Canadian expansion yields stellar results for corrugated packaging giant Story on page 12
Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.
DECEMBER 2019
VOLUME 72, NO. 12
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
Tim Dimopoulos • tdimopoulos@annexbusinessmedia.com
COO Scott Jamieson
ANNEX BUSINESS MEDIA
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional
PRINTED IN CANADA
ISSN
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
e-mail: rthava@annexbusinessmedia.com
Tel: 416-442-5600 ext. 3555
Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd.,
400, Toronto, ON M2H 3R1 SUBSCRIPTION PRICE
YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year, USA $138.00 US per year, Outside Canada $156.50 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium
NO TIME TO WASTE ON FOOD WASTE
For all the righteous condemnation the topic of global food waste generates in media headlines from time to time, it remains a stubborn reminder of how little progress has really been done to date. It’s not just the sheer absurdity of 1.3 billion pounds of perfectly good food being wasted each year while millions around the world are starving. It’s also the enormous carbon footprint such waste represents.
According to the United Nations’ agency FAO (Food and Agriculture Organization), “Globally, if food waste could be represented as its own country, it would be the third-largest greenhouse gas emitter, behind China and the U.S. The resources needed to produce the food that becomes lost or wasted has a carbon footprint of about 3.3 billion tons of carbon dioxide.”
The good news is that food waste does not have to reach full-blown crisis proportions from which there is no return. In fact, a reasonable framework for how to go about it already exists, in the form of a massive new report released earlier this year by the World Resources Institute in Washington D.C.
Sponsored by The Rockefeller Foundation, the Reducing Food Loss and Waste report should really be “must reading” for anyone concerned about this issue, which is every bit as pressing as ocean plastic waste and many other environmental failings.
Due to space limitations, we can only provide you a few key recommendations that the report proposes as part of a broader action plan, but they certainly provide a good starting platform for governments, industry, academia and public to rally behind:
1. Develop national strategies for food waste reduction.
2. Create national public-private partnerships.
3. Launch a “10x20x30” supply chain initiative bringing together the world’s 10 biggest food retailers and providers to each engage with 20 of their priority suppliers to halve rates of food waste by 2030.
4. Reduce smallholder losses by farmers in reducing losses, creating access to markets for smallholders, and improving storage solutions.
5. Launch a “decade of storage solutions” by making food storage technologies ubiquitous, affordable and climate-friendly.
6. Shift consumer social norms, as to make it a norm for high-income countries and cities everywhere so that wasting food becomes unacceptable.
7. Go after emissions reductions. To date, fewer than a dozen countries have included food loss and waste reduction in their NDCs (Nationally Determined Contributions) calculations.
8. Scale up financing for many of promising solutions to reduce food loss and waste, including investments by a wider suite of financiers through grants, venture capital and commercial investments.
9. Overcome the data deficit to better to understand the scale and scope of the food loss and waste challenge, while identifying hot-spots, honing reduction strategies, and monitoring progress.
10. Advance the research agenda.
As the report sums up, “Successfully halving food loss and waste would close the gap between food needed in 2050 and food available in 2010 by more than 20 per cent … and it would lower greenhouse gas emissions by 1.5 gigatons per year by 2050, an amount more than the current energy- and industryrelated emissions of Japan.
“The size of the prize is huge. So, too, must be the action to seize it.”
& COLUMNS
BONES ABOUT IT By George Guidoni Inspection systems manufacturer setting a new industry golden standard for bone detection in fresh poultry processing.
ON
Swiss
Major
Sampling
ALTERNATIVE DAIRY PRODUCTS UPSTART LEVERAGES SUSTANABLE PACKAGING TO BOOST NATURAL APPEAL NEWSPACK
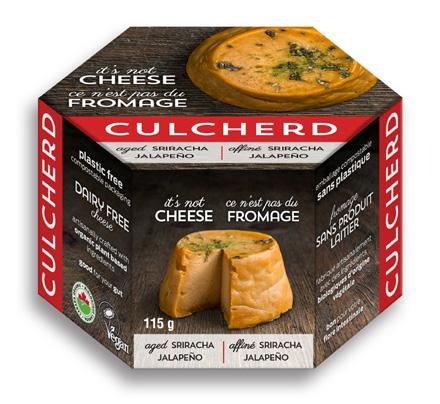
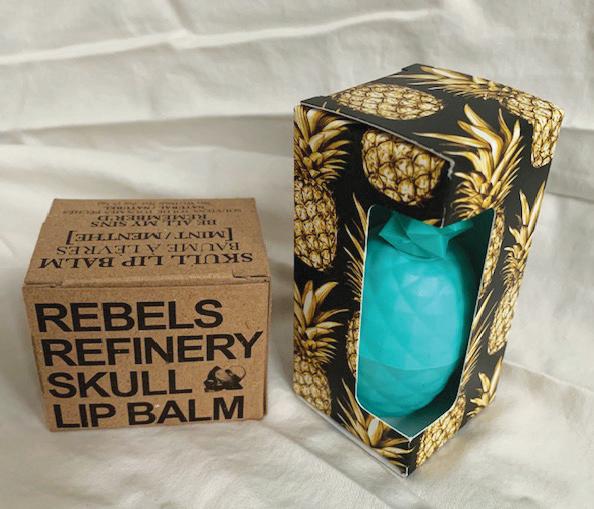
The surging growth in consumer demand for more plant-based meat and dairy alternatives is opening up unprecedented opportunities for companies like Culcherd , an upstart Toronto producer of plantbased cheese and butter products with an uncanny knack for creating attractive, high-impact packaging with virtually negligible environmental footprint.
Currently retiling at local high-end grocery outlets like Pusateri’s, The Big Carrot and Fresh City Farms, among others, the company’s aptly named It’s not Cheese and It’s not Butter product line are artisanally crafted in small batches using coconut and cashews as primary raw ingredients, along with a variety of all-natural organic spices.
Aimed at consumers seeking to avoiding dairy due to allergies, intolerances or other health reasons, as well as people having chosen a plantbased and/or vegan lifestyle, both Culcherd brands have recently received formal Organic and Vegan certifications to add to the products’ soy-free, dairyfree, preservative-free and palm oil-free attributes.
Offered in the Original, Garlic, Turmeric Black Pepper and Cinnamon Swirl flavors, It’s not Butter is sold in two 50-gram sticks wrapped in a
layer of greaseproof paper inserted inside slim, highly decorative folding cartons printed by Ellis Packaging Limited of Pickering, Ont.
According to company co-owner Liz Gallagher, who founded Culcherd in 2015, producing delicious dairy alternatives with the highest-quality, organic ingredients in the most environmentally sustainable way is a core value that the company worked hard to reflect with its new plastic-free, compostable and/or recyclable product packaging.
“Our new products are really unique,” says Gallagher, citing the products’ distinct cultured taste, full product versatility for spreading, blending, baking, setc., and a short and clean ingredient deck.
Boasting a natural rind that sets it apart from most of their plant-based competitors, the company’s It’s not Cheese line comprises six diferent appetizing flavor varieties formulated to help the body maintain a balanced gut microbiome for healthy digestion.
Also wrapped in home-compostable greaseproof paper, the substitute cheese rounds are packaged inside full-color hexagonal 115-gram boxes also supplied by Ellis Packaging.
Featuring product photography taken by
Culcherd’s other co-owner Tim Donnelly, the high-impact packaging graphics were developed with the assistance of Toronto-based Werle Design Associates to create a look befitting the brand’s premium quality taste and ingredients.
“Having aesthetically appealing packaging has always been very important to me, and something I’m very passionate about,” Donnelly says. “There is a lot of white packaging in our product category, so we wanted to keep our boxes darker.
“Hence we used a rich wood background to emphasise the artisanal and premium look-and-feel and, “ Donnelly relates, “and we ‘lit’ the products so they would pop off of the dark background.
“We strive to be authentic we always wanted consumers to be able to see what they are purchasing,” he says, “so having strong images on our box was extremely important.
“The front of the box is a straight-on shot, and the top is an over head shot, allowing consumers to almost peer into the box.”
DIRECT PRINTING TECHNOLOGY SETS THE TONE FOR PACKAGING SUSTAINABILITY
An upstart Quebec specialty printer is aiming to revolutionize Canada’s beverage sector with one-of-a-kind digital printing technology that it claims will provide beverage producers with all the benefits of shortrun digital can decoration without the high cost, waste and recycling headaches that come with traditional labels and shrinksleeves.
Installed at Solucan’s 8,000-square-foot production facility in Trois-Rivières in late fall, the world’s first Tonejet Cyclone direct-to-can digital printing system—manufactured by U.K.-based digital decoration specialists Tonejet Limited will initially be used to support craft-brewers and other beverage manufacturers in Quebec and along the north-eastern seaboard.
there is significant regulatory pressure to increase packaging sustainability.
With the provincial recycling agency Recyc-Québec starting to enforce new environmental regulations, the plastic film shrinksleeves and pressuresensitive labels currently used for short-run will ultimately become obsolete when the new standards are fully enforced.
“We are now able to transform a beverage can into a totally digital portal,” says Solucan’s general manager Jean-Francois Gaudreault.
“Linking packaging to the digital world, accessible via your smartphone or laptop, is a total gamechanger that provides a powerful marketing tool.
“In addition to using the space to promote events, marketing promotions, etc., you can include codes to link to augmented reality (AR) apps and even invisible codes and watermarking,” Gaudreault states.
According to Solucan, the Cyclone system’s arrival comes at a critical time in Quebec, where
However, beverage cans produced using the digital Tonejet Cyclone system are 100-percent recyclable, Solucan claims, providing a future-proof solution.
“The government is looking for a recyclable solution and we have their support towards development of a better canning solution for the industry,” says Solucan’s president Sebastien Baril.
“Currently, beverage producers wanting to avoid labels have to purchase from the major can manufacturers, whose minimum quantities are far too large for any microbrewer or craft-beer producer that we are working with.
“With the Cyclone, all these issues are addressed,” Baril states. “The system allows us to keep up with changing consumer habits, transforming packaging as we know it.”
Baril relates that Solucan has worked closely with Tonejet over that last four years to develop its digital printing expertise, positioning itself as a leader in
CHICKEN GIANT TO LAUNCH NEW BAMBOO PACKAGING
Fast-food restaurant giant KFC Canada has announced plans to launch a new line of envrionmentally-friendlier alternatives to its iconic worldfamous buckets next year, staring with a bamboo-fiber poutine bucket in early 2020.
“The KFC bucket is one of the most iconic symbols around the world and has always been synonymous with our world-famous chicken,” says KFC Canada’s innovation manager Armando Carrillo.
Often referred to as one of the world’s most renewable and fastest growing materials, bamboo is naturally anti-bacterial and 100per cent biodegradable; requires no pesticides; and regenerates itself very quickly when harvested.
According to Vaughan, Ont.headquartered KFC Canada, the new bamboo packaging initiative builds on the commitments already achieved by the brand in the sustainable packaging realm.
leader in the field of digitally-printed packaging.
“We are totally focused on offering a cost-effective, environmentally-friendly solution to our clients and to their customers,” he states.
Adds Tonejet’s chief executive officer Rod Day: “Now that Solucan have their machine installed, they can offer digital packaging to beverage producers whilst complying with new government regulations.
“At the same time, they will save on material costs, minimize lead times, and achieve better quality than with traditional labels, ” Day states.
“We’re proud of our sustainability journey and we want our customers to feel that KFC is dedicated to not only providing Finger Lickin’ Good chicken in every bucket, but also delivering it in a way that our guests can feel good about.”
Although bamboo is a new innovation to packaging, it has been used throughout history for many applications, from food sources to building materials.
Bamboo is one of the fastest growing plants in the world, growing on average 24 inches per day and reaching its adult size in three to five years, compared to 20 to 30 years for trees.
Earlier this year, KFC Canada committed to sourcing 100 per cent of its fiber-based packaging from certified or recycled sources by 2020.
As part of a global sustainability commitment by the brand, KFC Canada also continues to pursue making all plastic-based, consumer-facing packaging recoverable or reusable by 2025, and it also announced in July that all plastic straws and bags would be removed from its restaurants before the end of 2019.
This action alone will eliminate more than 50 million plastic straws and 10 million plastic bags from the communities in which KFC Canada operates, according to the company.
Left to Right: Tonejet sales manager Marvin Foreman and chief executive officer Rob Day poase alongside Solucan president Sebastien Baril and general JeanFrancois Gaudreault in front of the Cyclone digital printing system.
The Tonejet direct-to-pack digital beverage can printer.
NOTES & QUOTES
nCalgary-headquartered plastic resins manufacturer NOVA Chemicals Corporation has become the first Canadian-based company to participate in the Operation Clean Sweep Blue (OCS Blue), an international product stewardship program aimed at preventing plastic pellet, flake and powder spills into the environment. Accord-
What’s the best package for your product?
Mike
ing to Nova Chemicals, a wholly-owned subsidiary of the Mubadala Investment Company of the Emirate of Abu Dhabi, United Arab Emirates, participation in the program is an enhancement to the company’s ongoing sustainability efforts, requiring enhanced company engagement, transparent reporting and formal audits, including verified compliance within all program parameters by Jan. 1, 2022. “Our commitment to OCS Blue is another important step toward supporting the plastics circular economy and creating a world free of plastic pollution, starting with the pellet,” says Nova Chemicals director of sustainability Sarah Marshall. “We know plastic products have great value in making our everyday lives healthier, easier and safer,” says Marshall, “and also agree that plastic waste does not belong in our oceans or the environment.”
McCann, Application Specialist, Packaging Expert
Choosing the correct package for your product—and the one that makes the most sense for your business—can be confusing. Reiser makes it simple. Come visit our Reiser Packaging Specialists at IPPE.
nSt. Louis, Mo.-headquartered engineering and technology group Emerson has announced that the company’s fluid control and pneumatics headquarter facility in Florham Park, N.J., has been recognized for its leadership in environmental stewardship by the New Jersey Department of Environmental Protection (NJDEP) The recognition follows an inspection of the Emerson facility and its proactive efforts in the management of wetlands and meadows development, along with measures to use less water and energy in its operations. “We are honored to be awarded by the NJDEP for our efforts in environmental stewardship,” says Manish Bhandari, group president for fluid control and pneumatics at the Florham Park facility, which houses the global development center for the ASCO brand of fluid control solutions. “Emerson recognizes that we have a role to play globally in using energy efficiently, reducing water use and minimizing greenhouse gas emissions.”
nCincinnati, Ohio-headquartered packaging machinery group ProMach has completed the acquisition of Edmonton-based Jet Label & Packaging and its sister company Jet Marking Systems. “With the addition of Jet Label, ProMach continues our label converting expansion that began over a decade ago with the vision of providing our North American customers with a labeling and coding partner that could serve all their needs—including labels, machinery, sales, service and support—that is close to wherever they are,” says ProMach’s president and chief executive officer Mark Anderson. “Bringing Jet into the ProMach family helps us fill in a significant piece of this vision with their strong operational base and wellearned reputation for providing solutions across all of western Canada.”
nGlobal automation technologies supplier ABB Group and its B&R Industrial Automation subsidiary have teamed up to launch the first dedicated global healthcare research hub at the Texas Medical Center (TMC) innovation campus in Houston, Tex. As part of the launch, B&R Industrial Automation demonstrated its ACOPOStrak intelligent track technology, which integrates with ro -
Nova Chemicals’ ethylene manufacturing complex in Joffre, Alta.
Emerson’s Fluid Control & Pneumatics business headquarters in Florham Park, N.J.
Reiser Booth B6315
bots to enable an adaptive machine that automates tasks requiring high variability, precision and mass customization—bringing a new level or flexibility to product handling, assembly and packaging in the healthcare industry and beyond. According to ABB, “The healthcare research hub will contribute to eliminating bottlenecks in laboratory work and addressing the global shortage of skilled medical and hospital staff, with the potential to enhance speed, safety and consistency in laboratories and hospitals around the world.”
nChicago-headquartered rigid packaging products group Berlin Packaging has acquired the assets of Novio Packaging Group B.V., supplier of primary packaging and packaging solutions for pharmaceutical, cosmetics, food and domestic nonfood industries based in The Netherlands. Novio Packaging will be integrated into Berlin Packaging
European subsidiary Bruni Glass, headquartered in Milan, Italy, upon formal completion of the deal pending the required regulatory approvals. “Having a strong northern European partner provides new avenues for our specialty glass offering for the food, wine and spirits markets,” says Bruni Glass chief executive officer Paolo Recrosio. “Novio’s expertise in plastics and other key market verticals will significantly expand our southern European operations, benefiting our customers and leading to superior business growth.”
nGlobal aseptic packaging and processing technologies group Tetra Pak has been selected as the exclusive representative from the packaging industry to participate European Commission Graphene Flagship project, formed to explore possible applications of graphene in future food-and-beverage (F&B) manufacturing. Currently used in the electronics and automotive industries, graphene is a carbon-based material—one of the thinnest known to mankind at just one-atom-thick—is known for being exceptionally strong. Graphene is an excellent conductor of heat and electricity, with a wide range of light absorption abilities that shows unlimited potential for integration in almost any industry. “Tetra Pak’s involvement with the European Graphene Flagship is one example of our ambition to drive innovation to the next level,” says
Tetra Pak’s vice-president of equipment engineering Sara De Simoni.
nGlobal packaging products group Amcor has picked up a Gold award in DOW’s 2019 Packaging Innovation Awards competition for the GeoStrap base developed for Nestle’s Coffeemate natural bliss Cold Brew PET (polyethylene terephthalate) plastic bottle. Designed to reduce vacuum denting at the shoulder during the filling process, the low-profile, vacuumabsorbing base incorporates Amcor’s PowerStrap and PowerFlex hot-fill technologies to counteract the vacuum generated when the product absorbs oxygen by shifting weight out of the base and into the shoulder. “By modifying the preform design of the container, our Geo-Strap maintains the container’s light weight to keep the Cold Brew container four to eight grams lighter than competitors’ products,” says Amcor Rigid Packaging president Eric Roegner. “The new design also improves performance and consumer appeal of the container.”
Amcor Rigid Packaging president Eric Roegner accepting 2019 Packaging Innovation Award at the recent K Show in Dusseldorf, Germany.
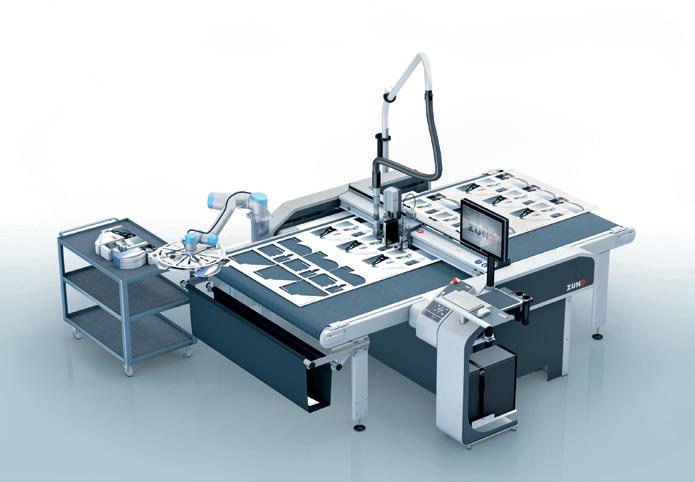
ZUND AMERICA IMPRESSES VISITORS WITH NEW NORTH AMERICAN HEADQUARTERS
In the true spirit of business camaraderie and partnership, family-owned Swiss manufacturer of multifunctional digital cutting systems Zund America celebrated the recent completion of its brand spanking new headquarters in Oak Creek, Wis., with a lavish grand opening event befitting one of the digital cutting industry’s leading lights.
For more than three decades, Zünd has been designing, manufacturing, and marketing modular digital cutting systems and has made a prominent name for itself worldwide as a market leader in a plethora of different industries.
The technological excellence of Zünd cutters stems from the company’s values on superior quality standards, modular design, and a strong focus on its customers and their market-specific needs for cutting, finishing, and automation.
Taking place on Nov. 15, Zund America celebrated the much-anticipated grand opening of its new facilities with a ribbon-cutting ceremony.
The ribbon was cut by Oliver Zünd, CEO of Zünd Systemtechnik AG Switzerland, together with Oak Creek Mayor Daniel Bukiewicz and a number of Zund employees and officials.
Not only did those in attendance get to witness the ribbon-cutting ceremony, they also had the opportunity to tour the new building, see the state-of-theart digital cutting system equipment and get to find out more about the new headquarters.
Guests quickly learned that the new building was purposely designed to be a reflection of Zünd’s environmental values.
The pristine facility has thoughtfully incorporated high-efficiency glass panels, HVAC and building automation systems for light, shade, and temperature control, which helps to reduce Zund America’s overall environmental footprint.
DEEPER MEANING
While attendees were without a doubt impressed by the building’s exterior and interior design, they quickly understood that the new North American headquarters represents more than just a building.
For Zund America’s dedicated employees, the opening of the new facility acts as a true testament to Zund America’s remarkable growth and success over the past 15 years.
Established in 2004 as sister company to the Altstätten, Switzerland-based Zünd Systemtechnik AG, Zund America has grown from a handful of employees to more than 80 and has now tripled the total square footage of its facilities to nearly 60,000-square-feet.
The new, high-tech structure combines under one roof expanded demonstration and training facilities, customer service & support, parts & consumables warehousing and logistics, as well as administrative offices.
For Dan Ryan, Zund America’s chief executive officer, the grand inauguration of the new North American operation represents a bright new chapter for Zund America.
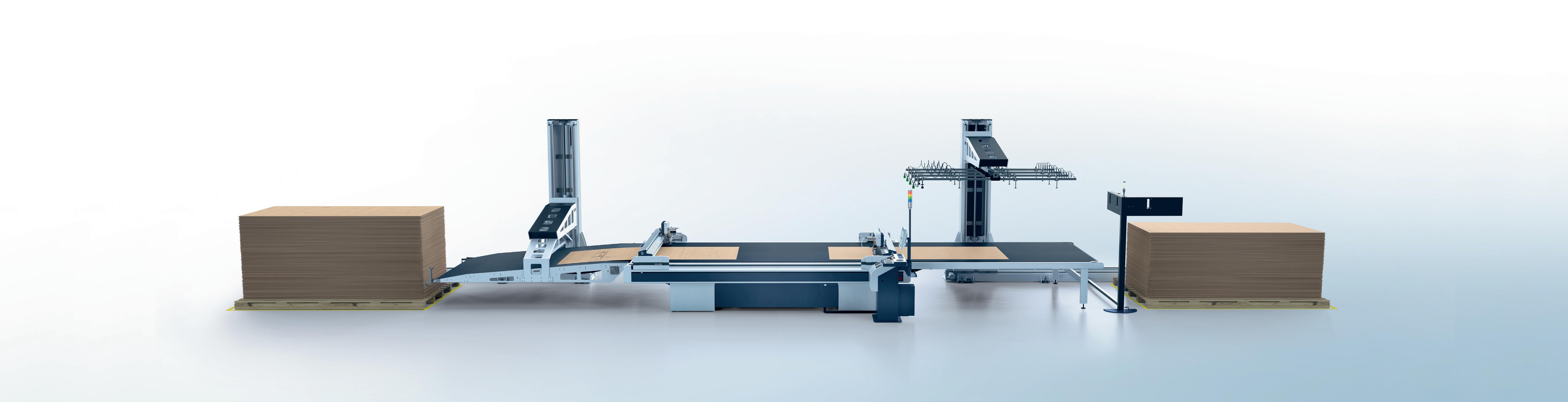
ABOVE RIGHT: For corrugated board configuration, Zund America relies on the state-ofthe-art Zünd D3 dual-beam cutting system with fully automated board handling BHS150 get the job done.
“This impressive, state-of-the art facility represents a tremendous investment in the future of our company,” states Ryan.
“With nearly 10,000-square-feet devoted to demonstrations and training, the new customer experience center is very much the centerpiece of the new building.
Adds Ryan: “The greater space and efficiencies it also affords all other departments will allow us to continue supporting our rapidly growing customer base in the U.S., Canada, and the Caribbean for years to come and deliver the world-class service for which Zünd is known.”
Even though Zund America is relishing in the moment and enjoying the new building, they are also emphasizing the importance of always looking to the future.
(PICTURED LEFT TO RIGHT) Mayor Daniel Bukiewicz, mayor of Oak Creek, Wis.; Dan Ryan, Zund America chief executive officer; Chris Nicholson, operations director Zund America; Fabian Graf, owner/principal studio graf; Larissa Rohner, chief branch offices Zünd Systemtechnik AG; Oliver Zünd, chief executive officer Zünd Systemtechnik AG; Martin Schaufelberger, president of the board Zünd Holding AG take part in the ribbon cutting ceremony at the new Zund America headquarters.
The brand-new facility, located in Oak Creek, Wis., provides an impressive 60,000-squarefeet of space.
ABOVE LEFT: Zund America specializes in modular, multi-functional digital cutting equipment. Pictured is the Zünd S3 digital cutting system with robotic picking & sorting in folding carton configuration.
LASER PRECISION
The new Videojet 7230 and 7330 model fiber lasers from Videojet Technologies, Inc. are compact laser coders and markers are deigned specifically for demanding high-speed application requiring a high level of contrast on robust high-density materials at speeds of up to 2,000 characters per second, depending on application. Designed to facilitate seamless integration into existing packaging lines, both fiber lasers feature an air-cooled laser source that virtually eliminates maintenance intervals, and neither uses any consumable such as inks, solvents or compressed air, containing no wear parts to replace. Available with 10 and 20 Watts of output power respectively, the Videojet 7230 and 7330 fiber lasers can be controlled Videojet Touch Control Software+ (TCS+) on the IP65-rated TU430 10.1-inch color touchscreen laser controller or on most browser-based devices. Another option is the advanced Videojet CLARiTY Laser Controller, featuring an intuitive touchscreen and CLARiTY software that is also used with many other Videojet marking and coding solutions. Videojet Technologies, Inc.
COLLABORATION IS KEY
FANUC America Corporation has ex panded its fast-growing range of collabora tive robots with the introduction of the new model CR-14iA/L model that combines the company’s renowned iRVision technology, proven reliability and a very sensitive built-in sensor that allows it to work safely alongside people in a variety of industrial/manufactur ing jobs including machine tending, dispens ing, inspection, kitting, palletizing, packaging, e-commerce, and more. Offering as a config urable 14-kg payload and 820-mm reach or a 12-kg payload and 911-mm reach, the new CR-14iA/L collaborative robots designed for performing a broad range of strenuous or re petitive tasks without the need for expensive industrial safety barriers.
FANUC America Corporation
PERFECT FINISH
The new TrojanLabel T5 inline digital color label press and finishing system from AstroNova, Inc. is a larger version of the company’s popular TrojanLabel T4 professional label press and finishing system that also incorporates UV flexo varnish capabilities, along with several additional additional enhancements such as spot and SUPERgloss varnish, lamination, slit-and-rewind, and cold foil application for silver, gold, and metallic decorative accents.
AstroNova, Inc.
GO WITH THE FLOW
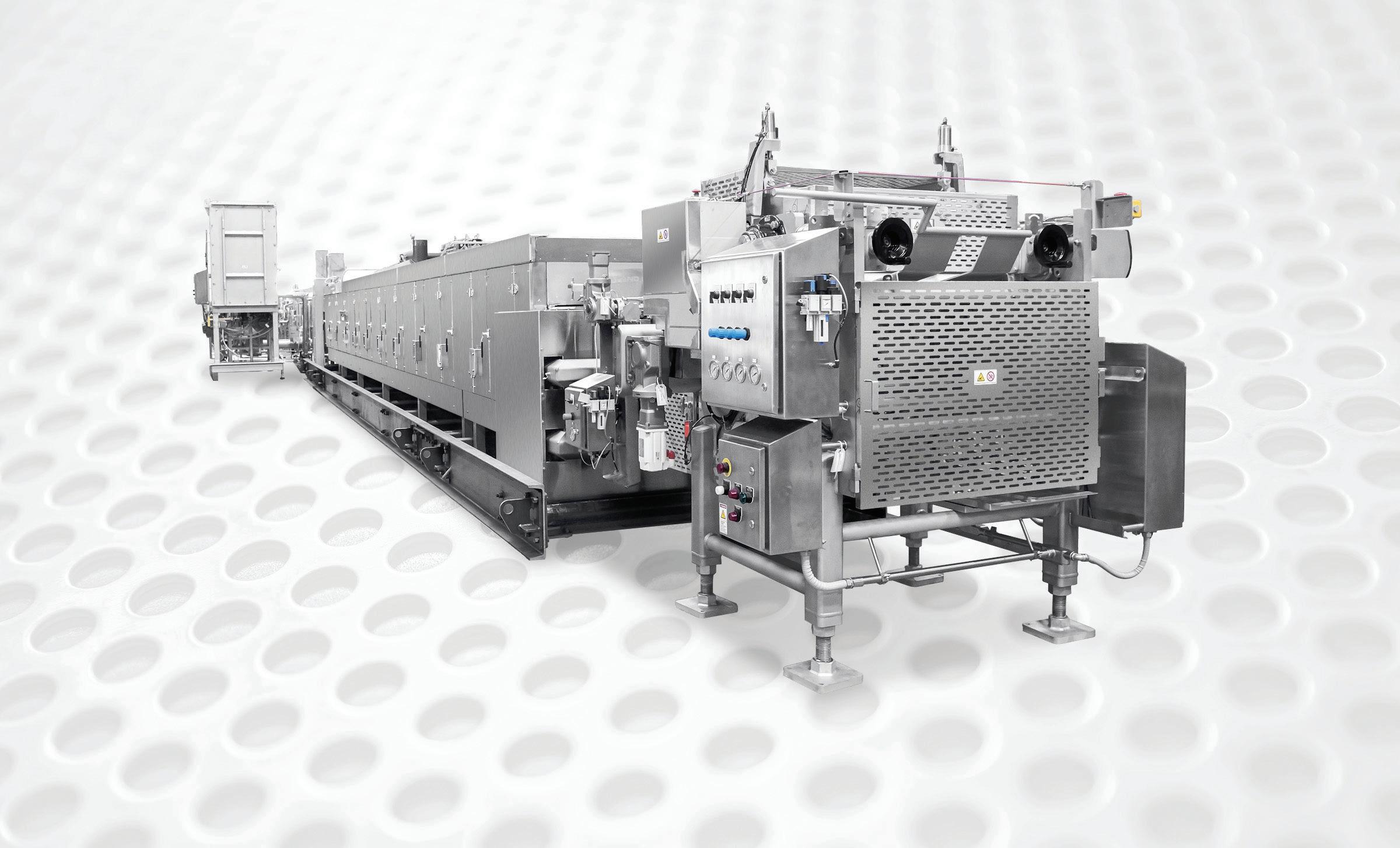
Intended primarily for high-speed packaging of nutrition bars, biscuits and other bakery products, the
aging Technology feature the company’s new Pack Feeder 4 and the new Pack 403 horizontal flowwrapper with an output of up to 800 products per minute. Offering easy cleanability with toolless belt removal and gentle product handling, the Pack 403 achieves consistent flowwrapping results thanks to its upgraded cross and fin-seal units, according to the company, while incorporating a removable discharge belt for reliable rejection of faulty packages. Equipped with decals and scales, the user-friendly scalable machine offers a modular solution that can be easily upgraded or complemented with the addition of a cartoning machine or other options.
Bosch Packaging Technology (In Canada: Charles Downer & Co.)
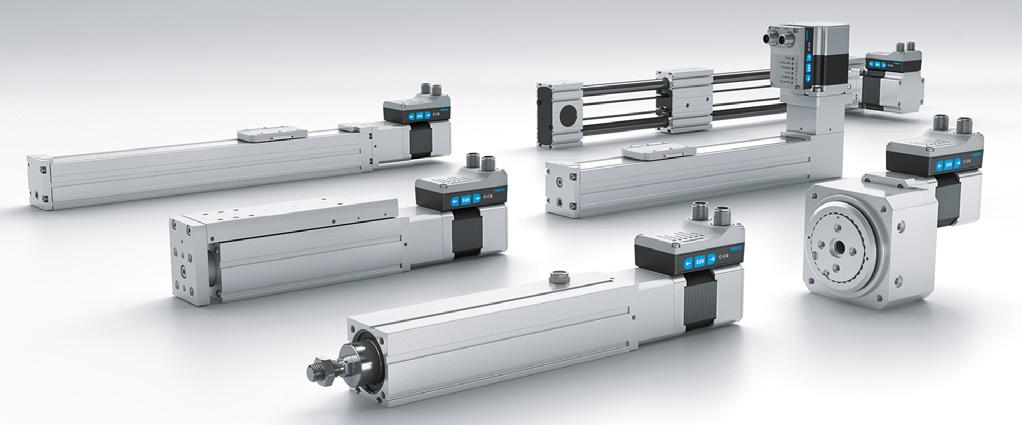
EASY TO CONTROL
Designed for jobs requiring simple motion or positioning, the new Simplified Motion Series of electric drives from Festo Inc. are all-in-one units containing all the necessary components and modules—including the motor and controller incorporated into the one unit— with no external controller, control cabling or a control cabinet. The new series comprises five different types of drives—including ELGS spindle and toothed belt axis slides; EGSS mini slide; EPCS electric cylinder; ELGE toothed belt axis; and ERMS rotary drive— opearate under the ‘plug-and-work. That allows users to adjust all parmeters manually without any special expertise, software, a computer or other accessories.
PLASTIC PALLET PROJECT AN EGGCELLENT ENDEAVOR
As the biggest supermarket chain in the U.S., The Kroger Co. is not the type to put all its eggs in one basket.
That said, the company’s recent commercial pilot project involving the use of returnable plastic containers (RPCs) has enabled it to crack down on the environmental footprint of its egg supply chain in a big way.
Recently selected as the winner of the 2019 Excellence in Reusable Packaging award of the Reusable Packaging Association (RPA), the partnership between Kroger and RPCs manufacturer Polymer Logistics has yielded multiple cost-savings and sustainability gains for the Cincinnati-headquartered retail giant.
Featuring an innovative interlocking design to facilitate nestable stacking in storage and transit, the Cleanpal pallet from Polymer Logistics provided Kroger with the means to build a secure shipping platform for shipping stacks of interlocked RPCs packed with egg cartons without the need for additional dunnage materials like shrinkwrap films and corner boards.
Weighing up to 2.5 times less than traditional pallets, moving up to three times more pallets in truckload deliveries and returns, and enabling 1,000 incremental pounds of egg product per shipment from supplier to warehouse, the Cleanpal pallet is credited with helping Kroger reduce its fresh egg distribution costs by up to 66 per cent, while removing about 6,500 tons of GHG (greenhouse gas) emissions from the retailer’s egg supply chain.
“Kroger is committed to our ‘Zero Hunger-Zero Waste’ commitment in everything we touch,” says Kroger’s supply chain process change manager Joe
Technical Support Before- and after-sales support includes same-day parts shipment, rapid-response service, applications assistance, engineering, installation, and operator training.
Demonstration + Testing Test the latest inspection equipment at Heat
O’Connor. “And this goal has led our drive to expand packaging reuse solutions with pallets and RPCs.
“The CleanPal pallet and the partnership with Polymer Logistics was a significant leap in our work up and down the supply chain for food to establish a balanced model to benefit our stores, DCs and customers.”
Presented at the PACK EXPO Las Vegas 2019 international packaging exhibition earlier this year, the award validates Polymer Logistics’ commitment to developing sustainable solutions for transporting perishable commodities like eggs in rigorous retail supply chains where product protection, safety and freshness cannot be compromised, according to the company.
“The Cleanpal pallet is a breakthrough in supermarket distribution platforms,” says Paul Pederson, senior vice-president of food safety in meat and dairy supply chains for Polymer Logistics.
“Our focus is to help retailers delight their shoppers with high-impact product presentation and efficient supply chain packaging systems,” Pederson says, “and the Cleanpal pallet, combined with RPCs, delivers on this goal.
“We thank Kroger for leading the Cleanpal pallet’s commercial introduction and congratulate them on winning the reusable packaging industry’s most prestigious award.”
NEW CARTON PACKAGING CREAM OF THE CROP FOR SPECIAL COFFEE VENDOR
Heat and Control® offers a complete line of metal detectors, checkweighers, and X-ray inspection systems for pharmaceutical and food products from the leading manufacturers: Ishida and CEIA®
CEIA Metal Detection
The world’s largest manufacturer of metal detectors, with more than 90,000 units installed. Systems include THS/MS21 for food products, with optional USDA-certified construction (e.g., dairy, meats, poultry) and PH21-Series for pharmaceutical products (e.g., pills, tablets, capsules); both deliver unparalleled accuracy and sensitivity to all metals and provide high throughput rate.
Ishida X-ray Inspection
Find foreign objects, including metal, glass, bone, plastic, hard rubber, shell, and stones. Or detect product defects, like cracks, voids, missing items, and improper weights.
Ishida Checkweighers
Verify product weight, count, or missing items with DACS checkweighers. User-friendly controls include advanced data collection and management features.
As the winter moves in and sweaters are brought out from the back of the closets, traditional seasonal flavors and treats also make their annual comeback on supermarket shelves to help spread the holiday cheer.
For bottled RTD (ready-to-drink) coffee pioneers Kitu Life, Inc., this year’s holiday season has already been a festive one in wake of its recent launch of seasonal Super Creamer brands packaged in the distinct combidome drink cartons manufactured by Swiss-based liquid food and beverage packaging specialists SIG Combibloc Group AG
Available in Maple Pumpkin, Sweet Cream, and Gingerbread Eggnog varieties, the slim, elegant package combines the best features of a bottle and that of a carton, according to SIG, giving it optimal shelf appeal and handling convenience.
Moreover, the attractive combidome 750-ml package also offered the most environmentally sound solution for this type of premium product.
The carton composite, from which the entire pack is made, contains around 75-percent paperboard that is made from renewable raw material, wood, manufactured from pulp derived from pulp from trees harvested in FSC (Forest Stewardship Council)-certified and other controlled sources.
According to SIG, both the cartons and closures are fully recyclable after the product has been consumed.
According to Kitu Life founder and president Jordan DeCicco, these environmental attributes perfectly complement his company’s health-focused brand mantra emphasizing using one’s energy as a means to change the world for the better.
“We couldn’t be more grateful and fortunate to expand our Super Creamer line with SIG packaging,” DeCicco states.
“Our partnership allows us to create products that not only add value to our customers’ everyday lives, but also help protect our environment,” DeCicco adds, “which is a major focus for us as we think about our long-term goals and impact as a company.”
SPIRIT OF THE NORTH
Leading corrugated packaging producer lays down a strong foundation for long-term market growth in Canada with proactive investment strategy and world-class expertise in turnkey packaging solutions
BY GEORGE GUIDONI, EDITOR
PHOTOS BY NAOMI HILTZ
Five years may seem like a split second for a company that has been in business since 1849, but for Neenah, Wisconsin-headquartered Menasha Packaging (Menasha), its fast-approaching five-year anniversary of operating in Canada is a milestone worth celebrating. Menasha is a strategic packaging and supply chain partner for over 1,400 of the world’s largest brands, whereby Menasha produces and distributes high-impact POP (point-of-purchase) displays, primary packaging, special packs, POS (point-of-sale) materials, as well as providing a full portfolio of customized pack-out and fulfillment products and services to its base of North American CPG and Retailer customers.
MENASHA SUCCESSFULLY INTEGRATES CANADIAN OPERATIONS
In 2015, Menasha entered the Canadian market through strategic acquisitions and the integration of long-established Canadian corrugated packaging stalwarts Pearce
The 125,000-square-foot MCX Menasha Canada facility in Brampton houses 12 busy production lines working on a two-shift schedule to repack a wide assortment of consumer packaged goods (CPGs) into merchandising displays and other retail-ready packaging solutions designed and manufactured by Menasha to help its CPG customers sell its retail products more effectively.
Front entrance to Menasha Packaging Canada’s headquarters facility in Brampton, Ont.
Wellwood and Portable Packaging. Menasha Packaging - Canada has quickly become a thriving strategic business asset for this proud, privatelyowned packaging and fulfillment services leader that employs over 6,600 people in 110 manufacturing and fulfillment service facilities across North America.
For Michael Riegsecker, president of Menasha, the company’s history of success, and success in integrating the Canadian business operations, is directly related to the people on the Menasha team.
“We always say our competitive advantage at Menasha is our people,” Riegsecker extols.
“We have a great culture at Menasha … one focused on taking care of our customers, and taking care of each other!
“One of the greatest attributes of Pearce Wellwood, and Portable Packaging, was the people that worked in and led these businesses, as well as their respective cultures, making the fit with Menasha and the process of integration much easier.”
Menasha’s time-tested entrepreneurial culture, focused on delivering innovative solutions to real time problems their customers need solved, is at the core of their years of success.
As the retail industry evolves, you can be assured Menasha is evolving as well, to the benefit of their customers.
“Having a best-in-class operation in Canada with a similar mindset was a strategic imperative for us,” says Riegsecker.
“We had customers in the United States interested in us expanding our model into Canada. They had merchandising supply chain challenges they needed
Menasha Packaging Company president Michael Riegsecker (front left) and Menasha Packaging Canada general manager Joanne Caines (front right) are joined in the lobby of the company’s Canadian headquarters by other members of the Canadian senior management team that includes (back row from left) senior director of operations Mike Bruce; national sales director for business development Andrew Bowen; senior design manager Sylvain Leboeuf; human resources senior director Jeff Greig; director of fulfillment solutions Serge Peladeau; and (middle row from left) director of finance Lyall Yates and national sales director for key accounts Gary Yannetta.
Menasha Packaging Canada’s general manager Joanne Caines (left) and Michael Riegsecker, president of Menasha Packaging Company, both feel that Menasha’s expansion into the Canadian market has been a worthwhile endeavor both for the company at large and for the 350 full-time Canadian staff employed at 8 different facilities in the GTA (Greater Toronto Area) region.
solved … and saw the efficiencies in Menasha leading these efforts. By expanding into Canada, we were able to bring a North American solution/approach, and efficiencies, to a portfolio of category-leading CPGs and retailers.”
“Five years is a significant benchmark,” Riegsecker told Canadian Packaging during a recent visit to Menasha’s Canadian headquarters, a short drive northwest of Toronto in Brampton, Ont.
“We have successfully integrated, and are growing our operations in Canada. Our customers see the value of us being here, and are looking to Menasha to manage their business in Canada.”
Adds Riegsecker: “We are committed to superior customer service and satisfaction, as well as continued material and supply chain innovation. We will continue to invest in our Canadian footprint and capabilities, and have a great team leading those efforts here for us in Canada.”
SHARING OF BEST-IN-CLASS SOLUTIONS ACROSS NORTH AMERICA
“Our team in Canada has a rich history working with CPGs and retailers in the Canadian market, and is leading our internal team in the understanding of those differences and how to best align the solutions for our customers with this criteria,” says Riegsecker.
Menasha also believes it is “mission critical” to understand their customers’ customer (the retailer), and what they are requiring in order to win.
In the United States, Menasha has spent the better part of 20 years building a footprint at key retailers with retailer dedicated data, insight, and design teams.
Menasha currently has a category center of excellence housing state of the art design assets, as well as a category data and insights team focused on helping customers win at key retailers.
They also have teams focused specifically on the
Healthcare/Selfcare categories that are growing rapidly.
These teams work directly with Menasha customers in helping them win and maintain category leadership positions at the retailers they serve.
“We continue to look at how we help our customers with “retail integration” as best-in-class, and are excited to integrate this model with the nuances and expectations required to win in the Canadian retail landscape. Our goal will be to deliver the same value here for our customers, as we have in the United States for the last 20 years,” says Joanne Caines, general manager of Menasha Canada.
As general manager, Caines has responsibility for the sales and operations of the Canadian business for Menasha, including the 350 full-time employees, 600 temporary employees, one large converting site and seven pack-out and fulfillment operations in Canada. Joanne is also a part of Riegsecker’s North American Leadership Team driving the capital investment strategies in Canada, and the sharing of best-in-class approaches between the U.S. and Canada.
“The equipment, automation, and facility investments Menasha has made in Canada have been very aggressive,” Caines says.
“It has been a key differentiator for us in the Canadian market,” she says, citing the improved speed and quality these investments are able to deliver.
SPECIALIZING IN END-TO-END MODEL PACKAGING AND SUPPLY CHAIN OPTIMIZATION
The retail landscape has changed for CPGs, and it continues to evolve rapidly, Caines explains.
“Retailers are doing a much better job of leveraging data to drive what is needed from their CPG suppliers … our customers,” says Caines.
“Product counts on a display can vary by region and retailer, and product flavors needed on a display may vary based on regional, or store sales data. In Canada the graphics may vary based on region and language required.
“Our customers need to address all of these nuances in order to win with their customers. Our customers also need to evolve their supply chains to deliver
From Left: Mike Bruce, Simona Grigorof and Andrew Bowen standing in one of the 53 lanes running through the high-racking on-site warehouse inside the 125,000-square-foot MCX Menasha Canada fulfillment center, housing over 5,500 different pallet positions for storing all the different components, materials and other supplies used by the facility’s staff to repack many different types of consumer products inside finished merchandising displays and other retail-ready packaging.
Julian Garraway, site manager for Menasha Canada’s headquarters location, started out as a line worker with Portable Packaging over 15 years ago and was promoted several times before taking on his current position. A native of St. Vincent, Garraway says he enjoys feeling “valued” by his employer and in being able to offer his opinion on day-to-day operations, along with building genuine bonds with many of the company’s important clients.
Pallets filled with different types of consumer products shipped in by Menasha’s customers await their turn on one of the MCX fulfillment center’s packaging lines to be repacked into finished POP displays or other retail-ready packaging.
convenience and retailer customization…and they need to be able to respond to opportunities much faster than they did in the past! The fact that we can do this makes us a strategic extension of their supply chain. We are a one stop shop, end-to-end, customized supply chain solution provider.
“In the past, the CPG’s would have to find outside co-packers to do the specialty packaging manipulations, arrange for transportation to ship to co-packers, plan procurement of the packaging supplies and so on,” says Caines.
Now they can come straight to Menasha, which can manage all aspects of the project from design to material manufacturing, supply chain planning and pack-out, to retail distribution—delivering speed and supply chain efficiency to their projects.
“It’s all in-and-out, make-and-ship work,” Caines says, “and it accounts for about 80 per cent of what Menasha does in Canada.”
Riegsecker adds, “We have evolved from being a packaging supplier in the mid-1990s to a services provider, an end-to-end supply chain solutions provider with the agility and speed to service our customers’ needs today.
“Retail is changing so fast that our CPG customers need their packaging suppliers to adapt to the new realities of taking an order today and delivering it tomorrow, in multiple formats, in smaller quantities, and customized for each specific retail environment”.
The end-to-end process is a tightly coordinated and tightly managed process, says Caines, citing a new value-pack designed for a large food CPG that holds three large bottles of different condiments in one convenient, portable and consumer-friendly three-pack carton.
“Menasha project managed the entire effort from designing the packaging, to executing the pack out and fulfillment, to managing the volume, availability, and shipping of the base product to our facility, to warehousing and, ultimately, distribution,” Caines states.
“It is also important to note that our designers design around which machines and automation can be leveraged to ensure we are optimizing the end-to-end supply chain for our customers, while still maximizing the overall brand experience. Our design teams design not only for consumer engagement, but for total supply chain optimization!”
“Our ability to manage the entire process from the design stage through distribution makes us a
Having started her Menasha career as a line leader 10 years ago soon after arriving to Canada, Simona Grigorof, senior operations manager, offers compelling proof of the company’s commitment to engaging and motivating its staff. “There is a spirit of teamwork here that is vital to managing the increasing demands of Canada’s changing retail landscape.”
The MCX Menasha Canada facility is equipped with a lot of fully-automated material handling, conveying and Phoenix stretchwrapping to ensure high levels of production efficiency and productivity at the busy fulfillment center operating on a two-shift schedule five days per week.
A close-up of the corrugated fanfold packaging used to repack boxes of popular seasoning mixes into retail-ready displays that are ultimately positioned right on the store floors to attract the attention of passerby consumers.
more specialized operation than you typically find in what is often perceived to be a commodity business,” Caines states.
MENASHA PROJECT MANAGERS: OPTIMIZING THE SUPPLY CHAIN & IMPROVING SPEED
As national sales director Andrew Bowen highlights, some of Menasha’s larger CPG clients have in fact entire Menasha project teams working on-site alongside the customer’s packaging and supply chain teams, as well as in their distribution centers full-time, essentially outsourcing all the key packaging-related retail supply chain operations to Menasha.
Bowen says such a high level of trust is a testament to Menasha’s expertise and operational excellence.
“Our project management teams are truly integrated in to the management of our customers’ supply chains, and how we help take their brands to market,” says Bowen.
“These teams have significant expertise when it comes to planning and how to execute as efficiently as possible.”
Adds Bowen: “From managing material and pack-out schedules, to coordinating base product availability and outside creative agency timelines, they help drive speed and cost-savings for the brands we represent.”
When Menasha is supporting the front-end processes for their customers, their ability to unlock incremental savings and speed initiatives multiplies.
MENASHA CUSTOMERS SEEING IMMEDIATE VALUE IN NEW & FACILITY EXPANSION
Located just blocks away from the headquarters is the MCX Facility, Menasha Canada’s newest highly-automated site, housing 12 production lines and a large warehouse with a high-racking storage system accommodating over 5,500 different pallet positions. The 125,000-square-foot plant operates on a busy two-shift, Monday-to-Friday schedule that often requires over 250 temporary workers to join the plant’s 65 full-time employees to support peak seasons.
Assembled from scratch and started up 18 months ago, the lean and flexible MCX facility is designed to meet the JIT (just-in-time) needs of Menasha’s customers, according to Simona Grigorof, senior operations manager of the facility.
The MCX facility is a beehive of well-organized activity that runs with clockwork precision—enabled by the latest in network planning and warehousing software platforms that Menasha has started to integrate directly with customer software systems.
Having started her Menasha career as a line leader 10 years ago soon after arriving in Canada, Grigorof offers compelling proof of the company’s commitment to engaging and motivating its workers, including the temporary staff, as well as fostering teamwork in all parts of the organization.
“I went from being a production leader to production supervisor, project manager, production planner, site manager, and now senior operations manager,” Grigorof relates.
“You hear a lot in the media about the treatment of contingent workers,” adds senior director of operations Mike Bruce: “Our people are our most valuable
resource, so we do our best to look after them, especially when it comes to safety, and to offer them an attractive place to work, so that we continue to have this talented labour pool available to us.”
Menasha’s nearby 90,000-square-foot converting facility on Summerlea Road is a living validation of Menasha’s commitment to the Canadian market.
Boasting a portfolio of state-of-the-art new printing and converting equipment, the operation is a testament to what can be achieved with a lean manufacturing mindset and focus on quality and capital investments.
Led by Michel Alvarez, the 88-employee operation has recently shifted to a two-shift schedule from three shifts, according to Alvarez, while significantly boosting its daily output.
Alvarez attributes this success to the installation of new highly-automated production equipment, and more streamlined processes.
This open third shift now represents open capacity for customers looking to grow.
One of the company’s most recent capital investments at the plant was the installation of a large format folder-gluer that Alvarez calls “The Cadillac of all the folder-gluers out there.”
Manufactured by Alliance Machine Systems International, LLC of Spokane, Wash., the model J&L Mark 5 specialty folder-gluer consists of individual modules, with each performing a different manufacturing task.
The process begins with the feeder, where eight vacuum-assisted belts feed the unfolded and unglued corrugated display into the machine.
Next, the material travels into two identical folding modules for front and back folding, after which the next module applies the glue and makes any final folds, as needed, all in one pass!
At the end of the machine, the displays are automatically stacked in to neat
A close-up view of the suction grippers incorporated into the HP Scitex 15500 digital printing press to ensure gentle and highly accurate handling of the processed corrugated sheets of various flute thicknesses and sizes through all the printing stages.
Michel Alvarez, operations manager at Menasha Canada’s converting facility on Summerlea Road, strikes a happy pose in front of the back end of the HP Scitex 15500 digital printing press capable of processing corrugated board up to 25-mm thick to create colorful merchandising displays, and all types of retail-ready packaging.
Press operator Daniel Siracusa making on-the-fly adjustments to the high-performance HP Scitex 15500 digital printing press that uses no printing plates to generate high-quality print on corrugated surfaces in true on-demand fashion that requires virtually no changeover time or mechanical adjustments to switch from one print run to another.
stacks that are quickly wrapped and secured by an Orion stretchwrapper— and prepared for shipment to Menasha’s fulfillment centers, where their service teams will pack the displays with customer base product and ship to retail.
“It does everything we need to do in one quick pass,” says Alvarez.
“It used to be a very labour-intensive process, but having two glue lines incorporated into this machine’s design has automated the whole process for us, allowing us to re-allocate the manpower to other jobs within the facility.”
“For complex designs that would traditionally take us six hours to produce at speeds of 800 to 900 sheets per hour, with more people, this folder-gluer can process the same amount of material in an hour,” he states.
“For more simple designs, we can achieve throughput speeds of up to 12,000 sheets per hour,” Alvarez says, “while handling all common flute sizes and board thicknesses. Throughput has roughly doubled with this new investment, compared to some of the older equipment previously being used.”
Other recent capital investments in the facility include:
• A wide-format Automatän litho label laminator, capable of throughput speed of up to 4,500 sheets per hour.
• Heavy-duty MarquipWardUnited G-Grafix die-cutting/finishing machine from BW Papersystems
• Hitek flatbed cutting-die storage system—a fully-automated system for secure storage and quick retrieval of hundreds of different dies used at the plant.
• Large-format ESKO Kongsberg C cutting table, a multifunctional digital finisher for signage, display and packaging applications.
• State-of-the-art HP Scitex 15500 digital printing press for high-speed direct color printing across a broad range of corrugated board grades from 0.8-mm to 25-mm thick.
As part of its Canadian expansion, Menasha acquired a one-third ownership stake in Mississauga, Ont.-based TenCorr Packaging Inc., a well-established manufacturer of corrugated sheet stock with two plants in the GTA (Greater Toronto Area) region.
“The majority of the raw materials coming to our converting facilities is shipped by TenCorr already cut-to-size,” Caines relates, “including single-, double and triple-wall corrugated, in flute from A through E and BC.”
CULTURE MATTERS:
MENASHA COMMITTED TO INVESTING IN ITS PEOPLE
For all this considerable investment, though, Alvarez says he is even more encouraged and pleased about Menasha’s ongoing investments in its people, which includes uncompromising focus on workplace safety, continuous skills training and development; decent wages for both full-time and temporary staff; and plenty of opportunities for career advancement within the corporation.
“It’s a truly diverse and people-centric culture,” Alvarez states, adding the company is 100-percent committed to succeeding in the Canadian market.
“Menasha really cares about us … and they invest in their people so they are able to do the best job they can, so that they can grow personally as individuals, and with the company.”
Concludes Alvarez: “I have never been happier with my work life than I am today.”
Caines says she is proud of the company’s “industry-leading” workplace safety track record, maintained through intense focus on workplace safety education and training, and their commitment to continuous improvement in this space.
“Coming in to a safe work environment has been a source of pride for Menasha for generations, and it will be the same way in our Canadian operations.”
COMMITMENT TO SUSTAINABLE PACKAGING AND SUPPLY CHAIN SOLUTIONS
Riegsecker adds that Menasha is committed to leading the corrugated industry when it comes to sustainable packaging solutions.
“We talked about the growing focus on the ‘Circular Economy’ and the important role Menasha and the rest of the packaging and supply chain industry can play,” Riegsecker relates.
“Our customers’ are building metrics around their impact on the Circular Economy, and suppliers like Menasha have the opportunity to positively enable the initiatives they have in place.”
As proof, Riegsecker cites Menasha’s ongoing efforts to reduce its own carbon footprint through more efficient water consumption, reduced GHG (greenhouse gas) emissions, continuous alignment with new standards and certifications, and keen focus on material recyclability content.
“Our relationship with all the major CPG companies affords us the opportunity to see many examples of companies investing in more environmentally-friendly packaging, which may not necessarily be the most economical packaging option available to them,” Riegsecker notes.
“There is a big shift within our customer base in terms of what new criteria is acceptable in taking products to market today,” he states.
“There is a positive and growing trend within our customer base to evolve their focus on doing the right things in our communities and in our environment. We are excited about the role we can continue to play here in helping customers meet their goals.”
FIVE YEARS IS A SIGNIFICANT MILESTONE
Adds Caines: “As we reflect back over the last five years, the success Menasha has experienced in the Canadian market has been tremendous, and we’re excited for the future as we continue to leverage the strong foundation that has been laid to continue to grow existing CPG partnerships and build new relationships in Canada.”
A multisided view of the state-of-the-art J&L Mark 5 specialty folder-gluer, manufactured by Alliance Machine Systems, that can easily reach throughput speeds of up to 12,000 sheets per hour, with the machine’s two glue lines enabling both hot-melt and cold-glue adhesive applicating in one single pass, along with all the other required folding and creasing as required by the job at hand.
Menasha
THE STEAKS ARE HIGH
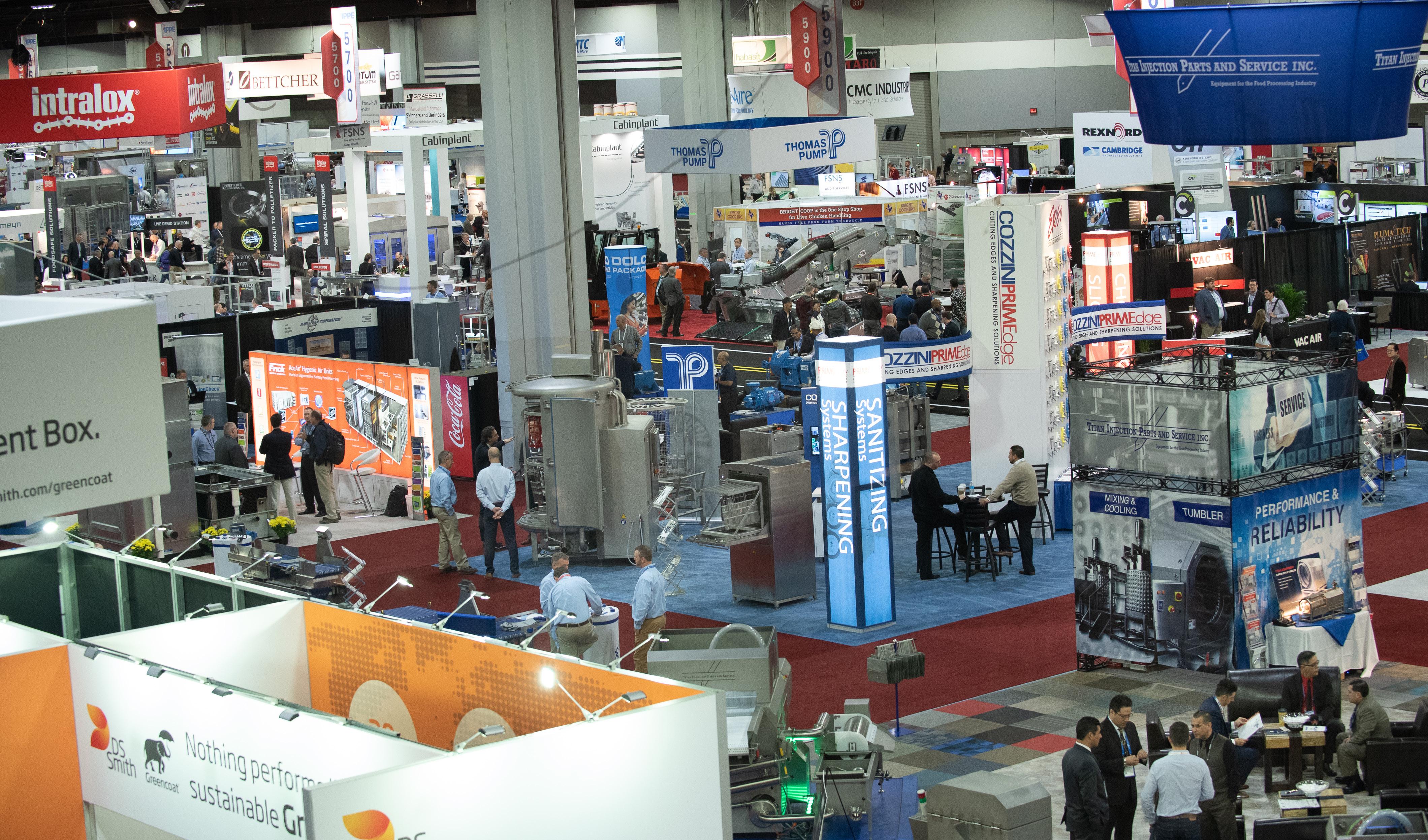
Atlanta to welcome thousands of visitors and exhibitors to the world’s largest poultry, meat and feed industry event
The carnivorous dream lives on.
Making a triumphant return to the Atlanta, Ga.-based Georgia World Congress Center is the revered International Production & Processing Expo (IPPE), to give visitors and exhibitors the opportunity to network and become well versed on the latest technological developments and concerns facing the poultry, meat and feed industry.
Hosted by the American Feed Industry Association (AFIA), North American Meat Institute (NAMI) and U.S. Poultry & Egg Association (USPOULTRY), IPPE will be making the Georgia World Congress Center its temporary home from Jan. 28- 30, 2020.
With last year’s 2019 IPPE show raking in a recordbreaking 32,931 attendees, this year’s IPPE 2020 show is expected to have a similar outcome.
“The turnout for the 2019 IPPE was outstanding, and the feedback from attendees has been extremely positive regarding time spent on the trade show floor, education sessions offered and networking opportunities,” the three organizations said in a combined statement.
“We expect next year’s IPPE to build on this success to ensure we continue to provide the best possible experience for attendees and exhibitors.”
With organizers predicting an impressive 32,000 attendees this year, IPPE 2020 is happy to provide visitors with a week full of education programs, innovative technology, engaging events on the show floor and heightened networking opportunities with key leaders and innovators from the animal food, meat and poultry industries.
The immeasurable trade show floor will also showcase the most current technology, equipment and services used in the production and processing of feed, meat and poultry products.
As with previous shows, leading international production and processing industry groups will be exhibiting their businesses, answering any questions that potential buyers may have about their work, and offering insights on all pertinent industry developments.
The businesses that are confirmed to have booths exhibiting at IPPE 2020 include:
• ABB;
• Aggreko;
• ASI Industrial;
• BASF Corporation;
• Becker Pumps Corporation;
• BELL-MARK;
• Cargill;
• Cra-Vac Industries Inc.;
• Eastman;
• Festo;
• Gainco, Inc.;
• GEA;
• Handtmann, Inc.;
• Harpak-ULMA Packaging, LLC;
• Heat and Control, Inc.;
• iNECTA Food;
• Intralox, LLC;
• Jefo Nutrition;
• Klockner Pentaplast;
• Loma Systems;
• Mosaic Feed Ingredients;
• Multivac Inc.;
• Nothum Food Processing Systems;
• OSSID;
• PASCO;
• Quality Technology International (QTI);
• Reiser;
• Rollins;
• Sealed Air Corp.;
• SEW-Eurodrive, Inc.;
• Thermo Fisher;
• Triangle Package Machinery Co.;
• Uniqair Odor Control;
• VC999 Packaging Systems, Inc.;
• Valco Melton;
• Viscon Hatchery Automation;
• Vortex;
• WTI Inc.;
• and Zoetis
With over 1,150 exhibitors already confirmed to be showcasing, many of the exhibitors will be using IPPE 2020 to show attendees the latest technology and innovations from around the world.
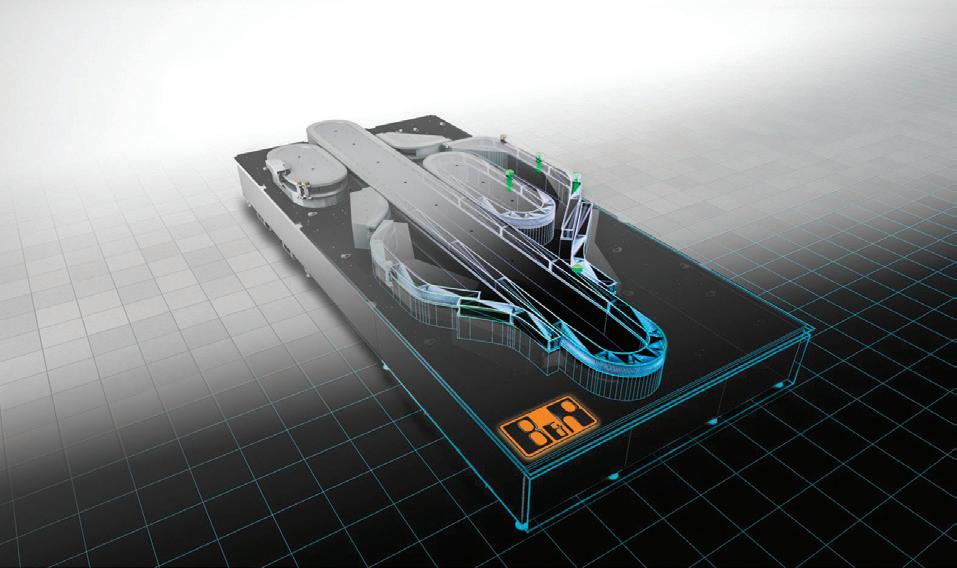
Packaging line solutions manufacturer Harpak-ULMA will be making an appearance at IPPE 2020 and demonstrating their G. Mondini Platformer 800, ULMA TFS200MSV and the new G. Mondini Trave 1000.
The Trave line, which was built by G. Mondini and utilizes Rockwell Automation’s Integrated Architecture production control and information system, is Harpak-ULMA’s latest packaging solution.
“Adopting a smart, connected strategy in North American operations helps solidify Harpak-ULMA’s thought leadership by delivering real value for customers,” Harpak-ULMA’s chief executive officer Kevin Roach says in regards to the company’s new Trave line.
“It also is another important milestone in Harpak-ULMA’s technology vision and roadmap to introduce disruptive innovation across our served markets.”
Roach also states that the restructured Trave line also epitomizes a great opportunity to emphasize Harpak-ULMA’s Augmented Reality strategy.
As the only domestic tray sealer available today that accommodates multiple film handling technologies on the same machine, the Trave’s design enables the highest output speeds available.
Attendees will see first-hand that the state-of-the-art Trave line uses an elegantly simple electro-mechanical lifting and sealing design that replaces failure prone pneumatics and employs a unique, patented multi-film handling system.
In addition, visitors will have a chance to learn more about the Trave line’s extremely accurate servo-screw, torque-based lifting and sealing technology that ensures repeatable, high-quality sealing process control.
Trained Harpak-ULMA technicians will be on standby to answer any questions about a plethora of different topics and concerns including: more uptime, less waste, leak-proof packaging, automation, reduction in carbon footprint, sustainability, robotics, digital transformation, and labor.
OSSID, a leading North American manufacturer of tray packaging and sealing equipment for case-ready products, has also confirmed that they will be attending and exhibiting at the IPPE 2020 show.
Backed up by their Canadian supplier PACKPRO, OSSID will be using their booth space at IPPE 2020 to demonstrate a comprehensive array of machines, which includes their ground-breaking 500E Overwrapping Stretch Shrinkwrapper.
Showing off its unique design, the 500E Overwrapping Stretch Shrinkwrapper uses up to 40-percent less film than a standard overwrap packaging machine, and sets the mark for producing profitable high- or low-profile case-ready packaging.
Running at quick speeds of up to 60 packages per minute, the 500E Overwrapping Stretch Shrinkwrapper meets the industry standard for reliably manufacturing tightly wrapped, leak resistant, end sealed, case ready packages for their customers in the meat and poultry industry.
Similar to OSSID, Multivac will also be using the IPPE 2020 show as a platform to feature their assortment of packaging solutions, while also highlighting the benefits of opting for Multivac packaging equipment in the meat and poultry industries.
Multivac will proudly display their state-of-the-art R 105MF thermformer, the T 300 and T 600 tray-sealers, in addition to highlighting the key benefits of the L 310 labeler, the L 300 bottom labeller and the new BASELINE P 600 double chamber machine.
A trained technician and sales representative will be present to answer
Backed by their Canadian supplier PACKPRO, North American tray packaging and sealing equipment manufacturer OSSID will be using the IPPE 2020 show to demonstrate their state-of-the-art 500E Overwrapping Stretch Shrinkwrapper.
Harpak-ULMA, a leading supplier of packaging line solutions, will give attendees an exclusive look at their recently launched G. Mondini Trave 1000, which was built by G. Mondini and utilizes Rockwell Automation’s Integreated Architecture production control and information system.
PRE-SHOW REPORT
Reiser will be exhibiting their complete line of food packaging equipment and processing-to-packaging solutions, which includes their innovative Repak RE20 form/fill/seal packaging machine.
any questions that attendees may have about the Multivac equipment and business prospects.
Another exhibitor to watch at this year’s IPPE 2020 show is Reiser, a leading supplier of processing and packaging equipment solutions.
A veteran at IPPE, Reiser will feature live demonstrations of their complete line of food packaging equipment and processing-to-packaging solutions.
chamber packaging machines, and Fabbri automatic stretchwrappers.
To further treat their booth visitors, Reiser will also be presenting their range of JLS robotic packaging solutions for primary and secondary food packaging with a focus on robotic pick and place systems, tray loaders and case packers.
Reiser will be proudly showcasing a number of different pieces of equipment that include: Reiser form/fill/seal packaging machines, Ross tray-sealing equipment, Supervac vacuum
You asked for Allen Bradley ® ...
As per tradition, IPPE will present their coveted TECHTalks over the course of the three days, including attendee activities such as the Meat Industry Hall of Fame induction ceremony and Chilli Cook-Off.
For attendees who want to push themselves and their taste buds over the edge are able to sign up for IPPE’s third hot wing eating competition.
If any attendees dare to see how much heat they can really handle, the hot wing contest takes place on Jan. 28 in the notorious Event Zone.
In a continued effort to engage and invest in the next generation of young professionals in the meat and poultry industry, IPPE has launched its eighth annual Young Leaders “30 under 30”program.
replacements, and troubleshooting
In addition to receiving free access to the IPPE, the elected recipients will also be recognized at a special breakfast held on their behalf and gain leadership insights from a keynote speaker.
As proof that learning is always fun, a plethora of education programs have been arranged to give attendees the opportunity to network and, of course, learn.
Taking place on Jan. 28, the educational session Livestock Handling and Stunning to Optimize Animal Welfare, will take an indepth look at best practices in livestock handling and stunning.
... and We Listened
We built our reputation by delivering innovative packaging lines, quality and reliability at the best possible total cost of ownership. A smart, connected Allen-Bradley controls platform offers greater flexibility, scalability, and safety, while driving dramatic improvements in up-time, as well as ease of maintenance and parts availability. Call us to learn how you can start realizing the cost-effective benefits of smart packaging technologies today!
• 800-813-6644
The free educational program will cover a wide variety of important topics as it relates to animal movement, facility design, stunning principles and equipment options.
Prominent animal welfare expert Temple Grandin will curate the session.
IPPE’s Innovation Stage aims to present exhibitors with the stupendous opportunity to emphasize their new machines and products, while attendees are given the opportunity to get a first glimpse of these machines in the industry.
As with previous IPPE shows, attendees will not only be able to look and inquire about the new products, but they are also able to vote for the machine that they feel is the most innovative.
The product or machine that receives the most votes will be recognized with an esteemed award plaque and will then promptly be showcased through all of IPPE’s traditional media and social media channels.
For more information on IPPE 2020 or to register, please go to: www.ippexpo.org
INSPECTING THE LATEST FOOD TRENDS
Modern take on sustainbaility, health and wellness, and convenience to reshape food industry
The food industry is evolving at a rapid rate.
Whether it’s plant-based cuisine, protein-rich snacks or convenience with class, today’s food manufacturers have to work harder than ever to please perceptive consumers.
Yet whatever the latest trend, the primary aim for producers must always be food safety.
Metal detectors and inspection systems are critical to the food production process.
As tastes change, technology must keep pace with evolving food fads if safety standards are to be maintained.
The days of low quality, frozen, bland TV dinners are, thankfully, behind us.
Today’s consumers are looking for high-quality meals that will fit into their fastpaced lifestyles, without having to compromise on health or flavor.
As a result, convenience food is set to get a major upgrade in 2019.
With Mintel reporting that 27-percent of U.S. consumers believe it takes too long to prepare healthy food, manufacturers are anticipating a significant rise in socalled shortcut kits.
Also known as ‘speed-scratch’ or meal kits, these convenience offerings deliver all the ingredient components required to make a fresh, tasty and nutritious meal at home, without the hassle of weighing, measuring or shopping for each item individually.
According to Pierre DiGirolamo, director of industrial metal detector manufacturer Fortress Technology, in order to accurately inspect meal kits and ensure they are free from contamination, producers need to ensure their metal detection solution is sophisticated enough to cope with not only different kinds of foodstuffs simultaneously, but also different types of packaging.
“Each type of has different conductive properties and therefore behaves differently in a metal detector,” DiGirolamo explains.
“For example, some proteins are easier to inspect cooked than raw; and salad and vegetables will be easier to inspect than protein.
“The same principal applies to packaging; metalized foil is more problematic than plastic, for example.
Adds DiGirolamo: “And if each item is individually wrapped before being placed into the final box, then the overall packaging will be thicker and sensitivity might be affected.”
Fortunately, there are detectors available that can cope with such challenges.
“A metal detector that can run multiple frequencies simultaneously, such as the Fortress Interceptor, is ideal for these kind of elevated convenience products, as it can accurately inspect a variety of conductivities at the same time,” DiGirolamo says.
“Moreover, this kind of detector is an intelligent inspection solution; it will quickly ‘learn’ to recognize the different phases of a complex product and be able to accurately inspect it for signs of contamination, ensuring the final product reaches the consumer exactly as the producer intended.”
Sustainability has been climbing up the consumer agenda for a number of years, moving towards a 360-degree approach spanning the entire product lifecycle.
With plastic pollution hitting the headlines, there is now a drive towards sustainable packaging alternatives in the food industry.
“Bioplastics made from materials such as cellulose pose no problem to metal de-
tectors, as they look and behave just like regular plastic,” explains DiGirolamo.
“However, food producers need to be aware of the issues they could encounter with recycled cardboard. Cardboard is shredded during the recycling process, exposing the aluminum that is often found inside it. In fact, the highest contaminant in recycled cardboard is aluminum—this is a conductor of electricity and will trigger an alert on an inspection system.”
Advises DiGirolamo: “In order to ensure a safe product yet avoid false readings interrupting the production process, we advise our customers to only purchase recycled cardboard from a supplier that has a metal detection system on site; thereby ensuring their packaging is free from aluminum contamination before it enters their factory.”
Rather than relying on supplements, consumers are moving towards fortified foods that contain elevated levels of supplements such as Omega-3, calcium or iron, or that are rich in turmeric, ginger or garlic; ingredients renowned for their antiageing and wellness properties.
Also in the shopping baskets of those seeking a healthier lifestyle are products packed with protein.
But with the move towards a more plant-based diet showing no sign of decreasing, this doesn’t necessarily mean meat.
According to Mordor Intelligence, the North American protein bar market is expected to grow by 6.25-percent between 2018-2023.
However, low-profile foods such as snack bars can cause problems for inspection machines.
“As these ultra-thin contaminants can be especially difficult to detect, we have developed the Interceptor DF,” DiGirolamo shares.
“Using a simultaneous multi-frequency operation, it is the world’s first metal detector to use multiple field directions and greatly improves detection of ultrathin contaminants, making it ideal for use in low-profile applications.”
As food trends evolve, inspection machine manufacturers such as Fortress will continue to work closely with food producers to develop solutions that ensure they can keep pace with current trends while maintaining product safety.
“The use of mason jars has exploded in recent years, which initially posed a challenge for inspection, as the underside of the lid is metallic,” states DiGirolamo.
“But by working with our customers and inspecting the product before it is sealed, or switching to a plastic cap, we are able to ensure the integrity of the contents.”
“Metalized film has also proved challenging,” continues DiGirolamo.
“Bread and cookie companies often use it to preserve their products and increase its aesthetic appeal, but its metal content causes a signal on the detector.
“Fortunately, our Interceptor model can phase this out while increasing sensitivity, thanks to its simultaneous multi-frequency properties.”
In fact, today’s flexible metal detectors are capable of overcoming almost any challenge.
As DiGirolamo concludes: “I’m confident that whatever food trend is on the horizon, we will be able to develop a solution with the client to successfully inspect it.”
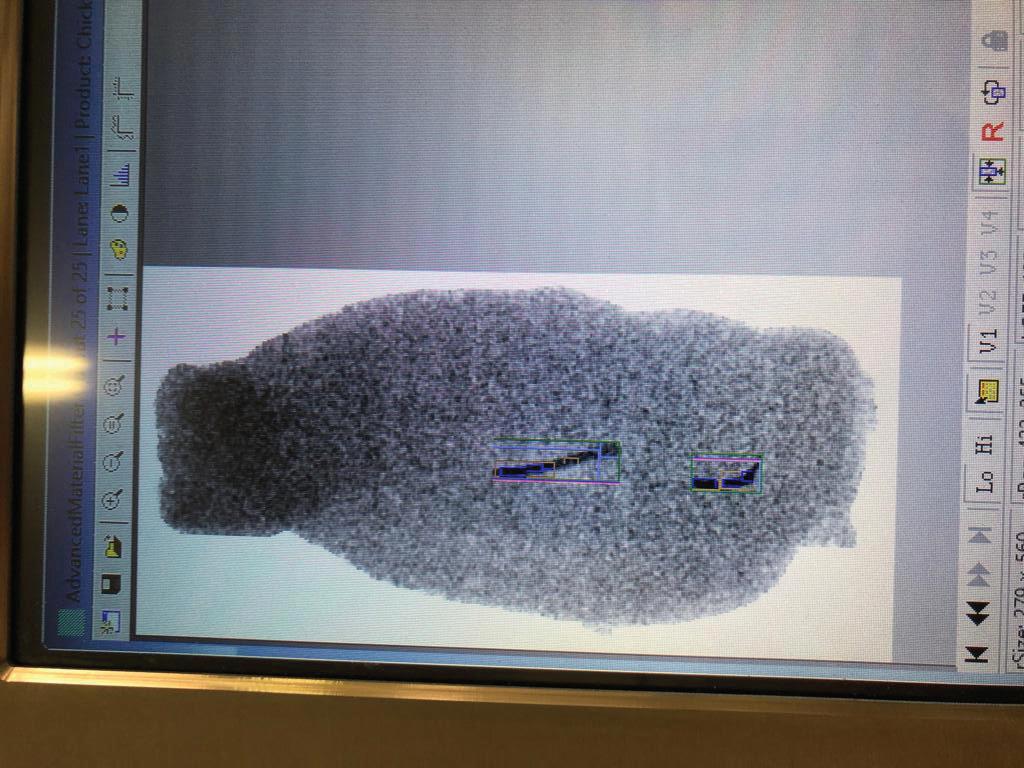
Distributed in Canada by PLAN Automation, the Eagle RMI 400 X-Ray system from Eagle Product Inspection is capable of detecting low-density bone fragments as small as 1.5-mm in demanding high-speed poultry processing environments.
NO BONES ABOUT IT
Inspection systems manufacturer setting a new industry gold standard for accurate bone detection in fresh poultry processing
BY GEORGE GUIDONI, EDITOR
Chasing perfection in food safety is always bound to remain an openended pursuit. But as with most worthwhile industry goals, there is no harm in aiming for the pinnacle of technological excellence.
Tracing its roots back to 1998, Tampa, Fla.-based Eagle Product Inspection’s rise to market prominence in product inspection technologies is in many ways underpinned by the company’s relentless quest to take on the biggest and most complex challenges to be found in today’s food processing and packaging industries.
And as it happens, inline inspection of bone contaminants in fresh poultry processing is just about as challenging and demanding as it gets for pushing the limits of existing X-Ray inspection technology on to the next level of benchmark technological competence and prowess.
“Detecting bone in poultry has been a challenge the industry has been attempting to tackle for many years,” says the company’s poultry sector manager Yousef Fatayer.
“The demands for improvements in bone detection and the assurance of identification and removal of other contaminants such as metal, glass, stone and even plastic, is steadily increasing,” Fatayer explains, “as food processors and major brands seek to improve the quality of their delivered product.
“The industry has seen a number of product recalls due to contamination,” he states, “and this comes at a significant cost and offers real potential to damage a company’s brand value.”
And as the world consumption of chicken continues to grow at above-average rates at the expense of beef and pork products—estimated to rise by average of 3.2 per cent between 2013 and 2023—the stakes could hardly be higher for poultry processors across North America and elsewhere.
As Fatayer relates, this brisk market demand for chicken and
other poultry products puts considerable pressure on farm operators to get their birds to market faster and at a younger age.
With conventionally raised chickens typically shipped to market about 35 to 39 days from breaking out of their eggshells, many of these birds have not yet had a chance to mature enough to achieve the high level of bone density that conventional X-Ray systems could detect in small amounts with reliable accuracy—allowing many tiny bone and cartilage fragments to stay embedded in the flesh through to further processing.
As Fatayer points out, “The big challenge with poultry inspection is the identification of various bone types, as these vary in density, form and shape depending on where they are from and how the fillet is processed.
“We believe that in order to provide a successful inspection system, it is necessary to provide consistency across the wishbone, rib bones, fan bones, etc., and to detect these repeatedly with minimal false tags, thereby improving overall production efficiency.
“Because poultry comes in so many forms, the product has different levels of maturity when it comes to the slaughtering and processing stage,” Fatayer expands, “which greatly influences the success of bone identification in particular.”
In the past, processors would either increase the levels of manual inspection and scrutiny on the processing lines, which could be costly and inefficient, or invest in standard X-Ray technologies that would be susceptible to letting low-density bone fragments to going undetected.
To fill this void, Eagle Product Inspection embarked on an intensive three-year R&D (research-and-development) project at the company’s R&D center in Wallbach, Germany, culminating in the development and market introduction of the Eagle 400 RMI (Raw Meat Inspection) system a little over a year ago.
Distributed in Canada via the company’s long-time Canadian
partner PLAN Automation of Orangeville, Ont., the rugged and robust Eagle RMI 400 X-Ray inspection machine combines the company’s proprietary SimulTask PRO imaging software with a user-friendly touchscreen to enable instant detection of high-density stainless-steel, aluminum, glass and stone particles as little a one-millimeter or better, while also achieving detection of low-density bone fragments of down to 1.5-mm.
As PLAN Automation’s chief operating officer Mat Bedard points out, his company offers superior service to all Canadian clients with a staff of 58-plus full-time employees; 11 technicians across the country, including six in the GTA (Greater Toronto Area) region; 24-hour guaranteed access to parts and technicians; emergency system rentals; and $425,000 worth of X-Ray inventory parts.
Designed to NAMI (North American Meat Institute) standards with hygienic construction and an IP69K rating for optimal protection against high-pressure and high-temperature washdowns, the machine incorporates innovative inclined infeed and outfeed conveyors which eliminate the need for radiation shielding curtains—thereby eliminating product contact and reducing time needed for sanitation cleaning.
Supplied with a blue homogeneous food-grade urethane non-wicking friction belt, the system’s proprietary Eagle Repository function allows for convenient review of production statistics, the nusmber of rejects and saved images, with all that information transferable onto a PC or network for further data analysis, as well as for product traceability purposes.
“Our understanding of the particular demands and needs of the meat industry has led to the development of high-performance, extremely robust and hygienically designed X-Ray inspection products that incorporate advanced technologies and software analysis tools,” says Fatayer, citing installation base well over 1,000 X-Ray systems in the meat industry.
With the so-called false reject readings (erroneus contamination detection) of less than three per cent in high-speed production lines under extremely harsh environmental conditions, Fatayer calls the Eagle 400 RMI platform: “A breakthrough technology that significantly advances the ability to detect small bone fragments (less than two-millimeter) with less than three-percent false rejects.”
As Fatayer relates, “We spent considerable time in the market with customers engaged with poultry processing, and it became evident they continue to struggle with sub‐optimal solutions when it comes to product inspection.”
“With their customers demanding tighter specifications and the elimination of the threat of contaminants such as bone or other foreign material, it became clear the industry required an improved solution to both raise quality standards and deliver real opportunities to optimize production and remove the need for manual inspection,” Fatayer says.
“After considerable market testing, we have found significant improvements in bone detection across various poultry products when compared to alternative XRay technologies present on the market today,” he adds.
Incorporating the company’s renowned dual-energy MDX (Materials Discrimination X-Ray) technology that measures the ratio of two different sets of X-Ray energies passing through the product from top-down and upwards from underneath the conveyor belt, the Eagle RMI 400 system is stellar validation of the company’s “ongoing product innovation strategy,” according to Fatayer.
“The combination of innovative hardware design incorporating advanced dualenergy technology, combined with new image processing and software capability
based on our proprietary SimulTask PRO, makes the Eagle RMI 400 a pioneer in the X‐Ray poultry inspection market,” he states.
“Our many years of experience and an extensive knowledge bank of meat and poultry applications have been instrumental in designing this new X-Ray platform,” says Fatayer, citing 99-percent accuracy and a resolution of three to four times greater than standard X-Ray bone detection systems.
“The innovative ‘no curtain’ design, combined with exceptional hygienic construction, also makes the Eagle 400 RMI solution ideal for easy and efficient cleaning where daily sanitation of equipment is mandatory,” says Fatayer, citing multiple design and construction attributes that also include unobstructed sightlines and contoured surfaces to minimize potential material harborage areas.
Fatayer says he is eagerly awaiting the opportunity to showcase the system’s leading-edge capabilities to thousands of meat industry professionals expected to gather at the upcoming IPPE (International Production and Processing) trade show in Atlanta, Ga., running Jan. 28-30, 2020.
“Thin bones with low calcium content required an innovative optimization of the whole detection unit to achieve this new level of sensitivity—down to 1.5mm bone detection irrespective of location or orientation,” he relates.
“Building on experience gained through installations, customer interactions, identifying key ‘pain points’ and understanding future requirements, we focused on the key elements needed to deliver real operating improvements,” Fatayer notes, “taking time to experiment with various technical approaches.”
By any objective measure, it was time and effort well spent and invested.
“The effort has required significant investment across all core R&D and engineering groups within the business, as we have sought to improve core X-Ray components, system design and software tools in order to deliver a complete package to the customer,” Fatayer concludes.
“The resulting combination of high performance and reduced cost is a real ‘game changer’ for the industry, which we believe will be of significant interest to both processors and key brand-owners alike.”
SUPPLIERS
Eagle Product Inspection PLAN Automation
Designed to NAMI (North American Meat Institute) standards with hygienic construction and an IP69K rating for optimal protection against high-pressure and high-temperature washdowns, the Eagle RMI 400 system combines proprietary SimulTask PRO imaging software with a user-friendly touchscreen to enable highly accurate and reliable bone detection.
THE WHEELS ON THE BUS
Food and safety event better educates visitors with the help of interactive demo bus
BY ALANNA FAIREY, ASSISTANT EDITOR PHOTOS BY CP STAFF
Life is all about taking risks, but not where food and drinks are concerned.
To teach food and beverage businesses about how to minimize risks, NSF International hosted a half-day innovation breakfast at their Guelph, Ont.-based facility back on Oct. 17, 2019.
The purpose of the event was for attendees to gain insight, tools and techniques to strengthen their business and identify gaps and opportunities.
Supported and sponsored by product inspection specialists METTLER TOLEDO Canada Inc., attendees also had the unique opportunity to take a tour of the METTLER TOLEDO Product Inspection Demo Bus
Key learnings and important issues addressed by the NSF session included:
• Using root cause analysis methodology (Ishikawa, 6M, fishbone) to identify potential for error and opportunities to strengthen your food safety management system
• Effective supply chain control
• Hazard analyses and risk classifications of ingredients and raw materials
• Supplier verification activities and how the importer is verifying the supplier
Before the hands-on experience on the Demo Bus
,
attendees became better informed about food contamination thanks to informative presentations.
Once the registration breakfast and opening remarks were completed, Iain Wright, technical manager, NSF Training and Education Services, kicked off presentations.
Hosting two of the three presentations for the
event, Wright’s first presentation was called Practical Root Cause Analysis for Allergen Management and his final presentation was titled Developing a Supply Chain Program for Regulatory and GFSI Compliance, in which both presentations emphasized different ways to prevent further issues from developing.
Robert Rogers, senior advisor for food and safety
Pictured at the NSF International event on food safety, the METTLER TOLEDO Product Inspection Demo Bus provides an exclusive hands-on training opportunity for processors and packagers to gain specific knowledge about how to limit product waste and contamination in their plant by featuring the latest technology in checkweighers, metal detectors and X-Ray inspection systems.
With the NSF event centering on food safety and reducing risk, attendees had the opportunity to learn more about the recent advancements in product inspection technology from suppliers like METTLER TOLEDO, as well as other food processors and producers.
regulations at METTLER TOLEDO, gave a compelling presentation titled Developing a Robust Inspection Program, which reiterates that food and pharmaceutical product manufacturers have an obligation to comply with industry legislation and regulation by having an effective process.
The aim of Roger’s presentation was to enlighten attendees about the importance of doing thorough inspections throughout the process.
“The presentation included an overview of inspection technology including metal detection, XRay inspection, in-line checkweighing and camera-based vision inspection solutions,” Rogers told Canadian Packaging in a recent interview.
“The discussion included factors effecting performance of inspection solutions as well as implementing them into a robust product inspection program through proper validation, verification and documentation.”
Rogers’ presentation was a timely one, as he reflects that there have been far too many recalls that could have been prevented through robust product inspection solutions and processes on a global scale.
Rogers believes that food risk prevention begins with having a robust inspection system throughout the process, as it will eliminate the contamination before it makes its way to end-of-line.
“Often times, inspection systems are adjusted to correct an issue with what is believed to be with the system without confirming the true root cause and without validating the effect of the adjustment,” Rogers explains.
“Validation helps to determine what is possible and verification ensures what we validated is still possible.
Adds Rogers: “Providing inspection solutions throughout the process rather than simple end-ofline inspection ensures non-conforming products are removed earlier in the process, reducing waste and improving efficiencies.”
Tying in with Wright and Rogers’ presentation that day was the presence of the Demo Bus
Exclusively represented by Shawpak Systems Ltd. across Canada, the Demo Bus provides guests and attendees with a hands-on training opportu-
FOOD SAFETY
HISTORY OF NSF
NSF International is an independent, global organization that protects human health by facilitating the development of public health and safety standards and providing certification and testing services. Separately, we also offer auditing, education, risk management and consulting. Our major sectors are food, water, health sciences, sustainability and management systems.
With the global Centre of Excellence for Training and Education located in Guelph, ON and our world headquarters in Ann Arbor, Michigan, we effectively service Canada and the North American market. NSF Training and Education Services is a leader in the design and delivery of accredited training for the global food and beverage industry along the entire supply chain. Training is delivered through open enrolment, onsite/customized and eLearning programming focused on HACCP, food safety and quality, GFSI benchmarked standards, regulations, food science and food packaging.
Comprehensive programming is focused on providing practical and technical information, meeting learning needs and supporting clients in what they do best - producing safe, quality food. For more information visit www.nsflearn.com
nity for processors and packagers to gain specific knowledge about how to limit product waste and contamination in their plants.
Staffed by a technical trainer, the bus features the latest technology in checkweighers, metal detectors, and X-Ray inspection systems and offers interactive machine and product testing demonstrations.
“The primary function of the bus is to visit customers direct at their plant location, as not everyone who interacts with Product Inspection Equipment on a daily basis gets to visit the tradeshows to see the latest innovations in Product Inspection Equipment,” says Shawpak sales agent Larry Swift.
“The second function is to visit Food Safety Seminars such as the NSF event.
Adds Swift: “this is then an opportunity for the attendees to see the due diligence talked about at the
event live on the equipment.”
Since the NSF Conference had a predominant emphasis on food safety, the presence of the Demo Bus was meant to demonstrate to attendees what the true value of a due diligence package on product inspection equipment is, and that there was more education on effective food safety standards.
“It was also important to reiterate to the visitors on the bus that with the recent advancements in product inspection technology from suppliers like METTLER TOLEDO, food producers and processers now have the most technically advanced tools there has every been available in this market place,” Swift adds.
“These advanced inspection systems when installed and utilized correctly can truly provide the assistance required in their food safety program to ensure only safe food products leave their plant.”
The inimitable combination of the educational presentations and the tour of the Demo Bus resulted in a successful day, with attendees walking away with a better understanding of what it means to have proper food safety regulations in place.
Asked what he hopes that attendees took away from the overall conference, Rogers says, “hopefully the importance of understanding the technologies, value of inspections throughout the supply chain and process.”
For Swift, the presence of the Demo Bus is a testament to the hard work that happens behind the scenes to ensure that no contaminants inadvertently make their way into the food products before they are distributed.
Reminding interested customers that they can contact Shawpak directly to request a tour of the Demo Bus, Swift believes that the bus helps visitors to see the technology of the future.
“Having the bus at the NSF event was an excellent opportunity for the attendees to actually visualize the equipment being discussed during the event,” Swift concludes proudly.
“The bus also gives visitors the chance to see the latest innovations, such as the Profile Advantage Metal Detector, which is also a major step change within the industry.”
NSF technical manager and presenter Iain Wright proudly poses with NSF manager of training programs Leigh Parsons after the informative conference.
Larry Swift of Shawpak Systems Ltd. (Pictured back) poses with Chris Fryer of Shawpak Systems (Right), Robert Rogers of METTLER TOLEDO and Simon Cox also of Shawpak Systems, in front of the METTLER TOLEDO Product Inspection Demo bus.
AUTOMATE NOW
FOLDING CLEVER
Case erectors made quickly, flexibly and safely thanks
to automation technology
BY DIRK SCHLÜTER, PILZ GMBH & CO. KG
Cardboard trays or secondary packaging must be geared precisely to the product and its logistical requirements.
As the means of presenting the goods they should also meet the handling and design concepts of the respective customers.
The Tablomat LE from Wächter folds and glues the widest variety of formats.
The configurable safe small controller PNOZmulti 2 and the safety gate system PSENslock from Pilz Gmbh & Co. KG are responsible for a flexible operating concept, rapid implementation of format changes and a smooth operation.
End-of-line packaging is no different from the rest of the packaging sector in demanding flexibility and efficiency: Rapid changes to new formats, including the ability to adjust sensors and actuators quickly and simply are essential issues relevant to Industry 4.0 and batch size 1.
Over the years, packaging machine manufacturers have swapped relay-based hardware for more reliable, more flexible software systems that are less prone to problems.
This went hand in hand with the optimisation of safety solutions, which essentially was also softwarebased.
In the process of redesigning an erector machine, Wächter Packautomatik, based in Bad WünnenbergHaaren, Germany is dedicated to the automation of packaging processes.
There was a clear need for action because the previous model of the Tablomat LE no longer met the increased demands for performance and efficiency.
“The mechanical safety switches that we used to
use on the safety gates were prone to problems and sometimes produced implausible diagnostic messages,” says Jürgen Schulte, production manager at Wächter.
“Besides, there were now convincing alternatives to intricate and complex wiring. That’s just two of several reasons that prompted us to think seriously about sustainable automation and safety concepts.”
In addition to the plant design and installation requirements, this supplier of intelligent packaging solutions set high standards for plant availability, reliability, flexibility and diagnostics.
The requirement was for the diagnostic data from the sensors to be available to the machine controller (POC) in real-time via an EtherCAT or PROFINET Gateway.
The plant operator was to have a comprehensive overview of the machine status at all times.
“We worked with Pilz to develop a solution that would best satisfy both our own needs and those of our customers,” Schulte stresses. “It was an advantage that we were able test the potential Pilz products rigorously in advance.”
The new Tablomat LE is an automated tray and case erector, which is used to manufacture secondary packaging for a wide range of products.
The machine produces up to 30 ergonomic, elegant secondary packaging items per minute, depending on the requirement.
Hot glue is used to seal the packaging.
With format cartridges that can be exchanged quickly, simple spindle adjustment and large hinged and swing gates, format changes are quick and flexible to implement.
Centralized, electronic parameter and recipe management with a memory capacity of up to 25 different product recipes guarantees the shortest setup times.
An intuitive touchscreen panel ensures a simple, clear process for handling and monitoring as well as rectifying faults.
First a tray is drawn from the magazine into the slot via a vacuum suction system.
A servo motor driven slider moves the pre-punched
Space-saving and clear: the new wiring system with PNOZmulti 2 in the control cabinet of the Tablomat LE from Wächter Packautomatik.
The Wächter Tablomat LE. The machine produces up to 30 ergonomic and elegant secondary packaging items per minute, depending on the requirement.
carton towards the tray punch.
In an intermediate station the raw product is prefolded; as it passes through, the glue is applied for final assembly.
Finally, the punch pushes the carton through the format shaft and erects the tray for the finished secondary packaging.
The risk assessment produced by Wächter resulted in performance Level PLd in accordance with EN ISO 13849-1.
The configurable safe small controller PNOZmulti 2 from Pilz is tasked with safe monitoring of the four safety gates, the installed E-STOP pushbuttons and communication of customised diagnostic data to the PLC via fieldbus module.
The narrow, 45-mm base unit PNOZ m B0 provides 20 safe inputs and four safe semiconductor outputs and is modular, flexible and expandable where necessary.
It just takes a few clicks to select the hardware and create the safety circuit via drag and drop.
The graphics-based user interface conforms to the Windows standard; all the elements in a safety circuit are available as icons or in selection menus.
As a result, certified blocks for emergency stop or safety monitoring, for example, are flexible to select and can be linked to the outputs via logic operators.
Comprehensive diagnostic options with custom-
AUTOMATE NOW
of the Tablomat LE.
ised diagnostic texts reduce downtimes.
If a fault occurs, features such as plain text messages with precise information on the location, clearly defined responsibilities and integrated first fault display all ensure that production is quickly restarted.
As an open control system PNOZmulti 2 can also be used flexibly and industry-wide, independently of the higher-level operational or plant control system.
It communicates with every common fieldbus and, depending on the application, meets safety requirements up to PL e and SIL CL 3
The fieldbus modules can be exchanged without
Domino North America appoints new Vice President of Marketing
GURNEE, Ill.
(October 21, 2019)
— Domino North America is pleased to announce the appointment of Dean Arvanitis as Vice President of Marketing.
Over the course of his career, Arvanitis has earned a successful track record of leadership in various marketing, product management and sales positions. His extensive experience with digital marketing techniques and customer engagement strategies allows him to easily transition into this new role.
“I’m excited to join the market leader for coding, marking and labeling technologies, and look forward to leading our team of dedicated marketing and product professionals” Arvanitis shared. “My primary goal is to help create a collaborative and personalized approach with our customers, and articulate Domino’s industry-leading solutions and innovations. Our products and services provide our customers with unique value propositions that improve their overall efficiency and market competitiveness.”
“We’re happy to welcome Dean to our Domino family” said Frank Eickenberg, President of Domino North America. “Dean is a results-driven leader whose success in developing strong customer engagement initiatives, as well as his ability to lead the marketing team, will serve our customers well as we continue on our high
growth trajectory. He’ll shine a spotlight on our state-of-the-art solutions and play a key role in maintaining our high level of customer satisfaction.”
About Domino: As the leading business within Domino Printing Sciences plc, Domino is an autonomous division within Brother Industries. Founded in 1978, Domino has established a global reputation for the development and manufacture of coding, marking, printing technologies, aftermarket products and customer service. Today Domino offers a portfolio of end-to-end coding solutions designed to satisfy the compliance and productivity requirements of manufacturers including inkjet, laser, print and apply and thermal transfer overprinting technologies for application of variable and authentication data, bar codes and unique traceability codes onto product and packaging across many industrial sectors including food, beverage, pharmaceutical and industrial. Domino employs 2,600 people worldwide working with more than 120 countries through a global network of 25 subsidiary offices and over 200 distributors. Domino has manufacturing facilities in China, Germany, India, Sweden, Switzerland, United Kingdom and United States. For further information, please visit domino-printing.com.
having to change the program and enable PNOZmulti 2 to be connected to the various communication networks.
The safe small controller is certified worldwide and can be used internationally for safety and automation functions, irrespective of the machine and plant type or industry.
Instead of the previous mechanical safety switches that were prone to problems, the four safety gates on the Tablomat LE are now fitted with the non-contact safety gate systems PSENslock from Pilz.
These combine safety gate monitoring with a noncontact magnetic interlock in just one unit.
This combination of safe position monitoring and process guarding makes PSENslock suitable for universal use and satisfies the highest safety requirements.
Signals from the E-STOP pushbuttons and safety gate systems PSENslock are evaluated through PNOZmulti 2, with the status reliably displayed on the operator panel as part of the diagnostic function.
“Together with Pilz we have achieved all the stated objectives on the Tablomat LE: the case erector is impressive with its clear, streamlined wiring and it can be reconfigured for new tasks in the shortest possible time,” Concludes Schulte.
“The plant is enjoying virtually trouble-free operation, the operator has a comprehensive overview of the current machine status at all times.”
Domino North America appoints new Beverage Sector Development Manager
GURNEE, Ill. (October 30, 2019) — Domino North America is pleased to announce the appointment of Ryan Petty as the new Sector Development Manager for the Beverage sector. Petty will leverage over 15 years’ experience and market insight to expand the reach and partnerships within the beverage sector, specifically relating to coding, marking, labelling and automation.
Beverage producers have long entrusted Domino with their coding and marking needs, and with the continually evolving changes in the sector related to sustainability and driving further efficiencies, aligning with a partner who knows the industry is critical. Ryan has been successfully supporting brands from the world’s biggest drinks producers to the artisan brewers producing craft beers over the last 5 years with Domino and forged key partnerships in the process.
“My intentions for the role are simpleto share the experiences we see in the dayto-day, and how best to overcome existing obstacles. My mission is to visit beverage producers and not sell Domino directly. Our products have evolved to help increase line efficiencies. Domino’s dedication to coding automation and advancements in coding technology has increased OEE. Therefore, my focus is to speak to legislation impacting beverage producers, support for sustainability initiatives and future considerations related to coding automation. If I leave our customers and prospects more knowledgeable and aware
of their options after each visit, then I have done my job” outlines Petty.
“As coding and marking continues to become a more critical component of our customers’ beverage manufacturing environments to meet the ever-changing requirements, it is essential that we are positioned to provide industry expertise and guidance to meet those demands head on,” said Director of Sector Development Mark Shaffer. “With the new appointment of Ryan Petty, we’re confident we can offer our customers more insight and support than ever before. His credibility across the industry has already begun to be established and will only continue to flourish, to the benefit of our customer base.”
To explore more of the Domino experience within the Beverage sector, we encourage you to visit the following video testimonials:
• Pepsi Bottling Trusts Domino’s F720i Fibre Laser to Protect their Brand https://domino-na.wistia.com/medias/bctzhgcz8e
• Domino Partners with Sutter Homes https://domino-na.wistia.com/medias/ogfn5c397e
• A Series of Craft Brewer Testimonials https://domino-na.wistia.com/projects/ot473cnx1i
To reach Ryan personally: Ryan Petty 847.596.4664 office ryan.petty@domino-na.com www.linkedin.com/in/ryan-petty5135753/
domino-printing.com
Where the previous mechanical safety switches were prone to problems, the safety of the case erector is now ensured by non-contact safety gate systems PSENslock from Pilz on the four safety gates
THE SWEETER SIDE
Swiss chocolatier counts on technology specialists to make production a real treat.
Back in 2017, Gerhard Schubert GmbH was commissioned by Swiss confectionery specialist Chocolat Frey AG to upgrade a TLM machine that had been originally installed in 2002.
Future sustainability, i.e. assurance that the necessary components and spare parts would also be available in the future, was extremely important to the customer.
Further key aspects of the pilot project were the improvement of occupational safety as well as a control system that would ensure state-of-the-art and ideally networked operation.
Switzerland is known the world over as the home of irresistible chocolate. And the chocolatiers from the highly respected Chocolat Frey AG have been crafting delectable treats with cocoa since the 19th century.
An uncompromising focus on exceptional quality has always been the cornerstone for the sweet success of the current market leader in Swiss chocolate.
This applies to the raw materials used, as well as the processes and processing machines involved.
Since Chocolat Frey first invested in a Schubert TLM packaging line back in 2002, the machine has reliably grouped and packed various types of chocolate bars into cartons.
So that production could be secured over the long term, the chocolatier re-
After the upgrade, the TLM machine now packs 380 products per minute into cartons.
Above: Chocolat Frey is the largest chocolate manufacturer in Switzerland, and their sweet treats are popular amongst children and adults with a sweet tooth.
Right: The order from Chocolat Frey covered an upgrade to the control hardware as well as replacing the relevant electronic peripherals.
Left: Klaus Pelzer, team leader service expert center at Schubert, René Gollmitzer, bachelor electrical engineering at Schubert, and Marcel Bieri, technical manager at Chocolat Frey, who have all agreed that the project to be a resounding success.
quested that Schubert upgrade the machine in line with the latest technological standards.
As a result of this process, the machine was amended to fulfill all current occupational safety requirements and now features state-of-the-art control technol ogy.
Schubert’s activities also ensure that all necessary components and spare parts can be supplied for years to come.
TRUSTED PARTNERS
Chocolat Frey has been working togeth er with Schubert since the early 1980s, when Schubert delivered a case packer for chocolate bars in 1982, which was later replaced by Schubert’s first TLM system for packing chocolate bars in shelf-ready cartons in 2002.
After more than 15 years of successful operation, it was time to bring the ma chine up to date.
“I’ve known of Schubert for a very long time, back to the days when I worked in other companies within Mi gros,” explains Marcel Bieri, technical di rector at Chocolat Frey.
“That’s why I was convinced that Schubert could reliably and quickly han dle the requirements of our demanding challenge.”
An extensive upgrade now ensures fu ture sustainability
Following the analysis, it was con firmed that an upgrade of the TLM ma chine incorporating the most advanced control technology would be possible. Following a planning phase lasting sev eral weeks, the conversion was carried out at the customer’s site.
The pilot project was a complete success for both the customer and for Schubert.
From
AUTOMATE NOW
“We were able to demonstrate that the mechanisms on the older machine were compatible with a new control system – and also that this is a cost-effective solution,” explains René Gollmitzer, electrical engineer at Schubert, who drew on this project as the topic of his graduate thesis in electrical engineering.
“ The most important part was to determine which assemblies could be reused in an upgrade.”
Other mechanical components and the function of the machine remained unaffected and were to be reused after the upgrade as they had been before.
The deployment of as many standard modules as possible was a prerequisite for fast and cost-effective implementation.
Ink Jet Printer
UXSeries
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Efficiency, and Ease of Use.
At the control level, the same approaches were followed for the reprogramming of the packaging machine control system.
SATISFACTION GUARANTEED
Customer service is one of the cornerstones of Schubert’s corporate philosophy.
Schubert guarantees a long-term and sustainable investment through various packages with different services.
With the possibility of a complete control and safety upgrade of a machine, the range of services offered to customers is further expanded. In addition to remote maintenance options, this also includes measures such as predictive maintenance, spare parts service and expansion.
Especially with older machine generations, the spare parts issue can become a challenge.
Suppliers may remove certain components from the product range or older assemblies may no longer be produced due to technical innovations.
This also affects the VMS modules of older generations, for example.
“Due to the lack of components from suppliers, the old models of the control system can no longer be remanufactured. With the upgrade, the latest VMS technology was installed. This means that spare parts availability for the future can now also be ensured,” explains Klaus Pelzer, team leader service expert center at Schubert.
Apart from the control system, the upgrade focused on improving safety aspects. The guarding already present on the machine was extended and adapted to meet current safety legislation. Contactless safety door sensors further improve occupational safety – if the contact is not closed, the system cannot be started.
As a result of these measures, machine operators at Chocolat Frey are safer than ever before.
MACHINE UPGRADES
The full modification and the upgrade were completed within five weeks.
The combination of new control and safety technology with the old mechanics resulted in a machine with state-ofthe-art electrical engineering.
These measures proved to be cost-effective for Chocolat Frey as the company benefited from considerable cost savings of around 370,000 euros, compared to buying a new machine.
This successful result was also reflected in positive feedback received during and after the modifications.
Nevertheless, or precisely because of the successful upgrade, Chocolat Frey is already planning to purchase a new TLM system in the near future.
A long-term and secure investment, as this project proves.
The company headquarters are located in Buchs in the Swiss canton of Aargau.
AUTOMATE NOW
LET’S ABOUT IT
Major food processor receives a special delivery of state-of-the-art high volume taco line system
No one knows better than integrated food processing and packaging solutions manufacturer Heat and Control that Taco Tuesday remains incomplete without the perfectly made taco.
From their Hayward, CA-based factory, Heat and Control recently distributed a comprehensive high-volume taco line system that is capable of producing up to 30,000 taco shells an hour to a large international taco shell company.
The taco shell company, who has been a long time customer and supporter, naturally reached out to Heat and Control for the additional line, as they were impressed by the system’s gargantuan capacity, superior quality, and responsive customer support.
At the core, the system includes: the Model S Sheeter, Model TO Tortilla Oven , and Taco Shell Fryer
MODEL S SHEETER
The Model S Sheeter allows you to produce consistently uniform corn tortillas or tortilla chips without continual adjustment.
The Sheeter ’s twin cylindrical rollers are able to produce a more uniform dough sheet, and the pneumatic cylinders help to uphold precise stripping wire tension for longer service.
In addition, the Sheeter is also self-powered thanks to its own self-contained variable speed drives.
The Model S Sheeter is available in capacities to 8,000 dozen per hour of tortillas or alternatively 4,500 pounds per hour of finished tortilla chips.
MODEL TO TORTILLA OVEN
The high capacity single-pass Tortilla Oven uses less fuel due to the fully insulated casing containing heat more efficiently, with the highest product-to-fuel ration in the industry.
A three-pass model is standard and can process 8,000 dozen per hour of tortillas or 4,500 pounds per hour of finished tortilla chips.
MODEL TF TACO FRYER
The Taco Fryer ’s unique and patented method folds and fries tortillas into taco shells in one continuous motion, increasing production dramatically over intermittent motion fryers.
The fryer consistently precisely folds tortillas to create even-sided taco shells, dramatically reducing rejects.
In addition, the very low oil volume in the system means faster oil turnover and reduced free fatty acid levels, which gives consumers a much more delicious, fresher taco shell with a longer shelf-life.
THE TOTAL SYSTEM
The Taco-Form System is fully automatic and features a rugged, all stainless steel construction.
The automatic fryer loading system and finished product take-away are standard.
The Taco-Form System delivers superior taco shells at high volume with lower rejects.
The efficient modulating gas-fired burner systems lower operating costs, reduces downtime, and gives precise temperature control, resulting in uniform color and moisture in the finished product.
A variety of external heat exchangers are available.
Rigorous, round-the-clock, trouble-free production with low maintenance requirements.
COMPLETE SYSTEMS
Heat and Control builds food processing and product handling equipment for the food industry, and it can also integrate complete lines and systems, including equipment for unloading, washing, storing, seasoning, coating, cooking, frying, roasting, conveying, weighing, inspecting, and packaging, all supported by post-sale service and technical support.
SAMPLE SIZE
Sampling bags manufacturer leverages control automation to optimize machine throughout and productivity
Attention to quality standards and flexibility in production are both crucial for the aseptic sampling industry. After all, the sampling bags must carry sampling sponges, food items, pharmaceuticals or organic matter of all sizes for testing in labs and protect against contamination to ensure consumer safety.
To stay ahead of competitors in these areas, Labplas designs, builds and implements leading-edge technologies at its Montreal-area production facility.
While other companies produce standard sizes of sampling bags and kits, Labplas meets customer needs through its tailor-made MM machine line, which creates custom products ranging from three- to 33-inchwide bags in various material types, with few changeovers.
“We believe we have one of the best technological platforms in the world for these products, but we continuously improve our systems through automation to achieve even higher throughput for a larger number of products while maintaining our agility,” says Benoit Brouillette, general manager for Labplas.
Labplas has grown exponentially since its founding in 1987.
Based in Sainte-Julie, Que., the company currently serves customers in the food, agriculture, environmental, veterinary and pharmaceuticals industries, among others, through a global network of independent distributors located in roughly 55 countries.
In addition to the widely used TWIRL’EM sterile sampling bags, Labplas offers Sani-Stick testing wand kits, TWIRL’BLUE bags for the food industry, and the environmentally-friendly biodegradable, TWIRL’EM ECOLO bags.
The company also added a microbiology lab in recent years for research-and-development (R&D) and to ensure product quality and conformance for reliable sampling, though its main technological advances have been in automation and controls.
The MM machine line series has gone through many iterations between the first machine commissioned two decades ago and the company’s 24 produc-
tion lines today.
During a recent redesign of several MM lines, the Labplas engineering department implemented additional robotics and GigE cameras to improve throughput and repeatability, and they are in the process of deploying artificial intelligence (AI) for greater quality control, according to Christian Fontaine, R&D department manager.These upgrades have led to impressive results, but the key for Labplas in any upgrade is carefully considering the control platform down to the component level. “To remain versatile enough to produce custom products, the MM lines have to sustain a high level of complexity,” says Fontaine.
Founded in 1987, Labplas supports a global customer base from its headquarters in Sainte-Julie, Que.
From Left: Labplas automation project manager Christian Roy discusses current projects at Labplas with Beckhoff ‘s area sales manager Ted Sarazin.
The MM machine upgrades led to collaboration between Beckhoff ‘s area sales manager Ted Sarazin and the Labplas team comprised of (from left:) R&D department manager Christian Fontaine, project manager Chafik Echehab, automation project manager Christian Roy; and automation project manager Guillaume Faucher.
AUTOMATE NOW
tomation and its open, PC-based control solutions.
In conversations with Beckhoff’s regional sales manager Ted Sarazin, it became clear that Beckhoff was a fitting choice—from a technology standpoint and because Beckhoff technical support is always available when needed.
“Labplas quickly recognized the advantages of our deep portfolio of automation and control technologies, along with value-added services,” Sarazin says. “We worked closely to identify the right components for each of their processes and machines.”
If you want to detect the smallest errors in the production process, you must take a close look and fully utilize the potential of the images. Machine Vision from Balluff makes it easy. With our intelligent software, the precise cameras are simple to set up and intuitive to operate – with no prior knowledge.
Using TwinCAT Kinematic Transformation software with
in TwinCAT 3 enable the design and commissioning of various robot types, including delta pick-and-place robots.
“With TwinCAT Kinematic Transformation, highprecision movement is possible even at high speeds and accelerations due to integrated dynamic pre-control,” Sarazin says.
Most importantly, the powerful TwinCAT suite makes it possible not only to control the Codian robots, but also the entire machine line in real-time.”
Labplas engineers can program an entire machine or line with the free-to-download TwinCAT engineering software and simply add a runtime license during commissioning or by bundling with PC-based controller hardware purchases. “TwinCAT supports programming in numerous languages simultaneously, including everything from IEC 61131-3 with objectoriented extensions to C languages, so we can use the appropriate one for each application,” Fontaine says.
“In addition, TwinCAT supplements can be evaluated with a free trial, which gives us the opportunity to define our needs before purchasing and avoid surprises afterward.”
To boost flexibility and repeatability to the levels Labplas requires, the MM machine lines rely on a number of other control solutions from Beckhoff.
Engineers and operators interact with the MM ma-
AUTOMATE NOW
chines via CP29xx Control Panels, which serve as the HMI. These built-in widescreen panels provide multitouch display hardware with an IP 65 rating on the outward-facing side.
Labplas uses CP-Link 4, the One Cable Display Link, which combines power, USB 3.0 signal and DVI signal for Beckhoff Control Panels up to 100 meters away from the PC-based machine controller.
The DIN rail-mounted CX2030 Embedded PC is the main machine controller for the advanced MM lines. This powerful PC-based controller features a dual-core, 1.5 GHz Intel® Core™ i7 processor to automate the production of sampling products with
Proximity Sensors with IO-Link and IO-Link Smart Configurator
Inductive Sensors with IO-Link
Rugged Ø4, M5, M8, M12, M18 and M30 housings, offering extended ranges up to 22 mm. Easily configured, providing advanced functionalities such as the detection counter (RPM) and the speed controller. Each sensor is fully programmable, providing the means for hundreds of configurations in a single device.
IO-Link Smart Configurator
Configure any IO-Link sensor or actuator via a wireless device that replaces the need to program via a USB IOLink Master connected to a PC or via a network connected master device. The portable Smart Configurator can be used anywhere, as it’s battery powered and equipped with WiFi for IODD files, sync and cloud storage.
Capacitive Sensors with IO-Link
Popular M18 and M30 diameter sensors provide the ideal solution for applications where flexibility or sensing performance needs to be constantly and accurately monitored and logged. IO-Link mode provides added functions such as: QoR (Quality of Run), QoT (Quality of Teach) and Diagnostic Parameters.
AM8000 Servo Drives provide outstanding responsiveness for the Codian robots.
AUTOMATE NOW
TwinCAT 3 automation software.
“These industrial-grade PCs control all automated equipment, including the servo drives, sensors and so forth on the MM machine lines at Labplas,” says Fontaine.
“On the MM9 iteration, for example, the small embedded controller has to deliver the processing power needed to drive our complex machine with seven axes of motion along with one five-axis and two three-axis Delta robots, and still have available CPU bandwidth for quality monitoring and potential self-healing software.”
While the CX2030 Embedded PCs enable advanced functions in TwinCAT 3, the Beckhoff controllers provide easy installation and ample processing power for third-party software that runs in a Windows environment, including the customized AI solution that Labplas is implementing for quality control.
“We are deploying AI tools on the bag lines mainly to detect and handle defects autonomously on product and predict quality by monitoring equipment condition with data from the motors, sensors and cameras,” Brouillette explains.
“This would be impossible without significant computing power.”
Further increasing system openness, EtherCAT provides real-time networking and I/O solutions for the MM machine line.
Labplas uses a range of EL series EtherCAT Terminals from Beckhoff. Fontaine explains that these DIN rail-mounted I/O terminals are directly connected to the CX2030 Embedded PCs and distributed to connect with sensors, valves, terminal cards, solid-state relays (SSRs) and other devices on the MM machines.
“With one Ethernet cable, the EtherCAT protocol allows us to transfer information between the components at a higher speed than the controller cycle time, including the safety functionality,” he says. “We use the high-density (HD) 16-channel I/O terminals to keep panels the same size when we add new components.”
By implementing open, PC-based solutions, each upgraded line achieved an ROI of less than one year.
Labplas increased the flexibility of its MM machines to produce more sizes with fewer changeovers and enabled the use of AI and robotics to complete processes quickly and at the highest quality.
“By performing quality control with AI directly on the machine, the operator can focus on the supply and packaging of products rather than the quality control.
“This also allows us to implement predictive maintenance, addressing any equipment and process issues before they halt production,” says Brouillette.
Beyond increasing quality assurance, Labplas also boosted throughput across all sampling bag sizes, achieving an average productivity gain of 25 per cent on its redesigned MM machines.
“As the bag sizes become wider, the gains in efficiency diminish slightly,” he says. “Therefore, we gained on average 15 per cent productivity for bags wider than 10 inches and up to 35 per cent for our smaller formats.”
In addition, the insertion of sampling kits on the MM8 is now six times faster through the addition of robots and the other upgrades implemented.
Fontaine and his team designed, built and implemented the machines with robotics in-house, with training and technical assistance from Beckhoff applications and support engineers.
According to Sarazin, this is a key differentiator for Beckhoff.
“We provide support whenever necessary, but the team at Labplas works tirelessly to find the best answers that enhance their technologies,” he states.
“This commitment enables them to continue making incredible advances with the MM machine line.”
Fontaine also credits the versatility of Beckhoff components for current and future successes.
“Beckhoff is always at the forefront with new, easy-to-implement technologies,” he proclaims, “and they allow us to continuously take our innovations a step further.”
SUPPLIERS
The MM machine lines at Labplas rely on many automation and controls solutions from Beckhoff.
n Labeling materials manufacturer UPM Raflatac of Mills River, N.C, has appointed Christian Szameit as area sales director for western Canada and the western U.S. regions.
n Key Technology, Inc., Walla Walla, Wash.-based subsidiary of Duravant specializing in manufacturing digital sorters, conveyors and other processing equipment, has appointed Daniel Leighty as global vice-president of sales.
n Product coding and marking systems distributor Domino North America of Gurnee, Ill., has appointed Chris Webb as group human resources director; Dean Arvanitis as vicepresident of marketing; and Ryan Petty as sector development manager for the beverage sector.
n Packaging systems and machinery group Engage Technologies Corporation of Brooklyn Park, Min., has appointed David Mylrea as packaging specialist for the north-central region—including Canada—at the company’s Eastey case-sealing and American Film & Machinery (AFM) shrinksleeving technologies repectively .
n Baltimore, Md.-headquartered industrial engineering group Danfoss North America has appointed appointed Ian Barrie as head of sales for the Americas region at the company’s Danfoss Drives business unit.
n Mutoh America, Inc., Phoenix, Az.-based manufacturer of wide-format printers, has appointed Kevin Szczerba as regional sales manager for the central region, to based in Chicago; and Gary Yacono as regional sales manager for the northeastern region, to be based in New Jersey.
2020
Jan. 20-22
Tokyo, Japan: COSME Tech 2020, international cosmetics industry by Reed Exhibitions Japan, Ltd. Concurrently with COSME Tokyo and Inner Beauty Tokyo exhibitions. All at Makuhari Messe. To register, go to: www.cosme-i.jp/en
Jan. 22-23
Brussels, Belgium: Future of Polyolefins Summit 2020, by Active Communications International (ACI). To register, go to: www.wplgroup.com/aci
Jan. 28-30
Atlanta, Ga.: IPPE (International Production & Processing Expo), by U.S. Poultry & Egg Association. At Georgia World Congress Centre.To register, go to: www.ippexpo.org
Jan. 28-31
Moscow, Russia: Upakovka 2020, international packaging trade fair by Messe Düsseldorf Moscow. At AO Expocentre Krasnaja Presnja. To register, go to: www.upakovka-tradefair.com
Feb. 3-5
Austin, Tex.: The Packaging Conference, international packaging supply chain conference. At A&T Conference Center. To register, go to: www.theackagingconference.com
Feb. 11-13
Anaheim, Ca.: WestPack, multishow exhibition also comprising PLASTEC West, MD&M West, ATX (Automation Technology) West, Design & Manufacturing Pacific, and Cannabis Packaging Summit. All at the Anaheim Convention Center. To register, go to: www.anaheim.im.informa.com
Feb. 26-27
Birmingham, England: Packaging Innovations 2020, international packaging technologies exhibition by Easyfairs. AT National Exhibition Centre (NEC). To register, go to: www.packagingbirmingham.com
March 3-5
Philadelphia, Pa.: PACK EXPO East 2020, regional packaging technologies exhibition by PMMI, The Association for Packaging and Processing Technologies. At Pennsylvania Convention Center. To register, go to: www.packexpoeast.com
March 4-6
Bonita Springs, Fla.: FPA 2020 annual meeting of the Flexible Packaging Association (FPA). At Hyatt Regency Coconut Point Resort. To register, go to: www.flexpack.org
March 23-25
Muscat, Oman: OmanPlast, international plastics, rubber, petrochemical, chemical, plastics recycling and packaging industry exhibition and conference. At Oman Convention & Exhibition Center. To register, go to: www.omanplast.net
April 1-2
Birmingham, U.K.: Med-Tech Innovation Expo 2020, medical design and manufacturing exhibition by Rapid Medtech Communication Ltd. At National Exhibition Centre. To register, go to: www.med-techexpo.com
April 15-17
Montreal: SIAL Canada, North America’s food innovation show by Expo Canada France. Concurrently with the SET Canada food equipment and machinery exhibition. Both at the Palais des congrès de Montréal. To register, go to: www.sialcanada.com
Szameit Webb
Barrie
Leighty
CHECKOUT
PACKAGING TO BRIDGE GENERATION GAP SHANNON KAUPP
With the climate crisis looming larger by the day, our household is making a team effort to reduce our reliance on plastic packaging in a major way. An thanks to the efforts of companies like Seventh Generation Inc. of Burlington, Vt., it is not a futile ‘all or nothing’ endeavor. This leading supplier of environmentally responsible cleaning products brilliantly projcets its eco-friendly brand image to likeminded consumers with its 1.47-liter container of concentrated laundry detergent packaged in a compostable and/or recyclable outer shell made of repurposed fiber. Oufitted on the inside with with an inner plastic bag also calimed to be recyclable, this packaging uses 66 per cent less plastic than a typical 100-ounce laundry bottle would use, according to the company. On the practical side, the sturdy container—ergonomically shaped for easy handling—sports a convenient twistoff cap that also doubles as a measuring cup for the detergent.
Montreal-based confectionary chain Juliette et Chocolat is a wonderful and inspiring success story for all chocolate lovers out there.
Having gone from baking 10 brownies a day 16 years ago to over 5,000 nowadays—consuming roughly 50 tonnes of chocolate per year—the company founder Juliette Brun also happens to have a very deft touch for packaging design. Similarly packaged in miniature metal tins intentionally replicating traditional metal
paint cans, the flagship Juliette & Chocolat brand’s Fondue and Hot Chocolat mixes are a feast for the eyes as well as the mouth. The tins’ lids easily pry off to access the sweet treats inside, but are just as easily resealed if there is any product remaining to save for later, which is never a given. The clean paper product labels are fittingly decorated with simple but classy graphics of all things chocolaterelated, inclding the faux ‘paint spill’ leaking down the Fondue canister. Sealed across the tops with decorative product information ribbons and branded paper stickers, the little metal beauties are naturally 100-percent recyclable, which merits this package design a tonne of brownie points in this corner.
Toronto-based skincare upstart Rebels Refinery Inc. is clearly having a lot of fun with the packaging of its lip-care products. The company’s Pineapple Lip Balm is enclosed in a colorful silicone pineapple-shaped shell that will remind you of warm summer days ahead—albeit after enduring the cold Canadian dry-lip season out there right now. Strategically drawing attention to itself through a corner cutuout of the upright, 100-percent recyclable paperbox cleverely decorated with more intense pinapple imagery, this little contraption is pure packaging joy. Over on the dark side, meanwhile, the Rebels Refinery Skull Lip Balm is all business with military-inspired packaging discipline embracing bold fonts and rugged, rustic aestheics befitting the light-heartedly menacing, skull-shaped product container inside.
Wine in a bag may not be everyone’s idea of a good time, but it works wonders for Nova Scotia’s Jost Vineyards, whose three-liter bag of Millot Marechal Foch varietal replaces four standdard glass 750-m l wine bottles—representing instant carbon-foootprint reduction on a massive scale. An eminently convenient carrying vessel for picnics and other outdoor gatherings, the sturdy
stand-up bag—decorated with timelss imagery of young couples reveling in youthful bliss and joi de vivre —easily maintains its structural integrity and rigidity through the most punishing conumption ordeals. The built-in plastic dispensing spigot is a masterstroke of thoughtful funcionality, and the integrated carrying handle is cleverly die-cut to accmmodate the tumb and smaller fingers in separate comfort—making it an exceptionally accommodating traveling companion during the upcoming ‘Christmas in the country’ getaways and detours.
With spouted stand-up pouches becoming very commonplace in grocery stores, the bright and cheerful 200- ml pouch for Marc Anthony’s Instant Miracle Mask requires far less plastic to produce than the thick rigid plastic containers typically used for shampoo bottles and most other personal-care items, so my eco-conscience is fairly clear with this choice.
For its parts, Montreal-based Luxe Bath and Body makes an effective nostaliga pitch with the old-fashined clear glass bottle used to package the company’s Eucalyptus & Tea Tree brand of bath salts. The simple elegant product label is a joyful throwback to the Happy Days of 1950s, when people genuinely seemd to appreciate the simpler things in life.
Shannon Kaupp is a licensed doctor of naturopathic medicine living and practicing in Toronto.