KUNSTSTOFF XTRA
OFFIZIELLES ORGAN VON
KUNSTSTOFF.swiss


DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG Mai 2025 5/2025


OFFIZIELLES ORGAN VON
KUNSTSTOFF.swiss
DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG Mai 2025 5/2025
IHRE VORTEILE
• Hohe technische Verfügbarkeit
• Präzise Wiederholgenauigkeit
• Einfachste, intuitive Bedienung mit neuer MC7-Steuerung
• 100 % Kompatibilität mit anderen Spritzgießmaschinenherstellern
Pioneering Plastics kraussmaffei.com
Mehr zu unserem LRXplus finden Sie hier:

DIE LINEARROBOTER DER LRXplus BAUREIHE ÜBERZEUGEN DURCH MAXIMALE EFFIZIENZ UND EINFACHE INTEGRATION IN JEDE PERIPHERIE –SEI ES MIT SPRITZGIESSMASCHINEN VON KRAUSSMAFFEI, ANDEREN HERSTELLERN ODER IN VIELFÄLTIGEN AUTOMATIONSAUFGABEN.
Fachinformationen aus erster Hand. KunststoffXtra – Ihre aktive Plattform rund um die Kunststoff verarbeitende Industrie.
Ein Abonnement der KunststoffXtra verschafft Ihnen das Plus an Wissen.
Magazin mit 7 Ausgaben pro Jahr –Print, Website und Newsletter.
Bequem bestellen unter: info@sigimedia.ch www.kunststoffxtra.com
Verlag
SIGImedia AG
CH-5610 Wohlen
info@sigimedia.ch
+41 56 619 52 52

Muss Kunststoff nachhaltig werden? Intuitiv werden die meisten mit einem «Ja» antworten – man möchte der Umwelt ja Gutes tun. Der Begriff Nachhaltigkeit entspringt aber der Forstwirtschaft und umschreibt ein Handlungsprinzip, durch das die natürlichen Ressourcen nur so weit genutzt werden, wie sie sich von selbst regenerieren können. Rohstoffe wie Holz, Baumwolle oder Stärke lassen sich nach diesem Prinzip umweltverträglich produzieren und am Ende ihrer Lebensdauer in die Natur zurückführen – sie sind eingebettet in den natürlichen Kreislauf.
Doch Kunststoff ist kein Naturstoff. Das Wort «Kunst» trägt er zu Recht: Ursprünglich stand das Wort einfach für etwas, das durch menschliches Können erschaffen wurde – so wie Kunststoffe. Wir Menschen kreieren Materialien bewusst so, dass sie sich perfekt für technische Anwendungen eignen. Ihre hervorragenden Eigenschaften haben sie eben gerade deshalb, weil sie der Natur entfremdet sind. Um am Ende eines Lebenszyklus weggeworfen zu werden, sind sie viel zu schade. Besser, wir integrieren sie in einen geschlossenen technischen Kreislauf, indem wir sie immer wieder zurückgewinnen und neu verwerten.
Grundvoraussetzung für dieses Cradle-to-Cradle-Prinzip ist Recycling. Hier konnte die Kunststoffindustrie in den vergangenen Jahren grosse Fortschritte erzielen – und tut es noch immer: Im Interview ab Seite 4 erklärt Netstal-CEO Renzo Davatz, wie allgegenwärtig heute die Verwendung von Rezyklaten und neue Technologien zur Material-Minimierung sind. Wichtige Fortschritte haben auch Polymerchemiker der ETH Zürich erzielt. Sie fanden einen Weg, über den sich Plexiglas fast vollständig in seine Monomerbausteine zerlegen lässt (Seite 30). Und mit Waste4Future haben sich acht Fraunhofer-Institute zusammengetan, um das Abfallmanagement und die Kreislaufwirtschaft von Kunststoffen gesamthaft zu verbessern (Seite 28).
Das sind nur einige Beispiele, die veranschaulichen, wie sich die Kunststoffindustrie vorwärtsbewegt. Denn in einem liberalen Marktumfeld setzen sich gute Ideen oft von allein durch – Überregulierung und Handelshemmnisse führen hingegen zu Stagnation. Wir alle sollten uns daher dafür einsetzen, dass die Schweiz der attraktive Wirtschaftsstandort bleibt, der er heute ist.

Raphael Hegglin, Redaktor r.hegglin@sigimedia.ch


4

«Wir sind Leader bei der Production Efficiency»
Wie besteht man als Schweizer Unternehmen in einem internationalen, hart umkämpften Markt? Ein Gespräch mit CEO Renzo Davatz über Strategien und den Werkplatz Schweiz.
6
KI beschleunigt Produktentstehungsprozess
Fachleute für 3D-Druck vom Fraunhofer IPA erforschen, wie das Lasersintern genutzt werden kann, um Kunststoffbauteile effizient und in hoher Qualität herzustellen.
8


14
Die Rettungsleiter der Zukunft
Eine Vollcarbon-Rettungsleiter kann dank ihres niedrigen Gewichts von nur 50 kg bereits mit zwei Personen aufgestellt werden. Erste Exemplare werden nun in Serie hergestellt.
17

Ansätze zur prozesssicheren Rezyklat-Verarbeitung
Arburg hat für seine Maschinensteuerungen digitale Pilotfunktionen entwickelt, die in der Einspritz- bzw. Nachdruckphase den Spritzgiessprozess stabil halten.
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 15. Jahrgang (2025)
Druckauflage 3900 Exemplare
WEMF / SW-Beglaubigung 2024 3032 Exemplare total verbreitete Auflage 1138 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Verlagsleitung
Thomas Füglistaler
Herausgeber/Verlag
SIGImedia AG
Alte Bahnhofstrasse 9a
CH-5610 Wohlen +41 56 619 52 52 info@sigimedia.ch www.sigimedia.ch www.kunststoffxtra.com
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Thomas Füglistaler
Alte Bahnhofstrasse 9a
CH-5610 Wohlen +41 56 619 52 52 info@sigimedia.ch
Redaktion
Raphael Hegglin +41 56 619 52 52 r.hegglin@sigimedia.ch
Marianne Flury (Senior Editor) +41 32 623 90 17 m.flury@sigimedia.ch
VERBINDUNGSTECHNIK
Klebtechnik und Kreislaufwirtschaft
Die Klebtechnik wird aktuell oft als Gegenspieler ökologischer Entwicklungen gesehen. Ein grosser Irrtum, sagt dazu Professor Dr. Andreas Gross vom Fraunhofer IFAM in Bremen..
21

Umweltfreundlichere Prozesse
In Zeiten zunehmender globaler Umweltverantwortung rückt die Plasmatechnologie immer stärker in den Fokus der Kunststoffindustrie. Neue Entwicklungen setzen Massstäbe.
Vorstufe
Triner Media + Print Schmiedgasse 7 CH-6431 Schwyz +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente +41 56 619 52 52 info@sigimedia.ch www.kunststoffxtra.com
Druck Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGImedia AG über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2025 by SIGImedia AG, CH-5610 Wohlen

Auf dem Weg zum geschlossenen Kreislauf
Zum 25-Jahr-Jubiläum schärft die Inno Gruppe ihr Profil als Schweizer Vorreiterin der Kreislaufwirtschaft im Kunststoffbereich.

Durchbruch beim AcrylglasRecycling
Polymerchemiker der ETH Zürich haben einen überraschenden Weg gefunden, über den sich Plexiglas (PMMA) fast vollständig in seine Monomerbausteine zerlegen lässt.


Mässige Abschwächung
Die italienische Kunststoff- und Gummimaschinenindustrie verzeichnete im Jahr 2024 eine gemischte Entwicklung, wie aus dem Jahresbericht des Mecs Study Centre hervorgeht. 34

BIOKUNSTSTOFFE
Bioabbaubar und rezyklierbar
Im Kooperationsprojekt BioKava wurden PLA-basierte Rezepturen für Kunststoffe entwickelt, die biobasiert und recyclingfähig sind. Der Kunststoff-Cluster hat das Projekt begleitet. 37 F & E
Einblick in die Welt der Kunststoffberufe
KUNSTSTOFF.swiss lud OdA zu einer Berufsorientierung ins KATZ ein. Ziel war es, die Lehrberufe Kunststofftechnologe/-in und Kunststoffpraktiker/-in bekannter zu machen.. 32
ZUM TITELBILD
Passt. Einfach. Immer.
Der neue Linearoboter LRXplus von KraussMaffei
Die neuen Linearroboter LRXplus bieten zahlreiche Funktionen, die die Produktion noch flexibler und wirtschaftlicher machen. Dank ihrer kompatiblen Schnittstellen lassen sie sich mit praktisch jeder Anlage kombinieren. Sei es mit Spritzgiessmaschinen von KraussMaffei, von anderen Herstellern oder mit jeder anderen Automationsaufgabe. Mit ihrer robusten Bauweise gewährleisten sie eine lange Lebensdauer und minimale Servicekosten. So verfügen die Verfahrachsen über eine neue Profilgeometrie und sind nun aus crashfestem Aluminium oder Stahl gefertigt. Das reduziert nicht nur ungeplante Stillstände auf ein Minimum, sondern ermöglicht auch eine kostengünstige


OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss

EINFACH. IMMER. DER NEUE


Wartung. Eine ideale Kombination für den dauerhaften Einsatz in der industriellen Fertigung. Eine der wichtigen Neuerungen des LRXplus ist die neue MC7-Steuerung. Mit einer intuitiven Bedienoberfläche und frei konfigurierbaren Bedientasten ist die neue Steuerung benutzerfreundlicher denn je. Die weiterentwickelte Teaching-Funktion ermöglicht eine schnelle Umsetzung der gewünschten Bewegungsabläufe, was wertvolle Zeit bei der Einrichtung und im Betrieb spart.
Krauss-Maffei (Schweiz) AG
Grundstrasse 3
CH-6343 Rotkreuz
Telefon: +41 41 799 71 80 www.kraussmaffei.com
Bereits im Jahr 1945 verkaufte die Netstal Maschinen AG ihre erste Spritzgiessmaschine. Schnell hat sich das Unternehmen einen weltweiten Namen für hochwertige Präzisionsprodukte gemacht. Doch wie besteht man als Schweizer Unternehmen in einem internationalen, hart umkämpften Markt? Ein Gespräch mit CEO Renzo Davatz über Strategien, Visionen, künftige Herausforderungen und den Werkplatz Schweiz.
Raphael Hegglin
Herr Davatz, Netstal blickt auf bewegte Jahre zurück: Nach über drei Jahrzehnten als Teil der Krauss-Maffei AG gehört Ihr Unternehmen seit Anfang 2024 zur Krones-Gruppe. Was ändert sich durch diese Übernahme?
Renzo Davatz: Mit der Übernahme durch Krones eröffnen sich uns strategische Perspektiven, die bis anhin so nicht möglich waren. Es entstehen grosse Synergien im Preform-Bereich. Als einer der führenden Anbieter von Anlagen für die Getränkeindustrie öffnet uns Krones Türen zu neuen Kunden. In diesem Umfeld rücken wir zudem näher an die Abfüllmaschine. Eine weitere spannende Zusammenarbeit ergibt sich mit dem Werkzeughersteller MHT Mold & Hotrunner Technology AG. Auch er gehört seit einigen Jahren zur KronesGruppe. Nun ist es uns möglich, gemeinsam zu entwickeln und Werkzeugtechnologie mit Spritzgussmaschinentechnologie ohne Barriere zu verknüpfen. Dies führt zu einer noch besseren Produktionseffizienz für unsere Kunden.
Das bedeutet, dass die Spritzgiessmaschinen von Netstal und die Werkzeuge von MHT von nun an fester Bestandteil in den von Krones erstellten Anlagen sind?
Davatz: Das könnte man meinen, ist aber nicht zwingend so. Krones empfiehlt uns als Bestandteil ihrer Projekte. Doch die Wahl liegt bei den Kunden; sie sind frei und können sich auch für eine Spritzgiessmaschine eines Konkurrenten entscheiden, jedoch nicht mit denselben Vorteilen einer abgestimmten Gesamtlösung. Eine Komplettlösung mit unseren Maschinen als integraler Bestandteil schafft diverse Vorteile


Netstal-CEO Renzo Davatz im Gespräch mit einem Mitarbeiter. (Bilder: Raphael Hegglin)
hinsichtlich Effizienz sowie Energieaufwand und Logistik. Wir haben daher gemeinsam das Gesamtsystem Prefero geschaffen (siehe Infobox). Doch wichtig: Netstal bedient den Preform-Markt weiterhin zum grossen Teil selbst und direkt – wir bleiben ein selbständig agierendes Unternehmen und müssen uns auch weiterhin entsprechend beweisen. Daher bleiben auch unsere anderen Applikationsfelder «Verschlüsse», «Medizin» und «Dünnwandverpackung» weiterhin wichtig für uns. Dies nicht nur aufgrund ihres Umsatzvolumens, sondern auch weil sie uns Diversifikation ermöglichen – wobei der Bereich PET unsere grösste Business Unit ist.
Netstal bleibt also ein selbständig operierendes Unternehmen. Wie wichtig ist Ihnen dabei der Standort Schweiz? Davatz: Er ist für uns zentral. Die Schweiz ist eines der wettbewerbsfähigsten und innovativsten Länder überhaupt. Für uns bietet sie das ideale Umfeld, auch in Zukunft. Eine enorm wichtige Rolle in der Industrie spielt unser duales Bildungssystem. Es bringt gut ausgebildete, schnell einsetzbare und praxisorientierte Fachkräf-

te hervor. Wer international tätig ist, merkt schnell: Ein duales Bildungssystem wie das unsere haben die meisten Länder nicht. Es macht uns international wettbewerbsfähig, selbst wenn unsere Löhne nicht die günstigsten sind. Die Schweiz steht immer noch für Qualität, Präzision und Zuverlässigkeit. Ein weiteres Plus der Schweiz ist ihre politische Beständigkeit. Hier kann ein Unternehmen langfristiger planen und muss sich nicht vor plötzlichen, radikalen Wechseln fürchten. Netstal hält daher am Standort Schweiz fest, und wir bringen uns in diversen Gremien und Verbänden wie zum Beispiel Swissmem ein, um unseren Werkplatz zu stärken.
Die Schweiz ist jedoch nicht isoliert. Was den internationalen Handel betrifft, sind unruhige Zeiten angebrochen. Wie reagieren Sie darauf?
Davatz: Sie sprechen das Thema der USamerikanischen Zölle an. Marktwirtschaftlich betrachtet ist das sicher kein guter Weg. Aber jetzt ist es nun mal so, dass Präsident Trump darauf setzt und wir damit leben müssen. Auf unsere Firma bzw. unseren Markt bezogen gibt es eine wich -
Die Netstal Maschinen AG
Die Ursprünge der Netstal Maschinen AG gehen auf die im Jahr 1857 in Netstal gegründete Maschinenfabrik, Eisen- & Messinggiesserei Ulrich Rietmann & Cie zurück. Grundstein für das heutige Unternehmen war der Verkauf der ersten Spritzgiessmaschine im Jahr 1945. 1961 erfolgte der Umzug ins nahe gelegene Näfels, wo sich das Unternehmen kontinuierlich weiterentwickelte. Im Jahr 1992 wurde Netstal Teil der KraussMaffei-Gruppe, an der Ausrichtung änderte sich dadurch wenig: Bis heute steht Netstal für hochwertige und präzise Spritzgiessmaschinen, insbesondere für die Bereiche Preforms, Verschlüsse, Verpackungen und Medizintechnik. Durch die Eingliederung in die Krones-Gruppe im Jahr 2024 eröffnen sich für Netstal neue Möglichkeiten: Die Zusammenarbeit sorgt für Synergien und noch mehr Innovationskraft. Ein Beispiel ist das gemeinsame Projekt Prefero: Mit Prefero integriert Krones den Liniengedanken in den Kunststoffkreislauf und verbindet ihn mit unternehmenseigenen Lösungen. Diese umfassende Systemkompetenz schafft die Grundlage für die Nutzung digitaler Technologien und ermöglicht mehr Produktionseffizienz bei weniger Energieverbrauch.
tige Grundeinschätzung: In unserem Leistungsbereich hat Amerika selbst wenig eigene Wettbewerber – die meisten kommen aus Europa und Asien. Das heisst, von diesen Zöllen wäre unsere Konkurrenz wahrscheinlich gleichermassen betroffen. So kämpfen wir wenigstens wieder mit ungefähr gleich langen Spiessen. Doch natürlich bremsen diese Art von Zöllen die Wirtschaft. Wir beobachten die Situation daher genau. An sich ist sie nicht neu: Die Schweizer Industrie befindet sich seit vielen Jahren in einem täglichen Trainingslager. Themen wie etwa die harte Währung oder die steigenden Energiepreise sind Herausforderungen, denen wir uns längst täglich stellen müssen. Und ich finde, was die Schweizer Industrie in den vergangenen zehn bis 15 Jahren geleistet hat, um
wettbewerbsfähig zu bleiben, ist beeindruckend. Genauso müssen wir weitermachen: Es braucht den Anspruch, jeden Tag das Bestmögliche zu machen, effizienter zu werden und laufend neue Innovationen hervorzubringen. Auf uns bezogen bedeutet das: Wir müssen Leader bei der Production Efficiency sein. Unser Anspruch ist es, dem Kunden ein Gesamtsystem zu bieten, das die tiefsten Herstellungskosten ermöglicht. Dazu muss eine Maschine extrem schnell laufen können, also schnelle Zykluszeiten bieten. Sie muss auch eine hohe Reproduzierbarkeit gewährleisten, um möglichst keinen Ausschuss zu produzieren, und sie muss langlebig sein. Wenn ein Kunde richtig rechnet, dann sind wir die Antwort. Der anfänglich höhere Beschaffungspreis amortisiert sich mit unseren Maschinen dank erstklassiger Qualität und neuster Technologie schnell.
Innovation ist ein gutes Stichwort: Neben wirtschaftlichen Herausforderungen gibt es auch technologische – denken wir nur an die künstliche Intelligenz und die Digitalisierung. Was sind die Antworten von Netstal darauf?
Davatz: Grundsätzlich kann man sagen, dass Spritzgusstechnologie eine reife Technologie ist. Dadurch ist der Wettbewerbsdruck hoch. Neue Lösungen und Innovationen sind unsere Antwort darauf. Dabei geht es längst nicht mehr nur um die physische Spritzgussmaschine alleine. Ebenso wichtig sind die Vernetzung und die Integration in den Gesamtprozess, Turnkey-Systeme und Servicelösungen, die eine Rundumüberwachung und sehr kurze Reaktionszeiten ermöglichen. Digitalisierung und künstliche Intelligenz helfen uns hierbei, noch besser zu werden – eben gerade, weil wir Qualität und Effizienz ins Zentrum stellen und nicht einen möglichst tiefen Verkaufspreis. Bei diesen Themen,

1945 verkaufte Netstal die erste Spritzgiessmaschine.
insbesondere bei der Digitalisierung und künstlichen Intelligenz, hilft uns die Einbettung in die Krones-Gruppe. Denn KI entwickelt sich rasend schnell, da hinkt man als KMU eigentlich immer ein bisschen hinterher. Krones hat hingegen die Grösse und die Power, um bei diesem Thema vorne mitzumischen. Wir können uns an diesem Wissens-Pool beteiligen und ihn nutzen.
Krones bietet auch umfassende Lösungen im Bereich Kunststoff-Recycling an. Inwieweit beeinflusst dieses Know-how die Produktentwicklung bei Netstal?
Davatz: Das Thema Nachhaltigkeit ist für Krones wie auch für Netstal ein immens wichtiger Punkt. Wir haben unabhängig voneinander wie auch gemeinsam schon viele gute Antworten gefunden. Unsere Maschinen können zum Beispiel 100 % R-PET problemlos verarbeiten. So gelingt es uns, gemeinsam mit dem Kunden den Stoffkreislauf zu schliessen. Ebenfalls arbeiten wir daran, unsere Maschinen für einen möglichst hohen Anteil an PET-Flakes kompatibel zu machen. So wird es möglich, anstelle von R-PET die Verarbeitungsstufe, also gereinigtes und gehäckseltes PET, in der Spritzgussmaschine zu nutzen. Dies vereinfacht einerseits das Recycling und macht andererseits PET-verarbeitende Betriebe unabhängiger. Zusammen mit Krones, also im Verbund mit einer verblockten Prefero-Linie, tun sich noch ganz andere Möglichkeiten auf.
Und wenn es um Dünnwandverpackung geht: Wir haben Injection-CompressionMolding-Verfahren entwickelt, mit denen sich Dünnwandverpackungen mit bis zu 25 % weniger Material herstellen lassen. Technisch sind wir bereits zu vielem in der Lage – und wir sind in ständigem Austausch mit unseren Kunden wie auch mit Materialherstellern, um Innovationen für die Kreislaufwirtschaft voranzutreiben. Was sich künftig durchsetzt, muss sich noch zeigen. Wir haben aber auf jeden Fall innovative Lösungen parat, um unsere Kunden bei jeder Art von Wandel zu unterstützen.
Kontakt
Netstal Maschinen AG Tschachenstrasse 1 CH-8752 Näfels www.netstal.com n
Fachleute für 3D-Druck vom Fraunhofer IPA erforschen, wie das Lasersintern genutzt werden kann, um Kunststoffbauteile effizient und in hoher Qualität herzustellen. Damit soll der Produktentstehungsprozess in der Automobilindustrie deutlich schneller und zu geringeren Kosten ablaufen.
Auf dem Forschungscampus Arena2036 in Stuttgart hat ein Team um Patrick Springer vom Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA kürzlich einen neuen 3D-Drucker in Betrieb genommen. Auf den ersten Blick unterscheidet sich die Anlage nicht gross von vergleichbaren Modellen. Durch zwei kleine Fenster ist zu sehen, wie ein Laserstrahl flächig aufgebrachtes Kunststoffpulver an genau festgelegten Stellen verfestigt. Der Vorgang wiederholt sich Schicht für Schicht, bis das gewünschte Bauteil fertig ist. Lasersintern nennt sich dieser 3DDruckprozess.
Dreifach modifizierter Druckprozess
Auf den zweiten Blick wird klar, wodurch sich der neue 3D-Drucker in der Arena2036 von anderen unterscheidet. Da ist zunächst der Faserlaser, der das Kunststoffpulver aufschmilzt: «Er besitzt eine höhere Leistung und kann stärker fokussiert werden als die aktuell eingesetzten CO 2-Laser», erklärt Springer, der am Fraunhofer IPA das Forschungsteam Additive Prozesse für Thermoplaste leitet. «So kann die Anlage Bauteile mit exakten Abmessungen herstellen und das in kurzer Zeit.»
Dann ist da das Kunststoffpulver: «Wir verwenden ein Polypropylen-Pulver, das mit kleinen Glaspartikeln versetzt ist und dem fertigen Kunststoffbauteil mehr Steifigkeit verleiht. Es ist ein Material, das bislang noch nicht kommerziell erhältlich ist. Wir müssen den Druckprozess nun schrittweise so an das neue Material und seine Eigenschaften anpassen, damit er zuverlässig läuft und die gewünschten Geometrien produziert», sagt Springer. Und schliesslich ist da noch der Sensor: «Er soll es uns erlauben, den Druckprozess
quasi live zu beobachten», erläutert Springer. «Er erfasst die Signale, die reflektiert werden, wenn der Laserstrahl auf das Pulver mit den Glaspartikeln trifft. Daraus können wir hoffentlich ableiten, ob der Prozess korrekt abläuft oder Fehler auftreten. Wir arbeiten hier eng mit dem Sensorhersteller und der Universität Stuttgart zusammen.»
Der Faserlaser, das mit Glaspartikeln versetzte Polypropylen-Pulver und der Sensor – dieser Versuchsaufbau soll dazu beitragen, den Produktentstehungsprozess in der Automobilindustrie zu verkürzen und dessen Kosten zu senken. Bisher fertigt die Branche nur Musterbauteile und Prototypen additiv, also mit 3D-Druckern. Funktionale Kunststoffbauteile aus Poly -
propylen für Vorserienfahrzeuge werden hingegen im Spritzgussverfahren hergestellt, weil es bisher keine Alternative gibt, Bauteile in der gewünschten Qualität herzustellen.
Doch für alles, was mit Spritzguss produziert werden soll, müssen kostspielige Spezialwerkzeuge von Zulieferern beschafft werden. Bis die ersten Bauteile produziert und getestet worden sind, vergehen schnell drei bis sechs Monate. «Mit der Additiven Fertigung könnte es nur noch zwei bis drei Wochen dauern, bis die Bauteile verfügbar sind», gibt Springer zu bedenken. «Die Entwickler können die eingesparte Zeit nutzen, um das Bauteil entweder weiter zu optimieren oder es schneller auf den Markt zu bringen. Und für die Serie wird dann in grösseren Stückzahlen wirtschaftlich mit einem Werkzeug produziert.»

Kunststoffbauteile aus Polypropylen für Vorserienfahrzeuge werden heute im Spritzgussverfahren hergestellt. Neue Methoden der Additiven Fertigung sollen dies ändern. (Bild: adpic.de)
Bis das möglich ist, wird allerdings noch mehr als ein Jahr verstreichen. Mark Becker, einer von Springers Kollegen, tastet sich derzeit an die optimalen Prozessparameter heran. Er beginnt mit einfachen Bauteilen, fertigt sie immer genauer und hochwertiger, bis sie die notwendige Qualität erreicht haben. Dann wagt er sich an das nächstkomplexere Bauteil heran. Dafür nutzt er den neuen industriellen 3D-Drucker in der Arena2036, der einen vergleichsweise grossen Bauraum besitzt und mit zwei Faserlasern ausgestattet ist. «Deshalb kann die Maschine auch grosse Teile in kurzer Zeit bauen. Die Entwicklung von geeigneten Prozessparametern zur Verarbeitung neuer Kunststoffe ist dafür besonders wichtig», sagt Becker. Parallel erprobt Becker zusammen mit den Projektpartnern, wie der Sensor zur Überwachung des Laserprozesses eingesetzt werden kann. Mit den Daten, die der Sensor erhebt, und den Maschinendaten, die der 3D-Drucker standardmässig erfasst, soll ein KI-Modell trainiert werden. Je mehr Kunststoffbauteile Becker also fertigt, desto besser versteht die Künstliche Intelligenz, welches die optimalen Prozessparameter sind und wie sich Abweichungen auf die Produktqualität auswirken.
Das alles geschieht im Rahmen des Forschungsprojekts «DigiAutoFab», das bereits im Spätsommer 2023 angelaufen ist und noch bis 30. Juni 2026 läuft. Ziel ist eine
vollständig digitalisierte Prozesskette für additiv gefertigte Kunststoffbauteile – von der Konstruktion über die Fertigungsvorbereitung und die Fertigung selbst, bis hin zu den nachgelagerten Prozessen. So soll nicht nur der Produktentstehungsprozess verkürzt werden. Künftig sollen mit dem Lasersintern auch Ersatzteile und Varianten von Grossserienfahrzeugen bedarfsgerecht produziert werden. Die Ergebnisse aus dem Projekt sollen aber nicht nur der Automobilindustrie zugutekommen, son -
dern auch auf andere Branchen übertragbar sein.
Kontakt
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
Mark Becker
Nobelstr. 12
70569 Stuttgart
Telefon: +49 711 970-1790
mark.becker@ipa.fraunhofer. www.ipa.fraunhofer.de n


Spritzteile aus Neuware reproduzierbar in konstant hoher Teilequalität zu fertigen, ist Stand der Technik, stellt jedoch meist hohe Anforderungen an die Regel- und Steuerungstechnik. Bei der Verarbeitung von Rezyklaten können die Material- und Verarbeitungseigenschaften hingegen stärker schwanken. Für einen effizienten Rezyklat-Einsatz sind daher Regelkonzepte erforderlich, die eine konstante Formfüllung und letztlich eine gleichbleibende Qualität der Endprodukte sicherstellen. Für diese Aufgabe hat Arburg für seine Maschinensteuerungen digitale Pilotfunktionen entwickelt, die in der Einspritz- bzw. Nachdruckphase den Spritzgiessprozess stabil halten.
Dr. Thomas Walther ¹
Verschiedene Gremien, Bewegungen und Initiativen forcieren, geschlossene Kreislaufsysteme zu etablieren. Auch wenn sich dies aktuell noch nicht wirtschaftlich rechnet, lautet das Ziel, die Verwendung fossiler Ressourcen mittel- und langfristig deutlich zu reduzieren. In diesem Zusammenhang gewinnt die Verarbeitung von Rezyklaten zunehmend an Bedeutung. Dies ist aber aufgrund wachsender Bandbreite der Materialien, ihrer unterschiedlichen Herkunft und Aufbereitung sowie ihres inhomogenen Verarbeitungsverhaltens anspruchsvoll (Bild 1). Gleiches kann auch für Chargenschwankungen bei Neuware oder für ungenügend vorbereitete Granulate gelten, etwa aufgrund ungleichmässiger oder ungenügender Materialtrocknung.
Rezyklate sind chemisch betrachtet ebenso Kunststoffe wie klassische Neuware –mit dem Unterschied, dass sie bereits fertige Produkte waren, die eine Nutzungsphase hinter sich hatten und anschliessend wieder aufbereitet worden sind. Es gibt jedoch noch viele offene Fragen, ob und wie Rezyklate vergleichbar effektiv und prozesssicher wie Neuware eingesetzt werden können. Die Spritzgiessverarbeiter müssen sich hier neuen Herausforderungen stellen.

Bild 1: Rezyklate sind aufgrund ihrer inhomogenen Eigenschaften anspruchsvoll in der Verarbeitung. Form und Qualität des inhomogenen Materials beeinflussen den Aufschmelzprozess. (Bilder: Arburg)
Herausforderung «Black Boxes»
Aus Sicht der Maschine wird beim Spritzgiessen mit zwei grossen «Black Boxes» abgearbeitet, welche massgeblich die Prozessstabilität und die Bauteilqualität beeinflussen. Denn die Maschine selbst weiss weder, – welches Material in den Trichter eingefüllt wird, noch – was zwischen den beiden Aufspannplatten passiert.

Bild 2: Die prozesssichere Verarbeitung von Rezyklaten stellt hohe Anforderung an die Regel- und Steuerungstechnik von Spritzgiessmaschinen.
1 Dr. Thomas Walther, Abteilungsleiter Verfahrens- und Prozessentwicklung bei Arburg, Lossburg
Dies sind zwei grosse Herausforderungen, wenn es darum geht, Prozessparameter wie Temperaturverlauf der Formmasse sowie Temperatur- und Druckverlauf im Werkzeug zuverlässig zu regeln. Der grösste Unterschied zur Verarbeitung von Rezyklaten gegenüber Neuware besteht darin, dass die Materialeigenschaften und Kennwerte wie mechanische Qualität, Farbe oder Geruch innerhalb einer Lieferung oder eines Auftrags in grösseren Spannbreiten variieren können. Weil dem recycelten Granulat bei den meisten Kreis-
laufprozessen aktuell keine eindeutige Materialspezifikation zugeordnet werden kann, steht beim Einrichten der Maschine kein Datenblatt zur Verfügung. Das erschwert die Verarbeitung erheblich. Jedoch gibt es z. B. Pilotfunktionen in der Gestica- und Selogica-Steuerung von Allrounder-Spritzgiessmaschinen, die schwankenden Viskositäten in der Schmelze entgegenwirken: Der «aXw Control ReferencePilot» und der «aXw Control RecyclatePilot» können Unregelmässigkeiten erfassen, zuverlässig ausgleichen und den laufenden Einspritzprozess aktiv regeln. So wird die Formfüllung möglichst konstant gehalten und trotz grösserer Variationen für eine gleichbleibende Bauteilqualität gesorgt (Bild 2).
Ein homogener und stabiler Aufschmelzprozess ist eine wichtige Einflussgrösse, um Gutteile produzieren zu können. Das

Bild 3: Für die Verarbeitung abrasiver Rezyklate eignen sich Plastifizierschnecken mit modifizierter Geometrie und verschleissfester CrN-Beschichtung.
beginnt damit, dass das Material möglichst gleichmässig in die Schnecke eingezogen wird. Dabei spielen die Form und Qualität des Rezyklats eine wichtige Rolle. Liegt Granulat vor, lässt sich recycelter Kunststoff grundsätzlich so gut wie Neuware verarbeiten, ohne dass zusätzliche Hardware erforderlich ist. Anders sieht dies bei Flakes und Mahlgut aus. Flakes können in Grösse und Form sehr uneinheitlich sein. Mahlgut wiederum – also Material aus Kunststoffteilen, die nur mit einer Angussmühle zerkleinert wurden – besteht aus verschieden grossen Bruchstücken, idealerweise in Korngrössen von zwei bis fünf
Millimetern. Begleitet werden diese Körner in der Regel von feinerem bis hin zu staubförmigem Material. Um einen stabilen Aufschmelzprozess zu erhalten, muss Mahlgut entstaubt werden.
Für die Verarbeitung solcher Materialien gibt es ein nachrüstbares Rezyklat-Paket von Arburg, das Soft- und Hardware-Features zusammenfasst. Zur Software zählen z. B. mehrstufige Anfahrparameter und die digitale Assistenzfunktion «aXw Control ScrewPilot», die für eine präzise und stabile Formfüllung sorgt. Bei der HardwareAusstattung ermöglicht ein modifiziertes Zylindermodul eine unterbrechungsfreie Zufuhr auch schlecht rieselnder Materialien. Eine Plastifizierschnecke mit modifizierter, tiefer geschnittenen HC-Geometrie (High Compression) dient einer homogenen Aufbereitung (Bild 3). Dabei fungieren Nuten im Einzugsbereich als Einzugshilfe, damit das Material trotz unregelmässiger Form stabil nach vorne gefördert wird. Zudem ist die Schnecke CrN-beschichtet, was Belagbildung und Verschleiss aufgrund unerwarteter Fremdkörper reduziert.
ScrewPilot: Regelkonzept für den Kernprozess «Form füllen»
Ein von Zyklus zu Zyklus reproduzierbares Füllen der Werkzeug-Kavität bildet die Grundlage für eine gleichmässige Bauteilqualität. Ein erfolgreiches Steuerungskonzept hierfür ist die Pilotfunktion «aXw Con -
trol ScrewPilot» bzw. «lagegeregelte Schnecke», bei dem der Füllvorgang durch eine geschwindigkeitsgeregelte Schneckenbewegung mehrstufig an die Anforderungen des Fliesswegs angepasst wird. Dieses Konzept lässt sich vergleichen mit dem Fahrassistenten für Pkw: Weicht die Bewegung (hier der Schnecke) durch Störeinflüsse (hier z. B. Schwankungen der Viskosität in der Kunststoffschmelze) von der programmierten Geschwindigkeit ab, wird diese so geregelt, dass trotzdem der Weg in vorgesehener Zeit erreicht wird. Das aktive Beschleunigen und Bremsen gleicht also Störeinflüsse dynamisch aus, sodass eine konstante Schmelzemenge in die Kavität gefördert wird. Vor allem bei hohen Einspritzvolumenströmen bewährt sich diese Dynamik, vor allem, um durch gezieltes und schnelles Bremsen Druckspitzen und damit Überfüllungen zu verhindern.
Die Nachdruckphase ist ebenfalls entscheidend für die Bauteilqualität. Sie wird in der Regel als quasi statischer, druckgeregelter Prozess ausgeführt, zu dem zuvor ein Maschinen-Einsteller die optimalen Parameter ermittelt hat. Sowohl kurzfristige Einflüsse in der laufenden Produktion, wie z. B. Viskositätsschwankungen in der Schmelze (hervorgerufen durch Rezyklate, Gleitmittel oder Farbzusätze), sowie langfristig auftretender Verschleiss z. B. an der Rückstromsperre und anderen mechanischen Komponenten bleiben dabei unbe -

Bild 4: Prozessregelung in Nachdruckphase: Der ReferencePilot regelt den Spritzgiessprozess sensorgesteuert in der Nachdruckphase ab dem Umschaltpunkt (Bild links, grüne Istwert-Kurve). Als Sollwert-Referenz dient die Werkzeug-Innendruckkurve eines Gutteils (Bild rechts, gelbe Kurve).
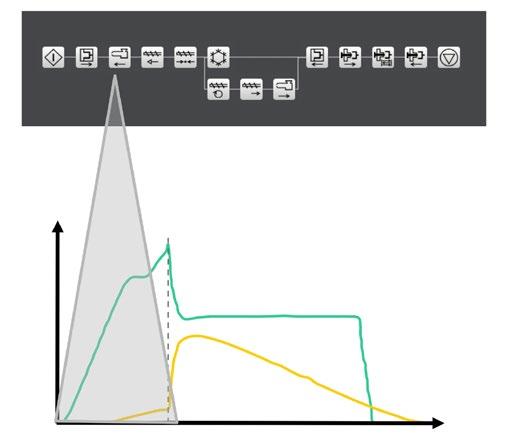
Bild 5: Prozessregelung in Einspritzphase: Der RecyclatePilot sorgt bei der Verarbeitung von schwankenden Materialqualitäten für eine stabile Formfüllung in der Einspritzphase.
rücksichtigt. Das kann langfristig zu Schwankungen im Werkzeuginnendruck und damit zu unregelmässiger Teilequalität führen.
Bereits 1988 entwickelte Arburg deshalb eine in die Steuerung «integrierte Spritzprozessregelung», welche die Nachdruckkurve über einen Drucksensor im Werkzeug in Echtzeit regelt. Diese Softwarefunktion wurde stetig weiterentwickelt zum heutigen «aXw Control ReferencePilot». Als Basis für die aktive Regelung in der Nachdruckphase, bei welcher der aktuelle Nachdruck dem Innendruck nachgeführt wird, zieht der ReferencePilot die Sollwert-Referenzkurve eines Gutteils heran. Als zugehörige Hardware ist ein möglichst angussnah im
Werkzeug platzierter Drucksensor erforderlich. Die Funktionsweise ist vergleichbar mit dem Autonomen Fahren: Trotz GPS und bekannter Strecke benötigt ein Fahrzeug zusätzlich aktive Sensoren, um sich sicher im Strassenverkehr bewegen zu können. Denn nur damit lassen sich z. B. unvorhergesehene Unebenheiten, Baustellen oder andere Verkehrsteilnehmer erkennen.
Um Störeinflüssen schnell entgegenwirken zu können und Druckschwankungen aktiv auszugleichen, erhält die Software vom Sensor in Echtzeit erfasste Signale des Werkzeuginnendrucks. Dadurch ist der Re -
ferencePilot in der Lage, die Innendruckkurve vom aktuellen Ist- auf den gewünschten Sollwert zu regeln. Bei der Regelung mit dem ReferencePilot werden die Druckverhältnisse im Werkzeug von Schuss zu Schuss exakt der Referenz angepasst und dabei der Ist- auf den SollWert gehoben (Bild 4). Resultat sind ein konstantes Schussgewicht und gleichbleibend hohe Teilequalität, ohne dazu manuell in die Prozessparametrierung eingreifen zu müssen.
Kalibrierter Drucksensor erforderlich
Um den ReferencePilot nutzen zu können, bedarf es zweier Voraussetzungen:
– Die Spritzgiessmaschine muss mit dem «aXw ScrewPilot» ausgestattet sein, der für elektrische und hybride Allrounder Standard ist.
–
In der Werkzeug-Kavität muss genug Platz sein, um einen Drucksensor zu installieren.
Der Sensor verursacht per se einen Mehraufwand; zudem sind Know-how und Zeitaufwand erforderlich, um ihn bei jedem Rüstvorgang neu zu kalibrieren und regelmässig zu warten. Nur so ist sichergestellt, dass das «Messmittel» Innendrucksensor voll funktionsfähig ist und die richtigen Signale liefert.
Sind alle Anforderungen erfüllt, lässt sich der Spritzgiessprozess durch Zusammenspiel von Sensor und Pilotfunktion schnell und zuverlässig stabilisieren. Die Anzahl der Anfahrzyklen kann stark reduziert werden und es fällt weniger Ausschuss an.
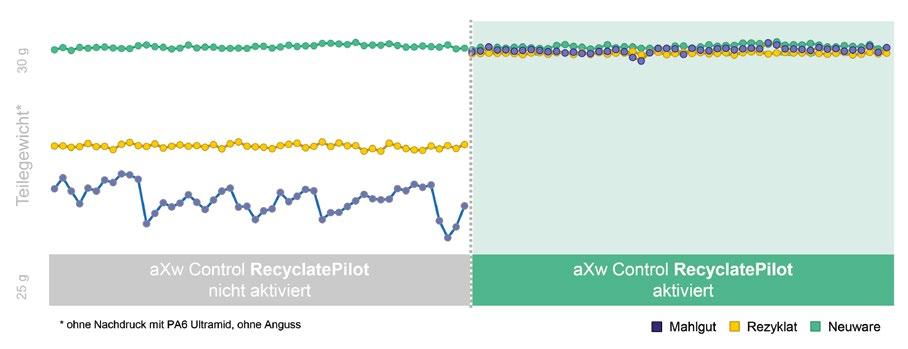
Bild 6: Die Formfüllung anhand des Teilegewichts zeigt beim Fallbeispiel «Haarkamm », wie sich nach Aktivierung des RecyclatePilot (rechts im Bild) die Werte des granulatförmigen Rezyklats (gelbe Linie) und Mahlguts (blaue Linie) auf das Niveau von Neuware (grüne Linie) bringen lassen.

Bild 7: Materialabhängige Formfüllung: Der RecyclatePilot gleicht Materialschwankungen aus und steigert dadurch die Prozesssicherheit und Teilequalität – zu sehen an der Füllung eines Haarkamms, gefertigt in der Materialvariante ohne Nachdruck.
Resultat sind längere störungsfreie Produktionszeiten, weniger nachgeschaltete Prüfprozesse und eine gesteigerte Produktionseffizienz. Je nach Anwendungsfall kann sich die Investition in Sensorik also schnell amortisieren.
Eine Alternative, ist der neue «aXw Control RecyclatePilot», der den Spritzgiessprozess direkt in der Einspritz- bzw. Formfüllphase allein auf Basis von Daten aus der serienmässigen Maschinen-Sensorik regelt (Bild 5). Im Vergleich zum ReferencePilot, der Signale direkt von der Kavität empfängt, ist die Regelstrecke beim RecyclatePilot länger. Dennoch bietet er zahlreiche klare Vorteile:
– Auf zusätzliche Sensoren kann komplett verzichtet werden.
– Die in die Steuerung integrierte Pilotfunktion lässt sich einfach per Knopfdruck aktivieren.
– Die Funktion bedient sich der bewährten, maschineninternen Sensorik, deren Kalibrierung nur alle paar Jahre fällig ist.
– Diese Pilotfunktion gleicht kurzfristige Schwankungen von Schuss zu Schuss aus sowie zyklusübergreifend.
Prozessregelung per Knopfdruck
Der Bediener optimiert die Prozesseinstellungen zunächst wie gehabt, sodass die erforderliche Qualität des Gutteils erreicht ist. Diese Referenz wird per Steuerungsbefehl an die Pilotfunktion übergeben. Ein weiterer Befehl aktiviert den RecyclatePilot. Dieser analysiert daraufhin
das Einspritzverhalten, erkennt markante Punkte und Abweichungen im Spritzprozess und sorgt dafür, dass das eingespritzte Volumen und somit die Formfüllung konstant bleibt. Dazu wird in der Einspritzphase das Ereignismuster im selben Zyklus mit der eingegebenen Referenz verglichen und der Umschaltpunkt gegebenenfalls kurzfristig angepasst. Zudem ergibt sich durch die Korrektur des Dosiervolumens auch langfristig und zyklusübergreifend eine höhere Stabilität des Gesamtprozesses.
Schwankende Materialeigenschaften und -viskositäten im Spritzgiessprozess werden besonders gut ersichtlich, wenn angussfrei und ohne Nachdruck gefertigt wird. Resultat sind unterschiedlich unvollständige Formfüllungen, wie das Beispiel «Haarkamm» zeigt. Das Bauteil wurde aus PA6 in drei Materialvarianten spritzgegossen –Neuware, Rezyklat in Form von Granulat und als Mahlgut. Das Ausmass der Formfüllung lässt sich anhand des Teilegewichts nachvollziehen (Bild 6):
– Der Kamm aus Neuware war, da bewusst ohne Nachdruck produziert, im Werkzeug nicht voll ausgeformt und diente als Referenz.
– Beim Spritzteil aus Rezyklat-Granulat blieb das Gewicht konstant, lag aber deutlich unter dem aus Neuware.
– Bei Mahlgut waren zusätzlich starke Schwankungen des Teilegewichts zu beobachten.
Dies änderte sich quasi auf Knopfdruck duch aktive Regelung mit dem RecyclatePilot (Bild 7). Nun war das Teilegewicht für
alle drei Varianten konstant und nahezu gleich hoch. Mit diesem Fallbeispiel hat Arburg gezeigt, dass die digitale Pilotfunktion die resultierenden Schwankungen in der Formfüllung ausgleicht und dadurch sowohl die Prozesssicherheit als auch die Teilequalität deutlich steigern kann. Aus der deutlich verbesserten Formfüllung ergibt sich weiterhin eine hohe Werkzeugsicherheit.
Fazit
Die Steuerung ist der «intelligente» Kopf einer Spritzgiessmaschine und kann den Bediener umfassend und aktiv unterstützen. Mit Hilfe digitaler Pilotfunktionen wie dem RecyclatePilot und dem ReferencePilot lässt sich bei der Verarbeitung von Rezyklaten die Prozesssicherheit durch aktive Regelung in der Einspritz- und Nachdruckphase deutlich steigern. Das Einspritzprofil und der Füllvorgang des Formteils bleiben dabei stabil und entsprechen der vorgegebenen Referenz.
Unzureichende Materialeigenschaften von Rezyklaten lassen sich aber natürlich nicht generell überwinden, sodass der Steigerung der Teilequalität Grenzen gesetzt sind. Die Kenntnis und Erfahrung des Anwenders sind noch immmer wegweisend und entscheidend dafür, welches Konzept bei welchem Prozess gute Ergebnisse liefert. In der Zukunft könnten hierbei übergeordnete, KI-gestützte Methoden zusätzlich unterstützen.
Kontakt
Arburg AG CH-3110 Münsingen switzerland@arburg.com www.arburg.com n
Hochintegrierte Produktionszelle für anspruchsvollen Mehr-K-Prozess
Ein hoher Prozessintegrationsgrad und die vollständige Automatisierung sind bei der Produktion von Sicherungskästen für landwirtschaftliche Nutzfahrzeuge ausschlaggebend, um die geforderte Effizienz zu erreichen. In enger Teamarbeit haben Reinert, Maier und Wittmann die Automatisierung des Gesamtprozesses auf maximale Effizienz und Flexibilität getrimmt.
Die Herausforderung des Projekts bestand nicht allein im hohen Kostendruck, der im Bereich Automobil längst keine Besonderheit mehr ist. Vielmehr ging es darum, niedrige Stückkosten mit einer hohen Flexibilität der Produktionszelle zu vereinen. Denn die Sicherungsboxen werden von Reinert in 18 verschiedenen Varianten produziert. Ausserdem soll die hochautomatisierte Produktionszelle mit weiteren Produkten ausgelastet werden können. «Das ist der Trend», betont Alen Cevra, Geschäftsführer der Maier Maschinen- und Werkzeugbau GmbH, die für die Entwicklung des integrierten Produktionsprozesses und der dazugehörigen Automatisierung verantwortlich zeichnet. «Gerade hier in Deutschland haben wir es immer öfter mit einer hohen Produktvarianz und entsprechend kleinen Losgrössen zu tun. Das erfordert einfache und schnelle Rüstprozesse und setzt voraus, dass sich die Komponenten der Produktionszelle immer wieder flexibel an neue Anforderungen anpassen lassen.»
Maier hat sich auf die Entwicklung, Konstruktion und Fertigung anspruchsvoller Sondermaschinen und Automatisierungslösungen spezialisiert. Schon seit vielen Jahren unterstützt Maier den Spritzgiessverarbeiter Reinert, wenn es darum geht, Produktionsanlagen für äusserst komplexe Bauteile zu entwickeln. Der Produktionsprozess beginnt zum jetzigen Zeitpunkt – das Projekt befindet sich noch in der Vorserie – mit einer manuellen Tätigkeit. Die Einlegeteile müssen in auswechselbare Trays einsortiert werden. Ein Wittmann W832 Pro nimmt dann die Einlegeteile auf und platziert sie im Drehtellerwerkzeug der Spritzgiessmaschine in

der unteren Kavität. Unmittelbar danach nimmt sich der Greifer aus der oberen Kavität das fertige Spritzgiessteil aus dem vorherigen Zyklus. Im 1+1-fach-Werkzeug wird zunächst der Grundkörper ausgeformt. Die Hartkomponente ist ein glasfaserverstärktes, flammgeschütztes Polyamid. Nach der Werk zeugdrehung wird die zweite Komponente direkt angespritzt, ein TPE, das die Dichtung am oberen Rand der Sicherungsbox ergibt. Zeitgleich entsteht in der unteren Werkzeugposition das nächste Grundelement.
Parallel zum Spritzgiessprozess meistert der W832 pro eine Montageaufgabe und eine umfangreiche Qualitätskontrolle. Von der Spritzgiessmaschine aus führt der Roboter das Bauteil zunächst zur Montagestation. Auf dem Boden der schwarzen Sicherungsbox befinden sich bei der hier
beschriebenen Modellvariante vier feine Löcher. Diese dienen später – eingebaut im Fahrzeug – der Entlüftung und werden mit einer Silikonmembran abgedeckt. Hierfür hält der Roboter die Box in der Waagerechten über die Montagestation, damit der hochfahrende Stempel die Dichtung passgenau einsetzen kann.
Für die 100-Prozent-Qualitätskontrolle hat Maier direkt neben der Montagestation eine Kameralösung installiert. Der Roboter muss das Bauteil nur 20 Zentimeter weiter nach rechts bewegen. Hier zeigen die Servodrehachsen des W832 nun ihre Leistungsstärke, denn es gilt, in schneller Folge drei verschiedene kritische Stellen im Bauteil der Kamera zu präsentieren. Erstens die soeben montierte Silikonmembran.

Während der Vorserie werden die Einlegeteile noch manuell zugeführt. Der Prozess startet mit der Bereitstellung der Einlegeteile.
Geprüft wird, ob die Membran richtig sitzt und ob die darunter liegenden Löcher, die jeweils einen Durchmesser von lediglich 1 mm haben, auch wirklich alle durchgängig sind.
Um einwandfreie Bilder auswerten zu können, schaltet sich an dieser Stelle die auf dem Greifer montierte LED-Kamera ein. Nach der Prüfung des Ent lüftungs ventils schwenkt der Roboter das Bauteil, um der Kamera freien Blick auf die TPE-Dichtung zu gewähren. Im Fokus steht genau der Bereich der Dichtung, der sich ein Stück weit tiefer in die Hartkomponente erstreckt.
Echtzeitkommunikation
Um schnell von einer Sicherungsboxvariante auf eine andere wechseln zu können,

gibt es nicht 18 Werkzeuge, sondern verschiedene Werkzeugeinsätze und mehrere Greifer. Je leichter der Roboterarm, desto mehr Spielraum ergibt sich für das Gewicht des Greifers und der zu bewegenden Bauteile. Ausserdem zahlt ein niedriges Gewicht direkt auf die Energieeffizienz ein. So variiert der Wittmann Linerar-Roboter dank EcoMode seine Bewegungsgeschwindigkeit, wobei die Spritzgiessmaschine mit der Zykluszeit den Takt vorgibt. Dieses Zeitfenster nutzt der Roboter vollständig aus. Meistens bewegt er sich also langsamer als technisch möglich. Das spart Energie und schont zugleich die Mechanik, was für eine lange Roboterstandzeit sorgt.
Damit alle Komponenten in der Produktionszelle – das heisst die Spritzgiessmaschine, die zwei Roboter, das Montagesys-

tem und die Bildverarbeitung – die alle von unterschiedlichen Herstellern kommen und alle eine eigene Steuerung haben, miteinander kommunizieren, sind sie über Profinet vernetzt. Der für die Echtzeitkommunikation ausgelegte Industrial-Ethernet-Standard stellt einen reibungslosen Prozessablauf sicher und vereinfacht den Produktionsanlauf nach dem Rüsten. Bevor die zentrale Steuerungseinheit an der Automatisierungszelle den Produktionsprozess startet, prüft sie, ob an der Spritzgiessmaschine und am Linearroboter das richtige Programm eingestellt ist. Ausserdem ermöglicht die Vernetzung die schnelle Fernwartung im Störungsfall. Ausgelegt ist die Produktionzelle auf die Produktion von bis zu 400 000 Baugruppen pro Jahr. In der Vorserie werden zunächst 50 000 Sicherungskästen für die land wirtschaftlichen Nutzfahrzeuge hergestellt. Wie schnell die Stückzahlen steigen werden, ist nicht absehbar. Zunächst soll die Produktionszelle mit anderen, ähnlich anspruchsvollen Bauteilen ausgelastet werden.
Kontakt
Wittmann Kunststofftechnik AG CH-8722 Kaltbrunn info@wittmann-group.ch www.wittmann-group.com
Wittmann Technology GmbH A-1220 Wien info.at@wittmann-group.com www.wittmann-group.com n
Rettungsleitern aus Holz und Aluminium sind in Feuerwehr- und Rettungseinsätzen unverzichtbar, haben aber den Nachteil, dass sie sehr schwer sind. Um diesen gewichtigen Nachteil zu eliminieren haben die Carrosserie Rusterholz AG und Swiss Rescue Innovation GmbH eine Vollcarbon-Rettungsleiter entwickelt, die durch ihr niedriges Gewicht von nur 50 kg bereits mit zwei Personen schnell aufgestellt werden kann.
Prof. Dr. Gion Andrea Barandun ¹
Holzleitern von rund 15 Metern Länge wiegen über 120 kg und erfordern bis zu fünf Personen zum Aufstellen, während Aluminiumleitern zwar leichter, aber temperaturbedingt instabil werden können. Aufgrund ihres Gewichts von ca. 70 kg sind auch hier mindestens vier Personen notwendig. Insbesondere zu Beginn eines Einsatzes, wenn oft noch nicht genügend Einsatzkräfte am Ort sind, bedeutet dies eine kritische Verzögerung in Rettungssituationen, bei denen jede Sekunde zählt. Handschiebeleitern sind im Rettungseinsatz nach wie vor unverzichtbar, gerade in der Schweiz und Europa ist die Zugänglichkeit mit Feuerwehrfahrzeugen aufgrund der verdichteten Bauweise häufig nicht gegeben.
Vor diesem Hintergrund entwickelten Carrosserie Rusterholz AG und Swiss Rescue Innovation GmbH eine VollcarbonRettungsleiter (Carbon Rescue Tool, CRT; Bild 1), die durch ihr niedriges Gewicht von nur 50 kg bereits mit zwei Personen schnell aufgestellt werden kann. Trotz der überzeugenden Einsatzvorteile wurde die ursprüngliche Leiter aufgrund ihres aufwändigen und kostenintensiven Herstellungsprozesses nur in sehr geringen Stückzahlen gefertigt und zu einem Preis angeboten, der rund dreimal höher lag als bei vergleichbaren Aluminiumleitern. Dennoch zeigte sich ein hohes Marktpotenzial und eine starke Kundennachfrage, nicht nur in der Schweiz, wo zahlreiche Ret-
1 Prof. Dr. Gion Andrea Barandun, IWK, Fachbereich Faserverbundtechnik/ Leichtbau, OST Ostschweizer Fachhochschule, Rapperswil-Jona

Bild 1: Carbon Rescue Tool im Einsatz. (Bild: Carrosserie Rusterholz)
tungsorganisationen das CRT bereits einsetzen, sondern auch aus dem Ausland. Um diesen Herausforderungen zu begegnen, wurde ein von Innosuisse unterstütztes Projekt initiiert, bei dem das IWK die wissenschaftliche Begleitung sowie die notwendige Forschungs- und Entwicklungsleitung übernahm. Ziel war es, ein neues Design mit alternativen Halbzeugen und Fertigungsverfahren zu entwickeln, um Produktionszeit und -kosten drastisch zu reduzieren, ohne dabei aber die hervorragenden mechanischen Eigenschaften und Sicherheitseigenschaften der ursprünglichen Leiter zu beeinträchtigen. Die Wahl fiel auf Pultrusions- und Wickelverfahren, die es ermöglichen, die Seiten -
teile (Holme) und die Sprossen der Leiter in hoher Qualität und kosteneffizient herzustellen. Pultrusion erlaubt die kontinuierliche Fertigung der Leiterprofile mit hoher Präzision und Wiederholgenauigkeit, während das Wickelverfahren eine optimale Faserausrichtung in den Sprossen sicherstellt. Diese Verfahren erlauben nicht nur eine erhöhte Produktionsrate und verbesserte Kostenstruktur, sondern gewährleisten auch, dass die mechanischen Eigenschaften der Leiter unverändert exzellent bleiben. Im Vergleich zum ursprünglichen CRT wurde auch die Geometrie der Holme angepasst, um den neuen Produktionsprozess besser umsetzen zu können. Besonderer Fokus lag dabei auf der Verbindung von Holmen und Sprossen, für die eine neue, optimierte Taschengeometrie entwickelt wurde, welche schnelle und sichere Montage gewährleistet. Dabei wurden unterschiedliche Arten von Inserts untersucht und deren Eigenschaften evaluiert, um die mechanische Festigkeit weiter zu verbessern.
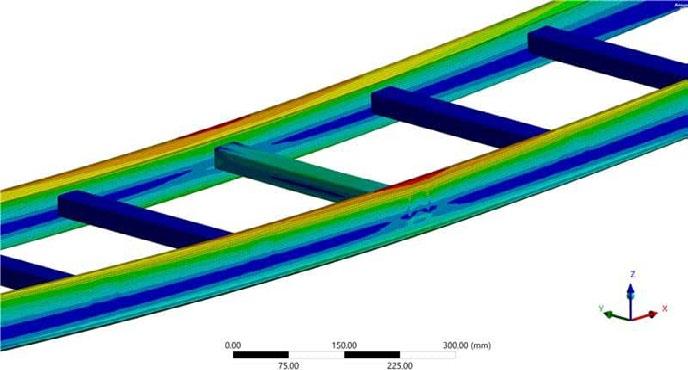
Intensive Struktursimulationen, durchgeführt vom IWK, ermöglichten es, die Faserorientierung in den Holmen gezielt auf maximale Steifigkeit und geringes Gewicht auszulegen (Bild 2). Die finalen pultrudierten Profile werden von einem Partnerunternehmen in Deutschland hergestellt, während das komplette Assembly und die Integration aller Zusatzkomponenten bei Carrosserie Rusterholz in Richterswil erfolgt. Der Fertigungsprozess wurde teilweise automatisiert, was ebenfalls zur Senkung der Herstellungskosten beiträgt, ohne Kompromisse bei der Produktqualität einzugehen. Neben der Simulation haben auch diverse mechanische Tests (Bild 3), inklusive eines Belastungstests der vollständig montierten Leiter (3-Punkt-

Biegeversuch, Bild 4) stattgefunden, um die Simulation zu validieren. Auch hier hat das neue CRT alle Anforderungen erfüllt. Mit ihrer Gesamtlänge von 14,7 Metern, aufgeteilt in drei ineinander verriegelnde Segmente zu je sechs Metern, erfüllt die neue Leiter nicht nur alle relevanten Sicherheitsanforderungen der DIN EN 1147, sondern übertrifft bestehende Aluminiumund Holzleitern in puncto mechanischer Festigkeit und Temperaturbeständigkeit deutlich. Erste Exemplare der neuen Carbon-Rettungsleiter werden diesen Frühling im Serienprozess hergestellt und an die Kunden ausgeliefert.
Für das CRT besteht ein sehr grosses Marktpotenzial: die neue, leichte Bauweise und die hohe Kosteneffizienz bieten ins -

besondere in dicht bebauten Gebieten Europas signifikante Vorteile. Somit leistet das CRT nicht nur einen wichtigen Beitrag zur Effizienzsteigerung im Rettungswesen, sondern erhöht unmittelbar die Sicherheit der Einsatzkräfte und verbessert die Chancen auf lebensrettende Massnahmen.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
OST Ostschweizer Fachhochschule
Prof. Dr. Gion Andrea Barandun Fachbereich Faserverbundtechnik/ Leichtbau
CH-8640 Rapperswil-Jona gion.barandun@ost.ch www.ost.ch/iwk n




















































Einfache und intuitive Bedienung, modular erweiterbar
Intelligente Vernetzung durch IRIS
Entwickelt, konstruiert und gebaut von Tool-Temp Schweiz
Energiee izient und wirtscha lich
Wartungsarm und zuverlässig
Bewährte Klassiker
Bediene reundlich dank einfachem User Inte ace
Stand-alone-Lösung
Robust und zuverlässig

Entwickelt für höchste Langlebigkeit












KraussMaffei und das National Institute for Aviation Research (NIAR) der Wichita State University, USA, setzen neue Massstäbe im thermoplastischen Leichtbau für die Luftfahrt. Gemeinsam haben sie ein innovatives Strukturbauteil mit komplexer Rippenstruktur entwickelt, das speziell für eVTOL-Luftfahrzeuge konzipiert wurde –elektrisch betriebene Fluggeräte, die senkrecht starten und landen können.
Beim FiberForm-Verfahren wird ein sogenanntes Organoblech, thermoplastisch imprägnierte Endlosfasern, ins Werkzeug eingelegt, geformt und umspritzt. Im Vergleich zur Fertigung von Bauteilen aus Metall bietet diese vollautomatisierte Kombination aus Thermoformen und thermoplastischem Umspritzen deutliche Vorteile wie geringere Kosten, weniger Eigengewicht und ein Bruchteil des zeitlichen Aufwands. Und das bei gleicher mechanischer Festigkeit und Sicherheit. Gleichzeitig erlaubt das FiberForm-Verfahren deutlich mehr Designfreiheit.
Beim NIAR «Advanced Technologies Lab for Aerospace Systems» (ATLAS) geschieht dies auf einer GXW 450-2000/1400 von KraussMaffei mit einer Schliesskraft von 4500 kN und einer Wendeeinheit sowie einer passenden Automationslösung mit zwei IR-Industrierobotern.
Die kurzen Taktzeiten im Vergleich zu Metall werden besonders deutlich bei der neu entwickelten und erprobten Rippenstruktur. Traditionell werden Bauteile dieser Art aus einem massiven Metallblock gefräst – ein Verfahren, das mehr als 80 Prozent des Materials entfernt und über 100 Arbeitsstunden in Anspruch nimmt. «Im Gegensatz dazu wurde das thermoplastische Bauteil aus einem flachen Organoblech in weniger als zwei Minuten geformt und umspritzt. Die ausgewiesene Expertise der beteiligten Partner war entscheidend für diesen Erfolg», erklärt Dr. Waruna Seneviratne, Direktor von NIAR ATLAS. Neben KraussMaffei waren die Firmen Joby Aviation, Toyota, Victrex und Prospect an der Entwicklung beteiligt. Das Projekt ist Teil des «Manufacturing for Affordable Sustainable Composites» Programms des Air Force Research Laboratory.

Von Grossserie profitieren
«Die Ergebnisse unterstreichen das Potenzial der aus der Automobilindustrie bekannten FiberForm-Technologie für die Serienfertigung von Primär- und Sekundärstrukturen in der Luftfahrt», so Seneviratne weiter. Eugen Schubert, Sales and Applications Manager, IMM & Automation bei KraussMaffei, betont die Bedeutung des NIAR ATLAS-Labors als Innovationsplattform: «Das NIAR ATLAS Institut bietet eine ideale Umgebung, in der Maschinenhersteller, Materiallieferanten und Werkzeugentwickler gemeinsam mit Flugzeugherstellern neue Materialien und Prozesse risikofrei für anspruchsvolle Luftfahrtanwendungen erproben und für die Serienreife entwickeln können.»
Niar Atlas und KraussMaffei arbeiteten bereits 2024 erfolgreich zusammen. Damals ging es um im FiberForm-Verfahren hergestellte Fensterverschlüsse, die für die Umrüstung von Passagier- zu Frachtflugzeugen, sogenannte Prachter, zum Einsatz kamen. Die Fensterverschlüsse wurden in nur 90 Sekunden produziert und waren 20 bis 30 Prozent leichter sowie nur halb so teuer wie ihre Pendants aus Metall. Mit der neuen, komplexen Rippenstruktur demonstrieren die Entwicklungspartner die FiberForm-Technologie nun an einem anspruchsvollen Strukturbauteil und ebnen den Weg für weitere Anwendungen sowie die erfolgreiche Zertifizierung in der Luftfahrt.
Kontakt
Krauss-Maffei (Schweiz) AG CH-6343 Rotkreuz info-ch@kraussmaffei.com www.kraussmaffei.com n
Die Klebtechnik wird aktuell oft als Gegenspieler ökologischer Entwicklungen gesehen. Ein grosser Irrtum, sagt dazu Professor Dr. Andreas Gross. Die Klebtechnik müsse im Kontext einer Kreislaufwirtschaft als Schlüsseltechnolgie betrachtet werden. Der «Abteilungsleiter und Weiterbildung und Technologietransfer» am Fraunhofer IFAM in Bremen erklärt im Interview weshalb.
Der im EU-Aktionsplan Kreislaufwirtschaft beschriebene Übergang von der Linearwirtschaft («Wegwerf-Wirtschaft») in eine Kreislaufwirtschaft wird leider in der landläufigen Betrachtung und politischen Bewertung fälschlicherweise oft auf das Thema «Recycling» reduziert. «Der Aktionsplan Kreislaufwirtschaft gibt hinsichtlich der ökologischen Nachhaltigkeitsbewertung insgesamt einen umfassenden, ganzheitlichen Ansatz vor und fokussiert sich nicht auf Einzelelemente wie e, z. B. «Recycling», so Andreas Gross. Die neun R-Strategien der EU-Kommission sind der Wegweiser für eine Verknüpfung von Ökodesign und Kreislaufwirtschaft. In diesem Kontext ist die Klebtechnik schon heute – mit ihren herausragenden Beiträgen, die für eine technologisch, gesellschaftlich und politisch richtige Einordnung berücksichtigt werden müssen – Verbündeter und nicht Gegner.
Herr Gross, in der Öffentlichkeit und Politik wird die Klebtechnik aktuell eher als Gegenspieler ökologischer Entwicklungen ge sehen. Begründet wird das u.a. mit Aussagen, Kleben stehe einer Kreislaufwirtschaft grundsätzlich entgegen, geklebte Produkte könne man nicht reparieren, Klebungen seien nicht recyclingfähig und deshalb nicht zukunftsfähig…

Prof. Dr. Andreas Gross: «Eine Fokussierung auf ein Einzelthema, hier auf das «Recycling», reduziert die Komplexität des eigentlichen Ziels einer Kreislaufwirtschaft in sträflich unzulässiger Weise.» (Bilder: Fraunhofer IFAM, Bremen)
Andreas Gross: …dreimal falsch! Aber fangen wir bei der ersten Aussage an. Dazu müssen wir zunächst das übergeordnete Ziel einer Kreislaufwirtschaft betrach -
ten. Dieses besteht darin, zur Optimierung der Öko-Effizienz Wertstoffe so lange wie möglich im Wirtschaftskreislauf zu halten. Auf diesem Weg wird das notwendige Wirtschaftswachstum vom Ressourcenverbrauch entkoppelt.
Da ist Recycling doch der richtige Weg. Die in Produkten verwendeten Werkstoffe werden wieder aufbereitet und stehen für neue Produkte zur Verfügung. Wirtschaftswachstum wird also vom Ressourcenverbrauch entkoppelt…
Gross: …und genau so funktioniert es nicht! Diese fahrlässig vereinfachende Betrachtung führt in eine falsche Richtung. Eine Fokussierung auf ein Einzelthema, hier auf das «Recycling», reduziert die Komplexität des eigentlichen Ziels einer Kreislaufwirtschaft in sträflich unzulässiger Weise. Um es hier deutlich zu sagen: Ich spreche mich nicht gegen Recycling aus. Aber die Reduzierung auf diesen Einzelaspekt ist falsch und für eine sinnvolle «Kreislaufwirtschaft» sogar kontraproduktiv.
Können Sie das an einem Beispiel erläutern?
Gross: Die Windenergie ist dafür gut geeignet: Die Rotorblätter der Windenergieanlagen sind aus glasfaserverstärkten

Kunststoffen (GFK), d.h. aus klassischen Leichtbauwerkstoffen, gefertigt. Es sind rein geklebte Konstruktionen, und das hat aus verbindungstechnischer Sicht gute Gründe. Schweissen scheidet aus, da GFK nicht schweissfähig ist. Punktuelle Verbindungen der GFK-Rotorblatthalbschalen wie Verschraubungen, Nieten oder Nageln sind ebenfalls keine Option, denn sie würden an den Verbindungspunkten nicht nur den GFK-Leichtbauwerkstoff durch «Löcher» zerstören, sondern an den Verbindungsstellen – bei den extremen mechanischen Belastungen im Betrieb – aufgrund zu hoher Spannungen zum Versagen des GFK-Werkstoffs führen. Um diese Spannungen auszugleichen, müsste der GFK der Leichtbau-Rotorblattwände stark verdickt werden. Damit würden sie aber so schwer, dass Strom aus Windenergie eigentlich kein Thema mehr wäre. Fokussiert man sich also auf die werkstoffliche GFK-Recyclingunfähigkeit in Verbindung mit den angeblich recyclingverhindernden klebtechnischen Verbindungen, wäre die logische Konsequenz, GFK und die Klebtechnologie bei Rotorblättern zu verbieten. Ob wir dann in Zukunft die Windenergie noch als regenerative Energietechnologie einsetzen würden, wäre für mich mehr als fraglich.
Wie sollte man nun das Kleben im ganzheitlichen Ansatz der Kreislaufwirtschaft betrachten?
Gross: Für eine kreislaufwirtschaftsrelevante «Ökobilanzwirksamkeit» der Verbindungstechnik «Kleben» ist zunächst die EU-Abfallrahmenrichtlinie ein zentraler Baustein. Dort steht an oberster Stelle eben nicht das Recycling. An oberster Stelle steht die Vermeidung von Abfall. Erst dann folgen die Verwertung von Abfall, d.h. die Vorbereitung zur Wiederverwertung, dann das Recycling und dann die sonstige, z. B. organische Wiederverwertung. Zum Schluss kommt die Beseitigung von Abfall. Für diese – ich betone es ausdrücklich – sehr durchdachte Rahmenrichtlinie besteht das ganzheitliche Kernkonzept in Form der R-Strategien. Werden diese, z. B. auf die Rotorblätter der Windenergieanlagen angewendet, wird klar, dass die ökologischen Vorteile in der Nutzung die ökologischen Nachteile des «End of Life» wohl überwiegen dürften.
Es entsteht der Eindruck, dass die «RStrategien» noch nicht den Bekanntheitsgrad haben, den sie verdienen. Was verbirgt sich dahinter?
Gross: Das ist schade und gleichermassen ein Problem, denn sie sind einerseits ein geeigneter Ansatz zur zukünftigen Technologiebewertung und andererseits ein Leitfaden, den Technologieeinsatz in Produkten neu und zukunftsorientiert zu denken. Wir haben also einen sehr zukunftsorientierten Ansatz, und das wird schon deutlich, wenn wir die Gliederung der neun R-Strategieeinzelelemente betrachten: R1Refuse, R2-Rethink, R3-Reduce, R4-Reuse, R5-Repair, R6-Refurbish, R7-Remanufacture, R8-Repurpose und R9-Recycle. Das heisst aber auch, die Transformation in Richtung Kreislaufwirtschaft besteht nicht nur aus dem Einzelelement «R9-Recycling», sondern umfasst definitiv weit mehr. Zudem steht «R9-Recycling», kommissionsseitig vorgegeben, erst an letzter Stelle. Die EU-Kommission hat die anderen R-Strategieeinzelelemente R1-R8 dem Recycling bewusst vorangestellt.
Was bedeuten die R-Strategieelemente jetzt im Kontext zum Kleben bzw. welche Impulse geben sie?
Gross: Fangen wir mit R1-Refuse an, also ein Produkt verweigern. Das ist ein technologieunspezifisches, übergeordnetes R-Strategieelement und mündet in die Frage: Brauchen wir das Produkt überhaupt?
Da beginnt dann im Mindset einer «Überflussgesellschaft» schnell ein Paradigmenwechsel.
R2-Rethink hat viele Aspekte und führt z. B. zur intensiverten Nutzung eines Produkts, etwa durch dessen längere Haltbarkeit. Durch die nachweisliche Langzeitbeständigkeit von Klebungen verlängert sich, z. B. für die im Folgenden genannten, hochgradig und notwendigerweise geklebten Produkte, die Lebenszyklusphase «Nutzung». So steigt die durchschnittliche Lebensdauer eines Autos stetig. Die Gesamtfahrleistung eines ICE bei einer projektierten Lebensdauer von 40 Jahren und einer Jahresfahrleistung von 500 000 km beträgt 20 Mio. km. Flugzeuge fliegen bis zu

Klebtechnik – kaum ein Bereich, in dem sie nicht zum Einsatz kommt.
30 Jahren und werden dafür regelmässig überwacht und instandgesetzt. Windenergieanlagen sind auf 25 Jahre ausgelegt. Die Verbesserung der Produktlanglebigkeit zum Erhalt der Rohstoffe innerhalb des Kreislaufsystems – wozu die Klebtechnik signifikant beiträgt – gehört im Sinne des Strategieelements R2Rethink mit zu den wirksamsten ressourceneffizienten Ökodesignstrategien.
Wie passen jetzt Kleben und R3-Reduce kreislaufwirtschaftsmässig zusammen?
Gross: Sehr gut! Nehmen wir den Leichtbau – hier erreichen wir die gleiche Funktionalität mit weniger Material. Diese Bauweise zählt zu den wirksamsten Ökodesignstrategien zur Ressourcenschonung, Energieeinsparung in der Produktnutzung und Abfallvermeidung. Die Klebtechnik ist eine der wichtigsten Fügetechnologien zur Umsetzung des konstruktiven und werkstofflichen Leichtbaus. Ihre Einzigartigkeit, alle Werkstoffe mit sich selbst und mit anderen langzeitbeständig und sicher zu verbinden und dabei gleichzeitig Werkstoffeigenschaften – hier die Leichtbaueigenschaften – im Produkt zu erhalten, stellt demzufolge für R3-Reduce einen Schlüssel für die Kreislaufwirtschaft dar.
R3-Reduce steckt aber auch im Trend zur Miniaturisierung. In der Elektronikfertigung steigen die Funktionalitäten ständig und erfordern immer kleinere Dimensionen. Hier sind Spezial-Klebstoffe zwingend erforderlich. Die kleinen Dimensionen können andere Verbindungstechniken nicht leisten. Die dafür entwickelten Klebstoffe dagegen verbinden in Miniaturbauteilen werkstofferhaltend, schnell, sicher, langzeitbeständig und hochpräzise auf kleinstem Raum völlig verschiedene Werkstoffe. Sie fixieren Spulen und dichten Gehäuse ab. Sie schützen im Hochzuverlässigkeitsbereich als Chip-Vergussmassen feine Chipstrukturen und Drähte vor mechanischen Belastungen wie Vibrationen, sie schützen vor thermischen Belastungen durch Temperaturschwankungen, vor Umwelteinflüssen wie Feuchtigkeit und auch vor Korrosion. Dies kann mit anderen Fügetechniken nur mit deutlich höherem Aufwand oder gar nicht realisiert werden. In diesen Beispielen steckt auch sehr viel Rethink, was erst durch das Kleben mög -
lich wird, und zeigt, dass man die Strategieelemente auch vernetzt nutzen sollte.
Kommen wir zu R4-Reuse, R5-Repair, R6- Refurbish, R7-Remanufacture und R8-Re-purpose. Wie sieht es hier kreislaufwirtschaftsmässig aus?
Gross: Bei diesen R-Strategieelementen lege ich den Schwerpunkt auf R5-Repair. Eine Reparatur verlängert die Produktnutzung. Rohstoffe werden länger im Kreislauf gehalten. Kleben ist das am häufigsten eingesetzte Reparaturverfahren, auch bei
nicht geklebten Produkten. So werden bereits seit Jahrzehnten in Verkehrsmitteln eingeklebte, defekte Scheiben entfernt. Neue Scheiben werden nach vorgegebenen, erprobten Verfahren eingeklebt. Der Aus- und Einbau der Scheiben ist bereits in der Konstruktion berücksichtigt. Das ist Stand der Technik. Dieses Beispiel ist grundsätzlich auf nahezu alle anderen klebtechnischen Anwendungsbereiche wie Schiffsbau, Optik, (Zahn-)Medizin, Medizintechnik, Haushaltsgeräte, Mobiltelefone (Displayscheiben), Akustikindustrie,
Be the first ...

… für alle, die Rezyklate verarbeiten müssen!
Anforderungen und Vorgaben verändern sich. Viele Produkte müssen schon heute feste Anteile an Recycling-Material enthalten. Mit dem Recycling-Paket von ENGEL bzw. durch die Filterung und Entgasung der Schmelze im Zwei-Stufen-Prozess kann Ihr Mahlgut direkt verarbeitet werden. Das bedeutet: bis zu 100 % Recycling-Material und somit hohe Kosten-, Energie und CO2-Einsparung. Get connected – und sprechen Sie gleich mit unseren Expertinnen und Experten.
Get connected –mit Lösungen von ENGEL
Selbst Mahlgut kann direkt an unserer Spritzgießmaschine verarbeitet werden.
Bianca Gubi, Expertin Recycling bei ENGEL, Österreich
engelglobal.com/circular-economy

Schuh- und Sportartikelindustrie und viele mehr übertragbar.
Eine verbreitete Meinung ist ja, dass geklebte Produkte nicht oder nur schwer recyclingfähig sind. Wie bewerten Sie diesen Aspekt?
Gross: Auch bei ökologisch innovativstem Produktdesign und maximal optimierter Herstellung und Nutzung werden Produkte nach einer möglichst langen Produktlebenszyklusphase «Nutzung» zu Abfall. Warum? Der Aufwand für R4-R8 wird wegen zusätzlichen Verbrauchs an Materialien und Energie zu hoch und ist dann ökonomisch und – noch mehr – ökologisch unsinnig.
Und beim Thema «Recyclingfähigkeit» müssen wir heute stark zwischen Fakten und Wahrnehmung bzw. schlimmstenfalls «Fake» unterscheiden. Zunächst die Fakten: Alle Verbindungen können wieder gelöst werden, auch Klebungen. Denn der Werkstoff bestimmt die Recyclingfähigkeit, nicht die Verbindungstechnik.
Dass die technologisch-fachlich richtige Einordnung der Klebtechnik als «nichtlösbare Verbindungstechnik» landläufig und politisch leider falsch verstanden wird, ist ein Thema, mit dem sich die Klebtechnik-
Basis von Fakten und sinnvollen Regeln, wie z. B. dem bewährtem, risikobasierten Regulierungsansatz im Rahmen der europäischen Chemikalienstrategie, bewertet werden.
Ist die Klebtechnik nun ein Gegner oder ein Verbündeter einer Kreislaufwirtschaft?
Gross: Ein «Verbündeter» – denn die Klebtechnik muss im Kontext einer Kreislaufwirtschaft als Schlüsseltechnologie betrachtet werden. Zur Optimierung der Öko-Effizienz werden Werkstoffe klebtechnisch langzeitbeständig und sicher verbunden, für ein werkstoffliches Recycling anschliessend wieder voneinander getrennt. Von daher, entgegen der falschen öffentlichen und politischen Einschätzung, ist Kleben – sowohl insgesamt als auch im Zusammenhang mit Recycling – eine ökologische und der Kreislaufwirtschaft nicht im Wege stehende Technologie.
Was muss jetzt passieren?
Gross: Hier sehe ich auf verschiedenen Ebenen Handlungsbedarf: Produzierende Unternehmen müssen die Klebtechnologie im Kontext zu den R-Strategien an vie -
tung – Stichwort «R-Strategien» – der ökologisch viel grössere positive Impact in der Nutzung den ökologisch viel kleineren Nachteil der werkstofflichen Recyclingunfähigkeit locker übertrifft. Das lässt sich auch auf viele andere Anwendungsbereiche der Klebtechnik übertragen. Die vorherrschende Fokussierung auf Details als Entscheidungsgesamtgrundlage muss folglich aufhören. Recycling ist hier ja nur ein Beispiel. Sinnvolle Technologiebewertung und politischer Dogmatismus, das geht nicht zusammen.
Die Klebtechnik ist vor dem Hintergrund der zunehmenden Zahl erforderlicher Werkstoffe eine Schlüsseltechnologie des 21. Jahrhunderts – technologisch, ökologisch und ökonomisch. Dies muss endlich bei allen Entscheidern in Industrie und Politik bis hin zu Endverbrauchern ankommen. Hier ist dann auch die weltweit führende deutsche Klebstoff- und Verarbeitungsindustrie gefordert. Und wenn alle Verantwortlichen mehr handeln und weniger reden, wird uns die Klebtechnik als technologischer Verbündeter in vielerlei Hinsicht Türen öffnen – auch solche, die wir heute noch gar nicht sehen. Das «21. Jahrhundert» dauert ja noch ein paar Jahrzehnte.

In Zeiten zunehmender globaler Umweltverantwortung rückt die Plasmatechnologie immer stärker in den Fokus der Kunststoffindustrie. Die Plasmatreat GmbH setzt mit ihren innovativen Entwicklungen Openair-Plasma und PlasmaPlus neue Massstäbe in der Verarbeitung von Kunststoffen.
Mithilfe von Openair-Plasma (Atmosphärendruckplasma) entwickelt von Plasmatreat, lassen sich Oberflächeneigenschaften von Kunststoffen verändern. Die sogenannte Aktivierung, die entsteht, wenn der Plasmastrahl auf Oberflächen trifft, optimiert die Benetzbarkeit und bewirkt eine signifikante Steigerung der Adhäsionsfähigkeit. Diese führt zu einer langzeitstabilen Haftfestigkeit von Klebstoffen, Farben, Lacken, Flüssig- oder Feststoffdichtungen. PlasmaPlus, ein weiteres von Plasmatreat entwickeltes Verfahren, ermöglicht es darüber hinaus, Kunststoffe mit einer Nanobeschichtung zu versehen, die die Haftung von Klebstoffen verbessert und gleichzeitig auf umweltschädliche Chemikalien wie Primer verzichtet.
Mehr Ressourcenschonung
Mit ihren vorteilhaften Eigenschaften spielt die Plasmatechnologie eine Schlüsselrolle bei der Umsetzung der drei grundlegenden Prinzipien der Nachhaltigkeit – Reduce, Reuse, Recycle – in der Kunststoffindustrie: Reduce: Durch den Einsatz von Plasmatechnologie lässt sich die Kunststoffproduktion ressourcenschonender gestalten, denn eine Plasmabehandlung erhöht die Kompatibilität von Kunststoffen. Energieintensive, teure Materialien können z. B. durch kostengünstigere und ressourcenschonendere Alternativen, z. B. Recyclingkunststoffe, ersetzt werden.
Reuse: Die Lebensdauer von Kunststoffprodukten wird durch den Einsatz von Plasma erheblich verlängert. Dank der verbesserten Haftung und Widerstandsfähigkeit, die durch Oberflächenmodifikation mit Plasma erzielt wird, lassen sich Produkte länger nutzen und wiederverwenden.
Recycle: Ein entscheidender Vorteil liegt in der verbesserten Verarbeitbarkeit von

Openair-Plasma Behandlung eines Bechers, der aus recyceltem Kunststoff hergestellt wurde. (Bild: Plasmatreat GmbH)
Recycling-Kunststoffen. Die Plasmavorbehandlung macht diese Kunststoffe besser nutzbar, ermöglicht deren Rückführung in den Kreislauf und reduziert Abfälle. Zusätzlich sorgt die Plasmatechnologie für umweltfreundlichere Fertigungsprozesse. Die Openair-Plasma Behandlung benötigt zum Betrieb lediglich Druckluft und Strom, ist lösungsmittelfrei und reduziert den Bedarf an umweltschädlichen Chemikalien. Das spart nicht nur Ressourcen ein, sondern reduziert auch den CO2-Ausstoss und verbessert die Ökobilanz zahlreicher Industrieprozesse.
Praxisbeispiele von Plasmatreat belegen, wie die innovative Technologie zu einer nachhaltigeren Kunststoffwirtschaft beiträgt. So setzt ein Kunde bei der Verklebung von Lw-Planen auf Openair-Plasma und spart damit jährlich 2200 Liter Lösemittel ein. In der Herstellung von Schein -
werfern erreichte ein renommierter Fahrzeughersteller durch die Umstellung auf einfachere und energieeffizientere Kunststoffe eine Einsparung von 65 Millionen kWh Energie und 3100 Tonnen CO2. Wie der Einsatz von Plasmatechnologie die Verarbeitung von Recyclingkunststoffen vereinfacht, zeigt ein Projekt von Plasmatreat mit dem Spritzgiessanlagen-Hersteller Arburg: Recycelte Polypropylen-Trinkbecher werden durch eine Openair-Plasma Vorbehandlung für den UV-Digitaldruck vorbereitet. So wird ohne den Einsatz zusätzlicher Chemikalien eine brillante und beständige Bedruckung erreicht.
«Die Plasmatechnologie unterstützt die Kunststoffindustrie massgeblich dabei, nachhaltigere Produktionsprozesse umzusetzen....»
Joachim Schüssler, Vertriebsleiter Deutschland, Plasmatreat
«Die Plasmatechnologie unterstützt die Kunststoffindustrie massgeblich dabei, nachhaltigere Produktionsprozesse umzusetzen und die Umweltbelastung erheblich zu reduzieren. Eine effiziente Nutzung von Recyclingkunststoffen und die Vermeidung umweltschädlicher Chemikalien machen sie zur Schlüsseltechnologie für die Kunststoffwirtschaft der Zukunft», betont Joachim Schüssler, Vertriebsleiter Deutschland bei der Plasmatreat GmbH.
Kontakt
Plasmatreat GmbH
Queller Str. 76-80
D-33803 Steinhagen www.plasmatreat.de n
Die Elastomerverarbeitung geht oft einher mit Prozessinstabilität, Ausschussproduktion, ungleichmässiger Vulkanisation und ineffizienten Zykluszeiten. Diese Herausforderungen verlangsamen Produktionsabläufe und verursachen wirtschaftliche Einbussen. Sie entstehen durch Variabilität in den Rohstoffen, schwankende Umweltbedingungen und die Grenzen herkömmlicher Prozesskontrollen. Moderne Ansätze zur Optimierung basieren zunehmend auf Echtzeit-Datenanalysen und maschinellem Lernen, um die Produktionsprozesse präziser zu steuern.
Die Verarbeitung von Elastomeren ist hochkomplex, da Temperatur, Druck und Materialeigenschaften dynamisch variieren. Kleinste Abweichungen können dazu führen, dass Teile unzureichend vernetzt oder fehlerhaft sind. Herkömmliche Qualitätskontrollen basieren oft auf Stichprobenanalysen, sodass Fehler erst spät im Herstellungsprozess erkannt werden. Echtzeit-Daten helfen, diese Variabilität besser zu verstehen und proaktiv gegenzusteuern.
Ineffiziente Zykluszeiten
Zykluszeiten werden häufig konservativ ausgelegt, um eine vollständige Vulkanisation sicherzustellen. Dies führt jedoch oft zu unnötig langen Produktionszeiten und erhöhtem Energieverbrauch. Durch den Einsatz intelligenter Prozesskontrollen können Zykluszeiten in Echtzeit an den tatsächlichen Vernetzungsgrad des Materials angepasst werden, wodurch sich Einsparpotenziale realisieren lassen.
Hohe Ausschussquoten
Defekte Bauteile, verursacht durch ungleichmässige Füllung des Werkzeugs oder lokale Über- bzw. Untervulkanisation, führen zu unnötigem Materialverbrauch und Nachbearbeitungskosten. Methoden zur

Fehlerfrüherkennung, die auf EchtzeitAnalysen basieren, helfen, Ausschuss zu reduzieren und den Materialeinsatz zu optimieren.
Fortschrittliche Prozesskontrolle
Innovative Technologien ermöglichen eine kontinuierliche Überwachung der Materialeigenschaften während des Produktionsprozesses. So können beispielsweise dielektrische Sensoren in Formwerkzeuge integriert werden, um Änderungen der Materialviskosität zu erfassen. Diese Daten bieten wertvolle Einblicke in den Vulkanisationsprozess und erlauben eine gezielte Anpassung der Prozessparameter.

Ein Beispiel für eine solche Technologie ist Sensxpert Insight, das Echtzeit-Sensordaten mit KI-gestützter Analyse kombiniert. Dadurch können Hersteller den Vernetzungsgrad (Degree of Vulcanization, DoV) exakt bestimmen und Zykluszeiten sowie Materialfluss präziser steuern. Dies reduziert den Energieverbrauch und trägt zur Nachhaltigkeit in der Produktion bei.
Maschinelles Lernen (ML) spielt eine zentrale Rolle bei der Verbesserung der Prozesskontrolle. Durch die Analyse grosser Datenmengen lassen sich Muster und Korrelationen erkennen, die mit herkömmli -
Medienplanung 2025!
Beratung und Infos unter: info@sigimedia.ch
+41 56 619 52 52
chen Methoden oft unentdeckt bleiben. KI-gestützte Algorithmen können beispielsweise Vorhersagen zur optimalen Vulkanisationszeit treffen und Anpassungen in Echtzeit vorschlagen.
Praxisbeispiele
Ein führender Hersteller von Pumpenkomponenten suchte nach einer Möglichkeit, die Produktionszeit für Gummistatoren zu reduzieren. Die Herausforderung bestand darin, die Zykluszeit zu optimieren, ohne die Qualität der Bauteile zu gefährden. Durch den Einsatz von Echtzeit-Überwachungstechnologien konnte die Produktion präziser gesteuert werden. Die Zykluszeit wurde dynamisch an den tatsächlichen Vernetzungsgrad angepasst, was zu einer durchschnittlichen Einsparung von 23% führte. Dies reduzierte nicht nur die Produktionskosten, sondern senkte auch den Energieverbrauch erheblich.
Ein weiteres Beispiel aus der Praxis zeigt, wie fortschrittliche Prozesskontrolle zur Re -
duzierung von Produktionsfehlern beiträgt. Ein Hersteller, der Hochspannungsleiter mit EPDM-Kautschuk umspritzt, hatte wiederholt Probleme mit unvollständigen Füllungen und fehlerhaften Isolationseigenschaften.
Durch die Implementierung von EchtzeitSensorik und KI-gestützter Analyse konnte der Materialfluss besser überwacht und optimiert werden. Dadurch sanken die Ausschussquoten signifikant, und die Produktqualität wurde langfristig verbessert.
Die Integration von Echtzeit-Daten und maschinellem Lernen wird die Elastomerindustrie nachhaltig verändern. Durch die Möglichkeit, Prozesse dynamisch anzupassen und Fehlerquellen frühzeitig zu erkennen, können Hersteller effizienter und nachhaltiger produzieren.
Wesentliche Vorteile dieser Technologien sind:
– Reduzierte Fehlerquote durch frühzeitige Identifikation von Prozessabweichungen
– Optimierte Zykluszeiten für geringeren Energieverbrauch
– Weniger Ausschuss durch präzisere Prozesssteuerung
– Höhere Nachhaltigkeit durch ressourcenschonende Fertigung
Für Hersteller von Elastomerbauteilen ist es entscheidend, sich frühzeitig mit den Möglichkeiten der digitalen Prozessüberwachung auseinanderzusetzen. Die Kombination aus Echtzeit-Sensorik und maschinellem Lernen bietet enormes Potenzial zur Steigerung der Effizienz und Qualität –und wird langfristig den Wettbewerbsvorteil sichern.
Kontakt
Netzsch Process Intelligence GmbH Gebrüder-Netzsch-Strasse 19 D-95100 Selb www.sensxpert.com n


Auf dem Firmengebäude im thurgauischen Eschlikon thront die neue Dachmarke
Die Thurgauer InnoGruppe ist für die Zukunft gerüstet. Mit der Einführung der Dachmarke InnoWay und einem modernen Auftritt schärft die Unternehmensgruppe zum 25-Jahr-Jubiläum ihr Profil als Schweizer Vorreiterin der Kreislaufwirtschaft im Kunststoffbereich. InnoWay vereint die Unternehmen InnoRecycling AG, InnoPlastics AG sowie das Sammelsystem Bring Plastic Back.
Im thurgauischen Eschlikon wird seit 25 Jahren mit viel Know-how und Innovationsgeist an der Kreislaufschliessung gearbeitet. Im Zentrum stehen die beiden Unternehmen InnoRecycling AG und InnoPlastics AG. Mit der Schaffung der Dachmarke InnoWay und dem geplanten Bau einer modernen Sortieranlage kommt die InnoGruppe ihrem Ziel des geschlossen Kunststoffkreislaufs in der Schweiz immer näher.
Wiederverwerten statt verbrennen
Am Unternehmensstandort in Eschlikon werden gemischte Kunststoffe aller Art verarbeitet. Das sind kurzlebige Kunststoffprodukte aus Haushalt, Gewerbe und Industrie, die in der Regel nach einmaligem
Gebrauch in der Verbrennung landen. Dazu gehören Folien, Flaschen, Töpfe, Kanister, Rohre oder Kübel aller Art.
Die Sammlung und Beschaffung dieser Kunststoffabfälle steht somit am Anfang des InnoWay-Kreislaufs. Hier hat sich die InnoGruppe unter anderem mit dem Sammelsystem Bring Plastic Back einen Namen gemacht. Mit dem kostenpflichtigen Sammelsack werden seit rund 12 Jahren gebrauchte Verpackungskunststoffe aus Haushalt, Gewerbe und Industrie gesammelt. Heute haben total 2,4 Mio. Schweizerinnen und Schweizer die Möglichkeit, mit Bring Plastic Back Haushaltkunststoffe zu sammeln und der Wiederverwertung zukommen zu lassen.
Recycling-Schaltstation
Auf dem Recyclingweg braucht es ein starkes Kompetenzzentrum, wo Kunden, Lieferanten und Endverbraucher aus einer Hand bedient werden. Die InnoRecycling

Das Basismaterial: gebrauchte, aber sortenreine Polyethylen- und Polypropylen-Wertstoffe.
AG ist im InnoWay-Kreislauf die zentrale Anlaufstelle, die auf die Annahme, Prüfung und Vermittlung von Kunststoffabfällen aller Art spezialisiert ist. Mit ihrem umfangreichen Netzwerk von Partnern und über 50 000 Tonnen verarbeiteten Kunststoffen pro Jahr ist die InnoRecycling AG in der Schweiz führend. Das familiengeführte Unternehmen mit rund 30 Mitarbeitenden ist ein wertvolles InnoWay-Bindeglied und arbeitet eng mit dem Schwesterunternehmen InnoPlastics AG zusammen, das aus den vermittelten Rohstoffen Regranulat herstellt.
Das letzte Puzzleteil des geschlossenen Kreislaufs InnoWay ist eine moderne Sortieranlage – die InnoSort. Noch steckt das Vorhaben in der Projektierungsphase. Aber was klar ist: in unmittelbarer Nähe der InnoRecycling AG und InnoPlastics AG soll in Eschlikon ein Sortierwerk für gemischte Kunststoffabfälle aus Haushalten, Industrie und Gewerbe entstehen. Die zu verarbeitende Mindestmenge liegt bei 20 000 Tonnen pro Jahr. Die Anlage soll aber auf eine Kapazität von 50 000 Tonnen pro Jahr ausgelegt werden. Eine erste Baueingabe ist noch im Jahr 2025 vorgesehen. Das geplante Investitionsvolumen liegt bei
einem mittleren zweistelligen MillionenBetrag.
Die InnoPlastics AG ist der InnoWay-Produktionsbetrieb und verarbeitet die Kunststoffabfälle zu hochwertigen Regranulaten – aufgebaut auf 50 Jahre Erfahrung im Kunststoff-Recycling. Sie zählt heute zu den professionellsten und angesehensten Unternehmen in der Branche und produziert pro Jahr rund 20 000 Tonnen Regranulat. Mit ausgereifter Technologie werden die sortenrein angelieferten Polyethylenund Polypropylen-Wertstoffe zerkleinert, gewaschen, getrocknet, regranuliert und homogenisiert.
Die Abnehmer von InnoPlastics-Kunststoff-Regranulaten sind mitunter in den Applikationen Rohr-, Folien-, Hohlkörperund Spritzguss-Industrie in der Schweiz und in EU-Ländern angesiedelt.
Das Endresultat des InnoWay-Recyclingprozesses ist qualitativ hochwertiges Kunststoffregranulat aus Polyethylen und Polypropylen. Die verschiedenen Regranulattypen eignen sich für Anwendungen im

Das InnoWay-Regranulat ist Basismaterial für verschiedenste Anwendungen.
Extrusion-, Blasextrusion- oder Spritzgussverfahren. Das Ende des InnoWay ist somit der Anfang für neue Kunststoffprodukte wie Flaschen, Rohre oder Folien. Im Regranulat aus dem InnoWay-Kreislauf steckt viel Innovation und Know-how, was zu massgeschneiderten Anwendungen aus echtem Schweizer Recyclingkunststoff führt.
Kontakt
InnoWay CH-8360 Eschlikon +41 71 552 56 56 www.innoway.ch n









































Kontinuierliche Schmelzefilter von ETTLINGER verarbeiten seit 2004 verschmutzte Polyolefine, Polystyrole, PET und PA. Der neue ERF 1000 erreicht bei Polyolefinen Durchsätze von bis zu 10 t/h– mit dem branchenweit geringsten Schmelzeverlust. Mit leistungsstarken Sieben für die höchsten Qualitätsansprüche setzt der ETTLINGER ERF weiterhin Maßstäbe.











Für das Recycling von Kunststoffen gibt es viele verschiedene Lösungen. Je nach Anwendungsfall werden die nötigen Zwischenschritte gewählt. Ein Unternehmen, das sich auf ganzheitliche Kunden-Lösungen konzentriert, ist die Zeppelin Systems.
Die Wiederverwertung und Aufbereitung von Kunststoffen wird für Unternehmen immer wichtiger. «Als globaler Anlagenbauer aber auch als Stiftungsunternehmen entwickeln wir daher nachhaltige Recycling Lösungen und Prozesse für unsere Kunden. Jede Projektphase wird in Eigenregie von uns begleitet», erklärt Hubert Stojanovic, Vice President Sales Performance Materials der Zeppelin Systems GmbH, das Erfolgsrezept. Hierfür bietet der Friedrichshafener Anlagenbauer vom Basic Engineering über die Automatisierung bis zur endgültigen Montage und umfassendem AfterSales Service vielfältige Leistungen für Anlagen im Kunststoff Recycling aus einer Hand und berücksichtigt dabei individuelle Kundenwünsche und bedürfnisse.
Einen wichtigen Part im Recycling Prozess nehmen Desodorierungsanlagen ein. In diesen werden Kunststoff Rezyklate durch einen thermisch physikalischen Reinigungsprozess entgast und von unangenehmen Gerüchen sowie anderen organischen Verunreinigungen befreit. Lösungen von Zeppelin Systems überzeugen hierbei insbesondere durch ihre energiesparenden Lösungen, indem sie darin eine Energierekuperation der Prozessabwärme integrieren.
Damit Anwender bei dem Prozessschritt der Desodorierung auf der sicheren Seite sind, bietet Zeppelin Systems die mobile Labor Desodorierungsanlage DEO L an. Im Labormassstab können die Prozessschritte wie Aufheizen, Entgasen und Abkühlen simuliert werden. Zunächst wird hierfür in das Schüttgut mit hoher Luftmenge erwärmt (erfolgt automatisch, bis die Zieltemperatur erreicht ist). Anschliessend startet die Desodorierung mit reduzierter
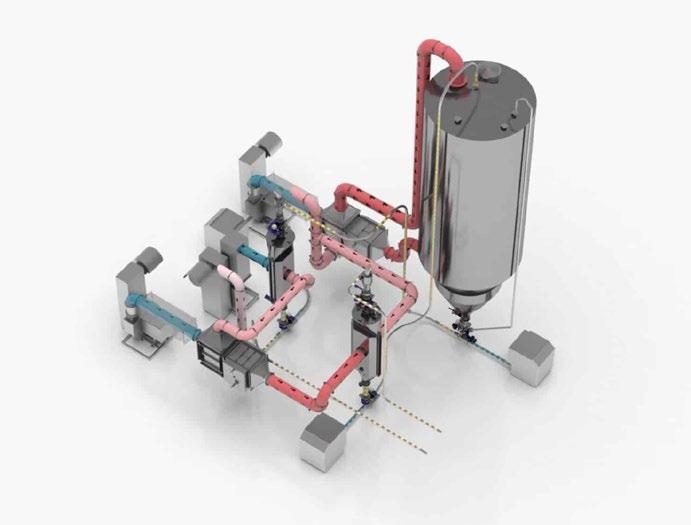
Kunststoff-Rezyklate effektiv entgasen mit dem intelligenten Fresh-TEC Verfahren. (Bild: Zeppelin Systems GmbH)
Luftmenge, je nach vorgegebener Verweilzeit.
Für das Abkühlen wird erneut eine hohe Luftmenge verwendet. Die Temperaturen der Einblasluftmenge lassen sich stufenlos bis 120°C über das Touchterminal einstellen, genauso wie der Volumenstrom oder die Verweilzeit. Ähnlich wie bei den Produktionsanlagen wurde auch bei der Laboranlage viel Wert auf die einfache Reinigung gelegt; Innenbehälter und Aussenbleche sind daher aus hochwertigem Edelstahl gefertigt. Die in der Anlage gewonnenen Prozessparameter lassen sich auf industrielle Anlagen übertragen. Die im Labormassstab erzielten Entgasungsergebnisse bieten damit eine zuverlässige Grundlage für die Vorhersage der Desodorierungsleistung in grosstechnischen Anlagen.
Trennen im Gegenstromsichter
Eine weitere wichtige Aufgabe ist die zuverlässige Trennung der Leichtkunststofffraktionen wie Folien, dünne Flakes oder Layer von den Schwerfraktionen, wie Hartplastik oder anderen Fremdstoffen. Der Gegenstromsichter GSF ist so konzipiert, dass der Gutproduktstrom gemeinsam mit der Förder und Sichtluft über den Aspirationsstutzen ausgetragen wird. Der Sichter lässt sich direkt in pneumatische Förderanlagen einbinden. Er ist sowohl für offene Systeme als auch Kreislaufanlagen geeignet. Das Grobgut wird gravimetrisch am unteren Produktaustritt oder optional über eine nachgeschaltete Zellenradschleuse abgeführt. Mit dem GSF ist eine konstante Abscheideleistung über die gesamte Betriebsdauer möglich. Da der Sichter ohne bewegte Teile auskommt, ist er ausserdem
wartungsfrei. Im kontinuierlich arbeitenden Gegenstromsichter GSF ist ein Durchsatz von bis zu 25 m³/h Schüttgut möglich.
«Der Anwender benötigt nicht nur ein sicheres, sondern auch ein wirtschaftliches Anlagenkonzept für das Recycling seiner Wertstofffraktionen.»
Bert Theuwissen, Managing Director, Zeppelin Systems Benelux NV
Ein weiterer wichtiger Aspekt bei der Herstellung hochwertiger Kunststoff Rezyklate ist die Homogenisierung, also die gleich mässige Durchmischung der Kunststoff schüttgüter. Auch hier sorgt Zeppelin Sys tems mit seinen massgeschneiderten Lösungen für die nahtlose Integration in den Gesamtprozess, damit die Anwender sich darauf verlassen können, dass die Produktion unter stabilen Bedingungen abläuft. Anwender schätzen ausserdem die schonende statische Homogenisierung in den Anlagen von Zeppelin Systems. Zu dem arbeiten die Anlagen leise, sauber und benötigen keine Wartung und zusätz liche Energie zum Mischen.
Heterogenes Ausgangsmaterial
Laut EU Richtlinie müssen bis Ende 2025 rund 65 Gewichtsprozent aller Verpackungsabfälle in Europa recycelt werden. Bis spätestens 2030 sind es mindestens 70 Gewichtsprozent. Insbesondere für Fluffy Materials, wie Folien, Vliese oder Fasern, ist dies häufig mit grossen Herausforderungen verbunden. Zeppelin Systems arbeitet seit Jahren an innovativen Recyclinglösungen und bietet auch für diese vermeintlich schwierigen Produkte überzeugende Lösungen. Denn: Während es für hartes Grobgut aus PE, PP, ABS oder PS bereits gute Recy clinglösungen gibt, stehen Lösungen für Fluffy Materials noch am Anfang. Hier wer den Anlagen benötigt, die grosse Material ströme sicher verarbeiten und flexibel auf Änderungen der Eingangsströme reagieren können. Zeppelin Systems setzt mit Fluff Tec genau hier an: «Der Anwender benötigt
nicht nur ein sicheres, sondern auch ein wirtschaftliches Anlagenkonzept für das Recycling seiner Wertstofffraktionen. Wir können die Zusammensetzung und Mischung des Altkunststoff Materials direkt kontrollieren und steuern», erklärt Bert Theuwissen, Managing Director der Zeppelin Systems Benelux NV und ergänzt: «Zeppelin Systems bietet dafür als erfahrener Anlagenbauer und Systemanbieter alle Schritte prozesssicher an, von der Lagerung im Silo bis Aufbereitung von (fluffigem) Altkunststoff über

die Sortierung.» Nach Wunsch kann dies auch vollautomatisiert mit der Rezepturund BatchmanagementSoftware «Namiq Recipe» geschehen, sodass der Kunde jederzeit die Qualität seines Endprodukts ökonomisch steuern kann.
Kontakt
Zeppelin Systems GmbH GrafZeppelin Platz 1 D 88045 Friedrichshafen www.zeppelin systems.com n














































FolgenSiediesemLink für detaillierte Produktinformationen,Videosund Anwendungsinformationen: netzs.ch/newdma


























Neue Lösungen für das Abfallmanagement und die Kreislaufwirtschaft von Kunststoffen haben acht FraunhoferInstitute im Leitprojekt »Waste4Future« entwickelt. Mit ihrer Expertise verbessern sie Aspekte wie Recycling, Sortierung, Rezepturentwicklung, Verwertungspfade und die Minimierung von Abfallströmen. Das macht insbesondere die Nutzung von kunststoffhaltigen Abfällen möglich, die bisher verbrannt wurden. Die Ergebnisse wurden nun in einem Abschlusstreffen Vertretern der Industrie vorgestellt.
Leistungsfähige Kunststoffe gehören zu den weltweit wichtigsten Werkstoffen und machen viele Anwendungen erst möglich, die für die industrielle Nutzung ebenso wie für unseren Alltag erhebliche Vorteile bringen. Allerdings werden sie meist aus fossilen Rohstoffen hergestellt, was entsprechende CO2-Emissionen mit sich bringt. Zudem fallen allein in Deutschland pro Jahr mehr als 6 Millionen Tonnen kunststoffhaltiger Abfälle an, die rund zur Hälfte derzeit noch verbrannt statt werkstofflich verwertet werden.
«Der Ansatz, den im Kunststoff enthaltenen Kohlenstoff als Ressource zu betrachten und weiter zu nutzen, drängt sich deshalb auf. Voraussetzung für die Etablierung einer solchen Kreislaufwirtschaft ist es, kohlenstoffhaltige Bestandteile im Abfall besser zu erkennen, besser zu verwerten und daraus wieder hochwertige Ausgangsmaterialien für die Industrie zu machen. Mit unseren gebündelten Kompetenzen haben wir dafür im Leitprojekt individuelle

Bis in den Pilotmassstab (hier das Grosstechnikum am Fraunhofer IVV) haben die Projektpartner ihre Lösungen skaliert. (Bilder: Fraunhofer)
und innovative Lösungen für sehr unterschiedlich zusammengesetzte Abfallströme gefunden», sagt Prof. Dr. Erica Lilleodden, Gesamtprojektleiterin «Waste4Future» und Leiterin des Fraunhofer-Instituts für

Aus kunststoffhaltigem Abfall wurde im Projekt Polyamid extrahiert, das im Spitzguss zu einer Stuhlschale verarbeitet wurde.
Mikrostruktur von Werkstoffen und Systemen IMWS, das die Federführung im Projekt hatte. Die Fraunhofer-Fachleute konzentrierten sich insbesondere auf die Nutzung von Kunststoffabfällen, die bisher nicht weiterverwertet werden können. Sie definierten dazu sechs Forschungsschwerpunkte: Bewertungsmodell, Sensortechnik, Sortiertechnik, werkstoffliches Recycling, chemisches Recycling und Fomulierungsentwicklung.
Fokus auf Polyamid gelegt
Um die neuen Möglichkeiten zu demonstrieren, haben sie eine Stuhlschale aus recyceltem Polyamid hergestellt. Der Kunststoff wurde automatisiert aus einem Abfallstrom heraussortiert, anschliessend aufbereitet und dann im Spritzguss verarbeitet. Das Bauteilverhalten wurde mit Neuware sowie anderen verfügbaren Rezyklaten verglichen. Ergebnis: Die Recycling-Sitzschale ist in allen wichtigen As -
pekten konkurrenzfähig. «Wir haben den Fokus auf Polyamid gelegt, weil es hier insbesondere eine hohe Nachfrage aus der Automobilindustrie gibt und der Bedarf in den kommenden Jahren durch strenge Regulierung noch steigen wird», sagt Prof. Dr. Maik Feldmann, Technischer Projektleiter von «Waste4Future». «Mit dem Demonstrator konnten wir im Konsortium den gesamten Weg vom komplexen Abfallstrom aus einer Schredderleichtfraktion über hochwertige Rezyklate bis zum neuen Produkt nachzeichnen und aufzeigen, in wie vielen Bereichen wir dabei gemeinsam Fortschritte erzielt haben.»
Hervorzuheben ist die Entwicklung von Grundlagen für ein ganzheitliches Modell, das eine (Echtzeit)-Bewertung von (Kunststoff-)Recyclingprozessen nach ökologischen und ökonomischen Kriterien erlaubt. Das Modell ermöglicht Aussagen darüber, welche Qualität ein Abfallstrom hat und wie sich seine einzelnen Bestandteile mit möglichst hochwertiger Nutzung weiterverwerten lassen. «Wir haben durch digitale Zwillinge von Prozessen und Materialien eine Interaktionsmöglichkeit zwischen realer und virtueller Welt geschaffen», sagt Dr. Gert Homm, Leiter des Teilprojekts «Entropiebasiertes Bewertungsmodell». Dabei wurden auch ein Sortierdemonstrator (Multi-Sensor-System mit KI-basierter Datenauswertung) entwickelt und die grundsätzliche Eignung der THzSensortechnologie für die bisher kaum mögliche Sortierung schwarzer Kunststoffe nachgewiesen, die für die Sortierung realer Abfall-Fraktionen allerdings noch weiterentwickelt werden muss.
Hochreine Kunststoffrezyklate Erhebliche Fortschritte wurden bei der Bewertung von Rezyklaten (z. B. Alterungsprozesse) und in der Rezepturentwicklung (z. B. Additivierung) erzielt. So wurde die Online-Rheologie als schnelles DiagnoseTool zur Rezepturentwicklung wie dem Einsatz von Prozess-Stabilisatoren bei Polyolefinen und Koppleradditiven zum Molmassenaufbau bei Polyamiden entwickelt. Bei Polyolefinen hat das Projektteam sogenannte Kipp-Punkte als Sortierkriterium für die kaskadierte Aufbereitung identifiziert. Mittels lösemittelbasierten Recyclings wurde die Herstellung hochreiner Kunststoffrezyklate erfolgreich umgesetzt.
Es wurden geeignete Verwertungspfade für Polypropylen (PP), Polystyrol (PS), Acrylnitril-Butadien-Styrol-Copolymere (ABS) und Polyamid (PA) aus Schredderabfällen konzipiert und dabei auch Massenbilanzen stark inhomogener Abfallströme (post-industrial und post-consumer Kunststoffabfälle) erstellt.
Für das chemische Recycling (Pyrolyse, Gasifizierung) ermöglicht das neuartige Entropiemodell eine ganzheitliche Bewertung kunststoffhaltiger Abfallströme. «Wir konnten zeigen, dass durch Gasifizierung und Pyrolyse auch Polyamid-haltige Fraktionen verwertet werden können, die nicht mehr mechanisch recycelbar sind», sagt Dr. Jörg Kleeberg, Leiter des Teilprojekts «Chemisches Recycling». Die Ergebnisse bilden die Basis für eine ASPEN-Modellierung, die auch als Grundlage für die Synthese völlig neuer Kunststoffe genutzt werden kann.
Bei allen Aktivitäten hatten die Projektpartner im Blick, dass innovative Lösungen nicht nur im Labor funktionieren müssen, sondern sich auf den Bedarf der Industrie skalieren lassen. Entsprechend nutzten die beteiligten Institute ihre erstklassige technische Ausstattung, um in vielen Bereichen bis in den Demonstrator- und Pilotmassstab zu arbeiten. Dr. Elke Metzsch-Zilligen, Leiterin des Teilprojekts «Werkstoffliches Recycling» betont abschliessend: «Wir haben stets das gesamte System betrachtet, einschliesslich der ökonomischen Bewertung und regulatorischen Rahmenbedingungen. Die erzielten Optimierungen bei Sortierung, Aufreinigung, Verarbeitung recycelter Kunststoffe in hoher Qualität und Identifizierung passender Verwertungspfade bieten sehr attraktive neue Möglichkeiten etwa für die Abfallwirtschaft und die Chemieindustrie, bis hin zur Entwicklung ganz neuer Geschäftsmodelle.»
Kontakt
Fraunhofer-Institut für Mikrostruktur von Werkstoffen und Systemen IMWS
Prof. Dr.-Ing. Maik Feldmann
D-06120 Halle (Saale)
+49 345 5589-203
maik.feldmann@imws.fraunhofer.de www.ipa.fraunhofer.de n


Wir verschaffen Ihnen den Durchblick!
Die industrielle Computertomografie ermöglicht einen zerstörungsfreien Blick ins Innere und bietet eine präzise Vermessung sowie Analytik Ihres Bauteils:
• Zusammenbauanalyse
• Defektanalyse
• Lunkeranalyse
• Wandstärkenanalyse
• Soll-Ist-Vergleich
Die gewonnenen Daten können ausserdem für ein ReverseEngineering oder eine Werkzeugkorrektur verwendet werden.
Sie haben ein Problem? Wir finden die Lösung.
Polymerchemiker der ETH Zürich haben einen überraschenden Weg gefunden, über den sich der als Plexiglas bekannte Kunststoff PMMA fast vollständig in seine Monomerbausteine zerlegen lässt. Selbst Zusatzstoffe stören den Prozess nicht.
Daniel Meierhans ¹
Heutiges Kunststoffrecycling beschränkt sich weitgehend auf die Sammlung sortenreiner Getränkeflaschen aus PET oder Polyethylen. Der gesammelte Kunststoff hat eine identische chemische Zusammensetzung und ähnlich lange Polymermoleküle. Auch Zusatzstoffe, mit denen beispielsweise Farbe, Weichheit oder Lichtbeständigkeit optimiert werden, sind ähnlich. Der Kunststoff kann daher direkt eingeschmolzen und zu neuen Flaschen gegossen werden. So genannte Mischkunststoffe aus verschiedenen Kunststoffsorten und -qualitäten werden dagegen meist nur zur Wärmegewinnung verbrannt, zum Beispiel in Zementwerken. Dadurch gehen wertvolle Rohstoffe verloren.
Wissenschaftler um Athina Anastasaki vom Labor für Polymermaterialien der ETH Zürich haben jetzt einen Weg gefunden, Kunstoffe, in dem Fall Plexiglas, fast vollständig in seine Monomerbausteine zu zerlegen. Diese lassen sich dann aus dem Gemisch mit Additiven durch Destillation leicht zu hochwertigen Ausgangsprodukten für die Synthese neuer Plexiglaspolymere aufreinigen. Und das Potenzial ist gross: Mit einer weltweiten Jahresproduktion von rund 3,9 Millionen Tonnen wird Plexiglas (chemisch: PMMA, Polymethylmethacrylat) als widerstandsfähiges und leichtes Kunststoffglas in der Luft- und Raumfahrt, im Automobilbau, für Bildschirme und in der Bauindustrie immer häufiger verwendet.
Das in der Fachzeitschrift Science vorgestellte Verfahren der ETH-Forscher ist ausgesprochen robust. Es funktioniert auch mit sehr langen Polymerketten, die aus 10 000 Bausteinen bestehen. Auch Zu -
1 Daniel Meierhans, freier Autor

Die bunte Welt des Plexiglas’: Forschende entwickeln ein Verfahren, um diesen Kunststoff komplett in seine Bausteine zu zerlegen und diese wiederzuverwenden. (Bild: Adobe Stock/ Generiert mit KI)
satzstoffe wie Copolymere, Weichmacher oder Farbstoffe und die meisten anderen Kunststoffe stören die Kettenspaltung kaum. Selbst bei verschiedenfarbigem Plexiglas aus dem Baumarkt liegt die Ausbeute zwischen 94 und 98 Prozent.
Erstaunlich einfaches Verfahren «Unser Verfahren ist denkbar einfach», betont Anastasaki: «Wir brauchen nur ein chlorhaltiges Lösungsmittel, müssen das gelöste Recyclinggemisch mässig auf 90 bis 150 Grad Celsius erwärmen und können dann mit Hilfe von sichtbarem oder UV-Licht die Abbaureaktion gezielt starten.» Dass das so einfach funktioniert, hat die ETH-Professorin verblüfft. Wie viele andere wichtige Kunststoffe wie Polyethylen oder Polypropylen bestehen auch Plexiglaspolymere aus einer Polymerkette, die ausschliesslich aus Kohlenstoffatomen aufgebaut ist und von der je nach Kunststofftyp verschiedene Seitengruppen abzweigen. Solche einheitlichen Kohlenstoffketten stellten bisher eine unüberwindbare chemische Hürde für die gezielte Aufspaltung in Monomere dar, da sie keine definierten Angriffspunkte für Spaltungsreaktionen bieten. Die einzige Methode, mit der die homogenen Kohlenstoffketten in der industriellen
Praxis vollständig gespalten werden können, ist die so genannte Pyrolyse. Dabei werden die Kohlenstoffketten bei etwa 400 Grad Celsius thermisch gespalten. Diese Reaktionen sind jedoch unspezifisch und es entsteht ein Gemisch aus vielen verschiedenen Spaltprodukten. Der hohe Energieaufwand und die aufwendige Separierung des Gemisches schränken die Wirtschaftlichkeit der Pyrolyse stark ein. Seit einigen Jahren experimentieren verschiedene Forschungsgruppen mit modifizierten Polymeren. Dabei werden an den Enden der Polymerketten leicht abspaltbare Molekülgruppen eingeführt, die dann einen Abbau der Kette vom Ende her auslösen. Auf diese Weise erreichen die Forschenden zwar Ausbeuten von bis zu über 90 Prozent. Allerdings haben diese Designerpolymere mehrere entscheidende Nachteile: Sie müssen erst in die etablierte Kunststoffproduktion integriert werden. Zudem schränken ihre reaktiven Endgruppen die thermische Stabilität der Polymere und damit ihre Einsatzmöglichkeiten deutlich ein. Hinzu kommt, dass viele der üblichen Kunststoffadditive die Ausbeute der Reaktionen verringern und selbst bei längeren Polymerketten, wie sie in kommerziellen Kunststoffen häufig vorkommen,
der Abbau nur zu einem geringen Teil funktioniert.
Das Lösungsmittel bestimmt die Reaktion
Bei der Entdeckung der neuen Methode half, wie so oft in der Chemie, der Zufall, wie Anastasaki erklärt: «Wir waren eigentlich auf der Suche nach spezifischen Katalysatoren, die die Aufspaltung in die Monomere gezielt fördern. Doch in einem Kontrollexperiment stellten wir zu unserer Überraschung fest, dass der Katalysator gar nicht nötig war.» Das chlorierte Lösungsmittel, in dem die zerkleinerte Plexiglasprobe gelöst war, reichte aus, um das Polymer mit Hilfe von UV-Licht fast vollständig zu spalten.
die Formteilqualität
durch UV-Licht angeregt wird. Unerwartet war, dass langwelliges Licht die Bindung des Chlors an das Lösungsmittelmolekül aufbrechen kann. Dies geschieht durch ein beinahe esoterisch anmutendes photochemisches Phänomen, bei dem ein sehr geringer Anteil der Lösungsmittelmoleküle UV-Licht mit hoher Wellenlänge absorbiert. Um den Mechanismus der Spaltung aufzuklären, konnte Anastasaki auf die Hilfe von Spezialisten aus anderen ETH-Forschungsgruppen zählen. Tae-Lim Choi vom Laboratorium für Polymerchemie berechnete die theoretischen Elektronenzustände der beteiligten Moleküle, und Gunnar Jeschke vom Institut für Molekulare Physik führte Elektronenspinresonanz-Messungen durch, mit denen die theoretischen Vorhersagen experimentell überprüft wurden.
rierte chemische Verbindungen schaden der Umwelt. Unser nächstes Ziel ist es deshalb, die Reaktionen so zu modifizieren, dass sie auch ohne das chlorierte Lösungsmittel funktionieren.
In welcher Form und in welchem Zeitrahmen die ETH-Methode in die Praxis umgesetzt wird, ist noch offen. Auf jeden Fall haben die Forschenden um Anastasaki die Tür zu neuartigen Recyclingmethoden aufgestossen, mit denen sich auch die bisher chemisch unzugänglichen Kohlenstoffketten von Kunststoffen gezielt aufspalten lassen.
Literaturhinweis
Kühlen und Temperieren mit System Energiekosten die Formteilqualität
Kühlen und Temperieren mit System Energiekosten
Kühlen und Temperieren mit System Energiekosten die Formteilqualität
Kühlen und Temperieren mit System Energiekosten die Formteilqualität
Als die Forschenden die Spaltungsreaktion genauer untersuchten, stiessen sie auf einen überraschenden Mechanismus. Das chemisch aktive Teilchen der Reaktion ist ein Chlorradikal. Es wird aus dem chlorierten Lösungsmittel abgespalten, wenn es
In Zukunft will die ETH-Forscherin bei ihrem Recyclingverfahren allerdings auf das chlorierte Lösungsmittel verzichten: «Chlo -
Herbold Meckesheim – Spezialist für Maschinen und Anlagen zum Kunststoffrecycling
Systeme für die Kunststoffindustrie Produkte und Lösungen
Wang HS, Agrachev M, Kim H, Truong NP, Choi T-L, Jeschke G, Anastasaki A: Visible light–triggered depolymerization of commercial polymethacrylates. Science 387,874-880 (2025). DOI: https://doi.org/10.1126/science.adr1637
Kontakt
www.ethz.ch n
Brehm - Ihr Peripherie Spezialist -
•Energieeffizienz
•Produktivitätssteigerung
•Wirtschaftlichkeit
•Nachhaltigkeit
• von der Planung bis zur Ausführung – alles aus einer Hand
• Qualität und Kundenfreundlichkeit sind unser Erfolgsrezept
•Unsere Ruhe schafft Freiraum für das Wesentliche
Herbold Meckesheim GmbH
•Flexibilität durch unser grosses Ersatzteillager
Verfahrenslösungen für die Aufbereitung von Kunststoffabfällen
Industriestrasse 33 D-74909 Meckesheim
Neu bei KUNSTSTOFF.swiss:
Wir freuen uns, Ihnen eine Möglichkeit zur CO2-Bilanzierung anzubieten: Mit der Softwarelösung unseres neuen Partners Ecospeed können Sie CO2Bilanzen für Produkte, Herstellungsprozesse und Materialien sowie das gesamte Unternehmen mit nur wenigen Klicks erstellen.
Debora Rondinelli
Ecospeed, eine Ausgründung der ETH Zürich von 2002, bietet fortschrittliche webbasierte Softwarelösungen zur Umweltbilanzierung und fördert Nachhaltigkeit. Der Gründer Christoph Hartmann entwickelte eine der ersten städtischen Klimabilanzen Europas für Zürich, was die Grundlage für Ecospeed bildete. Heute ist das Unternehmen Partner der Schweizer Bundesregierung und arbeitet europaweit mit über 3000 Organisationen. Seit März 2025 ist Ecospeed Partner und Mitglied von KUNSTSTOFF.swiss und bietet der Kunststoffindustrie eine branchenspezifische Lösung an. Mitglieder von KUNSTSTOFF.swiss, erhalten diese zu Sonderkonditionen.
Die Software wird unabhängig von Beratungsdienstleistungen angeboten, wodurch Kunden die Flexibilität haben, Berater ihrer Wahl zu nutzen. Auf Wunsch bietet Eco -
speed auch direkte Beratungsdienstleistungen an. Das Unternehmen engagiert sich beständig für eine bessere Umwelt und unterstützt Behörden und Unternehmen im Monitoring von Klimakennzahlen. Ziel ist es, Kunden durch befähigende Softwarelösungen zur eigenständigen und effektiven Nutzung zu verhelfen.
Corporate Carbon Footprint (CCF)
– Berechnung der CO2-Emissionen (Scope 1–3) nach ISO 14064 & Greenhouse Gas Protocol (TÜV-geprüft)
– ESRS-Indikatoren nach offiziellem CSRD-Standard
– Interaktives Dashboard mit Auswertungen und Analysen
– Verwendung einer umfassenden & transparenten LCA-Datenbank
– Einbindung von Lieferanten
– Initiales Software-Setup & laufende Wartung
– DSGVO-konforme Datenhaltung
Product Carbon Footprint (PCF)
– Berechnung der CO2-Emissionen (Scope 1–3) nach ISO 14067
– Abbildung von Herstellung, Gebrauch & Entsorgung
–
Ecoinvent-Datenbank in deutscher Sprache (einzige Software weltweit)
– Vergleich von Produktvarianten
– Initiales Software-Setup & laufende Wartung
– DSGVO-konforme Datenhaltung
Einführungswebinare zum Kennenlernen der Software
Das Webinar gibt Ihnen einen ersten Einblick in die Software, die Sie als Mitglied von KUNSTSTOFF.swiss, PVCH, VKR und ERDE Schweiz mit Rabatt nutzen können und die bereits die wichtigsten Materiallisten für unsere Branche enthält.
– Dienstag, 17. Juni, 11.00 Uhr
– Freitag, 19. September, 11.00 Uhr

www.kunststoff.swiss/ treibhausgasbilanzierung
Am 26. März 2025 lud KUNSTSTOFF. swiss, die vom Bund bestellte Organisation der Arbeitswelt (OdA) für die Kunststoffberufe, Berufsberater/-innen aus dem Kanton Aargau und der Region zu einer Berufsorientierung ins Kunststoff Ausbildungs- und TechnologieZentrums (KATZ) ein. Ziel war es, die Lehrberufe Kunststofftechnologe/-in


und Kunststoffpraktiker/-in als attraktive Ausbildung bekannter zu machen.
Riccardo Casanova, Geschäftsführer von KUNSTSTOFF.swiss, begrüsste die Anwesenden und stellte den Verband vor. In seinem Vortrag ging er besonders auf das Thema Nachhaltigkeit ein. Er erklärte, dass Kunststoffe einen wichtigen Beitrag zur
Ressourcenschonung leisten. Durch ihr geringes Gewicht tragen sie beispielsweise dazu bei, dass Fahrzeuge bis zu 300 kg leichter sind, was den Treibstoffverbrauch und damit die CO2-Emissionen reduziert. Auch in anderen Bereichen der Mobilität –wie Zügen, E-Bikes, Bussen oder Flugzeugen – spielen Kunststoffe eine entscheidende Rolle bei der Energieeffizienz.
Zudem zeigte er die vielfältigen Recyclingmöglichkeiten von Kunststoffen auf. Kunststoffe lassen sich entweder stofflich recyceln, also zu neuen Produkten verarbeiten, oder chemisch in ihre Ausgangsstoffe zerlegen, was insbesondere bei kontaminierten oder gemischten Kunststoffabfällen sinnvoll ist. Darüber hinaus können nicht wiederverwertbare Kunststoffe energetisch genutzt werden, um Wärme für Fernwärmenetze oder industrielle Prozesse bereitzustellen.
Carina Nijsen, verantwortlich für die Berufsentwicklung bei KUNSTSTOFF.swiss, führte die Veranstaltung mit der zentralen Frage weiter: «Wo begegnet uns Kunststoff im Alltag?» Die Antwort darauf ist überraschend – oft nehmen wir ihn gar nicht bewusst wahr, doch er ist überall! Ob in Spielzeug, Verpackungen, Kleidung, Kosmetik, Haushaltsartikeln, Medizin, Autos oder Elektronik – Kunststoff ist unverzichtbar und spielt eine zentrale Rolle in vielen Industrien. Als Beispiel präsentierte sie bekannte Schweizer Kunststoffprodukte, die vielen vertraut sind: Airex-Trainingsmatten, Zahnbürsten von Trisa und Spritzen von B. Braun. Danach stellte sie die beiden Lehrberufe vor. Kunststofftechnologen/-innen EFZ sowie Kunststoffpraktiker/-innen EBA sind für die Herstellung von Kunststoffprodukten verantwortlich, überwachen den Produktionsprozess, entwickeln kundenspezifische Anwendungen und sorgen für die Qualitätssicherung. Zudem informierte sie über die zahlreichen Weiterbildungsmöglichkeiten in der Branche.
Marcel Hess, Lehrperson der Kunststoffberufe an der Berufsschule Aarau, sprach über den handlungskompetenzorientierten Unterricht, bei dem stets der Praxisbezug im Vordergrund steht. Auch präsentierte er zentrale Leistungsanforderungen für die Berufsfachschule: Freude an Naturwissenschaften, technisches Verständnis, räumliches Vorstellungsvermögen sowie logisches und vernetztes Denken.
Im Anschluss moderierte Debora Rondinelli, verantwortlich für das Berufsmarketing im Verband, ein Interview mit zwei Lernenden. Tina Güdel, angehende Kunststofftechnologin im 1. Lehrjahr bei Ypsomed, und Lyan de Spindler, angehender Kunststofftechnologe im 1. Lehrjahr bei Georg Fischer, erzählten begeistert von ihrem Arbeitsalltag. Sie erklärten, wie spannend und abwechslungsreich die Kunststoffbranche ist und wie sehr sie die Kombination aus handwerklichen und digitalen Tätigkeiten fasziniert. Besonders schätzen sie die Vielseitigkeit ihres Berufs, die enge Zusammenarbeit im Team und die Möglichkeit, mit innovativen Materialien zu arbeiten. Ausserdem hoben sie hervor, dass der Beruf viele Elemente aus anderen technischen Berufen vereint –etwa aus der Polymechanik, Logistik und Automatisierungstechnik. Genau diese Mischung macht die Ausbildung für sie so interessant und lehrreich. Im Anschluss konnten die anwesenden Berufsberater/innen den Lernenden Fragen stellen und mehr über die Ausbildung erfahren.

Rémy Stoll, Geschäftsführer des KATZ, stellte das Kunststoff Ausbildungs- und Technologie-Zentrum sowie dessen Ausund Weiterbildungsangebote vor. Das KATZ fördert die berufliche Weiterentwicklung, indem es spezialisierte Kurse für Fachkräfte und Quereinsteiger anbietet. Stoll erläuterte die sieben Module der überbetrieblichen Kurse (üK), die im KATZ – einem von zwei Ausbildungszentren in der Schweiz – vermittelt werden. Diese Module decken alle wichtigen Bereiche der Kunststoffberufe ab, darunter Grundlagen der Kunststofftechnik, Reparatur und Wartung sowie die Automatisierung von Produktionsprozessen. Die üK bieten den Lernenden praxisnahe Einblicke in Technologien und Themen, die in der Berufsfachschule oft nur theoretisch behandelt werden. Lernende in Kunststoffberufen arbeiten nicht nur mit Maschinen und Materialien, sondern müssen auch oft kreative Lösungen für technische Herausforderungen finden – sie sind somit echte Problemlöser.
Im Anschluss führte Martin Wüthrich, verantwortlich für Engineering beim KATZ, die Berufsberater/-innen durch das Ausbildungszentrum. Beim Rundgang erhielten sie praxisnahe Einblicke in die Ausbildung und konnten die Arbeit an den Maschinen aus nächster Nähe erleben.
Zum Abschluss des Events gab es einen Apéro, bei dem die Teilnehmenden die Gelegenheit hatten, in offener Runde Fragen an Lehrpersonen, den Verband und das üK-Zenter zu stellen. Dies bot eine wertvolle Möglichkeit zum Austausch und zur Vertiefung der gewonnenen Einblicke.
Kontakt
KUNSTSTOFF.swiss
Debora Rondinelli
CH-5000 Aarau
+41 62 834 00 65 d.rondinelli@kunststoff.swiss www.kunststoff.swiss

Die italienische Kunststoff- und Gummimaschinenindustrie verzeichnete im Jahr 2024 eine gemischte Entwicklung, wie aus dem Jahresabschlussbericht des Mecs Study Centre hervorgeht. Grundlage ist die Auswertung der Aussenhandelsdaten des italienischen Statistikamts ISTAT.
Laut interner Umfragen, die vom Sekretariat von Amaplast unter den rund 160 Mitgliedsunternehmen durchgeführt wurden, schlossen diese das Jahr 2024 mit einem Umsatzrückgang von knapp unter zwei Prozent im Vergleich zum Vorjahr ab. Dies folgt auf eine kräftige Erholungsphase nach der Pandemie, in der der Zeitraum von 2021 bis 2023 durch kontinuierliches Wachstum geprägt war – nach einem moderaten Einbruch von minus 3% im Krisenjahr 2020.
Positiv hervorzuheben ist ein leichter, aber stabiler Anstieg der Beschäftigtenzahlen in den Amaplast-Mitgliedsunternehmen um rund 1% zum Jahresende 2024. Dies unterstreicht das fortlaufende Engagement der Branche, ihre Strukturen zu modernisieren und zu stärken – eine Notwendigkeit angesichts der zunehmenden Herausforderungen in einem sich rasant wandelnden globalen Umfeld. Dazu gehören Investitionen in Spitzentechnologien auf Basis künstlicher Intelligenz sowie die Umsetzung servitisierungsorientierter Geschäftsmodelle.
Einmal mehr zeigt sich: Die italienische Kunststoff- und Gummimaschinenindustrie verfügt über eine hohe Resilienz und ist in der Lage, Herausforderungen auf verschiedenen Ebenen erfolgreich zu begegnen. Auf Grundlage der aktuellen Ergebnisse prognostiziert Amaplast für die Gesamtbranche einen Umsatzrückgang von rund drei Prozent im Vergleich zu 2023. Detailliertere Ergebnisse – differenziert nach geografischer Lage, Unternehmensgrösse, Maschinentyp und Anwendungssektor – werden im Rahmen der Nationalen Statistikumfrage Ende Juni veröffentlicht, im Anschluss an die Mitgliederversammlung.

(Bilder: Adpic)
Trotz zahlreicher und wachsender geopolitischer Spannungen, die die weltwirtschaftliche Stabilität gefährden, gelang es diesem bedeutenden Segment des italienischen Maschinenbaus erneut, Verluste zu begrenzen – vor allem dank der Stärke der Exporte. Diese legten im vierten Jahr in Folge um 1,5% zu und erreichten ein Gesamtvolumen von 3,62 Milliarden Euro. Insbesondere im letzten Quartal des Jahres 2024 – vor allem im Dezember – kam es zu einem deutlichen Anstieg der Ausfuhren. Dies führte zu einer positiven Korrektur früherer Schätzungen, die auf den bis September beobachteten Trends basierten.
Die solide Exportleistung, die rund drei Viertel der Gesamtproduktion ausmacht, kompensiert deutlich die Schwäche des Inlandsmarktes. Dies wird auch durch einen fast siebenprozentigen Rückgang
der Importe bestätigt, die mit etwas mehr als einer Milliarde Euro einen stärkeren Rückgang als im Vorjahr verzeichneten. Die italienischen Unternehmen sehen sich zunehmend mit Schwierigkeiten bei der Planung und Umsetzung strukturrelevanter Investitionen konfrontiert – Investitionen, die notwendig wären, um technologische Innovationen zur Steigerung der Wett bewerbsfähigkeit zu integrieren. Zwar verzögert sich die Umsetzung der Dekrete zu «Industria 5.0», jedoch sollen jüngst angekündigte Massnahmen zur Vereinfachung der Verfahren den Zugang zu Fördermitteln erleichtern und die Anwendung neuer politischer Leitlinien beschleunigen.
Auf makroökonomischer Ebene zeigten sich die Ausfuhren nach Europa – insbesondere in die EU – schwächer, während sie in den Amerikas stagnieren. Positive Entwicklungen waren hingegen in Asien zu beobachten. Betrachtet man die wichtigs-

Die solide Exportleistung kompensierte die Schwäche des Inlandsmarktes.
ten Einzelmärkte, so sanken die Lieferungen nach Deutschland um rund 2%. Angesichts der dortigen wirtschaftlichen und industriellen Krise ist dies ein vergleichsweise moderater Rückgang. Deutschland bleibt dennoch wichtigster Exportmarkt für italienische Kunststoff- und Gummimaschinen. Im Vergleich dazu erscheinen diese Zahlen noch erfreulicher, wenn man sie den Entwicklungen bei deutschen Herstellern gegenüberstellt, die im Jahr 2024 einen dramatischen Einbruch von 30% bei Inlandsverkäufen und Auftragseingängen verzeichneten.
Andere bedeutende europäische Märkte wie Spanien (–6%) und Rumänien (–20%) zeigten sich ebenfalls rückläufig, während Polen einen weiteren Rückgang von –19% meldete. Im Gegensatz dazu wuchs die Nachfrage aus der Türkei – trotz des Aus-
baus der dortigen Produktionskapazitäten – um erfreuliche 15%.
Aussereuropäische Märkte gaben ein gemischtes Bild ab – auch beeinflusst durch jüngste Unruhen im Zusammenhang mit von der Trump-Administration angedrohten, verhängten, ausgesetzten oder wieder eingeführten Zoll- und Protektionismus-Massnahmen. Die italienischen Exporte in die USA, den zweitgrössten Absatzmarkt der Branche, gingen um 4% zurück. Es wird jedoch noch mehrere Monate dauern, um die Auswirkungen potenziell neuer Zollregelungen vollständig zu bewerten. Dagegen wurde in Mexiko weiteres Wachstum verzeichnet – eine Fortsetzung der in den Vorjahren bereits dynamischen Entwicklung. Dennoch bleibt Mexiko stark von seinem nördlichen Nachbarn abhängig, dessen Politik direkte Auswirkungen auf mexikanische Investitionsentscheidungen hat. Weiter südlich legten die Exporte nach Brasilien mit einem Anstieg von 86% ge -
genüber 2023 deutlich zu – ein neuer Rekordwert von über 120 Millionen Euro, angetrieben von der Nachfrage nach Hightech-Maschinen. In Asien erzielten Italiens wichtigste Exportmärkte – China und Indien – jeweils erfreuliche Zuwächse von 15% gegenüber dem Vorjahr.
Bei den Maschinentypen für die primäre Verarbeitung, die den grössten Teil der Exporte ausmachen, wurde ein Rückgang von 7% bei Spritzgiess- und Extrusionsmaschinen verzeichnet. Dieser wurde jedoch durch die hervorragende Entwicklung bei Blasformmaschinen ausgeglichen, die verstärkt in die USA, das Vereinigte Königreich, nach Frankreich, in die Türkei und nach Polen geliefert wurden.
Auch Flexodruckmaschinen entwickelten sich mit einem Plus von 5% positiv und stellen 5% der Gesamtexporte dar. Pressen, die ebenfalls einen Anteil von 5% haben, verzeichneten sogar einen beeindruckenden Zuwachs von 59%. Formen, die rund ein Fünftel des Exportwerts ausmachen, beendeten das Jahr hingegen mit einem enttäuschenden Minus von 5%. Mit Blick auf das Jahr 2025 lassen sich bereits in den ersten Wochen – trotz zunehmender geopolitischer Spannungen –auch am Binnenmarkt erste positive Signale erkennen. Eine tatsächliche Trendwende oder zumindest eine Stabilisierung der zentralen Indikatoren wird allerdings nicht vor dem zweiten Halbjahr erwartet.
Kontakt Amaplast
Centro Direzionale Milanofiori
Strada 1 – Palazzo F/3 I-20057 Assago (MI) www.amaplast.org n


Die Staatliche Kommission für Entwicklung und Reform Chinas hat angekündigt, einen öffentlich geförderten Wagniskapitalfonds für Robotik, künstliche Intelligenz und Spitzeninnovationen einzurichten. Insgesamt sollen von lokalen Regierungen und dem privaten Sektor rund 1 Billion Yuan (128 Mrd. EUR) über eine Laufzeit von zwanzig Jahren aufgebracht werden, informiert die IFR International Federation of Robotics.
Mit der Initiative setzt China darauf, seine technologiebasierte Erfolgsgeschichte in der Fertigung fortzusetzen: Innerhalb von zehn Jahren steigerte das Reich der Mitte seinen weltweiten Anteil an installierten Industrie-Robotern von etwa einem Fünftel auf mehr als die Hälfte der globalen Gesamtnachfrage.
«China ist es gelungen, die eigene Fertigungsindustrie in einem noch nie dagewesenen Tempo zu modernisieren», sagt Takayuki Ito, Präsident der International Federation of Robotics. «Mit seiner im Dezember 2021 veröffentlichten nationalen Robotik-Strategie lebt das Land vor, wie sich die Wettbewerbsfähigkeit einer Volkswirtschaft systematisch stärken lässt.»
Robotik schreibt Erfolgsgeschichte
Den Roboterherstellern aus China ist es gelungen, ihre Wettbewerbsposition im Heimatmarkt deutlich auszubauen: So stieg der Anteil der von lokalen Anbietern installierten Industrie-Robotern von 30% im Jahr 2020 auf 47% im Jahr 2023. Diese Robotik-Unternehmen profitieren dabei von einem rasant wachsenden chinesischen Endkundenmarkt mit steigender Nachfrage nach verschiedensten Konsum -
China will 1 Billion Yuan in die Robotik- und Hightech-Industrie investieren. (Bilder: IFR)
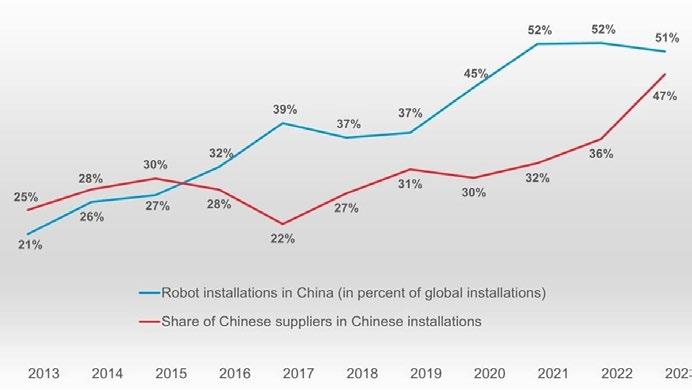
gütern. Zahlreiche Branchen bauen ihre Automatisierungsprojekte aus: Fast zwei Drittel aller Industrie-Roboter in der globalen Elektronikindustrie wurden beispielsweise allein in China installiert (2023). Chinesische Hersteller lieferten 54% aller Einheiten für diesen riesigen Binnenmarkt und damit rund 33% der weltweiten Nachfrage in der Elektronikindustrie. In der heimischen Metallindustrie und im Maschinenbau erreichen chinesische Roboterlieferanten sogar einen Marktanteil von 85%.
Als nächsten wichtigen Schritt strebt China an, Robotik mit anderen Zukunftstechnologien, wie künstlicher Intelligenz, verbesserten Komponenten und neuen Anwendungsszenarien, für die intelligente Fertigung zu integrieren. Dies wird durch Chinas jüngste Initiative deutlich, humanoide Roboter als Spitzentechnologie zu positionieren und dafür einen staatlich geförderten Risikokapitalfonds einzurichten.
«China hat gezeigt, wie Ideen konsequent in die industrielle Massenproduktion überführt werden können», sagt Dr. Dietmar Ley, Vorsitzender von VDMA Robotik + Automation. «Aktuell wird massiv in humanoide Robotik investiert. Das gilt nicht nur für China – einem Land mit einer eigens dafür aufgesetzten nationalen Strategie –auch in den USA werden Innovationen in diesem Bereich mit erheblichem Risikokapital vorangetrieben. Europa darf hier nicht den Anschluss verlieren. Für Europa ist daher von entscheidender Bedeutung, dass humanoide Roboter die Forschungslabore verlassen und skalierbar zu wettbewerbsfähigen Konditionen produziert werden. Um sicherzustellen, dass Europa auch in der humanoiden Robotik an der Spitze bleibt, ist ein koordiniertes Vorgehen nötig.»
Kontakt www.ifr.org n
Im Kooperationsprojekt BioKava entwickelte das Transfercenter für Kunststofftechnik mit Unternehmen aus Oberösterreich, Niederösterreich und der Steiermark PLA-basierte Rezepturen für Kunststoffe, die biobasiert und auch recyclingfähig sind. Der Kunststoff-Cluster hat das Projekt begleitet.
Biokunststoffe – vor allem jene, die bioabbaubar sind – werden oft als Lösung im Kampf gegen Kunststoffabfälle in der Umwelt gesehen. «Theoretisch zerfällt der Biokunststoff und wird von der Natur restlos abgebaut. Bei näherer Betrachtung wird jedoch schnell klar: Reine Polymilchsäure (PLA), einer der gängigsten Biokunststoffe am Markt, baut nur sehr langsam ab. Die Zugabe von thermoplastischer Stärke (TPS) würde diesen Umstand verbessern, allerdings lässt sich die veränderte Rezeptur meist schlechter verarbeiten», erklärt Projektleiter Christoph Burgstaller, Geschäftsführer des TCKT – Transfercenter für Kunststofftechnik.
Ziel im Projekt BioKava war, neue bioabbaubare und recycelfähige Materialien auf Basis von PLA und TPS zu entwickeln, die sowohl feste und steife als auch weiche und elastische mechanische Eigenschaften erfüllen. Das Projektteam hat sich auf vier Anwendungsbeispiele konzentriert: eine Rüsselkäferfalle, einen Schraubverschluss, eine Kaffeekapsel und eine Biofaser. Jeder der gewählten Demonstratoren hatte seine Tücken in der Verarbeitung, wie
Burgstaller beschreibt: «Die Biofasern auf PLA-Basis waren nicht ganz einfach zu spinnen und durch die im Prozess notwendigen Spinnöle auch schwer zu recyceln. Die Projektpartner NGR und IFG Asota haben zusammen aber gezeigt, dass es technologisch möglich ist, das Material so anzupassen, dass es versponnen und zu einem Vlies aus 100% rezykliertem PLA weiterverarbeitet werden kann.»
Kaffee, der nach Kaffee schmeckt
Auch das Herstellen einer Kaffeekapsel auf PLA-Basis erforderte die Kooperation und Expertise aller Projektpartner. «So eine Kapsel ist kurzzeitig einer hohen Temperatur ausgesetzt, deshalb hat unser Projektpartner TPK für diesen Anwendungsfall das Material modifiziert. Zur ursprünglichen Stärke von ARIC fügten wir ein Pflaumenkernmehl hinzu. Dieser Verstärkungsstoff, ein Nebenprodukt der Kern-Tec, erhöhte die Wärmeformbeständigkeit», erklärt Burgstaller. Eine weitere Herausforderung war auch der Spritzguss, für den Miraplast das Werkzeug ausgelegt und die Prototypen spritzgegossen hat. «Herausgekommen ist schliesslich eine kurzzeitig


Die Herstellung von Kaffeekapseln auf PLABasis erfordert die Expertise aller Projektpartner.
wärmebeständige und bioabbaubare Kapsel, die entgegen unseren ersten Befürchtungen auch keinen nach Pflaume schmeckenden Kaffee erzeugt, wie der Test von IM Polymer zeigte», berichtet Burgstaller.
Dichte Schraubverschlüsse
Zusätzlich erzeugte das Projektteam eine ausreichend weichmodifizierte PLA-Rezeptur unter Zuhilfenahme von biobasiertem Weichmacher. NaKu passte die Rezeptur weiter an, bis die Schraubverschlüsse dicht waren.
«BioKava hat gezeigt, dass sich Kooperationen auszahlen, insbesondere wenn es um komplexe Fragestellungen geht. Gemeinsam haben wir das notwendige Wissen erarbeitet, um die herausfordernden Anwendungen auch mit nachweislich bioabbaubaren und rezyklierbaren Biokunststoffrezepturen zu demonstrieren», fasst Christoph Burgstaller zusammen.
Kontakt
TCKT – Transfercenter für Kunststofftechnik GmbH
Franz-Fritsch-Strasse 11
A-4600 Wels
www.tckt.at n
Circular Economy, smartes Recycling und zukunftsorientierte Lösungen für die Rohr- und Profilextrusion – die Branche der Extrusion liess sich an den KraussMaffei TecDays «World of Extrusion» vom 25. bis 27. März 2025 in Laatzen begeistern.
lebensmittelechter rPET-Granulate die Besucher. Ein weiteres Highlight war die Weltpremiere des neuen PVCMehrschichtrohrkopfs, der in der Live-Demo die Produktion dreischichtiger Rohre aus Neuware und geschäumtem Kern vorführte.

Von Post-Consumer-Kunststoffabfällen zu hochwertigen Compounds (Bild: KraussMaffei Extrusion)
Rund 300 Besucher aus 44 Ländern nahmen an der Veranstaltung teil. Als starker Lösungspartner und Pioneer in der Kunststofftechnik präsentierte die KraussMaffei Extrusion nachhaltige und zugleich wirtschaftliche Lösungen für die drängendsten Fragen der Kunststoffindustrie. Begleitet wurden die TecDays durch hochkarätige Impulsvorträge von Partnern aus Industrie und Forschung sowie durch LiveDemonstrationen im hochmodernen Technology Center. Ein besonderer Eyecatcher war die Premiere des neuen Maschinenkonzepts für das kontrollierte Upcycling von PostConsumer-Kunststoffabfällen zu hochwertigen AutomotiveCompounds. Das innovative System ColorAdjust sorgte hierbei für präzise, reproduzierbare Farben. Darüber hinaus beeindruckte die Live-Demonstration einer energieeffizienten und skalierbaren Produktion
Die TecDays 2025 boten den Teilnehmenden eine ideale Plattform, um sich über Innovationen und nachhaltige Lösungen im Bereich Extrusion auszutauschen. Die gelungene Mischung aus Fachvorträgen, Live-Demonstrationen und Networking machte die Veranstaltung zu einem vollen Erfolg. «Wir sind sehr zufrieden mit den drei Tagen. Die Resonanz und das Feedback der Besucher sind überwältigend», resümierte Thomas Unger, Vice President of Technology, KraussMaffei Extrusion. Auch in Zukunft plant die KraussMaffei Extrusion weitere TecDays in diesem erfolgreichen Format.
Mehr zum Event:
Am 10. April 2025 fand die 32. Hauptversammlung des Verbands Deutscher Werkzeugund Formenbauer (VDWF) bei Mitglied und Gastgeber Arburg statt. Die meisten der über 230 Teilnehmer trafen sich bereits am Vorabend zum Networking in Lossburg. Zudem wurde rege Gebrauch davon gemacht, bei Betriebsrundgängen mehr über Produktion, Montage und Logistik von Spritzgiessmaschinen sowie über die Aktivitäten des Familienunternehmens hinsichtlich Digitalisierung und Nachhaltigkeit zu erfahren.
chen, hinter unserer wichtigen Branche Werkzeug- und Formenbau zu stehen.»
Neben klassischen Vertretern aus dem Werkzeug- und Formenbau nahmen an der Hauptversammlung des VDWF auch Hersteller von Maschinen, Komponenten, Zubehör und Software sowie Lohnfertiger, Dienstleister, Bildungspartner und wirtschaftsnahe Forschungseinrichtungen teil. Sie alle nutzten das Treffen auch intensiv dazu, Erfahrungen zu teilen und einen Blick über den eigenen Tellerrand zu werfen. «Das Interesse unserer

Dr. Christoph Schumacher, Bereichsleiter Global Marketing bei Arburg zeigte sich erfreut und stolz, dass der Werkzeugverband sich zu Networking und Hauptversammlung bei Arburg traf. Er betonte, wie wertvoll solche Veranstaltungen ‹gerade in Zeiten wie diesen› sind.
www.kraussmaffei.com
Prof. Dr. Thomas Seul, Präsident des VDWF, bedankte sich bei Arburg für die wunderbare Gastfreundschaft: «Damit setzt Arburg auch ein deutliches Zei -
Branche am gemeinsamen Austausch ist so hoch wie nie. In diesem Zusammenhang waren auch die Einblicke, die wir hier bei Arburg erhielten, für unsere Mitglieder und mich persönlich sehr eindrucksvoll und wertvoll», resümierte VDWF- Geschäftsführer Ralf Dürrwächter das Event. www.arburg.com
Der Oberflächenexperte joke Technology hat zum Jahresbeginn die gesamte Geschäftstätigkeit von Hesmer Antriebstechnik übernommen. Damit werden die international gefragten Produkte des Marktführers für Polierbock- und Präzisionsmaschinen zukünftig ausschliesslich von joke gefertigt. Der Übergang der Geschäfte inklusive Bearbeitung aller Kundenaufträge, Serviceleistungen und Beratungen erfolgte nahtlos, bestehende
Konditionen behalten ihre Gültigkeit.
Als bisheriger Vertriebspartner hatte joke Technology die Maschinen schon lange im Lieferprogramm. Mit der Übernahme der Geschäftstätigkeit integriert der Oberflächenexperte sie nun in die eigenen Produktionslinien – dabei bleiben die bisherigen Markenbezeichnungen und Produktmerkmale unverändert weiter bestehen:
«Die Polierbock UVM-Maschinen sind technisch die Refe -

Polierbock UVM-Maschine im Einsatz. (Bild: joke)
renzklasse bei Polierböcken, langlebig und unempfindlich
Der österreichische Spezialist für Kunststoffrecycling-Anlagen und -Komponenten Erema hat einen langjährigen Mitarbeiter zum Global Sales Director ernannt: Christoph Wöss, bisher Business Development Manager für den Bereich Bottle, hält seit 1. April 2025 die neu geschaffene Position innerhalb der Erema Geschäftsleitung inne. Christoph Wöss ist seit


24 Jahren Teil der Erema Unternehmensgruppe und verfügt über tiefgehende Marktkenntnisse. Durch seine langjährige Erfahrung ist er bestens mit den internationalen Märkten und den spezifischen Anforderungen der KunststoffrecyclingBranche vertraut. In seiner neuen Funktion wird er die weltweiten Vertriebsaktivitäten des Unternehmens steuern
gegenüber Störungen», sagt Carsten Schütz, Vertriebsleitung bei joke Technology. «Deshalb sind sie so gefragt. Wir fertigen sie unverändert mit einem äusserst leistungsstarken Motor, der schon im unteren Drehzahlbereich enorme Durchzugskraft bereitstellt.»
Vertriebspartner von joke für die Schweiz ist die Hatag Handel und Technik AG.
www.hatag.ch
und die strategische Weiterentwicklung im globalen Markt vorantreiben. In diesem Zusammenhang wird Wöss die Leitung des internationalen Vertriebsteams übernehmen und in enger Zusammenarbeit mit den weltweiten Tochterunternehmen die Marktpräsenz von Erema weiter stärken.
www.erema.com
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Neu: Die JN-Serie 15 – die nächste Generation für die Spritzgussmaschine!
– Grösserer Einfülltrichter, nahezu kein Materialrückprall
– Grössere Mahlkammer für sperrige Angüsse
– Einfachere Wartung dank neuer Trägerkonstruktion
– Kompakt, bedienerfreundlich, ideal für den Einsatz an Spritzgussmaschinen



Plastics Europe begrüsst die vorläufige Einigung zwischen Europäischem Parlament (EP) und Rat über verpflichtende Massnahmen zur Verhinderung von Kunststoff-Pelletverlusten entlang der gesamten Lieferkette – sowohl an Land als auch auf See. Dies sei ein entscheidender Schritt zur Verbesserung des Umweltschutzes und zur Förderung einer nachhaltigeren Kunststoffindustrie in Europa.

EU-Verordnung soll KunststoffPelletverluste vermeiden. (Bild: Plastics Europe)
«Nach unserer ersten Einschätzung baut die Vereinbarung auf den bisherigen Massnahmen der Branche auf und unterstützt deren Ziele zur Verhinderung von Pelletverlusten. Wir wissen es zu schätzen, dass die politischen Entscheidungsträger unsere freiwilligen Bemühungen zur Verhinderung von Kunststoff-Pelletverlusten durch das Programm Operati -
on Clean Sweep berücksichtigt haben. Der vorliegende pragmatische Ansatz der Gesetzgebung baut auf bewährten Praktiken auf und hilft, die zusätzliche regulatorische Belastung für die Industrie zu minimieren», betont Virginia Janssens, Geschäftsführerin von Plastics Europe. Infolgedessen seien First Mover, die bereits in Massnahmen zur Verhinderung von Pelletverlusten investiert haben, gut positioniert, um die neuen regulatorischen Anforderungen trotz der anhaltenden Wettbewerbsherausforderungen für die Branche zu erfüllen. Janssens ist überzeugt, dass die
getroffene Vereinbarung ein gutes Beispiel für eine smarte und wettbewerbsorientierte Gesetzgebung ist. Pelletverluste können an jedem Punkt der Lieferkette auftreten, einschliesslich der Pellet-Produktion, im Zuge jeglichen Transports sowie bei der Lagerung und der Verarbeitung in Endprodukte. «Wir freuen uns deshalb, dass das Europäische Parlament und der Rat erkannt haben, wie wichtig es ist, die Vermeidung von Pelletverlusten für alle Akteure in der Lieferkette verbindlich zu machen», so Janssens.
www.plasticseurope.org
Der neue Markt- und Trendreport des nova-Instituts über bio-basierte Polymere zeigt: Kapazitätserweiterungen in Asien und Nordamerika treiben das Wachstum an – Europa hinkt weiterhin hinterher. 2024 war ein respektables Jahr für bio-basierte Polymere mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von insgesamt 13 % bis 2029. Insgesamt verfügen bio-basierte, biologisch abbaubare Polymere über umfangreiche installierte Kapazitäten mit einer erwarteten CAGR von 17 % bis 2029, aber die derzeitige durchschnittliche Kapazitätsauslastung ist mit 65 % moderat. Im Gegensatz dazu haben bio-basierte, nicht biologisch abbaubare Polymere eine Nutzungsrate von 90 %, ihr Marktanteil wird aber bis 2029 nur um 10 % wachsen.
Das Gesamtproduktionsvolumen bio-basierter Polymere liegt im Jahr 2024 bei 4,2 Millionen Tonnen. Das entspricht
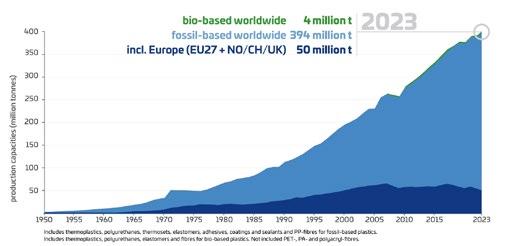
Kunststoffproduktion von 1950 bis 2023. (Grafik: nova-Institut, basierend auf ’Plastics - the fast Facts 2024’ von Plastics Europe)
1 % des Gesamtproduktionsvolumens fossilbasierter Polymere. Die CAGR bio-basierter Polymere ist mit 13 % deutlich höher als das Gesamtwachstum der Polymere (2-3 %). Diese Entwicklung wird sich voraussichtlich bis 2029 fortsetzen (Grafik). Mit diesen Wachstumsraten wird der Anteil der bio-basierten Polymere auf bis zu 2 % steigen.
Der Anstieg der Produktionskapazitäten von 2023 bis 2024 ist hauptsächlich auf den Aus-
bau der PLA-Kapazitäten und der Epoxidharzproduktion in Asien sowie auf einen weltweiten Anstieg der PUR-Produktion zurückzuführen. Auch die asiatischen Erweiterungen für PHA und PTT wurden in dem Bericht ab 2024 bereits berücksichtigt. Insbesondere bei PP, PHA und PEF wird ein kontinuierliches Wachstum von durchschnittlich 65 % bis 2029 erwartet. Während die PHAKapazitäten vor allem in Asien und die PEF-Kapazitäten in Asi -
en und Europa steigen werden, werden die PP-Kapazitäten insbesondere in Nordamerika zunehmen.
Während Asien und Nordamerika ihre globale Rolle bei der Versorgung mit bio-basierten Polymeren weiter ausbauen werden, wird der Marktanteil Europas bis 2029 voraussichtlich sinken. Mit neuen Investitionen in mehrere grosse Produktionskapazitäten für bio-basierte Polymere werden Asien und Nordamerika ihren Marktanteil um 4 % bzw. 5 % erhöhen, so dass sie zusammen mehr als 80 % des weltweiten Angebots an bio-basierten Polymeren ausmachen werden. Zwar sind auch in Europa einige neue Grossanlagen geplant, doch wird dies nicht ausreichen, um zu verhindern, dass der europäische Marktanteil von heute 13 % auf 10 % im Jahr 2029 sinkt.
www.nova-institute.eu


Das Kunststoff-Zentrum SKZ und das UNIpace (Polymer Application Center) der Universi -
tät Kassel starteten im Februar 2025 ein wegweisendes Forschungsprojekt mit dem Titel

«ADDmold für LSR». Ziel dieses ambitionierten Vorhabens ist es, erstmals die Spritzgussverarbeitung von Flüssigsilikon (Liquid Silicone Rubber, LSR) mittels additiv gefertigter Werkzeugeinsätze zu ermöglichen. Das Verfahren bietet somit signifikante Vorteile in der Herstellung von Prototypen, Kleinserien und spezialisierten Anwendungen. Besonders für industrielle Anwender, darunter insbesondere kleine und mittlere Unternehmen (KMU), eröffnen sich durch diese Innovation weitreichende Potenziale. Durch den Einsatz von additiv gefertigten Werk -
zeugeinsätzen für LSR können KMU flexibler auf Kundenwünsche reagieren, Entwicklungszeiten reduzieren und sich schneller an veränderte Marktanforderungen anpassen. Dies trägt dazu bei, die Wettbewerbsfähigkeit dieser Unternehmen nachhaltig zu stärken. Zudem entstehen neue Möglichkeiten für massgeschneiderte Produktlösungen, die bisher aus wirtschaftlichen oder technischen Gründen nicht realisierbar waren. Interessierte Unternehmen haben die Möglichkeit, aktiv an dem Forschungsprojekt teilzunehmen.
Durch Integration von Mikrokapseln in Kunststoffcompounds können diverse Eigenschaftsverbesserungen in Bauteilen erzielt werden. Am Kunststoff-Zentrum SKZ werden mittels Mikrokapseln in Kunststoffen superhydrophobe Oberflächen entwickelt.
Extrem wasserabweisende oder superhydrophobe (SHP) Oberflächen bieten viele Vorteile. Sie werden beispielsweise im Schiffsbau oder in Rohrsystemen eingesetzt, um die Reibung mit Wasser oder anderen Flüssigkeiten zu minimieren. Eine weitere Anwendung betrifft die Eisbildung bei den Schliesssystemen an Autotüren. Auch hier können SHP Oberflächen die Eisbildung vermeiden. Durch die starke Beanspruchung und entsprechende Belastung allerdings verliert die Beschichtung in diesem Einsatzbereich schnell ihre Wirkung bzw. wird auf Dauer einfach abgenutzt. Um diese Herausforderung zu meistern, hat sich ein Projektteam zusammengeschlossen. Das SKZ kooperiert mit dem Fraunhofer Institut für angewandte Polymerforschung, der Carl Bechem GmbH und der 4D Concepts GmbH, um eine SHP Oberfläche zu entwickeln, deren Effekt nachhaltig und langlebig u.a. der Eisbildung an den beweglichen Teilen von Schliesssystemen vorbeugen soll. «Unser Ansatz ist es, eine Beschichtung mit Mikrokapseln zu entwickeln, die mit einer superhydrophoben Substanz gefüllt
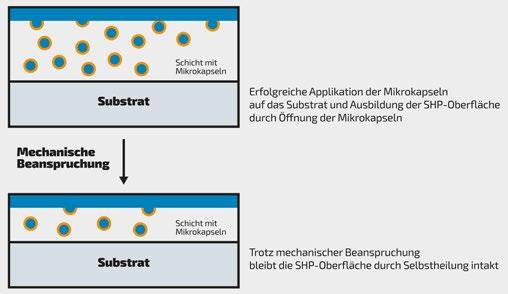
sind und direkt ins Material eingebracht werden, wodurch sich die Schicht immer wieder erneuert. Das Bauteil würde dadurch langlebiger und auch ressourceneffizienter, denn eine immer wiederkehrende externe Applikation auf die Oberfläche wäre dann nicht mehr nötig», erklärt Patrick Limbach, Senior Engineer am SKZ. Durch Integration von Mikrokapseln in Kunststoffcompounds können diverse Eigenschaftsverbesserungen in Bauteilen erzielt werden. Am
Kunststoff-Zentrum SKZ gibt es bereits aus anderen Forschungsvorhaben umfangreiche Erfahrungen mit der Entwicklung und dem Einbringen von Mikrokapseln in Kunststoffsysteme. Bei einem Erfolg des im September 2024 gestarteten und bis 2027 geplanten Forschungsprojektes sind zusätzliche Anwendungen für selbstregenerierende SHPOberflächen denkbar. Überall dort, wo tribologisch belastete Beschichtungen im Aussenbereich zum Einsatz kommen, kann die Entwicklung Vorteile bringen. Beispiele sind Rolltore oder Aussenrollos, bei denen Vereisung zu ähnlichen Problemen führen und den Antriebsmotor belasten.
Kontakt
SKZ – Das Kunststoff-Zentrum Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de

Bei einem Webinar von Dachser Chem Logistics am 3. April 2025 mit dem Titel «Chemielogistik in Bewegung» erfuhren Entscheider aus Einkauf, Logistik und Supply Chain Management sowie Vertreter der Fachpresse, wie sich in harten Zeiten mit Chemielogistik auf dem aktuellen Stand die Wettbewerbsfähigkeit von Unternehmen stärken lässt.
Geopolitische Unsicherheiten, Handelskonflikte, die Energiewende und der steigende Druck zur Nachhaltigkeit führen in der Chemiebranche zu tiefgreifenden Veränderungen. Insbesondere in der Logistik erfordert dies neue Strategien. Wie sie aussehen können, erläuterten Prof. Dr. Christian Kille, Professor für Handelslogistik und Operations Management an der Technischen Hochschule WürzburgSchweinfurt, und Dr. Andreas Backhaus, freier Dozent, auf der Basis ihrer aktuellen Studie mit dem Titel «Chemielogistik in Bewegung – Szenarien und Ausblick. Wie globale Veränderungen Logistikentscheidungen von Unternehmen beeinflussen».



Chemielogistik live – digitale Analyse vor Ort inklusive. (Bilder: Dachser) Auf die digitalgestützte Analyse …
Ihre Thematik umfasst eine Bestandsaufnahme der Güterströme in der Chemielogistik und konkrete Szenarien der logistischen Flüsse in der Zukunft.
«Vor Jahren kümmerte sich niemand um Logistiker, es sei denn, dass etwas nicht funktionierte», betonte Prof. Kille. «Heute ist für Chemieunternehmen die Logistik ein entscheidender Erfolgsfaktor.»
So wurde allen WebinarTeilnehmern klar, wie sehr eine weltweit führende Chemie

… folgen klare Handlungsempfehlungen für die Chemielogistik.
logistik einen zentralen Pfeiler für eine erfolgreiche Chemiebranche darstellt. An die Vorträge von Prof. Kille und Dr. Backhaus schloss sich eine Diskussionsrunde unter Moderation der Business Development Manager Dachser Chem Logistics Selina Garro (Schweiz) und Manuel Schmelz (Österreich) an.
«Chemielogistik in Bewegung» reiht sich als dritte Folge in eine ganze Serie von Webinaren ein. Mit diesen jährlich veranstalteten Online Events baut Dachser Chem Logistics Schweiz/Österreich kontinuierlich eine Community mit Ansprechpersonen zum Thema «Logistik in der chemischen Industrie» auf.
Kontakt
Dachser Spedition AG CH 8105 Regensdorf +41 44 8721100 dachser.regensdorf@dachser.com www.dachser.ch n
Anton Paar stellt die neue SmartMelt-Serie vor, zwei Polymerschmelz-Rheometer, die präzise, umfassende rheologische Messungen mit unübertroffener Kosteneffizienz und Leistung liefern. Ausgestattet mit dem fortschrittlichsten elektrischen Temperierofen auf dem Markt, gewährleistet die SmartMelt-Serie eine präzise Temperaturregelung, wobei die Temperaturmessung direkt an der Probe erfolgt, um Gradienten zu minimieren.
Im Gegensatz zu Einpunktmethoden wie dem Melt Flow Index (MFI) liefert SmartMelt ein vollständiges scherrheologisches Profil. Dazu zählen Fliesskurven, Oszillationen, Kriech- und Relaxationsversuche und mehr. Diese umfassenden Messmöglichkeiten machen das System zu einem unverzichtbaren Werkzeug in der Forschung und Qualitätssicherung bei der Polymercharakterisierung.
Die SmartMelt-Serie erfüllt die Anforderungen der ASTM D4440-Norm und liefert zuverlässige und reproduzierbare Ergebnisse in Industrie und Forschung. Durchdachte Funktionen erleichtern die Bedienung und verkürzen die Schulungs- und Messzeiten erheblich:
– Toolmaster erkennt Messgeometrien und Zubehör automatisch
– QuickConnect ermöglicht die einhändige Kopplung der Messgeometrie in Sekunden
– RheoCompass-Vorlagen sorgen für einfache, vorkonfigurierte Arbeitsabläufe
– Spezielle Werkzeuge erleichtern die Probenvorbereitung und Reinigung

Die SmartMelt-Serie erfüllt die Anforderungen der ASTM D4440-Norm. (Bilder: Anton Paar)
SmartMelt wurde mit Blick auf Nachhaltigkeit und Effizienz entwickelt. Das System überzeugt durch einen minimalen Verbrauch von Energie und Druckgas sowie einen geräuscharmen Betrieb – ideal für ein angenehmes Arbeitsumfeld. Zusätzlich verhindert der Einsatz von Inertgas eine Probendegradation und sichert zuverlässige Ergebnisse, insbesondere bei empfindlichen Materialien.

Die integrierte RehoCompass-Software bietet umfangreiche Analysefunktionen, darunter Berechnungen der Nullscherviskosität, Cross-over-Punkte, Aushärteverhalten, rheologische Modellanpassungen und mehr. Als besonderes Highlight ermöglicht die TimeTemperature Superposition (TTS) tiefere Einblicke in das Verhalten von Polymeren. Anpassbare Berichtsoptionen und vorgefertigte Templates machen die Analyse schnell und effizient. Durch regelmässige SoftwareUpdates bleibt das System stets auf dem neuesten Stand – inklusive neuer Tools zur Unterstützung der Anforderungen moderner Polymerforschung und -produktion. Mit ihrer Präzision, Zuverlässigkeit und Effizienz setzt die SmartMelt-Serie neue Massstäbe in der Polymerrheologie – ein unverzichtbares Messinstrument für Forschung und Qualitätskontrolle.
Kontakt
Anton Paar Switzerland AG CH-5400 Baden +41 62 544 18 25 www.anton-paar.com n
Agglomerationsanlagen sind eine ungebrochen gefragte und sehr effiziente Lösung, um rieselfähiges Mahlgut von hohem Schüttgewicht zu erhalten, das problemlos weiter verarbeitbar ist in Extrudern oder Spritzgussmaschinen. Mit Plastkompaktoren von Herbold Meckesheim lassen sich etwa bei der Weiterverarbeitung von recyceltem PET auch aufwändige Zwischenschritte einsparen: Das Agglomerat benötigt keine Spezialsilos zur Lagerung, weil es einfach auszutragen und zu fördern ist. Ganz anders klassische Flakes. Ausserdem wird das recycelte PET während des Agglomerierens bereits teilkristallisiert. In der Summe ist das Material wesentlich leichtgängiger und somit geeigneter für weitere

Prozessschritte in PreformSpritzgussmaschinen oder Folienextrudern mit gravimetrischer Dosierung. Darüber hinaus ist bei kompaktierten Kunststoffen der spezifische Energiebedarf bei der Extrusion geringer und der Durchsatz höher.
Der Plastkompaktor HV 70 ist der leistungsstärkste aus der Herbold Baureihe. Er verdichtet das Aufgabematerial im Durch
Das Top 5100 ist Elmets neuestes Präzisions Dosiersystem für die Spritzgiessverarbeitung von Flüssigsilikonkautschuk (LSR). Für 20 und 200 LiterFässer geeignet, ersetzt es die weltweit seit fast zehn Jahren erfolgreiche Vorgängerversion Top 5000 und fügt sich damit in den oberen Leistungsbereich der Dosiersysteme des Herstellers ein. Dessen Angebot startet mit dem 20 LiterSystem Top 700 und reicht bis zum komplett ausgestatteten Flaggschiff Top 7000 für 20und 200 Liter Gebinde, mit dem das neue Top 5100 konzeptionell eng verwandt ist. Zu den Weiterentwicklungen gegenüber dem Vorgänger gehören die kompaktere Bauweise des Top 5100, die weniger Aufstellfläche erfordert, die
dichtungstechnisch optimierte Pumpentechnologie für eine nochmals verlängerte Lebensdauer, die höhere Auflösung der Volumenzähler für noch mehr Präzision in der Produktion und die überarbeitete und dadurch effizienzsteigernde Software. Die Einhaltung strengster Sicherheitsstandards (EN ISO 13849 1) sorgt für maximalen Schutz der Arbeitskräfte. Das CE und ULzertifizierte Top 5100 kann optional auch FDA konform ausgeführt werden. Die bei Elmet standardmässig phthalatfreie Ausführung der Dosiersysteme und ihrer materialberührenden Komponenten ist eine entscheidende Voraussetzung für deren Einsatz in den Bereichen Lebensmittel, Healthcare und verwandten Branchen.
laufbetrieb zwischen einer rotierenden und einer feststehenden Scheibe, die mit geschraubten und leicht auswechselbaren Knetleisten bestückt sind. Durch das Zentrum der Statorscheibe fördert eine stufenlos verstellbare Zuführschnecke vorzerkleinertes Material kontinuierlich und kontrolliert aus dem Puffersilo in die Arbeitszone. Da das rasch erwärmte Material die Verdichterzone innerhalb von Sekundenbruchteilen verlässt, ist die thermische Belastung des Kunststoffs äusserst gering. Reguliert wird der Prozess gleich über zwei Freiheitsgrade – durch die Drehzahl der Zuführschnecke wie durch den Scheibenabstand.
Mit HV Plastkompaktoren lassen sich verschiedenste Mate
rialien zu Produkten von hoher Schüttdichte agglomerieren: thermoplastische Kunststoffe wie Fasern, Feinanteile, Bändchen, Schaumstoffe, Stretchoder Dünnfolien, Pulver oder Späne genauso wie Kunststoffe, die schwierig zu fördern, zu lagern oder zu mischen sind. Gerade bei Stretchfolien oder Schaumstoffen wäre eine ausreichende Trocknung auf mechanischem oder thermischem Wege nur durch immensen Energieeinsatz möglich. Hier ist ein Plastkompaktor die Lösung der Wahl.
Vertretung in der Schweiz: Ingenieurbureau Dr. Brehm AG CH-6343 Rotkreuz +41 41 790 41 64 info@brehm.ch www.brehm.ch

Das neue Top 5100 ist mit der zur Fakuma 2024 vorgestellten Pumpeneinheit M ausgestattet. Diese ermöglicht einen auf 230 bar gesteigerten Förderdruck, so dass sich damit alle marktüblichen LSR Materialien in einem erweiterten Viskositätsspektrum von 0,001 Pas bis 3000 Pas verarbeiten lassen. Dies schliesst russ oder mineralgefüllte sowie selbst
haftende Materialien, die zum Viskositätsanstieg neigen, ebenso ein wie abrasive, zum Beispiel thermisch leitfähige Materialien für den Bereich E Mobilität.
Der modulare Aufbau der Verarbeitungseinheit mit integrierter Kühlung und die anwenderfreundliche Klammerverbindung der Elemente erleichtern Reinigungs und Wartungsarbeiten. Die Volumenzähler mit ihrer hohen Auflösung von 3,9 μl pro Impuls bewirken beim Mischen der Komponenten A und B eine zusätzliche Stabilisierung des Prozesses.
Elmet Elastomere Produktionsund Dienstleistungs GmbH A-4064 Oftering +43 7221 74577-0 www.elmet.com/de
Der My Maag Webshop ist ein zentrales Tool für die schnelle und sichere Bestellung von Ersatzteilen. Seit dem Start Anfang 2022 nutzen bereits mehrere hundert Kunden die Plattform, um Ersatzteile für Zahnradpumpen, Granulier und Filtrationssysteme sowie Pulvermühlen effizient zu bestellen.
Der Maag Group Webshop wird kontinuierlich weiterentwickelt und bietet Komfort und
Funktionalität. Neben der optimierten Angebotsfunktion ermöglicht My Maag eine schnellere Bestellung durch einen verbesserten Quick Order Prozess. Zudem wurde die Bestellhistorie weiter verfeinert. In naher Zukunft ermöglicht die optimierte installierte Basis eine noch schnellere Auffindbarkeit von Dokumentationen, Medieninhalten und passenden Ersatzteilen für die entsprechenden Maschinen.
Hasco hot runner bringt die digitale Vernetzung im Formenbau entscheidend voran: Ab sofort wird der bewährte RFID Chip A5910/… in ein hochwertiges, bedrucktes Aluminium Schild integriert und ergänzt in Form des Typenschildes H1400/… als wertvoller Helfer die Heisskanalsysteme. Das robuste Bauteil mit kompakten Massen von 20 × 80 × 4 mm kann direkt am Werkzeug verschraubt werden und bleibt diesem dauerhaft zugeordnet – ein Verlieren oder Vertauschen ist damit ausgeschlossen.
Der RFID Chip kann jederzeit berührungslos mit einem NFC
fähigen Endgerät ausgelesen werden. Alle relevanten Daten wie CAD Zeichnungen, Stücklisten, Spezifikationen oder Prüfprotokolle sind unmittelbar über die Hasco App abrufbar, auch bei eingebauten Werkzeugen. Die Einsatztemperatur


Ein Highlight ist die proaktive E Mail Benachrichtigung über den Bestell und Lieferstatus, welche die Transparenz und
Planungssicherheit erhöht. Das Sortiment wird kontinuierlich erweitert, so dass mittlerweile knapp 300 000 Produkte online verfügbar sind. Die hinterlegten Bilder erleichtern die Identifikation.
Maag Pump Systems AG CH-8154 Oberglatt welcome@maag.com www.maag.com
liegt standardmässig bei bis zu 80°C. Bei höheren Temperaturen lässt sich das Schild problemlos z. B. am Anschlusskasten befestigen.
Die neuen RFID Schilder vom Typ H1400/… werden ab sofort nicht nur bei Heissen Seiten und verdrahteten Systemen eingesetzt, sondern auch bei reinen Heisskanälen beigelegt. Der erforderliche Einbauraum ist in den vorab übermittelten Daten klar ausgewiesen und kann bereits bei der Werkzeugkonstruktion berücksichtigt werden, so lassen sich die Vorteile der Technologie auch dann nutzen, wenn keine Heisse Seite bestellt wird.
Ein besonderes Plus: Bereits gelieferte Systeme lassen sich nachträglich mit dem RFIDSchild ausstatten – einfach, schnell und ohne grossen Aufwand.
Die RFID Technologie wird ohne Aufpreis bei neuen Systemen integriert und ermöglicht eine einfache, schnelle und fälschungssichere Identifizierung.
Hasco Hasenclever GmbH+ Co KG
D-58513 Lüdenscheid +49 2351 957-0 www.hasco.com
Bausano stellt auf der Greenplast in Mailand (27.30. Mai 2025) seine neuen Einschneckenextruder E GO R vor, die speziell entwickelt wurden, um die Effizienz beim Recycling von Polyolefinen zu steigern. Die Extruder sind ideal für das Recycling leichter Materialien mit einem Feuchtigkeitsgehalt von 5 bis 6 %. Dank eines leistungsstarken Doppelentga
sungssystems werden Restfeuchtigkeit und flüchtige Substanzen während des Prozesses entfernt, wodurch die Bildung von Defekten im Granulat wie «Luftblasen» verhindert wird, die durch Gase im Ausgangsgemisch oder während der Extrusion entstehen. Die Geometrie jeder Schraube wird individuell so gestaltet, dass das zugeführte Material

keinen übermässigen mechanischen Belastungen ausge
setzt wird, die zur Zersetzung der Schmelze führen könnten. Ein weiterer Pluspunkt dieser Lösung ist das Dosiersystem, das an die spezifischen Eigenschaften des Materials angepasst ist.
Bausano I-20144 Milano info@bausano.com www.bausano.com
Der Platten Konfigurator von Meusburger ermöglicht es Anwendern, ihre gewünschte Platte Schritt für Schritt zusammenzustellen. Dabei stehen diverse Hilfestellungen zur Verfügung, wie beispielsweise die Prüfung der Eingabewerte im Hintergrund, ein WerkstoffAuswahlassistent und interaktive Auswahltabellen mit bildlichen Darstellungen. Mithilfe des Konfigurators lassen sich selbst anspruchsvollste Projekte realisieren. Egal ob verbohrte oder unverbohrte Platten –
der Konfigurator deckt alle Bedürfnisse ab. Kunden können zudem alle Plattentypen der Formaufbauten längs und quer individuell zusammenstellen sowie Platten für Stanzgestelle flexibel an ihre Anforderungen anpassen.

Meusburger bietet acht standardisierte Ausführungen an, die optimal auf die Bedürfnisse der Kunden abgestimmt sind. Die Ausführungen 1 bis 8 decken ein grosses Spektrum an verschiedenen definierten Bearbeitungskombinationen ab und können unkompliziert angefragt werden. Alle verfügbaren Werkstoffe sind spannungsarm geglüht. Dank optimierter Fertigungsprozesse profitieren Anwender von bes
Als Beitrag zur Steigerung der Produktivität und zur Minimierung von Wartungskosten hat Oerlikon HRSflow den Endring EyeGate HRS entwickelt. Passend zur MultiFlow HRS Multikavitäten Linie optimiert er die Anschnittqualität sowie die Lebensdauer der Düsen und er
höht damit die Performance für eine Vielzahl von Anwendungen. Mit Durchmessern von 3,0 mm bis 3,5 mm sorgt EyeGate HRS für eine minimale Anschnittfläche, die drüber hinaus auch bei komplexen Geometrien und an schwer zugänglichen

Stellen exakt positioniert werden kann (Bild). Ein speziell entwickeltes Nadelführungssystem sichert eine gleichbleibend stabile Ausrichtung von Nadel und Anschnitt, was erheblich zur hohen Lebensdauer des Endrings beiträgt. EyeGate HRS ist für Produktgewichte bis 20 g geeignet und für die Düsenserien Sp und Tp erhältlich.
Formenbauer profitieren von einem effizienteren Fertigungsprozess, da der Anschnitt bereits in den Endring integriert ist. Dies vereinfacht die Bearbeitung des Anschnittbereichs und verkürzt die Fertigungszeit. Ein weiterer Vorteil ist die vereinfachte Wartung. Ist der Anschnitt abgenutzt, lässt sich der
ter Qualität bei kürzester Lieferzeit. Sonderplatten sind in der Regel schon in drei Arbeitstagen versandbereit. Der Konfigurator setzt neue Massstäbe in Sachen Flexibilität, Geschwindigkeit und Sicherheit bei der Plattenkonfiguration und kann im Meusburger Portal getestet werden.
Meusburger Georg GmbH & Co. KG A-6960 Wolfurt office@meusburger.com www.meusburger.com
Endring austauschen, ohne dass der Kavitäteneinsatz nachbearbeitet werden muss. Dadurch sinken die Kosten für Wartung und Produktionsausfallzeiten erheblich, während zugleich die Produktivität und die Betriebseffizienz steigen. Das optimierte Innenprofil der Düsenspitze sorgt für einen kontinuierlichen Materialfluss ohne Staupunkte und erleichtert dadurch Farbwechsel. Dies ermöglicht insbesondere bei Anwendungen, wo dies häufig erforderlich ist, effizientere Produktionsprozesse.
HRSflow GmbH D-65479 Raunheim germany@hrsflow.com www.hrsflow.com

Sauter Engineering+Design (sautercar.ch)
3D Druck Bauteile < 914 × 610 × 914mm
CT Messdienstleistung < D310 × H700mm

AUTOMATIONSTECHNIK/ AUTOMATIONSSYSTEME
AUTOMATIONSTECHNIK/ AUTOMATIONSSYSTEME
BEDIENUNGSELEMENTE

Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch
LOGISTIK
DIENSTLEISTUNGEN
DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch

FORMENBAU
ERGE Elektrowärmetechnik
Franz Messer GmbH Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de
KOMPRESSOREN

KAESER Kompressoren AG
KÜHLGERÄTE KÜHLGERÄTE
Wilerstrasse 98 CH-9230 Flawil Tel. +41 71 394 13 00 Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG

Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
BLASFORMEN UND BAUGRUPPEN
BLASFORMEN UND BAUGRUPPEN
Vogel Kunststoffe AG Hauptstrasse 77 CH-4243 Dittingen Tel. 061 761 40 80 www.vogelkunststoffe.ch


Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
COMPOSITES COMPOSITE-WERKSTOFFE
Wir schenken Kunststoff einen zweiten Frühling. Für eine nachhaltige Kreislaufwirtschaft. vogelkunststoffe.ch
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch
Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de

COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
info@coperion.com www.coperion.com
Theodorstr. 10 D-70469 Stuttgart Tel +49 711 897-0 Fax +49 711 897-3999
DICHTUNGSPROFILE
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch
DICHTUNGSSYSTEME
FIP(F)G/RADS DICHTSYSTEME FIP(F)G/RADS




Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com
Ihre In du striepart ne rin für Heissverstemmen T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries
KUNSTSTOFFPROFILE KUNSTSTOFFPROFILE

Industriestrasse 5 CH-4950 Huttwil Tel. 062 965 38 78 Fax 062 965 36 75 www.ac-profil.ch ac-profil@bluewin.ch
KUNSTSTOFFPROFILE / 3D-DRUCK
KUNSTSTOFFPROFILE / 3D-DRUCK
www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck


KUNSTSTOFFSPRITZGUSSTEILE FÜR KLEINSERIEN
KUNSTSTOFFSPRITZGUSSTEILE FÜR KLEINSERIEN


Grenzweg 3 5726 Unterkulm 062 768 70 95 info@poesia-gruppe.ch www.poesia.ch service
KUNSTSTOFF-FERTIGTEILE
KUNSTSTOFF-FERTIGTEILE
Halbzeug, Fertigteile & Profiltechnik
www.kuvaplast.com
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
● Tampondruck
● Laserbeschriftung
● Digitaldruck
● Stoffbeschichtung
● Kunststoffbedampfung (PVD)
● Wassertransferverfahren (Karbon etc.)


● Gummi-/Softbeschichtung www.topcoat.ch Tel. 062 917 30 00
LOGISTIK
LOGISTIK


DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
MASTERBATCHES MASTERBATCHES
Industrie Nord 27 CH-5634 Merenschwand phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch www.granula.eu Granula AG
MIKROSKOPE
• Tisch und Bodenwaagen
• Präzisionswaagen
PLATTENSÄGEN RECYCLING
IMA Schelling Austria GmbH 6858 Schwarzach | Austria T +43 5572 396 0 www.imaschelling.com
www.dreatec.ch FILTER
REINIGUNGSGRANULATE
SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER

www.bernexgroup.com sales@ch.bernexgroup.com SPRITZGUSS UND PERIPHERIE
Bernex Bimetall AG Winznauerstrasse 101 CH-4632 Trimbach Tel. 062 287 87 87
HATAG Handel und Technik AG
Rörswilstrasse 59 CH-3065 Bolligen Tel. +41 31 924 39 39 Mail hatag@hatag.ch www.hatag.ch
SCHNEIDMÜHLEN SPRITZGUSS UND PERIPHERIE
HATAG Handel und Technik AG

Hellweg Maschinenbau GmbH & Co. KG
Rörswilstrasse 59 CH-3065 Bolligen Tel. +41 31 924 39 39 Mail hatag@hatag.ch www.hatag.ch

Vennstrasse 10 D-52159 Roetgen Fon +49 (0) 2471 4254 Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de
SPRITZGIESSEN
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
MIKROSKOPE www.kern.swiss
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
PERIPHERIE PERIPHERIE
Ingenieurbureau
Lettenstrasse 2 CH-6343 Rotkreuz Tel. 041 790 41 64 info@brehm.ch www.brehm.ch PERIPHERIE
DR. BREHM AG
KUMA Solution AG
PERIPHERIE
motan swiss ag
Roggenstrasse 3
CH-4665 Oftringen Tel. +41 62 889 29 29 PERIPHERIE
Bresteneggstrasse 5 CH-5033 Buchs Tel. +41 62 557 37 01 info@kuma-solution.ch www.kuma-solution.ch
info.ch@motan.com www.motan-group.com
Gartenstrasse 7
CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch

MARTIGNONI AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch www.martignoni.ch know-how in technology and plastics SPRITZGIESSEN
SPRITZGUSS UND PERIPHERIE
SPRITZGUSS UND PERIPHERIE
HATAG Handel und Technik AG
Rörswilstrasse 59 CH-3065 Bolligen Tel. +41 31 924 39 39 Mail hatag@hatag.ch www.hatag.ch
SPRITZGUSSTEILE UND BAUGRUPPEN
Jehle AG
Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch FORMENBAU
TAMPONDRUCK
TAMPONDRUCK
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries



Tel: 041 833 80 10
www.styro.ch/spritzguss
SPRITZGIESSEN UND BAUGRUPPEN
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch BEDIENUNGSELEMENTE
SPRITZGIESSEN UND BAUGRUPPEN

THERMOFORMEN THERMOFORMEN
WAAGEN
anpac gmbh
THERMOFORMEN
Lindenhof 4 CH-6060 Sarnen Tel. 041 661 10 38 info@anpac.ch www.anpac.ch

• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen

FLIEGEL eigener Service und Montagen D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
• Tisch und Bodenwaagen
• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
www.kern.swiss
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN SPRITZGUSS UND PERIPHERIE
HATAG Handel und Technik AG
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG
Hofenstrasse 19
CH-9300 Wittenbach Tel: +41 71 466 80 80 Fax: +41 71 466 80 66 ascoco2.com info@ascoco2.com
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Rörswilstrasse 59 CH-3065 Bolligen Tel. +41 31 924 39 39 Mail hatag@hatag.ch www.hatag.ch

Herbold Meckesheim GmbH D-74909 Meckesheim www.herbold.com
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch


Biobased packaging
»is packaging made from mother nature‘s gifts.
»can be made from renewable resources or waste streams
»can offer innovative features and beneficial barrier properties
»can help to reduces the depletion of finite fossil resources and CO2 emissions
»can offer environmental benefits in the end-of-life phase
»offers incredible opportunities.
That‘s why Renewable Carbon Plastics, in cooperation with Green Serendipity is now organizing the sixth edition of bio!PAC. This time again as an online event.
Organized by















Co-Organized by

sulting & Services ased Material Expertise for Packaging & Products





