

Вплив концепту «сталого розвитку» на естетичний аспект упаковки
Г.К. Іванова, О.В. Ганоцька, к.мист., ХДАДМ, м. Харків
Вплив українського декоративного мистецтва на сучасні технології
пакування
В.І. Маслак, О.В. Ганоцька, к.мист., ХДАДМ, м. Харків ....................................
Методика дослідження в’язкості друкарської фарби
І.В. Марчук, НТУУ «КПІ імені Ігоря
Синтез гібридного мехатронного модуля для фасування
рідких харчових продуктів
Д.А. Багдасарян, О.С. Володін,
Інтеграція прецизійного дозатора в мехатронний модуль маніпулятора Т.В. Бутик, О.О. Гавва, Л.О. Кривопляс-Володіна, д.т.н., С.В. Токарчук,
Дослідження механічних властивостей селективно модифікованих
композиційних полімерних ємкостей
О.С. Романченко, О.Л. Сокольський, д.т.н.,
НТУУ «КПІ імені Ігоря Сікорського»,
Обґрунтування секційної побудови натискної плити
у штанцювальному пресі
Ю.Ю. Михайлів, І.І. Регей, д.т.н., УАД, м. Львів
Шляхи вдосконалення засобів переміщення плоскоскладених
картонних заготовок з одночасним утворенням об’ємної форми
в картонаторах Л.Б. Голдак,
Енергетика мембран консервної тари як засіб контролю якості продукції О.В. Григорчук, О.В. Ватренко,
Вплив концепту «сталого розвитку» на естетичний аспект упаковки
Г.К. Іванова, О.В. Ганоцька, к.мист., Харківська державна академія
дизайну і мистецтв
Стійкість стає все більш важливою вимогою для людської діяльності, що
робить сталий розвиток ключовою метою людського розвитку [1]. За останні десятиліття значно збільшилася кількість сміттєзвалищ, і переважно за рахунок паковання. Адже більшість упаковки перетворюється на сміття одразу після використання продукції. Таким чином, проблема екологічного паковання є актуальною та потребує детального дослідження з погляду впливу екологічних тенденцій на зовнішній вигляд паковання. Сьогодні
упаковка повинна виконувати всі свої функції щодо збереження товару та
інформативностіі привабливостідляпокупця, але з мінімальним екологічним
впливом.
Метою даного дослідження є виявлення та опис естетичних особливостей
сталого дизайну у сфері паковання. Основним завданням є ознайомлення з наявністю тісних міждисциплінарних зв’язків, висвітлення естетичних сторін
концепціїсталого розвитку всферіпакування.
Сьогодні все більше покупців стають екологічно свідомими та обирають
безпечні товари та послуги. У зв’язку із цим, сучасний дизайн паковання
зосереджений на використанні екологічно чистих матеріалів та зменшенні
відходіввиробництва.
Під час аналізу літературних джерел було розглянуто книгу Ленз Хозі «Форма зеленого: естетика, екологія і дизайн» [2]. У цій книзі автор розповідає про те, як естетика і дизайн можуть бути злагоджені з екологічною свідомістю, досліджує поняття «зеленого дизайну» та його вплив на наше життя, використання відновлюваних джерел енергії, енергоефективність, використання природних матеріалів та зелених технологій. Крім того, автор досліджує вплив дизайну на психічний стан
людей та їхній емоційний стан. Більш повноцінно емоційний вплив дизайну
на споживача описується в роботі Дж. Чапмена [3]. Ці автори стверджують, що сталість повинна включати сенсорну взаємодію для сприяння людській насолоді, повазі до місць ізбереженнюресурсів.
В ході дослідження було виявлено певні особливості естетичних аспектів сталого дизайну паковання:
створення паковання з використанням природних матеріалів, які мають унікальні текстури та кольори, що апелюють до емоційного відчуттяприродності;
використання мінімалістичного підходу в дизайні упаковки задля зменшення витратматеріалів та скорочення відходів;
використання для упаковки матеріалів, що підлягають швидкому
біорозпаду: природних та біопластиків, що веде за собою нові
формотворчіособливостізовнішнього виглядупаковання;
використання природних мотивів (флористичних та зооморфних): дизайн екологічного паковання може містити мотиви природи, такі як листя, квіти, дерева або тварини, це нагадує про природу, яка є найбільш важливим чинником у сприйнятті паковання як екологічно безпечного;
використання «eco-friendly»-кольорів, які символізують природу, всіх відтінків пастельної гами, оскільки природна колірна гама найбільшвлучно передає ідею екологічноїчистоти;
використання простих форм і текстур: дизайн екологічного
паковання апелює до простих форм і текстур, що символізують природуі пов’язані з нею природніматеріали;
використання прозорих матеріалів, що дозволяють побачити вміст упаковки і нагадують про те, що упаковка не забруднює навколишнє
середовище.
На жаль, зростання виробництва товарів та послуг усе ще випереджає
ефективність впровадження ресурсозберігаючих технологій. І сталий дизайн
на сьогодні – це спроба виправлення стрімкого зростання використання природних ресурсів та проблем, пов’язанихз утилізацією відходів. Однак цей
підхід намічає шляхи до створення соціально активного та екологічно спрямованого відповідального суспільства. Основними дилемами в даному випадку є складність впровадження нових технологій у суспільствах, побудованих на основі старих технологій, та масштаби використання ресурсів, що продовжують зростати. Тим не менш концепція сталого розвитку поширюється на всі сфери життя, створюючи новий підхід до процесівстворенняречей.
У результаті проведеного аналізу було зроблено висновок, що «сталий підхід» у дизайні допомагає знизити споживання і втрати природних ресурсів за рахунок підвищення екологічності стосунків, встановлених між споживачами й товарами, досягнутими за рахунок втілення художньообразних естетичних аспектів та завдяки формуванню принципів сталого дизайн-проєктування.
Література:
1. Резолюція, ухвалена Генеральною Асамблеєю 25 вересня 2015 року 70/1. Перетворення нашого світу: Порядок денний у сфері сталого розвитку на періоддо 2030року.
2. Hosey L. The Shape of Green. Aesthetics, Ecology, and Design. Island Press, 2012
3. Chapman J. Emotionally Durable Design: Objects, Experiences and Empathy. London : Earthscan, 2005.
Вплив українського декоративного мистецтва на сучасні технології
пакування
В.І. Маслак, О.В. Ганоцька, к.мист., Харківська державна академія
дизайну і мистецтв
Українське декоративне мистецтво – це значущий культурний аспект, який
передається з покоління в покоління. Багатство та різноманіття його видів
сьогодні надихає на створення автентичного дизайну упаковки. Важливість
збереження української культурної спадщини шляхом включення
традиційних українських промислів до сучасних технологій відтворення упаковкиє безперечним.
Вишивка, мабуть, є найвідомішим видом декоративно-ужиткового мистецтва в Україні. Традиційна українська вишивка відрізняється яскравими й
сміливими кольорами, хитромудрими візерунками та різноманітністю стібків
1. У сучасній пакувальній технології цифровий друк дозволяє друкувати високоякісну графіку й дизайн безпосередньо на стійких пакувальних матеріалах, використовуючи глибоке тиснення, текстури та декоративні візерунки, включаючи текстиль, для створення унікальної, візуально привабливої упаковки, яка надає продукту елементів традиційної української вишивки.
Ще одним важливим промислом українського декоративного мистецтва є ткацтво. Українські ткацькі вироби характеризуються геометричними візерунками та складнимикомпозиціями. Сучасні технологіїпакування також використовують елементи ткацтва в дизайні упаковки, що надає їй оригінального вигляду. Розпис тканин як галузь професійного художнього мистецтва нині нараховує низку технік оздоблення. Не менш цікавими є й доволі численні способи неоднорідного фарбування полотна («плангі», шиборі, трітік та ін.), які надають тканині особливої естетичності. Якщо до цього додати ще й ручні техніки нанесення на поверхню полотна орнаментальних елементів способом трафаретного друку, фотофільмдруку або за допомогою різноманітних штампів (батик-чап, батик-джеп), то можна стверджувати, що багата палітра технологічних засобів оздоблення тканини забезпечує цю сферу професійної творчості неабиякими можливостями мистецького самовираження 2 Українські ткані тканини відомі не лише візерунками, а й використанням натуральних волокон, таких як льон та конопля. Сучасні пакувальні матеріали можуть бути виготовлені з аналогічних натуральних волокон на
рослинній основі. Ці матеріали не лише сприяють екологічності, але й викликають відчуття українськоїавтентичності та традицій. Кераміка – ще один важливий вид декоративного мистецтва в Україні. Українська кераміка відома своїми унікальними формами. Гончарство було використано для виготовлення різноманітних посудин та інших виробів, які часто були прикрашені складними візерунками та декоративними елементами. Сьогодні ми можемо побачити традиційні форми українських
керамічних виробів у вигляді тари, і це стає важливим інструментом просування української культури усвітітасприяє їїпопуляризації.
Останній вид українського декоративного мистецтва, який варто згадати, –розпис. Український живопис характеризується світлими кольорами та детальними візерунками. На сьогодні в Україні вже існують приклади успішного використання елементів
українського декоративного мистецтва в
дизайні упаковки. Українська компанія з 25-річним досвідом роботи «Молокія»
зуміла в час війни не тільки зберегти
виробництво та асортимент, але й запровадити інноваційні технології (рисунок). «Взагалі, сучасні інновації
зримо вплинули не лише на якість нашої
продукції, а й на сам дизайн упаковки, аналогів якої немає в Україні. Головний

принцип – естетичність, зручність та екологічність. Між іншим, в компанії
вперше в Україні запровадили деякі види
упаковки за технологією «легке складання». Таку упаковку після
використання продукту можна скласти буквально до невеличкого картонного
клаптика, який вдома займатиме мінімум
Рисунок. Фото автора Олега Снітовського та надані компанією «Молокія»
місця у відрі для сміття. Як це зробити, можна побачити на етикетці», –говорить Юлія Ковальчук 3
Висновок:
Отже, важливо зберігати національну ідентичність і традиції, що були вбудовані в українське декоративне мистецтво. Використання цього багатого надбання в сучасних технологіях пакування є актуальним напрямом розвитку дизайну упаковки в Україні. Включаючи традиційні українські дизайни та технологіїдо сучасних пакувальнихматеріалів,миможемо сприяти стійкості, ефективності та інноваціям, зберігаючи при цьому культурні традиції. Використання українських орнаментальних мотивів та інших елементів декоративного мистецтва в дизайні упаковки може сприяти просуванню української культури й розвитку малого та середнього бізнесу в Україні. Зараз існує потреба в збереженні української культурної спадщини та просуванні її на світову арену. Використання українського декоративного мистецтва в дизайні упаковки може стати одним з ефективних способів досягненняцієїмети.
Література:
1. Кара-Васильєва Т. Історія української вишивки. Київ : Мистецтво, 2008. 464 с.: іл.
2. Історія декоративного мистецтва
Г.Скрипник]
3.
О. «Молокія»:
споживачів
URL: https://www.ukrinform.ua/rubric-economy/3564872-molokia-smilivist-zberegtipozitivnij-imidz-ta-povagu-spozivaciv.html
Методика дослідження в’язкості друкарської фарби І.В. Марчук, НТУУ «Київський політехнічний інститут імені Ігоря Сікорського»
Друкарська фарба є одним із основних матеріалів у процесі друкування паковання. Їївластивості впливають на якість відображенняоригінал- макета, колірне охоплення відбитка, стійкість фарби на відбитку тощо. Тому під час
планування виробничого процесу важливо звертати увагу на склад фарби, її властивості та підбирати необхідні зразки відповідно до поставлених задач та матеріалів, що плануєтьсязадрукувати.
Рис. 1. Зв’язок в’язкості

з іншими параметрами
До основних структурно-механічних властивостей фарби належать: в’язкість, липкість, еластичність, тиксотропія та пластичність В’язкість фарби являє собою відношення сили зсуву, яке зазнає рідка система, до градієнта швидкості зсуву. Вимірюється дана величина у Па·с. При тривалому зберіганні в’язкість фарби стає максимальною, і система стає твердоподібною. При певному напруженні шари зміщуються відносно один одного, порушується структура і знижується в’язкість. Момент повного руйнування структури настає, коли в’язкість стає мінімальною, постійною і не залежить від сили зсуву. Тому в’язкість друкарських фарб не є постійною величиною, а змінюється від максимального домінімальногозначеннявпевномудіапазоні сили зсуву. Цей інтервал називається границеютекучостідрукарськоїфарби.Отже, в’язкість залежить від механічного напруження, швидкості зсуву та часу і впливає на міцністьструктурифарби(рис. 1).
Для визначення в’язкості зазвичай використовують стрижневий або ротаційний віскозиметр. У першому випадку здійснюють вимірювання часу падіння стрижня, навантаженого різною вагою, який проходить через зазор, що заповнений досліджуваною рідиною. В’язкість визначають за формулами 1–5 [1–2]. У другому випадку передбачається, що якщо між скляними пластинами утримується рідина, то переміщення пластин вимагає застосування сили. Рідини прилягають до кожної поверхні пластини силами зчеплення.Колирідина утримуєтьсяміждвомаповерхнями,всерединірідини утворюється лінійний градієнт швидкості. Відповідно до закону в’язкості Ньютона за формулою (6) визначається сила зсуву, звідки за формулою (7) визначаєтьсяв’язкість(рис. 2) [3–4].
де α, β – коефіцієнти пристрою для цілей стандарту ISO, L – відстань вимірювання (м), s –товщиначорнилавзазорі,щовизначається різницею між радіусами отвору та стрижня (м), g
Рис. 2. Розрахункова схема в’язкості фарби
прискорення тяжіння (9,80665 м/с2), π – відношення окружності (3,1416), r – радіус стрижня (м), l –
довжина отвору (м), γ – швидкість зсуву (с-1), t – час падіння (с), σ – напруга зсуву (Па), m – загальна маса стрижня та вагове навантаження (кг), η–в’язкість (Па·с)
де µ – в’язкість, τ – напруга зсуву, ����/���� − градієнт швидкості, F – сила, необхідна для переміщення шарів рідини, A – площа контактуміж пластиною
та рідиною.
Література:
1. Савченко К.І., Величко О.М. Реологічні властивості гібридних фарб та фарб для друкування на невсотувальних матеріалах // Поліграфія і видавнича справа. 2012. №1. С. 52–56. URL: http://nbuv.gov.ua/UJRN/Pivs_2012_1_9
2. Modern Ltd(S). Laray Viscometer Shanghai. URL: http://en.moderner.com /Products/D24.html

3. Md. Mahbubur Rahman. Design, Construction and Performance Test of a Rotational Digital Viscometer // International Conference on Mechanical, Industrial and Energy Engineering (ICMIEE-2014), KUETAt: Khulna, Bangladesh.
URL: http://www2.kuet.ac.bd/icmiee2014/wp-content/uploads/2015/02/ICMIEEPI-140403.pdf
4. ДСТУ ISO 2884-1:2015. Фарби та лаки. Визначення в’язкості ротаційними віскозиметрами. Частина 1. Віскозиметр конус-пластина, що працює за високоїшвидкостізсуву. Чинний від2016-01-01. Вид.офіц.
Синтез гібридного мехатронного модуля для фасування
рідких харчових продуктів
Д.А. Багдасарян, О.С. Володін, О.М. Гавва, д.т.н., Національний університет
харчових технологій, м. Київ
Вступ. Гібридні мікродозувальні модулі використовують у фармацевтичній, хімічній та харчовій промисловостях. Система формується на кількох видах приводів. Найчастіше це електропневмомеханічні модулі мехатронного типу. Фізичне та математичне моделювання процесу дозування рідких харчових продуктів здійснюється для полегшення етапів синтезу системи керування та її подальшого інтегрування в дозуючий мехатронний модуль [1–4]. Пакети сучасних програм, наприклад Simulink, дозволяють моделювати і тестувати гібридні модулі керування з параметрами роботи системи, отримувати параметри впливу на процес формування дози продукту та визначати оптимальні значення режимів роботи. Актуальним завданням для синтезу гібридних мікродозувальних модулів є розробка системи керування і програмногозабезпеченнязвідслідковуваннямстанумехатронногомодуляна принципах «Індустрії4.0».
Метою дослідження є розробка формалізованого підходу до моделювання
кінематичного і динамічного аналізу гібридного функціонального
мехатронного модуля для фасування рідких харчових продуктів у ПП Simulink. Для досягнення поставленої мети поставлено задачі: обрати вид чисельного моделювання, визначити вихідні параметри (побудувати графічні блок-діаграми, модель ежектора, апаратні обчислювальні ресурси). З метою перевірки адекватності отриманих результатів чисельного моделювання необхідно побудуватиекспериментальнийстендерліфтного дозування.
Матеріали і методи дослідження. Вихідними даними моделювання обрано: процес формування та подальшого витиснення дози продукту (питна вода
негазована)удозувальномуресиверітайогоз’єднувальнихканалахінасадках для робочого продуктопроводу. Розроблено математичну модель процесу дозування рідких продуктів. Модель включає диференційні рівняння зміни кінематичних параметрів рідини в каналах дозатора та відповідні прийняті початкові й граничні умови процесу. Граничні умови враховують вплив програмно встановлених режимів ерліфтного дозування за допомогою драйвера та геометрію продуктопроводу. Виміряне значення струму в мА (із точністю 0,001 мА) відносно стандартної шкали Imin, Imax=4...20 мА, зафіксовано в діапазонах 4,1 мА...19,9 мА; 12,3 мА...17,7 мА; 12,5 мА...17,7 мА. Витратна характеристика пневмоклапана на експериментальному стенді має витрати повітря у межах 180 Нл/хв. Тривалість періоду зміни функції відстежувалось до 100 с. Вплив надлишкового та вакууметричного тиску на точність формування дози продукту встановлено за умови зміни діапазонів впливу:0,9–1,8бар;200–900 мбар.Дозапродуктупідчасвитисненняскладала межі:50 мл, 100мл.
Результати моделювання. На рис. 1 показано загальний вид моделі в середовищі Simulink. Порівняння отриманих експериментальних розподілень
підтверджує дані щодо чисельного моделювання роботи функціонального
мехатронного модулядляфасуваннярідких харчовихпродуктів.
Рис. 1. Загальний вид моделі в середовищі Simulink

Під час натурних випробувань системи, що містить складні об’єкти, обрано
частотні методи аналізу динамічних характеристик, відтворено методи досліджень і розрахунків системи в тимчасовій області. Під час моделювання
визначеноперехідніпроцеси,викликанівсистемахступінчастим,імпульсним або гармонійним впливами керуючої системи на процес формування заданої дози. На рис. 2 наведено типи сигналів, застосовані в реальних умовах дослідження функціонального мехатронного модуля для фасування рідких
харчовихпродуктів,зметоюперевіркиадекватностірозрахованихіотриманих в результаті фізичних експериментів перехідних процесів. Процеси при ступінчастому впливі на систему дають наочне уявлення про такі динамічні властивості системи, як швидкодія, гальмування в системі та тривалість самого процесу.
На рис. 2 зображено приклад результату моделювання. Всі результати
моделювання були отримані при різних типах сигналу керування: синусоїдна напівхвиля (а), синусоїдна хвиля (б), ступінчаста хвиля (в). За результатом моделювання можна зробити висновок, що модель має рівні характеристики
без явних стрибків. Характеристика витрати каже про рівномірність розливу дози. Як висновок можна зазначити, що на даному етапі технічна пропозиція
має право на існуванняісправляєтьсяз поставленоюзадачею.
Рис. 2. Приклад результатів моделювання



Висновки
Розробленоаналітичнийописокремихетапівпроцесудозування з подальшим аналізом окремих етапів та прийнятих допущень. Отримана при випробуваннях експериментального зразка дозатора точність повторювань витиснення дози відтворювала межі ±0,35 % та 0,8 %. Встановлена величина маси дози була 50 мл (p=const), при зміні початкового рівня рідини в РР на 10 мм. Тобто в ході проведення фізичного та математичного моделювання визначено вплив окремих параметрів на точність формування дози продукту, а також знайдено шляхи для забезпечення необхідного розподілення тиску стисненого повітря з дотриманням заданої продуктивності дозатора. Досліджено процес формування та подальшого витиснення дози продукту (питна вода негазована) у дозувальному ресивері та його з’єднувальних каналах і насадках для робочого продуктопроводу. Розроблено математичну модель процесу дозування рідких продуктів. Модель включає диференційні рівняння зміни кінематичних параметрів рідини в каналах дозатора та відповідні прийняті початкові й граничні умови процесу. Встановлено вплив надлишкового та вакууметричного тиску на точність формування дози продукту за умови зміни діапазонів впливу: 0,9–1,8 бар; 200–900 мбар. Доза продукту під час витиснення складала межі: 50 мл, 100 мл. Змодельовано конструкцію експериментального стенду, призначеного для дослідження
функціональногомехатронногомодулядозуваннязпрограмновстановленими
режимами формування та витиснення дози продукту. Стенд сформовано на базі пропорційних елементів із зворотнім зв’язком (4–20 мА), за допомогою
драйверів серії 130-222 (Camozzi), пропорційних елементів із системою
зворотного зв’язку.
Література:
1. Zhang H., Liu M. Dense gas-particle flow in vertical channel by multi-lattice trajectory model // Science in China. Series E: Technological Sciences. 2012. Vol. 55, no. 2. P. 542–554. doi: https://doi.org/10.1007/s11431–011–4578–7
2. Silva de Moraes M. Experimental quantification of the head loss coefficient K for fittings and semi-industrial pipe cross section solid concentration profile in pneumaticconveyingofpolypropylenepelletsindilutephase //PowderTechnology 2017. P. 250–263. doi: https://doi.org/10.1016/j.powtec.2017.01.039
3. Vasilevsky M.V., Romandin V.I., Zykov E.G. Transport und Sedimentation von Partikeln in Technologien zur Verarbeitung disperser Materialien. Tomsk : Tomsk Polytechnic University Press, 2013. 288 S.
4. Gavva O., Kryvoplias-Volodina L. Structuralparametric synthesis of hydromechanical drive ofhoistingand lowering mechanismofpackage-forming machines // Eastern-European Journal of Enterprise Technologies. 2017. Vol. 5/7 (89). P. 39–44. doi:10.15587/1729–4061.2017.111552
Інтеграція прецизійного дозатора в мехатронний модуль маніпулятора Т.В. Бутик, О.О. Гавва, Л.О. Кривопляс-Володіна, д.т.н., С.В. Токарчук, к.т.н., Національний університет харчових технологій, м. Київ
Вступ. Точне дозування рідини – це складний, але актуальний для дослідження процес, зокрема, щодо контролю за точністю формування дози. Найбільш вживаноюдляв’язкиххарчовихпродуктів,біомедичнихпрепаратів є конструкція поршневих дозаторів. Різноманітність конструкцій та характеристик клапанів керування для точного формування дози продукту
обумовлює необхідність додаткових досліджень. Основна перевага методу дозування за часом полягає в тому, що кількість продукту, який відбирається
із живильника, не залежить від висоти напору, мірної ємності та форми підвідного продуктопроводу. Прототип запропонованого нами клапана був створений і протестований на точність відбору дози від 5 до 50мг, із корегуванням діапазону тиску й часу. Отримані результати показали високу повторюваність і точність для продуктів із низькою та середньою в’язкістю (молоко,олія,клей).Їхможнапорівнятизіснуючимикомерційнодоступними системамиточного дозування.
Метою дослідження є математичне та фізичне моделювання процесу дозування в’язких харчових продуктів. Для цього пропонується пошук початкових умов і припущень для здійснення розрахунків та подальшого
розвитку функціонального дозувального модуля в складі маніпулятора.
Об’єктом дослідження є маніпулятор-дозатор поршневого типу для в’язких харчових продуктів. Предметом дослідження є процеси формування та виділення дози продукту. Цілі дослідження наступні. Дослідити процес формування та подальшого фасування дози продукту з дозатора. Аналітично описати окремі етапи процесу дозування, проаналізувати точність і продуктивність досліджуваної системи. Визначити вплив окремих параметрів на точність формування дози продукту, а також забезпечити необхідний розподілтискувпродуктопроводізаумовдотриманнязаданоїпродуктивності дозатора. Розробити стенд для дослідження функціонального дозувального модуля з програмно заданими режимами формування та переміщення дози продукту. Матеріали і методи дослідження Проведені експериментальні теоретичні дослідження базувалися на застосуванні фундаментальних законів гідродинаміки рідких середовищ і в’язких рідких середовищ, загальної теорії розв’язування звичайних диференціальних рівнянь, теорії тривимірного
моделюваннятаматематично-статистичноїтеоріїобробкиекспериментальних даних. Отримані результати сформовані на статичних та динамічних
характеристикахсистемикеруваннядозувальнимпристроємзаналізомвибору конструктивних параметрів обладнання, що спрямоване на підвищення метрологічних характеристик автоматизованої системи дозування. Оцінку систематичних похибок проводили в пакеті Excel для запропонованого способупорційного дозування.
Результати моделювання. 1 показано загальний вид моделі
експериментальної установки маніпулятора з поршневими прецезійними
дозаторами Порівняння отриманих експериментальних розподілень
підтверджує дані щодо
мехатронного модулядляфасуваннярідких харчовихпродуктів.
Рис. Загальний вид експериментального стенду для дослідження
в’язких продуктів: загальний вигляд експериментального стенду 3D

дозування
загальний вигляд модуля дозувального маніпулятора після монтажу (б);
1 – бак для відходів; 2 – типу;
3 – пневмоострів із комплектом виконавчих регулюючих клапанів (електромагнітні розподільники 3/2НО, 5/3, 5/2) з пневмосигналом; система керування (ПЛК); 5 – виконавчі пневмоклапани дозатора; лінійного переміщення дозаторів (2 тандемні циліндри з протиповоротною платформою; 7 – поворотний циліндр; 8 – модуль вертикального переміщення маніпулятора (лінійний циліндр оснащений датчиками та герконами); 9 – зливний патрубок; 10 – канал джерела живлення з ежектором; 11 – вхідний патрубок; 12 – з’єднувальний трубопровід); 13 – сигнальна лампа; 14 – блок контролю й підготовки стисненого повітря
Нарис. 2 наведенорезультатипроведеногоекспериментузаалгоритмомзміни тискуврезервуаріживильника дозатора з надлишкового до вакууметричного, відповідно до розробленого плануекспериментудозуванняпитноїводи. Стаціонарнийрежимобумовлюєтьсяшвидкістюітискомповітря, яківпроцесі роботи установки залишаються постійними, з урахуванням режиму транспортування.Швидкістьповітряітискнавходієосновнимиумовамидля початку етапу відбору (витиснення) дози продукту. Перший етап (рис. 2, а, б) демонструєвихідустановкинастаціонарнийрежимвитисненняпродуктупри подачі стисненого повітря в систему в межах програмно заданого діапазону змінитискуза діапазоном від0,99 до1,81.
б)
Рис. 2. Характеристика зміни основних параметрів дозування та керування тиском у системі ерліфтного функціонального мехатронного дозувального модуля: за табличними середніми даними експериментів дозування (а); зміна тиску відповідно зміні швидкості потоку в векторному полі з визначенням екстремумів (б)
Висновки. Отриманірезультати пояснюються першза все тим, що враховано форму робочого каналу продуктопроводу та діаметральний переріз робочого каналу на підведенні та витисненні продукту з дозувального ресиверу. Зі збільшенням часу дозувального процесу відбувається стабілізація стисненого повітря в продуктопроводі та суттєво покращується точність дози продукту. Стаціонарнийрежимобумовлюєтьсяшвидкістюітискомповітря, яківпроцесі роботи установки залишаються постійними, з урахуванням режиму транспортування. Швидкість повітря і тиск на вході є основними умовами початку етапу відбору (витиснення) дози продукту. Враховуючи мету здійснених досліджень, яка враховує і фізичне моделювання процесу ерліфтного дозування рідких та малов’язких харчових продуктів, визначено початкові умови для подальшої розробки та дослідження роботи функціонального мехатронного модуля ерліфтного дозування без відсічних клапанів дози та елементів трубопровідної арматури. Зокрема, похибка точності дозування під час використання сходинкового закону керування зміноютискомусистемідозувальногоресивераскладає0,8 %відвстановленої

швидкістьфасуваннярідини,м/с Тиск,бар
Література:
1. Kanno T., Hasegawa T., Miyazaki T., Yamamoto N., Haraguchi D., Kawashima K. Development of a Poppet-Type Pneumatic Servo Valve // Appl. Sci. 2018. Vol. 8. Pp. 2094. doi:https://doi.org/10.3390/app8112094
2. Kryvoplias-Volodina L., Gavva O., Derenivska A. Optimization of the synthesis of packing machines by the efficiency criteria // Scientific Works of NUFT. Processes and Equipment for Food Industries. 2018. Vol. 24, Issue 5. Pp. 115–124. URL: https://er.knutd.edu.ua/bitstream/123456789/10757/3/NUFT _2018_24%285%29_Zmist.pdf
3. Aboulhassan M., Souabi S., Yaacoubi A., Baudu M. Removal of surfactant from industrial wastewaters bycoagulation flocculation process // International Journal of Environmental Science and Technology. 2006. Vol. 3, No. 4. Pp. 327
332. doi: https://doi.org/10.1007/BF03325941
4. Raheman H., Jindal V. Solid velocity estimation in vertical pneumatic conveying of agricultural grains. Applied Engineering in Agriculture. 2001. Vol. 7. Pp. 233–245. doi: 10.13031/2013.6903
Дослідження механічних властивостей селективно модифікованих
композиційних полімерних ємкостей
О.С. Романченко, О.Л. Сокольський, д.т.н., НТУУ «Київський політехнічний
інститут імені Ігоря Сікорського»
На теперішній час все більшої актуальності набуває проблема надійного й тривалого зберігання і транспортування
небезпечних речовин, зокрема газів під надлишковим тиском. Для цієї мети зазвичай застосовують металеві балони. Газові побутові балони показують найвищий ступінь безпеки при випробуванні на надлишковий тиск, удароміцність і вогнестійкість. Проте вонивирізняютьсявеликоювагоюіздатністю до корозії. Останнім часом виготовляються також газові балони за технологією намотування з композиційних матеріалів [1, 2], які містять скловолокно, вуглецеве волокно, епоксидну смолу та вініловий ефір. Завдяки своїм фізичним характеристикам та високим споживчим властивостям, полімернокомпозиційні балони для газу заслужили репутацію надійної, довговічної та
зручної в експлуатації продукції, яка відповідає необхідним нормативним вимогам [3].
Переваги композиційних газових балонів: вибухобезпечність, корозійна
стійкість, легка вага, зручність переміщення та транспортування, удароміцність, необхідні діелектричні властивості, які повністю усувають можливістьіскроутворення, довговічність. Проте застосування дорогих смол і волокнистих наповнювачів, рівномірно розподілених по усьому об’єму виробу, можна вважати недоцільним із технічного й економічного поглядів. Більш доцільним виглядає застосування менш дорогих термопластичних полімерних матеріалів із дисперсними наповнювачами. Виготовлення таких балонів повинно містити попереднє визначення розрахунковим чи експериментальним шляхом найбільш критичних їх зон та подальшу модифікацію наповнювачами саме цих зон під час виготовлення. Розроблено технології та пристрої для позиціонованого позонного введення наповнювачів у вироби з полімерних матеріалів безпосередньо в процесахформування [4, 5].
БулопобудованомоделібалонайвиконанорозрахункивпрограміSolidWorks. Балон навантажено внутрішнім тиском величиною 1 МПа, матеріал балона –ПЕТФ.
На рис. 1 представлено змодельований вигляд та розрахунки полімерного
балона, якийпрацює підтиском.
З результату моделювання витікає, що найбільші напруження діють поблизу верхнього клапана та на денці балона. Для подальших розрахунків змодельовано наявність введеного в дані ділянки дисперсного армуючого наповнювача в різних концентраціях, що збільшує модуль пружності та межу текучості.
а) б)

Рис. 1. Балон з однорідного полімерного матеріалу: 3D-модель (а), розподіл еквівалентних напружень (б)


На рис. 2 показано залежність найбільшої деформації балона від модуля пружності композиційного матеріалу у визначених ділянках. Результати моделювання показують, що жорсткість конструкції збільшується зі збільшенням концентрації армуючого наповнювача саме в тих ділянках балона, де напруженнямаксимальні.
деформація,
Максимальна
Модуль пружності, МПа
Рис. 2. Залежність максимальної деформації балона від модуля пружності
композиційного матеріалу
Висновок. Таким чином, застосування модифікації наповнювачами попередньо визначених найбільш навантажених зон полімерних ємкостей дозволить покращити їх механічні властивості й конкурувати з традиційними
дорожчимитехнологіямивиготовлення композиційноїтари.
Література:
1. Балон газовий Hexagon Ragasco HR18,2L композитний. URL : https://epicentrk.ua/ua/shop/mplc-balon-gazovij-hexagon-ragasco-hr18-2lkompozitnij-propan-7-5-kg-butan-8-5-kg-18-2-l-100579-1ed9a608-8bf8-6f0ca82a-1d6409f25f89.html
2. Carbon Composite Cylinders. URL : https://www.genstartech.com/carboncomposite-cylinders
3. EN 12245 Transportable gas cylinders – Fully wrapped composite celinders. European standard. [Действующийот2012-02]. М., 2012.IV, 48 с.
4. Патент № 116105 Україна. МПК B29C35/16. Спосіб виготовлення
полімерних виробів з інтелектуальними датчиками методом лиття під тиском / Сівецький В.І., Колосов О.Є., Сокольський О.Л., Куриленко В.М., Івіцький І.І.;опубл. 10.05.2017,Бюл. №9/2017.
5. Патент № 116107 Україна. МПК: В29С65/64, В29С67/18. Прес-форма для виготовлення пластмасових виробів із закладними деталями / Сівецький В.І., Колосов О.Є., Сокольський О.Л., Куриленко В.М., Івіцький І.І.; опубл. 10.05.2017, Бюл. №9/2017.
Обґрунтування секційної побудови натискної плити у штанцювальному пресі
Ю.Ю. Михайлів, І.І. Регей, д.т.н., Українська академія друкарства, м. Львів
Штанцювальне обладнання відносять до категорії важконавантаженого через циклічне переборювання приводом преса значних технологічних опорів, пов’язаних із висіканням розгорток з картонних заготовок, бігуванням в них
ліній згину, рельєфним тисненням окремих ділянок. Як приклад, автоматичний тигельний автомат SP 102-EO форматом 1020×720 мм розвиває
силову дію в процесі штанцювання розгорток до 250 тонн [1].
Приводами натискної плити служать розклинювальні важільні та
ексцентрикові механізми, що забезпечують їй циклічне вертикальне
переміщення [2] Протягом руху плити реалізується вільне переміщення
кареток з картонними заготовками через робочу зону преса та короткотривала
силова взаємодіяінструментівплоскоїштанцювальної формизматеріалом.
Значне силове навантаження штанцювальних пресів визначає відповідну
метало- та енергомісткість обладнання, що актуалізує важливість розв’язання
проблеми з їх мінімізації. Отримання позитивного результату дозволяє не тільки економити енергоресурси обладнання в процесі експлуатації, але й забезпечувати його компактну будову.
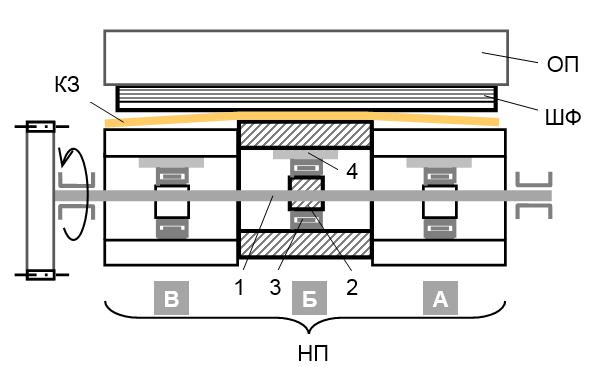
Рис. 1. Схема штанцювання картонної заготовки середньою секцією натискної плити преса з картонною заготовкою
Запропоновано замінити суцільну конструкцію натискної плити на секційну для уникнення одночасної взаємодії всіх інструментів штанцювальної форми з картонною заготовкою. Передбачено, що кожна сусідня секція штанцюватиме відповідну ділянкукартону післяаналогічної дії попередньої. Прес штанцювального автомата складається з опорної плити ОП (рис. 1) з плоскою штанцювальною формою ШФ. Особливістю пропонованої конструкції рухомої натискної плити НП є наявність окремих пустотілих
секцій: правої А, середньої Б та лівої В, які щільно прилягають одна до одної
у напрямку переміщення картонних заготовок КЗ. У внутрішньому вільному
просторі секцій (показано на прикладі середньої Б) в підшипникових вузлах
встановлені паралельно вали 1, на яких зафіксовано комплекти ексцентриків 2 з роликовими підшипниками кочення 3. Їх зовнішні кільця контактують з накладкою 4. Завдяки тому, що ексцентрики середньої секції натискної плити
зміщені на валах у радіальному напрямку відносно ексцентриків правої
секції, спочатку відбувається штанцювання ділянки картонної заготовки КЗ
секцією А, після неї – секціями Б і В.

Відносне кутове зміщення ексцентриків на валах у сусідніх секціях
продиктоване технологічною умовою: в момент штанцювання картонної
заготовки однією з секцій робоча поверхня сусідньої повинна бути розташована нижче на товщину картону. Виведена залежність між товщиною
картону Δ та кутовим зміщенням Δφ ексцентриків, результати розрахунку за якою графічно зображено на рис. 2.
Рис. 2. Графік залежності від товщини картону кутового зміщення ексцентриків у секціях натискної плити
Видно, що збільшення товщини картону пов’язане з аналогічною зміною кутового зміщення ексцентриків у секціях. Так, для Δ = 0,25 мм Δφ = 6,41°, а для Δ = 1,25 мм Δφ = 14,36°.
Заплановано проведення експериментальних досліджень на стенді, укомплектованомуексцентриковим механізмом для привода натискнихсекцій.
Література:
1. Шредер В.Л., Пилипенко С.Ф. Упаковка из картона. Киев : ИАЦ «Упаковка». 2004. 560 с.
2. Регей І.І. Споживче картонне паковання (матеріали, проектування, обладнання для виготовлення). Львів : УАД, 2011. 144 с.
Шляхи вдосконалення засобів переміщення плоскоскладених картонних заготовок з одночасним утворенням об’ємної форми в картонаторах Л.Б. Голдак, А.Б. Коломієць, к.т.н., Українська академія друкарства, м. Львів
Завершальною операцією з перетворення виготовленої пласкої картонної розгортки в коробку (пачку) є утворення об’ємної форми останньої. Відома класифікація методів об’ємного формоутворення: з пласкої розгортки
формуються лотки, шоу-бокси; з попередньо плоско складеної створюються ящики, коробки, пачки. Об’ємне формування може супроводжуватись
з’єднанням клапанів складеної картонної тари за допомогою механічних
замків, клеєм або клейовимистрічками, скобами [1].
На підприємствахє два типиобладнання дляздійсненнязгаданої операції,які
розрізняють за методом утворенняоб’ємноїформи:
об’ємна форма лотків та/або накривок утворюється з пласкої
картонної розгортки методом
проштовхування крізь «тунель»
із
напрямних, машини-автомати відомі як формувачі (tray erector або tray former);
об’ємна форма коробки створюється з плоскоскладеної картонної
розгортки під час її переміщення з магазина-накопичувача з одночасним розкриттям, машини-автомативідоміяккартонатори.
Картонатори можуть також виконувати функції фасування та запечатування коробок Є картонатори, в яких утворення об’ємної форми коробки
відбуваєтьсяпідчас виведенняз накопичувача пласких картоннихрозгорток. На продуктивність картонаторів суттєво впливають можливості пристроїв виведення розгорток із накопичувача (магазина) їхнього самонаклада [2]. Розглянуто пристрої виведення розгорток/заготовок із механічним приводом – з хитним переміщенням та зі складним рухом. Виробники обладнання надають перевагу ротаційному переміщенню комплектів присмоктувачів, хитний рух мають низькопродуктивні машини або такі, що виготовляють коробки з відносно великими габаритами (> 300 мм). Визначено, що найбільш прогресивними є пристрої, де комплектам присмоктувачів надається складний рух. Ротаційний рух носіїв присмоктувачів навколо або разом із валом супроводжується додатковим рухом присмоктувачів.
Запропоновано схеми універсального самонакладу, де за основу обрано
пристрій виведення картонних розгорток у машині ECT-625 фірми KliklokWoodman(США).
Механізм виведення плоскоскладених заготовок складається з мальтійського механізму повороту присмоктувачів, ланцюгової передачі, кулачкового механізму додаткового відцентрового руху присмоктувачів та транспортеру коробок. Обрано магазин-накопичувач горизонтального типу як більш місткий, вінможе міститиодночасно до 250 заготовок. На головному валу машини-автомата закріплено водило, яке обертається із постійною кутовою швидкістю. Ролик водила періодично входить у паз
чотирипазового мальтійського хреста і надає останньому рух із змінною швидкістю. Після хреста періодичний поворот передається через ланцюгову передачу на вал присмоктувачів. Може бути задіяно два або чотири комплекти присмоктувачів по чотири штуки в кожному. Крім обертового
руху навколо верхнього валу, вони мають радіальне переміщення. Рух надається через ролик на поперечині присмоктувачів від нерухомого кулачка (копіра), встановленого на стінці машини. Переміщення осей у корпусах на верхньомувалулінійне за обраним законом рухузгідно з рекомендаціями [3]. Присмоктувачі поштучно захоплюють вакуумом площинукрайньої картонної плоскоскладеної заготовки і виводять її з магазина з одночасним об’ємним розкриванням. Далі отримана розкрита пачка переміщується періодично по горизонталі упорами транспортерів. Залежно від необхідної орієнтації
розкритої пачки в просторі можливі виконання з поворотом присмоктувачів
на 90°або 180°
Програмоносій у згаданих механізмах може бути у вигляді «електронного
кулачка», а привод – індивідуальний.
Заплановано проведення
експериментальних досліджень із визначення
зусилля, необхідного для утворення об’ємної форми коробки з
плоскоскладеної заготовки, та виконання порівнянь з іншими ротаційними планетарнимимеханізмами.
Література:
1. Гавва О.М., Беспалько А.П., Волчко А.І. Пакувальне обладнання. У 3х кн. Кн. 1. Обладнання для пакування продукції у споживчу тару / За ред. О.М. Гавви. Київ:ІАЦ «Упаковка», 2008. 436 с.
2. Kolomiets A.B., Kotovskii O.O. Improvement of the cardboard tray and case forming mechanisms // Collection of scientific reports VI International scientific and technical conference devoted to problems in higher education and science
«Progressive directions of technological complexes development». Lutsk, June 2-4, 2020. Pp. 197–199.
3. Полюдов О.М. Кузнецов В.О., Коломієць А.Б. Розрахунки циклових механізмів поліграфічних і пакувальних машин на персональному комп’ютері(теорія, програми, інструкції). Львів : Вид-во УАД, 2004.94 с.
Енергетика мембран консервної тари як засіб контролю якості продукції О.В. Григорчук, О.В. Ватренко, д.т.н., Одеський національний технологічний
університет
Для підвищення якості та збільшення терміну використання консервів їх зберігають під вакуумом. У техніці для контролю вакууму використовуються
спеціальні датчики. Здебільшого це тензометричні датчики. Вартість
найдешевшого датчика набагато вища за вартість будь-якої консерви.
Консервована продукція є об’єктом масового виробництва. Зрозуміло, що
немає ні економічної доцільності, ні технічної можливості застосування
такихдатчиків в упаковці.
У сучасних системах закупорювання скляної тари для консервованої
продукції закупорювальним засобом є металеві кришки, виготовлені з жерсті.
Ці кришки мають круглі мембрани з малим початковим прогином у
напрямку, протилежному дії навантаження. В даному випадку ми маємо приклад використання енергетичних можливостей тонких пластин для контролю вакууму в упаковці без застосування датчиків. Схема закріплення мембранизображена на рис. 1.
Рис. 1. Схема закріплення мембрани: Р – навантаження на мембрану, fin
початковий прогин, f – додатковий прогин
Робота мембран відбувається в режимі контрольованої втрати стійкості, який пов’язанийз енергетичною складовоюматеріалу Після розв’язання рівнянь енергій локальних впливів отримали рівняння повноїенергіїсистемимембрани, яке можна переписати увигляді
Введено безрозмірну енергію
диференціювання по dζ та прирівнюваннядо 0, отрималирівняннярівноваги:
. (2)

Було виконано експериментальні дослідження роботи мембран кришок різної
товщини в реальних умовах експлуатації затворів скляної тари. За результатами експерименту визначали параметри тиску втрати стійкості Р1 длямембранз різноїтовщини жерсті.Результатизведено втаблиці. Якщо графічно представити роботу мембрани у вигляді залежності P(f), то за деякого критичного тиску Р1 станеться стрибкоподібний перехід на іншу
гілку залежності Р(f) (рис. 2). У цей момент втрачає стійкість (спрацьовує)
робочийконус мембрани.
Розвантаження мембрани відбувається знову стрибкоподібно, шляхом
повернення на початкову гілку, але вже за нового критичного тиску Р2. Ми бачимо, що зі зменшенням товщини жерсті права гілка залежності Р(f)
зміщуєтьсявправо (рис. 2),тодіяк ліва залишаєтьсянезмінною.
Рис. 2. Залежність між тиском Р та прогином f. 1 – δ = 0,18 мм; 2
δ = 0,16 мм; 3 – δ = 0,14 мм

Для оцінки енергетичного рівня мембран пропонується прийняти метод порівнянняенергетичнихрівнівстаніврівновагидлярізнихмембран.
За допомогою (2) будувалися графіки енергетичних рівнів положень рівноваги мембран різної товщини як функції En*(ζ) за параметрами з таблиці.
Таблиця. Параметри роботи мембран різної товщини
Висновки.
Показано, що мембрана працює як автономна розумна енергетична система
за рахунок перепаду навантаження без використання зовнішнього джерела
енергії.
Запропоновано метод оцінки енергетичного рівня металевих мембран
шляхом порівнянняенергетичнихрівнівстаніврівновагидлярізнихмембран.
Порівнюєтьсямінімальна енергіярізнихмембран устані втратистійкості.
Література:
1. Ugural A. Plates and shells: theory and analysis, fourth edition. London, New York : CRC Press ; Taylor & Fransis group, 2018.
2. Reddy J. Theory and analysis of elastic plates and shells, second edition London, New York : CRC Press ; Taylor & Fransis group, 2007.
3. Вольмир А.С. Гибкие пластинки и оболочки. М. : Изд-во техникотеоретической лит., 1956.419 с.
4. Vatrenko O., Kyrylov V., Havva O. Vacuum-caps membranes' equilibrium state forms based on the energy criterion // Ukrainian Food Journal. 2020. Vol. 9. Issue 1. Pp. 185‒196.