Mehr Zeit für Wichtiges: Mit dem iQ process observer gewinnen wir 30 Minuten pro Maschine und Tag.
Stefan Borgmann, Technischer Leiter bei Kunststofftechnik Borgmann, Deutschland
Der Ort, an dem sich additive Fertigung und Medizintechnik treffen.
Fachmesse und Symposium
9. bis 10. September 2025
Zahlen lügen nicht – oder?
«Ich glaube nur der Statistik, die ich selbst gefälscht habe», soll Winston Churchill einst gesagt haben. Heute sind sich Historikerinnen und Historiker allerdings nicht mehr sicher, ob dieses Zitat wirklich vom grossen Staatsmann stammt. Wahrscheinlicher ist gemäss Forschung, dass die deutsche Propaganda ihm dieses Zitat während des Zweiten Weltkriegs untergeschoben hat – um die Statistiken und offiziellen Zahlen der Alliierten unglaubwürdig erscheinen zu lassen.
Auch heute sind Statistiken und Zahlen eine delikate Angelegenheit. Die Kunst liegt darin, sie möglichst richtig – und ehrlich – zu interpretieren. Zugegeben: Das ist einfacher gesagt als getan. Der Blick in die Tagespresse offenbart immer wieder, wie unbedarft und teilweise vorsätzlich falsch Datenwerte in Politik und Journalismus eingesetzt werden. In der Kunststoffindustrie bewegen wir uns in einem Umfeld, das mit Zahlen kompetenter und verantwortungsvoller umgeht. Ich bin mir sicher, dass wir, dank unserem technischen Hintergrund, Zahlen richtig lesen und interpretieren können – und sogar Freude daran haben. Die neusten Wirtschaftsdaten der Schweizer Kunststoffindustrie werden daher brennend interessieren: Kunststoff.swiss hat auch fürs Jahr 2024 umfangreich Daten zusammengetragen und ausgewertet. Ab Seite 4 präsentieren wir Ihnen die aussagekräftigsten und zeigen auf, welche Trends sich laut Kunststoff. swiss-Geschäftsführer Riccardo Casanova daraus ableiten lassen.
Apropos Trends: Unser Land leistet in vielen technischen Bereichen wichtige Pionierarbeit und beweist regelmässig seine Innovationskraft. Dies gilt insbesondere für die Kunststoff-Branche: Hochpräzise Kunststoffteile sowie Spezialanfertigungen aus Schweizer Fertigung sind heute für den Maschinenbau essenziell. Das diesjährige Kunststoff-Symposium am KATZ vermittelte breit gefächertes Wissen zu dieser Thematik (ab Seite 34). Weitere wichtige Erkenntnisse liefern in dieser Ausgabe die Arbeit zu den Machbarkeitsgrenzen bezüglich der Herstellung von optischen und funktionellen Mikrostrukturen über Glass Injection Molding (ab Seite 7), der Bericht zum Projekt «flex4loop» für die Kreislaufwirtschaft (S. 20) und zahlreiche Brancheninformationen. Wir sind uns sicher, dass sie für Sie von Nutzen sind.
Raphael Hegglin, Redaktor r.hegglin@sigimedia.ch
Jetzt auch ISO 13485 zertifiziert
4
FOKUS
Weniger Umsatz, stabiler Personalbestand
Es hat sich abgezeichnet: Die Umsätze der Schweizer Kunststoffindustrie sind 2024 – nach einem Taucher von 8 , 8% im Vorjahr – erneut zurückgegangen.
7
16
WERKZEUG-/ FORMENBAU
Die unterschätzte Branche
Der Werkzeug- und Formenbau bildet das unverzichtbare Fundament der industriellen Serienproduktion und ist damit ein sensibler Frühindikator für wirtschaftliche Entwicklungen.
VERARBEITUNG
Machbarkeitsgrenzen ausloten
Die Institute iRAP und ALPS untersuchten die Machbarkeitsgrenzen bezüglich der Herstellung von optischen und funktionellen Mikrostrukturen über Glass Injection Molding (GIM).
12
MASCHINEN/ PERIPHERIE
Arbeitsschritt eingespart
Mesto entwickelt gemeinsam mit seinem Partner Wittmann auf die komplexen Kundenanforderungen zugeschnittene Fertigungslösungen.
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 15. Jahrgang (2025)
Druckauflage 3900 Exemplare
WEMF / SW-Beglaubigung 2024 3032 Exemplare total verbreitete Auflage 1138 Exemplare davon verkauft
Während werkstoffliches Recycling längst etabliert ist, werfen neue Verfahren wie Solvolyse viele Fragen auf – und bieten gleichzeitig grosse Chancen.
24
DIGITALISIERUNG
Digitalisierung ist zentral
«Wir müssen an unserer Wettbewerbsfähigkeit arbeiten, bevor wir noch weiter zurückfallen», war ein Votum u.a. anlässlich der WGP-Frühjahrestagung in Garmisch-Partenkirchen.
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGImedia AG über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2025 by SIGImedia AG, CH-5610 Wohlen
BIOKUNSTSTOFFE
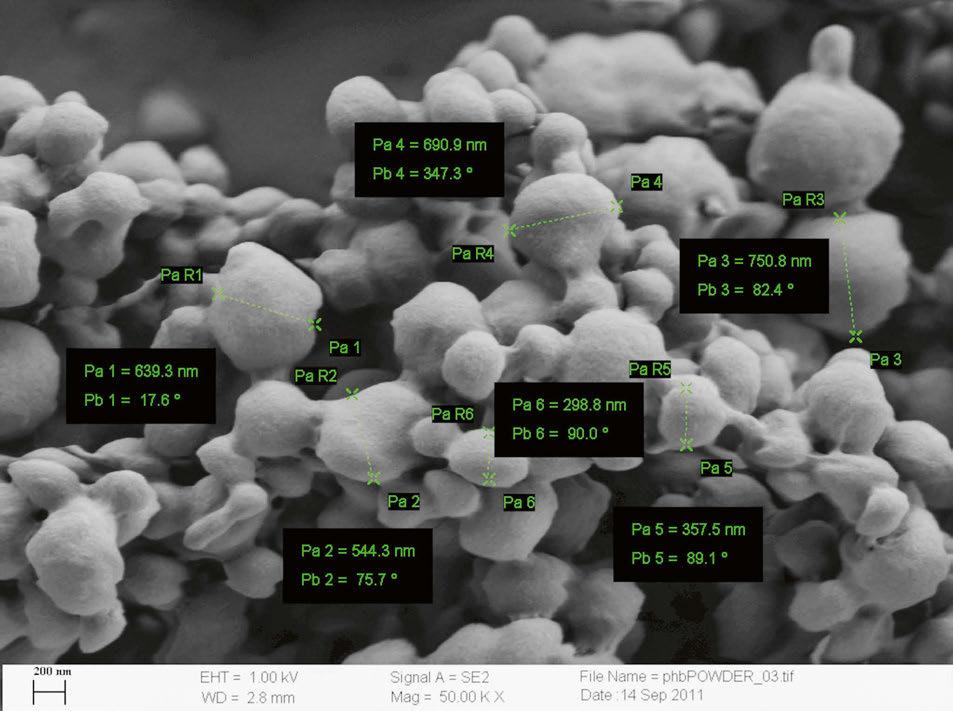
Hochwertige Thermoplaste aus PHB
Der biobasierte Kunststoff PHB wird von Bakterien aus nachwachsenden Rohstoffen produziert und gilt in der wissenschaftlichen Literatur als Thermoplast der Zukunft.
Im Fokus einer jährlich vom Verband bei Lernenden durchgeführten Umfrage stehen insbesondere die Zufriedenheit mit der Ausbildung sowie der Weg zur Berufswahl. 28 F & E
Warum Jugendliche die Kunststoffberufe wählen
VERANSTALTUNGEN
Technik vom Feinsten für Weltspitzekunden
Im Mai lud Engel (Schweiz) zahlreiche Gäste nach Frauenfeld ein, um mit ihnen 50 Jahre Geschäftstätigkeit in der Schweiz und gleichzeitig die Eröffnung des neuen Tech-Centers zu feiern.
Die konjunkturelle Schwäche in der Schweizer Tech-Industrie setzt sich fort. Im 1. Q. 2025 gingen die Umsätze gemäss Swissmem im Vergleich zur Vorjahresperiode um 3 % zu rück.
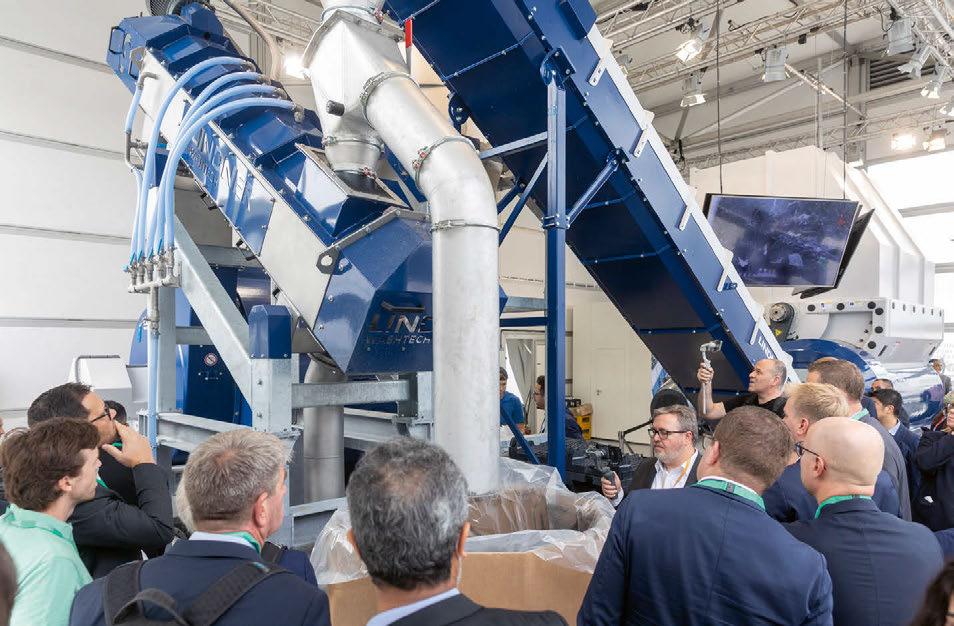
Müll für 3D-Drucker
Das Fraunhofer IFAM und die Hochschule Bremen wollen gemeinsam Kunststoffverpackungen aus Haushaltsmüll in hochwertige Produkte aus dem 3D-Drucker verwandeln. 30
ZUM TITELBILD
Smarte Prozessüberwachung für das Spritzgiessen mit dem iQ process observer Mit dem ENGEL iQ process observer vermeiden Sie Maschinenstillstände und Ausschuss. Die intelligente Softwarelösung überwacht über alle vier Phasen des Spritzgiessprozesses – Plastifizieren, Einspritzen, Kühlen und Entformen – kontinuierlich und mühelos hunderte Prozessparameter. Die Ergebnisse der Prozessdatenanalyse werden entsprechend der vier Phasen auf der CC300 Maschinensteuerung der Spritzgiessmaschine visualisiert. Der ENGEL iQ process observer erkennt Abweichungen frühzeitig und gibt konkrete Handlungsempfehlungen – damit Sie gezielt eingreifen können, noch bevor es zu Qualitätsproblemen oder Produktionsunterbrechungen kommt. Durch die laufende Bewertung jeder Zyklusdatenreihe wird
KUNSTSTOFF XTRA
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss
Be the first ...
... im Einsatz von Expertenwissen zur Lösungsfindung.
eine stabile und wirtschaftliche Produktion sichergestellt.
Sie profitieren von einer transparenten, lückenlosen Prozessüberwachung, höherer Prozessstabilität und reduzierten Ausschussraten. Ob erfahrener Bediener oder Neueinsteiger – der ENGEL iQ process observer unterstützt alle Anwender mit klaren Visualisierungen und verständlichen Empfehlungen zur Prozessoptimierung. ENGEL bietet damit eine smarte Lösung für mehr Effizienz, Sicherheit und Qualität – direkt in Ihre ENGEL Spritzgiessmaschine integriert.
ENGEL (Schweiz) AG Hungerbüelstrasse 17 CH-8500 Frauenfeld +41 52 725 07 57
sales.ch@engel.at/www.engelglobal.com
Wirtschaftsdaten 2024 der Schweizer Kunststoffindustrie
Weniger Umsatz, stabiler Personalbestand
Es hat sich abgezeichnet: Die Umsätze der Schweizer Kunststoffindustrie sind 2024 – nach einem Taucher von 8,8% im Vorjahr – erneut zurückgegangen. Besonders stark betroffen sind die Maschinen- und Peripheriehersteller sowie die Handelsfirmen. Dies geht aus den jährlich vom Verband Kunststoff.swiss erhobenen Wirtschaftsdaten hervor.
Marianne Flury
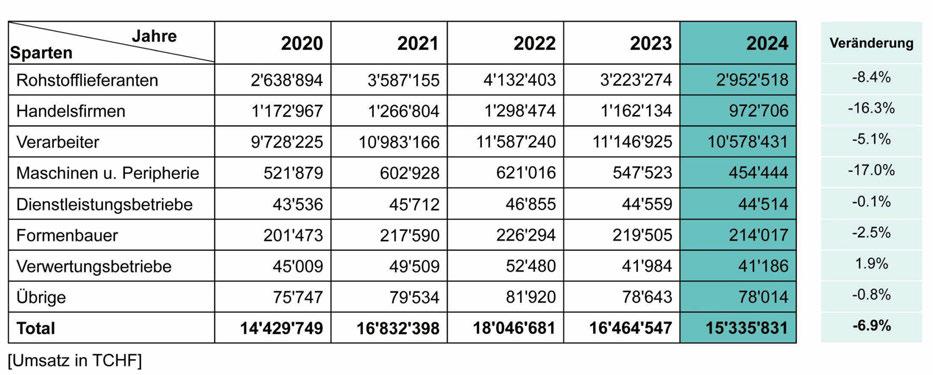
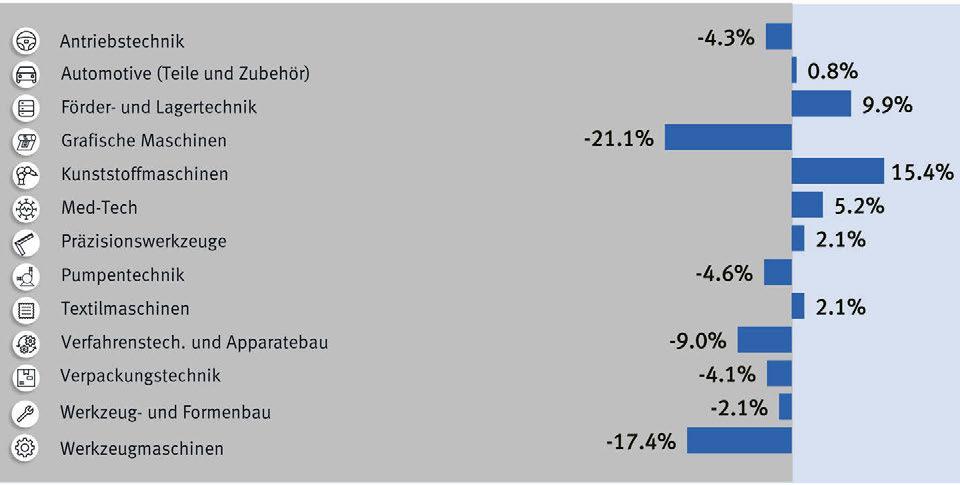
Mit einem Gesamtumsatz von CHF 15,336 Mrd. reiht sich das Jahr 2024 auf dem Niveau von ‹Vor-Corona› ein (2019: CHF 15,191 Mr d.) So betrachtet könnte die Branche noch ganz zufrieden sein. Bitter ist jedoch, dass manche Segmente bereits im Jahr 2023 starke Einbus sen zu verkraften hatten (Abb. 1). Betroffen sind vor allem die Bereiche Maschinen und Peripherie sowie die Rohstoffhersteller und -lieferanten. Bei ersteren gingen die Umsätze 2023 um 12 % zurück und nun im Berichtsjahr nochmals um 17 %. Riccardo Casanova, Geschäftsführer von Kunststoff.swiss, vermutet, dass die Verarbeiter auf Grund der schwächelnden Wirtschaft und der manigfaltigen Unsicherheiten, die die Märkte beeinträchtigen, mit Investitionen einfach noch zuwarten. «Gespräche mit Verarbeitern vermittelten mir den Eindruck, dass die Geschäfte wieder etwas anziehen. Die Stimmung ist nicht schlecht. Klar, der Tenor beim Verarbeiter ist: es könnte besser sein, aber es herrscht keine Katerstimmung. Eine Ausnahme sind wahrscheinlich die Zulieferer der Automobilindustrie. Andererseits gibt es Branchen, wie die Medizintechnik, die boomen. Wir haben einige Verbandsmitglieder aus diesem Bereich und die sind recht zufrieden», betont Casanova.
Abb. 1: Umsatzentwicklung der Schweizer Kunststoffbranche 2020 bis 2024. (Quelle: Kunststoff.swiss)
tomatisch auch hohe Gewinne. Meistens steigen alle Preise entlang der Lieferkette. Entscheidend ist, wer wieviel der Mehrkosten weitergeben kann.»
Grosse Unterschiede innerhalb der Branche
Beim Segment Rohstoffe fällt auf, dass der Umsatz zwar gesunken, der Verbrauch aber um 4% zugenommen hat. Geschuldet ist der Rückgang auch den tieferen Rohstoffpreisen. Die Rohstöffler konnten nach dem markanten Umsatzeinbruch um 22% im Jahr 2023 immerhin den Rückgang bremsen (–8,4 %). «Eines ist mir aus den Gesprächen mit diversen Rohstofffirmen klar geworden», sagt Casanova. «Hohe Rohstoffpreise bedeuten nicht au -
Auch die Handelsfirmen mussten unten durch. Nach einem Minus von 10,5 % im Jahr 2023 müssen sie einen noch stärkeren Rückgang (–16,3 %) verkraften. Die Verarbeiter – die eigentlichen Taktgeber der Gesamtbranche und das weitaus grösste Segment – konnten ebenfalls weniger umsetzen. Der Rückgang um 5,1 % fällt zwar moderater aus als der der bereits erwähnten Branchen, hat aber gegenüber 2023 (–3,8 %) nochmals zugenommen. «Die Verarbeiter sind im Vergleich zu den anderen Segmenten mit einem Umsatzrückgang von ‹nur› 5,1 % relativ glimpflich weggekommen. Zieht man in Betracht, dass auch die Preise rückläufig sind, heisst das, dass sie mengenmässig gar nicht so schlecht unterwegs waren», so das Fazit von Casanova.
Gut über die Runden gekommen sind hingegen die Verwertungsbetriebe. Während diese 2023 einen regelrechten Einbruch (–20 %) erlitten haben, stehen sie als ein -
Riccardo Casanova: «Hohe Rohstoffpreise bedeuten nicht automatisch auch hohe Gewinne.» (Bild: Raphael Hegglin)
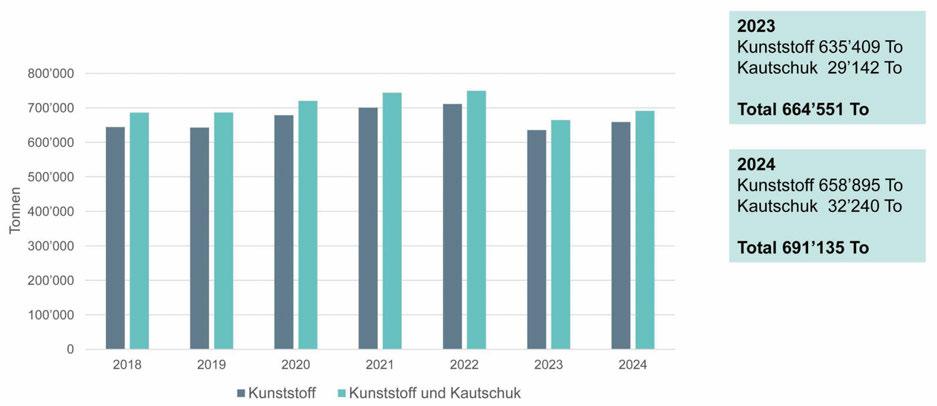
Abb. 2: Verarbeitete Rohstoffmengen von Kunststoff und Kautschuk. (Quelle: BAZG)
ziger Bereich mit einem Umsatzplus (1,9%) da. Für Casanova ist aber klar: «Die Verwertungsbetriebe haben ihre Aktivitäten ausgebaut, aber der Markt bleibt schwierig, besonders, wenn die Preise für Primärmaterial sinken. 2023 waren die Lager voll, die Preise sind in der Folge massiv zurückgegangen. Das hat die Recyclingfirmen stark unter Druck gesetzt. Der Druck ist zwar nicht gewichen, aber die Lager sind auf einem ‹normalen› Niveau angekommen.»
Weitere Abnahme um 8% im Export von Halb- und Fertigfabrikaten
na› erreicht. Insgesamt wurde Ware im Wert von CHF 3,459 Mrd. exportiert. Davon gehen CHF 1,641 Mrd. auf das Konto von Halbfabrikaten und CHF 1,818 Mrd. von Fertigfabrikaten (Abb. 3).
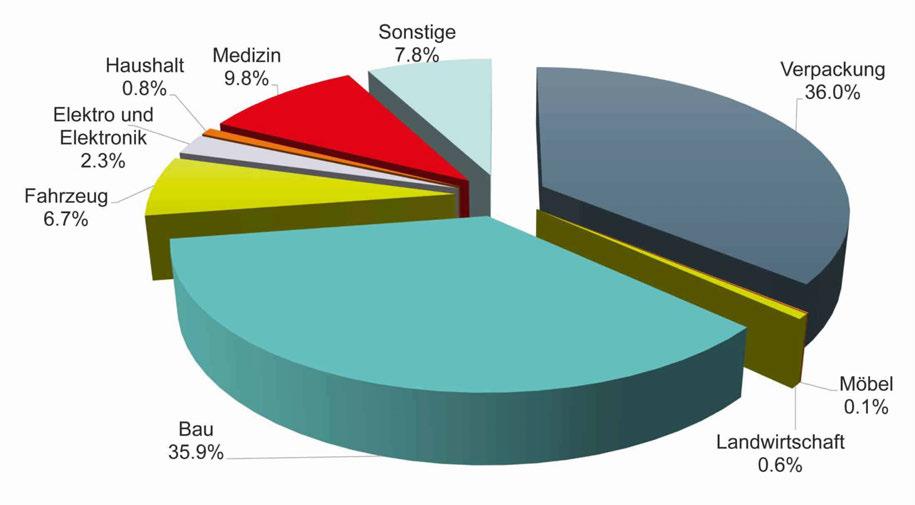
Die Anwendungsbereiche werden wie in den vergangenen Jahren von Verpackungen (36 %) und Bau (35,9 %) dominiert. Mit 9,8 % folgt der Medizintechnikbereich (2023: 7,5 %). «Das ist nicht nur ein lukratives, sondern auch ein sehr innovatives Segment. Die Firmen erfüllen sehr hohe Anforderungen. Mit Standardprodukten ist es auch schwierig, mit Märkten wie China oder ganz allgemein mit dem Ausland Schritt zu halten. Viele unserer Mitglieder sind spezialisiert und stellen spezifische Produkte – keine Massenware – her», erklärt Casanova den starken Medizintechnik-Anteil am Anwendungskuchen. Der Bereich Fahrzeuge hat mit einem Anteil von 6,7 % (2023: 7,2 %) w enig überraschend etwas Terrain eingebüsst. Der Bereich Elektro/Elektronik erhöhte den Anteil von 1,5 (2023) auf 2,3 % (Abb. 4). «Der
Exporte von Halbfabrikaten und Fertigwaren aus Kunststoff
Keinen Grund zum Klagen hatten die Dienstleister, die umsatzmässig auf dem Niveau vom Vorjahr das Geschäftsjahr abschliessen konnten. Seit Jahren konstant arbeiten auch die Formenbauer. Mit einem Minus von 2,5 % stehen sie leicht besser da als im Vorjahr 2023 (–3 %).
Trotz des Umsatzrückgangs halten die meisten Unternehmen an ihrem Personal fest oder haben dieses sogar leicht aufgestockt (Verwertungsbetriebe und Verarbeiter). «Die Firmen handeln nicht überstürzt und haben teilweise Gebrauch gemacht von Kurzarbeit – oder machen dies immer noch», stellt Casanova fest.
Kunststoffverbrauch ist gestiegen
Der Gesamtverbrauch von Kunststoffen hat um 4 % au f 691 135 Tonnen zugenommen. Dabei ist der Verbrauch von K u nststoff von 635 40 9 (2023) auf 658 895 Tonnen (2024) gestiegen, während Kautschuk von 29 142 auf 32 24 0 Tonnen zugelegt hat (Abb. 2).
Der Export von Halb- und Fertigfabrikaten ist im dritten Jahr in Folge zurückgegangen und hat in etwa das Niveau von ‹vor Coro -
Halbfabrikate Fertigfabrikate
Abb. 3: Exporte von Halb- und Fertigfabrikaten aus Kunststoff. (Quelle: BAZG)
Abb. 4: Verteilung der Anwendungen. (Quelle: Kunststoff.swiss)
Chart zeigt auch, dass quasi in allen Bereichen Kunststoff eingesetzt wird. Das spricht für das Material, die Branche und die Zukunft.»
Die Schweiz ist auf Import von Kunststoffabfällen angewiesen
Der Export von Kunststoffabfällen ist mit 86 776 Tonnen stabil geblieben. Demgegenüber hat der Import mit 108 269 markant zugenommen (+20 %). «Die Nachfrage übersteigt das Materialangebot bei weitem. Ein Teil der Importmengen geht in die Zementindustrie zur Energiegewinnung. Das ist positiv, aber wir müssen die Mengen an gutem Material, die in der Schweiz verfügbar sind, steigern», plädiert Casanova.
Der Mangel an guter Ware kann auch durch die EU-Gesetzgebung, die Mindestanteile von bis zu 50% an Rezyklat in Produkten vorschreibt, für die EU, aber auch für die Schweiz, zum Problem werden. «Es ist fraglich, ob man in der EU Schritt halten
kann mit der Geschwindigkeit, wie es sich die Gesetzgeber vorstellen», weist Casanova auf den wunden Punkt hin (die EURichtlinie sieht ab 2030 einen Mindestanteil von 30 % Re zyklat in allen Einweggetränkeflaschen vor. Für alle weiteren Kunststoffverpackungen werden 35 % angestrebt. Bis 2040 soll der Anteil auf 50 bis 65 % s teigen. Quelle: EU-Verpackungsverordnung 2025).
Deutschland ist und bleibt der wichtigste Handelspartner der Schweiz, auch was die Kunststoffabfälle anbelangt. Im Jahr 2024 importierte die Schweiz 38,5 % der Abfälle aus Deutschland. Der Export belief sich sogar auf 47,6 %. Die weiteren wichtigen Partner sind Italien, Österreich und Frankreich.
Au f gutem Weg ist auch die innerbetriebliche Verwertung. 5,2 % de s ‹Produktionsabfalls› wurden stofflich und 4,1 % t hermisch verwertet. Was Casanova besonders freut: «Kein Abfall geht ins Ausland, um verbrannt zu werden.»
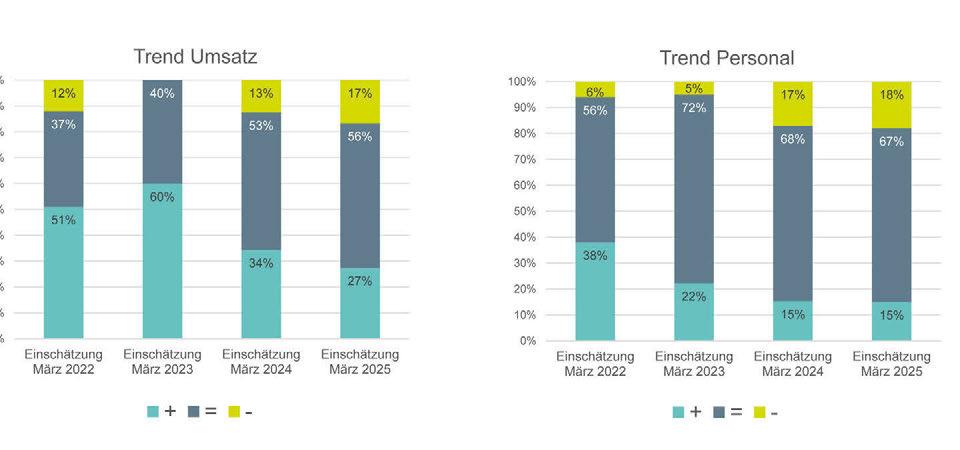
Abb. 6: Erwartungen f ü r da s laufende Geschäftsjahr der Umfrageteilnehmer bez ü gl ich des Umsatzes und Personals. (Quelle: Kunststoff.swiss)
Personalstruktur
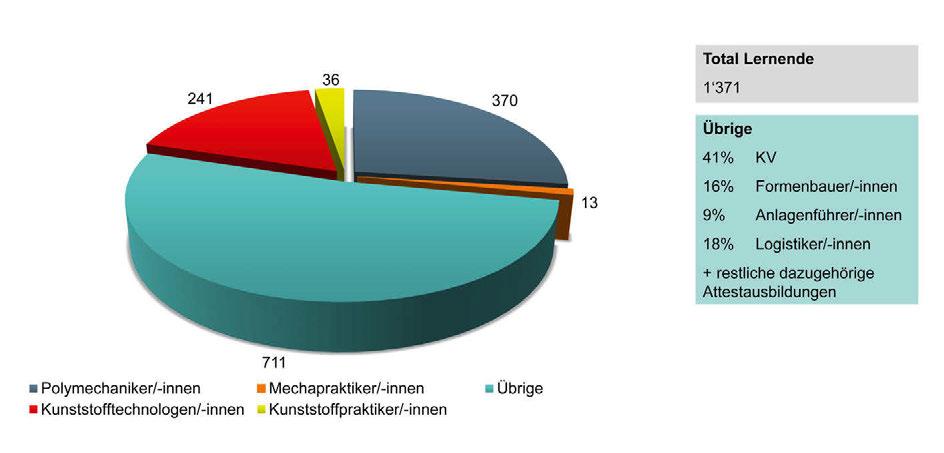
Der Anteil des gelernten Personals inkl. Lernende ist um 3 % auf 73 % ge sunken, entsprechend hat sich der Anteil des angelernten Personals auf 27 % er höht. Für Casanova ist dies nicht weiter problematisch, sofern dies keinen neuen Trend einläutet. Schwankungen von Jahr zu Jahr sind im Rahmen, weil viele Betriebe ’nur’ jedes zweite oder dritte Jahr einen Lernenden einstellen. Der Geschäftsführer vermutet, dass der leichte Rückgang mit dem Fachkräftemangel zusammenhängt: «Wenn man keine Fachkräfte findet, nimmt man halt angelerntes Personal. Für mich wichtig ist, dass die Betriebe Lehrstellen anbieten und dies konstant. Da fühlen sich nicht alle in der gleichen Pflicht und das ist ein Problem.» Casanova appelliert an die Firmen, ihrer sozialen Verantwortung nachzukommen und Lernende auszubilden (Abb. 5)
Ausblick
Die Erwartungen der Firmen an das laufende Geschäftsjahr, die auf der Umfrage mit Stand März 2025 basieren, fallen erneut leicht schlechter aus als letztes Jahr. Bezüglich des Umsatzes gehen 17 % von einem tieferen Wert aus, im Jahr zuvor waren es 13 %. 56 % (53 %) erwarten gleichbleibende und 27 % (34 %) höhere Umsätze. Fast unverändert sieht es beim Personal aus: 67 % (68 %) der Betriebe wollen an ihrem Personal festhalten, 15 % planen dieses aufzustocken und ‹nur› 18 % (17 %) ziehen einen Abbau in Betracht (Abb. 6).
«Die Stimmung ist eher verhalten, aber man möchte optimistisch bleiben. Die Einschätzung für 2025 ist nicht wesentlich schlechter als sie für das Jahr 2024 war», so das Fazit von Casanova. «Wir haben immer noch über 80% der Firmen, die gleichbleibende resp. höhere Zahlen bezüglich des Umsatzes und Personals erwarten.»
Kontakt www.kunststoffXtra.com n
Abb. 5: Die Lernenden der Kunststoffindustrie. (Quelle: Kunststoff.swiss)
Herstellung von Mikrostrukturen über Glass Injection Molding
Machbarkeitsgrenzen ausloten
Im Rahmen eines gemeinsamen Projekts untersuchten die beiden Institute iRAP (HEIA-FR, HES-SO Fribourg) und ALPS (Berner Fachhochschule) die Machbarkeitsgrenzen bezüglich der Herstellung von optischen und funktionellen Mikrostrukturen über Glass Injection Molding (GIM).
Kevin Boschung 1
Bruno Bürgisser ¹
S tefan Hengsberger 2
Beat Neuenschwander 2
Tristan Rüeger 1
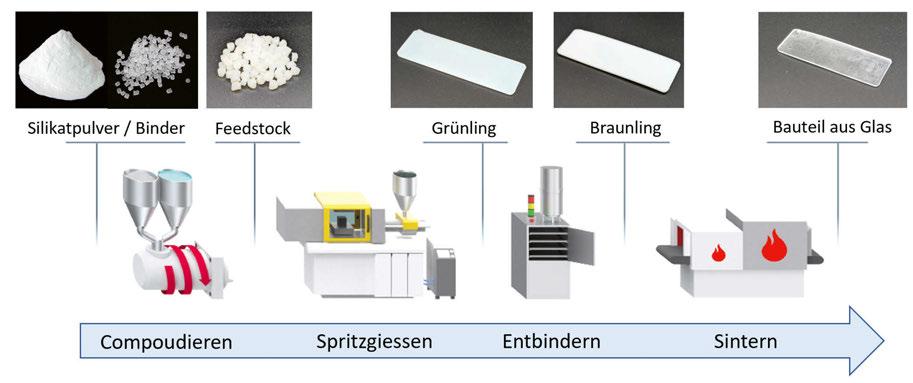
Glass Injection Molding (GIM) ist ein noch junges Spezialverfahren des Kunststoffspritzgiessens. Feines Silikatpulver w ird mit einem organischen Binder gemischt (Feedstock) und dann mittels einer Spritzgiessmaschine in Form gebracht. Das so erhaltene Spritzgiessbauteil wird als Grünling bezeichnet.
Der Binder wird nur für die Formgebung eingesetzt und durch anschliessendes Entbindern thermisch herausgelöst, wodurch der sogenannte Braunling entsteht. Über den Sinterprozess erhält man schliesslich das finale Bauteil aus Glas. Die Fertigung von Glasbauteilen mittels Spritzgiessen ist
1 Kevin Boschung, Bruno Bürgisser und Tristan Rüeger, alle drei Hochschule für Technik und Architektur Freiburg, HES-SO
2 Stefan Hengsberger, Beat Neuenschwander, beide Institut ALPS
neu und für industrielle Anwendungen deshalb besonders interessant, da mit dieser Technologie optische Komponenten aus Glas mit komplexem Design und in hohen Stückzahlen wirtschaftlich hergestellt werden können.
Während GIM in der Industrie bereits erfolgreich eingesetzt wird, fehlte bislang eine detaillierte Untersuchung über die Machbarkeitsgrenzen bezüglich Integration
und Replikation von dekorativen und funktionellen Strukturen auf Spritzgiessbauteilen aus Glas. Im Rahmen einer Kollaboration zwischen dem Institut iRAP (Institute of applied Plastics Research, HES-SO Fribourg) und dem Institut ALPS (Institute for Applied Laser, Photonics and Surface Technologies, Berner Fachhochschule, Burgdorf) wurden die Möglichkeiten und Grenzen bezüglich Abformung von Mikro -
Bild 1: Die einzelnen Schritte des Glass Injection Molding (GIM)-Prozesses. (Quelle: iRAP/ALPS)
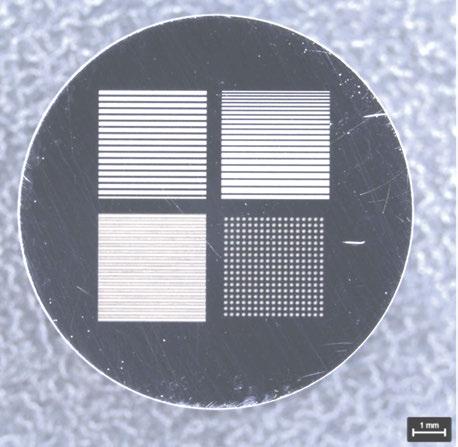
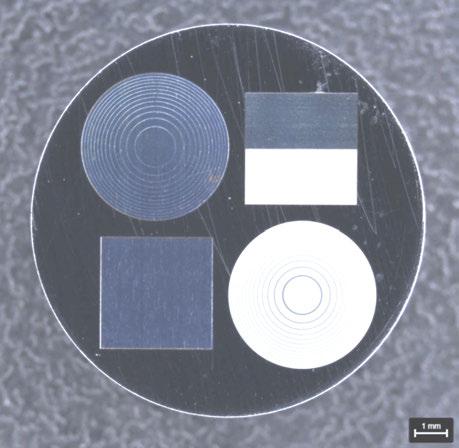
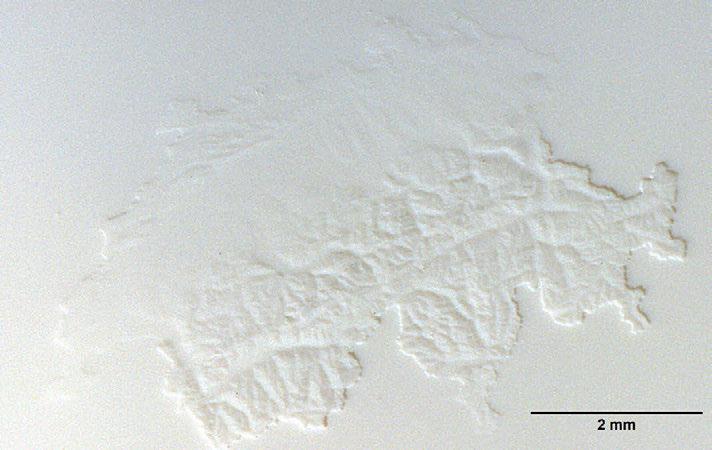
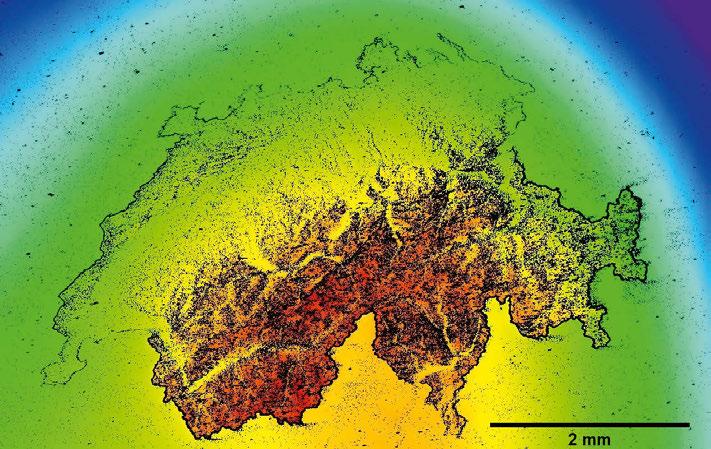
Bild 2: Hergestellte Mikrostrukturen – Periodische Strukturen (links), Topographische Karte der Schweiz (Mitte), Technische Strukturen (rechts) wie Fresnel Linsen und diffraktive optische Elemente. (Quelle: iRAP/ALPS)
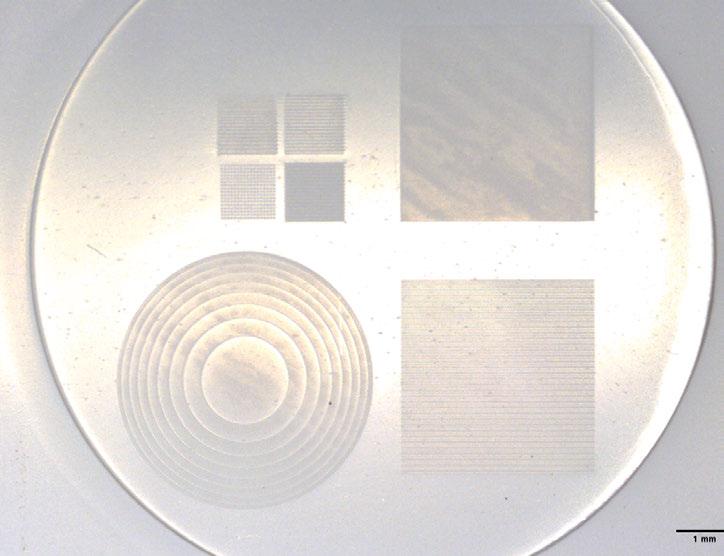
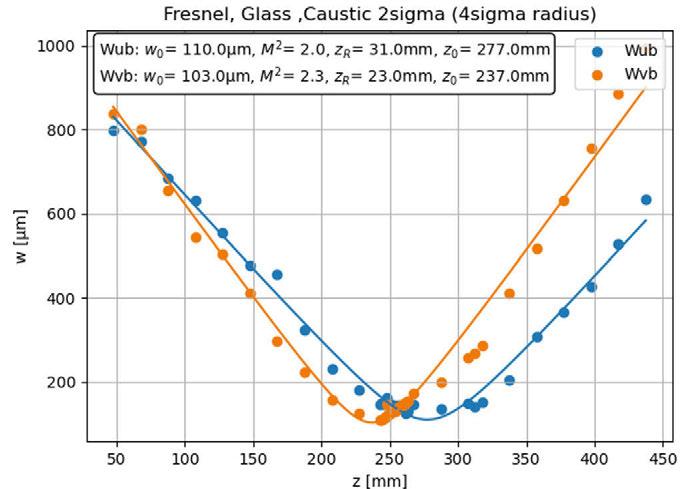
Bild 3: Spritzgegossene und gesinterte Mikrostrukturen auf dem finalen Bauteil aus Glas (links). Analyse der abgeformten Struktur (Kaustikmessung) für die Fresnel Linse mit leicht festgestelltem Astigmatismus (rechts) mit den Fokuspunkten von 277 mm bzw. 237 mm. (Quelle: iRAP/ALPS)
strukturen im GIM-Prozess genauer untersucht. Die Studie umfasst die Konzeption, Herstellung und Integration von Mikrostrukturen in ein Spritzwerkzeug, die Spritzgiessversuche mit anschliessendem Entbindern und Sintern sowie die Analyse der Abformungsqualität und der optischfunktionellen Eigenschaften der produzierten Glasbauteile.
Herstellung der Mikrostrukturen
Verschiedene Mikrostrukturen wie die topologische Karte der Schweiz sowie diffraktive optische Elemente (Dammann-Gitter, Fresnel-Linsen und Linienstrukturen) wurden für die Versuche ausgewählt und mittels Laserablation (FUEGO-Lasersystem mit einer Pulsdauer von 10 ps) auf gehärtete Edelstahleinsätze eingraviert.
Spritzgiessversuche
Die mikrostrukturierten Stahleinsätze wurden in ein Spritzgiesswerkzeug mit variothermer Werkzeugtemperierung integriert. Damit konnte die Werkzeugtemperatur vor dem Einspritzen der hochgefüllten Kunststoffmasse erhöht werden, um so ein Abkühlen der Schmelze zu verlangsamen und die Replikationsqualität der Strukturen zu verbessern. Für die Spritzgiessversuche kam eine Arburg Allrounder 270A Spritzgiessmaschine mit einer MIM-Plastifiziereinheit zum Einsatz.
Post-Processing
Die gespritzten Bauteile (Grünteile) wurden entbindert und gesintert. Das Entbindern erfolgte zweistufig über eine Vorentbinderung in Wasser sowie einer anschliessenden thermischen Entbinde -
rung. Das Sintern der Bauteile erfolgte unter Vakuumbedingungen, was auch eine höhere Transparenz der Glasbauteile sicherstellte.
Ergebnisse
Diese Arbeit zeigt auf, dass optische Mikrostrukturen wie Dammann-Gitter oder Fresnel-Linsen über Glass Injection Molding auf Glasbauteilen in ausreichender Abformqualität repliziert werden können. Dies eröffnet neue Anwendungsfelder im Bereich der Uhrenindustrie, Medizintechnik sowie der Optik.
Die variotherme Werkzeugtemperierung verbesserte die Abformungsqualität der Mikrostukturen. Allerdings wurde mit steigenden Werkzeugtemperaturen auch ein stärkerer Bauteilverzug festgestellt, was auf ein stärkeres Haften und somit schwieri -
Bild 4: Topographische Karte der Schweiz repliziert auf einem gesintertem Glasbauteil (links). Konfokal-Mikroskopische Analyse der Replikationsqualität (rechts). (Quelle: iRAP/ALPS)
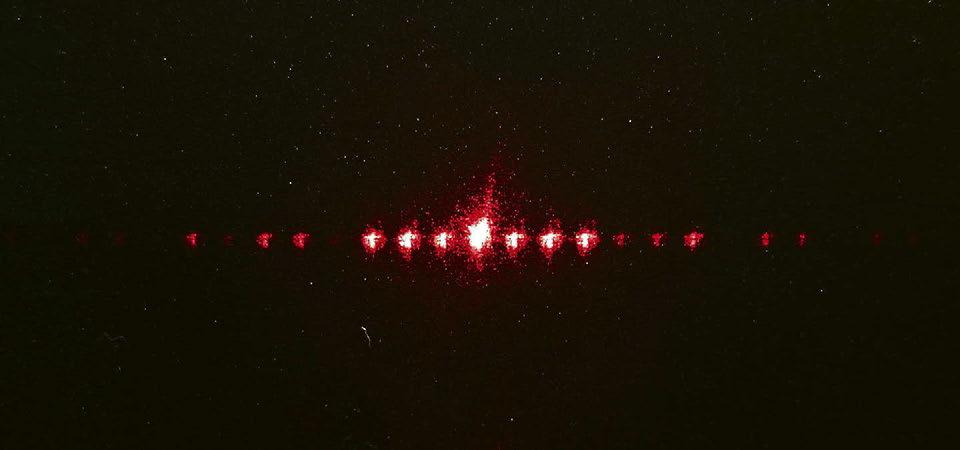
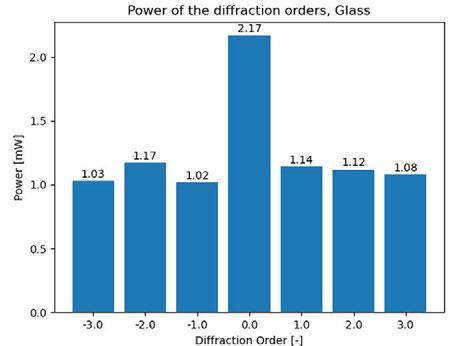
Bild 5: Beugungsmuster des auf Glas reproduzierten Dammann Gratings (links) sowie die Intensitätsmessung der sieben Haupt-Beugungsordnungen (rechts). Quelle: iRAP/ALPS
ges Entformen der Mikrostrukturen zurückzuführen ist. Dieser Verzug war insbesondere in den optischen Elementen erkennbar, was eine Kaustikmessung der Fresnel Linse (Bild 3, rechts), die einen leichten Astigmatismus gezeigt hat, bestätigte. Das auf Glas reproduzierte Dammann-Gitter zeigt die typischen intensiven sieben Beugungsmaxima (Bild 5). Jedoch traten weitere Nebenmaxima höherer Ordnungen auf, was auf leichte Abformfehler der Mikrostruktur schliessen lässt. Jedoch besteht noch Optimierungsbedarf, um das Verzugs- und Schwindungsverhal -
ten des Feedstocks sowie das Entformen der Bauteile zu kontrollieren. Dies könnte zum Beispiel mit der Wahl eines steiferen Binders für den Feedstock und den Einsatz von Entformungsbeschichtungen optimiert werden.
Dank
Die wesentlichen Ergebnisse dieses Artikels wurden grösstenteils aus der Masterarbeit von Kevin Boschung entnommen. Ein besonderer Dank auch an die Firma Glassomer für die Zurverfügungstellung von Material.
Kontakt
Institut iRAP
Prof. Bruno Bürgisser Hochschule für Technik und Architektur Freiburg, HES-SO CH-1700 Freiburg/Fribourg Bruno.Buergisser@hefr.ch www.irap.heia-fr.ch
Institut ALPS
Prof. Dr. Beat Neuenschwander CH-3400 Burgdorf beat.neuenschwander@bfh.ch www.alps.bfh.ch n
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Ihr zuverlässiger Partner,wenn es um Peripherie in der Kunststoffverarbeitung geht!
Mit unserem Restfeuchte-Messgerät
Mitunserem Restfeuchte -Messgerät
SRK10 / SRK100 können Sie die Feuchtigkeit in ihrem Granulat bereits vor der Produktion messen.
SRK10/SRK100 können Sie die Feuchtigkeit in ihrem Granulat bereits vor der Produktion messen.
-einfacheBedienung
– einfache Bedienung
-schnelle Analyse
-sehr präzise Messungen der Restfeuchte
-10 / 100 ppm Messgenauigkeit
– schnelle Analyse – sehr präzise Messungen der Restfeuchte – 10/100 ppm Messgenauigkeit
Düsseldorf, Germany Hybrid Event
KUNSTSTOFF XTRA
PHA (Poly-Hydroxy-Alkanoates or polyhydroxy fatty acids) is a family of biobased polyesters. As in many mammals, including humans, that hold energy reserves in the form of body fat, there are also bacteria that hold intracellular reserves of polyhydroxy alkanoates. Here, the microorganisms store a particularly high level of energy reserves (up to 80 % of their own body weight) for when their sources of nutrition become scarce. Examples of such Polyhydroxyalkanoates are PHB, PHV, PHBV, PHBH, and many more. That’s why we speak about the PHA platform. This PHA-platform is made up of a large variety of bioplastics raw materials made from many different renewable resources. Depending on the type of PHA, they can be used for applications in films and rigid packaging, biomedical applications, automotive, consumer electronics, appliances, toys, glues, adhesives, paints, coatings, fibres for woven and non-woven, and PHA products inks. So PHAs cover a broad range of properties and applications.
That’s why Renewable Carbon Plastics in cooperation with GO!PHA is now organizing the 4th PHA World Congress on 03. – 04. September. This congress will continue the great success of the first three PHA platform World Congresses in Germany and the US, and the PHA days at the Bioplastics Business Breakfast @ K’2019 and K’2021.
The congress will address the progress, challenges and market opportunities for the formation of this new polymer platform in the world. Every step in the value chain will be addressed. Raw materials, polymer manufacturing, compounding, polymer processing, applications, opportunities and endof-life options will be discussed by parties active in each of these areas. Progress in underlying technology challenges will also be addressed.
Gold Sponsor
Platinum Sponsor
Mediapartner
Kunststoff-Institut Lüdenscheid
Dem Übel auf der Spur
Warum ist in den Kunststoffbauteilen etwas drin, das nicht reingehört und wo kommt es her? Mit dieser Frage werden zunehmend Hersteller von Kunststoffbauteilen konfrontiert. Mit einem klaren Fokus auf praxisorientierte Anwendungstechnik und die enge Zusammenarbeit mit dem analytischen Labor, bietet das Institut massgeschneiderte Lösungen für diese komplexen Fragen.
Die Anzahl gesetzlich regulierter Substanzen wie Bisphenol A, PFAS oder Siloxanen steigt und die kritischen Grenzwerte werden weiter gesenkt, so dass bereits Querkontaminationen aus der Peripherie oder anderen Prozessen am gleichen Standort gesetzliche Vorgaben verletzen können. So reicht es z. B. f ür Bauteile, die mit Lebensmitteln in Kontakt kommen nicht, Bisphenol A freies Granulat einzukaufen. Die gesamte Produktionsumgebung muss Bisphenol A frei sein, um eine Querkontamination zu vermeiden.
Doch nicht nur gesundheitsschädliche Substanzen sind zunehmend im Fokus. So können z. B. geringe Spuren von Silikon zum Versagen von elektronischen Bauteilen führen und kostspielige Rückrufaktionen auslösen. Emissionen und ungewollte Gerüche entstehen teilweise erst durch ungünstige Prozessparameter.
Fokus auf Praxis
Das Kunststoff-Institut unterstützt hier von der Prozessbegutachtung, der Probenahme vor Ort über den analytischen Nachweis bis zu Abstellmassnahmen. Mit ei -
nem klaren Fokus auf praxisorientierte Anwendungstechnik und die enge Zusammenarbeit mit dem analytischen Labor, bietet das Institut massgeschneiderte Lösungen für komplexe Herausforderungen. Die praxisorientierte Anwendungstechnik des Instituts arbeitet Hand in Hand mit dem analytischen Labor, um präzise und effiziente Lösungen zu entwickeln. Diese Synergie ermöglicht es, Probleme schnell zu identifizieren und gezielt zu beheben, wodurch Produktionsprozesse optimiert und die Qualität der Endprodukte gesteigert werden.
Wie ein Ermittlerteam
Ein Vergleich zur kriminologischen Ermittlung und Forensik verdeutlicht die Arbeitsweise des Kunststoff-Instituts Lüdenscheid: Wie ein Ermittlerteam, das Spuren sucht und Zusammenhänge aufdeckt, geht das Institut methodisch und analytisch vor, um Ursachen von Produktionsproblemen zu ermitteln und nachhaltige Lösungen zu finden. Diese präzise Vorgehensweise garantiert höchste Effizienz und Zuverlässigkeit in der Prozessoptimierung und Fin -
dung von Kontaminationsquellen. So können z. B. Grenzwerte für den Materialabbau durch die Verarbeitung eruiert und zukünftig vermieden werden. Quellen für Querkontamination z. B. mit gesundheitsschädlichen PFAS oder Bisphenol A werden erkannt und bewertet. Somit kann man gewährleisten, auch zukünftig unter den kritischen Grenzwerten zu liegen. Durch die Kombination von praxisnaher Anwendungstechnik und fundierter analytischer Expertise bietet das KunststoffInstitut Lüdenscheid seinen Kunden weltweit einen unvergleichlichen Vorteil. Unternehmen können auf die langjährige Erfahrung und Kompetenz vertrauen, um Produktionsprozesse zu optimieren und die Wettbewerbsfähigkeit zu steigern.
Kontakt
Kunststoff-Institut Lüdenscheid Andreas Kürten Karolinenstrasse 8 D-58507 Lüdenscheid a.kuerten@kimw.de www.kunststoff-institut.de n
Den Ursachen auf der Spur durch Analyse im Labor. (Bild: Kunststoff-Institut Lüdenscheid)
Spritzgiessen und Drucken
Arbeitsschritt eingespart
Made in Germany gehört bei Mesto zum Markenversprechen. Die Wertschöpfung findet vollständig am Firmensitz im baden-württembergischen Freiberg am Neckar statt, dabei soll es auch in Zukunft bleiben. Für die Fertigung bedeutet dies, die Effizienz immer weiter zu steigern, Prozesse zu integrieren und möglichst viel zu automatisieren. Die Herausforderung dabei: Eine hohe Flexibilität beizubehalten. Gemeinsam mit seinem Partner Wittmann entwickelt Mesto auf diese komplexen Anforderungen zugeschnittene Fertigungslösungen.
Susanne Zinckgraf ¹
« Wir haben ein besonders umfangreiches Sortiment», erklärt Élise Sellmayr, Leiterin Prozessoptimierung, bei unserem Besuch in Freiberg. Die wirtschaftliche Verteilung von Flüssigkeiten ist die Spezialität von Mesto. Hinter der sperrig klingenden Umschreibung verbergen sich Produkte, die jeder kennt: Drucksprühgeräte, Rückenspritzen, Schaumsprühgeräte, Handzerstäuber und Sauggeräte. Sie sind im Haushalt und Kleingarten ebenso anzutreffen wie in Industrie, Gewerbe und Landwirtschaft.
Alle Produkte gibt es in verschiedenen Ausführungen, grosse Abnehmer wie Baumärkte oder Werkstattketten können die Sprühgeräte in ihrem Corporate Design branden lassen. «Das ist hier bei uns kei -
ne typische Massenfertigung», sagt Sellmayr. In ihrer Hand hält sie einen kleinen weissen Kolben aus einem Copolyester, der in allen Drucksprühgeräten mit Kunststoffgehäuse als Manometer dient und dem eine grosse Verantwortung zukommt. «Das Kolbenmanometer übernimmt die Funktion eines Sicherheitsventils», erklärt Sellmayr.
drei Tintenstrahldruckerdüsen
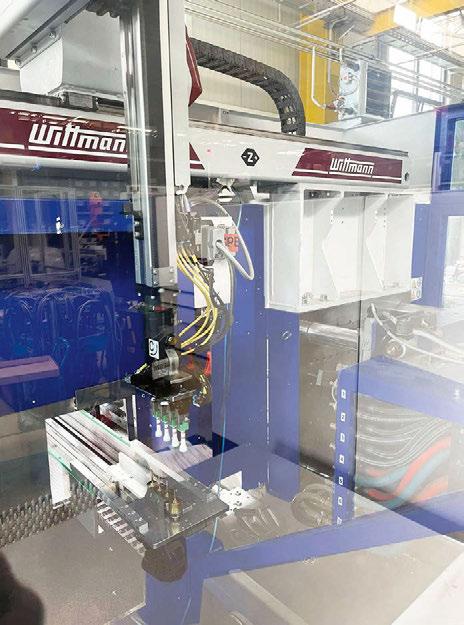
Bedrucken in der Spritzgiesszelle
Lange Zeit waren Spritzgiessen und Bedrucken zwei voneinander unabhängige Fertigungsschritte. Neu für Mesto ist, dass die Druckeinheit mit der Spritzgiessproduktionszelle jetzt eine integrierte Einheit bildet. Dazu kam es, nachdem die bislang für die Herstellung der Kolben eingesetzte alte Spritzgiessmaschine ihren Dienst quittierte. Dies wurde zum Anlass genommen, den Produktionsprozess hinsichtlich seiner Effizienz unter die Lupe zu nehmen. «Ich gehe immer mit offenen Augen durch die Fertigung und überlege, welche Prozesse wir sinnvoll optimieren können», betont Sellmayr. Wertvolle Anregungen erhält sie dabei von ihrem Spritzgiessmaschinen- und Linearroboterlieferanten Wittmann. Auch die Idee, das Bedrucken
Die
versehen die Kolben jeweils mit einem roten und einem schwarzen Ring sowie einer Skala. Um die Ringe effizient zu drucken, rotieren die Kolbenhalter auf dem Transportschlitten. (Bild: Mesto)
Immer auf der Suche nach Optimierungspotenzialen: Élise Sellmayr (rechts), hier mit Marketingexpertin Janina Behn. (Bild: Wittmann)
1 Susanne Zinckgraf, Head of Strategic Marketing, Wittmann Group
in die Spritzgiesszelle zu integrieren, entstand während eines gemeinsamen Werkrundgangs.
Kleinste Standfläche
Die Herausforderung bei der Entwicklung des neuen integrierten Fertigungsprozesses war der hohe Zeitdruck. Hier kam Mesto zugute, dass eine gebrauchte, aber noch sehr junge Insider Produktionszelle sofort verfügbar war. Sie umfasst eine SmartPower 80/525 Spritzgiessmaschine mit Linearroboter und Förderband und ist damit prädestiniert für die Produktion der Kolbenmanometer. Mesto griff zu und beauftragte Wittmann mit der Integration einer neuen Druckerlösung.
Das Insider Konzept von Wittmann ist bereits von Haus aus auf einen minimalen Platzbedarf und maximale Effizienz ausgerichtet. Das Schutzgehäuse ist direkt am Förderband montiert. Temperiergeräte oder andere Anlagenkomponenten finden bequem darunter Platz. Gegenüber konventionellen Lösungen verkleinert sich die Produktionsfläche um bis zu 50 Prozent. Bei Mesto ist es Wittmann gelungen, die neue Druckstation so zu integrieren, dass sie kaum zusätzlichen Platz beansprucht. Produziert wird in einem 4-fach-Werkzeug.
Der Wittmann-Linearroboter entnimmt jeweils die vier Kolben und setzt sie auf die senkrecht stehenden Dome eines kleinen Transportschlittens, der sie zu den drei
Knackpunkt Druckzeit
Der Spritzgiessprozess gibt den Takt für das Bedrucken der Bauteile vor. Innerhalb der Zykluszeit muss das Drucken vollständig abgeschlossen sein. Deshalb kam ausschliesslich ein Direktdruckverfahren in Frage, das weder eine Vorbehandlung noch eine lange Trockenzeit erfordert. Wenn der Greifer unmittelbar nach dem Bedrucken die Teile aufnimmt, darf das Druckbild nicht verwischen.
Der Trend zur Prozessintegration verstärkt sich – das beobachtet Wittmann auch bei anderen Spritzgiessverarbeitern. Ziel ist es jeweils, die Kapazitäten der einzelnen Anlagenkomponenten optimal auszunutzen. Vor allem der Roboter hat oft Kapazitäten frei
und kann während des Einspritzens und Kühlens weitere Aufgaben übernehmen.
Arbeit und Energieaufwand minimiert
«Je mehr Aufgaben der Roboter in der Spritzgiesszelle übernimmt, desto weniger Aufwand haben wir in der Montage», sagt Élise Sellmayr. «Die Kolbenmanometer verlassen einbaufertig die Spritzgiesszelle. Wir sparen durch die Integration des Druckers einen kompletten Arbeitsschritt ein.» Und damit zusätzlich viel logistischen Aufwand. Denn die Kolbenmanometer wurden zuvor zunächst auf Lager produziert und meistens erst zu einem späteren Zeitpunkt bedruckt. «Wir haben mit dem Wechsel sofort Einsparungen gesehen», berichtet Élise Sellmayr. «Bei gleicher Maschinenanzahl konnten wir bis heute den Stromverbrauch um ein Drittel reduzieren.»
Doch das oberste Ziel lautete: Kein Overengineering! Denn das würde der Effizienz, Flexibilität und einfachen Bedienbarkeit entgegenlaufen. «Ich lasse mir bei jedem neuen Projekt zeigen, was möglich ist und welche neuen Ideen es gibt», betont Élise Sellmayr. «Dann überlegen wir gemeinsam, welche Ausbaustufe sinnvoll ist. Am Ende sind das alles Sondermaschinen, die jeweils nur ein Mal gebaut werden. Genau das macht es so spannend.»
Kontakt
Wittmann Kunststofftechnik AG CH-8722 Kaltbrunn +41 55 293 40 93 info@wittmann-group.com www.wittmann-group.com n
Martignoni AG Dorfmattweg 5 Postfach 1204 CH-3110 Münsingen Schweiz
Nach dem Bedrucken legt der Roboter die Kolbenmanometer auf dem unmittelbar benachbarten Förderband ab. (Bild: Mesto)
Effizienz ist der Treiber der Kunststoffindustrie
In der VDMA-Interview-Serie ‹auf dem Weg zur K 2025› kommt heute Jörg Stech, Vorsitzender der Geschäftsführung bei KraussMaffei Technologies zu Wort. Er erklärt, wie die Fertigung z.B. in der Automobilindustrie effizienter wird und sich damit auch die ganze Industrie verändert. Und er spricht über die Notwendigkeit, innovativ zu sein in Europa, um wettbewerbsfähig bleiben zu können.
Herr Stech, was sind die Treiber der Kunststoffindustrie heute?
Jörg Stech: Nach wie vor stehen die Wirtschaftlichkeit und die Effizienz als Treiber der Kunststoffindustrie im Vordergrund. Wenn Kunden Kunststoffteile herstellen, erfolgt dies in der Regel in hohen Stückzahlen. Der Anspruch der Kunden an Technologien steigt. Das bedeutet für uns als Hersteller, Technologien und Verfahren zu entwickeln, die besser, effizienter und damit auch wirtschaftlicher als die der Konkurrenz sind. Weitere Treiber sind neue Anwendungen und Produkte am Markt. Nehmen wir das Beispiel Automobil: Bei Fahrzeugen mit Verbrennungsmotoren bestehen viele Bauteile im Motorraum aus Metall, damit die entstehende Wärme abgeführt werden kann. Bei Elektroautos entstehen aufgrund der anderen Bauweise neue Notwendigkeiten: Zum einen betrifft es das Material, aus dem die Bauteile gefertigt werden und zum anderen sind es komplett neue Bauteile, die benötigt werden. So ist es zum Beispiel bei Elektromotoren möglich, einige Bauteile aus Kunststoff zu fertigen, da es funktional keiner Wärmeabführung mehr bedarf. Ebenso erfüllen die Bauteile selbst heutzutage andere Funktionen. Waren sie früher mechanisch notwendig, sind sie heute teilweise reine Design-Elemente. Weitere Treiber der Kunststoffindustrie sind neue Regularien. So hat sich die EU zum Ziel gesetzt, dass bis 2030 Kunststoffteile in Neuwagen aus mindestens 25 Prozent Kunststoffrezyklat bestehen sollen. Hier sehen wir unsere Aufgabe, Lösungen zu finden, die dieses Ziel erfüllen.
Können Sie ein Beispiel geben?
Stech: Nehmen wir wieder die Automobilindustrie: Wenn die Motorhaube zukünftig
Jörg Stech: «Ohne Innovationen wird die Luft für Europa auf dem Wettbewerbsmarkt dünn.» (Bild: KraussMaffei)
funktional nicht mehr aus Metall gefertigt sein muss, dann kann sie auch aus Kunststoff hergestellt werden. Das heisst, KraussMaffei erzeugt sie wirtschaftlich mittels Spritzgiesstechnik. Und nicht nur das, sie kann mittels unseres ColorFormVerfahrens sogar direkt in der Spritzgiessmaschine lackiert werden. Das macht separate Lackieranlagen und Transportwege obsolet. Die Fertigung wird effizienter und so verändert sich peu à peu auch die ganze Industrie. Es gibt neue Möglichkeiten. Auch wenn sich die Bedingungen auf dem globalen Wettbewerbsmarkt verändert haben und schwieriger geworden sind, erschliessen sich dadurch für deutsche Maschinenbauer, speziell auch für uns in der Spritzgiesstechnik, Möglichkeiten, neue Technologien entsprechend der neuen Kundenbedürfnisse zu entwickeln.
Welche Rolle spielen Innovationen in Ihrem Haus?
Stech: Ohne Innovationen wird die Luft für Europa auf dem Wettbewerbsmarkt dünn. Es ist Fakt, dass wir teurer als beispielsweise die fernöstlichen Wettbewerber sind, weil wir unter anderem höhere
Produktionskosten haben: Personal, Energie und auch die Logistikkosten für das Sourcing national und international spielen eine Rolle. Deshalb liegt unser Augenmerk ganz klar auf der Entwicklung von Innovationen und neuen Technologien. Unser Anspruch ist es, dem Kunden ein Produkt anzubieten, das weit über das einer Standard-Spritzgiessmaschine hinausgeht. Bei der Herstellung von Spitzgussteilen geht es zum Beispiel um die Reduktion des Energiebedarfs. Das ermöglicht Einsparungen. Wir setzen aber auch Technologien ein, die dazu führen, dass die Materialeinsatzquote sinkt oder, dass andere Materialien, wie Rezyklat, eingesetzt werden können. Das sind alles Technologien, die wir weiterentwickeln müssen.
«Die Fertigung wird effizienter und so verändert sich peu à peu die ganze Industrie.»
Wie erreichen sie das?
Stech: Innovation bedeutet nicht immer gleich neue Erfindung. Vielmehr sehen wir das Potenzial in kleinen innovativen Schritten, beispielsweise in Form von konsequenter Weiterentwicklung bestehender Prozesse. Dabei beschäftigen wir uns mit verschiedenen Fragen: Wie kann der Faseranteil vergrössert werden? Wie können wir auf wesentliche Einflussparameter des Spritzgiessprozesses Einfluss nehmen? Ist es möglich, ein Bauteil mit geringeren Temperaturen zu spritzgiessen? Diese Faktoren haben in Summe eine sehr grosse Wirkung. Das Know-how und der direkte Austausch mit dem Kunden ist unser Wettbewerbsvorteil, denn dies lässt sich nicht einfach als Musterlösung auf dem Weltmarkt käuflich erwerben. Die bedarfs-
ein Economy. einsetzen, Regranulate eingestellt Neuware sicherheitskritioft ohne
orientierte Fertigung von Spritzgiessmaschinen inklusive der Entwicklung kundenspezifischer Applikationen geht weit über den allgemeinen Spritzgiessmaschinenbau hinaus. Aufgrund der kooperativen Zusammenarbeit und Entwicklung ist es uns möglich, für den Kunden den grösstmöglichen Mehrwert zu generieren. Dabei kommt uns zugute, dass wir aus dem gesamten KraussMaffei-Know-how unserer unterschiedlichen Technologien von der Spritzgiess-, über die Reaktionstechnik, bis hin zur Additiven Fertigung, Automation und Extrusion schöpfen können.
Welche Rolle spielen Fachkräfte und der richtige Nachwuchs?
Stech: Für unsere Aufgaben brauchen wir natürlich Top-Talente mit spezifischem Wissen. Ganz gleich, welche Stelle zu besetzen ist, müssen wir das Fachpersonal für KraussMaffei begeistern. Leider finden wir die Fachleute oft nicht direkt vor Ort. Hier spielt uns die Attraktivität des Standorts München im Allgemeinen und unser neues
Werk in Parsdorf in die Karten. Die Investition in neue Werks- und Bürogebäude, Maschinen sowie in unser Technikum steigerte die Attraktivität von KraussMaffei am Arbeitsmarkt aber auch bei der Stammmannschaft vor Ort. Damit sind Bedingungen geschaffen, die die Kollegen in die Lage versetzen, gut zu arbeiten und neue Lösungen zu generieren. Hierbei zählt jeder einzelne, denn Innovationen gehen von jedem aus – vom Vertriebsmitarbeitenden bis zum Mitarbeitenden an der Maschine. Zudem legen wir grossen Wert auf die Bildung im Sinne von Fort- und Weiterbildung. Mit der Entwicklung unserer LearningPods (Lernkabinen), die sich überall aufstellen lassen, können Mitarbeitende sich per Kurzvideos bestimmte Handhabungen oder entsprechendes Wissen aneignen.
Wo steht Europa aktuell in puncto Nachhaltigkeit?
Stech: Die EU ist aktuell der Treiber für Nachhaltigkeit. Das ist gut so, denn würde Europa die Nachhaltigkeit nicht vorantrei -
SAXAGREEN PC/ABS
SAXAGREEN ist ein schwarz eingefärbtes PC/ABS Recycling-Blend.
ben, würde sich die Welt insgesamt deutlich weniger damit auseinandersetzen. KraussMaffei sucht daher intensiv nach nachhaltigeren Lösungen, damit den folgenden Generationen eine adäquate Zukunft ermöglicht wird. Essentiell dabei ist, dass die Regeln, die zu Ressourcenschutz und zu einem besseren Umgang mit Kunststoff führen, für alle gleichermassen gelten, unabhängig davon, welche Branche oder welches Land sie betreffen. Wenn europäische Regulierungen dazu führen, dass ausschliesslich europäischen Herstellern ein Nachteil entsteht, führt dies zu einer zusätzlichen Benachteiligung und Schwächung der wirtschaftlichen Lage von Europa. Das darf nicht passieren. Wir brauchen Systeme, die einen fairen Wettbewerb für alle sicherstellen.
Kon takt
Krauss-Maffei (Schweiz) AG CH-6343 Rotkreuz info-ch@kraussmaffei.com www.kraussmaffei.com n
Diese Mischung kombiniert die besten Eigenschaften sowie Vorteile von PC und ABS.
Regranulate bieten im Vergleich zu Neuware (Virgin Material) eine Reihe von Vorteilen, insbesondere in ökologischer und ökonomischer Hinsicht. Hier sind die wichtigsten Vorteile im Überblick:
• 1. Umweltfreundlichkeit
• Ressourcenschonung: Regranulate werden aus recycelten Kunststoffabfällen hergestellt, wodurch der Bedarf an fossilen Rohstoffen (z. B. Erdöl) reduziert wird.
• CO₂-Reduktion: Die Produktion von Regranulat verursacht in der Regel weniger CO₂-Emissionen als die Herstellung von Neuware.
2. Kostenvorteile
• Günstiger als Neuware: Regranulate sind in der Regel preiswerter, da sie aus Abfällen gewonnen werden.
3. Beitrag zur Kreislaufwirtschaft
• Ressourcenkreisläufe schließen: Regranulate fördern ein nachhaltigeres Wirtschaften im Sinne der Circular Economy.
• Imagegewinn: Unternehmen, die Regranulat einsetzen, können mit Nachhaltigkeit werben
SAX Polymers Industrie AG Im Kessler 1 CH 9463 Oberriet | +41 71 763 66 00 | office@saxpolymers.ch
Nachhaltigkeit trifft Vielfalt – unsere Kunststoffcompounds: exakt auf Ihre Anforderungen zugeschnitten oder aus unserem umfangreichen Standardportfolio.
Der Werkzeug- und Formenbau bildet das oft übersehene, aber unverzichtbare Fundament der industriellen Serienproduktion und ist damit ein sensibler Frühindikator für wirtschaftliche Entwicklungen. Während politische Diskussionen von Themen wie Klimaschutz und Regulierung dominiert werden, gerät dieser essenzielle Sektor zunehmend aus dem Blickfeld. Meusburger nutzt seinen eigens entwickelten Marktbarometer-Index, um frühzeitig Markttrends zu erkennen und sich kontinuierlich auf die Herausforderungen dieser Schlüsselindustrie vorzubereiten.
Der Werkzeug- und Formenbau wird in politischen Debatten vernachlässigt, obwohl er die Basis der Serienproduktion bildet und damit ein Frühindikator für wirtschaftliche Entwicklungen ist. Die Dimension dieser Problematik wird vollkommen verkannt. Um den Ernst der Lage mit einer Metapher zu illustrieren: Werden in Europa weniger Werkzeuge gebaut, ist das so, als würde ein Bauer im Frühling nichts aussäen – die Ernte bleibt aus. Ordern Industrieunternehmen weniger Spritzgiess- oder Stanzwerkzeuge, produzieren sie weniger; das eine hängt unweigerlich mit dem anderen zusammen. Diese Entwicklung ist besonders kritisch, da Europa strukturell auf Importe angewiesen
ist. Zudem spielen exportstarke Industrien wie die Automobil- und Maschinenbaubranche, deren langfristige Zukunft massgeblich von einem leistungsfähigen heimischen Werkzeugbau abhängt, eine zentrale Rolle. Diese Branchen stehen jedoch unter immensem Druck durch steigende Kosten, die wachsende Konkurrenz aus Asien und zunehmende regulatorische Auflagen, was bereits zu Produktionsrückgängen und unsicheren Auftragslagen führt.
Europa muss seine Industrie gezielt stärken, statt Innovationsmotoren durch Bürokratie abzuwürgen. Wirtschaftliche Notwendigkeiten gehören wieder in den Vordergrund – klare Prioritäten statt end -
loser Grundsatzdebatten. Die Rahmenbedingungen sollten so gestaltet werden, dass Wettbewerbsfähigkeit und Unternehmergeist wachsen können, anstatt allein auf Subventionen zu vertrauen. Nur mit einem mutigen industriepolitischen Kurs und der Rückbesinnung auf die eigenen Stärken kann Europa verhindern, weiter an Boden zu verlieren.
Gemeinsam stark für die Branche
Durch die Position am Anfang der Lieferkette erkennen Normalienhersteller schon frühzeitig Indikationen für zukünftige Marktbewegungen. Schon lange bevor das
Meusburger kann sich auch im rauen Umfeld weiter behaupten und seine Kunden optimal unterstützen. (Bilder: Meusburger)
Geschäftsführer Guntram Meusburger
fertige Kunststoffteil den Endkunden erreicht, spüren sie also die Entwicklungstendenzen am Markt. Als Unternehmen, dem die Zukunft dieser wichtigen Branche sehr am Herzen liegt, entwickelte Meusburger in Zusammenarbeit mit der WBA Werkzeugbau Akademie den Marktbarometer-Index. Mit diesem Tool können kontinuierlich aktuelle Trends, Entwicklungen und Herausforderungen des Werkzeugund Formenbaus in Europa übersichtlich abgebildet werden (www.meusburger. com/marktbarometer).
Die jüngste Umfrage im Herbst 2024 zeichnet ein insgesamt pessimistisches Bild für den Werkzeug- und Formenbau und diese Ergebnisse sind beunruhigend. In allen Bereichen wird die aktuelle Auslastung überwiegend als «zu gering» bis lediglich «ausreichend» eingestuft. Besonders alarmierend ist die Situation in der Stanzerei, wo 44 Prozent der Unternehmen von «einer unzureichenden Auslastung» berichten. Auch im Werkzeug- und Formenbau selbst geben jeweils rund 40 Prozent der Befragten an, dass ihre Auslastung «zu niedrig» ist. Diese Zahlen verdeutlichen die Notwendigkeit dringenden Handelns sowie die Bedeutung des Zusammenhalts innerhalb der Branche und bestätigen die Sorge um die Zukunft der Schlüsselindustrie.
Service digital und persönlich «Wir investieren seit Jahren stark in wichtige Digitalisierungsprojekte, damit wir unseren Kunden einen klaren Vorsprung sichern können», sagt Geschäftsführer Guntram Meusburger. Dabei spielt das neue Portal eine zentrale Rolle. Seit dem Launch des modernen Webshops wird dieser durch regelmässige Updates um viele neue Funktionen erweitert. Diese verbessern die Benutzererfahrung und bieten den Kunden noch mehr Möglichkeiten. Das Meusburger Portal steht den Nutzern rund um die Uhr in bis zu 20 Sprachen zur Verfügung. Von detaillierten Einblicken in Aufträge bis zu zeitsparenden Konstruktionsmöglichkeiten unterstützt das Portal entlang der gesamten Wertschöpfungskette und ermöglicht den Kunden, schnell und effizient ihre Ziele zu erreichen. Bei Bedarf steht zudem eine kompetente und persönliche Beratung zur Verfügung.
«Wir investieren seit Jahren stark in wichtige Digitalisierungsprojekte, damit wir unseren Kunden einen klaren Vorsprung sichern können.»
Guntram Meusburger
Partner in dynamischen Zeiten
Neben dem Meusburger Portal gibt es zahlreiche weitere Optimierungen, wie die Bündelung von Produktionsstandorten und gezielte Investitionen in die Digitalisierung sowie die Nutzung von KI-Tools. So kann das Unternehmen sich auch im rauen Umfeld weiter behaupten und seine Kunden optimal unterstützen. Meusburger ist überzeugt, dass das Unternehmen durch die Kombination aus einem aufeinander abgestimmten Produktportfolio, umfassendem Service und innovativen digitalen Lösungen auch zukünftig Stabilität gewährleisten kann.
Kon takt
Meusburger Georg GmbH & Co KG
Kesselstrasse 42
A-6960 Wolfurt
www.meusburger.com n
Oberflächenbearbeitung und Reinigung von Präzisionsteilen
Gemeinsames Tech-Zentrum steht Kunden offen
Mit dem neuen Technologiezentrum, das die Forplan AG und die Ecoclean GmbH/UCM AG Ende März 2025 in Biel eröffnet haben, bauen die beiden Schweizer Unternehmen ihre Kapazitäten für die Prozessentwicklung und -optimierung sowie die Lohnbearbeitung in den Bereichen Gleitschleifen und Feinreinigung von Präzisionsteilen gemeinsam aus. Die kombinierten Bearbeitungskapazitäten ermöglichen in der Schweiz ansässigen Kunden und Interessenten aus der Uhrenindustrie, Medizintechnik, Feinmechanik sowie allgemeinen Präzisionsteileherstellung, Versuche konzentriert und ortsnah durchzuführen.
Steigende Ansprüche an die Oberflächenqualität und Sauberkeit von Präzisionsteilen erfordern sowohl bei der Gleitschliffbearbeitung als auch der Bauteilreinigung kunden- beziehungsweise teilespezifische, wirtschaftliche und nachhaltige Lösungen. Da liegt es nahe, Kunden und Interessenten Test- und Bearbeitungskapazitäten für die sich ergänzenden Fertigungsschritte unter einem Dach zu bieten. Diese Idee haben die in Biel ansässige Forplan AG und die Ecoclean GmbH/UCM AG mit einem gemeinsamen Testzentrum Realität werden lassen. Entstanden ist es am Firmensitz von Forplan in Biel und deckt die gesamte Fertigungskette der Präzisionsteileherstellung ab, insbesondere in der Uhrenindustrie, der Medizintechnik, Feinmechanik und allgemeinen Teileproduktion.
State of the Art-Technologie
Ausgestattet ist das neue Zentrum mit modernster Maschinen- und Anlagentechnik. So stehen für die Gleitschliffbearbeitung verschiedene Maschinen und Verfahrenstechniken ebenso zur Verfügung wie eine Vielzahl an Bearbeitungsmedien (Schleifund Polierkörper, Pulver, Compounds, Pasten und Granulate). Diese Vielfalt ermöglicht, exakt an die jeweiligen Anforderungen angepasste Prozesse auszulegen und zu optimieren.
Für die Teilereinigung ist mit der UCMWatch-Line eine auf die Anforderungen der Uhrenindustrie und ihrer Zulieferer massgeschneiderte Mehrbad-Ultraschallreinigungsanlage integriert. Die Ausstattung dieses Reinigungssystems beinhaltet alle Verfahren und Technologien, die in dieser Branche für eine effiziente, prozesssichere
Bei der Eröffnung des gemeinsamen Technologiezentrums Ende März 2025 informierten sich zahlreiche Gäste über die Möglichkeiten einer Lohnbearbeitung. (Bild: Forplan A G)
und ökologisch verträgliche Reinigung zum Einsatz kommen. Dadurch kann die für die spezifische Aufgabenstellung, beispielsweise die Entfernung von Schleif- und Polierpasten, die technisch und wirtschaftlich optimale Reinigungslösung ausgelegt werden. Angeboten werden darüber hinaus Versuche mit Anlagen, die die hohen Anforderungen bei der Reinigung von Bauteilen, z.B. aus der Medizintechnik mit strengen Sauberkeitsspezifikationen, abdecken.
Oberflächenbearbeitung und Teilereinigung
Neben Versuchen zur Auslegung und Optimierung der Anlagentechnik und Prozesse bieten die Unternehmen im Technologiezentrum auch die Lohnbearbeitung in den Bereichen Gleitschleifen und Reinigen an. Interessant ist das unter anderem für Unternehmen, wenn sich die Investition in entsprechendes Equipment bei einem
neuen Serienteil aufgrund der Stückzahlen noch nicht rechnet. Ebenso wenn bei gestiegenen Anforderungen an die Sauberkeit neue Prozesse zu entwickeln sind oder bei Teilen, die höhere Sauberkeitsvorgaben als der Rest des Produktspektrums haben. In beiden Fällen profitieren Kunden davon, dass im Gegensatz zu klassischen Lohnbearbeitungen bei einer späteren Investition in Anlagentechnik die entwickelten Gleitschleif- beziehungsweise Reinigungsprozesse gleich mitgeliefert werden können.
Kontakt
Ecoclean GmbH/UCM AG
CH-9424 Rheineck
www.ucm-ag.com
Forplan AG
CH-2504 Biel
www.forplan.ch n
Materialkreislauf –
Während werkstoffliches Recycling längst etabliert ist, werfen neue Verfahren wie Solvolyse oder weitere chemische Recyclingverfahren viele Fragen auf – und bieten gleichzeitig grosse Chancen. Gesetzliche Vorgaben und Kundenerwartungen erhöhen den Druck auf die Branche. Das SKZ Technologie-Zentrum geht diesen Herausforderungen aktiv nach – in der Forschung ebenso wie in der Aus- und Weiterbildung.
Werkstoffliches Recycling ist in der Kunststoffindustrie weit verbreitet – der wieder eingemahlene Anguss spart Rohstoffkosten und schont Ressourcen. Doch das klassische Wiedereinschmelzen stösst an seine Grenzen: Materialveränderungen und die Anreicherung von Fremdstoffen führen dazu, dass Kunststoffe nicht beliebig oft im Kreis geführt werden können. Auch die gesetzliche Definition von «Rezyklat» (§ 4 Abs. 1 KrWG) wird zunehmend
präzisiert und verlangt nach weiterführenden Lösungen.
Wenn Filtration und Entgasung nicht mehr ausreichen, braucht es neue Ansätze. Recyclingverfahren, die auf physikalischen Prinzipien wie der Lösung von Polymeren beruhen, bieten hier vielversprechende Alternativen. Auch chemische Verfahren, die Polymere in Oligomere oder sogar Monomere zerlegen, rücken immer stärker in den Fokus. Die Forschung steht hier je -
doch vielerorts noch am Anfang – ebenso wie die Wissensvermittlung.
Vielversprechendes Solvolyseverfahren
Am Kunststoff-Zentrum SKZ wird unter der Leitung von Theresa Forster, Scientist Compoundieren und Extrudieren, an sogenannten Solvolyseverfahren geforscht. Diese ermöglichen die Depolymerisation von Polyestern – nicht nur aus PET-Flaschen, sondern auch aus Textilfasern. «Unser Ziel ist es, neue Rohstoffquellen für polyolbasierte Klebstoffe zu erschliessen», so Forster, die im Rahmen des IGFProjekts «RezyBond» («PET-Rezyklat als multifunktioneller Rohstoff für polyolba -
Verpackungs-Recycling
Mehr Kreislauf, weniger Müll
Ein Pionierprojekt geht zu Ende: In den vergangenen drei Jahren erforschten das Österreichische Forschungsins titut für Chemie und Technik (OFI) und die Montanuniversität Leoben (MUL) zusammen mit 23 Unternehmen im Projekt «flex4loop» innovative Lösungen für eine nachhaltige Verpackungskreislaufwirtschaft. Im Mittelpunkt des Projekts standen die Rückgewinnung und das Recycling von sortenreinen PE (Polyethylen)- und PP (Polypropylen)Folienfraktionen.
In den ersten beiden Jahren lag der Forschungsfokus auf recyclinggerechtem Verpackungsdesign. Oberste Prämisse dabei war, den hohen Produktschutz von z. B. Wurstwaren, Käse, Kaffee oder Trockenprodukten zu gewährleisten und gleichzeitig die Anforderungen an die Maschinengängigkeit zu erfüllen. «Bei einigen für die Tests verwendeten Verpackungen erzielten wir eine Recyclingfähigkeitsbewertung von über 80 Prozent bzw. sogar über 95 Prozent. Damit erfüllen wir bereits jetzt künftige Anforderungen der Verpackungs- und Verpackungsabfallverordnung (PPWR)», sagt OFI-Experte Michael Krainz. Es handelte sich dabei um bedruckte, PP-basierte Schlauchbeutel, thermogeformte Tiefziehschalen mit bedruckter Siegelfolie sowie unbedruckte Schrumpffolien auf PE-Basis.
Druckbild hat Einfluss
Im Zuge der Untersuchungen zeigte sich aber auch Unerwartetes, wie Krainz berichtet: «Beim Bemessen der Recyclingfähigkeit mithilfe der bewährten cyclos-HTPMethode haben wir erkannt, dass eine bedruckte, metallisierte PP-Folie im Nahinfrarot (NIR) der Sortieranlagensimulation zwar gut als PP erkannt und als richtige Fraktion ausgetragen wird, die Art des Druckbildes jedoch das Ergebnis beeinflussen kann. Die nicht ausreichende Erkennung führt dazu, dass das Material als unzureichend recyclingfähig bewertet wird.»
Sortierversuche auf Technikumsanlage
Die vom Lehrstuhl für Abfallverwertungstechnik und Abfallwirtschaft (AVAW) der MUL durchgeführten Sortierversuche mit
Flasche aus einer PP/EVOH/PP-Folie aus 100 Prozent Rezyklat. (Bild: OFI)
bedruckten PP-Schlauchbeutelverpackungen und PP/EVOH/PP-Tiefziehschalen mit bedruckter PP/EVOH/PP-Siegelfolie zeigten sehr hohe Sortiertiefen von mehr als 80 Prozent. «Zum Ermitteln der Sortiertiefe haben wir die Schlauchbeutelverpackungen und Tiefziehschalen mit Material aus der LVP-Sammlung vermischt und das Verhalten dieser neuen, recyclingfähigen Verpackungen in realem Abfallstrom auf einer Technikumsanlage nachgestellt», erklärt Gerald Koinig von der MUL.
Dunkelgrün erreicht
geringere Sortiertiefe Verwendet wurden drei Tiefziehschalen mit unterschiedlichen Druckmustern. Hierbei hat sich gezeigt, dass die erreichbare Sortiertiefe stark von der Druckfarbe abhängt. Tiefziehschalen, deren Siegelfolie mit dunkelgrüner Farbe bedruckt wurde, waren sowohl auf der Technikumsanlage als auch in Laborversuchen im NIR schwieriger zu detektieren als identische Tiefziehschalen mit hellblauer und rostbrauner
Bedruckung. Die erreichte Sortiertiefe lag bei nur 72 Prozent. «Das haben wir auch bei dunkelgrün bedruckten Kaffeeverpackungen beobachtet. Unser Fazit: Die Art der Bedruckung ist ausschlaggebend für die geringe Sortiertiefe», resümiert Koinig.
Michael Krainz (Bild: OFI)
Mischen mit LVP-Abfällen
Die bedruckten PP-Schlauchbeutelverpackungen waren in der NIR-Spektroskopie mit charakteristischen Peaks bei etwa 1250 nm und 1350 nm eindeutig erkennbar. Limitierend für die Sortiertiefe hat sich hingegen die geringe Dichte der entleerten, geöffneten Verpackungen gezeigt, denn sie führte zu einem unvorhersehbaren Verhalten der Verpackungen auf dem Förderband: Die Verpackungen wanderten zwischen Erkennung und Austrag und konnten damit nicht zuverlässig ausgetragen werden. Die Sortiertiefe lag bei nur 57 Prozent. «Dieses Problem haben wir behoben, indem wir die Schlauchbeutel mit anderen Verpackungsabfällen zusammen aufgegeben haben. Diese Partikel wirken stützend auf den Materialfluss, sodass sich die Schlauchbeutel auf dem Förderband weniger bewegen. Mit der Zugabe anderer LVP-Abfälle erreichten wir eine Sortiertiefe von 80 Prozent», betont Koinig.
Störstoffe ausmachen
Im zweiten und dritten Projektjahr untersuchten die MUL und das OFI neben zwei Schlauchbeutelfolien mit Sauerstoffbarriere auch zwei Tiefziehverpackungen mit Siegelfolie und Sauerstoffbarriere. Ziel war, den Einfluss von möglichen Störstoffen wie Druckfarbe, Kaschierklebstoff oder Sauerstoffbarriere (EVOH bzw. PVOH) unter Kontrolle zu bringen. Hierzu wurden Verpackungen nach Möglichkeit in handelsüblicher Form bedruckt, kaschiert, metallisiert und mit Sauerstoffbarriere ausgestattet. Zum Vergleich wurden Einzelkomponenten unbedruckt bzw. ohne Metallisierung, ohne
Klebstoff und ohne Sauerstoffbarriere zu Regranulat verarbeitet und im Spritzguss mit 100 Prozent Regranulatanteil zu Probekörpern verarbeitet.
«In den Versuchen zeigte sich, dass weder die eingesetzte Bedruckung oder Metallisierung noch der Klebstoff oder die Sauerstoffbarriere die mechanische Rezyklatqualität beeinträchtigen. Es konnten nur s e nsorische Abweichungen, die aus der Bedruckung oder dem Klebstoff resultieren, erfasst werden. Sogar die Oxidationsinduktionszeit bzw. -temperatur zeigte in vielen Fällen höhere Werte bei den Rezyklaten der handelsüblichen Mehrschichtfolien als bei den Einzelkomponenten», sagt Krainz.
Mechanische Kenndaten erhoben
Konzepte mit hoher Recyclingfähigkeitsbewertung überzeugten durchwegs auch hinsichtlich der Rezyklatqualität. Mechanische Kenndaten, die das OFI aus dem Zugversuch und der Kerbschlagzähigkeit an spritzgegossenen Probekörpern aus 100 Prozent Rezyklat erhoben hat, wiesen bei drei von vier Verpackungskonzepten keine signifikanten mechanischen Unterschiede zwischen den Mehrschichtfolien und den Einzelkomponenten ohne mögliche Störstoffanteile auf.
Es wird weiter getestet
Zusätzlich extrudierte das Projektteam Folien und produzierte extrusionsgeblasene Flaschen aus den Rezyklaten der Mehrschichtfolien und den Einzelkomponenten ohne mögliche Störstoffanteile. «Doch hier
stiessen wir beim Verarbeiten der meisten Rezyklate an die Grenzen», erzählt Krainz. «Es konnten zwar noch einigermassen stabile Folien extrudiert werden, aber es war nicht mehr möglich, einen stabilen Folienschlauch für die Flaschen zu erhalten. Daher laufen aktuell weitere Versuche, bei denen wir einen Rezyklatgehalt von zehn bis 30 Prozent in Kombination mit handelsüblichem PCR-Material für die Folienproduktion verwenden.»
Abschliessende Ergebnisse
Das Projekt zeigt: Lebensmittelverpackungen mit hohem Produktschutz und guter Maschinengängigkeit sind auch mit Recyclingfähigkeiten über 80 Prozent für viele Anwendungen bereits jetzt umsetzbar. Zugleich wird die Qualität aus Sicht der mechanischen Parameter rezyklierter Verpackungen für die aus dem flexiblen Polyolefin-Sortierstrom vorgesehene Spritzgussanwendung sehr hoch eingestuft. «Vor allem konnten wir keinen negativen Einfluss von EVOH in Anteilen bis zehn Prozent, den untersuchten Druckfarben oder Kaschierklebstoffen erkennen», bestätigt Krainz.
Kon takt
OFI – Österreichisches Forschungsinstitut für Chemie und Technik Franz-Grill-Strasse 5/Objekt 213 A-1030 Wien www.ofi.at
Montanuniversität Leoben Franz Josef-Strasse 18 A-8700 Leoben www.unileoben.ac.at n
Technikum Sortieranlage (Bild: MUL-AVAW)
Gerald Koinig (Bild: MUL)
Das Projekt »hffr-Up2Cycle« soll die Entflammbarkeit und mechanischen Eigenschaften von recycelten Materialien wie Polyolefinen, PET und PA optimieren, um diese für hochwertige Anwendungen nutzbar zu machen. (Bild: Fraunhofer LBF)
Neue Wege für Recyclingquoten
Nachhaltiger Flammschutz
Die Entwicklung von hochwertigen, halogenfreien Flammschutzmitteln (hffr) für recycelte Kunststoffe ist eine grosse Herausforderung. Das Fraunhofer-Institut für Betriebsfestigkeit und Systemzuverlässigkeit LBF sucht Partner für das Projekt »hffr-Up2Cycle«. Das Hauptziel ist, PCR-Materialien mit halogenfreien Flammschutzmitteln (hffr) aufzuwerten und diese Materialien durch die Simulation von Kreislaufprozessen für flammschutzmittelhaltige Kunststoffe in den Bereichen Elektronik-, Automobil-, Bau- und Kabelanwendungen zu untersuchen.
Angesichts der in vielen Branchen vorgesehenen Recyclingquoten und der damit verbundenen steigenden Nachfrage nach recycelten Kunststoffen konzentriert sich «hffr-Up2Cycle» darauf, diese für den Einsatz in hochwertigen hffr-Anwendungen aufzuwerten. Durch die massgeschneiderte Re-Stabilisierung der verwendeten recycelten Kunststoffe soll gezeigt werden, wie mit der gezielten Aufwertung von Rezyklaten Rezyklatquoten sowie Kreislaufanwendungen für flammschutzmittelhaltige Kunststoffe erreicht werden können. Das Projekt untersucht die Entflammbarkeit von aufbereiteten und recycelten PCRMaterialien wie Polyolefinen (PP, PE), PET, PC/ABS, PA und flexiblem PU-Schaum. Ziel ist es, die Formulierungen zu optimieren, um die besten Flammschutzbewertungen sowie mechanischen und langfristigen Eigenschaften zu erreichen. Ein weiterer
Schwerpunkt liegt darauf, Strategien zu identifizieren, um verfügbare Rezyklate, kommend von niederwertigen Wertstoffströmen, in ausgewählte höherwertige, flammgeschützte Anwendungen zu verbessern. Die Auswahl und Charakterisierung kommerziell verfügbarer PCR-Materialien sowie die analytische Bewertung von Flammschutzmitteln in PCR-Polymeren, einschliesslich der Prüfung von Kreislaufprozessen, treiben das Projekt voran.
Verbesserung der Flammschutzbewertung
Die Fraunhofer-Wissenschaftlerinnen und -Wissenschaftler suchen Partner, mit denen wissenschaftliche Erkenntnisse bedarfsorientiert umgesetzt werden und so die Lücke zwischen Grundlagenforschung und industrieller Entwicklung geschlossen werden kann. Gemeinsam entstehen
massgeschneiderte Lösungen für die aktuellen Herausforderungen in der Kunststoffindustrie.
OEMs und Hersteller von Kunststoffkomponenten, insbesondere aus den Bereichen Automobil, Elektro- und Elektronikindustrie sowie Bauwesen, Rohstofflieferanten, Compound-Entwickler und Hersteller von Kunststoffrezyklaten, können von den Ergebnissen profitieren. Auch Verantwortliche für die regulatorische Compliance (PRRC) sowie Branchenverbände entlang der Wertschöpfungskette sind angesprochen.
Kontakt
Fraunhofer LBF
Institut für Betriebsfestigkeit und Systemzuverlässigkeit
Schlossgartenstrasse 6
D-64289 Darmstadt
www.lbf.fraunhofer.de n
Fraunhofer EMI
Recyclingverfahren für Carbonfasern
Forschende des Fraunhofer-Instituts für Kurzzeitdynamik, Ernst-Mach-Institut, EMI haben eine Technologie entwickelt, die es ermöglicht, endlose Carbonfasern aus Verbundwerkstoffen zurückzugewinnen – ohne Einbussen bei der Materialqualität. Mittels Hochleistungslaser wird die Matrix der mehrlagigen faserverstärkten Kunststoffe gezielt zersetzt. Das Verfahren bietet nicht nur ökologische Vorteile, sondern auch erhebliches wirtschaftliches Potenzial.
Carbonfaser-Verbundwerkstoffe, sogenannte Composites, sind besonders fest und leicht, was sie zu bevorzugten Materialien in vielen Industrien macht. Doch die Herausforderung der Entsorgung und Wiederverwertung dieser leistungsfähigen Materialien ist hoch. Das Forschungsteam am Fraunhofer EMI hat nun einen Prozess entwickelt, in dem Fasern gebrauchter Composites effizient zur Wiederverwendung aufbereitet werden – ohne ihre mechanischen Eigenschaften zu beeinträchtigen. In bisherigen Recyclingverfahren werden die Faser-Kunststoff-Verbunde geschreddert, was zu verkürzten Fasern und somit zum Downcycling führt.
Duro- vs. thermoplastische Composites
Ein Carbonfaser-Verbundwerkstoff besteht aus Faserbündeln, die in einem Polymer eingebettet sind. Dies erlaubt, die Fasern zusammenzuhalten, die Geometrie eines Bauteils festzulegen und die Fasern vor Umwelteinflüssen zu schützen. Man unterscheidet zwischen zwei Arten von Kunststoff, in denen die Fasern eingebettet werden können: Duroplastische Composites bestehen aus einer nicht schmelzbaren Matrix, das heisst sie können nicht erneut bearbeitet werden. Diese verhalten sich wie ein Klebstoff, der aushärtet und eine dauerhafte feste Verbindung bildet. Thermoplastische Composites hingegen können geschmolzen und wiederverarbeitet werden. Duroplaste sind allerdings einfacher zu verarbeiten und werden daher häufiger in der Industrie eingesetzt.
Peelingbasiertes Recycling
Die Forschenden am Fraunhofer EMI tragen die Faserverstärkung der duroplastischen Composites kontrolliert mithilfe ei -
Experimenteller Aufbau zur Umsetzung der lokalen Hochleistungs-laserinduzierten Pyrolyse eines gewickelten Composite-Ringes. (Bild: Fraunhofer EMI)
nes Hochleistungslasers ab. Dieses Verfahren ist besonders relevant für Wasserstoffdruckbehälter, bei denen ein Carbonfaser-Bündel endlos um eine Kunststoffhülle gewickelt wird, damit sie besonders stabil ist und hohen Betriebsdrücken von bis zu 700 bar standhält.
Der Vorteil des innovativen Recyclingverfahrens liegt in der Möglichkeit, die duroplastische Matrix, die die Carbonfasern umgibt, effizient mittels einer lokalen Pyrolyse zu entfernen, während die Carbonfasern selbst nahezu unversehrt bleiben. »Die Besonderheit bei diesem Prozess ist, dass wir die Pyrolyse der Matrix und das Abwickeln der Fasern gleichzeitig, möglichst schnell und ohne Beschädigung der Carbonfasern umsetzen«, erklärt Projektleiter Dr. Mathieu Imbert.
Die Herausforderung besteht darin, das optimale Prozessfenster zu definieren: Die Matrix zersetzt sich bei 300 bis 600 Grad Celsius, während die Fasern ab circa 600 Grad Celsius beschädigt werden können. «Wir haben einen sehr guten Kompromiss zwischen Prozesseffizienz und Qualität des Rezyklats gefunden. Unsere Ergebnisse zeigen, dass die zurückgewonnenen
endlosen Fasern die gleichen hohen Leistungsmerkmale wie neue Fasern aufweisen, was das Verfahren besonders attraktiv macht», so Dr. Imbert.
Ökonomische und ökologische Vorteile
Das innovative Verfahren bietet nicht nur ökologische Vorteile, sondern auch erhebliches wirtschaftliches Potenzial für Recyclingunternehmen. Der lokale Wärmeeintrag und das gleichzeitige Abziehen des endlosen Faserbündels ersparen die lange Pyrolysezeit und entsprechend hohe Prozesskosten, die die dickwandigen Wasserstoffbehälter üblicherweise verursachen. Die laserunterstützte Rückgewinnung benötigt ausserdem nur circa ein Fünftel der Fertigungsenergie von neuen Fasern. In Zeiten steigender Energiekosten und wachsender Umweltanforderungen sind das wesentliche Vorteile.
Das Projekt läuft noch bis Ende 2025 und ist Teil des DigiTain-Projekts, das vom Bundesministerium für Wirtschaft und Klimaschutz gefördert wird. Die Forschenden arbeiten zurzeit daran, das Verfahren noch energieeffizienter zu machen und die Qualität der zurückgewonnenen Fasern weiter zu verbessern. Das Forscherteam sieht das äusserst positive Verhältnis von hohem Rezyklatwert zu niedrigen Prozesskosten als das entscheidende Argument für den geplanten Transfer des Verfahrens in die Recycling-Industrie.
Kontakt
Fraunhofer-Institut für Kurzzeitdynamik Ernst-Mach-Institut, EMI Ernst-Zermelo-Strasse 4 D-79104 Freiburg www.emi.fraunhofer.de n
Wettbewerbsfähigkeit
Digitalisierung ist zentral
Digitalisierung ist das wichtigste Thema für die europäische Industrie. Das war das Credo der Diskussion mit dem ehemaligen BDI-Präsident Prof. Siegfried Russwurm sowie Sina Scheidle, Head of BodyTEC der Mercedes-Benz AG auf der WGP-Frühjahrstagung in Garmisch-Partenkirchen. «Wir müssen an unserer Wettbewerbsfähigkeit auch in der Produktion arbeiten, bevor wir noch weiter zurückfallen», betonte Russwurm, amtierender Aufsichtsratschef von Thyssenkrupp und der Voith Group.
Sina Scheidle, Head of BodyTEC der Mercedes-Benz AG, sowie der ehemalige BDIPräsident Prof. Siegfried Russwurm haben auf der Frühjahrstagung in Garmisch-Partenkirchen mit den Professorinnen und Professoren über die Digitalisierung der deutschen und europäischen Industrie diskutiert. «Wir stehen im globalen Wettbewerb, das müssen wir zur Kenntnis nehmen», betonte Russwurm, amtierender Aufsichtsratschef von Thyssenkrupp und der Voith Group. Der WGP-Präsident Prof. Michael Zäh ergänzt: «Trotz vieler bereits erzielter Errungenschaften ist das Potenzial für Verbesserungen noch gross.»
Sina Scheidle konnte von ihren Erfahrungen im Center BodyTEC berichten. Das
Center trägt die End-to-End-Verantwortung für die Fertigung von Karosserieteilen und Presswerkzeugen. Dies umfasst sämtliche Prozessschritte von der Entwicklung der Umformwerkzeuge bis hin zur Produktion im Presswerk.
Scheidle stellte ausserdem das digitale Produktions-Ökosystem von MercedesBenz, kurz MO360 vor. Sie berichtete wie Mithilfe von digitalen Zwillingen und virtueller Inbetriebnahme sämtliche Daten einzelner Produktionsanlagen digital erfasst und im virtuellen Raum geplant, erprobt und entsprechend angepasst wurden. «Dank generativer KI konnte etwa in den Decklackkabinen des Werkes Rastatt der Energiebedarf um 20 % ge senkt wer-
Podiumsdiskussion auf der WGP-Frühjahrstagung, v.l.n.r.: Prof. Michael Zäh, Prof. Siegfried Russwurm, Sina Scheidle. (Bilder: iwb München, Sebastian
den», so Scheidle. Interessierte Mitarbeitende können sich beispielsweise berufsbegleitend am Digital Factory Campus Berlin zu Digitalisierungsexperten weiterbilden.
Fach- und Führungskräfte als Flaschenhals
Die Ausbildung der Fach- und Führungskräfte von heute und morgen nahm auch in der Podiumsdiskussion breiten Raum ein. Siegfried Russwurm bekräftigte, dass Unternehmen etwa am Thema Praktika für Studierende «deutlich» mehr arbeiten müssten, um die attraktive Berufswirklichkeit in Ingenieurberufen zu zeigen und gleichzeitig Erfolgserlebnisse in konkreten Projekten zu ermöglichen.
Um den Bedarf an sogenannten Data Workern decken zu können, hat MercedesBenz das interne berufsbegleitende Schulungsprogramm D.SHIFT ins Leben gerufen. «Es qualifiziert Mitarbeitende für Digitalisierungs- und KI-Aufgaben und formt sie zu «digitalen Superhelden», wie sie intern genannt werden», sagte Scheidle. Die Digitalisierung voranzutreiben und ausreichend gut ausgebildete Menschen dafür zu finden, ist mit Blick auf den globalen Wettbewerb eine der grössten Herausforderungen für die deutsche und europäische Industrie, warnte Russwurm.
Mehr als nur ChatGPT
Die Frage, ob in die universitären Curricula KI ausreichend Einlass gefunden habe, konterte Russwurm mit der Aussage, ein «Genug» gebe es nicht. Es gehe vielmehr darum, den jungen Menschen zu zeigen, dass KI nicht nur in ChatGPT und im Mobiltelefon stecke. Man müsse ihnen KIAnwendungen in der Produktion nahebrin -
Kissel)
gen, die Digital Natives dann aber auch «machen lassen» – in Projektarbeiten in der Industrie und an den Universitätsinstituten.
Um Industrie 4.0 schnell weiter voranzubringen, müsse auch die Zusammenarbeit zwischen Forschung und Praxis vertieft werden. Universitäten sollten sich in ihrer Finanzierung nicht nur auf staatliche Förderung konzentrieren, sondern gezielt privatwirtschaftliche Investoren suchen. Die Industrie müsse ihren Beitrag leisten und ebenfalls Geld beisteuern, so der ehemalige BDI-Präsident.
Weitere Forschungen zu Manufacturing-X
In den 44 WGP-Instituten ist Industrie 4.0 bzw. Digitalisierung eines der wichtigsten Forschungsthemen. Die WGP-Professorinnen und -Professoren wollen daher prüfen, inwieweit die Weiterentwicklung von Industrie 4.0 im Rahmen der Initiative Manufacturing-X – also der Entwicklung kooperierender, dezentraler Datenökosysteme entlang vollständiger Prozess- und Lieferketten hinweg – aufgegriffen werden soll. Im Hinblick auf die Weiterentwicklung in der Produktionsforschung müssen wir die Ansätze in Manufacturing-X nicht nur verstehen, sondern wir müssen diese als WGP zwingend mitgestalten», betont Prof. Thomas Bergs, Sprecher der Arbeitsgruppe. Dazu zählt auch, die Potenziale, die aus diesen Initiativen hervorgehen, für den
produzierenden Mittelstand verfügbar zu machen und so beispielsweise Traceability als Geschäftsmodell zu erschliessen. Welche Fragestellungen für die deutsche und europäische Industrie relevant sind und welche Standards heute schon funktionieren, soll anhand von konkreten Use Cases untersucht werden, so z. B. die Endto-End-Qualitätskontrolle von sicherheitskritischen Triebwerks-Turbinenscheiben im Rahmen des Projektes Aerospace-X. «Auf der Herbsttagung im November werden wir dann weitere Projektinitiativen, wie
z. B. Factory-X, unter die Lupe nehmen und relevante Handlungsfelder für die WGP identifizieren», so Bergs.
Kontakt
Wissenschaftliche Gesellschaft für Produktionstechnik e.V. – WGP
c/o Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb)
Technische Universität München
Boltzmannstrasse 15 D-85747 Garching
www.wgp.de n
WGP-Präsident Prof. Michael Zäh
Aton Energiesparend Trocknen
Messbare Performance
Vom analogen Werkzeug zum digitalen Asset
Bereits seit 2019 arbeitet Digital Moulds, das junge Start-up aus Oberösterreich, mit der BMW Group zusammen. In der Lieferantenbeziehung wird die Digitalisierung der Werkzeuge vorangetrieben, um die Werkzeugperformance messbar zu machen. Durch die Zusammenarbeit konnten bedeutende Impulse zur Effizienzsteigerung und zur Erhöhung der Transparenz in der Lieferkette gesetzt werden – ein klarer Beleg für den nachhaltigen Wertbeitrag des Lieferanten.
Diese digitale Transformation wurde durch eine Schnittstelle ermöglicht, die nicht nur leistungsstark und leicht zu implementieren ist, sondern auch keine Systemgrenzen kennt. Die Daten werden lückenlos in die bestehende BMW Group IT-Infrastruktur übertragen. Der Datenaustausch erfolgt standardisiert und effizient, was insbesondere in einer komplexen Fertigungsumgebung essenziell ist. Die Schnittstelle ist bei anderen, international agierenden Konzernen im Einsatz. Sie ist performant, leicht zu verstehen und sehr gut dokumentiert. Ein zentraler Baustein des Systems ist Mould Monitoring. Das System beinhaltet unter anderem das globale Condition Monitoring, das die Zustandsüberwachung und die Ortung der Werkzeuge beinhaltet. Das System ermöglicht es, die Werkzeugperformance stets im Blick zu behalten (orts- und zeitunabhängig). Darüber hinaus erzeugt Mould Monitoring die Transparenz über die Werkzeugzustandsdaten und sorgt für eine proaktive Ressourcensteuerung innerhalb der QMT und der Werkzeugqualifizierung. Diese Informationen w e rden in Form von Dashboards und Kennzahlen aufbereitet und visualisiert. Dadurch entsteht eine erhöhte Transparenz zur weiteren Optimierung der Supply Chain.
Einfache Installation
Digital Moulds überzeugt durch eine hohe technische Kompetenz, Flexibilität und das schnelle Agieren auf die Anforderungen des Kunden. Dabei kommt dem Unternehmen aus dem oberösterreichischen Sierning seine ’kleine’ Grösse zugute, die kurze Entscheidungswege ermöglicht. Durch die Eigentümerschaft der zwei renommierten Werkzeugbauunternehmen Haidl -
Julian Resch: «Mould Monitoring bietet zahlreiche Möglichkeiten, damit man die Produktion immer im Auge behält.» (Bild: Digital Moulds)
mair und Hofmann fusst Digital Moulds aber auf einem breiten Fundament und kann auf das geballte Know-how der beiden Global Player zurückgreifen. Darüber hinaus sind die Technologien von Digital Moulds einfach zu installieren und lassen sich sowohl bei bestehenden Werkzeugen als auch in der Werkzeugentstehung problemlos implementieren. Die schnelle Ausrollung spart Zeit und Kosten.
Die Grundlage ist geschaffen
Die Grundlage dafür wurde durch die Integration von Digital Moulds’ Technologien bereits geschaffen. Die in Echtzeit generierten Daten sind ein zentraler Faktor für die datengetriebene Entscheidungsfin -
dung, die zukünftig immer stärker Einzug in die Fertigung und die Werkzeugqualifizierung halten wird.
Julian Resch, der CEO von Digital Moulds, bemerkt abschliessend: «Wir freuen uns sehr über das langjährige Vertrauen der BMW Group und das weitere Ausgestalten der gemeinsamen Zusammenarbeit.»
Kontakt
Digital Moulds GmbH Ruthnergasse 20 A-4522 Sierning www.digitalmoulds.com n
Bioabbaubar und ähnliche Eigenschaften wie PP
Hochwertige Thermoplaste aus PHB
Das Unternehmen Biomer untersucht seit über dreissig Jahren die Eigenschaften von PHB (Polyhydroxybutyrat). Der biobasierte Kunststoff wird von Bakterien aus nachwachsenden Rohstoffen produziert und gilt in der wissenschaftlichen Literatur als Thermoplast der Zukunft.
PHB weist ähnliche Eigenschaften wie Polypropylen auf, stammt aus nachhaltigen Quellen und wird biologisch vollständig abgebaut ohne Mikroplastik zu hinterlassen. In der industriellen Praxis zeigten sich jedoch Einschränkungen aufgrund der Sprödigkeit, des thermischen Abbaus und des Fliessverhaltens. Biomer hat nun Lösungen entwickelt, die die Verformbarkeit, thermische Stabilität und Viskosität verbessern und es ermöglichen, hochwertige PHBbasierte Thermoplaste herzustellen.
Duktiles PHB durch Additive und gezielte Keimbildner
PHB ist ein hochkristallines Polymer. Beim Abkühlen aus der Schmelze führt die Kristallbildung zu Dichteänderungen, wodurch Spalten zwischen den Sphärolithen entstehen. Aufgrund dieser Spalten ist das Material spröde. Deshalb verwendet Biomer spezielle Additive, welche die Zwischenräume füllen und die Sphärolithe miteinander verbinden.
In den Bakterien muss das PHB auf jeden Fall amorph bleiben, damit es die biologischen Bedürfnisse erfüllt. Das aus den Bakterien extrahierte PHB ist daher frei von Nukleierungsmitteln. Aus der Schmelze kristallisiert es spontan und bildet bis zu 2 mm grosse Sphärolithe. Biomer setzt o ptimierte Keimbildner ein, welche die Kristallisation kontrollieren und zu kleinsten Sphärolithen führen. Mit den von Biomer produzierten PHBGranulaten können aufgrund der ausgewählten Keimbildner und Additive deutlich duktilere und dünnwandigere Teile hergestellt werden als mit den herkömmlichen Varianten.
PHB gehört zur Gruppe der ß Polyester, die insbesondere in Anwesenheit von Kalzium und Magnesiumsalzen thermisch instabil sind. Um die thermische Zerset
Elektronenmikroskopische Aufnahme des aus den Bakterien extrahierten PHB. (Bild: Biomer)
zung zu minimieren, kühlt Biomer die Extrusionsstränge in salzfreiem, entionisiertem Wasser. Infolgedessen verbleiben ke ine Salzreste auf der Oberfläche der Granulate. Die thermische Stabilität wird dadurch verbessert. Die mechanischen Eigenschaften der durch Spritzguss oder Extrusion gefertigten Teile bleiben stabil, da keine übermässige Depolymerisation auftritt.
Erhöhte Viskosität
PHB zeigt in der Schmelze ein ungewöhnliches Fliessverhalten. Die Schmelze ist dünnflüssig. Biomer begegnet diesem Problem, indem das PHB beim Kompoundieren unmittelbar nach dem Aufschmelzen auf bis zu unter 130 ° C abkühlt wird. Das negative Temperaturprofil erhöht die Viskosität so, dass PHB ohne Probleme auf Standardmaschinen verarbeitet werden kann. Das auf den Maschinen einstellbare Temperaturprofil erlaubt es zudem, die
Viskosität für feinste Oberflächenstrukturen zu nutzen.
Nutzen für die Verarbeiter und Endverbraucher
Die mechanischen Eigenschaften der von Biomer entwickelten PHB Formulierungen sind, mit Ausnahme der geringeren Zugdehnung, ähnlich denen von PP, HD PE oder PS. Dank der hohen Kristallinität sind sie druckresistent und weisen wegen der auf der Maschine einstellbaren Viskosität eine exzellente Oberflächenqualität auf. Sie sind aus nachwachsenden Rohstoffen und werden im Kompost, im Boden, in Flüssen und Seen und im Meer vollständig biologisch abgebaut. Es entsteht kein Mikroplastik.
Kontakt
Biomer D 65824 Schwalbach info@biomer.de, www.biomer.de n
Ergebnisse der Lernenden Umfrage
Warum Jugendliche die Kunststoffberufe wählen
KUNSTSTOFF.swiss führt jedes Jahr im ersten Semester eine Umfrage unter den Lernenden Kunststofftechnologen/-innen EFZ und Kunststoffpraktiker/-innen EBA durch, um sie besser zu verstehen und eine Grundlage für die Planung der Berufsmarketingaktivitäten zu bekommen. Im Fokus stehen insbesondere die Zufriedenheit mit der Ausbildung sowie der Weg zur Berufswahl.
Debora
Rondinelli
Insgesamt haben 43 von total 74 Lernenden an der Umfrage teilgenommen. Davon absolvieren 36 die Ausbildung als Kunststofftechnolog/-in EFZ und 7 als Kunststoffpraktiker/-in EBA. Im Folgenden sind die wichtigsten Erkenntnisse zusammengefasst: –
Die Lernenden sind im Allgemeinen sehr zufrieden mit ihrer Ausbildung und bewerten sie mehrheitlich mit «sehr gut» oder «gut».
Die Lernenden sind sehr zufrieden mit ihrer Ausbildung. (Bilder: KUNSTSTOFF.swiss)
–
Lernende Kunststofftechnolog/-innen EFZ haben am häufigsten durch Bekannte (19 %), Eltern und Berufsmessen (je 17 %) sowie über die Lehrstellenplattform Yousty und Freunde (je 13 %) vom Beruf erfahren. Berufsmessen und Yousty sind im Vergleich zum letzten Jahr gestiegen – was zeigt, dass sich unsere Massnahmen, wie die Teilnahme an Berufsmessen und die Zusammenarbeit mit Yousty, lohnen.
– Bei den angehenden Kunststoffpraktiker/innen EBA ist die Berufsberatung mit 37 % der meistgenannte Informationskanal, gefolgt von Yousty und Lehrpersonen (je 18 %).
– Fast die Hälfte der Lernenden (41 %) hat sich für die Lehre entschieden, weil sie den Beruf als spannend, vielfältig und interessant empfinden. Danach folgen positive Erfahrungen beim Schnuppern und das generelle Interesse an Technik.
– 61 % der Lernenden kennen die Weiterbildungsmöglichkeiten, 39 % w ünschen sich jedoch mehr Informationen dazu. Sie möchten, dass das Thema vermehrt in der Schule behandelt wird – zum Beispiel in Form von Dossiers, Infobriefen oder auch Präsentationen.
Die Ergebnisse zeigen, dass sich die Jugendlichen sowohl online als auch offline über die Kunststoffberufe informieren. Besonders Bekannte, Eltern, Berufsmessen und Yousty spielen dabei eine zentrale Rolle. Bei den EBA-Lernenden zeigt sich
zudem, dass die persönliche Ansprache durch Berufsberater/-innen besonders wirksam ist.
Deshalb setzen wir auch 2025 auf einen gezielten Mix aus Online- und Offline-Aktivitäten: In diesem Jahr sind wir neu an der Aargauischen Berufsschau in Wettingen vertreten. Darüber hinaus nehmen wir weiterhin an den Berufsmessen in Bern (BAM), Luzern (ZEBI) und St. Gallen (OBA) teil –mit dem Ziel, insbesondere Eltern, Lehrpersonen und andere Bezugspersonen der Jugendlichen direkt anzusprechen. Um auch Berufsberater/-innen gezielt einzubeziehen, fand bereits ein erster Berufsberatungs-Event im Aargau statt. Im Mai 2025 präsentierten wir die Kunststoffberufe zudem im Berufsberatungs- und Informationszentrum (BIZ) des Kantons Bern.
Da Yousty sich als wesentlicher Faktor zur Gewinnung von Lernenden herauskristallisiert hat, intensivieren wir die Zusammenarbeit mit der Plattform und setzen auf Formate wie Blogbeiträge, Newsletter und Social Media.
Die genannten Gründe für die Berufswahl – spannend, vielfältig, interessant und Interesse an Technik – eignen sich hervorragend als Kernbotschaften für zukünftige Marketingaktivitäten. Besonders der persönliche Eindruck beim Schnuppern ist entscheidend und sollte von den Betrieben weiterhin ermöglicht und aktiv gefördert werden.
Wir danken allen Teilnehmenden herzlich für ihre wertvollen Beiträge zur Umfrage.
Branchenlösung Arbeitssicherhreit und Gesundheitsschutz
Von Stressprävention bis Safety Day
Wie Unternehmen Sicherheit und Gesundheit am Arbeitsplatz nachhaltig stärken können, zeigte die ERFA-Tagung der Branchenlösung Arbeitssicherheit und Gesundheitsschutz am
29. April 2025 an der OST in Rapperswil. Mit frischen Ideen, praxisnahen Ansätzen und anregendem Austausch erhielten die Teilnehmenden wertvolle Impulse – von der Stressprävention bis zur erfolgreichen Umsetzung von Safety Days.
Den Auftakt machte Arbeitsarzt Claude Sidler mit einem Vortrag zum Thema
«Stress und Burnout». Laut einer SwicaStudie von 2022 werden rund 50 % de r psychisch bedingten Krankheitsfälle durch Konflikte am Arbeitsplatz verursacht. Solche Ausfälle dauern im Schnitt 218 Tage und verursachen Kosten von 500 bis 800 CHF pro Tag. Hauptursachen sind Unterbrechungen, hoher Druck und Terminstress. Entscheidend zur Vorbeugung ist Handlungsspielraum: Wer selbstbestimmt arbeitet und Unterstützung erhält, bleibt belastbarer. Ein Selbstcheck kann helfen, die eigene Anfälligkeit einzuschätzen. Besonders gefährdet sind Personen, die mit grossem Engagement und Perfektionismus arbeiten. Wer sich stark mit seiner Tätigkeit identifiziert und hohe Ansprüche an sich selbst stellt, ist eher Burnout-gefährdet. Im Gegensatz dazu sind Menschen, denen die Arbeit gleichgültig ist, weniger anfällig. Zur Vorbeugung empfahl Siedler: Perfektionismus a b bauen, Nein sagen lernen und aktiv Hobbies pflegen. Sport und Bewegung senken Stress ebenso wie entspannende Tätigkeiten. Siedlers Fazit: Wer seine
Erste ERFA-Tagung verpasst?
Kein Problem! Seien Sie am 11. September 2025 bei der nächsten ERFATagung in Olten dabei – mit den gleichen spannenden Themen rund um Stressprävention, die Rechte und Pflichten von Sicherheitsbeauftragten sowie die Organisation eines Safety Days. Anmeldung unter
www.kunststoff.swiss/events
Stressquellen kennt und für Ausgleich sorgt, bleibt belastbarer.
Eric Montandon, Leiter der ASA-Fachstelle bei der EKAS, machte deutlich, wie zentral Arbeitssicherheit und Gesundheitsschutz für Unternehmen sind. In der Schweiz ereignen sich jährlich rund 859 00 0 Unfälle – mit Folgekosten von über 5,5 Milliarden Franken. Ein gut strukturiertes Sicherheitsund Gesundheitsschutzsystem ist unerlässlich, um Risiken frühzeitig zu erkennen und Unfälle zu vermeiden.
Montandon erläuterte die verschiedenen Verantwortungsstufen im Unternehmen: Die Gesamtverantwortung für die Arbeitssicherheit liegt immer beim Arbeitgeber –sie kann nicht delegiert werden. Linienvorgesetzte, wie Abteilungs- oder Betriebsleiter, tragen die Verantwortung für die Sicherheit in ihrem Bereich. Sicherheitsbeauftragte übernehmen die Fachverantwortung: Sie unterstützen aktiv, indem sie beispielsweise eingreifen, wenn Schutzvorschriften wie das Tragen von Schutzbrillen nicht eingehalten werden.
Arbeitgeber können Aufgaben im Bereich Arbeitssicherheit an Mitarbeitende übertragen. Dafür müssen sie sicherstellen, dass diese ausreichend geschult sind und genügend Zeit für ihre Aufgaben erhalten. Wichtig bleibt: Die Gesamtverantwortung für die Sicherheit im Betrieb verbleibt stets beim Arbeitgeber.
Workshop: Safety Day
Nach der Mittagspause leitete Mathias Reber, Inhaber der reber prevention, einen praxisorientierten Workshop zum Thema Safety Day. Ziel war es, Teilnehmende zu
motivieren, solche Veranstaltungen im eigenen Betrieb umzusetzen. In Gruppen wurden Ideen gesammelt, wie Sicherheitsbewusstsein und Teamgeist gestärkt werden können. Themen reichen von Fluchtwegen über Erste Hilfe bis zu Arbeiten in der Höhe. Bei der Planung eines Safety Days stehen Unternehmen vor Herausforderungen wie der Kosten- und Zeitplanung, der Motivation der Geschäftsleitung und der Logistik. Reber zeigte auf, wie wichtig es ist, externe Anbieter für präventive Schulungen zu integrieren, um die Veranstaltung effektiv zu gestalten. Er stellte ausserdem einen praktischen Leitfaden vor, der den Teilnehmenden hilft, Safety Days erfolgreich im eigenen Betrieb umzusetzen. Fazit: Ein gut organisierter Safety Day senkt Risiken und fördert zugleich Engagement und Sicherheit.
Blick in die Zukunft
Zum Abschluss der Tagung nahm Sicherheitsingenieur Bruno Albrecht die Teilnehmenden mit auf eine Betrachtung künftiger Herausforderungen im Bereich Arbeitssicherheit und Gesundheitsschutz. Er verdeutlichte die Notwendigkeit, sich kontinuierlich mit den zukünftigen Anforderungen auseinanderzusetzen, um auch langfristig ein sicheres Arbeitsumfeld zu gewährleisten.
Jährlich landen deutschlandweit etwa 5,6 Millionen Tonnen Kunststoffverpackungen nach einmaliger Nutzung im Haushaltsmüll – weniger als ein Drittel davon lässt sich bisher recyceln. Gemeinsam mit der Hochschule Bremen möchte das Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM den verschmutzten Müll in hochwertige Produkte aus dem 3D-Drucker verwandeln.
Die Menge an Kunststoffmüll steigt, in den vergangenen 30 Jahren hat sie sich deutschlandweit etwa verdreifacht. Besonders Verpackungen aus dem gelben Sack tragen dazu bei: Fielen im Jahr 1994 in Deutschlands Privathaushalten noch 2,1 Millionen Tonnen Kunststoffmüll an, waren es 2023 bereits 5,6 Millionen Tonnen. Umso wichtiger ist es, die Einmalprodukte, die grösstenteils auf Basis von Erdöl hergestellt werden, aufzubereiten.
«Es ist allerdings deutlich schwieriger, die sogenannten Post-Consumer-Abfälle wiederzuverwerten als etwa Kunststoffreste aus der Produktion», erklärt Dr. Silke Eckardt, Professorin für zukunftsfähige Energiesysteme und Ressourceneffizienz an der Hochschule Bremen. Denn diese seien nicht nur sehr heterogen, sondern meist auch stark verunreinigt. Um den Produktkreislauf dennoch zu schliessen, möchte die Hochschule Bremen gemeinsam mit Forschenden des Fraunhofer IFAM auch die schwer verwertbaren Kunststoffe aus den Privathaushalten aufbereiten und anschliessend in der additiven Fertigung nutzen.
Schwimm-Sink-Trennung
«Da die Abfälle als Rezyklat im 3D-Druck zum Einsatz kommen sollen, müssen sie, etwa hinsichtlich ihrer Reinheit, Form und Grösse, besonders hohe Anforderungen erfüllen», erklärt Dr. Dirk Godlinski, Projektleiter in der Arbeitsgruppe Composite Technology am Fraunhofer IFAM. Dafür wurde im Rahmen einer Machbarkeitsstudie der Hochschule Bremen und des Fraunhofer IFAM das Ausgangsmaterial einer Sortieranlage für Leichtverpackungen aus Polypropylen genutzt. Um eine ausreichende Reinheit sicherzustellen, bereiteten Silke Eckardt und ihr
Team den Output aus der Sortieranlage anschliessend weiter auf: Im Kreislaufwirtschafts-Labor der Hochschule Bremen zerkleinerten sie die Kunststoffe, wuschen sie und separierten ungewolltes Material in einem Aggregat der Schwimm-SinkTrennung vom Hauptstrom. Mittels Nahinfrarottechnologie identifizierte das Team verbleibende Fremdkunststoffe und entfernte diese ebenfalls. Danach zerkleinerten die Forschenden das Material erneut auf die erforderliche Korngrösse für die Compoundierung und trockneten es abschliessend. Durch die Aufbereitung konnten Reinheiten von über 99,8 Prozent erreicht werden.
Aus Flakes wird Filament
Dann übernahm das Fraunhofer IFAM: «Im Projekt haben wir aus den aufbereiteten Abfällen homogenes Polypropylen produziert», so Dirk Godlinski. «Dabei handelt es sich um einen vielfältig einsetzbaren Kunststoff, der langlebig, bruchfest und relativ flexibel ist.»
Der Wissenschaftler und sein Team stellten dafür einen festen Kunststoffstrang her: Sie verarbeiteten die Flakes des Polypropylen-Rezyklats in einem Industrieextruder am Fraunhofer IFAM. Dort wurde das Material zusammengeführt, mittels unterschiedlicher Extruderschneckengeometrien durchmischt, bei Temperaturen von mehr als 200 Grad aufgeschmolzen und extrudiert. «Das Know-how besteht darin, entlang des Herstellungsprozesses jeweils die diversen mechanischen Schnecken, Temperaturen, Drücke und Geschwindigkeiten exakt so einzustellen, dass am Ende homogenes Polypropylen entsteht», erklärt Godlinski. So müsse etwa für die Weiterverarbeitung im 3DDruck der Durchmesser des Strangs über die gesamte Länge hinweg rund und konstant sein, die Oberfläche glatt.
Selbst hochwertige
Bauteile möglich
Das Vorhaben gelang den Forschenden: Der etwa zwei Millimeter dicke, graue
Am Fraunhofer IFAM werden die gereinigten Kunststoffabfälle im Compounder gemischt, aufgeschmolzen und extrudiert. (Bilder: Fraunhofer IFAM)
Aufbereitetes Material für die additive Fertigung: Die Post- Consumer-Abfälle werden zu Filament für den 3D-Drucker.
Kunststoffstrang liess sich direkt im 3DDrucker als Filament nutzen. Erste Bauteile wie Kappen hat das Team um Dirk Godlinski bereits erfolgreich gedruckt. Die Machbarkeitsstudie haben die Hochschule Bremen und das Fraunhofer IFAM damit abgeschlossen, aktuell optimieren die Forschenden den Produktionsprozess. Ideen
für Folgeprojekte existieren bereits: Laut Dirk Godlinski liessen sich Kunststoffe etwa weiter veredeln, wenn beim Compoundieren zusätzliche Additive wie Glasfasern ergänzt würden. So könne man selbst hochwertige Bauteile produzieren, etwa für die Luftfahrt- sowie die Automobilindustrie.
Au fgrund gesetzlicher Vorgaben steigt der Bedarf an Rezyklaten ebenfalls: Gemäss der EU-Verpackungsverordnung muss die Rezyklateinsatzquote für Verpackungen bis 2030 bei 10 bis 35 Prozent liegen – je nach Kunststoffart und Produkt, Medizinund Arzneiprodukte ausgenommen. Bis 2035 ist ein Rezyklatanteil von 25 bis 65 Prozent gefordert. «Es ist wichtig, die Nachfrage von Rezyklaten zu steigern», ist Silke Eckardt überzeugt. «Gerade in Hinblick auf den Klimawandel müssen wir uns über die Ressourceneffizienz Gedanken machen. Die Kreislaufwirtschaft wird immer wichtiger.» Dirk Godlinski stimmt zu: «Je mehr Abfälle wir wiederverwerten, desto mehr Energie und Ressourcen sparen wir ein.»
Kon takt
Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM Wiener Strasse 12 D-28359 Bremen www.ifam.fraunhofer.de n
MATCH
E-Mail Alerts an potenzielle Bewerber
Engel (Schweiz) AG feiert Jubiläum und eröffnet Tech-Center
Technik vom Feinsten für Weltspitzekunden
Am 22. und 23. Mai 2025 lud Engel (Schweiz) AG Kunden, Lieferanten, Partner und Freunde nach Frauenfeld ein, um mit ihnen 50 Jahre Engel Schweiz und gleichzeitig die Eröffnung des neuen Tech-Centers zu feiern. Die bestehende Niederlassung wurde dafür grundlegend modernisiert und umgebaut. Zudem stehen im Technikum zwei, mit den neuesten Features ausgestattete Spritzgiessmaschinen den Kunden für Testläufe zur Verfügung.
Marianne Flury
Schaut man sich in den neu gestalteten und modernisierten Räumlichkeiten um, wird schnell klar, dass die Schweizer Niederlassung von Engel Austria eine besondere Stellung innerhalb der Gruppe innehält. Dr. Stefan Engleder, CEO von Engel Austria, begründet das so: «Die Schweiz ist für uns ein sehr wichtiger Markt. Es gibt sehr viele Swiss Champions. Oft arbeiten sie in Nischen, wo sie Weltmarktleader sind. Die Branche ist KMU geprägt, die Betriebe sind oft in Familienbesitz, sie sind krisenresistent, innovationsfreudig, kreativ und branchenorientiert. Das verlangt nach Kundennähe, um auf die spezifischen Bedürfnisse eingehen zu können. Dies bieten wir jetzt noch verstärkt mit der Modernisierung und der effizienten Neuausrichtung der Niederlassung Schweiz.» Es gibt aber Bereiche, wo der Individualität Grenzen gesetzt sind, wo Standards innerhalb der DACH-Region, aber auch weltweit, gelten. «Dies betrifft vor allem Ausbildungsstandards», erläutert Christopher Vitz, Regional President Central Europe. «Die Leute
müssen ein Rollenverständnis haben. Sie müssen wissen, was ein Anwendungstechniker, ein Ersatzteilberater, was jemand, der den Kunden in einem Trainingsprogramm berät, können muss. Das wollen wir nicht der persönlichen Erarbeitung einer Niederlassung überlassen. Die Leute können in
spezifische Ausbildungsprogramme eingegliedert werden. Wenn das gleiche Rollenverständnis vorhanden ist, kann man sich länderübergreifend auch personell aushelfen.» Dies ist auch vor dem Hintergrund des Fachkräftemangels und fehlenden Nachwuchses von Vorteil.
Speziell auf die Bedürfnisse der Schweizer Kunden ausgelegt: die holmlose Engel victory electric 50 in Medical Ausführung ...
Unterstützung in Bildung und Forschung holt sich Engel bei Partnern wie dem IWK. V.l.: Frank Ehrig, IWK, Stefan Engleder, Christopher Vitz. (Bilder: Marianne Flury)
... und die kompakte, vollelektrische Engel e-mac 100, ausgestattet mit einem easix Knickarmroboter.
Engel (Schweiz) – Meilensteine
Investition in die Zukunft Als Erfolgsfaktor sieht Engleder die Investition in das neue Tech Center. Die zwei Spritzgiessmaschinen für Kundenversuche wurden nach sorgfältiger Evaluierung – immer mit Blick auf die Bedürfnisse der Schweizer Kunden – installiert. Sowohl die Engel victory electric 50 wie auch die Engel e-mac 100 haben integrierte Automatisierungstools. Sie sind mit allen verfügbaren digitalen Assistenzsystemen ausgestsattet, die ganz neue Dimensionen erlauben. «Wichtig ist, dass wir nicht nur Technik entwickeln, sondern diese Innovationen in die Betriebe bringen», betont Engleder. «Das machen wir mittels Seminare und Trainings im Tech Center», erläutert Vitz. Neu im Angebot gibt es Seminare für Lernende von Kunden ab dem 3. Lehrjahr.
1975: Engel startet mit der Firma Lederer als Vertriebspartner in der Schweiz
1991: Engel gründet die Engel (Schweiz) AG in Liestal
1994: Umzug an den heutigen Standort an der Hungerbüelstrasse 17 in Frauenfeld
2008: Die fünf Branchensegmente (Automobil, Verpackung, Technischer Spritzguss, Medizintechnik, Elektronik) von Engel werden auch in der Schweiz implementiert
2023: Christopher Vitz übernimmt als Regionalverantwortlicher DACH die Geschäftsführung. Engel (Schweiz) ist eine eigenständige Niederlassung, ist aber als Land Teil der Region Zentral-Europa
2025: 50-Jahr-Jubiläum und offizielle Eröffnung des weltweit 12. Technologie Zentrums von Engel.
Die Investitionen in die Niederlassung sind auch ein Bekenntnis zum Standort Schweiz. Insgesamt wurde ein siebenstelliger Betrag in Gebäude, Tech-Center (ohne die beiden neuen Spritzgiessmaschinen), in Mitarbeiter, Service und Vertrieb gesteckt. Mit diesen und weiteren Investitionen weltweit – Engel hat im Mai eine Niederlassung in Spanien eröffnet – bereitet sich das Familienunternehmen auf den Aufschwung vor. «Natürlich müssen wir Kosten senken, wir passen unsere Produktionskapazitäten an. Aber wir investieren weiter – das ist das, was Sie hier a m Standort in Frauenfeld sehen. Wir investieren nicht nur in den Standort, wir entwickeln weiter, wir verstärken unsere Triaden-Struktur mit Kernregionen in Europa, Amerika und Asien und wir bauen unseren Service weiter aus», bekräftigt Engleder und vermittelt damit Optimismus und Zuversicht.
Für die insgesamt rund 140 Besuchenden war es eine abwechslungsreiche und inspirierende Veranstaltung mit spannenden Vorträgen, interessanten Anwendungsdemonstrationen und viel Raum für den persönlichen Austausch.
Kontakt
Engel (Schweiz) AG CH-8500 Frauenfeld info.ch@engel.at www.engelglobal.com n
Grosses Interesse an der Live-Präsentation.
Der persönliche Austausch war wichtiger Bestandteil der Veranstaltung.
Schweizerisches Kunststoff-Symposium
Maschinenbau im Fokus
Thema des diesjährigen Kunststoff-Symposiums am KATZ lautete «Kunststoffe im Maschinenbau: Innovation und Präzision für den Erfolg». Es ermöglichte Einblicke in die verschiedenen Zweige der Kunststoff- und Maschinenbau-Branche – und zeigte auf, wie interdisziplinär die Entwicklung und die Produktion hochpräziser Kunststoffteile geworden sind.
Raphael Hegglin
«Der Einsatz von Kunststoffen hat die Maschinenbauindustrie in vielerlei Hinsicht verändert. Er ermöglicht nicht nur leichtere, günstigere und nachhaltigere Komponenten: Oftmals wäre ohne Kunststoffe der Bau von Schlüssel Komponenten gar nicht möglich», sagte Rémy Stoll, Geschäftsführer des KATZ, zum Auftakt des diesjährigen KunststoffSy mposiums. Sinnbild für solche Bauteile sind zum Beispiel Brüheinheiten von Kaffeevollautomaten. «Sie bestehen zum grössten Teil aus hochpräzisen Kunststoffteilen. Erst als es möglich wurde, solche Teile zu fertigen, konnte diese Art von Kaffeemaschinen überhaupt entwickelt und hergestellt werden», erklärte Stoll. Und: «Die Herstellung von Brüheinheiten ist eine Schweizer Spezialität, wir decken den Grossteil des Weltmarktes ab.»
Gelungener Ersatz
Um komplexe Kunststoffteile für den Maschinenb au herstellen zu können, ist Fachwissen aus unterschiedlichen Gebie
ten der Wissenschaft und der Technik erforderlich. Diesem Umstand entsprechend, war die Themenvielfalt der Referate am KunststoffSy mposium gross.
Zum Auftakt zeigte Muhammed Kakis, Communication and Business Development Manager bei HB Therm, die Vorteile eines Ersatzes von Messing durch Kunst
Grosses Interesse am diesjährigen Kunststoff-Symposium (Bild: Raphael Hegglin)
Der Vormittag stand im Zeichen spannender Referate. (Bild: Raphael Hegglin)
stoff am Beispiel des Kühlwassermoduls der Thermo 6 Te mperiergeräte auf. Der kompakte Block wiegt in der neuen Ausführung rund 65 % weniger als die bisherige Messingvariante, zudem ermöglicht der Umstieg auf faserverstärkten Kunststoff eine Kosteneinsparung von 90 %, geringeren Ressourcenverbrauch und einen vielfach kleineren CO2 Fussabdruck. Bei präzisen Spezialteilen steckt der Teufel oft in den Details. An ihnen entscheidet sich, ob ein Produkt hohe Qualitätsanforderungen erfüllen kann oder nicht. So zum Beispiel Kunststoff Membranen: Sie sind Grundvoraussetzung für viele geschlossene Bauteile wie beispielsweise Au toscheinwerfer Gehäuse, denn sie ermöglichen es, Druckschwankungen auszugleichen. Membranen müssen dabei nicht nur anwendungsspezifische Eigenschaften aufweisen, sondern auch sauber mit dem Gehäuse verbunden sein. Jürgen Lehmann, Maschinenbautechniker und Vertriebsgebietsleiter Süd bei der MS Ultraschall Technologie GmbH, veranschaulichte in seiner Präsentation die Funktionsweise des Ultraschallschweissens und die hohen Anforderungen an den Schweissprozess.
Erfolgsfaktor interdisziplinäres Denken
Um Bauteilanforderungen und Verarbeitungsdetails ging es auch in den darauf folgenden Referaten: Matthias Schellenberg, Leiter der Abteilung Physikalische A nalytik bei Suisse Technology Partners erörterte die Anforderungen Barriereverpackungen. Martin Züger Gründer, Inhaber und Geschäftsführer der PinPlus AG, erklärte, wie zuverlässige Bauteilauslegun
gen jenseits der Linear Elastizität funktionieren und Ralf Schindel, CEO Prodartis AG, zeigte auf, für welche Bauteilgrössen und arten sich die industrielle additive Fertigung lohnt und wo das Spritzgiessverfahren von Vorteil ist. Im Anschluss rundete Fabian Meier, Ausbildungsleiter beim KATZ, mit sieben Tipps für die erfolgreiche Gestaltung von Kunststoffbauteilen die VortragsSerie ab.
Der Nachmittag startete mit Themen rund um die Aus und Weiterbildung im Kunststoff und allgemein im Ingenieurbereich. Durch Peter Flohr, Direktor der neu gegründeten Hochschule für Technik und Umwelt der FHNW, erfuhren die Zuhörenden, welche Schwerpunkte ein zukunftsgerichtetes IngenieurStudium heute beinhalten sollte. Neben einer soliden Grundlagenausbildung nannte er projektor ientiertes Lernen und die Digitalisierung. «Programmieren gehört heute einfach dazu», sagte er und unterstrich damit, wie wichtig der letztgenannte Punkt geworden ist.
Mit wachsender Produktkomplexität und vielfältigen Anforderungen werde interdisziplinäre Zusammenarbeit zum entscheidenden Erfolgsfaktor, sagte anschliessend Rémy Stoll. Das KATZ reagiere darauf mit der Transformation klassischer Bildungsräume hin zu zweckorientierten Lernfabriken. Diese fördern das Verständnis zwischen den Disziplinen und richten das gemeinsame Handeln auf das Gesamtziel aus.
35 Aussteller vor Ort
Eine solche «smarte» Lernfabrik war auch Bestandteil der darauffolgenden interaktiven Ausstellung. Sie bestand aus einem
fünfteiligen Produktionsprozess, der diverse Arbeitsschritte und Technologien der Kunststoffbranche beinhaltete: Den Anfang bildeten das Spritzgiessen von Miniatur Utz Boxen auf einer Arburg Allrounder 470 A und die anschliessende Qualitätskontrolle mittels optischer Vermessung (Westcam). Die kontrollierten Boxen wurden darauf von einem Kuka Roboter mit sogenannten «Teufelsknoten» befüllt (produziert auf einer KraussMaffei KM80/180 CX). Parallel dazu folgte der Spritzguss der Deckel auf einer Engel Victory 200/80, worauf diese in einem letzten Schritt durch die Firma TSS bedruckt wurden. Darüber hinaus gab die Ausstellung spannende Einblicke in die additive Fertigung, die Kreislaufwirtschaft, und in zahlreiche Prüfverfahren – insgesamt waren 35 Firmen mit eigenen Ständen oder Produkten anwesend. Mit dem Kunststoff Sy mposium ist es dem KATZ gelungen, verschiedene Zweige der Kunststoffbranche zusammenzubringen, zu vernetzen und damit den für alle wichtigen KnowhowTransfer zu ermöglichen.
Hinweis
Das nächste KunststoffSy mposium findet am 2. Juni 2026 statt.
Miniatur-Utz-Box aus der smarten Lernfabrik (Bild: Raphael Hegglin)
Präsenter Maschinenbau
Es dauert nicht mehr lange: Vom 8. bis 15. Ok tober öffnet die K 2025, die Messe der Kunststoff- und Kautschukindustrie, wieder ihre Tore und begrüsst Aussteller und Besucher aus aller Welt. Der Maschinenbau bildet dabei traditionell die grösste Ausstellergruppe und belegt zwei Drittel der Ausstellungsfläche. Er präsentiert sich erneut mit einer Sonderfläche und umfangreichem Programm auf dem Freigelände der K 2025.
Thorsten Kühmann, Geschäftsführer des VDMA Kunststoff- und Gummimaschinen, einer der Trägerverbände der K, betont: «Die K 2025 ist mit beeindruckenden 70 Prozent Auslandsanteil bei Ausstellern und Besuchern die internationalste Kunststoffmesse der Welt. Sie ist der Fixstern der Kunststoffindustrie und gibt Orientierung bei Technologieentwicklung und auch bei der starken Dynamik der Absatzmärkte weltweit.»
The Power of Plastics Forum
Das Forum auf dem Freigelände der K 2025 bietet eine gute Gelegenheit, das Motto und die Leitthemen der Messe fokussiert aufzugreifen und die wichtige Rolle der Technologieanbieter bei der Umsetzung von Kreislaufwirtschaft und Digitalisierung mit Praxisbeispielen zu verdeutlichen. Wichtige Aspekte hierbei sind:
– Green: Durch Kreislaufwirtschaft Ress ourcen schonen und den Carbon Footprint senken.
– Smar t: Digitalisierung, Automatisierung und KI steigern die Effizienz und Machbarkeit.
Re sponsible: Der Mensch steht im Mittelpunkt – besonders die Young Talents der Industrie.
Kühmann: «Die Transformation zur Kreislaufwirtschaft ist in vollem Gange, und der Maschinenbau spielt dabei eine Schlüsselrolle als Enabler. Er ermöglicht die Herstellung recyclingfähiger Produkte und die Wiederverwertung von Kunststoffabfällen zu neuen, hochwertigen Produkten. Der VDMA und seine Mitglieder greifen das Motto der K 2025 «The Power of Plastics! Green – Smart – Responsible» voller Überzeugung auf und zeigen das grosse Potential von Kunststoffen, das durch kontinuierliche Technologie- und
Materialentwicklung freigesetzt wird. Wir brauchen Kunststoffprodukte in fast allen Anwendungsbereichen unseres täglichen
Lebens für die Versorgung der Menschen. Sie tragen massgeblich zur Versorgung und zum Wohlstand auf unserer Welt bei
Das Forum auf dem Freigelände nimmt Leitthemen wie Kreislaufwirtschaft und Digitalisierung fokussiert auf. (Bilder: zvg)
Die K 2025 ist mit 70 Prozent Auslandsanteil bei Ausstellern und Besuchern die internationalste Kunststoffmesse der Welt.
The Power of Plastics Forum
Folgende Unternehmen nehmen am Forum auf dem Freigelände teil:
– Arburg GmbH + Co KG
– Coperion GmbH
– Erema Group GmbH
– Lindner-Recyclingtech GmbH
– Vecoplan AG
– Wittmann Battenfeld GmbH
– VDMA e.V. Kunststoff- und Gummimaschinen
und werden gleichzeitig immer nachhaltiger.»
Live-Herstellung von Rezyklat
Im Forum wird «The Power of Plastics!» unter anderem mit laufenden Maschinen zum Kunststoffrecycling und zur Rezyklatverarbeitung zum Leben erweckt. Die VDMA-Mitglieder präsentieren in den Pavillons ihre Technologie-Highlights. So können Besucher z .B . live erleben, wie aus Kunststoffabfällen hochwertiges Re-Granulat hergestellt wird oder wie Rezyklate in verschiedenen Verarbeitungsverfahren zu attraktiven, hochfunktionalen und kreislauffähigen Produkten verarbeitet werden. Gleichermassen wird demonstriert, wie auch digitale Lösungen in der Produktion den Weg zur Kreislaufwirtschaft ebnen. Der Pavillon des VDMA bietet zudem jede Menge Networking-Möglichkeiten und ein tägliches themenspezifisches Programm
An der K vernetzen sich Fachpersonen aus der ganzen Welt.
zu Kreislaufwirtschaft, Digitalisierung sowie Nachwuchs und Karriere.
Junge Talente im Maschinenbau
Auszubildende, Studierende und Berufsanfängerinnen und Berufsanfänger von Kunststoff- und Gummimaschinenherstellern vernetzen sich und gestalten gemeinsam die tägliche «Young Talents Time» im VDMA-Pavillon auf der K 2025. Sie diskutieren mit Experten und entwerfen ihr Bild von der Kunststoffindustrie der Zukunft. Die VDMA-Initiative EnSHEneer bietet ex-
plizit Maschinenbau-Studentinnen eine Plattform, um sich untereinander zu vernetzen und Kontakte mit Technologieherstellern zu knüpfen: Am Career Sunday treffen sich über 50 Frauen im VDMA-Pavillon für Erfahrungsaustausch, Diskussion und Messerundgang.
Kontakt
Messe Düsseldorf GmbH
Messeplatz
Stockumer Kirchstrasse 61 D-40474 Düsseldorf www.k-online.de n
Möchten Ihre Kunden oder die Kunden Ihres Kunden lieber Bio als Rezyklat ?
Mit Spritzgussteilen aus PHB können Sie ihnen diese Erwartung erfüllen !
– aus nachwachsenden Rohstoffen
– kein Mikroplastik
– biologisch vollständig abbaubar
(im Boden, im Kompost, in Flüssen und im Meer)
(ohne Additive bis zu 4 mal recyceln)
www.biomer.de / mail@biomer.de
Die konjunkturelle Schwäche in der Schweizer Tech-Industrie setzt sich fort. Im ersten Quartal 2025 gingen die Umsätze im Vergleich zur Vorjahresperiode um –3,0 Prozent zurück. Die Auftragseingänge stagnierten auf Vorjahresniveau. Die wichtigsten Indikatoren deuten darauf hin, dass sich die schwache Geschäftsentwicklung in den nächsten Monaten fortsetzen wird. Zudem bestehen erhebliche Abwärtsrisiken, fürchtet Swissmem.
Falls die US-Zölle in der angedrohten Höhe in Kraft treten, würde dies die Tech-Industrie hart treffen. Die Politik muss dringend handeln: Das Freihandelsabkommen mit den Mercosur-Staaten muss so schnell wie möglich abgeschlossen werden. Zudem braucht es eine Ausdehnung der maximal möglichen Bezugsdauer der Kurzarbeitsentschädigung auf 24 Monate. Und auf jegliche Erhöhung der Lohnnebenkosten für einen Ausbau von Sozialleistungen, z.B. für Kinderkrippen oder die AHV, ist zu verzichten. Im ersten Quartal 2025 sanken die Umsätze in der Schweizer Tech-Industrie (Maschinen-, Elektro- und Metall-Industrie sowie verwandte Technologiebranchen) im Vergleich zum Vorjahresquartal um –3,0 Prozent. Damit haben sich die Umsätze bereits zum achten Mal in Folge gegenüber der jeweiligen Vorjahresperiode reduziert (Grafik 1). Auch die Kapazitätsauslastung in den Betrieben war weiterhin rückläufig und erreichte noch 81,1 Prozent. Sie liegt damit deutlich unter dem langjährigen Mittelwert von 86,0 Prozent (Grafik 2). Die Auftragseingänge verharrten im ersten Quartal 2025 auf dem Niveau des Vorjahresquartals (–0,3%).
Uneinheitliche Exportentwicklung
Die Güterausfuhren der Schweizer TechIndustrie stiegen im ersten Quartal 2025
gegenüber der Vorjahresperiode leicht an (+0,7%) und erreichten einen Wert von 17 Milliarden Franken. Je nach Marktregion variierte die Exportentwicklung stark. Die Ausfuhren in die USA nahmen vor den Zoll-Entscheiden der Trump-Administration stark zu (+5,3%). Auch jene in die EU stiegen moderat an (+0,8%). Hingegen verzeichneten die Güterexporte nach Asien
einen ausgeprägten Rückgang (–6,6%). Uneinheitlich ist die Entwicklung auch bei den wichtigsten Warengruppen. So erhöhten sich die Exporte bei den Präzisionsinstrumenten (+4,5%) und im Bereich Elektrotechnik/Elektronik (+1,4%). Dem gegenüber reduzierten sich die Ausfuhren im Maschinenbau (-2,9%) und bei den Metallen (-1,6%). In Grafik 3 sind die Ex-
Grafik 1: Umsatz Tech-Industrie (Quelle: Swissmem-Quartalsstatistik (Q4/2019 = 100)*)
Grafik 2: Kapazitätsauslastung Tech-Industrie.
Grafik 3: Exporte Tech-Industrie Januar bis März 2025 nach ausgewählten Subbranchen (Veränderung gegenüber Vorjahresperiode). (Qu elle: B AZG)
porte nach ausgewählten Subbranchen angegeben.
Kernfrage:
Was machen die USA?
Die Schweizer Tech-Industrie befindet sich weiterhin in einem Kriechgang. Die wichtigsten Indikatoren deuten nicht darauf hin, dass sich dies in den nächsten Monaten ändern wird – und ein weiterer Einbruch ist nicht auszuschliessen. So verharren die Werte des Einkaufsmanager-index (PMI) der Industrie fast weltweit unter der Wachstumsschwelle. Entsprechend verhalten sind die Erwartungen der Swissmem Mitgliedfirmen: Lediglich 24 Prozent der Unternehmen rechnen in den kommenden zwölf Monaten mit steigenden Aufträgen aus dem Ausland. Auf der anderen Seite hat sich der Anteil jener, die von sinkenden Aufträgen ausgehen, seit Ende
2024 um sieben Prozentpunkte auf 32 Prozent erhöht. Die restlichen 44 Prozent der Firmen gehen von einem gleichbleibenden Auftragsniveau aus (Grafik 4). Namhafte Impulse sind einzig aus Indien zu erwarten, während die Erwartungen an das US-Geschäft regelrecht eingebrochen sind. Swissmem Direktor Stefan Brupbacher ordnet ein: «Die Geschäftszahlen des ersten Quartals sind enttäuschend. Hinzu kommt, dass die Auswirkungen der zusätzlichen US-Zölle von 10 Prozent und der Drohung von 31 Prozent in diesen Zahlen noch gar nicht enthalten sind. Die grossen geopolitischen Unsicherheiten setzen sich fort und dämpfen weiterhin die Nachfrage nach den Gütern der Schweizer Tech-Industrie. Die Abwärtsrisiken sind erheblich.» Zurzeit schaut alles nach Washington –und nach Bern. «Wir hoffen, dass es der Schweizer Diplomatie gelingen wird, in
Erwartungen für die nächsten 12 Monate in %
Auftragseingang Ausland
Grafik 4: Erwartungen für die nächsten 12 Monate in % – Auftragseingang Ausland (Quelle: Swissmem Quartalsstatistik)
den laufenden Verhandlungen mit den USA die angedrohten Zölle abzuwenden oder zumindest substanziell zu reduzieren. Ansonsten müssen wir in der Schweizer Tech-Industrie mit einem Einbruch der Auftragseingänge sowie mit vermehrter Kurzarbeit und Entlassungen rechnen», ergänzt Brupbacher.
Freihandelsabkommen
Mercosur: Jetzt abschliessen!
In wirtschaftlich anspruchsvollen Zeiten ist die Politik gefordert, Massnahmen zur Unterstützung der Unternehmen zu beschliessen. Für die Schweizer Tech-Industrie steht der möglichst hindernisfreie Zugang zu den Weltmärkten im Vordergrund. Swissmem Präsident Martin Hirzel fordert: «Angesichts des zunehmenden Protektionismus muss die Schweiz zwingend weitere Freihandelsabkommen abschliessen und bestehende verbessern. Aktuell steht der Vertrag mit den Mercosur-Staaten im Fokus. Wir müssen ihn jetzt über die Ziellinie bringen». Dies ist umso wichtiger, weil der EU erst vor kurzem der Abschluss eines solchen Abkommens gelungen ist.
«Wenn die Schweiz nicht umgehend nachziehen kann, drohen massive Wettbewerbsnachteile gegenüber den Konkurrenten aus der EU», ergänzt Hirzel.
Die konjunkturelle Baisse in der Schweizer Tech-Industrie dauert schon seit zwei Jahren. Deshalb ist es genauso dringlich, die maximal mögliche Bezugsdauer der Kurzarbeitsentschädigung auf 24 Monate auszudehnen. «Viele Unternehmen mussten bereits vor Monaten Kurzarbeit einführen. Weil noch nicht absehbar ist, wann der Aufschwung einsetzen wird, braucht es diese Verlängerung. Das gibt den betroffenen Unternehmen Planungssicherheit und verhindert Entlassungen», begründet Hirzel. «Schliesslich muss die Politik den Ernst der Lage erkennen: Für einen weiteren Ausbau der Kinderkrippen und der AHV, der den Unternehmen und Mitarbeitenden über die Lohnnebenkosten enorme Zusatzlasten aufbürden würde, gibt es keinen Spielraum.»
Kontakt
Swissmem
CH-8037 Zürich
+41 44 384 48 50
www.swissmem.ch n
Grafe überarbeitet Standard-Schwarz-Portfolio für den 3D-Druck
Effiziente Schwarzbatches für PLA & PETG
Der 3D-Druck hat in den letzten Jahren eine rasante Entwicklung durchlaufen und prägt mittlerweile zahlreiche Branchen. Hierfür bereichert das thüringische Unternehmen Grafe, mit Sitz in Blankenhain, den Markt mit kundenspezifischen Einfärbungen und baut sein Standardsortiment neben dem RAL-K7-Fächer bei allen gängigen Thermoplasten aus. Neu hinzu kommen drei Schwarz-Standardvarianten, die zu den wichtigsten Materialien im 3D-Druck zählen und für zahlreiche Anwendungen geeignet sind.
«Unser Ziel ist es, den Kundenanforderungen noch schneller gerecht zu werden und mit dem vordefinierten Sortiment verschiedenste Kundenansprüche abzubilden», sagt Lars Schulze, Head of Color Development and Material Sciences. «Unsere jahrelange Projektarbeit hat gezeigt, dass es nicht nur leistungsstarke Materialien und exzellente Farbeinstellungen braucht, sondern auch schnelle und kosteneffiziente Lösungsansätze», so der Spezialist weiter.
Kosteneffiziente Produktion und zügige Lieferung
Das Schwarz-Portfolio umfasst ab sofort drei Masterbatches mit den Trägermaterialien PETG und PLA. Neben der klassischen PLA-Variante wird eine zusätzliche Option angeboten, die den strengen Anforderungen mit FDA-Zulassung für den Lebensmittelkontakt entspricht. Durch etablierte Prozesse und eine universelle Rezeptur, die ohne kundenspezifische Anpassungen auskommt, wird eine kosteneffiziente Produktion und eine zügige Bereitstellung der Standardbatches ermöglicht. Dadurch kann ein besonders wettbewerbsfähiges und attraktives Angebot im GRAFE-Sortiment realisiert werden.
PETG: Robust und vielseitig einsetzbar
«Im Gegensatz zu klassischen UN-Trägern möchten wir unseren Kunden, die höchste Qualität fordern, auch die Möglichkeit geben, einen Träger passend zum Druckmaterial auszuwählen. Dadurch entfallen Kompromisse bei Schichthaftung, Warping oder Fliesseigenschaften. Diesen Service bieten wir unseren Kunden auch bei unseren Standard Farbsortiment», so Schulze.
Filament PLA & PETG (Bild: Grafe)
Polyethylenterephthalat-Glykol (PETG) kombiniert Stabilität mit Flexibilität und ist äusserst widerstandsfähig gegenüber mechanischen Belastungen sowie Feuchtigkeit. Zudem ist das Material durch eine hohe Schlagfestigkeit, Temperatur- und Witterungsbeständigkeit und geringe Schrumpfung gekennzeichnet. Aufgrund dieser Eigenschaften ist PETG ideal für die Herstellung robuster Bauteile, Prototypen und Endprodukte geeignet. Darüber hinaus eignet es sich hervorragend für technische Anwendungen, Gehäuse und funktionale Bauteile, die eine hohe Beständigkeit erfordern. PETG wird aufgrund seiner ausgezeichneten Druckbarkeit und starken Schichthaftung von Ingenieuren, Designern und privaten
Anwendern bevorzugt eingesetzt und eignet sich zudem für eine Vielzahl industrieller Anwendungen.
PLA: Nachhaltig und biologisch abbaubar
Polylactid (PLA) ist ein biobasiertes Kunststoffmaterial, das aus nachwachsenden Rohstoffen wie Maisstärke oder Zuckerrohr gewonnen wird. Es zeichnet sich durch eine geringe Feuchtigkeitsaufnahme und eine vereinfachte Lagerung aus. Darüber hinaus besitzt PLA mechanisch gute Eigenschaften, wie beispielsweise eine hohe Oberflächenhärte, Steifigkeit und eine hohe Zugfestigkeit. Aufgrund seiner Umweltfreundlichkeit und einfachen Verarbeitbarkeit für industrielle, sowie private Anwendungen ist PLA ein vielseitiges Material, das sich ideal für Modellbau, Produktdesign und Dekorationsartikel eignet. «PLA und PETG sind die beliebtesten Materialien im 3D-Druck und werden sowohl in der Industrie, als auch von Hobbyanwendern geschätzt», erläutert Schulze. Weitere Farbvarianten und optimierte Rezepturen werden in diesem Jahr folgen. «Unsere Kunden profitieren von hochqualitativen Farb-Masterbatches nach internationalen Standards und können ausgewählte Standardartikel sogar kurzfristig als Lagerware erhalten», so Schulze.
Kontakt
Grafe GmbH & Co. KG Waldecker Strasse 21 D-99444 Blankenhain www.grafe.com n
Anton Paar
Analyse und Verarbeitung
In der dynamischen Welt der Polymerverarbeitung stehen Hersteller vor Herausforderungen wie Materialinkonsistenzen, Effizienzverlusten und steigenden Anforderungen an Nachhaltigkeit. Um eine konstant hohe Produktqualität zu gewährleisten und den sich wandelnden Branchenstandards gerecht zu werden, sind fortschrittliche Lösungen unverzichtbar. Anton Paar bietet ein umfassendes Portfolio für Prozess- und Analyseinstrumentierung.
Die Polymerverarbeitung umfasst verschiedene Verfahren wie Extrusion, Formgebung und Folienherstellung. Für optimale Ergebnisse ist eine präzise Kontrolle der Materialeigenschaften, Prozessbedingungen und Qualitätssicherungsmassnahmen erforderlich. Angesichts der steigenden Nachfrage nach nachhaltigen Lösungen setzen Unternehmen verstärkt auf fortschrittliche Analytik, um Formulierungen zu optimieren, Abfall zu reduzieren und die Recyclingfähigkeit zu verbessern. Das umfangreiche Portfolio von Anton Paar vereint Polymerverarbeitungstechnologie und Kunststoffanalytik – alles aus einer Hand. Es deckt Prozesse vom Mischen, Einschnecken- und Doppelschneckenextrusion bis hin zu analytischen Methoden wie FTIR- und Raman-Spektroskopie, Feuchtebestimmung, Rheometrie, Mikrowellenaufschluss, Nanoindentierung, Zetapotenzial-Analyse, Gaspyknometrie und Viskosimetrie ab.
Die FTIR-Spektrometer der Lyza-Serie setzen neue Massstäbe in der Branche: Geführte Arbeitsabläufe, die Messung, Prozessierung und Spektralanalyse in einer automatisierten Methode kombinieren, ermöglichen es selbst Anwenderinnen und Anwendern mit minimaler Erfahrung, Qualitätskontroll-Messungen in nur drei Schritten durchzuführen –für ein schnelles Pass/Fail-Ergebnis.
Anton Paar setzt verstärkt auf fortschrittliche Analytik, um Formulierungen zu optimieren, Abfall zu reduzieren und die Recyclingfähigkeit zu verbessern. (Bilder: Anton Paar)
Gefragt: innovative Ansätze
Vor dem Hintergrund zunehmender regulatorischer Anforderungen und dem Be -
Identifizierung der Verunreinigungsgrade in recycelten Polymeren.
darf an nachhaltigen Materialien müssen Hersteller innovative Ansätze in der Polymerverarbeitung verfolgen. Mithilfe hochpräziser Analysewerkzeuge lassen sich effiziente Arbeitsabläufe entwickeln, die die Materialleistung verbessern und gleichzeitig die Umweltbelastung reduzieren. Für Hersteller, die ihre Polymerverarbeitung optimieren möchten, bietet Anton Paar das Fachwissen und die Technologie, um Effizienz, Qualität und Nachhaltigkeit sicherzustellen. Erfahren Sie mehr darüber, wie unsere Lösungen Ihre Produktionsprozesse transformieren können.
Kontakt
Anton Paar Switzerland AG
Brown Boveri Strasse 12
CH-5400 Baden
+41 62 745 16 80
www.anton-paar.com n
Kathrin Amacker ist neue Präsidentin von RecyPac
Am 6. Mai 2025 fand die zweite Mitgliederversammlung von RecyPac in Zürich statt. Dabei haben die Mitglieder einstimmig Kathrin Amacker zur neuen Präsidentin der Branchenorganisation gewählt. Des Weiteren wurde bekanntgeben, dass ein Sortiervertrag mit dem Mitglied Leo-Recycle abgeschlossen wurde. Amacker ist eine erfahrene Führungspersönlichkeit und war zwischen 2010 und 2020 Mitglied der Konzernleitung von Swisscom und den SBB, wo sie die Bereiche Kommunikation, Politik und Nachhaltig -
keit leitete. Zusätzlich zu ihrer Fachkompetenz im Bereich Nachhaltigkeit bringt Amacker als Stiftungsratspräsidentin von
Fairtrade Max Havelaar auch Führungserfahrung bei NonProfit-Organisationen mit und ist als ehemalige Nationalrätin bestens in der Politik vernetzt. Damit bringt sie genau die Fähigkeiten mit, die RecyPac aktuell braucht. Kathrin Amacker folgt auf Wolfgang Wörnhard, der RecyPac während den ersten zwei Jahren mit viel Engagement aufgebaut und massgeblich geprägt hat. Leo-Recycle und der Verein RecyPac haben Anfang Mai einen Sortiervertrag abgeschlossen. Ab sofort können die von RecyPac gesammelten Plastik-
Verpackungen und Getränkekartons in einem zweistufigen Verfahren in Grandson (VD) sortiert werden. Die Vorsortierung findet bei LEO-Recycle statt und die Nachsortierung bei der gleich angrenzenden Sortieranlage von RC-Plast, wo bereits PET-Getränkeflaschen und Plastikflaschen sortiert werden. Dieser Erfolg für die Umwelt wurde ermöglicht, weil Akteure der gesamten Wertschöpfungskette innerhalb der Branchenorganisation RecyPac zusammenarbeiten.
ww w.recypac.ch
Wittmann betreut neu Schweizer Markt aus einer Hand
Die Wittmann Gruppe setzt ihre «It’s all Wittmann» Strategie weiter konsequent um. Zum 1. Juli 2025 bündeln die beiden Schweizer Gesellschaften, die Wittmann Kunststofftechnik AG in Kaltbrunn und die Battenfeld (Schweiz) AG in Effretikon, ihre Geschäftstätigkeiten. Ab diesem Zeitpunkt erfolgt die Betreuung des Schweizer Markts von der Tochtergesellschaft in Kaltbrunn – aus einer Hand von der Peripherie über die Automatisierung bis zu Spritzgiessmaschinen, Anwendungstechnologien und digitalen Lösungen. Bereits seit der Übernahme von Battenfeld durch Wittmann im Jahr 2008 arbeiten die beiden Unternehmen partnerschaftlich und erfolgreich eng zusammen, um für ihre Kunden optimal abgestimmte Gesamtlösungen für die hocheffiziente, automatisierte Spritzgiessverarbeitung zu entwickeln.
Ein wesentlicher Erfolgsfaktor dieser Zusammenarbeit war von Beginn an das sehr gute persönliche Verhältnis zwi -
schen Werner Bürli, ehemaliger Geschäftsführer der Wittmann Kunststofftechnik und heute im Verwaltungsrat von Wittmann Schweiz, sowie Thomas Robers, Geschäftsführer von Battenfeld (Schweiz). Diese positive Dynamik wurde unter dem vor zwei Jahren neu eingesetzten Geschäftsführer der Wittmann Kunststofftechnik, Gjone Kabashi, nahtlos weitergeführt.
Der nun bevorstehende Zusammenschluss der beiden Schweizer Unternehmen wurde sorgfältig geplant und vorbereitet. Alle Mitarbeiter von Battenfeld (Schweiz) werden in die Wittmann Kunststofftechnik eingegliedert, inklusive Thomas Robers, der bis zu seiner Pensionierung 2027 als Verkaufsberater im Aussendienst für das Unternehmen tätig sein wird. «Für unsere Kunden bedeutet das ein hohes Mass an Kontinuität. Sie können sich weiterhin auf das hohe technische Know-how des gesamten Wittmann Teams verlassen», betont Kabashi.
Vor drei Jahren begann die Wittmann Gruppe, die Geschäftsbereiche Peripherie und Automation sowie Spritzgiessmaschinen und Anwendungstechnik in allen Ländern organisatorisch zusammenzuführen. Ziel ist es, das Systemgeschäft weiter zu stärken. «Der OneStop-Shop bedeutet für unsere Kunden mehr Effizienz. Zudem lassen sich Qualitätspotenziale besser ausschöpfen, wenn von Beginn an alle Komponenten einer Produktionszelle gemein -
sam geplant werden und optimal ineinandergreifen», so Kabashi. Neben einzelnen Geräten, Robotern und Maschinen bietet Wittmann integrierte Gesamtlösungen aus einer Hand. Vom Materialhandling über die Automatisierung, das Spritzgiessen, die Werkzeugtemperierung und das InlineRecyceln bis zur Digitalisierung und Vernetzung der Produktion.
www.wittmann-group.com
Kathrin Amacker, Präsidentin von RecyPac. (Bild: RecyPac)
Gjone Kabashi, Geschäftsführer der Wittmann Kunststofftechnik AG. (Bild: Marianne Flury)
Gemeinsame Wege, neue Strukturen
Ab sofort wird die Schweizer Vertriebsgesellschaft, die motan swiss ag, Teil des langjährigen Partners Kuma Solution AG. Für die Kunden bedeutet das: ein Ansprechpartner, ein Team, ein Portfolio – alles aus einer Hand.
Die langjährige Zusammenarbeit entwickelt sich nun zu einer vollständigen Integration. Damit werden klare Strukturen geschaffen, die Effizienz wird gesteigert und in Zukunft können noch gezieltere und individuellere Services angeboten werden.
Übergabe der Schweizer motan Vertretung an Kuma Solution (v.l.): Sandra Füllsack, CEO der motan group, Benjamin Knecht, Geschäftsführer Kuma Solution, Frank Medgyesy, Geschäftsführer motan gmbh Süd (Bild: motan)
Die Gesamtverantwortung für den Schweizer Markt liegt künftig bei Benjamin Knecht und seinem Team. Kuma Solution verfügt über langjährige Erfahrung in der Kunststoffbranche. Knecht selbst ist
Samaplast hat neue Eigentümer
Die Samaplast AG, ein Schweizer Unternehmen im Bereich Kunststoffverarbeitung für die Medizintechnik und Industrie, gibt die 100-prozentige Übernahme durch eine Aktionärsgruppe um Philipp Looser bekannt. Die Transaktion trat per 30. April 2025 in Kraft und stellt einen wichtigen Schritt zur langfristigen Sicherstellung
der Unternehmensnachfolge dar.
Mit dieser Übernahme soll die Grundlage für eine nachhaltige Weiterentwicklung gelegt werden – im Sinne von Stabilität, Kontinuität und gesundem Wachstum. Der Standort in St. Margrethen bleibt ebenso erhalten wie sämtliche Arbeitsplätze, das bestehende Manage-
seit über 15 Jahren in der Kunststoffbranche tätig, neun davon war er Teil der motan group –
mit Stationen im Service und Vertrieb. 2023 hat er die Kuma Solution AG, im Rahmen einer Nachfolgeregelung, als Inhaber und Geschäftsführer übernommen, mit dem Ziel, Kundennähe, Flexibilität und technisches Verständnis auf höchstem Niveau zu verbinden.
«Wir freuen uns auf diese neue Phase – mit vertrauten Werten, aber neuen Möglichkeiten. Die neue Struktur erlaubt es uns, die Wünsche und Anforderungen der Kunden noch zielgerichteter umzusetzen», betont Knecht.
ww w.motan-group.com www.kuma-solution.ch
ment und das Mitarbeiter-Team. «Mit der neuen Eigentümerschaft haben wir einen langfristig denkenden Partner gefunden, der unsere Werte teilt. Diese Lösung ermöglicht es uns, unsere Erfolgsgeschichte weiterzuschreiben – gemeinsam mit unseren Mitarbeitern, Kunden und Partnern», erklärt Stefan Okle, CEO der Sama -
Fanuc unterstützt Deutsche-Bahn-Projekt
Der Fabrikautomatisierungsund Roboterhersteller Fanuc unterstützt die Instandhaltung der Deutschen Bahn AG im neuen Werk in Cottbus: Das Lackiergleis der aktuell im Bau befindlichen Halle 1 des neuen Bahnwerks wird mit Schleifund Lackierrobotern von Fanuc ausgerüstet. Das Unternehmen liefert in Kooperation mit dem Kabinentechnik-Spezialisten SLF Oberflächentechnik GmbH aus Emsdetten eine vollautomatisierte Lackierstrasse, in
Im neuen DB-Instandhaltungswerk in Cottbus erledigen künftig Roboter Schleif- und Lackierarbeiten. (Bild: Deutsche Bahn)
denen Waggons des ICE 4 neu lackiert werden.
Die insgesamt zehn Fanuc-Roboter sollen die Instandhaltung in Cottbus beschleunigen und Beschäftigte von körperlich besonders anspruchsvollen Tätigkeiten entlasten. Schleifer und Lackierer gehören zu den Berufsgruppen, in denen ein starker Fachkräftemangel herrscht. Der Einsatz von Robotern hilft betroffenen Unternehmen, ihre Produktion dennoch in Deutschland zu halten.
plast AG. Philipp Looser, der neue Verwaltungsrat, ergänzt: «Der Erwerb der Samaplast AG ist für uns ein strategischer Schritt. Wir sehen grosses Potenzial in der Innovationskraft und Marktstellung von Samaplast und freuen uns auf die gemeinsame Zukunft.»
www.samaplast.ch
In Cottbus werden die FanucRoboter künftig in fünf vollautomatischen Roboterzellen alten Lack abschleifen und anschliessend in mehreren Arbeitsschritten Grundlack, Decklack, Kontrastlack und Klarlack aufbringen. Dabei kommen auch wasserbasierte Lacke zum Einsatz, die als besonders umweltfreundlich gelten.
www.fanuc.eu
Neufirmierung der Schweizer PLM-Spezialisten
Die auf Softwarelösungen für die digitale Produktentwicklung spezialisierte Solid Solutions AG firmiert künftig unter dem Namen Bechtle PLM Schweiz AG. Der 3D-DruckExperte SGSolution AG wird zur Bechtle Additive Manufacturing Schweiz AG. Die Neufirmierung unter der Marke Bechtle widerspiegelt sowohl die vertiefte Zusammenarbeit und Synergien der Schwesterunternehmen in der Schweiz als auch länderübergreifend in Europa. Damit verbunden ist der Ausbau der PLM-Services im Markt, bei gleichbleibender regionaler Kundennähe und
umfassender persönlicher Betreuung.
Die Solid Solutions AG mit Sitz in Zürich und vier weiteren Vertriebs- und Schulungsstandorten in der Schweiz bietet zertifizierte Beratung, Lösungen, Schulungen und Services rund um die digitale Produktentwicklung. Mit der Neufirmierung als Bechtle PLM Schweiz AG unterstreicht das Unternehmen den Ausbau des Angebotsspektr ums an PLM- und IT-Infrastrukturlösungen in Kooperation mit Bechtle PLM Deutschland GmbH, Bechtle Additive Manufacturing Schweiz AG sowie den Bechtle IT-Systemhäusern im
Martin Affolter, Geschäftsführer, SGSolution AG.
Markt. «Auf der Grundlage unserer jahrzehntelangen Erfah -
Maag Group übernimmt die Sikora AG
Sikora, mit Hauptsitz in Bremen, ist ein Marktführer für Mess- und Regelsysteme für verschiedene Anwendungen wie Kabel, Rohre und Kunststoffproduktion. Von der berührungslosen Messsteuerung bis hin zu automatischen Sortiersystemen entwickelt das Unternehmen kontinuierlich innovative und nachhaltige Lösungen und investiert dabei erheblich in Forschung und Entwicklung.
Mit dieser Akquisition wird Maag einen neuen Meilenstein in seiner Wachstumsstrategie erreichen. Mit integrierten Systemen für die Polymer- und Recyclingindustrie erweitert das Unternehmen sein Know-how ständig auf eine breitere Palette von Anwendungen und Prozessen. Gemeinsam erschliessen Maag und Sikora nie dagewesene Möglichkeiten zur Entwicklung intelligenter, selbstgesteuerter und energieeffizienter
Systeme, die den Anforderungen eines zunehmend anspruchsvollen Marktes gerecht werden.
«Sikoras herausragende Produkte adressieren ähnliche Kundenbedürfnisse in kunststoffverwandten Märkten wie die unseren. Ihre Angebote
ermöglichen Maag ein verstärktes Engagement in hochattraktiven angrenzenden Märkten, in denen wir bereits über Branchenkenntnisse und Kundenbeziehungen verfügen. Unsere gemeinsamen Fähigkeiten und Markteinführungsstrategien werden mit einem
rung wollen wir unseren Kunden künftig noch flexiblere Lösungen bieten, die den gesamten Produktlebenszyklus sowie die Entwicklung neuer Geschäftsmodelle unterstützen. Mit einem breiten und innovativen Portfolio sowie der kontinuierlichen Investition in neue Technologien und Kompetenzen leisten wir unseren Beitrag, die Wettbewerbsfähigkeit der Schweizer Industrie nachhaltig zu stärken», sagt Torsten Seelig, Geschäftsführer, Solid Solutions AG.
www.bechtle.com
hochgradig komplementären Produkt- und Technologieportfolio wesentliche Cross-SellingVorteile generieren und unser gemeinsames Wertversprechen und die Integration mit unseren OEM-Partnern und Endkunden vertiefen», kommentiert Ueli Thuerig, Präsident der Maag Group, die Akquisition.
Dr. Christian Frank, CEO von Sikora, fügt hinzu: «Die Partnerschaft mit der Maag Group ist ein starkes Zeichen für unsere Zukunft: für Sikora, für den Standort Bremen und für unser globales Team. Wir haben in den letzten Jahrzehnten Grosses erreicht. Nun beginnt ein neues Kapitel, in dem wir unsere Stärken einbringen und weiter wachsen können.
www.maag.com
Die Sikora AG – hier der Hauptsitz in Bremen – ist neu ein Unternehmen der Maag Group. (Bild: Sikora)
SKZ entwickelt innovative Dichtheitsprüfung
Ein interdisziplinäres Team am Kunststoff-Zentrum SKZ hat ein innovatives Messsystem entwi -
ckelt, das die Dichtheitsprüfung von Verpackungen und Behältern revolutioniert.
Ob Glas, Kunststoff oder Metall – das neuartige Messsystem prüft alle Materialkombinationen mit höchster Präzision und ohne Einschränkungen durch Einfärbungen. Damit eignet es sich besonders für Branchen, in denen dichte Verpackungen essenziell sind, wie die Lebensmittel-, Medizinund Kosmetikindustrie. Kleinste Undichtigkeiten können zu vorzeitigem Verderb, Unzufriedenheit bei Kunden oder sogar zu Gesundheitsrisiken führen. Das neue Prüfsystem bietet hier eine schnelle, zuverlässige und wirtschaftliche Lösung. Kurze Messzeiten und die berührungslose Messung ermög -
SKZ baut Kompetenzen im Bereich der Duroplaste
Dank des Einsatzes eines neu entwickelten und modular aufgebauten Spritzgiesswerkzeugs erweitert das SKZ nun sein Leistungsangebot im Bereich der Probekörperherstellung. Das Werkzeug ermöglicht mittels zweier innovativer Angusskonzepte die Verarbeitung sowohl von Thermoplasten als
auch von Duroplasten – ein echter Gewinn für Forschung, Entwicklung und auch gezielte Weiterbildung von Mitarbeitern der Industrieunternehmen, bei denen Duroplaste neu ins Portfolio aufgenommen werden. Durch den modularen Werkzeugaufbau ist die Herstellung von insgesamt sieben Probe -
körpervarianten in drei verschiedenen Werkzeugeinsätzen möglich, wobei der Wechsel zwischen den Varianten direkt auf der Maschine bei gerüstetem Werkzeug erfolgen kann. Das gesamte Werkzeug ist zudem medientemperiert und die Einsatzpakete sind vollständig isoliert und thermisch getrennt
lichen eine 100 %- Inline-Messung. Damit wird eine eindeutige Nachverfolgbarkeit gewährleistet, bei gleichzeitiger objektiver, konstanter und personalarmer Prüfung. «Durch die vollständige Dichtheitsprüfung können Fehler in der Produktion frühzeitig erkannt und behoben werden, wodurch Ausschuss oder gar Reklamationen vermieden werden. Dies reduziert Kosten und leistet einen wesentlichen Beitrag zur nachhaltigen Produktion», erklärt Luis Wachter, Gruppenleiter ‹Zerstörungsfreie Prüfung› am SKZ und mitverantwortlich für die Entwicklung der Messtechnik.
aus
vom Rest des Werkzeuges. Somit ist ein schnelles Aufheizen, ein energieoptimierter Betrieb und eine sehr homogene Temperaturverteilung gewährleistet. Damit steht den Kunden ein breites Spektrum an praxisnahen Prüf- und Demonstrationsbauteilen für duroplastische Formmassen zur Verfügung.
Vernetzende Epoxidharz-Filamente für den FFF-Drucker
Hochtemperaturthermoplaste führen im FFF-Druckverfahren aufgrund hoher Prozesstemperaturen und starker Temperaturgradienten häufig zu Problemen wie Warping, unzureichende Schichthaftung und Verzug. Eine vielversprechende Alternative mit vergleichbaren mechanischen Eigenschaften sind latent reaktive Filamente auf Epoxidharz-Basis. Diese innovativen Materialien ermöglichen eine Verarbeitung bei niedrigeren Temperaturen und vernetzen während des Druckprozes-
ses zu duromeren Bauteilen. Dadurch lassen sich die Vorteile thermoplastischer Verarbeitung mit der hohen Leistungsfähigkeit duromerer Werkstoffe kombinieren.
Derzeit werden im zweijährigen IGF-Forschungsvorhaben «Reactive Printing» reaktive Epoxidharz-Filamente entwickelt und untersucht. Die latent reaktiven Epoxidharz-Filamente sollen sich bereits im Druckprozess vernetzen lassen und zu widerstandsfähigen Duromeren aushärten. Dazu bün -
deln die beiden Forschungsstellen, das Kunststoff-Zentrum SKZ in Würzburg und das Fraunhofer IFAM (Institut für Fertigungstechnik und angewandte Materialforschung) in Bremen, ihre Kompetenzen in der Entwicklung und Verarbeitung der neuartigen Filamente. Begleitet wird das Projekt durch Vertreter aus aktuell 25 Firmen.
Dieses Projekt mit der Fördernummer 01IF23147N wird vom 01.07.2024 bis 30.06.2026 durch das Bundesministerium
für Wirtschaft und Klimaschutz gefördert. Interessierte Unternehmen haben weiterhin die Möglichkeit, sich aktiv im projektbegleitenden Ausschuss zu engagieren.
Kontakt SKZ – Das Kunststoff-Zentrum Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de
Mit dem neuen Messsystem auf Dichtheit geprüfte Kaffeekapseln. Undichte Produkte werden automatisiert erkannt und markiert. (Bild: Luis Wachter, SKZ)
Werkzeuginnendrucksensoren von Meusburger
Der Werkzeuginnendruck ist ein entscheidender Faktor für die Prozessüberwachung im Spritzguss und trägt massgeblich zur Optimierung der Prozessqualität und zur nachhaltigen Steigerung der Teilequalität bei. Dabei liefern Werkzeuginnendrucksensoren wichtige Informationen aus jeder Kavität, was eine präzise Überwachung des Prozesses ermöglicht.
Werkzeuginne ndrucksensoren ermöglichen die direkte Mes-
sung des Drucks in der Kavität mittels Sensoren, die auf dem piezoelektrischen Effekt basieren. Die Sensoren sind mit hochpräzisen Quarzkristallen ausgestattet, welche unter Einwirkung von Druck, respektive Kraft, eine
Ladung freigeben. Diese Ladung gibt, verstärkt durch einen Ladungsverstärker, eine genaue Information über den am Sensor anliegenden Druck. Je nach Einbauort können Festigkeits-, Viskositäts-, Kompressions- oder Schwindungsüberwachung realisiert werden.
Der Werkzeuginnendrucksensor ‹direkt E 6740› ermöglicht eine unmittelbare Messung des Werkzeuginnendrucks, da er direkt in die Kavität einge -
bracht wird und in Berührung mit der Kunststoffschmelze ist. Der Werkzeuginnendrucksensor ‹indirekt E 6750› hingegen erfasst den Werkzeuginnendruck über einen Kraftsensor ausserhalb der Kavität.
Fanuc stellt explosionsgeschützten kollaborativen Lackierroboter vor
Mit dem neuen CRX-10iA/L Paint bringt Fanuc Europe den ersten explosionsgeschützten (ATEX-zertifizierten) kollaborativen Roboter (Cobot) für industrielle Lackieranwendungen auf den Markt. Der Fanuc CRX10iA/L Paint cobot ist ideal für alle Arten von Lackierprozessen, einschliesslich Nassspritzen und Trockenpulverbeschichtung, sowie für viele andere Anwendungsarten, die auch den Klebstoffauftrag umfassen.
Mit dem neuen cobot kann der Mensch im gleichen Lackierbereich wie der Roboter arbeiten,
und zwar ohne Schutzzäune, dank der hochsensiblen Berührungsschutzfunktion, die in der gesamten CRX-Serie eingesetzt wird. Der Roboter verfügt über eine Zulassung für den Einsatz in ATEX-zertifizierten Bereichen der Kat. II Gruppe 2G und 2D. Neben vielen anderen bemerkenswerten Merkmalen ist seine Benutzerfreundlichkeit hervorzuheben.
«Ähnlich wie bei Schweissanwendungen haben nur wenige Lackierwerker umfassende Kenntnisse in der Robotik. Hier kann der Einsatz von kollabora -
Verteilerblock Z920/.../VA
tiven Robotern helfen», erklärt Claude Seiler, Manager Products & Application, European Technical Support Robotics.
«Unser CRX-10iA/L Paint ist mit seinen einfachen Teach-Funktionen und der Drag-and-DropFunktionalität so konzipiert, dass keine Kenntnisse in der
Roboterprogrammierung erforderlich sind.»
Der sechsachsige Roboter mit Schutzart IP67 bietet eine maximale Nutzlast von 10 kg und die längste Reichweite seiner Klasse von 1418 mm . Die robuste Fanuc Bauqualität ermöglicht bis zu acht Jahre wartungsfreien Betrieb bei Lackierund Beschichtungsaufgaben.
Mit den neuen Verteilerblöcken Z920/…/VA aus Edelstahl ist die Gestaltung flexibler Temperierkreisläufe einfach und sicher realisierbar. Der hochwertige Qualitätswerkstoff garantiert zuverlässige und langlebige Temperieranwendungen. Die Verteilerblöcke eignen sich aufgrund der sehr guten Beständigkeit gegen elektrochemische Korrosion ideal für den Einsatz in der Medizin- und Reinraumtechnik. Die zentrale Zu- bzw. Abführung über den Verteilerblock bietet die Möglichkeit, kürzere Schlauchleitungen zu nutzen. Das spart in der Praxis Energie ein und sorgt dank der sehr übersichtlichen Anordnung von
Vor- und Rücklauf der Temperierleitungen für eine höhere Arbeitssicherheit sowie eine betriebssichere Produktion. Die direkt an der Spritzgiessmaschine montierbaren Verteilerblöcke Z920/.../VA sind kompatibel zu den Hasco Temperierelementen und durch ein modulares Stecksystem individuell erweiterbar. Die Schlauchanschlüsse können über Festverschraubungen oder Nippel/Kupplungskombinationen erfolgen. Das System ist temperaturbeständig bis 200 ° C und auf einen maximalen Betriebsdruck bis 15 bar ausgelegt. Die neuen Verteilerblöcke aus Edelstahl ergänzen das umfangreiche Hasco-Temperierpropramm.
Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebstoe, Stützstoe, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr.
COMPOSITES COMPOSITE-WERKSTOFFE
Wir schenken Kunststoff einen zweiten Frühling. Für eine nachhaltige Kreislaufwirtschaft. vogelkunststoffe.ch
Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com GRANULIERANLAGEN
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com