AutomationDirect carries a full line of AC drives, from basic micro drives to full-featured high-performance drives boasting flux vector control and built-in PLCs. So no matter the application or environment, AutomationDirect has an affordable drive solution for you!
Micro VFDs
Starting at $119.00
With sizes as small as 55mm wide, these drives provide the needed motor speed control without taking up large amounts of panel space.
General Purpose VFDs
Starting at $147.00
General purpose drives offer great value for a wide variety of applications including conveyors, pumps, fans, HVAC systems, and elevators.
High Performance VFDs
Starting at $232.00
High-performance AC drives are topof-the-line drives that are usually specified when a high degree of precision in speed control is required or when full torque is needed at very low or zero speeds.
Washdown VFDs
Starting at $242.00
These NEMA 4X, washdown-duty drives are built to withstand harsh environments including food and beverage processing and water treatment facilities.
Orders over $49 get FAST FREE SHIPPING
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
and
75%
Stated that ESG presents a material financial consideration for the mining industry
Building sustainable mining momentum
This past October, the Mining Association of Canada’s Towards Sustainable Mining (TSM) initiative gained some global momentum, as the program was adopted by the Mongolian National Mining Association (MNMA).
The MAC’s program is a performance system designed to improve environmental and social practices within the mining sector. The MNMA is now the 12th national mining association outside of Canada to adopt the TSM program, following in the footsteps of associations in Mexico, Guatemala, Columbia, Panama, Brazil, Argentina, Botswana, Australia, Philippines, Norway and Finland.
“To meet the global demand for minerals and metals that we need to build the low-carbon world, today the Mongolian mining industry takes another big step in terms of sustainability. We have been pioneers in good practices worldwide. This standard will allow companies to measure and demonstrate their positive impact models in social and environmental matters,” stated Erdenetuya Ganbold, CEO of the MNMA.
According to the MAC, the TSM program was the first mining sustainability standard in the world to require site-level assessments and is mandatory for all companies that are members of implementing associations. Through the program, TSM evaluates nine critical aspects of social and environmental performance that are independently validated, and publicly reported against 35 distinct performance indicators.
MAC president and CEO Pierre Gratton recently announced his association’s pleasure with the MNMA’s decision to adopt the TSM program, stating, “Exporting Canada’s expertise in environmental and social stewardship is one important way that we can contribute to responsible mining practices around the world. As a constantly evolving standard, TSM is particularly attractive globally due to its focus on climate change, effective tailings management and good practice in respectful engagement and collaboration with Indigenous communities, three focal points in our industry. Countries that adopt the program are openly committing to going beyond the word of the law when it comes to sustainable practices.”
In a time where ESG (environmental, social and governance) holds a great deal of influence among investors and mining
companies around the globe, programs like MAC’s TSM can be a vital component to building successful operations. How important is ESG to the mining sector? According to Ernst & Young Global Limited’s “EY Top 10 business risks and opportunities for mining and metals” annual report, mining executives ranked ESG as “the biggest risk to their business” for three consecutive years from 2022 to 2024. While capital took over the No. 1 spot for 2025 in their most recent report, environmental stewardship is still ranked No. 2 overall.
This past March, Doug Morrow, director of ESG strategy for BMO Capital Markets Equity Research, wrote about the BMO Capital Markets 33rd Global Metals, Mining & Critical Minerals Conference discussion panel, “At the Crossroads: Will the Pushback Lead to a Maturing of ESG?” where a live audience poll taken at the conference was discussed. Of the poll’s respondents, 75 per cent stated that “ESG presents a material financial consideration for the mining industry.”
Panelist Tal Lomnitzer, senior investment manager at Janus Henderson Investors, stated that “It’s about investing and avoiding downside, and getting it wrong for an E, S, or G is something that can end up costing you money.”
Another panelist, Jonathan Hackett, managing director and head of sustainable finance at BMO Capital Markets, stated that companies are at risk of losing value by running into ESG-related issues, but can also create value through successful ESG practices.
“You have to believe that if you’re using ESG as a proxy for management competence, being really good at fulfilling the obligations and expectations of investors in one dimension is going to help in another,” Hackett stated.
ESG is having a significant impact on the global mining sector and will continue to do so for the foreseeable future. Having programs like the MAC’s TSM in place will certainly help companies in achieving their environmental and social stewardship goals.
Reader Service
Print and digital subscription inquiries or changes, please contact Angelita Potal Customer Service Tel: 416-510-5113
Fax: (416) 510-6875
Email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
With their modular design, intelligent diagnostics and full approvals, our AWT420 advanced water transmitters offer a flexible, high performance solution for a wide range of industrial applications, from water and wastewater through to chemical and petrochemical. Packed with a host of features including Bluetooth® connectivity, dual PID control and EZ-Link™ sensor connection, water analysis has never been easier. abb.com/wateranalysis Contact us at instrumentation@ca.abb.com
CIAC APPOINTS NEW CHAIR AND VICE-CHAIR TO ITS BOARD OF DIRECTORS
The Chemistry Industry Association of Canada (CIAC) has appointed Rocky Vermani, senior vice-president, sustainability and innovation, NOVA Chemicals Corporation, as its new Chair of the CIAC Board of Directors; and Michel Brassard, regional operations manager, National Silicates, as vice-chair of the association’s board of directors.
“CIAC has played an integral role in supporting Canada’s chemical industry through its focus on responsible care, sustainability, and advocating for policy that supports innovation, investment, jobs, and the environment. I feel privileged to assume the responsibility of CIAC Board Chair and look forward to working with the great team at CIAC and my industry colleagues to encourage the responsible growth of our industry,” said Vermani.
As senior vice-president, sustainability and innovation at NOVA Chemicals, Vermani is responsible for advancing NOVA’s innovation agenda, developing a responsible sustainability portfolio, and advocating for strong policy to continue unlocking leadingedge solutions for a sustainable future.
“We are pleased to be able to welcome our new Chair and vice-chair. Rocky and Michel are highly respected leaders amongst their peers. During their time as officers, in addition to the normal activities of the association, they will hold responsibility for leading the Board through its most important task of selecting and onboarding the association’s next CEO,” said Bob Masterson, president and CEO of CIAC.
PEPSICO TO ACQUIRE SIETE FOODS FOR US$1.2 BILLION
PepsiCo, Inc. recently announced it has entered into a definitive agreement to purchase Garza Food Ventures LLC, dba Siete Foods (Siete) for US$1.2 billion. The company stated that the acquisition will complement its portfolio with the addition of an authentic, Mexican-American brand, while also growing its better-for-you food offerings. Siete is a producer of authentic heritage-inspired tortillas, salsas, seasonings, sauces, cookies, snacks and more. Siete’s products can be found in grocery stores, club stores, and organic food retailers, primarily across the U.S. The company was founded in 2014.
The transaction is subject to customary closing conditions, including regulatory approval, and is expected to close in the first half of 2025. Additional terms of the acquisition were not disclosed.
MOTION INDUSTRIES TO ACQUIRE STONEY CREEK HYDRAULICS
Motion Industries, Inc. recently announced that it has signed a definitive purchase agreement to acquire the operating assets of Stoney Creek, Ont.-based Stoney Creek Hydraulics, which specializes in hydraulic and pneumatic cylinder manufacture and repair.
Founded in 1998, the company builds cylinders according to customer blueprints or designed by the engineering team to meet a customer application’s specific requirements. Repair services include: cylinder inspection, machining and testing with precision.
“We are excited to begin a new chapter as part of the Motion team,” said Patrick Gauthier, owner of Stoney Creek Hydraulics. “It is a great fit. Both companies are customer-focused and share the same high values and service standards. The future is very bright for us and our customers as we combine resources and deepen our offerings.”
“As we continue to execute our acquisition strategy to grow our services, we are pleased to welcome Stoney Creek Hydraulics employees to Motion. Their skills and capabilities will bolster our hydraulic offering in Canada and complement our mechanical repair services in the region,” added James Howe, president of Motion.
PDAC 2025 COMING TO TORONTO
The annual PDAC 2025 Convention — The World’s Premier Mineral Exploration & Mining Convention, will take place at the Metro Toronto Convention Centre from March 2 to 5,
2025 in Toronto. The award-winning PDAC Convention is widely considered the “Super Bowl” of the mineral exploration and mining community and is the leading event for people, companies and organizations connected to mineral exploration.
The convention brings together up to 30,000 attendees from over 135 countries for its educational programming, networking events, business opportunities and fun.
Since it began in 1932, the convention has grown in size, stature and influence. Today, it is the event of choice for the world’s mineral industry hosting more than 1,100 exhibitors and 700 presenters.
For more information on PDAC 2025, visit www.pdac.ca/convention. Canadian Process Equipment & Control News is proud to be an official 2025 Media Partner of PDAC 2025.
CANFOR PULP PRODUCTS ANNOUNCES NEW PRESIDENT AND CEO
Canfor Pulp Products recently announced that Stephen Mackie has been appointed to the role of president and CEO, effective Nov. 1, 2024. Mackie was previously executive vice-president of North American operations for the Canfor Corporation.
“With almost 20 years at Cantor and 30 years in the forest products industry, Stephen is a proven executive with an extensive background in operations,” said John Baird, Chairman of Canfor Pulp Products’ board of directors. “We are very pleased that Stephen has agreed to take on this important role and we believe that his in-depth knowledge of the fibre dynamics in B.C. make him particularly well positioned to lead Cantor Pulp at this time.”
PHOTO: MOTION INDUSTRIES.
Motion Industries has announced the acquisition of Stoney Creek Hydraulics in Stoney Creek, Ont.
Stephen Mackie, president and CEO, Canfor Pulp Products.
In his new role, Mackie will continue to retain his responsibilities as executive vice-president of North American operations for Canfor Corporation.
Canfor Pulp Products’ former president and CEO Kevin Edgson left his position as of Oct. 31, 2024.
CAPP ISSUES STATEMENT ON THE FEDERAL GOVERNMENT DRAFT EMISSIONS CAP ANNOUNCEMENT
The Canadian Association of Petroleum Producers (CAPP) released the following statement from president and CEO, Lisa Baiton to address the federal government’s draft emissions cap regulations:
“The draft emissions cap regulations will be an unnecessarily complex layer on top of an already overly complex web of energy and climate regulations across the country. The introduction of this draft regulation comes with the high probability of negative impacts on the Canadian economy and no guarantee of emissions reductions. Since this plan’s inception, CAPP has expressed serious concerns about the cap’s complexity and potential negative economic impacts, particularly as Canada faces significant economic headwinds. Canada’s policy and regulatory environment is already creating a challenging investment environment for the types of projects we need to create jobs and power our economy.
“CAPP and our members believe the draft emissions cap regulations, if implemented, are likely to deter investment into Canadian oil and natural gas projects. The result would be lower production, lower exports, fewer jobs, lower GDP, and lower revenues to governments to fund the critical infrastructure and social programs on which Canadians rely. Given new federal Competition Act rules introduced in Bill C-59, CAPP is unable to directly discuss the oil and gas industry’s decade-long track record on emissions reductions. Therefore, we invite Canadians to review the federal government’s national inventory data and draw their own conclusions. CAPP will thoroughly review the draft regulations once they are released to fully understand their impact. From an initial review, we believe the draft emissions cap, if fully implemented, will have serious negative consequences for Canada’s workers and our economic future.”
SOLENIS ACQUIRES BASF’S FLOCCULANTS BUSINESS FOR MINING APPLICATIONS
Solenis, a leading global producer of specialty chemicals, has acquired BASF’s flocculants business for mining applications. The company stated that the acquisition enhances Solenis’ portfolio, ensuring a comprehensive solution for its mining and mineral processing customers.
The integration of BASF’s flocculants business will enable Solenis to offer an
expanded range of products and services, addressing the diverse needs of the mining industry. This acquisition underscores Solenis’ commitment to providing innovative and sustainable solutions that improve operational efficiency and environmental performance.
The new product portfolio includes flocculants and other products used for solid-liquid separation and material handling in mining applications under trademarks Magnafloc, Rheomax, Alclar, Alcotac, Jetwet,
Aerowet and Alcotech.
“This acquisition aligns with our strategic vision to be the leading provider of specialty chemicals for the mining industry,” said John Panichella, CEO, Solenis.
The acquisition includes BASF’s customers, intellectual property and a dedicated team of experts. Solenis stated that it will “ensure a seamless transition for BASF’s customers, maintaining the high standards of quality and service they have come to expect.”
Dust, noise, temperature fluctuations – VEGA developed the VEGAPULS 6X radar level sensor for precisely such conditions. Ideal for all bulk solids and all plant operators who want to maximise the productivity of their processes.
CONTROLLING FOR SUSTAINABILITY
Leveraging instrumentation and controls for ESG initiatives
By Ryan Kershaw
ESG – three little letters that have generated a large amount of controversy lately. Many people see this initiative as a job killer or as a set of policies designed to appease certain groups. But what if we look at it as a way to ensure the longterm survivability of a business?
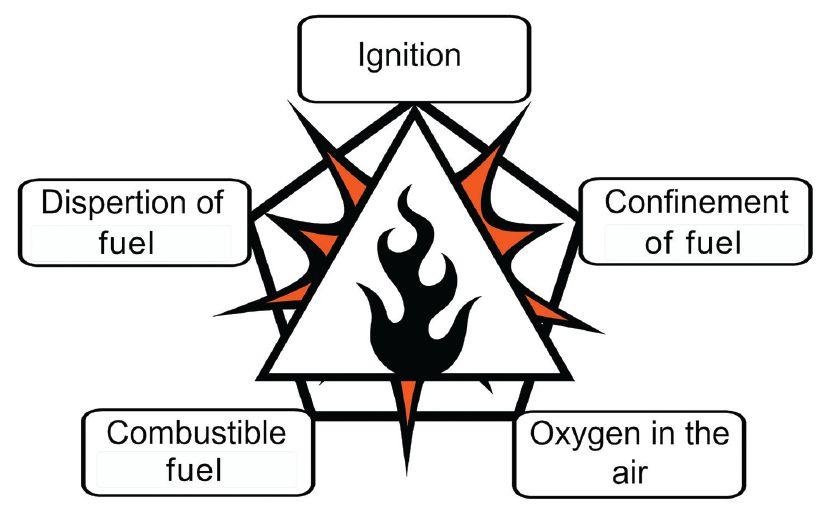
Many Canadian Process Equipment & Control News readers will understand the difference between a controlled and uncontrolled burn, the former being useful and sustainable, the latter an explosion. Both may use the same amount of fuel,
but only one provides long-term heat. So, let’s look at ESG in this respect: the ability to use resources in a sustainable manner to allow for the running of a long-term sustainable business.
BUSINESSES ARE PEOPLE, TOO
One thing to get out of the way quickly, ESG should not be pursued at the cost of everything else. In fact, unless a business has a good foundation, ESG will not be achievable. One interesting quirk of the corporate legal system is that the corporation is a legal entity. In other words, it is essentially an individual, with the rights and responsibilities that come with that definition in any other area. Since the corporation has the same needs as an individual, it could be reasoned that it would also share traits with people. A big one would be the motivations behind decisions that are being made by both corporations and people. Abraham Maslow, an American Psychologist, created his famous Maslow’s Hierarchy of Needs over 50 years ago.
Without addressing the day-to-day survival of the company, higher level initiatives like ESG are going to fall flat.
This theory states that for people to concern themselves with things like prestige and actualization, they first must attend to their day-to-day survival, namely things like food, water and shelter. Much like people, businesses also have a hierarchy of needs. Without addressing the day-to-day survival of the company, higher level initiatives like ESG are going to fall flat. For businesses, this means generating their version of food and water: profits. Not just enough profits to get by, but enough to allow them to focus on something other than whether they will be able to pay the bills next month. Once a business gets past this stage, it can start to focus on longer-term goals, like how will it remain viable over the next five, 10, or even 25 years. With this in mind, the first step towards sustainability is going to be sustainable profitability.
Though, much like someone who only focuses on food, water, and shelter, a company that only focuses on profit above everything else is going to make decisions that are focused on the short
term, which will have an impact on longterm survivability. One great current example of this is Boeing, which turned their focus towards profits, making the decision to sacrifice quality to increase immediate returns. Doesn’t seem to be working out too well for them, does it?
SHORT TERM = SHORT-SIGHTED
The road to ESG and other sustainability initiatives has been a long road paved with disasters and collapses.
There is a tendency to lay the blame of much of this at the feet of the economist Milton Friedman, who stated in a 1970 New York Times article that businesses had one and only one social responsibility: use their resources to generate profits for their shareholders.
While this may have given many leaders an implicit permission to put profits above all else, Friedman did note that leaders should play within the rules. So, while Friedman did set the stage for companies behaving badly, many leaders have crossed the legal and ethical line in pursuit of profits, going against the free market vision of the Nobel laureate. Past events have had a major impact on creating the backlash that has forced companies to think about the long-term impacts of their pursuit of profits. Industrial companies have long been a target of environmental regulations due to the potential catastrophes of lax environmental enforcement. The catalyst that helped to create the EPA in the U.S. is typically traced back to the 1969 fire on the Cuyahoga River in Ohio. This river was so polluted that fires were not uncommon, and the water was normally covered in oil and effluent. Similarly, manufacturing has also been a target of workplace safety. It used to be going to work was the most dangerous part of the day for those working in heavier industries and manufacturing. In 1960, the annal workplace fatality rate in the U.S. was about 22/100,000 (which is higher than the combined current annual U.S. fatality rate from driving and homicide, 7.8 and 13.8 respectively in 2023). Advances in safety and automation has helped to drop that figure to 3.4, but there is more work that can be done. Every injury and fatality has a major impact on the community around the organization, and organizations like WSIB in Ontario, and OSHA in the U.S., work to constantly reduce this number (Fun fact: Say what you will about Richard Nixon, but his signature is on the founding documents for both the EPA and OSHA). So, how does instrumentation and controls fit into ESG initiatives?
ENVIRONMENTAL:
GOING GREEN FOR GREEN
Central to the environmental dimension
Prestige I External Recognition
Safety I Meeting Regulations
of ESG are the three Rs: reduce, reuse, recycle; all of which fit nicely with the advantages of automation. While the three Rs are linked to environmental initiatives, they also fit nicely with profitability ones as well.
For “reduce,” advanced automation provides tighter control over a process. This helps companies to reduce waste and improve quality. Waste reduction can be associated with the reduction of materials used to manufacture a product or the reduction of utility use (i.e. heat, power, water, etc.). Improved quality control can have a significant impact on waste. Poor products either need to be scrapped or reworked, both of which require significant additional materials or other inputs. Reducing wasted material and utilities is great for the environment, but it is also great for the bottom line. Simply put, wasted material and utilities will end up increasing production costs, which mean less profits for companies. Better control means less waste, less waste means more profits.
Reusing material in manufacturing applications can seem like a daunting task. However, much of this is associated with ensuring that purchasing decisions are made with long-term time frames in mind. There can be hesitation for companies to purchase higher cost equipment, but those that look at the Total
Not unlike individuals, businesses have their own hierarchy of needs.
Cost of Ownership (TCO) will take into account the ongoing costs over a longer-term period. Buying better equipment that can be reused with maintenance or refurbishment can, in many cases, be less expensive over the long run than buying cheap equipment that must be replaced on a regular basis.
Recycling is where creativity is called for – though, in a successful application, this can have a positive impact on the bottom line. This also isn’t a new industrial application. Waste heat has long been recycled in many applications to capture this energy in the form of cogen power systems. Recently, another recycling implementation has been making the news. This involves using the heat generated by data centres to provide warmth to the community around it. This allows for the company operating the data centre to turn waste into a revenue stream.
All these initiatives have a dual purpose: help the environment and help the bottom line. So, why can there be pushback on these programs? One can be the investment needed to supply the original equipment needed and the other can simply be short-term thinking. The latter can be due to the company being lower on the hierarchy of needs. If they are concerned about making payroll at the end of the month, they aren’t going to be looking at longer-term projects.
Food I Profit
SOCIAL:
CONTRIBUTING TO THE COMMUNITY
The social aspect of ESG is often tied to EHS (Environmental Health and Safety) initiatives, specifically the safety side of them. One of the most impactful ways that manufacturing and industrial companies can have on the community around it is by ensuring their workers are well compensated and are safe in their jobs. While compensation might seem like
Instrumentation and controls have long been a way to mitigate and avoid hazardous applications.
something outside of the realm of instrumentation and controls, it’s not. Again, these higher-level initiatives require organizations to meet their base need: profitability. One metric that ties into profitability is productivity. Companies that increase their productivity typically increase their profitability, and this is where advanced instrumentation and controls comes into play. Increasing the productivity of the workforce through automation can be a bit of a doubleedged sword: higher productivity per worker can free up additional capital, but it can also mean having to pay higher salaries for higher worker skills to automate a process.
So, should companies just avoid automation and stick with paying lower salaries then? Well, they might not have much of a choice when it comes to salaries, anyways. StatsCan shows that the average salary being paid to a manufacturing worker has risen 10 per cent from 23Q1 to 24Q1 and almost 40,000 manufacturing jobs are still going unfilled. Leveraging automation, instrumentation and controls to improve work processes and improve productivity will mean the difference between the bottom line being written in black or red.
Having well compensated workers
has a knock-on effect throughout the community. Along with resource production, manufacturing is the base of any community. Manufacturing workers use services in the community, injecting cash into the economy, helping to support other businesses. A sustainable, profitable, long-term manufacturing business is a social good. Without this type of organization, communities will struggle to find a base from which to grow.
As noted before, industrial workplaces have come a long way in terms of safety over the years. Many companies now focus not only on the immediate hazards, those applications that can cause injuries or fatalities, but also future hazards such as chemical exposure hazards and repetitive stress injuries.
Instrumentation and controls have long been a way to mitigate and avoid hazardous applications. Light curtains protect workers from hazardous areas, gas sensors alert operators of potentially hazardous conditions, and when the conditions can’t be reliably controlled, automation replaces people with machinery. Regulations may have driven many companies to invest in these technologies to begin with, but the smarter companies have realized the
The social aspect of ESG is often tied to EHS initiatives.
best people do not want to work in an unsafe environment. Many industrial companies proudly tout the safety record of their organizations in their recruitment efforts.
As with environmental efforts, upfront costs can be a hurdle for investment. Properly recognizing and costing all the risks that can be mitigated will help companies accurately account for the potential benefits of a new system. Even something as simple as replacing manual inventory checks with a level sensor can reduce injury risk. No longer is a worker required to scale a tank and be exposed to what might be a hazardous chemical. Many cost-benefit calculations include productivity gains, but how many of them recognize risk reduction properly?
GOVERNANCE: DEMYSTIFYING DEI
If any metric was going to take the controversy crown from ESG, DEI would probably be it. Much of this comes from the human resources side of many organizations, which will not be covered here. Whether DEI is or is not useful is a much bigger conversation, though it does have one undeniably positive characteristic: making applications, opportunities, and jobs more inclusive means more people can do that work.
As mentioned before, there are a significant number of manufacturing jobs in Canada that are still looking for workers to fill them. Using instrumentation and controls to make jobs more accessible means bigger candidate pools for open positions.
There are many examples of how this can be achieved, but one easy one that relates to controls is valve actuation. Larger valves operated manually can require a significant amount of physical force to operate, which can limit the type of person that can be used in that application. Using a pneumatic or electrical actuator levels the field, reducing or eliminating the physical requirements that a manual valve would come with. This opens the job to a wider pool of people that could work in this application.
Now, should this be done specially to meet DEI requirements? That’s usually the extremely controversial point of DEI, but in many cases, it can be beneficial to the organization to level the playing field.
For instance, say there were two candidates applying for a job where there was a requirement to operate a valve. Candidate number one is the better option, but doesn’t meet the physical requirements with a manual valve in the application.
Does the company take the second candidate that meets the physical requirement, but is inferior in all other respects? In this case, and many others, being more inclusive has definite advantages.
THE BOTTOM LINE:
IS ESG GOOD FOR THE BOTTOM LINE?
The word “sustainability” can be taken many different ways, and while ESG has typically been closely associated with environmental
sustainability, the fact is that it goes much further than that and provides companies with a way to ensure the overall sustainability of their businesses. The principle of sustainable profitability is being profitable for the long run, not just making significant profits at the expense of the viability of the business.
For manufacturers, automation, instrumentation, and controls are going to be a major part of achieving this goal. Making better use of materials, reducing waste, increasing productiv-
ity, creating safer jobs, and opening roles to a wider range of potential employees all meet both business and ESG goals. The organizations that want to be around for a long time will ensure that they properly balance short- and long-term goals. For manufacturing companies, automation, instrumentation, and controls will help them achieve this objective.
.
RYAN KERSHAW is the president of Kershaw Consulting Ltd. based in Maple, Ont.
EXPLORING LONG-TERM OPTIONS
Expanding the Mineral Exploration Tax Credit
By Andrew Snook
For more than 20 years, companies active in mining exploration have been the recipients of the Mineral Exploration Tax Credit (METC), a Canadian tax credit that offers a 15-per-cent incentive for companies to raise funds for greenfield mineral exploration.
Put in place in 2002, the METC has played a crucial role for companies in attracting investors and leading exploration in the sector. Over the past four years, the METC has helped raise more than $1 billion in funding annually. The METC is set to expire in March 2025, unless another extension can be reached.
“The METC is a longstanding piece of the exploration landscape,” says Jeff Killeen, director of policy and programs for the Prospectors & Developers Association of Canada (PDAC). “It’s existed as a part of the fiscal regime here for more than two decades, and it’s directly linked to that flow-through share (FTS) regime that you’ve often heard about around mineral exploration, and the funding that goes into mineral exploration in Canada.”
The METC provides an extra 15-percent tax credit that companies can offer their investors when they issue new shares, provided the work that they’re going to do from those funds goes towards greenfield mineral exploration. The METC is a non-refundable credit, so that means it doesn’t actually cost the government anything, Killeen notes.
“It’s not an outlet of funds that the government puts out into the world. It just represents foregone revenue. We’ve seen evidence over time that the credit itself –every dollar of exploration funding that’s raised through that credit – actually has a net positive payback in terms of the economic activity it generates,” Killeen says.
Channeling funding into the early stages of exploration is especially vital in the current climate related to critical minerals development, as countries scramble to get the necessary resources to further their electrification goals for energy infrastructure, and grow their
ability to be a major player in the electric battery market. In Canada, going from initial exploration stages to pulling resources out of an active mining project can take decades, which requires massive investments before the investors see substantial money coming back from projects. If a company is aiming to raise money through issuing FTSs during early-stage exploration looking for a new mining deposit, the METC can act as an incentive to help offset some of the risk that investors take by investing in early-stage companies, and helps to offset some of the higher costs that come with the exploration work being conducted.
“The majority of mineral exploration in Canada, it happens outside the reach of a railway or a roadway. It’s often in areas with little or no public infrastructure. So, the METC is another critical piece that helps channel funds into exploration and make those discoveries in that type of environment,” Killeen says. “It’s a driver of new discoveries. It’s a way to help to expand our resource base and Canada’s natural wealth.”
LOBBYING EFFORTS
Despite the METC having net-positive results for Canada’s mining sector, PDAC has had to lobby for the tax credit’s renewal almost every year since its inception. The only exception was in 2018, when the federal government finally gave a five-year renewal of the METC program.
“We were very pleased with that, and we were hoping to see the same once it came near its expiry last spring. Unfortunately, the government only gave a one-year extension to the program until March 2025,” Killeen says. “It’s one of the key pieces to getting mineral exploration and new discoveries happening in Canada. Given its net-positive impact on the Canadian economy, it’s something that should be codified. It definitely helps to attract investors.”
According to PDAC’s analysis, production for copper, nickel and zinc have been declining for the last five to eight
Despite the METC having net-positive results for Canada’s mining sector, PDAC has had to lobby for the tax credit’s renewal almost every year since its inception.
years. The only way to correct this trend is to have more deposits potentially put into production. Killeen says one of the ways to fuel a change in this trend is keeping programs like the METC active to ensure that the necessary funding is going into greenfield mineral exploration. Moving from the discovery stage into production is an extremely challenging scenario. Approximately one in 10,000 mineral showings overcome all of the hurdles and move into the production space in Canada.
According to recent S&P Global Market Intelligence reports, Canada’s time to move from exploration to production is upwards of 27 years on average.
“I think we’re the third-longest now in terms of primary mining nations in the world, in terms of timeline from initial discovery to production scenario,” Killeen says. “It’s made the environment in Can-
ada more challenging, which makes things like incentives more important.”
Killeen says the METC helps to level the playing field for Canada, and match some of those other regions that investors may be considering instead.
“That’s what’s made the Canadian marketplace so viable. That’s why we have 1,100 companies listed on our market in the mining and mineral exploration space. One-third of companies listed on the Canadian exchange is in our market segment, partly because of that market transparency, that market breadth, and the availability of things like the incentives,” Killeen says.
EXTENSION TALKS
PDAC is recommending to the federal government that it considers reinstating a five-year renewal to the METC.
“That’s what the government found
reasonable to do in 2018, and again, from a fiscal perspective, we understand it’s not a heavy burden on our public coffers. And so, given the situation we’re in, it’s not something that we feel would be a challenge for the government to sign on for an extended period of time,” Killeen says.
In addition to returning to the five-year renewal timeline, PDAC would also like to see some changes made to the METC in terms of eligibility requirements.
“If I’m a company and I sell you a flowthrough share, and the money that I get from that I’m going to do exploration work with, that’s the commitment I’ve made to you. That’s the requirement from the CRA’s perspective. I have to forego the credits I would receive for that work to give to you as the investor. So now, I’m going to get to work and do that. Well, there are certain eligible activities, up to a certain point, where I can’t use flow-
through share funds,” Killeen explains.
One of the areas that companies cannot use funding from FTSs for is scoping work, where they are already aware of a resource identified in primary exploration.
“I can’t put out a feasibility study using flow-through share funds. I actually have to find ‘hard dollars,’ and raise a different type of capital to be able to prove to the market that this is a viable deposit to put into production. We think that’s choking up some viable deposits to getting to build decisions from being able to see that production curve corrected,” Killeen says.
“So, one thing we’ve recommended is to expand the eligibility of the METC and flow-through shares to allow companies to spend money on doing the scoping work to get to that build decision.”
Killeen adds that funding from FTSs can currently be spent not only on early-stage expiration, but also on some de-
Jeff Killeen
velopment costs.
“You can spend it on two sides, you just can’t spend it in the middle. So, we think that change is logical and should be made,” he says.
NEW FUNDING PROGRAMS
While there are some gaps still existing in eligibility for how FTS funding is used, Killeen says the government has been receptive to the mining sector’s concerns. In the 2022 budget, the federal government announced the Critical Minerals Infrastructure Fund (CMIF), which will provide up to $1.5 billion in federal funding over a seven-year period to help support the sustainable development and expansion of critical minerals in Canada.
“They’re willing to commit $1.5 billion to see critical minerals projects get through some of that scoping work. They’re willing to put public funds to-
The combination of the CMIF and the CTM ITC could have a major impact on improving Canada’s competitiveness relative to other jurisdictions around the world.
wards assessment work, community engagement, the things that flow-through shares don’t apply to. We think that’s good logic,” Killeen says.
Another new tax credit the federal government announced in the last budget is the Clean Technology Manufacturing Input Tax Credit (CTM ITC). Administered by the CRA, the CTM ITC is a refundable tax credit designed to encourage investment of capital for clean technology manufacturing and processing and critical mineral extraction and processing in Canada from January 1, 2024, to December 31, 2034.
“I think that could have a real boost to the economic feasibility of a new mine in Canada. A new critical mineral mine, in particular,” Killeen says. “If I have to spend a certain amount of capital to bring a new critical mineral mine into production, I can get as much as 30 per cent of that initial capital back directly
from the government through an input tax credit, which obviously can drastically improve the rate of return, and therefore, the ‘yes’ or ‘no’ decision-making for a new copper mine, or a new nickel mine being built in Canada.”
The combination of the CMIF and the CTM ITC could have a major impact on improving Canada’s competitiveness relative to other jurisdictions around the world. PDAC is hoping to see the CTM ITC come to fruition over the next few months, as well as see funding begin to flow from the CMIF.
“Seeing some of that money coming out the door and helping to build some of those notional connection points in Canada for our supply chains that investors can look at and say, ‘Hey, the country is really serious about building up its capacity. It’s serious about connecting new deposits,’” Killeen says.
Caterpillar affirms large mining truck product line commitment through the energy transition
Caterpillar Inc. is reinforcing its commitment to deliver product design choices in alignment with customers’ operational, sustainability and productivity goals that increase the value of a machine throughout its lifetime. These designs align with Caterpillar’s strategy to deliver integrated site solutions to support customers today and through the energy transition. As the industry looks to the future, Caterpillar is purposefully designing a modular Cat 793 large mining truck platform with powertrain flexibility. This platform will include diesel mechanical, diesel electric and battery electric options. Additionally, Caterpillar is leveraging the knowledge and validation acquired through its Early Learner battery electric large mining truck program to drive common platform benefits for its ultra class trucks, including diesel electric and battery electric offerings for the Cat 794, 796 and 798 models. Caterpillar has a legacy of designing products with customers’ current and future needs in mind. For decades, Caterpillar and the Cat dealer network have provided flexible solutions to extend the life of mining trucks, including retrofit kits, update and upgrade programs and full machine rebuilds. These options can extend a customer’s equipment to align with current products and technologies while reducing total cost of ownership. All current diesel electric and battery electric large mining truck platforms are also compatible with the recently announced Cat Dynamic Energy Transfer system, providing immediate benefit to mine sites that want to lower their operating costs and greenhouse gas emissions while providing flexibility for the future.
Caterpillar www.caterpillar.com
OVPN multi-stage vacuum generator Festo has expanded its vacuum generation solutions to include, for the first time, a multistage generator and a multistage cartridge. These new pneumatic vacuum components offer exceptional performance on porous
materials, such as paper and corrugated board. The OVPN multistage vacuum generator and the OASP vacuum generator cartridge are ideal for such applications as overhead palletizing, case erecting, and bag feeding. The OVPN and OASP meet the increasing demand for high suction flow rate in vacuum generation. A medium-sized, single-stage vacuum generator, for example, has a suction flow rate of about 100 litres per minute (l/min). On the other hand, the new OVPN multistage generator’s suction flow rate ranges from 245 l/min to 960 l/min,
depending on the model. The multistage OASP cartridge, which can be mounted directly on a suction cup for minimum evacuation times or used with the OVPN, has a suction flow rate range of 160 l/min to 245 l/min, depending on the model.
The OVPN nozzle technology creates high initial suction flow while optimizing air consumption leading to maximum energy efficiency and sustainable operations.
The benefits of corrugated tubes versus the use of smooth tubes
By Matt Hale
he three most common types of heat exchanger are plate heat exchangers, tubular heat exchangers and scraped surface heat exchangers, although a number of other specialist designs exist. Plate heat exchangers are suitable for use with simple viscous fluids such as water, milk and some thin oils, while highly viscous materials or those which require thorough mixing (for example to keep complex emulsions together) often require scraped surface heat exchangers. For most materials between these two extremes, tubular heat exchangers are the preferred choice.
TA number of design configurations of tubular heat exchanger are available (such as annular space, double tube and multitube), but the biggest influence on the efficiency of tubular heat exchangers is the type of tube used, and simply put, corrugated tubes are more efficient at transferring heat than smooth ones. They also provide a number of other benefits.
INCREASED EFFICIENCY
When a fluid moves through a tube, the dynamics are affected by factors such as pressure, viscosity, and the design of the tube wall. In a smooth tube, fluids usually follow a smooth path in which the particles which make up the fluid do not interfere with each other – known as laminar flow. However, where the smooth flow is disrupted, for example by disrupting the surface of the tube, tiny whirlpools form in the fluid creating turbulence – unsurprisingly known as turbulent flow.
This turbulence makes tubular heat exchangers more efficient by preventing viscous or suspended materials sticking to the wall of the tube, where they can form a boundary layer, which acts as insulation and prevents efficient heat transfer. The creation of this turbulent flow, and the re-
Above: Using corrugated tube heat exchangers reduces fouling and improves energy efficiency
Right: Using corrugated tube heat exchangers reduces fouling and improves energy efficiency
sulting improvement over efficiency (compared to a smooth tube) is the key benefit of corrugated tube heat exchangers.
SMALLER FOOTPRINT
Because a corrugated tube provides greater levels of heat transfer rate compared to a smooth tube of the same length, a heat exchanger with the same thermal performance can be smaller. For example, if corrugations increase the heat transfer by 10 per cent compared to a smooth tube, then the unit can be made 10-per-cent shorter than an equivalent smooth-tube while delivering the same performance. This increased thermal efficiency – which can be up to three-times that of a smooth tube heat exchanger – also means that less space is required to achieve the same level of heat transfer. Depending on the final application, a corrugated tube heat exchanger can, therefore, be up to half the size of its smooth tube equivalent. This is why HRS heat exchangers are popular for installations where space is restricted.
REDUCED MAINTENANCE AND CLEANING
Because a corrugated tube reduces or prevents the formation of a boundary layer, it also greatly reduces the time and effort which is required to remove it. Therefore, operational time between cleaning cycles is much greater for corrugated tubes than
smooth ones, further increasing the overall efficiency of the process.
In many situations, a corrugated tube provides sufficient turbulence to prevent the need for mechanical agitation of viscous materials (such as scraped-surface or screw-driven heat exchangers). With no moving parts, in such situations a corrugated tube is easier to clean and maintain and may be more reliable. However, it is important to remember that for many materials or applications, a scraped surface heat exchanger is still the best choice. When taken together, the benefits of corrugated tubes are so significant that at HRS Heat Exchangers, we don’t use smooth tubes in our non-scraped tubular heat exchangers. The increased heat transfer efficiency, particularly at higher flow rates, means that less heat transfer area is required, so we can produce shorter, more compact designs which are also cheaper to manufacture.
MATT HALE is the global key account director for HRS Heat Exchangers
EXAIR’s Adjustable Spot Cooler System offers a low-cost, reliable, and maintenance-free solution for industrial spot cooling needs. Designed to address a wide range of cooling challenges, this tool offers precision control, versatility, and ease of use for a variety of applications including milling, machining, soldering, gas sampling, welding and more. The Adjustable Spot Cooler System comes equipped with everything needed for an efficient cooling station. Utilizing cool and clean compressed air, the Adjustable Spot Cooler allows users to precisely adjust temperatures from as low as -30°F (-34°C) to room temperature with the simple turn of a knob. This precise control along with two different sized generators, ensures optimal cooling for sensitive equipment or processes. Accessories like the swivel Magnetic Base enable easy mounting and portability, allowing it to be positioned effortlessly in any workspace. Additionally, the hose kits come complete with cone and fan nozzles, to help ensure the cold air is directed exactly where it’s needed for maximum cooling efficiency. Included Automatic Drain Filter Separators aid with the consistent delivery of clean, moisture-free air for consistent performance. With no moving parts, the Adjustable Spot Cooler System offers a maintenance-free operation, providing a dependable and quiet cooling solution.
EXAIR www.exair.com
Global Drain Technologies Circular Catch Basin for 10,000 Series FoodSafe Slot Drain Global Drain Technologies (GDT), a leader in the manufacturing of high-quality drainage systems, is pleased to announce the launch of its new Circular Catch Basin for the 10,000 Series FoodSafe Slot Drain. Designed specifically for the food and beverage industries, this innovative addition to GDT’s FoodSafe product line offers enhanced cleaning efficiency and superior water flow, catering to the stringent hygiene requirements of food production facilities. The new Circular Catch Basin is a key feature of the 10,000 Series FoodSafe Slot Drain. Constructed from T304 or T316 stainless steel, this basin offers exceptional resistance to corrosion, ensuring
durability in even the most demanding environments. Unlike traditional square basins, the circular design eliminates corner edges, which significantly improves both cleaning efficiency and water flow. This streamlined, easy-to-clean design is particularly advantageous in industries where maintaining a hygienic environment is critical, such as meat processing, seafood packaging, and dairy production. The 10,000 Series FoodSafe Slot Drain also features a slotted linear trench opening that facilitates efficient drainage while preventing clogging. Available in
multiple slot sizes, including 1/2”, 1” , and 1 1/4”, the system can accommodate different drainage needs and flow rates, making it ideal for handling high volumes of liquids. The drain’s standard 0.5% slope ensures effective drainage by preventing water accumulation, which is essential for maintaining high sanitary standards.
Global Drain Technologies www.foodsafedrains.com
MANAGING AND PREVENTING MOTOR FAILURES
By Michael Wright
When market demand for your product is high and the plant is down because a critical motor has failed and your only “spare” is at the rewind shop, one’s thoughts turn to “adapting” some other motor to get the process back online. At times like this, it is not only good to have a basic understanding of motor speed and power ratings, but motor “frame sizes” as well. So, we will discuss this in my first column on managing and preventing motor failures.
North American (NEMA and nonNEMA) as well as European (IEC) motors all use the height of the shaft of a “standard” motor from its base as the first digits of the frame size.
For “NEMA standard” fractional horsepower motors, the two digits of the frame size is this height in units of 1/16th an inch. For “NEMA standard” motors over 1 HP, the 2 digits of the frame size
It is not only good to have a basic understanding of motor speed and power ratings, but motor “frame sizes” as well.
is this height in units of 1/4 inch. For “non-NEMA” motors, the two digits of the frame size is also this height in units of 1/4 inch. And finally, for IEC motors, all two or three digits of the frame size are this height in mm.
Therefore:
• A cheap stamped steel motor with a “56” frame, even if it is rated at more than 1 HP, will have a shaft centre line height of 56/16 = 3.5”.
• A cast iron framed “143T” motor, even if it is rated less than 1 HP, will have a shaft centre line height of 14/4 = 3.5” and, of course, a “449T” motor will have a centre line height of 44/4 = 11”.
• A “non-NEMA” motor with a “5809” frame will have a centre line height of 58/4 = 14.5”.
• And an IEC “63” frame motor will have a centre line height of 63mm
(2.4”) and a 450LL has a centre line height of 450mm (17.72”).
It is important to note that for motors that do not have feet on them, their frame size is based on an equivalent motor which does have feet and can sit on the floor without rolling around.
Although the digits of the cheap stamped steel motors and the IEC motors don’t provide more information than the height of the motor centre line, the third digit of the cast iron framed NEMA motors and the third and fourth digits of the non-NEMA frame numbers is indicative of the motor’s length. However, these digits make as much sense as the size numbers used for women’s dresses; a bigger number means a bigger “size” (length of motor) but whomever came up with these numbers must have had a very “unique” personality. Furthermore, with motors smaller than (about) 445T, this
third digit is almost irrelevant.
In the 1960’s, a 143T motor would have actually been shorter than a 145T. However, with mass production, the manufacturers now use a 145T casting for both motors and then just drill an extra set of holes so the motor can be mounted on a base designed for a 143T. So, where an old 588 frame motor is nearly a foot longer than an old 584, a 444T and a 445T will probably use an identical casting with extra holes drilled in it.
We now need to look at those nasty prefix letters that can become the fly in the ointment. The following are the most common ones.
• A “T” after the digits means that the
North American (NEMA and non-NEMA) as well as European (IEC) motors all use the height of the shaft of a “standard” motor from its base as the first digits of the frame size.
motor design is newer than 1964, a “U” means that the design dates back to the period of 1952-64, and “no letter” means that the design dates back to before 1952.
• An “S” indicates that the motor has a “short shaft” and is only able to work in direct-coupled applications because the shaft is too short and too small to mount a sheave, and the motor has ball bearings that would not be able to handle the side load if used in a belt drive application.
• A “C”, a “D”, or a “P” indicates that the motor has a flange on the drive end and is designed to be directly bolted to the driven load. These motors will often have an “S” designation as well due to
their being used in a direct coupled application.
• A “V” will indicate that the motor is designed for vertical applications and probably has a thrust bearing in it to support the weight of the rotor. However, care must be taken with these motors as they are often designed to work in a single orientation (“shaft-up” or “shaft-down”)
• A “Z” in the frame designation is what I consider to be the “gotcha” letter. All it tells you is that this motor is non-standard. It may mean that the motor has been modified to have larger drive-end bearings and a heavier shaft, but it could also mean that the shaft has been machined for some very special application. Therefore, you had better have drawings on file for that motor, because you may eventually have to ask a motor rebuild shop to fabricate one for you.
MICHAEL WRIGHT is an electrical engineer with more than 50 years of experience in heavy industry. Although he has done an extensive amount of PLC/DCS programming and upgrading of power systems, he is a very strong generalist with a broad knowledge of hydraulics, pneumatics, power transfer, welding practices, mining equipment, mobile equipment, process control strategies, pumping systems, rock mechanics monitoring, mechanical maintenance practices, MRO procurement contracts, energy management, and cost control. As such, he specializes in problem prevention as a subject matter expert (or as a fixer on “problem projects”).
KROHNE launches OPTIWAVE 1500 product line
KROHNE, Inc. has launchd its new OPTIWAVE 1500 product line, featuring the OPTIWAVE 1520 and OPTIWAVE 1540 radar level transmitters. These products are designed to meet the demands of various industrial and municipal applications, providing accurate and dependable level measurement solutions. The OPTIWAVE 1520 is a basic, yet highly effective radar level transmitter, ideal for a wide range of standard applications with liquids and solids. Its compact and robust 80 GHz radar with a flush-mounted PVDF Lens antenna ensures cost-effective non-contact level measurement in tanks, water and wastewater basins, pumping stations, and small granular silos. With a measuring range of up to 10 meters (32.8 feet) and high resistance to harsh environmental conditions (IP68 rating), it is perfect for outdoor applications. The 1520 features user-friendly commissioning via Bluetooth using the OPTICHECK Level Mobile app or HART with the OPTICHECK DTM. It excels in challenging conditions with its narrow beam angle, virtually no dead zone, and high dynamic range, ensuring reliable readings even with condensation or moving surfaces.
The OPTIWAVE 1540 offers advanced capabilities for more demanding applications. This radar level transmitter is designed for liquid chemicals, solids, and open channel flow with high accuracy requirements. Its measuring range extends up to 15 meters (49.2 feet), and it features a similar robust and compact design with an 80 GHz radar and PVDF Lens antenna. The 1540 is also IP68 rated, ensuring durability in harsh conditions. It is particularly suited for applications such as IBCs, chemical tanks, water and wastewater systems, and granular silos. The 1540 also includes totalizer functionality for volume and flow rate monitoring, making it ideal for open channel applications and flood warning systems. Both models feature OPTICHECK technology for enhanced device diagnostics, on-site verification, and continuous self-checking without process interruption. They offer user-friendly installation
and setup, ensuring quick and easy commissioning regardless of tank size, material, or geometry.
KHRONE www.krohne.com
New XP3i updates from Ametek-Crystal Ametek-Crystal continues to improve their latest digital test gauge, the XP3i! XP3i is now available in ranges up to 15,000PSI in all three accuracy models: 0.05% of reading, 0.05% of full scale and 0.02% of full scale. To support the new pressure range, Crystal has also released a new XP3i firmware (version 1.1.0). This new firmware means once you turn the Bluetooth on, it will remain discoverable until you turn it off. This means you can connect and disconnect whenever desired without turning Bluetooth back on via the gauge. Lastly, the free CrystalControl mobile application is now available for both Android and iOS users. Find out more by visiting: https:// cameroninstruments.com/product/xp3i-digitalpressure-gauge/.
Endress+Hauser Prosonic clamp-on flowmeters continue to offer new possibilities While based on a mature measurement technology, clamp-on ultrasonic flowmeters like Endress+Hauser’s Prosonic Flow W 400 and P 500 continue to evolve. The latter keep adding features and capabilities that expand the range of applications for which they are well-suited. These Endress+Hauser models were the first in the world to feature FlowDC technology, and they now offer
additional sensor choices, including basic and high temperature variants as well as a petroleum package for oil and gas applications for the Flow P 500. With FlowDC technology on board, Prosonic flowmeters can be located almost anywhere in a pipeline system. Other flowmeters can’t be located close to pipe bends or constrictions because those cause turbulence in the medium that distort measurement data. With this FlowDC softwarebased function – DC stands for disturbance compensation – the measuring point of a Prosonic flowmeter can be as close as twice the pipe diameter to the point of interference, whereas other flow measurement devices require a straight section around seven times longer. Beginning this year, the Flow P 500 and Flow W 400 series share basic technical data, including measurement performance and precision. Both cover nominal pipe diameters from 15 to 4000 DN (½ to160”), which is sufficient even for penstocks in storage power plants. Depending on the nominal diameter, the permitted media temperature is from -40°C to +130°C (W 400) or -40°C to +550°C (P 500), and the measuring range is 0–15 m/s. A basic variant of both the Flow P 500 and Flow W 400 also has been added for operators who don’t need all of the features of the standard models. For most liquids, pressure, density and conductivity of the medium do not influence the flow rate with ultrasound measurement, but for others they must be taken into account. For crude oil and refined oil products in particular, or more generally for hydrocarbons, the actual volumetric flow is determined through pressure and temperature compensation. Endress + Hauser www.ca.endress.com
Maintenance-free DC UPS modules for demanding industrial applications
FEAS GmbH presents a new product line of maintenance-free DC UPS modules, specially developed for industrial and commercial applications. The SSE series is characterized by powerful supercapacitors as energy storage, which eliminates the need for regular battery changes. The compact dimensions (e.g. SSE2405 with 64 x 100 x 120 mm) enable particularly space-saving installation. Thanks to the robust aluminum housing and full encapsulation technology, the products are extremely resistant to harsh environmental conditions such as high humidity, dust and vibrations. LED indicators for operation monitoring provide additional safety and control. All products are developed and manufactured in Germany and meet the highest quality and safety standards.
FEAS GmbH www.feas.com
ACCURATE AND RELIABLE ISOLATION RING ASSEMBLIES FOR WATER/WASTEWATER APPLICATIONS
By Dean Moyer, Canadian
channel sales manager, Ashcroft
nyone working in the water/wastewater industry knows just how important it is to maintain accurate and reliable pressure measurements throughout the process. Without the proper instrumentation to do the job, your operation is at risk for pump damage, clogging and other issues that could bring the entire system to a halt.
AAt Ashcroft, it is our business to know the challenges you may encounter to keep your operation running safely and effectively and to provide solutions that will address your specific needs. In fact, in my 30 years of experience, I have seen just about everything that can go wrong (and right) in water/wastewater applications.
In this article, you will get an overview of common water/wastewater application issues, and learn how the proper instrumentation, including isolation rings and accessories, can help you prevent these issues from happening to you. Throughout the article, you will also see links to additional resources that you can use as a reference to answer other questions you
may have. Let’s get started.
HOW ISOLATION RINGS AND ACCESSORIES CAN KEEP YOUR PROCESS FLOWING
Water/wastewater applications are harsh and corrosive. To maintain safe operations, durable and dependable pressure instruments are essential. It is also critical to protect those instruments from damage caused by the challenging conditions and corrosive substances present in the process. That’s where isolation rings and accessories come in.
Isolation rings are specifically designed to help prevent your pressure gauge, switch or transmitter from clogging by isolating the instrument(s) from the process media. They are frequently used in water and wastewater applications to protect the instruments that are used to monitor and keep pumps from getting damaged. Together, the pressure instrument, isolation ring and other protective accessories are assembled and mounted to your process to help prevent any of the following issues from occurring in your system:
• Clogging. Suspended solids, especially in sludge, can accumulate inside pressure instruments and cause them to fail.
• Corrosion. Water, sludge and treatment chemicals can corrode metal components resulting in instrument failure.
• Overpressure. Pressure line spikes and “water hammer” may introduce pressure beyond the operating range of the instrument and cause damage.
• Vibration. System machinery can cause vibration, which can result in pressure gauge “pointer flutter” and internal pressure gauge wear.
• Pulsation. In-line pumps cause pulsation in the pressure line, which can cause pointer flutter and internal pressure gauge wear. It can also result in Bourdon tube fatigue or rupture.
• Temperature. Pressure media at high temperatures will affect the elastic element inside the instrument resulting in decreased accuracy. Changes in ambient temperature can also impact the accuracy and operation of isolated pressuremeasuring instruments.
There are numerous other accessories are also specially engineered to help pro-
Dean Moyer
tect instruments from these damaging application issues. Diaphragm seals, for example, can help protect them from clogging and corrosion, pressure-limiting valves can prevent overpressure, and capillary lines or siphons can help prevent heat damage.
HOW TEMPERATURE AFFECTS DESIGN INSTRUMENT ASSEMBLIES
Designing a proper isolation ring assembly can be a challenge. Selecting the right equipment for your application will impact installation and proper function and help avoid the possibility of future malfunctions and failures. When selecting the instruments, the first thing to consider is temperature error. Here’s why:
• When pressure gauges are attached to seals or isolation rings, thermal expansion of the fill fluid causes a small pressure building inside the sealed portion of the assembly. This increase in pressure results in a positive offset in the reading on the instrument. The lower the instrument range, the greater the percent error of this offset will be.
• With pressure switches, the opposite is true. As temperature increases, the buildup of pressure decreases the amount of pressure needed to actuate the switch, decreasing the setpoint with increasing temperatures.
• Digital products like the Ashcroft 2274 Digital Pressure Gauge with switch outputs are less susceptible to the thermal effects of fill fluid.
Because of these factors, it is important to minimize the amount of fill volume in an isolation ring assembly.
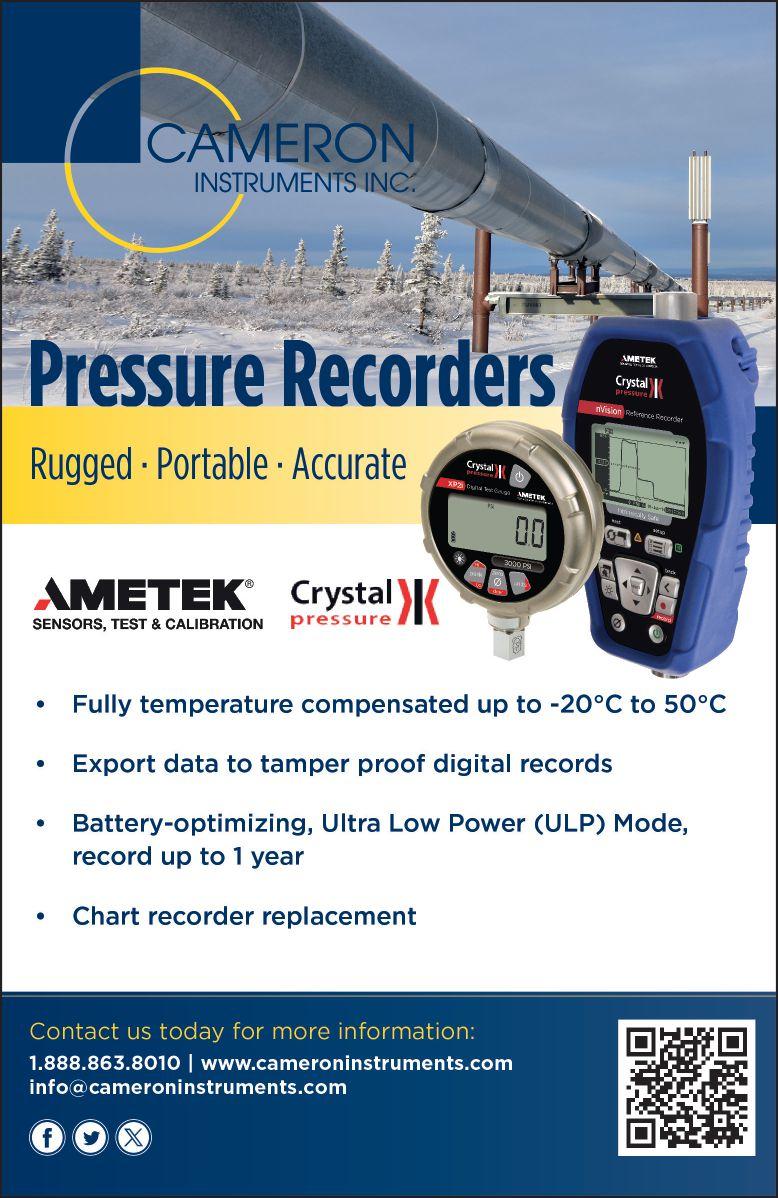
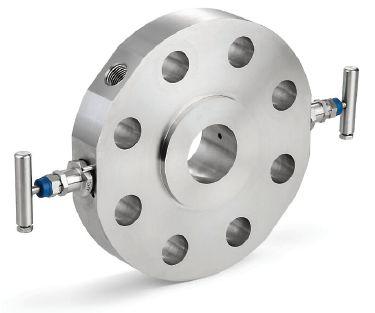
Some manufacturers use a “goalpost” to mount multiple instruments on an isolation ring or diaphragm seal. However, the large internal volume of these “goalpost” fittings introduces an additional (and unnecessary) temperature error.
At Ashcroft, we use custom-made low-volume fittings with narrow internal diameters, which only require the minimum amount of fill for an assembly. This minimizes temperature error due to the expansion and contraction of fill fluid. Figure 1 below demonstrates how the assembly using a low-volume fitting reduced the switch setpoint drift by 36% due to temperature.
Creating a custom instrument assembly can help you consolidate all of your instrumentation into one platform. Using a single manufacturer who can provide all the components, assemble, test and calibrate the assembly as a single unit, and ensure that the whole thing is working properly has many benefits. This is especially true if you are confident the manufacturer is a trusted and reliable source for
high-quality, cost-effective instruments. If the person selling you the products isn’t an expert in gauges or switches or isn’t the manufacturer, you have little recourse if something goes wrong to know who is at fault. However, having all components made and assembled by the same manufacturer can streamline troubleshooting.
TIPS FOR INSTRUMENT ASSEMBLY DESIGN
When designing your assembly:
• Minimize the number of fittings used to build assemblies. Ashcroft does that by using custom fittings made to match the existing connections supplied with our instrumentation.
• Don’t mix and match connection sizes. keeping it consistent minimizes the need for additional fittings.
• Decrease torque/force on the pipe or isolation ring. Smaller, compact instrument tees minimize the potential for breakage during shipment or construction at water treatment plants.
• Choose the correct orientation and fit of connections. How do you want it to fit into your system? Allow for the presence of other valves/piping around the assembly so they don’t interfere with electrical connections, valves, flow meters, etc. We provide dimensional drawings and 3D models for customers so they can
ensure proper fit.
• Think about the different connections on gauges. Elbows help when putting in vertical piping so that instruments can be read upright. Consider using connections other than the common lower process connection (6 o’clock) on gauges.
• Be mindful of material compatibility and what the isolation ring will be exposed to. Make sure the proper materials are selected to extend the life of your products.
• Consider additional certifications. Calibration certs provide a traceable record of the assembly’s accuracy, while hydrostatic testing checks for any pressure decay caused by leaks.
• Go beyond 6 o’clock process connections. Ashcroft offers 3 o’clock, 9 o’clock & 12 o’clock positions for optional process connection locations to ensure the instrument is in an upright position.
• Install isolation valves upstream of the instrument/seal assembly for hydrostatic overpressure test at start up to protect the instruments from the high overpressure procedure.
• Use compatible materials. Ensure that your instrument and isolation rings are compatible.
Ready to learn more?
To dig a little deeper, check out additional resources onine at: https://blog.ashcroft.com.
Figure 1: Switch/ Isolation Ring Setpoint vs. Temperature.
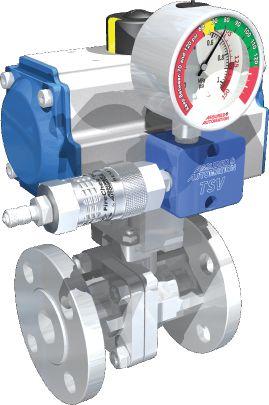
Siemens digital valve positioner with new features
Siemens has introduced contactless Sensor-onBoard technology and Bluetooth functionality for the Sipart PS2 valve positioner. With the integrated, inductive, and wear-free position sensing, it offers improved robustness and reduced maintenance efforts. The Bluetooth functionality enables easy access to the positioner via smartphone or tablet using the free Sitrans mobile IQ app. This offers a new way for detailed device monitoring and quick commissioning.
Siemens www.siemens.com
Schmersal 250 series heavy-duty limit switches
AutomationDirect has added new Schmersal 250 series heavy-duty limit switches featuring rugged cast iron housings for the harshest environments. The selection includes models with side rotary levers
with metal or plastic rollers, metal belt alignment rollers, and high-temperature models with metal rollers. The belt alignment switches prevent costly equipment damage by providing warning, alarm, or auto-align signals when a conveyor belt drifts too far to one side and activates the switch. The new Schmersal limit switches are UL listed, CE marked, and RoHS compliant. They offer a high IP65/66/67 protection rating and a one-year warranty. AutomationDirect www.automationdirect.com
Battery-powered tools for plastic strapping in the food and beverage industry
PAC Strapping Products, a leader in the strapping and packaging industry, highlights the latest in
NEW CPCA WEBSITE AND MEMBER DATABASE NOW Live
battery-powered tools for plastic strapping—the PAC BT2450 and BT3920. Utilizing best-in-class battery-powered technology, these banding guns are designed to meet the diverse needs of the food & beverage industry. With a focus on versatility and user-friendly operation, PAC’s battery-powered strapping tools meet the needs of a broad range of applications at an economical price point. The PAC BT2450 and BT3920 are engineered to cover a wide range of strapping widths, from 1/2” (12mm) to 3/4” (19mm), with tension levels ranging from 55 to 900 lbs. This flexibility ensures these tools are adaptable for various palletizing applications, a critical process across multiple industries. The PAC battery-powered tools are fully compatible with both polypropylene and polyester strapping, consistently delivering superior performance and reliability.
PAC Strapping Products www.strapsolutions.com
THE REAL ISSUE AT THE HEART OF CANADA’S MEAT PROCESSING INDUSTRY ISN’T LABOUR SHORTAGES — IT’S LOW WAGES
The beef processing industry is characterized by low wages and work that is dirty, difficult and dangerous
By Bronwyn Bragg and M. Jennifer Hyndman
United Nations special rapporteur recently released a damning report describing Canada’s Temporary Foreign Worker program as a “breeding ground for contemporary forms of slavery.” The report detailed the many ways migrant workers have been mistreated in Canada, including excessive work hours, limited breaks and physical abuse.
“Prior to 1984, meatpacking paid eight to 12 per cent above the average manufacturing wage.”
The report’s revelations have intensified scrutiny of the broader reliance on temporary foreign workers in Canada. The structural dependency on such workers spans various sectors of the Canadian economy and has become a pointed site of critique.
In response to the UN report, the Trudeau government announced on Aug. 26 that it plans to dramatically reduce the size and scope of the Temporary Foreign Worker program. Several industries, however, will be exempt from changes to the program, including food processing. Research we have conducted since 2020 on
Canada’s beef processing sector has uncovered the industry’s predatory reliance on low-wage immigrant and temporary migrant workers. The strategic selection of workers who are new to Canada and heavily dependent on their employers is a tactic that we call intentional precarity. This tactic exploits the vulnerable position of these workers, allowing employers to main-
tain a workforce that is less likely to demand better conditions or fair wages.
LOW WAGES
The beef processing industry is characterized by low wages and work that is dirty, difficult and dangerous. While business lobbies and firms argue they can’t find enough workers, the real
issue is that few are willing to endure such intensely hard work for such low wages.
The industry relies on the Canadian government to supply these low-wage workers through programs like the Temporary Foreign Worker program, which advocates have long critiqued and which economists argue suppresses wages.
A meatcutter at JBS in Brooks, Alta., for example, starts at $21.85 an hour, which works out to about $41,000 a year. This is below Alberta’s median hourly wage of $28.85.
To put this into perspective, renting an apartment in Brooks or High River, Alta. is comparable to Calgary. In addition, workers usually must own a vehicle and car insurance to commute to work due to a lack of public transportation infrastructure.
Wages in this industry have not always been so low. Prior to 1984, meatpacking paid eight to 12 per cent above the average manufacturing wage. This meatpacking wage then plummeted to just 82 per cent of the industry average from the mid1980s to 1997. The industry further consolidated, and firms moved out of Alberta’s big cities and into more rural areas, out of sight.
As the beef industry continues to extract record-breaking profits, it’s clear that the terms of employment have to change.
HIGH PROFITS
Meanwhile, meat processing firms have been yielding incredible profits. Beef production is highly profitable for the transnational corporations that dominate the industry.
In Alberta, 70 per cent of all the beef in Canada is slaughtered at two foreign-owned firms: the U.S.-owned Cargill plant in High River and the Brazilian-owned JBS Canada plant in Brooks, Alta. Running 24 hours a day and seven days a week, these plants slaughter between 4,000 and 4,500 cattle per day and employ between 2,000 and 2,800 workers each.
Both Cargill and JBS are ranked on Forbes Global 2000 list, which ranks the largest companies in the world based on sales, profits, assets and markets. In 2023, JBS posted profits of US$3 billion while Cargill, the largest privately held company in the U.S., saw its revenues decline from US$177 billion in 2023 to US$160 billion in 2024.
In 2021, the year following the deaths of three people in connection with the COVID-19 outbreak at its High River plant, Cargill posted record profits of US$5 billion.
EXPLOITATION OF TEMPORARY WORKERS
According to the 2021 Census, the Alberta meatpacking industry relies heavily on immigrants. Seventy-two per cent of workers in the Alberta meatpacking sector are immigrants, including a significant number of resettled refugees (19 per cent). An additional 10 to 30 per cent of the workforce are temporary foreign workers. This trend can be traced back to the early 2000s, when Lakeside Packers started recruiting resettled refugees as workers after being unable to fill positions with local workers. When Lakeside Packers in Brooks (now JBS Foods) expanded in the 1990s, they sought to fill positions at the plant with Canadian workers from Atlantic Canada and British Columbia. However, word of the poor working conditions quickly discouraged potential employees.
Between 2000 and 2005, approximately 2,000 former refugees from Sudan and Somalia resettled in Brooks to work at Lakeside. Then, in 2005, Lakeside workers went on strike to obtain a union contract.
Following the strike, Lakeside’s labour recruitment strategy shifted toward hiring workers through Canada’s Temporary Foreign Worker program. Specifically, the industry stated it was interested in hiring workers “accustomed to physical labor.” Temporary foreign workers are viewed as a preferred labour pool by employers because they are tied through their work permit to their employer and less likely to assert rights to workplace safety.
A DANGEROUS TREND FOR ALL
The fundamental issue in southern Alberta’s meatpacking sector is not a shortage of labour, but rather insufficient wages. The industry is dominated by large, foreign-owned firms that constantly push for greater profits at the expense of employees, perpetuating a cycle of under-payment and poor working conditions.
The government’s facilitation of long-term very low-wage jobs performed by temporary foreign workers is deleterious for all workers in the sector. As the beef industry continues to extract record-breaking profits, it’s clear that the terms of employment have to change. The current model is unsustainable and demands urgent review and adjustments to create a fairer and more just labour market.
BRONWYN BRAGG is an assistant professor in the Department of Geography & Environment at the University of Lethbridge. M. Jennifer Hyndman is a professor in the Faculty of Environmental and Urban Change at York University
CONVEYOR FIRES: CAUSES AND PREVENTION
An overview on how to improve workplace safety
By Daniel Marshall and R. Todd Swinderman
Martin Engineering is dedicated to conveyor safety by educating the bulk handling industry on the hazards of conveyor fires. With the Foundations Learning Center, the largest comprehensive free conveyor training archive on the web, Martin experts give detailed insight into the causes and prevention of deadly fires. This article, written in collaboration with the authors of Foundations for Conveyor Safety, gives an overview of how to improve workplace safety.
CAUSES OF BELT FIRES
To create a fire there must be three elements: oxygen, heat and fuel (aka, “the fire triangle”). One factor that makes conveyor fires so hazardous is that the belt itself can be the fuel. According to a study of belt fires conducted by National Institute for Occupational Safety and Health (NIOSH),[1] any of the standard neoprene, PVC, chloroprene and BELT-approved SBR belts can ignite. Although some belts were self-extinguishing, the conclusion is that there is no non-flammable belt, particularly when accompanied by a combustible material. [2]
FRICTION
Inadequate belt cleaning in the discharge zone can lead to dust and carryback on the return side of the belt, causing a fouled tail pulley to run under a stalled belt, which creates tremendous heat. Dust emissions of any kind (combustible or noncombustible) originating from the loading or discharge zones have a tendency to foul rolling components, leading to failure of the seals and then contamination in the bearings and eventually causing the roller to seize. A rolling
Conveyor fires can happen anywhere, at any time, even outdoors in the cold.
component can also stall if impact or cargo weight causes the bearings to collapse. Continuous frictional contact with a seized idler or the roller face can cause a loaded belt to exceed safe operational temperatures. It can also potentially result in extreme wear on the belt, degrading the main fire-retardant layer and exposing the heat-sensitive materials found in the belt’s inner construction.
CONTROLLING FUGITIVE MATERIAL
Fugitive material control and regular cleaning of spillage are imperative. Without proper belt cleaning, chute sealing and belt tracking, spillage that collects
around the loading/discharge areas and along the belt path can damage moving components, restrict access by fire crews and potentially act as fuel.
Dust control is extremely important when handling combustible substances, and it is recommended - instead of just taking into account the fire triangleoperators consider the “Dust Explosion Pentagon.” Examples of highly combustible materials include:
• Coal – Carbon-based, highly flammable material that burns at high heat, with dust that is easily ignited by a spark.
Possible Ignition Sources
Friction Dust / Material / Chemical
- Frictional heating of belts riding on non-rotating components
- Heat from brake friction
- Belt rubbing on structure
- Bearing seal failure leading to seized bearings
• Petroleum coke (petcoke) – Carbon-rich derivative of oil processing, used as a coal alternative for power generation, among other applications. In dense concentrations, the dust is combustible with a high-energy spark.
• Cellulose – A naturally occurring polymer found in wood, paper and grains; dust readily ignites.
- Combustible dust
- Out of control high-temperature processes where bulk material temperature exceeds belt capability
- Spillage of combustible bulk materials
- Accumulations of bulk materials that can spontaneously ignite
- Flammable liquids
Significant amounts of dust can collect on the walls of the loading zone chute. If a foreign metal object is accidentally introduced into the enclosed area, a spark can potentially create an explosion. Additionally, common maintenance within the chute such as removal of the wear liner using a cutting torch often requires confined space entry by workers. If the inside of the chute is not adequately
Mechanical / Maintenance
- Slip of a belt on a pulley
- Cutting and welding
- Mistracking
- Excessive temperature of the drive
- Hot surfaces
- Sparks and electrical causes
cleaned, this task could pose a serious hazard.
THINK LIKE AN INSPECTOR
When examining conveyor equipment, one should approach the task with the same critical mindset as an inspector from OSHA, MSHA or the local fire department. Safety professionals recommend a holistic view of the system and the combustibility of the material. When making a
conveyor fire risk assessment, also consider:
• Spillage levels and cleaning schedules.
• The conveyor’s proximity to workstations.
• How the conveyor design (enclosures, narrow walkways, etc.) could create a hazard for employees.
• Safe storage of flammable liquids.
• Compliant signage.
CONSIDERATIONS FOR CONVEYOR FIRE PREVENTION
Often, the potential return on investment (ROI) for prevention equipment isn’t
recognized until managers are inspecting burnt rubble and negotiating with insurance adjusters. However, safety-minded operators understand that the same equipment they would implement for increased efficiency such as belt cleaners and impact cradles, can also help prevent fires.
• Impact cradles and support cradles help reduce fugitive material by providing a flat, stable belt surface that facilitates effective sealing.
• Transfer chut design is a critical element of fugitive material control, with
sufficient settling zones and confinement. New raised chute designs also allow for external wear liners that eliminate the need for confined space entry or torch removal. When paired with improved skirt seal designs, fugitive spillage and dust emissions are drastically reduced.
• Modern belt trackers detect mistracking and correct the belt path immediately using troughed idlers or gripping return idlers.
• A heavy-duty belt cleaner system featuring modern primary and secondary cleaners with an effective tensioner increases the volume of discharge and limits the amount of carryback and fugitive dust. Along with limiting spillage, tail pulley health is improved and there is less fouling of rolling components.
CONCLUSION
Operators should regularly contain airborne dust at transfer points and remove accumulation. Damaged rollers must be replaced promptly. Conveyor belt alignment is also an essential prerequisite to belt safety. Consider using flame-resistant grease and other lubricants. Fire detection and suppression systems must be tested in accordance to regulatory standards. Experience has shown that clean conveyor systems and ongoing maintenance form the best defense against fire.
DANIEL MARSHALL is a process engineer with Martin Engineering. With nearly 20 years at Martin Engineering, Marshall has been instrumental in the development and promotion of multiple belt conveyor products. He is widely known for his work in dust suppression and considered a leading expert in this area. Marshall has published over two dozen articles covering various topics for the belt conveyor industry; he has presented at more than 15 conferences and is sought after for his expertise and advice. R. TODD SWINDERMAN is the President Emeritus of Martin Engineering. Joining Martin Engineering’s Conveyor Products division in 1979 and subsequently serving as vice-president and general manager, president, CEO and chief technology officer. Swinderman has authored dozens of articles and papers, presenting at conferences and customer facilities around the world and holding more than 140 active patents. He served as president of the Conveyor Equipment Manufacturers’ Association (CEMA) was the editor of CEMA’s 6th and 7th editions of Belt Conveyors for Bulk Materials, The Design Guide for Belt Conveyors. Swinderman retired from Martin Engineering to establish his own engineering firm, currently serving the company as an independent consultant.
Friction heat between rolling components can be extreme enough to light both the material and belt.
RHINO PSE-S Series Encapsulated Chassis Mount Power Supplies
AutomationDirect has added the RHINO PSE-S series power supplies which are fully encapsulated in ultra-compact, low-profile housings and ideal for space-limited applications. These cost-effective power supplies offer a wide input voltage range, up to 89-per-cent efficiency, and are available in 5, 12, 15, and 24 VDC output voltage options with up to 4.1A/50W. Select models are NEC Class 2 compliant. The RHINO PSE-S series encapsulated power supplies offer easy chassis or DIN rail mounting using an optional DIN rail mounting kit (purchased separately). They are suitable for industrial, household, and building technology applications and are UL Recognized, CE and UKCA marked, and RoHS compliant. They offer a three-year warranty. Learn more by visiting: https://www. automationdirect.com/power-suppliesencapsulated.
AutomationDirect www.automationdirect.com
Heavy duty LVIT Inductive Linear Position Sensor for factory automation
Alliance Sensors Group a division of H.G. Schaevitz LLC has expanded its sensor product offering by adding to its line the LR-27 Series Inductive Linear Position Sensors. These are contactless devices designed for factory automation and a variety of heavy duty industrial or commercial applications such as solar cell positioners, wind turbine prop pitch and brakes, chute or gate positioners on off-road or agrivehicles, robotic arm position feedback, and packaging equipment. With their compact yet robust design, superior performance, and excellent stroke-to-length ratio, LR-27 sensors are ideal for both industrial and OEM position sensing applications.Features include: contactless operation prevents wearout from dither or cycling; ranges from 25 to 150 mm (1 to 6 inches), LRL series for ranges 200 to 450 mm (8 to 18 inches); excellent stroke-to-length ratio; 27-mm (1.05 inch) diameter anodized aluminum housing sealed to IP-67; radial cable exit version comes with swivel rod eye ends; and axial termination versions with either M-12 connector
or 1-m cable. Operating from a variety of DC voltages, the LR-27 series offer a choice of four analog outputs, and all units include ASG’s proprietary SenSet field scalability feature. Alliance Sensors www.alliancesensors.com
Bag dump station that allows for manual dumping of bags
The BPS Bag Dump Station allows customers to dump bags manually. In addition to the optional features listed below, BPS can customize the size based on the required capacity. The station can be equipped with a self-contained, dustcontained environment for 50 to 100 lb. bags to be easily broken and unloaded. The screen deck retains paper, foreign products and oversized lumps, keeping them from entering the process system. With the self-contained dust options, the air vibrator and shaker grate conveniently clean the bag in the collector and return the collected dust into the product flow hopper beneath the system. Key features include: Dust port, standard; gas strut to hold the door open; vibrator mounting channel; mild steel, stainless steel; and metering device. Optional features include: vibratory sifting screen; conveyors; and feeders. Best Process Solutions www.bpsvibes.com
The Guardian PVC and CPVC
The Guardian PVC and CPVC, a pinnacle of industrial piping solutions, is engineered to excel in the toughest environments. From Xirtec PVC and high-temperature Xirtec CPVC with Corzan, our systems boast superior chemical resistance and longevity. The patented Centra-Lock design slashes joint requirements by 40 to 60 per cent, minimizing potential failure points and leaks for enhanced performance. This innovative design facilitates swift and convenient solvent weld
fusion, reducing installation time and costs. Guardian systems are ideal for various industrial applications, including wastewater treatment, chemical processing, microelectronics, server rooms, pharmaceuticals, and food and beverage industries. From aggressive acid conveyance to specialized drainage needs, Guardian PVC & CPVC systems offer a comprehensive solution backed by our commitment to quality and excellence.
IPEX
Ipexna.com
Komatsu launches a new line of medium-size class face drilling rigs and bolters
Komatsu recently introduced its new Z3 series of medium-size class development jumbo drills and bolters to its lineup, further broadening Komatsu’s selection of offerings for the underground mining industry. The Z3 machines are built on a universal platform and designed with a focus on modularity and efficiency. This focus offers improved productivity that can help reduce service and maintenance costs across operations. The Z3 also boasts universal operator controls, simplifying user adoption and increasing training efficiency. The new series expands Komatsu’s current underground hard rock offerings by adding the ZJ32 and ZB31 mediumsize class drill and bolter. Key features include innovative technology, such as a newly designed ground support installation system developed in collaboration with JENNMAR that utilizes their J-LOK P pumpable resin. In addition, the machines’ drilling attachments have limited moving mechanical parts and offer a simple design for smooth operability, resulting in reduced cycle times and increased drifter uptime compared to competitors in the same size class. In the near future, additional battery and intelligent machine control models of the Z3 series will be added to the lineup to provide customers with a comprehensive range of offerings to meet their demands. This product family of diesel and battery-powered machines will offer innovative solutions to support underground mining operations with a pathway toward autonomous operations. Komatsu www.komatsu.com
DUK: Ultrasonic flow meter with U-PACE
The DUK flow meters, equipped with the latest U-PACE electronics, are used for measuring, monitoring, counting and dosing liquids. The flow meter works according to the transit time difference method, which is based on the influence of flow velocities of ultrasonic waves in a medium. U-PACE (Universal Precision And Control Electronics) is a comprehensive aid to improving workflows when it comes to industrial measurement technology. Features include: IO-Link; temperature measurement included; colour, multi-line, high-resolution TFT display; electronically rotatable display; four optical sensors, can be operated with gloves; switching, frequency and analog output; dosing function; counter function; and two individually configurable outputs. Kobold USA https://koboldusa.com
VS6 electronic differential pressure sensor
The Filtration Division of power management company, Eaton, has launched their new VS6 electronic differential pressure sensor. This advanced clogging indicator continuously measures the differential pressure within
hydraulic and lubrication oil filters for users to easily evaluate the status of the filter elements. The VS6 sensor features a dust and splash-proof, stainless-steel housing and is suitable for operating pressures of up to 6,000 psi (420 bar). Early identification of increased contamination in hydraulic and lubrication oil is vital for preventing machinery failure. Eaton’s VS6 electronic differential pressure sensor provides a clear visual aide, allowing operators to make informed decisions about when to replace filter elements as part of their preventative maintenance strategy. Furthermore, knowing when to replace elements enables users to make cost-saving decisions associated with replacing elements too early, before the end of their working life. In addition to continuous differential pressure monitoring, the VS6 sensor also features a cold start suppression function up to approx. 37°F (25°C) in order to suppress pressure peaks during cold starts. This electronic clogging indicator is compatible with most Eaton hydraulic filtration systems and has a protection class of IP67.
Eaton
www.eaton.com/filtration
Metso launches MHC Hydrocyclone Curved Bottom
Metso recently introduced the newest member of its MHC hydrocyclones product family, the MHC CB (curved bottom). This new hydrocyclone is designed for superior particle separation with increased unit capacity and coarser cut sizes while minimizing the fines bypass. The MHC CB hydrocyclone is ideal for grinding circuit classification – from primary to fine grinding –and for a full range of mineral types. It is highly compatible with dewatering and desliming applications. MHC CB is a great product for greenfield and brownfield projects – and its simple design makes it easy to retrofit into existing hydrocyclone clusters. Metso promotes this product for a variety of applications including, but not limited to: lithium, gold, aggregates, nickel, magnetite, hematite,
limestone, aluminum, zinc, molybdenum, silica, etc. Thanks to its energy efficiency and reduction in CO2 emissions compared to similar wet classification technologies, the MHC CB hydrocyclone has been approved as part of Metso’s Planet Positive offering.
Metso www.metso.com
Emerson TESCOM AGI BR Series Flushing Ring
Emerson recently announced the TESCOM AGI BR Series Flushing Ring, a comprehensive packaged solution for flushing and bleeding applications in petroleum refineries, biofuel refineries and petrochemical facilities. By providing a complete, modular valve assembly with a single part number, the AGI BR Series flushing ring streamlines ordering and allows for easy reordering with customer specific test requirements. Both traditional BRS “sandwich” and BRW “wafer” style rings are available, as well as the BR7 “integrated bonnet” design, which includes the bleed/flushing functions in the flange ring itself. Most flushing ring products are sold as separate components and assembled in the field. This often involves on-site welding and non-destructive examination (NDE) requirements such as pressure testing, Positive Material Identification (PMI), dye-penetrant and radiography. In comparison, the AGI flushing ring includes valve assembly, welding, painting and testing in one comprehensive, compact package. The AGI flushing ring meets piping and instrument class requirements according to the ASME B16.34 standard and is ideal for installation in processes requiring flushing of residue in front of diaphragm seals such as distillation towers, hydrotreaters, coking towers, reactors and separators.
The one-piece forged design reduces leak paths and helps minimize emissions compared to conventional products. Fugitive emissions bonnets and ball valves that follow ISO 15848-1 & 2 are also available. With the flexibility to meet each application, the TESCOM AGI flushing ring features flanged connections that are available in a range of sizes from 1 to 6 inches, pressure class ratings from 150# ANSI to 2,500# ANSI, and temperature range options from -3,143 to 1,000 degrees F (-192 to 538 degrees C). Additionally, Emerson can provide custom variations and NDE testing to meet specific project requirements. Emerson www.emerson.com