The VEGAPULS 42 radar-based level sensor from VEGA Instruments is equipped with IO-Link and versatile hygienic adaptors. The sensor is designed for medium measuring distances of up to 15m and temperatures of up to 150°C. The instrument is geared to circulation systems in production, dosing processes and downstream processes. Suitable for food and pharmaceuticals, the company says, radar is the right choice for continuous, non-contact level measurement because it is not influenced by the process and ambient operating conditions. VEGA Instruments, Canada
www.vega.com
NEAR INFRARED CHEMICAL & MINERAL MOISTURE ANALYZER
The CCS-3000 chemical and mineral moisture analyzer is MoistTech’s NIR (Near Infrared) online moisture management for instant, non-contact measurement for coke, coal, and sinter materials. Precision filters and algorithms have been incorporated to optimize performance under the demanding conditions in coke, coal, bauxite, Bentonite, iron ore, and sinter processing. The analyzer is insensitive to material variations such as particle size, material height and colour, to provide continuous, reliable readings. It requires only a one-time calibration, is maintenance-free and the drift free optical design allows operating personnel to confidently make immediate process adjustments based on realtime measurements. Producing thousands of measurements per second, the moisture management technology provides users the ability to enhance their on-line process to improve product quality. MoistTech Corp.
www.moisttech.com
SENSORS DETECT LIQUIDS, BULK MATERIALS, AND PASTES
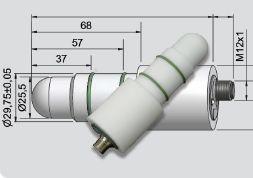
Capacitive sensors S26 series 80 from Rechner have a hemispherical active surface for level control of products with a dielectric constant from 1,1. Products detected can be bulk material such as plastic granules, powder, and cereals, or liquids, like water, oil, chemicals, and pharmaceuticals, as well as pastes in the food processing industry, such as liquid glue, and resins. The PNP type sensors have a construction of Ø 26 mm/F30, PTFE housing material, and M 12 x 1 flange connector. Rechner Sensors
www.rechner.com
Series CKS check valves introduced by Plast-O-Matic Valves are normally-closed in design. The units feature a corrosion resistant PFA encapsulated spring, which energizes a poppet seal that will neither stick nor chatter and is automatic in action. The valves are not dependent upon gravity or reverse flow and represent a significant improvement over ball check valves. Units can be mounted in any position. Even in the absence of reverse flow or pressure, the company says, the poppet will automatically reposition itself to seal against the valve seat. The poppet will seal in the identical location every time, producing a reliable and repetitive seal. Valves are available in Geon PVC, Corzan CPVC, natural polypropylene, and Kynar PVDF in sizes 1½, 2 & 3 in. Seals are EPDM, or FKM (Viton). Connections are threaded or socket standard. Plast-O-Matic Valves www.plastomatic.com
Need Pneumatic Components?
Everything you need at great prices, in stock and ready
Pneumatic Air Preparation
All pneumatic motion requires clean and dry air. The process of filtering, regulating and lubricating compressed air is known as air prep. The Metal Work, Norgren and NITRA family of air preparation components include:
• Particulate filters with 40 or 20 micron filter element (5 micron optional), coalescing type and oil vapor removal in sizes from 1/8” to 1” NPT port sizes
• Regulators with adjustment from 0-120 PSI, 4-58 PSI, 7-60 PSI, 7-130 PSI and 4-145 PSI
• Combination filter/regulators available with same options in one unit
• Lubricators in 1/8” to 1” port sizes
• Total air prep units that combine all air preparation functions in one compact unit
Solenoid Valves
Solenoid valves are electrically controlled to direct air flow to sequence operations in pneumatic systems. Solenoid valves are used to control cylinders, rotary actuators, grippers and other pneumatic devices. Use a manifold to simplify plumbing for a bank of valves. Modular systems even allow networked control of valve group.
• Available as stand-alone units or as part of a compact modular valve system
• Stand-alone units can be used with optional manifolds to make system configuration simpler
• Available in 3-port/3-way, and 5-port/4-way styles
• 4-way valves come in 2-position or 3-position styles with center closed or center open
Pneumatic Cylinders
The most popular style of pneumatic actuator uses compressed air acting on a piston inside a cylinder to move a load along a linear path.
• Round body cylinders available in single-acting or double-acting styles, with up to an 18-inch stroke and 2-inch bore. Also available in stainless steel. Magnetic pistons are optional.
• NFPA tie rod air cylinders come in doubleacting style, with up to a 32-inch stroke and 4-inch bore. All include a magnetic piston. Adjustable air cushions are an option.
• ISO 15552 air cylinders are double-acting cylinders with up to a 600mm stroke and 100mm bore. All include magnetic pistons and adjustable air cushions.
• Metric and Inch compact air cylinders as well as dual rod guided air cylinders also available.
CE COMPLIANT AIR GUN FOR SAFE AND EFFICIENT BLOWOFF
The VariBlast precision safety air gun from Exair is a tool for processes needing a handheld and effective blowoff solution. Safety and efficiency are said to be coupled with ergonomic design and engineered air nozzle technology to produce a focused blast of air capable of handling tough jobs with remarkable ease, the company says. The air gun employs an engineered, variable flow trigger to produce a range of force values for different applications. The unit is CE compliant and meets health, safety, and environmental protection standards. The air gun is available with a 12or 20-in. extension which can also be outfitted with an impact-resistant polycarbonate, Chip Shield. The air gun body is made of polyacetal and features a hanger loop for storage. The airflow that exits the nozzle can’t be blocked and produces a 58 to 75 dBA noise level (according to air nozzle used).
Exair https://exair.co/
FLOW DETECTOR PREVENTS PLUGGED CHUTES AND CROSS CONTAMINATION
BinMaster Flow Detect 2000 improves bulk material handling by detecting plugged chutes and clogged or empty conveyors. It can tell you if a slide gate is open or closed. Mounted in a distributor, the company says, you will know if material is flowing or not. Prevent cross contamination by knowing flow has completely stopped, and ensure an essential ingredient flows into a process for better batch control. The sensor uses Doppler technology to sense flow and no-flow conditions in a bulk material system. The device is now approved to North American CSA/US Class II, Division 1 Groups E, F & G as well as European Union ATEX Zone 21 hazardous locations.
BinMaster
www.binmaster.com
AUTOMATED SENSOR CLEANING SYSTEMS INCREASE MTBF
Mettler Toledo has a wide range of analytical sensors designed to allow operations to improve process efficiency and safety. The company’s EasyClean automated sensor cleaning systems are said to take this further by increasing sensor lifetime, lowering maintenance costs, and reducing personnel exposure to hazardous conditions. The systems can be easily integrated into processes, the company says. The automation systems clean and calibrate (pH electrodes only) sensors to
maximize measurement uptime and free personnel for other tasks.
Mettler Toledo
www.mt.com
Editor’s Desk
One of my favourite aspects of being a B2B editor and feature writer for the past 12 years is learning about how things are made across a wide variety of industries. To date I’ve written about dozens of industries including wood processing, aggregates, bioenergy, oil and gas, food processing, roadbuilding, heavy construction, glass fabrication, mechanicals (HVAC, plumbing, hydronics), and more. So, I’m very excited to be the new editor for Canadian Process Equipment & Control News.
formation and solutions for Canada’s process industries for more than 50 years. I am looking forward to being a part of this publication and learning all about your technologies.
Do you have a new technology or unique project that you would like to showcase in an upcoming issue of CPE&CN? Drop me a line at my email or phone number below. I’d love to hear all about it. And if there’s an opportunity to see it up close, even better! Hope to speak to you soon.
As the voice for the Canadian processing sector, CPE&CN has been providing helpful in- Andrew Snook, Editor
READER SERVICE
Print and digital subscription inquiries or changes, please contact Angelita Potal Customer Service
Tel: 416-510-5113
Fax: (416) 510-6875
Email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
CORIOLIS MASS FLOW CONTROLLERS FOR LOWFLOW GAS AND LIQUID MEASUREMENT
Brooks Instrument has released a new series of Quantim QMC Coriolis mass flow controllers (MFCs) designed to provide high accuracy for very low flows of liquids and gasses. Ideal for applications such as catalyst research, mass balance calculations in chemical pilot plants, thin film coating and surface treatments, Coriolis flow meters and controllers use direct mass flow technology said to provide more accurate flow measurement compared to other devices. The MFCs feature a proprietary Brooks Instrument stainless steel sensor that measures low flows independent of fluid type or process variables, accurate at 0.2 percent of rate for liquids and 0.5 percent of rate for gases. It also supports improved zero stability, the company says, providing more precise accuracy at the low end of its operating range.
Brooks Instrument www.brooksinstrument.com
ture transmitters to its line of temperature transmitters/signal conditioners. The XTD2
PROFESSIONAL TEMPERATURE CALIBRATOR HAS ACTIVE DUAL ZONE CONTROL
The Jofra PTC Series portable temperature calibrator available from Cameron Instruments features an active dual zone temperature control said to provide excellent temperature homogeneity in the well. The series features five models covering the temperature range from -90° to 660°C along with accuracy to ±0.06°C and stability to ±0.01°C. The colour display offers intuitive, fast, user-friendly navigation, the company says. Units feature inputs for thermocouple calibration, multi-hole insert kits, and plug-andplay intelligent reference sensors.
Cameron Instruments www.cameroninstruments.com
PROGRAMMABLE TEMPERATURE TRANSMITTERS
LINE EXPANDED
AutomationDirect has added ProSense XTD2 and XTH2 series programmable tempera-
series DIN rail-mounted and XTH2 series head-mounted universal programmable temperature transmitters are suitable for a wide range of industrial applications and can be used with a variety of sensors and process inputs. Units provide a linearized 2-wire current loop output that can be configured for 4 to 20 mA or 20 to 4 mA using the free ProSense field device configuration software and an XTUSB cable (purchased separately). The programmable temperature transmitters are UL listed, CE marked, and RoHS compliant. AutomationDirect
www.automationdirect.com
Keeping industrial fluid systems working at peak performance
By Matt Dixon
When deciding whether it is cost effective to replace a single fluid system component, costs beyond the price of the part must be considered. Not only are there internal costs for procurement, but installation, maintenance, and potential productivity losses during downtime must be taken into account.
Plant operators must constantly balance safety concerns with the overall costs of the system. One way to maintain this balance is to invest in components that will sustain optimal performance. Though each system is different, decades of experience have revealed several proven strategies that work to reduce costs, improve safety, and extend the life span of your fluid system components.
How to Design the System Properly
In any refinery or processing plant, fluid system components will only perform as well as the system design will let them. Many variables affect components, such as:
• Pressure and temperature fluctuations
• Water hammer
• Vibration
• Contamination
These conditions can have sig-
nificant effects on component life and the overall life span of the system. If a system is designed correctly from the beginning, those stressors can be limited.
If it becomes necessary to change a design after the fact, make sure the new components can handle any conditions that may have
changed since the original system was designed. Examine your components and make sure your specific conditions still fall within the manufacturer’s ratings. It does not matter how small the change is: Any changed operating conditions can affect components differently and should be considered.
Choose Your Components Carefully
As you choose your fluid system components, it is important to understand the entire application beforehand. Being holistic in your approach can help prevent leaks or failures.
Here are some important details to consider:
• Normal operating temperatures and pressures
• Maximum operating temperatures and pressures
• Ambient temperatures and conditions, including external exposure
• Process fluid and external media exposure
• Vibration potential
• Tubing and other supports
• Cleaning protocols
In addition to these conditions, it is necessary to make sure the components you choose are compatible with the process fluid. All parts of the system – from O-rings to packings – must remain uncompromised by the fluid because it could lead to premature failure. External conditions like high-chloride environments (saltwater) could
Figure 1. Tubing and other components should be properly supported to avoid vibration damage that could otherwise lead to cracking and leaking.
also speed corrosion of the component, depending on which alloy is used. Harsh external forces may require special material choices, including jacketed tubing, special clamping, or tubing supports.
Seek Installation Training
Once the system is properly designed, the next step is installation. Improper installation could render the best system design moot, so it is important to ensure your team understands how to install each component.
For example, improperly bent tubing could suffer side-load stresses, which could result in cracks and leaks. If the tubing isn’t supported correctly, it could be damaged by vibration and lead to more cracking and leaking (Figure 1). Finally, seals in valves and regulators might be harmed if they are installed sideways.
Some components are easier to install than others. Fittings with low torque requirements mean installers can tighten them more easily, particularly if the technician has access to helpful visual tools like gap gauges (Figure 2).
To avoid creating problems in your fluid system, there is no substitute for adequate training. Even procedures that seem logical may have subtle differences in installation that could adversely affect long-term performance and safety. Look for access to training that reinforces best practices your team needs to prevent leaks and keep employees safe.
Ongoing Maintenance Prevents Problems
Even if the system is designed properly and installed correctly, there will be components in your fluid system that need to be serviced periodically to keep them operating at peak performance. Some of those components include regulators, valves, and hoses.
Most maintenance or repair can be done with little investment, and the extended life of the system components will pay for the maintenance or repairs itself. For example, replacing the packing in a ball valve could prevent seat leaks. Well-constructed valves
make that repair easy to complete (Figure 3).
Finally, document each time you service your components. The records will allow you to decide if specific components need to be replaced as often as they are. If you are replacing the component on an accelerated schedule, it may make sense to examine the type of component you are using to see if another component might be better for that application. Your fluid system provider should be able to audit your facility and help determine a custom preventive maintenance plan tailored to your needs.
Keep Replacement Parts Stored Safely
For essential system components, it may be necessary to maintain an inventory of replacement parts on site. Storing them is not necessarily as simple as putting them on a shelf in the storage room.
Hoses, for example, must never be stacked. They should always hang naturally to keep them from bending more than their bend radius allows. Hoses must also be protected from exposure to ultraviolet (UV) light, which could degrade their materials.
In addition, do not mix spare parts from different manufacturers in the same box or bucket. Smaller parts like ferrules, O-rings, and valve packings are specific to each component and should be sorted by manufacturer.
Clearly mark each component in storage because they are not always interchangeable, even if they
appear to be at first glance. Mixing parts from different manufacturers could cause the component to fail.
Constant Attention Can Teach Lessons
No fluid system component will last forever, but paying close attention to your system design, component selection, installation, maintenance, and storage will
help keep it performing at high levels for longer periods of time. Each time you replace a damaged or worn-out component before it reaches the expected end of its service life, you should investigate to determine why the failure happened. After all, no component fails in a vacuum. If a part consistently needs to be replaced before its scheduled replacement interval, it may be time to consider a different part or manufacturer. By properly identifying the reason for the failure, you can change your process to enhance the component’s life span – thereby improving your bottom line.
Matt Dixon is the Application Commercialization Manager for Swagelok Company. An original version of this article appeared on the Swagelok Reference Point blog here: www.swagelok.com/en/blog/ maximizing-life-industrialfluid-system-components. Swagelok Company www.swagelok.com
Figure 3. A ball valve that swings open in line permits a simple packing replacement compared to uninstalling and reinstalling (or replacing) the entire valve.
Choosing the Right AODD Pump Can Help Decrease Energy Consumption
By Tom Zuckett
There is no aspect of human existence that can function properly or reliably without energy, the preponderance of which is produced from refined crude oil, natural gas and coal. Therefore, it is imperative that companies that rely on energy to power their industrial-manufacturing operations create and implement systems that are as energy-efficient as possible, especially as energy costs continue to rise.
To aid these companies in both creating sustainable manufacturing regimes and battling increasing energy costs, a number of utilities — especially those that supply energy through the electrical power grid — have created rebate programs in which those industrial companies that are able to demonstrate that their methods of operation require less energy and are environmentally sustainable can be eligible to receive monetary refunds in their energy bills.
Knowing this, many industries are commendably attempting to develop new manufacturing and production methods — known as “sustainable manufacturing” — that are more environmentally and socially friendly. The caveat, however, is that while these methods can have long-term benefits for the future, they can also have higher upfront implementation costs.
The Challenge
For our purposes, since air-operated double-diaphragm (AODD) pumps are powered by air, and air compressors are ultimately powered by electricity, let’s focus on that form of energy and how prices for a kilowatt/hour (kWh) of electricity have been influenced in recent years. In May 2019, Ontario’s Time-of-Use (TOU) rates were 6.5 cents per kWh (off-peak); 9.4 cents per kWh (mid-peak); and 13.4 cents per kWh (on-peak).
But later that same year (November 2019), those rates jumped to 10.1 cents per kWh (off-peak); 14.4 cents per kWh (mid-peak);
and 20.8 cents per kWh (on-peak), according to the Ontario Energy Board. Those jumps ranged from 3.6 cents per kWh to 7.4 cents per kWh higher than their May counterparts.
In 2017, the average national price for a kWh was $0.07, or 7 cents. In March 2022, that price had more than doubled to an average of 14.47 cents per kWh, which was up from 13.33 cents per kWh a year earlier.
While we may be talking about pennies, these higher costs can quickly add up, not just for homes and businesses trying to stay warm in the winter, but for industrial operators that are the backbone of the global manufacturing chain.
The Hydraulic Institute revealed the importance of electricity in industrial manufacturing in a study that showed industrial pumping systems can account for nearly 20% of the world’s electricity demand and that energy consumption can be up to 90% of the total cost of owning and operating a pump.
At the same time, it has been estimated that 30% to 50% of the energy that is consumed by pumps can be saved through the implementation of equipment or control-system upgrades. This makes
of operating efficiently and sustainably can contribute to at least four of them: manufacturing cost, power consumption, operational safety and environmental friendliness. So, to overcome the challenges of energy acquisition and consumption while still being able to live up to the tenets of the growing sustainable-manufacturing movement, operators of industrial-manufacturing facilities must find ways to improve their pumping systems and processes.
The Solution
pump systems an easy target for developing operational improvements that can lower energy consumption that will help optimize operating costs and create a more environmentally friendly mode of operation.
Which brings us back to the aforementioned “sustainable manufacturing.” According to the World Commission on Environment and Development, sustainable manufacturing is designed to “meet the needs of the present without compromising the capability of future generations to meet theirs.” This can be accomplished by manufacturing products via economical means and utilizing components that reduce waste and negative environmental impacts.
The claim that this altruistic mindset is being adopted by many of the world’s largest companies is backed by KPMG’s 2020 Survey of Sustainability Reporting showed that 80% of the world’s leading companies are now reporting on their sustainability efforts and are incorporating sustainability programs into their day-to-day operational goals.
There are six elements that must be optimized to create a reliable, sustainable-manufacturing process and pumps that are capable
Pumps are required pieces of equipment in many applications within a manufacturing facility, from loading and unloading raw materials and finished products to the transfer of critical fluids and waste products. While the pumping landscape is rife with different technologies, all of which must be powered through some type of energy source, AODD pumps have proven over the decades to be one of the top choices for utilitarian pumping applications.
Jim Wilden invented the AODD pump in 1955, which became the foundation for his eponymous Wilden AODD pump brand. AODD pumps are reciprocating, positive-displacement pumps that are driven by electricity-generated compressed air. AODD pumps are the best solution for many industrial liquid-handling applications because of their simple design, which simply features two diaphragms that are connected by a common shaft, two inlet valve balls and two outlet valve balls. The diaphragms are driven by the compressed air, which removes mechanical stress from the pump’s operation, leading to a longer and more reliable service life.
While the AODD pump’s features and benefits were an undoubted revelation when introduced to the market nearly 70 years ago, the pumps required large amounts of compressed air to operate properly. This compressed air is delivered to the pump via electricity, which, as we have noted, has been increasing in price in recent years.
The engineers at Wilden invented the Pro-Flo SHIFT Air Distribution System (ADS) to help reduce the overall amount of compressed air needed to operate the pump while simultaneously optimizing the air that is used.
More than anything, Jim Wilden was an innovator, and that mindset has been ingrained in his company’s DNA from the start. This has led to a pursuit of excellence that has resulted in a number of innovative improvements to the design and operation of Wilden AODD pumps over the years.
The engineers at Wilden invented the ProFlo SHIFT Air Distribution System (ADS) to help reduce the overall amount of compressed air needed to operate the pump while simultaneously optimizing the air that is used. The Pro-Flo SHIFT was not just an incremental improvement in ADS technology, it was a true game-changer, one that represented an entirely new way of looking at how pneumatic pumps operate.
The inefficiency in the operation of traditional ADSs is the time delay that AODD pumps experience when pressurized air is switched from one air chamber to the other. This results in overfilling of the air chamber, with the excess air vented into the atmosphere without having any beneficial effect on the pumping process.
To combat overfilling, the design and operation of the Pro-Flo SHIFT ADS restricts the air flow into the air chamber near the end of each pump stroke so that only enough air is introduced to keep the pumping process functioning. The key here is the incorporation of a
specialized air control spool that automatically meters the air to prevent overfilling with no reduction of product yield. The result is reduced air consumption while still maintaining maximum operational efficiency and flow rates.
In fact, the Pro-Flo SHIFT ADS can operate reliably and efficiently with up to 60% less compressed air when compared to other AODDpump technologies while still being able to achieve flow rates that are up to 34% higher than competitive AODD-pump models.
Whether it’s for an existing Wilden installation using older ADS technology or the upgrade of a non-Wilden pump, the company and its distribution partners have developed tools and usage calculators that can provide proof that Wilden AODD pumps are more energy efficient and able to be used in a sustainable-manufacturing system.
For example, one manufacturing facility replaced its existing AODD pump with a Wilden Pro-Flo SHIFT model, which was run 7.5 hours a day and five days a week. The result: savings of up to $1,000 in annual energy costs to operate just that one pump. Additionally, since the manufacturer was able to show documented proof that the Wilden pump was reducing energy consumption to its energy supplier, the utility gave the manufacturer a rebate that helped it pay for the new Wilden pump.
Examples like this abound among manufacturers who have begun using Wilden Pro-Flo SHIFT pumps and there are no limitations on the type or style of pump that can be used. Currently, Wilden offers its Pro-Flo SHIFT ADS on its full lines of plastic or metal, clamped or bolted AODD pumps in sizes from 1/2 to 4 in.
Conclusion
With energy costs continuing to increase and companies encouraged to make their manufacturing operations more sustainable, finding the right pumping technology has never been more important. Wilden Pro-Flo SHIFT pumps are the one AODD-pump technology that has been proven to ease energy consumption and contribute to more sustainable manufacturing processes. With documented reductions in air consumption and simultaneous improvements in flow rates, Wilden Pro-Flo SHIFT Series AODD Pumps deserve a spot as a first-choice pumping solution for many of the world’s most significant manufacturing operations.
Tom Zuckett is the AODD Business Development Manager, Americas for PSG and Wilden and can be reached at tom.zuckett@psgdover.com. Wilden www.psgdover.com/wilden
Into the mix: How good device design increases product mixing efficiency, profitability
For operations managers, plant engineers, and consultants, industrial mixers are essential for the processing of powders, pastes, and liquids in industries that use chemical engineering principles and methods in their operations. However, selecting the right mixer for an application can be difficult. There are different types of mixers such as fluidized zone, plow, paddle, ribbon, or sigma. Variations in quality between domestically sourced and overseas options can also be a concern for managers involved with process equipment and control.
Regardless of the type of mixer, quality and performance are crucial to attain the required product specifications while meeting inevitable changes in customer demand. In addition, with the current cost of labour and energy so high, it is vital to optimize efficiencies wherever possible for long-term profitability.
yi
To this end, chemical processors are increasingly seeking mixers with design features and capabilities that improve performance, provide more flexibility of mixing style, limit product loss, simplify cleaning requirements, and reduce capital equipment and ongoing maintenance costs.
For guidance on these issues, we have turned to John Paul, CEO and managing director of PerMix Tec Co. Ltd. — North America, a subsidiary of Chicago-based PerMix, a global supplier of industrial mixing and processing equipment for powders, pastes, and liquids since 1954.
Easy to Clean Mixer Designs
Periodic mixer cleaning is essential to maintain sanitary conditions, ensure product quality, and facilitate production changeover. Between each batch, the mixer is turned off, opened, and cleaned thoroughly to ensure there is no material residue.
However, some mixers can be difficult to access and clean, which increases time and labour.
Compared to traditional equipment, cantilever designed mixers streamline cleaning by allowing the operator to easily open the machinery and access crevices and hard-to-reach areas.
Selecting state-of-the-art designs that allow greater diversity of mixer style and efficiency on the production line is becoming a best-in-class practice among processors.
In modern industrial mixers, two innovative design features — the stub shaft and cantilever end door — are specifically intended to simplify cleaning and minimize production downtime.
Stub Shaft Design
Although there are many types of mixers, most involve a rotating impeller to mix material. The agitator assembly must therefore be mounted securely to ensure proper mixing, yet also be removable for cleaning or maintenance.
The challenge is that conventional agitator assemblies are mounted using a flange and bolts that are located inside the mixing chamber. This arrangement leaves crevices or grooves where allergens, pathogens, or other potential hazards can accumulate that are difficult to access and clean.
In contrast, with stub shaft designed mixers, the agitator assembly is mounted on the exterior of the chamber, eliminating this concern. The design allows maintenance crews to efficiently remove the agitator assembly, replace the seals, and reassemble the components in under 30 minutes, maximizing production time.
Cantilever Design
Compared to traditional equipment, cantilever designed mixers streamline cleaning by allowing the operator to easily open the machinery and access crevices and hard-to-reach areas. Some high-volume industrial mixers can measure 40 feet long and 14 feet in diameter, large enough
to qualify as a confined space, and therefore subject to safety regulations by CCOHS when entry for cleaning is required.
Most conventional mixers are designed using large pneumatic or hydraulic cylinders on the top or bottom of the mixer to slide the end plate in or out for cleaning and maintenance. However, the cylinders essentially double the size of the mixer and, when opened, the extended agitator element and end plate poses a trip or “head banging” hazard to personnel, as well as a hazard to forklifts. Hydraulic and pneumatic components also significantly add to the overall cost of the equipment.
In contrast, cantilever designed mixers eliminate the need for confined space entry into a mixer, while improving access without need for pneumatic or hydraulic elements. Instead, the cantilever end plates extend out and pivot on a hinge, or arm, allowing for much greater interior access than a traditional mixer.
“We install the end plates on hinges mounted to the main mixer body or another stationary object so you can simply unlock the end plates and swing them open,” says Paul.
“If a very large mixer is used, the OEM may mount an end plate on a supporting pedestal that swings open, so the hinge provides a continuous run of the entire mixer.”
When using a cantilever mixer, the end plate can be locked in a specific position or allowed to rotate. Each end plate can be further adjusted to enable opening in tight or restricted areas.
“This enables greater flexibility when cleaning since you can easily move the end plate around to access different areas,” says Paul.
Processors expect a certain amount of product loss and residue when using horizontal mixers. Fortunately, several design options have been developed that help minimize waste.
Offset Discharge Valve
Horizontal mixers tend to waste a considerable
A vertically organized OEM like PerMix can reduce the overall cost of a mixer by a factor of three or four times by manufacturing all components in-house, in the U.S.
amount of product, particularly when the discharge valve is positioned in the centre of the mixer. To minimize the product loss, PerMix utilizes a slightly offset discharge valve.
“The discharge valve is offset at a 15-degree angle, so it reduces the residue left in the mixer from an average of 2 to 3% to just 1%. With agitation style rotation, the powders create a slope inside the mixer that increases the total discharge,” explains Paul.
Bomb Bay Doors
Bomb bay door designs can further reduce product loss and residue on horizontal mixers.
Since bomb bay doors can extend the full length of the bottom of the mixer, there is essentially nowhere for product or residue to remain after gravity-fed discharge when the doors open. Additionally, the design significantly shortens the discharge time, which reduces the batch time and increases production.
Vertical Mixers
Although most mixers are horizontal in design, a vertical mixer can dramatically reduce product loss. With vertical mixers, there is 100% discharge of product, leaving no residue in the equipment as all product discharges through a single shaft, fed by gravity.
Vertical mixers also provide more surface area for heat transfer, so can be more efficient when heating or cooling product. In addition, vertical mixers require less floor space than horizontal units and offer more flexible minimum batch sizes.
Seek Flexibility in Agitation Style
According to Paul, industrial processors are increasingly seeking more flexibility in their mixing capabilities for multiple reasons. Often, they must mix ingredients of diverse densities or viscosities and mixer systems are generally not interchangeable. The require-
ments may also change due to customer or market demands. In any case, processors increasingly do not want to be committed to any single mixing style on the production line. Contract processors, by definition, also value flexibility of agitation style due to the variability of production needs they must fulfill with each new project.
In response, leading mixer OEMs are developing mixers that simplify changing agitation styles without having to reconfigure the production floor.
“Processors can have multiple styles of agitation and switch them according to their mixing requirements,” says Paul.
PerMix also manufactures a “four-in-one” machine that can be easily converted from a fluidized zone mixer to a plow, paddle, or ribbon mixer when needed. In addition to converting the agitation style, the mixer is segmented into two parts to allow for multiple configurations.
“When you switch from a paddle on a plow mixer, you need to also switch from a U-shaped trough design to tubular. You can do this by removing the two sides. When you switch from a plow mixer to a panel mixer, the round top is changed,” he explains.
Paying less for an industrial mixer is always preferred. Unfortunately, the component manufacturers and middlemen involved in fabricating, selling, integrating, and maintaining most industrial mixers can substantially increase the purchase price.
As a solution, some vertically organized mixer OEMs like PerMix can reduce the overall cost by a factor of three or four times by manufacturing all components in-house. Larger mixer manufacturers can also leverage their purchasing power with distributors to receive substantial discounts based on their volume, which is then reflected in the final price.
Simplified design features can also reduce costs. While a conventional mixer with hydraulic pistons can cost $30,000 to $60,000 depending on its size, a comparable cantilever designed mixer can cost less than $10,000.
Paul cautions processors to watch out for manufacturers that tack on extra fees after the initial quote.
Another aspect of affordability is lowering the long-term cost of maintenance and production downtime, which can escalate if replacement parts are unavailable or must be ordered with long lead times.
This article was contributed by Permix, holder of CSA, CRN, CCOHS, and ISO certifications. For more information: call +1(312)883-7432, email john.paul@ permixtec.com, or access the website below. PerMix
www.permixmixers.com
ATEX-RATED PROGRAMMABLE DUALCHANNEL TRANSMITTERS
The DT Series programmable dual-channel transmitters from Acromag are designed to offer a cost-effective space-saving solution to interface a variety of process and sensor signals to your control systems. Each model supports several input ranges and can output proportional 0/4-20mA, 0-10V, or ±10V DC signals. Inputs can be thermocouple/millivolt, RTD/resistance, process voltage, high voltage, or current/millivolt. Hazloc approvals UL C1D2, ATEX/IECEx Zone 2 are a feature, along with signal splitter capability, selectable filtering levels, configurable output clamp levels (NAMUR), and removable, front-facing terminal blocks to simplify wiring. Benefits include rail power bus and redundancy, and support for sink/source wiring. Units operate from -40° to 80°C (DT230 Series) and -40° to 70°C (DT330 Series).
Acromag www.acromag.com
ADJUSTABLE VENTURI REDUCES WASTE REMOVAL ENERGY COSTS BY UP TO 30%
ple point allowing heated sample lines to transport the process sample gas to measurement cell.
AMETEK Process Instruments www.ametekpi.com
SERVICES TARGET SAFE CLEANING OF LABWARE, PROCESS EQUIPMENT
AirTrim, a manufacturer of trim waste removal systems for printing and labeling and inducers for recycling and material recovery facilities, has introduced an extended range, patented, adjustable Energy Saving Venturi which may reduce energy costs by up to 30%. The adjustment feature allows users to fine-tune the air flow to achieve the most efficient pneumatic handling of continuous waste. Adjusting the air flow to a site-specific application conserves power consumption. For systems with multiple pressure blowers, the use of the venturi can reduce the number of blowers required. Units convey material through the system without touching any moving parts to significantly reduce maintenance, with far less dust than cutter or chopper systems. Available in mild or stainless steel, in standard diameters from 3 to 8 in., and “Jumbo” diameters from 10 to 18 in.
AirTrim
www.airtrim.com
SULFUR RECOVERY ANALYZERS ARE SAFETY CERTIFIED
AMETEK Process Instruments has introduced the model 888L sulfur recovery tail gas analyzer. Using smart diagnostics, the company says, user can communicate and react to process trends and problems from a location remote from the sample point. The analyzer is certified to meet ATEX and IECEx standards for Zone 1, as well as NRTL Class I Division 2 hazardous locations. If mounting an analyzer at the sample point is restricted due to physical limitations, or if the decision is to mount the user interface and analytical hardware in a protected enclosure, the 888L’s demister probe can be installed at the sam-
Pharmaceutical sterilization and cleaning equipment manufacturer Belimed Life Science has unveiled custom wash rack design and manufacturing services. A key option offered with the company’s automated cleaning and disinfecting wash systems, the company says, the custom wash rack services were developed to help pharmaceutical and nutritional product manufacturers ensure complete cleaning and disinfection of laboratory glassware, tableting tools, containers, valves, machine parts, and other supplies and equipment while also providing protection from damage during validated washing processes. Configured to suit each individual item to be washed, the custom wash racks are designed to assign specific positions in the rack based on the size, shape, weight, material, and other factors. To operate, a worker loads the items in their assigned positions and slides the wash carrier into the automated cleaning system, then removes the carrier after the wash cycle and returns the cleaned items to service.
Belimed Life Science
www.belimed-lifescience.com
PRECISION METERING GEAR PUMP FOR SEALING AND ADHESIVE APPLICATIONS
CIRCOR International has announced the Zenith B9000 series precision metering gear pump, suitable for use in sealing and adhesive dispensing applications. The metering pumps are said to save money by enhancing product quality assurance with precise volumetric metering. Units maintain reliable flow control despite variations in temperature, viscosity, and pressure while significantly increasing production up time. Suitable for a wide range of fluids, including those that are abrasive or have poor lubrication, the series can be used for metering adhesives, coatings, paints/varnishes, colorings, catalysts, and resins. The pumps are available in flow ranges from 5 to 27,000 cm3/min. They are made of through-hardened 400 stainless steel and work from a maximum of 341C° and a minimum of -18C°.
CIRCOR International www.circor.com
PROCESS TEMPERATURE ALARM UPGRADED TO CONTROLLER
Gizmo Engineering has announced that its process temperature alarm has been upgraded to include temperature control. The temperature
controller displays the tank temperature with a digital display while controlling a steam solenoid. If the temperature ever gets out of range, it produces a loud alarm. Temperature status is continuously indicated with a stack light. In addition, the temperature controller includes other outputs like a 15 A relay output to shut off equipment or communicate temperature events. Units include an RS-485 output and are suitable for wash down duty. Features include a convenient front button to silence the buzzer, a snooze alarm that sounds again in 30 minutes if temperature does not correct, a relay output, a PTFE jacketed thermocouple, thermowell, and 6 x 6 in. enclosure. Gizmo Engineering
www.gizmo-engineering.com
FLOW MONITOR CONTINUOUSLY MEASURES
AIR VELOCITY OF FUME HOOD
The AirFlow monitor from HEMCO continuously measures face velocity air flow of a UniFlow fume hood. Users can select and calibrate at their desired FPM velocity set point. If the hood face velocity falls below set point, an audible alarm sounds and a red indicator light appears. Air flow alarm is factory installed or can be field installed. The monitor operates with 115 V/60 Hz AC.
HEMCO Corporation www.hemcocorp.com
SIGNAL TOWER LIGHTS OFFER FILL LEVEL MODE VISUALIZATION
Leuze electronic has introduced TL 305 series tower lights in aluminum housing with bright and homogeneous illumination as well as an optional IO-Link interface. Tower lights make states, faults, and ongoing processes clearly visible from a distance, the company says. The towers
are available preconfigured with three, four or five segments. The IO-Link variants allow different operating modes and provide an extensive selection of colours. On request, the tower lights are also available with additional acoustic signaler. The M30 thread and M12 connector ease installation. Segment mode enables the segments to be actuated individually via IO-Link. This allows colour, intensity, and lighting sequences to be configured individually. Level mode is used to visualize fill levels.
Leuze electronic www.leuze.com
BATTERY MINERALS PRODUCTION AND RECYCLING SERVICES
Metso has launched the battery black mass recycling process, permitting the company to offer a variety of processes and services for battery minerals production — from minerals extraction to refined battery chemicals and end-of-life battery black mass recycling. The capability is said to provide sustainable technology and equipment for the entire lithium, nickel, and cobalt production chains. For the hard-rock based spodumene concentrates, the company has developed an acidand sulphate-free soda pressure-leaching process. It is one of the most environmentally sustainable processes available for lithium production. A hydrometallurgical battery black mass recycling process, which is part of the company’s Planet Positive offering, enables the sustainable recovery of critical metals for re-use in new battery production or in other applications.
Metso www.metso.com
Industry News
ABB LAUNCHES GLOBAL MINE HOISTING YOUNG ENGINEER EXCHANGE PROGRAM
In a strategic move to bridge the burgeoning skills gap in the global mining industry, ABB has launched the Hoisting Young Engineer Exchange Program to attract the next generation of talented engineering graduates to a career in mine hoisting.
The international, two-year program features time spent in the participants’ local engineering teams, followed by a couple of overseas rotations in ABB’s key hoisting markets, namely Canada, Australia, Poland, South Africa, Sweden, or China.
Within each rotation, graduates will learn about the latest industry technology and have the chance to apply it directly on ABB’s customer sites. Unlike many traditional training programs, ABB’s new program has an individually tailored schedule and involves direct customer work.
As ABB’s hoisting business is growing rapidly, the company says it is looking to strengthen its organization on both the project and service side, including senior employees with deep technical expertise as well as young graduate engineers.
ABB Process Automation www.go.abb/processautomation
EMERSON ACQUISITION OF AFAG EXPANDS FACTORY AUTOMATION CAPABILITIES
Emerson has announced it has acquired Afag Holding AG, a manufacturer of electric linear motion, feeding and handling automation solutions.
The electric linear motion segment expands Emerson’s served market by more than US$9 billion and is expected to grow mid-single digits
annually, the company says, supporting Emerson’s long-term, profitable organic growth.
Afag, headquartered in Zell, Switzerland, is said to enhance Emerson’s capabilities in factory automation and creates a leading motion portfolio that combines Afag’s electric linear motion solutions with Emerson’s pneumatic motion technology. Afag serves customers in markets that include battery manufacturing, automotive, packaging, medical, life sciences and electronics.
“Afag brings exciting technology that will enable Emerson to accelerate growth in our existing $900 million factory automation business,” said Ram Krishnan, chief operating officer of St. Louis, Mo.-based Emerson.
“As discrete and hybrid customers continue to accelerate electrification across their manufacturing processes, Afag’s technology is ideally suited to provide improved energy efficiency and performance gains.” Emerson
ENDRESS+HAUSER CANADA ADDS PREMIUM TIER TO AUGMENT ITS SMART SUPPORT PROGRAM
Endress+Hauser Canada’s Premium tier adds remote support features and an even faster response time when help is requested.
Endress+Hauser Canada of Burlington, Ont., has added a Premium tier to its Smart Support program with additional remote support features and an even faster response time when help is requested.
Smart Support provides remote technical support for all Endress+Hauser instrumentation, including free, unlimited 24/7 access to the company’s extensive knowledge database with over 16,000 articles for how to self-correct an issue or improve one’s skills.
The three Smart Support tiers — Basic, Plus and Premium — differentiate by the level of active remote support provided and the response time standard for each. The new Premium tier provides for phone or email support from an Endress+Hauser Canada www.ca.endress.com specialist with an initial response within two hours of the request being filed, seven days a week. This compares to a response within four hours for the Plus tier seven days a week, or 48 hours on weekdays for Basic.
Premium customers receive up to six remote device commissioning support instances per year compared with two for Plus. Other unique benefits for Premium include remote training prescribed by Endress+Hauser plus a 25% discount on field service troubleshooting visits.
The key features of the support portal at ca.endress.com include the ability for customers to easily log in to open a support case and monitor its status and history — it has the same priority and response
Canada is considered a key hoisting market by ABB where young engineers can participate in the two-year program.
Emerson COO Ram Krishnan stated that Afag brings exciting technology that will enable Emerson to accelerate growth to its existing $900 million factory automation business.
Industry News
time as a telephone request — and solve issues by working with an Endress+Hauser Canada support expert via live feed.
The Smart Support database contains articles on diagnostics and troubleshooting, and on product and application know-how, such as service operations. Customers simply log in, describe the issue, and access the database to view a potential solution.
Smart Support’s features and benefits help optimize instrumentation performance over the entire lifecycle, minimize downtime, and reduce maintenance efforts, the company says. Endress+Hauser Canada www.ca.endress.com
CCASS CERTIFICATION ACHIEVED BY EXAIR APPLICATION ENGINEER
Exair has announced that application engineer and international sales manager Neal Raker has earned a CCASS (Certified Compressed Air System Specialist) certification.
The CAGI CCASS is a professional credential offered by the Compressed Air and Gas Institute (CAGI) to represent mastery in all things compressed air system-related, such as system design, compressed air supply and distribution, energy efficiency, and system components.
To earn this credential, individuals must attain not only a certain level of education, but complete specified training, testing and professional experiences all pertaining to the comprehensive knowledge of compressed air systems.
Exair
https://exair.co/ccassnr
Hoskin Scientific of Oakville, Ont., has acquired Pickering, Ont.-based Durham Instruments.
Durham Instruments is a supplier of test and measurement instrumentation, data acquisition and control systems. The business offers custom system measurement solutions, including hardware and software integration and on-site technical service.
“We are pleased to welcome the Durham Instruments team to the growing Hoskin Scientific family,” commented Justin Warren, CEO of Hoskin Scientific. “Since 1977, Durham Instruments has built a strong reputation for delivering expert consultative support to customers in the aerospace, automotive, industrial, and research fields.
“Hoskin’s national footprint will provide a platform for Durham to
be able to accelerate its growth as well as provide existing Hoskin customers access to a wider range of products. The acquisition of Durham further enhances Hoskin’s positioning as the Canadian market leader of test and measurement solutions.”
The Durham business will continue to trade under its own brand and will sit alongside the Avensys and CTH brands in the Hoskin Scientific portfolio.
Exair application engineer and international sales manager Neal Raker.
Motors & Drives supplement
WASHDOWN DUTY AC DRIVES ADD MORE HP OPTIONS
AutomationDirect has extended its line of WEG CFW500 AC variable frequency drives (VFDs) to include more horsepower options. With this addition, the horsepower ratings have been expanded up to 150 hp. Also added are new higher current 10 hp drives as well as 10 hp washdown rated IP66/NEMA 4X models. A full range of supporting accessories is also included with this launch, the company says.
Festo has introduced the CMMT MP multi-protocol servo drive, configurable for EtherNet/IP, EtherCAT, PROFINET and Modbus TCP. With the drives, the company says, engineers can choose the appropriate protocol
for their network directly on the unit or by logging in using the free, downloadable Festo Automation Suite commissioning software, then selecting the bus protocol of choice from a drop-down menu. The multi-protocol drive series includes CMMT-ST-MP compact DC servo drives. These drives are rated up to 300 W. CMMT-AS-MP compact AC servo drives are rated up to 6 KW, with 9- and 12-KW units slated for sale later this year. CMMT MP drives are backwards compatible with single-protocol CMMT drives, including identical cabling and mounting.
Festo
www.festo.com
SERVO MOTOR UNITS GAIN ATEX AND IECEX/CETLUS STATUS
Kollmorgen has announced ATEX certification and IECEx/cETLus listing for the explosion-proof Goldline EBH 480 Vac servo motor.
The high-voltage Goldline EBH servo motors offer speeds up to 7,500 rpm with high torque density for maximum performance in a minimal installation footprint, the company says. The servo motors in frame sizes 1 – 6 join other explosion-proof motors in the Goldline EB series that meet ATEX/IECEx standards, and more specifically CE 0081 Ex II 2 G Ex d IIB T3 Gb –40ºC ≤ Ta ≤ 40ºC. The classification indicates that the motors are suitable for use in any above-ground industry where easily ignited gases such as ethylene are likely to be present in the atmosphere for 10 to 1,000 h/yr during normal operation (Zones 1 and 2). The maximum surface temperature of the motor under fault conditions is 200°C.
Kollmorgen
www.kollmorgen.com/ebh
SERVO PACKAGE FIT FOR POSITIONING, CONVEYORIZED MOVING, PROCESSING
Siemens has introduced the Sinamics S200 servo package, comprising a Sinamics S200 drive and Simotics S-1FL2 motor with standard or flexible cable options. The package includes a pulse train version that is said to allow a wide range of installed machines to easily integrate additional positioning axis using the onboard positioner. Meanwhile, a dynamic networking capability to motion control such as a Simatic PLC expands its system capabilities in the Profinet version. With a power range up to 7 kW including low-, medium- and high-inertia offerings, the 1FL2 permanent magnet motors with 17- or 21-bit encoders expand the performance, the company says, as well as scale to the widest range of standard servo requirements. Easy setup is also said to be assured with the electronic type plate on the 1FL2 motor and one-button tuning in the S200 drive. The integrated brake resistor and integrated holding brake control add to the functions in the S200 servo-drive.
Siemens www.siemens.com
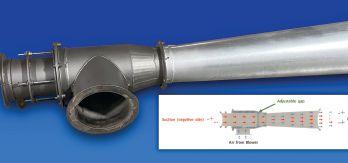
Disc pumps provide efficient binder transfer in paint and coating applications
By Christophe Jovani
Apaint and coatings plant that produces both cationic paste with pigments and cationic binders without pigments for truck shipment to automotive OEMs was experiencing difficulties when transferring the compounds from mobile tanks to trucks.
In particular, the types of pumps that were being used were incapable of totally draining the pipes, hoses and mobile tanks used in the process, leading to wasted time and materials, as well as an increase in the probability of leakage occurring.
Because the trucks are loaded with cationic binder from mobile tanks, meaning frequent human involvement, the plant operators were looking to upgrade to a style of pump that would make the overall operation cleaner and more efficient.
Because of the unique types of binders that are handled, as well as the operators’ requirements for clean, time-sensitive performance, a versatile pump needed to be incorporated, one that is sealless, provides low shear, clean-in-place capabilities and high volumetric efficiencies.
The Solution
The new pump selected for this type of application was one that featured eccentric disc technology. With that in mind, a Mouvex C-Series
Sealless Eccentric Disc Pump — Model C18i, specifically — was installed at the plant. Four years after installation, the pump is still working perfectly. Key to its operation, at the end of the loading process the pump totally drains the inlet hose, mobile tank, and outlet pipe, and since the C18i does not have a mechanical seal, there is no risk of product leakage.
The C-Series pump was ideal for this application because of these important design benefits:
• Sealless design in which there are no mechanical seals, magnets, rubber or PTFE diaphragms
• Low shear handling of products with low slip, lower internal velocities and ultra-low agitation
• Clean-in-place capability that allows the pump to be completely drained, flushed and cleaned without disassembly
• High volumetric efficiency that is able to
maintain a constant flow rate at a given viscosity throughout its pressure range
• Good compression performance and the ability to run dry (up to 10 s) enable excellent self-priming capabilities and complete line stripping of suction and discharge lines
• Self-adjusting operation that maintains delivery/pressure performance over time through the use of a self-adjusting disc/cylinder Because of the latter characteristic, eccentric disc pumps can be used as dosing pumps (Figure 1). Since the pump is automatically self-adjusting, it maintains greater efficiency and repeatability over time than traditional lobe or gear pumps.
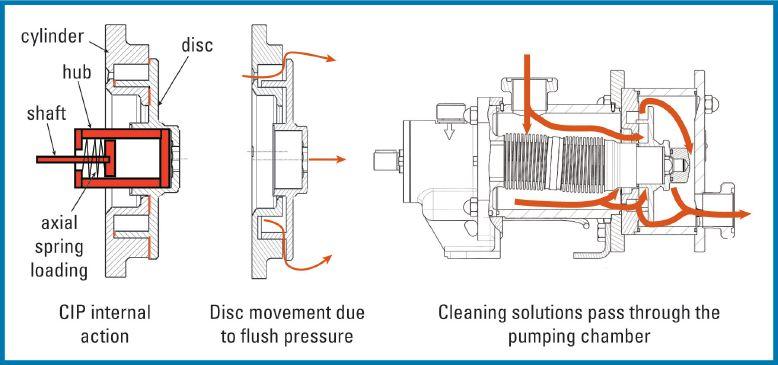
The Technology
Eccentric disc pumps consist of a cylinder and pumping element mounted on an eccentric shaft. As the eccentric shaft is rotated, the pumping element forms chambers within the
The Mouvex Principle: Eccentric disc pumps consist of a cylinder and pumping element mounted on an eccentric shaft. As the eccentric shaft is rotated, the pumping element forms chambers within the cylinder, which increase in size at the intake port, drawing fluid into the pumping chamber.
cylinder, which increase in size at the intake port, drawing fluid into the pumping chamber. The fluid is transported to the discharge port where the pumping chamber size is decreased. This action squeezes the fluid out into the discharge piping.
All C-Series pumps have a shear rate of rate of sec-1 = 0.9 rpm, which is lower than other types of pumps used in paint and coatings applications. This is due in part to the gentle, low velocity action of the disc and cylinder, and the extremely low slip rate of the pump.
Unlike other technologies, eccentric disc pumps do not have required clearances that can cause slip, which is the portion of the pumped product that is forced back to the suction side of the pump due to pressure through the clearances. In C-Series pumps, the discharge pressure exerts itself against the eccentric disc in a way that assists in maintaining axial contact with the cylinder, thus mitigating the usual effect that discharge pressure has on slip in pumps.
It is this low slip between the disc and cylinder that gives the C-Series the ability to selfprime and line strip. These pumps are capable of handling viscosities of up to 10,000 Cp, working pressures up to 130 psi, capacities of 4 to 158 gpm, operating temperatures up to 176°F and a particle-size range of 1 to 3 mm.
Regarding the company’s clean-in-place technology, the C-Series holds 3A Approval Certification and is designed per European Hygienic Equipment Design Group (EHEDG) specifications to be flushed and cleaned in place.
When installed for clean-in-place (CIP) operation, unlike rotary lobe pumps, it experiences no loss of performance due to vertical drain porting. When cleaning, pressure is introduced to the back of the eccentric disc through the pump chamber (Figure 2). When the flush pressure overcomes the spring, the disc moves away from the cylinder, allowing the cleaning solution to pass through the pumping chamber.
This feature allows a relatively large volume of cleaning fluid to sweep through the pump,
providing a thorough cleaning and often eliminating the need for bypass piping for the CIP mode.
Where maintenance is concerned, C-Series eccentric disc pumps consist of very few parts. The cylinder-disc assembly can be replaced without disturbing the suction piping or drive components.
Eccentric Disc Technology vs.Others
Because of all these characteristics, C-Series eccentric disc pumps are able to supply important benefits that pumps traditionally utilized in the paint and coatings market sector cannot:
• Air-Operated Diaphragm (AOD) Pumps. AODs have traditionally been the pump of choice in the paint and coatings market because of their low initial purchase cost. However, some types of AOD pumps are inefficient and require high maintenance increasing their total cost of ownership.
• Gear Pumps. The second-most popular pump choice behind AODs due to their capability of handling higher viscosity ranges. The weaknesses of gear pumps include excessive seal leakage; inability to self-prime; a flow rate that is jeopardized when wear be-
gins; high internal velocities that affect fluid dynamics, resulting in shear; and clearances that result in slip as pressures increase and viscosities decrease.
• Centrifugal Pumps. The primary drawback of centrifugal pumps is their high rate of slippage. Centrifugal pumps typically have lower efficiencies than eccentric disc pumps.
• Lobe Pumps. Lobe-type pumps perform like gear pumps, meaning they have many of the same drawbacks that gear pumps have. Also, the need to seal two shafts doubles the expense of seals and the potential for leakage.
Conclusion
A final benefit of the eccentric disc pump is that it is a multi-use piece of equipment, meaning that it can be used in many applications. In the paint and coatings industry, that could include the pumping of pigments, resins, solvents, and additives. These capabilities help make eccentric-disc technology the perfect solution when faced with the challenges of addressing pump seal, suction, product shear and volumetric efficiency concerns.
Through the incorporation of such unique benefits as leak-free operation and line-stripping capabilities, the eccentric-disc principle makes the pump extremely flexible, allowing the pumping of low-viscosity, high-viscosity, and highly abrasive materials within a single process—all with the same pump.
This makes the C-Series not only a longer-lasting, more efficient piece of equipment, but a multi-tasking one, as well—and possibly the answer for many difficult pumping applications in the paint and coatings industry.
Christophe Jovani is Marketing Communications Manager for Auxerre, France-based Mouvex. He can be reached at christophe.jovani@psgdover.com. Mouvex
www.psgdover.com/mouvex
Operation schematic of a C-Series eccentric disc pump.
The Mouvex C-Series sealless eccentric disc pump was installed at the plant to cope with the environment. Four years after installation, the in-use pump shown is still working perfectly.
DIGITAL TIMER SIMPLIFIES PROGRAMMING AND MAINTENANCE
Omron Automation has announced the digital timer H5CC designed for easier use, programming, maintenance, and user feedback. The improved user interface is said to be intuitive and offers better overall visibility. Replacement time notification function notifies the user of potential preventive maintenance.
Basic features include a white-colour display, up/down keys provided for all six digits, and a 59-mm body depth of all models including screw terminals. The power supply circuit and input circuits are isolated except some models, and therefore, there is no need of any wiring restrictions. Units are equipped with the output ON/OFF Inversion Function.
Omron Automation
www.automation.omron.com
COMPACT PACKAGED CHILLERS FOR EFFICIENT AND RELIABLE COOLING
tomizable Calibration Reports that have the ability to include data such as calibration results, due dates; and Compliance with Industry Standards to ensure that the calibration process meets the requirements of various industry standards such as ISO 9001, FDA, and others.
Prime Technologies www. primetechpa.com
ENVIRONMENTALLY FRIENDLY LUBRICANTS SUITABLE FOR FOOD PROCESSING PLANTS
The Pfannenberg line of high-efficiency Compact Packaged (CCE) Chillers are suitable for a range of commercial and industrial applications. The compact chillers are a suitable centralized and cost-effective solution for use in process control systems, and other applications where precise temperature control and reliability are critical, the company says. The chillers feature the company’s Liquid Solutions technology with optimum corrosion resistance when used with its premix Ethylene and Propylene Glycol coolant. The chiller’s non-ferrous tank design greatly minimizes corrosion potential, additionally extending chiller life. The line of chillers includes the CCE 6301, 6401, and 6601 models that feature 2.4 kW to 6.5 kW capacity. Pfannenberg
PCX is an advanced calibration software from Prime Technologies that helps to automate and optimize calibration processes. With the software, users are said to easily manage their calibration schedules, track results, and generate reports. Benefits include: Automated Calibration Scheduling that schedules and tracks calibrations; Comprehensive Calibration Management which stores all calibration data in one central location for analysis; Cus-
Renewable Lubricants has introduced patented, biodegradable Bio-Air Tool Lubricants said to have better natural lubricity than petroleum-based oils but are safer for employees and the environment. Because they are biobased, and food-grade, the company says there is no danger of polluting the air, water, soil, or work environment with spilled lubricant. Unlike petroleum-based product, it adds, should a leak occur, operators can simply wipe it up and throw away the towels or rags — no reporting is required, nor is expensive disposal. They emulsify water for improved lubricity and corrosion protection in moist conditions. Available in 22 and 32 weights, the lubricants feature low toxicity and super high viscosity index of the HOBS, making them suitable for air tool applications in a wide range of food processing applications.
Renewable Lubricants
www.renewablelube.com
ROBOT HANDLER SPORTS AN INTEGRATED BUFFER AND HYGIENIC CONVEYOR
Rotzinger Group has launched its Robot with an Integrated Buffer and its Hygienic Conveyor for dry cleaning. The integrated platform is said to combine flexibility, compactness, and ease of operation to boost uptime and reduce total cost of ownership. Designed for confectionery and bakery products, the hygienic conveyor is optimized for dry cleaning, ensuring compliance with stringent food safety regulations, the company says. It developed the system to be capable of efficiently picking and placing both unpacked and packed products into various packaging formats, such as cartons, cases, thermoforms, flow-wrappers, and cartoning machines. The platform can be operated by a sole operator, it adds, offering simple changeovers facilitated by recipe selection, which automatically adjusts the necessary parameters. The Hygienic Conveyor provides flexibility in size range, offering width options ranging from 5.9 to 70 in. and length options from 15 to 1377 in.
Rotzinger Group
www.rotzingergroup.com
ELECTRIC ACTUATORS SPORT CORROSION RESISTANT PACKAGE
2- AND 3-PHASE DIN RAIL MOUNT POWER SUPPLIES
The Series 19 smart electric actuators by Asahi/America are available is what is said to be a compact, lightweight and corrosion resistant package. The features include multi-voltage capability, a visual position indicator; an LED light to indicate valve position or fault; auxiliary contacts; and a QR code for access to user manuals. The series also features a corrosion resistant NEMA 4X engineered resin enclosure with stainless steel trim to protect the unit’s reversing, brushless DC motor, and permanently lubricated steel gear train. Available in on/off, modulating, failsafe, and modulating failsafe configurations, and three sizes.
Asahi America
www.asahi-america.com
POWER SUPPLY MODULES ENABLE PREDICTIVE MAINTENANCE IN ATEX ZONE 2
Turck has upgraded the power supply modules of its excom high availability system with two variants for IIoT data. The PSM24-3G.1 supplies power to excom systems in Zone 2/22 while the PSM24-N.1 supplies power to excom systems in the safe area (N system). Compatibility with previous power supply modules is retained. Power supply redundancies can be made from a combination of old and new modules. The additional IIoT data of the new modules is also transferred via the Ethernet gateway modules. The excom features, the company says, have enabled the system to be used in multiple applications in the oil, gas and chemical industry, as well as in the pharmaceutical industry.
Turck Canada
www.turck.ca
VALVE SYSTEM DEGASSES METERING PUMPS AUTOMATICALLY
The Automatic Degassing Valve System from Blue-White is now a standard on the company’s CD1 and MD1 multi-diaphragm metering pumps. The technology is said to eliminate vapour lock risks and the need for external degassing of components. Users can achieve consistent and reliable liquid metering for even the most demanding applications, the company says. For CHEM-FEED CD1 and MD1 multi-diaphragm metering pumps already in the field, easily enhance them with the ADV system check valve kit, it adds.
Blue-White
www.blue-white.com
Carlo Gavazzi has introduced the SPDE power supply series, which are 2-phase (bi-phase) and 3-phase DINrail mount power supplies designed for electrical panels with limited space. The series offers power ratings from 120 to 480 W with 24 and 48 Vdc output, and input voltage range with AC voltage, (2-Ph 180-600 Vac and 3-Ph 320-600 Vac) or with DC voltage (2-Ph 254-848 Vdc and 3-Ph 450-850 Vdc). The series is certified by industry approvals CE, UKCA, UL61010, and EN62368-1. Integrated diagnostics and protection functions such as output short circuit, over current, over voltage, and over temperature provide maximum output protection are included.
Carlo Gavazzi www.gavazzionline.com
REMOTE WALL MOUNTED GAS DETECTORS ARE SENSOR DRIVEN
The Xgard series of remote wall mounted, continuous gas detectors from CEA Instruments use sensor technologies for monitoring numerous toxic, combustible, and other gases. The enclosures are dust tight, water resistant, reliable, the company says, and were designed for either wall or ceiling mounting without the need for additional brackets offering easy installation and maintenance with low cost of ownership. The series is available in several different types for many applications and use in all environments no matter what the classification, it adds. Most of the units have outputs that can be connected to any existing system that accepts 4 to 20 mA outputs when provided with 10 to 30 Vdc power. Portable, personal and wall mounted monitors are available as single and multi-channel for various toxic gases, combustible gases, and oxygen.
CEA Instruments,
Inc.
www.ceainstruments.com
ELECTRO-PNEUMATIC REGULATOR FOR REGULATION AND CONTROL OF VACUUM PRESSURE
ControlAir LLC has announced the Type 1005V electronic vacuum regulator. The regulator is used to control and regulate the flow of air or gases in a system. The device has two solenoid valves, a pressure sensor, and an electronic board for control. The regulator ensures that the vacuum pressure remains steady, the company says, even if conditions change. The unit uses its built-in sensor to monitor and adjust the vacuum levels by controlling inlet and outlet valves. It can be installed in any position. The Type 1005V has a vacuum range of-14.5 to 0 psi. Input signal is 0 to 10 V, 4 to 20 mA, and RS485 Modbus. Monitor output is 0 to 10 V, 4 to 20 mA, and 1 to 5 V. Response time is 0.8 s. Repeatability is ±0.1% full scale, hysteresis ±0.3% FS, linearity ±0.1% FS, and Accuracy is at ±0.5% FS. The ambient temperature range is 0° to 70° C. Flow rate is 22 scfm at full open. The port size is ¼ in. NPT. ControlAir LLC www.controlair.com
DRUM SPILL CONTAINMENT PALLETS FOR THE
Denios has introduced drum spill containment pallets that catch spills, drips, and leaks to keep work areas clean and safe, making them suitable for the safe storage of oils, coolants, acids, caustics, and other corrosive liquids. The pallets feature sealed, seamless processed poly construction that is 100% liquid tight, the company says. Their design redistributes the weight onto load-bearing channels, it adds, optimizing overall capacity. Rugged construction is said to ensure durability against impacts and shocks even, in elevated temperatures, allowing their use indoors or outdoors. Cleanable, durable poly materials are UV resistant and will not rust or corrode and are resistant to most chemicals. Sumps have the capacity to meet EPA, OSHA, NFPC, UFC, and other regulations, and are 100% tested and guaranteed to be leak-free. Design includes forklift pockets that facilitate secure transportation and loading from all four sides using drum lifters, pallet trucks, and forklifts. Available in 2- or 4-drum capacities, they can be supplied with no grating, a galvanized grate, or poly grating.
Denios www.denios-us.com
SLURRY KNIFE GATE VALVES DESIGNED FOR ISOLATION SERVICE
DeZurik KSL-SD slurry knife gate valves are designed for on-off (isolation) service for applications consisting of abrasive, high solids content, wet or dry media. Valves are suited to applications in the mining, power, and aggregate industries. The valve features a short body design with narrow face-to-face per MSS SP-81 and are available in sizes 2 to 24 in. with larger sizes available on application. Temperature ratings to 81°C as standard, and up to 150°C with high temperature optional seat materials. Standard pressure rating on 2- to 16-in. valves is 150 psi CWP and 18- to 24-in. range is 100 psi CWP, with higher pressures available with optional gate materials. Depending on the application requirements, the cast body is available in ductile iron, carbon steel and various stainless steel or higher alloy materials. DeZurik www.dezurik.com
ANALYZER FLOW VERIFICATION RELIES ON SIL-2 RATED FLOW SWITCH/MONITOR
The model FS10A analyzer flow switch/monitor from Fluid Components International is a universal flow switch and monitor specifically designed for gas and liquid process analyzer sampling systems. The sensor element has no moving parts to foul, clog or maintain, the company says. The instrument’s remote configuration is Div 1/Zone 1 FM approved. The flow switch’s set-point is user settable via two push-buttons accessible at the top of the unit or via the RS232C I/O port. Standard configurations will accommodate standard 1/8, 1/4, 3/8 and 1/2 in. tubing as
well as the SP76 (NeSSi) modular manifold. Depending on the tube size, the instrument operates in air/gas from 0.02 SCFH to 200 SCFH, and in water/liquids; from 0.0.01 GPH to 12.00 GPH. It accommodates wide turndowns with a ratio up to 100:1. In addition to its SIL-2 rating, the model features global hazardous area operations approvals including ATEX, CE, CRN, EAC/TR CU, FM, FMc and IECEx for use in Div 2/Zone 2 environments.
Fluid Components International www.fluidcomponents.com
WIRE TRACERS PINPOINT ENERGIZED AND DE-ENERGIZED WIRES, BREAKS, AND SHORTS
The new Fluke 2052 Advanced and 2062 Advanced Pro Wire Tracers are said to troubleshoot energized and de-energized wires accurately and safely in industrial environments up to CAT IV 600 V. Electricians use a wire tracer to locate wires and identify circuits and breakers quickly and accurately. It consists of two parts: a transmitter, which generates a signal and sends it along the wire, and a receiver, which detects the signal in AC or DC current. The wire tracers feature different modes and functions and are designed to protect against spikes up to 8,000 V. The patented Smart Sensor technology (available only on the Fluke 2062) locates and displays energized wires within walls, floors, and ceilings on a high-resolution 3.5-in. colour display. While the tip sensor provides an audible tone when locating wires, the company says, the technology helps visualize and pinpoint the orientation of energized wires, eliminating guesswork. Fluke Corporation www.fluke.com
THERMAL MASS FLOW METER FOR AIR, GAS, AND MIXTURE FLOW MEASUREMENT
Sierra Instruments has introduced the QuadraTherm 640i and 780i thermal mass flow measurement instruments. Accuracy is as good as, if not better than, Coriolis at a fraction of the price, the company says. Units provide mass flow rate, temperature, and pressure measurement with a single device. Unlike traditional two-sensor thermal mass flow meters, it adds, QuadraTherm has four sensors: three precision platinum temperature sensors and one patented no-drift DrySense mass velocity sensor. As a result, performance improvements said to abound as unwanted heat-transfer components are calculated and eliminated. Accuracy ±0.5% of reading. In addition, flow range capability has tripled from 20,000 to 60,000 sfpm, and gas mixing and field compositional compensation is now possible. Sierra Instruments www.sierrainstruments.com
HART MULTIPLEXER
The HART multiplexer software smartLink SW-HT from Softing Industrial, for accessing configuration and diagnostic data, now supports ET200 remote IOs from Siemens and the FDT DTM interface. The software is a Docker container-based software application. It allows access to HART devices connected to remote I/Os that can be reached via Ethernet and requires no additional hardware. The software so far has enabled the use of remote I/Os from Allen-Bradley, Schneider Electric and R. Stahl. The current version 1.30 now also supports ET200 remote IOs from Siemens and the FDT DTM interface. Configuration and diagnostic data are accessed via Emerson’s AMS Device Manager or other HART IP-enabled Plant Asset Management applications.
Softing Industrial
https://industrial.softing.com
COMPACT CHILLING/HEATING DRY BATH FOR ROBOTIC SYSTEMS
Torrey Pines Scientific has announced its EchoTherm RIC40
Peltier-driven, compact chilling/heating dry baths with temperatures settable from 0.0° to 100.0°C. The baths are designed for use with robotic systems. Units are controlled via an RS232 I/O port. The bath measures 4.9 x 3.3 x 3.9 in. (L x W x H) without a sample block. Offered as accessories are mounting brackets for Tecan decks and the broad variety of precision-made aluminum sample blocks. The bath can be set to 0.1°C and is stable to ±0.2°C. Temperature accuracy to ±0.2°C. Each unit comes complete with chiller/heater module, universal power supply, AC line cord for the country of use, RS232 interconnect cable and instructions including the Serial Command Set. All units are ETL, CSA, and CE compliant. Torrey Pines Scientific www.torreypinesscientific.com