’ commitments to advancing circular solutions and sustainable packaging for flexible plastics. Under the agreement, Winpak will utilize NOVA’s rPE to manufacture and distribute high-quality packaging materials for the protection of perishable foods, beverages, and personal care products. “We are pleased to continue collaborating with our long-term customer, Winpak, to supply premium recycled PE resins for their flexible packaging
needs,” says Greg DeKunder, vice-president of NOVA Circular Solutions. “This agreement marks a significant step forward in delivering innovative and sustainable solutions to the flexible packaging industry for both customers and consumers.”
According to NOVA, the company’s new recycling facility in Connersville, Ind.—scheduled to begin operations in early 2025—will produce more than 110 million pounds of SYNDIGO rPE annually. “This collaboration with NOVA Chemicals will allow Winpak to expand our sustainable product offerings and meet the evolving needs of our customers,” says Mustafa Bilgen, vice-president of technology and innovations at Winpak. “We are excited to leverage SYNDIGO rLLDPE to deliver premium packaging solutions while contributing to a more circular economy.”
Global metal packaging product group Trivium Packaging has received high-profile recognition for its work in sustainable and functional metal packaging from The Canmaker magazine’s annual Can of the Year Awards, one of the longest-running
award competitions for the metal packaging industry. This year, Trivium Packaging won three awards—including one Gold and two Bronze—for packaging food, beverage, and personal care items.
• The lightweight DRD aluminum can designed by Trivium Packaging (Spain) for Coren took home the Gold award in the Food Two-Piece category. The can for Coren’s lean pork was updated to utilize Trivium’s new picnic aluminum can, replacing the previous steel can packaging. In addition to the benefits of sustainability and easy-open technology, Trivium maintained Coren’s iconic “triangle” shape.
• The Unilever Argentina’s CIF brand disinfectant marks the first time a home-care aerosol has been
introduced in Argentina. Utilizing a 59x200-mm aluminum aerosol can designed by Trivium, the can uses eight- to 10-percent recycled
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays & contactors, energy meters, monitoring relays, soft starters or sensors, available with or without IO-Link.
CONTROLS: AC and DC Energy Meters and Transducers • Universal Web Platform • CurrentVoltage- and 3-Phase Monitoring Relays • Current Transformers • Timers • Panel Meters
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
content, a proprietary advanced aluminum alloy, and is made in a facility certified to the global ISO 50001 (Energy Efficiency), and ISO 140001 (Environmental Management Systems) standards.
• The partnership between Trivium Packaging and Saúde Pela Água brought Brazil’s first aluminum water bottle to the market. The bottles are made with an advanced aluminum alloy and internal BPA-free coating, featuring printed graphics inspired by the sustainable artesian aquifer where Saúde Pela Água sources its water.
Gilero, a Sanner Group company and a major medical device design, development, and contract manufacturer, is expanding its manufacturing capacity with a new 60,500-squarefoot facility in Greensboro, N.C. The new plant will be dedicated to producing critical components for medical devices and pharmaceutical packaging, as well as desiccant solutions, to protect moisture-sensitive drugs and devices. The new Greensboro facility with Cleanroom Class 7 and 8 designations will house
state-of-the-art injection molding and desiccant filling machines, quality control laboratories, and humidity-controlled production areas. Scheduled to start up operations in the second quarter of 2025, the expansion reflects Gilero and Sanner’s long-term growth strategy and dedication to providing customers with efficient and scalable manufacturing solutions. “The launch of our Greensboro facility marks an exciting milestone for Gilero as we continue to expand our capabilities to support our clients’ evolving needs,” says Ted Mosler, president of Sanner US. “With this facility, we will be able to provide even greater value to our clients through faster production timelines, enhanced quality control, and increased flexibility.”
Global recycling specialists Neste and Alterra have joined up with Technip Energies in a collaborative project aimed at developing a standardized solution for building chemical (advanced) recycling plants. Based on Alterra’s proprietary discarded plastic liquefaction technology, this solution will come in the form of readily designed and
engineered liquefaction plant modules—allowing for lower pre-investment costs, accelerated implementation time, high predictability on project economics and reduced overall capital costs. Under the agreement, Alterra and Neste will license the liquefaction technology, while Technip Energies will design, engineer and deliver the standardized liquefaction plant solutions to interested parties globally. “We have a proven
technology for liquefaction that encompasses 15 years of research, development and improvement,” says Frederic Schmuck, chief executive officer at Alterra Energy. “Now we are reducing the hurdles for companies interested in investing in liquefaction,” he says. “We are ultimately enabling a copy-paste solution for liquefaction plants, allowing for a fast scale-up of economically viable recycling capacities globally.”
The Technip Energy plant in Akron, Ohio.
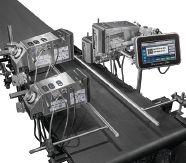
BETTER MARKS
Videojet Technologies has enhanced the company’s recentlylaunched Videojet 2380 large-character marking system by enabling it to employ four printheads to print high-resolution alphanumeric text, 2D codes, and other product identification information on multiple sides of
cases, cartons and other secondary packaging. As complete solution, the Videojet 2380’s direct-to-box printing functionality reduces pre-printed case and carton inventories to lower costs, storage needs and waste, while allowing for quick changes in print content and adapting to demand shifts. With a single controller managing up to four printheads that can each print up to 2.75-inch (70-mm) height, more information can be printed on the side of a case or carton—allowing for generic box inventories and helping manufacturers comply with supply chain and customer requirements. Because the
system’s touchscreen controller is separate from the printhead, it can be placed in the optimal position for the operator, while the SIMPLICiTY interface’s user-friendly design, easy job editing functions, and step-by-step guides help minimize user errors. The flexible placement of the controller enables quick installation and smooth maintenance, according to Videojet, which offers a wide selection of inks for use with the Videojet 2380 printer, including color options for more effective visual identification and differentiation.
Videojet Technologies
VERTICAL ORIENTATION
CODING AND MARKING SOLUTIONS
The new Boxxer Kartnr V automatic vertical carton forming machine from EndFlex, equipped with an additional manual loading station for extra versatility, is designed for optimal vertical forming, loading and closing of chipboard cartons, while offering the option to hand-load or insert other items like stick packs, information leaflets or health aids into the carton before it closes. Exceptionally well-suited for packaging applications in the pharmaceuticals, nutraceuticals, cosmetic, and health-and-beauty industries, the versatile cartoning machine handles a wide range of carton styles—including tuck, auto-lock and glued—while offers seamless quick-change options for various carton sizes. With this unique set-up, operators can enable or disable either manual or automatic loading stations, providing welcome flexibility for manual loading, automatic loading, and both manual and automatic loading. This adaptable configuration allows for seamless integration of extra inserts after the automatic loading process, making it particularly well-suited for highly regulated sectors like pharmaceuticals and cosmetics, where customized solutions are an essential requirement.
EndFlex
IN FINE FORM
Designed for optimal versatility, the new FG1 top-load carton/tray/ case former from Serpa can form cartons, cases or trays using corrugated or chip board materials, while also enabling quick and tool-less changeover in less than two minutes with simple removal and replacement of the forming head. Featuring a compact footprint and easy access for maintenance, the stand-alone FG1 can be integrated into any existing packaging line, according to Serpa, and it is available in single (up to 75 cartons per minute) or dual-head (up to 400 cartons per minute) configurations.
Serpa (Div. of ProMach)
Tracing its roots back to 1963, Walkers Chocolates is one of the few privately-owned, independent confectionery manufacturers in the U.K.
Producing a wide range of chocolate and confectionery products at its state-of-the-art factory in Birmingham—including filled chocolates, truffles, moulded chocolates, chocolate bars, Easter eggs, speckled eggs and mint imperials— the company supplies it high-quality chocolate products to some of Britain’s biggest retailers, as well as clients in 15 countries worldwide.
With sustainability claimed to be an integral part of the company’s corporate philosophy, Walkers has set numerous environmental goals and objectives it intends to achieve in the next few years, including replacing all of its plastic packaging with paper-based sub-
strates.
As part of this mission, the company has recently commenced the switch of its popular Turkish Delight and Mint Cream chocolate bar s—sold through ASDA and Premier supermarket chains—to the 100-percent recyclable RCM paper wrapper developed flexible packaging innovator EvoPak.
Unlike conventional paper packaging which often contains polyethylene, consumers can dis-
pose of the new Walkers’ wrapper in their normal curbside recycling collection along with their other paper recyclable items. Even if the new wrapper does end up in the litter, it will not produce any harmful microplastics when it breaks down, causing damage to the environment and animal health.
According to EvoPak, the new paper wrapper uses the same environmentally friendly technology as the world’s first fully recyclable crisps (chips) packet, which was launched in the U.K. last spring.
Developed in the U.K. by Aquapak, the innovative Hydropol polymer allows paper to remain fully recyclable and compostable, while allowing for 100-percent fiber recovery in standard mills.
To keep the chocolate fresh and in good condition in transit and on the shelf, the packaging needs to provide protection from oxygen,
Innovative paper wrapper hits recyclability sweet-spot Sugar processor shakes it up
seal well on standard packaging equipment, and be easy to print on.
According to Aquapak, Hydropol provides all this functionality by adding strength and barriers to oxygen, oil and grease when it is extrusion-coated or laminated onto paper.
“At Walkers Chocolates, we have a strong focus on sustainability and are committed to reducing our impact on the environment,” says Walkers Chocolates commercial director Tom Murtagh. “As part this focus, we will move away from plastic to paper-based materials completely over the next three to five years wherever possible.
“I hope this will be the start of a much bigger revolution in the chocolate category, which will be welcomed by consumers who can recycle the wrappers and know that no harmful microplastics are being produced at the end of life.”
wth a new sprinkler design
With a goal of reducing the carbon footprint of its packaging, leading French sugar processor Cristalco has poured a lot of thought an efforts over the years to rethink design of its popular 500-gram Daddy brand icing sugar sprinkler container.
Previously consisting of a polyethylene (PEHD) body completely covered by an oriented polystyrene (OPS) sleeve and a polypropylene (PP) lid, it was an obvious candidate for an eco-revamp.
After five years of work, six technical studies and multiple life-cycle analyses to define the best concept and material choices, Cristalco recently settled on a clever new cardboard packaging solution containing 80 per cent less plastic.
Supplied by Sonoco, a leading global supplier of consumer packaging headquartered in Hartsville, S.C., the new container boasts 68-percent recycled fiber content, while incorporating a special PE film inner liner to preserve the contents and limit sugar caking by protecting it from humidity.
For its part, the container’s precision-fitting PP lid—produced by Rovip—has two openings: one with six small holes for sprinkling, and a wider opening for pastry-making.
“We’ve improved the sprinkler so that the icing sugar pours out better,” explains Julie Moréac, head of packaging development and technical support at Cristalco.
“We wanted the lid to be as eco-designed as possible, while still retaining its core functionalities,” Moréac points out. “It needed to
offer easy dispensing, opening and closing, and a tamper-evident seal.
“The lid, meanwhile, had to retain its shape and not ‘ovalize,’ despite us reducing the amount of material used to form it,” she adds.
“These posed significant challenges to overcome.”
As Moréac elaborates, “Because the lid is held in the can, without glue, to prevent potential contamination and to keep the amount of materials used to a minimum, the biggest challenge was securing the
lid into the cardboard body, the diameter of which can change by as much as a few tenths of a millimeter.”
As it has done so often before, Sonoco responded to the challenge in flying colors, enabling Cristalco to reduce the amount of virgin plastic in the brand’s primary packaging by 80 per cent.
According to Cristalco, the new Sonoco rigid paper containers have been available on supermarket shelves, under the Daddy and Erstein brand labels, since June.
“We’re always delighted to help companies reach their sustainability goals by reducing non-recyclable materials in their packaging and helping them to find an alternative solution,” says Sebastien Fabre, strategic account manager at Sonoco Consumer Europe
February 3rd & 4th, 2025 in NYC
Celebrate the outstanding achievements in packaging design with industry leaders!
PAC Global is hosting a private mixer for summit guests at the iconic Hidden Tiger speakeasy. The following day, join us to honour the 2025 recipients at the annual PAC Global Awards @ Futures Edge Summit at City Winery.
February 3, 2025
VIP Mixer
Venue: The Hidden Tiger
February 4, 2025
PAC Global Awards @ Futures Edge Summit
Venue: City Winery
Attendees will enjoy engaging speaker sessions, networking opportunities, and take part in shaping the future of design while exploring the forefront of global package innovation. Don’t miss two days of insights, inspiration, and recognition, all set in the vibrant and dynamic Meatpacking District—a hub of creativity and culture!
Visit pac-awards.com to purchase ticket & view nominees.
CLEAR LUCIDITY
Canadian food packaging manufacturer rewriting the book on fresh meat packaging with a disruptive sustainable plastic tray solution
By George Guidoni, Editor
Photos by Naomi Hiltz
For an industry as often vilified for its allegedly oversized carbon footprint as plastic packaging, making incremental environmental improvements to regain public trust has long ceased to be a viable strategy for reversing the unfolding trend of growing anti-plastic resentment and outright hostility.
A nd while developing new gamechanging solutions and innovations to restore the industry’s reputation may be a tall order, Canadian food packaging manufacturer Lucid Corp offers a compelling example of how true
packaging innovation and ingenuity can help plastic manufacturers of all sorts to change the existing unflattering narrative.
Founded in 2020, the privately-owned Lucid may not be a household name just yet, but that could all change next year, when the company’s proprietary Lucid Infinity brand plastic trays start appearing on the shelves of fresh meat aisles at major grocery stores across North America.
A brainchild of the company’s coowners Salman Ebrahim and Edmund Chin, the Lucid Infinity trays leverage the recyclability of 100-percent PET (polyethylene terephthalate) plastic and high-quality thermoforming to create a
From left Salman Ebrahim, President, and Edmund Chin, Managing Director, are the founding co-owners of Lucid Corp in Brampton, Ont.
one-of-a-kind, two-piece tray design that completely eliminates the need for the ubiquitous moisture-absorbing pads placed underneath the case-ready fresh meat, poultry and seafood product retailing in traditional plastic and foam trays.
Colloquially called meat diapers in North America, these pads attempt to absorb and soak up the juices released by packaged fresh meat, but by being completely unrecyclable, they have also become a significant contributor to landfill waste, with an estimated 50 billion-plus meat diapers ending up in landfills each year.
M oreover, their off-putting appearance and texture also prompts many consumers to throw away the tray containing the meat diaper straight into their household garbage immediately after emptying the meat inside, even if the tray itself may in fact be recyclable.
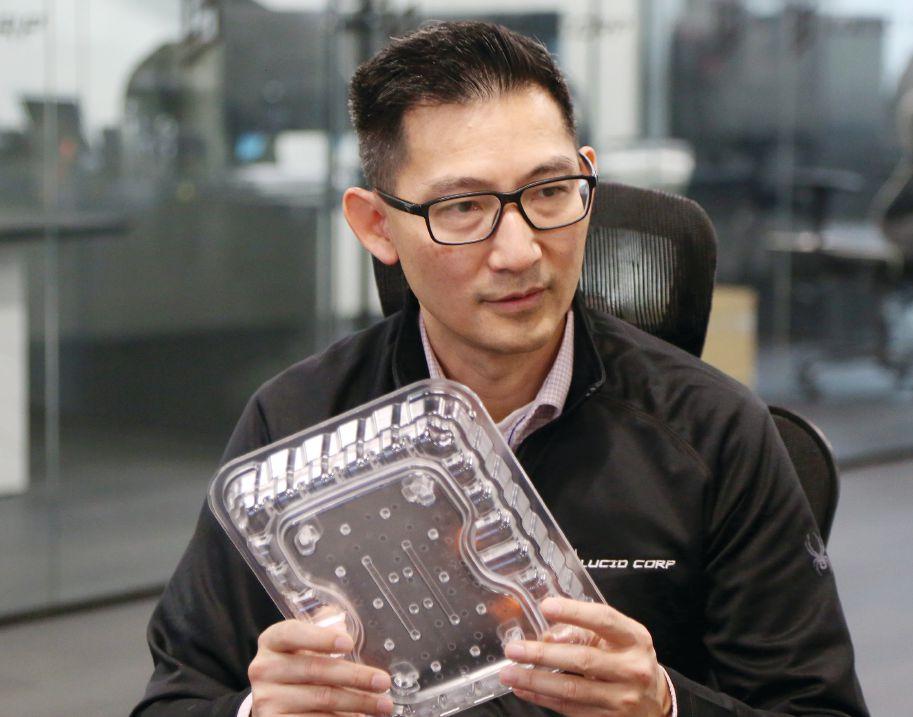
As Lucid’s Corp’s managing director Edmund Chin explains, none of this throwaway wastefulness ensues when the fresh protein is packed inside the Lucid Infinity trays, thanks to their unique leak-resistant design and twopiece construction that has already been patented.
Comprised of an outer rectangular shell and a snug-fitting die-cut insert placed slightly above the tray’s bottom, the Lucid Infinty tray basically creates a reservoir in the space between the insert and the tray’s bottom to trap all the purge underneath the meat—leaving consumers with the simple task of rins-
ing the tray and placing it directly into the Blue Box for recycling.
“In terms of recyclability, it really is as easy as recycling paper boxes, says Chin, citing the Lucid Infinity tray’s allclear transparency and 100-percent PET content as other important sustainability enhancements.
“Because PET is essentially infinitely recyclable, we believe that the Lucid Infinity tray may be the start of something that is going to fundamentally change the case-ready meat industry
“We are actually helping create the Circular Economy model for plastics because it is just so easy to recycle.”
segment,” Chin told Canadian Packaging during a recent visit to the company’s state-of-the-art, 160,000-square-foot manufacturing facility in Brampton, Ont., which is gearing up for commercial-scale production of Lucid Infinity meat trays early in the new year.
According to Chin, the Lucid Infinity trays’ clarity and transparency help communicate their inherent recyclability to consumers in the same way that plastic water bottles do, while also adding value to the recovered PET collected at municipal recycling facilities.
“There are absolutely no contaminants in this package that could potentially contaminate the recycling stream.
“No labels, no caps, no adhesives … nothing to add any stress to the recycling process,” Chin points out.
“ As such, we are actually adding value to the recyclers’ business,” Chin says, “and thereby helping create the Circular Economy model for plastics because it is just so easy to recycle.
“Just rinse and recycle!”
Lucid Corp’s managing director Edmund Chin holding up the 100-percent recyclable PET plastic Lucid Infinity tray that the company is eager to exhibit at the upcoming 2025 IPPE global meat industry exhibition next month in Atlanta, Ga., at Booth #B31057.
high-performance
thermoformers to produce finished Lucid Infinity trays for packing various types of animal protein without any soaker pads.
By removing the ‘Yuck’ factor associated with meat diaper removal and disposal, the Lucid Infinity trays also provide a better overall consumer experience, Chin contends.
“ By using these trays, you’re not asking consumers to do something they are not readily willing to do: actually touching these ‘dirty diapers’ to remove them from inside the tray,” Chin states.
In terms shelf-life and product appearance, the Lucid Infinity trays have proven to match the performance attributes of trays with soaker pads, says Chin, adding the company has performed extensive testing to validate their efficacy, while continuously improving the tray’s
design to address any shortcomings unveiled in those tests.
“The current version of the Infinity tray has gone through over a dozen reiterations,” Chin says.
“We really wanted to make sure that we would hit the market with the best-grade tray possible,” he says, citing two years of extensive R&D (research-and-development) efforts dedicated to perfecting the tray’s functionality.
As Chin points out, using the Lucid Infinity trays does not require any major equipment modifications by the endusers, nor do they require any special stretch or overwrap film for sealing the product.
W hile Chin acknowledges that the Lucid Infinity trays will be slightly more expensive than the existing conventional trays utilizing soaker pads, he doesn’t see the price differential—about 10 per cent per tray—as being a major roadblock to their widespread acceptance in light of all the extra value-added attributes they bring to the table.
“They are a little more expensive because we are essentially making two trays (shell and insert) instead of one,” he explains, “but we believe that most brand-owners will look beyond that extra premium when they see all the other advantages they offer.
I n addition to no longer having to purchase soaker pads—while also eliminating the need for specialty pad insertion equipment or absorbing the labor costs of inserting them manually—the Lucid Infinity trays also offer brand-
owners a more effective merchandising vehicle for selling their meat products.
“ We believe that brand-owners are going to get a significant payback in several different ways,” Chin says.
“For one thing, they will be able to show consumers that they care about the environment by providing them with recycling-ready trays that will not end up in landfills,” Chin states.
“Secondly, they will provide a better consumer experience because consumers will no longer have to deal with those nasty-looking ‘dirty diaper’ pads.
“In addition, the product itself will merchandise better because the proteins and the purge are already fully separated from each other,” he continues, “allowing the product itself to be the star of the show.
“And finally, adopting these tray will enable them to contribute to bringing recycling streams back to North America, leading to real recycling renaissance by collecting these trays, and thereby effectively closing the loop at the endof-life stage.”
Chin says the company is on schedule to be able to produce about 250 million Lucid Infinity trays by the end of the first quarter of 2025.
W ith another new 200,000-squarefoot facility expected to come online next year, Lucid expects to have the capacity to produce over one billion Lucid Infinity trays annually by the end of next year.
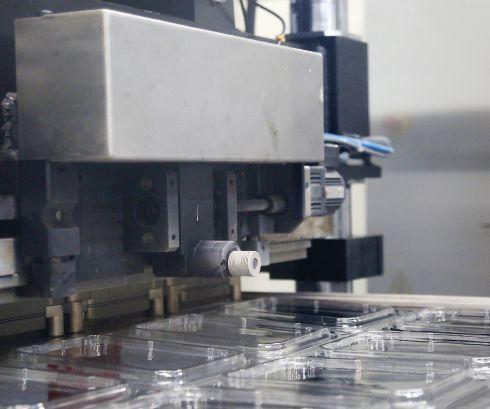
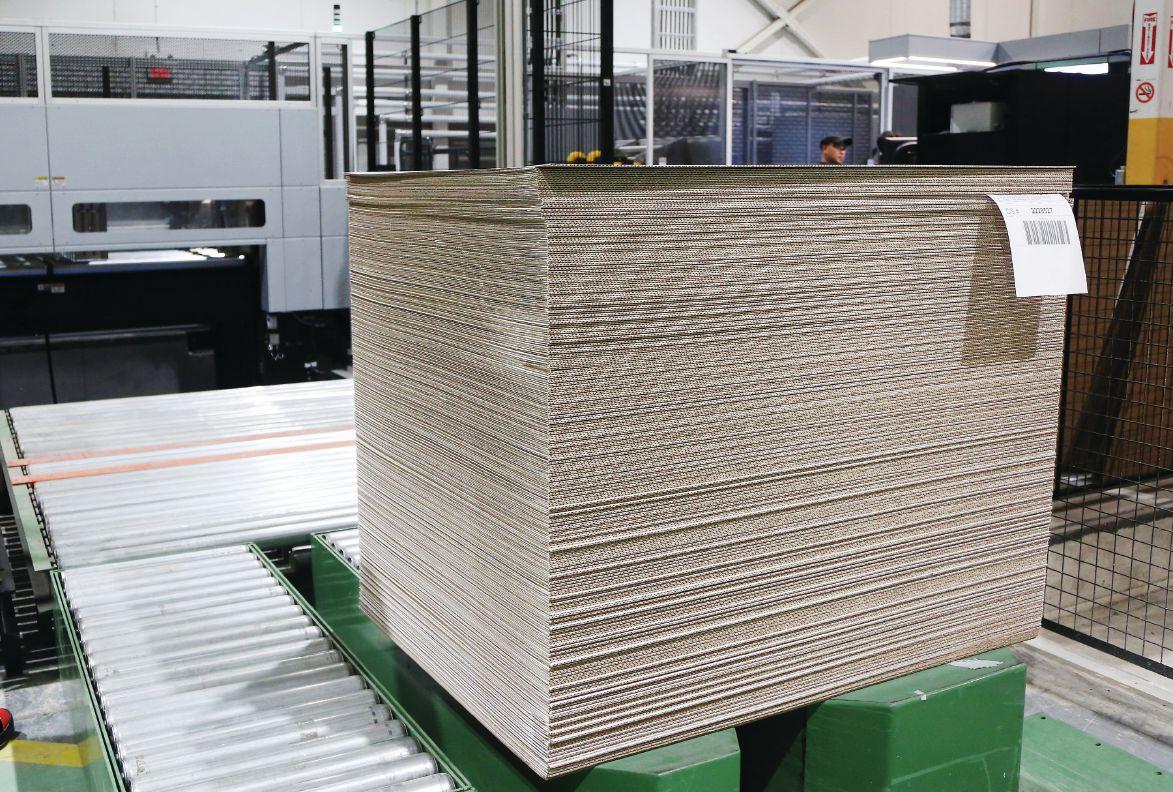
To sustain this high-volume production capacity, Lucid has made extensive
A close-up view of the finished Lucid Infinity two-piece trays emerging from the thermoformer at high throughput speeds.
A giant roll of extruded PET film going inside one of the Brampton plant’s
Firmly committed to technological excellence in all aspects of its production process, the
facility uses cutting-edge robotics to build and transfer giant stacks
capital investments in robotics and other automation technologies over the last two years to turn itself into a highly efficient, vertically-integrated manufacturer of high-quality, thermoformed rigid plastic trays, as well as 100-percent PET clamshell packaging for customers in the baked goods and fresh produce industries.
“ We have made significant investments in AI (artificial intelligence), robots and automation because we realize that we need to rely on technology to grow our business and be cost-competitive in the marketplace,” Chin explains.
Lucid Corp currently houses three extrusion lines, 30 thermoformers and numerous CNC machines for making the molds for all the different tray shapes and sizes, along with highly automated warehousing and distribution to support its customers.
Already operating on a 24/7 production schedule on a year-round basis, the Brampton plant is operated by exceptionally knowledgeable and high-skilled staff comprised of dedicated automation, tooling, design, R&D, maintenance and production teams to keep running like clockwork, Chin relates.
Having these extensive capabilities in-house enables Lucid Corp to provide its customers with high levels of customization to meet the clients’ diverse application needs, according to Chin.
“We can easily customize any sort of tray size our customers may require,” Chin states.
“Although our Lucid Infinity product family will ultimately comprise 10 to 12 core SKUs (stock-keeping units) to fit most meat-packing applications, if a
The Brampton plant’s adjacent warehouse is currently being prepped for the arrival of a towering AS/RS (automated storage/retrieval system) in coming weeks.
customer wants a deeper or a shallower tray, for example, we can easily accommodate that.”
In addition to selling its packaging products across North America, Lucid also ships PET packaging to the European, Australian and Caribbean markets, according to Chin, who expects those markets to expand significantly after the launch of the Lucid Infinity protein trays.
“We have spoken to practically all of the largest beef and chicken processors across North America,” he relates, “and the feedback has been very positive, just tremendous.
“Our service does not stop with just shipping the trays to our customers: we will actually go to our customers’ facilities to help them optimize their packaging process on their existing equipment,” Chin points out.
“We have very strong design and engineering teams that will tweak whatever needs to be tweaked to deliver a drop-in replacement solution to replace the conventional process relying on soaker pads.
“We interact with our customers on a daily or weekly basis, whereby we take their ideas and vision and work with them to bring it to life,” he continues.
“Most of our customers are engaged in constant dialogue with our design team, engineering team and our other partners to ensure that we provide them with the best possible solution.
“Typically, we can take our customers’ concept and provide them with a working prototype and related tooling in less than a week,” Chin states.
“ There have been many other
Edmund Chin says the Lucid Infinity trays’ full transparency will help brands provide for a better overall consumer experience.
Brampton
of the Lucid Infinity trays.
companies trying to address the soaker pad issue for years,” Chin notes, “but none of them have been able to develop a practical and sustainable one-piece solution.
“That’s why our two-piece tray will be a truly disruptive technology that will really change the way the way that fresh protein is packaged,” he proclaims.
“Not only is it practical, but it is also
cost-effective and, above all, highly sustainable.”
Adds Lucid Corp president Salman Ebrahim: “In five years, I see Lucid Corp develop into a multinational company with factories in North America and Europe, and perhaps at a few other locations around the globe.
“We already have four patents for the
Infinity tray’s utility and design in about 40 different countries,” Ebrahim states, “so we feel that it’s not just a North American solution, but a global solution.
“As a company that is obsessed with sustainability, we are proud to show real leadership not just in terms of advocacy, but by offering real practical solutions for developing a more sustainable circular economy as it relates to PET packaging,” Ebrahim asserts.
A s Chin concludes, “I don’t think that the plastic industry has done a great job of changing the current negative narrative in terms of highlighting all the benefits of recycling and lower carbon footprint that PET packaging can contribute, along with other solutions, in helping the world to resolve the climate change crisis.
“But we strongly believe that our innovative solution will help the industry overcome all the greenwashing dominating the current narrative by educating consumers what real packaging sustainability is all about.”
The elegant building exterior of the Lucid Corp’s fully rebuilt and refurbished central manufacturing facility in Brampton.
Please see a video of the Infinity meat trays being manufactured at Lucid Corp.’s production facility in Brampton, Ont., on Canadian Packaging TV at www.canadianpackaging.com
The Lucid Infinity trays can be easily customized to suit virtually any meat product.
READY TO FIND SOLUTIONS TO MEET YOUR BUSINESS NEEDS?
Find the latest advancements in the production and processing of animal food, meat, and poultry and eggs, while discovering thousands of solutions for your business and connecting with industry leaders worldwide at the 2025 IPPE.
Animal Health
Genetics
Egg Collection/Grading
Feed Ingredients
Raw Materials
Housing and Production
Logistics
Packaging
Quality Assurance
Food Safety
Sustainability
MAKE PLANS TO JOIN US. REGISTER NOW AT IPPEXPO.ORG
Jan. 28 – 30, 2025 Atlanta,
NEW PECKING ORDER
Fast-growing Ontario poultry processor keeps breaking new ground with continuous capital investment in world-class packaging and processing machinery
By George Guidoni, Editor
Building a mini business empire from chicken scratch was probably the last thing on Augo Pinho’s mind when he began delivering fresh chicken parts to local restaurants and butcher shops in Toronto back in his late teens, but the enterprising founder of ADP Direct Poultry seems to have a natural Midas touch when it comes to cashing in on new business opportunities.
For a company that’s only been around since 2006, its meteoric rise from a humble raw chicken processing operation to the fast-growing multi-species producer of value-added meat
products for Canadian retail and foodservice industries is a compelling testament to the virtues of entrepreneurial spirit, sharp business acumen, impeccable customer service, and keen understanding of the market’s everchanging dynamics.
After firmly establishing its presence in the local GTA (Greater Toronto Area) foodservice markets as a trusted and reliable supplier of fresh chicken and turkey products over the first 10 years of its existence, the privately-owned company executed a series of successful, well-timed acquisitions that vastly expanded its product portfolio to include a vast range of value-added poultry and other meat products for the retail sector, including some well-
ADP Direct Poultry founder Augo Pinho proudly displays the retail packs of premium-quality fresh chicken products produced on Reiser-supplied packaging machinery.
“Having access to our own supply of fresh produce will be very helpful in growing our meals business as we move forward”
known brands marketed under the Blue Goose, Simple Path and Chef’s Kitchen labels.
Along with the 2020 acquisitions of Bonté Foods —Atlantic Canada’s largest deli meats processor—and a former Cami poultry slaughter facility in Welland, Ont., ADP’s transformation into a highly-efficient, vertically-integrated meat processing enterprise with coast-to-coast distribution is arguably one of the Canadian meat industry’s most compelling success stories so far this century.
As of today, ADP operates a total of six federally-inspected production facilities producing a highly diverse and comprehensive product portfolio of raw and cooked products including:
• Breaded and unbreaded chicken strips, breasts, drumsticks, thighs and wings;
• Whole chickens, ground poultry meat, and pre-formed frozen chicken patties, nuggets and cutlets;
• Processed deli meats and cold-cuts;
• A growing variety of value-added
beef, pork and lamb products and meal solutions.
For all this growth and diversification in recent years, Pinho still considers his company to be “a relatively small player” in the Ontario and Canadian meat industry in terms of production volumes and market share, but says he’s very encouraged by the company’s consistent upwardly growth trajectory.
C urrently employing about 550 people in total, the company’s production facilities process an average of 40,000 to 45,00 kilograms of meat per day, he relates, with retail customers now accounting for about 70 per cent of its production volumes,
With foodservice and private label markets accounting for the remainder of its production output, Pinho says he sees promising growth opportunities on the cooked products side of the business, particularly in the meal solutions segment.
“Diversification is definitely a core part of our growth-focused strategy,” Pinho told the Canadian Packaging magazine in a recent interview, citing the
Close-up of different SKUs (stock-keeping units) of the company’ flagship brands packaged on the high-end vacuum-sealing equipment supplied by Reiser Canada.
Plastic trays loaded with fresh chicken thighs being prepped to go inside the high-performance Variovac Optimus thermoform packaging machine for sealing.
A line operator swiftly loading up the trays with pre-measured quantities of product in preparation of the next cycle on the Variovac Optimus thermoformer.
Close-up of the high-quality VSP (vacuum skin-pack) packages of fresh chicken thighs coming off the Variovac Optimus thermoform packing machine from Reiser Canada.
Above & Right
With the latest equipment upgrade, ADP Direct Poultry now employ four Fabbri 55 stretch film wrappers on its tray-packing lines to maintain high-speed production of securely sealed MAP packs at throughput rates of up to 45 packs per minute.
Far Right
The high-performance Variovac Optimus thermoform packaging machine can produce high-quality vacuum skin-packs of fresh chicken portions in single-serve or family-sized formats at speeds of over 10 cycles per minute.
recent opening of a new processing facility in Brampton, Ont.—operating under the Premium Foods subsidiary banner—and the acquisition of a COSTA Fruit & Produce plant in Mississauga, Ont.
“We have already diversified in many aspects, right across the board, adding different proteins to our repertoire and now getting into vegetables, so you will see us trying to diversify as much as possible going forward,” Pinho says.
While poultry meat currently accounts for about 85 per cent of ADP’s total output, he expects other meat varieties, along with meal solutions, to grow in both volumes and market share in the not-so-far future.
“Aside from selling to major grocery retailers like Loblaws, Walmart and Costco, to name a few, we also continue to cater to the smaller mom-and-pop shops and barbecue houses, who use a lot of potatoes and other vegetables,” Pinho notes.
“So it’s a natural progression for us to supply them with potatoes and other types of produce at the same time.
“Also, having access to our own supply of fresh produce will be very helpful in growing our meals business as we move forward,” he adds.
Whatever the company may currently lack in terms of size
and scale at the moment, Pinho says he is proud of the industry-wide reputation ADP has earned for high product quality and exceptional customer serve, as well as a virtually impeccable food safety record.
“We’re always on top of food safety at all our operations,” Pinho asserts, citing a long list of critically important facility certifications that includes HACCP, BRC, USDA, Pro Cert (organic) and Halal, among others.
As with many meat processing companies these days, labor availability presents a significant challenge to maintaining accelerated growth for ADP, according to Pinho.
“You can only grow as fast as the people that are with you, your team,” he acknowledges, “but we do have a great core.
“The faster we are able to grow the number of our core people,” he says, “the faster we will be able to grow our business.
“But I am very happy with the teams we have in place at all our operations right now,” Pinho states. “They really do a great job for us.”
I n addition to enjoying the ben efits of having a highly dedicated and skilled workforce, Pinho also points out the importance of maintaining good relationship with the company’s many equipment suppliers—particularly the close partnership that ADP established with the Burlington, Ont.based food processing and packaging equipment experts Reiser Canada.
“We’ve been with them for nearly 20 years,” Pinho states, “and it’s been a very beneficial relationship for us.
“They are one of our main “go-to’ vendors,” he notes, “and we always go to them first when we’re looking for new equipment before we look anywhere else.”
Having bought a significant number of processing and packaging equipment from Reiser over the years, Pinho says he is always impressed by the quality of the machinery and the extensive after-sales technical support and customer service offered by Reiser Canada.
T he company’s latest capital investment in Reiser-supplied machinery strongly validates Pinho’s admiration for Reiser Canada’s technical expertise and professionalism.
As Reiser Canada’s sales representative Jeff Kennedy recalls, “We recently installed a Variovac Optimus thermoformer for a semi-rigid VSP (vacuum ski- pack) application at the ADP plant.
“This particular machine was built to be simpler, faster, and better than anything offered by our competition,” Ken-
nedy states.
“Its patented Rapid Air system forms packages quickly at speeds of more than 10 cycles per minute,” he says, “while its industrial PC can store up to 40 programs to allow for individual package recipes.
“You Simply press one button and the settings for that particular product are loaded into the HMI (human-machine interface), with the end result being a beautiful sealed package.
“Moreover, the Variovac’s compact design allows for the machine to be installed in the smallest of packaging rooms,” Kennedy adds.
In addition, Reiser Canada supplied ADP with a Fabbri 55 stretch film wrapping machine, making it the fourth Fabbri 55 unit purchased by ADP to date.
Manufactured in Italy by Fabbri Group, “The ability to program these machines by tray type allows for the most efficient use of film and takes out the guess work for operators,” Kennedy explains.
“In addition, by having the film loaded from the side, film changeovers can be accomplished in 45 seconds for maximum uptime.”
As Kennedy relates, Reiser Canada also supplied a new ROSS IN850 tray sealer for ADP’s grind line, significantly improving the line’s throughput capacity of MAP (modified atmosphere packaging) packs of ground poultry meat products.
“The IN850 produces up to 48 MAP packs per minute,” Kennedy notes, “and it comes with two special tools to allow for production of individual and family-sized packs.
“The machine is designed for a simple tool changeover that can be accomplished in less than 10 minutes for maximum flexibility,” Kennedy explains, “while the machine’s ser-
A Bizerba weigh price labeler positioned at the end of the tray-packing line.
A Markem-Imaje small-character inkjet coder applies legible product codes directly onto the plastic film surface.
An advanced Eagle X-Ray product inspection system from PLAN Automation provides powerful bone detection capabilities for optimal quality assurance.
Clockwise from left
vo-controlled tray transport system ensures that the trays are always perfectly positioned—resulting in very few ‘leaker’ packs.”
On the processing side, Kennedy cites the recent installation of a Fomaco FGM64SCM3 injector-tenderizer at ADP’s marinating room as a key strategic capital upgrade.
“Their volumes have been consistently increasing to the point where they needed to replace their smaller Fomaco unit,” Kennedy recalls.
“After a thorough evaluation of their needs, it was decided that the FGM64 was the correct unit not only to meet their needs today, but well into the future,” Kennedy relates.
“The belt filter system that comes with this unit is truly state-of-the-art,” he extols, “allowing the brine to be continuously filtered automatically
“Not only does this free up the operator for other tasks,” Kennedy points out, “the unique filter design also substantially reduces brine usage, while producing a consistent product.
“ Lastly, the system’s servo-driven needle bridge can be programmed for different product profiles,” Kennedy
“Here at Reiser we know that the most important feature of any equipment is uptime.”
adds, “allowing for faster throughputs and built-in flexibility.”
While Kennedy agrees that all equipment is ultimately only as good as the people operating it, he is fully confident that ADP staff will be able to obtain maximum performance levels from all the high-quality machinery supplied by Reiser Canada.
“For well over a decade, we at Reiser have cherished our relationship with ADP,” Kennedy states. “Part of our growth at Reiser Canada is directly attributable to the trust that Augo Pinho and his team have invested in us.
“I firmly believe we have earned the teams trust because of the industry -leading service organization we
have here at Reiser.
“There is plenty of competition in the food processing and packaging industry,” Kennedy concludes, “but here at Reiser we know that the most important feature of any equipment is uptime.
“This is why we continually invest in our service team with training and always having the right parts in stock.”
and performance levels.
Fresh whole chickens strung up on hooks prior to being transferred to the deboning machine.
Above from left
A heavy-duty Busch vacuum pump inorporated into the design of Reiser’s vacuum-packing equipment to ensure optimal uptime
The Washdown Band Sealer
That is Taking the Market By Storm
• Perfect for poultry, meat, fish frozen or raw.
• Thoughtfully designed for easy washdown.
• Food-grade components.
• NEMA 4 or NEMA 4X ratings.
• Stainless steel construction.
• Made in North America.
• Plexpack and Partnered Service Technicians Globally.
plexpack.com • 800.265.1775 • info@plexpack.com
GOOD TO THE BONE
Halal meat processor leverages leading-edge X-Ray inspection technology to ensure optimal product quality and safety
By Andrew Snook
The story of Amir Quality Meats is one of a great entrepreneurial journey. What started out as a small butcher shop in the early 1990s has grown to be one of Canada’s largest independent processors and distributors of zabiha halal meats.
The proudly Muslim-owned and operated company now processes close to 30 million kilograms of finished products annually, and employs between 350 to 400 people across its two processing facilities in Brampton, Ont. and slaughterhouse in Arthur, Ont.
“In the early ’90s my grandfather, Mohammed Ayubeally, started a business selling and distributing meat across
the GTA (Greater Toronto Area) region.
“Over time, he found a requirement for halal meat niche and went fully into the distribution sector.
“He was working with various suppliers and various abattoirs to get them to produce more halal products,” recalls Amir Quality Meats director of operations Adam Aziz.
That business operated for two decades before Adam’s mother, Sherry Aziz, joined the company and identified an opportunity in the halal market to create value-added products processing the meat in addition to distribution.
“In 2010, she founded Amir Quality Meats with the vision to bring higher quality standards with food safety programs and value-added products,” Aziz says.
From left: Amir Quality Meats director of operations Adam Aziz alongside his mother Sherry Aziz and his father Tony Aziz, the company’s chief executive officer.
The company started out in a 3,000-square-foot provincially licensed facility in Brampton. A few years later, it expanded to two 3,000-square-foot provincially licensed facilities.
In 2018, Amir Quality Meats expanded again and grew its operation to a 20,000-square-foot facility that is SQF -certified, CFIA -licensed, and Manna Halal Inspection and Certification-validated.
“This allowed the company to expand its reach with the federal certification enabling us to sell and distribute products across Canada,” says Aziz.
“While we currently don’t engage heavily in exporting, there is significant potential to explore international markets as well.”
One of the company’s processing facilities focuses on the foodservice industry, supplying raw, marinated poultry that is packaged and boxed and distributed across Canada to various foodservice distributors such as Sysco and Gordon Food Service
The second processing facility is heavily focused on tray packing for retail customers.
When the company started, it was processing multiple proteins—including chicken, beef and lamb—but now Amir Quality Meats focuses entirely on chicken products.
“As the company continued to grow, and in order to focus on food safety and quality, the segregation of multiple proteins became challenging,” Aziz explains.
“It was a strategic decision to focus on chicken,” he says.
“That demand was always growing, but it was also done to adhere to the highest levels of food safety.”
Competing with other large meat processing companies means that having the highest food quality standards is vital, according to Aziz.
“The largest companies have that, so we strive to be at least the same or better, where possible,” Aziz states.
“We must give customers the assurance and reason that we are the right choice for them to make.”
The biggest challenge for Amir Quality Meats continues to be the labour shortages affecting the industry.
“The more you can do to allow your process to be resilient of the labor challenges, the better,” Aziz notes. “I think the whole industry is facing that.
“Meat, specifically, is a tough industry to recruit people and maintain employees. The turnover rate is higher than average.”
To address labour shortages, Amir Quality Meats automates processes wherever possible.
To enhance processing capacity, the company purchased a BAADER 656 automatic chicken deboner and a John Bean Technologies (JBT)’s DSI Waterjet Portioning System, which significantly increased its production capabilities.
The company was aware that by installing an automatic poultry deboning and portioning systems it would require state-of-the-art X-Ray inspection equipment to ensure that bones are not being missed and sent out to market in their products.
“We knew when we put in an automated breast deboner that we would need automated inspection of the boneless products, because the inspection would eventually become a bottleneck,” Aziz says.
To assist with this vital aspect of quality control, Amir Quality Meats reached out to PLAN Automation and purchased an Eagle 400HC (highly cleanable) X-Ray system, equipped with PXT Photon Counting Technology and a reject management system designed to handle a wide variety of poultry products.
“Your percentage of bone contaminants coming out of a deboner is typically going to be anywhere from 10 to 30 per cent, but I’ve seen as high as 50 per cent,” explains Mat Bédard, vice-president and chief operations officer at PLAN Automation.
“I’ve been in the business for over two decades now: if you have an automatic deboner, you need an X-Ray system.”
As Bédard recalls, Amir Quality Meats visited PLAN Automation at its headquarters in Bolton, Ont., to watch a demonstration of the Eagle PXT Photon Counting Technology in action.
“When they came to us, they were onboard,” Bédard says. “They needed to be more efficient for bone detection.
“They knew this was what they were looking for, and then they had to go out there and find the best vendor for their X-Ray system,” Bédard says.
Most chickens that are used in meat processing facilities are grown for only six to eight weeks. This can create complications for some bone detection systems.
“The problem that you have with a chicken that’s only six to eight weeks is it doesn’t have a lot of time for the bones to calcify,” Bédard explains.
“Without the calcification, you don’t have a lot of mineralization in the bone and, due to the age of the bird, you don’t have a lot of density in the bone either.
From left Fully-inspected fresh chicken breasts exiting the 400HC X-Ray inspection system prior to packaging.
A busy workstation staffed by a crew of skillful butchers cutting up whole chickens into different portions prior to packging.
“This makes the bone very difficult to detect.”
As Bédard relates, Eagle Product Inspection has extensive experience in addressing challenges related to X-Ray detection technologies.
The company has been designing X-Ray systems since the 1990s, and brought the first dual-energy MDX (material discrimination X-Ray) to the food and beverage market in 2005.
The Eagle PXT Photon Counting technology is especially designed for the poultry processing sector. It offers an innovative solution that combines an automated product reject management system with the Eagle 400HC or 400 RMI X-Ray inspection systems for raw and unpackaged products.
The Eagle 400HC incorporates Dual-Energy Performance X-Ray technology (PXT) that detects low-density foreign materials and the smallest bone fragments in the industry. It uses photon-counting to detect bones of low calcification—ensuring superior quality control.
“There’s no other production lines out there that can go as fast as this.”
“Poultry bones are particularly challenging to detect because the bones of commodity broiler chickens are low in density and low in calcification,” Aziz relates. “So traditional, single-energy X-Ray inspection doesn’t detect poultry bones particularly well.
“However, PLAN Automation, through the X-Ray machine that they supply, is able to detect those low-calcification and low-density poultry bones to get down to a very high level of Probability of Detection (POD),” Aziz says.
“In order to maintain the highest levels of quality, it was important to us to be able to detect the smallest bone, so that there’s no chance of boneless product going out with bone in it.”
Since 2019, Eagle and PLAN Automation have installed over 400 PXT Photon Counting systems globally.
The Eagle X-Ray t echnology supports standard market deboning throughput lines with single-, dual- and quad-lane capacity, processing up to 120 pieces per minute per lane.
Engineered to meet strict poultry industry standards, it has a robust construction and an IP69 safety rating.
The unit incorporates unobstructed sightlines, open shapes, and contoured surfaces to minimize potential food harborage areas.
This design eliminates the need for curtains, as well as fasteners, in the product zone for improved food safety hygiene.
The unit also features the Eagle SimulTask PRO operating system, which combines powerful image processing routines with simple touchscreen operation to deliver maximum inspection results for hard-to-detect contaminants.
As Bédard points out, he Eagle PXT Photon Counting X-Ray system can detect chicken bones below one millimeter in size at a false reject rate of less than one per cent.
“There’s no other production lines out there that can go as fast as this,” Bédard says. “We can go single lane across the conveyor all the way to four lanes across the conveyor up to 480 pieces per minute.”
With such high processing speed, the reject system must be as efficient as the deboner and X-Ray technologies to prevent production bottlenecks.
“The challenge is that if you’re processing 50 birds a minute, you’re going to have 100 thighs and 100 breasts per minute,” Bédard explains.
“So if you have a 20-percent rejection rate, you have to reject 20 breasts per minute.
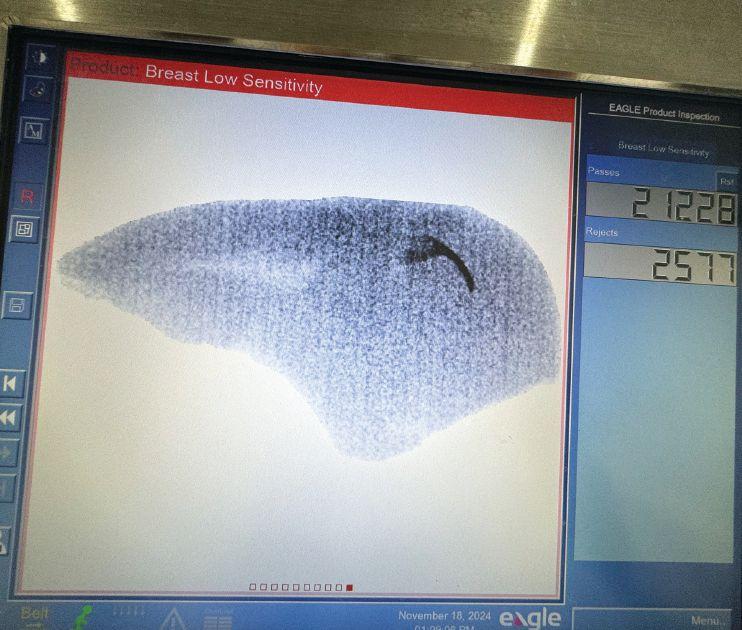
Above: The touchscreen panel of the Eagle model 400HC X-Ray product inspection system provides constant monitoring of the inspected chicken breasts, detecting bone fragments as small as 1.0-mm in size. Below: Held tight with wraparound rope strings, whole fresh chickens go through the automatic Baader deboner before being manually portioned to size by the plant’s butcher team.
The automatic reject mechanism incorporated into the Eagle
“You can’t have a standard rejection mechanism and dump those into a bin, because every two or three minutes that bin is going to be full,” Bédard states.
“It’s going to be very difficult for you to rework that product.”
To address this issue, PLAN Automation installed a recirculation station for Amir Quality Meats.
When the X-Ray system scans the chicken pieces and identifies pieces with bones, it rejects them and recirculates the pieces via a conveyor to four operator stations.
The operators then rework the meat, manually inspecting for any remaining bone contaminants and removing them.
That meat is then placed back into the production flow to be reinspected.
“The X-Ray will reinspect the same piece multiple times, because if there were three bones in the piece of meat and the operator only removed one, it’s going to come back over and over until all the bones are removed,” Bédard says.
“It was a solution that we thought would give us the high level of quality we were looking for in an efficient way,” adds Aziz, “because you can’t do anything without maintaining quality.
“You can’t compromise on quality, but you also need to also be efficient in order to remain competitive in the market.”
In addition to detecting bone contaminants, the Eagle X-Ray detection system can also spot metals from 0.2-mm to 0.4mm in size, as well as identify aluminum down to 1.0-mm, and also detect glass, stones, plastics and rubbers, and other dense or inorganic contaminants.
“It can detect any foreign body that is dense or inorganic in nature,” Bédard says.
In addition to the impressive X-Ray technologies offered by Eagle, PLAN Automation is conveniently located in the GTA (Greater Toronto Area) region, and it maintains a well-equipped parts and service department.
With more than $3 million in emergency reclaim and rental X-Ray equipment, and over $1 million in stocked parts and a team of 65 employees, including 16 technicians, PLAN Automation is well-positioned to provide ongoing support to its customers.
Says Bédard: “That’s something that was quite attractive to Amir Quality Meats: the fact that we had a very large team that was going to be able to support them in the long run.” Bédard says.
According to Aziz, his company’s main competitive strength is rooted in its ability to produce large volumes of product while maintaining a significant degree of flexibility.
“Being in the meat industry, it tends to be fast-paced,” Aziz states.
“So being able to respond to customers’ changing demands quickly on-the-fly, while maintaining the highest levels of quality food safety standards, is what allows us to be competitive,” he says.
“I think thats the reason that a lot of customers continue to choose us.
“Of course, we’re also able to be competitive on the pricing through efficient production,” he adds.
In addition to automating the processing lines in their two facilities in Brampton, Amir Quality Meats is also in the process of automating various aspects of its slaughterhouse operations.
“We continue to seek out automation wherever possible,” Aziz says. “We want to
“We continue to seek out automation wherever possible. We want to continue to expand in the markets that we’re in.”
continue to expand in the markets that we’re in.”
Beyond growth in its existing markets, Amir Quality Meats would like to start producing cooked products in the future.
“We currently work with other facilities to produce some cooked products, but it’s not a core piece of what we do, because everything coming out of our facilities is raw right now,” Aziz says.
“Still, over the next few years we want to explore further is producing more of the cooked products further,” Aziz reiterates
“Once the slaughter facility expansion in Arthur is complete,” he concludes, “I think we’ll be looking next at expanding our footprint in the cooked meat market, because we have a lot of foodservice demand for that.”
The Eagle 400HC X-Ray machine’s HMI (human machine interface) screen displays exact location of the bone fragment detected inside the chicken breast meat.
X-Ray system ensures quick removal of suspected contaminated breasts.
PEACH OF A SHOW
Upcoming 2025 IPPE exhibition poised to set new benchmarks for world-class trade
show excellence
While the State of Georgia is famous all over the world for its peaches, peanuts and southern hospitality and cuisine, it also happens to be the epicenter of the global meat-processing industry now and then—thanks to the annual IPPE (International Production & Processing Expo (IPPE) exhibition that turns the Georgia World Congress Center in downtown Atlanta into a veritable Mecca of the global meat business.
Jointly organized by the U.S. Poultry & Egg Association, the American Feed Industry Association and the Meat Institute, the annual event keeps growing from strength to strength with every edition, with this year’s show—running Jan. 28-30, 2025—already shaping up to smash all previous attendance records.
With last year’s show welcoming 31,353 registered attendees from the poultry and egg, meat and animal food industries, the 2025 IPPE exhibition looks poised to attract an even bigger live audience com-
prised of poultry and egg, meat and animal food professionals: from C-level management, sales and marketing to plant operators, engineering, and R&D (research-and- development) specialists.
As of the end of August, 2025 IPPE had already secured more than 1,070 exhibitors booking a total of 557,000 square feet of exhibit space, putting it within touching distance of setting new attendance benchmarks next month.
“We are excited to interact with everyone again at the 2025 IPPE,” the show’s organizers proclaim. “The robust exhibitor participation demonstrates our exhibitors’ enthusiasm to introducing new technologies, fostering interactions, and showcasing the latest innovations in our industry.”
As the world’s largest annual display of technology, equipment, supplies, and services used in the production and processing of eggs, meat, poultry and animal feed, IPPE’s extensive range of solutions draws industry leaders worldwide committed to business development, implementing best practices, updating operations and remaining competitive.
Tellingly, Canadian show visitors accounted for a 14.9-percent of the show’s total attendance last year—underscoring the event’s importance to Canada’s vital economic sector and growth engine.
Consistently ranking as one of the top 25 largest trade shows in the U.S., this world-class showcase of the newest solutions, technologies, research, processes, services and products that the global animal food and protein industries has to offer is truly a must-attend event of unrivaled importance to all meat industry professionals across North America and beyond.
To help make 2025 IPPE a truly memorable all-around experience, the show management has organized a broad range of special activities and attractions to engage attendees well beyond what they will find on the show floor alone, including:
IPPE is offering short educational presentations by exhibitors regarding operations and technical issues critical to all
aspects of the animal food, meat, and poultry and egg industries.
CAREing Paws
11:00 a.m. – 2:00 p.m., A220 Community Lounge
IPPE is inviting attendees to visit and pet a service dog in the A-Hall, Community Lounge. The dogs are part of CAREing Paws, with CARE standing for Canines Assisting Rehabilitation and Education. Donations for CAREing Paws will be accepted at the Community Lounge by the organization.
IPPE Community Courtyard
10:00 a.m. – 5:00 p.m. , B51047
IPPE’s community courtyard in the B Hall offers additional seating and fun games, such as checkers, putterball, cornhole and Connect 4 to help you relax when you need a break from walking the vast trade show floor.
Discovery Zone Award Presentations, B46023
1 p.m.
Poultry Industry Innovation in Safety & Health Awards
2:30 p.m.
New Product Showcase Awards
Happy Hour
4:15 – 5:00 p.m. , trade show floor (A-Hall; B, B/C, and C-Hall)
A perfect opportunity to network and catch up with your colleagues and industry peers!
New Product Showcase
10:00 a.m. – 5:00 p.m. , BC37118
The New Product Showcase will provide attendees with an outstanding opportunity to see the newest products or innovations offered by exhibitors.
Poultry Museum
10:00 a.m. – 5:00 p.m. , Booth B27009
Go back in time and see the history of the poultry industry!
Expo Auctions (Benefiting The Atlanta Community Food Bank)
10:00 a.m. – 5:00 p.m. , Booth BC38097 and B Concourse, Level 4
Expo Auctions’ diverse and unique assortment of consignment auction items are sure to attract IPPE visitors to shop and bid online for a chance to win from a huge selection of sports, entertainment, historical and political memorabilia, VIP travel and hunting packages, jewelry and handbags, wine, and bourbon and spirit packages.
B&B Glass Studio (Benefiting The Atlanta Community Food Bank)
10:00 a.m. – 5:00 p.m. , Booth BC40096
Stop by and watch Bob create whimsical handmade glass figures depicting chickens, cows, pigs and other animals. Figures are available for
purchase and a portion of all sales will be donated to IPPE’s selected charity, the Atlanta Community Food Bank.
WEDNESDAY, JAN. 29
TECHTalks
9:30 am. – 4:30 p.m., A244, B51033, C15179
CAREing Paws
11:00 a.m. – 2:00 p.m., A220 Community Lounge
New Product Showcase
9:00 a.m. – 5:00 p.m., BC37118
Poultry Museum
9:00 a.m. – 5:00 p.m., Booth B27009
Expo Auctions
9:00 a.m. – 5:00 p.m., Booth BC38097 and B Concourse, Level 4
B&B Glass Studio
9:00 a.m. – 5:00 p.m., Booth BC40096
IPPE Community Courtyard
9:00 a.m. – 5:00 p.m., B51047
Discovery Zone Award Presentations, B46023
10:00 a.m.
Young Leaders Under 30 Awards
2:00 – 4:00 p.m., Discovery Zone, B46023 Taste of IPPE
A group of highly competitive Atlanta chefs who will be preparing their favorite recipes featuring beef, pork and poultry. Try as many samples as possible and cast your vote for the “Taste of IPPE” Best Dish. Ballots will be available at the stations, with the announced as soon as the competition is finished.
ATL-Cruzers Trolley Ride to Ponce City Market
5:30 p.m. – 9:30 p.m.
A trolley will be available to take attendees to Ponce City Market. Situated along Atlanta BeltLine Eastside Trail, Ponce City Market is the hub between Atlanta’s most popular intown neighborhoods. Housed in the fully renovated 1925 Sears, Roebuck & Company building, this urban market features a central food hall, leading retail brands and a rooftop boasting carnival inspired games, rides and unbeatable views of the city. The trolley will run every 30 minutes from 5:30 p.m. through 9:30 p.m., departing from two downtown designated points. Attendees must pre-register and show their IPPE badge to access the trolley.
THURSDAY, JAN. 30
TECHTalks
9:30 am. – 12:30 p.m., A244, B51033, C15179
New Product Showcase
9:00 a.m. – 3:00 p.m., BC37118
Poultry Museum
10:00 a.m. – 3:00 p.m., Booth B27009
Expo Auctions
9:00 a.m. – 3:00 p.m., Booth BC38097 and B Concourse, Level 4
B&B Glass Studio
9:00 a.m. – 3:00 p.m., Booth BC40096
IPPE Community Courtyard
9:00 a.m. – 3:00 p.m., B51047
To register or obtain more information about 2025 IPPE, including the full schedule of on-site educational sessions, go to: www.ippexpo.org
100% Vision Quality Inspection with line scan cameras.
Dual-camera precision: Captures accurate images of corrugated bundles.
Exact gap analysis: Measures manufacturer’s joint gaps.
100% Quality assurance: Guarantees each box meets your production standards.
CUTTING-EDGE CLEARVISION TECHNOLOGIES
November 2024- Abbott Action, a provider of corrugated packaging and POP displays, has recently installed new ClearVision systems at their plant in Massachusetts. This collaboration marks a significant milestone as Abbott Action becomes the first independent corrugated plant in the Northeast to install Valco Melton’s state-of-the-art PrintChek and GapChek systems. With these systems and Abbott’s proactive approach to quality assurance, they can now guarantee 100% inspection of the print and manufacturers gaps on every box and sheet, making it possible to deliver nothing but perfect boxes to their customers.
REVOLUTIONIZING QUALITY CONTROL IN CORRUGATED PACKAGING WITH PRINTCHEK
Valco Melton’s PrintChek and GapChek systems represent the pinnacle of vision-based inspection technology for the corrugated industry. PrintChek, installed on Abbott Action’s Apstar rotary die cutter, is positioned after the last print down and before the die cut section. PrintChek’s camera and lighting modules are enclosed in a robust housing designed with the corrugated environment in mind. A highflow, low-pressure blower supplied with the system, provides air across the plenum, keeping lighting and cameras free of dust, ink, and debris. This thoughtful design also features a shutter mechanism that closes and protects the lights and camera lenses during maintenance and washup.
ENSURING PRECISE PRODUCTION WITH GAPCHEK
GapChek, implemented on Abbott Action’s Isowa Falcon, focuses on measuring and ensuring the accuracy of every manufacturer’s gap. GapChek straddles the discharge conveyor after the counter ejector, employing two cameras that automatically move across the conveyor to find and image the finished manufacturer’s joints. These images are then analyzed, measured, and classified as passing or
The system utilizes a series of color line scan cameras for full sheet print inspection on FlexoFolderGluers and DieCutters. PrintChek images and analyzes every sheet to detect defects, including issues with print-to-sheet, printto-print, color, barcodes, spots, hickeys, blemishes, and other non-print-related board damage. The system’s fullsheet inspection capabilities allow operators to run at full speed with 100% confidence.
defective using ClearVision’s proprietary AI process, making GapChek a powerful tool to provide near real-time feedback to operators as well as sorting individual defects from the production stream. A visual statistical process control (SPC) chart and measurements of CP and CPK values are also displayed on the 22” touch screen HMI.
ENHANCING QUALITY ASSURANCE WITH GLUECHEK
Abbott Action has also implemented Valco Melton’s GlueChek system, further solidifying their commitment to delivering flawless products. GlueChek, installed right after the gluing station, utilizes advanced camera technology to analyze glue patterns, ensuring that no gluing problems make it to the customers. The system takes a picture of every glue tab, meticulously examining the glue pattern for any defects such as, missing glue, glue volume, glue position, and more. When a gluing problem is detected, GlueChek immediately notifies oper -
ators through an alarm, marks the defective box, and saves an image of the gluing issue.
These systems give Abbott’s leaders the confidence and data they need to deliver perfect boxes to their customers, even at the highest production rates, and with the most stringent demand.
PrintChek Camera at Abbott Action.
PrintChek touchscreen interface with a passing scan.
GapChek Screen installed at the machines discharge.
GOLDEN YEARS
Inspired industry advocacy and stewardship helping Canadian corrugated producers strengthen their sustainability credentials
By George Guidoni, Editor
Golden anniversaries don’t come around very often, so celebrating the grand occasion with a nice networking luncheon at the upscale Sheraton Toronto Hotel and Conference Centre in west-end Toronto last month was an exceptionally upbeat meeting of minds for senior executives representing member-companies of the 50-year-old Canadian Corrugated & Containerboard Association (CCCA)
As the national voice of the Canadian corrugated industry, CCCA enjoys wide-
spread support among the country’s leading containerboard mills, corrugated plants and related enterprises working tirelessly to supply leading CPG (consumer packaged goods) and retail industries with highly sustainable, reliable and eminently practical packaging for transporting and distributing their products across the vast economic spectrum.
Much of the association’s recent growth in stature and influence unfolded under the steady stewardship and guidance of CCCA’s outgoing executive director Allen Kirkpatrick, whose an-
nouncement of his pending retirement was the only tinge of sadness to briefly tone down the celebratory mood.
That said, it also provided a welcome opportunity to thank Kirkpatrick for his eight years of inspired leadership and commitment to helping the industry navigate some challenging times over the last several years—only to emerge as better, leaner and more competitive sector making an indelible daily contribution to Canada’s economic well-being.
With selfless dedication to defending and advancing the Canadian corrugated industry’s interests at home abroad— combined with a calm, cultured and personable demeanor—Kirkpatrick’s tenure will undoubtedly be fondly remembered by many of his industry peers and business acquaintances.
For his part, Kirkpatrick also has many good reasons to take pride in his record of significant achievement in raising the association’s profile and reaffirming its relevance through building bridges not
A stack of high-quality corrugated tray blanks manufactured by Atlantic Packaging being readied for shipment to the Freshline Foods produce processing facility in Mississauga, Ont.
“The COVID pandemic proved just how essential corrugated packaging is today,and that is not going to change any time soon.”
only among its membership, but also with many other like-minded industry groups and stakeholders alike.
Asked to relate what parts of his tenure were his favorite highlights, “I would say that the word ‘connections’ sums it up best,” Kirkpatrick told the Canadian Packaging magazine in a recent interview.
“That starts with getting to know the members of the Board of Directors when I started in the role of executive director in December of 2016,” Kirkpatrick reflects. “In a short time, it became obvious how intelligent, committed and focused all of them were.
“These are people who know how to get things done and how to run great companies,” says Kirkpatrick, who took the then-vacant CCCA position as a means to stay active in the industry he loved after a fulfilling and rewarding career in sales with Cascades Packaging and Domtar Packaging, including a four-year stint as chairman of the Paper and Paperboard Packaging Environmental Council (PPEC)
Says Kirkpatrick: “I am very proud of the close connections and relationships that CCCA has maintained for many
years with other industry-related associations.
“At the top of the list is our commitment and support of PPEC, which works tirelessly on issues pertinent to Canadian sustainability issues.
“The CCCA has also grown and developed significant relationships with other organizations in the U.S., such as the Fibre Box Association, the American Forest & Paper Association, and the International Corrugated Packaging Foundation,” Kirkpatrick continues.
“We are also members of the International Corrugated Case Association and have a good relationship with the corrugated association in Europe known as FEFCO.
“The issues for each of these is similar in many ways to Canada,” Kirkpatrick notes, but there are regional topics as well.
“For example, Europe is focused on recycling at a higher level than Canada,” he acknowledges, “whereas we often offer (through PPEC) guidance to our U.S. colleagues on EPR (Extended Producer Responsibility), as they develop their systems.
“We also maintain connections with suppliers from around the world,” Kirk-
patrick points out, “because our member-companies across Canada invest in world-class equipment that is typically engineered in Europe or the U.S.
“Our association has a membership class for these suppliers, which we call ‘Industry Affiliates,’ and we carry out many activities over the course of the year to include them alongside or own CCCA members,” Kirkpatrick relates.
“It is always rewarding to learn about the suppliers and their history.”
While Kirkpatrick says he will dearly miss all these connections on a personal level, he is immensely proud of his active role in strengthening them for the industry’s greater good—in the process leaving CCCA in a great place.
“The CCCA is well-positioned for the future based on its history of adapting, with a highly efficient executive board and a strong focus on sustainability, product and company branding, and right-sizing our packaging to every product,” he states.
“The industry has moved significantly to lighter-weight materials, improved graphics and a sustainable manufacturing platform—all the things that customers and the public want” Kirkpatrick points out.
“The COVID pandemic proved just how essential corrugated packaging is today,” he says, “and that is not going to change any time soon.”
With recovery and recycling rates consistently over 90 per cent, the Canadian corrugated sector enjoys the benefits of being a highly sustainable industry and an environmental standard-bearer for all other manufacturing businesses, adds Tencorr Packaging president Chris Bartlett.
“In recent years, sustainability has be-
Outgoing CCCA Executive Director Allen Kirkpatrick. Chris Bartlett, President, Tencorr Packaging Inc.
come the hallmark of our industry,” says Bartlett, who has headed Brampton, Ont.-based Tencorr Packaging over the last 16 years.
“A lot of our mills now are 100-percent recycled content mills,” Bartlett points out, “producing 100-percent recyclable and reusable product.
“Our corrugated boxes can be repulped up to seven times before we have to add new fibers to them,” says Bartlett, citing 100-percent recylability for all the corrugated sheets produced by Tencorr.
“It’s a very good message to be able to send to the marketplace nowadays,” say s Bartlett, noting that Tencorr produces nearly 2.2 billion square feet of corrugated sheet per year with 100-percent recycled content.
“The entire industry is moving to a 100-percent recycling model by mining the urban forest—taking unwanted garbage and turning it into a new product,” he states. “In terms of achieving a low carbon footprint, it doesn’t really get much better than that.”
While the industry’s sustainability performance has been widely acknowledged in recent years through effective messaging and consumer education by groups like the CCCA, the vast branding possibilities offered by corrugated board are also gaining a lot of traction these days, according to Maritime Paper president and chief executive officer Sheldon Gouthro.
Based in Dartmouth, N.S., the privately-owned company operates three converting facilities in Eastern Canada and the U.S., printing an estimated 2.2 billion square feet of corrugated board annually.
“There has been a lot of transformation in the industry and at our company, driven by technological progress,” says Gouthro, who has worked at Maritime Paper in various senior management capacities for over 34 years.
“There’s been a lot of investment in the industry to keep up with the demands of the market, which requires high visible brand presence at the forefront of their packaging.
“Our customers are always thinking of innovative ways of building consumer trust and credibility for their brands,” Gouthro explains, “and corrugated boxes offer a perfect way for them to communicate their brand messaging through more effective shelf presence.
“Be it a one-color black print job or seven-color high-end graphics for a major multinational, there is a tremendous amount of transformation taking place in today’s printing capabilities in pre-print, litho, flexo and digital processes.”
Says Gouthro: “Brand recognition is more than just a logo, a tagline or advertising campaign—it’s about creating a lasting impression in the hearts and
Adam
Vice-President, Sales, Atlantic Packaging.
Sheldon Gouthro, President & CEO, Maritime Paper.
Right
Launched a little over a year ago, the Cascades Fresh produce trays can accommodate all sorts of colorful graphics for effective brand messaging, while offering numerous customization options to suit virtually any type of fresh produce.
minds of our customers, and it’s about being a brand that people not only recognize but trust and love.
“As we move forward, we must remember that every interaction with every product—particularly as it relates to a corrugated box—has a message that contributes to building that brand recognition,” Gouthro states.
“So we take a lot of pride in what we do: protecting our customers’ brands by printing their logos, their identity and their message on attractive boxes that literally travel around the world.”
Making sure that those boxes provide optimal protection for their contents without excess waste comes down to right-sizing them to match their specific applications, according to Adam Pauwels, vice-president of sales at the venerable Toronto-headquartered corrugated packaging group Atlantic Packaging.
“A corrugated box is one of the few things that is going to give you a sustainable solution every time,” Pauwels proclaims. “One of its great advantages over other mediums is that it can be easily customized to your product by making sure that it is not overpackaged, without having to sacrifice strength or other product protection attributes.
“Right-sizing the packaging requires that the corrugated boxes are custom-made to fit the particular product correctly without generating waste,” he says. “It’s about providing a solution that fits your actual needs, protects your product, and can also be returned to close the loop.
“It’s about right-sizing the package so that it maximizes the available pallet space and the freight capacity, while delivering all the brand messaging benefits discussed earlier,” Pauwels explains.
“We don’t want people to have to sacrifice anything in order to help protect our Earth,” Pauwels says.
“We need to do everything we can to make sure that there is no waste, and that’s one of the many benefits of corrugated packaging.
“If you need a lightweight box, we’re able to do that,” he continues. “If you’re shipping a heavier product, we’re able to provide the right box to do that as well.
“It’s the complete opposite of the ‘one size fits all’ mentality,” Pauwels concludes. “As a company, and as an industry in general, we will always be willing to customize our packaging to meet our customers’ expectations, while also doing what’s right for the environment.”
Above from left
Pauwels,
JAN. 15-16
New Orleans, La.: The Future of Advanced Recycling North America Summit. By ACI Europe. To register, go to: www.wplgroup.com
JAN. 21-23
Riyadh, Saudi Arabia: Gulf Print & Pack 2025, regional exhibition by Informa PLC. At the Riyadh Front Exhibition Conference Center (RFECC). To register, go to: www.gulfprintpack.com
JAN. 28-30
Atlanta, Ga.: IPPE (International Production & Processing Expo) 2025 , global exhibition for the poultry and egg, meat and animal food industries. At Georgia World Congress Center. To register, go to: www.ippexpo.org
FEB. 2-5
Cologne, Germany: ProSweets Cologne 2025, international sweets and biscuits fair by Koelnmesse Inc. At the Cologne Trade Fair and Exhibition Center. To register, go to: www.prosweets.com
FEB. 5-6
Amsterdam, Holland: The Future of Chemical Recycling 2025 , conference by ACI Europe. To register, go to: www.wplgroup.com
FEB. 12-13
Birmingham, England: Packaging Innovations, Empack and Contract Pack & Fulfilment, by Easyfairs Group. At NEC Birmingham. To register, go to: www.packagingbirmingham.com
FEB. 24-25
Las Colinas, Tex.: AmericaPack Summit , conference by Marcusevans Group. At RitzCarlton Dallas.To register, go to: www.feb25.americapack. marcusevans-summits.com
MARCH 10-12
Atlanta, Ga.: Pack Expo Southeast, packaging and processing exhibition by PMMI, The Association for Packaging and Processing Technologies.To register, go to: www.packexposoutheast.com
Cascades Inc., Kingsey Falls, Que.-headquartered manufacturer of corrugated packaging and tissue products, has announced several senior management personnel changes following the recent reorganization of the company’s containerboard and specialty products (SPG) activities into a single operational unit. As a result of this restricting, the company has appointed:
• Jean-David Tardif as executive vice-president for packaging;
• Jérôme Porlier as executive vice-president for tissue;
• Emmanuelle Migneault as vice-president of excellence.
Korozo Group, manufacturer of flexible packaging and film products based in The Netherlands, has appointed Adam Barnett as the company’s new chief executive officer.
LogoJET, Inc., Lafayette, La.-based manufacturer of industrial inkjet printing equipment, has appointed
Josh McNaughton as manager of technical services and products.
Texwrap, Washington, Mo.-based ProMach subsidiary specializing in shrinkwrapping and bundling equipment for secondary packaging applications, has appointed Tracey Fikes as regional sales manager for the western U.S. territory.
Springfield, Ma.-headquartered industry group Paperboard Packaging Council (PPC) has announced the election of Stephen Scherger, executive vice-president and chief financial officer of Graphic Packaging International, as its new board chair.
Swedish pulp and paper group Billerud AB has appointed Doug Schwartz as president of the company’s Billerud North America subsidiary, headquartered in Miamisburg, Ohio.
LOMA appoints its first global marketing director
Loma Systems, the global leader in inspection technologies for food quality and safety, has appointed its first-ever global marketing director, Samantha Neves, making a strategic shift towards strengthening its marketing presence worldwide.
Neves brings over 16 years of marketing and strategy expertise from Shell where she built sustainable differentiation and industry thought leadership across Lubricants, Commercial and Aviation Fuels divisions. At Loma, she will focus on advancing the company’s marketing efforts through three core pillars: Customer Back Innovation (CBI), Continuous Improvement (CI) and Marketing Excellence (M/Ex).
Her leadership is expected to improve the company’s dedication to customer-focused innovation, driving new product development to meet customer needs while ensuring ongoing improvement in operational efficiency and marketing.
Clever pouch packaging makes daily self-care a breeze / Naomi Hiltz
Self-care is essential, especially for women. It’s a familiar story: many men avoid doctors for decades, but once they’re married, they suddenly have a roster of specialists. Women, on the other hand, often prioritize self-care and have a collection of favorite products that become staples in their daily routines. Here’s a list of go-to items I rely on that are irreplaceable for my self-care regimen.
The Aveeno Calm + Restore Nourishing Oat Repairing Lotion is a true hero for anyone dealing with dry, sensitive, or stressed skin. As a key product in Aveeno’s Calm + Restore product family, this lotion is renowned for its soothing and restorative benefits. Enriched with Aveeno’s signature prebiotic oat, it effectively calms irritation and redness, leaving skin feeling refreshed and replenished. The Aveeno Calm + Restore lotion comes in a 473ml refillable pouch designed for optimal convenience. Features a top-corner spout with a resealable cap, its allows for easy, mess-free dispensing. But what sets this pouch apart is its eco-friendly construction. Featuring 30-percent PCR (post-consumer recycled) content, it significantly reduces environmental impact compared to traditional plastic pouches. In fact, it boasts impressive 80-percent savings in total plastic use, aligning the brand’s sustainability goals without compromising on functionality or quality.
The All-in-One Make-up Removing Cleansing Wipes from Neutrogena effortlessly remove stubborn make-up, including waterproof mascara, while clearing away dirt, oil and impurities— all without the need for rinsing. Formulated with sensitive skin in mind, they’re alcohol-free and dermatologist- and ophthalmologist-tested—ensuring their safe for all skin types, including sensitive or acne-prone skin. Moreover, these wipes leave the skin feeling clean with no greasy residue. As a daily user, I truly appreciate the thoughtful design of the brand’s product packaging. The wipes are housed in a compact, resealable
Clockwise
The spouted stand-up pouch of the Aveeno Calm + Restore Nourishing Oat Repairing Lotion offers terrific dispensing convenience, along with considerable savings in the amount of plastic materials used to make it.
Neutrogena All-in-One Make-up Removing Cleansing Wipes are all individually wrapped in compostable cloth material to retain their freshness and moisture.
Each bag of the Plackers Micro Mint Dental Flossers contains 150 dual-purpose flossers offer a convenient way to enhance one’s daily oral care regimen.
stand-up pouch that combines convenience with functionality. The slim, space-saving design fits neatly on my bathroom counter or in a travel bag, keeping the wipes easily accessible for my nightly skincare routine, while the resealable zipper closure ensures the wipes stay fresh and moist. Perfect for on-the-go lifestyles, it keeps the wipes fresh and ready to use no matter where you are. One of the product’s more outstanding features is that each wipe is individually wrapped. In a nod to sustainability, the wipes are crafted from plant-based, home-compostable cloth— allowing you to care for your skin and the planet. The clean and simple design has a real modern aesthetic vibe to it, reflecting the brand’s commitment to effective and science-backed skin-care.
T he Plackers Micro Mint Dental Flossers deliver practicality and style in thoughtfully designed packaging that makes them a staple for oral care enthusiasts like myself. These flossers not only prioritize function but also ensure their packaging communicates convenience and quality. The resealable bag maintains the flossers’ cleanliness and freshness after opening with a zippered closure is both practical and easy to use, while the transparent cut-out window panel showcases the flossers’ dual-purpose functionality that cleverly combines shred-resistant floss and a built-in toothpick. This transparency underscores the versatility of the product by appealing s
directly to consumers seeking effective, multifunctional tools for oral hygiene. The front panel of the packaging is bold and engaging, with the product name displayed prominently in large, easy-toread text. The primary selling points, including “dual-use design” and “shred-resistant floss,” are clearly highlighted, ensuring the consumer quickly understands the product’s key benefits. By combining functional design with clear communication, this Plackers brand package strikes the perfect balance of practicality and shelf appeal.
NAOMI HILTZ is a professional freelance photographer living in Vaughan, Ont.
THE COPILOT GEMINI PRINTING SYSTEM
WIDE RANGE OF SUBSTRATES
The CoPilot Gemini utilizes oilbased, solvent-based, or UV curable inks for printing on a wide range of porous or non-porous substrates.
MORE PRINT HEIGHT
With a massive 5.6” of print height and print speeds up to 220 ft/min, the CoPilot Gemini provides a cost effective solution for making your mark on a wide variety of products and substrates.
HI-RESOLUTION PRINTING
Squid Ink’s proven inks and fluids print hi-resolution characters, razor-sharp text, scannable bar codes and great looking logos at up to 360 dpi. A coding and marking leader for over 30 years, Squid Ink printers and inks are made in the USA and are designed to keep your production line up and running day after day. For more information, visit www.squidink.com or call 1-800-877-5658 for an Authorized Squid Ink Distributor in your area.