DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG
08. – 15.10.2025
Halle 13, Stand A13
Düsseldorf, Deutschland
Der Ort, an dem sich additive Fertigung und Medizintechnik treffen.
Fachmesse und Symposium
9. bis 10. September 2025
Ohne kluge Köpfe kein Fortschritt
Maschinen sind beeindruckend, Materialien faszinieren – Kunststoffe ganz besonders. Doch am Anfang jeder Innovation stehen Fachleute, die verstehen, wie etwas funktioniert und wie man Bestehendes noch besser macht. In der Schweiz fehlen allerdings zunehmend Nachwuchs- und Fachkräfte in technischen Berufen. Das ist paradox, denn wir alle sind von Technik umgeben und von ihr abhängig.
Der Bund hat das bereits 2013 erkannt und schüttet seither Gelder aus, um das Interesse von Jugendlichen für Mathematik, Informatik, Naturwissenschaften und Technik (MINT) zu wecken. Der Erfolg ist mässig: Leicht gestiegen ist bisher nur die Zahl der Studierenden auf Tertiärstufe, in der Berufsbildung hat sich kaum etwas geändert. Obwohl die Berufslehre nach wie vor als Fundament unseres wirtschaftlichen Erfolgs gilt, kämpft sie mit Imageproblemen. Eine wichtige Massnahme, die dem entgegenwirken kann, ist ein breitgefächertes Aus- und Weiterbildungsangebot. Diesbezüglich leisten das KATZ und Kunststoff.swiss wichtige Arbeit. Doch erfolgreich wird sie erst, wenn die Industrie diese Angebote annimmt und bereit ist, dafür zu zahlen.
Ebenfalls wichtig ist Sichtbarkeit: Jugendliche müssen sehen, was sie in technischen Berufen alles bewirken können. Dass sich die Kunststoff-Branche in diesem Punkt nicht verstecken muss, zeigt ein Blick in diese Ausgabe. Im Interview ab Seite 8 erklärt Bruno Schleiss, Geschäftsführer von Krauss-Maffei (Schweiz) AG , wie diversifiziert und hochspezialisiert die Schweizer Kunststoff-Branche ist. In einem weiteren Interview ab Seite 23 erfahren wir von Prof. Dr. Andreas Gross vom Fraunhofer IFAM, wie unverzichtbar Klebtechnik für neue Innovationen ist. Hightechprodukte wie zum Beispiel die Rotorblätter von Windenergie-Anlagen wären ohne sie nicht machbar. Eine Menge Fachwissen erforderte auch eine Entwicklung des Instituts für Werkstofftechnik und Kunststoffverarbeitung (IWK): Der neue Druckkopf für das aktive Schäumen im extrusionsbasierten 3D-Druck vereinfacht die Herstellung individueller Leichtbauteile (ab Seite 16).
Die Beispiele zeigen: Technik braucht fähige Menschen. Diese zu finden und zu fördern, ist eine der wichtigsten Aufgaben unserer Zeit.
Raphael Hegglin, Redaktor r.hegglin@sigimedia.ch
4
MASCHINEN/ PERIPHERIE
Nachhaltig und kosteneffizient
HB-Therm veranschaulicht, dass die Betriebskosten über den Lebenszyklus einer Produktionsanlage schnell mal auf das Fünfzehnfache von deren Beschaffungskosten steigen kann.
8
MASCHINEN/ PERIPHERIE
Digitalisierung verstehen
Bruno Schleiss, Geschäftsführer von Krauss-Maffei (Schweiz) erklärt, warum die Schweizer Industrie gut aufgestellt ist und wie wichtig Wissenstransfer bleibt.
14
CIRCULAR ECONOMY
«Kunststoff ist als Werkstoff unverzichtbar»
Das sagt Dr. Christoph Schumacher, Bereichsleiter Global Marketing bei Arburg, in der VDMA Interview-Serie im Vorfeld zur K 2025
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 15. Jahrgang (2025)
Druckauflage 3900 Exemplare
WEMF / SW-Beglaubigung 2024 3032 Exemplare total verbreitete Auflage 1138 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Verlagsleitung
Thomas Füglistaler
16
ADDITIVE FERTIGUNG
In-Situ-Schäumen von Thermoplasten im 3D-Druck
Das Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK) hat einen kompakten Druckkopf für das aktive Schäumen im extrusionsbasierten 3D-Druck entwickelt.
19
VERARBEITUNG
Grössere Variantenvielfalt bei der Bürstenherstellung
Roth Plastic Technology baut sein Angebot aus und reagiert damit auf die steigende Nachfrage nach kompletten Lösungen aus einer Hand.
23
VERBINDUNGSTECHNIK
Bürokratie versus Innovation
Die Klebetechnik ist die Basis für dringend benötigte Innovationen quer durch alle Branchen. Doch die Entwicklung wird d u rch Bürokratismus behindert, kritisiert Andreas Gross, IFAM.
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGImedia AG über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2025 by SIGImedia AG, CH-5610 Wohlen
MEDIZINTECHNIK
Spritzenkörper vorbehandeln
Vorgefüllt Spritzen werden nach der Befüllung mit dem medizinischen Wirkstoff oder der Nährlösung oft sterilisiert. Wichtig is t, dass sie auch nach Lagerung einwandfrei funktionieren.
VERBAND
Mitgliederversammlung Kunststoff.swiss
Ein Höhepunkt der Mitgliederversammlung bei Gastgeberin Lindt & Sprüngli im Lindt Schokoladenmuseum in Kilchberg war die Wahl des neuen und die Würdigung des alten Präsidenten.
30
AUS-/WEITERBILDUNG
Breitgefächerte Kompetenzen aus einer Hand
Am 4. September 2025 feiert das IWK sein 20-Jahr-Jubiläum.
Grund genug für ein Interview mit Prof. Dr. Frank Ehrig, Institutsleiter der ersten Stunde.
ZUM TITELBILD
Bei ARBURG ist alles drin!
Der Auftritt von ARBURG auf der K 2025 steht ganz im Zeichen der arburgSOLUTIONworld.
Diese einzigartige Lösungswelt liefert passende Antworten zu allen Fragestellungen, mit denen Kunststoffverarbeiter heute und morgen konfrontiert sind.
Die arburgSOLUTIONworld bündelt das gesamte Produktportfolio und das enorme ARBURG Knowhow. Auf dem Stand 13A13 und auf der Freifläche im arburgGREENworld-Pavillon demonstrieren zehn Maschinen-Exponate innovative und zukunftsfähige Lösungen zu wichtigen Themen wie Nachhaltigkeit, Digitalisierung und Automation.
26 WIRTSCHAFT
Automobilbranche – neue Effizienzpotenziale
Innovative Technologien können laut Bain-Analyse die Effizienz in der Fertigung in der Automobilbranche um mehr als 30 Prozent erhöhen und die Entwicklungszeiten massiv senken..
MESSEN
Impulse für die Zukunft der Produktion
Innovative Technologien, konkrete Lösungen und kompakter Wissenstransfer – das erleben die Besucher der AM Expo und Swiss Medtech Expo am 9. und 10. September in Luzern..
LIEFERANTENVERZEICHNIS
KUNSTSTOFF XTRA
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss
DIE FACHZEITSCHRIFT FÜR WERKSTOFFE
All in! «arburgSOLUTIONworld» drückt aus, dass ARBURG absolut alle Lösungen einbringt, um seine Kunden dauerhaft auf der Erfolgsspur zu halten und immer eine Nasenlänge voraus zu sein.
Überzeugen Sie sich selbst und besuchen Sie ARBURG auf der K 2025!
ARBURG AG
Südstrasse 15
CH-3110 Münsingen
Telefon +41 (0)31 724 23 23 switzerland@arburg.com www.arburg.ch
HB-Therm AG
Nachhaltig und kosteneffizient
Das in der Betriebswirtschaftslehre oft benutzte Eisbergmodell veranschaulicht sehr gut, dass nicht nur die Beschaffungskosten den Gesamtpreis einer Maschine oder eines Geräts ausmachen, sondern vielmehr auch laufende und versteckte Kosten mit in die Überlegungen einbezogen werden müssen. So summieren sich die Betriebskosten über den Lebenszyklus einer Produktionsanlage grundsätzlich auf das Zehn- bis Fünfzehnfache ihrer Anschaffungskosten.
Wenn man über die Gesamtbetriebskosten (Total Cost of Ownership, kurz TCO) spricht, vernachlässigen viele, dass es um mehr als «nur» die Anschaffungskosten (Capex, capital expenditure) geht. Genauso wichtig sind die laufenden Betriebskosten (Opex, operational expenditure). Sie stellen sozusagen den wesentlichen Teil des Eisbergs unter Wasser dar, um die Gesamtausgaben für eine Investition, in diesem Fall ein Temperiergerät, umfassend über seine gesamte Lebensdauer abbilden zu können.
Bei den Geräten von HB-Therm handelt es sich nachweislich um langfristige Investitionen. Das zeigen die Nutzungsstatistiken zahlreicher Kunden. In vielen Unternehmen sind noch Temperiergeräte der Series 3 oder 4 mit über 100 00 0 Betriebsstunden im Einsatz, was einem ununterbrochenen Betrieb von über elf Jahren entspricht. Die aktuellen Geräte der Series 6 bieten, ähnlich wie ihre Vorgängermodelle – wenn auch deutlich umfangreicher –, dem Bediener wertvolle Unterstützung. Durch betriebsabhängige Anzeigen für bevorstehende Wartungen oder präventive Warnungen helfen sie effektiv dabei, Schadensrisiken frühzeitig zu er kennen und zu vermeiden.
Betrachtet man den gesamten Lebenszyklus der Temperiergeräte, dann kommen ökonomisch wie ökologisch andere Auswirkungen zum Tragen, als wenn man nur den reinen Anschaffungspreis berücksichtigt. Die Gewichtung der Einzelposten für eine Betrachtung der TCO verschieben sich zum Teil massiv, denn dann fliessen auch Grössen wie Nachhaltigkeit oder die Auswirkungen der Neuanschaffung auf den CO2-Fussabdruck von Produkten und Produktion in die Betrachtung mit ein. Als
Temperiergeräte sind langfristige Investitionen. (Bilder: HB-Therm)
einzigartiger Vorteil der Thermo-6-Geräte kann in diesem Zusammenhang die lebenslange Garantie auf Heizung und Durchflussmesser gelten. Damit spart man nicht nur auf der Ersatzteilseite, sondern vermeidet insbesondere ungeplante Prozessunterbrechungen durch Reparaturen und damit mehrstündige Produktionsstillstände.
Einfluss der Grundausstattung
Betrachtet man die Anschaffung von Temperiergeräten unter einem detailliert angelegten Fokus, dann kommen neben Grundausrüstung und Funktionen sowie Nachhaltigkeit und CO2-Fussabdruck auch Energieeffizienz, Steuerung sowie technische Features zum Tragen. Während viele Anbieter mit niedrigen Einstiegspreisen für ihre Basisprodukte locken, die aber nur minimal ausgestattet sind, ist bei den
Temperiergeräten Thermo-6 das für die Kunden positive Verhältnis von Grundausstattung zu Zusatzausrüstungen augenfällig: Bei den technischen Daten umfassen die serienmässigen Features eine ganze Druckseite, hingegen können Kunden lediglich fünf Ausstattungsmerkmale zusätzlich bestellen. Das sind der Leckstoppbetrieb, ein Anschluss für Alarm und Externsteuerung, ein Anschluss für Externfühler, die Überwachung des Rücklauffilters sowie die Formentleerung mit Druckluft.
Die umfangreiche Grundausstattung der Thermo-6-Geräte hat aus Herstellersicht ihren Sinn: Die Ausstattungsmerkmale sind soft- oder hardwaretechnisch realisiert und essenziell für einen sicheren, z u verlässigen und nachhaltigen Betrieb der Temperiergeräte. Zudem ermöglicht die schlanke Typenvielfalt dank der Unter-
nehmensstrategie eine Lösung für viele verschiedene Aufgaben.
Geringere Betriebskosten
Die im Standard enthaltenen softwareund hardwareseitigen Features wirken sich mittel- und langfristig vorteilhaft aus. Mit dem Steuerungsassistenten «Energy-Control» lässt sich in wenigen Schritten ein optimaler Betriebspunkt erreichen. Resultat ist eine um bis zu 90% geringere Leistungsaufnahme. Der Assistent bringt die Grössen Drehzahl, Durchfluss, Temperaturdifferenz und Energieersparnis in einen wirkungsorientierten Zusammenhang. Die Identifikation des optimalen Betriebspunkts wird durch eine einfache visuelle Darstellung erleichtert, die die aktuelle Pumpendrehzahl, die Differenz zwischen Vor- und Rücklauf in Kelvin sowie die Ersparnis pro Jahr in Euro anzeigt. An allen Thermo-6-Geräten setzt HBTherm serienmässig drehzahlgeregelte Pumpen ein, die durch ihren energiespa -
renden Betrieb zur sofortigen Kostenreduktion führen. Dadurch kann die Pumpenkennlinie anwendungsbedingt so angepasst werden, dass der gewünschte Durchfluss mit minimalem Energieaufwand erreicht wird. Meist ist allerdings nicht von Anfang an klar, welche die richtige Temperierung für einen Prozess ist. Die Gerätesteuerung von HB-Therm bietet daher die Möglichkeit, einen passenden voreingestellten Eco-Modus abzurufen, um in jedem Fall den Energieeinsatz der Geräte zu optimieren.
Energieeffiziente Pumpen
Zusätzlich verringern «Direct-Drive»-Pumpen bei der Series 6 für Anwendungen bis 100 ° C den Energieverbrauch. Dank ihrer speziellen Bauweise werden Wirbelstromverluste vermieden und die Energieaufnahme um weitere 20%, verglichen mit den ohnehin effizienten «normalen» drehzahlgeregelten Pumpen, reduziert. Die «Direct-Drive»-Pumpen gibt es in zwei Ausführungen: den Typ 4T für normale An -
wendungen mit Förderleistungen bis 65 l/ min sowie für leistungsstärkere Anwendungen die 6P mit bis zu 140 l/min. Die Pumpen überzeugen durch ihre kompakte Ausführung, die die dreifache Leistung herkömmlicher Pumpen dieser Baugrösse liefern.
Aus Komplexitätsgründen hätte man auf die Ausarbeitung einer neuen, effizienteren Pumpentechnik verzichten können, was auch in der Beschaffung, sprich in Einkauf und Logistik, attraktiver gewesen wäre. Ziel des Einsatzes dieser Pumpentypen ist aber, für jede Anwendung und jeden Gerätetyp durch entsprechende Entwicklungen die bestmögliche Performance zu erzielen.
Richtige Geräteauslegung
Bei der Entwicklung der Thermo-6-Geräte hatte die Energieeffizienz oberste Priorität. Als konsequente Weiterentwicklung der bewährten Thermo-5-Geräte wurde das Gerätekonzept hier umfassend verbessert;
Unsere Reklamationsquote lag 2024 bei 0,21%. Das ist nicht perfekt‒aber wir sind damit verdammt nah dran! Überzeugen Sie sich selbst von unserer zertifizierten Qualität nach den Branchenstandards ISO 9001 und IATF 16949.
darunter das gesamte Hydraulikkonzept, das durch seine tanklose Ausführung mit einem entsprechend geringeren Umlaufvolumen von 1,4 l auch in puncto Energiebedarf schon seit der Series 4 überzeugt. Dabei wurden sowohl die Verbindungselemente als auch die eigens entwickelten Module wie Heizung oder das Proportionalmodul zur Bypassregelung weiter optimiert, sodass ein möglichst harmonisches Fliessverhalten des Mediums gewährleistet wird. Das Resultat sind geringere Druckabfälle, was bei gleicher Ausstossleistung gleichbedeutend mit einem geringeren Energiebedarf der Pumpe ist. Die reduzierte Beanspruchung vermindert zudem den Verschleiss, was sich wiederum positiv auf die Lebensdauer auswirkt –zwei Aspekte für positive TCO und ROI. In Zahlen ausgedrückt bedeutet dies, dass durch den Einsatz eines Thermo-6-Temperiergeräts im Vergleich zum Thermo-5 rund 27% weniger Energie aufgenommen wird – nur durch eine entsprechende Geräteauslegung. Berücksichtigt man zusätzlich die 20% Ersparnis der «Direct-Drive»Technologie, bedeutet dies bei gleicher Anwendung eine Energieeinsparung von 42%.
Für den Generationenvergleich kann das Programm «Energy Consumption Comparison» (ECC) von HB-Therm verwendet werden. Es vergleicht anhand realer Praxiswerte zwei HB-Therm-Geräte und zeigt anwendungsbedingt die Einsparpotenziale neuer Technologien auf. In einer Beispielrechnung werden identische drehzahlgeregelte Geräte der Series 5 und 6 verglichen. Trotz gleicher Betriebsweise sind beim Wechsel von der älteren auf die neu -
ere Serie Einsparungen von 559 Euro pro Jahr möglich. Betrachtet man dies über eine Lebensdauer von beispielsweise 15 Jahren, entspricht das 8385 Euro.
Die Vision
Die Energieeffizienz der Geräte beeinflusst auch die Nachhaltigkeit und den CO2-Fussabdruck. Hier spielt im Fall von HB-Therm –neben dem energieeffizienten Betrieb bei den Kunden – ein zweiter Faktor mit hinein: die energieoptimierte, nachhaltige Herstellung der Geräte am Standort in St. Gallen. Für HB-Therm ist die Verpflichtung zur Nachhaltigkeit ein zentraler Aspekt der Unternehmensidentität, die sich in der kontinuierlichen Optimierung des eigenen CO2Fussabdrucks widerspiegelt. Der hohe Grad an schlanker Eigenfertigung, der stetig steigende Automatisierungsgrad, die konsequente Nachverfolgung der Lieferketten sowie das Engineering unter einem Dach sind der Schlüssel für die Vorreiterrolle von HB-Therm auch bezüglich der Entwicklung des nach eigener Einschätzung aktuell energieeffizientesten Temperiergeräts am Markt, Thermo-6.
Graue Energie
Wie fliesst die sogenannte «graue Energie» in die Gesamtkostenanalyse (TCO) ein? Schliesslich steht dabei der gesamte Produktlebenszyklus sowohl aus HB-ThermSicht wie auch aus Kundensicht im Fokus: von der Entwicklung über die Herstellung und Anwendung bis hin zum Recycling. HBTherm macht sich schon bei der Entwicklung Gedanken darüber: Wie sieht es am Lebensende des Produkts mit den Kosten für das Recycling aus? Oder gibt man den
Geräten eine «zweite Chance» und vermeidet so eine komplette Entsorgung?
Während viele Unternehmen heutzutage eine Obsoleszenzstrategie mit einem fixen Lebenszyklusende planen, versucht HBTherm nicht nur, die Betriebskosten über die Lebensdauer der Geräte gering zu halten, sondern auch, soweit es die Lieferketten und Fertigungstechnologien ermöglichen, die Lebensdauer durch eine langfristige Ersatzteilversorgung zu verlängern. Dank der modularen Bauweise der Geräte ist es zum Beispiel jederzeit möglich, einzelne Module zu ersetzen, ohne ein komplettes Gerät entsorgen zu müssen.
Qualität zahlt sich aus
Die Qualität der Thermo-6-Temperiergeräte ist ebenfalls ein wichtiger Nachhaltigkeitsfaktor. Die Gerätekomponenten bestehen aus langlebigen und hochwertigen Materialien wie Edelstahl, Messing oder faserverstärkten Hochleistungskunststoffen, die speziell für anspruchsvolle Anwendungen ausgewählt wurden. Damit wird die Gesamteffizienz und Nachhaltigkeit der Geräte durch ihre Langlebigkeit positiv beeinflusst.
Auch die einfache, intuitive Bedienung und Handhabung der Geräte zahlt auf den Qualitätsaspekt ein. Über verschiedene Sensoren wie Temperaturfühler, Drucksensoren und die entsprechende Software zur Auswertung und Identifikation, die in den Geräten verbaut sind, läuft die Überwachung der wichtigen Funktionen betreffend Produktivität und Produktionssicherheit hoch automatisiert – was Fehlerquellen und damit Ausschuss minimiert. «Autotuning»-Funktionen erlauben
Viele Temperiergeräte von HB-Therm befinden sich seit über 100 00 0 Betriebsstunden im Einsatz.
Der Betrieb der Temperiergeräte lässt sich nahtlos überwachen.
den Geräten, sich eigenständig fortlaufend zu optimieren. Sicher werden die Geräte der Series 6 neben der umfangreichen Sensorüberwachung auch durch die Schlauchbrucherkennung.
Smarte Temperierung
Wenn es um die Digitalisierung der Temperierung geht, gehört die Series 6 zu den Vorreitern der Branche. Viele reden zwar über den digitalen Zwilling, HB-Therm hat ihn bereits. Prozessdaten-Aufzeichnung, Gerätehistorie, Problemlösung «on the spot», Wartungsaufträge und Ersatzteil -
versorgung durch gerätespezifische Dokumente wie Zertifikate, Kalibrierdaten, Ersatzteillisten, Bedienungs- und Montageanleitungen: Die Geräte der Series 6 bieten allen Kunden, die dies wünschen, einen uneingeschränkten und datensicheren Zugang zur digitalen Welt. Auch mit allen relevanten Prozessdaten auf jedem mobilen Endgerät. Zur Fakuma 2024 wurden die digitalen Möglichkeiten nochmals ergänzt. Damit werden vor allem viele neue digitale Features auch ohne Gate-6 kostenlos über die App ecockpit nutzbar. Der Schnittstellen-Server
Hochwertige
Gate-6 hat jedoch weiterhin seine Daseinsberechtigung für die Anwendung von Remote-Funktionen.
Die Gesamtschau macht’s!
Wer als Käufer von Temperiergeräten seiner Kalkulation nur den Anschaffungspreis zugrunde legt, agiert sehr kurzsichtig. Wer hingegen bei seiner Anschaffung Qualität, Energieeffizienz, Langlebigkeit und Nachhaltigkeit mitberücksichtigt, wird bei der Gesamtkostenbetrachtung zu einer fundierten Investitionsentscheidung kommen. Ähnlich sieht es beim ROI aus, einer wichtigen Kennzahl, wenn es um Investitionen geht. Denn wenn alle wichtigen Kaufkriterien, die etwas über die Zukunftsfähigkeit der Investition aussagen, in die Berechnung einfliessen, wird sich auch der Zeitraum für die Amortisation eines langlebigen Geräts wesentlich günstiger darstellen. In über 60 Ländern können Interessenten über die Vertriebspartner des Unternehmens ein kostenloses Leihgerät anfordern, um die Vorteile der Technologie im realen Einsatz zu testen.
Kontakt
HB-Therm AG
Piccardstrasse 6
CH-9015 St. Gallen www.hb-therm.com n
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
NEU: Original-Service und Wartungen an Ihren motan-Anlagen, vom offiziellen Schweizer Vertreter Zuverlässigkeit und Partnerschaftlichkeit – das sind die Werte, für die wir eintreten
– Kundensupport
– Produktionsbegleitung
– Wartungen
– Störungsanalyse und Fehlerbehebungen
– Schulungen
– und viele weitere Dienstleistungen
Gerätekomponenten zahlen sich aus.
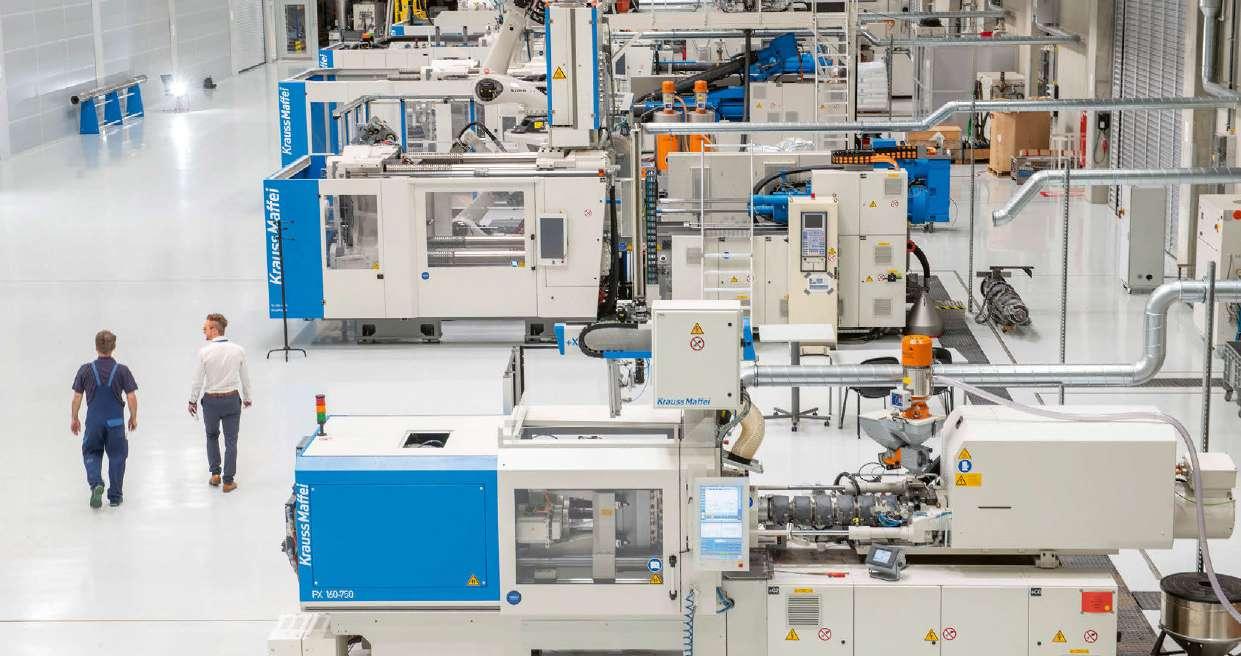
Am neuen Hauptstandort im bayerischen Parsdorf hat KraussMaffei ein komplett neues Werk gebaut, das Spritzgiessen, Automation, Reaktionstechnik und Additive Fertigung unter einem Dach vereint. (Bild: KraussMaffei)
Interview mit Bruno Schleiss
Digitalisierung verstehen
Hohe Produktionskosten, globale Unsicherheiten und teilweise sinkende Nachfrage: Die Schweizer Kunststoffbranche steht unter Druck. Trotzdem zeigt sich Bruno Schleiss, Geschäftsführer der Krauss-Maffei (Schweiz) AG, im Interview zuversichtlich. Er erklärt, warum die Schweizer Industrie gut aufgestellt ist, wie wichtig Wissenstransfer bleibt – und weshalb Digitalisierung kein Allheilmittel ist.
Raphael Hegglin
Die vergangenen Jahre waren für die Kunststoffbranche herausfordernd. Wie schätzen Sie die Situation heute ein? Bruno Schleiss: Die Weltwirtschaftslage ist zurzeit schwierig. Was die Schweiz betrifft, so würde ich allerdings nicht von einer Krise sprechen – auch wenn die Umsätze der Kunststoffbranche in den vergangenen zwei Jahren, zumindest gesamthaft betrachtet, rückläufig waren. Doch dieser Rückgang ist nicht nur auf die verschlechterte Wirtschaftslage zurückzuführen: Er ist auch die Folge der vergangenen Hochkonjunktur, welche die Covid-Pandemie bei uns ausgelöst hat. Damals waren verschiedene Bauteile, Komponenten und Ersatzteile über längere Zeit Mangelware. In der Folge haben viele Produktionsbetriebe begonnen, ihre
Lagerkapazität zu erhöhen. Auch wurde in zahlreichen Chefetagen entschieden, wieder mehr in Europa, speziell auch in der Schweiz, zu produzieren. Die Firmen haben sich dadurch ein Stück weit vom globalen Markt unabhängig gemacht. Aus diesem Grund konnte sich KraussMaffei auf dem Schweizer Markt besonders gut positionieren.
Stehen nun viele dieser Maschinen herum?
Schleiss: Glücklicherweise nicht. Aber man hat in der Zeit der Pandemie und danach überdurchschnittlich investiert und ausgebaut. Durch die neuen Maschinen haben viele Unternehmen ihre Produktionskapazitäten erhöht, sodass momentan ein geringerer Bedarf an neuen Spritzgiessmaschinen, Extrudern und anderen Produktionsmaschinen besteht. Und was
Bruno Schleiss, Geschäftsführer von KraussMaffei (Schweiz) (Bild: Raphael Hegglin)
Die KraussMaffei MX 4000 ist mit einer Schliesskraft von 40 00 0 kN die landesweit grösste Spritzgiessmaschine und steht in der Georg Utz AG. (v.l.): Andreas Schlegel (Leiter Operations Georg Utz AG, Mitglied GL), Bruno Schleiss (Geschäftsführer Krauss-Maffei (Schweiz) AG), Marcel Meier (Leiter Produktionstechnik Georg Utz AG) und Markus Eggimann (Leiter Produktion Georg Utz AG). (Bild: KraussMaffei)
hinzukommt: Vielerorts werden Lagerbestände nun teilweise heruntergefahren, um das gebundene Kapital zu reduzieren. Firmen, die Kunststoffteile für ihre Produkte benötigen, bestellen daher zurzeit weniger. Das macht sich in den Umsatzzahlen der Kunststoff-Branche bemerkbar.
Verhaltener Optimismus ist also angebracht?
Schleiss: Ich denke schon. Natürlich gibt es nichts zu beschönigen: Die Weltwirtschaftslage ist aufgrund der drohenden Zölle und der Kriege alles andere als stabil. Es gibt viele Unbekannte, mit denen wir leben müssen. Auf der anderen Seite hat die Schweizer Wirtschaft immer wieder bewiesen, wie robust sie ist. Der hohe Franken war zum Beispiel für die Kunststoffbranche eine grosse Herausforderung – die sie gut gemeistert hat. Die Betriebe haben in Effizienz und Automation investiert und konnten damit vieles kompensieren. Zudem ist die Schweiz ein überschaubarer Markt. Wir produzieren nicht für die preissensitiven Massen, sondern vor allem Spezialprodukte und Kleinserien. Hierzulande finden wir also alles: von Kleinstmaschinen bis zu grossen Anlagen, wie zum Beispiel unserer KraussMaffei MX 4000, der landesweit grössten Spritzgiessmaschine mit einer
Schliesskraft von 40 000 kN. Auch was die verarbeiteten Kunststoffe betrifft, ist die Vielfalt gross. In der Schweiz findet man Verarbeiter von Thermoplasten, Duroplasten und Flüssigsilikon sowie Betriebe, die auf Mehrkomponententechniken spezialisiert sind. Das ist eine weitere Stärke der Schweiz: Sie ist gut diversifiziert.
Das setzt viel Know ho w und Wissenstransfer voraus.
Schleiss: Das duale Bildungssystem verschafft uns seit jeher Wettbewerbsvorteile. Es ist Basis für unsere Innovationskraft und versorgt die Schweizer Wirtschaft mit kompetenten Fachkräften. Denn der Verkauf von Maschinen ist nur ein Teil unseres Geschäfts. Ebenso wichtig sind Beratung, Engineering und Service. Die Schweizer Kunststoff-Landschaft ist wie bereits erwähnt diversifiziert, spezialisiert und befindet sich in einem ständigen Wandel. Das erfordert laufend neue Lösungen, die wir zusammen mit unseren Kunden erarbeiten. Der Schweizer Markt ist also anspruchsvoll im positiven Sinne: Hierzulande sind fundierte Beratungen und Serviceleistungen gefragt, sie werden als wichtige Faktoren für Qualität und Präzision wahrgenommen, und man ist bereit, dafür etwas zu investieren.
Temperature control in pe ection –
MATIC Produktlinie
Einfache und intuitive Bedienung, modular erweiterbar
Intelligente Vernetzung durch IRIS
Entwickelt, konstruiert und gebaut von Tool-Temp Schweiz
Energiee izient und wirtscha lich
Wartungsarm und zuverlässig
CLASSIC Produktlinie
Bewährte Klassiker
Bediene reundlich dank einfachem User Inte ace
Stand-alone-Lösung
Robust und zuverlässig
Entwickelt für höchste Langlebigkeit
KraussMaffei
Gegründet wurde KraussMaffei 1838 in München. Der Maschinenbauer beschäftigt weltweit rund 4200 Mitarbeitende und unterhält neben dem Hauptstandort im deutschen Parsdorf weitere Produktionsstätten in Deutschland, Slowakei, China und USA. KraussMaffei ist Teil der Sinochem Holdings Corporation Ltd., einem der weltweit führenden Chemiekonzerne.
Seit 2023 ersetzt der neue Standort Parsdorf den früheren Hauptsitz in Allach. Es befinden sich dort die Verwaltung, die Spritzgiessmaschinen-Fertigung, die Reaktionstechnik, die Automation sowie die additive Fertigung sowie ein erweitertes Technikum für Kundenvorführungen, Maschinenabnahmen und Schulungen. Ziel des Umzugs war die Zusammenführung von Kompetenzen, die Modernisierung der Fertigungsinfrastruktur und die Verbesserung logistischer Abläufe mittels durchgängiger Werkslayouts. Das Produktportfolio umfasst Spritzgiessmaschinen mit Schliesskräften von 500 bis 4000 kN in der vollelektrischen PX-Serie sowie hydraulische und hybride Maschinen in der GX- und MX-Baureihe bis über 55 00 0 kN. In der Reaktionstechnik deckt KraussMaffei die Polyurethanverarbeitung mit Dosiermaschinen, Mischköpfen und kompletten Anlagen ab. Die Extrusionstechnik bietet Einschnecken- und Doppelschneckenextruder für das Compoudieren, Recycling sowie für die Kunststoffverarbeitung in Rohr-, Profil-, Schaum- und Plattenanwendungen. Ergänzend entwickelt das Unternehmen industrielle Grossanlagen für den 3D-Druck unter dem Namen PowerPrint, die Bauraumvolumen von bis zu mehreren Kubikmetern ermöglichen. Im Bereich Digitalisierung bietet KraussMaffei Plattformen zur Prozessregelung, für die Maschinenanalyse und die vernetzte Fertigungsüberwachung.
Eine wie grosse Rolle spielt dabei die Digitalisierung?
Schleiss: Das Thema ist schon seit Jahren ein Dauerbrenner und neben dem Thema Nachhaltigkeit einer der wichtigsten globalen Trends – gerade in der Schweiz, wo wir den starken Franken und die vergleichsweise hohen Lohn- und Mietkosten mit Effizienz und Qualität wettmachen müssen. Entsprechend viel ist in den letzten Jahren passiert und wurde bereits umgesetzt. Grundsätzlich können wir von KraussMaffei umfassende Digitalisierung bieten. Auch die Integration von künstlicher Intelligenz hat schon stattgefunden und wird weiter vorangetrieben. Doch oft benötigen Schweizer Betriebe smarte und gleichzeitig robuste sowie wandelbare Lösungen und keine Programme mit unüberschaubar vielen Features ohne Mehrwert. Die vergangenen Jahre haben meiner Meinung nach nicht nur gezeigt, was Digitalisierung alles kann, sondern auch, was sie nicht kann. Falsch eingesetzt kann sie Prozesse komplizierter, teurer oder gar ineffizienter machen. Wir bei KraussMaffei legen daher den Fokus auf einfache, flexible und nutzerfreundliche Lösungen. Mit APC+, socialProduction und dem pioneersClub bieten wir den Kunden anwender-
freundliche Möglichkeiten die Digitalisierung sinnvoll zu nutzen.
Und wie sieht es punkto Wartungen und Reparaturen aus? Setzt sich hier zunehmend Remote Support durch? Schleiss: In unserer Branche lassen sich Störungen oft nur vor Ort, oder unter fachkundiger Unterstützung per Hotline behe -
ben, obwohl wir den Kunden bei Bedarf einen Remote Support aktiv anbieten. Viele Kunststoff-Verarbeiter stehen einer Online-Anbindung kritisch gegenüber. Ich verstehe das: Unsere Systeme erfüllen zwar die höchsten Sicherheitsstandards, doch die Unternehmen möchten ihre Daten nur auf eigenen Servern und in geschlossenen Systemen speichern. Schliesslich geht es dabei um ihr geistiges Eigentum. Für uns ist das Thema Service daher zentral. Wichtig sind gute Erreichbarkeit, telefonische Unterstützung und gut ausgebildete Servicetechniker, welche bei Störungen rasch vor Ort sein können. In der kleinräumigen Schweiz ist es noch nicht so ein Problem, ohne Remote Zugriff Störungen zu beheben. Unser oberstes Ziel ist es, die Ausfallzeit einer Maschine auf das Minimum zu begrenzen. Obwohl wir eine Remote Anbindung anbieten, kann eine vor Ort Unterstützung schneller zum Ziel führen. Die Schweiz ist ein fordernder Markt, der Liefertreue, Qualität und schnelle, individuell passende Lösungen verlangt. Der Schweizer Kunde schätzt auch speziell den persönlichen Austausch.
Gleichzeitig ist die Schweiz ein kleiner Markt. Ist das für den Konzern eine Herausforderung?
Schleiss: Ja und nein. Wir verlangen viel, bringen jedoch auch viel ein. Es ist schon mehrmals vorgekommen, dass eine neue Maschine oder eine spezielle Modifikation
KraussMaffei bietet umfassende, auf die Kundschaft zugeschnittene Digitalisierungslösungen. (Bild: KraussMaffei)
einem unserer Projekte entsprungen ist. Die Innovationskraft der Schweiz führt nicht selten zu einer inspirierenden Zusammenarbeit, von der alle Seiten profitieren können. Zum Beispiel gibt es hier Kunden, die von uns Maschinen gekauft haben, von denen es in dieser Ausführung auf der Welt nur wenige gibt. Viele neue Entwicklungen sind aus der Zusammenarbeit mit Schweizer Kunden entstanden. Aus solchen Kooperationen können wir viel lernen.
In einem international tätigen Konzern wie Ihrem: Wie beeinflussen strukturelle Veränderungen an anderen Standorten Ihre Arbeit in der Schweiz?
Schleiss: Das hat durchaus spürbare Auswirkungen – im positiven Sinne. Am neuen Hauptstandort im bayerischen Parsdorf haben wir ein komplett neues Werk gebaut, das Spritzgiessen, Automation und Reaktionstechnik unter einem Dach vereint. Das ist ein enormer Fortschritt, gerade im Vergleich zum alten Werk, das historisch gewachsen ist und entsprechend logistische Schwächen hatte. Das neue Werk wurde von Grund auf geplant – mit klaren Materialflüssen und kurzen Wegen. Auch für uns in der Schweiz bringt das Vorteile: Wir haben nun Zugriff auf eine deutlich modernere Infrastruktur. Das hilft uns bei der Projekt umsetzung – insbesondere bei komplexeren Anlagen, die eine enge Verzahnung von Maschine und Automation erfordern. Durch das neue Werk ergeben sich auch ganz neue Möglichkeiten in der Fertigung – sei es bei Sonderlösungen, bei grösseren Maschinen oder auch in der Lagerung und Aufbereitung schwerer Stahlteile. Es geht also nicht nur darum, wo die Maschine gebaut wird – sondern wie gut wir in der Lage sind, sie für den Kunden masszuschneidern. Das gelingt uns heute noch besser.
Kontakt
Krauss-Maffei (Schweiz) AG Grundstrasse 3
CH-6343 Rotkreuz www.kraussmaffei.com n
Hauptsitz von KraussMaffei in Parsdorf (Bild: KraussMaffei)
Retrofit-Lösungen von Maag
Mehr Effizienz, Qualität und Nachhaltigkeit
Mehr denn je zählen in der Kunststoffindustrie Effizienz und Nachhaltigkeit. Dennoch sind nicht immer neue Maschinen notwendig. Auch viele bestehende Anlagen lassen sich durch gezielte Modernisierung und individuelle Retrofit-Lösungen so optimieren, dass sie die steigenden wirtschaftlichen und ökologischen Ansprüche erfüllen.
Grösserer Output, strengere Regularien, höhere Qualitätsanforderungen: Die Kunststoffindustrie steht weltweit vor komplexen Herausforderungen. Eine Antwort darauf ist der Aufbau von zusätzlichen Produktionskapazitäten durch Neuanlagen. Darüber hinaus rückt aber auch die Optimierung von bestehenden Anlagen zunehmend in den Fokus. Denn tatsächlich lassen sich vorhandene Maschinen und Systeme durch entsprechende Retrofit-Massnahmen auf den neusten Stand der Technik bringen und auf diesem Weg vorhandene Kapazitäten erweitern. Die Vorteile liegen auf der Hand: Durch den gezielten Austausch veralteter Komponenten, die Integration energieeffizienter Antriebstechniken sowie die Digitalisierung von Prozesssteuerungen können Investitionen und Produktionskosten deutlich gesenkt sowie der Energieverbrauch nachhaltig reduziert werden. Gleichzeitig ermöglicht die Nachrüstung mit modernen Filtersystemen und Recyclingtechnologien eine bessere Kreislaufführung von Rohstoffen und die Minimierung von Emissionen. Unternehmen profitieren von einer verlängerten Lebensdauer ihrer Anlagen, geringeren Ausfallzeiten und einer höhe -
ren Produktqualität. Entsprechende Massnahmen stärken nicht nur die Wettbewerbsfähigkeit, sondern tragen auch zur Erfüllung gesetzlicher Umweltauflagen und unternehmerischer Klimaziele bei.
Massgeschneiderte Retrofitkonzepte
Vor diesem Hintergrund setzt auch die Maag Group gezielt auf Lösungen zur Optimierung und Modernisierung von Bestandsanlagen. Die Aspekte Energie- und Ressourceneffizienz, Nachhaltigkeit und Automatisierung stehen dabei im Fokus des Lösungsportfolios. Durch diesen umfassenden Ansatz profitieren Bestandskunden von den stetigen Entwicklungen und Optimierungen im Firmen-Produktportfolio. Jedes Retrofitkonzept wird individuell zusammen mit dem Kunden entwickelt: Am Anfang steht die Analyse der vorhandenen Maschinen und der spezifischen Anwendungen sowie des technischen Zustands aller Anlagenkomponenten. Auf dieser Grundlage werden Effizienzpotenziale und geeignete Modernisierungsoptionen definiert. Mögliche Massnahmen sind beispielsweise der Austausch einzelner, optimierter Komponenten, der Einsatz von
Unterwassergranulator Pearlo 90 (Bilder: Maag)
verschleissfesteren Materialien oder die Erhöhung des Automatisierungsgrads. In vielen Fällen ist ein Upgrade auf eine neue Produktgeneration möglich.
Modernisierung am Beispiel
Unterwassergranulierung Im Bereich der Kunststoff-Granuliersysteme zählt die Unterwassergranulierung zu den flexibelsten Verfahren. Sie ermöglicht insbesondere ein sehr weites Leistungsspektrum bei gleichbleibender Anlagenkonfiguration. Weitere Vorteile bietet die Unterwassergranulierung (UWG) Pearlo mit innovativen Anpassungen des Granulators und der Schneidwerkzeuge, etwa in Bezug auf Lochplatte, Messer und Messerköpfe. Bei Bestandsanlagen, die nicht dem aktuellen technischen Stand entsprechen, besteht damit ein grosses Potenzial für Optimierungen und Modernisierungen. Realisierte Referenzprojekte zeigen die Wirksamkeit bereits kleinerer Optimierungsmassnahmen: Durch Umrüstungen im Bereich der Messerzustellung und der eingesetzten Schneidwerkzeuge werden Anlagenlaufzeiten erhöht und Materialausschuss sowie Energieeinsatz verringert. So erbrachte die Umrüstung der Schneidwerkzeuge und der
Die Wahl der richtigen Lochplatte ist der erste Schritt zum Erreichen einer hervorragenden Durchsatzleistung und Granulatqualität.
Der sich selbst ausrichtende Messerkopf sorgt für eine präzise Anordnung zwischen Lochplatte und Granulatorwelle, sodass alle Messer an der Lochplatte anliegen. Dies gewährleistet eine gleichbleibende Granulatqualität und geringeren Verschleiss von Messer und Lochplatte. Zahnradpumpe Extrusion
Schneidkammer einer Bestandsanlage eine Durchsatzsteigerung von – je nach Rezeptur – 40 bis 100 Prozent. Gleichzeitig wurden Materialspezifikationen schneller erreicht und Materialverluste verringert. Bei einer zusätzlichen Modernisierung der Messerzustellung reduzierten sich bei einem weiteren Betreiber die Anlagenstopps um den Faktor 9. Effizienz und Anlagenverfügbarkeit waren also deutlich gestiegen. Gleichzeitig sanken die Ersatzteilkosten. Die Voraussetzung dafür schafften widerstandsfähigere Schneidwerkzeuge und eine allgemeine Verbesserung der Prozessstabilität.
Modernisierung am Beispiel Stranggranulierung
Ein ähnlich hohes Optimierungspotenzial bieten die Stranggranulieranlagen der Maag Group. Häufig sind die Komponenten und Systeme schon Jahrzehnte im Einsatz. So sind bei den Unterwasserstranggranulierungssystemen sind oft noch Pralltrockner des Typs Aero verbaut. Durch den Austausch durch Zentrifugaltrockner des Typs Centro können die Energiekosten bei gleicher Trocknungs- und Produktqualität um bis zu 80 Prozent reduziert werden. Darüber hinaus sind Standzeitoptimierung durch den Einsatz weiterentwickelter bzw. neuartiger Werkstoffe möglich. Im besonderen Fokus stehen Verbesserungen der Verfügbarkeit der Gesamtanlagen. Vor allem der Einsatz von Ersatzschneidköpfen und ein Retrofit elektrischer Komponenten führen zu Verbesserungen in den Produktions- und Instandhaltungs-
abläufen. Werden zum Beispiel die Ersatzschneidköpfe nicht einzeln, sondern als einfach handhabbare Baugruppe vorbereitet, erfordert der Austausch nur noch wenige Minuten statt mehrere Stunden.
Modernisierung am Beispiel Extrusionspumpen
Bei Zahnradpumpen bietet die Maag Group «Drop-In-Lösungen» an: Das heisst, die bestehende Pumpe wird ohne weiteren Anpassungsaufwand durch eine neue ersetzt. In der Regel ist damit – bei gleicher Baugrösse und vergleichbaren Produkten – eine Leistungssteigerung von 25 bis 50 Prozent möglich. Denn die aktuelle Generation 6 bündelt die Ergebnisse einer mehrjährigen Entwicklungsarbeit. So arbeitet die Pumpenreihe heute mit einem verbesserten volumetrischen Wirkungsgrad. Das bedeutet: Auch bei höheren Drehzahlen bleibt der Temperatureintrag in das Produkt stabil. Gleichzeitig ist das Druckaufbauvermögen der Pumpe bei niedrigen Drehzahlen deutlich erhöht, wodurch sich das Fenster von der minimalen bis zur maximalen Förderrate erweitert. Referenzprojekte im Feld machen das tatsächliche Verbesserungspotenzial deutlich: Die Umstellung einer extrex-Pumpe von der fünften auf die sechste Generation in einer abrasiven Anwendung führte zu einer Durchsatzsteigerung von 25 Prozent. Gleichzeitig ergab sich bei gleichbleibendem Antriebsstrang ein um etwa 12 Prozent geringerer Energiebedarf. Eine optimierte Zahn- und Lagergeometrie erlaubte zudem niedrigere Drehzahlen, wodurch
die Lebensdauer der Pumpe um den Faktor 6 erhöht werden konnte.
Fazit und Ausblick
Die gezielte Optimierung und Modernisierung von Bestandsanlagen stellt einen effektiven Hebel dar, um in der Kunststoffindustrie den steigenden Anforderungen an Effizienz, Qualität und Nachhaltigkeit gerecht zu werden. Die Maag Group zeigt mit ihren Retrofit-Lösungen, dass sich auch ältere Anlagen durch technologische Nachrüstung wirtschaftlich sinnvoll weiterentwickeln lassen. Dabei stehen individuelle Konzepte, Energieeinsparung, Prozesssicherheit und Automatisierung im Fokus. Insgesamt bietet die Maag Group neben einem breiten Neumaschinen-Produktportfolio vielfältige weitere Möglichkeiten, um Produktionskapazitäten zu erweitern, die Effizienz im Bestand zu verbessern und somit die Wirtschaftlichkeit in die Jahre gekommener Anlagen wiederherzustellen. Mit Blick in die Zukunft wird die Bedeutung solcher Massnahmen weiter zunehmen – nicht nur zur Erfüllung regulatorischer Vorgaben, sondern auch zur Stärkung der Wettbewerbsfähigkeit im globalen Markt. Die intelligente Verbindung aus Bestandsnutzung und Innovation wird damit zum Schlüssel für eine ressourcenschonende und zukunftsfähige Produktion.
Kontakt
Maag Pump Systems AG CH-8154 Oberglatt welcome@maag.com www.maag.com n
«Kunststoff ist als Werkstoff unverzichtbar»
Das sagt Dr. Christoph Schumacher, Bereichsleiter Global Marketing bei Arburg, in der VDMA Interview-Serie im Vorfeld zur K 2025 und erklärt, warum dies so ist und was es mit dem Motto ’Green - Smart - Responsible’ auf sich hat.
Herr Schumacher, die nächste K steht unter dem Motto ‹The Power of Plastics – Green – Smart – Responsible›. Wie kam dieses Motto zustande?
Christoph Schumacher: Es ist im Grunde das Resultat einer längeren Entwicklung. Die Erkenntnis, dass die Lösung von Nachhaltigkeitsfragen zunehmend wichtig und dringend wird, hat sich in Vorbereitung auf die K 2019 erstmals laut artikuliert. Es ging damals zunächst um Bewusstseinsschaffung, es wurde ein gemeinsames Verständnis der Branche für diese Problematik hergestellt. Schlagworte wie Circular Economy rückten in den Mittelpunkt. Auf der K 2022 hat der Kunststoffmaschinenbau dann erstmals in grossem Rahmen gezeigt, was alles an Lösungsangeboten vorhanden war, etwa in Sachen Recycling. Es gab eine VDMASonderschau, an der sich auch Arburg mit einem eigenen Pavillon beteiligt hat. Auf der K 2025, wollen wir nun die Kraft und auch die Fähigkeit zur Zukunftsgestaltung sowohl des Materials Kunststoff als auch der Branche in allen Facetten herausstellen. Daher das durchaus selbstbewusste –und meines Erachtens wirklich aussagekräftige – Motto.
Welche Botschaft soll damit gesendet werden?
Schumacher: Wir wollen damit verdeutlichen, dass wir die gesellschaftliche Brisanz der Problemstellung verstanden ha
ben. Und gleichzeitig zeigen, dass der deutschsprachige Maschinen und Anlagenbau in herausragender Weise zur Lösung der Probleme beitragen kann. Hier gefällt mir immer ganz besonders der Begriff «Enabler». Etwa, indem er Technologien bereitstellt, die Circular Economy ermöglichen. Damit hilft er, Ressourcen zu schonen und gleichzeitig eine gezielte Mehrfachverwertung in den Griff zu bekommen. Es gibt aus meiner Sicht ganz wenige Industrien, die sich derart intensiv mit diesen gesellschaftlichen und ökolo
gischen Aufgaben beschäftigen, wie das die kunststoffverarbeitende Industrie seit Jahren tut. Gleichzeitig wollen wir herausstellen, dass Kunststoff als Werkstoff schlicht unverzichtbar ist. Man braucht ihn zur CO2 Reduktion, in der Elektromobilität, im Leichtbau, in der Medizin, für Verpackungen. Während der Corona Pand emie haben wir ja erlebt, dass alles, was nicht durch Kunststoff geschützt war, schlicht lebensgefährdend sein konnte. Damals haben wir als Branche diesen Stimmungsumschwung vielleicht nicht intensiv genug genutzt. Wir nehmen die Verantwortung an, uns mit der Wiederverwertung noch viel mehr auseinanderzusetzen. «Power of Plastics» zeigt unsere Überzeugung, dass ohne Kunststoff ein modernes Leben in Zukunft nicht möglich sein wird.
Und was ist mit «Green – Smart – Responsible»?
Schumacher: Diese drei Dimensionen zeigen, woraus die «Power» entsteht. «Green» steht dabei für die Wege, die zu mehr Nachhaltigkeit führen. «Smart» bezieht sich auf die Technologien, auf die man zum Beispiel im Rahmen der Digitalisierung zurückgreifen kann. «Responsible» beschreibt die gesellschaftliche Verantwortung allgemein, aber auch, dass wir das quantitative wie qualitative Nachwuchsproblem bei Fachkräften in Angriff nehmen. Unsere Kunden erwarten von uns als Way2K 2025
Christoph Schumacher: «Power of Plastics» zeigt unsere Überzeugung, dass ohne Kunststoff ein modernes Leben in Zukunft nicht möglich sein wird. (Bild: Arburg)
Maschinen und Anlagenbauer eine Lösung für diese Aufgabe: immer komplexere Produkte mit immer komplexeren Maschinen, mit immer unkomplexeren Menschen herzustellen.
Inwieweit passt das K-Motto zu Arburg?
Schumacher: Das passt sehr gut in allen drei Dimensionen, da diese schon lange sozusagen die Genetik unseres Unternehmens bilden. Wir haben die Fragen der Nachhaltigkeit schon vor vielen Jahren in dem Programm arburgGREENworld gebündelt, und die Fragen der Digitalisierung in einem Programm namens arburgXworld. Und das führen wir in der arburgSOLUTIONworld zusammen: ein Lösungsangebot für alle Fragen unserer Kunden. Hinzu kommen zahlreiche Kooperationen mit Initiativen wie R Cycle oder mit Start up s im Bereich Material. Verantwortung liegt schon deshalb in der Natur unseres Unternehmens, weil wir mit unserem Standort im ländlichen Lossburg seit je auf einen verantwortungsvollen Umgang mit Ressourcen und auf ein gutes Miteinander mit unseren Beschäftigten angewiesen sind.
Is t ein grüner, intelligenter und verantwortungsvoller Kunststoffmaschinenbau auch ein funktionierendes Geschäftsmodell?
Schumacher: Die Lösung der im Raum stehenden Fragen ist ein gutes Geschäftsmodell für den deutschsprachigen Spritzgiessmaschinenbauer, so viel kann ich auf jeden Fall sagen. Man kann diese Lösungen in die ganze Welt exportieren, man kann damit Geld verdienen. Viele unserer Wettbewerber, vor allem aus dem asiatischen Raum, können da nicht mithalten. Andererseits sind die Märkte in Asien diejenigen, die am schnellsten wachsen. Dort wird man auch nachhaltige Maschinentechnologie brauchen. Das sind genau die Chancen, die das Geschäftsmodell bietet.
Wie sieht die Zukunft des Kunststoffmaschinenbaus aus?
Schumacher: Der Kunststoffmaschinenbau wird sich weiterhin sehr gut entwickeln. Diese Industrie hat seit beinahe 100 Jahren immer wieder bewiesen, dass sie anpassungsfähig ist und Lösungen für an
stehende Aufgaben entwickeln kann. Es ist diese Enablerschaft, die sie auszeichnet. Überdies sind die Chancen, die im Werkstoff Kunststoff liegen, noch gar nicht voll ausgeschöpft oder noch gar nicht erkannt. Ganz grundsätzlich glaube ich, dass modernes Leben für immer mehr Menschen auf dieser Welt ohne Kunststoff nicht denkbar ist. Aber die Entsorgung, die Wiederverwertung, die Gestaltung und das Design von Kunststoffprodukten, die Materialeinsparung, und der möglichst sinn
hafte Einsatz dieses Materials, das sind Felder, in denen noch viel zu tun ist. Ich bin deshalb überzeugt, dass die Kunststoffverarbeitung in zehn Jahren ohne C i rcular Ec onomy Sy steme nicht mehr machbar sein wird.
Kon takt Arburg GmbH + Co. KG D 72286 Lossburg +49 7446 33 0 ww w.arburg.com n
Gravimax
Gleichmäßig dosiert
Neues 3D-Druck-Verfahren
In-Situ-Schäumen von Thermoplasten im 3D-Druck
Das Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK) hat einen kompakten Druckkopf für das aktive Schäumen im extrusionsbasierten 3D-Druck entwickelt.
Simon Grimm ¹
D r. Daniel Omidvarkarjan 1
Für die Herstellung individueller Leichtbauteile mittels 3D-Druck ist die Verarbeitung von Schäumen mit geringer Dichte eine spannende Möglichkeit. Der extrusionsbasierte 3D-Druck (Material Extrusion, kurz: MEX) mit Granulaten oder Filamenten eignet sich dazu besonders gut. Geschäumte Bauteile bringen mehrere Vorteile wie beispielsweise die Einsparung von Gewicht oder die Reduktion des Materialeinsatzes. Stand der Technik in gedruckten Schaumbauteilen sind mit chemischen Treibmitteln additivierte Filamente, die durch den Hitzeeintrag während des Druckvorgangs aufschäumen. Erfahrungen mit eigens am IWK entwickelten sowie kommerziellen Filamenten zeigen, dass der Schäumgrad mit dieser Art stark begrenzt ist (minimales Raumgewicht von ca. 0.4 g/cm3, was ungefähr einer dreifachen Volumenexpansion entspricht).
In-Situ-Schäumen mit aktiv herbeigeführten Treibmitteln
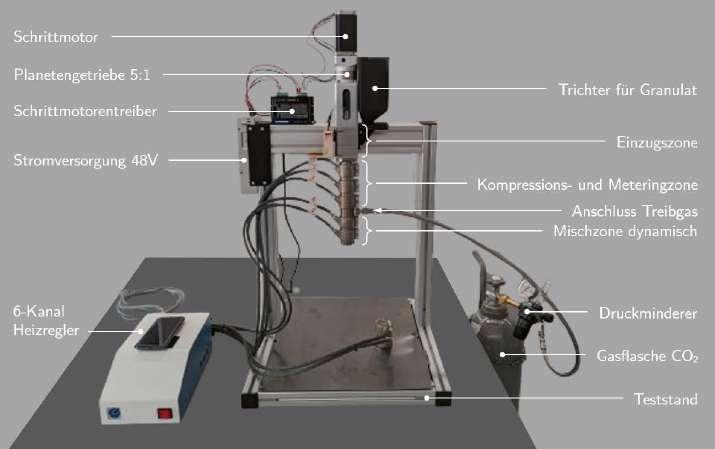
Am IWK ist ein Granulatdruckkopf für das In-Situ-Schäumen mit physikalischen Treibmitteln entwickelt worden (Bild 1). Dabei werden die Treibmittel während des Extrusionsprozesses über eine zusätzliche Leitung in die Kunststoffschmelze injiziert. Der Einsatz physikalischer Treibmittel wie beispielsweise CO2, N2 oder Pentan ermöglicht im Vergleich zu chemischen Treibmitteln die Herstellung von Schäumen mit niedrigeren Dichten (bis zu 0.015 g /cm3) aufgrund der grösseren Gasmenge [1, 2, 3].
1 IWK Institut für Werkstofftechnik und Kunststoffverarbeitung , OST – Ostschweizer Fachhochschule
Das Schäumen von Polymeren lässt sich allgemein in die folgenden vier Schritte einteilen: Mischen von Polymerschmelze und Treibgas zu einer homogenen Lösung, Nukleierung (Zellbildung), Wachstum der Zellen (Expansion), Stabilisierung der Zellen [4]. Der In-Situ-Schäumprozess mit dem Granulatextruder startet mit der Injektion des Treibfluids in die Polymerschmelze. Die Treibmitteldosierung geschieht aktuell ohne kostenintensive Gasdosieranlage, sondern lediglich über den Flaschendruck (57 bar bei 20 ° C) d er direkt mit dem Extruder verbundenen CO2Flasche. Anschliessend wird das 2-Phasen-Gemisch in der Mischzone zu einer einphasigen Lösung homogenisiert. Beim Übergang aus der Düse beginnt die Nukleierung. Es kommt zu einem Wachstum der Zellen und abschliessend zur Fixierung durch Abkühlung des extrudierten Strangs.
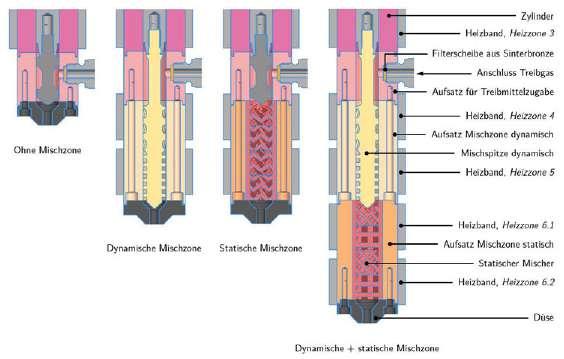
Modularer, kompakter Granulatdruckkopf
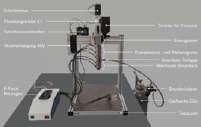
Der Einschnecken-Extruder ist modular aufgebaut, wodurch sich eine dynamische oder eine statische Mischzone oder die Kombination aus beidem montieren lässt (Bild 2). Dies ermöglicht Untersuchungen mit verschiedenen Konfigurationen, um den Prozess an verschiedene Gegebenheiten anpassen zu können. Eine eingebaute Filterscheibe aus Sinterbronze verhindert den Austritt der Schmelze und ermöglicht die Dosierung des Treibgases. Total sechs Heizzonen lassen sich über einen Heizregler individuell ansteuern. Dies ermöglicht eine erhöhte Schmelzetemperatur in der Begasungszone zur erhöhten Diffusion des Treibgases sowie eine Kühlstrecke nach der Treibmittelbegasung mittels reduzierter Schmelzetemperatur. Das Einbringen des Treibgases führt beim Polymer-Gas-Gemisch zu einem Viskositätsabfall. Durch die
Bild 1: Aufbau des Extruders mit angeschlossenen Heizbändern, 6-Kanal Heizregler und CO 2Treibgas. Die Schnecke wird ü be r einen Schrittmotor mit Planetengetriebe angetrieben. (Bilder: IWK)
Kühlstrecke soll die Viskosität wieder erhöht werden, um den Schaum nach dem Düsenaustritt zu stabilisieren. Zudem bewirkt die Kühlstrecke, dass das Treibgas weniger schnell wieder aus dem Polymer-Gas-Gemisch in die Umgebung diffundiert, was in einem erhöhten Schäumgrad resultiert.
Extrusionsschaum mit Potenzial für Leichtbau-Anwendungen
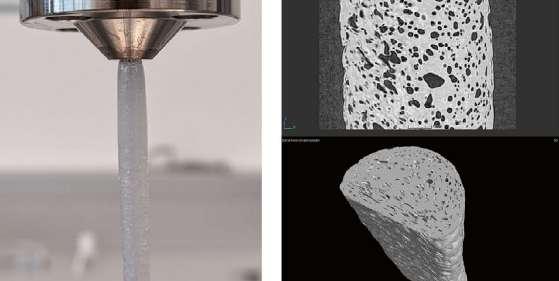
Der Einschnecken-Extruder ist bisher mit Polystyrol (PS), thermoplastischem Polyurethan (TPU) und Ethylen-Vinylacetat (EVA) getestet worden. Bild 3 zeigt Detailaufnahmen eines PS-Schaums, hergestellt mit der dynamischen Mischzone. Ein grosser Vorteil der In-Situ-Treibmitteldosierung ist die Möglichkeit zur lokalen Beeinflussung des Schäumgrades während des Druckvorgangs. Dies erlaubt die Realisierung von Dichtegradienten, um in spezifischen Bereichen kompakter oder
höher geschäumt zu drucken. Eine Anwendung dafür wäre z. B. die Herstellung von Sandwich-Strukturen aus Monomaterial. Durch das Aufschäumen können grosse Volumen in kürzerer Zeit gedruckt werden, was die Wirtschaftlichkeit weiter steigert. Hohes Potenzial für 3D-gedruckte Schaumstrukturen zeigt sich im Transportbereich (Automobil, Luftfahrt, etc.), wo durch Gewichtseinsparungen und guten thermischen Isolationseigenschaften die Effizienz gesteigert werden kann. Die Verpackungsindustrie, besonders die Herstellung komplexer Mehrweg-Verpackungen, kann ebenfalls interessant für den In-SituSchaum-3D-Druck sein aufgrund der guten Dämpfungseigenschaften.
Ein grosser Mehrwert der additiven Fertigung im Vergleich zu subtraktiven Verfah -
ren ist die schnelle und kostengünstige Herstellung in tiefen Stückzahlen. Besonders im Bereich von personalisierten Produkten mit Stückzahl 1 bietet der 3DDruck einen grossen Mehrwert. Durch das Schäumen von thermoplastischen Elastomeren (TPE), EVA oder Polypropylen (PP) können Halbhartschäume (70–700 MPa) bis Weichschäume (<70 MPa) generiert werden [5]. Diese können beispielsweise im Sport- und Lifestylebereich für personalisierte Produkte wie z. B. Schuhsohlen, Fahrradsättel, Polsterungen, etc. eingesetzt werden. Im Medizinbereich bietet das In-Situ-Schäumen bei Sitzpolstern beispielsweise für DiabetesPatienten grossen Mehrwert durch die mögliche Reduktion von Druckstellen mittels lokal einstellbarem Schäumgrad. Weitere Ziele in der Forschung sind das Erschliessen weiterer Kunststoffe sowie die Realisierung neuer Anwendungen. Das IWK ist offen für Projektideen und sucht nach spannenden Einsatzgebieten für diese Technologie. Kontaktieren Sie uns mit Ihrer Projektidee!
Literatur
[1] Volker Altstädt und Axel Mantey. Thermoplast-Schaumspritzgiessen. Hanser, München, 2011.
[2] Lutz Liebehentschel und Marcel Wiesner. IKV-Seminar: Thermoplastische Schaumstoffe – Neues aus Spritzgiessen und Extrusion. Chemische Treibmittel, 9 2006.
[3] Otto Schwarz, Friedrich-Wolfhard Ebeling und Brigitte Furth. Kunststoffverarbeitung. Vogel Buchverlag, Würzburg, 11th ed. edition, 2009.
[5] Lisa Werne. Hydrotalcite als neuartige Treibmittel für Polyethylenschäume. 2019. doi:10.25534/tuprints-00009298.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Fachbereich 3D Printing / A M Eichwiesstrasse 18b CH-8640 Rapperswil-Jona +41 58 257 13 05 daniel.omidvarkarjan@ost.ch www.ost.ch/iwk n
Bild 2: Die Begasung der Schmelze erfolgt über eine Filterscheibe. Die Mischzonen homogenisieren das Polymer-Gas-Gemisch.
Bild 3: Links: Schaumextrusion mit Polystyrol (PS) bei Verwendung der dynamischen Mischzone; rechts: CT-Aufnahme eines extrudierten Strangs aus PS.
Neu entwickelter Werkstoff für den 3D-Druck
Boote aus Thermoplast
Vor zwei Jahren begegnete Uwe Stenglin, CEO von Rotefeld-Consulting GmbH Co. KG und Hauptgesellschafter von Dipromat GmbH, zum ersten Mal dem Cead-Team. CEAD B.V. ist bekannt als Hersteller von GranulatDruckern LFAM (Large Formate Additive Manufacturing) und weltweit tätig. Die Entwicklung von kompletten Booten, hergestellt aus Thermoplasten, hat bereits begonnen.
Zwei grundsätzliche Werkstoff-Familien stehen sich gegenüber: Polyesterboote mit Laminier-Technik und Glasfaser- oder Carbon-Faser Verstärkung. Diese Duroplaste zeigen gute mechanische Werte, aber auch hohe Dichte und geringe Bruchdehnung. Doch sie erfordern hohen handwerklichen Arbeitsaufwand und lassen sich kaum rezyklieren. Demgegenüber steht Polyethylen als gutmütiger, zäher Thermoplast, welcher in der Bootsindustrie einen festen Platz hat. Seine Dichte ist gering und die Recyclingfähigkeit sehr gut. Die Nachteile sind hingegen, vor allem bei grossen Booten, die geringe Steifigkeit und der hohe Arbeitsaufwand bei der Verarbeitung von HDPEPlattenware.
Polymer im Gesamtpaket
Die hohe Wärmedehnung und die Spannungsrissbildung bei HDPE muss daher berücksichtigt werden. Die gegen Rissbildung unempfindlicheren PE-Typen wie MDPE, LDPE, LLDPE oder VLDPE sind durch die vorhandenen Verzweigungen gut in der Kerbschlagzähigkeit und besser als HDPE mit geringen Verzweigungen. Thermische Werte und Steifigkeit, sowie Festigkeit gehen allerdings deutlich zurück. Durch die sehr hohen Formschwindungen von 1,5 bis 2,5% sind PE-Polymere kaum druckbar. Je grösser die Boote werden,
umso schwieriger wird die Verarbeitung. Bei HDPE ist durch die grosse Wärmedehnung die Spannungsrissproblematik zu berücksichtigen.
Am Ende einer zweijährigen Partnerschaft wurde nun der Werkstoff Cread HDPro (Engineered for Heavy-Duty Marine Applications) für den Druck von Booten entwickelt: Dieses glasfaserverstärkte Polymer mit allen geforderten Eigenschaften ist das Ergebnis einer erfolgreichen Zusammenarbeit. Schweissdrähte aus gleichen Polymeren, ebenfalls mit Glasfaserverstärkung, runden die Technologie ab.
Cead HDPro zeigt gute Eigenschaften von –20 ° C bis +70 ° C. Die Kerbschlagzähigkeit
bei –20 ° C is t 5-mal höher als die von HDPE bei Raumtemperatur. Da Maschineneinstellung und Eigenschaften der gedruckten LFAM-Teile ebenso wichtig sind wie das Polymer, werden die Polymere im Gesamtpaket, inkl. Prozessparameter, von Cead vertrieben. Mit ähnlichen Werkstoffen werden auch Teile in der Automobilindustrie und Gebäude-Konstruktion hergestellt.
Kontakt
Dipromat GmbH
Raiffeisenstrasse 5
D-91587 Adelshofen www.dipromat.de n
Bootherstellung mit 3D-Druck (Bild: Dipromat GmbH)
Bürstenherstellung
Mehr Variantenvielfalt
Roth Plastic Technology hat die nächste Ausbaustufe seiner Beborstungskompetenz erreicht: Am Standort in Wolfgruben wurde eine zweite hochmoderne Bürsten-Herstellungsmaschine in Betrieb genommen. Damit baut der kunststoffverarbeitende Betrieb sein Angebot als Full-Service-Supplier weiter aus und reagiert auf die steigende Nachfrage nach kompletten Lösungen aus einer Hand – vom Spritzguss über die Beborstung bis zur Baugruppenmontage und Verpackung.
Bereits vor zwei Jahren hatte Roth Plastic Technology mit der ersten Beborstungsmaschine neue Massstäbe gesetzt. Der nun erfolgte Ausbau ist nicht nur eine Kapazitätserweiterung, sondern schafft auch eine höhere Sicherheit durch Redundanzen in der Produktion und ermöglicht eine grössere Produktvielfalt.
«Unsere Kunden – vor allem aus der Heimtechnik- und Haushaltsgerätebranche – schätzen, dass sie beborstete Kunststoffkomponenten bei uns direkt aus einer Hand bekommen: Spritzguss und Beborstung unter einem Dach bedeutet kürzere Wege, weniger Abstimmungsaufwand und geringere Logistikkosten», betont Sebastian Herrmann, Gesamtleiter von Roth Plastic Technology.
Signifikante Produktivitätsvorteile
Die neue Maschine vom Typ BFK2, entwickelt von der Schwestergesellschaft Roth Composite Machinery (RCM) in Burgwald, bietet gegenüber dem Vorgängermodell (U-BFA21/E5) signifikante Produktivitätsvorteile und überzeugt durch eine Reihe technischer Merkmale, die sie besonders leistungsfähig und effizient machen. Durch das sogenannte Zwillingsprinzip und das gleichzeitige Be- und Entladen während des Beborstungsvorgangs konnte die Ausbringung im Vergleich zum Vorgängermodell um rund 60 Prozent gesteigert werden. In der durchlaufenden Arbeitsweise erreicht die Maschine eine Leistung von bis zu 900 Bündeln pro Minute – bei Indexzeiten von unter zwei Sekunden. Wie schon beim Vorgängermodell kommt auch hier die bewährte, patentierte RoAn-Technologie zur Füllung zum Einsatz. Die BFK2 ist speziell auf die Herstellung von Radial -
Sie haben die zweite Beborstungsmaschine am Standort Wolfgruben erfolgreich in Betrieb genommen (von links): Christian Semus, Werksleiter von Roth Plastic Technology, Dennis Brückner, Betriebsleiter von Roth Composite Machinery Burgwald, Maschinenbediener Christoph Hebener und Stefan Koch, Fertigungsleiter im Bereich Beborstung von Roth Plastic Technology. (Foto: Roth Plastic Technology)
bürsten und Besen mit einer Länge von bis zu 600 Millimetern ausgelegt und bietet damit hohe Flexibilität bei mittleren bis hohen Stückzahlen.
Die enge Zusammenarbeit mit Roth Composite Machinery bringt zusätzliches Know-how in die Produktion: «Unsere Maschinen kommen nun bei unserer Schwestergesellschaft produktiv zum Einsatz –das ist ein echtes Paradebeispiel für gruppeninterne Synergien», sagt Dennis Brückner, Betriebsleiter bei RCM in Burgwald.
Individuelle Kundenlösungen
Bei allem technischen Ausbau bleibt Roth Plastic Technology seiner Linie treu: Es erfolgt keine Eigenentwicklung von Bürstenprodukten, sondern die konsequente Fokussierung auf kundenindividuelle Lösungen und einen maximalen Servicegrad. Dies umfasst auf Wunsch auch: Kun -
denworkshops zur Projektentwicklung, Technische Beratung und Konstruktion, Komplettierung von Baugruppen sowie Verpackung nach Kundenwunsch. Darüber hinaus erfolgt die Produktion am Standort Wolfgruben seit 2017 CO2-neutral gemäss Scope 1 und 2: Ein zusätzlicher Anreiz für Kunden, die Wert auf nachhaltige Lieferketten legen. Sebastian Herrmann bringt es auf den Punkt: «Mit der zweiten Maschine bieten wir noch mehr Flexibilität, Leistung und Variantenvielfalt – immer mit dem Ziel, unseren Kunden echten Mehrwert zu liefern. Das ist und bleibt unser strategischer Anspruch.»
Kontakt
Roth Plastic Technology Lahnweg 7 D-35232 Dautphetal-Wolfgruben www.roth-plastic-technology.de n
Energieverbräuche im Blick
Energiemonitoring stärkt Wettbewerbsposition
Beim Thema Energieeffizienz geht es um mehr als um Nachhaltigkeit. Es geht um die Wettbewerbsfähigkeit, vor allem in der Verpackungsindustrie, wo mit besonders spitzem Bleistift Stückkosten kalkuliert werden müssen. Beim Unternehmen Filthaus unterstützt das Energiemonitoringsystem iMAGOxt von Wittmann, die Verbräuche im Blick zu behalten und die Produktionsprozesse kontinuierlich zu optimieren.
Susanne Zinckgraf ¹
Ein Energieverbrauch von 300 Watt im Stand-by – das ist für die Produktionszelle zu viel. Doch wohin geht der Strom? – Unmittelbar nach unserem Eintreffen bei der Filthaus GmbH in Meinerzhagen sind wir mitten im Thema. Stefan Filthaus, der geschäftsführende Gesellschafter, kommt gerade aus einer Besprechung mit den Digitalexperten von der Wittmann Gruppe und durch Zufall fiel ihnen diese eine Spritzgiesszelle ins Auge, die viel Strom verbraucht, obwohl sie aktuell nicht am Produzieren ist.
Erst wenige Wochen zuvor hatte Filthaus das Energiemanagement-System iMAGOxt von Wittmann in seiner 26 Maschinen umfassenden Spritzgiesserei in Betrieb genommen, und bereits jetzt ist der Nutzen enorm. «Ohne iMAGOxt wäre uns die hohe Leerlaufleistung dieser Anlage nicht aufgefallen», sagt Stefan Filthaus. «Jetzt können wir dem Thema nachgehen, die versteckten Stromverbraucher abstellen und mehrere Tausend Euro im Jahr einsparen.» Was bringt iMAGOxt in der Praxis? Um Antworten auf genau diese Frage zu erhalten, hatten wir uns mit Stefan Filthaus verabredet.
Seit zehn Jahren ist der Kunststoffverarbeiter in der Werner-Battenfeld-Strasse in Meinerzhagen der direkte Nachbar von Wittmann Battenfeld Deutschland, der deutschen Niederlassung der österreichischen Wittmann Gruppe. «Und natürlich schaut man, was die Nachbarn machen, welche Synergien sich vor Ort ergeben», berichtet Stefan Filthaus. «iMAGOxt weckte
1 Susanne Zinckgraf, Head of Strategic Marketing, Wittmann Group
unsere Aufmerksamkeit. Solch ein Tool kannten wir bis dahin nicht im Markt.»
Energieverbräuche in Echtzeit
iMAGOxt ist eine Cloud-basierte Energiemanagement-Software, die Spritzgiessverarbeiter bei der Analyse, Visualisierung und Optimierung des Energieverbrauchs unterstützt. Um alle Energieverbräuche und die Verbrauchsverläufe dynamisch und in Echtzeit abbilden zu können, sammelt iMAGOxt Messdaten an bestimmten Verbrauchspunkten, analysiert Trends, berechnet benutzerdefinierte KPIs und bereitet alle Ergebnisse in sehr übersichtlicher Form grafisch auf.
«Der Energieverbrauch ist nicht nur eine Effizienzkennzahl, sondern ein vermarktungsfähiger Wert, der die Positionierung und Glaubwürdigkeit des Unternehmens stärkt und damit die langfristige Resilienz erhöht», betont Federico Colombo, Vertriebsexperte bei Wittmann Digital, dem S of twarehaus innerhalb der Wittmann
Gruppe. «iMAGOxt eignet sich perfekt, über Massnahmen zur Reduktion des Energieverbrauchs und CO2-Fussabdrucks zu entscheiden.»
Filthaus zählt zu seinen Kunden einige Grosskonzerne, die von ihren Zulieferern einen Nachweis über den CO2-Fussabdruck der gelieferten Produkte einfordern.
Einfache Bedienbarkeit
Das Produktspektrum von Filthaus gliedert sich in zwei etwa gleich grosse Geschäftsbereiche: Verpackung und technische Teile. Im Bereich Verpackung werden unter anderem Schraub- und Stülpdeckeldosen mit den dazugehörenden Deckeln, Doppelwandtiegel und Messlöffel für Lebensmittel, Kosmetika, Chemikalien sowie viele weitere Produkte produziert. Verarbeitet werden sehr grosse Mengen Polypropylen, daneben verschiedene biobasierte Kunststoffe und auch rezyklierte Materialien, die zum Teil aus dem hausinternen Recycling von Angüssen und Ausschussteilen stammen.
Schöpfen gemeinsam Energiesparpotenziale aus: Rainer Griessmann von Wittmann (links) und Stefan Filthaus von Filthaus (rechts). (Bild: Wittmann Gruppe)
Der Geschäftsbereich technische Teile bedient verschiedene Anwenderbranchen, darunter Medizintechnik und Health Care, die Bau- und die Möbelindustrie. Hier werden über einhundert verschiedene Kunststoffe im Ein- und Zweikomponentenspritzguss sowie im Monosandwichverfahren verarbeitet.
Beide Bereiche eint, dass die Energiekosten einen hohen Anteil an den Stückkosten haben. «Im Durchschnitt sind das 20 Prozent», berichtet Stefan Filthaus und betont: «Um wettbewerbsfähig zu sein, müssen wir Anstiege bei den Energiekosten durch einen niedrigeren Energieverbrauch ausgleichen.» Hinzu kommt, dass im besonders preissensitiven Verpackungsmarkt eine Mischkalkulation schnell mal einen Auftrag kosten kann. «Mit iMAGOxt sind wir jetzt in der Lage, den Produktionsprozess monetär noch besser bewerten zu können», sagt Filthaus.
Transparenz über sämtliche Verbraucher im Betrieb – genau darauf kommt es an und genau das war für die Firma Filthaus –neben den Anforderungen der Kunden –die Motivation, sich mit den Möglichkeiten, die iMAGOxt eröffnet, zu befassen. «Ich habe mir das im Technikum von Wittmann zeigen lassen», sagt Stefan Filthaus. «Die Übersichtlichkeit und einfache Bedienbarkeit des Software-Dashboards haben mich sofort überzeugt. Für mich war auf einen Blick ersichtlich, wie das funktioniert und was das Energiemanagementsystem alles leisten kann.»
Systemunabhängiges
Monitoring
Ausser der Software gehören zum Lieferumfang von iMAGOxt Strommesssensoren, die die Messdaten über eine Cloud an die Software übertragen. Die Sensoren werden an den einzelnen Verbrauchern installiert. Dabei ist es unerheblich, ob es sich um Maschinen und Geräte aus der Wittmann Gruppe oder um Systeme ande -
DIE ZUKUNFT
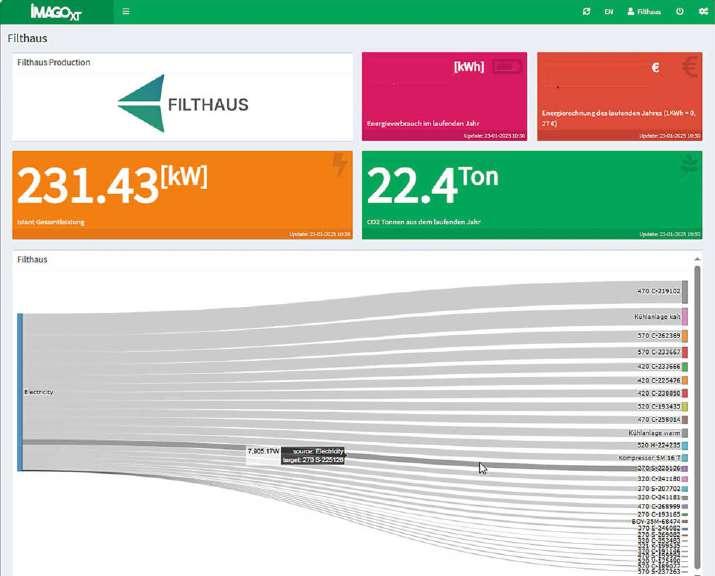
Die Übersichtlichkeit hat Stefan Filthaus von Beginn an überzeugt. Das Fliessdiagramm entlarvt auf einen Blick die grössten Energieverbraucher. (Bild: Wittmann Gruppe)
rer Anbieter handelt. «iMAGOxt läuft systemunabhängig und funktioniert auch in einem Maschinenpark mit Systemen vieler unterschiedlicher Marken zuverlässig», erklärt Rainer Griessmann, Konstrukteur bei Wittmann Battenfeld Deutschland, der das Unternehmen Filthaus bei der Implementierung von iMAGOxt unterstützt.
Die Messstellen können einzelne Geräte oder komplette Produktionszellen sein. «Hier bieten wir sehr viel Flexibilität», so Griessmann weiter. «Vor der Installation evaluieren wir gemeinsam mit unserem Kunden, welche Messstellen zur Erreichung seiner ganz individuellen Ziele am sinnvollsten sind.» Im Falle von Filthaus wurde entschieden, die Spritzgiessproduktionszellen jeweils als Einheit zu betrachten. Denn es ist der Gesamtverbrauch der Produktionszelle, der zur Berechnung des Product Carbon Footprint herangezogen wird.
30 Messstellen
Zusätzlich zu den Spritzgiessproduktionszellen wurden zwei Kühlanlagen sowie die beiden grossen Druckluftkompressoren ins Energiemonitoring integriert, und schliesslich wurde auch der Hauptanschluss als eigene Messstelle definiert. Die Überlegung war, dass sich aus der Differenz der Gesamtleistung im Gebäude und des Produktionsequipments auch der Stromverbrauch von Verwaltung und Lagerhaltung ermitteln lässt, inklusive Beleuchtung, IT-Infrastruktur, Wärmepumpe und anderer nicht produktionsspezifischer Verbraucher. In Summe ergibt das 30 Messstellen, die im Hause Filthaus installiert und vernetzt wurden.
Die einzelnen Verbräuche lassen sich in der Software wahlweise in Kilowattstunden oder Tonnen CO2 – jeweils bezogen auf ein Kilogramm verarbeitetes Material –
Jetzt anmelden Donnerstag, 4. September
anzeigen. An Tagen mit einer kräftigen Sonneneinstrahlung liegen diese Werte jeweils niedriger, denn 2024 hatte Filthaus in eine Photovoltaikanlage investiert. «Im Sommer gibt es Tage, an denen wir komplett unabhängig vom Stromnetz produzieren», sagt Stefan Filthaus. «Das verbessert den CO2-Footprint der Produkte und spart Geld.» Massnahmen in mehr Nachhaltigkeit müssen sich immer auch finanziell rechnen, ist der Geschäftsführer überzeugt.
Verbräuche mobil im Blick behalten
«Die Grafiken auf dem Dashboard von iMAGOxt machen die Analyse unserer Energieverbräuche sehr einfach und helfen uns, die richtigen Entscheidungen zu treffen», betont Filthaus. Spannend ist zum Beispiel eine Darstellung, in der der Gesamtenergiestrom grafisch auf die einzelnen Abnehmer aufgeteilt wird und die Balkenstärke jeweils den relativen Anteil am Gesamtenergieverbrauch widerspiegelt. Für jeden Verbraucher lässt sich eine eigene Farbe definieren, die automatisch auch für andere Grafiken übernommen wird.
Die Energieverbräuche werden wahlweise pro Jahr, pro Woche oder pro Stunde sowie als Trendverlauf angegeben. Aus diesen Werten berechnet Stefan Filthaus die Energiekosten, die CO2-Emissionen und
die Stückkosten für jede einzelne laufende Produktionszelle. Besonders gefällt Stefan Filthaus, dass die Software webbasiert arbeitet. «Ich kann alle Daten auch über das Handy oder ein beliebiges Endgerät einsehen und brauche dafür keine separate App», so Filthaus.
Konkrete Massnahmen
«iMAGOxt bietet den unverwechselbaren Vorteil, dass es datengestützt sehr präzise Erkenntnisse liefert, die sich direkt auf die strategische Entscheidungsfindung auswirken», sagt Edoardo Tettamanti, Head of Marketing von Wittmann Digital. «Damit ermöglicht es die Plattform, vom reaktiven Energiemanagement zu einem proaktiven Ansatz zu wechseln und die Ressourcenzuweisung zu optimieren.»
In der neu gewonnenen Transparenz steckt viel Potenzial, das Filthaus nun sukzessive ausschöpft. «iMAGOxt hilft uns, unsere Prozesse zu optimieren, um die Energieeffizienz unserer Produktion immer weiter zu steigern», erklärt Stefan Filthaus. «Wir leiten aus den Analysen von iMAGOxt ganz konkrete Massnahmen ab.» Das Aufspüren von Verlustenergien, wie bei der eingangs erwähnten Produktionszelle, die im Stand-by zu viel Energie verbraucht, ist dafür nur eines von unzähligen Beispielen. «Das Energiemanagementsystem hilft uns, unsere Mitarbeiter zu sensibilisieren», erwähnt Stefan Filthaus einen ihm beson -
ders wichtigen Aspekt. Läuft irgendwo ein Temperiergerät oder ein Förderband, obwohl es gerade nicht benötigt wird? Hat jemand vergessen das Licht auszuschalten? – Die Auswertungen von iMAGOxt mac hen transparent, dass selbst kleine Massnahmen viel zur Gesamtenergieeffizienz beitragen.
Stromspitzen den Garaus machen
Ein aktuelles Projekt bei Filthaus befasst sich mit der Analyse von Stromspitzen –und auch hier vermag iMAGOxt zu unterstützen. «Wir sehen jetzt exakt den Verbrauchsverlauf und können auf die Minute genau feststellen, wann Spitzenleistungen aufgetreten sind. Diese werten wir aus, indem wir nachverfolgen, welche Besonderheiten an genau diesem Tag dazu geführt haben», erklärt Filthaus. Denn trotz sorgfältig ausgearbeitetem Anfahrprozedere, das nach den Wochenenden oder nach einem Betriebsurlaub zum Tragen kommt, kam es in der Vergangenheit immer wieder vor, dass der Stromverbrauch kurzzeitig auf einen Spitzenwert anstieg. Und genau nach diesem Maximalbedarf stellt der lokale Energieversorger die Energie bereit und berechnet den Strompreis. «Nur weil einmal etwas aus dem Ruder gelaufen ist, zahlen wir für das gesamte Jahr eine sehr hohe Bereitstellungsgebühr», sagt Filthaus. «Genau das gilt es für die Zukunft zu vermeiden.»
Um weitere Potenziale zu eruieren, arbeiten Stefan Filthaus und sein Team weiterhin eng mit den Experten von Wittmann zusammen. Dass die beiden Firmen nur wenige Meter voneinander trennen, ist hierfür ein klarer Vorteil. «Man kann sich auch mal ganz spontan persönlich treffen», so Griessmann. Für Stefan Filthaus ist es noch mehr, was die gute Zusammenarbeit ausmacht: «Wir sprechen auf Augenhöhe miteinander und alle unsere Ansprechpartner sind schnell und zielorientiert in der Umsetzung. Das Unkomplizierte im Umgang miteinander, das schätze ich am meisten.»
Kontakt
Wittmann Battenfeld GmbH Wiener Neustädter Strasse 81 A-2542 Kottingbrunn www.wittmann-group.com n
Bürokratie versus Innovation
«Die Klebtechnik besitzt technologisch, ökologisch und ökonomisch gesehen grosses Potenzial als führende Verbindungstechnik des 21. Jahrhunderts und ist so die Basis für dringend benötigte Innovationen quer durch alle Branchen», sagt Professor Dr. Andreas Gross, Abteilungsleiter «Weiterbildung und Technologietransfer» am Fraunhofer IFAM (Bremen). Nur müsse diese Erkenntnis auf den politischen Entscheiderebenen endlich ankommen, denn Bürokratismus und Regulierungsdirigismus würden sich zum unnötigen Spannungsfeld entwickeln.
Was braucht die Klebtechnik im 21. Jahrhundert, um ihr Potenzial nutzen zu können?
Andreas Gross: Gute Frage! Trotzdem würde ich die Frage zunächst gerne umdrehen, denn viel interessanter ist: Braucht das 21. Jahrhundert die Klebtechnik?
Und – braucht das 21. Jahrhundert diese Verbindungstechnik?
Gross: Ja – denn der Schlüssel zu Innovationen liegt heute und zukünftig in der problemlosen Verbindung der verschiedensten Materialien. Wir verwenden heute quer durch alle Branchen viele Werkstoffe, die wir mit klassischen Technologien wie Schweissen, Schrauben oder Nieten nicht mehr sinnvoll verbinden können. Der fortwährende, immer schnellere Wandlungsprozess aller entscheidenden Gestaltungsräume der Gegenwart und Zukunft führt bei Produktentwicklungen zu stetig anspruchsvolleren Kundenerwartungen in F o rm besserer Produktqualität, höherer Funktionalität, geringerem Gewicht, zeitgemässem Design usw. Das führt mit rasanter Geschwindigkeit zwangsläufig zu Neuund Weiterentwicklungen anforderungsspezifisch entwickelter und ausgewählter Werkstoffe. Folglich sind Werkstoffe unter technologischen, ökologischen und ökono -
mischen Aspekten im 21. Jahrhundert der entscheidende Faktor für die grossen Zukunftsfelder Energie, Klima- und Umweltschutz, Ressourcenschonung, Mobilität, Gesundheit, Sicherheit oder Kommunikation. Werkstoffe und ihre Eigenschaften ermöglichen die kontinuierlichen Fortschritte, ohne die, z.B. in den Bereichen Maschinenbau, Verkehrsmittelbau, Luftfahrtindustrie, Chemische Industrie, Medizintechnik, Energietechnik oder Umweltschutz, diese nicht denkbar wären.
Die Werkstofftechnik ist also neben der Klebtechnik eine der Schlüsseltechnologien im 21. Jahrhundert – was folgt daraus?
Gross: Die beiden Technologien entfalten ihr Potenzial in vielen Anwendungsbereichen zusammen. Die Werkstoffvielfalt nimmt zur Erfüllung der immer komplexeren Anforderungen im Verbund gleicher und unterschiedlicher Werkstoffe zu. Viele Produkte, Bauteile oder Komponenten sind heute und morgen Verbundsysteme oder werden es. Die daraus resultierende Werkstoffentwicklung und die Entwicklung der Verbindungstechnik müssen als gleichberechtigt und im Zusammenhang betrachtet werden. Beides muss zusammenpassen – und zwar unter Erhalt der Werkstoffeigenschaften.
Nun ist die Klebtechnik nur eine Verbindungstechnik – neben Nieten, Schweissen, Schrauben usw. Was macht sie besonders?
Gross: Kleben ist weit mehr als «nur eine Verbindungstechnik neben Nieten, Schweissen, Schrauben usw.». Wie bereits gesagt, muss eine Verbindungstechnik zur Erfüllung der steigenden Produktanforderungen die Eigenschaften der jeweiligen Werkstoffe erhalten – d.h. Werkstoffverlet-
Jetzt anmelden Donnerstag, 4. September
Interview mit Prof. Dr. Andreas Gross
Professor Dr. An dreas Gross (Bild: Fraunhofer IFAM I Bremen)
zungen durch Lochbohrungen wie beim Schrauben, Nieten, Nageln & Co. oder die durch Wärmebelastung hervorgerufenen Eigenschaftsänderungen wie beim Schweissen oder Hartlöten sind bei vielen heutigen Werkstoffen limitierende Faktoren. Der Erhalt der Werkstoffeigenschaften – das ist das essenzielle Alleinstellungsmerkmal der Klebtechnik: Kleben ist die einzige Verbindungstechnik, mit der es möglich ist, jeden Werkstoff mit sich selbst oder mit anderen Werkstoffen langzeitbeständig und sicher zu verbinden und –ganz entscheidend – dieses ohne Werkstoffveränderungen, d.h. unter Erhalt der Werkstoffeigenschaften, zu erreichen und dadurch zu den gewünschten Produkteigenschaften zu gelangen.
Können Sie dieses Alleinstellungsmerkmal an einem Beispiel verdeutlichen?
Gross: An zahllosen Beispielen! Ich nehme hier stellvertretend die Entwicklung alternativer Energiequellen, denn Kleben ist «Enabler» für die angestrebte Energiewende. Diese ist ohne Klebtechnik nach heutigem Stand der Technik undenkbar. So sind z.B. die Rotorblätter der Windenergieanlagen rein geklebte Konstruktionen aus glasfaserverstärktem Kunststoff (GFK), einem klassischen Leichtbauwerkstoff. Punktuelle Verbindungen der GFK-Rotorblatthalbschalen, wie Verschraubungen, Nieten oder Nageln, scheiden aus. Diese würden an den Verbindungspunkten den
GFK-Leichtbauwerkstoff durch «Löcher» zerstören und unter Last an den Verbindungsstellen derartig hohe Spannungen erzeugen, dass die GFK-Rotorblattwände stark verdickt werden müssten. Die eigentlichen Leichtbau-Rotorblätter würden damit viel zu schwer, sodass Windenergie als Form alternativer Energieerzeugung kein Thema mehr wäre. Schweissen scheidet aus, weil der GFK-Werkstoff nicht schweissfähig ist. Klebtechnisch wird zudem zusätzlich eine Schutzfolienschicht auf die besonders beanspruchten Rotorblatt-Vorderkanten geklebt. Sie schafft –auch unter extremen Offshore-Bedingungen mit Rotationsgeschwindigkeiten von bis zu 390 km/h – eine dauerhaft glatte und aerodynamisch günstige Oberfläche zur optimierten Energieausbeute.
Wird der Stellenwert der Klebtechnik in Deutschland heute schon richtig eingeschätzt?
Gross: Das liegt im Auge des Betrachters, und der ist leider höchst unterschiedlich. Aber erst sollte man den Begriff «Stellenwert» präzisieren: Deutschland ist weltweit führend in der Klebtechnik, sowohl hinsichtlich der Tonnage als auch des Umsatzes. Wir sind weltweit führend in der klebtechnischen Forschung und Entwicklung, sowohl im industriellen als auch im institutionellen Bereich. Wir sind weltweit führend in der klebtechnischen Qualitätssicherung und Begründer und Weltmarktführer in der
berufsbegleitenden, personalzertifizierenden Weiterbildung zu klebtechnischen Experten. Diese Personalqualifizierung – ein essenzieller Qualitätssicherungsbeitrag –hat sich zu einem internationalen Industriestandard entwickelt. Heute ist er europaweit harmonisiert und wird weltweit umgesetzt. Deutschland hat nicht eine, Deutschland hat die Führungsrolle in der Klebtechnik. Alle Beteiligten – die Klebstoffbranche, die Prozesstechnikentwicklung und -herstellung, der F&E-Bereich usw. –haben diesen Stellenwert miterarbeitet. Auf den politischen Entscheiderebenen und damit im regulatorischen Umfeld hat die Klebtechnik – diplomatisch und politisch korrekt formuliert – leider ein ziemlich ausbaufähiges Image.
Warum ist das so?
Gross: Kleben ist komplex, was eine ganzheitliche Bewertung unter Berücksichtigung aller relevanten Faktoren nicht ganz einfach macht. Im politischen und regulatorischen Umfeld erleben wir häufig, dass man den einfacheren Weg vorzieht. Dabei fokussiert man sich auf scheinbar überschaubarere Einzelaspekte und macht diese ohne Folgenabschätzung in einem «Big Picture» zur Entscheidungs- und Bewertungsgrundlage. Diese Vorgehensweise wird durch eine inzwischen fehlgeleitete Bürokratie verstärkt. Das Ergebnis ist ein längst unüberschaubarer, völlig kontraproduktiver Bürokratis -
Rotorblätter von Windenergieanlagen sind geklebte Konstruktionen aus glasfaserverstärktem Kunststoff. (Bild: Adpic)
Klebetechnik: Kaum ein Bereich, in dem sie nicht zum Einsatz kommt. (Bild: zvg)
mus, der mit seiner Hyperkomplexität im Kleinen den wichtigen Überblick als Basis für sinnvolle Weichenstellungen unmöglich macht.
Eine Folge ist, dass viele Betriebe die heutigen Pflichten und Verbote als grös stes Investitionshindernis betrachten. Das nächste Bürokratismus- und Regulierungsdirigismus-Level wird dann von der nationalen auf die europäische Ebene verlagert werden. Ein Beispiel, das auch die Klebtechnik tangiert, ist die «Chemikalienstrategie» der EU. Trotz der heute schon international höchsten und weltweit beispielgebenden Sicherheitsstandards will man diese Standards auf politischer Ebene noch weiter verschärfen. Was das, zusammengefasst betrachtet, für die Klebtechnik bedeutet, versuche ich ansatzweise mal so zu verdeutlichen: Hätte man mit dem heutigen Bürokratismus und dem heutigen Regulierungsdirigismus bereits zu Beginn des 20. Jahrhunderts gearbeitet, hätte es die grossartige Erfolgsstory der Schweisstechnik im 20. Jahrhundert nicht gegeben!
Die Klebtechnik hat ihre Erfolgsstory im 21. Jahrhundert also noch vor sich …
Gross: Theoretisch ja, denn im Gegensatz zu den angeführten konventionellen Verbindungstechniken ist bei der Klebtechnik das Ende der Entwicklungsphase längst noch nicht in Sicht – weder im Forschungs- und Entwicklungsbereich noch in der Anwendung. Auch ihr Marktpotenzial als «technologischer Möglichmacher» ist für viele Entwicklungen in diesem Jahrhundert sehr gross.
Und praktisch?
Gross: Daran müssen wir alle gemeinsam arbeiten und den politischen Entscheiderebenen vier Dinge klarmachen: Erstens: Die Erfolgsstory der Verbindungstechnik «Kleben» hält niemand auf, weder in Brüssel noch in Berlin. Die Klebtechnik und ihre Anwendungen werden sich in jedem Fall weiterentwickeln. Zweitens: Der Beibehalt des derzeitigen europäischen und nationalen Bürokratismus und Regulierungsdirigismus wird die Entwicklung und Erfolgsstory der Klebtechnik mit an Sicherheit grenzender Wahrscheinlichkeit in Deutschland und Europa verhindern –aber niemals im globalen Kontext.
Drittens: Einer Technologie ist es völlig egal, wer sie vorantreibt und wo, also auf welchem Kontinent, sie vorangetrieben wird. Deshalb ist in Brüssel und Berlin zu klären, was eine nationale bzw. europäische Führungsrolle überhaupt noch wert ist. Viertens: Themen, die komplex und ganzheitlich zu betrachten sind, können nicht so einfach behandelt werden. Das gebietet schon der gesunde Menschenverstand. Wer hier nicht die nötige Ernsthaftigkeit aufbringt, sollte Sachen regulieren, die sich einfach regulieren lassen.
Welche Forderungen resultieren daraus? Gross: Ich wünsche mir, dass wir uns schnell aus der heutigen Sackgasse herausbewegen und die politischen Entscheiderebenen und Regulierungsadministrationen dabei mindestens die gleiche Kreativität bei der innovationserforderlichen Exnovation, d.h. dem Abschaffen und Zurücknehmen des Bürokratismus und Regulierungsdirigismus, an den Tag legen, die sie für deren innovationsverhindernden Aufbau aufgewendet haben. Passiert das nicht, werden Deutschland und Europa auch in der Klebtechnik ihre weltweite gestalterische Führungsrolle verlieren und auch in diesem Bereich der Entwicklung hinterherhinken. Das können wir nicht wirklich wollen. Die politischen Entscheiderebenen müssen den Fokus umgehend wieder auf die Nutzung des international technisch
«Die Klebtechnik und ihre Anwendungen werden sich in jedem Fall weiterentwickeln.»
Möglichen und Erforderlichen legen. Und beim «Erforderlichen» meine ich auch den verantwortungsbewussten Umgang mit Chemikalien. Die Klebtechnik muss auf nationalen und europäischen politischen Entscheiderebenen den technologischen Stellenwert als Schlüsseltechnologie des 21. Jahrhunderts erhalten, und damit die Wertschätzung erfahren, die sie verdient.
Kontakt
Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM Wiener Strasse 12 D-28359 Bremen
www.ifam.fraunhofer.de n
Openair-Plasma
Spritzenkörper vorbehandeln
Vorgefüllte Spritzen sind in vielen medizinischen Anwendungsbereichen unverzichtbar. Sie bestehen, wie herkömmliche Einwegspritzen, aus einem Spritzenkörper, einem Spritzenkolben mit Dichtung sowie einem LuerLock-Anschluss oder einer aufgesetzten Kanüle. Nach der Befüllung mit dem medizinischen Wirkstoff oder der Nährlösung erfolgt gegebenenfalls eine Sterilisation. Wichtig ist, dass sie auch nach Lagerung einwandfrei funktionieren.
Durch den Einsatz im medizinischen Bereich, ergeben sich hohe Anforderungen an die eingesetzten Werkstoffe. Neben Borosilikatglas wird auch zunehmend Kunststoff als Material eingesetzt, z.B. COC (Cycloolefin-Copolymer). Dieser amorphe und biokompatible Werkstoff zeichnet sich durch hohe Transparenz, gute Dimensionsstabilität, Barriere-Eigenschaften und chemische Beständigkeit aus und kann mit gängigen Sterilisationsverfahren wie ETO (Ethylenoxid), Gammaoder Elektronenstrahlen sterilisiert werden. Im Gegensatz zum Borosilikatglas ist COC weniger bruchempfindlich, was einen wesentlichen Vorteil darstellt.
Üblicherweise wird in den Spritzenkolben eine elastomere Dichtung eingesetzt. Als Elastomer kommen bevorzugt Gummi, aber auch Butyl- und Bromylkautschuk sowie TPE (Thermoplastische Elastomere) zum Einsatz. Diese dichten den Spritzenraum ab, tendieren im Laufe der Lagerzeit jedoch dazu, sich an der Spritzeninnenseiten festzupressen. Um das zu verhindern, werden Spritzenkörper – optional auch die Elastomerdichtung – silikonisiert. Ohne eine spezielle Oberflächenbehandlung zeigt das COC jedoch ein unzureichendes Benetzungsverhalten mit dem Silikonöl. Hier kann z.B. die Vorbehandlung mit Openair-Plasma Abhilfe schaffen.
Höhere Benetzbarkeit
Wird einem Gas Energie zugeführt, so wird es ionisiert und geht in den energiereichen Plasmazustand über. Plasmatreat hat sich dieses Verfahren industriell nutzbar gemacht und das sogenannte OpenairPlasma entwickelt. Im Vergleich zur Niederdruckplasmatechnologie arbeiten die Plasmasysteme und -anlagen von Plasma -
treat unter Atmosphärendruckbedingungen und lassen sich in Fertigungsprozesse integrieren. Eine Vakuumkammer ist nicht notwendig. Zur Erzeugung des OpenairPlasmas benutzt Plasmatreat eine Hochspannungsentladung innerhalb einer speziellen Plasmadüse, durch die das Prozessgas geführt und dabei ionisiert wird. Hier eignen sich unterschiedliche Gase als Prozessgas, wobei Druckluft und reiner Stickstoff in den meisten Fällen zum Einsatz kommen. Trifft das Plasma dann auf eine Substratoberfläche, so interagiert es mit den Molekülen auf der Oberfläche und verändert deren Eigenschaften. In diesem speziellen Anwendungsfall der Spritzenkörper aus COC werden reaktive Sauerstoff- und Stickstoff-Verbindungen chemisch in der Kunststoff-Oberfläche eingebunden. Diese Behandlung erhöht
die Oberflächenenergie und somit das Benetzungsverhalten des Kunststoffs durch das Einbringen der Moleküle. Das Silikonöl interagiert mit der plasmabehandelten inneren Oberfläche der Spritzenkörper und breitet sich auf dieser zu einem homogenen, dünnen Film aus.
Parameter bestimmen
Eine der Kernkompetenzen von Plasmatreat ist die Einstellung einer Plasmaanlage mit den richtigen Plasma-Parametern in der Fertigungslinie oder in der Laborumgebung der Kunden. Grundsätzlich werden zunächst Analysen der aktuellen Oberflächenenergie des Werkstoffes durchgeführt – beim Kunden vor Ort oder in der Anwendungstechnik bei Plasmatreat im Headquarter in Steinhagen oder in einer der zahlreichen Niederlassungen.
Openair-Plasma erhöht die Benetzbarkeit von COC Spritzenkörpern für bestmögliche Haftung von Silikonöl. (Bilder: Plasmatreat)
Vorversuche zur Behandlung der Spritzenkörper ergaben, dass die Oberflächenenergie des COC auf oberhalb 50 mN/m (Einheit der Oberflächenspannung von Flüssigkeiten bzw. -Energie von Festkörpern) angehoben werden muss, damit eine optimale Benetzbarkeit mit dem Silikonöl sichergestellt werden konnte. Das COC weist unbehandelt eine Oberflächenenergie von ca. 39 mN/m auf, mit einem geringen polaren Anteil von ca. 0,5 mN/m und liegt nach der Behandlung mit Plasma bei 52 mN/m, mit einem polaren Anteil von ca. 13 mN/m (gemessen mit einem Mobile Surface Analyzer, Krüss GmbH).
Zugeschnittenes Plasmasystem
Entscheidend für den Erfolg einer industr iellen Umsetzung einer Plasmabehandlung ist zum einen ein auf die Anwendung zugeschnittenes, optimales P l asmasystem aus Generator, PCU (Transformator inklusive verschiedener Qualitätssicherungssysteme für die Plasmabehandlung) und Düse, und zum anderen die Erarbeitung eines stabilen Prozessfensters. Neben grundlegenden Einstellungen des Plasmasystems betrifft dies den Abstand zwischen Plasmadüse und Substrat sowie die relative Geschwindigkeit zueinander. Da gerade COC als amorpher Kunststoff bei einer Überbehandlung zu Spannungsrisskorrosion n e igt, muss das Prozessfenster genau eingehalten und die Parameter permanent überwacht werden. Dies gewährleistet Plasmatreat mit der PCU-Technologie (Plasma Control Unit), mit der u.a. Pro -
zessgasstrom, Plasmaleistung, Düsenrotation und Staudruck überwacht und für Qualitätskontrolle und -Monitoring aufgezeichnet werden können.
Die Openair-Plasma Technologie bietet eine innovative Lösung zur Verbesserung der Oberflächenbenetzbarkeit von COCSpritzenkörpern und optimiert damit deren Silikonisierung. Durch die gezielte Erhöhung der Oberflächenenergie wird eine homogene Silikonölverteilung ermöglicht, wodurch die Funktionssicher-
heit der Spritzen langfristig erhöht wird. Mit individuell angepassten Plasmalösungen und präziser Prozessüberwachung stellt Plasmatreat sicher, dass die Vorteile dieser Technologie effizient in die industrielle Praxis umgesetzt werden können.
Kon takt
Plasmatreat Schweiz AG Blumenstrasse 38 CH-9444 Diepoldsau www.plasmatreat.ch n
Die Evolution der Effizienz. Entdecken Sie die neue Elion MED.
Kompakte Bauform. Maximale Präzision. Verbesserte Energieeffizienz. Smarte Detaillösungen. Die neue Elion MED setzt neue Massstäbe für Anwendungen in der Medizintechnik.
Medizintechnik
Prüftinte innerhalb der Spritze, links im unbehandelten und rechts im mit Plasma behandelten Zustand.
Mitgliederversammlung KUNSTSTOFF.swiss
Ein Jahr voller Aktivitäten und neuer Impulse
Die Mitgliederversammlung 2025 von KUNSTSTOFF.swiss fand am 25. Juni im Lindt Home of Chocolate in Kilchberg statt. Über 100 Teilnehmende blickten auf ein intensives Verbandsjahr zurück. Ein Höhepunkt war die Wahl von Christian Morf zum neuen Präsidenten sowie die Verstärkung des Vorstands mit Bettina Fleisch und Matthias Kölliker. Neben der Stabsübergabe bot der Anlass spannende Einblicke zur Rolle der Kunststoffverpackung für Schokolade, zahlreiche Netzwerkgelegenheiten und einen süssen Abschluss im Schokoladenmuseum.
Gemeindepräsidentin Phyllis Scholl eröffnete die Versammlung mit einem Grusswort und einem kurzen Einblick in die Besonderheiten und Herausforderungen von Kilchberg. Danach führte Silvio Ponti gewohnt souverän durch seine letzte Mitgliederversammlung als Präsident.
Rückblick auf ein abwechslungsreiches Jahr
Riccardo Casanova, Geschäftsführer, und Verena Jucker, stellvertretende Geschäftsführerin, blickten auf ein ereignisreiches Verbandsjahr zurück. Besonders erfreulich: 19 neue Mitglieder konnten seit der letzten Mitgliederversammlung gewonnen werden.
Riccardo Casanova stellte den Schwerpunkt Nachhaltigkeit in den Mittelpunkt. Er zeigte auf, wie sich KUNSTSTOFF.swiss in politischen Prozessen engagiert – national und international. Themen wie das UNEPPlastikabkommen, die EU-Verpackungsverordnung (PPWR), das PFAS-Verbot sowie zahlreiche nationale Regulierungen begleitet der Verband aktiv. Zudem stellte Casanova ein neues Tool zur CO2-Bilanzierung vor: Mitglieder können mit der Software EcoSpeed auf einfache Weise CO2-Emissionen von Produkten, Prozessen oder ganzen Unternehmen erfassen – zu vergüns-
tigten Konditionen und bereits mit den wichtigsten Materiallisten für die Branche versehen.
Im Bereich Aus- und Weiterbildung wurde das Projekt «Höhere Berufsbildung» weiterentwickelt. Statt einer höheren Fachprüfung ist künftig eine eidgenössische Berufsprüfung vorgesehen – die Vorstudie wurde vom Staatssekretariat für Bildung, Forschung und Innovation (SBFI) genehmigt, die Bedarfserhebung folgt im Herbst. Auch die Ausbildung in der Romandie und im Tessin wurde gestärkt: italienischsprachige überbetriebliche Kurse (üK) laufen seit 2024 Kunststofftechnologen/-innen EFZ besuchen ab 2026 die Berufsfachschule in Fribourg (vorher St. Imier) und französischsprachige üK sind in Planung. Verena Jucker präsentierte anschliessend die umfangreichen Dienstleistungen des Verbands. KUNSTSTOFF.swiss organisiert Impuls-Treffs, Webinare, Fachtagungen und bietet praxisnahe Unterstützung, zum Beispiel im Bereich Arbeitssicherheit und Gesundheitsschutz (ASGS) mit der Branchenlösung für die Kunststoffindustrie. Die Mitglieder profitieren von weiteren attraktiven Vorteilen, etwa durch die kostenlose Publikation von Stellenanzeigen auf der
Website und im Newsletter, Einträge im Firmenverzeichnis, Zugang zu Webinaraufzeichnungen und vielem mehr.
Jucker gab einen Überblick über die Kommunikationsaktivitäten von KUNSTSTOFF.swiss. Neben regelmässigen Newslettern und einer starken LinkedInPräsenz (135 00 0 erreichte Personen in 12 Monaten) setzt der Verband auf gezielte Imagepflege – etwa durch Fachvorträge, die Kunststoff als nachhaltigen Werkstoff faktenbasiert und differenziert vermitteln, z. B. a n Hochschulen oder Fachtagungen.
Ein Schwerpunkt lag auch 2024 auf dem Berufsmarketing. Die jährliche Lernendenumfrage zeigte erneut: Eltern, Lehrpersonen und das soziale Umfeld spielen bei der Berufswahl eine entscheidende Rolle. KUNSTSTOFF.swiss setzt deshalb auf eine gezielte Ansprache online und offline –etwa mit TikTok-Kampagnen (über 900 000 Views), in Zusammenarbeit mit Yousty, sowie mit Präsenz an Berufsmessen in Bern, Luzern, St. Gallen und neu auch in Wettingen. So werden Jugendliche, Eltern und Lehrpersonen direkt erreicht und für die Kunststoffberufe begeistert.
Für Silvio Ponti ist es die letzte Mitgliederversammlung als Präsident. (Bilder: KUNSTSTOFF. swiss)
Der Verband erhebt jährlich die wichtigsten Zahlen zur Branche. Riccardo Casanova präsentierte der Versammlung die neusten Auswertungen. Die Ergebnisse zeigen: Die Schweizer Kunststoffindustrie verzeichnete 2024 erneut einen Umsatzrückgang, dennoch bleibt die Beschäftigungslage stabil. Besonders stark betroffen sind die Maschinen- und Peripheriehersteller sowie die Handelsfirmen.
Décharge und Verstärkung im Vorstand
Nach dem Rückblick auf das Verbandsjahr genehmigten die Mitglieder die Jahresrechnung und erteilten Vorstand und Geschäftsstelle einstimmig die Décharge –verbunden mit grossem Dank für das Engagement.
Ein bedeutender Moment der Versammlung war die Wahl von Bettina Fleisch (Verwaltungsratspräsidentin, Säntis Packaging AG) und Matthias Kölliker (Head Legal, Ems Group) in den Vorstand. Beide bringen fundierte Fachkenntnisse und langjährige Branchenerfahrung mit und
bereichern das Gremium durch ihre vielseitige Perspektive.
Neuer Präsident gewählt
Ein zentrales Ereignis der Versammlung war die Neuwahl des Präsidenten: Christi -
an Morf, langjähriges Vorstandsmitglied wurde einstimmig zum neuen Präsidenten von KUNSTSTOFF.swiss gewählt. Silvio Ponti übergab nach neun Jahren als Präsident das Amt und wünschte seinem Nachfolger viel Erfolg. Christian Morf bedankte sich für das entgegengebrachte Vertrauen und freut sich auf die künftige Zusammenarbeit mit Vorstand, Geschäftsstelle und Mitgliedern.
Ein bewegender Moment war die Verabschiedung von Silvio Ponti: In einer persönlichen und wertschätzenden Laudatio würdigte Patrick Semadeni, Vizepräsident des Verbands, dessen langjähriges Engagement und prägenden Einfluss auf KUNSTSTOFF.swiss. Als Zeichen der Anerkennung wurde Silvio Ponti zum Ehrenmitglied ernannt.
Gastreferat
Axel König, Head of Packaging Management bei Lindt & Sprüngli, sprach über die Rolle der Kunststoffverpackung für Schokolade. Er zeigte auf, wie sich Nachhaltigkeitsanforderungen, Kreislauffähigkeit und Produktschutz vereinen lassen und welche Herausforderungen die neue EU-Verordnung (PPWR) mit sich bringt. Ein aufrüttelnder, praxisnaher Beitrag, der für viele neue Perspektiven sorgte.
Süsser Abschluss – Tour im Home of Chocolate
Nach einem gemeinsamen Mittagessen in der Lounge von Lindt & Sprüngli konnten die Teilnehmenden das «Home of Chocolate» individuell entdecken. Die Führung mit Audioguide bot nicht nur Einblicke in die Geschichte der Schokolade, sondern auch Gelegenheit für Austausch in inspirierendem Ambiente.
Neue Vorstandsmitglieder: Bettina Fleisch, Säntis Packaging AG, und Matthias Kölliker, Ems Group
Silvio Ponti (r.) übergibt das Präsidium von KUNSTSTOFF.swiss an Christian Morf.
Das IWK feiert sein 20-Jahr-Jubiläum
Breitgefächerte Kompetenzen aus einer Hand
Am 4. September 2025 begeht das IWK zusammen mit Kunden, Partnern und Gästen aus der Wirtschaft und Politik das 20-Jahr-Jubiläum. Gestartet ist das Institut für Werkstofftechnik und Kunststoffverarbeitung mit neun Leuten, heute kümmern sich 60 Personen um Lehre, Weiterbildung, Forschung & Entwicklung und Dienstleistungen. Prof. Dr. Frank Ehrig, Institutsleiter der ersten Stunde, erzählt, wie er die zwei Dekaden am Institut erlebt hat.
Marianne Flury
Herr Ehrig, im September feiert das IWK und mit ihm auch Sie und ein Teil Ihres Teams 20 Jahre IWK. Was bedeutet das für Sie?
Frank Ehrig: Wir sind natürlich stolz, die 20 Jahre erreicht zu haben. Ein Bild aus der Anfangszeit zeigt das erste Team, bestehend aus neun Mitarbeitern, und heute sind wir 60. Dieses Wachstum ist schon beeindruckend. Nicht nur wegen der Anzahl Personen, sondern auch kompetenzmässig. Die Kompetenzen des Instituts haben sich im Vergleich zu früher, enorm entwickelt.
Fachkräftemangel – das Stichwort scheint mir älter als das IWK. Weshalb kommt man da nicht vom Fleck? Was könnte man besser machen?
Ehrig: Das sind verschiedene Faktoren, die da reinspielen. Ich denke, man muss auf verschiedenen Ebenen tätig sein, um dem Fachkräftemangel in der Technik entgegenzuwirken. Junge Leute finden den Weg in den Beruf meistens über die Eltern und Lehrer. Von Eltern, die mit Technik nichts zu tun haben, kommen aber keine Impulse, und die Lehrer haben auch eher wenig Ahnung von Technik. Hier leisten wir unseren Beitrag zum Beispiel mit unserem Schülerlabor, das wir schon seit zwölf Jahren für die achten Klassen der Real- und Sekundarschule anbieten – an Schülerinnen und Schüler also, die gerade in der Bewerbungsphase für ihre Lehre sind. Mittlerweile haben mehr als 9000 Schülerinnen und Schüler teilgenommen. Ziel dabei ist es, einige Jugendliche mehr für eine technische Lehre zu motivieren. Wir müssen an der Basis ansetzen, sonst fehlen uns die technischen Mitarbeitenden
in der weiteren Berufsausbildung. Wer im Anschluss an die Lehre die Berufsmatura macht, kommt dann z.B. zu uns an die Fachhochschule. A uf dem weiteren Weg lässt die Schweiz viele Möglichkeiten offen, das Schulsystem ist ja sehr durchlässig. Diese Chancen müssten noch viel stärker aufgezeigt werden. Unsere Anmeldezahlen an der OST in der Maschinentechnik sind jetzt wieder auf einem guten Niveau. Wir können damit sicherstellen, dass wir eine bedeutende Anzahl Absolventen in den Markt bringen – und durch die Vertiefung Kunststofftechnik insbesondere auch die Unternehmen der
K u nststoffbranche unterstützen – wodurch wir dem Fachkräftemangel entgegenwirken.
Sie sagen, ‹heute sind unsere Anmeldezahlen wieder gut im Maschinenbau› –das war nicht immer so?
Ehrig: Als wir vor 20 Jahren mit dem Bachelorstudium angefangen haben, hatten wir im Schnitt über 70 Studierende im ersten Semester. Zwischenzeitlich waren wir unter 70 Neuanmeldungen gerutscht, und wir mussten unsere Strategie anpassen. Es gibt verschiedene Fachhochschulen, die Maschinentechnik als Bachelorstudium
Am IWK erfahren die Studierenden, wie sie an die Dateninformationen kommen und diese gezielt auswerten. (Bilder: IWK)
anbieten, und der Markt wird nicht grösser. D.h. es ist auch ein Verdrängungswettbewerb. Inzwischen haben wir unser Curriculum modernisiert und die Möglichkeit zum Teilzeitstudium eingeführt. Wir waren eine der wenigen Fachhochschulen, an der man Maschinentechnik nicht in Teilzeit studieren konnte. Studierende, die gleichzeitig einen Job ausüben, benötigen einen speziellen Stundenplan. Durch diese Massnahmen konnten die Anfängerzahlen auf über 80 Studierende erhöht werden. Das ist sowohl für uns wie für die Industrie eine gute Nachricht.
Welchen Beitrag liefert das IWK im Studiengang Maschinentechnik I Innovation?
Ehrig: Wir als Team von Professoren/Dozenten mit Unterstützung unserer wissenschaftlichen Mitarbeitenden unterrichten in den Grundlagenfächern Werkstoffkunde, Fertigungsverfahren und Festigkeitslehre. Ab dem vierten Semester können
die Studierenden sich dann spezialisieren in den Vertiefungsrichtungen Produktentwicklung, Robotik/Automatisierung oder Kunststofftechnik. Im Ausbildungsangebot der Vertiefung Kunststofftechnik gibt es zusätzlich zu den fachspezifischen Kunststoffmodulen noch sehr gut ergänzende Fächer wie Simulationsmethoden, Digitalisierung, Kreislaufwirtschaft und Thermodynamik – alles Fächer, die besonders für die Kunststoffindustrie wichtig sind. Diese Fächer füllen den Rucksack mit breitem Kunststofftechnikwissen. Unsere Absolventen werden denn auch sehr gerne von der Industrie eingestellt. Treffe ich auf Ehemalige, beispielsweise auf Messen, frage ich jeweils, was sie machen und ob die Ausbildung sie genügend auf ihre Tätigkeit vorbereitet habe. Da erhalte ich in der Regel immer positive Feedbacks, wie ‹mit dem, was wir da gelernt haben, haben wir echt ein gutes Rüstzeug zum Start mitbekommen›. Das ist die Aufgabe des IWK und zeigt, wel -
chen Stellenwert die Vertiefung Kunststofftechnik hat.
Womit verdient das IWK sein Geld? Ehrig: Jede Fachhochschule in der Schweiz hat einen vierfachen Leistungsauftrag. Das eine ist die Lehre – d.h. Vorlesungen, Praktika, Übungen – die wird von der öffentlichen Hand (Bund/Kanton) über die Schule finanziert. Der zweite Bereich ist Forschung und Entwicklung, in der Regel immer in Zusammenarbeit mit Industrieunternehmen. Solche Projekte werden entweder direkt von den Firmen finanziert oder zusätzlich von öffentlichen Geldgebern unterstützt, wie zum Beispiel die Innosuisse. Die interessante Projektarbeit mit den Industriepartnern ist der Grund, weshalb wir einige unserer besten Absolventen noch drei bis vier Jahre am Institut engagieren können. Der dritte Bereich sind Dienstleistungen, das sind repetitive Tätigkeiten wie Standardprüfungen für Firmen, beispielsweise eine MFI- oder
IWK
DSC-Messung oder Zugstäbe herstellen und prüfen. Dieser Dienstleistungsanteil ist aber sehr klein am Gesamtumsatz. Der vierte und letzte Bereich ist die Weiterbildung. Wir führen Seminare für Firmen durch, z.B. über die Temperierung von Spritzgiesswerkzeugen, Bauteilauslegung oder Einsatzmöglichkeiten der Digitalisierung. Ein weitaus umfangreicherer Teil der Weiterbildung ist der zertifizierte CAS-Kurs (Certificate of Advanced Studies) im Bereich Auslegung und Herstellung von Kunststoffbauteilen. Mitarbeitende aus Unternehmen kommen während eines halben Jahres jeweils am Freitag und am Samstag zu uns und werden zu verschiedenen Aspekten rund um die Bauteilauslegung und -herstellung weitergebildet. Mit den Einkünften aus diesen vier Säulen müssen wir unsere Mitarbeitenden finanzieren. Um erfolgreich zu sein, müssen wir also die Bedürfnisse der Industrie kennen und Lösungen für deren Probleme anbieten können.
Wie haben Sie sich verändert in den 20 Jahren? Wie hat Sie die Zeit geprägt? Ehrig: Als wir angefangen hatten, waren wir nur eine kleine Gruppe – Johannes Kunz, Markus Henne, die sechs wissenschaftlichen Mitarbeiter und ich. Alles war übersichtlich, es konnte schnell entschieden werden – eine wirklich tolle Zeit. Aber
«Unsere Absolventen werden sehr gerne von der Industrie eingestellt.»
nachteilig damals waren die eingeschränkten Kompetenzen auf Spritzgiessen und Faserverbundtechnik. So konnten wir Firmen, die mit Fragen beispielsweise bezüglich Materialmodifizierung zu uns kamen, nicht wirklich unterstützen. Da mussten wir mit Dienstleistern oder Hochschulen kooperieren, um z.B. Materialmodifizierungen dort compoundieren zu lassen. Über die Zeit sind wir gewachsen – personell auf 60 Mitarbeitende aber auch bei der Infrastruktur und Softwareausstattung –und damit vergrös se rte sich auch unser Leistungsspektrum. Das Positive heute ist, dass eine Firma zu uns kommen kann und wir mit unseren sieben Fachbereichen wirklich bei fast allen Fragestellungen eine Lösung bieten können. Grösse bedeutet aber auch Verantwortung. Die Mitarbeitenden müssen alle finanziert werden, durch die Leistungsaufträge, die ich eben genannt hatte. Da bin ich sehr froh, dass meine sieben Teamleiter die Verantwortung für die Finanzen und fachlichen Inhalte übernehmen und schauen, dass es genügend Projekte gibt und ihre Mitarbeitenden ausgelastet sind. Wenn das nicht so wäre, hätte ich bei der
Grösse des Instituts manche schlaflose Nacht. Zudem bin ich Abteilungsleiter der ganzen Maschinentechnik, zu der zwei weitere Institute und der Studiengang Maschinentechnik I Innovation gehören. Wir haben auch hier sehr gute Teamplayer, ohne die das Ganze nicht funktionieren würde. Und wenn mal alles Drunter und Drüber geht, halte ich mich an die Devise meines Weggefährten Markus Henne: ‹Mach immer eins nach dem anderen, Frank›.
Was sind die heutigen Herausforderungen, die das IWK bewältigen muss? Ehrig: Einerseits sind wir durch die enge Zusammenarbeit mit der Industrie direkt mit der Situation in der Wirtschaft verbunden. Hier herrscht derzeit viel Unsicherheit, bei einigen Firmen läuft es nicht gut. Was bedeutet das für ein Institut? Es gibt Unternehmen, die sich jetzt insbesondere durch Innovationsprojekte für die Zukunft aufstellen, andere haben Kurzarbeit und führen keine Projekte mehr durch. Im Moment ist unsere Projektlage noch gut. Wir werden sehen.
Andererseits planen auch der Bund und unser Kanton Sparmassnahmen, so dass wir sehr wahrscheinlich weniger Geld für die Lehre sowie für Forschung und Entwicklung bekommen werden. Es ist z.B. davon auszugehen, dass der Innovations-
Compoundieren von Kunststoffen – eins der Alleinstellungsmerkmale des
agentur Innosuisse auch weniger Geld zur Verfügung stehen wird, was uns auch stark betreffen würde. Unser finanzieller Rahmen wird also enger und damit müssen wir uns zurechtfinden.
Welche Rolle spielt heute die Digitalisierung und KI in der Aus- und Weiterbildung?
Ehrig: KI und Digitalisierung nehmen z.B. in der Produktentwicklung und Produktion eine immer wichtigere Rolle ein. Im Product Lifecycle Management geht es darum, aus Daten Zusammenhänge zu erkennen, die Einfluss auf die Bauteilqualität haben, in der Produktion zum Beispiel, um vorbeugende Instandhaltung zu betreiben. Am IWK erfahren die Studierenden, wie sie an die Dateninformationen kommen und diese gezielt auswerten. Dazu gibt es im Curriculum Spezialvorlesungen wie ’Angewandte Digitalisierung in der Industrie’. Zusätzlich werden Semester-/Bachelorarbeiten in diesem Bereich angeboten. Für uns ist wichtig, dass die Studierenden diese Tools kennen und mit ihnen umgehen können, damit sie für ihr Berufsleben gut vorbereitet sind. Diese Themen werden auch in der Weiterbildung in einigen CAS behandelt.
Heute setzt man vermehrt auf Partnerschaften. Wie sieht das beim IWK aus?
Ehrig: Wir haben sowohl in der Lehre als auch im Forschungsbereich Partnerschaften. Die Professoren vom IWK haben ein gutes Netzwerk mit anderen Hochschulen. Wir pflegen die Kontakte und werden hier und da für Vorlesungseinheiten angefragt. So unterrichten wir z.B. in Luzern, Bern, Slowenien oder Toronto. Im Bereich der Forschung ist es ähnlich. Wir arbeiten mit vielen anderen Hochschulen oft in Innosuisse-Projekten zusammen, wie den verschiedenen Fachhochschulen, ETH, EPFL oder HSG. Ja, diese Kooperationen, bei denen man komplementär die Kompetenzen zusammenbringt, hat in den letzten Jahren stark zugenommen.
Wie steht es denn mit dem Konkurrenzdenken? Wie geht man damit um unter den Instituten?
Ehrig: Die meisten oben genannten Hochschulen sind eher komplementär zum
IWK. Z.B. haben wir mit der ZHAW im Bereich Regelungstechnik oder mit der HSLU im Bereich Textil zusammengearbeitet. Im grossen Flagship-Projekt Net Zero Plastics Industry der Innosuisse arbeiten die HSG, ETH, EPFL, SUPSI und wir gemeinsam an Lösungen. In den Projekten bringt jeder seine Kompetenzen ein und alle, insbesondere auch die beteiligten Industriepartner, profitieren davon. Bei der FHNW mit den beiden Instituten INKA und IKT ist es so, dass wir beide unsere Stärken im Kunststoffbereich haben und uns trotzdem ergänzen können. Denn zusammen sind die Erfolgsaussichten heute für Hochschulen, die gemeinsam auftreten, grösser. Aktuell laufen Innosuisse- und Indus-
«Das IWK ist ausgesprochen technologieorientiert – neue Produkte, Werkstoffe, Produktionsverfahren für die Kunststofftechnik und auch die Metallbearbeitung.»
trieprojekte mit der FHNW. Im Bereich Forschung und Entwicklung ist der Markt zudem gross genug, dass man aneinander vorbei kommt und auch hier und da gezielt die Zusammenarbeit sucht. Das Miteinander mit den Kolleginnen und Kollegen in Windisch ist wirklich unkompliziert und sehr gut. Auch unser CAS, den ich vorhin erwähnt habe, ist Bestandteil des MAS (Master of Advanced Studies) Kunststofftechnik der FHNW. Diese etablierte Zusammenarbeit geht noch auf unsere Vorgänger Prof. Hannes Kunz und Prof. Wolfgang Kaiser zurück.
Wo steht das IWK in 5 Jahren?
Ehrig: In den 20 Jahren sind wir von neun auf heute 60 Personen angewachsen, wobei das grösste Wachstum in den letzten fünf Jahren stattgefunden hat. Aufgrund der bereits beschriebenen Unsicherheiten in der Wirtschaft und den öffentlichen Geldgebern werden die nächsten fünf Jahre eher eine Konsolidierungsphase sein. Wir sind heute eines der grössten Institute der OST. Es ist schon erstaunlich: Als ich angefangen habe, habe ich gedacht, ich mach mal fünf Jahre und jetzt leite ich das IWK seit 20 Jah -
ren und freue mich auf die weiteren Jahre – und dann sehen wir weiter.
H a ben Sie eine Vision für das IWK? Ehrig: Ja, aber die geht über das Institut hinaus. Wie erwähnt, bin ich Abteilungsleiter Maschinentechnik, zu der neben dem IWK noch die beiden Institute ILT (Institut für Laborautomation und Mechatronik) und IPEK (Institut für Produktdesign, Entwicklung und Konstruktion) gehören. Die drei Institute bilden einen super Verbund, den wir nach aussen viel stärker vermarkten müssen. Das IWK ist ausgesprochen technologieorientiert – neue Produkte, Werkstoffe, Produktionsverfahren für die Kunststofftechnik und auch die Metallbearbeitung. Auch das ILT arbeitet an technischen Lösungen mit dem Fokus auf Robotik, Automatisierung und Digitalisierung in der Industrie. Demgegenüber bearbeitet das IPEK eher die gesamte Wertschöpfungskette inklusive der Fragestellungen aus dem Wirtschaftsingenieurwesen: Innovations-, Technologie- Produktionsmanagement, Supply Chain- und Nachhaltigkeits-Fragestellungen. Die drei Institute sind durch ihre Kompetenzen in der Lage, Fragestellungen entlang der ganzen Wertschöpfungskette integral zu bearbeiten. Eine systematische und methodische Vorgehensweise kombiniert mit technologischem Fachwissen ermöglicht eine branchenunabhängige Anwendung des Know-hows. Meine Aufgabe in den nächsten Jahren wird es sein, den Firmen das Gesamtpaket anzubieten. Wir sind heute als IWK schon so breit aufgestellt, dass wir uns nicht die Frage stellen müssen, wo wir noch hinwollen, sondern das Ganze eher von einer höheren Ebene aus betrachten und schauen, dass wir mit den anderen beiden Instituten zusammen unsere Industrieunternehmen für die Produktion von morgen fit machen.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Die Gründung des IWK im Jahr 2005 erfolgte nicht etwa aufgrund eines strategischen Führungsentscheides der Hochschulleitung. Es war vielmehr der folgerichtige Abschluss von gut drei Jahrzehnten Wirkens des Schreibenden an der Rapperswiler Hochschule ab WS 1974. In dieser Zeit konnte die Kunststofftechnik, insbesondere die Auslegung von Kunststoffkonstruktionen, zu einem weitherum beachteten Kompetenzfeld der Fachrichtung Maschinenbau heranwachsen. Diese nicht planbare Entwicklung bis hin zur Institutsgründung ist vor allem einer Reihe von glücklichen Fügungen zu verdanken, ohne die es heute kaum ein IWK geben würde.
Aufgrund persönlicher Erfahrungen in Ausbildung und Industrie war es von Anfang an ein wichtiges Anliegen, den Studierenden die Kunststoffe als vollwertige Konstruktionswerkstoffe nahezubringen. Das geschah zunächst einmal im Fach Festigkeitslehre mit einem Kapitel über das viskoelastische Verhalten der Kunststoffe hinsichtlich Versagen und Verformung samt deren Berücksichtigung bei der Bauteilberechnung in Theorie, Beispielen, Übungen und Prüfungen. Alles auf der Grundlage der damals neuen Erkenntnisse mit einer dehnungsbezogenen Betrachtungsweise aus dem Aachener Institut für Kunststoffverarbeitung IKV unter Prof. Dr.Ing. Georg Menges.
Vertiefungsfach Werkstofftechnik wird eingeführt
Ein wichtiger Ausbauschritt war 1981 die Einrichtung des Vertiefungsfaches Werkstofftechnik im Maschinenbau St udienplan. Dessen eine Hälfte war dem Berechnen und Gestalten von Kunststoffkonstruktionen gewidmet. Dies ermöglichte e i ne umfassendere Beschäftigung mit dem Unterrichtsstoff und die Durchführung von Semester und Diplomarbeiten, was sich als besonders wertvoll erwies. Im Laufe der Jahre wurden 224 solcher Arbeiten mit Bezug zu kunststofftechnischen Problemstellungen auch aus der Industrie
1 Prof. Dipl.-Ing. Johannes Kunz, Institutspartner, Technische Mechanik und Kunststofftechnik
Mario Studer (rechts sitzend auf der Skulptur) war damals noch wissenschaftlicher Mitarbeiter, heute ist er Professor. (Bilder: IWK)
ausgeführt. Als 1987 die Finite Elemente Methode (FEM) in den Lehrplan aufgenommen wurde, war es selbstverständlich, dass auch Kunststoffe in den Anwendungsbeispielen auftauchten. Ausserschulische Aktivitäten wie Beratung und Schulung für Firmen und Institutionen in der Schweiz und in Deutschland wie auch die Publikationen führten dazu, dass die spezifischen Kompetenzen der Rapperswiler Hochschule im Bereich Kunststofftechnik mehr und mehr bekannt wurden. Dazu beigetragen haben dürfte auch das Privileg, vom Beginn weg
im Nachdiplomstudium Kunststofftechnik, 1976 von Prof. Dr. Wolfgang Kaiser an der Hochschule in Brugg Wi ndisch gegründet, und seinen Nachfolgeformaten das Fach Berechnen und Gestalten von Kunststoffbauteilen zu unterrichten. Solche Aktivitäten und die anwendungsorientierte Forschung und Entwicklung gehörten mit dem Fachhochschulgesetz von 1995 neu zum offiziellen Leistungsauftrag. Nun konnten Fördermittel beantragt und wissenschaftliche Mitarbeiter angestellt werden, was eine systematische Bearbeitung von Themen ermöglichte. Im
Johannes Kunz ¹
Am 1. Oktober 2005 nahm das IWK mit 9 Personen seinen Betrieb auf. Auf dem Bild die drei Professoren Frank Ehrig, Johannes Kunz und Markus Henne (untere Reihe 3., 4. und 6. v.l.).
Einbringung der Spritzgiessmaschine durch die Fenster ins Labor - der Start des IWK am Campus Rapperswil-Jona.
Vordergrund stand dabei die rechnerische und gestalterische Auslegung von Kunststoffkonstruktionen und Verbindungselementen, wovon etliche Veröffentlichungen zeugen.
Das Modul Kunststofftechnik schärft das Studiengangprofil
Diese Entwicklung erreichte 2002 einen weiteren Meilenstein, indem das bisherige Vertiefungsfach Werkstofftechnik in ein Modul Kunststofftechnik umgewandelt werden konnte, das nun allein diesem Fachbereich gewidmet war. Im mittlerweile bolognakonformen Studienangebot waren nun auch die Grundlagen der Kunststoffverarbeitung enthalten, wofür dank langjähriger freundschaftlichkollegialer Verbundenheit Prof. Dr. Wolfgang Kaiser gewonnen werden konnte.
Nun geht es Schlag auf Schlag
Nach und nach näherte sich das Pensionsalter, und es stellte sich die Frage nach der Zukunft der Kunststofftechnik an der Rapperswiler Hochschule. Einen wichtigen Impuls gab im Oktober 2004 das überraschende Angebot der Firma Arburg (Schweiz), eine Spritzgiessmaschine zur Verfügung zu stellen. Von dieser Möglichkeit unterrichtet, meinte Rektor Prof. Dr. Hermann Mettler spontan: «Mach ein Institut». Nun ging es Schlag auf Schlag. Bis Ende November 2004 wurde zuhanden des Rektors ein Konzept erstellt. Als Eckpunkte sah es zwei Professuren und zwei
modern ausgestattete Laborräume vor. Nach der Genehmigung durch den Hochschulrat Mitte Dezember erteilte die Schulleitung noch vor Weihnachten den Auftrag, auf Basis dieses Konzepts bis Ende Oktober 2005 ein Institut aufzubauen. Dafür wurden die erforderlichen Ressourcen mit einem Finanzrahmen von CHF 0,5 Mio. bereitgestellt. Auf die Stellenausschreibungen im Januar 2005 folgte das Wahlverfahren, aus dem im April die Berufung von Dr. Ing. Frank Ehrig und Dr. sc techn. Markus Henne mit Stellenantritt am 1. September 2005 hervorging. Sogleich wurde in enger Zusammenarbeit mit den jungen Professoren alles Nötige in die Wege geleitet, damit das Institut am 1. Ok tober den Betrieb aufnehmen konnte. Dazu gehörten u.a. die Festlegung von Spritzgiessen und FVK/Leichtbau als fachliche Schwerpunkte, der Unterrichtseinsatz der Professoren, Umbau und Ausstattung der Laborräume und Arbeitsplätze, die Personalrekrutierung, Auftritt des Instituts mit Bezeichnung IWK und Logo, die Zusammenarbeit mit dem BWZ Rapperswil, Planung und Organisation der Eröffnungsfeier u.v.a.m.
Der Kraftakt gelingt
Wie vorgesehen konnte der Betrieb am 1. Oktober 2005 mit zwei voll ausgerüsteten Labors mit drei Spritzgiessmaschinen, einer 200 Tonnen Presse, Prüf und Analysegeräten usw. aufgenommen werden. Dass dieser Aufbau innert weniger Monate gelang, war nur möglich dank kurzer Entscheidungswege, minimaler Administration und einem Arbeitsklima, das von persönlichem Vertrauen und grosser Handlungsfreiheit geprägt war. Die Eröffnungsfeier am 18. No vember 2005 im Beisein prominenter Gäste aus Politik, Kunststoffwelt, Sponsoren und Medien setzte den glanzvollen Schlusspunkt dieser Aufbauarbeit und signalisierte der Öffentlichkeit den Beginn eines neuen Kapitels der spannenden Kunststoffgeschichte an der Rapperswiler Hochschule.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
OST Ostschweizer Fachhochschule
CH 86 40 Rapperswil Jona www.ost.ch/iwk n
22–24 September Siegburg/Cologne
Leading Event for the Renewable Carbon Economy
• Defossilisation of the Chemical Industry
• Fine Chemicals
• Lignocellulosic Biorefineries and Lignin Utilisation
• Fossil-free Plastics – Bio-based, CO2-based and Recycled
• Setting the Frame for Renewable Carbon
• Biodegradation
More than 500 Participants, 75 Presentations, 20 Panel Discussions and 12 Workshops.
Automobilbranche
Neue Effizienzpotenziale
Technologiegetriebener Wandel eröffnet laut Bain-Analyse zur Zukunft der Fz-Industrie neue Effizienzpotenziale: Innovative Technologien können Effizienz in der Fertigung in der Automobilbranche um mehr als 30 Prozent erhöhen und Entwicklungszeiten um mehr als 40 Prozent senken. Der flächendeckende Einsatz künstlicher Intelligenz (KI) wird zudem weitere Potenziale freisetzen. Und: Über 80 Prozent der Branchenverantwortlichen beschäftigen sich bereits heute mit Ansätzen zu einer fabriklosen Zukunft.
Das wellenhafte Wachstum der Elektromobilität, der Eintritt neuer Wettbewerber in die globalen Märkte und die steigende Bedeutung von Software haben – zusammen mit einem veränderten Käuferverhalten und stagnierender Nachfrage – die Grundlagen der Automobilbranche in den Industrieländern erschüttert. Dies hat zu einem hohen Kosten- und Leistungsdruck geführt. Doch nun zeichnet sich zunehmend ab, wie etablierte Fahrzeughersteller und -zulieferer zu neuer Stärke gelangen können. Im Zentrum steht der technologiegetriebene Wandel entlang der gesamten Wertschöpfungskette. Zu diesem Ergebnis kommt eine aktuelle Analyse der internationalen Unternehmensberatung Bain & Company, in deren Rahmen rund 300 Führungskräfte europäischer und nordamerikanischer Anbieter befragt wurden.
«Der konsequente und kombinierte Einsatz von innovativen Technologien wie A u tomatisierung, künstlicher Intelligenz und Robotik bietet der Automobilbranche eine Chance, wie sie sich für jede Generation nur einmal ergibt», erklärt Bain-Partner Dr. Eric Zayer, der die Praxisgruppe Automotive und Mobilität in der EMEA-Region leitet. Er zieht Parallelen zur Phase der Öffnung des chinesischen Markts: «Wenn Hersteller und Zulieferer jetzt schnell die neuen technologischen Chancen nutzen und ihre Geschäfts- und Betriebsmodelle grundlegend anpassen, können sie zu alter Stärke zurückfinden.»
Fabriklose Zukunft
Bislang scheuen viele der traditionellen Automobilhersteller und -zulieferer noch tiefgreifende Schritte. Doch in den Köpfen hat der Wandel bereits begonnen: So set-
zen sich insgesamt 84 Prozent der von Bain weltweit Befragten mit der Perspektive einer sogenannten fabriklosen Zukunft auseinander – orientiert am Vorbild der ausgelagerten Fertigung, wie sie etwa in der Halbleiterbranche vielerorts üblich ist. In Europa liegt dieser Anteil sogar bei 94 Prozent. Bain-Partner und Branchenkenner Björn Noack fordert vor diesem Hintergrund die Branche auf, trotz möglicher Widerstände ihre Geschäftsmodelle weiterzuentwickeln: «Jeder Fahrzeugersteller und -zulieferer braucht eine klare Vorstellung, wie er sich künftig vom Wettbewerb abgrenzt – das kann von einer modernen Fertigung über ein überlegenes Design bis hin zur Strahlkraft der Marke reichen.»
Wie gross der Handlungsdruck inzwischen ist, zeigt der weltweite Rückgang der EBITMarge der Automobilhersteller auf durchschnittlich 6,8 Prozent 2024. Die Zulieferer lagen mit 6,6 Prozent nur geringfügig darunter. Herausfordernd ist die Situation vor
allem an den westeuropäischen Standorten: Ihr Kostennachteil gegenüber Werken in Osteuropa und China beträgt mittlerweile 20 bis 30 Prozent – und das nicht allein aufgrund gleichermassen höherer Löhne der Arbeitskräfte in administrativen und produzierenden Bereichen. Besonders deutlich wird das laut der Bain-Analyse in einem Bereich: Bei der Entwicklung von Plattformen für Elektroautos summiert sich der Kostennachteil europäischer Hersteller gegenüber neuen Wettbewerbern aus den USA und China sogar auf 75 bis 85 Prozent.
Entwicklungszeiten verringern
Diese Lücke lässt sich nur schliessen, wenn sowohl die etablierten Hersteller als auch ihre Zulieferer ihre Digitalisierung und Automatisierung noch einmal erheblich forcieren. Welche Potenziale darin liegen, zeigen weitere Ergebnisse der BainAnalyse: Nach Einschätzung der Befragten
Europas Automobilbranche weist grosses Optimierungspotenzial auf. (Bilder: Adpic)
kann ein technologiegetriebener Umbau der Fertigung die Effizienz bereits in den kommenden fünf Jahren um mehr als 30 Prozent steigern. Zudem könnte eine technologiebasierte Zusammenarbeit mit Zulieferern die Entwicklungszeiten für neue Modelle um mehr als 40 Prozent auf rund 30 Monate verkürzen.
Bis 2035 dürfte gerade der flächendeckende KI-Einsatz die Effizienz in der Entwicklung und Produktion von Fahrzeugen und Komponenten weiter steigern. «Insbesondere nicht- oder wenig wertschöpfende, aber zeitintensive Tätigkeiten wie beispielsweise die Software-Coding-Dokumentation lassen sich mithilfe von KI um bis zu 80 Prozent reduzieren», erklärt BainPartner und Automobilexperte Dominik Foucar. «Dies spart sowohl Zeit und Kosten und erhöht gleichzeitig die Qualität gegenüber Kunden.» Mehr als 80 Prozent der Befragten gehen zudem davon aus, dass KI-gestützte Simulationen dann eine dynamische Echtzeitanpassung der Fertigung ermöglichen werden. Zwei Drittel erwarten zudem, dass humanoide Roboter im kommenden Jahrzehnt die Produktion weitgehend übernehmen.
Kosteneinsparungen in Amerika
Bislang agieren europäische und nordamerikanische Unternehmen beim Einsatz von Technologien entlang der automobilen
Wertschöpfungskette auf Augenhöhe –das Potenzial ist allgemein erkannt. Während nordamerikanische Hersteller jedoch bereits daran arbeiten, daraus konkrete Kostenvorteile zu realisieren, zeigen sich die Europäer zurückhaltender. So planen Autobauer in Nordamerika etwa im administrativen Bereich innerhalb der nächsten drei Jahre Einsparungen von bis zu 12 Prozent bei den Arbeitskosten – ihre Pendants in Europa verfolgen dieses Ziel bislang weit weniger entschlossen. Niclas Vieten, Senior Manager bei Bain und Automobilexperte, rät europäischen Herstellern und Zulieferern zu mehr Entschlossenheit. Effizienzpotenziale müssten nicht nur identifiziert, sondern auch umgesetzt werden. «Wer zu lange zögert, riskiert den Anschluss zu verlieren», so Vieten. Zugleich sieht er in der aktuellen Entwicklung in erster Linie eine Chance für den Standort Europa: «Technologiegetriebene Effizienzsteigerungen können die Kostenstrukturen gezielt verbessern – und sichern so die Wettbewerbs- und Zukunftsfähigkeit der industriellen Wertschöpfung in Europa.»
Unzureichende Datenqualität
Der Bain-Befragung zufolge treiben die Automobilhersteller die Einführung moderner Technologien derzeit konsequenter voran als ihre Zulieferer. Nordamerikani -
sche Unternehmen zeigen sich darüber h i naus deutlich überzeugter von den Chancen des technologiegetriebenen Wandels als ihre Wettbewerber aus Europa, die unter anderem in puncto Datenmanagement Hürden sehen. Diese Zurückhaltung – kombiniert mit einer bislang unzureichenden Datenqualität – gefährdet nach Einschätzung von Bain-Partner Noack die angestrebten Effizienzgewinne: «Angesichts der aktuellen Herausforderungen reichen inkrementelle Verbesserungen nicht mehr aus. Die Zukunft der Automobilbranche ist digital – und für diesen Wandel braucht es einen grossen Wurf.»
Die Bain-Analyse skizziert in Form einer Roadmap, welche Schritte Unternehmen gehen sollten, um sich zu technologiegetriebenen Fahrzeugherstellern oder -zulieferern zu entwickeln. Der Prozess startet mit der Entwicklung eines zukunftsfähigen Geschäftsmodells und einer klaren Vision für den unternehmensweiten Einsatz innovativer Technologien. Erste Anwendungen setzen Hersteller wie Zulieferer in Leuchtturmprojekten um, bevor sie die Lösungen standortübergreifend ausrollen. Voraussetzung dafür sind ein klares Zielbild für die künftige Betriebsstruktur sowie eine standardisierte, skalierbare Datenplattform.
Autonome Fertigung
Laut Branchenkenner Zayer stehen selbst die Vorzeigestandorte der Automobilbranche gerade erst am Übergang von LeanKonzepten hin zur digitalen Fabrik. Bis zu einer autonomen Fertigung unter Einsatz von KI und humanoider Roboter sei es noch ein weiter Weg. Dennoch ist Zayer optimistisch: «Die etablierte Automobilbranche verfügt über die Kompetenzen, die finanziellen Ressourcen und den Willen, den technologiegetriebenen Wandel aus eigener Kraft zu meistern – und sich im entstehenden Zeitalter der Elektromobilität erfolgreich zu behaupten.» Sie müsse dafür nun entschlossen handeln, ausreichend investieren und bereit sein, auch schwierige Schritte zu meistern.
Kontakt
Bain & Company Germany, Inc. Karlsplatz 1 D-80335 München www.bain.com
zu einer autonomen Fertigung unter Einsatz von KI ist der Weg noch weit.
Am Puls der Medizintechnik und der additiven Fertigung
Impulse für die Zukunft der Produktion
Innovative Technologien, konkrete Lösungen und kompakter Wissenstransfer: Die AM Expo und die Swiss Medtech Expo zeigen vom 9. bis 10. September 2025, wie sich additive Fertigung (AM) und die Herstellung von Medizintechnik weiterentwickeln. 260 Aussteller, zwei Symposien und zahlreiche Netzwerkmöglichkeiten machen die Fachmessen zum Pflichttermin.
Die AM Expo und die Swiss Medtech Expo bieten Fachpersonen aus Industrie und Medizintechnik vom 9. bis 10. Se ptember 2025 eine Plattform für Information, Inspiration und Netzwerk. Die beiden Messen geben an zwei Tagen einen Überblick über Trends, Technologien und konkrete Anwendungen. Dabei stehen nicht nur Innovationen im Fokus, sondern auch der Nutzen für die tägliche Arbeit in Entwicklung, Produktion und Qualitätssicherung.
AM als Bestandteil moderner Produktionsprozesse
Die AM Expo macht erlebbar, wie sich additive Fertigung wirtschaftlich in der Serienproduktion einsetzen lässt, oft auch in Kombination mit etablierten Verfahren wie Spritzguss oder subtraktiver Bearbeitung. Der Fokus liegt auf konkreten Anwendungen und produktionstechnischen Lösungen, die sich in der Praxis bewährt haben. «Die Vielfalt an Lösungen für aktuelle Herausforderungen in der Produktion ist besonders gross», erklärt Messeleiterin Sara Bussmann.
Orientierung für die Medtech-Industrie
Die Swiss Medtech Expo ist die führende Plattform für Entwicklung und Herstellung von Medizintechnik in der Schweiz. Die Aussteller präsentieren technologische Neuheiten und marktfähige Lösungen entlang der gesamten Wertschöpfungskette, von Komponenten über Qualitätssicherung bis zu Verpackungen. Zentrale Themen sind unter anderem Nachhaltigkeit sowie künstliche Intelligenz. «Die Swiss Medtech Expo bietet Orientierung in einem dynamischen und anspruchsvollen Markt», sagt Sara Bussmann. «Hersteller und Inverkehrbringer finden hier konkrete Impulse, wie sie ihre Produkte innovativer und effizienter entwickeln und fertigen können.»
Praxisnahes Wissen aus erster Hand
Ein Highlight beider Messen sind die beiden Symposien: Über 50 Referate und Podiumsdiskussionen vermitteln Fachwis
sen zu aktuellen Entwicklungen, Forschungsprojekten und Anwendungen. Die Inhalte sind nach Anwendungsbereichen und Fokusthemen gegliedert, von Nachhaltigkeit über Bauteilqualität bis hin zu intelligenter Fertigung. Neben dem Wissenstransfer kommt auch der persönliche Austausch nicht zu kurz: Die beliebte Wine & Cheese Party am Dienstag, 9. Se ptember 2025 ab 16 Uhr bringt Besucher, Ausstellerinnen und Referenten in entspannter Atmosphäre zusammen. «Wir bieten die Möglichkeit für einen ungezwungenen Austausch. Oft entstehen hier Ideen für neue Kooperationen oder Projekte», so Bussmann.
Kon takt
Messe Luzern AG
CH 60 05 Luzern
+41 41 318 37 00 www.medtech ex po.ch www.am ex po.ch n
An zwei Tagen sind die AMX und SMTE eine Plattform für Information, Inspiration und Netzwerk. (Bilder: Messe Luzern)
Am 9. und 10. September 2025 wird die Messe Luzern erneut zum Treffpunkt für die Additive Fertigung und die Medtech-Industrie.
Vom Werkzeugbau bis zu Hybrid- und 2K-Bauteilen
Jehle bietet breites Produktportfolio
Die Jehle AG bietet die gesamte Dienstleistungskette: von der Beratung und dem Engineering über die Herstellung des Spritzgiesswerkzeugs bis hin zu Hybrid- und 2K-Bauteilen.
Am Anfang steht die individuelle Aufgabenstellung des Kunden, bei der wir unsere Beratungskompetenz und unsere jahrzehntelange Erfahrung einbringen. Unser Ziel ist es, für jedes Bauteil und die vorgegebene Losgrösse eine optimale Spritzgiessform zu entwickeln. Dazu stehen neben Beratung und Engineering ein moderner Spritzgiesswerkzeugbau im Werk 5 zur Verfügung.
Das 2019 erbaute Technologie Center setzt in der Schweiz neue Massstäbe im Werkzeug- und Formenbau – ganz nach dem Motto: «Qualität hat höchste Priorität.» Gefertigt werden Spritzgiesswerkezuge für die Verarbeitung von Thermoplasten und Duroplasten, Pressformwerkzeuge für Duroplaste, 2K-Werkzeuge mit Drehindex oder Drehtellertechnologie und Mehrkavitätenwerkzeuge mit bis zu 128 Kavitäten. Als Verfahren setzt Jehle unter anderem das Umspritzen von Metallteilen mit Kunststoff und das Schaumspritzgiessen ein, um grosse Wandstärkenunterschiede auszugleichen.
Vorgehen
Bevor die Jehle-Experten mit der Werkzeugkonstruktion beginnen, werden die
Werk 5: Technologiecenter Werkzeug- und Formenbau (Bilder: Jehle AG)
Bauteile geometrisch überarbeitet und für eine bessere Entformung und kunststoffgerechte Verarbeitung optimiert. Die Erkenntnisse aus der Entwicklungsphase f l iessen direkt in die Konstruktion der Werkzeuge ein. Damit werden Optimierungsschlaufen vermieden, wertvolle Zeit gespart und die Kosten gesenkt. Seit Jahren ist Jehle ein zuverlässiger Partner für Fremdformen, Formenoptimierungen, Wartung und Reparaturen für Kunststoffspritzgiessunternehmen in der gesamten Schweiz und EU.
Aus- und Umbau von Werk 1
Durch den Aus und Umbau von Werk 1 steht dem Unternehmen eine Produktionsfläche von 2400 m2 zur Verfügung, die es erlaubt, die Aufträge für Hybrid und 2KBauteile noch effizienter abzuwickeln. Hybridbauteile sind eine optimale Produktlösung aus Metall und Kunststoff – als Montagebaugruppe oder umspritzte Aus-
führung. Durch die Kombination unterschiedlicher Materialien reduzieren wir das Gesamtgewicht des Bauteils und eliminieren teure nachgelagerte Montageprozesse. Moderne Fertigungsverfahren ermöglichen eine wirtschaftliche Herstellung von Hybridbauteilen. Anwendung finden diese als Gehäuse, Zahnbürstenköpfe oder Dichtungen in Branchen wie der Dentaltechnik oder Elektrotechnik. Die optimale Losgrösse ist ab 5000 Bauteilen.
Bei beiden Verfahren ist eine Weiterverarbeitung oder eine Baugruppe möglich –teilautomatisiert oder vollautomatisiert.
Kontakt
Jehle AG
CH-5275 Etzgen +41 62 867 30 30 info@jehleag.ch www.jehleag.ch n
Die Schaltbau GmbH automatisierte das Entgraten von Kunststoffgehäusen in Aldersbach (D). Die Wahl fiel dabei auf die Drahtgurt-Durchlaufstrahlanlage RSAB 370-T1+1 in ATEX-konformer Ausführung. Der Personaleinsatz für diesen Fertigungsschritt konnte dadurch nahezu halbiert werden.
Die Schaltbau GmbH ist ein weltweit führender Anbieter von Gleichstromlösungen (DC). Die in München ansässige Unternehmensgruppe hat sich auf Produkte und Lösungen spezialisiert, die die Elektrifizierung in vielen Branchen vorantreiben. Kunden aus dem Schienenverkehr vertrauen seit Jahrzehnten auf das umfangreiche Portfolio aus Schützen, Steckverbindern, Schaltern und Sicherheitskomponenten. Die Marke Eddicy steht für hochmoderne Lösungen für das sichere und zuverlässige Schalten und Schützen von Gleichstromanwendungen in den Bereichen Energie und E-Mobilität. Gefertigt werden die innovativen Produkte an verschiedenen Standorten in Deutschland, Europa, den USA und Asien. Dazu zählt das Werk im bayerischen Aldersbach.
Produktionskosten durch Automatisierung senken
Im Zuge eines Lean-Projekts wurde unter anderem die Fertigung der Gehäuseteile genau unter die Lupe genommen. Sie wer-
den aus Melamin-/Polyesterharz-Formmassen im Pressverfahren hergestellt. Dabei entstehen verfahrensbedingt Grate, die entfernt werden müssen. Dies erfolgte bisher zeit- und personalintensiv manuell, wofür an jeder Pressmaschine eine Person im Einsatz war. Die Automatisierung der Entgratung bot daher deutliches Einsparpotenzial.
Zu den wesentlichen Punkten bei der Auswahl der Strahlanlage zählte, dass der Prozess schonend erfolgt, die Teile während der Bearbeitung nicht umgewälzt und Strahlmittelreste weitestgehend von den Teilen entfernt werden, bevor sie aus der Anlage kommen. «Für diese Aufgabenstellung konnte nur Rösler ein Anlagenkonzept vorstellen, das uns zugesagt hat», erinnert sich Armin Voggenreiter, Director Operations Aldersbach bei der Schaltbau GmbH. Es handelt sich dabei um die flexible Drahtgurt-Durchlaufstrahlanlage RSAB 370-T1+1 für die Bearbeitung der Gehäuseteile im kontinuierlichen Durchlauf. Die Strahlversuche zur Entgratung der Werk-
Durch den Einsatz der flexiblen Drahtgurt-Durchlaufstrahlanlage RSAB 370 T1+1 (Mitte) mit ATEX-konformem Filter (links) konnte der Personaleinsatz für das Entgraten der Gehäuseteile nahezu halbiert werden. (Bild: Schaltbau)
stücke wurden auf einem vergleichbaren System durchgeführt. «Die überzeugenden Ergebnisse der Versuche waren ausschlaggebend für die Investition.»
«Durch die Strahlanlage konnten wir den für das Entgraten erforderlichen Personalaufwand um rund 40% verringern», berichtet Armin Voggenreiter. Für einen geräuscharmen Betrieb ist die Strahlanlage mit einer Schalldämmkabine eingehaust. Die damit einhergehende Verkürzung des nutzbaren Beladebereiches wurde seitens Rösler im Anlagendesign durch einen verlängerten, einlaufseitigen Überstand des Drahtgliederbandes ausgeglichen.
Prozesssicherer und ATEX-konformer Betrieb
Eine serienmässige, hocheffektive Strahlmittelaufbereitung mit Siebvorrichtung und Kaskadenwindsichtung gewährleistet, unterstützt durch die automatische Nachdosierung, dass das umlaufende Strahlmittelbetriebsgemisch stets in optimaler Korngrössenzusammensetzung konstant dem Strahlprozess zur Verfügung steht. Ein Antistatiksystem, bei der «Schaltbau»-Lösung mit automatischer Nachdosierung, gehört bei der RSAB 370-T1+1 ebenfalls zum Standard. Mit diesem System wird das elektrostatische Anhaften von Stäuben und Strahlmittelkörner an den Werkstücken wirksam minimiert. Daneben ist es auch ein Element der ATEX-relevanten Sicherheitsmassnahmen, ebenso wie die Ausstattung der Gesamtanlage mit einem ATEX-konformen Filtersystem.
Kontakt
Rösler Schweiz AG Staffelbacherstr. 1898 CH-5054 Kirchleerau www.rosler.com n
Wenn man sich Zeit
Seit 1. Oktober 2008 ist Thomas Grossenbacher der Geschäftsführer und Inhaber der HATAG Handel und Technik AG
für die Übergabe
in Bolligen. Seit Sommer 2024 offiziell pensioniert, wird er per Ende dieses Jahres den Stab an Nicola Stettler (Jg. 1999)
nimmt
übergeben. Der studierte Elektroingenieur ist im August 2024 zum Hatag-Team gekommen und wird seither gezielt für seine Aufgaben als Geschäftsführer und Inhaber aufgebaut.
In dieser Übergangszeit kann Nicola Stettler von der langjährigen Erfahrung und dem fundierten Wissen von Thomas Grossenbacher profitieren. Er hat die Zeit, sich das technische Wissen anzueignen und die Kultur und Kunden der Hatag kennen zu lernen. Damit wird auch die Kontinuität und die Zuverlässigkeit gegenüber den Kunden gewährleistet. Mit seinem technischen Background als gelernter Automatiker und Elektroingenieur bringt Nicola Stettler wichtiges Wissen in das Peripherie-Geschäft
Baur
und Grassi neu im Euromap-Präsidium
Anlässlich der Euromap-Generalversammlung in Stuttgart haben die europäischen Kunststoff- und Gummimaschinenhersteller ihr neues Präsidium gewählt.
Tobias Baur, CSO der Arburg GmbH & Co KG, ist der neue Präsident des europäischen Dachverbands Euromap. Alessandro Grassi, CEO von Frigosystem Srl., dem italienischen Her steller von Temperiergeräten, ist als Vizepräsident mit an Bord. Sie treten die Nachfolge von Präsident Luciano Anceschi, Tria S.p.A., und Vizepräsident Michael Baumeister, Brückner Group, an, der im vergangenen Jahr in den Ruhestand gegangen war.
Das neue Präsidium fördert eine engere Zusammenarbeit der Branche auf europäischer Ebene. Europa und die Kunst-
stoffindustrie stehen vor schwierigen Zeiten, und die Branche muss geschlossen auftreten. Die wichtige Transformation der Kunststoffindustrie hin zu einer Kreislaufwirtschaft erfordert einen ambitionierten Fahrplan, der die Unternehmen mitnimmt und aktiv einbezieht. Je konsequenter sich die Kunststoffindustrie positioniert, desto erfolgreicher wird dies sein. Die bisherige erfolgreiche Arbeit in Richtung Standardisierung (Euromap-Standards), Datenerfassung und -austausch sowie Messe-Kooperationen soll konsequent fortgesetzt werden. «Luciano Anceschi sprechen wir unseren aufrichtigen Dank für seine hervorragende, zuverlässige und fruchtbare Zusammenarbeit in den letzten zwanzig Jahren aus, zunächst als
mit. Ob die Arbeit im Backoffice, beim Zusammenstellen einer Offerte, auf Montage oder Kundenbesuch – all diese Tätigkeiten schaffen die besten Voraussetzungen für einen reibungslosen Geschäftsübergang auf Anfang 2026.
Zudem wird Nicola Stettler weiterhin auf die Unterstützung von Thomas Grossenbacher zählen können. Dieser wird ihm bis auf Weiteres mit Rat und Tat zur Seite stehen. Wer Thomas Grossenbacher kennt weiss, dass er nicht «nichts tun» kann und somit die langjährigen Geschäftsbeziehungen zu den Kunden und Lieferanten nach wie vor pflegen wird.
w w w.hatag.ch
V.l.: Thorsten Kühmann, Generalsekretär der Euromap, Tobias Baur, Euromap-Präsident, und Alessandro Grassi, Euromap-Vize-Präsident (Bild: VDMA)
Vizepräsident und in den letzten 13 Jahren als EuromapPräsident. Mit ihm hatte der Verband einen Vorsitzenden, der die Anforderungen der europäischen Maschinenhersteller im Blick hatte und gleichzei -
tig die gemeinsamen Ziele mit Elan verfolgte», würdigte Thorsten Kühmann, Generalsekretär von Euromap, die Dienste des abretenden Präsidenten.
www.vdma.org
Thomas Grossenbacher (r.) reicht den Stab an Nicola Stettler weiter. (Bild: Hatag)
Alles bleibt haften - Winterthurer Klebstofftagung 2025
Die diesjährige Winterthurer Klebstofftagung 2025 war ein voller Erfolg und spiegelt eindrucksvoll die Innovationskraft sowie die aktuellen Herausforderungen der Klebstoffbranche wider.
Das Institut für Material und Verfahrenstechnik (IMPE) der ZHAW und die Fachgruppe Kunststofftechnik (FGKS) von Swiss Engineering organisierten den Anlass gemeinsam und boten den 100 Teilnehmenden ein abwechslungsreiches und hochkarätiges Vortragsprogramm. Die Begeisterung für fortschrittliche Klebelösungen
IMPE). Nicht auf dem Bild: Christian Dörig (Preisträger). (Bild: IMPE)
Übernahme der GF Machining Solutions ist vollzogen
Mit der Übernahme der GF Machining Solutions Division der Georg Fischer AG erweitert die United Grinding Group ihr Portfolio auf 15 Marken. Die neue Gruppe firmiert unter dem Namen United Machining Solutions und steigt mit einem Gesamtumsatz von über 1,5 Mrd. USD zu einem der grössten Werkzeugmaschinenherstellern weltweit auf. Der Hauptsitz ist in Bern (CH).
Stephan Nell, CEO der neuen Gruppe und der United Grinding Group, verrät: «Schon seit langer Zeit gab es den Wunsch die beiden Unternehmen zusammenzuführen. Es kommt selten vor, dass sich zwei Unternehmen so gut ergänzen wie United Grinding und GF Machining Solutions. Das be -
trifft nicht nur unsere Produktportfolios, unsere internationale Ausrichtung und unser Verständnis von Qualität, sondern auch die Kultur und das Mindset unserer Mitarbeitenden.
Mit der Präsenz an mehr als 50 Standorten, einem umfassenden Produktportfolio und insgesamt 15, in ihren Branchen führenden Marken, wird der Grundstein für künftigen Erfolg gelegt. «Es ist die beste Entscheidung, die wir treffen konnten», bekräftigt Ivan Filisetti, Präsident von GF Machining Solutions und Mitglied der Geschäftsleitung der neuen Gruppe. «Unsere Produkte überschneiden sich nicht, sie ergänzen sich. Das erleichtert die Integration enorm. Und als
war im Publikum deutlich spürbar und wurde in den regen Diskussionen sowie zahlreichen positiven Rückmeldungen zum Ausdruck gebracht. Das Networking während der Pausen ist ein zentrales Element der Tagung, das den Austausch fördert und wertvolle Kontakte ermöglicht.
Der mit 1000 CHF dotierte Best Poster Award, gesponsert vom IMPE, wurde an Christian Dörig und Thomas Roos von Timber Structures 3.0 verliehen.
w w w.zhaw.ch/impe
Schweizer Unternehmen teilen wir die gleiche Kultur mit einem starken Engagement für Innovation und Digitalisierung.»
Die Gruppe wird primär mit ihren Einzelmarken auftreten. «Zukünftig wollen wir die Identitäten unserer Marken, die seit vielen Jahren im Markt bekannt und verankert sind, weiter stär-
ken», erklärt Nell. «Die Marken haben eine lange Tradition, stehen für höchste Qualität und sind oftmals Pioniere auf ihrem Gebiet. Unsere Kunden vertrauen den Marken, die sie kennen und schätzen gelernt haben.»
Ivan Filisetti (l.) und Stephan Nell (Bild: United Machining Solutions)
Wittmann eröffnet neues Kundentechnikum
Mit einem Kundenevent eröffnete Wittmann Battenfeld Deutschland Anfang Juli am Standort Nürnberg sein erweitertes und neu gestaltetes Anwendungstechnikum. Die Wittmann Gruppe bietet mit der
Investition ihren Kunden und Partnern in Deutschland ab sofort noch mehr Möglichkeiten, innovative Produkte und Technologien greifbar und praxisnah kennenzulernen und auszuprobieren. Thematische
Schwerpunkte des erweiterten Angebots sind Energieeffizienz und Kreislaufwirtschaft.
«Den CO2-Fussabdruck zu verringern, ist eine unabdingbare Notwendigkeit. Dabei haben Massnahmen zur Steigerung der Energieeffizienz und Nachhaltigkeit nur dann eine Chance, wenn sie sich auch wirtschaftlich rechnen», betont Andreas Schramm, Geschäftsführer von Wittmann Battenfeld Deutschland. «Genau das haben unsere Entwickler fest im Blick. In unserem neuen Technikum wird wirtschaftliche Nachhaltigkeit direkt erlebbar.»
Zwei grosse Spritzgiessproduktionszellen finden im Technikum Platz, wobei die präsen -
tierten Anwendungen immer wieder wechseln werden. Den Beginn machen eine servohydraulische SmartPower und eine vollelektrische EcoPower Spritzgiessmaschine, die am Eröffnungstag Gastgeschenke produzierten. Beide Anwendungen zeigen, wie einfach s i ch CO 2-Einsparpotenziale ausschöpfen lassen. Unter anderem tragen die hohe Energieeffizienz der Maschinen, digitale Assistenzsysteme und die Verarbeitung von Recyclingmaterialien dazu bei.
Wittmann Kunststofftechnik AG CH-8722 Kaltbrunn info@wittmann-group.ch www.wittmann-group.com
Rund 200 Gäste erkundeten die Exponate im neuen Technikum von Wittmann in Nürnberg. (Bild: Wittmann)
Beschleunigte Vorhersage der Medien-Spannungsrissbeständigkeit
Am Kunststoff-Zentrum SKZ wurde ein zukunftsweisendes Forschungsvorhaben erfolgreich abgeschlossen. Dem SKZ
ist es gelungen, ein neues Prüf- und Auswertekonzept zu entwickeln und zu validieren. Dieses ermöglicht erstmals
Neu entwickelte Prüfanlage (bestehend aus sechs autarken Messstationen) zur Ermittlung des Einflusses von Medien auf die Spannungsrissbeständigkeit von Kunststoffen. (Bild: Luca Hoffmannbeck/SKZ)
eine quantitative Bewertung des Spannungsrissverhaltens unter realitätsnahen Bedingungen. Die Methode erlaubt Aussagen darüber, wann ein Kunststoff unter definierten Prüfbedingungen – etwa Medium (z. B. Desinfektionsmittel, Öle), Lasthöhe und Temperatur – versagt. Grundlage ist ein eigens entwickelter, beheizbarer Messaufbau, der sich auf gängige Universalprüfmaschinen adaptieren lässt. Durch die gezielte Temperaturanhebung kann die Prüfung zeitlich stark beschleunigt werden (ZeitTemperatur-Superpositionsprinzip).
Der realisierte Messaufbau mit kontinuierlicher Kraft und
Dehnungsmessung bietet einen besonderen Vorteil: Neben Versagenszeiten kann auch der Einfluss von Beanspruchungsdauer und Medium auf die Steifigkeit untersucht werden – etwa durch Weichmacherwirkung. Auch verarbeitungsbedingte Faktoren wie Eigenspannungen oder Molekülorientierungen lassen sich bewerten. Das neue Prüfgerät steht ab sofort am SKZ für industrielle Anwendungen zur Verfügung, um (zeitraffende) Prüfungen zur quantitativen Beurteilung der Medien-Spannungsrissbeständigkeit (Versagenszeiten sowie Kriechverformung) von Kunststoffen durchzuführen.
SKZ ist erstes offiziell ausgezeichnetes Partnerlabor von ZwickRoell
Die langjährige Zusammenarbeit mit ZwickRoell wird auf eine neue Stufe gehoben: Das SKZ wurde offiziell zum ersten Partnerlabor des führenden Prüftechnikherstellers ernannt. Mit dem innovativen CRB-Test und der LTM-Prüfmaschine setzt das SKZ neue Massstäbe in der Kunststoffprüfung – präzise, nachhaltig und zukunftsweisend. Ein herausragendes Beispiel für die enge techni -
sche Zusammenarbeit ist die Entwicklung einer gemeinsamen Fallstudie zum Cracked Round Bar (CRB)-Test nach ISO 18489. Während bisherige Verfahren wie der Full Notch Creep Test (FNCT) oder der Pennsylvania Edge Notch Tensile Test (PENT) als Industriestandard galten, offenbaren sie in der Praxis mehrere Nachteile. Diese klassischen Methoden sind
oft zeitaufwändig, ökologisch bedenklich – insbesondere, wenn kritische Chemikalien zum Einsatz kommen – und in ihrer Aussagekraft für moderne PE 100-RC-Materialien nicht immer ausreichend.
Der CRB-Test hingegen bietet eine Reihe klarer Vorteile: Er ist nach ISO 18489 international standardisiert, liefert signifikant schnellere Ergebnisse, kommt vollständig ohne den
Einsatz von Netzmitteln aus und ermöglicht deutlich präzisere Aussagen zur tatsächlichen Materialperformance unter realen Einsatzbedingungen.
Das SKZ zählt zu den ersten Laboren in Deutschland, die für die Durchführung des CRB-Tests durch die Deutsche Akkreditierungsstelle (DAkkS) offiziell akkreditiert wurden.
PlastIQ – neue Lösung zur Optimierung des Kunststoffrecyclings
In Unternehmen werden viele Kunststoffabfälle noch nicht effizient recycelt. Grund dafür sind meist ein hoher Erfassungsaufwand und fehlende Informationen über mögliche Abnehmer. Der neu entwickelte Demonstrator des Projekts PlastIQ bietet hier eine Lösung, um Abfälle effizient zu bewerten und geeignete Verwerter vorzuschlagen. Er steht
o nline zum Testen zur Verfügung.
Im Rahmen des dreijährigen Forschungsprojekts PlastIQ haben das Kunststoff-Zentrum SKZ und das prämierte Würzburger Start-up WeSort.AI einen innovativen Online-Demonstrator entwickelt. Ziel der Lösung ist es, bislang nicht erfasste Kunststoffabfälle in Unternehmen effizient zu bewerten und gezielt mit Re-
cyclingunternehmen zu vernetzen – ein wichtiger Schritt hin zu mehr Kreislaufwirtschaft und Ressourcenschonung. «Mit dem PlastIQ-Tool wird es für Unternehmen deutlich leichter, ihre Kunststoffabfälle an die passenden Recycler zu bringen. Das hat nicht nur direkte wirtschaftliche Vorteile, sondern bringt uns auch einen Schritt weiter in Richtung einer
funktionierenden Kreislaufwirtschaft», sagt Nathanael Laier, Mitgründer und CEO von WeSort.AI.
Kontakt SKZ – Das Kunststoff-Zentrum Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de
RemoteAccess für moderne Produktionsprozesse
Mit der RemoteAccess stellt motan eine neue Cloud-basierte Fernwartungslösung vor, die höchste Sicherheitsstandards erfüllt, die Benutzerfreundlichkeit maximiert und dem Kunden volle Kontrolle bietet. Die RemoteAccesss lässt sich nahtlos in alle ControlNet-Steuerungssysteme integrieren und hilft Unternehmen somit dabei, ihre Wartungsprozesse effizienter und sicherer zu gestalten. Dank des digitalen Zugriffs können Serviceaufgaben wesentlich schneller abgewickelt werden, da kein Vor-Ort-Besuch erforderlich ist. Somit we rden Reaktionszeiten und Kosten reduziert. Gleichzeitig können Produktionsausfälle deutlich minimiert werden, da auftretende Probleme schneller erkannt und behoben werden können. Ebenfalls wird die
Gesamtverfügbarkeit des Services verbessert, was eine zuverlässigere Wartungsunterstützung sowie eine höhere Stabilität des Betriebs gewährleistet. Der Zugriff erfolgt nur durch autorisierte Servicemitarbeiten -
de. Jeder Vorgang wird automatisch dokumentiert und lückenlos protokolliert. Das sorgt für volle Transparenz und bildet eine zuverlässige Grundlage für die Abrechnung der erbrachten Leistungen.
Modulare Heisskanallösungen
Ein innovativer Ansatz in der Heisskanaltechnik vereint Standardisierung mit massgeschneiderter Individualität: Das modulare Baukastenprinzip der Heisskanalprodukte von Meusburger ermöglicht eine flexible Werkzeugauslegung, ohne dabei auf die Vorteile standardisierter Komponenten zu ver-
zichten. Diese intelligente Kombination erlaubt es Werkzeugbauern und Kunststoffverarbeitern, effiziente und kostengünstige Lösungen für ihre spezifischen Anforderungen zu realisieren.
Ein Highlight ist beispielsweise die Düsenbaureihe smartFILL. Diese bietet gleich mehrere In -
Besonders wichtig: Die Fernwartung wird vom Kunden selbst autorisiert. Ein physischer Schlüssel sorgt dafür, dass der Zugriff auf das System nur dann möglich ist, wenn dies explizit gewünscht wird. «Wir wollten eine Lösung schaffen, die höchste Sicherheitsanforderungen erfüllt und gleichzeitig unseren Kunden die volle Kontrolle gibt», sagt Carl Litherland (CMO motan Group). RemoteAccess vereint genau das, mit minimalem Aufwand für IT und Produktion. Das Gerät ist ab sofort verfügbar und kann einfach in alle bestehenden motan-Systeme integriert werden.
Kuma Solution AG CH-5033 Buchs info@kuma-solution.ch www.kuma-solution.ch
novationen, die Anwendern helfen, die anspruchsvollen Anforderungen ihrer Spritzgussteile zu meistern. Schussgewichte von 0,2 bis 2500 g pro Düse können realisiert werden. Dabei spielt es keine Rolle, ob einfach zu verarbeitende Polyolefine oder anspruchsvolle Hochtemperatur-Kunststoffe zum Einsatz kommen. Bei der Baureihe smartFILL von Meusburger gibt es zwei Typen: das geschraubte System, das eine leckagesichere Verschraubung der Düsen im Verteiler gewährleistet und die Höhenabstimmung überflüssig macht, sowie das Schiebedichtsystem, das eine von den Stichmassen unabhängige Düsenlänge ermöglicht und Biegemomente auf die Düse verhindert. Für eine besonders einfache Integration bietet Meusburger einbau- und steckerfertige Heisskanalsysteme an, die mit den geschraubten Heisskanaldüsen smartFILL ausgestattet sind. Diese Systeme werden komplett fertig montiert und auf ihre Funktion geprüft geliefert. Der Anwender muss lediglich den Heisskanalverteiler in die Düsenseite des Werkzeugs einsetzen und mit der Formplatte verschrauben. Dank der sicheren Schraubverbindung zwischen Heisskanaldüse und -verteiler entfällt die aufwendige Höhenabstimmung zur Aufspannplatte.
Die Optris GmbH & Co. KG kündigt den Start ihres neuen CTi LT Pyrometers an, dem technologisch weiterentwickelten Nachfolger der bewährten CT LT Serie. Aufbauend auf dem etablierten Design und der robusten Leistungsfähigkeit seines Vorgängers bietet das CTi LT zahlreiche innovative Merkmale, die Flexibilität, Integrationsfähigkeit und langfristige Einsatzmöglichkeiten in industriellen Anwendungen erheblich erweitern. Kernstück des CTi LT ist ein modulares Konzept mit austauschbaren Sensorköpfen (Bild). So lässt sich jedes LT-
Elektronikmodul mit jedem LTSensorkopf kombinieren –ohne Einbussen bei der Messgenauigkeit. Diese einzigartige Eigenschaft vereinfacht Installation, Wartung und Austausch und bietet Maschinenbauern
Farbpräzision trifft Hochleistung
Im Fokus der Zusammenarbeit von Grafe und der Simona AG steht die Entwicklung technisch hochleistungsfähiger, visuell überzeugender und nachhaltiger Lösungen. Diese reichen von präzise eingefärbten, schwerentflammbaren Polycarbonat-Platten für thermogeformte Bauteile in Bus- und Bahnprojekten bis hin zu kundenspezifischen Materialkonzepten für komplexe Mobilitätsanwendungen.
Die Einhaltung der europäischen Brandschutznorm EN 45545-2 stellt ein zentrales Kriterium der gemeinsamen Anwendungsprojekte dar. Gemäss dieser Norm müssen Materialien selbstverlöschend, raucharm und toxikologisch unbedenklich sein.
Simona stellt mit Simorail Platten für thermogeformte Bauteile in kundenspezifischen Formaten bereit, welche exakt diesen hohen Anforderungen gerecht werden. Damit wird zum einen die technische Ba -
sis für eine zertifizierte Lösung geschaffen, zum anderen aber auch eine zuverlässige und nachhaltige Materialauswahl, die zudem exzellente Verarbeitungseigenschaften und hohe mechanische Belastbarkeit kennzeichnet.
Diese Eigenschaften sind auch entscheidend für die Realisierung zweier richtungsweisender Projekte gewesen: die Innenausstattung für ein vollelektrisches Metro-Bussystem in Brisbane sowie die Entwicklung grossflächiger Bauteile für die neue Strassenbahngeneration in Europa. In beiden Fällen wurde die komplexe Aufgabe übernommen, das schwerentflammbare Polycarbonatmaterial farblich exakt an die Vorgaben der Brandschutznorm und die Thermoformeigenschaften anzupassen. Die Einfärbung technischer Kunststoffe, wie in diesem Fall des schwerentflammbaren Polycarbonats, gehört zu den anspruchsvollsten Aufgaben in
sowie Systemintegratoren einen entscheidenden Vorteil bei der Umsetzung flexibler und zuverlässiger Temperaturüberwachungslösungen. Die neue Software CompactPlusConnect überzeugt durch eine optimierte Benutzeroberfläche und erweiterte Funktionalitäten, wodurch Einrichtung, Konfiguration und Überwachung deutlich erleichtert werden. Zusätzlich ist nun in jedem CTi LT Pyrometer eine standardisierte USB-Schnittstelle integriert, die eine schnelle und unkomplizierte Konfiguration direkt in industriellen Umgebungen ermöglicht.
Ausgestattet mit einem der weltweit kleinsten Infrarot-Sensorköpfe, erreicht die CTi LT Serie eine optische Auflösung von bis zu 22:1. Die Sensoren arbeiten zuverlässig bei Umgebungstemperaturen bis zu 180 ° C, ohne dass zusätzliche Kühlmassnahmen erforderlich sind – ideal für den Einsatz unter extremen industriellen Bedingungen.
O ptris GmbH D-13127 Berlin info@optris.de www.optris.de
der Masterbatch-Entwicklung. Simorail verfügt über eine intensive Eigenfarbe, die eine exakte Farbdefinition heller oder neutraler Farbtöne im Endprodukt besonders anspruchsvoll macht. Darüber hinaus müssen die Materialien auch im eingefärbten Zustand alle sicherheitsrelevanten und mechanischen Anforderungen vollständig erfüllen. Konkret wurden seitens Grafe für diese speziellen Projekte zwei Farbvarianten entwickelt, die exakt auf die jeweiligen An -
forderungen abgestimmt wurden: ein tiefes, technisches Anthrazitgrau sowie ein klares, modernes Hellblau. Die Herausforderung bestand darin, dass sich beide Farben visuell präzise auf den jeweiligen Oberflächen abbilden lassen –trotz der intensiven Eigenfarbe des Rohmaterials.
Grafe GmbH & Co. KG D-99444 Blankenhain grafe@grafe.com www.grafe.com
Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebstoe, Stützstoe, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr.
Wir schenken Kunststoff einen zweiten Frühling. Für eine nachhaltige Kreislaufwirtschaft. vogelkunststoffe.ch
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch
Machen Sie den richtigen Zug!
Effizienz steigern.
Nachhaltig und sicher Energie sparen
Mehr an der K2025
The next Generation. Temperature Control Units Thermo 6
Energieeinsparung ohne Qualitätseinbussen. Der Energy ControlAssistent der Temperiergeräte Thermo 6 führt jeden Anwender zum optimalen Betriebspunkt.