Bonomi North America has introduced 2-piece stainless steel V-ball valve packages said to provide precision steam control. The company’s low-torque units are factory-assembled with its Valbia electric or pneumatic actuators. The CSA-approved NSF 372/61 certified direct-mount 2-piece V-ball packages have a smaller footprint fit where others can’t, the company says, reducing installation materials and labour costs. Users can choose 30/600, 600 or 900 V-ball units with company’s one-part-number system.
Bonomi North America
www.bonominorthamerica.com
SEAL AREA SHAFT GUARDS PROTECT PUMP OPERATIONS
ProSpec Technologies has introduced the GlandGuard seal area shaft guard. The innovative design mounts on the mechanical seal gland rather than the pump housing to guard against physical contact with the rotating exposed shaft as well as offering a significant degree of splash protection, the company says. The shaft guards are said to be quick to install and easily field modified to suit a variety of pump and seal designs. Units install on the mechanical seal gland and allows full access to gland flush, drain, vent and quench connections for single, double, cartridge and non-cartridge seal designs. Depending on the gland bolt circle and the shaft diameter, either the inside mounted or the outside mounted design is used. Breakaway tabs and adjustable slotted mounts allow for easy field fitting to accommodate various pump and seal configurations.
ProSpec Technologies www.glandguard.com
PLASTIC WATER METER PRODUCT UPGRADED AND EXPANDED
Carlon Meter has upgraded and expanded its JLP Plastic Meter product line to 3 sizes, higher flow rates, and pressure rating. The JLP meter is available in three thread sizes, 1/2, 3/4, and 1 in., and operates at flow rates from ¼ to 50 gpm and pressure up to 100 psi. The nylon-housed meters are suit able for aggressive water such as reverse osmosis or de-ionized water. Op tional pulse outputs for signaling controllers or remote readers are also available. Temperature range is 35° to 105°F with an accuracy of ±2% when operating between minimum and maximum flow range. Visser Sales
https://visserssales.com
NSF 61 & 372 RATED BALL AND BUTTERFLY VALVE SERIES
The NS series floating ball valves and NS series butterfly valves from A-T Controls are certified to meet the requirements of NSF 61 (Drinking Water System ComponentsHealth Affects) and NSF 372 (Drinking Water System Components- Lead Content). This means that NS Series valves are certified for use (by Underwriters Laboratory) in water treatment, water purification, potable water, and water distribution systems and conforms with North American lead content requirements for “lead-free” plumbing. These valves hold CRNs (Canadian Registration Numbers). NS butterfly valves are available in sizes 2 to 24 in. and have Class 150 wafer or lug flanges. NS ball valves are available with threaded, socket weld, butt weld, Class 150, and Class 300 end connections. Applications for the series also include reverse osmosis and desalination.
A-T Controls
https://a-tcontrols.com
CONFIGURATION
NEW! CM5 Series High-performance HMIs
The NEW C-more CM5 HMI series offers low-cost, high-performance HMIs in sizes from 4 inches (only $340.00) to an impressive 22 inches (only $2,299.00). With an amazing 1.6 GHz processor in the larger units (10” and above) and 43 Mbytes of memory, these HMIs provide better trending, extra data storage, faster communication, improved file types, and 16.7 million screen/object color options.
All CM5 panels have serial and Ethernet ports (dual Ethernet ports on 10” or larger models) that support many of the most popular industry protocols, including EtherNet/IP, MQTT, and Modbus. The included USB ports provide in-an-instant connections for keyboards, barcode scanners, memory storage, etc. and the embedded SD-card slot provides easy project transfers or up to an additional 2TB of data storage (depending on model) for important log files.
Plus, all C-more HMIs come with FREE, powerful, easy-to-use programming software and FREE technical support!
with thousands of ready-to-use objects Orders over $49 get FAST
Our shipping policies make it easier than ever to order
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days. *Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
HAZARDOUS AREA CAPABILITIES ADDED TO MASS FLOW CONTROLLERS
Brooks Instrument has released the SLAMf series of elastomer-sealed, IP66-rated thermal mass flow controllers (MFCs) with expanded Class I/ Division 2 and Zone 2 approvals. The enhanced series of MFCs are also available with EtherNet/IP and PROFINET communications protocols. Designed with a NEMA4X/ IP66 enclosure for ingress protection, the MFCs are suitable for rugged operating conditions, such as those found in chemical/ petrochemical research facilities and oil and gas pilot plants. Tested according to safety standards and relevant certifications, including UL, ATEX, IECEx, KOSHA and CE, the MFCs feature durable valve compression fittings and seals. Key enhancements also include clamshell connectors for full UL compliance. Brooks Instrument www.brooksinstrument.com
STRAIN GAUGE LOAD CELL SIGNAL CONDITIONER
The TT351 load cell strain gauge signal conditioner from Acromag is a space-saving fourwire transmitter. This model converts a four or six wire strain gauge bridge or load cell or mV sensor signal to an isolated voltage or current output signal. An optional DIN rail bus can deliver primary or redundant power to multiple units. Setup and calibration are said to be fast and easy with a convenient USB connection to a PC and the company’s Windows configuration software. The transmitter’s input circuit allows true 6-wire bridge measurement and includes an adjustable bridge excitation supply (4 to 11 Vdc) with a remote sense feature. Sense wires ensure the programmed excitation voltage is measured at the sensor and enable leadwire compensation. The differential input performs true ratio metric conversions for extremely stable measurements that remain accurate over time and temperature. Acromag
www.acromag.com
REFRIGERATION CONTROLLER PROVIDES ENERGY EFFICIENCY
Projected to maximize the power efficiency in commercial refrigeration equipment, Full Gauge TC-970E Log + ECO product from Ecotherm is said to be versatile and configurable. The controller acts in the refrigeration, heating, or automatic modes, and it is compatible with fixed speed compressors of the ON/OFF type (relay output) or variable capacity ones (Variable Capacity Compressor – VCC). It has a frequency output from 0 to 300 Hz or voltage output from 0 to 10 Vdc compatible with the main brands in the market, the company
says, as well as enabling the control of Variable Speed Fans (VSF). The possibility to control the temperature with a PID logic promotes a better system’s performance and stability, it adds, as well as the internal clock in real time for the scheduling of defrosting actuations and Economic SetPoint actuation on weekdays and weekends.
Ecotherm
www.ecotherm.ca
Publisher’s Desk
After over 40 years in the business, it’s time to set off in a different direction and spend much more quality time with family and yes, some leisure time too.
I’d like to thank all of you who had the confidence in us to deliver your message to the industry. I’ve made many friends along the way, and I have road stories to tell in retirement. There is no doubt I will miss the interaction with advertisers, exhibitors, and visitors to our shows.
Thank you to Annex Business Media (now owns CPE&CN) and especially Martin McAnulty, VP Sales at Annex Business Media for
welcoming me into the company, CPE&CN is in good hands.
Thank you to Norm Tait (the magazine’s decades-long business manager) and Mike Edwards (editor) for being great partners and wonderful people to work with. Couldn’t have done it without them.
READER SERVICE
Print and digital subscription inquiries or changes, please contact Angelita Potal Customer Service
Tel: 416-510-5113
Fax: (416) 510-6875
Sincerely, Rob Sommerville Gone Fishin’
Finally thank you to my family, especially my wife Debbie for tolerating all the travel and at times the tension of owning our own business. CPE&CN is published bi-monthly by: Annex
Email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Optimizing the operation of smelting plants producing blister copper with Peirce Smith Converters (PSC) is typically done manually, according to Metso, so to support improved operation, the company has introduced the PSC Advisor. The digital tool provides useful information for operators to stabilize and improve the converting process through advanced simulation results, the company adds. The PSC Advisor uses information from an advantageous HSC-Sim process model and combines it with plant sensor data to provide operators with precise feedback and advice throughout the converting process.
Metso
www.metso.com
DIFFERENTIAL SCANNING CALORIMETRY INSTRUMENT
Mettler Toledo has announced the DSC 5 differential scanning calorimetry instrument. The DSC unit, equipped with FlexMode functionality, is capable of measuring in two different measurement modes. The capability allows users to run DSC measurements to be carried out in either power compensation mode or heat flux mode, the company says. The optimized measuring cell design is thermally isolated from the environment. The gas-purged crucible chamber stores up to 96 sample crucibles and 7 reference crucibles. Two sample tray options handle crucible sizes ranging from 20 to 160 µL.
Mettler Toledo
www.mt.com/lab
HUMIDITY AND TEMPERATURE METERS MEASURE CAPACITIVELY
The AFK series humidity meters (hygrostats) from Kobold combine digital measured value processing with the advantages of the robustness of the company’s industrial sensors. Units are suitable for the chemical industry, clean rooms, climate chambers, food technology such as the drying of tea, corn, meat, paint-spray lines, paper and print, and the pharmaceutical industry. The model AFK -A humidity analyzer consists of an exchangeable and calibrated sensor part and an exchangeable transmitter with arbi -
trarily configurable analog outputs.
KOBOLD Instruments Canada
www.kobold.ca
Scope of Accreditation Expanded
Automation proving it can make algae a practical alternative to fossil fuels
For decades now, algae biomass has been touted as a potential feedstock for making alternatives to plastics and other carbon-based products. The challenge has always been to perfect the science and develop technology to mass produce it economically. Aquaculture and wild seaweed harvesting have limitations, both economic and environmental, in achieving the scale needed to provide competitive alternatives to products made with hydrocarbons.
Now, with a major boost from the automation in concept-proving prototypes like Festo’s BionicCellFactory, cost-effective production of algae biomass on an industrial scale is nearing reality.
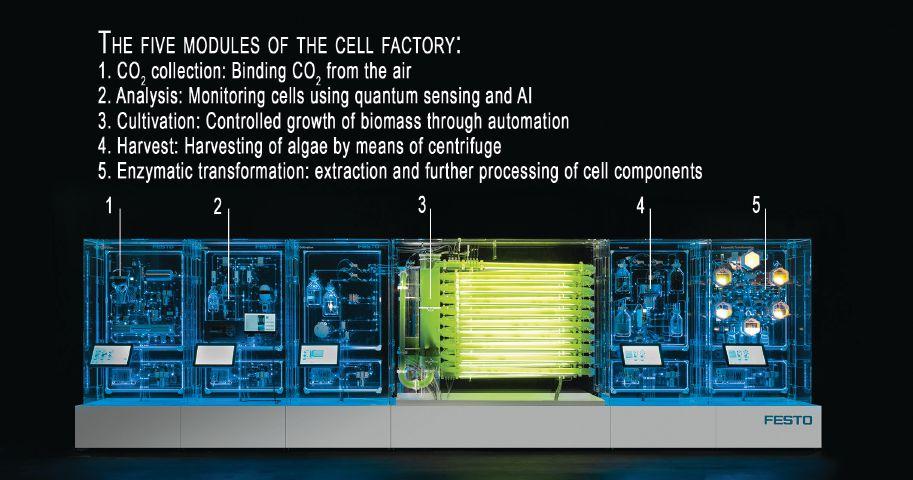
Festo built the BionicCellFactory — a complete, seven-metre-long, five-stage, fully integrated model plant — to showcase automation as a game-changing catalyst for making industrial algae biomass production viable.
Algae describes a large variety of photosynthetic, eukaryotic organisms. Depending on the strain used in a biorefinery, algae could be adapted to produce feedstocks or additives for use in the chemical, food, and pharmaceutical industries. (It’s certainly possible to make an algae biofuel, but economically, it wouldn’t be competitive as a mass market alternative to fossil fuels.)
From a climate perspective, the allure of algae biomass is obvious. It’s carbon neutral, absorbing CO2 from the ambient air, storing it in products and releasing it when those bioproducts decompose. That’s a net zero cycle and a building block of a circular, sustainable economy.
A square metre of algae can bind 10 times more CO2 than land plants annually and 100
times more in an optimized, highly automated bioreactor using natural photosynthesis. And promising artificial photosynthesis technology intended for use in a biorefinery can bind CO2 with 20 times the efficiency of natural photosynthesis.
Additionally, producing a kilogram of algae biomass in a biorefinery requires only a tiny fraction of the water it takes to grow a kilogram of wood in nature. In Festo’s BionicCellFactory, process water is recycled within the system, suggesting industrial biorefineries could be in arid regions.
Throughout the BionicCellFactory, automating production maintains all necessary parame-
ters for hyper-efficient growth of the algae: pH level, CO2 saturation, temperature, airflow, and the addition of ingredients to promote growth. “This is the strength of automation technology,” says Elias Knubben, Festo’s VP Research and Innovation. “By using sensor devices, valves, control devices and more, we achieve the perfect environment for perfect growth.”
The BionicCellFactory is divided into five modules that merge natural processes and technology. These five production stages do not require high temperature or high pressure. Nor do they employ any toxic substances.
Module 1 collects the CO2 by blowing ambient air through a chamber with a binding powder that can achieve a 4% CO2 concentration, which is considerably greater than the natural concentration of CO2 in the outside air and optimal for promoting growth in a bioreactor. Module 2 analyzes the algae fluid. “Here we use two technologies,” says Knubben.
“On the one hand, we use a microscope and a microfluidic chip where we pump the algae fluid through and then use image recognition and artificial intelligence to count the cells to see when they are dividing. We can identify any contamination. Also, a quantum sensor element that uses laser light measures the quality at a molecular level. So, we can optimize the growing of the algae in the bioreactor.”
Module 3 is the actual bio-refinery, a tubing system through which the algae is pumped to absorb CO2 and grow in volume. The tubing was acquired from a German company, Algoliner, and is highly scalable.
“When it’s the right time to harvest, the solution is pumped to the next module — a centrifuge, rotating about 10,000 rpm, to sep-
Shown is Module 3, the actual bio-refinery of Festo’s BionicCellFactory, a tubing system through which the algae are pumped to absorb CO2 and grow in volume.
Module 2 analyzes the algae fluid whereby a digital microscope continuously delivers images that are evaluated via artificial intelligence (AI).
arate the water from the biomass,” says Knubben. “The water is then pumped back to the bioreactor. It’s a closed loop that leaves a highly concentrated algae paste.”
Module 5 contains five more small bioreactors that perform the extractive function. “Specific conditions are maintained, like a temperature of 40°C and pH of five, and then we add specific enzymes that actually open the cells and allow us to harvest the ingredients, the proteins, the color pigments and so on.
“With each strain of algae, we can produce ingredients like astaxanthin which you can use in the food industry or biopolymers for bioplastics. Many, many ingredients can be derived from this process.”
The Festo componentry in the BioCellFactory was taken exclusively from the company’s existing product portfolio: 28 distinct products, from CPX-E automation controllers, CDPX panels (a high-performance processor with built in touch screen), EMMT-AS servo motors, MSB4 pneumatic service units plus several types of solenoid and flow control valves as well as tubing and fittings. More than half are part of Festo’s core range of products stocked locally worldwide.
The CPX-E controls each individual module and can be monitored live via the CDPX by visualizing parameters as well as manually changing and controlling them. A centrifuge (with EMMT-AS motors) separates the algae from their medium.
Festo has long had a bionic research program focusing on mimicking processes in nature, with the twin goals of showcasing its innovative capabilities and possibly turning some of its findings into commercial products, as it did with shape-shifting grippers and the world’s first pneumatic, collaborative robot. At the 2022 Hanover Fair, Festo unveiled a small-scale, fully automated photosynthetic bioreactor, the PhotoBionicCell. The BionicCellFactory was an obvious follow-up.
That said, Festo doesn’t intend to build algae biorefineries, but rather be the automation supplier of choice for those that do. Knubben likens the BionicCellFactory to “the concept cars built by the automotive industry, which show the direction in which things are going, but everyone is aware that they cannot be bought.”
From here on, Festo is focusing on collaborations to develop the automated systems for each stage of industrial-scale production, from binding CO2 to algae, accelerating algae growth in the bioreactor, then de-watering and extracting the raw ingredients from the biomass.
By helping create a commercial industry, family owned Festo is not only seeking to open up a new market sector for itself, but also to underscore its commitment to being a corporate leader in fostering a net zero economy.
By the end this year, all Festo’s German facilities, as well as all global production and logistics sites will be CO2 neutral with regard to Scope
1 and Scope 2 (direct emissions and indirect electricity emissions respectively). This is being done through a combination of improving energy efficiency of those facilities, a massive expansion of internally generated solar power, and purchasing 100% green power externally. The plan also envisions “ecologically sensible compensation projects” to bridge unavoidable conversion periods for existing heating systems and vehicles at all other Festo properties worldwide.
This article was contributed by Festo.
Festo
www.festo.ca
Professional Solutions for your Transfer Needs
How an environment interface can save your facility time and money
By Doug Sitter
Environmental Monitoring Systems are a crucial pillar in many industries. Manufacturing conditions must be kept within specific standards to maintain product quality as well as to comply with government regulations. Organizations, especially in the life science and the electronics industry, have strict product environmental conditions and access control requirements. Electronic data is critical for these organizations to have proof of compliance. Actemium’s model 21P11 Environment Interface is an all-in-one product that has been developed through years of targeted feedback from our trusted industry partners. The environmental monitoring unit can monitor all aspects of a room by integrating it with new and/or existing systems and sensors.
The Environment Interface provides point of entry information, local monitoring with warning and critical alarm annunciation, room access control features, maintenance and cleaning modes, and entry logbook features. It can operate independently for standalone applications or be connected to an existing or new environmental monitoring system with a wider network of devices via Ethernet, Serial, or WiFi communications. The on-board controller provides flexibility for logic execution within the interface itself and enables Actemium to customize the interface for one’s application.
The Environment Interface has several options for physical construction and mounting. A “flush to wall unit” allows it to be mounted in a wall as thin as 1.5 in. A surface mount unit comes in a stainless-steel enclosure for when flush mounting isn’t an option. The faceplate construction has two options to accommodate a wide range of customers’ cleaning chemicals. The interface can be equipped with a coated glass or plastic covered colour touch screen. The unit is designed to handle an operating temperature range of-20° to 50°C, and with its NEMA 4X enclosure allows it to be mounted almost anywhere in a facility.
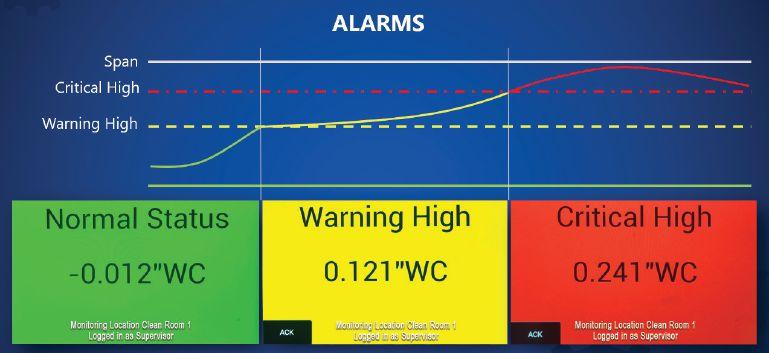
A green background indicates all conditions are within normal parameters. An amber background indicates a warning condition exists and should be investigated. A red flashing background indicates that a critical alarm has been activated.
Finally, a blue background indicates the room is in a cleaning or maintenance condition and alarming setpoints will automatically be set to a much broader range to not cause nuisance alarms, if desired and according to customer-specified setpoints. All these modes are completely customizable to the customer’s needs.
The units can come equipped with up to a maximum of 1 digital differential pressure sensor input (embedded within the unit), 6 analogue inputs, 2 digital outputs, and 4 digital inputs. This ensures existing sensors, current or legacy, can seamlessly work with the interface and can be relayed to an environmental monitoring system to meet current data collection and integrity regulations.
Because of the IO flexibility, the Environment Interface, although designed primarily as a hub for room environmental monitoring, can also be used as a remote IO station to connect field devices back to a centralized monitoring system without needing to homerun field wiring for each individual sensor or transmitter.
To adhere to regulations and support the quality of production, facilities must be able to quickly and clearly present relevant data. When an Environment Interface functions as part of a facility’s larger environmental monitoring system, it will assist companies by supporting the creation of audit trails, personnel entry logs, parameter logs, cleaning logs, maintenance logs, and calibration records that will meet compliance requirements. Available in wired (serial and Ethernet) and Wi-Fi communication options, this interface can connect to existing Programmable Logic
Controllers (PLCs) or directly to Supervisory Control and Data Acquisition (SCADA) systems.
Actemium realized that a lot of paper-based logbooks were being used to document room cleaning, maintenance, logistics, and access. These logbooks were time consuming and cumbersome to maintain for compliance. Actemium is proud to share that a logbook software module has been developed and deployed within the model 21P11 to streamline logbook usage and open opportunities for easier logbook review and maintenance by leveraging reporting tools and functionality from a centralized SCADA system.
As an example, for room cleaning, the touchscreen guides cleaning staff through an on-the-spot logging process to simplify data collection. Staff will login to the unit with a unique ID and password or use a personal RFID tag. The cleaning field form(s) will appear, and staff will be prompted to enter the applicable information required for the activity to be performed. This could include items such as cleaning chemical information and the type of cleaning performed (floors only, floors and walls, etc…). The form data from the Environment Interface is collected by the environmental monitoring system for reporting purposes. Therefore, records which were once paper based can be
Actemium’s 21P11 unit possesses the ability to monitor all aspects of a room by integrating it with new and/or existing systems and sensors.
Screen colours have been selected for intuitive interaction with the Environment Interface. A green background indicates all conditions are within normal parameters. An amber background indicates a warning condition exists and should be investigated. A red flashing background indicates that a critical alarm has been activated. Finally, a blue background indicates the room is in a cleaning or maintenance condition.
directly entered as electronic data and consumed for reporting purposes.
How does the Environment Interface save time and money?
Simplifies Data Collection
Integrating an Environment Interface into any facility can help ensure data integrity while simultaneously streamlining the data collection process saving time with reports
and data for quality and compliance.
Because the interface has the inputs and outputs local to the room, there is no need to wire room sensors back to a central panel. All those signals can be brought back through the interface communication connection.
Reducing quality risks by using warning alarms to alert facilities and local users before critical condition occur and product and contracts are put at risk.
Reuses Existing Area Sensors
Because the Environment Interface accepts traditional 4-20 mA signals and traditional 24 VDC digital inputs, the unit can use most of a facility’s existing sensors. It does not depend on proprietary sensors.
Provides Internal DP Sensor
Predictive Maintenance
Reduce risk of onboard differential pressure (DP) sensor falling out of calibration between required calibration periods by the using the auto sensor check feature built into the Environment Interface as a standard option.
The Future of Environmental Monitoring
Actemium’s 21P11 is the result of years of targeted feedback from the company’s trusted industry partners. Innovation never ends, so Actemium is committed to continuously improving their offerings and ensuring that their products meet and exceed evolving governmental regulations and requirements for manufacturing businesses.
Doug Sitter is a Client Manager with Actemium Toronto. Actemium www.actemium.com
23_004904_CPECN_AUG_CN Mod: June 29, 2023 11:48 AM Print: 07/12/23 page 1 v2.5
Food processors “test drive” conveyors at world-class facility
In their personal lives, when operations managers, plant engineers, and consultants in chemical process and related industries love the look of a car or SUV, most would not complete a purchase before a test drive to confirm how the vehicle performs on the road.
Similarly, today an increasing number of food processors are realizing the importance of “test driving” conveyor equipment at OEM test facilities, which use their actual product to ensure the equipment meets processor quality, flow, and cleaning requirements before they make the purchase.
In response, some OEMs have invested in state-of-the-art test facilities that allow food processors to run product on the same type of equipment they are considering for purchase, while benefitting from expert consultation to optimize their process.
“We encourage food processors to test their products [at our facility] and observe the results to ensure it meets their needs. They can ask questions in real time. They can test for fines or degradation. They can see for themselves how the product flows in the conveyor and how easy it is to clean,” says Larry Van Zee, executive VP, retired at Cablevey Conveyors, a mechanical conveyor manufacturer that serves the specialty food, coffee, powder, nut, frozen food, and pet food markets. In more than 66 countries, the company has designed, engineered, and serviced enclosed cable and disc tube conveyors for over 50 years.
At its full-service product test centre in Oskaloosa, IO, the OEM has tested more than 1,900 products, including beans, rice, grains, cereals, coffee, chocolate, and caramel corn peanut snacks, for some of the largest global brands. All products are run through a tubular disc and cable conveying system to observe the effects and fine-tune the results.
According to Scott Berning, Cablevey’s prod-
uct testing manager, there are multiple reasons food processors decide to visit the test centre.
“Customers may have products that we know will run well on tubular cable conveyors, but they want to see it in operation with their own eyes,” says Berning.
“They want to ensure the product will run properly, and their quality department typically checks as part of their due diligence before purchasing equipment.”
Berning adds that when Cablevey’s applications department designs and quotes a conveyor and the manufacturer lacks sufficient experience conveying a specific product, the email quote states it is “pending successful product testing.”
Some processors want to evaluate tubular cable conveyors against other conveying options they may also be considering, such as bucket elevators or chain conveyors. Others are already familiar with tubular cable conveyors based on experience and want to show their managers
that a similar solution could be implemented at their current facility.
Once the food processor is at the site, Cablevey product specialists and engineers typically consult with the customer to determine their specific goals and issues to be resolved. From this, they can proceed to design a conveyor with a set of features that addresses specific challenges.
“Our technicians and engineers can diagnose and prescribe a solution whether the concern is breakage, temperature, stickiness, abrasiveness or other issues,” says Berning. He notes that when food processors test products at the facility, they are provided full documentation of the results, including a detailed report with video and recommendations.
According to Berning, testing for product fragility and damage is usually the primary concern of processors.
“No matter the product – whether it’s a cereal, cracker, or nut – processors want to keep their product intact and avoid damage during conveying,” says Berning.
He points out that tubular drag cable conveyors excel at reducing product damage since the units gently move product through a sealed tube using a coated, flexible stainless-steel drag cable pulled through on a loop. Solid circular discs (flights) are attached to the cable, which push the product through the tube without the use of air. These conveyors can transport delicate, precise blends for a wide variety of food types, and up to 2000 cubic feet per hour of materials in versatile layouts and configurations.
Still, quality assurance checks can be essential for processors, even those transporting products that seem hard to damage, like flour.
With easily accessible, advanced product testing facilities, food processors can view and verify in real-time that their investment in new conveying equipment will meet their requirements.
“For flour, it can be hard to tell if it is being damaged, but maintaining the particle size is important. If flour is transported too roughly, the particles can become finer, leading to inconsistent recipes and cooking results. So, there is a lot of science that goes into the testing,” says Berning.
Reducing product loss and maintenance is also important to processors.
“Processors want to place their material in an inlet and then have all of it emerge from the discharge with minimal losses,” he says. Since tubular cable conveyors are sealed from end-to-end with product traveling one way in enclosed tubes, there is essentially no product loss and no issue with carry-back.”
Ease of cleaning the conveyor is also a top priority of food processors. Surprisingly, many processors visit the facility to witness how easily the conveyor can be cleaned. “People come here from across the country just to watch me perform a conveyor wet-clean and washdown even though it is something I have to do every day,” says Berning.
Traditional alternatives like screw conveyors can be difficult to clean and require time-consuming disassembly, as well as some heavy lifting after each product changeover.
“One food processor told me that it took six of his technicians about eight hours to clean their screw conveyor system. They had to pull a big auger out of the screw conveyor, which was dangerous to handle,” says Berning.
Tubular drag cable conveyor systems offer easier, safer options for dry and wet tube conveyor cleaning. Equipment such as brush boxes, urethane wipers, air knives, inline sponges, and inline bristle brushes can facilitate multistep, essentially automated Clean-In-Place (CIP) wet cleaning.
The wet cleaning process internally cleans the cable conveyor tube in several steps, starting with a water rinse followed by foaming agent, a sanitizing rinse, and a final water rinse. Once the system is thoroughly flushed out, drying is achieved by attaching urethane wipers to the tubular conveyor’s discs, which “act like a squeegee” to remove any residual water.
For those unable to visit the test facility in person, Cablevey now offers the ability to view and respond to product testing live in a “virtual visit” with a link to real-time video and a Zoom meeting type format — an option developed during the COVID-19 pandemic.
With this technology, the tubular cable conveyor manufacturer can host both in-person and virtual visits simultaneously, which is helpful when larger work groups such as quality assurance teams have an interest in evaluating the conveyor.
“In one recent product test, a team of four visited our facility in person while twelve others watched virtually,” says Berning.
For those who wish to experience the facility in greater detail, Cablevey has created a 360-degree immersive virtual tour of its product test centre (https://cablevey.com/testyour-product/).
Embedded within the virtual reality (VR) experience is product information as well as videos. The video library demonstrates how tubular cable conveyors transport different materials such as coffee beans, grains, bird seed, tea leaves and breakfast cereals. Howto videos illustrate potential layouts, components, technologies, cleaning, and maintenance options.
With easily accessible, advanced product testing facilities, food processors can view and verify in real-time that their investment in new conveying equipment will meet their requirements. Processors who “test drive” their product in this way will not only enhance their product quality and productivity, but also experience a significant advantage over competitors.
This article was provided by Cablevey Conveyors. Cablevey Conveyors https://cablevey.com
The Ralston LC20 Field Gauge with FieldLab Mobile App gives you the freedom monitor and log pressure remotely from your phone or tablet with lab-grade accuracy.
• Control and monitor via Bluetooth on a mobile device
• Log pressure at custom intervals with streamlined data collection
• Monitor readings from a safe distance in hazardous or difficult-to-reach areas
• Instantly share data logs over email, network drives or text
• Available in vacuum and pressure ranges up to 30,000 psi / 200 MPa
COMBINED VIBRATION/TEMPERATURE SENSOR WITH IO-LINK
Turck has expanded its product portfolio with the CMVT, a vibration sensor with integrated temperature measurement for condition monitoring applications. Vibration and temperature are the key characteristic values for detecting machine faults early on, the company explains, such as those caused by the imbalance of rotating parts. The sensor detects vibration on three axes and evaluates them internally. It outputs a warning signal directly if the set limit values are exceeded — either via IO-Link or as a switching signal. The sensor detects accelerations in g and vibration speeds in mm/s over a wide frequency range. The smart preprocessing of the sensor data also allows the direct output of peakto-peak values or rms values of acceleration and speed. Benefits of the sensor include: maintenance and wear-free; machine monitoring without any PLC integration thanks to internal data preprocessing; suitable for new equipment and retrofitting of existing machines; and, easy use via IO-Link master.
Turck Canada www.turck.ca
CAPACITIVE SENSOR INTRODUCED WITH EHEDG CERTIFICATION
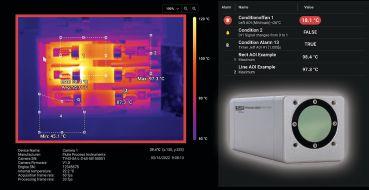
multiple areas of interest, monitor processes, and access the on-board analytics of the fixed thermal imager through a web browser. Interface directly to PLCs or other devices using multiple fieldbus protocols or discreet I/O, the company says.
Fluke Process Instruments
www.flukeprocessinstruments.com
DIAPHRAGM SWITCH DESIGNED FOR AGRICULTURAL HAZARDOUS LOCATIONS
BinMaster has announced the BM65 diaphragm switch is UL Class II, Groups E, F & G explosion-proof certified and can be used in environments where there is a risk of combustible dust. A diaphragm — or pressure — switch works by activating a sensitive micro-switch when material reaches the level of the switch in the bin. It sends an alert that can be used to start or stop a process or alert to a high, medium, or low-level in the vessel. The BM65 model is commonly used in agricultural products such as grain, cornstarch, flour, sugar, or rice. Metals such as aluminum or zinc; chemical dusts like coal or sulfur; plus some pharmaceuticals, pesticides, rubber, or wood products are materials where the switch may be used.
BinMaster
www.binmaster.com
Rechner Automation has introduced the sensor KA1244 has a style of housing that is hygienic designed and is certified by EHEDG (European Hygienic Engineering and Design Group); Certification type EL Class I. The PEEK surface has an Ra 0.4 μm for smoothness and the PEEK conforms to EC 1935/2004 for traceability of the materials. The beveled edge body design prevents the possibility of contamination around the weld mount or varivent adaptor, the company says, allowing the sensor to stay in place while the system is cleaned for a product changeover (CIP/Clean in Place). Tri clamp mounting is also an option. The PEEK housing is FDA 21 CFR 177.2415 compliant for use in food and pharmaceutical applications. The sensor is pressure rated for 10 bar and has a choice of horizontal or vertical mounting. Applications include high- and low-level control of cereals, water, juice, wine, oil, shampoo, pharmaceutical chemicals, and liquid chocolate. Rechner Automation www.rechner-sensors.com
STANDALONE THERMAL IMAGER MONITORS TEMPERATURE IN SEVERE ENVIRONMENTS
The Fluke Process Instruments ThermoView TV30 thermal camera is designed to enable industrial teams to set up thermal imaging systems without the constraints of being constantly connected to a vulnerable computer. The fixed-installation thermal camera measures -10° to 1300°C and provides a broad scope of features and functions. The stand-alone camera provides full connectivity for easy integration with a PLC via open platform communications unified architecture (OPC UA), or MQ telemetry transport (MQTT). Users can set up
SELF-CALIBRATING NETWORKED THERMOMETERS OFFER EX SAFETY
Endress+Hauser has introduced generation 2.0 of its iTHERM TrustSens TM371/TH372, still the world’s only self-calibrating RTD thermometer for hygienic operations. Gen 2.0 of the temperature recording device includes new smart and safe features for added convenience and expanded roles in the life sciences and food-and-beverage sectors in particular. These include a wider operating temperature range (-40° to 190°C), explosion protection, optional Bluetooth/WirelessHeart connectivity and potential integration with Netilion, the company’s cloud-based IIoT ecosystem. Certification for Ex-ia/IS makes it suitable for dust and gas applications like storage of grains, flour, or pet food or for monitoring production of milk powder and alcohol or for sterile filling or ethylene oxide sterilization. Endress+Hauser Canada www.ca.endress.com
FLUSHING RINGS WITH INTEGRATED VALVES REDUCE INSTALLATION TIME
Emerson has introduced the Rosemount 319 Flushing Ring with valve-integrated design, providing differential pressure measurement and lower maintenance suitable for a wide range of differential pressure applications. Available in Traditional and Compact options, the new Flushing Rings also provide a process-to-seal connection said to allow for faster diaphragm seal maintenance without disconnecting them from process flanges. Both versions come pre-as-
sembled including the flushing ring, matching valves, and connections, allowing technicians to commission devices faster by eliminating the need to procure and assemble components onsite.
Emerson
www.emerson.com.
ZONE 0 ETHERNET-APL INTEGRATION WITH TERMINAL VIA MODULAR ETHERCAT I/O SYSTEM
To fully support digitalization in process industry applications, Beckhoff has announced it is making it easier to leverage Ethernet-APL with the ELX6233 EtherCAT Terminal. The compact, dual-channel communication interface is said to simplify integration of field devices in the hazardous areas of zones 0/20 and 1/21. The I/O terminal extends the combination of the company’s flexible EtherCAT system architecture and the intrinsically safe ELX portfolio to Ethernet-APL, in addition to HART or simple digital signals. The terminal connects to sensors according to the SPAA (TS10186) port profile and integrates them into the system via PROFINET. Two APL ports are available for this purpose in the 24-mm terminal housing.
Beckhoff Automation www.beckhoff.com
ROTARY SHAFT ENCODER MONITORS SLIDE GATE POSITION
4B Components has introduced the Encoder-Flex 1024 rotary shaft encoder that uses leading technology to monitor slide gate position. The compact design is said to be easy to use and easy to calibrate. Specifications include 1 to 1024 programmable pulses per revolution with up to 500,000 rotations and 4 to 20 mA input. Suitable for retrofit or new installations, the units feature quadrature pulse (speed/relative rotation),
and Modbus RTU output. Users can know the precise position of their gate (0 to 100% open), the company says. The stainless steel enclosed rotary encoder memorizes shaft position in the event of power loss.
4B
Components
https://encoderflex1024.com/
HEIGHT-ADJUSTABLE LABELING FOR CYLINDRICAL CONTAINERS
WLS, a ProMach product brand, has introduced a height-adjustable labeling option for its VR72 labeler. The system option automatically adjusts the height of the conveyor, and thus the containers, to effectively change the label height. With this option, the high-speed labeler can be programmed to achieve a new label height for an entire batch or dynamically adjust the height of each label for every individual container to improve
production efficiencies, reduce label inventory and/or maximize shelf appeal. Capable of speeds more than 600 containers per minute, the system applies pressure-sensitive, wrap-around labels made of paper or film to cylindrical, free-standing packages. When equipped with the height-adjustable labeling option, the VR-72 primarily runs vials and bottles containing liquid pharmaceuticals, biotech products, nutraceuticals, personal care products, cosmetics, and other consumer goods.
WLS
www.weilerls.com
Industry News
CAMERON EXPANDS SCOPE OF A2LA ISO 17025 LABORATORY ACCREDITATION
Cameron Instruments has expanded its scope of accreditation through A2LA for technical competence to include the fields of temperature and electrical calibration in accordance with ISO 17025.
The Guelph, ON-based company’s temperature and electrical capabilities include temperature, ranging from -100° to 660°C and DC electrical. www.cameroninstruments.com
The core of the multidisciplined A2LA ISO 17025 accredited calibration laboratory is focused on high pressure up to 30,000 psi gauge or absolute.
Cameron Instruments www.cameroninstruments.com
DOW SELECTS LINDE AS PARTNER FOR ALBERTA ETHYLENE/DERIVATIVES COMPLEX
Dow has announced it has selected Linde as its industrial gas partner for the supply of clean hydrogen and nitrogen for its proposed net-zero carbon emissions integrated ethylene cracker and derivatives site in Fort Saskatchewan, AB.
The proposed production process at Fort Saskatchewan will convert cracker off-gas into hydrogen as a clean fuel to be used in the ethylene production process and carbon dioxide will be captured onsite to be transported and stored by adjacent third-party carbon storage infrastructure partners.
Linde
www.linde.com
Dow
www.dow.com
DURHAM COLLEGE PARTNERS WITH JOHNSON CONTROLS TO SUPPORT STUDENTS
Durham College has announced a partnership with Johnson Controls to help meet the growing need for skilled technology workers in Ontario by providing Electromechanical Engineering Technology (EET) students with financial support as well as mentorship opportunities.
The college, with campuses in Oshawa and Whitby, ON, has been approved for a grant from Johnson Controls that will provide annual entrance bursaries valued at $2,000 each to five students entering their first semester of studies in the EET program. In addition, a new equipment donation will support Durham’s EET curriculum and the establishment of a new building automation lab.
Johnson Controls www.johnsoncontrols.com
Durham College
https://durhamcollege.ca
H2O INNOVATION AWARDED O&M CONTRACTS WORTH $5.4 MILLION
H2O Innovation Inc. of Quebec City has announced that it has recently been awarded three new operation and maintenance (O&M) service contracts and has extended seven existing contracts valued at a total of $5.4 million.
Included is a new O&M contract with Rocky View County, AB, for a period of two years, with the option to renew for three additional periods. The water quality corporation has also secured two additional O&M contracts in the states of New York and Texas.
“Our new project in Alberta provides us with a great opportunity to maximize the use of our existing resources in the region and to enhance the cost efficiency of our fixed expenses,” said Frédéric Dugré, president, CEO and co-founder of H2O Innovation. H2O Innovation www.h2oinnovation.com
Cameron Instruments provides a wide range of laboratory measurement capabilities.
Linde will complete the design and engineering for an air separation and autothermal reformer complex to be integrated with Linde’s existing operations in Fort Saskatchewan.
Local Johnson Controls employees — many of whom are graduates from Durham’s Electromechanical Engineering Technology program — will work with the college to mentor students in this automation program.
Frédéric Dugré, president, CEO and co-founder of H2O Innovation.
OPTICAL CONSISTENCY MEASUREMENT FOR WET END APPLICATIONS INTRODUCED
Valmet has launched a Valmet Optical Consistency Measurement model (Valmet OC2W), which has been developed for stock preparation’s short circulation applications in paper, tissue, and board machines. The cost-effective inline consistency measurement is especially suitable for wet end process monitoring, the company says. Valmet OC2W utilizes the total consistency measurement method of the original Valmet Optical Consistency Measurement (Valmet OC) and comes with an added capability of ash content available as a second measured value. Particularly in low-consistency measurements, the company’s optical measurements are said to often be the only possible technique to provide reliable results. Valmet OC2W can be easily installed with a measuring probe that enables insertion and removal without special tools or a process stop, the company says.
Valmet
www.valmet.com
IMPROVE OPERATIONAL AGILITY WITH ON-MACHINE DISTRIBUTED I/O SOLUTION
ordinate devices to PROFIBUS, EtherNet/IP, PROFINET, or Modbus-TCP control systems, the company says. With the Anybus Communicator, it adds, users can quickly and effortlessly scan the EtherCAT network for devices directly from its web user interface. The communicator automatically identifies each device and maps its data to the control system, eliminating the need to manually search for and import device description files (ESI).
HMS Networks www.anybus.com
WEBSITE LAUNCH FOR GAS AND FLAME DETECTION SPECIALIST
Rockwell Automation has released its new Allen-Bradley ArmorBlock 5000 I/O blocks integrated with IO-Link technology. With the integrated IOLink capabilities, machine design complexity is said to be reduced through simpler device configuration and better integration with Allen-Bradley controllers. Users can speed up project development, the company says, with the common tag structure and configuration workflows in the intuitive Studio 5000 Logix Designer environment. Optimized for On-Machine use, the I/O blocks enable quicker installation, commissioning, and troubleshooting, it adds. The I/O blocks can operate in a wide range of temperatures and offer up to IP69K protection for high-speed applications in harsh environments. In addition, the blocks are available in three industry-standard power variants to meet different regional needs.
Rockwell Automation
www.rockwellautomation.com
GATEWAY RANGE EXPANDED WITH ANYBUS COMMUNICATOR ETHERCAT MAIN DEVICE
HMS Networks has launched the Anybus Communicator EtherCAT Main Device, a gateway designed to provide an easy and reliable way to connect EtherCAT subordinate devices to different industrial networks and control systems. The unit provides a reliable solution for connecting EtherCAT sub-
Teledyne Gas and Flame Detection, a provider of gas and flame detection solutions, has announced the launch of its new website, featuring updated informational content and a user-friendly interface. The website is designed to provide an enhanced experience, including improved accessibility and mobile compatibility. It introduces new content on a range of gases, including H2, CO, O2, NH3 and others, the company says, helping users understand the potential risks associated with each gas and how to detect them. In addition, the site includes detailed information on the company’s range of gas and flame detection products, such as detectors, controllers, and alarms.
Teledyne Gas and Flame www.teledynegasandflamedetection.com
Fittings & Couplings supplement
OFF-THE-SHELF AND CUSTOM FLANGE FITTINGS CONNECT SYSTEM EQUIPMENT
Brennan manufactures a variety of flange fittings for connecting system equipment, such as flanged tube fittings, in both forged steel and stainless steel, schedule 61 and 62 flanges, and other applications. The flanges and flange fittings are used in many industries to connect or reinforce a system safely and efficiently. The high-quality and reliable flange fittings, the company says, are made to withstand high pressure and vibration. Custom requirements can be fulfilled by the company’s engineered solutions team. The 1704-FG flange fitting shown is an elbow MJ-Flange 90 Code 61 type. Brennan Industries https://brennaninc.com/fittings/
PVC VENTILATION DUCT PIPE & FITTINGS
Instaduct PVC ventilation duct pipe from Fabco is available in sizes ranging from 6 to 24 in. diameters. The pipes are manufactured from PVC so it will be in service for a long time and resist corrosive fumes and gasses, the company says, in all sorts of industrial ventilation applications,
including air handling systems, air pollution control systems, corrosive fume exhaust systems, pickling, plating, halogen gas purging and etching, chemical processing, pharmaceuticals, food and dairy Processing, laboratories, and cosmetics. The lightweight piping system is said to be easy to install and features increases flow rates due to the seamless characteristics. Welded construction is supplied with socket (belled) ends and fabricated from extruded duct pipe. Custom manufactured duct fittings are available.
Fabco
www.fabcoplastics.com
BALL VALVE SERIES EXPANDED TO INCREASE APPLICATION RANGE
Hayward Flow Control has expanded its GFPP solutions with the release of the GFPP-B (Glass Filled Polypropylene Black) TB series ball valve line. The addition of the GFPP-B material to the product line increases the range of piping applications that can be serviced with Hayward True Union Ball Valves, as well as providing an economic solution in the market for demanding applications. Available in sizes ½ to 2 in./DN15 to DN50, the new series features a full port design, with true union threaded or flanged end connections. The valves have a maximum pressure rating of 150 psi with threaded (NPT or BSPT) or flanged ends (ANSI150 or PN10), and maximum service temperature of 115°C. The GFPP-B material is said to provide excellent impact and UV resistance, making it suitable for chemical transfer, corrosive environments, and intense outdoor installations.
Hayward Flow Control www.haywardflowcontrol.com
STAINLESS SANITARY FITTING OFFERS STANDARD CLEANING AND PACKING
Swagelok has introduced the 316 SS sanitary fitting, 1/4 in. tube OD x 1 in. Kwik-Clamp flange (Part #: SS-400SC-16). The unit has a connection 1 size tube fitting paired with a connection 2 type Standard Cleaning and Packaging (SC-10) rating. When selecting products, the company says, the total system design must be considered to ensure safe, trouble-free performance. Function, material compatibility, adequate ratings, proper installation, operation, and maintenance are the responsibilities of the system designer and user.
Swagelok
www.swagelok.com
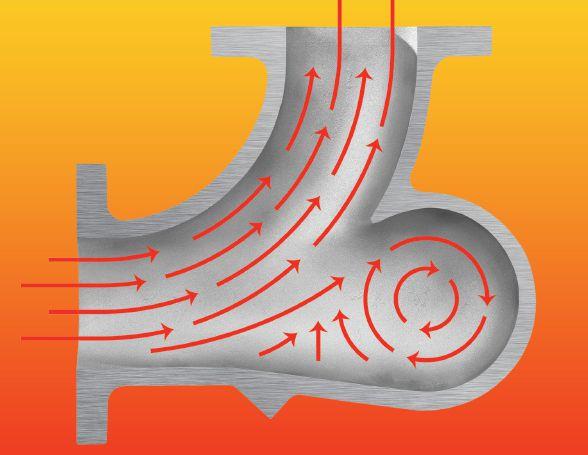
Deflection elbows prevent blowouts, preserve purity of ceramics at Coorstek
CoorsTek is a world leader in technical ceramics, materials that are highly resistant to mechanical, chemical, electrical, and thermal degradation. Applications span numerous industries including aerospace and defense, chemicals, electronics, energy, medical, and semiconductors.
In 2019, CoorsTek opened its Center for Advanced Materials (CCAM) in Golden, CO. It combines a research and development hub, an analytical laboratory, and a materials manufacturing facility. CCAM’s mission is to accelerate production of commercial ceramics using the latest technologies.
Its manufacturing side is dedicated to handling alumina (aluminum oxide, Al2O3), which rates 9 on the Mohs hardness scale, just below diamond.
“It’s extremely abrasive,” says Andrew Harm, CoorsTek process engineer, who led the commissioning of CCAM’s eight pneumatic conveying systems. These dilute-phase lines were built to transport the alumina between operations, from railcar unloading to mixing, milling, spray drying, and storage. The conveying systems’ elbows were unfortunately no match for the abrasive alumina.
“I don’t think it was communicated clearly how abrasive our materials are,” Harm says. “They very quickly started poking holes in the elbows.” In some cases, the elbows failed after handling only 20,000 to 30,000 lb of alumina. “Our batch size is 100,000 lb, so it was a substantial issue for us.”
In addition to downtime, premature wear caused product contamination with as much as 150 ppm of magnetic iron emanating from pipeline and elbow wear. “We care about iron in our material, especially our materials that go to the semiconductor industry and for defense,” Harm says. “The chemistry and purity are extremely important.”
Preventing abrasive alumina from impacting the elbow wall
The ceramic linings of the original elbows had a Mohs hardness of just 5 to 6. As those wore through, Harm and his staff experimented with other types of elbows. The most effective proved to be Smart Elbow deflection elbows from HammerTek Corp.
These specialty bends have a spherical vortex chamber protruding
from the inlet leg. As material enters the bend, a portion of the flow is diverted automatically into the vortex chamber, where it forms a loosely packed mass that slowly rotates in the direction of flow.
A spherical vortex chamber protruding from the deflection elbow causes a loose ball of ceramic material to rotate in the same direction as the airstream that powers it, deflecting particles around the bend without impacting or wearing the elbow wall.
CoorsTek installed Smart Elbow deflection elbows after experiencing failures of ceramiclined sweep elbows along its eight pneumatic lines conveying highly abrasive alumina.
This gently deflects incoming particles around the bend. Because some material continuously filters out of the chamber as new material enters, the rotating ball of material is continuously replenished. In addition, the material exits evenly across the outflow of the elbow without skidding along the outside radius as occurs with sweep elbows.
Although the deflection elbows are more expensive initially than other styles Harm tried, such as blind-tees, they reduced costs and improved quality.
“We get very little wear from the deflection elbows, so we’re not wearing off that metal into our product. That by itself is enough for us to justify the cost.”
Eliminating the blowouts, the mess, and unscheduled downtime was a bonus. “We can make the case from a purely manufacturing standpoint, too,” Harm says.
Replacing sweep elbows proactively
CoorsTek initially installed the deflection elbows in phases after it commissioned each conveying system, and the original sweeps wore out. “We did that with a couple of systems, but by the time we started running the fifth or sixth system, we went whole hog,” Harm says. “Waiting [for a blowout] was causing too much unplanned downtime. If you already have the part on hand and plan for it, changeout time is minimal, maybe half an hour.”
Replacing difficult-to-access elbows, however, takes more time and planning. The most difficult were the elbows atop CCAM’s 90 ft tall outdoor silos. It took two days and required hiring a crane and building special scaffolding, but there was no alternative, Harm says. “We can’t be blowing our material out to the open.”
Those were the last of the 65 Smart Elbow bends that CoorsTek installed. Some of the bends are cast iron, but most are made from HammerTek’s HammerLoy, a more abrasion-resistant material.
Reducing pressure drop by one-half to one-third
In addition to preventing contamination and blowouts, the deflection elbows reduced pressure drop. “With the blind-tee elbows, we get 0.2 to 0.3 psi pressure drop across the elbow itself. With the HammerTek elbows, we get about 0.1 psi drop,” Harm says. “That’s a pretty significant difference. If we used four or five of those other elbows, it could mean a 20 percent pressure drop just across the elbows. It could drop the rate enough that we couldn’t send material through.”
Throughputs among the eight systems range from 4,000 to 20,000 lb per hour. Conveying line runs are 80 to 300 ft and pipeline diameters are 4, 5, or 6 in. At the discharge end, material velocities can exceed 100 mph.
The oldest of the HammerTek elbows, installed two years ago, continues to perform. In noncritical areas, CoorsTek still has some blindtees and sweeps with double-wall construction. “If we can get away without replacing them, great,” Harm says. “But the first time one of those fails, we’ll go ahead and swap those out as well.”
This article was contributed by HammerTek Corp. HammerTek Corp. www.hammertek.com
The deflection elbows have reduced pressure drop and prevented contamination, blowouts, and unscheduled downtime.
CoorsTek’s eight pneumatic conveying lines run between 80 and 300 ft in length and 4-, 5-, and 6-in. diameters. They transport alumina from railcar unloading to mixing, milling, spray drying and storage.
CoorsTek has replaced most of its double-wall sweep elbows (foreground) with Smart Elbow deflection elbows (rear).
Keep your valves operating properly to ensure a safe facility
By Sam McCulloch
The role valves play in industrial fluid systems cannot be overestimated. Not only do they control and maintain optimal flow levels, but their reliability is necessary to promote efficiency, profitability, and safety. Operators should have specific plans about how to maintain and repair valves before significant problems occur.
Knowing how to troubleshoot valve malfunctions and deciding when and how to maintain these components are essential to any functioning operation. Incorrectly installed valves are one of the most common reasons industrial fluid systems do not perform as expected.
Ensuring proper installation allows for more maintenance-free operation in the long run. Installation technicians should follow these best practices if they want to install the valves according to the highest possible standards:
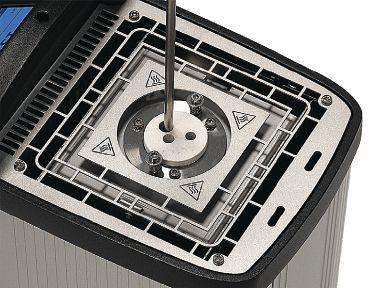
• Before beginning the installation, examine the instruction manual closely and review any training your supplier offers. Seek videos that show the proper assembly steps (and disassembly when maintenance is required), including how to tighten the valve correctly (Figure 1)
• Understand the system parameters to make sure the valve meets the temperature or pressure ratings necessary to operate in your application
Proper preventive maintenance can save time and money while preventing costly and dangerous
leaks
• As the installation progresses, provide enough space for future maintenance operations. Valve maintenance is usually a hands-on activity, so whenever possible valves should be located in easily accessible areas of the system
• Secure valves to fixed locations if possible and build proper supports for the tubing and piping to keep vibrations at a minimum (Figure 2)
• Orient the valves correctly so the fluids can flow in the intended direction
• Ensure the system is not leaking once the installation is complete
• Use filters where necessary to avoid allowing contaminants into the system
Following these steps when installing valves can create a system that will perform at peak performance over its life cycle.
Why Preventive Maintenance Matters
Above all, safety should be at the heart of any valve maintenance operation. While some valves can be repaired instead of replaced, the decision should be based on your supplier’s recommendations. If there’s a question, replace it to maintain a safe
working environment.
Having a preventive maintenance (PM) plan will reduce how often full replacement is necessary. Since each industrial fluid system is unique, the PM schedule should reflect that reality. Some of the key factors that will affect how long your system will work include:
• Pressure
• Temperature
• The chemical makeup of the process fluid
• The number of on/off cycles your valve will experience over a specified period
Consult with a reliable supplier to ask their advice on what a proper valve PM plan should look like. No matter the factors affecting the system, PM schedules should ensure the valves are checked on a regular basis to make sure they’re still operating correctly.
Leaks are the most common problem caused by malfunctioning valves. It does not matter whether the leak is small or large: It must be fixed immediately for the safety of the facility and its employees. Sometimes, leaks can be identified easily using your five senses. For example, a chemical leak may be smelled before it is seen.
Figure 1. Gap inspection tools help prevent the overtightening of valve fittings, which can damage the end connections and lead to leaks.
In other instances, sophisticated ultrasonic equipment (Figure 3) or liquid leak detectors (Figure 4) are necessary. The earlier you catch a valve leak, the less likely more serious problems will develop. Undetected leaks can bring significant costs to your operation because they can negatively affect safety and productivity. Leaks also have the potential to cause serious environmental implications.
A leak can occur for many reasons, but some of the most common include unreliable metal-to-metal seals, contaminants that corrupt the system, end connections that are improperly installed, and poorly selected tubing. When deciding whether valves are properly functioning, technicians should try some of the following troubleshooting techniques:
MONITOR: Process Optimization and Monitoring Creates Increased Efficiency and Less Waste
ADJUST: Operational Personnel Are Able Crucial, Immediate Adjustments
CLOSED LOOP: Measure Moisture Direct online with Instant Data Communicated to a PLC
Moisture Control Directly on the Production Line www.moistech.com info@moisttech.com 941-727-1800
• Test the valve. First, make sure the valve is operating, and if it is leaking, decide what kind of leak it is. Typically, it will either be a seat leak or a shell leak.
• Inspect the valve. Check the individual components of the valve, including seats, O-rings, and stem tips. If they are damaged or worn, they may need to be repaired or replaced.
• Repair the valve. If the problem occurs in any of the components like seats, packing, and stems, you can usually repair the individual parts without replacing the entire valve. Occasionally, it may require replacing all the internal components as part of a complete overhaul (Figure 5). Your supplier should be able to supply repair kits containing the proper components.
• Maintain the valve. The PM plan for valves should never remain static. As you gain a better understanding of how valves wear in your application, adjust your PM plan accordingly. You should also always label your valves with tags so technicians can see quickly and easily what each valve does and how often they should be examined.
When Repairing a Valve Is Not Enough
There are times when simply repairing a valve will not solve the problem. In these cases, it may be necessary to install a new valve. Technicians should look for heavy corrosion to the valve body, significant contamination that cannot be removed, or damaged end connections resulting from overtightening to decide if a replacement is needed. Replacement may also be necessary even if damage is not observed. If replacing a valve is less expensive than repairing a valve, then it may make more sense to replace it. As always, production downtime associated with repair or replacement should be considered.
Making Your Valve Operation Reliable
In any industrial fluid system, it is crucial to have properly functioning valves. Deciding how to properly install and troubleshoot your valves, and having appropriate PM plans for them will allow your facility to be safer, more efficient, and more profitable. Your valve supplier should provide you with the training and knowledge necessary to keep your valves in proper working order for their entire life cycle.
Sam McCulloch is an Associate Product Manager for Swagelok Company. An original version of this article appeared on the Swagelok Reference Point blog here: www.swagelok.com/ en/blog/valve-maintenance-and-troubleshooting. Swagelok Company www.swagelok.com
Figure 2. Whenever possible, ensure your valves are affixed to static locations to keep vibration damage to a minimum.
Figure 3. In some instances, ultrasonic testing is necessary to check for leaks and ensure valves are properly installed.
UNIVERSAL FEEDER CONTROLLER
The Gericke GUC-F Universal Feeder Controller from process equipment manufacturer Gericke USA features a proprietary design configuration compatible with many types of manufacturing automation software. Suitable for installation in fully and partially automated processes, the controller integrates with Enterprise Resource Planning (ERP) automation software, Manufacturing Execution System (MES) process control software, Programmable Logic Controllers (PLC), and Internet of Things (IoT) networks. Devised to help food, chemical, pharmaceutical, and other manufacturers improve bulk material feeding accuracy and efficiency, the controller automates control over weighing, dosing, and feeding of powders, pellets, mixtures, and other dry bulk materials. Up to four feeders on up to four different processing lines may be controlled, monitored, and adjusted from a single HMI screen.
Gericke USA
www.gerickegroup.com
ANALYZER MONITORS NON-METALLIC INCLUSIONS IN STEEL MANUFACTURING
Thermo Fisher Scientific has announced the latest iteration to its range of ARL iSpark series optical emission spectrometers. The Thermo Scientific ARL iSpark 8860 Inclusion Analyzer with Spark-DAT boasts all the features necessary for both thorough elemental analysis of steel and ultra-fast inclusion analysis, the company says. It can help to guarantee keeping the lowest inclusion content of steel products at the point of manufacture to prevent costly production issues, it adds, like nozzle clogging during continuous casting processes. The inclusion analyzer is said to be the first optical emission spectrometer on the market to combine full elemental coverage with rapid characterization of non-metal-
lic inclusions in a single analysis. It can identify and determine features such as the type, number, size, concentration, and volume fraction of inclusions, allowing steel manufacturers to control inclusion content in steel products in real time.
Thermo Fisher Scientific www.thermofisher.com
BLADDER PUMP OFFERS EFFECTIVE SKIMMING OF VISCOUS HYDROCARBONS
Q.E.D Environmental Systems has announced the Eliminator high capacity bladder pump, designed to handle light nonaqueous phase liquids (LNAPLs) and dense nonaqueous phase liquids (DNAPLs), as well as viscous contaminants, including crude oil. Available for 2-in. (50 mm) or 4-in. (100 mm) wells or larger, the pump offers 100 percent air-powered operation, no contact between drive air and contaminated fluids, and simple flow optimization. The pump uses a bladder made of PTFE or elastomer to isolate the pump air supply from pumped liquid, so there is no contact between the air and the contaminated fluids inside the bladder. As a result, the company says, there are no emissions of potentially contaminated air. Featuring top-inlet skimming or bottom-inlet pumping, the bladder pump is powered by compressed air that requires an external timer-based controller to control the air cycling ON and OFF switch to the bladder pump.
Q.E.D. Environmental Systems www.qedenv.com
FAST-RESPONSE AND CONTINUOUS GAS FLOW MONITORING WITH FLOW MODULE
Innovative Sensor Technology IST AG has expanded its product portfolio with the SFS Flow Module, a ready-to-use, linearized mass flow module for gases. The module is primarily used in gas supply, gas dosing systems, analyzers and manifolds, but is also suitable for process control, e.g. in modified atmosphere conditions for the measurement of low flow rates. With its bi-directional calorimetric measurement, the flow module provides continuous gas flow monitoring with a response time ≤20 ms. It comes factory-linearized with a repeatability of 0.2% and an accuracy of up to 2% f.s. and is available in three versions for different flow rates ±50, ±200 and ±1000 sccm. The flow module has both an analog and a digital I2C output and is equipped with two address pins. Innovative Sensor Technology IST AG www.ist-ag.com
ALL-IN-ONE COMPACT CONTROLLER
PROVIDES UP TO 60 I/O
Mitsubishi Electric Automation has expanded its line of MELSEC iQ-F series compact controllers to now offer a basic model with an all-in-one controller for small machines up to 60 I/O with integrated Ethernet connectivity. The FX5S PLC is a solution for simple automation applications at a more affordable price than the original FX5U high-performance model and FX5UJ mid-range model, the company says. Unique features of the FX5S PLC include a built-in Webserver for connection to customized webpages and CC-Link IE network capability for reliable communication to HMI, VFD, servo, and remote I/O. Mitsubishi https://ca.mitsubishielectric.com
PVC PIPES & FITTINGS RESIST CHEMICALS AND CORROSION
Chemkor Schedule 80 PVC pipe from Fabco is resistant to corrosion and chemical attack by acids, alkalies, salt solutions and many other chemicals. It is attacked, however, by polar solvents such as ketones and aromatics, the company says. Of the various types and grades of PVC used in plastic piping, Type 1, Grade 1 PVC (Cell Classification 12454–B) conforming to ASTM D1784, is the most common. The maximum service temperature for PVC is 140°F. With a design stress of 2,000 psi, PVC has the highest long-term hydrostatic strength (at 73°F) of any other major thermoplastic material used for piping, it adds. Applications include chemical feed systems, industrial water treatment systems, municipal water treatment systems, and cooling towers. Pipes are stocked in 10 or 20 ft lengths, bell and plain end, and are available in custom lengths. Fabco www.fabcoplastics.com
CPCA Training Programs Enhance your Competitive Edge
Membership Discounts
Skilled and knowledgeable employees are essential to success in the fast-paced process control industry. Your CPCA membership helps you elevate your workforce’s expertise in process control. We keep you informed of upcoming opportunities for training so you can equip your workforce with the cutting-edge skills and knowledge to excel. Upcoming programs designed for the process community – from manufacturers to distributors to end-users:
The McMaster Certification of Completion Courses (25% off for CPCA members and 90% tuition subsidy for elegible employees via the McMaster AeroSkills Project):
- Business Unit Management & Scaling
- Advanced Leadership Skills
For more info visit https://www.mccmcmaster.ca/iolm or register at https://www.mccmcmaster.ca/registration
The McMaster AeroSkills Aerospace Training Project (in conjunction with Mohawk College) offers a 90% discount for employees at small to medium-sized enterprises that support the southern Ontario aerospace industry (funded by the Government of Canada through the Federal Economic Development Agency for Southern Ontario). Courses include:
McMaster Manufacturing Research Institute Industrial Training Program: Introduction to Sensors; Data Analytics (Machine Learning, AI); Data Analysis and Visualization; Lean Manufacturing (levels I and II); Design for Quality (Reliability in Design and Manufacutring) www.eng.mcmaster.ca/mmri-industrial-training-program/
September courses: EMC Canada - 5S Workplace Organization and Mental Health in the Workplace | SLBC Advisory ServicesThe Fundamentals of Asset Management.