



















































For custom stand-alone PLC I/O con gurations that exactly match your application (option module sold separately).
CLICK PLUS PLCs provide the same simple, practical control the CLICK PLC line is known for but with some surprising bells and whistles. Data logging, Wi-Fi connect-ability, MQTT communication, and increased security measures are just a few of the impressive features offered with the CLICK PLUS PLC series.
Using the same FREE streamlined PLC programming software as its predecessor, CLICK PLUS PLCs provide straightforward, no-learning-curve programming. Combine that with a starting at price of just $97.00 and the CLICK PLUS PLC is undoubtedly the unmatched value leader!







Use any CPU with option module(s) as a complete PLC for small systems or expand the I/O with stackable I/O modules for larger applications.


Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada








The role of instrumentation and controls in this industrial revolution.
A look at issues during external audits and reviews of incomplete dust hazard analysis reports.
The right questions at the start of procurement and design can prevent future misunderstandings. 20 Overcoming
Temperature monitoring is one of the most highly monitored process variables in the control industry.









The Canadian Process Control Association is pleased to announce the appointment of two new Directors. With their extensive experience and vision, we are confident that they will provide exceptional leadership and governance and ensure we continue to effectively serve the process control community in Canada. We are excited about the future and the positive impact our new Board will have. Please join us in welcoming them!

Canada’s clean fuels sector’s new capital investments targeting expanded feedstock and clean fuel production capacity by 2030.
Iam very passionate about supporting our country’s resource-based sectors, especially for all my fellow Canadians who live in northern and remote areas and have a great dependence on them to earn their livings. As an editor for various business-to-business publications over my career, I’ve had the privilege of travelling all across Canada to check out logging operations, sawmills, pulp mills, wood pellet plants, quarries, sand and gravel pits, biofuels and bioenergy operations.
No matter where I travelled for a story, be it in Whitehorse; Revelstoke, B.C.; Grand Cache, Alberta; Carrot River, Saskatchewan; Pine River, Manitoba; Kenora, Ontario; Saint Quentin, New Brunswick; Cape Breton, Nova Scotia; Cavendish, P.E.I.; or Gander, Nfld.; you could see and feel the impact the various resource sectors had on their surrounding communities (Note: Remote and northern areas of Quebec were covered by French editors and writers). For this reason, I’ve always enjoyed reading about opportunities and investments taking place in our resource-based sectors that will allow them to continue to grow and add more jobs in areas of the country where they are needed the most.
One of the sectors with a bright future is biofuels and bioenergy. As Canada (and much of the rest of the world) looks for ways to reduce its emissions, biofuels and bioenergy will certainly be sectors of growth.
According to a recent release from Advanced Biofuels Canada (ABFC), the association estimated that in early 2024, Canada’s Clean fuels sector had more than $14 billion in new capital investments targeting expanded feedstock and clean fuel production capacity by 2030, and that the economic output of that sector will grow to $7 billion per year (in 2024 dollars), and support more than 35,000 jobs by that time. This spells opportunity for the suppliers and OEMs active within Canada’s processing sectors.
Another sector where opportunity is set to grow by leaps and bounds for Canada’s process-related companies is mining.
According to The Mining Association of Canada’s article, “Economic Impacts and Drivers for the Global Energy Transition Report Highlights State of Canada’s Mining Industry,” the mining industry contributed $125 billion to the GDP in 2021, or five per cent of the total GDP.
The mining sector was also responsible for 665,000 jobs across the country in 2021, so it’s safe to say the sector is already key to Canada’s economic strength.
With the massive push worldwide for an energy transition towards electric systems and infrastructure, the demand for minerals and metals needed for the construction and maintenance of these systems is expected to spike.
During the Prospectors & Developers Association of Canada’s PDAC 2024 Convention in Toronto this past March, The World Bank’s mining lead Michael Stanley presented its mining industry outlook. During this presentation, Stanley explained that the demand for copper will grow exponentially between 2021 and 2050, and that it is likely to jump by 2.3 times in the 25 years (greatest demand expected to occur between 2030 and 2040).
According to Natural Resources Canada, the country has approximately 900 million tonnes of copper reserves in abundant deposits of sulphide and porphyry. Our country’s mines produced 510,782 tonnes of copper in concentrate in 2022 (an increase of 0.3 per cent from the previous year). While Canadian copper production decreased 17.7 per cent overall between 2013 and 2022 (from 620,989 tonnes to 510,782 tonnes), I suspect the quickly growing global demand for this key metal required for a successful energy transition will stimulate massive growth in this sector over the next 25 years and create new jobs and opportunities for those active in the mining processing sector.
In 2022, Canada’s natural resources contributed 19.2 per cent of nominal GDP (directly and indirectly). This sector is a key component for Canada’s economy and for creating good-paying jobs for Canadians, especially those who reside in the remote sectors of the country.
To those of you active in the resource-based processing sectors, if your company is interested in being profiled in Canadian Process Equipment & Control News, reach out to me, I’d love to write about your operations and share your successes.

Volume 52 No.4 August 2024
Reader Service
Print and digital subscription inquiries or changes, please contact Angelita Potal Customer Service Tel: 416-510-5113
Fax: (416) 510-6875
Email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Audience Manager
Anita Madden
416.510.5183
amadden@annexbusinessmedia.com
Brand Sales Manager Pat Lorusso 416.518.5509 plorusso@annexbusinessmedia.com
Editor Andrew Snook 416.510.6801 editor@cpecn.com
Account Coordinator Barb Vowles 416.510.5103 bvowles@annexbusinessmedia.com
Group publisher/VP Sales Martin McAnulty mmcanulty@annexbusinessmedia.com
CEO Scott Jamieson sjamieson@annexbusinessmedia.com
CPE&CN is published bi-monthly by:
Annex Business Media 111 Gordon Baker Rd, Suite 400, Toronto, ON M2H 3R1 T: 416-442-5600 F: 416-442-2230
© All materials in this publication are copyright protected and the property of Annex Business Media., the publishers of Canadian Process Equipment & Control News magazine.
For permission on reprinting or reproducing any materials, e-mail your requests to cpe@cpecn.com
Canadian Postmaster send address corrections to: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Canadian Process Equipment & Control News assumes no responsibility for the validity of claims in items reported.
Annex Privacy Officer privacy@annexbusinessmedia.com Tel: 800-668-2384
PUBLICATION MAIL AGREEMENT #40065710
Printed in Canada ISSN 0318-0859

Subscription Rates

ANDREW SNOOK, editor editor@cpecn.com





fast, easy and reliable.
When you have a duty to protect the public and property from the danger of natural gas leaks, you rely on ABB. Our laser-based MobileGuard™ and MicroGuard™ solutions detect and pinpoint leaks from pipelines and storage sites within minutes. Highly sensitive OA-ICOS™ laser absorption technology distinguishes between naturally-occurring methane – from livestock or landfills – and gases leaking from a buried pipe or other source. From a vehicle or on foot, ABB offers the first comprehensive solution to assure peace of mind. Contact us at ICOS.sales@ca.abb.com. abb.com/analytical
By Andrew Snook
Tackling challenges related to Canadian Registration Numbers (CRNs) was identified as a top priority at the 2024 Canadian Process Control Association’s annual conference, which took place from May 23 to 25 in Gatineau, Que.
Paul Bastel, CPCA Board Member and strategic project manager for Phoenix Contact, presented a CRN harmonization update to attendees.
The Canadian Registration Number (CRN) is an alpha-numerical identifier which serves as proof that a pressure equipment design has been registered for use by a provincial or territorial regulator. Several years ago, the CPCA joined a consortium to address concerns that the cost, administrative burden, and time associated with the CRN process impede investment, innovation, and product choice. This was accomplished through the Canadian Free Trade Agreement’s table on Regulatory Reconciliation and Cooperation. The CRN for Pressure Equipment Reconciliation Agreement came
into effect on January 2, 2020, allowing for the mutual recognition of the review of pressure vessel equipment.
“The consensus of the members attending the conference showed that more work needs to be done on the CRN issue to harmonize between provinces,” Bastel said. “The CPCA will be forming a task force to address this issue in the near future, and will be seeking volunteers for the task force.”
Anyone interested in joining the CPCA’s CRN Harmonization Task Force, can email: cpca@cpca-assoc.com.
The CPCA also announced two new board members during the conference.
Adam Dello of Thermo-Kinetics (central region sales manager) and Stefano Zambon of Wajax (category management) will be joining the CPCA Board.
The 2024 annual conference also featured a keynote presentation by acclaimed political journalist Paul Wells and industry-related sessions such as:

NETZSCH ANNOUNCES NEW ASSEMBLY PLANT IN CALGARY NETZSCH Pumps & Systems has announced that it is expanding its operations with a new assembly, sales, and service facility located in the foothills industrial area of Calgary. The company stated that the strategic expansion “aims to bring NETZSCH closer to its customers in Western Canada, enhancing local support and fostering closer collaboration with key industries in the region.”
For more than 14 years, NETZSCH Canada has been supporting its Canadian customers from Ontario. The decision to build a facility in Calgary was driven by increasing demand from its customers in Western


Adapting to Industry 4.0; Trends in Energy and the Transition; Off-Duty Conduct; and CleanTech & Green Manufacturing Pulse.
For more information on the CPCA, visit: www.cpca-assoc.com.
Canada, as well as the region’s market potential, particularly in Alberta’s energy sector.
The assembly plant is positioned to serve a wide range of industries including oil and gas (upstream, midstream, and downstream), environmental and energy, food and pharmaceutical, chemical, pulp and paper, and mining. The facility spans 11,500 square feet and is equipped with heavy power and weightlifting capacity, ample yard space, and an inventory to support customer needs.
“This expansion will allow NETZSCH to provide faster shipping of pumps and spare parts, aftersales support, and enhanced training for clients on product features, benefits, and maintenance. The proximity to a large presence of engineering firms in Calgary will facilitate smoother handling of larger projects and allow customers to visit the plant during project phases,” the company stated.
The new facility is located at 5050 76th Ave, Calgary, Alberta, T2C 2X2.
EECOL Electric has announced that it has
acquired Independent Electric Supply (Independent). Based in Scarborough, Ont., Independent has been serving the Greater Toronto Area market since 1921. The company has a staff of 40 people.
“EECOL’s customer-first focus aligns perfectly with our values. This partnership represents the joining of two companies that have both been servicing the electrical market for over 100 years, bringing together a wealth of industry knowledge and resources to better serve customers,” said Bob Branscombe, president of Independent Electric Supply.
“We are thrilled to welcome Independent Electric Supply to the EECOL team,” added Sean Grasby, president at EECOL Electric.
“This acquisition underscores our dedication to serving customers across Canada with unparalleled service and top-quality products from hundreds of premier manufacturers.”
The Mining Association of Canada (MAC) has released, “The Mining Story – Canadian Mining Industry Facts and Figures,” a report
that provides an overview of current trends in Canada’s mining sector based on the latest statistics and analysis.
The current state of mining and the Canadian economy is strong. In 2022, mining, quarrying and oil and gas extraction represented 7.8% of Canada’s gross domestic product (GDP). The sector made up a larger portion of Canada’s economy than finance, construction, transportation or retail trade. The mining sector includes extraction, mining services, primary metal/ mineral manufacturing and downstream metal/mineral manufacturing. Each of these areas saw substantial increases in contribution to Canada’s GDP in 2022.
Extraction contributed $45 billion to GDP, an increase of 21% from 2021.
Mining services contributed $10.1 billion to GDP, an increase of 50% from 2021.
Primary metal/mineral manufacturing contributed $23 billion to GDP, an increase of 13% from 2021.
Downstream metal/mineral manufacturing contributed $30.4 billion to GDP, an increase of 23% from 2021.
“The rebound in mineral and metal production is great to see, after a lengthy period of lower commodity prices,” said Pierre Gratton, MAC’s president and CEO. “As Canada and its allies seek to secure critical minerals and other mining products for the future to address national security and climate change goals, these numbers also tell us about how much wealth can come to Canada if we build out our mineral endowment.”

Canada produces more than 60 minerals and metals through its mining activities. The total value of Canadian mineral production in 2022 was $74.6 billion, up from $58.6 billion in 2021. This growth was led by increases in production values for non-metals and coal. The total value of mineral and metal production has quadrupled since 2000. Canada is among the top producers of metals and non-metallic minerals in the world. It is the top producer of potash, second largest producer of niobium and uranium, and third largest producer of precious diamonds and palladium (by metal content). To provide the resources that are required to accomplish our transition to a low-carbon economy, Canada must create an investment and regulatory environment that works. Over the past few years, the mining sector has heard positive commitments from the federal government,
including the Canadian Critical Minerals Strategy, Fall Economic Statements, and the 2022, 2023, and 2024 Budgets. These measures, and the enhanced collaboration with allies in the European Union and U.S., are encouraging – but the true measure of success lies in the effective and efficient implementation of policies that will speed the delivery of Canadian minerals and metals to the global markets that are clamoring for them.
“The mining industry is an engine of Canada’s economy, but current demand for
our natural resources presents us with opportunities on a scale we’ve never seen before –efficient and effective collaboration between government, industry, and all communities of interest will ensure that our industry continues to benefit all Canadians,” added Gratton.
The report proposes a number of recommendations that will enhance the Canadian mining sector’s competitiveness, including investments in areas like:
Mineral processing – In order to remain competitive, Canada should enhance domestic

levels of mineral production through investment in mining and mineral processing.
Exploration – In order to increase mineral production, Canadian governments should undertake comprehensive mineral resource assessments so they can include mineral potential in regional assessments and land management decisions. This is particularly true of northern Canada, where the potential for new discoveries is high.
Infrastructure – Substantial investment in building the economic backbones of road, rail, power lines and communication lines will ensure that Canadians can benefit from the rich natural resources of our country. Enhanced infrastructure investments are particularly important to Canada’s North where the infrastructure deficit brings significant challenges.
Workforce – The demand for skilled labour is increasing, and recruiting and retaining a diverse, skilled and knowledgeable mining workforce is essential. Given the key role Indigenous peoples in particular play in Canada’s mining sector, the federal government should continue to support Indigenous skills training programs, including the Indigenous Skills and Employment Training Strategy.
For more information on MAC’s “The Mining Story – Canadian Mining Industry Facts and Figures” report, and its associated policy recommendations, visit: https://mining.ca/resources/ reports/facts-figures-2023/.
Source: MAC.
The Board of Directors of Workplace Safety North has officially appointed Mike Parent, CRSP, CSP, as its president and CEO. Parent, who stepped into the interim role in September 2023, has now been confirmed in the position.
With a background as a paramedic, miner, mine rescue volunteer, and mining health and safety manager, Parent brings a wealth of experience to his new role. He has been a pivotal figure at WSN since 2015, serving as vice-president of health and safety services, and interim president and CEO. Parent’s extensive tenure within Ontario’s prevention system has cemented his reputation as a collaborative leader dedicated to health and safety advocacy. He aims to enhance the WSN legacy by spearheading a strategic plan that continues to ensure the well-being of every worker.
“I entered the health and safety field
to make a difference,” says Parent. “Now, as president and CEO, I have the chance to impact safety on a provincial scale.”
During his time as a senior leader, Parent led a team of mining health and safety consultants, trainers, and specialists. His industry expertise is set to drive innovation in the provincial mine rescue program, as well as in the development of health and safety products, training programs, and outreach initiatives for Ontario’s mining and forest products sectors.
“We are delighted to welcome Mike as the new president and CEO of Workplace Safety North and Ontario Mine Rescue,” says Lydia Renton, Chair of the Board of Directors. “Mike’s proven track record in occupational health and safety, coupled with his strategic vision and leadership skills, make him the ideal choice to lead our organization into the future.”
A new era in health and safety Ontario’s health and safety landscape is evolving, with a renewed focus on proactive research aimed at reducing workplace risks.
“WSN Health and Safety Specialists and Mine Rescue Officers are dedicated to helping companies assess risks, prepare for emergencies, and comply with legislative requirements,” notes Parent. “Our vision remains that every worker returns home safe and healthy at the end of each workday.”
Univar Solutions, a leading global solutions provider to users of specialty ingredients and chemicals, recently announced the grand opening of its new distribution facility in Abbotsford, B.C. The new site is located near Univar Solutions’ facility in Pitt Meadows, B.C.
The company stated that the two sites combined will “support more growth opportunities for suppliers in the region and enhance the quick and safe delivery of products to customers in Western Canada, with a reduced carbon footprint.”
“We are excited about the growth opportunities and modern capabilities afforded to us via this new facility,” stated Chris Halberg, senior regional vice-president of chemical distribution for Univar Solutions in Canada. “Designed with the principles of our sustainability commitments embedded throughout, our ability to deliver products more quickly and safely when and where they are needed will offer strategic efficiencies for our suppliers and customers.”

The company stated that the Abbotsford facility aligns with the company’s long-term sustainability commitment to achieve net-zero emissions by 2050.
Protein Industries Canada recently announced that its inaugural CEO, Bill Greuel, is leaving the organization to take on the role of Deputy Minister of Agriculture with the Government of Saskatchewan.
Greuel has been with Protein Industries Canada since October 2018. His final day will be July 31, 2024.
“Bill has demonstrated strong
leadership to Protein Industries Canada and has been instrumental in our success to date,” said Chair of the Board of Directors Tyler Groeneveld. “Under his leadership the organization has grown from one employee to 26, and currently manages investments worth more than half a billion dollars. We are grateful for Bill’s leadership and wish him well in his new role.”

An interim CEO will be announced in the coming weeks. Protein Industries Canada stated that a CEO Search Committee comprised of members of the Board of Directors and chaired by Annette Revet, chair of the Governance and Nominating Committee, is already in place, and that an executive search organization will be employed to assist with the search.
Gay Lea Foods announced it has entered into a letter of intent to sell Thornloe Cheese to Mississauga, Ontario-based Triple “A” Cheese. The letter of intent is a non-binding, tentative agreement, which provides Triple “A” Cheese the opportunity to secure financing to construct a new cheesemaking plant near the current location. The proposed terms of sale would see Triple “A” Cheese acquire
all Thornloe Cheese assets, including the plant, brand, cheese recipes and plant supply quota.
While this is a private sale and financial terms will not be disclosed, the organizations have agreed to a significantly advantaged sale price for the buyer, as well as deferred payment terms.
“We are pleased to have found a buyer with an innovative vision for Thornloe Cheese,” said Suzanna Dalrymple, president and CEO, Gay Lea Foods. “The current Thornloe Cheese plant requires significant investment and is no longer financially viable. We believe a different concept, and a new facility, are needed for the brand to thrive in Northern Ontario, and we’re hopeful the considerable effort invested in this project by both organizations will deliver that outcome.”
The new concept for Thornloe Cheese is likely to include:
- A larger cheese manufacturing facility, with greater milk receiving capacity, on a more suitable local property, serviced by municipal water supply and wastewater treatment.
- A tourist and local destination at the new location, complete with a fresh food store, coffee shop or deli restaurant, party rooms, and a vibrant patio and outdoor space.
- Re-purposing the existing Thornloe Cheese location as a cold storage facility.
Triple “A” Cheese envisions its new operations would eventually employ more than 100 people (double the prior Thornloe Cheese employee population), while providing a permanent facility to process local dairy farmers’ milk.
“All of us at Triple “A” Cheese are excited by the prospect of turning this beloved, local brand into a destination that serves the community and attracts tourism to Northern Ontario,” said Stefano Camaiani, president and CEO, Triple “A” Cheese. “We must caution, however, that this is an ambitious project and there are no shortcuts. A new facility is needed and comes with significant funding requirements. There remains much work to be done.”
A key priority is to secure financing to purchase land and build the new facility. Gay Lea Foods is supporting Triple “A” Cheese in discussions with financiers, including government agencies, to determine their interest in investing in this new concept.
“This has been a collaborative sale process with both parties working toward a common objective,” said Dalrymple. “We are pleased to support Triple “A” Cheese in its efforts to bring
this exciting new venture to fruition and are hopeful of a positive outcome for local Gay Lea Foods members and the community.”
If financing efforts are successful, the companies expect the sale would close in 2025, with the new plant to open in 2027 or 2028. Triple “A” Cheese will also explore the possibility of restoring limited interim cheesemaking at the current Thornloe plant, using equipment repurposed from its operations.
All aspects of the sale are contingent upon Triple “A” Cheese securing funding to build a new dairy plant near the current Thornloe Cheese location.
Gay Lea Foods will continue skimming grassfed milk at Thornloe Cheese until October 2024, as it has done since the plant stopped making cheese in October 2023. This premium milk is currently being used to make grassfed butter, with the skim used as part of the conventional milk supply. In October, Gay Lea Foods will stop receiving grassfed milk at Thornloe Cheese, but will continue paying farmers the grassfed premium until March 31, 2025.
Gay Lea Foods and Triple “A” Cheese will update the community as more is known about the sale of Thornloe Cheese, but encourage patience, as funding such an ambitious project takes time, and the outcome is inherently uncertain.
Source: Gay Lea Foods.
Warren Controls has announce the assignment of JA Moody as its exclusive MRO Military Distributor managing all government bids and sales with the US Government Supply System (DLA/ DCA). For over 50 years, JA Moody has been a highly trusted maritime supplier with service offices strategically located near Navy shipyards. Moody Marine Service has been operating for over 20 years providing service on a wide variety of valves, actuation, and control devices. They will be authorized to service and repair Warren Controls’ valves once they have completed factory service training later this year. Warren Controls is very aligned with JA Moody’s goals of quality service and prompt support of this veteran-owned business.
Nidec’s U.S. MOTORS division recently promoted two long-time staffers to senior roles. Cory Kniepp is now director of strategic planning and
marketing operations, and Patrick Hogg is senior marketing director of industrial OEMs and distribution.


In his new role, Kniepp will support growth initiatives, collaborating with senior management in shaping business strategy and conducting data analysis to ensure continued alignment with goals. He was previously director of marketing operations. Kniepp joined Nidec in 2017 as a market manager. He holds a Bachelor of Science in general engineering from the University of Illinois and an MBA from Southern Illinois University-Edwardsville.
Hogg will continue to lead the company’s industrial pumping, distribution, and general industry markets, along with a stronger focus on business development for these and other growing markets in the industrial segment. He has been with Nidec for over 16 years (including when U.S. MOTORS was part of Emerson). In that time, he has moved up from engineering co-op through customer design marketing and product management.
For the past three years, Hogg has been director of marketing for the industrial markets. He holds a Bachelor of Science in mechanical engineering from Southern Illinois University-Edwardsville and an MBA from University of Missouri-St. Louis.
CNC Flow Control, a premium North American provider of flow control solutions and high-quality valves and hammer unions, recently announced its acquisition of Edmond, Okla.-based Mako Products, LLC, a U.S. master distributor of tube and instrumentation fittings, stainless tubing, ball valves, needle valves, and relief valves. Financial terms of the transaction were not disclosed.
“The owners of Mako have built a highly regarded customer-centric and national distribution organization that we have long admired,” said Todd Hamlin, president and CEO of CNC. This transaction is evidence of our strategic focus on growing CNC into a leading flow control franchise as Mako will complement CNC’s legacy flow control valve product offerings in energy and industrial applications with high value product offerings and deliver new end-market verticals such as aerospace and semiconductors. We are excited to add Thad Shaw along with the core Mako team to our organization and look forward to a seamless integration and enhanced customer experience to both of our respective customer bases.”
By Ryan Kershaw
Much of the focus of Industry 4.0 tends to be on the enterprise side of the organization with ERP, MES, Cloud and other IT-type technologies being closely associated with this latest industrial revolution. Even when shop floor technologies are discussed, the focus ends up being on the latest and greatest robots, cobots, AR, and VR. However, some of the most enabling pieces of equipment, instrumentation and controls, tend to be overlooked even though these pieces of equipment allow the virtual world to directly interact with the physical world.




Industrial revolutions typically see changes in three dimensions: people, processes, and technology. For instance, The First Industrial Revolution saw the introduction of the factory system as the new process, while The Second Indus trial Revolution saw the introduction of the modern assembly line. The Second Industrial Revolution saw the rise of the shift worker, the third saw the rise (and eventual fall) of the middle class. Finally, over the eras, technology evolved from the steam engine to electricity to the microchip. The Fourth Industrial Revo lution is no different with advances in processes and technology, and a new workforce ready to step in to take advan tage of it all.






Two major trends are becoming more apparent: Workers aren’t staying in their jobs as long and the next generation is used to technology that is way ahead of the technology many manufacturers employ. From the technology standpoint, Gen Z, the newest generation entering the workforce, has always had the internet, and grew up as user interfaces became easier to use. The next generation, Gen Alpha, will be a purely digital generation. Not only will they have always had the internet, but they will always have had Apple-like devices with touchscreens, apps, and extremely well designed and








The Connected Frontline Worker initiative centres the worker and builds technology around them. Though this provides the flexibility that the next generation is looking for, it can also lead to information overload.
























responsive user interfaces. There are many videos online about the newest generations trying to use outdated technology like rotary phones, VHS tapes and Walkmans. Funny to watch online, but how much factory floor technology is from that era? The next generation also has higher aspirations and expectations for their jobs. They are not content to toil away for a paycheque. They want work that is meaningful, where there is the potential for career advancement, and a workplace that is flexible. While companies’ management is needed to address the first two items,
flexibility can be addressed through the use of technology. One leading area that is providing flexibility is the Connected Frontline Worker. This initiative centres the worker and builds technology around them. This provides the worker with the information that they need when they need it. Though this provides the flexibility that the next generation is looking for, it can also lead to information overload. Organizations need to be selective about the information that they send. This is not a new problem and there are many parallels between this and the basis for alarm management programs. In both



cases, too much information is definitely a bad thing.
While automation can help to address many of these issues, should it be implemented or will it end up killing jobs? Yes, some jobs may die (gone the way of the elevator operator), but there is still a gap between jobs and workers. As of 23Q3, the job vacancy rate via Statistics Canada for the manufacturing sector stood at 3.2%. This may not sound like much, but it was still over 50,000 jobs, and while the number had decreased over the previous year, it was also accompanied by a 11% increase in hourly wages for the sector. Coupled with regular predictions of a major number of retirements coming, CME (Canadian Manufacturers & Exporters) had greater than 25% of the workforce aged 55-plus in their November 2023 report, and automation can’t come quick enough.
The impact on the instrumentation and controls (I&C) sector is pretty clear. First, old technology is going to look really old to the next generations, so newer tech-
nology will not only work better but could help attract the next generation of workers. Second, due to high turnover, I&C suppliers may end up knowing the process better than some of the manufacturing employees. I&C techs could provide significant value by maintaining and repairing equipment faster and better than the plant technicians. Finally, less available workers that are more expensive means manufacturers must be more productive with less; automation can make this happen and I&C is a key part of this.
While technology may hog the limelight in most industrial revolutions, the process changes that accompany these technological leaps can have an outsized impact. For instance, companies were using electricity to manufacture products at the beginning of the second Industrial Revolution, but it wasn’t until Swift & Co. in Chicago started using electricity to drive the “disassembly line” at its meat packing factory, which took a complete
product and turned it into many pieces. Visiting Ford engineers figured that if they reversed the process, they could start with many pieces and end up with a complete product, and the rest they say, is history.
“Too many failed changes start with technology. This is typically referred to as Shiny Object Syndrome.”
So, what do the process differences look like between an I3.x company and an I4.0 company? The best example of this is to compare Uber with conventional taxi companies. Uber leverages the sensors in phones to determine the location of a pick-up and the location of a car. It then allows the driver to accept or reject a pickup and the client to pay via the app in
a seamless experience. Quality is handled by a simple star rating system, where both the driver and the client can identify issues. Taxi companies, on the other hand, still rely on a dispatch system, using a person to determine where the cars and the pick-up are. Customers pay via cash or credit after the trip and quality is handled by complaining about either the customer or the driver later, typically only if there are significant issues.
This brings up another difference between I3.x and I4.0 companies: How they change. An I3.x company like a taxi company can’t improve its way out of I3.x and into I4.0. It may improve itself by adding automated dispatching, tap payments, and an online review system, but those measures are only taking partial advantage of the technologies available whereas Uber has been able to take full advantage, allowing it to be much more productive. Moving from an I3.x company to an I4.0 company requires transformative, not incremental, change
In this dimension, I&C needs to
24_006362_CPECN_AUG_CN Mod: June 18, 2024 10:56 AM Print: 07/05/24 page 1 v2.5




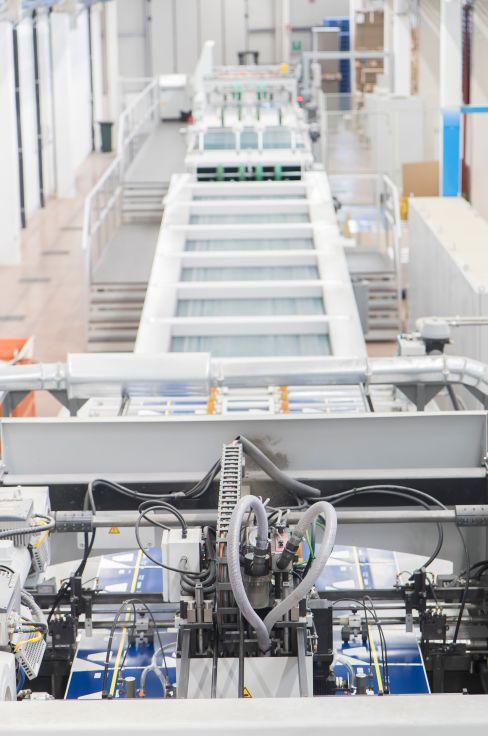
Industrial field devices have become smarter and transmit more information than ever, providing organizations with a better view of the situation on the factory floor.
be seen as an enabler of a process rather than the starting point of change. Too many failed changes start with technology. This is typically referred to as “Shiny Object Syndrome.” Technology can have an impact, but without a well-designed process to guide its implementation, progress will end up a meandering path.
AI is cool. GenAI is so much cooler. The possibilities of having something that can communicate in a natural language and sort through a sea of data in an instant seems like nothing short of a miracle. A vision of this can be seen in a presentation that Schneider Electric gave at their investor conference in late 2023 showing off their new CONNECT platform. In this simulation of an owner of a fleet of wind turbines, they were able to show how a question could be asked about the health of the fleet and which turbines might be bringing down the average. After that, a question was asked about what maintenance would be required to fix the lagging units. The system was able to show the top five units that fell towards the bottom of the fleet in terms of performance and then provide the maintenance routines and guides for bringing them back up to average. The application may have been simulated, but the excitement was real. The question then is, how does an organization get there?
ISA95 has long been the standard upon which companies build their architecture. While it has worked well and allowed companies to scale to significant levels, it is almost 30 years old (fun fact, ISA95 was first published in ‘95). Those within ISA are working to update it, but others have also brought different architectures that look to address some of its shortcomings. The Unified Namespace (UNS), the DataHub, or whatever other names it might have all point to a similar architecture, a centralized data operations hub with connections to all points in the
organization and even some outside of it. In commercial and residential areas, the rise of IoT (Internet of Things) has allowed data to flow freely from smaller devices, allowing data to be used by manufacturers and users to improve products and operations. One of the best and earliest examples of this is the Nest Thermostat (now part of Google). This simple device leverages its connectivity to reduce energy costs, allow for product improvements, and even help to reduce the energy load on the grid. As this type of connectivity has made it into industrial applications, the term IIoT (Industrial Internet of Things) has started to become more common. Due to operational restrictions, there are differences between IoT and IIoT, mostly around security and how the devices connect to the wider world, if at all. However, this hasn’t stopped IoT devices from having an influence on their IIoT cousins. Industrial field devices have become smarter and transmit more information than ever, providing organizations with a better view of the situation on the factory floor.
In parallel to IIoT, edge devices have also become more common in manufacturing applications. While IIoT devices are single devices that allow for data to be used in more places, edge devices typically connect a larger number of more commonly seen devices such as PLCs to larger systems. While these systems do not directly control an application, they can be used to optimize applications by adjusting parameters in connected control systems. Edge devices are also used to provide on-site application hosting (i.e. vision and ML/AI applications) which can reduce latency and are used to filter and clean data used for enterprise applications.
be upon us, many companies still have a way to go before they get there. While there may be questions about how far along manufacturing is in this change, one thing is certain: Instrumentation and controls will be central to companies getting to I4.0. The dream of I4.0 is manufacturing that is productive, automated and flexible. Proper use of instrumentation will allow these manufacturing applications to take
in better and more accurate information and proper controls will allow manufacturing to better control its output. Because of this, the future is bright for the instrumentation and controls sector.

With this rise in connectivity, so too has there been a rise in data quality issues. In industrial applications, this includes common issues such as poor data, unreliable data, and intermittent data. A less common data quality issue is related to data contextualization, which refers to assigning meaning to the incoming data, such as tying data to a source or providing units to a number (i.e. psi, temperature). This issue is much more impactful when trying to scale a system beyond a single application, hence why it has become more visible with the rise of I4.0.
Overall, I4.0 is all about the data and I&C is the source and user of much of the data that will be generated in an automated system. This means that sensors that provide additional data will be more valuable than those that only transmit a single variable. Controls that can take in and feedback data will allow for more optimization than those that can only manipulate a variable. However, data hygiene will be required for these sinks and sources to take full advantage of this new system.
Summary
While the Fourth Industrial Revolution may








By Andrew Snook
At the 2024 Global Dust Safety Conference, Diane Cave, eastern lead for Element6 Solutions, presented, “Top five mistakes identified during external audits and reviews of incomplete Dust Hazards Analysis (DHA) reports.”
Based in Halifax, N.S., Cave has spent more than 20 years working with dust collection systems, covering all aspects from existing system retrofits, new system designs and installations, and hood/ ducting designs, for a variety of applications including sawmilling and wood processing, grains and feeds mills, carbon black, paints, pigments, rubber manufacturing and more.
Here are Cave’s top five DHA report mistakes based on her experience:
#5
The first mistake Cave identified was too much filler in the DHA re-
ports. One example she touched on was unnecessary multi-page resumes.
“You should verify or qualify as to why you are a qualified person. That can be done in five, six sentences, maybe half a page if you want to stretch it out. It doesn’t need to be a nine-page resume and list every article you’ve ever published or every email you’ve ever sent on the topic,” Cave said.
Other examples of filler included the same information being repeated over and over; and details on the sizing of equipment. She added that DHA reports should also not be used as sales pitches or be a regurgitation of the code.
“It’s a methodical examination,” Cave said. “It is ways of suggesting mitigating danger… and its objective is to review and communicate the results.”
#4
Poor identification of hazards
Cave said issues she’s encountered relat-
ed to poor identification of hazards include lengthy discussions on theoretical items (such as pages and pages of a theoretical debate over whether or not inlet isolation is required); and identifying hazards that are not actually DHA-related hazards.
“The hazards of liquid storage in a liquid storage area, we don’t need to know about. Plumbing issues, I mean, we care about fire and sprinkler because that is part of the area that we’re covering, but only pertaining to dust. So, make sure the items within the report adhere to the audit items,” Cave said.
#3 Poorly organized or hard to read DHA reports
Issues related to poorly written or organized DHA reports include problems like equipment being named incorrectly.
“Call it what the facility calls it, not what is randomly listed on a drawing, because it can cause a lot of confusion,” Cave said.
Another issue is when it is unclear what process is being evaluated.
“In the DHA report, there should be quick synopsis as to what the process is that we’re looking at. You don’t know who gets this report. So, you don’t know

how far up the line it goes,” Cave said. Reports not having pictures, or being stuck in an appendix forcing the reader to be constantly surfing through different parts of the report, is another common issue.
“If you have named stuff incorrectly in the report, but then you include a picture, then they know what you’re talking about,” Cave said. “Whether that is specifically on each piece of equipment, or whether that is because an explosion vent is discharging into a walkway, or whether because there’s a hole in a piece of equipment, pictures go a long way at explaining as to what problems and issues are.”
Soft or weak language such as “might consider,” “should think about,” or “should consider,” should not be used in DHA reports.
“If you look at explosion protection, the only option on a vessel is to put suppression on. Suppression is not cheap. And so, if you say, ‘You should consider installing suppression.’ They go, ‘OK, we’ll consider it.’ And then they look at it, they get some price quotes, and then they go, ‘OK we’ve considered it. It’s too much money. We don’t have the money to do it.’ If something is required, then use that language. Get rid of this soft, weak, wimpy language, because it just convolutes what actually needs to get done,” Cave said.
Another type of language that should not be used is overly technical language.
“You can get people lost in the weeds, because remember, these people, whoever is reading the report, isn’t an expert. So, they don’t necessarily want to know the formulas and calculations and whatnot all behind it. And putting all that in a report, you can lose people and they don’t understand what the point is, and what they need to do,” Cave said.
Similar to soft or weak language, non-concise language is another issue.
“If something is required, say that it’s required. If it’s a recommended thing or a good practice, then say that,” Cave said.
One example is having the DHA report simply list codes and standards that have not been met without clearly explaining a path forward.
“So, instead of saying, ‘You need explosion protection,’ it says, ‘Section NFPA 69 section has not been met.’ But then whoever gets the report then has to go back and read it, and find out what that means,” Cave said. “It doesn’t actually say you need to do this or you need to do that. There’s basically no recommendations, and there’s no risk ranking or hazard assessment. So, it’s just kind of a whole lot of ‘blah’ on the page that doesn’t tell you what to do or where to start.”
She reminded attendees that when creat
ing DHA reports, that they’re not about teaching all the intricacies of fire and deflagration hazards, a regurgitation of the code, or a summary of the codes that were not met. DHA reports need to review and communicate results that include defined areas of risk.
“You want to make sure that you give it a risk ranking or a hazard analysis, and put a number beside it. Give the people, ‘This is your problem. This is how bad it is.’ Some
form of where to start,” Cave said. “These people that get the report have a million other things to do, and they’re making product XYZ, and they want to know what the problem is, and then where to start, and then a rough idea of how to get there.”
To learn more about the Global Dust Safety Conference 2024 and future online dust safety conferences, visit: www.dustsafetyacademy.com.


Dust, noise, temperature fluctuations – VEGA developed the VEGAPULS 6X radar level sensor for precisely such conditions. Ideal for all bulk solids and all plant operators who want to maximise the productivity of their processes. VEGA. HOME OF VALUES. www.vega.com/radar
By Matt Hale
Heat exchangers are commonly used for a wide range of purposes in the food industry, from pasteurization, sterilization and evaporation to general heating and cooling. With a wide range of types and designs available from numerous manufacturers, choosing the right solution from the right supplier can seem daunting. However, posing the right questions at the beginning of the procurement and design process can prevent future misunderstandings, and ensure that you arrive at the optimal product or system for your specific requirements. Here are nine key questions to ask any potential heat exchanger supplier:
1. Do I actually need a heat exchanger?
Although heat exchangers are the preferred option for many food processing processes that include heat (pasteurization, sterilization, evaporation, etc.), it is a good idea to consider alternatives. In some situations, a straightforward heating element or refrigeration system may be more suitable. A credible heat exchanger supplier will not try to sell you a solution that you don’t need.
2. What type of heat exchanger best suits my needs?
The simplest option are plate heat exchangers (PHEs), which consist of combinations of plates and gaskets through which the product and the heating or cooling medium move. They are relatively simple and cost effective and do a good job with simple fluids like milk and thin oils. However, for more viscous substances, non-Newtonian fluids and processes requiring high levels of heat transfer, tubular heat exchangers are more effective.
Tubular heat exchangers consist of different combinations of tubes within tubes, and come in different forms, including those with corrugated tubes. Corrugated tubes increase product tur-


bulence compared to smooth tubes (which are more common), which prevents fouling and improves operating efficiency. Corrugated tube heat exchangers are ideal for products with medium viscosity or containing small particles in suspension, such as cream, sauces, etc. For simple fluids, such as milk,
The nature of your product will determine the type of heat exchanger you need.
(Left) Matt Hale, global key account director, HRS Heat Exchangers.
smoothies, and juices, we have multitube designs including the MI Series and the MR Series. As materials become more viscous in nature (such as honey, soups, and creams), then we move up through the range using tube-in-tube or annular space designs such as the DTA or AS Series, respectively.
For high fouling materials and viscous fluids, or those containing large particles such as fruit pieces, scraped surface heat exchangers (SSHEs) are the best choice. Different designs (such as reciprocating or rotary versions) provide options in terms of gentle handling (to maintain product integrity, for example creams or thick sauces) or thorough mixing (mechanically deboned meat, jams, etc.), while maximizing operating efficiency and uptime.
3. Will the heat exchanger cope with my product(s)?
Product features such as viscosity, solids content and texture will all affect thermal and physical behavior in a heat exchanger. Suppliers need to understand product properties, as well as factors such as the required flow rate and tem-
perature change, in order to supply the correct solution. While there may be plenty of existing data and experience for common materials such as milk, other products such as complex sauces or meat products will need specific analysis and solutions.
A failure to understand the product can result in ineffective treatment which could affect product safety, product quality, economic returns, or usability of the supplied equipment. If your potential supplier shows little or no interest in your product(s), it’s worth looking elsewhere.
“A credible heat exchanger supplier will not try to sell you a solution that you don’t need.”
4. How will you design the heat exchangers?
Does the supplier use the very latest scientific information on energy and heat transfer, or is it relying on papers and data which are out of date? While the heat exchanger needs to perform correctly, other considerations, such as ease of installation and maintenance, are also important. A reputable manufacturer will also be able to offer expert insights into the latest technological advancements that could benefit users’ systems process and operational costs.
5. How energy efficient is the system?
The last few years have highlighted the importance of energy costs to businesses, both from an economic and environmental perspective. Some heat exchanger designs are more energy efficient than others (for example, the use of corrugated tubes improves energy efficiency). In addition, heat exchangers may be able to recover heat from the end of the process and re-use it (known as heat regeneration).
Although potential energy cost savings need to be offset against the capital and running costs of the heat exchanger, your heat exchanger supplier should be able to provide details of the efficiency of all aspects of their equipment and offer heat regeneration where it is desirable.
6. Will you supply a complete system?
Some suppliers will only supply components, leaving the customer or a third-party engineering contractor to combine the heat exchanger and control systems with the necessary ancillaries, such as pipework, pumps, holding tanks, etc. Some systems will use a combination of two or more heat exchangers; for example, a simpler system to pre-cool or pre-heat the bulk of the product and then a more specialist system to








perform the main process.
If your heat exchanger supplier proposes a complete ‘plug and play’ solution, then you can be confident that the various components will work together, and the system will perform as expected. You will also have a single point of contact for any maintenance or warranty queries.
7. Do you offer bespoke solutions?
Different materials have different handling requirements and there is no ‘one size fits all’ solution in terms of heat exchanger. That is why manufacturers produce a range of tubular heat exchangers, from simple multi-tube designs through to scraped surface designs that are capable of dealing with high-fouling materials while maintaining product integrity.
However, some suppliers like HRS will go further, allowing you to specify particular brands of components or controllers – for example, to comply
with existing factory maintenance contracts or traceability systems. If necessary, you should ask your potential heat exchanger supplier how much influence you, as the client, have on the final design and construction of the system.
8. How easily will the system integrate with my current operation?
Following on from the question above, operation and maintenance will vary according to the type of heat exchanger chosen, its design, and the environment in which it is used. Involving your engineering and hygiene teams at an early stage can ensure that your new heat exchanger system is fully integrated with the rest of your facility.
For example, how complicated is it to access key components and what are the costs of routine spare parts such as seals and gaskets? For double and triple tube heat exchangers, is it possible to remove individual tubes without dismantling the entire unit, and is it pos-
sible to service parts of the unit without shutting down the whole process? These factors will have a key impact on how much the heat exchanger costs to service, both financially and in regard to the time and resources required.
9. What aftersales support do you offer?
Does your potential supplier offer features such as extended maintenance and servicing? Would you be able to take advantage of any future upgrades, such as improvements in tube design? It may not be essential to deal with a company which is based locally, but you should investigate how well they deal with other clients in similar circumstances and what their support offering looks like in your particular country.
Also, what role does the heat exchanger manufacturer play in installation and commissioning? What training is provided for operators and engineering staff? Is equipment fitted with remote access and monitoring systems so that the manufacturer can access key information and metrics and, when necessary, log on and discover any potential issues and quickly identify their resolution?
If a potential supplier becomes defensive or is unable to answer any of the above questions (or any other questions that you may have before or during the procurement process), then it may well be time to look for another supplier. However, if a company is happy to engage with you and is open and transparent when responding to your questions, then this bodes well for a good working relationship, leading to the supply of a heat exchanger which will meet your specifications and work reliably for many years to come.
Matt Hale is the global key account director for HRS Heat Exchangers.

The XP3i digital pressure gauge delivers unmatched accuracy with “0.05% of reading” and “0.02% of full scale”, or “0.05% of full scale” accuracy levels, covering a wide pressure range up to 10,000 psi. Its ultra-rugged, intrinsically safe design replaces multiple test gauges. Enhanced with USB-C, Bluetooth, and a free mobile app, the XP3i ensures seamless data sharing. Optional DataloggerXP upgrade records 200 million data points. The new CrystalControlWeb cloud software allows users to upload, share, and customize data effortlessly. Experience precision and convenience with the XP3i, ideal for any challenging environment. Cameron Instruments https://cameroninstruments.com

AutomationDirect has added new discrete and relay I/O expansion modules to the Productivity PLC family. For the Productivity1000 PLC series, a 4-channel, high current relay output module is now available. This module provides up to 7A/point for both DC and AC control circuits and features four Form C (normally open/normally closed) contacts. For the Productivity2000 PLC series, a 6-channel, high current (7A/point) relay output module is available. A 16-point low voltage discrete input module and a 16-point low voltage discrete output module have also been added. These modules work with devices that utilize transistor-transistor-logic (TTL) and voltage levels ranging from 3.3 to 5 VDC. All modules come a



two-year warranty.
Automation Direct www.automationdirect.com

KROHNE OPTIWAVE 7500 RADAR LEVEL TRANSMITTER
KROHNE’s OPTIWAVE
7500 radar (FMCW) level transmitter is designed for demanding liquid applications such as narrow tanks with long nozzles or where internal obstructions such as agitators or heating coils are visible. This technology provides an ideal solution for a wide range of level monitoring and measurement applications across a range of industries. With a small beam angle and negligible dead zone, this 2-wire 80 GHz FMCW radar is the optimal choice for continuous, non-contact level measurement in both extremely small or very high tanks (up to 100m/328 ft.). The level radar signal can even pierce through tank roofs made of non-conductive materials to achieve pristinely accurate measurements. The product can measure various
continued on page 24












By Bob Myles
Temperature monitoring is a critical factor and one of the most highly monitored process variables in the process control industry. Monitoring temperature is essential to ensure optimal performance, safety, and even compliance with various regulations. Traditional temperature monitor systems often rely on sensors such as RTDs or thermocouples, directly coupled to a dedicated temperature transmitter, which can get costly and complex to install and maintain, especially when a large number of points need to be monitored within an area. However, thanks to advancements in process control instrumentation there are now high-density temperature monitoring systems that can leverage Ethernet connectivity, offering significant improvements in data transmission speeds, efficiency, and cost savings. This whitepaper explores the benefits of high-density temperature monitoring systems compared to traditional temperature monitoring systems with a focus on the TCS Temperature Concentrator System used with the HES HART-to-Ethernet Gateway System demonstrating how they can improve efficiency and throughput speed in temperature monitoring systems.
Within the process control industry, precise temperature monitoring is crucial not only for ensuring product quality but also for safety reasons as well. Temperature may need to be monitored at different ranges within several different parts of a facility, requiring the need for many different types of thermocouples and RTDs connected to dedicated temperature transmitters for each zone or point that needs to be monitored. This brings several challenges including complex wiring and installation, costly and long lead wire extension cables, high cost of dedicated transmitters per point, and often space limitations for temperature transmitter installations.
One of the biggest aforementioned challenges of a temperature monitoring system that doesn’t utilize a high-density concentrated monitoring solution is the complex and costly wiring and installation of the overall system. A traditional non-high-density monitoring system would re-
quire an extensive wiring infrastructure, with each temperature sensor connected to a dedicated temperature transmitter via individual wires for each pairing. This can result in a maze of cables that need to be carefully managed and installed. The complexity only increases with each sensor type and transmitter within the monitoring system, leading to time-consuming installations, more potential for errors, and maintenance challenges as the equipment and extension wire age. Incorrect wiring within the system can lead to faulty temperature readings and sometimes even damage the monitoring equipment. When an issue arises within a large temperature monitoring system with extensive wiring, locating the exact source of the problem can be challenging which can lead to longer repair times and thus increased downtime.
The cost implications within a traditional temperature monitoring system that involves temperature transmitters can also be significant. The need for multiple temperature sensors, transmitters, and extensive wiring translates to high initial setup costs. Each temperature transmitter not only adds to the overall cost of equipment but also requires additional power and space. Ongoing maintenance cost is another concern as routine maintenance of equipment is necessary to ensure accurate readings and operation. Some examples of maintenance of the sensors and transmitters can be calibration of transmitters, replacement of faulty sensors or transmitters, and inspection of the complex wiring, which all incur costs. Additionally, the power consumption of several transmitters adds to the overall operational expenses, either through multiple regulated bulk power supplies and marshaling cabinets or higher-end control system cards that provide loop power to the transmitters, all of which directly increase the overall cost of the system.
Managing data from numerous temperature transmitters in a traditional temperature monitoring system also has its cost and configuration challenges. Each sensor-transmitter pair must be wired back to a centralized control system such as a BCPS (Basic Process Control System) or PLC (Programmable Logic Controller), creating high costs including analog input cards and lots of copper twisted pair. Once wired, all control system inputs need to be configured and ranged, tagged, and assigned to an input register.
Consider a chemical plant that needs to monitor 100 temperature points within its processing facility. In a traditional temperature transmitter-based monitoring system, each of the 100 temperature sensors would need to be
individually wired to a temperature transmitter, potentially involving hundreds of meters of cable and wiring through the plant. This requires significant labor and time. With each transmitter costing multiple hundreds or even thousands of dollars, the initial setup of just the transmitters alone could easily exceed costs in the tens of thousands of dollars. Once set up, each temperature transmitter requires detailed configuration and documentation within the control or monitoring system. If the temperature transmitters have to be installed in hazardous areas, expensive explosion-proof housings or a complex intrinsically-safe network of barriers and marshaling cabinets must be designed and procured, further leading to higher ongoing maintenance overhead and costs.
The traditional approach to temperature monitoring in the process control industry involves several challenges that not only drive up the initial setup and ongoing maintenance costs but may also complicate the monitoring system’s management while reducing operational efficiency. Addressing these issues can be accomplished with a more efficient and cost-effective temperature concentrator or remote I/O system such as the TCS Temperature Concentrator System.
OVERCOME TEMPERATURE MONITORING CHALLENGES WITH REMOTE I/O
The challenges of a traditional temperature monitoring system can be effectively addressed using a high-density temperature monitoring system such as the TCS Temperature Concentrator System from Moore Industries. The TCS consists of a TCM Temperature Concentrator Module used alongside a HMC HART-toMODBUS Converter or a HES HART-toEthernet Gateway System. This system allows efficient and cost-effective transmission of all temperature process variable signals over MODBUS-RTU, MODBUS/TCP, or HARTIP digital networks, immensely reducing wiring requirements. Each TCM has 16 I/O channels allowing up to 16 sensors to connect to one TCM. When the TCM is used with the HMC HART-to-MODBUS Converter, two TCMs can be connected to each HMC allowing these three modules to do the work of 32 temperature transmitters at a fraction of the cost and setup time. (See Figure 1 below for the setup of the TCS with the HMC.) If your facility has an Ethernet backbone available, consider using the HES HART-to-Ethernet System with the 16-channel TCMs. The HES allows up to eight TCMs to be connected to it thus replacing 128
temperature transmitters with just nine modules. (See Figure 2 below for the setup of the TCS with the HES.)
One of the primary benefits of a concentrated system like the TCS is cost reduction. Traditional systems require a separate temperature transmitter for each sensor, leading to high equipment costs. The TCS consolidates signals from multiple sensors, reducing the number of instruments needed. This concentration not only lowers the initial equipment costs but also reduces the amount of wiring required, which in turn decreases installation and maintenance costs. With fewer transmitters and less wiring, the overall system becomes much more manageable and cost-effective.
Efficiency is another area where the TCS excels. Installing and maintaining a traditional system with numerous transmitters can be labor-intensive and time-consuming. The TCS simplifies installation by requiring fewer instruments and less wiring infrastructure. This streamlined setup reduces the time and labor needed for installation. System uptime is also simplified, as there are fewer components to manage and troubleshoot, enhancing the system’s reliability and minimizing ongoing maintenance efforts.
A concentrated temperature monitoring system like the TCS uses a single instrument to handle multiple temperature sensor signals. The installation process is simplified, requiring less time and effort. Data management is more efficient too, as the TCS aggregates data from multiple sensors and sends it as a unified digital stream to the host system.
The integration of Ethernet-based temperature monitoring systems offers numerous advantages over traditional methods, significantly enhancing efficiency and reliability. By leveraging the existing Ethernet infrastructure within a facility, an Ethernet-based temperature monitoring system can reduce installation and maintenance costs, streamline data transmission, and improve overall scalability.
Ethernet-based systems consolidate multiple temperature sensor measurements and transmit them over a single Ethernet link. This approach not only minimizes the amount of wiring needed but also simplifies the installation process. With fewer instruments to manage and install, the
MODBUS RTU MODBUS/TCP HART-IP Communications
HMC or HES Module (Optional)
HART Communications
Concentrator
Isolated I.S. Barrier (Required for Intrinsically-Safe Installations)
*HMC supports MODBUS RTU while HES supports MODBUS/TCP & HART-IP HMC and Single Channel HES can only communicate with two TCMs, while the four channel HES communicates with up to eight TCMs.
potential for wiring errors is reduced, and maintenance becomes more straightforward and less time-consuming.
The TCS Temperature Concentrator System demonstrates these advantages by consolidating multiple sensor signals over an Ethernet infrastructure. When the HES HART-to-Ethernet module is used with the 16-channel TCM Temperature Concentrator Module, inputs are converter to MODBUS/TCP or HART-IP open industrial protocols and transmitted long distances over Ethernet to a control or monitoring system. By eliminating the need for individual transmitters and extensive wiring for each sensor, an Ethernet-based TCS substantially cuts down on hardware and installation costs.
Additionally, if temperature monitoring needs to be performed in hazardous areas where the method of protection is intrinsically-safe, the 16 channel TCMs can be used with single or dual channel I.S. barriers, further reducing wiring terminations and barrier costs.
Ethernet-based temperature monitoring systems offer significant improvements in data transmission speed and efficiency compared to traditional systems. Ethernet links provide high-speed data transfer rates, ensuring that temperature data is transmitted quickly and reliably from the sensors to the control or monitoring system. This rapid data transmission allows for more timely and accurate monitoring and control of industrial processes, enhancing operational efficiency and safety.
The HES HART-to-Ethernet Gateway System is a key component in optimizing data transmission within the TCS Ethernet-based temperature monitoring system. By converting the temperature signals from the TCM modules to Ethernet-compatible formats, such as MODBUS/TCP or HART-IP, the HES facilitates seamless integration with existing network infrastructure. This integration ensures that real-time process variable data is readily accessible, either through a control system or a web browser, enabling more efficient monitoring and decision-making.
One of the most significant advantages of Ethernet-based temperature monitoring is its scalability. Traditional systems often face limitations in terms of the number of sensors and the complexity of the wiring required. In contrast, Ethernet systems can easily expand to accommodate additional sensors without the need for extensive new wiring. This scalability is crucial for facilities that anticipate growth or changes in their monitoring needs.
Bob Myles is the director of engineering for Moore Industries. HART or MODBUS* Host 16 Inputs
The Ethernet-based TCS Temperature Concentrator System utilizing the HES allows flexibility and scalability for high-density temperature monitoring applications. For instance, a single-channel HES can connect to one or two TCMs, while a four-channel HES can support up to eight TCMs, with each TCM handling up to 16 input channels. This configuration enables the monitoring of up to 128 temperature points with minimal additional instrumentation, providing a cost-effective and efficient solution for expanding temperature monitoring capabilities.
Adopting high-density temperature monitoring systems over Ethernet provides substantial benefits compared to traditional temperature transmitter-based monitoring processes. Traditional methods have extensive wiring, multiple sensors, and transmitters, and pose significant challenges in terms of cost, complexity, and efficiency. The TCS Temperature Concentrator System addresses these issues by consolidating multiple temperature sensor signals into single, high-speed data packets, drastically reducing the number of instruments and wiring required.
By leveraging the existing Ethernet infrastructure, facilities can achieve more reliable and efficient temperature monitoring, leading to improved process control and operational efficiency. The TCS demonstrates these advantages, providing a robust and scalable solution for both general-purpose and hazardous area applications. By concentrating multiple sensor signals and transmitting them over digital network links, the TCS system significantly reduces installation and maintenance costs while enhancing the overall performance of temperature monitoring systems.
By Andrew Grant, Badriyya Yusuf, Dimitrios Panagos and Matthew Mitchell
Many of the 30,000 attendees of the March 2024 Prospectors and Developers Association of Canada convention harbour a “wild desire” to extract the mineral riches of Canada’s $67-billion Ring of Fire, in the words of Johnny Cash’s well-known song of the same name.
While some might be attracted by the desire to make money, others could be driven by concern for our planet and the belief that the region’s minerals can help reduce carbon emissions and support a just energy transition.
As some Indigenous groups have pointed out, however, the construction of roads and mining in the Ring of Fire represents a significant disruption to traditional ways of life and fragile ecosystems.
Some environmental groups have argued that mining activities in the region could result in a net increase of carbon emissions due to the removal or severe degradation of the vital carbon sinks sustained by peat lands and trees.
Despite the significant economic and environmental impacts surrounding the development of the Ring of Fire, this focus overlooks another crucial issue: the potential for Indigenous/non-Indigenous conflict in northern Ontario.
Our recent study on the prospects for Indigenous/non-Indigenous conflict in relation to Québec’s Plan Nord has compelling parallels with Ontario’s Ring of Fire.
Both regions are located in the mineral-rich and ecologically sensitive northern reaches of the provinces that are home to numerous Indigenous Peoples.
Like Ontario, Québec’s Indigenous groups have a fraught history with government interventions and are often suspicious of plans to develop natural resources.
Our study reveals that if an Indigenous group has signed a modern treaty, there is a reduced risk of conflict related to proposed resource developments since there’s less uncertainty surrounding land tenure rights. Given the fundamental importance of land to Indigenous Peoples, threats to these rights — perceived or real — represent an understandable source of grievance that can spark conflict.
Although there will likely be procurement of services from local Indigenous communities and companies in the Ring of Fire region, the vast majority of its development activities will attract
non-Indigenous workers and businesses to the area.
Our study also demonstrates that an influx of non-Indigenous workers can produce tensions with Indigenous groups that can rapidly escalate and lead to contentious interventions by the RCMP.
Given the potential economic windfalls associated with the development of the Ring of Fire, it’s easy to assume support among local residents. Politicians at all levels have called for the rapid development of the region as part of a broader investment strategy to cast Canada as a critical minerals leader.
These political leaders highlight the dangers of climate change to encourage companies and consumers to embrace energy sources that reduce carbon emissions. In 2020, the Canadian government announced its Greening Government Strategy aimed at achieving net-zero operations by 2050.
Reducing carbon emissions is also a key element of Canada’s Critical Minerals Strategy.
Meanwhile, media coverage of political pronouncements regarding mineral supply chains is often uncritical.
Another recent study of ours reveals that media coverage in Canada in both French and English rarely includes the perspectives of Indigenous people. Instead, reporters prefer to focus on the more sensational aspects of roadblocks and standoffs, which tend to marginalize the position of Indigenous Peoples.
“The Ontario government should begin a new round of consultations with Indigenous communities and stakeholders...”
Little consideration is given to assessing the complex impacts of natural resource development projects on Indigenous communities.
Take the case of the quip by Ontario Premier Doug Ford that “you will see me on that bulldozer” to underscore his government’s pledge to build road access to the Ring of Fire.
Although roads can certainly generate positive impacts for local communities (for example, greater mobility and connectivity; better access to public services such as health care; lower prices for consumer goods), they can also lead to negative outcomes (for example, they can degrade the natural environment, they’re expensive to build and they can serve as a route for criminal networks).
Roads also lead to greater inflows of people in these previously remote com-

munities. Federal and provincial environmental impact assessments of the proposed Northern Road Link to the Ring of Fire are already underway, and there’s reason to believe that a regulatory green light could dramatically transform northern Ontario’s demographics — and thus increase probabilities for future conflict.
What can be done to prevent conflict in the Ring of Fire? We propose three recommendations.
Respect existing treaties with Indigenous communities in the region. Where appropriate, negotiate side agreements that align with modern legal approaches to land use and property rights, thereby reducing uncertainty. Canadian governments could justify the investment in political capital to secure these agreements with Indigenous groups given the importance they’ve placed on promoting the United Nations Declaration on the Rights of Indigenous Peoples (UNDRIP) and reducing carbon emissions to facilitate a just energy transition.
The Ontario government should begin a new round of consultations with Indigenous communities and stakeholders that are inclusive, transparent, extensive and responsive. The previous round of consultations were criticized for being rushed and perfunctory. Truly consultative engagement would reduce grievances and signal to the world that sub-national governments can be global leaders in forging positive relationships with Indigenous Peoples.
Although the environmental impact of road construction is already mediated by regulatory impact assessment legislation,
the effects of an influx of workers must be addressed. Federal and provincial governments — together with input from relevant Indigenous groups and municipalities — should revise existing urban planning and zoning bylaws so that hamlets and small towns that are sure to grow do so in an economically, socially, and politically sustainable fashion. Incorporating all levels of governments in producing thoughtful urban planning measures would go a long way toward mitigating the negative impacts associated with increased migration to the region.
Critical minerals can serve as Canada’s superpower, generating economic benefits domestically and boosting its reputation as an environmental leader in the just energy transition.
But if Canada fails in the governance of the Ring of Fire, and ignores the real prospects for serious conflict around the projects, these critical minerals could become Canada’s kryptonite by jeopardizing reconciliation with Indigenous Peoples and tarnishing its reputation abroad.
This article is republished from The Conversation under a Creative Commons license. Read the original article at: https:// theconversation.com.
Andrew Grant is an associate professor of political studies at Queen’s University. Badriyya Yusuf is a PhD candidate/ researcher in international relations at Queen’s University. Dimitrios Panagos is an associate professor of political philosophy at Memorial University of Newfoundland. Matthew Mitchell is an associate professor of political studies at University of Saskatchewan.







continued from page 19
media including liquids, slurries, and pastes, and its measuring range for liquids spans 0-100 m / 0-328 ft. The OPTIWAVE 7500 is also distinguished by the versatility of its antennas. Flush mounted antennas eliminate intrusion into the tank. Its PEEK and PTFE Lens antennas are insensitive to deposits and well suited for corrosive environments. For further protection from corrosive media, PEEK and PTFE lens antennas feature flange plate protections and PEEK thread protection. An optional 112mm /4.4” antenna extension is available for long nozzles. The FMCW radar features an empty tank spectrum function that eliminates false reflections caused by tank internals. Reliable measurement in empty tanks is further strengthened by Tank Bottom Management (TBM). With TBM, dedicated algorithms filter or compensate for irregular radar wave reflections that occur at the tank bottom or when the vessel is empty. This versatile product provides a large, backlit LCD screen with 4-button keypad for operation with a bar magnet, such that there is no need to open the housing cover. The product is SIL 2/3 certified for safety-related applications, and has received extensive device diagnostics according to NAMUR NE 107.
KHRONE
https://us.krohne.com/en

Moore Industries announces a new product update to the TCS Temperature Concentrator System allowing for high-density temperature monitoring over Ethernet using the HES HART-to-Ethernet Gateway System. The latest update to the TCS now allows the HES HART-to-Ethernet Gateway System to work with the 16-channel TCM Temperature Concentrator Modules, enabling Ethernet-based communication with the TCS. The HES comes in one or four-channel models with two TCMs able to connect to each channel. The four-channel HES can connect with up to eight TCMs, allowing 128 temperature signals to flow over an Ethernet link to a MODBUS/TCP host. The HES also has an embedded web server that allows temperature readings to be read with any standard web browser. This TCS update supporting Ethernet-based communication further increases temperature monitoring versatility and reduces costs by transmitting multiple temperature measurements over Ethernet networks supporting MODBUS/TCP, and HART-IP protocols for seamless integration with various monitoring and control systems. It is also intrinsically safe approved for use in hazardous areas, further minimizing the need for dedicated and costly hazardous-approved temperature transmitters. Moore Industries www.miinet.com

CAPACITIVE SENSOR WITH BUILT-IN ADJUSTABLE TIMER
Rechner’s new KA1742 with built-in adjustable timer from 30 seconds to 10
minutes. Control the fill cycle for feed troughs, silos, and other bulk storage tanks. The normally closed output will signal the timing function to begin. All functions are accessible under the plug at the back of the sensor. The housing is IP67 –watertight and dust tight when the plug is in place. The sensor is flush mount for non-contact sensing through the wall of a plastic or glass container but could be mounted flush through a hole in a metal container to be in contact with the product. Use the 20-turn potentiometer for accurate adjustment of the long sensing range of 2-20mm and ignore any product build up on the sensor face. This M30 sensor operates on 20-250 VAC/DC and can work in temperatures up to +70C/158F. The KA1742 sensors are assembled at the Rechner location in Milton, Ont.
Rechner Sensors www.rechner.com

NewTek introduces the NT-HL-750 series of Intrinsically-Safe LVDT Position Sensors, which are approved for use in hazardous and explosive environments. These displacement sensors are designed to operate safely and accurately in hostile and corrosive environments where flammable or ignitable gases and liquids are present. The hazardous location position sensors are ideal for providing position feedback in pipeline monitoring, LNG storage tanks, oilfield equipment, petrochemical process control, gas turbines and power generation. The NT-HL-750 LVDTs are built with a stainless-steel construction and a welded ¾” hermetically-sealed housing, making them rugged and robust as well as shock and vibration tolerant. Without on-board electronics that can fail due to hostile conditions, these AC-operated LVDTs offer long-term and accurate operation in hard- to-access hostile locations, common in HAZLOC applications. Sensors are approved by Intertek Testing Labs to carry the ETL hazardous location markings for use in Class 1 Zone 0 and Zone 2 areas. Intrinsically safe position sensors can only be used in Zone 0 locations. The NT-HL-750 LVDT
Position Sensors offer a measurement range from +1.0 to +10 inches and perform over wide operating temperatures of -65°F to 275°F. They are available with radially- or axially-mounted connectors. Electrical connections are made via lead wires exiting from a 1/2” NPT fitting, making for an easy conduit installation.
NewTek Sensor Solutions www.newteksensors.com

Russelectric, A Siemens Business, has introduced its new ATS Remote Annunciator (RTS-RA), a powerful accessory that brings together data from multiple Automatic Transfer Switches into a single display. The remote annunciator is designed to be configured by the customer. It allows monitoring of the position and status of up to eight Russelectric ATS types RTSCD and RPTCS, as well as viewing power data for each ATS and accessing current alarms and logged historical alarms. Users can initiate load tests and set timers remotely using the RS-422/485 Protocol to ATS. In addition, there is the ability to configure email alerts for alarms. An Ethernet connection is available for exchanging data via the OPC UA protocol to another SCADA or building management system. ATSs manufactured by Russelectric are modern, high-speed switching devices designed to transfer electrical loads from a preferred power source to an alternate power source when voltage and/or frequency vary beyond preset limits. They also retransfer loads when the preferred source is restored. Russelectric www.siemens.com/us/en/products/energy/ russelectric.html

Emerson recently launched its AVENTICS Series XV pneumatic valves. Series XV valves are designed with interoperability in mind to provide machine builders across multiple industries and factory automation applications with a flexible and cost-effective valve platform. The new valves are ideal for machine builders and end users that operate across the globe, with universal threads and other features that support regional standards and global availability. Series XV valves provide higher flow rates in a compact valve package that enables more efficient and flexible pneumatic system performance for factory automation, automotive and tire, and food and packaging applications. This helps manufacturers boost
productivity and allows them to offer products customized for specific markets and customer preferences. Series XV valves include the XV03, providing flow volumes up to 350 litres per minute in normal conditions (NL/min), and the XV05, scheduled for release in October 2024, providing up to 880 NL/min. All valves in the Series XV line use proven AVENTICS core technology and include metal threads, parallel wiring, aluminum base plates and compact dimensions to make it easier to integrate into production system designs. Series XV valves use consistent interfaces and have wide connectivity from single wiring over parallel connections such as D-SUB connectors. They also support leading fieldbus protocols, including PROFINET, Ethernet/IP, EtherCAT, Powerlink, Modbus TCP, IO-Link, AS-I, to simplify integration into machine control networks. Series XV valves are also easy to commission. The AVENTICS online configurator supports system layout, providing useful information, while easy-tounderstand system documentation in the design phase helps speed up machine development.
Emerson www.emerson.com

From varnish and sealants up to lubricants, whenever users in industry want to pump large quantities of highly viscous media, they run the risk of altering the quality and integrity of the pumped liquids. Lutz Pumpen has developed the solution to this problem. Its new TR series wobble plate pumps enable the sensitive pumping of up to 30,000 litres of highly viscous liquids per hour. The TR series wobble plate pumps make use of a tried-and-tested principle: a spherical pump housing accommodates a wobble plate that sits at an angle on a shaft. The rotation of the shaft causes the plate to perform a characteristic wobbling movement. It continuously changes the volume of two chambers on both sides of the shaft. This
creates alternating positive and negative pressure, which draws liquids into the pump and expels them through an outlet opening. An efficient principle that has proven itself with highly viscous liquids such as oils, lubricants, varnish, sealants and silicones. The new wobble plate pumps, which are made of robust stainless steel, are suitable for application in a range of industries including the paint and coatings industry, the sealants and adhesives industry, the pharmaceuticals industry, the cosmetics industry, the oil industry and the food industry.
Lutz Pumpen www.lutz-pumpen.de/en

Festo has introduced a line of pre-configured, assembled, and tested compressed air preparation units that not only makes specification and ordering faster and easier, but also ensures clean air in food and beverage production. Right out of the box, the new units meet the Safe Quality Food (SQF) guidelines of final filtration stage 0.01 micron ( m) and a particulate removal efficiency of 99.999% at the point of food and beverage contact. The units also cover most, if not all, requirements of both original equipment manufacturer (OEM) and maintenance, repair, and operations (MRO) standards for air flow, connection size, and particle class rating. While air preparation units have multiple modules, each assembled unit is easily ordered with a unique part number. Units include the latest generation modules in price and performance offered by Festo — filter regulator, filter, lubricator, on/off valve, soft-start valve, and branching module. Units can be easily tamper-proofed and feature lockout/tagout functionality for assured safety and performance. An easy-to-read gauge simplifies
pressure monitoring, and a visual indicator signifies when a filter cartridge needs to be changed. The new units are available globally with fast shipping times.
Festo
www.festo.com

Process engineers who require precise chemical injection or additive monitoring will find the FLT93 Flow Switch Series from Fluid Components International (FCI) offers them a dependable, rugged set-and-forget solution that is flexibly designed to give them multiple configuration and performance options to support a wide range of industries from
specialty chemicals to electronic components, food/beverage, oil/gas refineries, plastics, pulp/paper, pharmaceuticals and water/ wastewater treatment and more. FCI’s advanced FLT93 Flow Switch Series is suitable for flow detection of liquids or gases and is available in several wetted materials for compatibility with virtually any fluid. It is a dual-function instrument capable of monitoring and alarming on both flow and temperature in a single device. Dual 6A relay outputs are standard and are assignable to flow or temperature. The FLT93 Flow Switches can be specified in either insertion or inline styles for installation in pipe/tube diameters from 0.25 inch and larger. In sensitive processes that require chemical and other additive injection flow in small line sizes, the Model FLT93L Switch is an ultra-sensitive, inline-type flow switch that can detect liquid flow rates as low as 0.015 cc/sec and gas flow rates down to 0.6 cc/sec. Fluid Components International www.fluidcomponents.com

Specifically designed for isolating hazardous materials, the HAZMAX Containment Work Area is engineered to isolate applications including large equipment distillation procedures, pilot plant requirements, and sampling/weighing/dispensing operations. The varaflow baffle system and by-pass inlets ensure protection from hazardous fumes to safely vent vapors, odours, and powders for maximum work safety. The ventilated work area is constructed of corrosion-resistant composite resin surface panels. Tempered glass horizontal sliding door panels provide convenient access to the work area. Vaporproof or explosion-proof lighting is provided. A secondary containment basin, constructed of seamless composite polyresin, has coved corners and a sloped bottom to facilitate draining and cleaning of any accidental spillage. A raised fiberglass grate deck floor allows spillage to flow through. Specific requirements can be met through a variety of safety and service accessories, which are also available.
HEMCO www.HEMCOcorp.com

IDEC Corporation announces the new SX8R Bus Coupler module, which empowers users to easily deploy I/O modules throughout equipment and
systems. This supports the industry design trend of using smaller, decentralized control panels to simplify installations and reduce wiring complexity, resulting in overall cost efficiency. The IDEC SX8R Bus Coupler is an ideal way to design distributed remote I/O systems, or to expand the I/O count for controllers with limited base unit I/O points. For example, the SX8R works natively with IDEC PLC FC6A I/O modules, which are available in over 40 models encompassing a variety of discrete and analog signal types and counts. Each SX8R supports up to 7 I/O modules on the base unit, and up to 8 additional modules with the use of an expansion power supply, for a total of up to 15 I/O modules. A single SX8R can therefore support up to 480 discrete points (input and/or output), 120 analog inputs, and/or 60 analog outputs, depending on the configuration. The maximum number of SX8R nodes possible on a network is dependent on the host unit and the protocol—for instance, this means 255 nodes for Modbus TCP, 32 nodes for EtherNet/IP when using an IDEC FC6A Plus PLC, and 16 or 8 nodes for CC-Link when using specific Mitsubishi PLC models.
IDEC Corporation https://lp.idec.com

For spraying processes where space is at a premium, EXAIR now offers the new 1/8 NPT FloodStream Liquid Atomizing Spray Nozzle. Producing a deflected flat fan pattern, the FloodStream provides a consistent and proficient spray for precise coverage in close quarters. Manufactured from 303 stainless steel, common applications include washing/wetting, dust suppression, lubrication, part cooling and more. Like all EXAIR spray nozzles, the FloodStream is versatile, and efficient. With a maximum operating pressure up to 250 PSI, the nozzle channels liquids through the body and against a precision-tuned, angled surface. This creates a wide-angle, flat fan
spray pattern at 75° from nozzle orientation. Its compact build allows it to be effective in tight spaces while still providing exceptional coverage with precision. The stainless-steel construction also provides durability and corrosion resistance, and works well with water, light oils, rust inhibitors, chemicals, paints, dyes and other common liquids.
EXAIR www.exair.com

Watson-Marlow Fluid Technology Solutions’ (WMFTS) Qdos range of peristaltic chemical metering pumps now offer new Qdos mounting solutions, including skid and pod systems. The Qdos range of chemical metering pumps are ideal for disinfection, pH adjustment, and flocculation of drinking water, wastewater, and industrial process water. With accurate linear flow rates from 0.001 to 31.7 gallons per hour at 100 psi irrespective of fluid viscosity, Qdos pumps were specifically designed to reduce chemical metering costs compared to conventional solenoid or stepper-driven diaphragm metering pumps. Qdos pumps are now offered with many wall or tote mounting options as well as part of complete skid systems and enclosures. Qdos skid and pod systems feature a 125ml or 500ml calibration column, pressure gauge isolator, pressure relief valve and piping. The pod solutions are designed to allow air flow to dissipate heat in outdoor applications. A pressure relief valve ensures pump and piping are protected against over-pressure. The pod solutions not only protect Qdos from environmental conditions, the secondary containment protects operators. All Qdos mounting options come with a three-year warranty. Qdos chemical metering pumps do not require high-cost ancillaries such as degassing valves or back pressure valves to operate, and both pump ranges provide long maintenance intervals, lowering the total cost of ownership.
Watson-Marlow Fluid Technology Solutions www.wmfts.com











