Mastering digitalization is like a rally. With a proactive partner, you take every turn at full throttle.
Digital transformation in the process industry isn’t just a challenge, it’s a chance to grow. It calls on even the smallest teams to rethink what’s possible, to turn complexity into clarity, and to lead with purpose. With Endress+Hauser as your partner, digitalization becomes a shared journey. We build on your strengths and guide you every step of the way. Together, we turn data into direction, infrastructure into insight, and daily work into real progress. You’re not alone on this path. With the right partner, transformation feels achievable—and momentum becomes your advantage. #TeamUpToImprove!
Reflections of the Fate of a Border Town, with Mayor Mike Bradley of Sarnia, Ontario
Oilfield: Part I of II
Lessons learned from West Bengal, by Arvind Jaini and Gobind Khiani
$2.3
The upper limit of expected revenue (USD) generated from Trump’s tariff regime over the next 10 years. This discounts a forecasted 0.8 % GDP reduction and foreign retaliation. (Tax Foundation)
The Big Picture on Tariffs
The cover story for this issue is an interview with Michael Bradley, the mayor of Sarnia. As a border town heavily integrated into North American industrial supply chains, Sarnia is something of a canary in the coalmine for the effects of US tariffs on the Canadian economy. But first, let’s take a moment to look at the bigger picture.
Since the 2024 election of Donald Trump, Canada has been hoping for the best and fearing the worst — the latter slowly eclipsing the former. The Canadian economy has long been built around enviable proximity and fraternal concord with the US. Cities such as Sarnia have flourished in successive industries because they have been able to mediate between key producers and markets both north and south of the border, and+ along it. The sudden transformation of the US-Canada border from porous membrane to castle wall has thrown border towns into economic purgatory.
Canada finds itself in the grip of the shifting tides of history. The era of American unipolarity is gradually closing, and American decision makers have responded to waning relevance by upending the liberal international order and its concomitant free trade regime. In Trump’s language, the US has been locked into some ‘bad deals’ that have enriched other countries to the detriment of America, Canada among them. This is a stretch; the world order underpinned by American hegemony since the second world war has allowed US businesses wealth and reach unparalleled in history. What has been good for the geese has been good for the gander. Nevertheless, we are in the era of American retrenchment. Fully uninterested in the nuance of ‘soft power’, Trump has liquidated good faith with its western allies and cashed it in as a string of coercive trade demands. An excellent example is recent developments between the US and India. The south Asian power, now the most populous nation on earth, has for some time been understood as America’s key ally on the Asian continent. However, Trump put a 25% tariff on Indian imports at the end of July, raising it to 50% a week later. The reason cited has been India’s continued purchasing of Russian oil. Indian leadership has not taken the decision well, feeling their commitment to Washington has been entirely disrespected. It might not then be surprising that
Narendra Modi, Indian PM, was at the Shanghai Cooperation Organisation (SCO) summit in Tianjin this August, getting chummy with Xi and Putin. Modi has not attended since 2018; the decision to do so now has been widely interpreted as a message to the United States. Having been photographed laughing with and embracing President Xi, Modi seems to be communicating to Trump that if he wants to cast aside the close relationship with India, India can do good business elsewhere. The two great Asian powers are moving closer to one another, and the United States is pushing them.
Trump promised sanctions on Canada shortly after his election, and against reasonable optimism made good on the promise as soon as he was sworn in. He has placed a 35% tariff on Canadian imports, with a 10% tariff on Canadian energy imports. In addition, a number of sectoral tariffs have been imposed on all countries, including what is now a 50% tariff on steel and aluminum and 407 derivative products. Pauses and sudden pivots of this tariff regime have churned up an air of confusion and exhaustion around efforts to treat the future with sanity.
PM Carney, the accomplished central banker and quintessential technocrat, has been hard at work seeking a bilateral trade deal, but two deadlines for an agreement (July 21 and August 1) have passed without any progress. Concessions to American demands (a lowering of the elbow?) have been made, but have achieved nothing: a digital services tax, to raise billions of dollars from American tech giants operating in Canada, has been scrapped; spurious border and immigration measures have been introduced; and Carney has agreed to potentially join a hugely costly continental missile defense scheme. It is beginning to look as if Washington is uninterested in a negotiated settlement between peers.
But the situation is crystallizing. The United States is isolating itself and singlehandedly breaking up the western alliance. But whereas South Korea, India, Germany, and so many other jilted partners are able, by dint of geography, to more easily rethink their trade partnerships, Canada is trapped next-door.
Reader Service
Print and digital subscription inquiries or changes, please contact Angelita Potal Customer Service Tel: 416-510-5113
Fax: (416) 510-6875
Email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1 Volume 53 No.5 October 2025
MALI-BARRICK GOLD DISPUTE ESCALATES AS FORMER EXECUTIVE JOINS GOVERNMENT
The ongoing dispute between Toronto-based Barrick Gold Corp. and Mali’s military government has taken a dramatic turn, with former Barrick executive Hilaire Diarra being named special counsellor to Mali’s president. The appointment comes as tensions continue to escalate over the Canadian miner’s flagship Loulo-Gounkoto complex.
Since a court-appointed provisional administrator took control in June, production has dropped to about 25 per cent of normal output, with the operation selling only one metric tonne of gold compared to Barrick’s sixteen tonnes produced in 2024. Former Barrick executive Samba Toure is now part of the provisional administration running the complex.
Barrick has removed the Mali complex from its 2025 production forecasts as the two-year dispute continues, representing a significant blow to the company’s operations.
The Bamako Commercial Tribunal appointed Soumana Makadji, a former health minister, as provisional administrator for six months following a legal request from the Malian government.
The dispute originated from Mali’s new
mining code, which seeks to increase government revenue from the country’s mineral resources. Barrick says it negotiated an agreement with Mali’s Ministry of Finance in February 2025, but the company claims the Malian government has failed to execute the deal.
The Loulo-Gounkoto complex, which represented 14 per cent of Barrick’s total output according to Jefferies, has been at the centre of disputes over taxes, ownership stakes, and regulatory compliance. Mali’s
military government, which came to power in a 2020 coup, has taken increasingly aggressive steps to assert control over the country’s mining sector.
The situation reflects broader tensions between international mining companies and resource-rich African nations seeking greater control over their natural resources.
EUROPEAN PARLIAMENT PRESIDENT’S STATEMENTS SIGNAL NEW MARKET OPPORTUNITIES FOR CANADIAN OIL AND GAS PRODUCERS
Canadian oil and gas producers are positioned to benefit from significant new market opportunities in Europe, following statements from European Parliament President Roberta Metsola confirming strong European demand for Canadian conventional
Continued on page 6
Continued from page 5
energy exports.
The European market represents a major opportunity for Canadian energy companies as EU nations actively seek to replace Russian energy supplies following the invasion of Ukraine. European officials have indicated their willingness to pay premium prices for Canadian oil and gas as part of their strategic shift away from unreliable Russian energy sources.
GOLD MINE IN GUYSBOROUGH COUNTY, NOVA SCOTIA, RECEIVES INDUSTRIAL APPROVAL
A gold mine project in Guysborough County received industrial approval Tuesday after seven years of consultation and study.
The Goldboro gold mine, owned by NexGold Mining Corp., is projected to create 735 jobs and contribute $2.1 billion to Nova Scotia’s gross domestic product over its lifespan. Construction is expected to begin in 2026.
Provincial officials estimate the project will generate $1.1 billion in direct and indirect household income across Nova Scotia over 15 years, along with approximately $528 million in tax revenue. The tax revenue breakdown includes $274 million provincial, $209 million federal and $44 million municipal.
NexGold has signed benefit agreements with the Municipality of the District of Guysborough and the Assembly of Nova Scotia Mi’kmaw Chiefs.
ALBERTA IN TALKS WITH JAPAN ON POTENTIAL REFINING INVESTMENT
Alberta is in early discussions with Japanese refiners about a possible joint venture that would involve provincial investment in refining infrastructure, according to sources familiar with the matter.
The talks centre on potential Alberta financing for a coker unit designed to process heavy crude from
“Governments — especially those with significant oil and gas production in their jurisdiction — have a responsibility to acknowledge this new reality and prepare workers for it,” the Pembina report states.
the province’s oil sands. If concluded, such an agreement would represent Alberta’s first direct investment in foreign energy infrastructure.
Energy Minister Brian Jean confirmed the province is “exploring opportunities in Japan to sell our light and heavy oil” but declined to specify whether refining investment negotiations are ongoing.
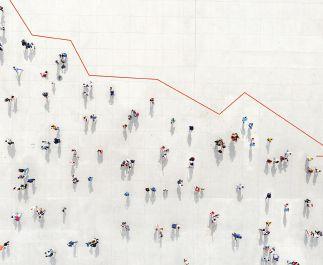
NEW REPORT REVEALS SHARP DECLINE IN CANADIAN OIL AND GAS EMPLOYMENT DESPITE PRODUCTION GROWTH
price crash despite significant increases in production.
Natural Resources
Canada is “open” to partnering with the provinces.
A new policy report released by the Pembina Institute reveals that Canada’s oil and gas sector has experienced a dramatic shift in employment patterns, with job levels failing to recover from the 2014 oil
The report, titled “Drilling Down,” presents striking data showing that employment in the sector peaked in 2012 at 38 jobs per thousand barrels of oil produced daily. By 2023, this figure had plummeted to just 22 jobs per thousand barrels — a 43% decrease — even as oil and gas production grew by 47% during the same period.
According to the analysis, this fundamental change represents a decoupling of employment from profits and production levels that previously characterized the industry’s boomand-bust cycles. The authors attribute this shift to companies’ reduced appetite for risk following the 2014 price crash, leading to decreased investment in major new projects and increased focus on mergers, acquisitions, workforce consolidation, and automation.
KAMAN MEASURING OFFERS HIGH-PRECISION DISPLACEMENT SENSORS FOR EXTREME ENVIRONMENTS
Kaman Precision Products Inc.’s Measuring Division has announced the availability of high-precision displacement sensors designed for extreme operating conditions in power generation, nuclear, aerospace and materials research applications.
The sensors operate at temperatures ranging from -196°C to 538°C (649°C short-term) and can withstand pressures up to 34.5 megapascals. www.kamansensors.com
WAGO INTRODUCES NEW FUNCTIONAL SAFETY I/O MODULES FOR 750 SERIES
Industrial automation company WAGO has released three functional safety I/O modules designed for use with its PFC controllers. The new 750 Series modules feature four safe inputs and either two safe outputs at 10 A/24 VDC or four safe outputs at 2 A/24 VDC. The power outputs function in both bipolar (high-side/low-side switching) and unipolar (common potential on one side of the load) modes. The modules monitor short circuits, cross circuits and 24 V power supply from separate sources. www.wago.com
NETZSCH RELEASES NEW HIGH-CAPACITY ROTARY LOBE PUMP
NETZSCH Pumps USA has released the TORNADO T1 XXLB-F Rotary Lobe Pump, designed for large-scale industrial pumping applications. The pump delivers flow rates up to 6,160 gallons per minute and differential pressures up to 174 psi. Available in three sizes, the XXLB-F provides up to 35 per cent more flow than previous T1 models while maintaining energy efficiency. www.netzsch.com
coating for pipeline applications in the oil and gas industry. The coating is designed for use as an internal lining in natural gas transmission pipelines and other energy sector applications.
According to the company, the product features a surface-tolerant formulation that can be applied in a single coat across various surface conditions. www.densona.com
INDUSTRIAL MIXER TECHNOLOGY ADDRESSES COLOR CONTAMINATION ISSUES
A new line of industrial mixers has been developed to help manufacturers prevent colour contamination when switchin g from synthetic to natural colourants in batch mixing processes. The Multiflux GMS mixers, manufactured by Gericke USA, are designed for thorough cleaning between batches to remove residues from natural colourants such as turmeric, beetroot, paprika and spirulina. These natural substances can leave aggressive pigment and odour residues that may stain mixing chambers and contaminate subsequent batches. www.gerickegroup.com
MARTIN ENGINEERING RELEASES UPDATED RAIL CAR OPENE
features include improved maneuverability through lateral turning wheels, outrigger support systems, height adjustment capabilities, and a redesigned “stepped” drive tip for better contact with gate mechanisms. www.martin-eng.com
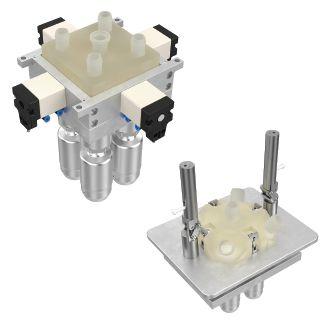
GEMÜ INTRODUCES MULTI-PORT VALVE BLOCK FOR SINGLE-USE APPLICATIONS
Valve manufacturer GEMÜ has added the GEMÜ Multiport SUMONDO multi-port valve block to its single-use product line. The system is available with pneumatic or manual block locking options. The GEMÜ Multiport SUMONDO integrates multiple individual single-use diaphragm valves within one multi-port valve block, designed for pharmaceutical and biotechnology applications. The system uses the company’s SUMONDO diaphragm valve technology, which creates separation between the actuator and the medium through a welded diaphragm-to-body connection. www.gemu-group.com
KHK USA ANNOUNCES GROUND REDUCER PINION AVAILABILITY
KHK USA Inc., a distributor of KHK metric gears, has announced the availability of its SSG-R Ground Reducer Pinions for industrial machinery applications.
The pinions are manufactured from S45C carbon steel and feature induction-hardened gear teeth. According to the company, the products meet JIS grade N7 accuracy standards and use a flange mounting design intended to prevent gear bending.
DENSO RELEASES ARCHCO 456 PIPELINE COATING
Denso Inc. has announced the release of the Archco 456, a two-component, high-solids epoxy
Martin Engineering has announced the release of its fourth-generation railcar opener, designed to address worker safety concerns and operational challenges in bulk material handling facilities. The two-wheeled device uses controlled, nonimpacting power to operate railcar gates. Key
The components come with pre-installed set bolts and are available in modules ranging from m3 to m6 with various tooth numbers and dimensions. The company offers customization options for non-tooth areas through secondary operations. www.khkgears.us
THE GOOD SHEPHERD
An interview with Mayor of Sarnia, Mike Bradley
By Justin Yule
Sarnia sits across the St. Clair River from Port Huron, Michigan, seeming at first glance of a map to belong more to the orbit of Detroit than the ‘great white north’. And yet that border, which until recently seemed so porous and ephemeral, has been reasserted as a hard boundary by the new administration in Washington. Seated in his office in the centre of Sarnia, with Michigan visible from his window, Mayor Michael Bradley generously chose to speak with CPECN about the reality facing Sarnia and Canadian industry today. Mayor since the 80’s, Mike seems deeply concerned for his community. Being the point of convergence for 26 pipelines from across North America, Sarnia is Canada’s eastern energy hub. For eight months, his city of 80,000 has endured the economic uncertainty of American tariffs threatening the viability of the city’s economy, and has watched as investment decisions freeze and development projects vanish into bureaucratic limbo. ‘We are in purgatory,’ the mayor offered candidly.
THE BREAKUP
Trump promised sanctions on Canada
shortly after his election, and against reasonable optimism made good on the promise as soon as he was sworn in. He placed a 25% tariff on Canadian imports, with a 10% tariff on Canadian energy imports. The former number went up to 35% on August 1st. In addition, a number of sectoral tariffs have been imposed on all countries, including what is now a 50% tariff on steel and aluminum. A recent announcement expanded that 50% tariff to 407 derivative products containing steel and aluminum. This is
a dynamic situation, characteristically liable to change on a dime. A new agreement may have materialized and dissolved before this issue goes to print. But that mercurial uncertainty is precisely the issue. As Mayor Mike puts it, ‘you can’t come up with a strategy when you don’t know the rules of the game.’
‘The uncertainty is killing us,’ Bradley explained. ‘Companies won’t make investment decisions when they don’t know what the rules will be next month.’
Built on the foundation of cross-border trade and energy integration, Sarnia serves as a critical link between American and Canadian economies. Line 5 and Line 9 pipelines feed three major refineries that produce gasoline, automotive plastics, and carbon black for tires. These facilities support the manufacturing of approximately 5,000 products that flow across both sides of the border. When trade relations sour, Sarnia feels the impact immediately.
The numbers tell the story. ‘Almost all major economic development projects have been cancelled or postponed, including recycling operations by Imperial and Nova that would have employed hundreds,’ the mayor stated. American companies, fearful of tariff implications, hesitate to locate operations in Sarnia despite the city’s industrial advantages. When Nova Chemicals, which proudly styles itself as “the largest private-sector employer in the Sarnia region”, is unsure
Sarnia is home to 62 facilities and refineries, making it one of Canada’s most concentrated industrial areas.
of Sarnia’s viability, things are unmistakably bad.
The region’s construction sector, which employs 5,000 highly skilled workers trained to erect complex industrial plants, depends on regular plant upgrades and maintenance shutdowns. These projects require long-term planning and cross-border coordination. Without certainty about trade policies, companies defer maintenance, delay upgrades, and cancel expansion plans. The ripple effects extend through the local economy as contractors, suppliers, and service providers lose work. If each of those 5,000 have families to provide for, and the city has a population of 80,000, you can start to get a sense of the economic crater the tariff bomb has carved.
Environmental regulations add another layer of complexity. ‘Canadian environmental standards and labor laws are stricter than those in competing American regions, rightly so, making Sarnia’s operations more expensive but also more sustainable,’ the mayor offered. When tariffs eliminate Canada’s competitive advantages while American facilities operate under less stringent requirements, the playing field tilts unfairly against Canadian industry.
THE JOB OF MAYOR
Multinational companies operating in Sarnia remain largely silent about tariff impacts. Mike hypothesizes the reason as being to do with competitive positioning. He wants to be clear though, ‘You don’t have to come and see me because you feel you have to; Come and see me when you need something.’ There is a parental tone in this. This leaves Bradley as the primary public voice for an industry that generates billions in economic activity but receives little recognition from Ottawa or Queen’s Park.
Mayor Bradley is quick to contrast the woes of the city with recent success stories. Nova opened a $3 billion plant two years ago, employing 150 people and supporting full employment for construction workers over two to three years. Cabot Carbon continues a half-billion-dollar project in spite of tariffs. Cabot produces carbon black, an important component in rubber, at its Sarnia plant, and upgrades
are going ahead to reduce sulphur dioxide emissions at the plant.
‘They want us to spend 2 percent of GDP on defense while they are destroying our economy with tariffs,’ Bradley observed. ‘It is inconsistent and lacks respect for what Canadians have contributed.’
The Line 5 controversy exemplifies the broader challenge. ‘Michigan’s state government, led by Democrats, is attempting to treat the pipeline as a state issue, but Canadian federal courts recognize it as international infrastructure re-
The mayor, not a businessman but a respected public servant of 37 years, spoke with fullhearted conviction. He noted that Canadians died in the 9/11 terror attack, and that 158 Canadians died in the US-led war in Afghanistan, yet the current American administration shows so little recognition of Canadian contributions to shared security interests. The accusation that Canada “free rides” on the American economy particularly rankles him when Sarnia’s energy infrastructure directly supports American manufacturing in Michigan and Ohio.
Mike Bradley has served as Mayor of Sarnia since 1988, making him the longest-serving mayor in Sarnia history and currently the second longest-serving mayor in the province of Ontario.
quiring national oversight.’ The Canadian federal government supports keeping Line 5 operational, understanding its importance for energy security in Quebec, Michigan, and Ohio. Yet political posturing threatens an energy system that serves both countries, and more fundamentally, American politicians show a track-record of demanding the path of least resistance in dealing with Canada, countermanding the decisions of Canadian courts.
Bradley is painfully and personally aware of the historical context. The petrochemical industry lost 6,000 to 7,000 jobs in the late 1980s and early 1990s during the creation of NAFTA and globalization. This was one of Sarnia’s toughest moments. ‘The community adapted through painful changes then and can adapt again,’ the mayor assures me. However, adaptation requires time and stability to plan transitions effectively. Mike sees his role as being a shepherd of the community.
THE GOOD SHEPHERD
In Bradley’s seasoned hands, the mayor’s role has evolved beyond traditional municipal governance. He communicates directly with federal ministers and the Prime Minister to voice Sarnia’s concerns. He participates in Energy for a Secure Future, a nonpartisan group of officials and corporate representatives promoting energy issues across Canada. Bradley champions his city’s industrial interests at the highest levels, because there is no representation for southern Ontario in the federal cabinet, a point that weighs on the mayor’s mind.
Community sentiment in Sarnia contains the whole spectrum. Some residents support aggressive retaliation against American policies, while others prefer conciliatory solutions. Bradley advocated for removing American flags from public buildings as a symbolic gesture of disapproval, but recognizes that symbolic actions won’t solve economic problems.
The spontaneous Canadian boycott of American destinations demonstrates public frustration with trade policies. Cross-border traffic at Sarnia’s Blue Water Bridge has dropped 20 to 25 percent. This grassroots response supplements official government actions, but boycotts hurt border communities on both sides while doing little to change policy in Washington.
But political pressure builds as tariff impacts accumulate, and it is not clear how pressure will be released. American politicians and mayors who might support Canadian positions remain silent, fearing loss of federal funding if they oppose administration policies. ‘True leadership showing courage to support longstanding allies has become rare in American politics,’ the mayor says grimly.
Pivoting Canadian trade toward Asia and Europe offers a long-term alternative, but requires massive infrastructure adjustments. Sarnia’s petrochemical industry is integrated with American supply chains developed over decades. Reorienting these connections demands time, investment, and political will
The first European to make use of the natural harbour at Sarnia was the French explorer La Salle in 1679.
that Canada has only begun to muster. However, Bradley is confident that Sarnia will remain fruitfully Canada’s ‘eastern energy hub’, whether the focus is across the southern border or across Canada’s two bounding oceans.
Bradley sees the current crisis as an opportunity for Canada to address economic challenges that should have been tackled years ago. The climate change agenda, properly managed, can create economic opportunities rather than impose costs. Transitioning to a Canadian auto sector and developing energy superpower capabilities will require sustained effort and shortterm pain. But that is the key. Canada is in need of political leadership that can weather the immediate anguish of reorienting old priorities, towards the end of a ten, twenty, fifty-year vision of Canada’s prosperity.
The mayor’s experience includes shepherding the community through 9/11 border shutdowns, economic recessions, and COVID-19 disruptions. Each crisis required adaptation while maintaining community cohesion. Current challenges are more complex because they involve deliberate policy choices rather than external events, but the community’s resilience remains intact.
60.40% of the Sarnia population has a Postsecondary certificate, diploma or degree.
Sarnia’s historical significance is reflected in its former prominence (above) on Canadian currency. ‘That was our place in the world, I doubt if we’ll see that again,’ Mike said.
Bradley maintains cautious optimism about Prime Minister Carney’s ability to manage trade relations, but waits for concrete results rather than promises. Previous governments have struggled to balance American demands with Canadian interests. Success requires both diplomatic skill and willingness to defend Canadian economic sovereignty when necessary, and it has become more necessary than ever.
The path forward demands clear recognition that Canada’s relationship with the United States has fundamentally changed. Economic integration that once provided mutual benefits now creates vulnerability when American politics treats trade as zero-sum competition. Canadian communities like Sarnia, caught in the crossfire, must adapt while maintaining the industrial capacity that serves both nations.
Sarnia’s experience offers lessons for Canadian industry facing uncertain American relationships. Diversification reduces dependence on single markets, but requires sustained investment and policy support. Political leadership must balance diplomatic engagement with economic defense, protecting Canadian interests while seeking practical solutions.
IS YOUR CONVEYOR EQUIPMENT INSTALLATION ACTUALLY A DOWNGRADE?
By Todd Swinderman, President Emeritus
Martin Engineering
When greater production is needed to meet rising demand or when lower quality raw materials require more tons to be processed per unit of output to retain the same level of production, many operators simply speed up the conveyor. Rather than increasing capacity as intended, speeding up the conveyor often results in reduced capacity, because changes in the trajectory of the discharged material can cause build up and clogging of hoppers or chutes, leading to unscheduled downtime.
More tonnage means more carryback, dust and spillage, degrading workplace safety and increasing labor costs for cleanup. Greater volume and weight could also require a more powerful drive, which may weigh more, requiring structural changes and potentially additional space, limiting access for maintenance.
As plant engineers, operators and maintenance mechanics make undocumented or un-
proven changes, over time, the conveyor operation and physical characteristics can morph the system. In some cases, the proper answer to the question, “Can we increase capacity on the existing conveyor?” should be “No, we need to start over.”
CONVEYOR DESIGN
Conveyor design is an iterative process. Purchasing a conveyor at the lowest capital cost, the design is likely to use the maximum loading capacity on the narrowest belt traveling at the maximum speed for the raw material, while meeting only the minimum safety standards and codes.
When sold on lowest price, the OEM’s goal is to win the low bid and make it through the warranty period without costly rectifications. If the goal was to design a conveyor with the lowest cost of ownership over its intended life, it was likely designed with less than maximum loading, a slightly wider belt and the capacity to run at a reasonable speed, while exceeding minimum safety standards and code requirements. The best practice is to re-establish the original design intent and compare it to the existing conveyor.
Conveyor technology changes over time, particularly in belting and calculation methods. The most recent Conveyor Equipment Manufacturers Association (CEMA) design guide
Adjustments in belt speed and load volume should be accompanied by an in-depth assessment of the system.
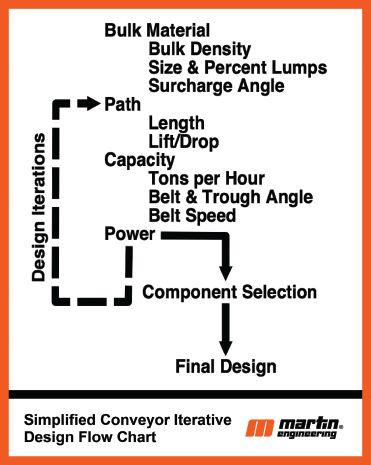
Figure 1 - Simplified Conveyor Iterative Design Flow Chart This graphic might show the iterative design intent more clearly.
Belt Conveyors for Bulk Solids 7th edition requires predicting power requirements within -0 to +10% of actual. [1] Much research and development for conveyor power requirements has taken place, resulting in several low-cost design software options. [Fig. 1]
UPGRADE DESIGN
First, define the problem the conveyor upgrade plan is trying to solve. It may seem obvious, but a lack of understanding for the primary reason(s) for an upgrade could cause specifiers to address symptoms rather than root causes. The new design might not address the primary need for a performance upgrade.
For example, if the chutes are plugging or there is spillage, then it might not be a conveyor issue, but instead an operator or maintenance issue. If the problem is belt damage, mistracking or tripping the breakers, it may be due to misalignment of the structure and idlers. Surge loading the conveyor in an attempt to catch up for lost time spent cleaning could result in more spillage.
COMPONENT STANDARDIZATION
It is usually desirable to try to use belting, idlers and other components that are available elsewhere at the site or are common supplier stock items. This may not always be possible, but the capital cost alone should not force a less than optimum design solution. Because increased tonnage might escalate idler loads, rolling components may require a higher load capacity to obtain an acceptable life. Consider the life cycle costs of your design and component selections.
LOADING AND TRANSITION
One of the ways OEMs save money on installation but is one of the biggest contributors to belt damage and the release of fugitive materials is loading the conveyor before the belt is fully troughed, called “loading on the transition.”
Loading on the transition best practices:
• If space permits, rectify the loading so it starts at the second fully troughed idler.
• Vertical curves, if properly designed, are not an issue, but the design calculations need to be verified if the belting or tonnage changes.
• Using bend pulleys for convex curves rather than a spaced array of troughing idlers should be avoided, because it is often a source of spillage.
• Diverter plows and other devices, which tend to force the belt to one side or the other, should be located where the belt has enough distance for returning to running centered in the idlers.
• When loading round particles or operating in wet environments, a belt incline of 5 degrees or less will help create a mass that prevents rolling or fluid cargo from flowing backward toward the tail pulley. The best practice is to load horizontally and then transition into the slope.
• For round shaped material, consider installing curtains along the slope to knock down bouncing particles and allow them to form into a stable profile.
BELT WIDTH AND TROUGH ANGLE
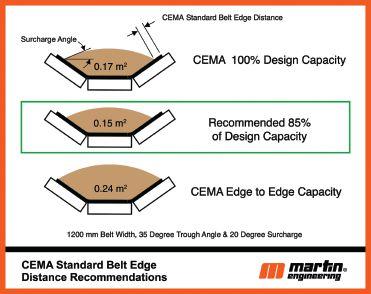
The trough angle is initially selected based on experience or the existing idlers for standardization. Belt width is selected by calculating the cross-sectional area of the bulk material by assuming a troughing angle, an idler with 3 equal roll lengths and the surcharge angle, lump size and flowability of the bulk solid being handled. There are two important cross-sectional areas to consider, CEMA 100% full and full edge-toedge. The 100% full area is based on a standard belt edge required to prevent spillover between idlers as the belt sags on the carrying run. The full edge-to-edge loading is used to calculate the maximum potential load on the structure. The best practice is to select the belt width based on 85% of the CEMA 100% cross-sectional area to allow for surge loads, off-center loading or normal mistracking. [Fig.2]
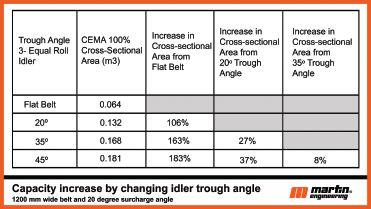
Two common techniques can be incorporated into a new or complete conveyor design to make future upgrades less costly. The first technique is changing the trough angle of the idlers to raise the capacity by increasing the cross-sectional area. In new designs, consider using 20-degree idlers. Upgrading to 35-degree idlers is a 27% increase in cross sectional area, and going from 20- to a 45-degree trough angle is a 37% increase. Although 35-degree idlers are fairly standard, it is important to note that for retrofit upgrades, going from 35 to 45-degree idlers is only an 8% cross-sectional area increase. [Fig. 3]
The second common technique for new construction is to design the structure for the next wider belt width and use CEMA wide-base
idlers. The mounting dimensions of the widebase idlers allow for a future replacement with a wider belt. For example, if the structure for the 1200 mm (48 in.) wide belt and 20-degree surcharge angle using 35-degree trough idlers was designed for wide base idlers, the belt width could be increased to 1400 mm (55 in.), resulting in a 33% capacity increase with the same trough angle and belt speed. Changing from a 35 to 45-degree trough angle and the wider belt and idlers would result in a 90% increase in cross-sectional area. This method is not often used, because there is resistance to increasing capital cost for a wider and higher load-bearing structure, higher material mass and larger drive. However, it is an excellent approach if there is an expectation of increasing capacity in the future.
DISCHARGE CHUTE
For a capacity increase, the discharge chute will need close review. The trajectory path should be plotted so that the stream of material impacting the chute does not create a situation where there is zero or negative vertical velocity on impact with the chute. If the material can stay suspended at the impact location, it will increase the chance of buildup and blockage of the chute. If the angle or liner is changed, it must not create a slow flow situation where material backs up and accumulates in the chute. The discharge chute cross sectional area should be a minimum of 4 times the cross-sectional area of the loose bulk solid.
RECEIVING CHUTE
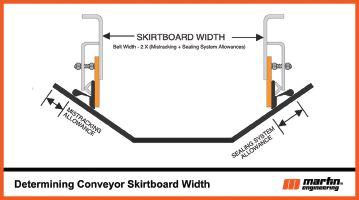
The design of the loading chute and skirtboards requires close attention to detail to minimize fugitive material release. CEMA uses 2/3 of the belt width for the inside dimension of the loading chute skirtboards, regardless of belt width. Idler fouling and spillage can happen when uneven loading causes the belt to drift to such
Figure 3 - Comparison of capacity increase by changing idler trough angle (1200 mm wide belt and 200 surcharge angle).
Figure 2 – CEMA Standard Belt Edge Distance Recommendationsrollback of round particles.
Curtains can control the bouncing or rollback of round particles.
Raising belt speeds and volumes have consequences for transfer chutes and cleanup.
a degree that there is an opening between the inside of the chute wall and the edge of the belt where material can escape. Best practice in design considers the amount of allowable mistracking plus the thickness of the sealing system to determine the distance from the edge of the belt to the outside of the skirtboards as the minimum dimension on each side. [Fig. 4]
MAINTENANCE ACCESS
If you upgrade your capacity but can’t access it for maintenance or cleaning, what have you accomplished? This detail is often overlooked. Any upgrade plan should include work platforms and upgraded access. Make sure all the old piping conduits and unnecessary structures are removed. Evaluate guarding and lighting to make inspections easier and more accurate. Provide the necessary power, compressed air or vacuum utilities needed for maintenance or cleaning.
CONCLUSION
There can be a large benefit to upgrading when the entire system design is considered. There should be an expectation of increased productivity. Additional benefits should include reduced fugitive material release by improved passive dust control and belt cleaning, saving on maintenance time due to improved access and a reduction in safety incidents due to reduced cleanup and maintenance-friendly changes.[2]
REFERENCES
[1] Belt Conveyors for Bulk Solids, 7th edition, Conveyor Equipment Manufacturers Association, 2014
[2] Foundations for Conveyor Safety, Martin Engineering, 2010, chapters 31-34, 2016
NR. TODD SWINDERMAN earned his B.S. from the University of Illinois, joining Martin Engineering’s Conveyor Products division in 1979 and subsequently serving as V.P. and General Manager, President, CEO and Chief Technology Officer. Todd has authored dozens of articles and papers, presenting at conferences and customer facilities around the world and holding more than 140 active patents. He served as President of the Conveyor Equipment Manufacturers’ Association (CEMA) was the editor of CEMA’s 6th and 7th editions of Belt Conveyors for Bulk Materials, The Design Guide for Belt Conveyors. Todd is active on several CEMA committees including Chair of the Bulk Safety Committee and is a member of the ASME B20 committee on conveyor safety which set U.S. conveyor safety standards. Swinderman retired from Martin Engineering to establish his own engineering firm, currently serving the company as an independent consultant.
Over 200 actuator mounting kits available (rotary and linear).
• Custom designed kits for specialty applications
• Universal approach to mounting to facilitate standardization and simplification.
• VAC provides you with current designs and competitive cost choices including:
- Electropneumatic positioners - Pneumatic positioners - Digital positioners
• VAC positioners are simple and rugged, all with aluminum housing and quality components.
2535 Stallion, St. Lazare, Qc, Canada
J.C. Labelle: (514) 916-5895
Fax: (514) 500-5802
Email: jc@belletek.com
Figure 4 - Mistracking Allowance + Sealing System Allowance x 2 = Skirtboard Width
A CLOSE CALL IN THE OILFIELD: PART I OF II
Lessons learned from West Bengal
By Arvind Jaini and Gobind Khiani
The night the tank caved in still lives under my skin. It was the mid-80s; I was young enough to believe that preparation and procedure could keep chaos at bay, yet seasoned enough to know the oilfields never fully bend to anyone’s will. We learned, again, how thin the wall is between a controlled system and a catastrophe — with steel speaking the language of pressure and vacuum, and fear and resolve sharing the same breath.
THE UNSUNG HEARTBEAT ON INDIA’S BORDER
Nestled in West Bengal, India — a stone’s throw from the border with Bangladesh and within the strategically vital “Chicken’s Neck” region — lies a seemingly unremarkable facility that plays a pivotal role in India’s energy infrastructure: Pump Station No. 8, or PS8. More than just a dot on a map, this station embodies a critical intersection of geography, geopolitics, and tireless human endeavour. We were a small station with a big responsibility.
A crucial link in India’s energy artery, PS8 was commissioned in the 1960s as a lynchpin in the massive crude oil transport network, responsible for shepherding a substantial flow of crude from the distant Assam oilfields, sourced from both Oil India Limited and ONGC, to the Barauni refinery in Bihar. Its core responsibility is simple yet crucial: ensure the safe and continuous movement of crude through a 14-inch pipeline, day and night. The sheer volume handled by this small station would astound those outside the industry, yet for the dedicated crew it was a palpable reality — it was the constant hum in our ears, the numbers on the panel, the temperature under the handrail, the faint smell of hydrocarbons carrying on the wind.
Operating in such a sensitive location, bordered by an international boundary constantly reminding one of geopolitical
realities, instils a unique discipline at PS8. The station’s regimen is built on ritual and rigor, ensuring both operational efficiency and safety. This included then fortnightly aerial patrols of the pipeline’s right of way via Bell helicopter, to scout for encroachments and verify cathodic protection, alongside meticulous ground-level maintenance of the station itself. These routines were not mere busywork but a part of the commitment to both equipment and one another in a remote environment where timely help can be a challenge.
The proximity of residential quarters, just 300 meters from the plant, does not allow much mental separation from work. This close-quarters living fosters an acute awareness among residents; the station’s steady presence is a background hum and off-duty workers will inadvertantly register changes in sound that signal potential issues even before conscious thought can process them. In essence, PS8 is not just a facility but a community forged by vital responsibility and geographical isolation, a testament to the dedication required to keep the nation’s energy flowing.
THE LIVING SYSTEM
PS8 was meant to be a pass-through
station, but every pass-through knows accumulation. Crude from PS7 filled our fixed-roof tank — 2,400 kilolitres when brimmed — while our pumps pushed the same volume downstream to PS9, maintaining the level in the tank. We called it the “Balance Tank”.
The pipeline ran hot and fast, pressures grazing 100 kg/cm². Those were not just numbers on a gauge — they were burdens to shoulder. The city of Guwahati’s control room monitored by telemetry, but here we measured with our senses. Our pumping units — big marine engines that burned the same crude they drove — were not delicate things. They were blunt and loyal, announcing their condition in rhythm and vibration long before an instrument needle twitched. Automation stripped the fat from operations, but it came with its own hazard: it could dull human vigilance if you let it. We resisted that slide. Checklists, maintenance cycles, weekly fire and leak drills — these were ways to ensure that when trouble arrived, reflex would stand in for panic.
A fixed-roof tank is a compact treaty with the atmosphere: oil in, air out; oil out, air in. Pressure and vacuum relief valves mediate the pact. Nothing glamorous about them, yet you learn reverence for
There are a total of 182 oil refineries in West Bengal.
the small parts. Systems don’t collapse in drama; they corrode like hinges, dry like gaskets, or slip because something humble waited too long for care.
That was PS8’s ecosystem: a body of steel and breath, a network of flows and tolerances, routines and alarms. Alive in its own way. It drank fuel, exhaled air, spoke in shudders and tones.
THE CHAIN OF EVENTS
One evening, after office hours, the message came through: PS9 had gone down with a mechanical failure. Hardly unusual in pipeline operations, but it was enough to set our own procedure into motion.
Pumping downstream stopped. Upstream, PS7 throttled down, still sending crude but at a slower pace. The excess flowed into our tank, climbing steadily but safely until PS9 was repaired. Once it came back online, we were directed to restore full pumping to reduce the tank level. That meant pushing out more crude than we were receiving.
“Checklists, maintenance cycles, weekly fire and leak drills — these were ways to ensure that when trouble arrived, reflex would stand in for panic.”
— Khiani
Everything looked routine. Parameters — levels, pressures, temperatures — were steady. Satisfied, we stepped back into the rhythm of normal life and walked to the quarters, the hum of the station assuring us all was right. Then the sound shifted. I could not tell whether it was absence or distortion of the hum that triggered the instinct, only that my body reacted before my mind registered. By the time the thought ‘something is wrong’ surfaced, I was already on my feet.
Outside, a colleague was doing the same. We did not speak. We ran. The tank looked as if a giant hand had gripped it and crushed it inward. Thick walls meant for containment were twisted into folds, arcs turned into angles. A vacuum had formed and the tank was imploding. Oil had been flowing out while air could not enter. We had restarted downstream pumping to lower the level of the crude oil in the tank, but the relief valve — the tank’s lungs — had jammed shut. Oil left, air did not replace it. The gap widened until it screamed through bent plates and tortured steel. There is a kind of fear that comes stripped of speculation — sharp, immediate, undeniable. This was that. For a heartbeat, maybe two, we both knew with terrible clarity that the situation was alive, shifting, and still deteriorating. The roof could cave. The shell could fold further. Once steel deforms, it remembers the shape, and persuading it back is nearly impossible. (to be continued)
GOBIND KHIANI, a distinguished alumnus of the University of Calgary, is a seasoned change-maker in the energy sector. He is on the Board of Directors for Energy Sustainability Training for Young Engineers and Geoscientists, Canadian Prairie Group of Chartered Engineers, and also serves as Chairman of the End User Group at API 609 and Vice-Chairman of Standards Council of Canada. As the past chair of the CBEC of APEGA, he has showcased his leadership and contributions to professional engineering organizations.
ARVIND JAINI, now retired, served as the CEO of Oil India International Limited (OIIL) and held directorship positions in all overseas subsidiaries of Oil India Limited. He extensively travelled worldwide as part of teams led by the Company’s Chairman and the Ministry of Petroleum and Natural Gas, Government of India. He joined Oil India Limited in the Pipelines Department, garnering expertise across various facets of pipeline operations, Maintenance, Oil Movement, Construction, Procurement, and Inspection.
Challenges with noise and dust? For us it’s no problem.
From large stones to the smallest grains: Bulk solids come in all types, shapes and sizes, but choosing the right measurement technology is surprisingly easy. With our level and pressure sensors, you can effortlessly keep an eye on all your important process values – and still have time to crack the really hard rocks. Everything is possible. With VEGA
vega.com
WHEN GOOD GEARS GO BAD: GEAR FAILURE MODES AND HOW TO PREVENT THEM
By Lucas Foti, Rapid Gear
Gear failure in gearboxes is a common occurrence in industry. There are various factors that affect the rate and severity of gear failure, including tooth geometry, corrosion, lubrication and heat treatment. By choosing a trusted supplier and expert in reducer overhauls, you can avoid costly gear failures.
DESIGN PARAMETERS & HEAT TREATMENT
One of the predictors of gearbox failure is surface roughness. Macropitting and micropitting are two similar failure modes that are affected by surface roughness. With the use of cutting-edge gear grinders, this issue can be avoided. Micropitting is a failure mode in which microscopic chunks of metal are removed from the tooth flanks. These pits are so small that they can only be seen using a microscope. Macropitting, on the other hand, is the removal of large chunks which are visible to the naked eye. Often micropitting can be seen around macropitting, because micropits can grow and turn into macropits. Macropitting is caused by several factors, including improper lubrication, misalignment of gears and material properties, and defects increasing Hertzian contact stress on the tooth surfaces. Hertzian contact stress, also known as contact stress, refers to the localized stresses that occur when two curved surfaces come into contact and are pressed together. Some common ways to prevent macropitting are reducing contact stress, using carburized or clean steel which have a high fatigue resistance, or honing/ grinding gear teeth. Other solutions are using a lubricant which is cool (this allows maximum viscosity), clean (hard particles can cause denting) and dry (water in lubricants is detrimental); or using a highly viscous lubricant (this allows a thicker elastohydrodynamic, or EHL, film to form between the teeth). The causes of micropitting are Hertzian fatigue and plastic flow, which can be
exacerbated by high surface roughness, vibrations in the gearbox and oil contamination.
The common ways to prevent micropitting are honing/grinding gear teeth, using a lubricant which is cool, clean, dry; using a highly viscous lubricant; and avoiding shot peening the flanks of the teeth. Other solutions are making the pinion harder than the gear because the former works harder since it has more cycles; coating the teeth with phosphate, copper or silver; or run-in with a special lubricant and controlled loads (avoid cold starts).
Another way design parameters of a gear can cause gear failure is overload. If a gear receives more load than it was designed to handle, it can permanently damage the gear teeth. Overloading can cause three types of gear failure:
1. Plastic deformation of the teeth
2. Brittle fracture
3. Ductile fracture
Plastic deformation of the teeth occurs when the load is too high and plastically deforms the teeth, causing inaccurate spacing. In turn, this inaccurate spacing causes gouging of the teeth by having them collide in the gears’ next revolution. The likelihood of brittle and ductile fracture not only depends on design parameters, but also on the heat treatment of the teeth. If a gear tooth is too
hard, it is prone to cause brittle fracture. Likewise, if it is too soft, it is more likely to cause ductile fracture. The main difference between ductile and brittle fracture is that brittle fracture happens instantaneously, whereas ductile fracture is a long, slow process. It is important to note that a gear tooth can experience a combination of ductile and brittle fracture. However, there are several ways to differentiate between the two. Brittle fracture leaves a bright and shiny surface, but ductile fracture is dark and dull. Brittle fracture leaves a rough, coarse and grainy surface, but ductile fracture is fine, stringy and smooth. And finally, brittle fracture leaves radial ridges and chevrons, but ductile fracture leaves shear lips.
To prevent brittle fracture, you can use fine-grained, clean, tough and hardenable steel (high nickel, molybdenum and low chrome, manganese, carbon, phosphorus and silicon contents). You can also reduce the load, flaws and tensile stress on the teeth, or avoid running at temperatures lower than the transition temperature of the steel.
To prevent ductile fracture, you can reduce load, make the teeth thicker (this distributes the load), or avoid edges and corners since cracks usually start on these. You can also choose a material with a high yield strength and no brittle inclusions.
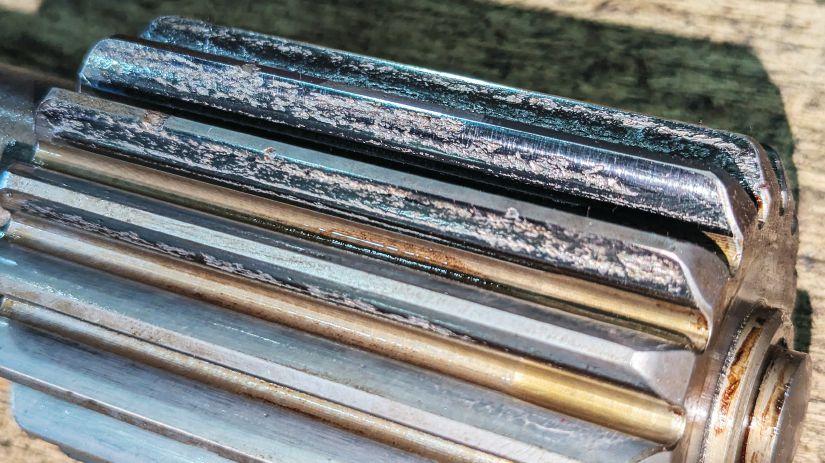
Figure 1: Macropitting on a gear
2: A fractured gear tooth. This fracture most likely started as a fatigue crack along roughly half of the tooth, before causing the entire tooth to break off due to brittle fracture
Bending fatigue is another common failure mode. Bending fatigue failure occurs when a crack forms, usually at the bottom of a tooth, and propagates. This can be prevented by using clean, hardenable, carburized, finegrain steel with shot peened root fillets (not flanks). Other options are reducing the concentration of bainite and pearlite in the steel, as these are hard and brittle, or reducing bending stress and the number of flaws and microcracks in the teeth.
Lastly, subcase fatigue can be extremely problematic.
CORROSION & LUBRICATION
Abrasion is a common form of corrosion in which the oil lubricating the gearbox gets contaminated with small, abrasive particles. This is often due to the oxide layer on the gear teeth getting removed as the gears wear, allowing small oxide particles to contaminate the lubricant. These particles rub against the surface of the gear teeth and remove thin layers of metal, leaving the unoxidized metal exposed. This can be problematic because the oxide layer on metals protects the gear teeth from damage. Abrasion can be detected by the smooth and clean ruts it leaves on the tooth’s surface.
You can prevent abrasion by using a surface-hardened gear with smooth surfaces; using a high viscosity lube and changing it after the first 50 hours of running and using a fine filtration (or changing the lube every 2500 hours of running); using tight seals and filtered breathers; and having good housekeeping maintenance (such as making sure the inspection part of the machine remains closed).
Another common type of corrosion found in gearboxes is fretting corrosion. Fretting corrosion is a type of corrosion that occurs due to small, repeated movements between
two surfaces (usually without the use of a lubricant). This contact causes the protective oxide layer of the metals to be removed and causes corrosion. Fretting corrosion depends on the contact pressure, vibration frequency and duration of contact. It is easily identifiable by the red oxide colour it leaves on the corroded metal.
Ultimately, there are numerous failure modes to look out for in gear teeth. In a gearbox, not only can the gears themselves fail, but the bearings and seals can fail as well, so it is important to verify that your gearbox is always in optimal condition. All in
all, it is important to pay attention to craters (macropits or micropits), corrosion, lubricant quality and quantity and cracks to avoid gear failure. Cracks and micropits are especially difficult to detect since micropits cannot be seen by the naked eye and cracks can, depending on the nature of the crack, appear much smaller than they truly are or they might not even appear on the surface of the tooth. Lastly, the most effective way to reduce the likelihood of failure is by doing business with a gear specialist, who can guarantee high quality products.
Figure
Figure 3: Abrasion of gear teeth
MANAGING AND PREVENTING MOTOR FAILURES: PART V
By Michael Wright
The single most common failure for any motor is its bearings. Although this is usually blamed on “old age”, it is more typically the result of one or more of the following issues: improper application, improper installation, substandard maintenance, or failure to manage external forces. In this column, I will discuss the need to choose the right motor bearing type for the application.
“If a motor with a roller bearing is operating in a direct drive application, [the rollers] will simply slip and slide with respect to the inner race.”
— Wright
Improper application occurs when motors are chosen without regard to the types of bearings that they need to handle intended radial or gravitational loads.
The standard motor listed in most suppliers’ catalogs is of the ball bearing type. Generally speaking, these motors are the least expensive, are the most energy efficient, and are excellent for when the shaft operates on the horizontal plane and is not exposed to a heavy side load from a set of drive belts.
However, if the motor is larger than 75HP and is to be used in a heavy belt drive application, the drive-end bearing should be of the cylindrical roller type so that it can handle the heavy radial
(side) load caused by the belt tension.
Furthermore, if the motor is larger than about 25HP and mounted vertically, consideration should be given to buying one that is specifically designed for vertical/shaft-up or vertical/shaftdown installation. These motors will incorporate a thrust bearing to carry the weight of the motor’s rotor. If the motor bearings must also carry the weight of a heavy fan or if it subjected to the force of a set of drive belts, the motor will probably need to be a custom design which incorporates
tapered roller bearings that can handle both gravitational and radial loading.
And remember — if you have motors used in the horizontal plane which are directly coupled to the load, or motors used in heavy belt drive applications and/or in vertical applications, one size DOES NOT fit all.
A motor that has a cylindrical roller bearing should not be used in a direct drive application, and motors that are rated for vertical/shaft-up or vertical/shaft-down should never be used in any
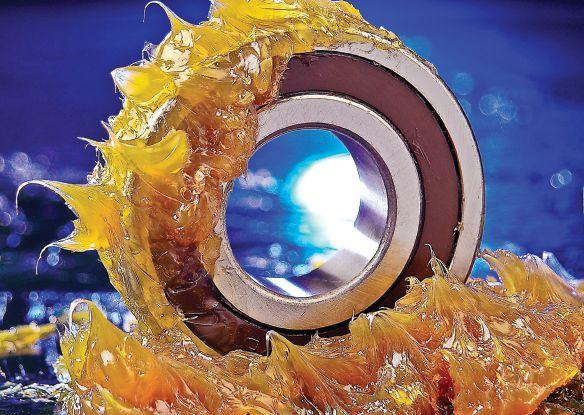
Cylindrical roller bearings like this (above) are designed to handle heavy radial loads from belt drives, but require significant loading to function properly—without adequate side load, the rollers will slip rather than rotate, leading to premature failure.
other orientation.
The bearings in a vertical-rated motor are designed to carry the load in one direction only, so if the motor is used upside down or in the horizontal plane, the rotor will not be properly supported and the motor may fail within hours or days.
The failure of a misapplied roller bearing motor is a bit more subtle. Where a ball bearing motor may last for years or decades in a misapplied direct drive application, the roller bearing motor will tend to fail within a few months.
This is due to the fact that a roller bearing requires a significant load on it to ensure that the frictional force of the inner race acting on the rollers causes them to turn. However, if a motor with a roller bearing is operating in a direct drive application, there is no radial load from drive belts, and instead of the rollers being forced to rotate they will simply slip and slide with respect to the inner race. This will eventually result in flat spots being worn into the rollers resulting in complete failure of the bearing.
And sometimes, instead of buying a special motor to fit a simplified mechanical drive system, it is better to redesign the mechanical drive to work with an off-the-shelf motor. For example, a 1,000HP belt driven pump could be driven from a jackshaft that carries the drive sheave between two large pillow blocks and then the jack shaft can be directly coupled to the motor. Or, a large vertical HVAC duct could have an elbow installed in it so that a large exhaust fan could be run in the horizontal plane. In either case, a ball bearing motor would be appropriate for the application, and although the designers might complain at the time, the modifications made on the “mechanical” side could provide long term benefits to the MRO balance sheet.
MICHAEL WRIGHT is an electrical engineer with more than 50 years of experience in heavy industry. Although he has done an extensive amount of PLC/DCS programming and upgrading of power systems, he is a very strong generalist with a broad knowledge of hydraulics, pneumatics, power transfer, welding practices, mining equipment, mobile equipment, process control strategies, pumping systems, rock mechanics monitoring, mechanical maintenance practices, MRO procurement contracts, energy management, and cost control. As such, he specializes in problem prevention as a subject matter expert (or as a fixer on “problem projects”). It is his belief that safety is not a “priority” but is a way of life; that good engineering makes life simpler and easier for others; and that the best ideas come from those with calloused hands and dirty coveralls. He can be reached at: mawright@sasktel.net.
HAVE A FACILITY IN CANADA?
Get ready to report to the Canadian Plastics Registry in 2026
By Nials Everett, Global Business Development Manager, Claigan Environmental Inc.
If you have facilities in Canada that produce over 1 tonne of plastic waste per year, you will need to report to the Canadian Federal Plastics Registry by September of 2026. Any significant retail, distribution, manufacturing, restaurant, or business will normally exceed the 1 tonne of plastic waste per year threshold.
The Canadian Federal Plastic Registry requirement was published as a mandatory Section 46 notice under the Canadian Environmental Protection Act (CEPA) in April of 2024. It requires the ‘generators’ of industrial, commercial, and institutional (ICI) plastic waste over 1 tonne per annum to start reporting to the Federal Plastics Registry in 2026.
Plastic waste generated can be i) plastic packaging, or ii) plastic products.
Products considered plastic comprise a specific list that includes:
a) Electronics
b) Food containers
c) Specific consumer single use disposable products
d) Automotive and transportation
e) Textiles and apparel
f) Tires
g) Construction products
h) Agriculture and aquaculture products
Reporting consists of two phases. During phase 1 (due by September 29, 2025), importers of consumer plastic packaging and electronics need to report the plastics in their products to the Plastics Registry. In phase 2, if a business (including all of its facilities) generates more than one tonne of either plastic packaging waste or plastic product waste (based on the weight of the entire disposed product, not just the plastic content), reporting is required in the Canadian Regulatory Services Platform by September 29, 2026.
For most businesses, waste generated is disposed of by a third-party contractor. This does not affect responsibility under the Plastics Registry as the responsibility lies with the waste ‘generator’ not the entity disposing of the waste. Any plastics waste under scope generated by the business (summed over all its facilities) above 1 tonne per annum needs to be reported to the Plastics Registry.
For most businesses, the general tracking of waste is not all that burdensome. A business normally can keep track of how many kg of each type of waste it generates. The challenge, for the Plastics Registry, is that the reporting needs to be the weight (in kg) of each specific plastic in the waste. To make matters more difficult, the plastics are not the usual seven (7) in ‘chasing arrows’ that you see on typical consumer products. Instead, the plastics to be reported are a more comprehensive list of twenty-three (23) resin codes under the North American Product Classification System (NAPCS) Canada 2022.
On average, any significant manufacturing, commercial, retail, or food operation will exceed 1 tonne per annum in plastics waste as will most office-based businesses over 100 employees. The waste tonnage is calculated over all the business’s Canadian facilities, not each facility individually.
Submission of the data in 2026 will involve registering in the Regulatory Services Platform, completing tab 4 ‘Plastics Waste Generation” of the 2025 version of the 2024_FPR_DATA_EN_v1 excel form, and sub-
Companies in Canada who generate more than 1 tonne per annum of plastic waste or plastic product waste are required to report the volumes of each plastic waste generated (by type) to the Plastics Registry by September 29, 2026.
mitting this excel sheet into the Regulatory Services Platform. Note — the 2026 submission form will be labelled ‘2025’ since the 2026 submission is based on plastic waste generated in 2025.
WHAT TO DO NOW?
Keep track of the kg of waste generated for each of your waste streams.
A specialized company (such as Claigan Environmental) can help you determine the average plastic composition of each of your waste streams after the fact. Remember — reporting in 2026 is for waste generated in 2025.
The requirement is for all your plastic waste, not just the overwrap and product packaging generated by operations or manufacturing. From experience, companies often miss more than one of their plastics waste streams during their first pass review.
Example of missed plastics waste streams include:
a) Employee desk waste rounded up by the weekend cleaning staff
b) Electronics recycling of old computers and equipment
c) Empty oil containers disposed of as hazardous waste
d) Surges such as ‘spring cleaning’ of operations or retail
e) Kitchen garbage waste
On average, any significant manufacturing, commercial, retail, or food operation will exceed 1 tonne per annum in plastics waste, as will most office-based businesses over 100 employees.
“The challenge, for the Plastics Registry, is that the reporting needs to be the weight (in kg) of each specific plastic in the waste.”
— Everett
NOT TO BE FORGOTTEN
In parallel to ICI plastic waste reporting in 2026, professional electronics and construction products manufactured, imported, and/or sold in Canada also have to report their plastics to the Plastics Registry (independent of the reporting of plastic waste generated). For electronics, a simple rule of thumb for reporting is: if the product would be in scope of European Union RoHS (yes the EU — the Canadian Plastics Registry uses the same electronics categories as EU RoHS), its plastics need to be reported to the Plastics Registry. For example, if the product is a component not ready for the end user, or a large scale industrial tool, it would be out of scope of EU RoHS and therefore out of scope of the Plastics Registry.
TO RECAP
Companies in Canada who generate
more than 1 tonne per annum of plastic waste or plastic product waste are required to report the volumes of each plastic waste generated (by type) to the Plastics Registry by September 29, 2026. The responsibility of reporting waste in 2026 lies with the entity generating the waste, not with the disposal service.
The submission will be using the 2025 version of the 2024_FPR_DATA_EN_v1 excel form, and submission needs to occur (by company) in the Regulatory Services Platform.
If you have questions feel free to reach out to Claigan Environmental or visit our plastics registry FAQ. The Canadian government’s guidance for Phase 1 (consumer product reporting) can be found here. Note — this is only for the Phase 1 reporting time period, and does not completely cover the facility waste generation reporting in 2026.
CLICK PLUS CPUs offer the utmost versatility with up to two option slots for custom control configurations.
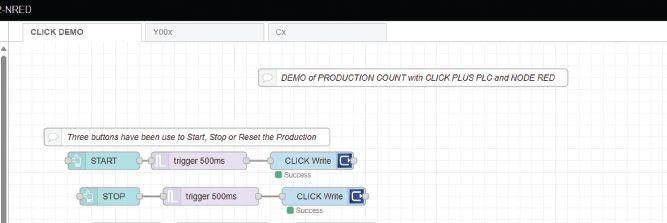
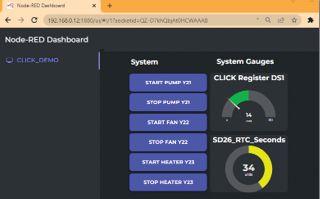
With the new Node-RED® option slot module, you can combine the most affordable and user-friendly PLC in the industry with one of the most popular open-source software tools in the industrial sector for developing IIoT applications.
• Create interactive and customer-specific HMI dashboards that can be accessed with any browser
• Easily integrate plant-floor data into existing business systems/databases, e.g., MES or ERP systems
• Access cloud-based services or website APIs for a wealth of information (weather reports, energy/raw material costs, etc.) that can be used to optimize your processes What can it do?
The C2-OPCUA module, when added to a CLICK PLUS CPU, allows the simplicity and reliability of CLICK PLCs to be deployed in many more applications, providing one of the lowest cost OPC UA systems available.
What does it offer?
• Scalability - capable of large amounts of data transfer no matter the application
• Versatility - with OPC UA support, the CLICK PLUS can work seamlessly with numerous 3rd party control platforms, business/IT systems, cloud networks, SCADA systems, etc.
• Enhanced security - featuring authentication, authorization, and encryption methods
• Better efficiency - real-time data exchange for process optimization
over $49 get FAST
Our shipping policies make it easier than ever to order direct from the
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada