CUM SĂ
ÎMBUNĂTĂȚIȚI PERFORMANȚA





Cum să alegeți corect profilul pânzei de fierăstrău
Cum alegeți o pânză de fierăstrău
Cum să prelungiți durata de viață a pânzei fierăstrăului dvs.
Mașini de ascuțit și ceaprăzuit pânzele de la Wood-Mizer

Cum să vă ascuțiți propriile pânze
Ascuțirea cu discuri abrazive CBN
Ulei mineral pentru ascuțirea echipamentului dumneavoastră
Rezolvarea problemelor ce apar la ascuțirea pânzelor

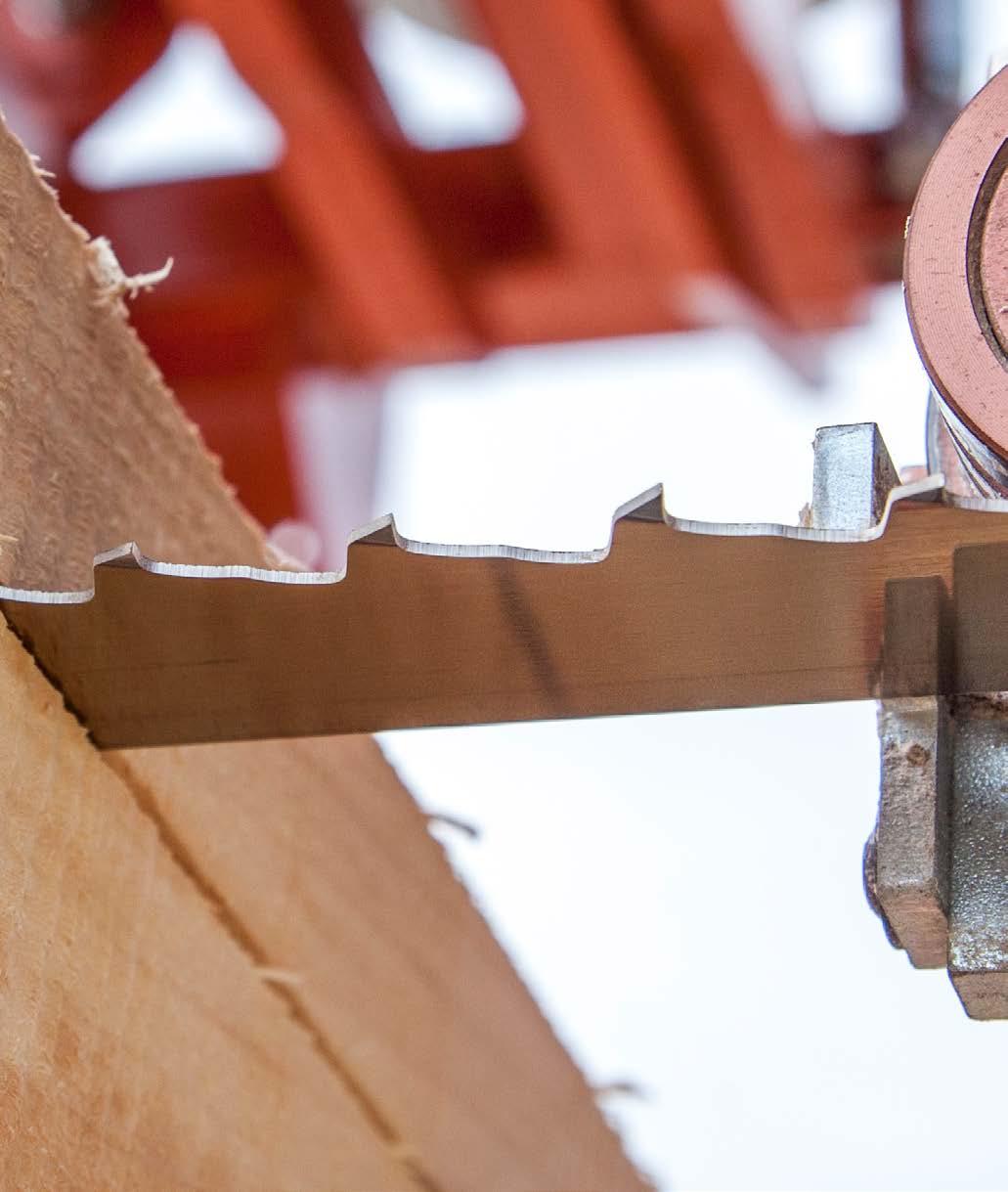
Folosirea celei mai bune pânze pentru fierăstrău este esențială pentru creșterea productivității, îmbunătățirea calității prelucrării și reducerea costurilor pentru operațiunile de tăiere sau retăiere. De la rășinoase verzi moi și până la foioase tari abrazive, Wood-Mizer produce o gamă de pânze de fierăstrău de top din industrie, cu peste 100 de combinații bazate pe profil, lățime, grosime, pasul dinților și material pentru orice tip de aplicație de tăiere sau retăiere. Cu o mare varietate de opțiuni disponibile, selectarea pânzelor care se potrivesc cel mai bine aplicației dvs. poate fi complexă. În continuare vă prezentăm un ghid util pentru a înțelege diferitele părți ale pânzei panglică de fierăstrău și cum să alegeți cel mai bun profil de pânză și material pentru aplicația dvs. de tăiere.
A = Pasul dinților
B = Golul dintre dinții pânzei
C = Înălțimea dintelui
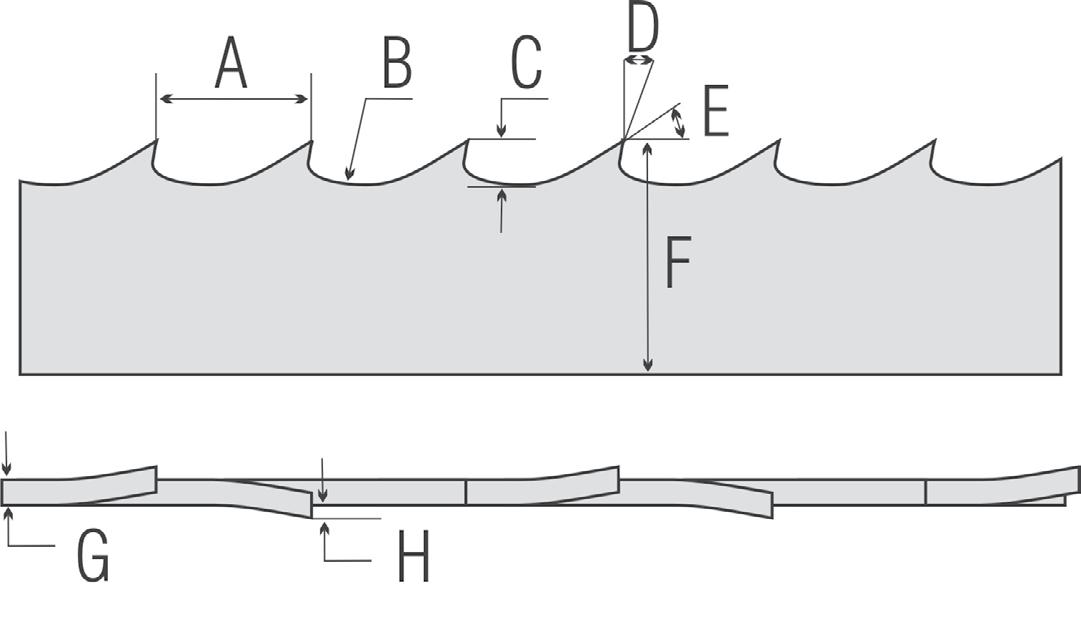
D = Unghiul de degajare

E = Unghiul față de orizontală
F = Lățimea pânzei
G = Grosimea pânzei
H = Ceaprazul dinților
A. Pasul dinților reprezintă distanța dintre fiecare dinte de la vârf la vârf. Pasul mai mic (1/2”, 5/8”, 3/4”, și 7/8” - 12.7mm, 15.87mm, 19.05mm, și 22.22mm) este în general utilizat pentru tăiere de putere mică (18kW / 24CP sau mai puțin), procesare secundară și retăiere, în timp ce pasul mai mare (1” și 1-1/4” – 25.4mm și 31.75mm) este ideal pentru producția ridicată, operații de putere superioară (18.5kW / 25CP sau mai mare).
B. Golul dinte dinții pânzei reprezintă zona dintre dinți care capturează și îndepărtează rumegușul, asigurând în același timp rezistență dintelui. Înălțimea dintelui trebuie să fie suficientă pentru a permite acestui gol să degajeze rumegușul din tăietură.
C. Înălțimea dinților reprezintă distanța dintre cel mai de jos punct al golului dintelui și vârful dintelui. Dinții mai înalți (unghi de degajare de 7° și Turbo 7°) oferă o mai mare performanță la puteri superioare (18,4 kW / 25 CP sau peste) cu îndepărtarea sporită a rumegușului. Dinții mai scurți (unghi de degajare de 9° și 10°) sunt indicați pentru o putere mai mică (18kW / 24HP sau mai puțin), tăierea de bușteni cu diametrul mic, retăiere și prelucrare secundară.
D. Unghiul de degajare reprezintă numărul de grade cu care vârful dintelui se înclină înainte față de verticală (axa de 90 grade). Ung-hiul de degajare trebuie ales în funcție de tipul de lemn pe care îl tăiați.
pentru esențele tari și exotice atunci când sunt tăiate cu echipamente de putere superioară (18,4kW / 25HP sau mai mult).
ġ Pânze Turbo 747 – Disponibile doar la Wood-Mizer, aceste pânze sunt compatibile cu toate nivelurile de putere și prezintă o capacitate mai mare de degajare a rumegușului, unghi extrem de 47° față de orizontală a dinților pentru viteze mai mari de tăiere și puncte de penetrare ascuțite pentru o precizie mai mare a tăieturii.
ġ Pânze de 9° - Pânză ideală pentru tăierea de putere mică (18kW / 24 CP sau mai puțin) a lemnului înghețat, a lemnului de esență tare și a buștenilor cu diametru mic.
ġ Pânze de 10° - Pânze multifuncționale foarte populare pentru toate nivelurile de putere pentru tăierea lemnului dur mixt, precum stejar roșu, cireș, nuc, arțar moale și plop.
ġ Pânze de 7° - Profil solid, complet, cu o capacitate bună de tăiere a lemnului de esență tare cu putere superioară (18,4 kW / 25 CP sau mai mult).
ġ Pânze Turbo de 7° - Disponibile doar la Wood-Mizer, aceste pânze de înaltă performanță cu un unghi agresiv de 39° față de orizontală a dinților, proiectate special
ġ Pânze Vortex™ - Disponibile numai la Wood-Mizer, cu profil unic de îndepărtare a rumegușului ce pune în valoare capacitatea superioară a golului dinților de a îndepărta rumegușul din scândura tăiată.
F.Lățimea pânzei reprezintă distanța dintre vârf și baza pânzei. Pânzele mai late (de la 1-1/2” la 2” – de la 38mm la 50mm) sunt
proiectate pentru fierăstraiele cu putere mai mare (18,4kW / 25CP sau mai mult), asigură o viteză de avans superioară și pot fi reascuțite de mai multe ori. Pânzele înguste (de la 1-1/4” la 1-1/2” – de la 32mm la 38mm) sunt destinate fierăstraielor de putere mai mică (18kW / 24CP sau mai puțin) și tăierii mai dificile.

G.Grosimea reprezintă grosimea propriu-zisă a pânzei. Pânzele mai groase (.045 “, .050”, .055 “) asigură viteze de avans mai mari și performanțe de tăiere mai bune în condiții dificile de tăiere, cum ar fi material noduros, înghețat, uscat sau extrem de dur, dar necesită o putere mai mare (18,4kW / 25CP sau mai mult). Pânzele mai subțiri (.035 “, .038”, .042 “) asigură o
Wood-Mizer produce pânze cu mai multe profiluri de dinți pentru a obține cele mai bune rezultate la tăierea diferitelor esențe de lemn.
durată de viață mai lungă pe fierăstraiele cu putere mai mică (18kW / 24CP sau mai puțin), în care producția sau viteza nu sunt un factor primordial.
H.Ceaprazul dinților reprezintă distanța pe care dintele este îndoit dincolo de corpul pânzei sau dintele anterior al pânzei. Ceaprazul dinților realizează o cărare în lemn pentru corpul pânzei, care este măsurată prin grosimea tăieturii sau cantitatea totală de lemn îndepărtată de pânză odată cu fiecare trecere. Pânzele subțiri Wood-Mizer îndepărtează mai puțin de 2,5 mm de lemn, ceea ce produce cu aproximativ 20% mai multe scânduri din bușteni decât gaterele tradiționale sau fierăstraiele cu lanț.
ġ 7/34, 7/39 și 7/47 Aceste tipuri de profil sunt recomandate pentru lemnul de esență tare și funcționează cel mai bine cu motoare de peste 18 kW / 25 CP.
ġ 9/29 Acest profil este conceput pentru a tăia lemnul înghețat, parțial înghețat sau lemn de esență tare cu densitate ridicată, cum ar fi cel de acacia, stejar, carpen și frasin.
ġ 10/30 Acesta este cel mai popular și versatil profil de dinți pentru pânzele Wood-Mizer. Pânzele tăie la fel de bine lemn de esență moale, lemn de esență medie și lemn de esență tare, de exemplu, mesteacăn, fag, arțar, tei, pin și plop.
În plus față de profil, materialul pânzei reprezintă un alt aspect de luat în calcul atunci când alegeți cea mai bună pânză pentru fierăstrăul dumneavoastră. Wood-Mizer oferă mai multe materiale pentru pânze în funcție de aliaj, duritate RC și multe alte caracteristici. INDUSTRIAL


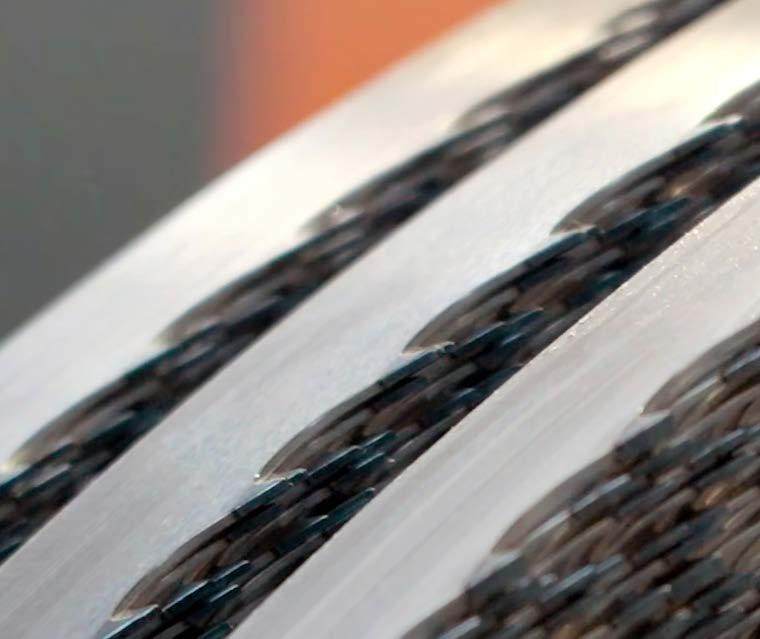
Pânza BiMETAL este fabricată din două tipuri de oțel: oțel aliat pentru materialul suport și oțel de mare viteză pentru vârful dinților. În procesul de fabricație, vârful dinților sub formă de fir este fuzionat cu suportul pânzei prin sudare cu laser, iar în etapele ulterioare este modelat până la profilul adecvat. Utilizate în general pentru tăierea primară pe fierăstraie portabile sau industriale, pânzele BiMETAL dețin o margine ascuțită de până la trei ori mai lungă decât pânzele de carbon și pot fi reascuțite de mai multe ori cu un disc CBN. Pânzele de fierăstrău BiMETAL oferă o durată de viață mai lungă decât majoritatea pânzelor de carbon și din aliaj înalt și sunt proiectate pentru medii de tăiere din producție.

ġ Întreținute prin tehnologia de ascuțire CBN

MaxFLEX este o pânză multifuncțională de calitate superioară pentru tăierea și retăierea în medii în care este necesară o durată maximă de utilizare. Cu oțel „de înaltă calitate” pentru odurată de viață maximă și calitate a tăierii, pânzele MaxFLEX sunt utilizate în principal pe fierăstraie portabile și industriale. Totuși, le puteți utiliza și în aplicații de re-tăiere.
ġ Întreținute cu tehnologia de ascuțire CBN
ġ Duritatea materialului similară

DoubleHARD
Cu sute de combinații în funcție pe profil și material, fiecare dinte al pânzelor de fierăstrău Wood-Mizer este ceaprăzuit cu precizie de echipamente controlate prin computer și profilat complet vârf cu vârf folosind tehnologia de șlefuire super abrazivă pentru a asigura performanța pânzei la cel mai înalt nivel. Fabricate în Europa, toate pânzele Wood-Mizer sunt verificate pentru performanță și calitate prin cele peste 100 de teste și inspecții, de la selectarea materiilor prime până la șlefuirea finală. Compatibile cu multe mărci și modele de fierăstrău, puteți beneficia de pânzele de fierăstrău Wood-Mizer prin calitatea, precizia și performanța acestora de neegalat la nivel global.
Materialul original al pânzei DoubleHARD este fabricat din oțel de aliaj înalt și este conceput pentru fierăstraie portabile și industriale. Prin combinația de oțel de aliaj înalt mai dur și dinți căliți prin inducție, pânzele DoubleHARD oferă orezistență și o durată de viață în stare ascuțită duble comparativ cu pânzele standard de carbon, putând fi totodată reascuțite de mai multe ori cu un disc abraziv CBN. Pânzele de fierăstrău DoubleHARD sunt pânze universale rezistente pentru tăierea lemnului de esență moale, a lemnului de esență tare, a lemnului noduros și a lemnului înghețat.

ġ Mai dure decât “oțel carbonul”
ġ Material dur, care nu lasă în urmă așchii
ġ Pânză durabilă chiar și după mai multe reascuțiri
Pânzele SilverTIP sunt fabricate din oțel carbon arc pentru a asigura flexibilitate și durabilitate ridicate. Pânzele pot fi utilizate atât pe fierăstraiele portabile, cât și pe cele industriale și sunt potrivite inclusiv pentru ferăstraiele orizontale. Oțel carbonul este cel mai obișnuit oțel utilizat în pânzele de fierăstrău cu bandă îngustă și poate fi ascuțit cu un disc abraziv CBN, dar în mod obișnuit nu la fel de des ca o pânză realizată din oțel mai dur, precum modelul DoubleHARD. Pânzele de fierăstrău SilverTIP sunt ideale pentru tăierea economică, primară și secundară, precum și pentru mediile de tăiere cu volume mari.
ġ Mai moale decât “oțelul de aliaj înalt””
Wood-Mizer produce la cerere pânze de fierăstrău cu lungime personalizată.
Wood-Mizer a introdus de-asemenea seria StartCUT ca fiind cele mai ieftine pânze pentru fierăstraie din ofertă. Pânzele StartCUT sunt fabricate din oțel carbon arc cu dinți căliți prin inducție, care sunt ceaprăzuiți și ascuțiți. Pentru operatorii de fierăstraie care acordă prioritate prețului, modelul StartCUT reprezintă alegerea potrivită ca pânză ieftină de la producătorul de renume mondial Wood-Mizer.



Wood-Mizer a dezvoltat un profil unic de dinți de pânză de fierăstrău denumit Vortex®. Vortex reprezintă o nouă generație de pânze specializate care pot tăia lemnul și elimina simultan rumegușul din tăietură, rezultând o suprafață de lemn curată, extrem de importantă pentru fabricile de paleți cu producție ridicată. Curățarea scândurilor de paleți de rumeguș este o operațiune separată care se realizează adesea manual. Folosind pânza Vortex, această operațiune de curățare poate fi redusă, ușurată sau chiar eliminată din proces, rezultând costuri operaționale mult mai scăzute.

Eliminați timpul de nefuncționare și continuați să tăiați punând în practică următoarele 10 sfaturi utile pentru a prelungi durata de viață a pânzei fierăstrăului dvs.
1. ASCUȚIȚI PÂNZELE
Apelați la serviciul de ascuțire a pânzelor de la Wood-Mizer ReSharp® sau folosiți echipamentul personal de întreținere a pânzelor, pentru a vă asigura că pânzele panglică își mențin precizia și performanța maxime.

Când instalați o pânză nouă de fierăstrău, efectuați câteva tăieturi la o viteză moderată pentru a „roda” pânza. De asemenea, reduceți tăieturile efectuate atunci când doar o parte a dintelui ceaprăzuit taie.
DE TRANSMISIE
Păstrați curelele de transmisie întinse pentru a transmite o putere mai mare pânzei de fierăstrău, mai ales în cazul curelelor noi care trebuie strânse mai frecvent.
ÎNVĂȚAȚI SPECIILE DIFERITE DE LEMN ȘI CONȚINUTUL ACESTORA DE UMEZEALĂ
Arborii variază în densitate, ceea ce necesită diferite tehnici de tăiere și viteze de avans. Densitatea lemnului se schimbă pe măsură ce buștenii se usucă, ceea ce îngreunează tăierea.
5. LUBRIFIAȚI PÂNZELE
Ungerea lamei de fierăstrău poate conduce la performanțe mai mari de tăiere, la o reducere a acumulării de rumeguș, la intervale de timp mai lungi între ascuțirile pânzei și la o durată totală de viață superioară a pânzei.
6. CURĂȚAȚI BUȘTEANUL ÎNAINTE DE TĂIERE
Murdăria, pietrele, nisipul și alte obiecte străine care ar putea fi în buștean vor uza dinții pânzei considerabil mai repede. Un decojitor poate ajuta în acest sens.
7. MĂSURAȚI TENSIUNEA PÂNZEI
Verificați periodic dispozitivele de tensionare




hidraulice, airbag-urile și arcurile, deoarece tensiunea adecvată a pânzei este esențială pentru performanța maximă a acesteia și asigurarea vitezelor de tăiere adecvate.
8. EXAMINAȚI VOLANTA PÂNZEI
Volanta pânzei trebuie să fie în stare bună pentru a atinge performanțe maxime, deoarece o volantă uzată poate conduce la probleme de urmărire a pânzei. Schimbarea laturii de antrenare și a celei de ralanti poate prelungi durata de viață a volantei.
Viteza de avans trebuie să fie cât mai mare posibil, menținând totuși o tăiere dreaptă, deoarece tăierea la viteze mai mici reduce durata totală de viață a pânzei fierăstrăului.
Dacă ghidajele pânzei sunt înclinate în sus sau în jos, acestea vor determina pânza să taie în aceeași direcție. Păstrați rolele strânse și asigurați-vă că pânza nu intră în contact continuu cu ghidajul din spate sau cu flanșa rolei.
Îngrijirea corespunzătoare a pânzelor va asigura o durată mai îndelungată
în care rămân ascuțite și pot fi ascuțite de mai multe ori. Wood-Mizer recomandă să lăsați pânzele să se odihnească o zi înainte de reinstalarea pe fierăstrăul-panglică. Aceasta permite relaxarea metalului și, în general, le asigură o durată mai lungă de viață.
Echipamente de ascuțit pânze
BMS250 este ideală pentru tăietorul de lemne care caută să investească într-o mașină de ascuțit automată, de calitate înaltă. Este echipată cu oprire automată, are prevăzută o capotă de mare capacitate pentru închiderea pânzei în timpul procedurii de ascuțire și include o
gură de evacuare. BMS250 folosește discuri de ascuțit de 127 mm, care au variate profiluri. O racletă debavurează automat fiecare pânză.
BMS500 este proiectată pentru ascuțirea industrială a pânzelor. Discurile de ascuțit CBN de 203 mm furnizează o polizare de o calitate mai înaltă la viteze mai mari, sporind eficiența. Stația de comandă cu utilizare intuitivă include un afișaj cu contorul dinților, viteză variabilă de pilire și poate fi configurată rapid să se oprească după un număr anumit de dinți. O racletă debavurează automat fiecare pânză.
BMT100 vă permite să mențineți un ceapraz constant al pânzelor la un preț acceptabil. Operată din manivelă, BMT100 este o mașină de ceaprăzuit simplă, care ceaprăzuiește uniform toți dinții.
BMT150 este o mașină de ceaprăzuit dublă, economică, cu operare manuală, care ceaprăzuiește concomitent dinții de pe ambele laturi ale pânzei.
BMT200 sau BMT250 reprezintă mașina de ceaprăzuit dublă ideală, care ceaprăzuiește rapid dinții pânzelor, în configurație manuală sau automată.


Mașina de ceaprăzuit pneumatică computerizată BMT300 este destinată pentru ceaprăzuirea industrială a pânzelor.
Atelier de service pentru reascuțire - ReSharp




Lăsați ascuțirea pânzelor în grija experților
Numeroși distribuitori Wood-Mizer oferă și serviciul nostru complet de reascuțire, unde pânzele nu sunt doar ascuțite, ci complet re-fabricate pentru a le face din nou ca noi. Atelierele service de reascuțire întrebuințează aceleași mașini ca cele folosite la fabricarea pânzelor pe liniile de producție de la Wood-Mizer. Fiecare pânză este ascuțită folosind cea mai bună tehnologie de ascuțire cu CBN, alături de ceaprăzuirea computerizată, pentru a asigura tăieturi de acuratețe, drepte și netede.
Cu ajutorul echipamentului de ascuțire și ceaprăzuire a pânzelor Wood-Mizer, puteți să vă mențineți propriile pânze în stare bună. Iată câteva sfaturi pentru a începe.
Pasul 1: Curățarea pânzei
Înainte de a scoate pânza tocită de pe fierăstrăul-panglică, rulați pânza timp de 15 secunde, inundând-o cu fluid de lubrifiere pentru a îndepărta cât mai mult din seva depusă. Dacă nu este suficient pentru curățarea pânzei, periați-o cu o perie de sârmă.
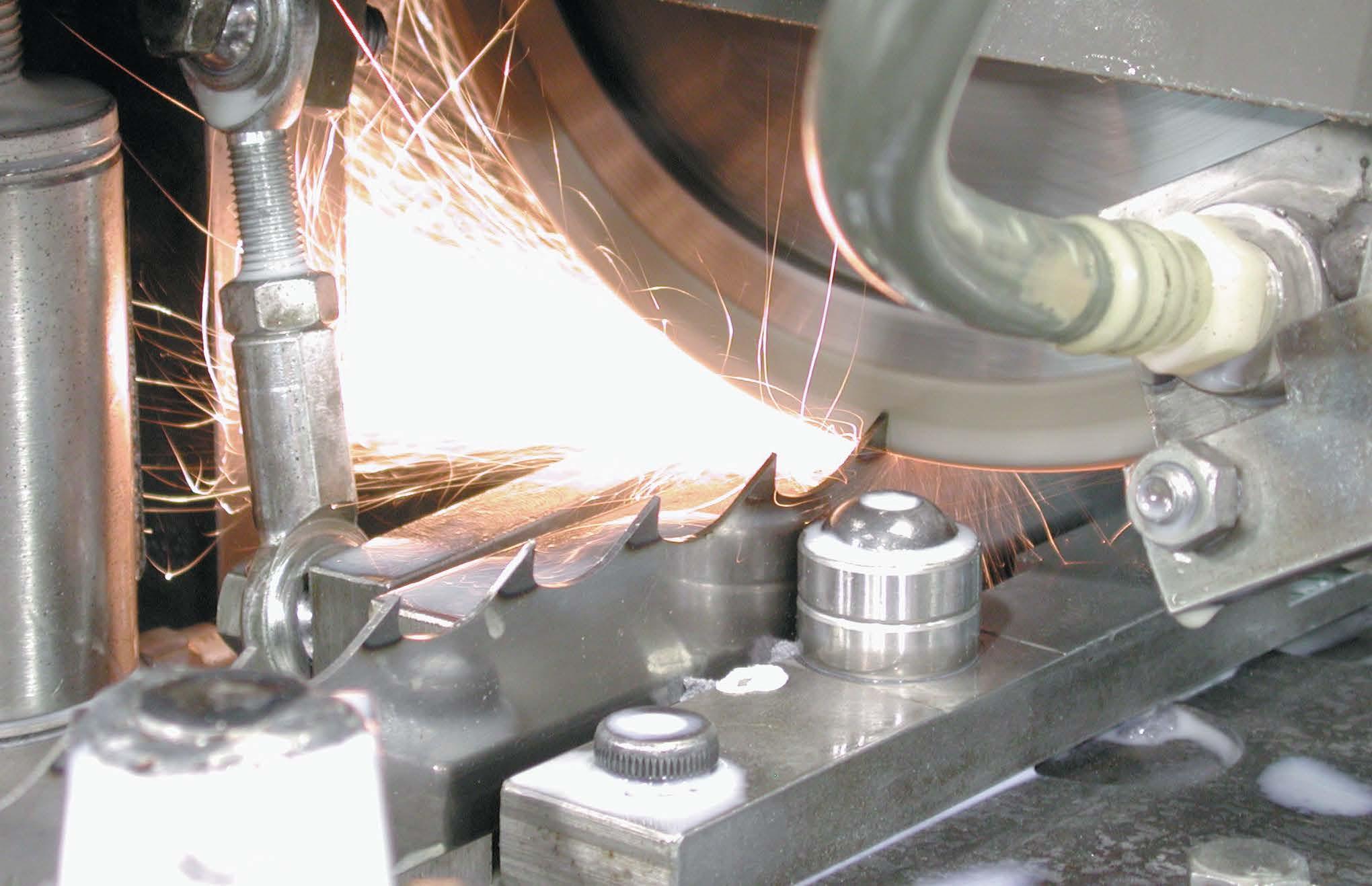
Pasul 2: Ascuțire
Polizarea ascute dintele din nou și îndreaptă fiecare față a dintelui la corpul pânzei. Wood-Mizer recomandă să se folosească numai ascuțirea CBN a pânzei pe întregul profil. Dacă ascuțiți cu un disc standard, verificați dacă este polizat uniform profilul complet al dintelui și reglați profilul discului sau cama mașinii de ascuțit după cum este nevoie. Ascuțirea pe tot profilul este importantă, pentru că se formează fisuri dacă se sare peste o zonă. Două cicluri de ascuțire pentru fiecare pânză conduc la cea mai bună performanță și polizarea nu trebuie să fie prea dură.
Pasul 3: Îndepărtarea bavurii metalice
Debavurarea îndepărtează cele mai mici particule de surplus de metal rămase de la procedura de polizare. BMS250 și BMS500 de la Wood-Mizer execută automat această operație, dar pentru mașinile de ascuțit mai vechi este posibil să fie necesară efectuarea

manuală a acestei operații, prin frecarea pânzei la interior cu un bloc de lemn. Este de cea mai mare importanță să se înlăture bavura de la polizare din partea de sus a dintelui, pentru o ceaprăzuire de acuratețe.
Pasul 4: Ceaprăzuirea dinților
Refacerea ceaprazului după ascuțire este un aspect foarte important pentru asigurarea performanței continue a pânzei. Punctul de ceapraz nu trebuie să fie nici prea jos, nici prea sus; trebuie ceaprăzuită numai 1/3 de sus a dintelui.
Cum să vă ceaprăzuiți singuri pânzele
Modelul și mărimea ceaprazului sunt foarte importante pentru o performanță de calitate la debitare. Dinții încovoiați eliberează calea pentru ca pânza să treacă lin prin lemn. Esențele moi fibroase au nevoie de un ceapraz mai mare decât lemnul de esență tare. Lemnul înghețat necesită o tăietură mai mică.
Un ceapraz prea mare produce o tăiere ineficientă cu o calitate slabă a suprafețelor. Un ceapraz prea mic produce prea mult rumeguș care nu poate ieși din tăietură, ceea ce înfierbântă pânza. În general, rumegușul trebuie să fie puțin cald și de tip așchii.
1. Folosiți întotdeauna discuri abrazive cu profilul care se potrivește profilului pânzei de fierăstrău de ascuțit.
2. Când instalați pânza în mașina de ascuțit, asigurați-vă că clema este curată și că brațele de susținere sunt reglate corect.

3. Asigurați-vă că împingătorul este în poziția corectă, astfel încât să împingă dintele care urmează să fie ascuțit.
4. Reglarea corectă a lungimii împingătorului este foarte importantă pentru că altfel va deteriora rapid discul abraziv.
5. Reglați adâncimea de șlefuire astfel încât, în cea mai joasă poziție a capului, să puteți roti ușor discul abraziv cu degetul, în timp ce resimțiți încă o ușoară rezistență, iar discul abraziv completează întregul profil al dinților.

6. Porniți motorul și verificați dacă scânteile sunt vizibile pe profilul întreg al pânzei. Dacă nu, corectați poziția împingătorului.

7. Pe baza experienței Wood-Mizer, stratul de metal îndepărtat nu trebuie să fie mai gros de 0,1 - 0,15 mm pe parcursul unui ciclu.

8. Wood-Mizer recomandă să efectuați întotdeauna cel puțin 2 cicluri de ascuțire.

ATENŢIE:
Amintiți-vă despre nevoia curățării regulate a mașinii de ascuțit și a duzei sale de ulei. Uleiul curat și curățarea corectă a discului abraziv vor garanta un proces de ascuțire eficient, fără arsuri ale pânzei.
Uleiul mineral curat prelungește viața discului dvs. de ascuțit CBN. Utilizarea unui tip greșit de ulei poate deteriora discul CBN prin înfundarea suprafeței sale fine. Odată înfundată, suprafața nu mai poate fi curățată. Ca o consecință, discul CBN începe să lase urme de ardere pe pânză și nu mai ascute precis.
Înaintea începerii ascuțirii, Wood-Mizer vă recomandă:
ġ Verificați cu regularitate discul de ascuțit CBN – acesta trebuie să fie curat
ġ Asigurați-vă că duza de pulverizare a uleiului de deasupra discului și clema pânzei sunt curate
ġ Utilizați ulei mineral Wood-Mizer pentru mașina de ascuțit (număr piesă 083559-1).
Uleiul mineral pentru mașinile de ascuțit este mai fluid decât alte uleiuri sintetice pentru motoare și sisteme hidraulice. Aceasta ajută la curățarea discului CBN de acumulările de praf metalic. Acumulările de praf pe mașina de ascuțit pot de-asemenea afecta calitatea reascuțirii, prin înfundarea duzei, pompei de ulei și clemei pânzei.


Comandați ulei de ascuțit mineral de la reprezentantul dvs. local Wood-Mizer.

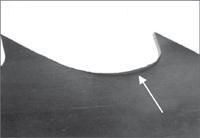
Există câteva greșeli tipice ce se fac la ascuțirea și ceaprăzuirea pânzei.
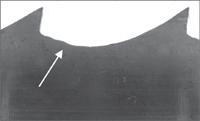
Astfel de fisuri apar ca urmare a reglării incorecte a rolei pânzei. Spatele pânzei se freacă continuu de flanșa rolei și carcasă – ceea ce întărește spatele pânzei, conducând la fisurarea pânzei dinspre spate.

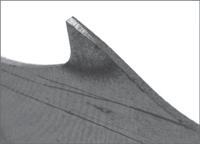
2. În acest caz, pânza se tocește foarte repede. Cauza este șlefuirea excesivă și supraîncălzirea spațiului dintre dinții pânzei.

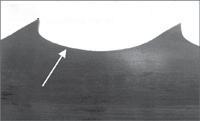
3. Puteți observa că discul abraziv CBN nu a ascuțit profilul complet al dinților, deoarece unghiul capului mașinii de ascuțit este greșit. Dacă nu utilizați un disc CBN, ci un disc de șlefuit standard, trebuie să verificați profilul discului respectiv. Un alt motiv posibil pentru această problemă este reprezentat de cama mașinii de ascuțit care este uzată și trebuie înlocuită. Fisurile încep din punctul în care discul abraziv ratează spațiul dintre dinții pânzei.
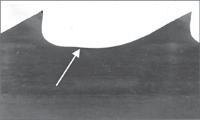
3a. În acest caz, pânza se fisurează în locul indicat în imagine. Motivul este reprezentat de capul mașinii de ascuțit care a fost setat incorect.
4. Acesta este un unghi de înclinație înainte a dinților redus. Pânza va prezenta joc în timpul tăierii, iar întreg capul de tăiere va vibra.
4a. Dacă înălțimea dinților este prea mică, pânza produce tăieturi „ondulate” deoarece nu poate îndepărta întreg rumegușul din tăietură. Rumegușul va fi fin și sub formă de pudră.
5. Dinții sunt ascuțiți incorect, deoarece capul mașinii de ascuțit nu este perpendicular pe clemă. Pânza se va toci foarte rapid.



6. Dinții sunt ceaprăzuiți excesiv. Marginile tăietoare ale dinților sunt prea îndepărtate de corpul pânzei și se vor toci foarte rapid. Capul de tăiere va prezenta, de asemenea, o funcționare sacadată în timpul tăierii.
7. Punctul de ceaprăzuire este ajustat incorect pentru înălțimea dinților, rezultând un punct de îndoire incorect pe dinte și o tăiere slabă.
Debitarea lemnului cu pânzele Wood-Mizer va produce un lemn drept, uniform; însă există câțiva factori care pot fi observați ca ducând la o performanță mai bună. Întreținerea regulată, cunoștințele generale despre utilizarea corespunzătoare și atenția la tăiere vor ajuta la evitarea ruperii pânzelor și a tăieturilor de calitate slabă.


Bușteni murdari
Debitarea de bușteni murdari va toci rapid pânza și va conduce la tăieturi slabe. Curățați întotdeauna lemnul cu o perie de sârmă sau utilizați opțiunea de Decojitor pe fierăstrăul-panglică.
Viteza de debitare
Intrați întotdeauna în tăietură încet și la viteză constantă, apoi accelerați după cum este necesar. Vitezele de avans la debitare trebuie să fie cât mai mari posibil, menținând în același timp tăieturi drepte. Înțelegeți modul în care densitatea copacului se corelează cu viteza de tăiere. Lemnul de esență moale este inconsistent și necesită o monitorizare atentă a vitezei. Densitatea lemnului de esență tare este de obicei mai consistentă și permite viteze mai constante.
Păstrarea curată a pânzelor
Fiți atenți la acumularea de gudron pe pânză la debitare. Folosiți lubrifiant din abundență și adăugarea unei cantități mici de săpun lichid în apă va ajuta la menținerea pânzei curate. După debitare, detensionați întotdeauna pânza.
Aliniere și piese de verificat
Alinierea corectă și starea mai multor componente ale fierăstrăului-panglică trebuie verificate periodic, conform procedurii detaliate în manualul fierăstrăului-panglică.
ġ Rolele de ghidare a pânzei trebuie să se deplaseze liber și să nu prezinte zone plate. Spațiul liber dintre spatele pânzei și spatele rolei nu trebuie să depășească 4 mm și nici nu trebuie să se frece una de cealaltă, ceea ce ar conduce la fisuri pe spatele pânzei. În timp, rolele se pot uza și devin conice, ceea ce va conduce la tăieturi unduite și trebuie înlocuite.
ġ Curelele roților de pânză trebuie să nu prezinte defecte și să aibă o grosime uniformă. Pentru asigurarea că ambele curele se uzează uniform, se recomandă trecerea regulată a curelelor de pe partea de antrenare pe partea de susținere și invers, de pe partea de susținere pe partea de antrenare (o dată pe săptămână sau mai des când se lucrează în mai multe schimburi).
ġ Alinierea fierăstrăului-panglică trebuie confirmată periodic.
ġ Trebuie efectuate de asemenea verificări ocazionale ale alinierii roții de antrenare a pânzei.
ġ Tensionarea necorespunzătoare a pânzei sau un sistem de tensionare defect va conduce la tăieturi care nu prezintă încredere. Asigurați-vă că tensionarea pânzei este conformă cu recomandarea din manual.



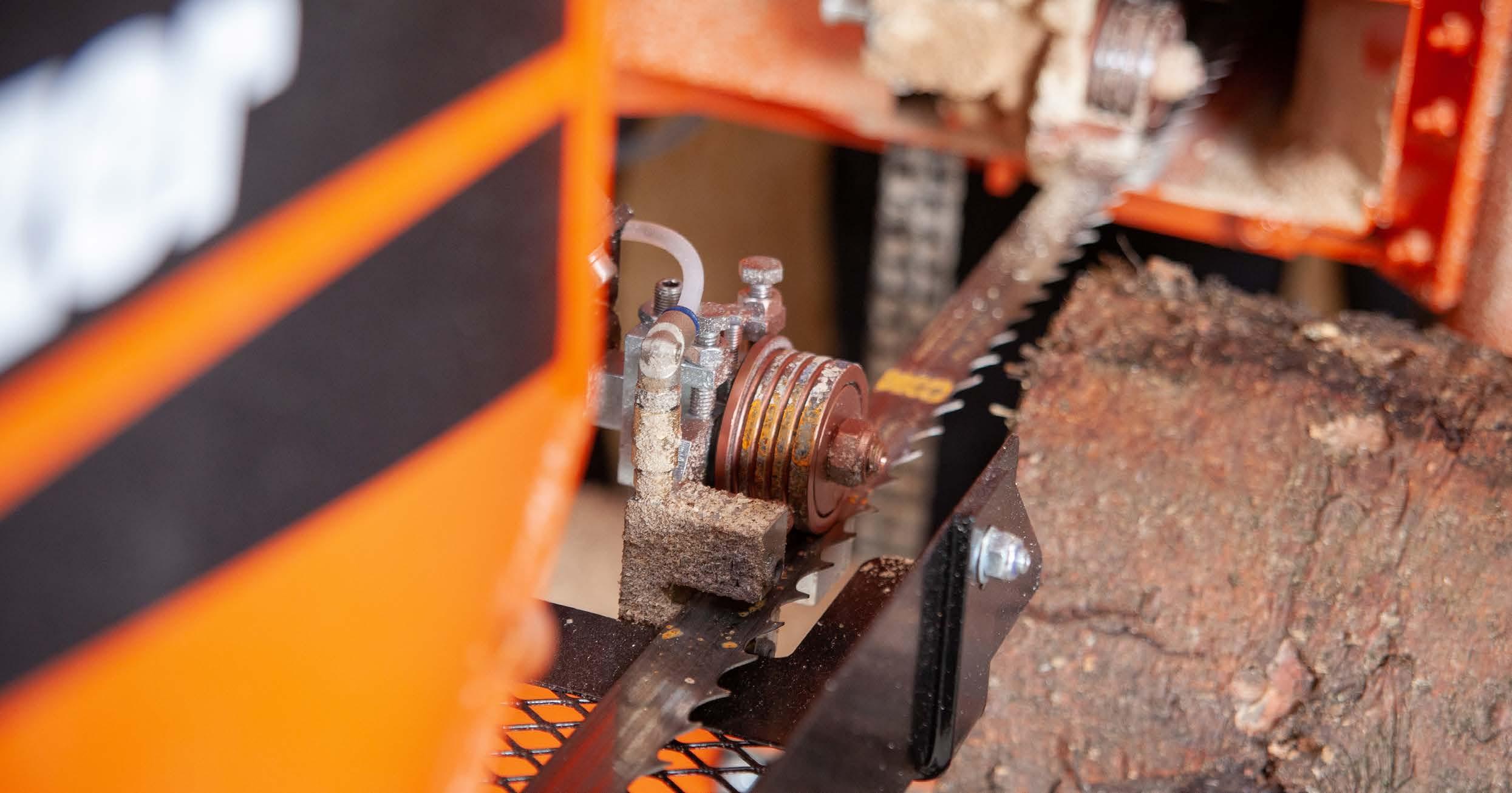
Rolele de ghidaj pânză oferă precizie și stabilitate suplimentare pânzei-panglică în timpul debitării. Acestea controlează de-asemenea poziția pânzei față de patul fierăstrăului. Pentru a verifica dacă rolele de ghidaj ale pânzei dumneavoastră sunt reglate corect, trebuie să utilizați o riglă specială care este furnizată împreună cu fierăstrăul.
Rolele trebuie să creeze o anumită tensiune și să apese pânza în direcție descendentă cu 6 mm. Pentru a regla rolele de ghidaj ale pânzei procedați după cum urmează:
1. Slăbiți rolele astfel încât să nu apese pe pânză.
2. Reglați tensiunea pânzei așa cum este descris în manualul fierăstrăului.
3. Măsurați distanța de la patul fierăstrăului la pânză (de exemplu, aceasta este 250 mm).
4. Când pânza este tensionată, reglați rolele în așa fel încât să apese pânza 6mm în direcție descendentă (În acest exemplu, distanța
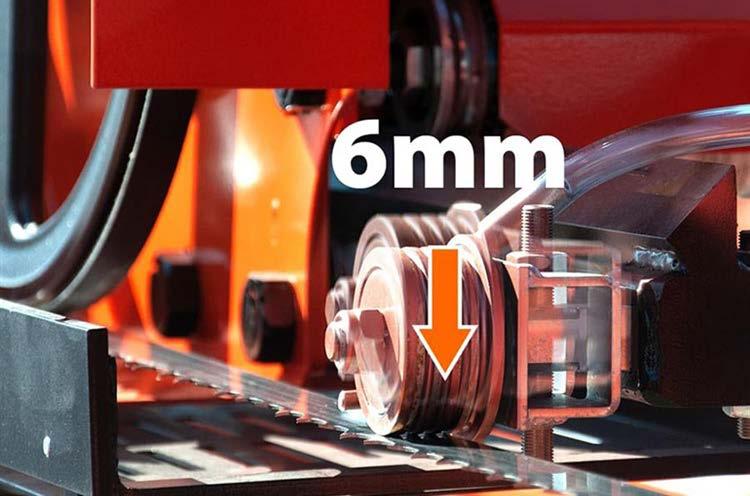
dintre pat și pânză trebuie să fie de 244 mm).
5. Asigurați-vă că după ce reglați rolele, partea din spate a pânzei nu atinge marginea rolelor – trebuie să existe un spațiu liber de cel puțin 4 mm.
ġ Cum se face – Bazele ascuțirii pânzelor Wood-Mizer
ġ Prezentare online LIVE Wood-Mizer: Cum se alege o mașină de ascuțit pânze. Compararea caracteristicilor mașinilor de ascuțit pânze de fierăstrău BMS600HS, BMS500HS și BMS250AS de la Wood-Mizer. Cum se pregătește o mașină de ascuțit pentru operare? Cum se operează mașina de ascuțit pânze de fierăstrău? Cum se alege un disc de ascuțit?
ġ Prezentare online LIVE Wood-Mizer: Cum se alege o mașină de ceaprăzuit dinții pânzelor de fierăstrău. Compararea caracteristicilor mașinilor de ceaprăzuit pânzele de la Wood-Mizer BMT300AS, BMT250AS-P, BMT200, BMT150, BMT100. Cum să pregătiți mașina de ceaprăzuit pentru operare? Cum se realizează ceaprăzuirea dinților pânzelor?

ġ Prezentare online LIVE Wood-Mizer: Cum să selectați o pânză mai bună pentru sarcina dvs. de tăiere specifică?
ġ Cum se operează mașina automată de ascuțit pânze panglică de fierăstrău Wood-Mizer BMS250
ġ Cum se operează mașina automată profesională de ascuțit pânze panglică de fierăstrău Wood-Mizer BMS500
ġ Mașina de ceaprăzuit dinții pânzelor de fierăstrău panglică operată manual de la Wood-Mizer BMT100
ġ Mașina dublă de ceaprăzuit dinții pânzelor de fierăstrău panglică operată manual de la Wood-Mizer BMT150
ġ Mașina dublă de ceaprăzuit dinții pânzelor panglică operată manual de la Wood-Mizer BMT200
ġ Aliniere și calibrare mașina dublă de ceaprăzuit dinții pânzelor Wood-Mizer BMT200 și BMT250
▶