Compounds Are Suited To Areas Where Fire Safety Is An Important Consideration. Compounds Are Also Referred To As Being Non Halogenated Meaning, The Insulation And Sheathing Materials Do Not Contain Halogens.
Corrosive or Caustic Acids
May-Jun, 2025 | Wire & Cable India
HEAT TESTED
Indian Cable Makers Are Raising the Fire Bar
22. Group Nirmal Set to Double its Aluminium Capacity and Expand...
Drives Infra-Growth With Halogen Free, Flame Retardant ‘Viksit Wires’
40. RR Kabel
Leaps Ahead With LSZH and Sustainable Cable Solutions
48. Polycab
From Codes to Compliance: India Needs Stricter Fire Safety...
52. APAR Industries
Cables That Conquer: APAR’s Innovation Story in...
Firms Fire Safety With Upgraded Compounding System
64. Laser Power and Infra
Levels Up Fire Safety with FRLSH Cables And Compound...
36. KEI Industries
60. Havells India
18. Vedanta Aluminium’s Green Push with Restora And Fully Green Facility In Odisha
Ddev’s WTR XLPE Caters to Safe Power Distribution...
Shakun Polymers’ ECOTEK Series Delivers...
Teknor Apex’s Advanced Fire Safety With Halguard®
Beyond just Compounds, Fainplast Focuses on Processes...
Celanese Advances Fire-Safety with Halogen-free...
127.
Finproject’s Co-Kneader Mixing Technology...
Taprath Elastomers Paving the Way for Next-Gen Flame...
Elementis: FireRetardant Synergists for Plastic Wires & Cables
Duplast: Additive Solutions For HighPerformance...
Royle: Extruding High Speed Business Growth From...
133. EPath: Prysmian’s Label for Low Impact Cable Solutions...
STUDY
Vedanta Aluminium’s Green Push with Restora And Fully Green Facility In Odisha
In an exclusive interview with Wire & Cable India, Mr. Rajiv Kumar, Vedanta Aluminium’s newly appointed CEO, talks about the key focus areas of the company– operational excellence, sustainability, and innovation. At the heart is the green vision Restora, India’s first low-carbon aluminium brand, produced using renewable energy and aimed at decarbonizing global supply chains. Reinforcing this commitment, the company has announced a landmark investment of INR 1 lakh crore to establish a 6 million tonne per annum alumina refinery and a 3 million tonne per annum fully green aluminium facility in Rayagada, Odisha. The focus will also be on digitalisation and automation across operations, with data-driven decisions a priority.
Wire & Cable India: How do you envision leading the company into its next phase of growth? What are the key strategic priorities you plan to focus on during your tenure as the CEO of Vedanta Aluminium?
Rajiv Kumar: My vision for the company’s next phase of growth revolves around three key priorities: operational excellence, sustainability, and innovation.
We will focus on enhancing operational efficiency and integrating digital technologies to boost productivity and remain cost efficient. Sustainability remains central to our strategy, with ongoing initiatives like the development of the upcoming fully green aluminium plant, which will strengthen our competitive position and further expand our market reach. Innovation and digitalization will be key drivers of our transformation. I also plan to accelerate the adoption of new technologies and processes to improve efficiency and unlock new growth avenues.
WCI: As an expert who has successfully navigated the steel industry, how do you plan to adapt and apply your experience to the unique challenges of the aluminium
sector at Vedanta Aluminium?
RK: While steel and aluminium are indeed distinct industries, they share significant overlaps when it comes to managing large-scale operations, optimizing production processes, and driving continuous improvement. Both industries are critical to nation building, and with this comes the immense responsibility to strategically govern these sectors and ensure availability for India’s growing needs.
In my previous stint, I led operational transformation and strategic initiatives that equipped me with skills in process optimization, digitalization, and ensuring consistent business excellence, all of which are directly relevant to my current role. Operational excellence will continue to remain a key priority at Vedanta Aluminium. Vedanta 2.0 envisions leveraging digital transformation and automation across operations. Therefore, I will be driving best practices by streamlining production through data-driven decisions, automation, and advanced process controls, while fostering a culture of continuous improvement and innovation.
At the entity level, my focus will be on executing the demerger plan to unlock shareholder value, forging strategic partnerships to enhance market access,
and advancing marketing and business development to strengthen global leadership.
WCI: The wire and cable industry is becoming more competitive and technology driven. How do you plan to leverage your operations experience to enhance Vedanta Aluminium’s product offerings and its production processes to stay ahead of industry trends?
RK: Vedanta Aluminium is India’s largest aluminium producer and a global leader in wire rod production. Aluminium’s high strength, light weight, conductivity, and corrosion resistance make it essential for the wire and cable industry. We offer several tailored solutions catering to the needs of our customers in this sector. For example, our high strength low sag wire rods, with up to 99.99% purity, deliver superior conductivity and durability compared to conventional conductors, ensuring efficient long-distance power distribution. We continue to invest in R&D efforts, developing new alloys and conductor solutions for sectors like 5G, smart grids, and electric mobility, while also creating customized variants for niche applications.
We actively leverage Industry 4.0 tech-
INTERVIEW
Vedanta 2.0 envisions leveraging digital transformation and automation across operations. Therefore, I will be driving best practices by streamlining production through data-driven decisions, automation, and advanced process controls, while fostering a culture of continuous improvement and innovation
nologies to enhance manufacturing efficiency. Real-time data analytics in our rolling mills optimize production and improve product quality, while digital twin technology helps proactively address maintenance issues and minimize downtime. Through collaborations with technology leaders and startups, we are enhancing our supply chain systems and inventory management, ensuring our products meet the evolving needs of industries worldwide while maintaining operational excellence.
WCI: Please tell us about the recent developments and future investment plans of Vedanta Aluminium.
RK: Vedanta Aluminium is at an exciting phase. We have recently announced INR 1 lakh crore in fresh investments to build a 6 million tonne per annum alumina refinery and a 3 million tonne per year aluminium facility in Rayagada, Odisha. Entirely powered by renewable energy, this aligns perfectly with Vedanta’s net zero carbon goals.
We are also planning to increase our share of value-added products, including wire rods, in our portfolio from 60% to 90%. These will serve the needs of diverse sectors like power transmission and distribution, automotive, aerospace, and construction.
WCI: What opportunities, threats and challenges do
you foresee in the industry?
Share your personal points of excitement and fear.
RK: The aluminium industry is at an exciting crossroads, poised for strong and sustained growth driven by rising demand from sectors like automotive, construction, and energy transition. Aluminium is clearly the metal of the future, especially given its role in accelerating the energy transition and being increasingly used in electric vehicles, solar panels, and battery enclosures. At the same time, we see growing interest in low-carbon aluminium by companies looking at decarbonizing their supply chains. Vedanta is the first Indian company to produce low-carbon, “green” aluminium which is sold under the Restora and Restora Ultra brands. We are already supplying these to companies outside India. In terms of challenges, there are geopolitical risks, trade barriers, and supply chain volatility that can impact industry access to key raw materials. However, on the whole, the outlook is positive.
WCI: Sustainability is a key concern in today’s industrial landscape. What steps is Vedanta Aluminium taking to reduce its environmental impact, especially in the production of aluminium for wire and cable applications?
RK: At Vedanta Aluminium, sustainability is an integral aspect of
our core operations and value system. We firmly believe that to unlock meaningful growth for India, we must do so in a responsible manner, minimizing environmental impact while driving industrial progress. As part of this commitment, we have developed a green portfolio under the brand Restora - India’s first lowcarbon aluminium, produced using renewable energy. It encompasses our diverse product offerings, including wire rods, billets, and more. We also have long-term agreements in place for sourcing renewable energy to power our operations, and are also deploying alternative fuel sources such as biomass and natural gas to power our operations. These initiatives are a testament to our ongoing effort to reduce our carbon footprint, all the while maintaining the highest standards of quality and performance in aluminium production.
In addition, as mentioned earlier, we have plans to establish the country’s first fully green aluminium plant, which will be powered entirely by renewable energy. This state-of-the-art facility will not only help reduce the environmental impact of production but also drive innovation within the industry. It forms a crucial part of our broader sustainability strategy. At Vedanta Aluminium, we are committed to deploying sustainable practices that create a positive environmental footprint for future generations.
Group Nirmal Set to Double its Aluminium Capacity and Expand Product Portfolio at Khurda Plant
Group Nirmal is set to double the production capacity of its recently acquired 60,000 TPA aluminium rod and aluminium conductor facility in Khurda, Orissa by installing a state-of-the-art mill as part of its strategic expansion. Additionally, it plans to expand its conductor portfolio to include ACAR, AACSR, and ACSS types; and increase steel wire production by 7,000 tonnes per month. The company has earmarked INR 100 crore for this comprehensive expansion and a portion of the investment will be directed towards upgrading the company’s Deulti, West Bengal facility. In an exclusive interview with Wire & Cable India, Mr. Nirmal Saraf, Managing Director, Group Nirmal (Nirmal Wires Private Limited), revealed that Group Nirmal is the first Indian steel wire manufacturer to be approved under Japanese international standards—underscoring its commitment to quality, and reliable wire and cable products.
Wire & Cable India: Please tell us about your manufacturing capabilities with respect to aluminum rod and conductors.
Nirmal Saraf: In 2024, we strategically acquired a state-of-the-art manufacturing unit covering 50 acres in Khurda, Orissa. This significantly enhanced our ability to produce highquality EC-grade aluminum rods and a comprehensive range of conductors.
With an annual production capacity of 60,000 tonnes, the facility has modern machinery and the latest technology. Currently, our product lineup includes aluminum conductors (AAC), All Aluminum Alloy Conductors (AAAC), Aluminum Conductor Steel Reinforced (ACSR), AL-59, and specialized 6xxx series aluminum alloy wire rods, all tailored to meet various industry specifications. Expanding into this facility has been crucial for broadening our product portfolio, allowing us to meet the growing demands of the power transmission sector and related industries.
We are committed to continuous innovation, investing in the latest research and development and production methods. Our rigorous in-house quality assurance processes adhere strictly to international IS standards, ensuring that our products consistently meet the highest benchmarks for reliability, safety, and performance. This relentless focus on quality positions us as a key player in meeting the evolving needs of the industry, enabling us to respond swiftly and effectively to market requirements while reinforcing our reputation for excellence in manufacturing.
WCI: What quality control processes are in place to ensure the conductors meet industry standards and meet reliability and safety benchmarks for various environmental conditions?
NS: Our quality assurance efforts start from sourcing raw materials exclusively from reputable and established suppliers, recognized for their reliability and excellence in quality.
Mr. Nirmal Saraf, Managing Director, Group Nirmal (Nirmal Wires Private Limited)
CONDUCTORS
In 2024, we strategically acquired a state-of-the-art manufacturing unit covering 50 acres in Khurda, Orissa. With an annual production capacity of 60,000 tonnes, the facility has significantly enhanced our ability to produce high-quality EC-grade aluminum rods and a comprehensive range of conductors.
This strategic choice significantly minimizes material wastage and the risk of defects.
We ensure using high-grade aluminum to obtain consistent and predictable output properties. To ensure our conductors consistently meet and exceed stringent industry standards, as well as demanding reliability and safety benchmarks, we have implemented a comprehensive framework of quality control processes.
Our quality assurance regimen includes detailed inspections at multiple critical stages of the manufacturing process, starting from the initial assessment of raw materials to the final product evaluation.
Stringent quality checks are performed at each phase, involving thorough examinations of key parameters such as conductivity, tensile strength, and integrity. These rigorous inspections are designed to identify and rectify any deviations from precise specifications, ensuring that our products maintain the highest standards of quality and reliability.
As a result, this approach enhances the overall reliability and performance of our conductors in various operational environments such as hightemperature industrial settings and harsh weather conditions.
Our products conform to all major international standards like IS, JIS, ASTM, EN, DIN, BSEN etc. This reinforces our quality first approach to manufacturing.
WCI: Which key markets does your company primarily serve, and what measures are you implementing in production to meet growing demand?
NS: Our aluminum rods are a vital foundation for the production of cables and conductors, which are essential components in various industries.
Our conductors play a crucial role in power transmission and distribution, railways, and numerous industrial applications. With the Indian cable and conductor industry expected to grow significantly, reaching an estimated USD 17.08 billion by 2032, we are proactively aligning our efforts to meet this rising demand.
To address the increasing needs of our customers, we are intensifying our R&D initiatives aimed at driving innovation in our product offerings. This includes exploring advanced materials and technologies to enhance performance and durability.
Additionally, we are implementing strategic initiatives to expand our production capacity, enabling us to effectively meet anticipated market demands. Throughout these efforts, we remain committed to delivering highquality products, ensuring compliance with international standards, and prioritizing customer satisfaction.
WCI: With the government’s emphasis on power transmission, the demand for aluminum conductors is experiencing significant growth. What innovations and future growth do you anticipate
in this sector?
NS: The Indian government is placing strong emphasis on bolstering its power transmission infrastructure, with planned investments exceeding INR 9 lakh crore (approximately USD 108 billion) by 2032.
This substantial financial commitment is significantly driving the demand for aluminum conductors within the nation, which are essential components in modern power distribution systems.
The Indian aluminum bare wire conductor market, valued at USD 1,668.2 million in 2023, is projected to surge to USD 2,522.5 million by 2033, reflecting a compound annual growth rate (CAGR) of 4.3%.
This growth trajectory is largely influenced by various factors, including rural electrification initiatives aimed at providing electricity to remote and underserved areas, as well as the increasing integration of renewable energy projects such as solar and wind farms. These developments necessitate expanded and efficient transmission networks to effectively transfer generated power to urban centers and industrial hubs.
Aluminum conductors are particularly favored in this context due to their lower cost and lighter weight compared to copper alternatives, which translates into more cost-effective and efficient deployment of extensive power lines across India’s diverse geographical terrain. As a result, aluminum conductors are becoming the material of choice for utilities in constructing
The Indian government is placing strong emphasis on bolstering its power transmission infrastructure, with planned investments exceeding INR 9 lakh crore (approximately $108 billion) by 2032.
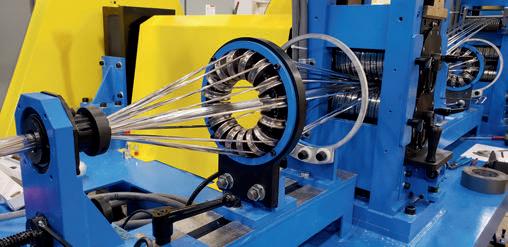
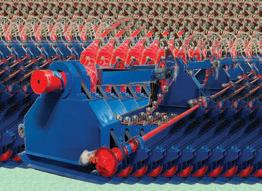
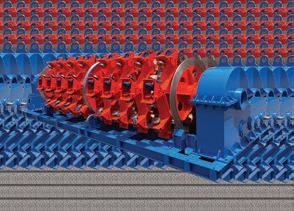
Our Product Range
Ÿ Straight Line Wire Drawing Machine
Ÿ Inline Wire Rod Preparation System
Ÿ CO2 Wire Production Line
Ÿ Pay-off & Take-up Systems for Galvanizing Line
Ÿ Pay-off & Take-up Systems for Patenting / Annealing Line
Ÿ Inverted Drawing Machines (IVD)
Ÿ Wet Wire Drawing Machines
Ÿ Vertical / Horizontal Spoolers
Ÿ Dead Block Coilers
Ÿ Pay-offs for Wire Drawing Machine
Ÿ Rewinder Machines
CONDUCTORS
The Indian aluminum bare wire conductor market, valued at USD 1,668.2 million in 2023, is projected to surge to USD 2,522.5 million by 2033, reflecting a compound annual growth rate (CAGR) of 4.3%.
new transmission lines and upgrading existing infrastructure.
Looking ahead, the Indian market is expected to witness the adoption of global innovations that will further enhance the performance and reliability of power transmission. These include the use of advanced aluminum alloys designed to withstand extreme weather conditions and high-temperature; low-sag conductors that optimize existing infrastructure while minimizing energy losses; and smart conductor technologies integrated with digital monitoring systems to aid in grid modernization. Together, these advancements position the aluminum conductor sector as a vital component in India’s energy future, as the country strives to meet its growing energy demands sustainably and efficiently.
WCI: How do you help your customers achieve better efficiency, productivity & quality?
NS: Our comprehensive in-house manufacturing capabilities generate 15,000 tonnes of steel wires and 4,000 tonnes of products monthly. Our goal is to empower our customers with improved efficiency and productivity through a vertically integrated production process.
This integration allows us to control every stage of production, to ensure delivery of uniform, high-quality output. Our commitment to excellence is demonstrated by our stringent quality control measures maintained throughout the manufacturing process.
We take pride in our achievements, including obtaining several international certifications, and we are the first Indian steel wire manufacturer to receive approval under Japanese international standards. This distinction highlights our dedication to maintaining exceptional quality and reliability in our products. We adhere to our unwavering commitment to quality. Our conductors are engineered to perform reliably in diverse and challenging operational environments, contributing to the overall quality and success of our clients’ infrastructure projects. This holistic approach positions us as a leader in the industry and solidifies our role as a trusted partner in driving our customers’ success.
WCI: Where do you see yourself in the next 5 years? Also, what challenges do you foresee in the industry as the industry continues to boom?
NS: In the next 5 years, we envision innovating and re-imagining corrosion resistance solutions for the wire and cable industry. Our strategy focuses on significantly expanding production capabilities, pioneering technological advancements in products and solutions, and strategically penetrating new markets through enhanced distribution.
We are committed to developing sustainable production methods while navigating foreseeable industry challenges. These include the volatility of raw material prices across all materials, intense competition and pricing pressures requiring differentiation through quality and innovation, and the rapid pace of
Our continued adherence to stringent quality standards and regulatory compliance will also be paramount as we solidify our position as a dominant force in the booming Indian wire and cable sector.
WCI: What new technologies or process advancements have you integrated into your aluminum rod and conductor manufacturing units?
NS: As part of our ongoing commitment to meet the growing demand for high-quality aluminum conductors, we are making significant improvements to our manufacturing capabilities. We plan to make a substantial investment in our newly acquired Khurda plant to double its capacity. This includes installing a brand-new mill at the Khurda facility. We also plan on expanding our range of conductors, such as ACAR, AACSR, and ACSS.
In addition, we will boost our steel wire production capacity by 7,000 tonnes monthly and increase our aluminum capacity by another 5,000 tonnes monthly this year. This INR 100 crore expansion will mainly take place at our Orissa plant, with the remaining investment directed toward our Deulti facility in the Howrah district of West Bengal.
Given our efficient production cycle and short lead times, we are confident that we can complete this expansion within the current calendar year to effectively meet the increasing market demands.
The Indian cable and conductor industry expected to grow significantly, reaching an estimated USD 17.08 billion by 2032.
HEAT TESTED
Indian Cable Makers Are Raising the Fire Bar
As India modernizes its infrastructure, fire safety in cables is becoming a key priority driven by new regulations and growing fire risks. This story explores how manufacturers and compounders are shifting to halogen-free and recyclable materials while balancing cost, compliance, and environmental demands to build a safer future.
Fire safety is no longer a matter of regulatory compliance alone.
Now, it’s fundamental to modern infrastructure planning and electrical system design. In buildings, tunnels, metros, airports, and factories, where thousands of meters of cable snake invisibly through ceilings, walls, and conduits, the performance of those cables in the event of fire can decide not just property damage, but lives saved or lost.
India’s fast-paced urbanization demands immediate attention to fire-safe and dependable cabling. However, challenges remain, from fragmented awareness to inconsistent enforcement of safety norms. “The 2022 amendments to India’s electrical safety regulations elevated the threshold for flame retardance and smoke density, compelling us to re-evaluate our entire compounding strategy,” informs Anil Gupta, CMD, KEI Industries.
TECHNICAL ASPECTS OF FIRESAFE CABLES
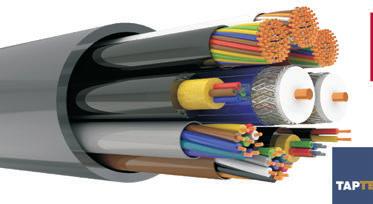
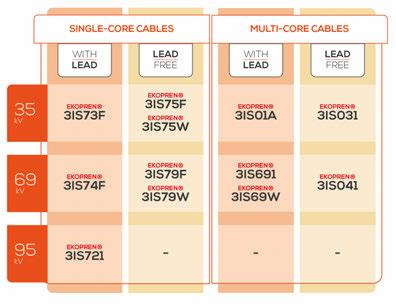
At the core of fire-safe cable technology lies the use of specialty compounds and fire-tested designs that either resist ignition, limit flame propagation, or reduce the emission of smoke and toxic gases. Fire-safe cables are typically categorized as flame-retardant (FR), flame-retardant low smoke (FRLS), halogen-free flame-retardant (HFFR or LSZH), and fire-survival types as defined under IS 17505-1 for thermosetting insulated low smoke cables designed to maintain circuit integrity during fire.
FR cables are designed to resist the spread of fire by self-extinguishing when the source of fire is removed. FRLS cables go a step further by reducing the emission of thick, black smoke and corrosive gases, which helps improve visibility and safety during evacuation. LSZH or HFFR cables,
often used in sensitive environments like hospitals, data centers, and transport systems, emit negligible smoke and zero halogens, drastically lowering the toxic impact during combustion.
Cable fire safety performance is validated through standardized tests. These include flame retardance tests such as IS 10810 (Part 53) for single cables, and international standards like IEC 60332 for flame propagation, IEC 61034 and EN 50268 for smoke density, and IEC 60754 for halogen content. IS 17048:2018 in India addresses halogen-free flame-retardant cable performance.
In Europe, EN 50575 under the Construction Products Regulation (CPR) classifies cables from Aca (non-combustible) to Eca (low fire performance) based on reactionto-fire characteristics. International equivalents such as BS 7846 and BS 7629-1 define fire-resistant construction for armoured and screened cables in fixed installations like alarms and emergency lighting.
As Anil Gupta affirms, “The most influential standards guiding our material selection are the revised IS 7098 (Part 1 & 2), IS 17048, IEC 60332, and IEC 61034.”
COMPOUNDING FIRE PERFORMANCE
A fire-safe cable’s fundamental characteristic is its unique compound formulation, specifically the chemical composition of its insulation and sheathing. Compounders have the critical responsibility of developing polymer blends that optimize fire performance while retaining mechanical strength, electrical insulation, and processability.
A number of Indian and global compounders are actively contributing to this effort. Several domestic players such as DDEV, Fine Products, Universal Polychem, Taprath, and
FIRE SAFETY
Duplast, have developed halogenfree and flame-retardant (HFFR) compounds based on polyolefins, EVA, and thermoplastic elastomers. These materials are engineered to reduce smoke and toxic gas emission while meeting performance benchmarks such as EN 50268 and IEC 61034.
“With the efforts of our R&D team we have been able to work with the latest additives and base resins to achieve very low toxicity with very good mechanical performance,” says Rajesh Kothari of DDEV Group.
Shakun Polymers highlights the company’s ECOTEK series of HFFR compounds– designed for critical infrastructure such as metro rails, smart cities, power, telecom, and fibre-optic cables. “These formulations employ ATH/MDH mineral fillers to achieve ~35 % limiting oxygen index (LOI) and a 300 °C thermal index, while supporting extrusion in tropical climates”, affirms Arun Kumar Sahu of Shakun Polymers.
Global suppliers like Celanese, Teknor Apex, Finproject, and Fainplast contribute through advanced HFFR technologies and sustainable polymer innovations, often designed for export markets with strict CPR classifications such as B2ca and Cca. “Fainplast has been a global leader in producing zerohalogen flame retardant compounds for the wire and cable industry for years,” says Joshua Bruni, Fainplast.
Adriano Vezzani of Finproject adds perspective: “We have worked to evolve compound formulations alongside the use of exceptional mixing technologies, such as the co-kneader. This ensures excellent distributive mixing and optimal distribution of an ever-increasing quantity of highquality, flame-retardant fillers.”
“The more flame-retardant compounds are highly filled resulting in increased viscosity which can have a negative impact on extrusion speed,” explains
Mike Patel of Teknor Apex . “However, with scientific raw material selection, we have developed LS HFFR compounds which can be extruded at high speeds and enable cables to meet specified performance requirements.”
Luis Zalamea from Celanese emphasizes their global innovation approach: “Our formulations and raw material recommendations have been among the first ones to be considered as halogen free solutions and in some cases as viable alternatives to fluoropolymers.”
Elementis, on the other hand, is targeting environmental safety and performance with advanced fire-retardant synergists. Their CHARGUARD™ range of nanostructured organoclays is described as a PFAS-free alternative that “improve flame resistance, reduce smoke, prevent dripping during combustion, and potentially replace materials like PTFE and antimony trioxide.”
ENGINEERING FIRE-SAFE CABLES
Cable makers need to consider much more than materials when it comes to fire safety. The production process must support performance objectives through multi-layer cable constructions, precise conductor stranding, and advanced extrusion techniques. “New fire-resistant compounds pose challenges, especially during the initial phase of manufacturing. High filler loadings in HFFR compounds and cross-linking variability presented challenges during extrusion,” accepts Anil Gupta.
Even distribution of flame-retardant fillers, a perfectly optimized sheath, and strong adhesion between layers are crucial for product integrity during fire. Manufacturers are also investing in in-house fire testing laboratories or leveraging third-party test facilities such as ERDA, CPRI, and UL India to conduct full fire performance testing as
FIRE SAFETY
per Indian and global standards.
Milind Joshi of Havells observes, “We have addressed these challenges through targeted investments in state-of-the-art compounding and extrusion technology, as well as the implementation of advanced process controls. These measures have enabled us to maintain high standards of quality and performance, even as we transition to more complex material formulations.”
From APAR’s perspective, Shashi Amin emphasizes the precision behind modern manufacturing: “Our compounding philosophy integrates polymer chemistry, flame retardant thermodynamics, rheological stability, and process kinetics to achieve high performance at both laboratory and production scale…”
Celanese supports such efforts through materials optimized for both chemical and physical crosslinking. “Vamac® AEM has a proven track record in
the industry as being very efficient in processability whether it is via chemical (i.e. peroxide) or physical (i.e. e-beam) crosslinking,” says Nainesh Shah of Celanese.
REGULATORY FRAMEWORK: WHERE INDIA STANDS
India’s fire safety standards for cables are evolving but have yet to achieve the level of comprehensiveness and enforcement found in more mature regulatory environments. The key Indian standards governing fire performance include IS 694 for PVC cables up to 1100V, IS 7098 for crosslinked polyethylene (XLPE) insulated, thermoplastic sheathed cables used for medium voltage applications (3.3 kV to 33 kV), IS 17048:2018, which defines requirements for halogen-free flameretardant cables, and IS 17505-1 for fire survival cables.
In addition to IS 694 and IS 7098, India has introduced IS 17505-1 for fire survival cables, aligning with
application-specific international benchmarks such as BS 7846 and BS 7629-1, which are often referenced in global projects for fire alarm and emergency systems. While these standards provide a framework for manufacturers, they are often treated as optional unless specified by the client.
In comparison, global frameworks are significantly more prescriptive and enforced. The European Union’s Construction Products Regulation (CPR) mandates performancebased classification and labeling for cables used in buildings, ensuring transparency in fire behavior. This includes reaction-to-fire testing under EN 50399, covering parameters like flame propagation, total heat release, and smoke opacity. In the U.S., fire safety for cables is covered under UL 2196, NFPA 70, and NFPA 130 for fire-resistive and transitspecific applications. These are often mandatory, with third-party certification and visible markings.
Internationally, fire-resistant performance is further validated through standards such as BS 6387, BS 8491, and BS EN 50200, which evaluate cable integrity under fire, water, and mechanical impact. These are often specified in critical safety infrastructure in the UK and international projects requiring PH30/60/90 classifications.
In this evolving landscape, manufacturers are stepping up. “For APAR, regulatory changes are not mere compliance checkboxes; they are opportunities to lead with innovation, safety, and responsibility,” says Shashi Amin of APAR.
In a strong call to action, Anurag Agarwal of Polycab India writes, “Stricter regulations, better enforcement, and a collective commitment to safety can help prevent tragedies. By addressing the root causes of fire accidents, particularly electrical safety lapses, India can protect lives, safeguard property, and build public trust in its fire safety systems.”
THE MARKET OUTLOOK: PROGRESS WITH PRESSURE
In the Indian cable industry, the adoption of LSZH cables is visible but slow. The broader market shift is slow. While premium segments of the market, such as metros, airports, hospitals, and data centers are increasingly specifying FRLS or LSZH cables, broader adoption is constrained by cost concerns and limited regulatory pressure. Nonetheless, government initiatives such as Smart Cities, Digital India, and high-speed rail corridors are driving demand for safer electrical infrastructure, pushing both manufacturers and compounders to elevate their product offerings.
The leading companies, however, are readily embracing the challenge and proactively improvising their HFFR formulations, probably because they realize the criticality or they serve niche clients who can’t do without
FIRE SAFETY
these. “We are phasing out traditional PVC compounds and actively transitioning to Low Smoke Zero Halogen (LS0H) materials across our cable manufacturing operations,” says Shreegopal Kabra, RR Kabel.
Beyond their fire-safety advantages, LSZH and HFFR compounds are increasingly being viewed through the lens of environmental responsibility, with manufacturers and compounders aligning these materials to evolving goals of recyclability, ROHS compliance, and overall sustainability.
A major factor driving the shift is the risk posed by traditional materials. “The shift away from traditional PVC compounds is a well-documented trend, driven by the need to mitigate the risks associated with corrosive emissions during fire incidents,” notes Milind Joshi of Havells.
Laser Power & Infra’s Praveen Paul notes a complementary shift: “There’s a clear uptick in demand for halogenfree, REACH-compliant, and recyclable materials.”
Rajesh Kothari echoes this sustainable direction: “We as a group of companies are very much aligned to the sustainability aspects. We are working on recipes where the recycles can be used.”
Bio-based compounds and fire retardancy may prove difficult to reconcile. Milind Joshi argues, “Most bio-based materials currently struggle to meet India’s stringent fire safety and durability standards, and cost remains a barrier for large-scale use. However, he quickly adds, “This is a challenge recognized across the sector, with ongoing research and collaboration aimed at overcoming these obstacles.”
Celanese also brings sustainability into sharp focus with renewable content innovation. “For the time being all of our Hytrel® can be purchased in Eco-B format, which guarantees up to 70% renewable content and we are
constantly watching market interest and adoption rates to further enhance our offering in this regard,” says Nainesh Shah.
TOWARD A SAFER CABLE ECOSYSTEM
Fire safety in cables is no longer just a functional upgrade; it is a foundational requirement for resilient and future-ready infrastructure. Compounders are innovating to deliver high-performance, halogenfree materials. Manufacturers are upgrading production lines and testing capabilities. Policymakers and consultants are beginning to push for performance-based standards. Yet, the path forward will require coordinated action across the ecosystem—from regulators and builders to OEMs and end-users.
Shashi Amin sums it up aptly: “In India’s harsh operating environment, material science, process engineering, and real-world testing must operate in perfect sync.”
As the industry looks ahead, advanced ceramic-reinforced compounds, designed to withstand higher operating temperatures, have entered the Indian market, offering a promising solution for infrastructure exposed to harsh thermal and environmental fluctuations. “Ceramic-reinforced polymer blends with reduced filler dependency are particularly promising. They align with both India’s heatintensive environments and Europe’s evolving green regulations,” feels Anil Gupta.
Next-generation materials are designed for superior fire resistance, robust mechanics, and lasting durability. India’s competitiveness hinges on prioritizing key performance attributes like thermal resistance, low smoke, recyclability, and cost-effective processing in its evolving market.
KEI Industries has collaborated with domestic and international compound developers to source advanced materials such as halogen-free flame retardant (HFFR) and cross-linkable low smoke zero halogen (XLLSZH) compounds, marking a strategic shift from traditional PVC compounds, and catering to premium and infrastructure-centric wire and cable segments. In an exclusive interview with Wire & Cable India, Mr. Anil Gupta, Chairman and Managing Director, KEI Industries Limited highlighted KEI Industries’ ‘Viksit Bharat ka Viksit Wire’ initiative, ensuring that the wires power the upcoming infrastructure ecosystem and are future-ready. He also shared his vision for the future of wire and cable materials, emphasizing on the growing demand for high thermal stability (up to 105°C), hydrocarbon resistance, and recyclable materials in wire and cable segments .
Wire & Cable India: Which specific Indian and international fire-resistance standards most significantly influence your material selection process, and how have these affected your compound sourcing since the 2022 electrical safety regulation amendments?
Anil Gupta: The most influential standards guiding our material selection are the revised IS 7098 (Part 1 & 2), IS 17048, IEC 60332, and IEC 61034. The 2022 amendments to India’s electrical safety regulations elevated the threshold for flame retardance and smoke density, compelling us to re-evaluate our entire compounding strategy.
As a result, we have partnered closely with both domestic and international compound developers to source halogen-free flame retardant (HFFR) and cross-linkable low smoke zero halogen (XL-LSZH) materials, enabling enhanced fire performance while maintaining mechanical reliability.
WCI: Within your fire-retardant cable portfolio, which specific material systems deliver the optimal balance of BIS
compliance, performance, and production efficiency in the Indian market?
AG: For our FR and FR-LSH cable segments, we rely predominantly on halogen-free flame-retardant (HFFR) compounds and low smoke zero halogen (LSZH) systems. These not only comply with the updated BIS fire resistance norms but also cater to critical markets such as metro rail, hospitals, and public infrastructure projects.
KEI Industries’ R&D team has developed in-house formulations that ensure consistent extrusion behavior, cost efficiency, and ease of installation — a must in India’s diverse climatic and operational conditions.
WCI: Are you transitioning away from PVC in some applications? What drives these decisions at KEI Industries?
AG: There is an undergoing strategic transition from the PVC segment. While PVC continues to serve noncritical segments, premium and infrastructure-focused categories have shifted towards LSZH and HFFR systems. The key drivers include enhanced BIS compliance
Mr. Anil Gupta, Chairman and Managing Director, KEI Industries Limited
FLASK to FACTORY
India’s First and only In-House Precipitated Hydrate
Engineered through a precision -controlled process, Hindalco’s InnoSafe Precipitated hydrate (PPT ATH) offer superfine, rounded particles with low electrolyte content, delivering exceptional insulation and surface finish.
As a Halogen free Flame Retardant, PPT ATH sets a new benchmark in performance, purity and safety with applications in cable compounds, polymer insulators, foams, coatings, adhesives, and polymer composites.
Contact us at hil.flameretardants@adityabirla.com
FIRE SAFETY
Our R&D team has developed in-house compound formulations that ensure consistent extrusion behavior, cost efficiency, and ease of installation necessary for India’s diverse climatic and operational conditions.
requirements, growing demand from metro and defense projects, and evolving export mandates.
Additionally, as part of our campaign ‘Viksit Bharat ka Viksit Wire’, we’re proactively aligning with India’s infrastructure vision — ensuring that the wires powering tomorrow’s smart buildings and transport systems are safe, sustainable, and future-ready.
WCI: Did new fire-resistant compounds pose any manufacturing challenges in India’s climate conditions?
AG: New fire-resistant compounds pose challenges, especially during the initial phase of manufacturing. High filler loadings in HFFR compounds and cross-linking variability presented challenges during extrusion. However, KEI Industries invested in advanced temperature-controlled extrusion lines and real-time compound monitoring to ensure uniformity, particularly during peak monsoon and summer months when humidity and ambient temperature swings affect material behavior.
WCI: How do your material requirements vary across Indian Railways, commercial real estate, and data centers?
AG: Each vertical demands tailored material systems. For Indian Railways, cables must meet stringent flame propagation, smoke emission, and oil resistance standards (RDSO norms). In commercial real estate, especially green-certified buildings, halogen-free and low smoke features are prioritized. Data centers require high dielectric strength with low emissions — making XL-LSZH compounds a default. Regional climate, project height, and local regulatory mandates also influence material selection, particularly in coastal vs. dry interior zones.
WCI: What trade-offs between fire safety, flexibility, and cost have been most challenging?
AG: Enhancing fire retardancy typically compromises cable flexibility which is a critical issue for installers. We addressed this by engineering a unique blend of elastomers and plasticizers in our LSZH compounds, which retained flexibility without compromising
tensile strength. Balancing cost was achieved through in-house compounding efficiencies and scale optimization across our plants.
WCI: Are clients demanding specific certifications or materials like REACH or recyclable compounds?
AG: Original equipment manufacturers (OEMs) in sectors like IT, healthcare, and hospitality now demand halogen-free, REACH-compliant, and even RoHS-certified cables. Multinational clients and export projects are driving this change. As part of our ‘Viksit Bharat ka Viksit Wire’ initiative, KEI Industries has aligned its qualification process to cater to this shift, integrating global certifications and enhanced third-party testing into our standard project protocols.
WCI: Which aspects of fireresistant performance remain most challenging in Indian field conditions?
AG: Long-term smoke suppression performance, in high-humidity zones and flame propagation
FIRE SAFETY
control in densely packed conduits, remain challenging. Our internal testing protocols now simulate field conditions more closely, and we’ve deployed pilot installations with real-time sensor feedback to further validate performance.
WCI: Which next-gen material features would most benefit
KEI Industries in domestic and export markets?
AG: Materials that combine high thermal stability (up to 105°C), hydrocarbon resistance, and recyclability — without
compromising processing speed — would be game-changing. Ceramic-reinforced polymer blends with reduced filler dependency are particularly promising. They align with both India’s heat-intensive environments and Europe’s evolving green regulations.
We invested in advanced temperature-controlled extrusion lines and real-time compound monitoring to ensure cable and wire uniformity, particularly during peak monsoon and summer months when humidity and ambient temperature affect material behavior.
RR Kabel Leaps Ahead With
LSZH and Sustainable Cable Solutions
Mr. Shreegopal Kabra, Promoter & President of RR Global
RR Kabel is steadily transitioning to Low Smoke Zero Halogen (LSZH) materials across its cable manufacturing operations. Partnering with domestic and international suppliers, RR Kabel is formulating advanced compounds that meet stringent international safety standards. In an exclusive interview with Wire & Cable India, Mr. Shreegopal Kabra, Promoter & President of RR Global, shares that the company, leveraging its R&D and in-house compound manufacturing and testing facilities, is exploring ceramic-reinforced compounds, along with bio-based, biodegradable insulation materials and cellulose-based compounds, underscoring RR Kabel’s vision to lead the industry into a safer, greener, and more sustainable future.
Wire & Cable India: Which specific Indian and international fire-resistance standards most significantly influence your material selection process, and how have these affected your compound sourcing since the 2022 electrical safety regulation amendments?
Shreegopal Kabra: Our compound sourcing has consistently aligned with key fire-resistance standards. These include IS 17505-1: for thermosetting insulated fire survival cables (up to 1100 Vac / 1500 Vdc) with low smoke
and corrosive gas emissions; BS 7846: covering thermosetting insulated armoured fire-resistant cables (600/1000V); BS 7629-1: for fireresistant screened cables (300/500V) used in fixed installations like fire alarms; and IS 17048: for LSZH single and multi-core wires and cables.
These standards emphasize fire resistance, low smoke emission, and zero halogen properties, pushing us to shift towards high-performance thermosetting and LSZH compounds.
When sourcing, we prioritize materials that meet stringent criteria for fire resistance, almost zero toxicity & zero smoke, ensuring both compliance and enhanced safety in critical applications like fire alarms, power cables, and general wiring.
Collectively, these standards have not only reshaped our compound sourcing strategy—focusing on certified, high-performance, and sustainable materials—but also helped us futureproof our products against evolving safety expectations in infrastructure, industrial, and residential applications.
WCI: Industry reports indicate a major shift toward LSZH materials among leading manufacturers, with premium brands reaching significant implementation, especially in their building wire segments. Within your fire-retardant cable portfolio, which specific material systems (such as LSZH, halogen-free flame retardants, or thermoset compounds) deliver the optimal balance of BIS compliance, performance and production efficiency in the Indian market?
SK: We adhere to IS 17048 standards for Halogen Free Flame Retardant
FIRE SAFETY
(HFFR) cables. Within our fireretardant cable portfolio, we have adopted Low Smoke Zero Halogen (LSZH) material systems as our preferred solution—particularly for building wires, panel wires, and commercial infrastructure applications.
This strategic shift not only ensures compliance with BIS regulations but also addresses the increasing industry demand for safer, low-toxicity cable solutions. LSZH materials deliver an optimal balance of safety, performance, and production efficiency, making them the ideal choice for today’s safetyconscious Indian market.
WCI: Industry reports suggest a gradual shift away from traditional PVC compounds in various cable applications, with first-tier manufacturers decreasing usage by a significant proportion. Are you implementing similar transitions in your manufacturing operations? What specific combination of factors—BIS regulations, export requirements, metro rail specifications, or technical advantages—drives these material decisions?
SK: We are progressively phasing out traditional PVC compounds and actively transitioning to Low Smoke Zero Halogen (LS0H) materials across our cable manufacturing operations. This strategic shift reflects both the evolving needs of the industry and our commitment to delivering safer, more advanced cable solutions. This shift is driven by:
BIS Regulations: With ongoing updates to BIS standards, there is an increased focus on fire safety, reduced smoke emission, and the use of halogen-free
materials. LS0H compounds enable us to stay ahead of these regulations by offering superior flame resistance and a lower environmental impact.
Export Market Demands: International markets—particularly in Europe and the Middle East—enforce strict safety and environmental requirements, including RoHS, REACH, and CPR compliance. Adopting LS0H materials ensures our cables meet these standards, enhancing their suitability to meet EPD (environmental product declaration) and competitiveness in the global market.
Metro Rail and Urban Infrastructure Projects: Major infrastructure projects such as metro rail networks, airports, and commercial complexes now mandate cables that minimize toxic smoke and support safe evacuation during fire emergencies. LS0H cables are specifically engineered to meet these requirements, making them the preferred choice for such critical applications.
Technical Advantages: Beyond regulatory compliance, LS0H materials offer excellent thermal stability, low corrosive gas emission, and extended service life. These attributes translate into improved performance and reliability, particularly in high-risk or densely populated environments.
Our transition to LS0H is not merely about regulatory compliance—it is a proactive step to enhance safety, support sustainable infrastructure development, and ensure our products are well-positioned for both domestic and international markets.
WCI: Manufacturing adaptations are often necessary when implementing new fireresistant formulations. Did
End users and original equipment manufacturers (OEMs) are now looking beyond basic fire resistance, and are asking for additional certifications like halogen-free (LS0H) materials, RoHS & REACH compliance, CPR classifications, and even recyclable insulation and sheathing.
new fire-resistant compounds (like cross linkable halogenfree materials or blends with high filler loadings) create any challenges in your extrusion or compounding lines, particularly given India’s operating temperatures and humidity conditions?
SK: Owing to our state-of-the-art manufacturing technologies, including electron beam (E-Beam) processing, we are able to ensure high-quality crosslinking with excellent consistency.
Every new product goes through a strong R&D and product management system, which includes in-house compound manufacturing, cable design, and development.
We also carry out rigorous testing in IS/ISO/IEC 17025-accredited labs to ensure full compliance and reliable performance—even in India’s varied temperature and humidity conditions.
Our processes are well-equipped to handle these innovations, ensuring that quality and safety are never compromised.
WCI: Leading infrastructure cable suppliers have adopted segmented approaches with distinct material specifications across power, building, and telecommunications portfolios. How do your fire safety material requirements differ between projects for Indian Railways, commercial real estate developments, and data center installations? What regional considerations drive these distinctions beyond basic BIS compliance?
SK: We have adopted a segmented approach to fire safety materials, tailoring our specifications to the unique requirements of each sector. While BIS compliance forms the foundation of our process, we go beyond regulatory standards to address the specific risks, environments, and operational demands of every project.
FIRE SAFETY
For example, projects in the Indian Railways sector demand materials that can withstand vibration, elevated temperatures, and prolonged operational hours. We utilize highperformance, fire-resistant materials that ensure durability and low smoke emissions, particularly in enclosed or high-traffic areas.
In commercial real estate such as in high-rise buildings and commercial complexes, the priority is safe evacuation, minimal smoke, and low toxicity during fire incidents. Here, we rely on Low Smoke Zero Halogen (LS0H) materials to enhance safety in densely populated, urban environments.
In data centers, given the critical importance of uptime and the sensitivity of equipment, we select materials that provide thermal stability, low corrosive gas emissions, and fire resistance—safeguarding both people and infrastructure.
Lastly, we consider regional factors such as humidity, temperature extremes, and urban density to ensure that our fire safety solutions are not only compliant but also engineered for reliability, resilience, and long-term safety in real-world conditions.
WCI: Recent joint development agreements between polymer suppliers and cable manufacturers suggest deeper supplier-manufacturer partnerships in the Indian market. How extensively does your R&D team engage with domestic and international compound producers when developing cables for specific Indian project tenders? Could you describe a recent example where such collaboration proved particularly valuable?
SK: For us, the supplier-manufacturer partnership is not a challenge—owing to our comprehensive in-house R&D and compound manufacturing facilities, covering both thermoplastic
and thermoset materials. This vertical integration gives us end-to-end control over the development process and allows us to respond swiftly and effectively to the specific requirements of Indian project tenders.
While our internal capabilities are strong, we remain open to strategic collaborations with domestic and international partners whenever such partnerships enhance our ability to deliver safer, more efficient, and higher-performing cable solutions.
WCI: Enhanced fire performance often affects other material properties; for example, enhancing fire retardancy in cable materials can impact flexibility. When balancing fire performance against mechanical properties and cost factors crucial in the Indian market, which specific trade-offs have proven most challenging, and how have you addressed them?
SK: Our ongoing R&D and innovation in our in-house compound manufacturing and testing processes enables us to ensure that there are no compromises in our offerings. We focus on customizing solutions based on where and how the cable will be used. This way, we can maintain safety without compromising on flexibility or cost.
For more demanding applications, we also work closely with top-quality material suppliers from Europe, the UK, and the USA. Their expertise helps us create advanced compounds that meet high safety standards while still performing well in the field. Overall, it’s about finding the right mix for each use-case—keeping our cables safe, reliable, and cost-effective.
WCI: Project specifications increasingly include specific fire-resistance requirements beyond standard compliance. Have end users or OEMs started demanding specific
FIRE SAFETY
In India, the demand for stricter certifications is being driven mostly by export-focused manufacturers, data centers and IT parks, and high-end commercial real estate and smart buildings.
certifications or materials— like halogen-free, REACHcompliant, or recyclable options—for fire-resistant cables? Which specific client segments in India are driving more stringent certification requirements, and how has this affected your material qualification and testing processes?
SK: End users and original equipment manufacturers (OEMs) are now looking beyond basic fire resistance, and are asking for additional certifications like halogen-free (LS0H) materials, RoHS & REACH compliance, CPR classifications, and even recyclable insulation and sheathing. This is especially common in infrastructure and export-oriented projects, where system compliance with standards like ISO 9001, ISO 14001, and ISO 45001 is also expected.
In India, the demand for stricter certifications is being driven mostly by export-focused manufacturers, data centers and IT parks, and highend commercial real estate and smart buildings
As customer’s expectations evolve, it defines the way we handle material approvals and testing. We’ve upgraded our in-house test protocols to include checks like halogen content analysis, smoke density, toxicity levels, and REACH chemical screening.
We also work with third-party labs to certify our materials as per international standards and have put in place strong traceability and documentation systems to ensure every batch meets compliance— especially for exports.
As fire safety and environmental standards get tougher, we’re staying one step ahead with the right processes and partnerships in place.
WCI: Safety performance varies across different aspects of fire resistance. Based on your internal testing and field feedback from Indian installations, which specific aspects of fire-resistant performance remain most challenging to address consistently?
SK: Based on our in-house testing and real-world feedback from installations, there are a few areas of fire-resistant performance that continue to be the most challenging to address consistently.
One key challenge is maintaining circuit integrity during a fire— ensuring that the cable continues to function long enough to support emergency systems like alarms and lighting. Another challenge is controlling smoke and toxic fumes. It can be tough to get the right balance of low smoke, low acid release, and the right heat and oxygen resistance, especially when cables are packed closely together or used in closed spaces. We also see challenges in managing flame spread when multiple cables are bundled together, which is common in large installations like commercial buildings or metro systems.
These are complex requirements, but our ongoing R&D, material innovation, and strict testing protocols help us keep improving and delivering safer, more reliable cable solutions.
FIRE SAFETY
We remain open to strategic collaborations with domestic and international partners to enhance our ability to deliver safer, more efficient, and higher-performing cable solutions.
WCI: Advanced ceramicreinforced compounds promising higher temperature ratings suited for India’s climate variations have entered the market this quarter. Looking toward nextgeneration fire-safe materials, which specific performance attributes would deliver the greatest value to your production capabilities and position in both domestic and export markets?
SK: The introduction of advanced ceramic-reinforced compounds with higher temperature ratings is a timely and exciting development—especially for a country like India, where cables are exposed to extreme heat, humidity, and demanding infrastructure environments. As we evaluate the next generation of fire-safe materials, certain performance attributes stand out as especially valuable for our production needs and overall market strategy.
These are enhanced thermal stability which ensures cables perform reliably even in extreme heat conditions; superior fire resistance with Low Smoke Zero Halogen (LSZH) behavior to improve safety in enclosed or high-risk areas; strong mechanical durability at elevated temperatures, which supports longterm performance and reduces maintenance; improved electrical insulation, which is key for safety and efficiency; resistance to chemicals and UV rays, making cables suitable for harsh industrial or outdoor applications; good process compatibility and scalability, so we can adapt these materials into our manufacturing lines without major disruptions; and alignment with global environmental and regulatory standards, helping us serve both domestic and export markets more effectively.
Using these new compounds will help us create advanced, high-quality cables that are well-suited for areas like urban
infrastructure, transport, renewable energy, and data centers. This will improve our products’ safety and performance, and also make us more competitive in both Indian and global markets.
WCI: Industry sustainability reports indicate exploratory work in partially bio-based insulation materials (such as PLA, bio-PE, or cellulose compounds) among market leaders. Have you investigated biodegradable or bio-based insulation materials that could meet India’s fire safety requirements? What specific technical or commercial hurdles must be overcome before adoption becomes viable in the price-sensitive Indian market?
SK: We have started exploring biobased and biodegradable insulation materials like PLA (polylactic acid), bio-PE (bio-based polyethylene), and cellulose-based compounds. These materials are promising from a sustainability point of view and align with global environmental goals.
Bringing eco-friendly materials and advanced recovery technologies into mainstream use for electrical wires and cables in India faces several key challenges such as meeting fire safety standards, ensuring processing compatibility with current manufacturing setups, scaling up the supply chain to ensure consistent availability and the lack of clear standards or certifications in this area and of course, cost competitiveness, since the Indian market is quite price-sensitive.
We are actively evaluating these materials through ongoing research and development. While they are not yet ready for large-scale deployment, we see significant potential as technology advances and market conditions become more favorable.
We remain committed to innovation and are confident that, with continued progress, these eco-friendly solutions will become viable options for mainstream adoption in the near future.
WCI: The proposed amendments to E-Waste Management Rules will impact several cable material streams by 2025. How are you positioning your fire-resistant cable portfolio to address both current BIS safety standards and emerging recycling mandates? Which specific recovery technologies or material innovations show the most promise for the Indian regulatory context?
SK: The upcoming changes to the E-Waste (Management) Rules will definitely impact how cable materials are made, used, and recovered. Cable manufacturers like us will need to show not just compliance with BIS safety standards, but also meet requirements around Environmental Product Declarations (EPDs), Extended Producer Responsibility (EPR), and circular economy practices.
We’re already taking steps to get ahead of these changes by repositioning our fire-resistant cable portfolio. This includes ensuring full BIS and safety compliance, designing cables with recyclability in mind, and working closely with recyclers and policymakers to build more sustainable material recovery systems. We are actively exploring advanced recovery technologies and eco-friendly materials to position ourselves at the forefront of responsible manufacturing in India. Our approach is designed not only to comply with evolving regulations but also to set new standards for environmental stewardship as the industry advances.
From Codes to Compliance: India Needs Stricter Fire Safety Regulations
Mr. Anurag Agarwal, CEO, Global Exports & New Businesses, Polycab India
In 2024, India witnessed a sharp rise in fire-related emergencies, with the Delhi Fire Service reporting 37% increase in fire-related calls as compared to previous years. A series of tragic incidents, including fires at a gaming zone in Rajkot, a firecracker factory in Harda, and a newborn baby care hospital in New Delhi, showcased the glaring inadequacies in the fire safety framework. These incidents have not only shaken public confidence but also revealed the critical need to address electrical fire hazards, which remain a leading cause of such disasters.
In Mumbai, nearly 70% of fire outbreaks are attributed to faulty electrical systems in buildings. The problem stems from the widespread use of substandard electrical materials, poorly maintained infrastructure, and outdated systems. Issues like subpar wiring, overloaded circuits, and inadequate insulation lead to short circuits and devastating fires.
With this alarming backdrop, it is crucial to examine India’s existing fire
safety regulations and explore how they can be strengthened to prevent such tragedies.
What do Current Fire Safety Regulations Say?
India’s fire safety regulations are primarily guided by the National Building Code (NBC), which provides comprehensive guidelines for fire prevention, life safety, and fire protection measures in buildings. It mandates the installation of fire detection systems, alarm systems, sprinkler systems, and fire extinguishers in all high-rise buildings, commercial complexes, and public spaces. Local building bylaws, formulated by states, are often expected to incorporate these provisions to address region-specific needs.
In addition to the NBC, the Electricity Act, 2003, and the Central Electricity Authority (Measures Relating to Safety and Electric Supply) Regulations, 2010, emphasize electrical safety to minimize the risk of fires caused by faulty wiring or electrical systems. The Maharashtra government recently introduced a fire safety bill that requires high-rise buildings with 22 floors or more to appoint dedicated fire safety officers and supervisors. Furthermore, residential and industrial establishments involved in hazardous activities are now mandated to adopt Internet of Things (IoT)-enabled fire safety mechanisms for enhanced protection.
Implementation and Policy Gaps
While India has a robust framework for fire safety, significant gaps in policy enforcement and implementation undermine its effectiveness. Fire audits, meant to ensure compliance, are often conducted irregularly or superficially, leaving many buildings vulnerable to potential hazards. The lack of a standardized mechanism to monitor and upgrade aging electrical infrastructure further exacerbates the risk of electrical fires. Additionally,
FIRE SAFETY
the use of substandard materials, inadequate maintenance, and insufficient training for fire safety personnel are common issues that compromise safety standards.
Addressing the Gap
To address these gaps, India needs a comprehensive overhaul of its fire safety framework with a stronger emphasis on electrical safety. Mandatory periodic electrical inspections by certified professionals should be enforced across all residential, commercial, and industrial properties. Building codes must mandate the use of fire-resistant wiring, advanced circuit breakers, and modern electrical systems that minimize the risk of overload and short circuits. Training programs for electricians and facility managers on fire safety best practices can significantly improve compliance at the ground level. Moreover, state fire departments must be equipped with advanced firefighting equipment and trained personnel to handle electrical fires, which require specialized techniques.
Public awareness campaigns also play a pivotal role in fostering a culture of
safety. People must be educated about the dangers of substandard electrical materials, benefits of quality wires and cables and the importance of adhering to safety protocols. Incentivizing property owners to adopt fire safety measures through insurance benefits or tax rebates can further encourage compliance. Additionally, leveraging technology, such as IoT-enabled sensors that detect electrical faults and potential fire hazards, can offer realtime monitoring and prevent disasters before they occur.
Building a Safer Future
Looking ahead, India’s rapid urbanization and industrial growth make it imperative to prioritize fire safety as an important component of sustainable development. Stricter regulations, better enforcement, and a collective commitment to safety can help prevent tragedies. By addressing the root causes of fire accidents, particularly electrical safety lapses, India can protect lives, safeguard property, and build public trust in its fire safety systems. The time to act is now—because the cost of inaction is measured in lives lost and communities devastated.
Cables That Conquer: APAR’s Innovation Story in Extreme Durability
In the wake of the recent updates to BIS IS 7098 fire-resistance parameters, the wire and cable industry faces heightened challenges, including a significant rise in compliance testing costs. As safety standards evolve to meet the demands of increasingly complex infrastructure and extreme operating conditions, APAR Industries Limited emerged as a leader in pioneering advanced cable technologies that deliver superior fire performance, durability, and sustainability. In this exclusive interview with Wire & Cable India, Mr. Shashi Amin, CEO, Cable Solutions at APAR Industries Limited, shares insights into how the company is innovating its material science and manufacturing processes to meet and exceed these stringent standards. From adopting cutting-edge halogen-free flame-retardant systems to collaborating closely with global and domestic polymer suppliers, APAR’s initiatives are setting new benchmarks for cable safety and reliability in India’s diverse and demanding environments.
Wire & Cable India: Which specific Indian and international fire-resistance standards most significantly influence your material selection process, and how have these affected your compound sourcing since the 2022 electrical safety regulation amendments?
Shashi Amin: The evolving fireresistance standards — both in India and globally — have redefined how we approach material science. The 2022 amendments to IS 17048, IS 694, and IS 17493, along with global benchmarks like IEC 60332, IEC 60754, and EN 50575 (CPR), have raised the bar for fire safety, smoke density, and toxic gas emissions.
In response, we’ve strategically shifted to advanced halogen-free flame retardant (HFFR) systems. These materials ensure superior fire performance and offer improved thermal stability, longevity, and recyclability — critical for modern infrastructure, data centres, renewables, and transportation.
Our global sourcing partnerships now
Mr. Shashi Amin, CEO, Cable Solutions, APAR Industries Limited
FIRE SAFETY
focus on suppliers at the forefront of flame-retardant chemistry, enabling us to meet regulatory demands while delivering cables that are safer, more sustainable, and globally competitive.
For APAR, regulatory changes are not mere compliance checkboxes — they are opportunities to lead with innovation, safety, and responsibility.
WCI: Industry reports indicate a major shift toward LSZH materials among leading manufacturers, with premium brands reaching significant implementation, especially in their building wire segments. Within your fire-retardant cable portfolio, which specific material systems (such as LSZH, halogen-free flame retardants, or thermoset compounds) deliver the optimal balance of BIS compliance, performance and production efficiency in the Indian market?
SA: The regulatory tightening post2022 has made fire-retardant cable compounding a highly engineered discipline rather than a commodity exercise.
In building wire applications, our primary material platform is based on halogen-free polyolefin systems loaded with optimised MDH and ATH flame retardants. Particle size distribution, surface treatment of fillers, and
polymer-filler interfacial bonding are finely controlled to achieve target limiting oxygen index (LOI ≥ 32%), low smoke density (IEC 61034), and minimal acid gas emission (IEC 60754). Processing windows are tailored for consistent extrusion rheology and high-speed line efficiency.
For industrial and high-voltage segments, we apply XL-HFFR (crosslinked halogen-free flame retardant) formulations. Crosslinking enhances thermal stability (up to 125°C continuous operating temperature), dielectric breakdown resistance, and mechanical durability under dynamic loading, critical for mission-critical power and control circuits.
Our compounding philosophy integrates polymer chemistry, flame retardant thermodynamics, rheological stability, and process kinetics to achieve high performance at both laboratory and production scale — ensuring that APAR cables comply and outperform in India’s evolving fire safety ecosystem.
WCI: Industry reports suggest a gradual shift away from traditional PVC compounds in various cable applications, with first-tier manufacturers decreasing usage by a significant proportion. Are you implementing similar transitions in your
manufacturing operations? What specific combination of factors—BIS regulations, export requirements, metro rail specifications, or technical advantages—drives these material decisions?
SA: The gradual phase-out of PVC in cable applications is no longer just a trend — it’s a technical necessity, driven by evolving safety, performance, and sustainability standards. At APAR, our transition is shaped by four primary forces: BIS regulatory upgrades (IS 17048, IS 694, IS 17493); metro rail and infrastructure fire safety norms (IEC 60332, IEC 61034, IEC 60754); export compliance (EN 50575 CPR, UL 1685, IEC 60331); and lastly OEM demands for higher thermal, electrical, and environmental performance.
We balance this transition with advanced compounding, extrusion optimisation, and rheological control to maintain high production efficiency even with complex formulations. In essence, this is not a PVC replacement—it’s a precisionengineered material evolution for India’s next-generation cable requirements.
WCI: Manufacturing adaptations are often necessary when implementing new fireresistant formulations. Did new fire-resistant compounds (like crosslinkable halogen-
Khatalwada Factory
FIRE SAFETY
At APAR, application-specific compounding ensures every cable system delivers optimal fire safety, performance longevity, and compliance across India’s diverse infrastructure ecosystem.
free materials or blends with high filler loadings) create any challenges in your extrusion or compounding lines, particularly given India’s operating temperatures and humidity conditions?
SA: The shift to high-performance fire-resistant compounds—such as XL-HFFR and high-filler LSZH—has introduced significant processing challenges, particularly in India’s high-temperature, high-humidity conditions.
High ATH/MDH loadings (>60%) increase melt viscosity, narrow processing windows, and elevate shear sensitivity. Moisture uptake leads to porosity, micro-voids, and dielectric instability. Crosslinkable systems demand precise humidity and temperature control to ensure uniform crosslinking and long-term performance.
At APAR, we’ve addressed these through advanced compounding, filler pre-conditioning, closed-loop control, optimised design, and moistureregulated crosslinking systems. These adaptations ensure stable processing, superior product integrity, and full compliance with BIS, IEC, and CPR standards — even under India’s challenging operating environments.
WCI: Leading infrastructure cable suppliers have adopted segmented approaches with distinct material specifications across power, building, and telecommunications portfolios. How do your fire safety material requirements differ between projects for Indian Railways, commercial real estate developments, and data center installations? What regional considerations drive these distinctions beyond basic BIS compliance?
SA: Fire safety in cables is no longer a one-formulation-fits-all approach. Each sector—railway, commercial real estate, and data centres—demands tailored material engineering beyond baseline BIS compliance.
Indian Railways:
Designed to meet IEC 60332-3-24, EN 45545, and RDSO norms, these offer superior flame spread control, minimal toxic effluents, and high fire survival integrity, critical for enclosed, densely populated transport corridors.
Commercial Real Estate:
For high-rise and public occupancy buildings, LSZH systems with high ATH/MDH loading meet IS 17048 and IEC 61034 standards. Focus remains on low smoke, low corrosivity, and visibility for safe evacuation during fires.
Data Centres:
Here, thermal management and uptime are paramount. We apply XL-HFFR systems, compliant with IEC 60332-1-2, 61034, and EN CPR classifications. Materials are engineered for low flame propagation, controlled heat release, and long-term operational reliability.
Regional Considerations:
India’s high ambient temperatures, humidity, and fluctuating grid conditions directly influence compound design — demanding moisture-resistant fillers, stable crosslinking kinetics, and superior thermal aging characteristics.
At APAR, application-specific compounding ensures every cable system delivers optimal fire safety, performance longevity, and compliance across India’s diverse infrastructure ecosystem.
WCI: Recent joint development agreements between
polymer suppliers and cable manufacturers suggest deeper supplier-manufacturer partnerships in the Indian market. How extensively does your R&D team engage with domestic and international compound producers when developing cables for specific Indian project tenders? Could you describe a recent example where such collaboration proved particularly valuable?
SA: In today’s rapidly evolving regulatory and application landscape, cable design is no longer isolated engineering—it’s increasingly a joint materials science exercise between cable manufacturers and compound producers.
At APAR, our R&D actively collaborates with both global specialty polymer suppliers and domestic compounders during early-stage material formulation, particularly when responding to highly customised project tenders across sectors like metro rail, nuclear power, defence, and green infrastructure.
In a recent metro rail project requiring EN 45545 compliance, we jointly developed a hybrid XL-HFFR compound modified polymer matrices, and advanced coupling agents to balance flame retardancy, smoke suppression, and extrusion stability — even under India’s high humidity and temperature swings. These strategic collaborations are now central to how we deliver highly customised, fire-safe, and process-efficient cable solutions across sectors.
WCI: Enhanced fire performance often affects other material properties; for example, enhancing fire retardancy in cable materials can impact flexibility. When balancing fire performance
against mechanical properties and cost factors crucial in the Indian market, which specific trade-offs have proven most challenging, and how have you addressed them?
SA: In fire-retardant cable design, enhancing flame resistance inevitably impacts other critical material properties — particularly flexibility, processability, and cost-efficiency. This balance becomes even more sensitive in India’s market, where regulatory compliance, price competitiveness, and long-term performance must coexist.
At APAR, we focus on enhancing fire performance often by higher filler loadings, which compromise flexibility, thermal aging, and dielectric strength. In India’s cost-sensitive, high-density installation environment, this trade-off is especially challenging. At APAR, we optimise formulations to reduce filler dependence while maintaining flame retardancy. Controlled formulations allow us to balance fire safety, mechanical properties, and cost across diverse sectors — from metros to mass-market housing.
WCI: Project specifications increasingly include specific fire-resistance requirements beyond standard compliance. Have end users or OEMs started demanding specific certifications or materials— like halogen-free, REACHcompliant, or recyclable options—for fire-resistant cables? Which specific client segments in India are driving more stringent certification requirements, and how has this affected your material qualification and testing processes?
SA: Today’s Indian infrastructure projects increasingly demand cables that go far beyond BIS compliance. Sectors like metro rail (EN 45545-2),
FIRE SAFETY
data centres (IEC 60332-3, NFPA), green buildings (LEED, IGBC), and export-oriented OEMs (REACH, RoHS, CPR EN 50575) are setting much higher material and fire-performance benchmarks.
At APAR, this has reshaped both our compounding and testing approach. For halogen-free systems, we finetune high loadings while maintaining flexibility and processing stability.
REACH and RoHS compliance drive strict control of restricted substances, with fully audited raw material sourcing. For CPR and EN 45545 projects, we apply flame retardant systems to balance heat release, smoke density — all while maintaining electrical and mechanical integrity under India’s high temperature and humidity conditions.
Our dedicated in-house NABL accredited testing infrastructure is capable of various certifications combined with full traceability protocols, allowing us to qualify materials faster while ensuring global certification readiness for every tender.
WCI: Safety performance varies across different aspects of fire resistance. Based on your internal testing and field feedback from Indian installations, which specific aspects of fire-resistant performance remain most challenging to address consistently?
SA: Fire-resistant cable performance is multi-dimensional — covering flame propagation, smoke density, toxicity, heat release, and circuit integrity under fire. While formulations have matured, certain parameters like consistent smoke density control (IEC 61034); Heat Release Rate (HRR) Stabilisation (EN 50399 / CPR); long-term circuit integrity (IEC 60331); and surface quality and process stability still
pose consistent challenges in India’s complex operating environment.
At APAR, we mitigate these challenges through strict raw material conditioning, advanced compounding, precise controls, and full-scale internal fire testing labs that simulate realworld Indian conditions — ensuring consistent cable performance across diverse projects. Fire-resistant cable design is not just about meeting specifications once — it’s about maintaining repeatability and consistency batch after batch, project after project. In India’s harsh operating environment, material science, process engineering, and real-world testing must operate in perfect sync.
WCI: The proposed amendments to E-Waste Management Rules will impact several cable material streams by 2025. How are you positioning your fire-resistant cable portfolio to address both current BIS safety standards and emerging recycling mandates? Which specific recovery technologies or material innovations show the most promise for the Indian regulatory context?
SA: India’s amended E-Waste Management Rules are pushing cable makers to balance fire safety with recyclability. Fire-resistant cables — with high filler loadings, crosslinked layers, and mica tapes — pose recovery challenges. At APAR, we’re adopting modular designs with recyclable thermoplastic HFFR sheaths and selective crosslinking to enable partial material recovery. Trials on filler recovery and polymer separation technologies are already underway. While maintaining full BIS and IEC fire compliance, our approach ensures readiness for India’s emerging Extended Producer Responsibility (EPR) framework.
Our compounding philosophy integrates polymer chemistry, flame retardant thermodynamics, rheological stability, and process kinetics to achieve high performance at both laboratory and production scale
Havells India Firms Fire Safety With Upgraded Compounding System
Since the 2022 regulation updates, Havells India has aligned its compound sourcing with both Indian and international fire-resistance standards. There’s a shift from traditional PVC to advanced LSZH and HFFR compounds, prompting Havells to partner with multiple domestic and global specialized suppliers. The company upgraded its compounding and extrusion systems to handle complex, cross-linkable halogen-free formulations. With a new facility in Tumakuru and expansion of Alwar facility, Havells is also striking the balance between R&D and supply chain. In an exclusive interview with Wire & Cable India, Mr. Milind Joshi, Senior Vice President, Cable Division, Havells India, shares insights about the intricate demands of the industry and the development of the most critical fire resistant– F120 category cable.
Wire & Cable India: Which Indian and international fire-resistance standards most influence your material selection process, and how have these affected compound sourcing since the 2022 safety regulation amendments?
Milind Joshi: The Indian wire and cable industry’s material selection is now primarily governed by a convergence of Indian and international standards. Domestically, IS 17048:2018 (halogen free flame retardant cables), IS 694, and IS 7098 set the baseline for fire safety in building and power cables. Whereas internationally, BS 7846, BS 6387, BS 8491, BS EN 50200, BS EN 60332-3-24 are used for fire resistant cables, IEC 60332 (tests on electric cables under fire conditions), IEC 60754 (halogen acid gas emission), and IEC 61034 (smoke density) are widely referenced, especially for projects with global stakeholders or export requirements.
Since the 2022 amendments to electrical safety regulations, there has been a significant increase in the enforcement of these standards, directly impacting compound sourcing strategies across the industry. Manufacturers are now required to source advanced HFFR and LSZH compounds, often necessitating partnerships with specialized suppliers who can guarantee compliance and
consistent quality. At Havells, we have expanded our supplier base to include both leading domestic and international compound producers, ensuring that our material inputs meet the latest regulatory and performance benchmarks.
WCI: Reports suggest a shift away from traditional PVC compounds. Are you implementing similar transitions in your manufacturing operations?
MJ: The shift away from traditional PVC compounds is a well-documented trend, driven by the need to mitigate the risks associated with corrosive emissions during fire incidents. Hence, the industry is increasingly adopting LSZH and HFFR compounds, which not only comply with stringent fire safety norms but also align with sustainability goals.
We have mirrored this industry transition by prioritizing the development and deployment of FRLS-H and HFFR cables, particularly for high-occupancy and critical infrastructure projects. This is evident in our product portfolio, which now features a significantly higher proportion of LSZH and HFFR offerings. However, it is important to note that the pace of this transition is often dictated by project specifications,
Mr. Milind Joshi , Senior Vice President, Cable Division, Havells India
FIRE SAFETY
We have developed one of the most critical fire resistant F120 Category Cable, which is mostly used in tunnels, data centers, and inside building premises including hospitals
regulatory mandates, and customer awareness.
WCI: Did new fire-resistant compounds create challenges in your extrusion or compounding lines, especially given India’s climate?
MJ: The integration of advanced fireresistant compounds, such as cross linkable halogen-free materials and high-filler blends, has necessitated significant manufacturing adaptations across the industry. These materials often present challenges in terms of achieving uniform dispersion, maintaining extrusion stability, and ensuring consistent product quality— especially under India’s high ambient temperature and humidity conditions.
We have addressed these challenges through targeted investments in stateof-the-art compounding and extrusion technology, as well as the implementation of advanced process controls. These measures have enabled us to maintain high standards of quality and performance, even as we transition to more complex material formulations. This experience reflects broader industry practices, where continuous process optimization and staff training are essential to successfully adopting new fire-resistant materials.
WCI: How do your fire safety material requirements differ between projects for Indian Railways, commercial real estate, and data centers?
MJ: Material requirements are highly project-specific and this is an industry-wide practice. For Indian Railways and metro projects, cables must meet the highest standards for flame retar-
dancy, low smoke, and zero halogen emissions, given the confined and high-risk environments. However, in commercial real estate, the focus is on FRLS-H and HFFR cables to protect occupants and assets. Data centers, meanwhile, demand cables with superior fire survival and minimal smoke/ toxicity to safeguard critical infrastructure. Taking a segmented approach, we tailor our offerings for each segment. Havells is also offering Fire Survival Cable F2 & F120 Category which is duly complied with LPCB and BASEC.
Both our offerings nominated with “Fire Safe” & “Fire Safe Plus” are recognized by LPCB & also mentioned in the “RED Book live”.
WCI: How extensively does your R&D team engage with compound producers for specific tenders? Any recent examples?
MJ: Havells’ R&D function is deeply integrated into our product development and tender strategy, especially within our cables business, which spans both power and flexible cables. As infrastructure projects grow more complex and specialized, our team regularly collaborates with material and compound producers to ensure that our offerings meet evolving regulatory standards and customer expectations—particularly around safety, performance, and sustainability.
We are engaging with IIT to strengthen our inhouse XLPE compound parameters with the global standards and doing endurance and morphological characteristics of cable.
In FY 2024-25, our cables division
achieved revenues of INR 7,184 crore, reflecting the increasing demand driven by rapid electrification, the growth of data centres, and the expansion of sectors like railways, metros, and telecom. To support this demand and address capacity constraints, we commissioned a new manufacturing facility in Tumakuru and are further expanding our Alwar plant. These developments are backed by strategic investments of INR 450 crore focused on producing higher-sized cables—often required in large-scale infrastructure tenders. Such investments are underpinned by our R&D-led approach to innovation and material development. This synergy between R&D and supply chain partnerships ensures Havells remains agile and responsive in delivering value-driven, compliant solutions across key public and industrial sectors.
WCI: What trade-offs have proven most challenging when balancing fire performance, mechanical properties, and cost?
MJ: Balancing fire performance with mechanical properties and cost is a persistent challenge for the industry. Enhanced fire retardancy often results in increased stiffness, reduced flexibility, and potential installation difficulties. Additionally, advanced compounds tend to be more expensive, posing a challenge in India’s pricesensitive market.
As an industry leader, we address these trade-offs through the optimization of polymer blends and filler systems, supported by rigorous R&D and in-house testing. We aim to deliver cables that meet or exceed fire safety standards while maintaining the
There is growing industry interest in bio-based and recyclable insulation materials, such as PLA and bio-PE. At Havells, we have initiated R&D in this area, but widespread adoption faces significant technical and commercial hurdles
flexibility and durability required for practical installation. This balancing act is a common focus across the sector, with ongoing innovation aimed at minimizing compromises and ensuring value for end-users.
WCI: Which aspects of fireresistant performance remain most challenging to address consistently?
MJ: Consistently achieving low smoke emission and minimal acid gas release during fires is a persistent challenge for the entire industry. Field feedback from installations across India often highlights variability in these parameters, especially under real-world conditions. Manufacturers, including Havells, are investing in advanced material science and process controls to
FIRE SAFETY
improve consistency, but this remains an area of ongoing development sector wide.We have developed one of the most critical fire resistant F120 Category Cable, which is mostly used in tunnels, data centers, and inside building premises including hospitals.
WCI: Looking toward nextgeneration fire-safe materials, which performance attributes would deliver the greatest value?
MJ: The industry is closely watching the emergence of advanced ceramicreinforced and smart compounds that offer higher temperature ratings, better mechanical robustness, and improved recyclability. For India’s climate and infrastructure needs, materials that combine superior fire survival with
high durability and sustainability will deliver the greatest value.
WCI: Have you investigated biodegradable or bio-based insulation materials? What hurdles remain?
MJ: There is growing industry interest in bio-based and recyclable insulation materials, such as PLA and bio-PE. At Havells, we have initiated R&D in this area, but widespread adoption faces significant technical and commercial hurdles. Most bio-based materials currently struggle to meet India’s stringent fire safety and durability standards, and cost remains a barrier for large-scale use. This is a challenge recognized across the sector, with ongoing research and collaboration aimed at overcoming these obstacles.
We aim to deliver cables that meet or exceed fire safety standards while maintaining the flexibility and durability required for practical installation
Laser Power and Infra Levels Up Fire Safety with FRLSH Cables And Compound Supplier Collaborations
Laser Power & Infra Private Limited is advancing its cable manufacturing strategy through advanced material choices and closer collaboration with compound suppliers. In this exclusive interaction with Wire & Cable India, Mr. Praveen Paul, Vice President, Laser Power & Infra Private Limited, outlines how the company is transitioning from PVC to LSZH and HFFR compounds to meet stringent BIS norms, especially for sectors like Indian Railways, metro rail, and data centers. He also highlights the company’s focus on in-house R&D, evolving client demands for REACH-compliant and recyclable materials, and the operational challenges of maintaining fire-resistant performance under India’s varied field conditions—all while integrating circularity into manufacturing.
Mr. Praveen Paul, Vice President, Laser Power & Infra Private Limited
Wire & Cable India: Which specific Indian and international fire-resistance standards most significantly influence your material selection process, and how have these affected your compound sourcing since the 2022 electrical safety regulation amendments?
Praveen Paul: We comply with IS 7098 (Parts 1 & 2), IEC 60502-1 & 2, ASTM D2863, ASTM D2843, IEC 60754-1, SS 424-14-75, IEC 60332-1, IEC 60331-2, and IEEE 60383.
While no significant changes directly affecting compound sourcing were introduced in the 2022 amendments, the overall regulatory trend toward stricter fire safety has influenced our material selection and testing protocols.
WCI: Within your fire-retardant cable portfolio, which specific material systems deliver the optimal balance of BIS compliance, performance, and production efficiency in the Indian market?
PP: We primarily utilize low smoke zero halogen (LSZH) and halogen-
free flame retardant (HFFR) compounds. These materials offer superior fire performance with minimal toxic emissions, align with BIS requirements, and meet growing demand from infrastructure and metro rail sectors. They offer an optimal balance between regulatory compliance, performance, and costeffectiveness in the Indian context.
WCI: Are you transitioning away from PVC in some applications? What drives these decisions at Laser Power & Infra Private Limited?
PP: Yes, we are steadily moving away from traditional PVC towards FRLSH and halogen-free compounds, particularly for insulation and outer sheath applications. Key drivers include updated BIS norms, metro rail and real estate specifications, and heightened fire safety requirements from export clients.
WCI: Did new fire-resistant compounds pose any manufacturing challenges in India’s climate conditions?
PP: Transitioning to halogen-free and cross-linkable fire-retardant materials has significantly improved
FIRE SAFETY
We are steadily moving away from traditional PVC towards FRLSH and halogen-free compounds, particularly for insulation and outer sheath applications
our fire safety performance. However, it required equipment upgrades, climate control adjustments, and operator retraining to ensure extrusion consistency and maintain product integrity under Indian environmental conditions.
WCI: How do your material requirements vary across Indian Railways, commercial real estate, and data centers?
PP: Our material selection strategy is tailored to the specific requirements of each application segment. For Indian Railways, we use low smoke zero halogen (LSHZ) cables in tunnel environments and flame retardant low smoke halogen (FRLSH) cables for underground installations. In commercial real estate projects, the choice between LSZH and FRLSH depends on the installation type–whether cables are laid in ducts or exposed to open air.
For data centers, we deploy specialized solar or DC cables with enhanced fireresistant properties to meet stringent safety demands. Additionally, regional material choices are often influenced by client or utility-specific safety mandates that go beyond standard BIS compliance.
WCI: Recent joint development agreements between polymer suppliers and cable manufacturers suggest deeper supplier-manufacturer partnerships in the Indian market. How extensively does your R&D team engage with domestic and international compound producers when developing cables for specific Indian project tenders? Could you describe a recent example where such collaboration proved particularly valuable?
PP: Although we do not have formal
joint development agreements, our R&D team actively collaborates with select domestic and international compound suppliers when specific project performance criteria are involved.
One example includes custom formulations optimized for parameters such as oxygen index, smoke density, anti-tracking, thermal stability, and extrusion compatibility. Our in-house compounding facility allows rapid prototyping and iterative testing, enabling agility and IP control in development.
WCI: What trade-offs between fire safety, flexibility, and cost have been most challenging?
PP: We tailor our use of FR/FRLSH compounds based on specific flexibility and mechanical requirements. These materials typically offer mechanical properties comparable to PVC. So far,
FIRE SAFETY
we have not encountered significant challenges in extrusion or flexibility within our production setup.
WCI: Are clients demanding specific certifications or materials like REACH or recyclable compounds?
PP: Yes, there’s a clear uptick in demand for halogen-free, REACH-compliant, and recyclable materials— particularly from clients like Tata Power.
This has required us to enhance our testing procedures, documentation practices, and traceability protocols to align with more stringent material qualification norms.
WCI: Which aspects of fireresistant performance remain most challenging in Indian field conditions?
PP: Maintaining consistent fire barrier integrity under varied site conditions—
There’s a clear uptick in demand for halogen-free, REACH-compliant, and recyclable materials
especially in high temperature or underground settings—remains a challenge. For instance, BHEL and NTPC projects often mandate glass fiber tape for thermal shielding, impacting both material cost and compounding processes.
WCI: Which next-gen material features would most benefit in domestic and export markets?
PP: We seek materials that combine high-temperature resistance, superior flame retardancy, mechanical strength, and environmental compliance— without compromising on process efficiency.
Ceramic-reinforced compounds showing promise in these areas could be pivotal in scaling up our advanced fire-safe cable range for both domestic and export markets.
WCI: What steps are you taking to ensure sustainability in your processes?
PP: As part of our backward integration efforts, we’ve implemented a closed-loop system that reprocesses in-house polymer waste into valueadded products like packaging sheets.
This approach not only reduces landfill reliance but also supports internal material circularity. By upcycling waste, we minimize environmental impact and align with emerging e-waste and recycling regulations, positioning ourselves as a responsible, future-ready manufacturer.
Ceramic-reinforced compounds showing promise in these areas could be pivotal in scaling up our advanced fire-safe cable range for both domestic and export market
Ddev’s WTR XLPE Caters to Safe Power Distribution in Humid Environments
Ddev Group, a supplier of insulation compounds to the cable industry continues to provide advanced solutions to the modern infrastructure requirements of the country. To provide safe power distribution, its specially designed Water Tree Retardant (WTR) XLPE compound makes insulation material sturdy in humid environments, like in Mumbai. With the development of low-toxicity LSZH compounds with improved mechanical integrity, the company has further strengthened its compound portfolio. There’s a strong focus on certification, sustainability through recyclable blends, and collaborative efforts with manufacturers. In an exclusive conversation with Wire & Cable India, Mr. Rajesh Kothari, Director of Ddev Group, shares insights about the current demands, and points out the need for material science innovation– materials offering higher thermal endurance with easier processing.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Rajesh Kothari: We have always worked to provide safe products to the cable industry. We being the leading insulation compound supplier gave solutions to industry to meet the latest and advanced needs of the users. It would be worth mentioning about one of our products which is designed to provide a safe power distribution network– WTR XLPE insulation. It is a specially designed compound to make insulation material more sturdy against development of electrical trees in humid conditions, that is why it is called Water Tree Retardant (WTR) XLPE. It is the most preferred product for cities like Mumbai.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
RK: LSZH or HFFR compounds are designed to reduce smoke density and toxicity. However, the product design is such that reduced toxicity is achieved at the cost of mechanical properties. With the efforts of our R&D team we have been able to work with the latest additives and base resins to achieve very low toxicity with very good mechanical performance.
WCI: Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs. How do you support them in regional compliance efforts?
RK: It has been a hallmark of Ddev Group. We have always focused not only on developing compounds for emerging needs of industry but also to achieve certification so that our customers are well enabled to compete at the global stage.
We have certification of LV XLPE for aerial bunched cables from the French Laboratory, and certification of MV XLPE with semicon and jackets together from KEMA. Our LV XLPE is suitable for UL 44 , UL 4703 for the USA market, certified by Underwriters Laboratory USA.
Mr. Rajesh Kothari , Director of Ddev Group
FIRE SAFETY
We have always focused not only on developing compounds for emerging needs of industry but also to achieve certification so that our customers are well enabled to compete at the global stage.
We have VDE certification for WTR XLPE with long term wet ageing tests, signifying our product’s adherence to European Union safety and quality standards in the electrical and electronic industries.
WCI: Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
RK: Collaboration is a critical tool for survival as well as growth. We have a long history of collaborative efforts with our customers as well as suppliers. The very recent example is development of a 3.3 KV compound for one of our customer to tender requirements of NTPC. We had collaborated with one of our customers and enabled them to meet the tender requirement and at the same time got our product
listed as an approved product by NTPC.
WCI: Are you working with advanced technologies or synergistic blends that go beyond traditional compounds, specifically to enhance performance in cables?
RK: We are constantly working with our suppliers and are working on many such developments. Some of such projects are already bearing fruit in case of LSZH grades where we have used such blends as carriers. We are also working on many projects to take full advantage of advancements in material science.
WCI: How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
RK: We as a group of companies are very much aligned to the sustainability aspects. We are working on recipes where the recycles can be used. Currently the scope is limited due to stringent performance needs and the prevailing specifications. We are aligning ourselves with work being done to modify specifications to enable introduction of recyclable products to help circularity.
WCI: From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
RK: We need materials which can achieve higher thermal endurance with much simpler processes. We also would list out nano materials development and availability to improve mechanical performance of compounds without too much of loading.
Shakun Polymers’ ECOTEK
Series Delivers High-Performance Fire-Safe Compounds
In an exclusive interview with Wire & Cable India, Mr. Arun Kumar Sahu, General Manager at Shakun Polymers, highlights the company’s ECOTEK series of HFFR compounds– designed for critical infrastructure such as metro rails, smart cities, power, telecom, and fibre-optic cables. These formulations employ ATH/MDH mineral fillers to achieve ~35 % limiting oxygen index (LOI) and a 300 °C thermal index, while supporting extrusion in tropical climates. Their silane-crosslinkable HFFR grades enable high-speed extrusion and compatibility with e-beam processes, ensuring mechanical integrity and efficiency.
Wire & Cable India: As infrastructure projects like metro rails and smart cities expand with stricter fire safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ fire performance requirements, and what cable types or sectors are they most suited for?
Arun Kumar Sahu: Shakun Polymers offers a range of compounds tailored to meet the stringent fire performance demands of infrastructure projects like metro rails and smart cities. Our Halogen-Free Flame Retardant (HFFR) compounds, such as Shakun’s ECOTEK series grades, are engineered for excellent fire safety, low smoke emission, and reduced toxicity—critical for highrisk environments. These compounds are ideal for power cables, telecommunication cables, and fibre optic cables, serving sectors like transportation, urban infrastructure, and energy distribution. These products align with international fire safety standards, ensuring reliability and performance in demanding applications.
WCI: The transition toward halogen-free solutions continues in the cable industry despite processing challenges in tropical manufacturing environments. How are you leveraging halogen-free flame retardants, mineral fillers like ATH or MDH, or phosphorusbased systems in your firesafe formulations to align with cable manufacturers’ processing capabilities and fire safety needs?
AKS: The cable industry’s shift toward halogen-free solutions is driven by safety and environmental concerns, but processing challenges in tropical climates, such as high humidity, require robust formulations. Shakun Polymers leverages halogen-free flame retardants and mineral fillers like Aluminium Trihydrate (ATH) and Magnesium Di hydroxide (MDH) to create fire-safe compounds. For example, ECOTEK seriesThermoplastic/Thermosetting products incorporates high loadings of flame-retardant mineral fillers, achieving a Limiting Oxygen
Mr. Arun Kumar Sahu, General Manager, Shakun Polymers
FIRE SAFETY
Cable manufacturers praise our compounds for meeting international fire safety standards and their processability in high-speed extrusion, ensuring reliable performance in real-world applications
Index (LOI) of about >35% and a temperature index of 300°C. These fillers release water vapor at high temperatures, cooling the material and suppressing flammable gases. While phosphorus-based systems are not explicitly mentioned, our formulations likely include special additives to enhance fire performance while maintaining processability, which further makes our compounds user-friendly.
WCI: Cable manufacturers report varying levels of success with newer fire-resistant compounds in high-speed production environments. How do your fire-retardant compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
AKS: Our fire-retardant compounds are optimized for high-speed extrusion and compatibility with crosslinking processes such as e-beam and silane grafting. We have range of silane cross-linkable HFFR compounds, excelling in high-speed production, maintaining dimensional stability, and minimizing defects like drooling. By leveraging reactive extrusion technology, our compounds integrate seamlessly with crosslinking methods, enhancing mechanical and thermal properties. This ensures cable manufacturers achieve both efficiency and uncompromised flame retardancy, meeting the demands of modern production lines.
WCI: Metro rail projects increasingly specify low smoke and toxicity requirements
alongside mechanical durability standards. What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
AKS: Shakun Polymers has pioneered advancements in Low Smoke Zero Halogen (LSZH) compounds that can be applicable for metro rail specifications. Our ECOTEK series - Thermoplastic/Thermosetting products compound, formulated with thermoplastic polymers and inorganic fillers, significantly reduces smoke density and toxicity during combustion. Cables manufactured using these compounds, tested to various flammability standards IEC 60332-1, 2 and 3 etc, ensures low smoke generation while retaining flexibility, tensile strength, and durability. Our R&D efforts focus on optimizing the balance between flame retardancy and mechanical integrity, enabling cable manufacturers to meet both safety and performance requirements in demanding applications.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share a recent example where you developed or customized a fireretardant compound for a cable manufacturer’s specific project or tender requirement?
AKS: Shakun Polymers excels in collaborative material development for infrastructure project tenders. A notable example is the development
of type ST-12 compound as per IEC 60840, which required meeting stringent performance criteria. This project involved close collaboration with a cable manufacturer to ensure the compound met tender specifications, demonstrating our ability to deliver tailored solutions for specific project needs.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in fire-retardant compounds— whether through halogenfree formulations, recyclable blends, or bio-based additives?
AKS: Shakun Polymers will align itself with circular economy principles as the industry evolves by offering halogen-free formulations that eliminate toxic halogen gas emissions during combustion. Our compounds are RoHS compliant and meet REACH regulations, ensuring environmental responsibility. While recyclable blends and bio-based additives are not currently the industry standard nor we witness demands as of today. However, our R&D team is well equipped to serve such requirements in exploring sustainable alternatives to further reduce environmental impact, supporting the cable industry’s shift toward greener materials in coming future.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from
Our investments are focused on semicon compounds, specialty XLPE compounds, EPR, EPDM and rubber-based Silicon compounds. This investment plan will further help us increase our presence in domestic and international markets
ROUND CABLE ARMOUR WIRE
Standard: IS 3975 -1999
Size: 0.9MM - 4MM
FLAT CABLE ARMOUR WIRE
Standard: IS 3975 -1999
Size: 4MM X 0.8MM / 6MM X1.4MM
ACSR WIRE
Standard:
• IS 398 Part II / 3987 Part V
• IBS EN 50189
• ASTM B - 498
• IEC 888
Size: 1.44MM - 4.77MM
ACS (ALUMINIUM CLAD STEEL WIRE)
Standard: IEC 61232, IEC 63248
Size: 02.00 mm to 0.5.00 mm
STAY WIRE
Standard: IS 2141 : 2000
Size: 7/1.57MM - 7/4.00MM
Galvasys (Zinc Aluminium Alloy coated wire)
Size: 2.2mm - 4.0mm
Optical Fiber Cable
• Armoured/ Unarmoured Duct Cable with Unitube and Multitube Options.
• Micro Cables with Unitube and Multitube Options.
• ADSS Cable with Single sheath and Double sheath options.
• Aerial Cable with Unitube and Multitube Options.
• CATV Cables.
FIRE SAFETY
We have a high-performance, oil-resistant SHF2 compound designed for offshore, marine, and oil & gas cable applications
cable manufacturers regarding fire performance in terms of what works well, and what still needs improvement?
AKS: Cable manufacturers praise our compounds for meeting international fire safety standards and their processability in highspeed extrusion, ensuring reliable performance in real-world applications. Our compounds are designed to withstand harsh conditions like elevated temperatures, higher humidity, and mechanical stress. We are addressing this by refining formulations to enhance long-term stability, bridging the gap between lab certification and field performance.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in fire-safety material science to meet the cable industry’s evolving needs?
AKS: The next leap in fire-safety material science lies in multifunctional compounds that combine superior flame retardancy with enhanced thermal stability, mechanical strength, and sustainability. At Shakun Polymers, we are committed to driving
these advancements, ensuring our compounds meet the cable industry’s future safety and environmental challenges.
WCI: What kind of growth are you expecting for your company?
AKS: In addition to our existing production capacity of about 50,000 MT per annum, we have done investments to bring our capacities to 1,00,000 MT per annum. Our investments are focussed on Semicon compounds, specialty XLPE compounds, EPR, EPDM and rubberbased Silicon compounds. This investment plan will further help us increase our presence in domestic and international markets. Currently, our capacities are equally divided for local and export business and we anticipate to continue this perfect balance as we are witnessing huge demands from India and other regions, both.
WCI: Are there any speciality solutions offered by Shakun Polymers?
AKS: We have a high-performance, oil-resistant SHF2 compound designed for offshore, marine, and oil & gas cable applications. As a silane-grafted, moisture-curable, halogen-free, and flame-retardant material, it meets IEC 60092-360 standards for inner sheathing and jacketing in power,
control, and instrumentation cables. Key features include Oil Resistance, Zero Halogen & Low Smoke compliant with IEC 60754-1, 2, Flame Retardancy, High Thermal Stability and NonCorrosivity. Our portfolio also includes specialized grade for Photo Voltaic Insulation and Sheathing application. It is a high-performance, zero halogen, flame-retardant compound designed for solar photovoltaic (PV) cables, supporting the global push for sustainable energy. Developed through R&D starting in 2017 and launched in 2020, this compound, paired with the high-performance catalyst, meets stringent TUV standard when conducted on cable. It offers durability, excellent Processability, and global acceptance from territories like Brazil, Turkey, the Middle East, Europe, and South Africa.
WCI: What is your perspective on India’s power sector growth?
AKS: India’s power demand is projected to double from 2023 to 2030, with the Central Electricity Authority forecasting a peak demand of 366 GW by 2030, up from 243 GW currently, showing an increase of 50%. This is alongside plans to increase power generation capacity to 900 GW. The cable industry is poised for significant growth, and we have planned substantial investments to capitalize on this opportunity.
We have a high-performance, oil-resistant SHF2 compound designed for offshore, marine, and oil and gas cable applications. As a silane-grafted, moisture-curable, halogen-free, and flame-retardant material, it meets IEC 60092-360 standards for inner sheathing and jacketing in power, control, and instrumentation cables
FIRE SAFETY
Teknor Apex’s Advanced Fire Safety With Halguard®, FireGuard® and Flexalloy®
Teknor Apex, a custom compounder, is addressing fire safety with advanced compounds such as Halguard® LS HFFR, Flexalloy® PVC elastomers, and FireGuard® PV, engineered to deliver exceptional fire safety, mechanical strength, and processing efficiency. The company is also driving sustainable innovation through solutions like BioVinyl® and Cycle-Tek®, while leveraging AI-driven R&D to accelerate material development. In an exclusive conversation with Wire & Cable India, Mr. Mike Patel, Director of Marketing, Teknor Apex, shares the need for next-gen materials that combine sustainability, safety, and high-speed processability– pointing to the future of compounding.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Mike Patel: Teknor Apex offers advanced compounds that help cable manufacturers meet evolving fire safety standards. Our Halguard® low smoke, halogen-free flame retardant (LS HFFR) compounds are suited for building, transit, and industrial cables where low toxicity and smoke suppression are essential. Flexalloy® PVC elastomers offer excellent low-temperature flexibility and toughness, making them ideal for demanding environments such as industrial automation and electric vehicle charging. For plenumrated installations, FireGuard® PVC compounds provide exceptional flame resistance and smoke suppression to enable compliance with stringent fire safety requirements in commercial buildings and data centers.
WCI: How do your compounds perform in high-speed extrusion or when used with crosslinking processes like
e-beam or silane grafting?
MP: Teknor Apex Halguard® LS HFFR compounds, Flexalloy® PVC elastomers and FireGuard® LS FR PVC compounds are optimized for high speed extrusion. However, the actual extrusion performance is also dependent on the extruder size as well as the design of the extruder screw, crosshead and tooling which have to be optimized for each product family. The more flame retardant compounds are highly filled resulting in increased viscosity which can have a negative impact on extrusion speed. However, with scientific raw material selection, we have developed LS HFFR compounds which can be extruded at high speeds and enable cables to meet specified performance requirements.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
MP: Our extensive R&D activities for LS HFFR compounds have resulted in developing a range of formulations which enabled cable constructions for various building applications to meet flame and smoke requirements for EU CPR Class B2ca, s1. At the same time, these cables meet applicable
Mr. Mike Patel, Director of Marketing, Teknor Apex
FIRE SAFETY
requirements of IEC 61156 (copper) or IEC 60794 (fiber optic). The scientific selection and balance of raw materials along with optimized blending and melt mixing have been critical to the successful performance of these compounds.
WCI: Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs? How do you support them in regional compliance efforts?
MP: Our compounds are developed with global and regional compliance in mind, with many Halguard® LS HFFR, Flexalloy® PVC Elastomers, and FireGuard® LS FRPVC grades tested to meet key standards such as IEC and UL. We start with VOC inputs from customers and support them by aligning formulations to their certification performance targets providing technical and regulatory data as well as customization and onsite technical support (when feasible) to facilitate compliance across different markets.
WCI: Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
MP: Partnership is one of our core values, so collaboration comes naturally to us and our history is based on being a custom compounder. Developing custom compounds to meet specific customer requirements happens regularly in our business. Unfortunately, we are not able to share specific project details due to confidentiality constraints.
WCI: Advanced material science applications are beginning to appear in commercial cable formulations. Are you working with advanced technologies or synergistic blends that go beyond traditional compounds, specifically to enhance performance in cables?
MP: For quite a few years now, our R&D team has been using AI technology in the development of innovative material platforms for new applications as well as legacy material
replacement. This has enabled faster and more precise development that is beyond traditional formulation technology. Specifically, we have been able to develop and launch a range of sustainable next generation compounds for our BioVinyl® product line which is based on bio-based plasticizer and bio-attributed resin.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
MP: Teknor Apex is committed to sustainable innovation in wire and cable materials. We offer Halguard® low smoke, halogen-free, flame retardant (LS HFFR) compounds, Cycle-Tek® PVC compounds with recycled content and BioVinyl® compounds containing bio-based plasticizer and bio-attributed resin. These products are designed to support sustainability and circularity goals without sacrificing performance. Our commitment to sustainability is demonstrated by our membership and contributions to the Vinyl Sustainability Council (USA) as well as being an active participant in the Vantage Vinyl™ program.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding performance in terms of what works well, and what still needs improvement?
MP: Feedback from cable manufacturers highlights the
We have been able to develop and launch a range of sustainable next generation compounds for our BioVinyl® product line which is based on bio-based plasticizer and bio-attributed resin
FIRE SAFETY
The singular development which could revolutionize the cable industry is the development of sustainable low smoke, halogen free, flame retardant compounds which can be extruded at similar speeds as PVC and enable cables to meet the highest level of flame performance - USA NFPA 262 or EU CPR Class B1ca.
consistency and reliability of our compounds during their production as well as cable compliance with applicable performance standards. No two cable manufacturers have exactly the same size extruder, same extrusion screw, crosshead and tooling design. So, as much as we design for processability with as broad a processing window as possible while still retaining properties, the feedback when we do receive any, is generally centered around tweaks to help address processing situations specific to their equipment setup.
WCI: From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
MP: The next big leap will come from materials that combine higher fire performance with greater sustainability and higher processing speed. The singular development which could revolutionize the cable industry is the development of sustainable low
smoke, halogen free, flame retardant compounds which can be extruded at similar speeds as PVC and enable cables to meet the highest level of flame performance - USA NFPA 262 or EU CPR Class B1ca.
Beyond just Compounds, Fainplast Focuses on Processes, Certifications and Addressing Challenges
Based out of Italy, Fainplast is a global leader in producing zero-halogen flame retardant compounds for the wire and cable industry. Their product line includes HFFR crosslinkable, PVC thermoplastic, PP propylplus, PE ethylplus, and XLPO special compounds, which enhance fire safety in power and communication cables used in infrastructure projects like airports, shopping malls, public buildings etc. The company collaborates closely with cable production line manufacturers to ensure their compounds perform well in high-speed extrusion and crosslinking processes. They also provide turnkey solutions to help manufacturers comply with both local and international certification standards, such as the European Construction Products Regulation (CPR). In an exclusive conversation with Wire & Cable India, Mr. Joshua Bruni, Foreign Sales, Fainplast emphasises not only the importance of flame-retardent compounds but also sheds light on the processes, certifications and challenges.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Joshua Bruni: Fainplast has been a global leader in producing zerohalogen flame retardant compounds for the wire and cable industry for years. Compounds such as HFFR crosslinkable, PVC thermoplastic, PP propylplus, PE ethylplus and XLPO special enhance the fire safety of cable wire. The first regulations for the cables were empowered in Europe over 30 years ago, where several studies on fire outbreaks in public environments suggested the importance of installing halogen-free cables to reduce the death toll.
In the years, many countries, including India, have adopted similar regulations that involve a large number of energy
and communication cables that must be specifically used in certain projects like airports, shopping malls, public buildings, etc.
WCI: Cable manufacturers report varying levels of success with newer compounds in high-speed production environments. How do your compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
JB: Most halogen-free flame retardant materials used in cables, such as those replacing PVC, are based on a halogen-free polymer combined with varying amounts of mineral flame retardants. However, the incorporation of these flame retardants can negatively affect the fluidity of the materials during the cable extrusion process. To overcome this challenge, and enable cable manufacturers to achieve the same productivity levels as with standard PVC cable production, Fainplast collaborates closely with cable production line manufacturers.
Mr. Joshua Bruni, Foreign Sales, Fainplast
FIRE SAFETY
We are able to provide turn key solutions for the local standards, but more importantly, also for the international standard like the European Construction Products Regulation (CPR)
Through daily efforts, we continuously enhance processing techniques. Today, we confidently assure our customers that, with our compounds, appropriate equipment, and sufficient expertise in material characteristics, they can produce halogen-free flame retardant cables at the same line speed as traditional PVC cables.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs? How do you support them in regional compliance efforts?
JB: In Europe the evolution of regulations and the consequent development of the materials is steps ahead of many other markets, including the current Indian domestic demand. We are able to provide turn key solutions for the local standards, but more importantly, also for the
international standard like the European Construction Products Regulation (CPR). The CPR today is probably the most demanding regulation regarding cable safety. With our products, Indian cable manufacturers can fulfill the requests of their international customers and, at the same time, gain experience and increase their know-how about certain safety matters that will likely be enforced in India and other markets in the future, thus virtually preparing for the future.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
JB: We work daily on customized products, so it is common for us to study the requirements of a tender specification. And further identify
with our customer the materials and production solutions that will allow them to produce a cable that fully complies with the particular specification.
WCI: Advanced material science applications are beginning to appear in commercial cable formulations. Are you working with advanced technologies or synergistic blends that go beyond traditional compounds, specifically to enhance performance in cables?
JB: As global regulations become increasingly stringent, the formulations for halogen-free flame retardant (HFFR) cables have become more complex. In many applications today, it is insufficient to rely on standard formulations, instead, it is necessary to combine various flame retardants, polymers, and a wide array of additives to create specialized compounds that enable cables to pass specific tests. This is where our extensive experience and strong commitment to research
and development set us apart from many compound manufacturers who, in recent years, have begun producing HFFR compounds but lack the technical knowledge or testing equipment to evaluate complex aspects and ensure consistent quality and performance over time.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
JB: Fainplast holds an International Sustainability and Carbon Certification and is actively engaged in reducing its carbon footprint. The company focuses on utilizing bio-based and recyclable materials in the production of cable compounds. However, the challenge lies in ensuring that these environmentally friendly solutions meet the stringent technical specifications required for cable performance.
Additionally, the cable market often exhibits reluctance to bear the extra costs associated with solutions that have a lower carbon footprint. Consequently, the adoption of biobased or recycled materials remains limited within the industry. Instead, Fainplast is committed to achieving a zero-emissions goal in its compound production. This approach aims to significantly impact global warming, provided the entire supply chain adopts similar practices.
WCI: The gap between laboratory certification and field performance remains a
FIRE SAFETY
discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding performance in terms of what works well, and what still needs improvement?
JB: The laboratory certification is always an approximation of the field performance, because it is never possible to predict the exact environment of the cables and the exact conditions in which a fire spreads. But the laboratory certifications are the only way that the certification body (that acts on behalf of the community / consumers ) has to predict the performance of the cables after they are installed. Compare the performance of different cables and make sure that the risks for everyone are limited.
Beyond this, there is always a gap between laboratory tests and real life. There are customers that are skeptical about the need for certain tests and certifications and there are cable manufactures that act unfairly and
make false declarations, but I think this is normal.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
JB: From a compounder’s perspective, the next significant leap in material science for the cable industry lies in the development and integration of biobased materials. While sustainability is a growing priority across the plastics sector, it poses unique challenges in the cable industry, where highperformance standards and failure tolerance are critical. Advancing bio-based compounds that can meet these rigorous technical requirements without compromising reliability will be essential to aligning innovation with environmental goals.
With our products, Indian cable manufacturers can fulfill the requests of their international customers and, at the same time, gain experience and increase their know-how about certain safety matters
Celanese Advances Fire-Safety with Halogen-free Materials for Cables
Celanese, a global chemical and specialty materials company is driving innovation in fire-safety, halogenfree cable materials with solutions like Vamac® AEM, Hytrel® TPC-ET, and Santoprene® TPV. Designed for high-speed processing and fire performance demands, these materials support infrastructure projects with low smoke, less toxicity, and strong mechanical integrity.
Backed by global R&D and sustainable options, Celanese addresses evolving industry, regulatory, and environmental requirements. In an exclusive interview with Wire & Cable India, Mr. Nainesh Shah, Application Development Leader, E&E Clean Energy– India and Mr. Luis Zalamea Ph.D., E&E Clean Energy– EMEA, share their insights about the specific products.
Wire & Cable India: As infrastructure projects like metro rails and smart cities expand with stricter fire safety protocols, which of your current solutions are specifically engineered to meet cable manufacturers’ fire performance requirements, and what cable types or sectors are they most suited for?
Nainesh Shah: Vamac® AEM and Hytrel® TPC-ET elastomers are uniquely suited to fulfil the stringent requirements of the railway industry. Excellent temperature and chemical resistance along with low smoke flammability performance make them ideal raw materials for such specialty compounds.
Vamac® Dipolymer such as Vamac® AEM DP or Ultra DX (VMX2122) are usually preferred for HFFR compounds. They provide more stable compound viscosity and better heat aging properties. Celanese has decades of experience in formulations suitable for the most demanding applications like HEV / EV battery cable, rolling stock cable, airplane cable, mining cable, off-shore oil platform cable, marine cable, military applications (e.g. submarine, fighter plane) etc.
WCI: How are you leveraging halogen-free flame retardants, mineral fillers like ATH or MDH, or phosphorusbased systems in your firesafe formulations to align with cable manufacturers’ processing capabilities and fire safety needs?
Luis Zalamea: ATH and MDH are fully compatible with Vamac® AEM
FIRE SAFETY
We have always focused not only on developing compounds for emerging needs of industry but also to achieve certification so that our customers are well enabled to compete at the global stage.
formulations and have decades of excellent track record in the railway sector. Our formulations and raw material recommendations have been among the first ones to be considered as halogen free solutions and in some cases as viable alternatives to fluoropolymers. We are also proud to be among the first ones to offer Halogen free Santoprene® TPV, which offers a cost-effective alternative to HFFR TPU in certain applications where those are over specified.
Santoprene® TPVs are designed to meet customer needs for evolving electrical applications that must comply with the latest regional standards and directives. They meet emerging market trends, such as halogen-free flammability, simplified designs, enhanced electrical performance, increased flexibility, improved processing and lower cost compared to thermosets. Offering customers a significant competitive advantage, Santoprene® TPV facilitates ongoing innovation across the value chain.
WCI: Cable manufacturers report varying levels of success
with newer fire-resistant compounds in high-speed production environments. How do your fire-retardant solutions perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
NS: Vamac® AEM has a proven track record in the industry as being very efficient in processability whether it is via chemical (i.e. peroxide) or physical (i.e. e-beam) crosslinking. They perform outstanding in tough scenarios of thin wall and highspeed extrusion, whilst maintaining the desired end properties. As for Santoprene® TPV, it combines the processability of thermoplastics (PP) with the performance of rubber (EPDM). Hytrel® TPC-ET has been a recognized brand in thermoplastic elastomers for thin wall extrusion, suitable for data transmission and optical fiber cables.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity
without compromising mechanical integrity in LSZH compounds?
LZ: We have consistently delivered top mechanical properties along with low smoke toxicity and flame retardancy. In this regard, we can provide a wealth of formulation expertise to help customers achieve their requirements.
WCI: Are your materials developed and certified in direct response to compound manufacturers’ compliance needs.
NS: Being a global company, we pride ourselves on having a world-class product stewardship team who is constantly keeping our materials in compliance with the most stringent regulations across regions. Most of our certifications, however, happen at customer level since they are directly related to cable designs and architectures.
WCI: Advanced material science applications are beginning to appear in commercial fire-resistant formulations.
Are you working with nanofillers, intumescent systems, or synergistic blends that go beyond traditional ATH-based flame retardants, specifically to enhance fire resistance in cables?
LZ: We typically do not disclose the specific components we test but suffice it to say that we have a global network of researchers that are constantly keeping us abreast by testing the latest innovations in flame retardant raw materials and additives.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in fire-retardant compounds— whether through halogen-
FIRE SAFETY
free formulations, recyclable blends, or bio-based additives?
NS: We have consistently demonstrated having a broad portfolio of halogen free solutions on Vamac® AEM, Hytrel® TPC and Santoprene® TPV. For the time being all of our Hytrel® can be purchased in Eco-B format, which guarantees up to 70% renewable content and we are constantly watching market interest and adoption rates to further enhance our offering in this regard.
WCI: What kind of feedback do you typically receive from your clients regarding fire performance in terms of what works well, and what still needs improvement?
LZ: We have been very active in bridging this gap by means of extensive analytical testing, starting
a few years ago with cone calorimeter measurements, which have since then guided our raw material and compound development efforts. We put all this infrastructure at the service of our customers to help them achieve their goals faster and more effectively, thereby being first to market.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. What’s the next big leap needed in fire-safety material science to meet the cable industry’s evolving needs?
NS: We typically do not comment on our development pipeline but suffice it to say that we currently have active projects in the flame-retardant platform aiming at applications spanning auto motive, railway and data transmission.
In an exclusive interview with Wire & Cable India, Mr. Adriano Vezzani, R&D and Technical Manager Compounding, Finproject S.p.A, delves into the company’s advanced compound solutions tailored for evolving infrastructure demands. He highlights the performance of XLPO, HFFR, and XLPO-HFFR compounds in high-speed extrusion and crosslinking processes. A key aspect of Finproject’s innovation lies in its use of co-kneader technology for compound processing. He emphasizes Finproject’s commitment to global and regional compliance, supporting cable manufacturers in navigating certification standards. Additionally, Vavassori shares insights into collaborative material development for specific project requirements and the biggest challenge posed by stringent chemical regulations.
Mr.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Adriano Vezzani: Our product range includes XLPO, HFFR, and XLPO-HFFR compounds, which, used individually or in combination, are suitable for the most demanding applications in terms of flame retardancy, oil resistance, safety from fumes and toxicity, as well as superior electrical and thermal properties.
Cogegum, Polidan, and Polidiemme grades have been used for over 40 years in the wire and cable industry for building and construction, onshore and offshore applications, railway systems, renewable energy, automotive, and electric vehicles (EVs).
WCI: Cable manufacturers report varying levels of success with newer compounds in high-speed production environments. How do your compounds perform in highspeed extrusion or when used
with crosslinking processes like e-beam or silane grafting?
AV: Finproject’s state of the art compounding technology for thermoplastic and ambient-curable compounds ensures the highest quality and consistency during cable extrusion.
At Finproject, even during the development of a new cable compound, the extrusion testing phase and qualification play a central role in guaranteeing optimal performance during large-scale cable production.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
AV: We have worked to evolve compound formulations alongside the use of exceptional mixing technologies, such as the co-kneader. This ensures excellent distributive mixing and optimal distribution of an ever-increasing quantity of highquality, flame-retardant fillers.
Following this approach, in recent years, our product range has been expanded with materials that offer
Adriano Vezzani, R&D and Technical Manager Compounding, Finproject S.p.A
outstanding mechanical properties while also improving electrical and fire-resistant characteristics. All of this is achieved without compromising low smoke emissions and low toxicity.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs? How do you support them in regional compliance efforts?
AV: Our compounds are developed with a strong focus on both global and regional compliance requirements. At Finproject, we work closely with cable manufacturers to understand the specific certification standards they must meet such as UL, IEC, RoHS, REACH, CPR, and local regulations in key export markets. Our R&D and regulatory teams continuously monitor updates to these standards, to ensure our formulations are aligned with evolving compliance needs.
We support our customers through ongoing training, close collaboration, and constant updates to our technical and sales teams. This ensures we provide not only compliant materials but also reliable guidance in navigating changing regulatory landscapes.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
AV: A recent example is the development of a flame-retardant
FIRE SAFETY
HDPE sheathing for MV, HV, and EHV cables, designed to meet the requirements of IEC 60840, commonly used in high-performance power transmission. This compound was tailored for demanding installation environments, incorporating features such as enhanced UV resistance, improved abrasion resistance, and superior environmental stress crack resistance (ESCR)—all based on direct input from our key customers.
WCI: Advanced material science applications are beginning to appear in commercial cable formulations. Are you working with advanced technologies or synergistic blends that go beyond traditional compounds, specifically to enhance performance in cables?
AV: At Finproject, we continuously explore advanced technologies and synergistic polymer blends that extend beyond conventional compound formulations, with the objective of enhancing cable performance across a wide range of applications. Our development philosophy is guided by an uncompromising commitment to safety, regulatory compliance,
and alignment with customer specifications.
To ensure we remain at the forefront of material innovation, we maintain ongoing collaborations with key suppliers, regularly participate in industry conferences, and foster partnerships with research institutions and universities. As a member of the Eni Versalis group, Italy’s leading chemical company, we benefit from a robust innovation network that supports our continued leadership in the wire and cable sector.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
AV: Our strategy in the circular economy is multi-pronged. It begins with the selection and reuse of our internal by-products in new advanced formulations, along with the adoption of polymers sourced from bio-circular and
One of the most significant challenges is the need to align high-performance product development with increasingly stringent chemical regulations such as REACH (in the EU, Korea, Turkey) and CMRS in India
bio-based feedstocks. Additionally, we are proposing new products, such as XLPO, containing up to 50% recycled polymers from post-consumer waste.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding performance in terms of what works well, and what still needs improvement?
AV: Most cable producers, besides the standardized tests, have their own qualification procedures and type tests to go beyond certifications and to be ever close to what the field installation really needs. The challenge is to be
FIRE SAFETY
able to adopt all these tips during the compound formulation and cable design to match both certification and improved cable performances.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
AV: One of the most significant challenges is the need to align highperformance product development with increasingly stringent chemical regulations such as REACH (in the EU, Korea, Turkey) and CMRS
in India, which aim to safeguard human health and the environment. Addressing this challenge will require strong, coordinated efforts among all stakeholders- from raw material suppliers and compounders to cable manufacturers and regulatory bodies. The shared objective must be to develop and bring to marketcables that meet high standards of quality, innovation, and technological sophistication, while continuously enhancing their safety and environmental profile.
This evolving regulatory landscape calls for a proactive and collaborative approach to ensure that the industry not only remains compliant but also continues to lead in sustainable and responsible innovation.
Our product range has been expanded with materials that offer outstanding mechanical properties while also improving electrical and fire-resistant characteristics
WOYWOD – Manufacturer of the well-known PLASTICOLOR Brand presents:
DOUBLE DOSING SYSTEMS
(COLOR CHANGE)
· Cutting down on waste and rejects during production
· Instant color change during production
· Simple handling and operation
· Extreme small amount of pre-mixed material
· Reduction of setup/production cost
· Synchronized operation (speed of dosing unit synchronized with speed of production machine)
For further information, please contact us: Woywod Kunststoffmaschinen GmbH & Co. Vertriebs-KG Fon +49 (0) 89 854800 · info@woywod.de Endless Opportunities woywod.de/en
Dosing & Mixing Systems Made in Germany
Taprath Elastomers Paving the Way for Next-Gen Flame-Retardant Cable Solutions
As fire safety and sustainability take center stage in modern infrastructure projects, Taprath Elastomers LLP is leading the charge with cutting-edge flame-retardant compound innovations. In this exclusive interview with Wire & Cable India, Mr. Abhishek Rathi, Founder and Director, shares how the company’s advanced LSZH/HFFR formulations meet high-speed extrusion compatibility and address the cable industry’s evolving needs. Notably, Taprath’s Electron Beam Cross-linkable (EBXL) flame retardant compounds offer superior compatibility with e-beam crosslinking technology, ensuring enhanced flame resistance and mechanical integrity. With a strong focus on compliance, processability, and next-gen materials, Taprath continues to be a trusted partner in global wire and cable advancement.
Wire & Cable India: As infrastructure projects like metro rails and smart cities expand with stricter fire safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ fire performance requirements, and what cable types or sectors are they most suited for?
Abhishek Rathi: At Taprath, we’ve engineered a range of compounds to align with the evolving fire safety demands of infrastructure projects like metro rails, smart cities, and high-rise buildings. Our flagship solution in this space is our flame retardant (FR) LSZH/HFFR compounds, designed to ensure low smoke, zero halogen, and excellent flame resistance — crucial for public safety. These compounds are most suited for building wire, control and instrumentation cables, low voltage power cables, data and telecom cables, as well as railway signalling and metro applications.
In addition, our FR masterbatches for XLPE cables, offer outstanding flame retardancy for insulated power cables, making them ideal for tunnels, underground networks, and densely populated urban zones.
By offering both thermoplastic and cross-linkable solutions, Taprath supports cable manufacturers in meeting EN 50399, IEC 60332-1/3 and other key global standards (FT4, CPR Euro-class up to Cca) without compromising mechanical or electrical performance.
WCI: The transition toward halogen-free solutions continues in the cable industry despite processing challenges in tropical manufacturing environments. How are you leveraging halogen-free flame retardants, mineral fillers like ATH or MDH, or phosphorusbased systems in your firesafe formulations to align with cable manufacturers’ processing capabilities and fire safety needs?
AR: We recognise that the push toward halogen-free solutions— while critical for environmental and human safety—poses real processing challenges, especially in tropical and high-humidity manufacturing environments.
To overcome these hurdles, our LSZH/HFFR compounds are carefully formulated using optimised
Mr. Abhishek Rathi, Founder and Director, Taprath Elastomers LLP
mineral fillers like ATH (Aluminium Trihydrate) and MDH (Magnesium Hydroxide) to deliver robust flame retardancy. These systems are finetuned for- low moisture absorption, improved dispersion, thermal stability during extrusion.
What sets our compounds apart is their processability on standard cable extrusion lines, with excellent surface finish, dimensional stability, and throughput — even under challenging humidity conditions.
Our in-house R&D ensures the formulations meet IEC 60332, EN 50267, and IEC 61034 requirements, while maintaining compatibility with existing manufacturing infrastructure. This balance of performance, safety, and manufacturability makes our solutions ideal for cable makers seeking to align with global fire safety norms without retooling their lines.
WCI: Cable manufacturers report varying levels of success with newer fire-resistant compounds in high-speed production environments. How do your fire-retardant compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
AR: Taprath’s fire-retardant compounds are specifically engineered to excel in high-speed extrusion environments and advanced crosslinking processes such as electron beam (e-beam).
Our formulations are designed for thermal stability and excellent flow properties, ensuring smooth extrusion without degradation or surface defects, even at elevated line speeds. This enables manufacturers to maintain high throughput without compromising cable quality.
FIRE SAFETY
For cross linked cables, our electron beam cross-linkable (EBXL) flame retardant compounds provide superior compatibility with e-beam crosslinking technology. These compounds enhance their flame retardancy and mechanical integrity after crosslinking, meeting stringent fire safety standards required in sectors like railways, automotive, and smart infrastructure.
Additionally, our formulations minimise issues such as volatilisation and gel formation, which can otherwise hamper productivity during crosslinking. This ensures consistent processing and reliable final product performance.
WCI: Metro rail projects increasingly specify low smoke and toxicity requirements alongside mechanical durability standards. What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
AR: Taprath has made significant strides in developing LSZH compounds that balance stringent low smoke and toxicity requirements with robust mechanical durability — essential for metro rail and other critical infrastructure projects.
Our breakthrough lies in the strategic formulation of advanced halogenfree flame retardants combined with synergistic additives that not only suppress smoke generation but also reduce toxic gas emissions during combustion.
We use high-purity mineral fillers like ATH and MDH, carefully optimised to maintain excellent tensile strength, elongation, and abrasion resistance, ensuring cables withstand the
mechanical stresses of installation and long-term operation.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs for CPR Euroclass B2ca, C1A, or other international fire safety standards? How do you support them in regional compliance efforts?
AR: We understand that cable manufacturers face a complex landscape of evolving domestic and international fire safety regulations, including CPR Euroclass standards such as B2ca and C1A. Our compounds are developed with these certifications in mind, undergoing rigorous in-house and third-party testing to ensure compliance with EN 50575 and related standards. We tailor formulations to meet specific regional requirements, balancing performance parameters like flame retardancy, smoke density, and toxicity.
Beyond product development, we actively support manufacturers through technical collaboration, offering detailed compliance documentation, guidance on testing protocols, and assistance in navigating certification processes. This partnership approach helps cable makers confidently access export markets while adhering to their local regulatory frameworks.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share a recent example where you developed or customized a fire-
What sets our compounds apart is their processability on standard cable extrusion lines, with excellent surface finish, dimensional stability, and throughput — even under challenging humidity conditions
FIRE SAFETY
Our breakthrough lies in the strategic formulation of advanced halogen-free flame retardants combined with synergistic additives that not only suppress smoke generation but also reduce toxic gas emissions during combustion
retardant compound for a cable manufacturer’s specific project or tender requirement?
AR: Taprath prides itself on close collaboration with cable manufacturers to develop tailored fire-retardant compounds that precisely meet tender specifications for infrastructure projects. A recent example is our work with a leading appliance cable manufacturer who required a customised insulation compound that combined enhanced flame retardancy with improved flexibility and mechanical strength, while also adhering to strict low-smoke and toxicity norms.
Our R&D team worked hand-in-hand with their engineering and quality teams to optimize the formulation, ensuring compatibility with their extrusion and crosslinking processes, compliance with relevant fire safety standards, and robust performance under high-speed production conditions. The result was a compound that not only fulfilled the tender requirements but also improved overall cable durability and manufacturability, helping our customer secure the contract and accelerate project timelines.
WCI: Advanced material science applications are beginning to appear in commercial fire-resistant formulations. Are you working with nanofillers, intumescent systems, or synergistic blends that go beyond traditional ATH-based flame retardants, specifically to enhance fire resistance in
cables?
AR: We continually invest in advanced material science to push the boundaries of fire-resistant cable formulations beyond traditional ATHbased systems.
Our research focuses on synergistic blends that combine mineral fillers with nano-fillers and intumescent additives, enhancing flame retardancy while maintaining mechanical integrity and processability. These innovations help improve char formation for superior barrier effects during fire exposure, reduce total heat release and smoke density, and enhance thermal stability at elevated extrusion temperatures. By integrating these advanced materials, we provide cable manufacturers with next-generation compounds that meet increasingly stringent fire safety regulations and support highperformance applications such as metro rails, smart cities, and renewable energy sectors.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in fire-retardant compounds— whether through halogenfree formulations, recyclable blends, or bio-based additives?
AR: At Taprath, sustainability is a core pillar of our innovation strategy, especially in developing fire-retardant compounds that align with circular economy principles.
We prioritise halogen-free formulations to reduce environmental and human health impacts, using mineral fillers like ATH and MDH that are abundant and non-toxic. Our compounds are designed for compatibility with recycling processes, enabling cable manufacturers to reclaim and reuse materials more effectively.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding fire performance in terms of what works well and what still needs improvement?
AR: Feedback from cable manufacturers consistently highlights the strong correlation between our compounds’ lab-certified fire performance and reliable field results, particularly in controlled infrastructure environments like metro rails and smart cities.
Manufacturers appreciate our formulations’ consistent flame retardancy, low smoke emission, and mechanical durability during installation and operation. The compounds’ stability under high-speed extrusion and crosslinking also receives positive remarks.
However, there is an ongoing industry conversation about realworld variables—such as extreme environmental conditions, aging, and installation practices—that can
From a compounder’s viewpoint, the next big leap in fire-safety material science lies in developing multifunctional, eco-friendly formulations that combine superior flame retardancy with enhanced processability and durability
influence long-term fire performance. Manufacturers express a need for enhanced long-term ageing resistance and improved performance under fluctuating temperature and humidity, especially in tropical climates.
Taprath is actively working to address these challenges through continuous R&D, field trials, and close collaboration with customers to refine formulations that not only meet certification standards but also excel in diverse operational conditions.
WCI: Material science innovation continues driving performance
FIRE SAFETY
advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in fire-safety material science to meet the cable industry’s evolving needs?
AR: From a compounder’s viewpoint, the next big leap in fire-safety material science lies in developing multifunctional, eco-friendly formulations that combine superior flame retardancy with enhanced processability and durability.
This means creating intelligent synergistic systems that leverage advanced nano-fillers, bio-based
additives, and next-generation intumescent materials to reduce environmental impact without compromising mechanical and electrical performance.
Another crucial area is improving thermal and ageing stability to ensure fire performance is maintained throughout the cable’s lifecycle — especially under harsh conditions found in tropical climates and urban infrastructure.
At Taprath, we’re focused on pushing these frontiers through ongoing R&D, partnerships, and a commitment to sustainable innovation.
Diamond Power Collaborates With USA’s TS Conductors to Manufacture High-Performance Transmission Conductors
Diamond Power has announced a strategic partnership with TS Conductor, introducing TS’s next-generation conductor solutions to key Indian utilities and EPCs, supporting large-scale grid upgrades, reconductoring initiatives, and renewable energy integration.
May 30, 2025
Diamond Power has announced a strategic partnership with TS Conductor, a global leader in high performance transmission conductor technology, to jointly address the evolving needs of India’s power sector.
Through this partnership, Diamond Power will serve as TS Conductor’s stranding, marketing, and technology partner for the key customers in the Indian market. The alliance is aimed at introducing TS’s next-generation conductor solutions to key Indian utilities and EPCs, supporting large-scale grid upgrades, reconductoring initiatives, and renewable energy integration.
The collaboration brings together Diamond Power’s strong domestic manufacturing capabilities and market reach with TS Conductor’s cutting-edge, energy-efficient conductor technology, enabling customized, high-performance solutions that are cost-effective and locally supported.
“India has one of the fastest-growing power sectors of any major economy globally. Electricity demand is rising, the government has an ambitious plan to add 500 GW of new renewable capacity by 2030, and the Ministry of Power anticipates a need for more than 50,000 circuit-kilometers
of additional transmission lines,” said Jason Huang, CEO of TS Conductor.
“We’re proud to partner with a local leader like Diamond Power to bring next-generation conductors to India and support the nation’s energy future. Together, we can help India’s grid meets the country’s needs for decades to come.”
Mr. Shaishav Shah, Promoter of Diamond Power, added, “We are excited to collaborate with TS Conductor to deliver worldclass transmission solutions to Indian utilities. Their proven technology, combined with our local presence and execution capability, creates a powerful synergy that will benefit power developers, EPCs, and grid operators across India.”
Elementis: Fire-Retardant Synergists for Plastic Wires & Cables
Elementis, a UK based global specialty chemicals company renowned for its innovative additives that enhance the performance and sustainability of consumer and industrial applications. In the wire and cable industry, Elementis offers CHARGUARD™, a flagship line of PFAS-free, nanostructured organoclays that serve as fire-retardant synergists. These additives improve flame resistance, reduce smoke, prevent dripping during combustion, and potentially replace materials like PTFE and antimony trioxide, which are under regulatory scrutiny due to environmental and health concerns. By enhancing safety, durability, and processability, CHARGUARD™ products align with the industry’s growing demand for safer and more sustainable materials.
Elementis at A Glance Elementis is a global specialty chemicals company offering performance-driven additives that help create innovative formulations for consumer and industrial applications in industries such as coatings, construction, adhesives & sealants, personal care and plastics. Today, Elementis operates globally with manufacturing sites and R&D centres in the Americas, Europe, and Asia.
The company owns the only highgrade hectorite mine in the world and is focused on creating solutions for customers that deliver product performance improvements, efficiency gains and enhanced sustainability credentials.
Elementis Portfolio For Wire & Cable Industry
Over the past decade, the consumer product and industrial plastic industries have significantly evolved, driven by consumer demand for enhanced sustainability, safety, and performance. This shift, fuelled by the rapid adoption of e-commerce, cloud computing, e-mobility, and electrification, has increased the need for better fire retardancy and thermal
resistance in plastics. Performance processing additives, such as fireretardant synergists, have been crucial in achieving these advancements.
Elementis’ offerings to the wire and cable industry revolve around highperformance fire retardant synergists that enhance safety, durability, and processability.
CHARGUARD™, the company’s flagship fire-retardant synergist product line is based on PFAS free, nanostructured organoclays that work in tandem with halogenated and non-halogenated flame retardants to improve flame resistance, reduce smoke, prevent dripping during combustion and potentially replace the need for materials such as PTFE & antimony trioxide that are under regulatory scrutiny as potentially harmful to humans and the environment.
Derived from natural clay minerals and engineered for superior performance, CHARGUARD™ organoclays leverage Elementis’ deep expertise in mining, and environmentally responsible modification techniques. Manufacturers can choose products based on their application needs for
Tony Carignano , Global Business Executive, Elementis
colour, fire safety, and processability.
CHARGUARD™ products significantly improve the behaviour of plastic components when exposed to fire, ensuring compliance with stringent international health and safety regulations. The additives support UL 94 V-0 ratings and meet European fire safety standards, such as those required in
Additionally, delaminated hectorite and bentonite improve polymer compatibility by helping to disperse the filler more evenly throughout the polymer matrix. This process aids in breaking down filler stacks, leading to a mitigation of hotspots and better integration of the clay into the polymer
- thus forming intercalated polymerlayered silicate nanocomposites, which can enhance mechanical properties and thermal stability.
CHARGUARD™ organoclays are the ideal choice for manufacturers striving to create safer, higher-performing, and more durable products that align with today’s environmental priorities.
APAR Industries Inaugurates New Plant in Gujarat
With its new plant, spread across 46 acres at its facility in Khatalwada, Gujarat, APAR is not just looking at expanding its manufacturing capacity, but looking forward to creating a hub for advanced manufacturing and technological advancements.
Apr 17, 2025 APAR
Industries Limited, leading global manufacturer and supplier of conductors, transmission cables, specialty oils, polymers and lubricants, has inaugurated a new project at its facility in Khatalwada, Gujarat.
As per a social media post by APAR, the start of this exciting journey was marked by a traditional Bhoomi Pooja, attended by Mr. VK Bajaj, Senior President and Chief Technology Officer, along with other senior team members and key partners from Suroj Buildcon Private Limited and Cushman & Wakefield.
Spread across 46 acres at its Gujarat factory, the new plant was not just an expansion project, but it would turn out to be a hub for advanced manufacturing and technological advancements.
The project reinforced APAR’s commitment to growth, innovation, and excellence in the energy, telecommunications, and manufacturing sectors, it added.
construction cables under CPR.
Duplast: Additive Solutions For High-Performance, Low-Emission Cable Compounds
As infrastructure projects and smart cities expand with stringent safety and performance standards, Duplast is supporting cable manufacturers with innovative additive and flame retardant solutions. Specializing in high-performance PVC additives and halogen-free flame retardants, Duplast offers engineered compounds that meet both domestic and global regulatory requirements. Product lines, including advanced Ca/Zn stabilisers, SFR & SAT series Flame retardants (Antimony Trioxide replacement) and FGLS series smoke suppressants, are developed to produce high temperature performance cables, improve flame retardancy and to reduce smoke density of PVC cable compounds. Designed for compatibility with high-speed extrusion and crosslinking technologies like e-beam and silane grafting, Duplast solutions are tailored to meet the needs of modern cable production across sectors such as power, telecom, smart infrastructure, and green buildings. In an exclusive conversation with Wire & Cable India, Mr. Siddharth Chopra, Director, Duplast highlights the nuanced and varied scope of flame retardant compounds.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Siddharth Chopra: As a manufacturer of additives for PVC compounds and flame retardants, we are committed to providing advanced solutions that help cable manufacturers meet these elevated standards for safety, durability, and functionality. Our product portfolio is designed to support a wide range of cable types and industry sectors.
Fire safety is a key focus area, particularly in public and high-
density environments, to meet these needs, we offer halogen-free flame retardants (HFFRs) tailored for low smoke zero halogen (LSZH) cable compounds. These include finely engineered metal hydroxides such as Aluminum Trihydrate (ATH) and Magnesium Hydroxide (MDH), along with synergistic phosphorusbased additives. These compounds are optimized for thermal stability, effective flame suppression at lower loadings, and ease of processing. They are ideal for LSZH power cables, communication cables like Cat5e/Cat6 and fiber optic, and building wires used in sectors such as transportation hubs, hospitals, data centers, and smart buildings– places where minimizing toxic smoke and flame spread is critical.
We also provide advanced smoke
Mr. Siddharth Chopra, Director, Duplast
FIRE SAFETY
We provide Flame Retardants and advance smoke suppressant additives for traditional PVC cable formulations where full LSZH systems are not feasible. These include SFR & SAT series Flame Retardants, Zinc Borates and FGLS series smoke suppressants that enhances char formation and reduce smoke density during combustion.
suppressant additives for traditional PVC cable formulations where full LSZH systems may not be feasible. These include SFR & SAT series Flame Retardants, Zinc Borates and FGLS series smoke suppressants that enhances char formation and reduce smoke density during combustion. These are particularly suited for PVC-insulated and sheathed cables used in commercial buildings, residential projects, and various industrial settings where enhanced fire safety is needed without the higher cost of LSZH systems.
To support long-term performance and reliability of cables in harsh environments, we offer high-performance heat stabilizers, especially lead-free calcium-zinc (Ca/Zn) systems. These stabilizers ensure excellent thermal stability, color retention, and processing performance in PVC compounds. They are essential for cables used in smart grid infrastructure, renewable energy installations (such as solar and wind), automotive wiring, and general building and construction. These applications require cables that maintain integrity and function over extended periods and under fluctuating environmental conditions.
WCI: Cable manufacturers report varying levels of success with newer compounds in high-speed production environments. How do your compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
SC: As a manufacturer of additives and flame retardants, we engineer our compounds to excel in high-
speed cable production and advanced crosslinking processes.
High-Speed Extrusion Performance: Our PVC additives include optimized lubricants and processing aids that significantly reduce melt viscosity and improve melt homogeneity, allowing for higher output rates and superior surface finish without compromising dimensional stability. Our advanced heat stabilizers ensure thermal integrity, preventing degradation even under intense shear and heat, crucial for maintaining properties at speed.
For HFFR compounds, we address inherent processing challenges (high melt viscosity) through surface-treated mineral flame retardants (ATH, MDH). These treatments enhance dispersion, reducing melt viscosity and improving flow, which facilitates faster extrusion and minimizes defects like die swell. We also offer specialized processing aids for HFFRs to ensure smooth, highspeed processing.
Crosslinking Processes (E-beam & Silane Grafting): Our compounds are designed for seamless integration. For e-beam crosslinking, our polyolefin-based HFFRs are inherently suitable, as this process avoids high temperatures that could prematurely decompose flame retardants. Our antioxidant packages are formulated to provide thermal stability without inhibiting efficient e-beam curing, ensuring full flame retardancy and enhanced properties like higher temperature resistance.
For silane grafting (moisture crosslinking), our stabilizers and
additives are meticulously balanced to manage reactivity. They prevent premature crosslinking (scorching) during high-speed extrusion while ensuring efficient moisture-induced curing post-extrusion. We ensure compatibility with silane catalysts, allowing for controlled.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
SC: As a manufacturer of flame retardant, we have been continuously developing products which have helped in reducing smoke with low addition levels. We have different grades in our FGLS series of smoke suppressants which help in reducing smoke considerably at very low addition levels.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs? How do you support them in regional compliance efforts?
SC: We are a manufacturer of additives and flame retardants. We do provide customised additives for specific applications and help compounders with formulation for manufacturing of compounds with both domestic and export requirements.
To support long-term performance and reliability of cables in harsh environments, we offer high-performance heat stabilizers, especially lead-free calcium-zinc (Ca/Zn) systems
& Exporters
SANT ENGINEERING INDUSTRIES fo nded in the ear b Mr Krishan LaI Malhotra is the leading Man fact rer and E porter of all t pes of Plas c and Cable Machiner orld ide and is commi ed to fostering E cellence in this field.
We ha e the pleas re to introd ce o rsel es as one of the leading man fact rers and e porters of all t pe Plas cs & Cable machine of ide ranging si es / specifica ons in India ha ing e perience of o r si decades. O r compan strateg is to gi e lot of emphases on C stomer sa sfac on, q alit control & also in co-opera on inno a on / technological, ad ancement in plant & machiner . We dedicated in energ sa ing / cost economic, C stomer Ser ices & en ironment friendl techniq es.
O r e per se in follo ing areas :
• High speed Insulation line and Sheathing line for House Wiring, Multicores Flat / Round & Control Cables.
• High output and best in class Sheathing lines for Power cables.
• Efficient Triple Extrusion line for SIOPLAS (XLPE) cables.
• State of the art Extruders - upto 175 MM.
• Robust Payoffs & Take ups of all types and sizes as per requirement upto 4 Meters
• Cross Head Single / Dual / Triple.
• Haul Off Catterpillars upto 5000 Kgs traction force.
580, Main Faiz Road, Street N0.17, Karol Bagh, New Delhi -110005 (INDIA) Phone: +91 11 23679498, 23521090 | Mobile: +91 9868107361, +91 9717263888 Email: charanjeevmalhotra@gmail.com | Web: www.santengineeringindustries.co.in / www.santengineeringindustries.com
out to every Nook & Corner of the Wire & Cable Industry.
Gain Industry Visibility
Universal Polychem’s Engineered Compounds Enhance Extrusion and Crosslinking Efficiency
In this exclusive interview with Wire & Cable India, Mr. Lalit Bansal, Managing Director, Universal Polychem India Private Limited sheds light on the company’s advancements in fire-safe and highperformance cable compounds. With a focus on LSZH, FRLS, HR, and XL-ZHFR compounds, the company caters to critical infrastructure and smart city demands. Their compounds are engineered for high-speed extrusion and silane crosslinking, and extreme temperature resilience. Emphasizing sustainability, they offer recyclable, halogen-free, and bio-based solutions aligned with global compliance standards. Backed by strong R&D and customer collaboration, Universal Polychem is also exploring smart materials for the next generation of multifunctional and self-monitoring cable systems.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Lalit Bansal: At Universal Polychem India Private Limited, we develop compounds that meet the highest safety standards for modern infrastructure. Our LSZH compounds are fire-resistant, low smoke and zero halogen compounds, making them ideal for high-rise buildings, airports, and tunnels. FRLS compounds offer flame retardancy with low smoke emission, specifically designed for residential, commercial, and industrial applications. For high-temperature environments, our HR compounds provide resistance up to 135°C, making them suitable for cables used in industrial and energy sectors.
Additionally, our XL-ZHFR compounds are cross-linked, zero halogen and flame-retardant compounds, tailored for high-performance cables in energy, transport, and critical infrastructure. These compounds ensure safety, performance, and compliance with
Mr. Lalit Bansal , Managing Director, Universal Polychem India Private Limited
Connecting Industries Creating Opportunities
FIRE SAFETY
Notably, we customized XLPO compounds to withstand temperatures up to 250°C and XL-ZHFR compounds to operate safely at 250°C, ensuring the project met all technical and tender specifications
stringent safety protocols.
WCI: Cable manufacturers report varying levels of success with newer compounds in high-speed production environments. How do your compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
LB: Our compounds are currently optimized for high-speed extrusion. We are in the process of developing e-beam crosslinking technology, which will soon enhance our cables’ durability and performance in demanding environments. We expect this innovation to provide significant benefits, particularly in heat resistance and electrical performance, once fully integrated.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising
mechanical integrity in LSZH compounds?
LB: Our zero-halogen (LSZH) compounds reduce both smoke density and toxicity without compromising the mechanical strength of the cable. Our research team has developed a series of halogen-free formulation that significantly reduce the release of toxic gases during combustion, while maintaining superior mechanical properties like tensile strength and flexibility. We are constantly improving the formulation by incorporating nontoxic flame retardants and smokesuppressing agents, ensuring that the cables remain compliant with global standards while enhancing safety in high-risk environments.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance
needs? How do you support them in regional compliance efforts?
LB: Yes, our compounds are developed with a keen understanding of both global export certifications (e.g., UL, IEC, BS, CE) and domestic compliance standards in India (e.g., BIS IS 7098, IS 5831). We continuously monitor regulatory updates to ensure that our products are always ahead of the curve. To assist cable manufacturers, we provide them with the necessary support during the testing and approval processes, ensuring they meet local and international requirements. Additionally, we have a dedicated compliance team that works closely with manufacturers to streamline their certification efforts, providing technical support and guidance where needed.
WCI: The tender specification process for infrastructure projects often requires collaborative material
FIRE SAFETY
We are closely monitoring advancements in smart polymers and sensor-embedded materials that could enable cables to detect faults or degradation in real-time and trigger corrective action
development. Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
LB: We recently collaborated with a leading cable manufacturer on a government infrastructure project, where the client required a custom compound for cables to withstand extreme temperatures. We developed a high-performance, temperatureresistant compound that met fireresistance standards, with enhanced flame retardancy and mechanical resilience. Notably, we customized XLPO compounds to withstand temperatures up to 250°C and XLZHFR compounds to operate safely at 250°C, ensuring the project met all technical and tender specifications.
WCI: Advanced material science applications are beginning to appear in commercial cable formulations. Are you working with advanced technologies or synergistic blends that go beyond traditional compounds, specifically to enhance performance in cables?
LB: Yes, we are seeing a significant shift toward advanced technologies and synergistic blends that go beyond traditional compounds in the cable industry. These innovations are primarily aimed at improving performance, reliability, and sustainability, particularly for high-performance cables. In rubber compounds, we are working with high-performance EPDM blends that offer improved thermal stability and UV resistance for outdoor applications, along with carbon nanotube (CNT) integration to enhance electrical conductivity and mechanical strength for more durable, lighter cables.
In PVC compounds, our developments include halogen-free formulations
for safer, low-smoke, flame-retardant applications, PVC-TPE blends for enhanced flexibility and impact resistance, and recyclable PVC that promotes sustainability without compromising performance. The cable industry is rapidly embracing these advancements to meet evolving demands, enabling cables to perform more effectively in challenging environments with improved thermal stability, mechanical strength, environmental resistance, and sustainability.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
LB: We are fully committed to sustainability and actively contribute to the circular economy by developing halogenfree formulations, recyclable blends, and bio-based additives. Our team has been working on biocompounds that incorporate renewable resources like plant-based plasticizers and biodegradable stabilizers. Additionally, we ensure that all our formulations are halogenfree and can be recycled at the end of the cable’s life cycle. This ensures compliance with international environmental regulations and reduces the carbon footprint of our products, supporting both manufacturers and end-users in their sustainability goals.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding performance in terms of what
works well, and what still needs improvement?
LB: We regularly receive valuable feedback from cable manufacturers, particularly in terms of real-world performance. While laboratory testing provides essential certification, the actual field performance often reveals nuances related to long-term durability, flexibility under harsh conditions, and processing efficiency. Many manufacturers have expressed satisfaction with our flame retardant and smoke suppression capabilities; however, ongoing feedback highlights the need for improving weather resistance for outdoor cables, as well as enhancing processing speed in some of our compounds. This feedback is instrumental in guiding our continuous R&D efforts.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
LB: The next big leap in material science for the cable industry lies in the development of multi-functional materials that can not only withstand extreme environmental conditions but also self-monitor and self-repair under certain stressors. We are closely monitoring advancements in smart polymers and sensor-embedded materials that could enable cables to detect faults or degradation in realtime and trigger corrective action.
We remain committed to providing high-performance, safe, and sustainable solutions for our partners in the wire and cable industry.
Wanma’s Advanced Cable Compounds Enhance Fire Safety and Processing Efficiency
In an exclusive interview with Wire & Cable India, Mr. Naval Singhal, Director & Chief Business Officer, NAVANK, highlights the company’s commitment to advancing cable compound technology to meet the stringent demands of modern infrastructure projects. Wanma has developed formulations tailored to specific markets, including India, Europe, and the Middle East. For instance, their XLPE grade complies with UL 44 and UL 1581 standards, while the LSZH2902B/C grades meet CPR Cca classification. Additionally, the PVC grade aligns with IS 694, IS 7098, and BS 7655 standards, addressing the unique requirements of each region.
Wire & Cable India: As infrastructure projects and smart cities expand with stricter safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ enhanced performance requirements, and what cable types or sectors are they most suited for?
Naval Singhal: Wanma offers a specialized range of flame-retardant (FR) and low smoke zero halogen (LSZH) compounds engineered to comply with stricter fire safety protocols in infrastructure and smart city projects.
Low Smoke Zero Halogen (LSZH) Compounds
These compounds minimize toxic smoke and halogen emissions during combustion, enhancing safety in fire scenarios. They offer good flame retardancy, abrasion resistance, and flexibility. LSZH compounds are used in power, control, instrumentation, and communication cables, especially in confined or high-traffic areas, smart city infrastructure like metro systems, airports, hospitals, data centers, and commercial buildings where fire safety is critical. For example, LSZH-sheathed cables are used in heavy industry
and internal/external applications. Stricter safety protocols in smart cities prioritize low fire hazard materials, aligning with standards like the Construction Products Regulation (CPR) in Europe.
Cross-Linked Polyethylene (XLPE) Compounds
XLPE provides excellent electrical insulation, thermal resistance (up to 90°C), and chemical stability. It’s durable and supports high-voltage applications. Common in mediumvoltage (MV) and high-voltage (HV) power cables, including single-core unarmoured cables for cathodic protection systems or hybrid cables with copper and fiber cores, these compounds are used in power distribution networks, renewable energy (solar, wind), and railway trackside power systems. For instance, XLPE solutions are used in low- to high-voltage cables for energy and infrastructure. XLPE’s reliability supports the high uptime demands of smart grids and renewable energy integration in urban projects.
Polyvinyl Chloride (PVC) Elastomer Compounds
These thermoplastic elastomers offer low-temperature flexibility, long flex
Mr. Naval Singhal, Director & Chief Business Officer, NAVANK
life, and resistance to oils and UV exposure. Flame-retardant grades meet stringent UL standards. Used in flexible cords, control cables, and instrumentation cables, such as those for factory automation, robotics, or electric vehicle (EV) charging, these compounds find application in industrial automation, automotive (EV infrastructure), and construction sites in smart cities. Their versatility and durability suit dynamic environments where cables face repeated flexing or harsh conditions.
Polyethylene (PE) Compounds
PE offers excellent electrical insulation, moisture resistance, and chemical stability. High-density PE (HDPE) is used for sheathing, while PE insulation suits power and communication cables. PE-insulated cables for power distribution, PEsheathed cables for outdoor or direct burial, and PE in coaxial or data cables for signal integrity, serve sectors like telecommunications, power distribution, and underground infrastructure in smart cities. PE’s durability and environmental resistance make it ideal for outdoor and underground installations in expanding urban networks.
Thermoplastic Polyurethane (TPU) and PVC/TPU Blends
TPU provides superior abrasion resistance, flexibility, and toughness. PVC/TPU blends enhance resistance to aggressive conditions like oils and chemicals. Used in jacketing for industrial cables, control cables, and material handling cables (e.g. for mining or cranes); these compounds find application in sectors like heavy industry (mining, manufacturing), material handling (ports, cranes), and smart city logistics. TPU’s robustness supports cables in mechanically demanding environments, critical for industrial smart city applications.
FIRE SAFETY
Ethylene Propylene Rubber (EPR) Compounds
EPR offers excellent heat resistance (up to 85°C), chemical resistance, and electrical properties, suitable for highvoltage insulation. EPR compounds are used in high-voltage power cables and rubber-insulated cables for utilities like power generation, transmission, and nuclear plants, where long service life and safety are paramount. EPR’s reliability under high temperatures and harsh conditions meets the rigorous demands of critical infrastructure.
Sustainable and Flame-Retardant Compounds
Newer compounds are RoHScompliant, phthalate-free, and flame-retardant, with a focus on sustainability. Used in flexible power and communication cables, solar cables, and telecom cables; they serve sectors like renewable energy, telecom, and green building projects in smart cities. Their properties align with ecofriendly mandates and safety standards in sustainable urban development.
Our compounds meet stringent standards- IEC 60332-1/3 for flame propagation; IEC 61034 for smoke density; IEC 60754-1/2 for halogen acid gas emission.
WCI: Cable manufacturers report varying levels of success with newer compounds in high-speed production environments. How do your compounds perform in highspeed extrusion or when used with crosslinking processes like e-beam or silane grafting?
NS: Wanma’s cable compounds are engineered to excel in high-speed extrusion environments, ensuring consistent output and thermal stability even at speeds up to 1000 meters per minute. This performance is particularly crucial in modern manufacturing, where efficiency and reliability are paramount.
The company’s XLPE compounds, including silane-grafted and peroxidecrosslinked variants, are designed
Wanma’s commitment to quality is reflected in their adherence to international standards, including IEC 60502-1 and IEC 60811, which govern the physical properties and performance of cable materials
FIRE SAFETY
Wanma incorporates bio-based plasticizers and fillers in some PVC and HFFR lines, reducing reliance on fossil-derived materials and enhancing the sustainability of its products
for smooth extrusion processes with minimal gel formation. These formulations facilitate efficient melt flow and uniform crosslinking, essential for producing high-quality cables. Additionally, Wanma’s electron beam (e-beam) ready compounds are optimized with fine dispersion of stabilizers and enhanced melt flow characteristics, making them suitable for advanced applications like automotive and solar cables.
Wanma offers a diverse range of XLPE grades tailored to specific curing methods and applications. For instance, their silane-grafted XLPE is ideal for low-voltage power cables, while peroxide-cured XLPE suits medium-voltage applications. The e-beam compatible grades are designed for photovoltaic cables, ensuring compatibility with radiation crosslinking processes. Moreover, moisture-cured XLPE grades are tailored for high-speed extrusion lines, maintaining performance under varying environmental conditions.
These compounds are processed using advanced extrusion equipment, such as twin-screw extruders, which provide high mixing efficiency and consistent output. The extrusion process is carefully controlled to prevent issues like gel formation and degradation, ensuring the production of highquality cable insulation materials.
Wanma’s commitment to quality is reflected in their adherence to international standards, including IEC 60502-1 and IEC 60811, which govern the physical properties and performance of cable materials. By aligning their products with these standards, Wanma ensures that
their compounds meet the stringent requirements of modern cable manufacturing.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
NS: Wanma has made significant strides in developing Low Smoke Zero Halogen (LSZH) compounds that effectively reduce smoke density and toxicity without compromising mechanical integrity. Through extensive research and development, the company has focused on synergistic halogen-free flame retardants, particularly utilizing metal hydroxides combined with nano-scale additives. This innovative approach enhances the flame retardant properties of the compounds while maintaining their mechanical strength.
The incorporation of these advanced flame retardants results in LSZH compounds that exhibit lower smoke optical density and reduced toxicity index during combustion. Notably, these compounds also demonstrate improved vertical flame test performance by minimizing dripping behavior under fire conditions. These enhancements make Wanma’s LSZH compounds suitable for critical applications in infrastructure projects, including metro systems, tunnels, airports, electric vehicle charging stations, and industrial control cables.
Wanma’s commitment to innovation in LSZH compounds ensures compliance with stringent international standards such as IEC 61034, IEC 60754, EN
50267, and EN 50399, aligning with the industry’s growing emphasis on fire safety and environmental responsibility.
WCI: Global export markets demand varying certification standards while domestic requirements continue evolving. Are your compounds developed and certified in direct response to cable manufacturers’ compliance needs? How do you support them in regional compliance efforts?
NS: Wanma’s commitment to meeting the diverse certification requirements of global and domestic markets is evident in its comprehensive approach to product development and compliance support. The company offers a range of compounds that adhere to international standards such as UL, RoHS, REACH, CE, and the European Construction Products Regulation (CPR). These certifications ensure that Wanma’s products meet stringent safety, environmental, and performance criteria, facilitating their acceptance in various markets.
Recognizing the regional variations in compliance standards, Wanma has developed formulations tailored to specific markets, including India, Europe, and the Middle East. For instance, their XLPE-90UL grade complies with UL 44 and UL 1581 standards, while the LSZH-2902B/C grades meet CPR Cca classification. Additionally, the PVC-115/SHF grade aligns with IS 694, IS 7098, and BS 7655 standards, addressing the unique requirements of each region.
To support cable manufacturers
The company is investing in the development of functionalized polymers that offer intrinsic flame retardancy without the need for additive loading.
in navigating the complexities of compliance, Wanma provides dedicated technical assistance and comprehensive documentation. This includes type test data, fire test reports, and Declarations of Performance (DoPs) for CPR compliance. Such resources are invaluable in facilitating smooth regulatory approvals and ensuring that manufacturers can meet the evolving standards of their respective markets.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share a recent example where you developed or customized a compound for a cable manufacturer’s specific project or tender requirement?
NS: In 2024, Wanma collaborated closely with a cable manufacturer to develop a custom Low Smoke Zero Halogen (LSZH) sheathing compound tailored for a Middle East infrastructure tender. The project required a cable sheath capable of withstanding over 1,000 hours of xenon arc weathering and maintaining mechanical flexibility at temperatures as low as -40°C. To meet these stringent specifications, Wanma’s R&D team co-developed the LSZH-5800UV+FR grade within six weeks, ensuring both enhanced ultraviolet (UV) resistance and flame retardancy. This compound was specifically engineered for applications in oilfield and desert environments, where exposure to harsh conditions is prevalent. The successful development and field validation of this customized compound underscore Wanma’s commitment to addressing the unique challenges presented by regional infrastructure projects.
WCI: Advanced material science applications are beginning to appear in commercial cable formulations. Are you working with advanced technologies or synergistic blends that go
FIRE SAFETY
beyond traditional compounds, specifically to enhance performance in cables?
NS: Wanma is at the forefront of integrating advanced material science into cable formulations, focusing on synergistic blends and nanocomposite technologies to enhance cable performance. The company has developed nanoclay-modified cross-linked polyethylene (XLPE) compounds, such as the XLPE-Nano125 grade, which improve dielectric strength, making them suitable for medium and high-voltage applications. In the realm of hybrid cable jackets, Wanma offers TPU/PA blends like the PA/TPU Hybrid-7800, designed to provide superior abrasion resistance and chemical durability, essential for demanding industrial environments. Additionally, Wanma is exploring the potential of self-healing materials for mission-critical cable installations, aiming to enhance the longevity and reliability of cables in harsh conditions. These innovations reflect Wanma’s commitment to advancing cable technology through the application of cutting-edge material science.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in compounds—whether through halogen-free formulations, recyclable blends, or bio-based additives?
NS: Wanma is actively addressing environmental concerns in its cable compounds by embracing circular economy principles, focusing on halogen-free formulations, recyclable blends, and bio-based additives. The company has developed LSZH grades that are fully recyclable with minimal degradation, ensuring that end-of-life cables can be processed and reused effectively. Additionally, Wanma incorporates bio-based plasticizers and fillers in some PVC and HFFR lines, reducing reliance on fossil-derived materials and enhancing
the sustainability of its products. To further support circularity, Wanma is collaborating with large OEMs to develop closed-loop reprocessing systems for cable scrap, aiming to reduce landfill contributions and promote material reuse.
Wanma’s commitment to ecoconscious compound solutions is reflected in its product offerings, such as the LSZH-BIO5800, a biobased LSZH compound currently in the pilot stage, and the HFFR-3100R, a recyclable halogen-free flameretardant compound. The company also provides PVC-REC105, a highrecycled content flame-retardant PVC, and PP compounds designed for a sustainable economy. These grades are developed with features like reduced CO₂ footprints, halogenfree compositions, and non-toxic byproducts, aligning with global sustainability standards. Wanma’s products comply with certifications including RoHS, REACH, Green Label, and WEEE, demonstrating its dedication to environmental responsibility and sustainable development in the cable industry.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding performance in terms of what works well, and what still needs improvement?
NS: Wanma consistently receives positive feedback from cable manufacturers regarding the performance of its compounds in real-world applications. Customers have highlighted the consistent extrusion behavior, low scorch, and minimal gel formation in XLPE and PVC grades, which contribute to efficient production processes and high-quality end products. The high batch-to-batch consistency of Wanma’s materials further aids productivity by reducing variability and ensuring
FIRE SAFETY
Wanma is integrating artificial intelligence (AI)-assisted formulation design into its research and development processes. This approach aims to accelerate R&D timelines and enhance the predictability of material properties, ensuring that new compounds meet the specific performance criteria required for advanced cable applications
reliable performance across different production runs.
Specific product grades have garnered particular praise. The XLPE-125S grade is noted for its excellent gel control and thermal aging resistance, making it suitable for demanding applications where stability over time is crucial. Similarly, the L-5700H grade has been recognized for maintaining stable flame retardancy even after prolonged outdoor exposure, ensuring continued safety and compliance with fire safety standards in challenging environmental conditions.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in material science to meet the cable industry’s evolving needs?
NS: Wanma is actively exploring the next frontier in material science to meet the evolving demands of the cable industry. The company is investing in the development of functionalized polymers that offer intrinsic flame retardancy without
NEWS
the need for additive loading. These lightweight, high-performance materials are particularly suited for applications in electric vehicles (EVs), aerospace, and robotics cables, where both safety and weight considerations are paramount. In parallel, Wanma is integrating artificial intelligence (AI)assisted formulation design into its research and development processes. This approach aims to accelerate R&D timelines and enhance the predictability of material properties, ensuring that new compounds meet the specific performance criteria required for advanced cable applications.
Geba Cables Launches Second Manufacturing Facility in Bengaluru
Geba Cables has launched a 40,000 sq. ft state-of-the-art manufacturing facility in Bengaluru.
May 21, 2025
Geba Cables has announced the launch of its state-ofthe-art manufacturing facility in Bengaluru. The new 40,000 sq. ft facility is aimed at addressing the increasing demand for high-quality cables and wires in the rapidly expanding market.
The inauguration ceremony was attended by industry stalwarts like Patrick Pilz, Partner at Lafayette Mittelstand Capital, Mr. Rajesh Nath, Managing Director of VDMA India, Mr. Dharmendra G C, Senior General Manager at Schneider Electric, and Mr. Manimaran D, Deputy General Manager-Supply chain, APAC Electrical & Electronics at OTIS Elevator.
Commenting on the launch, Dr. Girish Rao, Managing Director-Asia, Geba Cables said, “ This new facility is a symbol of our growth, ambition and our belief in the future. As we cut the ribbon today, we are not just opening a plantwe are opening doors to new opportunities, to over 100 new job creations and to technological excellence.”
Geba Cables, formerly a part of Gebauer & Griller’s Elevator business unit, has become part of the German PE company Lafayette Mittelstand Capital. Headquartered in Vienna, the company has a footprint in Vienna, Slovakia, and India. The company deals in the cable and harness business, along with PVC ribbons and busbar.
3R Polymers: Exploring Synergistic Flame-retardant Systems, NanoAdditives and Polymeric Blends
3R Polymers, a manufacturer specializing in tailor-made PVC, PE, and other polymer compounds and masterbatches, advances its fire safety with cutting edge Halogen-Free Flame Retardant (HFFR) and Low Smoke Zero Halogen (LSZH) compounds, keeping in focus the modern infrastructure and smart city requirements of stricter fire safety protocols. The company is exploring synergistic flame-retardant systems, nano-additives, and polymeric blends that go beyond traditional halogenated and non-halogenated systems. Keeping sustainability a priority, 3R Polymers has launched several recyclable and halogen-free compounds, and are currently testing bio-based plasticizers and fillers. In an exclusive conversation with Wire & Cable India, Mr. Nitin Aggarwal, Director- Sales and Marketing of 3R Polymers Private Limited, shares insights on the HFFR and LSHZ compounds and talks about the next big thing- smart compounds.
Wire & Cable India: As infrastructure projects like smart cities expand with stricter fire safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ fire performance requirements, and what cable types or sectors are they most suited for?
Nitin Aggarwal: 3R Polymers has developed a specialized range of Halogen-Free Flame Retardant (HFFR) and Low Smoke Zero Halogen (LSZH) compounds tailored to meet the rigorous safety and performance demands of modern infrastructure and smart city projects. Our compounds are extensively used in power cables, control cables, and data communication cables deployed in high-density public and commercial spaces, where fire safety and reduced emission characteristics are critical.
WCI: How do your fireretardant compounds perform in high-speed extrusion or when used with crosslinking processes like e-beam or silane grafting?
NA: Our compounds are optimized
for high-throughput manufacturing processes and show excellent performance in high-speed extrusion environments. They are engineered to maintain consistency and uniformity in crosslinking systems, including e-beam and silane grafting, ensuring that throughput doesn’t come at the cost of insulation integrity or surface finish.
WCI: What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
NA: We’ve made significant strides in balancing fire performance with mechanical robustness. Our advanced LSZH formulations have achieved lower smoke density and toxicity levels while maintaining tensile strength, elongation, and thermal stability. Proprietary synergistic blends in our formulations allow us to meet EN 50268 and IEC 61034 standards without compromising physical properties.
WCI: Are your compounds developed and certified in direct response to cable
Mr. Nitin Aggarwal, Director- Sales and Marketing of 3R Polymers Private Limited
manufacturers’ compliance needs for CPR Euroclass B2ca, C1A, or other international fire safety standards? How do you support them in regional compliance efforts?
NA: Our product development is closely aligned with both international and domestic standards. We offer UL-, CE-, and BIS-compliant compounds and provide full technical documentation and testing support to help clients navigate regional compliance hurdles. Our in-house R&D and regulatory teams actively monitor updates like the recent revisions in IS 7098 to ensure our offerings stay ahead of the curve.
WCI: Can you share a recent example where you developed or customized a fire-retardant compound for a cable manufacturer’s specific project or tender requirement?
NA: We recently collaborated with a major cable manufacturer bidding for a metro rail tender that required stringent flame retardancy and UV resistance. Our team developed a tailored LSZH compound meeting both the mechanical and flammability requirements, which successfully passed third-party testing and was integrated into the final cable design submitted for the project.
WCI: Advanced material science applications are beginning to appear in commercial fire-resistant formulations. Are you working with nanofillers, intumescent systems, or synergistic blends that go beyond traditional ATH-based flame retardants, specifically to enhance fire resistance in cables?
NA: We are exploring synergistic flame-retardant systems, nano-
FIRE SAFETY
additives, and polymeric blends that go beyond traditional halogenated and non-halogenated systems. These innovations aim to offer enhanced fire performance, improved insulation characteristics, and extended service life, especially in harsh environments like tunnels, offshore platforms, and renewable energy setups.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in fire-retardant compounds— whether through halogenfree formulations, recyclable blends, or bio-based additives?
NA: Sustainability is a key pillar of our R&D strategy. We have launched several recyclable and halogen-free compounds, and are currently testing bio-based plasticizers and fillers. These developments aim to reduce the environmental footprint without compromising performance, thereby supporting both OEMs and cable manufacturers in meeting green building and eco-labelling standards.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry
forums. What kind of feedback do you typically receive from cable manufacturers regarding fire performance in terms of what works well, and what still needs improvement?
NA: Manufacturers appreciate our compounds’ balance between processability and end-use performance. Feedback often highlights superior extrusion stability and reduced die drool. However, areas like further lowering processing temperatures without affecting fire properties continue to be an industrywide goal, and we’re actively working on it.
WCI: From a compounder’s perspective, what’s the next big leap needed in fire-safety material science to meet the cable industry’s evolving needs?
NA: We believe the next major leap lies in developing smart compounds—materials that respond to environmental stress (like heat or moisture) with adaptive performance characteristics. Integrating sensorcompatible or self-healing properties could revolutionize cable longevity, safety monitoring, and predictive maintenance capabilities in critical infrastructure.
Our advanced LSZH formulations have achieved lower smoke density and toxicity levels while maintaining tensile strength, elongation, and thermal stability. Proprietary synergistic blends in our formulations allow us to meet EN 50268 and IEC 61034 standards without compromising physical properties.
Powering Progress: Mixer’s Tailored Compounds for the Future of Medium Voltage Insulation
In the world of power transmission, medium voltage cables connect infrastructure, enable energy flow, and support the reliability of entire networks. As the demands on these systems grow, Mixer S.p.A. has responded with a comprehensive and versatile range of compounds specifically designed for medium voltage applications, offering manufacturers a portfolio of solutions that combine performance, adaptability, and process efficiency.
The cable industry evolves with new technologies, regulations, and the constant pursuit of better performance. Mixer’s approach to medium voltage insulation reflects this dynamic environment, by developing a portfolio of compounds that address a wide spectrum of technical needs. These materials are part of the EKOPREN® medium voltage family: crosslinkable rubber compounds engineered for insulation in cables rated from 6 to 95 kV, developed with several features and focused on diverse applications.
EKOPREN® compounds are based on EPR (Ethylene Propylene Rubber), EPDM (Ethylene Propylene Diene Monomer), and blends of EPDM and PE. The offer includes lead compounds as well as lead-free grades, offering RoHS compliant solutions. All the EKOPREN® compounds meet the specifications for 90°C and 105°C operating temperature for either single core or multicore cables and
they are suitable for static and dynamic applications in extremely cold conditions, reaching as low as to -40°C. In particular, all the grades are compliant with national, international, and US standards like CEI 20-13, IEC 60502, and UL 1072, respectively.
Mixer’s development in medium voltage insulation is shaped by ongoing dialogue with cable manufacturers. Feedback from the field plays a central role in refining existing compounds and developing new ones. This collaborative mindset ensures that the company’s solutions are always grounded in the realities of production worldwide.
The EKOPREN® range of products continues to evolve, with new grades introduced to meet emerging needs. Therefore, Mixer’s R&D department is continuously carrying out studies for diversifying the EKOPREN® compounds offering, driven by the commitment to its customers. Among them, the company is currently investigating new lead-free grades suitable for applications above 69 kV which will guarantee high electrical properties and resistance in both wet and dry conditions, fulfilling the increasing demand for environmental-friendly solutions.
EKOPREN® Portfolio For Medium Voltage Insulation
Fine Products: Customized LSZH and FR Compounds for Evolving Cable Needs
Fine Products Private Limited, a manufacturer of Low Smoke Halogen- Free (LSZH) and flexible PVC Compounds, shares how they are addressing the evolving demands of cable manufacturers by engineering advanced Zero Halogen and FRLS compounds, optimizing processes for tropical conditions, and embracing eco-conscious innovation. With a strong focus on updated formulations, controlled manufacturing, and continuous R&D, the company ensures its fire-retardant solutions meet global and domestic standards while maintaining mechanical integrity. From material sourcing to real-world performance, Fine Products’ commitment to safety, sustainability, and customization stands remains a priority. In an exclusive interview with Wire & Cable India, Mr. Dev Bengani, Director, Fine Products Private Limited shares the nuanced process that prioritises customisation, sustainability and safety in its operations.
Wire & Cable India: As infrastructure projects like metro rails and smart cities expand with stricter fire safety protocols, which of your current compounds are specifically engineered to meet cable manufacturers’ fire performance requirements, and what cable types or sectors are they most suited for?
Dev Bengani: With the growth of metro rails and smart cities emphasizing stricter fire safety standards, our zero halogen compounds are the go-to solution where public safety is paramount–such as in metros, hospitals, and hotels. These compounds emit minimal smoke and negligible toxic halogen gases, ensuring human and environmental safety. For applications where public exposure is limited, we also offer FRLS (Flame-Retardant Low Smoke) PVC grades.
WCI: The transition toward halogen-free solutions continues in the cable industry
(Sitting) Mr. Ajeeth Bengani , Managing Director, (L to R) Ms. Meenakshi Bengani & Mr. Dev Bengani , Directors, Fine Products Private Limited
FIRE SAFETY
Our Zero Halogen compound as well as PVC compound emit gasses as per pollution norms, recycled water is used here and nothing is dumped in soil as well, thus we make sure that our every step taken does not harm the environment in any way, they are also reusable, thus, no waste is produced in their making
despite processing challenges in tropical manufacturing environments. How are you leveraging halogen-free flame retardants, mineral fillers like ATH or MDH, or phosphorusbased systems in your firesafe formulations to align with cable manufacturers’ processing capabilities and fire safety needs?
DB: International buyers are very cautious of the question asked here, but lately this can be found in many domestic players as well. Time is changing and so is the demand.
We at Fine Products Private Limited, understand this and it’s our habit to use a good product, good machine, apt & controlled process, and educated work force, making the outcome automatically shine bright. You need to be updated with all these and that’s a never-ending continuous process. We follow this from the very beginning, be it with the new sourcing of advanced chemicals or latest technology for production and lab.
In a nut shell we like to be updated cautiously, so it hardly takes time to align with the new demands and requirements. ATH or MDH are few of the many chemicals but they need to be understood and used in a very proper manner to get the desired results. Good working conditions, good machinery and proper testing at every stage of production is important.
WCI: Cable manufacturers report varying levels of success with newer fire-resistant compounds in high-speed production environments. How do your fire-retardant compounds perform in highspeed extrusion or when used
with crosslinking processes like e-beam or silane grafting?
DB: At this particular moment, we are into making thermoplastic compounds only, cross-linking compounds comes for sure but a bit later. Speed has never been an issue with our compounds i.e. a slower or a high speed, it works just fine be it the finish or the properties, they are just apt.
WCI: Metro rail projects increasingly specify low smoke and toxicity requirements alongside mechanical durability standards. What breakthroughs have you made to help cable manufacturers in reducing smoke density and toxicity without compromising mechanical integrity in LSZH compounds?
DB: Chemicals play an important role, choosing the correct one is a tedious job and luckily, we have the right people around to perform this very adequately. Chemicals and solvents need to be properly immersed in the formulation, which means that the correct process plays a huge role. Yes, mechanical properties do change a bit but using the right composition and the process, this can be minimised. We certainly follow some laid down procedures strictly, be it the procurement part or the process part and as said earlier our customers don’t find it difficult to mingle with us. We listen to them, understand the concern, give them a solution to try it first and then on getting proper feedback, we deliver, no rush. It takes time and we are available.
WCI: The tender specification process for infrastructure projects often requires collaborative material development. Can you share
a recent example where you developed or customized a fireretardant compound for a cable manufacturer’s specific project or tender requirement?
DB: There is no particular example. Instead we supply to cable manufacturers and their requirements always change as per the project they are working on, like for DMRC, properties required are altogether different from those of other projects, be it overseas as well. Mechanical properties also vary with each client i.e. some want a better tensile property or elongation or tear resistance along-with the fire retardant properties. Each time the recipe has to be curated as per the need of the client and the project they are working on, its location and this is very crucial for compounders like us. Certain times it can be for cities with a high temperature or some place with a cold atmosphere, a formula is curated keeping all these in mind as well.
WCI: Advanced material science applications are beginning to appear in commercial fire resistant formulations. Are you working with nanofillers, intumescent systems, or synergistic blends that go beyond traditional ATH-based flame retardants, specifically to enhance fire resistance in cables?
DB: In our industry, staying updated is essential. We often experiment with various chemicals, all of which are thoroughly tested in our lab to evaluate performance. ATH has consistently delivered reliable results over the years, but it’s important to give new entrants a fair chance, which makes trying them necessary. Sometimes these trials succeed, sometimes they don’t, but ongoing research is vital. It’s not
FIRE SAFETY
With customers demanding minimal fire, least smoke, and no poisonous gas emissions due to increasing concern for safety and environmental impact, we remain committed to meeting these expectations by constantly upgrading methods with utmost caution and care.
optional; it’s a core part of our work.
WCI: Circular economy principles are reshaping material selection processes throughout the value chain. How are you addressing environmental concerns in fire-retardant compounds— whether through halogenfree formulations, recyclable blends, or bio-based additives?
DB: Yes, the circular economy surely plays a very big role and it needs to be handled with care. It’s a big circle, where the process needs to be regulated and a chain is made and followed for other segments in continuation. It begins with the careful selection of the raw material, proper machine and an ambient environment where the workforce is comfortable. The ultimate result is an “eco-friendly compound” or the “green compound” as they call it now.
Our zero halogen compound as well as PVC compound emit gasses as per pollution norms, recycled water is used here and nothing is dumped in soil as well, thus we make sure that our every step taken does not harm the environment in any way, they are also reusable, thus, no waste is produced in their making.
Our first unit is into making of LSZH i.e. Low Smoke Zero Halogen compounds, where raw materials need careful attention- be their procurement stage, processing stage or the testing stage at the finished product level. This is the only product where public safety is a major concern, so only an ecofriendly compound works here.
Our second unit is into making virgin PVC as per REACH or RoHS guidelines. We make sure to use those
raw materials that are safe for the environment. Our Fire-Retardant Low Smoke (FRLS) compounds and FlameRetardant (FR) compounds play a major role here, where the chemicals bearing good fire and smoke properties are cautiously monitored and used in a correct manner. The emission of the smoke as well as fire is properly controlled and we make sure in the process that harm to the public is avoided.
WCI: The gap between laboratory certification and field performance remains a discussion point in industry forums. What kind of feedback do you typically receive from cable manufacturers regarding fire performance in terms of what works well, and what still needs improvement?
DB: Certificates from a lab should not be overlooked, they are a set of parameters that needs to be followed and an average for the lot given. Basically, a standard guideline for the product one might say.
Only after this, comes the practical implications and the actual scenario i.e. the actual performance of the product when mingled with other parts i.e. the project area and its temperature, condition of the surroundings, the capability of the people performing the job and many more. A continual improvement approach is required and thus the R&D phase is always ongoing here.
A fire can erupt because of innumerable reasons, may be some negligence while installing, an animal bite, overheating of the surroundings, too much heat or a spark in the conductors etc, so a compounder needs to be ready for any such situation while
formulating the composition. The crux here is just to be updated with the requirement so the product can be made as per the need. There is no such gap but only the way to understand. Standards set the rules for upcoming outcomes.
WCI: Material science innovation continues driving performance advances while addressing processing challenges. From a compounder’s perspective, what’s the next big leap needed in fire safety material science to meet the cable industry’s evolving needs?
DB: Material science innovation continues to drive performance advances while addressing processing challenges, and from a compounder’s perspective, the next big leap in fire safety material science lies in adopting advanced chemical solutions that meet the cable industry’s evolving demands. As the latest chemicals improve properties and performance, it becomes essential to carefully select the right ones, update formulations, and align the production process–where both man and machine play critical roles.
Just as an old engine can’t power a modern Ferrari, BMW, or Mercedes, outdated systems can’t support modern materials, going with the right flow leads to applaudable results. With customers demanding minimal fire, least smoke, and no poisonous gas emissions due to increasing concern for safety and environmental impact, we remain committed to meeting these expectations by constantly upgrading methods with utmost caution and care. As said earlier, just be updated for a good cause.
Royle: Extruding High Speed Business Growth From Industry 2.0 to Industry 5.0
US based company, Royle has been present on the global industry map since 1855, pioneering and innovating extrusion technology for the high-speed growth transitions - from the times of Industry 2.0 to Industry 5.0. From Royle’s patented pathbreaking concept of the world’s first screw type extruder, to driving a green world through solar cables’ tandem extrusion lines, the group’s innovation history is a story of technology leadership. After serving the Indian market for 30 years, Royle’s Make in India decision in 1992, led to the formation of Royle Extrusion Systems Private Limited at Pune, fueling the growth trajectory and high demand of the Indian wire and cable industry. In a recent conversation with Wire & Cable India, Mr. Jack Ramsey, Chairman, Royle Systems Group, USA; Mr. Greg Ramsey, CEO, Royle Systems Group, USA; Mr. Paulson T. Kunjukunju, Managing Director, Royle Extrusion Systems Private Limited; and Mr Reji Koshy Daniel, Executive Director, Royle Extrusion Systems Private Limited, shared insights into Royle’s journey with continuous commitment to delivering high-quality extrusion lines at accessible prices, supporting customers both in India and around the world.
Wire & Cable India: Royle’s 1885 patent of the first screwtype extruder marked an early milestone in industrial manufacturing. How did this technology transform cable production globally and specifically in India’s developing manufacturing sector?
Jack Ramsey: Royle’s patented 1885 screw type extruder marked a pio -
neering milestone in the history of extrusions and thereby in the wire and cable industry. The extruder line of products was first developed for the rubber industry as the automobile industry grew, and then expanded to serve the wire and cable industry as the demand for electricity and telephones grew. Royle still serves the rubber and wire and cable industries with its primary products.
Decades later in 1958, while the industry transitioned to 3.0, Royle fueled the growth with high-speed extrusion and digitization through another Royle patent -Continuous Catenary Vulcanization (CCV).
Following the innovation trajectory for decades, Royle then took on the challenges of Industry 4.0 revolution, facilitating manufacturing of fiber optic cables. The legacy continued as
Mr. Jack Ramsey , Chairman, Royle Systems Group, USA
Mr. Greg Ramsey , CEO, Royle Systems Group, USA
Mr. Paulson T. Kunjukunju , Managing Director, Royle Extrusion Systems Private Limited
EXTRUSION
we added extruders for solar cables, greening the power sector through renewable energy in today’s Industry 5.0 priorities.
The industry at large and the history of extrusions are intertwined with Royle’s patents and technology-edge. Many renowned companies around the world have been using Royle lines, backed by a credible history of extrusion since 1885.
Royle recognized the capabilities of the Indian subcontinent very early. Our earliest extruder was supplied in India in 1962, and it remains traceable and reportedly still in use.
Royle decided to Make in India in 1992, a decision that Royle cherishes with India’s capability and synergy for technology leadership. Since its inception, our Pune facility has supported the growth of Indian industry and demonstrated the country’s ability to serve both domestic and international markets.
WCI: The continuous catenary vulcanization line you patented in 1958 revolutionized cable
insulation processes. What specific advantages did this technology introduce, and how have Indian manufacturers leveraged these benefits in their current operations?
Paulson T Kunjukunju: Online curing and better-quality curing can be stated as the significant advantages of the Continuous Vulcanizing (CV) lines. The catenary CV line concept, if contrasted with the existing alternatives, was a breakthrough for energy saving, water saving and other resource saving. CCV’s technological advancement alongside environmental sustainability, serves as an advantage that makes CCV still inspire the extrusion legacy.
Another major advantage of CCV, as it evolved with Royle, is the variety of materials that CCV can extrude for insulations- from all types of rubber, to EPR, silicone, PCP, EVA and others. With steam cure series at one end to XLPE and EPDM series at the other end of the spectrum, cables manufactured on CCVs are indeed a marvel in the industry for their technological edge for power transmission requirements in medium and high voltage cable segments with
multiple extruded layers as required for these applications.
WCI: With your Pune manufacturing facility serving as a regional hub, how has Royle helped Indian cable producers modernize their production capabilities? What tangible improvements have your clients achieved?
Greg Ramsey: After three decades of exports to India, Royle realized the growth prospects in India with regard to huge domestic demand. It was in 1992, when Royle decided to Make in India and substitute imports by Indian manufacturing at Pune. We always believed in India’s capability to be a hub for the rest of the world. Our Pune manufacturing facility has been a testament to this since 1992.
As a 100 percent owned subsidiary, US’ Royle Systems Group technology team, with their hands-on experience and legacy of knowledge base, ensures the best of technology for every requirement to the India team. Our global team of experts are closely associated with every design proposal
that the Indian industry has been requiring.
This has paved the way for the best technical advice to every modernization drive of the Indian cable industry. Extrusion is a process that is intriguingly different from other high level engineering processes. Over the years, we have built a high caliber design and application engineering team in Pune, alongside translating our technology expertise to the Indian sub-continent, modernizing the cable industry.
Royle can be trusted for technology appropriations - with right advice for every extrusion requirement. In the drive for perceived safety, often the industry goes to “over-designs”, that Royle’s expertise can save, paving the way for saving energy and other resources.
WCI: India’s wire and cable sector faces intense competition with demands for both quality and cost control. How do you engineer your systems to deliver the performance specifications to Indian manufacturers while maintaining competitive pricing?
Paulson T. Kunjukunju: Often, technology comes with a high price tag. But at Royle, it is our philosophy and legacy to ensure technology at an affordable cost, for that alone can fuel further industry growth in emerging economies.
Our customers benefit from the cost advantage in several ways. By design appropriations, our customers not only save on capex, but also on opex for every meter of extruded cables they make. As we do not overprice our technology, Royle can be considered as a high technology at affordable prices that emerging economies can afford, fueling the modernization of several Indian industry partners.
EXTRUSION
WCI: Your Drycure CV technology has gained traction in medium and high voltage cable manufacturing. What specific operational or quality advantages does this process offer Indian producers compared to alternative technologies?
Paulson T. Kunjukunju: Drycure CV technology is yet another marvel in our spectrum of products. With the rural electrification progress and industry spread in India, the demand for medium and high voltage transmission cables has increased. Our Drycure CV lines bring to the table a high technology edge with nitrogen gas for pressurization of radiant curing and high speed circulation nitrogen cooling in Drycure / Drycool CVs that produce high performance extra high voltage cables.
Royle remains the only company that manufactures CCVs by precisely bending the catenary pipes to the specific design coordinates of the catenary formulae. This manufacturing capability is superior to other methods that use wedges between pipes to approximate the catenary curve, as this inferior method can cause scuffing of cables during the curing process.
Our Drycure (and Drycool) CV lines are high technology, high performance lines that can handle a variety of XLPE and EPR insulation materials. The technology edge spreads to different aspects. For instance, the scrap during the starting and stopping of the line will be controlled by Royle’s process guidance and Royle’s Autoline system in conjunction with Royle’s time-tested Cure-Cool Simulation software, which is yet another proficiency that our customers can benefit from.
WCI: As manufacturing evolves toward smarter, more sustainable production, how is your R&D strategy positioning Royle to support
Indian manufacturers with next-generation materials processing and environmentally conscious manufacturing methods?
Reji Koshy Daniel: Royle has been in the industry for a credible period of 170 years. We have, figuratively, extruded a high-speed transition from Industry 2.0 to Industry 5.0. Our technology experts from Royle Systems Group, US will continue to equip and hand-hold our manufacturing facility and R&D centre in Pune.
Royle has already made its presence felt in design optimizations through technology leadership. This will not only add daily savings at every meter of extrusion (optimizing energy, water and other requirements to run the lines), but also add to the industry’s sustainability requirements of ‘Business Responsibility and Sustainability Reporting’, as mandated for top 1000 listed companies by Indian Government, with a farsighted vision for planet sustainability. In their BRSR Principle 6 declarations, our customers will have less carbon emission to report to, so less consumption of natural resources.
Royle has seen and addressed the challenges of insulation and sheathing materials in its journey. At Royle, we have addressed the extruder designs required to process all materials- thermoplastic materials – PE, PVC, PP, Nylon, FEP, etc.; all types of thermosetting materials –EPR, EPDM, CSP, PCP, silicone; and now HFFR, XLPE, XLPO etc.
Royle will stay committed to the next generation requirements of quality, productivity, cost and sustainability as we always have been.
WCI: Several major cable manufacturers in India utilize Royle equipment in their production lines. Can you highlight specific instances
where your technology has delivered measurable improvements in either production metrics or final product quality?
Paulson T. Kunjukunju: With our
CASE STUDY
EXTRUSION
legacy of extruder supplies in India since the 1960s, the majority of leading market players use our extruders. Some are running for decades as a testament to the quality, reliability and farsightedness of Royle technology.
Several customer stories can be quoted highlighting the Royle signature in their business for opex control, production speed and sustainability yardsticks- like the carbon savings through the power savings etc.
Over 4 decades ago, Royle Systems Group, US supplied a line to a customer in North India. The line with well-engineered design, was a symbol of Royle’s commitment to quality and innovation. However, due to unforeseen circumstances, the plant was closed and the line was idle for 4 decades, which posed a risk to the line. In a bold move, reputed cable manufacturing company purchased the line. Royle Extrusion Systems Private Limited, India undertook the complex task of recommissioning the extrusion line. Leveraging original design integrity and integrating modern technology updates, Royle Extrusion Systems successfully brought the line back into full operation in 2022. The industry has seen ups and downs with new players entering. Yet, Royle’s technology edge leads without overpricing it.
Havells India Announces Additional Investment of INR 340 Crore For Its Alwar Plant
Havells India has announced an additional investment of INR 340 crore, taking the total capex to INR 715 crore to expand its cable manufacturing capacities in Alwar, Rajasthan.
May 26, 2025
Havells India has recently announced to enhance its annual manufacturing capacities of cables at Alwar location by 0.25 lakh km with an additional investment of INR 340 crore. The company has earlier proposed an expansion of its annual manufacturing capacities of cables at Alwar location, from 32.9 lakh km to 41.2 lakh km, with an investment of INR 375 crores. The proposed capacity was expected to become operational by March 2026.
With this additional capex, the company’s total investment turned to INR 715 crore. The additional capital expenditure and capacity enhancement are intended to meet the growing demand for cables and improve operational efficiencies through backward integration and process improvements. The additional investment is proposed to be funded through internal accruals, and the enhanced capacity expansion is expected to be operational by September 2026.
Special Cables Announces New Manufacturing Plant In Rajasthan
Special Cables Private Limited has initiated the expansion of its operations with a ceremonial ‘Bhoomi Poojan’ for a new manufacturing facility in Rajasthan.
Jun 16, 2025
Special Cables Private Limited has announced expansion with a new manufacturing facility in Rajasthan. This development aims to enhance production capacity and diversify the product portfolio, complementing the existing plant in Rudrapur, Uttarakhand. The new facility is expected to support the company’s growth and better serve its expanding customer base both domestically and internationally.
Enhancing Fire Safety: The Role of High-Quality Cables and Modern Technology in Preventing Electrical Fires
Mr. Shreegopal Kabra , Promoter & President of RR Global
In today’s technologically advanced world, our dependence on electrical appliances and devices has never been greater. From our homes to our workplaces, electricity is essential for almost every part of our daily lives. However, with this dependency comes an inherent risk: the potential for electrical fires. By recognizing the crucial importance of high-quality cables and modern technology in protecting our electrical systems, many of these fires can be prevented.
UNDERSTANDING THE CAUSE
Electrical fires typically arise due to several factors, such as overloading circuits, faulty connections, and the use of substandard electrical products. Overloading occurs when multiple appliances are plugged into a single outlet or an extension cord, exceeding the capacity of the wiring behind them. This can lead to overheating, sparks, and potentially catastrophic fires.
THE IMPORTANCE OF HIGH-QUALITY CABLES
Central to fire prevention is the use of high-quality cables designed to withstand the demands of modern electrical systems. Unlike their conventional counterparts, these cables are engineered with enhanced insulation materials that reduce the risk of heat generation and withstand higher current loads without degradation. For instance, halogen-free wires not only provide superior flame-retardant properties but also minimize toxic gas emissions during a fire, aiding in safe evacuation.
MODERN TECHNOLOGICAL SOLUTIONS
Advancements in technology have revolutionized electrical safety. Surge protectors, for example, safeguard electronic devices from voltage spikes that can occur during power surges or lightning strikes. Additionally, integrated circuit breakers and isolators automatically cut off power in the event of an overload or short circuit, preventing potential fire hazards.
BEST PRACTICES FOR FIRE PREVENTION
Implementing best practices is crucial in mitigating electrical fire risks:
Proper Installation and Maintenance: Ensure all electrical connections are secure and free from defects. Regular inspections by qualified professionals can detect and rectify potential hazards before they escalate
Appropriate Circuit Management: Dedicate separate circuits for different types of appliances to evenly distribute electrical loads. This practice not only enhances safety but also prolongs the lifespan of electrical systems.
Mandatory Codes & Regulations in INDIA: Fire Retardant Low Smoke and Low Halogen power cables must be used in buildings over fifteen meters in height, according to relevant standards. Additionally, Halogen Free Flame Retardant power cables, as per relevant standards, must be used in airports, hospitals, and hotels, regardless of their height.
Use of Certified Products: Wires and cables should possess industry-standard certifications which ensures approved design and testing of the product. Additionally, wires and cables with REACH & RoHS ensure they are free from over 240 hazardous substances, including lead, mercury, and phthalates, making them the safest choice for consumers. Avoid using non-standard electrical products that may not meet safety standards. Investing in certified cables and devices ensures compliance with rigorous safety regulations.
Education and Awareness: Educate household members and employees about electrical safety practices, including the dangers of overloading circuits and the proper use of electrical outlets.
NEWS
Overall, while electricity greatly improves our lives, it is crucial to prioritize safety measures to prevent electrical fires. Using highquality cables, modern technology, and following best practices can significantly lower the risk of electrical fires, ensuring the safety of our homes and workplaces. By staying informed and proactive, we can safely and responsibly harness the power of electricity, protecting both lives and property.
RR Kabel Announces Appointment of Mahendrakumar Rameshwarlal Kabra as Managing Director
RR Kabel has officially appointed Mr. Mahendrakumar Rameshwarlal Kabra as the company’s new Managing Director, effective June 1, 2025.
Jun 2, 2025
RR Kabel has officially appointed Mr. Mahendrakumar Rameshwarlal Kabra as the company’s new Managing Director, effective June 1, 2025. Prior to this role, Mr. Kabra served as the Joint Managing Director and brings with him a wealth of experience in the wires, cables, and electrical industry.
A licentiate in mechanical engineering and a seasoned industrialist, Mr. Kabra takes over the position from Mr. Shreegopal Rameshwarlal Kabra, who has stepped down. Alongside this leadership change, Mr. Ramesh Chandak has been appointed as the Non-Executive Chairman of RR Kabel.
These strategic shifts mark a significant milestone in RR Kabel’s ongoing commitment to growth and leadership in the electrical sector.
Mr. Chandak has over 40 years of experience in finance, strategy, governance, and industrial operations. He has completed executive programme in ‘leading change and organisational renewal’ from Harvard Business School and holds a
Chartered Accountant (CA) certification from The Institute of Chartered Accountants of India, which he earned in 1970. Mr. Chandak has held various senior leadership roles, including Managing Director & CEO of KEC International Ltd.
Mr. Mahendrakumar Rameshwarlal Kabra
EPath: Prysmian’s Label for Low Impact Cable Solutions
EPath®by Prysmian & Associated Cables is the company’s Environmental Product Declaration program, a label that certifies the environmental impact of cables across their life cycle. To be EPath-labelled, each cable family has to pass a rating process based on the carbon footprint; substances of very high concern; recyclability/circularity; recycling input rate; environmental benefits; and cable transmission efficiency. In an exclusive chat with Wire & Cable India, Mr. Benoit Lecuyer, CEO, Prysmian India & Associates Cables, shares how the implementation of EPath aims to facilitate the identification of eco-friendly products and provide high-quality, reliable, and sustainable cables that meet customer demands.
Mr. Benoit Lecuyer, CEO, Prysmian India & Associates Cables
Energy and telecom cables are widely used in several industrial and commercial environments in our daily lives. To meet the increasing production demand, factories output increase, entailing high amounts of carbon emissions released. To prevent this, Prysmian and Associated Cables make great efforts and define initiatives to limit the emissions arising at all stages- from the production of the raw materials, manufacturing of cables, to the testing process of the produced cables. Accordingly, we have developed the EPath label system to evaluate the contribution of cables in terms of the impact of climate change, and to offer environmentally friendly solutions.
The EPD (Environmental Product Declaration) or EPath label brings strategic, environmental, and market benefits. Selected cables bear a green label that can be approved in the cable industry. Prysmian and Associated Cables bearing EPath label are based on measurable and accepted sustainability criteria that are compatible with the European Union Label Regulation No. 66/2010, or the Indian standards on the principles of sustainability, reliability, and quality.
The classification system is based on criteria that are easy to apply, measurable, reliable, and recognized. The cable’s EPath label goes through a rating process based on six different criteria that examine carbon footprint, recyclability / circularity, recycling input rate, environmental benefits, cable transmission efficiency, and the presence of environmentally hazardous substances.
The ‘Carbon Footprint’ criterion aims to determine the effects of climate change resulting from the life cycle of cables. Based on ISO 14067:2018 - Product Carbon Footprint Standard, the carbon footprint created by the product throughout the product life cycle is calculated. ISO 14067:2018 - Product Carbon Footprint Standard, is a standard to provide reliability for calculating direct and indirect greenhouse gas emissions resulting from the production, transportation, disposal of the product and for
determining the amount of reduction that can be done.
There should be no ‘Toxic or Environmentally Hazardous Substances’ in cables. Based on REACH and RoSH regulations, the presence of Carcinogenic, Mutagenic, Reprotoxic (CMR), and other toxic/environmentally hazardous substances in the cables are prevented. Within the scope of the REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) Regulation, companies producing or importing more than one ton of chemicals per year, must register such chemicals. On the other hand, RoHS (Restriction of Hazardous Substances Directive) restricts the use of some hazardous substances in the production of various electronic and electrical equipment.
The ‘Recyclability Criteria’ draws attention to the recycling potential of the materials used in cable production and the possibility of including the products in recycling and recovery processes at the end of their life. Recycling and reuse lead to various benefits, such as reducing raw material consumption and waste generation. The recyclability index is calculated for all materials in the final product delivered to the customer. Thus, it is aimed to use resources more efficiently and reduce environmental impact by focusing on the recycling and recovery of materials used in cables.
The ‘Recycling Input Rate’ represents the presence of recycled materials, both outsourced and internally reused, in making a cable. The ISO 15270:2008 standard is taken as a basis to evaluate this criterion. As an evaluation criterion, it is required that the product be optimally made of 10% recycled material. Recycling methods include the reintegration of recycled materials as secondary raw materials. This can be done in two ways- first, recycled material can be reused, possibly mixed with virgin raw material, to produce the same type of products that generate waste. Second, the recycled material is reused in the manufacture of different products that consist of the same materials. This emphasizes the circularity approach in the cable industry.
The ‘Environmental Benefits’ criteria result from the use of low-carbon products which are compliant with CPR (Construction Products Regulation). The EN 50575 standard, which is the extension of CPR in the cable industry, specifies which fire reaction performance must meet which criteria. It also requires fire performance declarations and CE-marking of cables used in buildings. Accordingly, the materials used in halogen-free cables do not contain any of the elements of fluorine, chlorine, bromine, and iodine and do not produce toxic and corrosive gases during fire that are harmful to the environment and human health. The environmental benefits criterion is evaluated based on the CPR class.
The ‘Cable Transmission Efficiency’ (performance) contributes to defining product sustainability. It relates to the losses occurring throughout its entire life cycle. The losses are largely due to the joule effect in the conductor during current transmission. While these losses are voltage drop in power cables, they may be related to the propagation or scattering of light within the core for fiber optic cables. To prevent such losses in cable projects, conductor crosssection calculation is one of the most important factors. Compared to the transmitted power, the lower the joule (J) losses, the higher is the efficiency and more sustainable is the performance. We endeavor to create measurable, environmentally friendly, best practices throughout the supply chain. We manufacture with a commitment to offer environmentally friendly cables to our customers.
Prysmian and Associated Cables, by applying eco-label criteria, define a common language for the best environmental practices throughout the supply chain, based on eco-label criteria recognized in India, Europe, Asia and US, with a commitment to offering environmentally friendly cables to its customers. The implementation of this system aims to facilitate the identification of eco-friendly products and to provide high-quality, reliable, and sustainable cables that meet customer demands.
STUDY
Tunisie Cables Enhances Insulation Extrusion with Advanced Solutions from ZUMBACH Electronic AG
Tunisie Cables, a leading manufacturer in the wire and cable industry, has significantly enhanced their production processes by integrating advanced technologies from ZUMBACH Electronic AG. By utilizing Zumbach’s state-ofthe-art solutions, Tunisie Cables ensures superior insulation and sheathing quality control. Key improvements include precise defect monitoring, accurate lump and neckdown detection, and meticulous measurements of cable wallthickness and eccentricity of plastic layers. These advancements not only elevate the quality of their products but also reinforce their commitment to excellence and innovation in the industry.
Established in 1978, Tunisie Cables is a prominent manufacturer of medium and low voltage cables. As part of the OneTech group, they play a crucial role in connecting cities and communities, contributing significantly to global electrification efforts. Tunisie Cables offers one of the most comprehensive product ranges in the industry, known for their precision and reliability. Their innovative solutions are designed to perform in the most challenging environments, reinforcing their position as a leader in the wire and cable manufacturing market, and in order to maintain this esteemed position, they rely on measuring and monitoring products and systems from ZUMBACH Electronic AG.
In their enormous Tunisian manufacturing plants located in Bizerte and Grombalia, Tunisie
Cables are using a variety of technologies from ZUMBACH Electronic AG. Many of the extrusion lines are fitted with ODAC laser measuring heads primarily to measure the diameter of the cables they are producing, with some being used in conjunction with KW fault detectors. The KW range offer optical measuring for detecting faults, lumps and neckdowns using cutting-edge 3-axis measuring optics. Thanks to their clever design and ability to be flexibly mounted in any orientation, the ODAC and KW devices have been very easy to integrate into their existing lines. They both offer non-contact measurement with extremely high sampling rates, and are exceptionally robust and immune to dirt, providing an exceptional level of accuracy and stability.
In order to guarantee the quality of the cable insulation further, Tunisie Cables are using a variety of Zumbach sparktesters on their sheathing lines. The sparktesters are used to detect bare patches and pinholes which can expose the conductive core of the cables, leading to short circuits and electrical failures. Defects in cable sheathing can significantly compromise the overall performance and reliability of the cable, resulting in costly downtime, as well as wasted materials.
Tunisie Cables’ Purchasing Manager, Fakhréddine Bousnina stated “Our operation has used products and systems from ZUMBACH Electronic AG for many years, and we rely on them due to their
exceptional robustness and reliability. Their advanced solutions have consistently delivered precise and accurate measurements, enabling us to maintain the highest quality production standards. The low maintenance costs and ease of repair associated with Zumbach’s equipment further enhance their appeal, allowing us to minimize downtime and maintain efficient operations.”
This long-standing partnership with ZUMBACH Electronic AG underscores Tunisie Cables’ commitment to leveraging cuttingedge technology in order to achieve excellence in wire and cable manufacturing.
ODAC 64XY and KW 33TRIO with VISU-Touch.
AESA Cortaillod Expands
Product Line- Alien CrossTalk Measurements
Mr Mario Colpa , Director Sales & Technical Support, AESA Cortaillod
AESA Cortaillod, the leading Swiss metrology company, specialises in manufacturing Automatic Test Equipment (ATEs) for the comprehensive electrical characterization of cables and wires. As such, AESA offers instruments for Alien Crosstalk (AXT) measurements for telecommunication cables, adhering to industry standards. The company has now extended its product line for AXT measurements to better meet the needs of the Indian market.
The “Alien crosstalk” test involves measuring the interference caused by six disturbing cables on a central disturbed cable. This requires measuring the crosstalk between the six external cables (24 pairs) and each pair of the central cable (4 pairs) from both the near and far ends of the cabling under test. AESA provides a wide range of automatic solutions for these measurements with its 28-pair devices, including a new version equipped with self-cutting knives. Additionally, with this 28-pair measurement instrument, other electrical parameters of seven cables with four pairs each can be measured simultaneously.
Over the years, AESA and its Indian partner Sci-Mach Industrial have established reliable technical support to optimally service the Indian market. AESA also offers calibration capabilities for DCM automatic LAN cable testing systems including DCM AXT measurement devices. Mr. V. Kumar, Director, Sci-Mach Industrial will be representing our booth during the Cable and Wire Fair, New Delhi, 2025, booth Hall #4/ N2-1.
AESA AXT
AXT Connecting Frame
iiM GmbH: Cable Measurement Engineering
The iiM GmbH’s Cable Measurement Engineering division carries out geometrical measurements, which specifically fulfill cable producers requirements to measure the geometrical features of insulating skins and cable sheaths, using devices of the VisioCablePro® series VCPLab, VCPX5 & AlphaOne, as well as the measuring software VELOX and the CAQ-System ProCable 3. The optical cable measuring devices of the VisioCablePro® series create high resolution colour video pictures of cable samples with a diameter up to 130 mm (5.11 Inch). The software VELOX helps to evaluate these pictures and by using the CAQ-system ProCable 3, the obtained results can be archived and orders can be managed.
The iiM GmbH, part of Union Park’s holding company Exaktera – develops high-quality solutions in optical metrology and LED lighting systems for Machine Vision. For over 25 years, the two business units have been serving various industries from our locations in Suhl, Augsburg, and Weißensberg.
The “Cable Measurement Engineering” division provides advanced solutions for quality assurance in cable production. The “LED Lighting” business unit, marketed under the LUMIMAX® brand, specializes in powerful LED lighting for Machine Vision applications. Supported by international sales and service offices, iiM serves customers worldwide.
THE BRANDS VISIOCABLEPRO® AND VISIOTUBEPRO®
VisioCablePro® offers high-precision testing and measuring equipment designed to simplify and improve tasks in any cable-testing laboratory or during the production process globally. The product portfolio includes highly accurate, user-friendly offline measuring devices for cable, hose, and tube cross-sections in combination with cable sample preparation devices for a perfectly parallel and smooth sample.
VisioCablePro® also provides innovative solutions for material tests (e.g.
material slicing, punching dumbbells, heat elongation) according to standards and software that seamlessly integrates measuring devices with external databases or VisioCablePro®’s proprietary CAQ software.
In addition, the brand VisioTubePro® extends this expertise to the plastics industry, offering specialized devices for measuring tube shell and jacket geometries. The precise test results enable optimised material consumption and efficient extruder adjustments, ensuring compliance with predefined tolerance limits. By integrating these measuring solutions, manufacturers enhance efficiency, improve product quality, and significantly reduce costs and material waste.
THE STAR PRODUCTS: VCPX5, VCPLAB, ALPHAONE AND VELOX
The primary goal of the measuring devices VCPX5, VCPLab, AlphaOne and their suitable software VELOX is standard-compliant measurement of the geometries of insulating jackets and cable sheathing with minimal effort. In combination with the VELOX software, the proven VCPX5 can be used both in the laboratory and directly in cable production. The compact AlphaOne is designed for seamless integration into production lines, while the VCPLab, equipped with high-resolution sensors, ensures
Mr Daniel Doring , Manager Sales, iiM GmbH
exceptionally precise laboratory measurements. VELOX simplifies measurement by supporting custom geometry evaluations and calculating key characteristics such as volume and material overconsumption. These features help cable manufacturers optimise material use, leading to cost savings and improved sustainability. With its intuitive interface, VELOX ensures user-independent accuracy. To guarantee compliance with the latest industry standards, VELOX integrates up-to-date norms
(including IEC 60811-201, -202, -203; LV112 (A-Factor); ICEA S-94-649, among others) meeting the stringent requirements of the cable industry. By combining precision technology with intelligent software, iiM GmbH drives efficiency, reduces waste, and ensures consistently high product quality in cable production and industrial measurement applications.
CATEGORISATION AND KEY PRODUCTS
iiM GmbH provides cable
measurement engineering, testing technology and is a service provider. Key products include cable measuring devices (e.g. VCPX5), devices for sample preparation (e.g. ORC VC65), and laboratory equipment for material tests (e.g. Hot Set Test). iiM GmbH will be showcasing their products together with their partner in India Mr. V. Kumar, Director, Sci-Mach Industrial & will be representing our booth during the Cable and Wire Fair, New Delhi, 2025, booth Hall #4 / N2-1.
KSH International Files for INR 745 Crore IPO
KSH International will utilize the fresh issue proceeds for debt payment (INR 225.98 crore), installation of machinery at Supa facility & Unit 2 in Chakan (INR 90.06 crore), establishment of a rooftop solar power plant at its Supa factory (INR 10.41 crore), and general corporate purposes.
May 26, 2025
KSH International, a prominent manufacturer and global exporter of magnet winding wires, has initiated the process for an initial public offering (IPO) worth INR 745 crore, including a fresh issue of equity shares amounting to INR 420 crore, alongside an offer-for-sale (OFS) of shares worth INR 325 crore by existing promoters.
The company has submitted its Draft Red Herring Prospectus (DRHP) to the Securities and Exchange Board of India (SEBI) for approval.
KSH International plans to utilize proceeds from the fresh issue for multiple strategic initiatives.
A significant portion of the proceeds, approximately INR 225.98 crore, would be used to reduce the company’s debt, while INR 90.06 crore would be allocated for the installation
of new machinery to expand production capacity at its Supa facility and Unit 2 in Chakan, Maharashtra.
In line with its sustainability goals, KSH International also plans to invest INR 10.41 crore in a rooftop solar power plant at the Supa facility. The remaining funds would be utilized for general corporate requirements.
RR Kabel will invest around INR 1,050 crore at its Waghodia facility to enhance production capacity by 36,000 MTPA and INR 400 crore at the upcoming unit near Silvassa to take its overall capacity to 18,000 MTPA.
May 5, 2025
In order to cater to the rising domestic and export demand for its wire and cable products, RR Kabel Limited has announced a major investment plan worth around INR 1,450 crore for the expansion of its existing manufacturing capacities at the Waghodia unit in Gujarat and at the upcoming unit near Silvassa in Dadra & Nagar Haveli and Daman & Diu.
The leading global manufacturer of electric wire and cable manufacturers said in an exchange filing that the plan, to be funded through internal accruals and debt, recently received the nod from its board of directors.
The cablemaker plans to invest around INR 1,050 crore at its Waghodia facility, to enhance its production capacity by 36,000 MTPA, in addition to the existing 67,200 MTPA. The capacity addition will be carried out in a phased manner and
is expected to be completed by March 2028. RR Kabel is currently operating at approximately 79 percent capacity utilisation at Waghodia.
The first phase of 12,000 MTPA is already underway at RR Kabel’s new unit in Silvassa, which is expected to become operational by March 2026. An additional 6,000 MTPA capacity will be added by December 2026, taking its total capacity to 18,000 MTPA. The company will invest around INR 400 crore for the two phases.
APAR Industries Announces INR 1300 Crore Capex
APAR Industries has allocated INR 800 crore for its cable business, INR 300 crore for its conductor business and INR 200 for its oil business. The company plans to double its revenue from the current INR 5,000 crore to around INR 10,000 crore in the next 12-15 months.
May 22, 2025
APAR Industries Limited has come up with an investment plan worth INR 1,300 crore to enhance its existing facilities in India and the UAE, as well as double its revenue from the current INR 5,000 crore to around INR 10,000 crore in the next 12-15 months.
APAR would use a one-to-one equity-debt combination to fund the capex. While INR 650 crore would come from its equity, the remaining amount would come from a long-term debt.
The company has earmarked INR 800 crore for its cable business, INR 300 crore for its conductor business, which includes manufacturing rods for cables, and INR 200 for its oil business.
APAR aims to quadruple its manufacturing capacity of medium voltage cables. It would manufacture cables from 11 kV up to 220 kV. The amount would further be utilized to
double the capacity of its low-tension cables, elastomeric or rubber cables and solar cables, along with a greenfield expansion. The company is coming up with a new cable manufacturing plant at a brand new site.
Besides, it would enhance its conductor capacity by 25,000 tonnes. APAR plans to manufacture premium products, including HPLS, CPC and other high-end products.
It is also bringing in new specialized equipment to manufacture a higher volume of cables exclusively for the defence sector. APAR plans to commission most of its equipment in the next 18 months.
Havells Plans to Invest INR 800 Crore to Establish Manufacturing Facility
Havells India Limited has secured a Letter of Intent (LoI) from the Yamuna Expressway Industrial Development Authority (YEIDA) for a 50-acre land allotment. This land will be a part of the Electronics Manufacturing Cluster being developed under the EMC 2.0 scheme introduced in April 2020.The company plans to invest around INR 800 crore in the complete 200-acres EMC.
May 09, 2025
Havells India Limited, a leading player of cable and wire and FMEG (Fast-Moving Electrical Goods) sector, has secured a Letter of Intent (LoI) from the Yamuna Expressway Industrial Development Authority (YEIDA) for a 50-acre land allotment. The land is part of YEIDA’s 200-acre Electronics Manufacturing Cluster (EMC), currently being developed under the Modified Electronics Manufacturing Clusters (EMC 2.0) scheme introduced in April 2020.
The company plans to establish an electronics manufacturing facility on the acquired plot with an estimated investment of around INR 800 crore. The company plans to invest this large sum to set up a manufacturing unit for products like cables, fans, air conditioners, switchgear, and lighting equipment.
The first phase of the facility is projected to become operational by 2026 and is expected to generate approximately 1,000 employment opportunities.
Moreover, Havells is forming a joint venture with five other companies to co-develop the EMC in YEIDA. This collaborative initiative aligns with the central government’s focus on strengthening domestic electronics production and fostering industrial growth in the region.
KEI Industries Acquires Land in Rajasthan Worth INR 93.58 Crore for Future Expansion
KEI Industries Limited planned to utilize the 74000 sq mt land acquired from Rajasthan State Industrial Development & Investment Corporation Limited (RIICO) in Tijara district of Rajasthan, for future expansion.
May 22, 2025
In a step towards expansion plans, the KEI Industries Limited has acquired 74000 sq mt land from Rajasthan State Industrial Development & Investment Corporation Limited (RIICO) in Tijara district of Rajasthan, worth around INR 93.58 crore.
The company said in an exchange filing that it planned to utilize the patch located at Industrial Plot No. SP3-4, 5 & 6 at Industrial Area, Salarpur, Khairthal-Tijara district, Rajasthan, for future expansion.
The company had revealed earlier this year that it was investing in smart cables, fire-retardant solutions and IoT-enabled monitoring systems to meet future market demands. KEI aimed to expand into new, high-growth sectors, while maintaining its leadership in the wire and cable industry.
KEI has always remained committed to eco-friendly manufacturing, energy-efficient products and reducing carbon footprints across its operations.
HPL Electric & Power Announces INR 100 Crore Capex
HPL Electric & Power Limited will utilize the amount for growth and maintenance. It will enhance capacities of metering solutions, switchgear and wires & cables, as well as explore new product categories within the W&C segment.
May 29, 2025
HPL Electric & Power Limited has come up with a capital expenditure plan of INR 100 crore for FY26, focusing on both maintenance and growth, with funds allocated across key segments including wires & cables, smart metering, and switchgear.
While the maintenance capex will continue to support HPL’s tool-and-die infrastructure across product categories, the growth capex will enhance capacities in metering solutions, switchgear (both industrial & domestic), and wires & cables, where it remained very upbeat, the leading Indian manufacturer of electrical equipment said in an exchange filing.
Following three consecutive years of strong growth in the
wire & cable segment, the company said it was anticipating continued momentum in FY26, owing to healthy market demand and significant improvement in its internal performance metrics.
Plans were also underway to expand into new product categories within the wire & cable segment, with more information to be shared as details were finalized, it added.
Group Nirmal Announces INR 100 Crore Capex to Boost Steel & Aluminum Capacity
Group Nirmal plans to increase its steel wire production capacity by 7,000 TPM and aluminum capacity by 5,000 TPM within the current fiscal year with INR 100 crore investment.
May 23, 2025
Group Nirmal (Nirmal Wires), a prominent name in the Indian wire and cable industry, has announced plans for a major investment, aimed at increasing its production capacity in both steel wire and aluminum.
Mr. Varun Saraf, Director of Nirmal Wires Private Limited, outlined the company’s vision to boost its steel wire production capacity by an impressive 7,000 TPM and aluminum production capacity by 5,000 TPM within the current fiscal year. He said the strategic expansion will be supported by a substantial financial commitment of INR 100 crore.
This investment reaffirms the company’s dedication to meeting the growing demands of a diverse clientele across various sectors, including power, construction, agriculture, fencing, railways and general engineering. The majority of this investment will be directed towards their manufacturing facility in Khurda (Odisha), with the remaining portion being allocated to upgrading their manufacturing facility in Deulti (West Bengal).
With well-established production cycles and efficient lead times, Group Nirmal is determined to complete the capacity
Khurda Facility
expansion within the current calendar year.
“Given our ongoing production cycle and short lead times, we aim to complete this expansion within the current calendar year to meet growing demand efficiently,” revealed Mr, Saraf.
This investment not only seeks to strengthen the company’s market presence but also reaffirms its strong reputation for delivering high-quality products while maintaining a commitment to sustainability in all its manufacturing processes. It reflects Group Nirmal’s proactive approach to adapting to market dynamics and reinforcing its position as a leader in the industry.
KEC International Targets INR 3,500 Cable Revenue by FY27
KEC International Limited planned to take margins in the wire and cable segment to 8 percent in the next two years, with revenues expected to reach somewhere around INR 2,400 crore in FY ‘26 and INR 3,500 crore in FY ‘27.
May 29, 2025
KEC International Limited, the flagship company of RPG Enterprises and a diversified global infrastructure Engineering, Procurement & Construction (EPC) major, is targeting its cable revenue to reach INR 3,500 crore by FY ‘27.
This was revealed by Mr. Vimal Kejriwal, Managing Director and Chief Executive Officer, KEC International Limited, during an investor’s call.
Mr. Kejriwal said in the current financial year, it was investing INR 150 crore in the wire and cable segment with cable
margins expected around 5.7-5.8 percent. The company planned to take the margins to 8 percent in the next two years, with revenues expected to reach somewhere around INR 2,400 crore in FY ‘26 and INR 3,500 crore in FY ‘27.
Hindustan Copper Announces INR 2,000 Crore Capex, Aiming to Triple Ore Production Capacity by FY2030-31
Hindustan Copper Limited, is set to invest approx INR 2,000 crore over the next five-six years to expand its mining operations. With INR 1,400- 1,500 crore allocation, the Malanjkhand Copper Project (MCP) in Madhya Pradesh will be the primary focus.
Jun 13, 2025
HCL has announced a INR 2,000 crore capital expenditure plan to expand its mining operations by FY2030-31, aiming to triple its ore production capacity from 4 million tonnes per annum to 12.2 million tonnes per annum. The investment will primarily focus on the Malanjkhand Copper Project (MCP) in Madhya Pradesh, with approximately INR 1,400-1,500 crore allocated for its development, noted HCL Chairman and Managing Director Sanjiv Kr Singh.
Additional funds will be directed towards enhancing capacities at the Khetri Copper Complex in Rajasthan and the Indian Copper Complex in Jharkhand.
The expansion at MCP includes the development of underground mining infrastructure, installation of a pastefill plant, and establishment of a new concentrator facility. At Khetri, the focus will be on enhancing mining and concentrator capacities.
This initiative aligns with HCL’s strategy to increase domestic copper availability amid India’s rising consumption in infrastructure, renewable energy, electric vehicles, and
defense manufacturing. In FY2025, the company recorded its highest-ever revenue of INR 2,071 crore and profit before tax of INR 634 crore. Over the past two years, HCL has added over 123 million tonnes of copper ore resources through exploration and plans to continue augmenting its reserves. The company is also collaborating with Chile’s CODELCO for technology and knowledge-sharing in mining and beneficiation.
HCL, the country’s only vertically integrated copper producer, currently holds access to about 45% of India’s copper ore resources.
Paramount Announces INR 150 Crore Capex For Upcoming Cable Facility in MP
The facility at Narmadapuram in Madhya Pradesh will manufacture DC and AC cables, along with other products. Commercial production is expected to commence either in Q4 FY26 or Q1 FY27.
May 26, 2025
Paramount Communications Limited has announced an investment of INR 150 crore in its power cable manufacturing plant, coming up at Narmadapuram town of Madhya Pradesh.
During an investors call, the company said it was targeting a revenue of INR 1,000 crore from this facility within the next three years.
As part of phase 1 of the project, the plant will manufacture DC and AC cables, apart from some new products. Commercial production is expected to commence either in Q4 FY26 or Q1 FY27
The company had earlier announced that it was allotted around 31 acres of industrial land in Narmadapuram town from the Madhya Pradesh Industrial Development Corporation (MPIDC) to establish a greenfield plant for the manufacturing of DC and AC cables.
NKT Signs EUR 1 Billion Supply Agreement with Hydro for Low-Carbon Aluminium Wire Rod
NKT has signed a landmark supply agreement with Hydro to secure a longterm supply of low-carbon aluminium wire rod till 2033, with an estimated contract value of approximately EUR 1 billion.
Apr 29, 2025
NKT has signed a supply agreement with Hydro to secure a long-term supply of low-carbon aluminium wire rod till 2033, with an estimated contract value of approximately EUR 1 billion, depending on the quantity, duration options and future metal prices.
This agreement plays a crucial role in NKT’s ongoing decarbonisation efforts, enabling the company to deliver power cable solutions with a significantly lower carbon footprint to its customers.
‘’This long-term supply agreement with Hydro not only guarantees a long-term, European supply of low-carbon aluminium, it also reinforces our position as a sustainability leader in the power cable industry. It supports our strategy to continuously improve the carbon intensity of our power cables thereby supporting both our own short and longterm targets and our customers’ decarbonisation ambitions. Given the current geopolitical landscape, securing reliable, local supply chains is increasingly important,’’ says Claes Westerlind, CEO and President of NKT.
Both NKT and Hydro recognise the importance of
decarbonising the aluminium and power cable supply chains in order to ensure a sustainable future. With this agreement, NKT is well-positioned to meet the robust market demand for its medium- and high-voltage power cable solutions, while strengthening Europe’s ability to build out a clean and secure power grid through a locally sourced supply chain.
The majority of the low-carbon aluminium will go to mediumvoltage sites in Falun, Sweden, and Asnaes, Denmark. Several high-voltage cable system projects, including 525 kV XLPE HVDC power cables, produced in Karlskrona, Sweden, will also receive low-carbon aluminium from Hydro under the supply agreement.
Ram Ratna Wires Kick-Starts Production At New Rajasthan Facility
Ram Ratna Wires Limited (RRWL) began commercial production at its new manufacturing facility in Bhiwadi, Rajasthan. The major focus would be on the production of high-quality winding wires across domestic and international markets.
Jun 16, 2025
Ram Ratna Wires commenced commercial production at its new manufacturing facility in Bhiwadi, Rajasthan. It is a significant step in the company’s expansion strategy, to enhance production capacity and meet the growing demand for high-quality winding wires in both domestic and international markets.
The commencement of production at the Bhiwadi facility was announced in accordance with Regulation 30 of the SEBI (Listing Obligations and Disclosure Requirements)
Regulations, following earlier updates shared on March 30, 2023; May 14, 2024; and August 2, 2024.
Setic & Pourtier: Powering a Changing World
Setic & Pourtier’s solutions attracted strong interest, driven by today’s major challenges: energy transition, data centers, connected devices, and electric vehicles, during the technological and strategic showcase - Inter wire 2025.
May 26, 2025
Setic & Pourtier, designers, manufacturers and suppliers of high-speed rotating machines for the cable industry, described Interwire 2025 as not just a trade show, but a concentrated burst of opportunities, human connections, and commercial success. The cable machinery makers said meticulous preparation and a united team helped them experience an exceptional edition with back-to-back meetings, firm handshakes, genuine conversations and increased visibility among key decision-makers in the North American market.
Calling Interwire 2025 a technological and strategic showcase, Setic & Pourtier said their solutions attracted strong interest, driven by today’s major challenges: energy transition, data centers, connected devices, and electric vehicles. Terming it a full-scale technology watch - to see, touch, compare and understand, the company said it gained direct insight into the market, its needs, and even its weak signals.
Committed to advancing the wire and cable industry through innovation and collaboration, the sponsorship was aligned with their mission to foster industry growth and share cuttingedge technologies. Interwire 2025 became the perfect stage
for Setic & Pourtier to unveil its new visual identity. With a refreshed logo and a complete rebranding, the company is embracing the future with clarity, energy, and purpose.
This new identity reflects today’s identity of Setic & Pourtier - a global leader in cable manufacturing solutions, a partner committed to innovation and sustainability, and a team united under a bold & modern vision. With the overwhelmingly positive feedback, the company is proud to see its new image resonate in the Mercedes Stadium with both long-time partners and new contacts.
At Interwire 2025, Setic & Pourtier didn’t just showcase innovation, it celebrated a milestone, the proud completion of 35 years of its presence in the US market.
Usha Martin Boosts Global Capacity with Specialized Fine Cord Line at Thailand Facility
Usha Martin Limited has expanded its specialized fine cord production line at Usha Siam in Thailand, featuring next-gen wire drawing, stranding, and closing machines to efficiently produce wire ropes, elevator ropes, automotive cables, and marble cutting ropes.
Jun 09, 2025
Usha Martin Limited has announced the expansion of its specialized fine cord production line at its Thailandbased facility, Usha Siam. The new line, equipped with the latest-generation wire drawing, stranding, and closing machines, is designed for high efficiency with minimal manpower.
The Thailand facility enhances the company’s ability to meet precise global demands, with key product capabilities including 1.5-3 mm wire ropes in 8x7 and 7x7 constructions, 2.5-5 mm wire ropes in 7x19 construction, high-performance elevator ropes, window regulator and automotive cables, and precision marble cutting ropes.
Recently, the company also contributed to the installation
of Chenab bridge, the world’s highest railway bridge in J&K, India. Their locked coil wire ropes, designed and manufactured in-house, were installed on the cable cranes that played a key role in lifting and placing almost every segment of the structure, as noted by the company.
Surya Roshni Eyes House Wiring Cables Market With New Plant in MP Worth INR 25 Crore
Surya Roshni Limited is setting up a new plant for the manufacturing of house wiring cables (HWCs) at its existing facility in Gwalior, Madhya Pradesh, with proposed capacity addition of 4.5 lakh metre per annum.
May 21, 2025
In order to expand into new product categories and meet the strong demand of its channel partners, Surya Roshni Limited is entering the house wiring cable (HWC) market, with an investment of INR 25 crore in a phased manner over the next two years.
On February 6, 2025, the company’s Board of Directors approved an investment of INR 250 million for setting up a new plant for the manufacturing of HWCs at its existing Malanpur facility in Gwalior, Madhya Pradesh, with proposed capacity addition of 4.5 lakh metre per annum.
The plant will manufacture HWC for residential and commercial buildings of specified sizes and different categories, including FR, FRLSH, ZI IFR, and H f-FR, leveraging the company’s existing and other resources, both in manufacturing and sales operations.
The company said in an exchange filing that it was targeting
revenue of around INR 100 crore in FY26 itself and about INR 500 crore in the next three years, leveraging a strong presence in its three lakh electrical retail outlets across the country.
Surya Roshni was targeting double-digit revenue growth for the lighting & consumer durables in FY ‘26. The company remained confident in its ability to deliver sustainable and profitable growth, leveraging its strong brand presence, extensive distribution network and innovative product portfolio.
Luker India Debuts Wire and Cable Sector With INR 150 Crore Investment In Coimbatore
In a first, Luker Electric Technologies Private Limited has invested INR 150 crore in its Coimbatore facility to produce wires and cables, aiming for a market launch by June end, initially targeting South India. Actor Prabhudeva has been appointed as the brand ambassador for this new product line.
Jun 11,2025
Luker Electric Technologies Pvt Ltd, known for its LED lighting and BLDC fans, is set to enter the wires and cables sector. With an investment of INR 150 crore, the company has commenced production at its Coimbatore facility, aiming for a market launch by June’s end, initially targeting South India.
As per report, Jothish Kumar V, Managing Director of Luker Electric Technologies Pvt Ltd., highlighted that the Indian wires and cables market is valued at approximately INR 35,000 crore, driven by increasing infrastructure development, especially in rural areas. To enhance brand visibility, actor Prabhudeva has been appointed as the brand ambassador for this new product line.
The company’s debut in the sector in South India suggests a targeted approach to establish a strong foothold before a potential wider national rollout.
MAAG Group Successfully Completes the Acquisition of SIKORA AG
MAAG Group has successfully completed the acquisition of the SIKORA AG, aiming to leverage the joint synergies of both companies in a targeted manner and to strengthen their position in the long term. It will offer innovative technological solutions while expanding its global support to the customers.
Jun 12, 2025
MAAG Group has announced the successful completion of the SIKORA AG acquisition, a leading manufacturer of innovative measuring, control, and sorting technologies.
The aim of the partnership is to leverage joint synergies in a targeted manner and to strengthen the position of both companies in the long term. With the successful completion of the transaction, MAAG and SIKORA will now combine their expertise to leverage new technological and geographical synergies, aiming at, offering innovative solutions while providing expanded global support to customers.
Ueli Thuerig, President, MAAG Group, said, “We are very pleased about this partnership. By combining our strengths and expertise, we are ideally positioned to create additional value for our customers, drive innovation in a targeted manner, and promote the long-term growth of both companies.”
Dr. Christian Frank, CEO of SIKORA, added: “We are proud to be officially part of the MAAG family now. This partnership goes far beyond standard cooperation – it is based on a shared commitment to innovation, entrepreneurial spirit, and sustainable action, which form the foundation for long-term success. It marks an important step in our shared future, opens up a wide range of opportunities, and strengthens our ability to develop innovative solutions. We look forward to working with MAAG to continue our success and growth in a sustainable way.”
Jothish Kumar V, Managing Director of Luker Electric Technologies Pvt Ltd.
Vedanta Plans 3 Million TPA Aluminium Plant Worth INR 1.28 lakh Crore in Odisha
Odisha cleared eight industrial projects worth INR 1.51 lakh crore, including Vedanta Group’s three million tonnes per annum aluminium plant worth INR 1.28 lakh crore, in Dhenkanal, Odisha. Other projects include sectors like steel, chemicals, textiles, and metals.
Jun 18, 2025
The Odisha government has approved eight industrial projects worth INR 1.51 lakh crore, including Vedanta Group’s mega investment of INR 1.28 lakh crore to set up a 3 million tonnes per annum aluminium smelter and a 4,900 MW captive power plant in Dhenkanal district. The clearances were granted by the High-Level Clearance Authority (HLCA) chaired by Chief Minister Mohan Charan Majhi, marking a major boost to the state’s industrial landscape.
In the steel and metal downstream sectors, Jindal India Steel Tech Ltd will establish a 1.26 million tonnes per annum speciality steel processing facility in Dhenkanal with an investment of INR 3,600 crore. Similarly, Shyam Steel Manufacturing Ltd received approval for a 0.53 million tonnes per annum integrated steel plant, DI pipe unit, and a 46 MW captive power plant in Keonjhar, with an investment
of INR 2,490 crore.
Additional projects include Star Metal Works Pvt Ltd’s proposal for a narrow hot strip mill, cold rolling, and platecum-steckle mill in Sambalpur at an investment of INR 2,291 crore. Supreme Metals Export Pvt Ltd plans a 1.2 million tonnes per annum rolling mill for TMT bars and wire rods in Keonjhar, worth INR 1,500 crore. The other cleared projects span sectors such as chemicals and textiles across the districts of Ganjam, Jajpur, and Khurda.
KEC International and Hindalco Develop India’s First Copper-Silver Contact Wire for Metro Rail Systems
KEC International and Hindalco Industries Limited have joined forces for the development of India’s first Copper-Silver (Cu-Ag) contact wire for metro rail systems in India.
May 8, 2025
KEC International and Hindalco Industries Limited have come together for the development of India’s first Copper-Silver (Cu-Ag) contact wire for metro rail systems in the country.
Mr. Vimal Kejriwal, MD & CEO of KEC International, and Mr. Rohit Pathak, CEO – Copper, Hindalco Industries Limited, have joined forces to mark a major milestone in Indian engineering, successfully developing India’s first CopperSilver (Cu-Ag) contact wire, with a cross-sectional area of 150 sq.mm, for metro rail systems.
This innovative product, co-developed in collaboration with the Delhi Metro Rail Corporation, is a testament to crossindustry innovation and technical excellence. Designed for high-speed and high-temperature performance, the Cu-Ag contact wire is set to enhance the efficiency and durability
of metro rail operations across the country, reducing dependence on imported alternatives.
This breakthrough not only underscores the capabilities of Indian industry but also aligns strongly with the ‘Aatmanirbhar Bharat’ initiative, reinforcing the nation’s selfreliance in critical infrastructure components.
Borealis and Borouge Expand Global XLPE Capacity
Borealis and Borouge are undertaking a 100,000-metric-ton cross-linked polyethylene (XLPE) expansion at the Borouge 4 facility in Ruwais, UAE, that remains on schedule for completion by end-2025. Additionally, the company has completed a major upgrade of its semiconductive (semicon) compounding assets in Antwerp, Belgium, to meet a surge in demand for compounds for high-end cable applications.
May 26, 2025
Borealis and Borouge are significantly expanding their global capacity for cross-linked polyethylene (XLPE) and semiconductive (semicon) compounds, supporting its customers to deliver the power cables essential to distribution and transmission grids.
In the Middle East, a 100,000-metric-ton capacity expansion at the XLPE 2 unit at the Borouge 4 facility in Ruwais, Abu Dhabi, is on track for completion by the end of 2025. As co-investment between Borealis and ADNOC, the project will produce XLPE compounds using Borealis’ proprietary technology to meet rising demand across Asia and the Middle East.
Additionally, in Europe, a key milestone has been reached with the completion of a major upgrade to semicon compounding assets in Antwerp, Belgium that also covers Borealis’ XLPE operations in Stenungsund, Sweden. Alongside increased capacity, Borealis is enhancing its quality assurance processes to further eliminate risks and better serve these sensitive applications—so customers can execute critical projects with confidence.
By the end of 2027, the two companies will have doubled their ability to serve the demanding cable applications, including innovative solutions for 220 kV subsea, extra-high voltage alternating current (EHVAC), and high-voltage direct current (HVDC) systems. Within five years, they will have increased XLPE and semicon production capacity at a rate twice as fast as the projected growth in global demand for power cables.
This expansion program is a direct expression of Borealis and Borouge’s ‘Building for the Future’ commitment. By 2040, solar and wind are expected to account for more than half of global electrical capacity, with offshore wind playing a major role. This shift is essential to decarbonizing electricity generation and achieving long-term sustainability in the global energy system.
HVDC technology will be essential to transmitting this
energy efficiently over longer distances—especially as the increasing size of turbines pushes developments farther offshore into deeper waters. With global demand for HVDC cables expected to exceed 50,000 km by 2030, there is a pressing need to scale up the availability of highperformance cable systems. Borealis is helping to meet this need by providing customers with the advanced polyolefins used in the insulation and semiconductive layers of power cables that form the backbone of these grids. Progress is already underway on two major asset investment projects.
Craig Arnold, Borealis Executive Vice President Polyolefins, Circular Economy Solutions and Base Chemicals, said, “These capacity expansions are a concrete demonstration of our in action. They enhance our capacity to deliver advanced materials—at scale and in the right locations—so we can stay ahead of our customers’ evolving needs.”
Together, these investments build on more than EUR 1 billion investment in wire and cable assets over the past two decades. Borealis and Borouge have more than 60 years of experience in the energy sector, and have produced materials for over 350,000 km of high-voltage (above 100 kV) cables—enough to circle the globe nearly nine times. This track record makes them reliable long-term partners, offering peace of mind to customers navigating the complexities of major energy infrastructure projects.
At the upcoming Wire Southeast Asia show in Bangkok, Rosendahl Nextrom will showcase its commitment to solutions that maximize productivity while ensuring top product quality. Visitors can expect to see a selection of technologies and innovations designed to support fast, efficient, and reliable cable production.
Rosendahl Nextrom will showcase a range of advanced technologies and innovations aimed at enabling faster, more efficient, and reliable cable production at the upcoming Wire Southeast Asia exhibition in Bangkok held on September 17-19, 2025.
One of the company’s core focuses is high-speed insulation with minimal material scrap, top product consistency, and quick color changes. Rosendahl Nextrom’s production lines are engineered for shorter changeovers, fast line stabilization, and a high degree of automation, enabling manufacturers to respond swiftly to market demands.
Advanced Extrusion Technology
At the heart of Rosendahl’s extrusion lines is the ROEX technology, which features a unique extruder drive for high linearity and stable output, ensuring repeatable quality. The equipment is maintenance-friendly, energy-efficient, and built for long-term performance. Supporting this are Rosendahl’s RX crossheads. Coming from one source, extruders and crossheads work seamlessly together, perfectly matched and fully customizable to each customer’s needs. For optimal integration and performance.
Smart Line Control For Smooth Operation
The RIO line control system simplifies production with minimal operator intervention and intuitive troubleshooting, keeping operations smooth and reducing downtime. New: AI-based process control, and powerful maintenance management.
Tailored Solutions For Sensitive Applications
Beyond standard cable types, Rosendahl also provides specialized solutions for high-temperature and sensitive products, including micro coaxial cables and high-performance data cables like Twinax, which are increasingly vital in AI data centers. These applications require precisely tuned equipment
and processes capable of maintaining tight tolerances—a challenge Rosendahl is well equipped to meet.
Visit Rosendahl Nextrom at booth G01 to explore the company’s full portfolio and how they can support your production goals with tailored, forward-thinking solutions.
Jun 09, 2025
Spain’s Delta Tecnic Announces Acquisition of Italy’s Impact Formulators Group
Delta Tecnic, through Global Polymer Solutions (part of the Investindustrial platform), has reached an agreement to acquire Impact Formulators Group (IFG), a prominent Italian producer of additive and colour masterbatches.
May 15, 2025
Delta Tecnic, through Global Polymer Solutions (an Investindustrial platform), has reached an agreement to acquire IFG (Impact Formulators Group), a leading Italian producer of additive and colour masterbatches. Headquartered near Milan, IFG is the result of the union of Ultrabatch S.r.l., Masterbatch S.r.l. and Eurocolor S.r.l. The company specializes in the production of additive masterbatches designed to improve the performance of polymers (UV stabilizers, anti-fogging, anti-blocking, slip, anti-static or flame retardants, among others), and also offers color masterbatches.
With this acquisition, the Group, owner of Spain’s Delta Tecnic S.A.U. (“Delta Tecnic”), a leader in custom color and additive masterbatches for the cable and PVC industry, continues its market consolidation strategy to create a specialty chemicals platform with a highly complementary masterbatch offering serving diverse markets (such as agriculture and the cable sector) and with a global reach.
IFG brings additive masterbatches to the platform,
complementing Delta Tecnic’s mainly color-focused masterbatch offering, enabling the Group to offer a wide range of products to its customers. In addition, IFG will be able to leverage Delta Tecnic’s strong presence in Spain and Mexico to expand its coverage of the Spanish and American agricultural markets.
The combination of IFG with Delta Tecnic will create a leading independent group in Southern Europe in the masterbatches sector, with more than EUR 100 million in revenues and a diversified industrial presence through 6 production plants in 3 countries (Spain, Italy and Mexico).
Setic & Pourtier Supporting Cable Industry with High-Tech Machinery and Tailored Service Solutions
Setic & Pourtier will be participating in wire MEA and Tube MEA that will take place within the Metal & Steel Egypt exhibition held in Cairo, Egypt from September 6 to September 8, 2025.
June 11, 2025
Setic & Pourtier will be participating in wire MEA and Tube MEA that will take place within the Metal & Steel Egypt exhibition in Cairo, Egypt. The event will be held from September 6 to September 8, 2025.
Talking about this development, Médéric FAMEAU, Sales Manager, Setic & Pourtier said “ With a long-standing presence in the Middle East, Setic & Pourtier, and C2S are committed to supporting the region’s cable industry with cutting-edge machinery and tailored service solutions. Our participation in wire & Tube MEA 2025 reflects our dedication to this dynamic and fast-growing market”
He adds, ”Our team looks forward to welcoming visitors to our booth A60 to discuss the latest technological innovations, ongoing projects, and future collaboration opportunities in the wire & cable sectors.”
Adani Energy Targets Full Commissioning of INR 43,990 Crore Transmission Projects in FY26
Adani Energy Solutions Ltd (AESL) is on track to fully commission six major power transmission schemes during the financial year 2025–26, through tariffbased competitive bidding (TBCB).
Apr 24, 2025
Adani Energy Solutions Ltd (AESL) is on track to fully commission six major power transmission schemes during the financial year 2025–26. These projects—five interstate and one intrastate—were secured through tariffbased competitive bidding (TBCB).
The schemes include North Karanpura Transco Ltd (ISTS; 304 ckm; 1,000 MVA),WR-SR Transmission Ltd (ISTS; 635 ckm; 6,000 MVA), Sangod Transmission Service Ltd (InSTS; 11 ckm; 1,160 MVA), Halvad Transmission Ltd (ISTS; 594 ckm), Khavda II-A Transmission Ltd (ISTS; 355 ckm), and KPS1 Transmission Ltd (ISTS; 43 ckm; 6,000 MVA).
Out of these, Khavda II-A Transmission and KPS1 Transmission have already been completed. The remaining projects are expected to be commissioned in the first quarter of FY26.
The total capital investment across these projects is estimated at INR 43,990 crore, with projected annual tariffs
of approximately INR 6,017 crore, according to AESL.
In FY25, the company successfully commissioned an interstate scheme in Madhya Pradesh-MP Power Transmission Package-II Limited. AESL has expanded its network by 696 ckm, bringing its total operational and underconstruction transmission length to 26,696 ckm.
AESL also recorded a 100 percent increase in capital expenditure in FY25, reaching INR 11,444 crore, compared to INR 5,613 crore in FY24.
Prysmian Invests EUR 200 Million to Expand Submarine Cable Production Capacity in Finland
The new line at Prysmian’s Pikkala plant in Finland can produce around 360 km of high voltage direct current (HVDC) 525 kV submarine cables in a year.
May 27, 2025
Prysmian has strengthened its transmission business with the completion of capacity expansion at its plant in Pikkala, Finland, entailing an investment of over EUR 200 million.
The global leader in the transmission sector boosted the production capacity for high voltage direct current (HVDC) cables in Pikkala using vertical continuous vulcanization. The new high-voltage submarine cable VCV line is housed in ‘Prysmian Tower,’ a vertical factory, which can produce around 1 km of HVDC 525 kV submarine cables every day.
Prysmian Tower is not a usual skyscraper, it is the highest building in Finland, standing at 185 meters and comprising 24 floors. The cables produced by Prysmian in Finland will reach seas all over the world.
Prysmian celebrated another major milestone with the
christening of its state-of-the-art cable laying vessel, the Prysmian Monna Lisa. The 171-meter-long vessel is purpose built for submarine cable installation, with two carousels of 7,000 tonnes and 10,000 tonnes of submarine cable and is the most environmentally conscious vessel in the sector, owing to its high voltage shore connection, battery hybrid system and diesel generators compatible with biodiesel blends. The vessel is now fully operational, sailing worldwide.
Tata Power Plans INR 25,000 Crore Capex in FY26, Eyes UP Discoms to Expand T&D Footprint
Tata Power plans to invest INR 25,000 crore in capital expenditure during the financial year 2025-26, with a strong focus on strengthening its renewable and power infrastructure portfolio. The company is also preparing to bid for two major power distribution companies (discoms) in Uttar Pradesh.
May 15, 2025
Tata Power has announced plans to invest INR 25,000 crore in capital expenditure (capex) during the financial year 2025-26, with a strong focus on strengthening its renewable and power infrastructure portfolio. Half of this investment has been allocated for renewable energy projects, while 20% will support power generation and the remaining 30% is set aside for transmission and distribution (T&D).
As part of its strategic expansion in the T&D segment, Tata Power is preparing to bid for two major power distribution companies (discoms) in Uttar Pradesh—Purvanchal Vidyut Vitran Nigam Ltd (PVVNL) and Dakshinanchal Vidyut Vitran Nigam Ltd (DVVNL). These discoms together serve 42 of the state’s 75 districts, making them critical assets in the state’s power distribution network.
This move aligns with Tata Power’s long-term objective
of scaling its T&D operations, which currently form the largest share of the company’s revenue and profitability. The company already serves around 1.25 crore customers across key cities such as Mumbai, Delhi, Ajmer, and various regions in Odisha. With an eye on rapid growth, Tata Power aims to increase its customer base to 4 crore over the next five years. The Uttar Pradesh discom bids represent a significant step in achieving that goal.
Nexans Inaugurates Stella Nova; Unveils World-First Demonstration for Superconducting Cables
Nexans has recently inaugurated Stella Nova, its new Center of Excellence located in Hanover, Germany. The new site spans 9,000 m² and is dedicated to three strategic domains including superconducting cables that enable transmission 10 times faster compared to conventional cables with zero energy loss, minimal heat generation, and significantly reduced infrastructure footprint. Jun 04, 2025
At a time when digital infrastructures and sustainability challenges are reshaping the global energy landscape, Nexans is investing to meet tomorrow’s critical demands. Nexans has recently inaugurated Stella Nova, its new Center of Excellence located in Hanover, Germany.
On this occasion, the Group also unveils a world-first demonstration: a test bench showcasing the benefits of superconducting cables for powering data centers using low-voltage alternating current (LV AC) and direct current (LV DC).
The new industrial hub is located on the Panattoni Campus in Hanover. Nexans Stella Nova brings together more than
70 experts in engineering, research, and manufacturing. The new site spans 9,000 m² and is dedicated to three strategic domains: High-precision forming and welding machines for the energy and industrial sectors; cryogenic systems for safe tran sfer of cryogenic fluids such as hydrogen; superconducting cable and fault current limiter
systems to transform electrical infrastructure. As global electricity consumption by data centers could reach 10% of total energy demand by 2031 , Nexans is innovating to meet the critical challenges of capacity, efficiency, and sustainability.
Superconducting cable systems enable the transmission of up to 10 times more power compared to conventional cables, with zero energy loss, minimal heat generation, and significantly reduced infrastructure footprint. Great opportunities lie ahead with regards potential applications of superconducting technology. Nexans is already involved
in multiple projects aiming at developing superconducting solutions beyond the data center industry.
Commenting on the new development, Jérôme Fournier, Corporate VP Director of Innovation at Nexans, said, “With Stella Nova and this world-first demonstration, Nexans is addressing one of the critical challenges of tomorrow: ensuring the sustainable electrification of an increasingly digital world. Superconductivity offers a breakthrough solution to meet the massive power needs of nextgeneration data centers, while reducing their environmental footprint and accelerating the energy transition.”
Rajratan Global Wire to Launch Wire Rope With New Machinery
Rajratan Global Wire will procure new machinery to launch a new value added product, wire rope at its Pithampur plant. The wire rope capacity is expected to be 10,000 TPA.
Apr 22, 2025
Rajratan Global Wire Limited announced its plans to launch a new value-added product, wire rope, at its Pithampur plant. The company, through corporate filings, stated that the Board of Directors has approved the procurement of new machinery for the production of this new product. This strategic initiative aims to convert the existing 12,000 TPA capacity of black wire into 10,000 TPA of wire rope. It is expected to augment the overall value proposition and enhance the company’s product portfolio.
India and Saudi Arabia Consider Power Connection in the Arabian Sea via Undersea Cable
India and Saudi Arabia are exploring a significant collaboration of linking their electricity grids via undersea cables across the Arabian Sea.
Apr 22, 2025
India and Saudi Arabia are exploring a significant collaboration to assess the feasibility of linking their electricity grids via undersea cables across the Arabian Sea. This proposed interconnection aims to establish a high-voltage power power grid connection between the two nations.
The undersea cables would enable seamless sharing of electricity, helping balance supply and demand more efficiently across regions. Such a setup is expected to foster better energy cooperation, increase grid reliability, and support renewable energy integration.
This initiative could be a strategic shift for India, potentially
transitioning it from an LPG importer to a key player in energy exports. Notably, the project represents the first offshore grid link under Prime Minister Modi’s ‘One Sun, One World, One Grid’ (OSOWOG) vision, aimed at building a global green energy network.
India’s First Cable-Stayed Rail Bridge Inaugurated
India’s first cable-stayed railway bridge, the Anji Bridge, supported by 96 high-tensile steel cables, with more than 8,200 metric tonnes of structural steel was inaugurated recently. It is situated on the Anji River in Jammu and Kashmir’s Reasi district. Located approximately 80 kilometers from Jammu city, the Anji Bridge spans a total length of 725 meters and towers 331 meters above the riverbed.
Jun 06, 2025
Prime Minister Narendra Modi and Union Railways Minister Ashwini Vaishnaw recently highlighted the completion of India’s first cable-stayed railway bridge, the Anji Bridge, situated on the Anji River in Jammu and Kashmir’s Reasi district.
This landmark structure, part of Indian Railways’ UdhampurSrinagar-Baramulla Rail Link (USBRL) Project, connects Katra to Reasi in the challenging Himalayan terrain. The bridge stands out due to its innovative cable-stayed design, making it the first of its kind for railway use in India.
Located approximately 80 kilometers from Jammu city, the Anji Bridge spans a total length of 725 meters and towers 331 meters above the riverbed. It is supported by 96 hightensile steel cables, with more than 8,200 metric tonnes of structural steel used in its construction, ensuring exceptional strength and resilience. The region’s complex geography
and seismic activity presented significant engineering challenges that were successfully overcome.
By enhancing connectivity in this mountainous region, the Anji Bridge is expected to facilitate smoother and faster travel while boosting economic growth and development in Jammu and Kashmir.
With INR 53,000 Crore Investment, India to Have UHV AC Transmission System
Union Power Minister Manohar Lal Khattar announced the rollout of Ultra High Voltage Alternating Current (UHV AC) transmission system. Nine 1100 kV lines and ten substations have been identified for development by 2034.
Jun 13, 2025
India will roll out an Ultra High Voltage Alternating Current (UHV AC) transmission system, informed Union Power Minister Manohar Lal Khattar. With an investment of INR 53,000 crore, nine 1100 kV lines and ten substations have been identified for development by 2034.
The Ministry of Power reported that India’s robust power infrastructure has led to zero peak shortage, with a record peak power demand of 241 GW on June 9. This achievement underscores the nation’s capacity to handle increased electricity consumption.
The announcement was made during a press conference
commemorating 11 years of transformative growth in India’s power sector under Prime Minister Narendra Modi’s leadership.