Peter Pigeon, National Director of Operations, Pigeon Brands Inc.
Ron Lemaire, President, CPMA
Yan Branco, VP, Produce Sourcing, Sobeys Inc.
Mario Masellis, Director of Sales & Marketing, M.L. Catania Canada
David Springman, Sales Manager,Food Processing, Veritiv Corporation
Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.
In a complex, omnichannel world… take control of your evolving supply chain.
Retailers and consumer packaged goods (CPG) companies are experiencing the biggest shift in the industry in decades. Increasingly diverse consumers have more influence than ever before.
The power shift is evolving the commerce landscape. Consumers want to be able to search, compare, and buy from anyone, anywhere (in-store, online, in-app or wherever that may be) and at any time. They’re driving changes not only in product offerings, but in the way products are distributed. Sustainability is now a major influencer in consumer purchase decisions.
How can CPGs and retailers keep pace with ever-evolving consumer demands and maintain control of their supply chain?
By being strategic with distribution & enhancing the experience.
are racing to provide the best –and most convenient – consumer experience across a growing ecosystem of touchpoints and distribution models: in-store, online, pick-up, delivery and direct-to-consumer.
CPGs are revamping their supply chain strategies and finding partners to drive agility, speed and customized product offerings. To be successful, using one optimized supply chain is key.
PARTNER WITH THE INDUSTRY LEADER TO HELP YOUR BRANDS WIN
Take control of your supply chain and improve responsiveness and profitability with customized commerce supply chain solutions.
Menasha’s approach to supply chain management leverages real-time data along with its North American geographic network to help customers identify and execute category winning strategies through a single, optimized supply chain.
The power shift is evolving the commerce landscape. To learn how Menasha can help you take control of your supply chain, email Menasha.Canada.Solutions@menasha.com
APRIL 2020 VOLUME 73, NO. 4
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
Tim Dimopoulos • tdimopoulos@annexbusinessmedia.com
COO Scott Jamieson
BUSINESS MEDIA 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
UNITED WE STAND OR FALL
Alcoholic beverage producers get a lot of flack from many sectors of modern society for a broad range of health and other reasons, but to give credit where it’s due, most Canadians would find it hard to resent the efforts by Windsor, Ont.-based Hiram Walker & Sons Distillery to do what it can to help in the current life-and-death struggle to get the relentless spread of deadly COVID-19 virus under some semblance of control.
Even before mandatory self-isolating and social distancing measures became the new normal towards the end of March, the 160-plus-year-old distillery proceed to dedicate a significant part of its daily distilling capacity of 160,000 liters of alcohol to the production of much-needed hand sanitizer for free distribution in Windsor and Toronto, notably at the garages and collector booths operated by the Toronto Transit Commission (TTC)
While admittedly a drop in the bucket compared to the desperate shortages of sanitizers, protective masks and clothing, and other vital supplies needed in the fight against coronavirus, such altruistic gestures do help restore one’s faith in humanity to some degree at a time of what can be humanity’s closest brush with extinction ever.
“The health and safety of our employees and our communities is our top priority,” said Patrick O’Driscoll, chief executive officer of Corby Spirit and Wine Limited in Toronto.
“In times like this, it is important that everyone, especially companies with strong Canadian roots like ours, prioritize good corporate citizenship and step up in the name of the greater good.
“I am glad that we were able to form this public/private partnership and repurpose our spirits
production facilities to meet a pressing need,” said O’Driscoll, citing close cooperation with all levels of government to help implement the program in virtually real time.
“Corby is proud to support the efforts of the Canadian and Ontario governments and communities across the country in fighting the spread of the COVID-19 pandemic,” O’Driscol stated.
“In coordination with local and senior levels of government, we are utilizing our production capacity and Windsor distillery to help provide hand sanitizer to areas where it is in need.”
With many prominent manufacturers also retooling their operations to churn out respirators, protective wear and other critical supplies to help protect the welfare of front-line healthcare and other first-response personnel across the country, Canadians should in fact be grateful to have its corporate and legislative leaders on the same page in trying to prevent a complete social meltdown with potential to do irreparable harm to our way of life.
Nothing unites people like existential threat to their livelihood, which is sadly what we are facing at the time of this issue of Canadian Packaging going to press.
That said, we would like to take this opportunity to invite all readers of this publication to let us know how they’re coping with the coronavirus crisis and, more notably, what steps they are taking to help make the countless sacrifices and suffering across the country and the plant all worthwhile at the end of a very dark tunnel.
Just tell us your story online, and we’ll be happy to share it with our loyal readership base that, for all intents and purposes, will remain our primary raison d’être to our very last breath.
CRAFT BREWER TURNS TO PAPERBOAD PACKAGING TO MAKE A BIG SHELF IMPACT
While a 12-pack of beer may be one of the beer industry’s most venerable packaging formats, fast-growing Ontario craft brewer Waterloo Brewing is thinking well outside the proverbial box with its recent launch of 15-can packs of the company’s poplar Waterloo Grapefruit Radler brand.
Packaged inside highly decorative paperboard cartons designed by Deloitte:Isaac and produced by WestRock Packaging in Pickering, Ont., the Waterloo Grapefruit Radler is one of several Waterloo brands and co-packed products that the Kitchenerbased brewer plans to market in eye-catching format that is also claimed to offer significant sustainability benefits compared to plastic wraps and carriers.
“We are always looking for investments in the business that create a better experience for our consumers, improve efficiencies, and are better for the environment,” says chief operating officer Russell Tabata.
“Nothing looks better on the shelf than paperboard packaging,” Tabata adds, “and it better reflects the quality and effort we put into the beer itself.
“Investment in paperboard packaging represents
a further commitment from Waterloo Brewing in environmental stewardship, as we begin transitioning from single-use plastics to paper-based packaging.”
According to company president George Croft, recent installation of a state-of-the-art case-packing machine has enabled the brewery to make the switch to 15-can cartons, which will also be used to pack the company’s Laker Lager, Light, Ice and Red brands of beer, which are primarily retailed throughout Ontario at The Beer Store outlets. Additionally, the company’s LandShark island-style lager will soon be shipping across Canada in 15-can packs as well.
“This installation was part of our long-term strategic capital plan when we installed our last major can line upgrade in January of 2018,” Croft told the Canadian Packaging magazine.
“As a result, the installation of this packer required very little line reconfiguration,” Croft explains, “and entire installation only took one week, after which it was fully tested and commissioned in three weeks.
“The packer is a fully automated, flexible changeover machine that provides for packaging of 355-ml, 473ml, and 355-ml sleek cans in four-, six-, 12-, 15-, 18and 24-pack formats.”
According to Croft, the 15-can cartons are expected to become an effective product differentiator on retail beer shelves going into the spring and summer months.
“I believe the new paperboard packs will greatly enhance the presentation of our leading beer brands across the province,” he says.
“Paperboard packaging represents a significant improvement in both packaging quality and graphics presentation that will create a higher-quality experience for our customers.”
Founded in 1984 as Brick Brewing Co., Waterloo Brewing is Ontario’s largest Canadian-owned brewery, according to Croft, and is widely acknowledged as one of the province’s genuine early pioneers in the craft beer industry.
Since purchasing the Canadian rights to Seagram Coolers in 2011 and Canadian rights to both LandShark and Margaritaville brands in in 2015, Waterloo Brewing has significantly expanded its brewing, blending and packaging expertise to offer a broad array of alcoholic beverage contract manufacturing and co-packing services, says Croft.
“This investment in higher-quality packaging for our Laker, LandShark and Waterloo craft beers and reduced environmental footprint is another step to improve the competitiveness of our brewery and our ongoing efforts to be good environmental stewards,” Croft proclaims. “It will also allow us to retain and grow our important co-packing business today and into the future.”
nMachine vision technologies supplier ISRA Vision AG of Darmstadt, Germany, has reached a deal to become part of the Swedish industrial products and services conglomerate Atlas Copco Group as part of a strategic succession agreement negotiated by ISRA’s founder and chief executive officer Enis Ersü. Founded as a spin-off of the Technical University of Darmstadt, ISRA Vision currently employs around 900 people at 25 sites around the world, while Atlas Copco has long identified machine vision as a key emerging technology. According to the agreed-upon arrangement, Atlas Copco is expected to form a new business division dedicated to machine vision using ISRA Vision’s assets as its nucleus, with ISRA continuing to operate its global network as an independent entity out of the company’s existing headquarters in Darmstadt. “Our two key segments of surface vision and industrial automation, as well as our global presence, offer enormous potential for growth and synergies with Atlas Copco’s business activities,” says 67-year-old company founder Ersü, noting there was no avail able family member sufficiently qualified to suc ceed him upon retirement.
to support the rapidly growing South American pharmaceutical market. According to the London, U.K.-headquartered company, the new state-ofthe-art coating line has increased kp’s local South American coating capacity by over 30 per cent, while offering customers high-quality, innovative films with shorter lead times. The added capacity arrives at the right time, according to kp, as the pharmaceutical blister market continues to grow
in PVdC-coated products as a cost-effective, highbarrier packaging solution. “We are excited about this latest project to better serve our customers in the region,” says Tracey Peacock, president of kp’s Pharmaceutical, Health & Specialties group. “The expansion demonstrates our commitment to delivering the best quality products and supports a growing demand for high-barrier protective packaging for pharmaceuticals.”
nGrafsolve, LLC, a prominent manufacturer and distributor of pressroom and prepress products for graphic arts applications, has announced formation of a new company division, CRON North America (CRON NA), which will direct sales and service of CRON prepress technology as its new exclusive master dealer in the U.S. and Canada. In partnering with CRON, one of the world’s largest manufacturers of quality-engineered CTP (computer-to-plate) devices with over 4000 installations across the globe, Grafsolve becomes an even more highly endowed, one-stop source for a full
inventory to positively meet the needs of our customers, meaning short lead times for equipment and more customer options.”
n Leading German plastics processing machinery manufacturer Arburg has formally unveiled the company’s new state-of-the-art Training Center facility at the company’s headquarters in Lossburg with a festive opening ceremony attracting many local business and political leaders. Measuring 13,700 square meters, the new building has increased the total usable space at the company’s German headquarters by just under five per cent to approximately 180,000 square meters,
PROVIDES PROMPT INFORMATION.
GETS THERE FAST.
Our pressure sensor with display
Compact and rugged. Convenient with easy-to-read display. Pressure value directly via IO-Link. Comes ready to install. Can be used as pressure sensor or as pressure transmitter. Just one of over 30,000 Balluff products of proven quality. Ask your sales partner or inform yourself online.
FIRST GLANCE
THE LIGHTER SIDE
Designed for light-duty manufacturing applications, the new entrylevel LPH series robot from DEN -
SO Robotics is a compact and lightweight four-axis assembly robot arm built to handle a maximum payload of more than three kilograms with a
maximum arm reach of 400 millimeters, with a life-cycle of up to five years when operated routinely at the highest rated payload. Featuring a large T-axis with a gripper design that offers a high degree of freedom and supports different configurations, the LPH robot is equipped with a highperformance RC8 controller that increases operational efficiency by allowing the robot and surrounding equipment to be controlled together. The robot is also available with a free option that enables direct con-
trol of the robot from the programmable logic controller (PLC) through the function block feature, thereby supporting 107 types of commands that can be pre-programmed to save time by allowing any necessary adjustments to be made automatically without having to create additional programs.
DENSO Robotics
THREE’S COMPANY
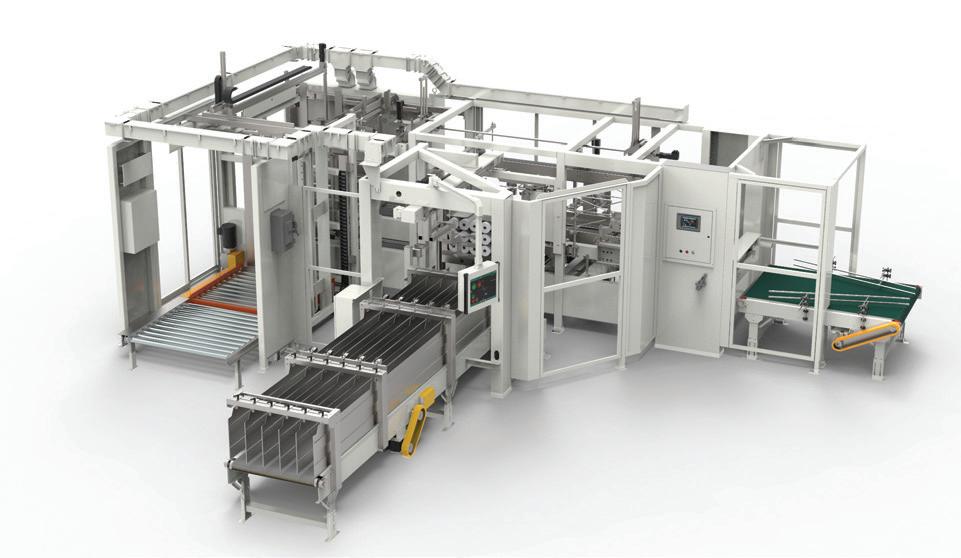
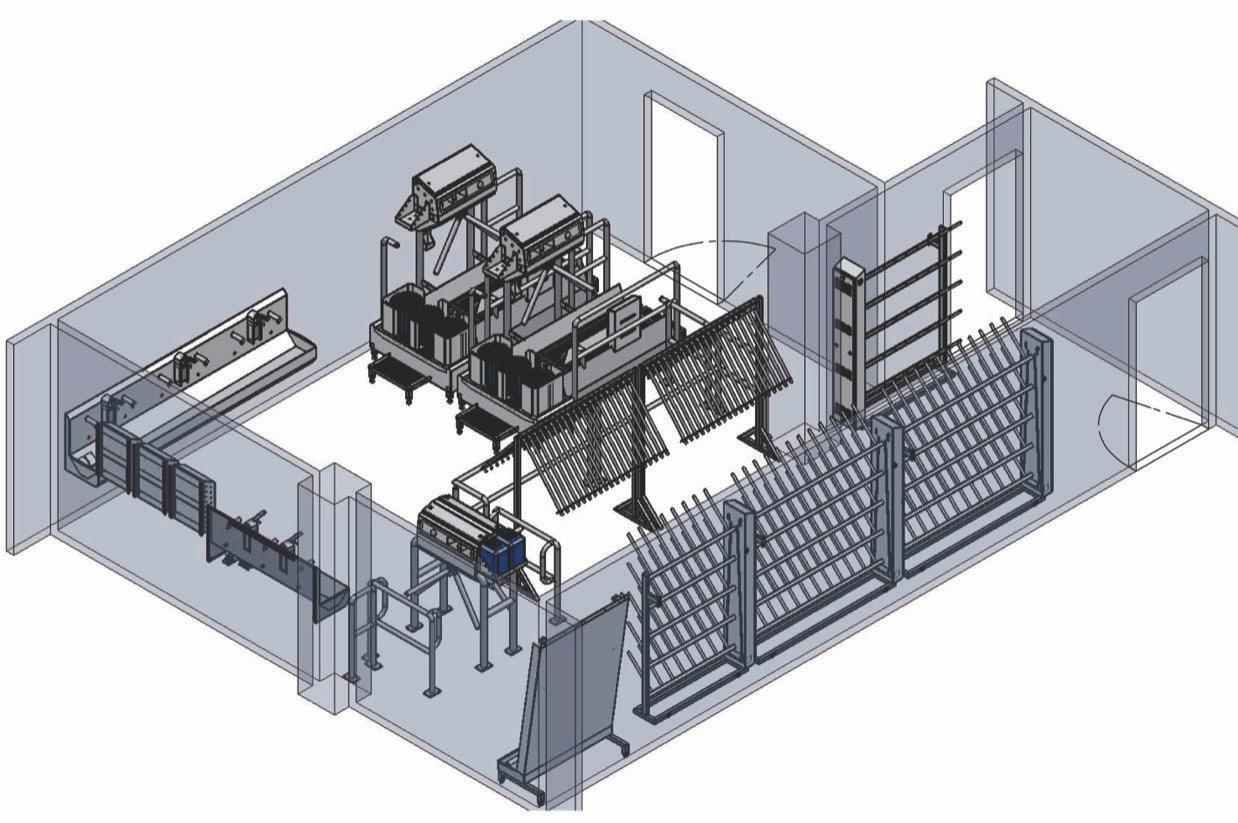
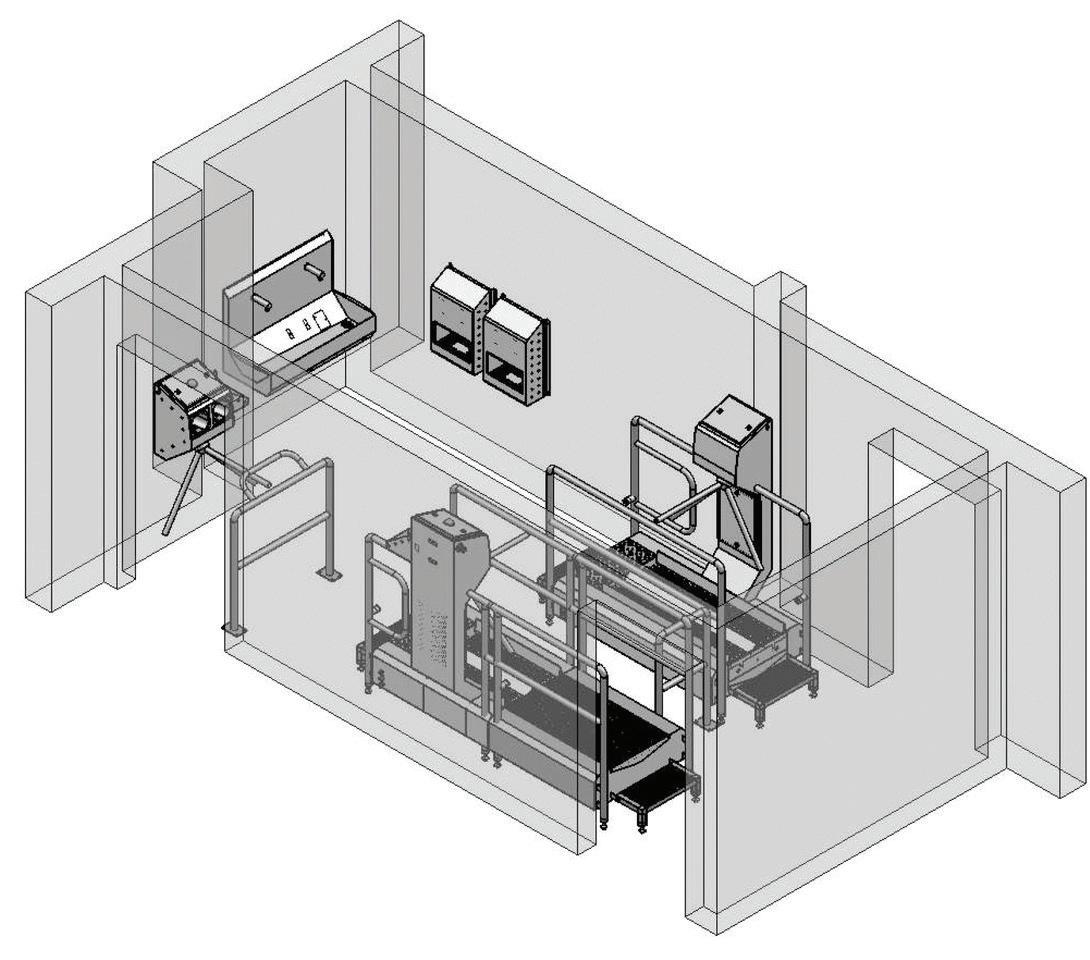
Nuspark Inc. has launched a new
fully enclosed NTP-30 tray-packer with full vision inspection capabilities for both the products and that package. Optimally designed for coffee production environments and other applications requiring effective protection from high dust build-ups, the NTP-30 tray-packer forms, loads, and seals trays/cartons all in a single stainless-steel frame with full-coverage polycarbonate enclosure to maintain interior cleanliness of the workcell. Equipped with interior LED lighting to allow for optimal ease-of-operation and machine maintenance, this highperformance tray-packer employs three high-speed FANUC pick-and-place robots to pack up to 33 trays/cartons per minute—the equivalent of 330 packaged Nespresso -compatible instant beverage capsules. The NTP-30 tray-packer has numerous value-added validation features incorporated into the system—including cameras, a reject station and a barcode reader—to ensure the placement of the right flavor of the product into the right cartons or trays. The system’s Omron color cameras are responsible for identifying and confirming layer patterns inside the tray/ carton, as well as confirming that only the correct capsules are going into the tray/carton, with incorrect capsules rejected and set aside for later reuse. The capsule flavor is identified via capsule color, while each individual tray/carton is identified via both color and the affixed barcode, with all the changeovers between different flavors easily performed on the system’s user-friendly, recipe-controlled HMI (human-machine interface) terminal. Two robots in conjunction with a nested conveyor create the unique layer pattern on this particular machine, comprising eight inverted capsules with two upright nested capsules, for a total of 10 capsules per layer. The machine utilizes a third robot to load 10-, 20- or 30count cartons placing a layer pad/sheet in between the 10-capsule layers. Nuspark Inc.
FULL DEGREE
Deigned to provide a fast and efficient way to get parcels and other items from gaylords and other large containers on to conveyors and automated sortation systems, the new model GTU-500 gaylord
tilter from Southworth Products Corp. can tilt loads up to 110° to provide controlled emptying of container contents. Offering up to 500-pound capacity when fully tilted, the GTU500 features an innovative pan-style platform that sits flush with the floor when lowered—allowing gaylords to be placed and retrieved by a hand pallet truck without a forklift—and a sdteel retention bar to prevent gaylords from falling even at full tilt.
Southworth Products Corp.
CHAIN REACTION
Designed for safe and gentle handling of smaller food containers and packets that are more sensitive to being unstable during production, the new 700-mm stainless-steel X70X conveyor from FlexLink features a new chain design with a minimum number of pinch points that could production losses caused by unstable products, along with a risk of operator injury during production. Developed with keen focus on product and operator safety, the new chain design is approved by and compliant with all the latest European and North American regulations, according to FlexLink.
FlexLink
Need reliable and high speed I/O data over long distances?
TOTAL PORTAL
Global product coding and marking systems manufacturer Markem-Imaje has launched a new e-commerce portal to help manufacturers across all industries manage their coding needs and facilitate logistics and traceability down their supply chains. Available to customer in Canada, U.S. and many countries within the EU (European Union) zone, the e-commerce portal makes it quicker and simpler for manufacturers using Markem-Imaje equipment to order consumables and spare parts, according to the company, while providing greater transparency to the service and warranty status of installed printers and coders. It also makes remote oversight and management of these areas easier for supplies personnel and plant managers seeking to minimize staff required to be physically present at factories. With all the convenience and features of major e-commerce platforms, the new Markem-Imaje customer portal ensures simple and convenient online ordering and track-
ing on around-the-clock basis. Some of the portal’s helpful and convenient options include the following:
• Selecting the right consumables and spares based on their installed printers;
• Repeating past orders with a single click;
• Seeing all their information, ordering and contracts history in one place;
• Simulating the overall value based on the quantities selected and getting the shipment date to check if it meets their production schedule. Once placed, the order status can be tracked directly from the ecommerce portal.
Markem-Imaje
Ink Jet Printer
Next-generation leadership performance
Interconnectivity for pneumatics and electric automation
The new I/O system in IP65/IP67 enables powerful I/O modules and existing valve manifolds to be directly integrated to a fieldbus.
• Up to 500 I/O modules including IO-Link masters
• 50 m cables between modules
• Simplified integration using L5X export/import on Rockwell systems
Learn more about the CPX-AP-I
• Ability to create power zones festo.com
FIRST GLANCE
COMMON COTON
Featuring dual interchangeable turrets, the new Pharmafill CS10 automated cotton inserter from Ditz Co., Inc. boasts a proprietary, interchangeable turret design that allows the entire turret assembly to be removed and replaced with longer or shorter tubes to accommodate a wide variety of products on the same cot -
toning machine. Devised for pharmaceutical and nutraceutical manufacturers, contract packagers, and other users seeking both speed and versatility, the interchangeable turrets may be switched from three-inch-long insertion tubes to four-inch- or five-inch-long insertion tubes based on changes to the size of the bottle, length of cotton pieces, number
Boost your food packaging productivity with Ossid and PACKPRO.
With our full-system approach, you can have confidence in receiving the best combination of packaging machines, materials, and equipment service for consistent and efficient productivity. PACKPRO is proud to offer you innovative food packaging equipment solutions from Ossid.
EQUIPMENT
Ossid has been the North American leader in tray packaging and sealing equipment for 40+ years. Ossid’s machines feature proven costefficient innovations for versatility in the food packaging industry with systems for VSP tray, VSP on board and MAP tray packaging needs.
SERVICE AND PARTS
You can rely on PACKPRO’s highly skilled field engineers and quick access to OEM parts for prompt local service and maximized uptime of your packaging lines.
MATERIALS
Keep freshness and flavour of your produce at their best with high-performance food films and trays. From conventional trays to trays made of 100% recycled and recyclable PET, PACKPRO can help you achieve your quality, productivity and sustainability goals.
Contact PACKPRO for a food packaging consultation today!
of pieces inserted per bottle, desired production speed, and other factors. Delivered with two interchangeable turrets in a choice of insertion tube lengths, the Pharmafill CS10 cottoner operates two filling heads to insert the cotton, rayon or polyester into two bottles at the same time at twice the speed of machines relying on one filling head or turret assembly, while consistently achieving 99.99-percent accuracy for every type of product. The computer-controlled cotton insertion machine automatically separates natural or synthetic coil from a continuous roll into individual pieces up to nine-inches-long, shapes them into an inverted U, and inserts them into the center of solid dosage bottles at speeds up to 180 pieces per minute. Deitz Co., Inc.
LOVE THE SKIN YOU’RE IN
The new Skins Sandy brand of coating resins from Royal DSM’s DSM Resins & Functional Materials business unit—the newest addition to the company’s Skins range of haptic coating resins—was developed to enable brand-owners and convertors to differentiate their products by adding an extra layer of sensory experience. According to the company, the new resin will enable print and packaging manufacturers to add sand-like textures to a wide range of print and packaging materials, including food packaging. Offering sandy-feel textures ranging from fine to coarse, Skins Sandy resin is said to be particularly suitable for overprint varnishes, paper and board, and flexible packaging, with its broad food contact compliance opening up new possibilities for textured food packaging. Compatible with a wide range of printing processes, including flexographic and gravure, Skins Sandy delivers the desired sandpaper texture in a single coating without fillers or additives—making application easier and reducing for -
mulators’ contact with harmful chemicals. Moreover, its compatibility with one-component water-borne systems avoids the need for using potentially harmful solvents, while its ability to add texture in a single coating will can also facilitate monomaterial packaging that can be easily recycled post-use.
DSM Resins & Functional Materials
A LOT ON THEIR PLATE
The new AFP-Leggero CleanPrint photopolymer flexographic printing plates from Asahi Photoproducts were designed specifically for printing on lower-quality, low-liner corrugated board, according to the company. Said to be ideal for simple brown-box corrugated applications such as fruit trays and single-color logo type printing, the super-soft plate delivers ‘kiss-touch’ printing without board crush, along with good ink density with reduced washboard effect. In addition to exceptionally clean printing enabled by the soft plate base material and complete transfer of all remaining ink to the printed substrate, the AFP-Leggero CleanPrint plates do not require to be cleaned as often as conventional digital solvent plates—resulting in improved productivity improvement and more consistent quality.
Asahi Photoproducts
THE INCEDIBLE BULK
weigh hoppers to achieve fill rates of up to 40 bulk bags per hour. The patented filler design simultaneously lowers and pivots each fill head into a vertically-oriented position that places the inflatable spout connection collar, inflator button, and four bag loop latches within reach of an operator standing on the plant floor. This significantly increases the safety and speed of connecting bulk bags, as the operator can connect each bag loop and the bag spout without having to stand on a ladder or reach over equipment to secure the bag. Un-
like conventional fillers are typically mounted on load cells—allowing a PLC (programmable logic controller) to open and close a valve or start and stop a conveyor to slowly fill the bag by weight, the new system employs dual gain-in-weight hoppers positioned above the bulk bag fillers. This allows pre-weighed material to descend into the bag at extremely high rates, saving additional time by refilling the weigh hopper while the full bag is being removed and an empty bag is being connected. Once the inflator button is pressed and the
collar secures the bag spout, filling operations are automatic: the fill head raises and returns to horizontal orientation; a dedicated blower fills the bag with air to removes creases in the bag, allowing the material to fill corners to create a stable bag; the surge hopper’s roller gate valve opens; pre-weighed material fills the bag; the valve closes; the inlet seal deflates and the bag loop latches release—allowing a forklift to remove the filled, palletized bag.
Flexicon Corporation
A new sanitary bulk bag filling system from Flexicon Corporation features dual SWING-DOWN fillers fed by high-capacity
FIRST GLANCE
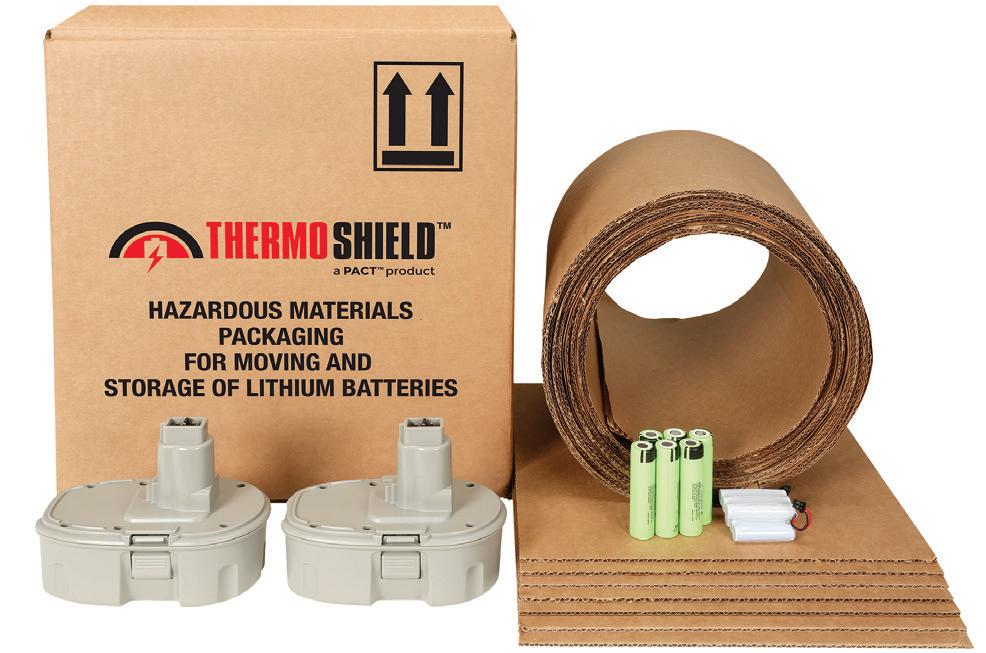
PACT OF LIFE
Designed specifically to prevent catastrophes caused by battery explosions during transport, the new Thermo Shield packaging from PACT, LLC is a paper-based, fire-resistant shipping wrap that actively and automatically cools the internal environment of a corrugated container. Comprising a lightweight pleated material with a non-toxic moisture vapor application that ensures the safety of lithium-ion products in transport, the 100-percent recyclable protective logistics product prevents damage to the outside shipping container, suppresses fumes or gasses from escaping, and limits external oxygen supply. According to the company, the Thermo Shield solution can suppress thermal runaway and propagation at temperatures up to 800°C, while restricting the temperature outside the wrap itself to 80°C. PACT, LLC
KEEP ON ROLLING
Capable of handling up to 20,000 conveyed goods per hour, the ne new high-performance MX025H Crossbelt Sorter from the Interroll Group can handle items weighing 50 kilograms each, according to the company, with the system’s extra-wide carriers enabling impressive throughput productivity and flexibility gains when sorting goods of different dimensions. Thanks to the mechanical drive concept, the sorter operates extremely quietly—below 67 decibels—even
at the highest throughput rates, while its use of a rubber belt, rather than a drive chain, eliminates the need for lubrication and simplifies overall maintenance require -
ments. In addition to extensive load and endurance tests in the in-house test center, the new sorter has already been in use for almost a year at selected customers´ sites. Operate on a direct drive principle, whereby the drive units can be positioned flexibly. The entire drive system offers power efficiency rates of over 85 per cent, according to the company, while its built-in redundancy ensures that if one drive unit fails, the sorting operation continues uninterrupted. Compared to electrical sorting systems operated with traditional linear motors, end-users can achieve energy savings of up to 50 per cent, according to Interroll. Comprising crossbelt carriers with patented mechanical drives, the modular sorter platform also includes innovative infeed conveyors and terminals that can be easily customized to meet the needs of each end-user.
Interroll Group
THINK INK
Squid Ink Manufacturing, Inc. has launched a complete line of MOF (mineral oil-free) inks designed as direct replacement for petroleum-based inks for use on porous substrates. Approved for use on Squid Ink’s popular CoPilot Max hi-resolution printing system the MOF inks are formulated with no hazardous ingredients and zero hazardous air pollutants (HAP),
thereby effectively reducing the risks associated with mineral oil ink contamination in the food packaging industry. Offered in black, red, blue and green colors, the MOF inks are designed to perform at the same high standards as the company’s high quality oil-based inks to generate dark, reliable print for easy-to-read package coding and increased barcode scannability.
Squid Ink Manufacturing, Inc. (Div. of Engage Technologies Corp.)
BIG PAYLOAD FOR QUICK PAYBACK
Featuring precise hand-guided teaching for fast implementation of a robot system, the new 20-kilogram payload HC20XP collaborative robot from Yaskawa Motoman is the industry’s IP67-rated collaborative robot that can be put to continuous use in damp or splash-prone environments. Made of cast aluminum for long durability, this model features an easy-to-clean surface, allowing utilization in sanitary environments where wipe or wash is required. The HC20XP features a 1,700-mm maximum reach, making it ideal for a broad range of material handling, machine tending or assembly tasks, while also being able to reach full 80-inch pallets without requiring an elevator or lift mechanism. The HC20XP offers four modes of collaborative operation, including Power and Force Limiting (PFL), where dual channel torque sensors in all joints constantly monitor force to quickly and safely react to contact. Designed for the utmost safety, the HC20XP features a pinchless design, while through-arm utilities hide cabling to reducing risks of snagging or interference with other equipment. Moreover, the HC20XP can easily shift between collaborative speed in PFL mode or full speed in industrial mode to optimize cycle-times based on risk assessment and process requirements.
Yaskawa Motoman
STAY CONNECTED Webinar Wednesdays
Beginning April 1 st
TUNE IN WITH PAC
PAC remains dedicated to providing unparalleled value to our members. Through this difficult time, we are working to bring you opportunities to connect, learn and grow while allowing you to focus on keeping your family, friends, and co-workers safe.
On April 1st, we will launch our weekly Webinar Wednesday series that will cover important packaging industry topics and trends. Our goal is to offer these every Wednesday at 12pm EST, providing an opportunity for you to connect and grow safely from wherever you are.
UPCOMING PACKAGING WEBINARS
What’s on Your Mind?
Answering all of Your Industry Questions
Packaging Sustainbility Checklists
For Structural, Smart, and Graphic Packaging
Paper Packaging
Naturally Circular
Packaging Industry Alliances
The Goals of Collaboration
SMART Packaging
New Innovations and Technologies
IFS PACsecure GFSI Food Safety Standard
Food Safety & COVID-19
The Multi-Laminate Quandary Challenges & Solutions
PAC Student Design Competition
KitKat Sustainable Redesign - Sponsored by Nestlé
Dow Hefty Energy Bag Update How Far Has it Come?
NZWC Food Loss & Waste Report Latest Updates From Waste Reduction Leaders
CCME Canada Wide Zero Plastic Waste Action Plan
PAC Awards Winners Profile How the Big Winners Got on Top
cascades.com
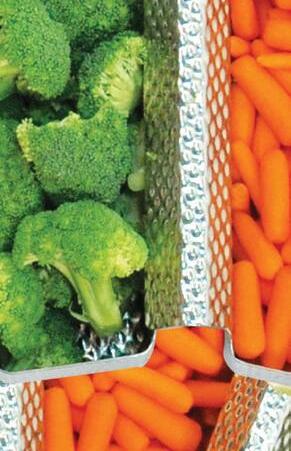
REFRESHING OUTLOOKS
Fresh produce industry insiders find common ground in the need to make produce packaging more attuned to key Circular Economy requirements and objectives
BY GEORGE GUIDONI, EDITOR
PHOTOS BY NAOMI HILTZ
Best intentions may not always yield the best outcomes in our imperfect world, but they definitely have the best chance to succeed when backed up with best industry practices, public goodwill and pragmatic, science-based regulatory and legislative support from the top.
And for Canada’s economically vital $14-billion fresh produce industry, which accounts for over 180,000 domestic jobs in the country, the stars have rarely been better aligned to take aim at reducing the carbon footprint of thousands of tonnes of packaging materials, notably plastic, used by the industry to supply Canadian consumers with nutritious, highquality fresh fruits and vegetables on year-round basis to keep the country’s population healthy and fit.
While the country’s fresh produce sector is far from being one Canada’s most intensive or frivolous users of plastic packaging today, the industry is well aware of the social and ethical burden of expectations of taking a proactive role in moving the country onto the path of the new Circular Economy model—aimed at curtailing the society’s excessive use of disposable plastic packaging that now poses a grave threat to the planet’s oceans and other waterways.
In late 2019, the 94-year-old Canadian Produce Marketing Association (CPMA) released a landmark report focusing on the vitally important role packaging plays in the produce supply chain by extending product shelf-life, reducing waste, enhancing con-
Gathered at Annex Business Media’s Toronto office last month, home quarters of the Canadian Packaging magazine, participants in the inaugural Produce Packaging Roundtable 2020 included: Front, Sitting from Left: Martin Gooch, Chief Executive Officer, VCMI; Peter Pigeon, National Director of Operations, Pigeon Brands Inc.; Ron Lemaire, President, CPMA.
Back, Standing from Left: Roundtable panel moderator and Canadian Packaging editor George Guidoni; assistant editor Alanna Fairey; Yan Branco, Vice-President of Produce Sourcing, Sobeys Inc.; Mario Masellis, Director of Sales and Marketing, M.L. Catania Canada; David Springman, Southwestern Ontario Sales Manager for Food Processing, Veritiv Corporation; Stephen Dean, Publisher, Canadian Packaging.
sumer safety, etc., while making a number of suggestions on how the industry could reduce its packaging footprint even further with input from various industry stakeholders and Canada’s environmental regulators.
Developed jointly with Oakville, Ont.-based consultancy VCMI (Value Chain Management International), the CPMA Plastics Packaging Roadmap technical report highlights some notable advances in packaging sustainability made by fresh produce companies themselves in recent years, while proposing a regulatory framework for achieving further progress without putting some industry players at a competitive disadvantage through hasty bans of allegedly harmful packaging materials or excessive EPR (Extended Producer Responsibility) levies and regulations.
Last month, the Canadian Packaging magazine invited one of the report’s authors, VCMI chief executive officer Martin Gooch, and CPMA president Ron Lemaire to take part in a roundtable discussion aimed at elaborating on some of the report’s key findings, while also providing an indication of where fresh produce packaging is headed in Canada and elsewhere.
Joined by industry stakeholders and counterparts Yan Branco, vice-president of produce sourcing for leading grocery retail chain Sobeys Inc.; Mario Masellis, director of sales and marketing at
According to Lemaire, part of the consumers’ wariness of produce packaging stems from the fact that produce departments typically occupy the largest space in a grocery store, often right at the front, thereby making all the clamshells, plastic trays and plastic produce bags in that section seem especially conspicuous by their near presence.
“We are the most visible food group when you walk into retail from the front door,” Lemaire said, “and because of that we’re also one of those groups that people immediately start talking about when
“ There’s a public responsibility by the government, the corporate responsibility from the MRFs, and strategic responsibility from the fresh fruit and vegetable supply chain to do the right thing and begin moving down the path of setting standards. ”
RON LEMAIRE, CPMA
it comes to plastic and packaging once they see a wrapped raw cucumber, a clamshell of strawberries, or a bag of grapes or cherries.”
fresh produce distributor M.L. Catania Canada; David Springman, sales manager for food processing for southwestern Ontario at leading packaging and facilities supplies group Veritiv; and Peter Pigeon, national director of operations at leading Canadian package designer Pigeon Brands Inc., the lively discussion generated a number of key talking points about the urgent need for further consumer education; a more systemic approach to materials recovery and packaging waste reduction; and a pressing imperative for the industry’s packaging suppliers to step up their research and innovation efforts.
“Packaging and product innovation have been key fundamental drivers enabling our sector to provide high quality, good price and freshness to the consumer,” noted Lemaire, whose Ottawa-based industry group comprises a diverse range of companies accounting for over 90 per cent of all fresh fruit and vegetable sales in Canada.
“But Canadian consumers want to have their cake and it too,” Lemaire remarked, citing a recent CPMA survey showing 74 per cent of Canadians demanding more sustainable packaging, “but not if it will impact their lifestyle.”
“The consumer would like us to maintain the quality, the convenience, the freshness and the price,” Lemaire said, “but at the same time deliver on sustainable innovative packaging [that] also meets all their food security needs.”
The reality is actually quite the opposite, Lemaire pointed out, noting that produce packaging actually accounts for only two per cent of all packaging used in Canada by sales volume, and just 5.1 per cent of the total plastic packaging volume of over 1.5 million metric tonnes.
“So even though we’re a very small end-user of packaging in relative terms, we have a very key role to play in driving change because we are right there in front of everyone,” he said. “It’s a real challenge.”
As VCMI’s chief executive officer Gooch added, “Consumers typically only see the primary packaging in store: they don’t see the secondary packaging; they don’t see the tertiary packaging, and they don’t understand how those three things interact.
“Getting rid of primary packaging would have significant knock-on effects on the other packaging, whereby you could unintentionally increase the environmental footprint of that secondary and tertiary packaging and end up with higher levels of food waste,” he said, “be it at the retail store, a foodservice setting or in their homes.
“It’s a complex dynamic that I think few people truly understand.
“The average person on the street has absolutely no idea of the changes that will be forced upon them if we didn’t have packaging.”
In addition to being a relatively light end-user of packaging compared to other major food groups, Gooch noted, the fresh produce sector’s overall carbon footprint is also the lowest of the six major food industries tracked by VCMI.
According to VCMI research, the produce indus-
COVER STORY
try generates an estimated 0.73 tonnes of carbondioxide emissions per tonne of food sold at retail level—accounting for the production, processing, manufacturing, transport and retail stages—less than either field crops (1.16 tonne) and sugars/confectionary (0.82 tonne).
Conversely, a tonne of retailed dairy and egg products generates 4.05 tonnes of GHG (greenhouse gas) emissions over their life-cycle, followed by fish and seafood (4.68 tonnes) and, unsurprisingly, a whopping 15.01 tonnes for meat and poultry.
That said, the produce industry does have a blemish in the greater sustainability picture owing to the significant rates of food loss.
“ The packaging industry has morphed into an extremely complex beast because no one has directed its development. We require a systemic change to align all the links in the packaging and food value chain to achieve a sustainable system. ”
MARTIN GOOCH, VCMI
As Gooch readily acknowledged, “We know through our research that more effective packaging could reduce food loss and waste in the North America by 20 per cent in produce, and by about 10 per cent in meat and poultry.”
For various reasons, the amount of fresh produce that ends up being discarded without ever making it to the plate is estimated to range from 30 to nearly 50 per cent, depending on research methodology, which naturally does not sit well with the public or governments.
Paradoxically, though, poor or inadequate packaging that doesn’t provide adequate product protection or shelf-life is often cited as one of the culprits responsible for this stubborn industry shortcoming.
As Pigeon pointed out, “Food packaging is not some Illuminati construct: it serves a truly profound and relevant purpose by keeping consumers safe, making your product perform better on the shelf against the competition, and giving your product a life-span it would not have otherwise.
“I think that the environmental message on packaging is being delivered to consumers through a flawed channel of social media, where instead of supposedly educating people, it’s all about the frequency of clicks gained by sensationalizing or vilifying something,” said Pigeon.
Veritiv’s Springman agreed: “Many consumers don’t understand why a fresh cucumber is wrapped in film, but that very wrap provides them with 20 days of shelf-life.
“The consumer needs to understand and be educated about supply chain issues in the industry, and why that wrap packaging is there.
“If you look at the overall carbon footprint of packaging, compared to other links in the supply chain, it’s an equivalent of a rounding error, but it is essential to getting that product to market safely, ensuring effective product traceability, and extending product shelf-life.
“What is the use in buying 10 chicken breasts in a club package at Costco and then wrapping them individually into Ziploc bags at home because we only need two tonight? How does that help reduce the carbon footprint?
“Why not buy a package containing pre-packed smaller portions, which may add up to a little bit more packaging up front, but the shelf-life it provides actually enhances sustainability and, ultimately, a better carbon footprint.
“But most consumers don’t see it that way,” Springman lamented, stressing the need for better public awareness of key sustainability principles and practices.
Added Catania’s Masellis: “With consumer safety always a top priority, food traceability is a must, and with packaged products we have the codes, the information, and the ability to trace the product all the way back to the grower.
“For companies selling produce in bulk to retailers like we do, reducing the use of packaging can
leave them very vulnerable.
“Thirty years ago you could not buy bagged sal ads because they didn’t exist, “Masellis noted, “but today a packaged salad comes with a UPC code, a traceability code, a lot code and all you need to trace the lettuce and other ingredients back to the field it was picked, when was it packed and when it was shipped.
“We recently had a situation where a grower 6,000 miles away had suffered a local outbreak of typhoid fever that led to destroying the whole field and crop, but not before two containers of produce from that field were shipped for export.
“We were easily able to trace them with the onpack information used to package the product and destroy it right upon its arrival to Canada.
“It never made it to any supermarkets,” Masellis related, “and more importantly it never made any headlines.”
As Sobeys vice-president of produce procurement Yan Branco pointed out, pre-packaged produce also delivers consumers the much sought-after ‘convenience factor’ that they are increasingly demanding from retailers.
“There is a growing consumer demand for graband-go meal solutions, with many consumers being caught up in a daily time crunch,” said Branco, add-
ing that about 42-percent of all produce sold by Canadian grocers is packaged in one form or another.
“One of the most successful programs we have in-store today is the Fresh Cut Fruit and Vegetable Program within the produce department, which repurposes a lot of the product that would have ended up as waste in pre-portioned packages,” Branco stated.
According to CPMA, the produce sector has achieved some significant reductions in the total volume of packaging for certain products with aggressive lightweighting strategies and packaging format innovations.
For example, 50 per cent of tomatoes previously sold in Canada in clamshells with a rigid lid have been replaced with flexible film, lessening the packaging volume by 40 per cent per pack.
“ One of the most successful programs we have in-store today is the Fresh Cut Fruit and Vegetable Program within the produce department, which repurposes a lot of the product that would have ended up as waste in pre-portioned packages. ”
YAN BRANCO, SOBEYS INC.
of top-sealing packaging methods, whereby rigid lids are replaced with a thin layer of film, have demonstrated at least 30-percent reduction of plastic used to package smaller-sized fruit and berries in trays or punnets.
Similarly, the volume of plastic used to wrap English cucumbers has been reduced by 30 per cent through the use of thinner plastic film.
All told, the packaging reduction initiatives for just these two products had removed over 4,500 tonnes of single-use plastics from the wastestream annually, according to CPMA, which also lists similar developments taking place for kiwi, beets, lettuce and berries.
According to Lemaire, the widespread adoption
“ One of the of things we need is a groundswell movement insisting on recycled content, so that we create the market and the infrastructure to start getting more of this stuff back in the market. We really need to see waste plastic to be turned back into packaging, not park benches. ”
PETER PIGEON, PIGEON BRANDS INC.
For all that, such improvements remain mostly unacknowledged or unappreciated by the consumers, who choose to focus on the so-called “singleuse plastics” that they see encasing the product and, according to the current narrative, inevitably end up in waterways or landfill.
This unbalanced public perception must be addressed through more effective consumer education and communication stressing the importance of full LCA (life-cycle analysis) principles and methodology used to calculate the true carbon footprint of the package, roundtable participants agreed.
Said Pigeon: “It wasn’t so long ago that a coffee pod was the greatest environmental evil in the world, but when you do comparative LCA with
percolated coffee and account for the energy and the water used to make that coffee, pouring out the leftover remains, washing out the carafe, etc., the single-use pod actually comes out ahead in terms of environmental performance.”
According to Lemaire, the whole discussion about banning “single-use plastics” distorts the real issue of addressing the problem of “unnecessary or problematic plastics,” as he put it.
“The discussion should not be focused on picking winners and losers,” he said. “It should be about trying to meet consumer demand by influencing retail and supply chain decisions and moving to a sustainable packaging model.
“As soon as you start saying we have to move away from certain packaging tools, you’re putting limits on innovation.
“Is it really right to remove some materials from the sector altogether, or is it better to identify opportunities for further innovation in that sector with the right materials, be it plastic, fiber, or whatever else you may have in the packaging toolkit?
“The key is to drive the innovation to meet that consumer demand in a way where the aforementioned cucumber wrap, which right now is not recyclable, can be put into the recycling bin.”
Before that can happen, though, the federal and provincial governments must begin sweeping standardization of the nationwide patchwork of existing rules and regulations on waste recovery and recy-
is infinitely recyclable, and it is commonly recycled because it is economically viable to collect it, sort it, recondition it, and feed it back into the system,” he elaborated.
“The real underlying challenge we have right now with recycling is low price of crude oil,” Pigeon noted, “which presents a true competitive conundrum for people who want to put recycled
“ If you look at the overall carbon footprint of packaging, compared to the rest of the supply chain, it’s an equivalent of a rounding error. But it is essential to getting that product to market safely, ensuring effective product traceability, and extending product shelf-life. ”
DAVID SPRINGMAN, VERITIV CORPORATION
component into their package.
“Also, the vast majority of collected plastic is reconditioned with mechanical recycling that just breaks it down, without fundamentally changing the structure of the plastic that has additives within it, Pigeon pointed out.
cling, the panelists agreed.
“There is a considerable amount of packaging that can be recycled already, but it isn’t recycled because we don’t have a correct system,” said Gooch.
“The packaging industry has morphed into an extremely complex beast because no one has directed its development.
“We require a systematic change to align all the links in the packaging and food value chain to achieve a sustainable system.
“This cannot occur with just individual companies: it needs to be approached as an industry-wide competitiveness issue,” Gooch stated.
Springman agreed: “It needs consumers to do what they’re supposed to do with with their recyclables, and it needs the industry, the retailer and everybody else in the chain to drive that change.
“And it also needs a legislative overhaul because right now it is all controlled by municipal politics— making it very difficult for somebody who’s national in scope or has multiple stores in multiple regions.
“There are different rules for recycling in every region across Canada, so how do you manage your recyclables when you have different programs in Toronto, London, Peel region and everywhere else?”
“One of the of things we need is a groundswell movement insisting on recycled content, so that we create the market and the infrastructure to start getting more of this stuff back in the market,” added Pigeon.
“A plastic like PET (polyethylene terephthalate)
“The good news is that chemical recycling, which breaks polymers down into their base monomers and then reformulates plastic an infinite number of times, is showing incredible promise, but it really needs to be scaled up,” Pigeon related.
“But above all, we really need to see waste plastic to be turned back into packaging, not park benches,” Pigeon asserted. “As noble as that may be, we only need so many park benches.”
Rather than banning single-use plastics outright, the federal government would do the industry and public a far greater service by harmonizing existing rules and regulations on recycling nationwide, according to CPMA’s Lemaire, while pumping additional investment into the recycling infrastructure to enable the country’s MRFs (municipal recycling facilities) to process smaller and more difficult plastic packaging.
Said Lemaire: “As a sector, we need to make a decision on an acceptable threshold of recycled content in produce packaging.
“Many clamshells are already pushing 80-percent PCR (post-consumer recycling) content,” he stated, “but the consumer doesn’t know that.
“We also need to ensure adequate collection capabilities, so that industry isn’t investing in costly PCR-content materials without being able to recover those costs in the long term,” said Lemaire, noting there are currently only about 350 MRFs operating across Canada, compared to over 4,200 landfill sites.
According to Gooch, many of these MRFs are having a hard time coping with the so-called ‘Evolving
COVER STORY
Tonne’ effect, whereby each tonne of materials sent for recycling today has a very different mix of materials than even five years ago due to the significant shift by CPG producers to lighterweight plastics from heavier materials like glass, metal and paperboard.
“ Food traceability is a must, and with packaged products we have the codes, the information and the ability to trace the product all the way back to the grower. ”
MARIO MASELLIS, M.L. CATANIA CANADA
“Some of the things that have replaced metal and paper have the least value and are either more complex to recycle, or cannot be recycled,” Gooch elaborated.
“The MRFs’ income is determined by how much those who do the recycling are willing to pay them,” he said.
“Right now they’re getting less and less revenue from recyclers, while carrying higher costs that are getting harder and harder to handle.
“So the key issue is creating a business model that makes MRFs a viable proposition as part of a system that has the economic tools and drivers to support them.
“This really is a fundamental competitive issue that the government needs to address as part of developing sustainable systems to support a Circular Economy,” Gooch stated.
“The federal government and the CCME (Canadian Council of Ministers of the Environment) both have a key role to play in setting the guidelines and regulatory standards,” Lemaire concurred.
“They can provide the much-needed stewardship funds that are truly reinvesting the dollars into effective collection systems that can drive the Circular Economy.
“They both have the responsibility for change to a harmonized approach across Canada on the national level, so that if I’m putting a product inside PET packaging into a B.C., Ontario or Quebec market, that it is going to be treated the same way,” Lemaire proclaimed.
“As an industry, we can set guidelines to encourage more PCR content, but it doesn’t do us any good if the system doesn’t change because the required investment in that system will not happen,” Lemaire reasoned.
“So there’s a public responsibility by the government, the corporate responsibility from the MRFs, and strategic responsibility from the fresh fruit and vegetable supply chain to do the right thing and begin moving down that path of setting standards.”
Added Pigeon: “Our recycling system has been in place for 40 years, so whatever flaws it has in it, we’re not going to fix them overnight.
“That said, we have to come out with conviction and a set of ground rules to level the playing field and
define what we should do to be more environmentally responsible,” Pigeon proposed.
“We need to address all three parts of the system: the products themselves, the process and the infrastructure,” Gooch weighed in.
“We need to align them as much as we can to eliminate variables and inconsistencies in the perceived quality and consistency of recycled material versus virgin,” he explained, “and we need to introduce appropriate processes and systems into the waste diversion infrastructure to get rid of that unpredictability.
“A director of procurement at a major fast-moving goods company recently told me their buyers do not seek out recyclable materials because they don’t want to negotiate multiple standards for all the different Blue Bin programs.”
While the time-tested Three R’s trifecta of reduce, reuse and recycle remains a good basic tenet for general sustainability guidance, according to Lemaire, “We need to make sure that we are driving and enabling the appropriate plastic to fit into recycling chains, so as to create a market for PCR plastics to help generate a Circular Economy.
“The second part is having verified systems—regulation, guidance standards, best practices and regulatory support—so that the public knows the rules we are following are verified rules,” said Lemaire, adding CPMA is currently working on developing a set of best practices and standards for the fresh produce industry that it plans to unveil later this year.
Some of these best practices include:
• Lightweighting, thereby reducing the volume of plastic per unit sold;
• Manufacturing packaging from polymers that are more economically viable to recycle;
• Including more PCR content and product in produce packaging;
• Designing for recycling, such as replacing multilayer laminates with monolayer resin laminates in produce packaging.
• Incorporating packaging design and materials into procurement decisions.
• Providing customers with the opportunity to buy items loose, where appropriate.
“The last piece is communication: effectively communicating within our industry to make sure they are doing the right thing, and effectively communicating that ‘right thing’ to the consumer,” Lemaire reiterated.
“Does the consumer understand what and how to recycle? How do we work with our government partners to make sure that it happens?
“How do we effectively drive and enable consumer behavioral change, like we saw when recycling first started to happen?
“What are consumers currently putting into their Blue Bins, Black Bins and Green Bins? Do they even have those three bins available in their communities?”
Above all, Lemaire concluded: “How do we effectively harmonize the systems for collection and recycling so that the MRFs that collect the material, sort it out, and put it through their system can generate a profit that fits into an economic model?
“Because without the proper economic model in place,” Lemaire finished, “we’re back to the proverbial Square One.”
EMERGENCY RESPONSE
Global virus pandemic posing an existential challenge to the country’s critically vital fresh produce industry
BY GEORGE GUIDONI, EDITOR
While it is virtually impossible to downplay or understate the calamitous impact of having to cancel the industry’s largest event of the year due to the tragic global outbreak of the deadly COVID-19 virus pandemic, there is some measure of comfort, however tiny, in knowing that the people representing your industry on national and global stage are at least doing the right thing.
Originally scheduled to take place at the Metro Toronto Convention Centre next month from May 12 to May 14, the eagerly anticipated 95th annual convention and trade show of the Canadian Produce Marketing Association (CPMA) has fallen victim to the unprecedented health crisis driving most of the world’s population into mandated self-isolation and social distancing on truly epic scale—joining a lengthy list of other major industrial and consumer exhibitions serving a diverse range of economic and social sectors.
Naturally it was not a decision taken lightly, but under the circumstances it was the only decision that the CPMA board of directors could have possibly taken, alas.
“The 2020 CPMA convention and trade show was shaping up to be an incredible production with top entertainment, with many new exhibitors and attendees,” said Mario Masellis, chair of the 2020 CPMA Convention and Trade Show Organizing Committee.
“I would like to thank the entire organizing committee for their efforts in planning this event and we look forward to the 2021 CPMA Convention and Trade Show in Vancouver, B.C.”
Added CPMA’s board of director chair Oleen Smethurst: “The produce industry looked forward to gathering at Canada’s largest event for the produce sector, [but] the CPMA Board of Directors has made the right decision to cancel this event.
“The health of our global community is our top priority,” Smethurst stated, “and we fully support government efforts to eliminate the transmission of COVID-19.”
Remarkably, within days of the show’s cancellation the CPMA was back to doing what it does best—working with the government to ensure that the industry would avoid an outright collapse during the upcoming harvest season by negotiating an all-important exemption from the blanket ban on travel to and from Canada for thousands of seasonal foreign workers on whom the country’s fresh produce sector depends to pick the crops that would otherwise remain rotting in the fields.
While these workers will be subjected to all the strict scrutiny and clearance protocols necessitated by the deadly realities of the raging coronavirus pandemic, doing nothing was simply not an option for an industry supporting over 180,000 full-time jobs across the country.
As CPMA president Ron Lemaire explains, Canada’s primary agriculture sector alone relies on access to approximately 60,000 international farm workers to help address a persistent labor shortage of more than 76,000 workers each year.
With initial estimates suggesting that only 10,000 of these foreign workers were already in Canada before the travel ban went to effect, the consequences of not adding more foreign field workers would have been just too devastating to contemplate.
“CPMA fully supports the Canadian Government’s proactive measures to prevent the spread of COVID-19,” said Lemaire,“but as we address this pandemic as a unified country, we must also focus our attention on food security.
“Public Safety Canada has identified the food sector as one of the 10 critical infrastructures required in the National Strategy for Critical Infrastructure, and it is important that we ensure the functionality of the agriculture industry to feed Canadians.
“With this in mind, the industry-led TFWP COVID-19 Agri-food Risk Management Plan was developed to ensure the safety of Canadians and the continuity of our agri-food supply.”
While this seem like a very small victory in the broader context of current social and economic upheaval, it certainly offers an accurate reflection of the organization’s deep-rooted commitment to promoting the interests of its highly diverse membership for the sake of greater public good.
In many ways, it is also a testament to CPMA’s resilience in face of adversity that has enabled it to carry on as the fresh produce industry’s leading voice for 95 years, making CPMA one the country’s most authoritative and influential not-for-profit professional trade organizations.
It is in fact a cruel irony that many of its significant accomplishments over the last year will be denied an opportunity for public acclaim and recognition they deserve on the account of the Toronto event’s cancellation.
Be that as it may, there is no denying CPMA’s impressive track record of helping the industry navigate through some of the trickiest and confounding challenges facing its member companies and the Canadian food industry at large.
Some of the most notable highlights include:
• Formation of an industry working group focused on the many issues surrounding the use of plastics across the produce supply chain.
“This is a complex issue which is a focus for consumers, governments and industry,” according to Lemaire. “The use of plastics across the produce industry is important for food safety, product shelf-life and produce identification.
“This working group will look at all aspects of the issue to better understand the
CPMA president Ron Lemaire taking part in the Canadian Packaging magazine’s inaugural Produce Packing Roundtable dissussion at the Annex Business Media’s Toronto offices.
NO MORE MANUAL TRAY STACKING
or product damage for wholesale bakeries
Automatic tray stacking solution complete with barcode scanning and label inspection for traceability and light curtains for operator safety
When busy wholesale baker ies look for automation to make their daily deliveries to chain restaurants and C-stores more efficient, the engineers at Apex Motion Control and Vital Manufacturing teamed up to develop the Tray Stacker. And for controls, the exper ts at Omron were the easy decision.
THE RESULTS
Eliminate product damage from misalignment of stacked trays, reduce the risk of injury during the stacking process, optimize truck loading capacity and sorting.
The Tray Stacker helps put wholesale bakeries quickly back into the driver’s seat.
The Tray Stacker by Apex Motion Control & Vital Manufacturing.
PACKAGING FOR FRESHNESS
opportunities to balance environmental concerns, food safety issues and consumer demands.”
• Release of a landmark technical report, titled A Landscape Review of Plastics in the Canadian Fresh Produce Sector, and the follow-up companion Produce Packaging Executive Framework roadmap review near the end of 2019.
Developed jointly with leading environmental policy consultants Value Chain Management International
(VCMI), the well-researched comprehensive documents discuss the use of plastics within the produce sector; identify efforts already undertaken by industry; determine best practices; and develop an industry-supported roadmap to maintaining food quality and safety, while reducing the environmental impact of plastics.
Condensing months of detailed research on Canadian and global plastic use—focusing on the fresh fruit and vegetable supply chain’s impact—the studies
aim to help produce industry to navigate the highly complex, multifaceted topic of utilizing plastic packaging in the most economically and environmentally responsible means possible over the short, medium and long term, says Lemaire.
“These publications are a manifestation of CPMA’s efforts and vision for a green economy that identifies concerns around fragmented systems, unnecessary and problematic plastics, the benefits of plastics when used within the appropriate system, and the need to reduce food
waste and ensure food security in our efforts around sustainable packaging,” says Lemaire.
“Together with our members and partners across the fresh fruit and vegetable supply chain, and with our colleagues throughout the food system, we hope to be a catalyst for positive and viable change that enables businesses to thrive, communities to flourish, and consumer preferences and demands to be met.”
t he c anadian corrugated and containerboard industry develops creative packaging solutions that are cost effective, versatile, environmentally sound and food safe. o ur boxes are designed with high impact graphics that communicate your brand. w e focus on what matters: what’s inside the box.
Visit us at www.cccabox.org to learn more.
• Partnering with food safety experts NSF Canada to offer Food Safety, Regulatory and Quality Assurance workshops to CPMA members and non-members
Originally scheduled to commence last month, the workshops were designed to cover topics such as food safety principles, an overview of the current regulatory landscape, the new federal Safe Food for Canadians Regulations act, and introduction to quality assurance principles.
• Playing an active role in urging the federal government to ratify the new Canada-United States-Mexico Agreement (CUSMA) continental trade deal replacing the original NAFTA trilateral trade pact.
As Lemaire stated at the time, “Since the implementation of the previous NAFTA in 1994, Canadian fresh fruit and vegetable exports to Mexico and the U.S. have increased by approximately 396 per cent.
“This growth is indicative of the importance of tariff-free trade and the integration of our marketplace within North America and within the fresh produce industry.”
According to CPMA, the integrated North American produce supply chain is an important tool in ensuring that Canadian consumers have a consistent and diverse supply of fresh fruit and vegetables year-round.
Continued access to these products is essential to increasing domestic consumption and helping Canadians meet Canada’s Food Guide’s recommendation to fill half their plates with fruits and vegetables, says CPMA, which in fact introduced the widely-adopted Half Your Plate dietary concept to the Canadian public and consumers several years ago.
According to Lemaire, the parliament’s ratification of the new CUSMA deal will “facilitate a strong fresh produce industries for generations to come.”
And while worrying about future generations during the raging coronavirus crisis requiring immediate response and respite may feel a little premature at the moment, looking up ahead at the bigger picture is a time-tested virtue that not only has served CPMA well in the past, but will also be highly instrumental in defining its future.
CANNABIS PACKAGING
HIGH EXPECTATIONS
A simple guide to creating more attractive labels for cannabis products
BY BOJANA PETCOVIC
There are many requirements for packaging and labeling legal recreational cannabis products in Canada. These requirements include a lot of information that needs to fit into a limited space.
Hence it is crucial to know how to create a label that is user-friendly while, at the same time, makes the product more appealing to the consumers.
Here is everything you need to know about the process of creating the best labels for cannabis products.
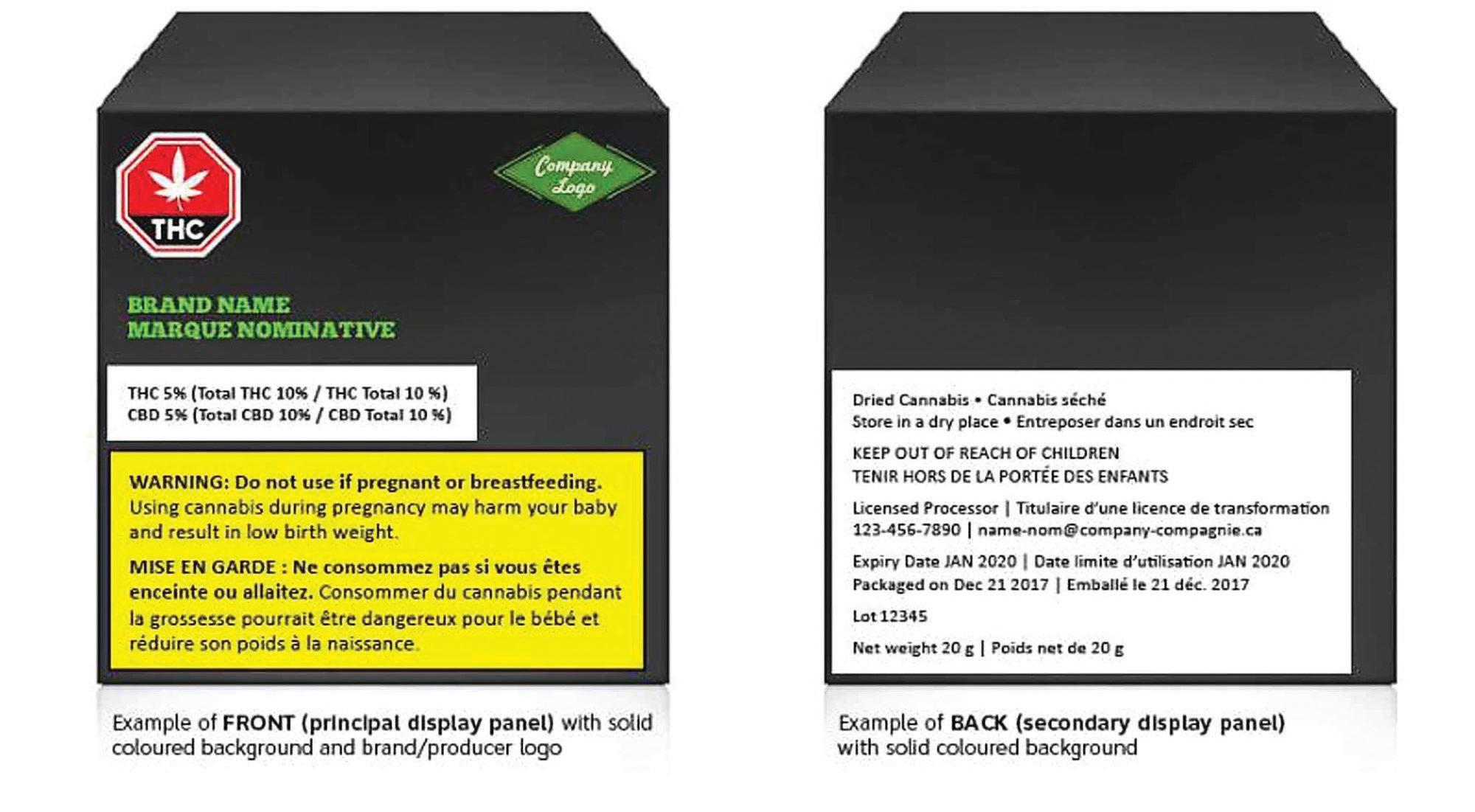
CANNABINOID CONTENT
Every label must specify the amount of THC and CBD contained in a product, but the two numbers need to be separated so that consumers do not mix them up.
The first one is the percentage of cannabinoids in a dried product, and the second one is the percentage of cannabinoids after the product is heated.
EXPIRATION DATE
All consumers want to know that they are buying products that will last at least a little while.
That is the reason why the expiration date should be stated on the label even though it is not mandatory by Health Canada regulations. That way, you are assuring your customers that they are getting a fresh product.
COMPANY NAME AND STRAIN
Every cannabis product has the company name and contact information written on it, but not all of them have the specific strain of cannabis that was used, as well as the dominant terpene it contains.
This information shows what users can expect, which in turn, will attract more customers who consider such information relevant.
STANDARDIZED CANNABIS SYMBOL
One of the most eye-catching elements on all can-
nabis products is the standardized cannabis symbol. All products containing THC must have this symbol. Make sure it is easily noticeable so you can attract more customers.
EXCISE STAMP
Excise stamp shows that the manufacturer has paid the federal cannabis excise tax to the Canada Revenue Agency
Also, every stamp has a unique identification number and a specific color, depending on where the cannabis-based product is being sold.
WARNING LABELS
The warning is probably the most important part of the label.
All warning labels must contain at least one ofHealth Canada’s pre-written warnings printed on a standardized yellow-and-black background.
Also, they must have a second warning in both English and French that reads, “Keep out of reach of children.”
Make sure these warnings are placed on a label so that consumers can easily see them.
OPENING INSTRUCTIONS
The opening instructions are not required for all cannabis products by Health Canada. Still, since all containers must be manufactured according to a government child-proofing standard, they are more than welcome.
Cannabis manufacturers are allowed to add a black-and-white image with opening instructions on their labels, which consumers will undoubtedly find useful.
THE BOTTOM LINE
When it comes to buying cannabis products, people will certainly judge a book by its cover. Creating the perfect cannabis label can seem complicated, but if you follow these simple rules, you will be able to do it right. The most important thing you need to remember is that the more information the label includes, the more chances for sales, which will further lead to increased brand awareness.
Bojana Petcovic is project manager with Loud Cloud Health.com, a U.S.-based market research firm specilizing in the legal cannabis industry.
Equipment Solutions for Fresh Produce
Heat and Control® supports you with ef cient and reliable equipment for weighing, container lling, conveying, packaging, and inspection. And with more technicians in more locations, we offer the industry’s most responsive before- and after-sales technical support.
Let us bring our world-leading knowledge, experience, and technology to your next fresh produce project.
Engineering, Installation, Service, Parts, and Training
info@heatandcontrol.com
CEIA® Metal Detectors, Ishida Checkweighers and X-ray Inspection
Conveyor Systems
IshidaWeighers
Tray Sealers, Container Fillers
An
GLAZE OF GLORY
innovative automatic tray stacking system delivers sweet rewards of enhanced safety and productivity for busy West Coast commercial bakery
BY GEORGE GUIDONI, EDITOR
PHOTOS BY DAVE BUZZARD
For companies in the doughnut business, life is often what you bake of it.
And for hard-working folks at the busy Saginaw Bakeries in Surrey, B.C., life has been getting sweeter by the day since the company has began investing in high-performance automation systems and equipment over the last couple of years to reduce the manual stress of repetitive physical tasks on its staff, while reaching new heights of process efficiency and customer service excellence.
Founded in 1993, the family-owned company currently employs 87 people at its 34,000-squarefoot production facility just outside of Vancouver, producing a broad range of doughnuts, muffins, brownies, cookies, sliced cakes and other sugary delights shipped to over 400 customer locations per day, every day of the year.
From Left: Siganaw Bakeries director of operations Chris Blue joins his father and company president Denny Blue and APEAX Motion Control director of sales and marketing Martin Riis for a group shot just outside the plant’s busy production area.
AUTOMATE NOW
Contracted to supply one of North America’s largest convenience-store chains, the two-shift Surrey plant is in an open-ended race against time on a daily basis filling orders for fresh-baked pastries pouring in each morning—in many different quantities and product mixes.
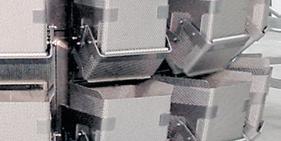
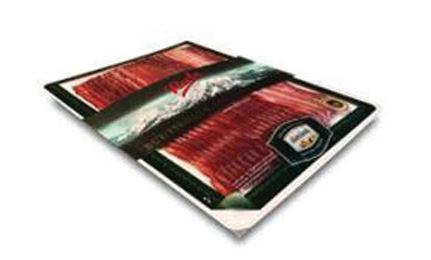
The orders are picked and packaged inside standard blue stackable “bread basket” RPC (reusable plastic container) shipping trays—capable of holding up a couple of dozen items per tray—that are wrapped with stretch film around the top side of the trays and put through a heat tunnel to make the wrap cling tight around the tray.
As they’re conveyed down the line, the wrapped trays are labeled on one side by a Videojet printand-apply system that attaches printed pressuresensitive paper labels—each containing a barcode and other variable text related to the specific store location and delivery route information.
Producing over 40 different SKUs (stock-keeping units) daily, the bakery uses third-party logistics services to send out its daily shipments in food delivery truck across a vast territory covering western Canada up to Edmonton and northeastern U.S., including the client’s distribution centers in Seattle, Wash., and Portland, Ore.
TIGHT TIMELINES
“The time window for our export business is very limited,” says Saginaw Bakeries owner and company president Denny Blue, adding the average daily order works out to about four trays per customer.
“The departure time for trucks leaving our facility is a critical factor for our operation,” Blue states, “especially for products that need to be shuttled to the Seattle and Portland distribution centers, which then split up the loads by individual stores by using the attached barcode labels.”
Most of the product shipped in bread basket trays is made on one of the plant’s two large continuous frying lines comprised of mixing, sheeting, proofing, frying and, if required, glazing stations, with a separate baking departments used for making nonfried pastries and cookies that are typically flowwrapped prior to shipping.
“The frying lines have relatively low levels of automation,” Blue notes, “but in the last couple of years we have been working on installing some robotics to implement inline continuous decorating capabilities to speed up our process flow.”
However, the plant’s most impactful and far-
Built by APEX Motion Control with assistance from Vital Manufacturing, the Tray Stacker system incorporates the signature yellow Omron safety curtains (inset) at the back of the machine to ensure optimal safety for nearby staff.
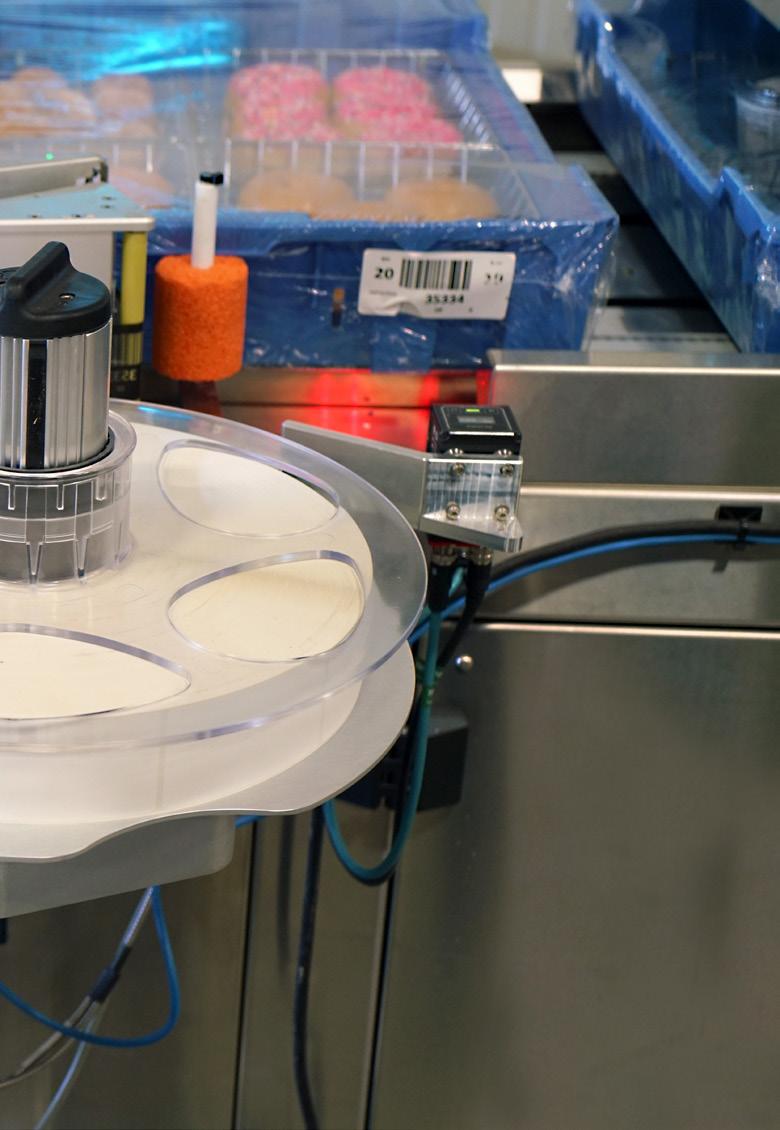
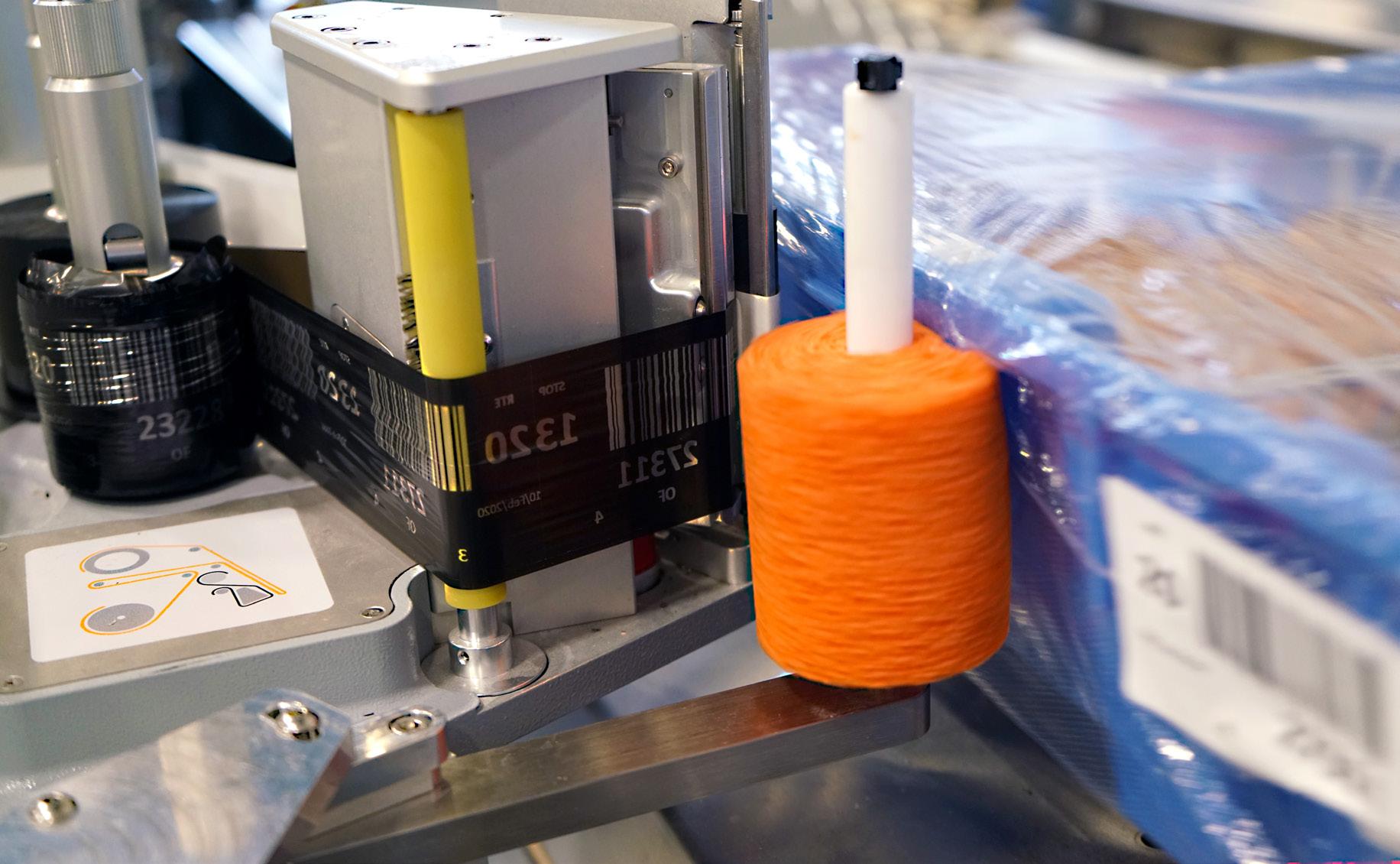
Integrated with the APEX Tray Packer system, the Videojet 9550 print-and-apply labeling system from Videojet Technologies applies barcoded paper labels onto the sides of the passing overwrapped bread basket rays directly onto the film surface.
reaching investment in automated machinery in that time, according to Blue, involved the installation of a fully-automatic Tray Stacker system designed by Langley, B.C.-based robotic systems specialists APEX Motion Control, Inc.
Manufactured jointly with nearby fabricator Vital Manufacturing Inc., the innovative Tray Stacker machine is designed specifically for the need of bakeries that deliver daily products to convenience stores or chain restaurants with varying order requirements and product quantities.
Capable of stacking any industrystandard bread basket in layers at rates of 15 trays per minute, the servo-driven system also features an integrated barcode scanner and label inspection cameras that allow it to sort the stacks by order and route—ensuring that each delivery has the correct amount of baskets and that the driver does not have to sort through them once they’re sent out for delivery.
MANUAL GRIND
Prior to the system’s installation and start-up last January, the plant would have two or three people dedicated to stacking all the loaded bread baskets manually on top of each other in rows until reaching maximum 96-inch height, and then using wheeled dollies to transfer them onto the trailers.
Highly repetitive and monotonous, this task was especially harsh on many of the plant’s female staffers, who would often require stepladders to be able to stack above their height levels—thereby presenting another risk of injury or workplace accident.
Happily for Blue, the solution for this bottleneck-prone dilemma and a safety issue was in some ways hiding in clear sight all along, as he recalls.
“We were working with an APEX engineer, who previously worked for local bakery equipment manufacturer with that we dealt over the years, testing a robotic system for loading muffing baking trays from a depositor conveyor into the oven racks,” Blue recounts.
“As we were doing that, we somehow got started on a discussion about how
Sustain ability?
As the need for single use packaging increases, so does the need to reduce materials. It’s estimated that 40% of our oceans are covered with plastic. As food packaging professionals we all play a critical role in addressing this concern while consumers are demanding sustainable options. Balancing a reduction in packaging waste while promoting recyclable and compostable materials that can extend shelf life and enhance aesthetics is not as diffi cult as you might think.
Harpak-ULMA can help you: reduce package waste. reduce packaging material. engineer better packages. incorporate biodegradable and recyclable materials. reduce emissions by putting fewer trucks on the road. use less warehouse space.
Our line of thermoforming, tray sealing, fl ow wrapping and secondary packaging equipment all have options aimed at meeting your sustainability requirements. Contact Harpak-ULMA Packaging today!
A close-up of the tamp applicator built into the Videojet 9550 print-and-apply attaching paper labels, containing barcodes embedded with all the pertinent order, product and customer information (inset), onto the surface of stretch film wrapped around the bread basket trays.
Loaded trays of product overwrapped with stretch film pass through a Sealed Air Shanklin heat tunnel to make the film adhere tightly to the trays’ surfaces.
such a method could be applied to automatically labeling and stacking the bakery bread-basket trays that we use for the bulk of our shipments.”
About six months after that initial discussion, the Surrey plant was starting up its own brand new Tray Stacker system in the facility’s end-of-line packaging area—freeing up the much needed staff tied up with stacking duties for other more productive tasks within the fast-paced facility.
Moreover, the Tray Stacker dramatically improved the throughput and accuracy of the entire tray-loading operation almost instantly, according to Blue.
Nothing keeps your product fresher than MAP packaging produced on a Ross I N inline tray sealer.
n Produces MAP packages using preformed trays of almost any size or shape – easily packages your entire product line
n Consistently produces packages with reliable, high-quality seals that extend shelf-life
n Fast, highly flexible, and extremely easy to operate
n Innovative tool/storage cart allows rapid, tool-less changeovers between tray sizes in 10 minutes or less
n Stainless steel washdown construction and I P67 components
n Compact footprint allows it to fit into tight areas.
n Test the Ross I N for yourself Contact us to set up
“Eliminating the need to have two to three people required to attend to the wrapped trays and assembling them on dollies for loading onto trailers to this task was of course a great attribute,” he says.
SMOOTHER FLOW
“But the major benefit for us was the Tray Stacker’s role in smoothing out the production flow via reduced or eliminated interruptions in this area caused by the manually handling of trays and supplies.
“Both APEX and Vital Manufacturing have been excellent partners with respect to the to design, installation and technical support,” Blue states.
Such ringing endorsement is sweet music to the ears of Martin Riis, director of sales and marketing at APEX Motion Control
“Prior to this installation, there were all kinds of mistakes taking place at that production stage with all the manual handling going on,” Riis relates.
“People would not always label the right tray with the right order,” he expands, “so stores would not get the right trays, with the orders that they were supposed to get.
“This caused a lot of recalls and a lot
AUTOMATE NOW
of credits being given to customers because they didn’t get the right products they were asking for,” Riis says, adding such mistakes would cause additional problems and delays throughout the supply chain after arriving to the distribution center.
Says Riis: “Saginaw Bakeries came to us to resolve two main issues: to provide a safer working environment for their workforce; and to minimize the misplacement of trays in a stack, so that the distribution centers will not have to rearrange the shipped orders at their end after delivery.”
LONG HISTORY
Having worked with Saginaw Bakeries on a variety of different projects for about 15 years, APEX Motion Control leveraged that familiarity for maximum effect in completing the Tray Stacker system installation and integration in just less than six months from initial concept to start-up, according to Riis.
Hooked up to the company’s point-of-sale software system and integrated with the Videojet 9550 intelligent print-and-apply labeling system from Videojet Technologies, Inc., the Tray Stacker enables highly accurate and reliable sequencing of the loaded trays in their the proper stacks, which can be stacked as high as 23 trays per stack inside the trailers.
This sequencing also enables the finished stacks to be loaded onto trailers in a pre-determined order to accommodate each delivery driver’s route in the most expedient manner, without the need to rearrange any of the loads inside the trailer due to tray or stack misplacement.
Moreover, the system can recognize and adjust for any variations in the number of stacked trays in any column to prevent any further handling at the delivery stage by ensuring that no single store shipment is split between two different stacks.
“So if one order ends at 20 trays and the next one calls for five trays, the system will allow the 20tray column to load and will start building the next stack with the five-tray order that comes next,” Riis explains.
“One of the biggest advantages this system offers is the built-in smarts that recognize the routes and the stores, and when to split a stack accordingly,” Riis says.
“Another big thing is that the Tray Stacker can
A close-up of the Omron HMI (human-machine interface) control panel incorporated into the APEX Tray Stacker system.
A close up of OMRON AC servo drives motors with Ethernet connection used to ensure precision motion control and accuracy of the PLC-generated machine commands executed by the fully automatic Tray Stacker system.
The plastic bread basket trays are stacked in pre-arranged order to and sequence as determined by the individual drivers’ delivery routes and schedules.
AUTOMATE NOW
handle multiple different tray dimensions and designs,” Riis adds, “which is very important because Saginaw works with different-sized trays for the Canadian and U.S. markets.
“So we have to build the system in a way that it would recognize both types of trays, and that would also perform the required tool changes in less than two minutes to complete the changeover from one size of tray to the other.
TIME IS MONEY
“They have a very short window, about two-and-ahalf hours, to pump their product out, and get on the truck and ship it out,” notes Riis, “so optimizing the switch from packing product shipped to Canadian and U.S. markets was a critical time-sensitive issue we wanted to address.”
In addition, the Tray Stacker also ensures perfect orientation of each tray as they enter the heat tunnel to have the stretch film secured and then proceed to the Videojet 9550 label applicator to have the barcoded pressuresensitive label securely applied to the film’s surface with consistent placement accuracy, tray after tray.
“Each barcode is embedded with a unique identification number, the route, and the number of trays for that particular order,” Riis points out.
“We also put a camera on top of a sensor that reads the barcode information to double-check that it is all correct, as well as indicate if there are any issues with the printer or the print quality,” relates Riis
To ensure optimal and reliable continuous operation, the Tray Stacker system is equipped with advanced electronics and computer hardware supplied by leading automation and safety equipment supplier Omron Automation Americas of Hoffman Estates, Ill.
Specifically, the Tray Stacker system incorporates a number of Omron servo drives and an Omron NX1P MAC (machine automation controller) inside
the machine to control its mechanical functions, a user-friendly Omron HMI (human-machine interface) terminal to control the system’s programs and operation, and Omron safety curtains at the back of the machine to ensure a safe working environment for the nearby personnel.
Part of the Osaka, Japan-headquartered industrial systems group Omron Corporation, Omron Automation is one of North America’s leading suppliers of sensing, contol, safety, vision, motion, robotics and other advanced automation technologies that, according to Riis, “made Omron our preferred automation supplier for many years.
“Their world-class technology is at least on par with anything else out there,” Riis extols, “but their support network is just fantastic!
“We have enjoyed very good collaboration with them over the years, with very open channels of communication with their excellent application engineers that are always willing to help us with any questions we may have.
BUILT FOR SPEED
“They have been phenomenal partners for us,” says Riis, adding that the Tray Stacker’s throughput speed of 15 trays per minute is in itself a 25-percent improvement over the maximum 12 trays per minute that a three-person stacking crew could previously attain at the Saginaw Bakeries plant.
“As a consumer, I am personally delighted to have had an opportunity to help make Saginaw Bakeries a more efficient operation,” Riis states.
“It really is a top-notch bakery, with a long and proud history, that in my opinion makes the best apple fritters in Western Canada” Riis proclaims.
Joshua Bradshaw, president of Vital Manufacturing, concurs with Riis about the world-class quality of Omron automation and safety technologies, along with superior technical and customer support.
“While selecting a controls package for the new Tray Stacker, we first turned to our trusted distributor, Proax Technologies, to help us determine the ideal partner,” Bradwshaw relates.
“We wanted to find a manufacturer capable of offering a complete controls solution.
“By partnering with a single manufacturer,” says Bradshaw, we can reduce the time required during procurement, while providing a single source for technical support.
“Omron, with their complete line of automation products and their extensive service channels rapidly became the obvious choice,” Bradshaw states.
“They are one of the only manufacturers that can supply world-class PLCs, HMIs, remote I/O couplers, VFDs (variable frequency drives), servo drives/motors, safety light curtains, vision systems, electronic door locks, sensors, and switches—all of which are utilized within the Tray Stacker system,” Bradshaw continues.
“We found a huge benefit of working with Omron components was the seamless integration of the builtin EtherCAT network.,” Bradshaw adds.
“This nearly eliminates wire routing requirements between components, while the built-in features of Omron’s Sysmac Studio software package dramatically reduce the time required for programming.
“Offering elegant features such as ‘Compare and Merge with Actual Network Configuration,’ Sysmac Studio allows us to physically connect the components,” Bradshaw elaborates, “and then automatically import the complete network configuration at the push of a button.
“Once the network configuration has been imported, we can utilize another useful feature, called “Create Device Variables,”which automatically populates all of the relevant tag names for each device.
“Within minutes, all the network devices variables are set up and ready for use in your program,” Bradshaw states.
“The teams at Omron and Proax have certainly gone the extra mile for us, and we look forward to building a long-lasting relationship with them for many more years to come.”
With the Tray Stacker running largely as well as it was intended to run at the Saginaw Bakeries plant, the good vibe feeling is mutual all-around.
“I think that we are somewhat of a pioneer in our segment of the baked goods industry with this machine installation,” says Blue.
““There are a few other bakeries in North America that have similar scheduling and production requirements to ours,” but I’m not aware of anyone implementing a similar system at their operations to the best of my knowledge.
“Not only is it able to work around our tight departure time scheduling,” Blue concludes, “but with the anticipated reductions in labor costs, we think we will be able to get the our ROI (return-in-investment) payback in two years.”
Sealmaster® PN Gold™ Bearings with high performance triple lip seals to protect against contaminant ingress
Energy efficient gear and sanitary drive packages with Hub City® Stainless Steel HERA® Gear Drives
LEESON® Extreme Duck® Ultra Motor with full-body encapsulation to keep what’s outside out
Grove All-Stainless Steel Worm Gear Reducers feature food grade synthetic lubricant with singlereduction ratios up to 100:1
Durable, corrosion resistant products that prevent downtime so you can focus on productivity and safely processing food every day!
regalbeloit.com/Food
Creating a better tomorrow™...
Based
BACK TO THE HOOD
Rugged stretch hood packaging system provides optimal product protection for palletized loads of highly prized organic foodstuffs
Healthy and sustainable nutrition plays an increasingly important role for today’s consumers. Not only because it tastes better and is good for you, but also because consumers are taking a more critical look and want transparency when it comes to the production and processing of their food.
Organic supermarkets and health food stores respond to these demands by turning to companies like Davert GmbH, a trading and manufacturing company specializing in high-quality organic products.
Employing 150 full-time staff employees in Ascheberg in the southern Munster region and right next to the eponymous nature reserve Davert, the company offers a broad product portfolio of organic products like rice, legumes and cereal products like sugar, dried fruit, nuts, oilseeds and sprouting seeds—all of which must be fully protected from dust and pests during storage prior to being transported, without damage, to the customers’ drug and health-food stores.
“With our guarantee of origin, we are committed to fair trade and long-term business relationships worldwide,” says Erwin Tenbrink, technical director at Davert. “The company acts as a consultant for its partners when it comes to product selection and cultivation, and it helps to coordinate infrastructure projects.”
For its customers, Davert follows a multichannel strategy: the merchandise is sold via their own online shop and in in selected drugstores and health food retailers.
“We are ensuring the highest degree of cleanliness to meet our strict quality standards,” explains Tenbrink. “Before being shipped out, the legumes, rice etc. have undergone special quality controls.”
The employees examine the incoming raw products and set up the required cleaning steps.
In one mill for example, air flow from the aspiration channel removes stalk remnants, husks and dust from the cereal.
Different-sized grains are separated using screens, while weed seeds and light particles like defective grains are also weeded out by the system, using an optoelectronic sorter to remove the foreign particles.
“Another preventive measure is the pressure treatment that we use to prevent any pest infestation from the start,” reports Tenbrink. “The sudden pressure release
kills off any pests like bugs, moths or mites and their larvae and eggs, without compromising the quality of the product in any way.”
In compliance with the quality assurance process, employees pack the merchandise in a variety of ways, depending on the product.
Bulk rice, flour, linseed and grains are packed into bags, with larger storage quantities into bigger bags.
Packaged legumes, nuts, dried fruit and muesli is filled into boxes, while honey is dispensed into buckets.
Depending on the store order, the team stacks the various unit loads onto mixed pallets.
“Up to this point in the process, we assign the highest priority to cleanliness,” explains Tenbrink.“And now it is just as important to keep this level of cleanliness and
in a picturesque small town of Ascheberg, in Germany’s Münsterland region Davert GmbH is a German manufacturer and distributor of high-quality organic products employing 150 people.
The BEUMER stretch hood A packaging system selected by Davert to protect its organic products against dust and pests.
PACKAGING FOR DISTRIBUTION
protect the products from dust and pests during storage in our high-rack warehouse.”
The units also have to be loaded safely onto the back of the trucks and reach the distributor without any damage, and this is where the end-of-line packaging comes into play.
The Divert managers were looking for a solution that could meet all their requirements for fast and reliable operation, high levels of availability, easy maintenance, and a small footprint.
They found it all in the BEUMER stretch hood A high-capacity packaging system manufactured by BEUMER Group, a prominent German supplier of highperformance filling, palletizing and packaging technologies.
In brief, the towering machine covers the mixed pallets of bags, cartons and buckets with a highly elastic stretch film, protecting them against external influences and keeping the merchandise secured during transport, even through sudden braking.
“The machine is very easy and safe to operate,” describes Volker Feld Meyer, BEUMER Group sales engineer responsible for the Davert project.
“In order to make work easier for the maintenance personnel, which also means higher levels of availability, the machine does not require any platform.”
All the required maintenance work, such as changing the blades or sealing bars,
is handled at floor level, where the operator simply opens a drawer to provide free access. Additional benefits include the compact design and the resulting low height and small footprint requirements.
A film transport system, which is particularly gentle on the material, introduces the previously cut and sealed film hood into the system. On its way to the crimping and stretching unit, the sealing seam on the film hood cools down so that it can be crimped without losing time.
Because there are no energy-consuming cooling units and delayed cooling times, the pallets can be packed in a shorter cycle-time, with the system’s economical engines and lower demand for compressed air optimizing the energy usage.
In order to save resources and produce minimum waste, the company opted for the see-though type of film wrapping.
The palletized goods are also clearly visible through the smooth surface of the transparent, highly flexible film, while the wrapping protects the merchandise against atmospheric influences and humidity, and ensures an aesthetic appearance on the shop floors.
“The elastic film also increases the safety during transport considerably,” points out Feldmeyer.
At Davert, the BEUMER stretch hood A packages the pallets for high-bay storage systems where the pallet base remains unwrapped, so that the forks of the lift trucks won’t damage the film. This also prevents any remaining film from interfering during the contour check before the pallet is stored in the high-rack system.
The system supplier has also introduced a new BEUMER human-machine-interface (HMI) terminal into the machine’s design.
This newly-developed operator panel with an optimized user interface and graphical navigation for operating the system offers an even more ergonomic workflow to the user, explains Feldmeyer, while the easily understandable and intuitive interaction concept helps to define efficient working sequences.
“The soft-touch panel uses pictograms to guide the user through the menu of the Siemens SIMATIC S7 machine control, and it also gives the operator access to all required training programs and content,” Feldmeyer explains.
Davart’s Tenbrink happily concurs: “We implemented this project in close cooperation with BEUMER Group,” says Davart’s Tenbrink, praising BEUMER for great technical cooperation during the planning and installation of the system.
One important aspect for him is reliable customer support, as even this highquality machine needs maintenance and service now and then to stay at peak performance levels.
“If necessary, we will send our service personnel to the plant to check the system and perform any required adjustments, s they come up,” Feldmeyer promises.
“This way we can ensure high levels of availability at any time.”
Requiring no base platform, the BEUMER stretch hood A packaging system is easy and safe to operate.
After a forklift truck places the palletised merchandise on a roller conveyor, the load is transferred on to the BEUMER stretch hood A packaging system.
The stretch hood A machine fully covers the products with a highly elastic stretch hood, to pack the pallets in very short cycle-times.
The merchandise remains clearly visible through the smooth film surface, which it protects against harsh environmental conditions and humidity, while ensuring an aesthetic appearance on the shop floors.
The BEUMER stretch hood A packages the pallets for highbay storage systems with the pallet base remains unwrapped to prevent the lift truck’s forks from damaging the film.
TISSUES ISSUES
Optimizing case and tray packing flexibility in the tissue and nonwovens industry
The need for flexibility in case packing in the tissue and nonwovens industry has never been greater. Consumers are demanding more choices in paper towels, hygienic tissue paper, diapers, incontinence products, facial tissue, toilet paper and wet wipes.
Wet-wipe consumption overall—including cleaning cloths, baby wipes, and feminine hygiene and cosmetic wipes— has nearly tripled in the past decade and shows no signs of slowing down, according to Smithers Pira, the worldwide authority on the packaging, paper and print industry supply chains.
Supporting this consumer demand is the increase in variations of packaging sizes, such as four-packs, 12-packs, brick-packs, multipacks and smaller-sized secondary packaging for fast-growing e-commerce orders.
These inherent changes in packaging requirements necessitate highly flexible systems to facilitate quick
changeovers and JIT (just-in-time) orders. the right automation to support the fluidity that such
One of these automated systems is corrugated caseand tray packing—essentially case erecting, packing and sealing—which plays a pivotal role connecting upstream manufacturing and primary packaging within the tissue and nonwovens industry with downstream warehousing and distribution.
Instead of a plant utilizing multiple, dedicated machines for handling various-size case-packing requirements, the benefits of operating a singular automated and fully-integrated machine capable of handling a variety of case sizes with quick changeovers offers considerable optimization of the case-packing process.
With the continuous evolution of case-packers, these capabilities have now been realized.
An excellent example of these latest systems is the 3600 Series of case- and tray packers from Edson Packaging Machinery Ltd., Hamilton, Ont.-based manufacturer of secondary packaging equipment for the tissue and nonwovens industry.
The Edson 3600 Series is a fully automated, intermittent-motion system, handling large case and tray packing for tissue and nonwovens, with a seven-station process: 1. Packer Station, where the product is correlated and lifted up to the case for packing.
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
ww w.Gavazz i O nlin e .c o m • Info@Ca r loGavazzi.co m twitter.com/CarloGavazziNA facebook.com/CarloGavazziNA
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
V isit our website for downloadable data sheets, brochures and pricing: www.GavazziOnline.com
2. Magazine Station, where one K.D.F. (knocked Down Flat) box is separated from the stack.
3. Case Former Station, where the case is formed.
4. Case Loading Station, the case is loaded with the product.
5. Glue Station, where glue is applied to the case by glue guns.
6. Compression Station, where the case is compressed to seal the flaps.
The 3600 series machine can reach maximum throughput rates of 20 large cases per minute, among the fastest throughput rates for large-case case packing machines in the tissue and nonwovens industry. In addition to large case sizes of up to 24x24x24 inches, these systems can run the much smaller sizes down to 6x6x6 inches.
Tray packing is an optional add-on that easily integrates into the 3600 system for inserting standard two to threeinch-high corrugated trays, tower packs and displays.
It is fairly typical for changeovers with case-packers to take a good hour—30 minutes to make the physical changeover and another 30 minutes to tweak the settings—and in some cases the machine may need to be shut down to get the settings running right.
The new Edson 3600 Series machine has implemented advanced technology to simplify and speed up the changeover process. Through the machine’s touchscreen HMI (human-machine interface), the changeover can be effected by selecting from a dropdown menu the preloaded recipe configuration for a specific carton format, activating 18 servo-motors that will automatically change the machine over to ready itself for the indicated package size.
AUTOMATE NOW
(High-Speed) case packer that achieve a rate of 26 cases per minute, specifically for e-commerce orders.
The machine maintains all of the process operations and changeover capabilities as its legacy case packer, the 3600 Series, but with additional controls added to the machine’s case handling functions to speed throughput.
Among the most widely used commodities in the world, away-from-home tissue products are in increasing demand by institutional and hospitality markets.
Because these tissue products are more dense per unit volume compared to their consumer counterparts, the packing machinery runs slower.
As the tissue and nonwovens industry continues to evolve to meet the needs of consumers, so will tthe echnology be adapted to improve production throughput and cost efficiency. Case-packing will always be an integral part of this industry’s manufacturing line, and will continue to rise to the challenges to integrate the latest technology into its processes.
SUPPLIERS
Altivar Machine ATV320
Powerful, robust and flexible
The operator is required to make several part changes as well, but because the change parts are RFID (radio frequency identification) encoded, the machine will recognize when the proper change parts are in place, and will not run if the wrong parts have been installed.
The bottom line with these new changeover technologies is the time reduction, from about one hour per changeover to under 15 minutes.
Because consumer e-commerce orders are smaller in quantity—20 or 30 diapers, or a dozen boxes of facial tissue per order in small secondary packaging cartons.
This drives up the throughput rate of the case packer because fewer products are being put into each carton. The growing requirements of e-commerce have pushed the development of case packers beyond the throughput capabilities of the 3600 Series.
To accommodate these e-commerce orders, Edson developed the 3600 HS
Variable speed drive designed for Original Equipment Manufacturers (OEMs) that meets simple and advanced application requirements for 3 Phase synchronous and asynchronous motors from 0.25 to 20Hp.
Robust Design
Can operate in harsh environment up to 50C derating. Printed Circuit board with 3C3 and 3S2 Standard.
Advance Connectivity
CANopen and Modbus RTU are embedded and others are available as options.
5 Integrated Safety Functions
STO, SLS, SMS, SS1 and GDL safety functions are integrated to meet the requirements of specialized applications.
Flexible
Compact and book format to be integrated in all cabinet types.
Effective motor control Can control both asynchronous and synchronous motors.
Edson Packaging Machinery Ltd. (Div. of ProMach)
NINE SIMPLE RULES
Selecting monitoring controls to protect your production machinery
Since electricity powers the wide majority of industrial and infrastructure equipment, it is becoming more important to ensure that this incoming power does not damage the equipment it’s meant to power. Besides monitoring DC signals, one-phase AC signals, or the three-phase AC mains voltage entering into a building or a room, monitoring of the equipment or machinery within the building is just as important.
Machine and equipment monitoring devices detect abnormalities in the incoming power, and permit preventative actions to be taken to protect equipment before any serious damage can occur.
Here are nine helpful tips on selecting the proper monitoring device for your machinery.
1. KNOW WHAT TO MONITOR
Machinery monitoring devices and relays provide a multitude of preventative options. You’ll want to select a relay or device that is capable of monitoring the most critical aspects of the supplied power for your application.
Monitoring relays are designed for voltage, current, frequency, three-phase power, power factor, or temperature. For each relay type, you’ll want a clear delineation of the acceptable tolerances and measurement parameters for your application.
2. PHASE FACTOR
Many types of heavy industrial equipment rely on 3-phase power. Inconsistencies or anomalies in this power quality can cause disastrous damage to machinery or equipment.
Inconsistencies in the three-phase power can include phase loss, improper phase sequence, and/or an imbalance between the three phases.
Many of these situations can be averted through the use of a three-phase monitoring relay. If a motor operating on three-phase power were to suddenly receive two phases out of sequence, it will reverse direction. This not only poses a threat of damage to the motor, but it could also pose a safety risk in applications such as elevators, moving walkways or conveying equipment.
Losing one of the three phases of incoming power can render a motor unable to operate, or force it to operate at a lower efficiency rating. In addition to decreased performance, the latter mentioned consequence can lead to heat generation within the motor, which shortens component life. A similar result can occur if all phases are present, but one or more of the phases is underpowered because one-phase loads are drawing power unequally on one or more of the three phases.
3. VOLTAGE VERIFICATION ESSENTIAL
Powering devices, such as motors, on a voltage that is lower than specified causes the load to draw more current.This then leads to inefficiencies and excessive heat that will lead to shortened component life.
Overvoltage can also cause component stress, resulting to permanent damage of some parts. Voltage monitoring relays can handle anywhere from a low millivolt range up to several hundred volts. There are, however, versions that monitor under and/or overvoltage, some offering adjustable hysteresis and time delays.
Voltage relays for DC voltage are often used to monitor back-up battery status, such as those found on generator sets or solar power systems.
Relays designed for one-phase AC work well for motors, which could possibly be used in a variety of countries, where different supply voltages are present and/or in areas where voltage fluctuates, causing brownouts and/or voltage surges.
4. KEEPING CURRENT
Current can be used as an indication of proper machine function. Equipment that suddenly starts drawing more current might be experiencing a voltage imbalance, an impending bearing failure, or a number of other issues. Current monitoring relays help detect these variances, allowing for action to be taken before equipment damage occurs.
Low-current AC or DC inputs can be directly connected to most monitoring relays, and AC currents up to 100 A can be monitored by some modules directly. However, higher currents need to be monitored through a shunt or current transformer.
Power monitoring relays can also detect variations in the power consumption of various loads. Depending on the relay, you can detect and react to load excess or absence, motor load variation, and motor direction.
5. COMPACT CURRENT MONITORING
In addition to DIN rail mount or plug-in monitoring relays, some manufacturers of these protective devices have integrated monitoring relays with current transformers, creating an all-in-one solution.
They typically provide a relay, transistor, or analog output, with some even requiring no supply voltage. The current monitoring device with integrated current transformer is an innovative concept which allows you to run the wire carrying the AC current right through the device’s through-hole, therefore simplifying installation and minimizing wire connections.
6. TACKLING TEMPERATURE
Knowing the temperature of your equipment can help prevent equipment downtime or even fire. Temperature monitoring relays use PTC thermistors, mounted in motors, whose resistance increases with rising motor temperature. They are capable of monitoring the temperature of up to six motors or motor windings simultaneously, and can be used to shut down motors during overheating, thereby preventing damage to the motor.
7. FLEXIBILITY IS KEY
With monitoring relays, you can set up the device to immediately interrupt power to the equipment, similar to the operation of a fuse.
More commonly, the monitoring relay signals a shutdown relay that is applied to safely power down the equipment. If minor variations of voltage, current, or frequency are tolerable, you can utilize a monitoring relay with adjustable hysteresis and time delays. These types of relays can prevent nuisance tripping in the instance of occasional sags or spikes in the incoming power, but the choice is ultimately up to you.
8. PREVENTATIVE PROTECTION
Many design engineers look at machine monitoring relays like an insurance policy. Some higher efficiency industrial motors can cost thousands of dollars, whereas monitoring relays typically cost from a few hundred dollars, usually one-tenth of the equipment cost.
When considering the initial cost, remember that machine monitoring relays can protect machinery and help reduce the cost of both downtime and damaged products, which in turn provides immediate payback. To get that extra peace of mind, always specify and select relays with approvals like UL or CE appropriate for your application.
9. GET HELP
For more help in selecting machine monitoring relays, turn to automation experts such as Carlo Gavazzi, who have extensive product literature and selector guides on their websites to help you get the right product. They also have international distribution and experienced personnel who can assist you by email, phone, Skype or in person.
For more information on machine monitoring relays, please go to www.gavazzionline.com
CLEAN BILLS OF HEALTH
The critical importance of maintaining strict sanitation standards and regime at manufacturing and packaging operations
BY GEORGE GUIDONI, EDITOR
While it may have taken a global health crisis of truly epic proportions to scare the general public into adopting stringent rules for personal hygiene and cleanliness, following strict sanitation rules and procedures is nothing new for companies in the pharmaceutical, food-and-beverage and other fast-moving goods industries. But with such systems ultimately being only as effective as the people operating and using
them, human error or oversight can be the proverbial Achilles Heel for any well-intended system that can’t cope with this highly unpredictable element.
For companies looking to acquire the proverbial peace-of-mind in respect to product and employee safety, the cost of installing a centrally-controlled, automatic sanitation system that literally forces all facility staff and visitors to complete a stringent hygiene process prior to entering and/or exiting a production
area is quickly becoming the cost of doing business—especially in today’s climate of fear and uncertainty. With this in mind, the Canadian Packaging magazine has recently reached out to Nigel Turnpenny, president of Oakville, Ont.-headquartered product inspection and industrial sanitation systems distributor Shawpak Systems Ltd., to explain the benefits of the company’s Hygiene Filter systems solution approach to industrial sanitation.
Nigel Turnpenny, President, Shawpak Systems Ltd.
FOOD SAFETY
Constructed from stainless steel, the Kohlhoff hand-washing and disinfection systems provide step-by-step instructions at eye level and a storage cabinet below the wash basin.
Given the current business climate and the overriding fear of coming into contact with COVID-19 virus, to what extent are manufacturing companies ramping up their sanitation systems?
We are definitely seeing a higher demand for customers wanting Shawpak to go into their facilities and develop a true ‘Hygiene Filter’ system that our company specializes in. In fact, since the outbreak of the coronavirus we’re seeing a huge spike in demand for quotations, with customers looking at systems in all sorts of different configurations.
We are also seeing a high level interest not just from the traditional industries that we worked with— pharmaceutical, food-and-beverage and chemical—but also from general industrial operations like dry-goods warehouses, parts distribution centers, and even the agricultural sector.
Basically any industrial business that has a high volume of a of staff coming in and out the facility on regular basis.
Manufactured in Germany by Kohlhoff Hygienetechnik and distributed in North America by Shawpak Systems, the CLEANCONTROL-SL compact hygiene station is a two-lane system with separate entry and exit lanes equipped with hand sanitation and sole cleaning brushes.
With the recent outbreak now, we’re trying to educate our customers that just putting a hand sanitizer dispenser at the entrance and a washbasin near the production floor is not really a true sanitation solution—they need to have full central control of all the sanitization and hand-washing stations.
For all that, these systems are not really a solution for containing the spread of the coronavirus in themselves, are they?
They’re not going to be able to detect that virus, but at least you are doing everything you practically can do to prevent the risks of cross contamination within your plant from a droplet virus.
At the very least, you will know that every one of your employees going into the production area or other parts of the facility has actually had full sanitization and hygiene procedures properly completed prior to going into that production area—reducing the risk of cross contamination.
And this stage, alas, there’s nothing more practical that can be done in respect to COVID-19, but there’s a lot to be said for business owner, a plant manager or an operations manager having that peace of mind in knowing that every single operator or staff member that’s working within that production area has completed a proper true hygiene cycle prior to entering that room.
And it’s not just about protecting the workers, it’s also about protection for the business and brand reputation.
Over the years, we have all seen many major businesses take a hit with salmonella outbreaks, e-coli, listeria other horrendous contaminations, and it is essential for these businesses to be proactive by preventing these events by ensuring that they have the right solutions in place.
A lot of these businesses also happen to have a high level of staff turnover, or they rely heavily on temporary or seasonal workers, some of them having never worked in a food plant before, so no matter how much training you do with your teams or how many GMPs (Good Manufacturing Practices) you have in place, there is no substitute for putting a true Hygiene Filter for eliminating the risk of contamination. Being fully-automatic, the systems will not allow anyone who has not completed the prescribed sanitation cycle correctly to enter the facility.
So at the very least, installing such systems indicates that the business is doing the most reasonably practical things they can do to prevent cross contamination, while protecting their staff and their products.
What are some of the key factors to consider when designing a proper system for these different facilities? One of the biggest weaknesses within the industry is when a customers put in a hygiene solution and discover that they don’t have enough of the equipment installed, so you become vulnerable to some of the staff bypassing it, or it becomes a time constraint when there are too many people waiting to
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Safety gate system PSENmlock: safe interlocking and safeguard locking in one product with optional escape release
• Safety gate system PSENmlock: safe interlocking and safeguard locking in one product with optional escape release
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety Device Diagnostics (SDD): Comprehensive diagnostics and economical series connection of the safety gate sensors PSENmlock
• Safety Device Diagnostics (SDD): Comprehensive diagnostics and economical series connection of the safety gate sensors PSENmlock
More information online: http://bit.ly/pilzgatesystem
Modular safety gate system: Your gate. Our system. Your safety
One Supplier For A Complete Line!_ AD
Trim Size: 7.875” x 10.75” / 300 DPI
FOOD SAFETY
Shawpak Systems provides full design services for the installation of centrally-controlled automatic Hygiene Filter systems that are customized to suit each customer’s specific application and space requirements, along with a multitude of other variables related to the flow of human traffic to and from the plants’ production areas.
complete the hygiene cycle.
What we do is design a true Hygiene Filter that basically controls the flow of people in and out of the facility in a way that all the correct hygiene functions have been completed correctly and, just as important, that it does not hinder or restrict their actual production.
By analyzing the layout of the building, it’s important to account for any kind of emergency situations, where the staff could be required to exit the building quickly and safely.
It can be a camera-based system that keeps track of people at point of entry; it can incorporate lights, voice guidance or drawings to complete certain functions; and it can also capture data that can be used for later analysis of how well your sanitation procedures are being followed, Everything is electronically controlled: the technology behind the equipment is very sophisticated.
What determines the size and the layout of a particular hygiene filter system installation?
Much of it is determined by the type of industry the customer is working within. In a chocolate facility, for example, the customer would want a low-boot or a shoe-sole cleaning system as well as hand hygiene.
If we’re working in a seafood or red meat facility where the staff are typically wearing high boots, there’s a lot of debris that can collect on those boots, so you would need high-boot drying stations, which makes the system physically longer and bigger to ensure a correct cleaning cycle.
We would also want to know the number of breaks over an eight-hour shift; the breaks and lunch schedule; if the staff are wearing any special protective clothing, and so on and so forth.
It is essential to design a Hygiene Filer correctly from the outset, so that it does not create a backlog or a hindrance for people trying to get in and out of the actual production area.
So basically the design of the systems is designed specifically around
Bleed Size: 8.125” x 11”
Live Size: 7” x 10”
Single Supplier Providing Complete Solutions!
From the processing of your product to the finished pallet, Multivac can assist you with designing a purpose fit solution that will limit the manual handling of your product.
- Fully integrated Line solutions
- Enabling you to utilize skilled employees in other areas of the facility
- Increased efficiency, improved uptime
- Complexity meets flexibility
- Future proofed to grow with your business
FOOD SAFETY
HYGIENE
Hand cleaning equipment are essential tools to Minimize the risk of pathogen transmission and cross-contact in areas. Ensure employee health and personal hygiene compliance.
Shawpak are a distributor of extensive Hygiene Solutions across North America.
The World Health Organization (WHO) has declared a worldwide health emergency - the new Coronavirus (COVID-19) is spreading. In order to protect effectively against the Coronavirus, the usual protective measures for a droplet infection should be strictly adhered to - this includes correct Hand Hygiene
For more information please contact us by phone at (905) 847-0122 - or by email –
Shawpak.com
Employee Hand Cleaning
the customer’s requirements, which is in turn determined by the nature of the product handled in that facility.
You can’t just buy a piece of equipment, bolt it to the wall, and assume that is sufficient to make sure that people will use it as well as they should.
Take us through some of these steps that facility staff must go through with your Hygiene Filter?
Generally, before entering the food manufacturing production area, for example, you would enter into a designated room and through a wash station that would clean the soles of the shoes or work boots.
You would then proceed to the automatic hand-washing stations that would have special drawings showing staff all the required steps.
And then you would also put your hands into an automatic hand-sanitizing station that delivers the correct dose of the solution.
And until you do all those things right, the automatic turnstile at the end will not let you into the plant.
Plants may put out cleaning mats with special chemicals and map out their floors to walk their employees along, but it is human nature to step over those chemical mats from time to time, intentionally or not.
The benefit of having a fully central-controlled Hygiene Filter is that it forces employees to perform all the correct steps prior to being allowed to step into the actual manufacturing area of the plant.
In addition, the Hygiene Filter design also ensures that there is the right amount of steps in place and the right amount of equipment to accommodate the volume and the frequency of people coming in and out of that manufacturing facility.
Production time is key, so we don’t want to create a hygiene filter that’s going to have any hindrance or downtime in production.
Tell us about your company’s level of expertise with designing industrial sanitation systems.
Shawpak Systems is a very technical
Kohhoff’s WR-ECO-1-SDS-A wash basin designed for automatic liquid soap dispensing in food industry environment.
The model EK400-WR entry control system features sensor-based wash basin activation and an automatic soap dispenser.
A Kohhoff hand sanitizing station displays all the required steps to complete with pictures on the unit’s top panel
The Kohlhoff HWB-SWT hand hygiene center with an automatic soap dispenser and a high-speed hand dryer.
group that doesn’t just sell equipment out of a catalog. There are many companies out there that supply and sell hygiene equipment through catalogs, but we pride ourselves on providing full design and service support services for these customers to ensure they get the right solution by building a relationship with them.
That’s what businesses are looking for these days, and we have full design services to allow our customers to see ex actly how a proposed system would be implemented within their facility.
We would then supply them with a true integrated Hygienic Filter solu tion that would control the people’s flow within the facility to ensure they wear the right protective clothing; make them put on their boots at the correct place; lead them through the sanitization sta tions; design the proper sink; control the amount of chemicals used on the sole and boot cleaning mats; install automatic sanitizer turnstiles to prevent forced en try … all the things that the customer may not be aware that they need.
Once we have all the relevant informa tion required from the customer, about their facility, layout, staffing, etc., we can generally have a proposal ready for them to look at within three to five days.
Not being a manufacturer of these systems yourselves, what can you tell us about the equipment that Shawpak Sys tems works with?
There are a lot of hygiene solutions out there in the marketplace, but it is the de sign and the quality of the equipment that makes a critical difference.
We work with very high-end manu facturers that have been in business for many years, supplying their equipment globally and, in my opinion, setting a ‘golden standard’ for industrial sanitiza tion systems.
They have been in business for over 30 years developing and pioneering their systems, which we (Shawpak) distribute not only across Canada but also through out North America.
All their equipment—made at a mod ern new manufacturing facility in Unna, Germany, with state-of-the-art robot ics—obviously meets all the North American requirements for electrical certification.
It’s all robotically-welded stainless steel with high-quality repeatable welds, no surface traps for dirt or water to accu mulate, fully-automatic operations, ad vanced electronics, ergonomic shelving and racking, all world-class stuff.
There is no room for error in sanita tion: a sanitation system that is not suit able for the working environment or not properly designed can actually present more of a risk to the business with the potential for cross-contamination.
We have already installed over 1,000 different system solutions across North America, including multiple singlesite installations, and we are looking at installing many more up ahead.
What do you think will be the legacy impact of the current coronavirus on the industrial sanitization market?
The COVID-19 crisis is going to create further awareness across many
FOOD SAFETY
with mandatory enforced cleanliness for all the operators and the staff, in the future.
Even as we eventually come out of this crisis, the will be an even greater focus on prevention of E-coli salmonella and all other types of bacteria that often cause many food production facilities to close for a long time.
Food recalls are a huge expense to those businesses: not just the costs of
For all intents and purposes, any facility that uses a metal detector, let’s say, or another type of product inspection system to ensure product safety is almost by definition a prime candidate for having a properly designed, properly integrated, and properly functioning automatic sanitization and hygienic system in place.
Get into the loop with kp Elite
Made from 100% recycled and recyclable PET, kp Elite is a sustainable packaging innovation in protein packaging. Clear and actionable labelling puts everyday packaging back into the recycling loop to have another life. Something everyone can feel good about.
n Montreal-headquartered industrial automation group ABB Canada has appointed Eric Deschenes as country managing director and head of the electrification business for Canada.
n Montreal-headquartered Atlas Copco Compressors Canada, distributor of industrial compressor, vacuum systems and dewatering
pups, has appointed Ariel Rubinstein as president and general manager
n Toronto-based branding services group Dentsu Aegis Network has appointed Jeff Greenspoon as chief product officer, in addition to his current duties as co-chief executive officer at digital creative solutions provider Isobar Canada
n Globally-operating packaging machinery and technologies group Syntegon Technology (formerly
Bosch Packaging Technologies) headquartered in Waiblingen, Germany, has appointed Michael Grosse as the company’s new chief executive officer.
n Finnish paper product manufacturing group Stora Enso Oyj has appointed Jari Suominen as head of the company’s forest division.
n GMG Americas, Hingham, Ma.based designer of high-end color management software solutions for graphic arts applications, has appointed Michael Macaluso as technical sales support specialist for Canada, to be based in the Toronto area.
n Global Graphics PLC, Cambridge, U.K.-headquartered developer of digital inkjet printing software systems, has appointed Mike Rottenborn as its new chief executive officer.
n Matik, Inc.,West Hartford, Conn.headquartered distributor of a diverse range of printing presses, packaging equipment and converting machinery, has appointed Bill Strake as eastern region sales manager for the Vinfoil range of cold-foil products and solutions.
n Savage, Minn.-based industrial automation supplier Beckhoff Automation LLC has appointed Jacob Schieffer as central regional sales manager, responsible for the U.S. midwest region.
n Fort Mill, S.C.headquartered industry group AMICAL (Association of International Metallizers, Coaters and Laminators) has appointed Chris Kerscher as the organization’s new executive director.
n Leading German pharmaceutical and medical plastic packaging components supplier Sanner GmbH has appointed Ralf Tiemann as chief executive officer and Johannis Willem as chief technology officer.
n Paper products and packaging manufacturer Pixelle Specialty Solutions of Spring Grove, Pa., has appointed Timothy Hess as chief executive officer.
n ACG Group, an integrated global pharmaceutical packaging manufacturer headquartered in Mumbai, India, has appointed Alexander Robertson as chief marketing officer.
n Spartech, St. Louis, Mo.based manufacturer of engineered thermoplastics and custom packaging solutions, has appointed Roger Sim as chief financial officer.
Deschenes Macaluso
Rottenborn
Strake
Schieffer
Kerscher
Robertson
Rubinstein
n Manufacturing systems integrator Applied Manufacturing Technologies of Orion, Mich., has appointed Craig Salvalaggio as chief operating officer.
n Motion Industries, Inc. Birmingham, Ala.-based distributor of maintenance, repair, and operation replacement parts for manufacturing industries, has appointed Chris Pacer as vice-president of the company’s newly-formed Central Group business unit.
n Industrial automation solutions provider Motion Controls Robotics, Inc. of Freemont, Ohio, has appointed John Elffers as regional sales manager for the northeastern U.S.
n Else Nutrition Holdings Inc., Vancouver, B.C.-based developer of non-dairy infant nutrition products, has appointed Dr. Jon A. Vanderhoof to the company’s board of directors.
n Tokyo, Japan-headquartered specialty chemicals group Toyo Ink SC Holdings Co., Ltd., the parent company printing inks manufacturer of printing inks manufacturer Toyo Ink Group, has appointed Satoru Takashima as president and chief operating officer.
n Baldwin Technology Company Inc., St. Louis, Mo.- manufacturer of process automation equipment, parts, service and consumables for the printing, packaging, textile, plastic film extrusion and corrugated industries, has appointed Joe Kline as the company’s new president and chief executive officer.
n Eden Prairies, Minn.-based 3D printing systems manufacturer Stratasys Ltd. has appointed Yoav Zeif as its new chief executive officer.
n The Institute of Packaging Professionals (IoPP), headquartered in Reston, Va., has appointed three senior packaging industry professionals to serve on the group’s board of directors from January of 2020 through December of 2021, including:
• Jennifer Benolken, MDM (master data management) and regulatory specialist for packaging engineering for Tyvek medical packaging at DuPont Protection Solutions;
• Michael Okoroafor, vice-president of global sustainability and packaging innovation at McCormick & Company, Inc.;
• William Rice, principal for packaging technology at SC Johnson & Son, Inc.
SEE THE VIDEO: Tomato packer deploys efficient Paxiom robotic pick and place tray packer for great results
Go to the Canadian Packaging TV section on www.canadianpackaging.com to see this and many other videos of top packaging technology in action.
Contact Canadian Packaging to make your customer video: 416-510-5198, sdean@canadianpackaging.com.
The world’s first metal detector to use mul�ple field direc�ons, the Interceptor DF achieves a 100% detec�on sensi�vity increase. The Interceptor DF has been designed to inspect low profile products such as chocolate bars, confec�onery, packaged meats and nutri�onal bars.
Pacer
Elffers
Kline
CHECKOUT
PUTTING FUN BACK INTO PACKAGING DESIGN RHEA GORDON
Single-use tableware is getting a lot of bad press these days, but Mississauga, Ont.-based Goodtimes Brand Inc. has found a clever way to show that its heart is in the right place by thinking well outside the proverbial box. No doubt inspired by the notorious beer pong competitions routinely played out at college pubs and fraternity parties far and wide, the Goodtimes Pong Game Kit is a witty example of repurposing the company’s large plastic beverage cups for a longer service life—all within the confines of a slim, tidy and see-through rigid plastic container packing two upsidedown rows of red and blue beverage cups, two non-spill mats and the players’ list/scorecard. Accompanied by four Smiley Face pong balls and a pen to keep score, the 473-ml beverage cups are thoughtfully stamped “HOME” and “AWAY” for an extra touch of arena authenticity, and the sparse use of graphics and lettering allows the cups themselves to provide just the right amount of color contrast to attract the attention, and spark the curiosity, of passer-by shoppers. Game on!
Online purchasing can be a joyful experience, but being in many ways a leap of faith, it should be approached with the caveat emptor rule kept in mind—especially when the buying furniture pieces or other items requiring assembly by customer. I learned this the hard way last fall after toiling for days to assemble my mom’s vanity dresser purchased from a very reputable multinational online retailer. For a proud DIY enthusiast like myself, it was a humbling and often frustrating lesson in humility. So when I recently purchased a new bathroom cabinet online from Canadian Tire, its arrival in a big flat corrugated box did raise my anxiety levels a bit before getting down
to business. To my delight, the CANVAS Hadley 2-Door Cabinet brand inside the box came supplied with a single blister-pack card containing all of the hardware I would need for the job, perfectly arranged in a step-by-step “Easy to follow instructions” sequence. Instead of the usual bag of hardware components jumbled up like trail mix, the blister-pack cardboard tray grouped the parts for each required step in separate compartments, each with its own perforations on the back to pop out only the required pieces of hardware for each particular assembly phase one at a time. Out of the 50-plus furniture pieces I’ve assembled in the past four decades, this was the only one where I didn’t have to waste time sorting through hardware or figuring out where each piece goes though timeconsuming trial-and-error.
The growing trend of leading restaurant chains, famous chefs and other celebrities launching their own brands of packaged foods into the retail market shows no signs of slowing down any time soon, with the popular casual seafood dining chain Red Lobster recently serving up an inspired example of such cross-promotion with its self-named brand of Cheddar Bay Biscuit Mix Produced by Continental Mills Inc. of Seattle, Wash., the 322-gram boxes of the seasoned flour mix are covered in rich tones of red, black and beige to provide a classy backdrop for the mouth-watering photograph of baked golden biscuits—resting on a lobster-embroidered tea towel—looking every bit as good as they would on a Red Lobster restaurant plate. Containing enough mix to make 10 biscuits, the attractive package is a tasteful complement to Red Lobster’s enduring mass appeal and widespread brand recognition.
using parody to convey his artistic expressions, his lasting legacy of comic strip-inspired drawings has often been replicated over the years in many marketing and merchandising graphic designs for trendy new products. The Super Lemon Candy pack from the Nobel Confectionary Co. Ltd. of Osaka, Japan, provides a vibrant example of this enduring influence. The front panel of the candy-pack uses a newspaper cover-page layout— complete with the authentic-looking The Nobel’s Times newspaper logo design—to depict a young lady and a young man reacting wildly to the taste of the candy with over-the-top bubble thought statements, partly obscured by the loud in-yourface ‘Super Lemon!’ jagged scream bubble. The comic strip on the back panel shows the same two characters illustrating how to hold, eat and react to the candy with a joint “Oh! Juicy!” scream bubble, with the final frame displaying a dissected candy’s three different layers: sour lemon candy enacasing lemon taste powder with a mild lemon candy center. If lemons are all life gives you, it’s nice to have some variety to go along with it.
American pop art icon Roy Lichtenstein broke many traditional rules and conventions with his unique depictions of comic book heroines captured in melodramatic poses, with speech bubbles filled with hyperbolic dialogue. Considered the master of
Kids playing hockey on a frozen pond under a starry night sky is so quintessentially Canadian that I actually mistook a bottle of a German Riesling for being a Canadian product. Produced by German wine cooperative Moselland BG in the country’s famed wine region of Bernkastel-Kues, the frosted glass bottle of Ars Vitis (The Art of Wine in Latin) displays a boldly colored hockey graphic on both the front and the back of the bottle to set up a stark and effective contrast with the pale wine inside. Touched up with metallic finishes above and below the label to enhance the frosty look and image, this classy varietal pays due homage, intentionally or not, to a timeless Canadian tradition of having fun in Mother Nature’s winter wonderland.
Rhea Gordon is a freelance writer based in Toronto.