IGIENE ALIMENTARE
SANIFICAZIONE
Metodi sicuri, efficaci, validati
PREVENZIONE
Seek&Destroy un approccio innovativo
CASE HISTORY
Qualità e sicurezza nella IV gamma
PEST CONTROL
Lotta biologica nelle aziende alimentari

ANNO 33 n. 1 GENNAIO/ FEBBRAIO 2024

PERFORMANTE ED EFFICACE IN OGNI SITUAZIONE
Compatta e potente, Vispa EVO è la lavasciuga pavimenti Comac adatta alla pulizia di manutenzione di spazi anche ingombrati. Iconica e famosa per il suo design, Vispa EVO mantiene e allo stesso tempo reinventa in chiave contemporanea le sue classiche forme tondeggianti combinando agilità, potenza e innovazione tecnologica in una macchina.
La semplicità di utilizzo e la possibilità di asciugare anche in retromarcia rendono questa lavasciuga ideale per la pulizia di spazi anche ingombrati come cucine, industrie alimentari, sale da pranzo e ambienti caratterizzati da un ampio passaggio di persone.
La possibilità di dotare Vispa EVO di batterie al litio assicura prestazioni costanti durante ogni utilizzo, inoltre grazie alla tecnologia ECO Mode è possibile ridurre il consumo di energia e abbassare il livello di rumorosità della macchina, aumentando la produttività e ottimizzando i consumi.

















COMAC S.p.A. Via Maestri del Lavoro, 13 - 37059 Santa Maria di Zevio - Verona - ITALY Tel. 045 8774222 - www.comac.it - com@comac.it Comac S.p.A. org. cert. ISO 9001:2015, ISO 14001:2015, ISO 45001:2018, SA 8000:2014
Kit per il monitoraggio di superfici e carcasse
Kit sterili per il campionamento microbiologico

La linea Hy Con Check comprende un’ampia gamma di kit per campionare le superfici, soprattutto in ambito alimentare e negli allevamenti. Sono forniti in vari formati, asciutti o con soluzione umettante BPW, Neutralizing buffer, MRD.
• Spugne, umide o asciutte
• Panni, umidi o asciutti
• Delimitatori 10x10 o 5x5 cm
• Sovrascarpe e copristivali
Specifiche per: Campionamento superfici - Analisi microbiologiche - Ricerca microrganismi
Visita il nostro website e segui gli approfondimenti tecnici. Scopri tutta la gamma cleaning validation, i prodotti per LAL test, gli indicatori di sterilizzazione. Distributore esclusivo brand Mecconti
Tel. 040 299502-2907149 info@kairosafe.it www.kairosafe.it SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE
INDISPENSABILI PER OGNI SFIDA
Dalla pulizia puntuale al taglio degli impasti

In acciaio inox per lo sporco ostinato
Scopri i must have dei professionisti più esigenti, disponibili in 5 colori per ogni esigenza


In polipropilene per le superfici delicate
Marcatura per assicurare la tracciabilità
Contattaci a: info@igeax.com | www.igeax.com
SOMMARIO SPECIALE IGIENE ALIMENTARE

Lo speciale di Dimensione Pulito dedicato all’industria alimentare in cui si affrontano i principali argomenti in merito a sicurezza ambientale e prevenzione di tossinfezioni, dalla produzione alla distribuzione, con focus sul controllo delle procedure di pulizia e sanificazione e il costante aggiornamento delle stesse. Ampio spazio ad approfondimenti sul monitoraggio e sul controllo degli infestanti.
SAFETY
S 8
Sanificazione ambientale e alimentare sicura, efficace, validata
Massimo Artorige Giubilesi
S 26
Il metodo “Seek and Destroy”
Francesca De Vecchi
HYGIENIC DESIGN
S 14
Requisiti igienici degli impianti aperti
Francesca De Vecchi

S26

S8 S14
 IGIENE ALIMENTARE
IGIENE ALIMENTARE
I N O X S P E C I A L I S T T R O L L E Y S
R e a l i z z a t i g r a z i e a l l ‘ e s p e r i e n z a d e g l i u t i l i z z a t o r i “ “

D E S I G N F O R C L E A N I N G WWW.FALPI.COM
SOMMARIO SPECIALE IGIENE ALIMENTARE
CASE HISTORY
S 20
Qualità e sicurezza in primo piano nella IV gamma
Elena Consonni
S 32
EcorNaturaSì: il controllo qualità nel bio
Maurizio Pedrini
DISINFESTAZIONE
S 38
Pest control: fornitori qualificati per un servizio efficiente
Elena Consonni, Francesco Fiorente
S44
Metodologie sostenibili nel contenimento degli Infestanti delle derrate
Andrea Anelli, Michele Ruzza

S20

 S38
S32
S38
S32
Sanificazione ambientale e alimentare sicura, efficace, validata
Occorre riqualificare, riprogettare, rilanciare, iniziando a dare importanza e attenzione alla salute e alla sicurezza come bene individuale e collettivo. Quali saranno le regole del business?
Quali nuovi strumenti ci servono?
Come possiamo garantire ambienti salubri e sicuri?
Massimo Artorige Giubilesi CEO Giubilesi & Associati srl Tecnologo Alimentare Food Safety & Environmental Health Advisor Manager per la Salubrità degli Ambienti

IGIENE ALIMENTARE S SAFETY
La garanzia igienico-sanitaria e di sicurezza negli ambienti indoor ha acquisito sempre più importanza in seguito alle inaspettate problematiche legate all’emergenza sanitaria, con cui tutti noi ci stiamo ancora confrontando e che hanno spostato la nostra attenzione su nuove priorità ed esigenze di valore sociale per il singolo e la collettività.
 Massimo Artorige Giubilesi, CEO Giubilesi & Associati srl
Massimo Artorige Giubilesi, CEO Giubilesi & Associati srl
COS’È LA SANIFICAZIONE AMBIENTALE
È un insieme di procedure e trattamenti di natura fisica, meccanica, chimica in grado di rendere salubri gli ambienti in cui vivono, lavorano e transitano le persone, attraverso la prevenzione e il controllo dei contaminanti biologici, chimici e fisici ed il miglioramento delle condizioni del microclima.
La sanificazione comprende 6 livelli di intervento per superfici, attrezzature, arredi, aria: pulizia, detergenza, disinfezione, disinfestazione, derattizzazione, controllo del microclima (temperatura, umidità, ventilazione, illuminazione, rumore).
DECALOGO DELLA
SANIFICAZIONE AMBIENTALE
1. Bisogna dare dignità e valore al settore cleaning in ogni target in cui opera.
2. Non esiste il sistema perfetto, ma un insieme di tecniche/tecnologie efficaci.
3. È opportuno fare un check up preliminare igiene-sicurezza (struttura, aria, acqua, superfici).
4. L’analisi del rischio biologico/chimico/fisico è il fondamento di ogni piano di sanificazione.
5. Deve essere verificata la compatibilità con circuiti elettrici/elettronici e materiali.
sono ancorarsi alle superfici dando origine alla struttura organica definita “glicocalice” che si ingrandisce fino a formare il biofilm microbico, che diventa una matrice attrattiva anche per i virus che sono parassiti intracellulari. Da questi aggregati cellulari si liberano singoli organismi che si disperdono e si moltiplicano rapidamente colonizzando altre superfici e contaminando l’ambiente circostante.
1. Adesione dei batteri alla superficie
2. Formazione del glicocalice
3. Formazione del biofilm batterico
4. Distacco di singole cellule dal biofilm
5. Colonizzazione di altri siti
LA SANIFICAZIONE CHIMICA TRADIZIONALE
Contesto
Azione su sostanze organiche e biologiche, efficacia medio-alta del processo, costo lavoro elevato, costo prodotto basso, formazione-addestramento per il personale, applicazione delle procedure HACCP, validazione dell’efficacia dei trattamenti, controlli periodici (test rapidi, analisi di laboratorio.
Detergenza
Elimina lo sporco organico (alcalini pH 10-11).
Diventa indispensabile far evolvere i protocolli convenzionali orientati sul chimico verso modelli integrati chimico-fisici validati per la prevenzione e il controllo delle contaminazioni di origine biologica, chimica e fisica. Dobbiamo fornire strumenti concreti alle Organizzazioni pubbliche e private virtuose per differenziarsi, facendo emergere in modo tangibile il valore globale della Salubrità degli Ambienti. Dobbiamo applicare un nuovo programma sostenibile di lavoro che metta al centro le persone, qualifichi le competenze e utilizzi al meglio le tecnologie chimico-fisiche disponibili sul mercato.
6. La sanificazione deve essere sostenibile, efficace, tracciata.
7. La disinfezione chimica deve essere integrata con quella fisica (vapore, biossidanti, ozono).
8. Le imprese devono formare, addestrare e qualificare il personale.
9. Le imprese devono applicare protocolli validati.
10. Le imprese devono effettuare un monitoraggio periodico di igiene ambientale (audit, test, analisi).
PROBLEMI INVISIBILI DA GOVERNARE
Come conseguenza di una sanificazione superficiale e non adeguata, molte famiglie di microrganismi pos-
Elimina lo sporco inorganico (acidi pH 3-4).
Riduce la carica microbica totale (saprofiti, ubiquitari, alteranti).
Disinfezione (biocidi)
Elimina la carica microbica totale residua.
Elimina i microrganismi patogeni (batteri, muffe, lieviti, virus).
FASI OPERATIVE DELLA
SANIFICAZIONE TRADIZIONALE
Sanificazione delle superfici di contatto e dell’aria confinata
- Rimozione dei residui visibili (carta, pennello, aspiratore).
- Detergenza e risciacquo veloce (spugna).
S•9 DIMENSIONE PULITO | 01/2024
- Disinfezione e risciacquo (panno in microfibra o viscosa).
- Asciugatura (panno in microfibra o viscosa, aria compressa).
- Protezione delle parti esposte delle attrezzature (teli in polietilene).
- Trattamento degli ambienti confinati (sistemi fisici e chimici).
Prima di disinfettare occorre eliminare lo sporco organico e inorganico. Tutte le fasi sono necessarie per l’efficacia finale dei trattamenti. Non esiste il sistema ottimale, ma un insieme di tecniche/tecnologie per ottenere la salubrità: rispettare dosi, modalità e tempi di utilizzo, usare DPI adeguati (guanti, mascherine, occhiali, calzature). Si possono utilizzare anche prodotti senza risciacquo ma devono essere certificati
LA SANIFICAZIONE FISICA
SOSTENIBILE
Tecnologia RCI-FEO stand-alone per il trattamento aria indoor Sistemi stand-alone Air-Tek - Sistemi portatili ed autonomi con effetti virucidi validati nei confronti di SARSCoV-2 pari al 99.99%.
I sistemi utilizzano tecnologie combinate per garantire sanificazione continua in presenza di esseri umani e animali domestici, in particolare tecnologie booster e tecnologia RCIFEO (Radiazione Catalitica Ionizzante + Fotocatalisi Eterogenea Ossidante). La luce UV irradia una superficie a nido d’ape rivestita da una lega in cui prevale il biossido di titanio nanostrutturato e genera un effetto fotocatalitico: il vapor d’acqua presente nell’aria, a contatto con la superficie viene trasformato in plasma fortemente ossidante i cui componenti principali sono il perossido di idrogeno e i radicali ossidrilici, con un piccolo residuo di ozono.
Tecnologia RCI-FEO per il trattamento aria e superfici indoor Sistemi In-Tek - Sistemi intelligenti per
il trattamento naturale dell’aria installabili su condotti aeraulici o “plenum“ (raccordi tra mandata e ripresa dell'aria dalla UTA).
Ideali per edifici in cui è già presente un impianto HVAC (Heating, Ventilation, Air Conditioning), riducono in maniera consistente gli odori, i fumi di ogni natura e le popolazioni microbiche nell'aria e sulle superfici, usando la tecnologia RCI-FEO.
La manutenzione minima richiesta rende In-Tek un prodotto efficace per sanificare ambienti di hotel, bar e ristoranti, in grado di abbattere i costi rispetto ai tempi tradizionali grazie ad un consistente risparmio energetico e la capacità di compiere una sanificazione continua h24.
Tecnologia LIS per il trattamento aria e superfici indoor
Sistemi LIS (Light Intelligence Sanification) - Sistemi integrati di illuminazione LED + disinfezione UV-C che combinano luce con sanificazione delle superfici e dell'aria.
Senza produrre ozono e sostanze chimiche residue, questi sistemi presentano un tasso di disinfezione pari al 99,9% e sono dotati di un sensore radar di livello militare con un raggio fino a 10 m, in grado di attivare la luce in presenza di persone e di dare il via alla sanificazione appena le persone lasciano gli ambienti.
Tecnologia ASB per il trattamento aria e superfici indoor
Sistemi ASB (Air Sanitizing Bar) - Una soluzione per la disinfezione UV-C progettata per essere integrata nei sistemi HVAC o per essere installata direttamente sulla parete grazie al design elegante.
Ideali per edifici pubblici e privati abitati e affollati (palestre, complessi terziario, scuole, ospedali, residenze per anziani) in cui è già presente un sistema HVAC, riducendo in maniera consistente gli odori, i potenziali contaminanti chimici e le popolazioni mi-
crobiche nell'aria e sulle superfici. Garantiscono la sanificazione continua degli ambienti anche in presenza di persone, in maniera sicura con modalità eco-friendly perché non producono ozono e non rilasciano sostanze chimiche nell’ambiente, agendo con efficacia contro batteri, muffe, funghi e virus.
TEST E VALIDAZIONE DEI SISTEMI
I sistemi tecnologici di sanificazione fisica RadicalTek 4.0 sono testati e validati da Università e Laboratori accreditati:
- Università di Padova: test di verifica in vitro per l’abbattimento del Sars-CoV-2 e varianti secondo UNI EN 17272:2020 e UNI EN 14476:2019) con efficacia virucida pari al 99.99%;
- Politecnico di Milano: test di verifica di filtrazione attiva e passiva per la valutazione di emissioni di cottura in un ristorante secondo UNI EN 13725:2004 e UNI EN ISO 16911-1:2013;
- IST.I.B. Istituto Italiano di Bromatologia: test di verifica in vivo per l’abbattimento e il contenimento delle cariche microbiche presenti quali potenziali agenti di malattie infettive e parassitarie nelle stalle bovine da latte.
NUOVI MODELLI GESTIONALI Viviamo in un mondo complesso che vede mutare in tempi velocissimi regole e abitudini che obbligano Enti e Imprese a ricercare nuovi modelli gestionali in grado di contenere l’incertezza, contrastare la crisi e garantire la “business continuity” anche durante stati di crisi o emergenza. Inoltre, nel contesto globale di andamento dell’economia che vede i consumatori sempre più informati, attenti ed esigenti sulla qualità e sicurezza dei prodotti e dei servizi offerti, anche verso la sostenibilità, diventa prioritaria la necessità di governare i processi interni che garantiscono il rispetto di elevati standard di igiene, sicurezza e benessere.
IGIENE ALIMENTARE S•10 DIMENSIONE PULITO | 01/2024 SAFETY
DIVERSI TIPI DI SPORCO
SPORCO VISIBILE residui di alimenti, polvere, corpi estranei
SPORCO INVISIBILE batteri, spore, muffe, virus
SPORCO ORGANICO grassi, proteine, carboidrati
SPORCO INORGANICO sali minerali lasciati dall’acqua
NUOVI STRUMENTI E PROFESSIONALITÀ
La necessità di un nuovo paradigma legato alla sicurezza e alla salubrità degli ambienti diventa subordinato alla necessità di trovare nuovi metodi e approcci verso queste problematiche partendo dalle basi, ma superando il concetto di sanificazione (pulizia, detergenza, disinfezione, disinfestazione) e portando allo sviluppo di una “nuova cultura” e metodologia che va oltre gli abituali concetti di prevenzione e sicurezza igienico-sanitaria negli ambienti.
Tutto ciò esige la creazione di nuovi strumenti, nuovi servizi e nuove competenze professionali in grado di gestire la complessità di fattori che devono essere presi in considerazione nei processi gestionali.
NUOVI SERVIZI E COMPETENZE CERTIFICATE
Il bisogno di igiene e sicurezza richiesto negli stati di emergenza, trova una risposta concreta ed efficace in due nuove Certificazioni a cura di KIWA CERMET Italia:
- Standard ST-SAL-AMB - Servizio Integrato di prevenzione dalle contaminazioni di origine biologica, chimica e fisica finalizzato alla Salubrità degli Ambienti.
- Standard ST MSA - Manager per la Salubrità degli Ambienti.
Si rivolge a tutte le realtà virtuose che intendono sottoporre a certificazione alcuni o tutti i propri ambienti di lavoro e/o aperti al pubblico, ad eccezione degli ambienti strettamente sanitari e dei reparti ospedalieri.
SALUBRITÀ DEGLI AMBIENTI DI LAVORO E APERTI AL PUBBLICO
Il concetto di salubrità degli ambienti confinati diventa un valore anche giuridico che si traduce in riconoscimento di diritti del singolo o della co -

munità che vive e/o utilizza gli spazi. Sono maturi i tempi per trasformare la salubrità degli ambienti chiusi in una qualità essenziale degli edifici al pari della sua efficienza energetica, che costituisce sotto forma di certificazione un elemento essenziale per la salute pubblica.
Infatti ad oggi, grazie alla dolorosa spinta della pandemia, stiamo assistendo ad un'evoluzione in termini di standard che debbano essere alla base di un servizio integrato di prevenzione delle contaminazioni di origine biologica, chimica e fisica finalizzato alla salubrità degli ambienti di lavoro e aperti al pubblico – Servizio di Certificazione di Kiwa Italia ST SALAMB che definisce per la prima volta requisiti di tipo scientifico, comportamentale e gestionale (Servizio integrato di prevenzione) – definendo i risultati attesi (obiettivi di risultato tipo scientifico e comportamentale) e i requisiti relativi alla tipologia e frequenza di controlli interni.
MANAGER PER LA SALUBRITÀ
DEGLI AMBIENTI
Un nuovo metodo con un approccio basato sulla prestazione di risultato, che va oltre i concetti attuali di sanificazione degli ambienti e che richiede il coinvolgimento del “Manager della Salubrità degli ambienti”, nuova figura professionale certificata che ha la responsabilità di garantire il conseguimento e mantenimento nel tempo della salubrità degli ambienti nel rispetto dei requisiti dello Standard ST-SAL_AMB.
Questa figura chiave non si limita, come nel caso del Covid Manager, a gestire una singola minaccia, ma è in grado di soddisfare la domanda delle aziende che vedono l’integrazione tra sicurezza, salute, ambiente e prevenzione delle contaminazioni come la modalità più efficace per perseguire la conformità legislativa, le strategie aziendali e le esigenze di lavoratori e utenti.
S•11 DIMENSIONE PULITO | 01/2024
Fulcron presenta la gamma Disinfettanti per piccole e grandi superfici
Lo storico marchio di prodotti per la detergenza Fulcron, di proprietà dell’azienda italiana Arexons da quasi 100 anni leader nei prodotti per il fai da te, la cura e la manutenzione dell’auto e l’industria, risponde alle nuove esigenze di pulizia degli operatori del Cleaning Professionale con una linea di disinfettanti che, certificati come Presidio Medico Chirurgico ed idonei HACCP, sono appositamente studiati per una disinfezione completa di piccole e grandi superfici.
Fulcron Disinfettante Multisuperfici, disponibile nel formato trigger 750 ml e

tanica 5L, vanta una formula senza risciacquo a base

di sali quaternari d'ammonio che disinfetta ed elimina il 99,9% di virus, funghi e batteri da tutte le superfici lavabili. Pronto all'uso ed inodore, questo prodotto è particolarmente indicato nei piani HACCP per bar, ristoranti, laboratori di produzione artigianale ed industrie alimentari.
La formula di Fulcron Disinfettante Super Concentrato, disponibile nel formato da 1L e diluibile fino a 40 litri, è ideale per disinfettare pavimenti e grandi superfici. Svolge anche una rapida e profonda azione sgrassante, grazie ad una formula inodore e ricca di tensioattivi.
La gamma include anche Fulcron Acaricida Insetticida in formato trigger da 400 ml. La sua funzione 2 in 1 garantisce un'efficace azione contro acari, in ogni deposito di polvere, sabbia o terriccio e contro insetti nocivi e molesti, sia volanti che striscianti, in casa, alberghi, scuole, negozi, ospedali, depositi e magazzini nonché luoghi all'aria aperta come campeggi e locali di villeggiatura.

informazione pubblicitaria
fulcron.it










Requisiti igienici degli impianti aperti
Una linea guida per orientare gli operatori nella scelta e nella manutenzione. Progettisti di impianti alimentari e utilizzatori possono ricavare dai principi del disegno igienico indicazioni importanti per la gestione sicura dei processi
Francesca De Vecchi
Tecnologa alimentare OTALL e divulgatrice scientifica
Se l’obiettivo primario di tutte le apparecchiature e impianti di produzione alimentare è quello di garantire la funzione tecnologica per cui sono stati pensati, è anche vero che alcuni requisiti della macchina potrebbero sfavorire questo obiettivo. Ci riferiamo in particolare a quei requisiti di progettazione e costruzione che assicurano la qualità igienica dei prodotti e la sicurezza alimentare e che passano sotto il nome di “Hygienic Design”. Qualsiasi compromesso al ribasso, rispetto all’obiettivo igienico, non è tuttavia ammissibile. Progettisti di impianti alimentari possono ricavare dai principi del disegno igienico indicazioni importanti per la gestione sicura dei processi. Anche gli utilizzatori delle macchine, ai quali
sono demandati l’acquisto e l’adeguata manutenzione della macchina, possono migliorare l’efficienza dei processi sapendo riconoscere i criteri di progettazione igienica in un impianto, ottemperando in questo modo anche agli obblighi della normativa cogente sulla sicurezza alimentare.
PULIZIA DEGLI IMPIANTI APERTI
Durante il seminario dedicato all’hygienic design, che si è tenuto lo scorso 25 ottobre in occasione di Cibus Tec (24-26 ottobre 2023, Parma), Giampaolo Betta , Presidente della Sezione Italiana EHEDG (European Hygienic Engineering and Design Group), l’organismo mondiale che sviluppa linee guida pratiche di progettazione igienica degli impianti, ha trattato il tema

del lavaggio con soluzioni acquose degli impianti aperti.
“La revisione o una rivalutazione dei testi di tutte le linee guida di EHEDG
IGIENE ALIMENTARE S•14 DIMENSIONE PULITO | 01/2024 HYGIENIC DESIGN
Giampaolo Betta, Presidente della Sezione Italiana European Hygienic Engineering and Design Group

avvengono solitamente ogni 5 anni a fronte di un’esigenza reale”, ha detto Betta a margine dell’incontro. “Mentre per il settore degli impianti chiusi non si prevedono a breve ulteriori novità, per gli impianti aperti abbiamo evidenziato alcune aree di intervento”.
Betta si è concentrato sulla linea guida Hygienic design of equipment for open processing di EHEDG (Doc. 13, 2004) e la sua revisione prevista per i primi mesi del 2024.
Il fatto che, per gli impianti aperti, non esista un definito sistema di pulizia (a differenza di quelli chiusi) ha scoraggiato per lungo tempo lo sviluppo di standard di certificazione, per l’oggettiva difficoltà di definire modalità tecniche univoche. “C’è però la necessità di disporre di standard di progettazione in questo ambito perché i rischi per il consumatore sono molto
elevati”. Stiamo parlando di impianti per prodotti freschi (a shelf life limitata, ready to eat, da catena del freddo) o stabili (a basso contenuto di acqua), per citarne alcuni. Il rischio di contaminazione dei prodotti alimentari, durante la lavorazione a cielo aperto, aumenta con la concentrazione di microrganismi nell’ambiente e la loro opportunità di crescere in apparecchiature mal progettate.
LA LINEA GUIDA N. 13
La linea guida n. 13 attualmente in vigore fornisce criteri di progettazione minimi indipendentemente dalla valutazione del rischio e non fa riferimento a una tecnica di pulizia specifica; inoltre suggerisce pochi riferimenti di tipo quantitativo e, quindi, è difficilmente utilizzabile a scopo certificativo.
“La revisione 2023 a cui stanno lavo -
rando gli esperti di EHEDG,” spiega Betta, “sarà una sorta di ‘riferimento quadro’: rispetterà l’obiettivo di dare requisiti minimi indipendenti dal rischio e dalle condizioni ambientali; si avvicinerà al concetto di ‘standard’ perché avrà elementi quantitativi; farà riferimento al lavaggio con acqua e non tratterà materiali specifici, per non creare sovrapposizioni con altri documenti in essere”. La struttura del documento si baserà sul tipo di pericolo (fisico, chimico e microbiologico) ed eviterà le ripetizioni di requisiti già presenti in altre linee guida (per esempio quella sui criteri di progettazione igienica, Doc. 8).
In relazione ai pericoli fisici e chimici la valutazione riguarderà gli aspetti di progettazione finalizzati sia alla prevenzione passiva sia a quella attiva. Nel primo caso, per evitare che il
S•15 DIMENSIONE PULITO | 01/2024

macchinario generi frammenti e corpi estranei, diventando una fonte di pericoli, si è fatto riferimento in particolare alla scelta dei materiali, alla conformazione geometrica corretta delle parti e si sono date all’utilizzatore anche indicazioni precise sui tempi di manutenzione e condizioni d’uso. Nel caso invece di protezione attiva, per evitare che si generino contaminazioni da materiali estranei nell’ambiente, sono stati valutati in particolare gli aspetti delle cross contaminazioni e tutta la problematica delle zone morte e delle aree chiuse: le zone sigillate in modo permanente (per esempio, le saldature), quelle monitorabili (che possono essere aperte, dove per esempio ha sede l’impianto elettrico) e quelle chiuse e che non si possono aprire (come per esempio i motori).
In merito al requisito dell’accessibilità per le operazioni di pulizia e di ispezione, nel rivedere la linea guida, si è voluto dare una regola minima eventualmente integrabile in base al rischio (oppure derogabile quando, per particolari condizioni operative o
dell’ambiente circostante, certi livelli precauzionali non siano necessari).
I PARAMETRI INSERITI
NELLA REVISIONE
“Grazie all’esperienza di questi 20-30 anni abbiamo definito distanze minime quantitative in base agli ingombri”, ha spiegato Betta. Quali sono quindi i parametri inseriti nella revisione? Riguardano gli spazi in termini verticali, basati sulla minima distanza di accesso e la distanza orizzontale, calcolata in modo tale che, in fase di pulizia, l’angolo di incidenza dei getti di soluzione di lavaggio (spray cleaning) debba essere di almeno 45°. Un cenno lo merita proprio il metodo di prova che è stato sviluppato in parallelo a questa revisione, finalizzato alla valutazione della lavabilità degli impianti aperti destinati a lavaggio (Doc. 57). Si tratta di una linea guida, in pubblicazione nei primi mesi del 2024 in completa sinergia con il Doc.13. Questa, infatti, dettaglia i requisiti degli impianti aperti, mentre la linea guida n. 57 permette di valutare
in modo sperimentale se la progettazione sia avvenuta secondo criteri igienici, permettendo anche di estendere i processi di certificazione a nuove tipologie di macchinari.
“Altri requisiti approfonditi nella revisione del Doc. 13 sono il grado di smontaggio, che non deve essere considerato una “scorciatoia” per avere una progettazione meno igienica,” ha precisato Betta, “ma deve essere coerente e i singoli componenti devono essere pulibili; quindi la drenabilità, il fatto che ciascun oggetto possa avere almeno una modalità igienica di installazione e integrazione e infine, non meno trascurabile, la documentazione descrittiva sulle modalità di intervento sulla macchina, pulizia e manutenzione in particolare”.
LAVAGGIO CON SOLUZIONE ACQUOSA
Il motivo per cui EHEDG ha deciso di rivedere la linea guida sugli impianti aperti, scegliendo di lavorare specificamente sul lavaggio con soluzione acquosa, risponde a un criterio di mas-
IGIENE ALIMENTARE S•16 DIMENSIONE PULITO | 01/2024 HYGIENIC DESIGN
PFAS E MOCA
L’uso di PFAS, le sostanze perfluoroalchiliche artificiali prodotte e utilizzate in tutto il mondo in vari settori industriali (ad es. tessile, automobilistico, alimentare, edile, elettronico, di prodotti per la casa e di prodotti antincendio) per le loro proprietà impermeabilizzanti e antiaderenti è ormai destinato ad un drastico ridimensionamento. Sono infatti chimicamente molto stabili, solubili in acqua e poco biodegradabili: caratteristiche che conferiscono una persistenza nell’ambiente e capacità di accumularsi nell’organismo dove hanno effetti tossici. Da qui le restrizioni, a maggior ragione quando si parla di utilizzi nei MOCA (materiali e oggetti a contatto con alimenti): dal packaging, ai contenitori; dalle superfici a contatto ai costituenti di guarnizioni di macchine e impianti alimentari, queste sostanze trovano e troveranno sempre più limitazioni in nome della sicurezza e della prevenzione dei rischi sanitari.
L’EFSA, l’Autorità per la sicurezza alimentare, ha definito una soglia di sicurezza (come somma di acido perfluorottano sulfonato (PFOS), acido perfluoroottanoico (PFOA),
acido perfluorononanoico (PFNA), acido perfluoroesano sulfonico (PFHxS) pari a 4,4 nanogrammi per chilogrammo di peso corporeo alla settimana, necessaria per prevenire l’esposizione eccessiva dell’organismo e i rischi per la salute umana. Diverse sono le fonti di esposizione: dai tessuti agli alimenti (acqua potabile, pesce, frutta, uova e prodotti a base di uova), che possono contenere PFAS per contaminazione ambientale ma anche per contatto con imballaggi, superfici, macchine e impianti alimentari. Il regolamento europeo REACH, che prevede restrizioni o divieti nei prodotti di consumo per l’uso di sostanze chimiche che comportino rischi inaccettabili per l'ambiente e la salute umana prevede che i PFAS siano esclusi dalle superfici a contatto con gli alimenti delle apparecchiature di produzione e lavorazione. Nell’agosto di quest’anno l’EHEDG (European Hygienic Engineering & Design Group), cioè la Società europea di disegno igienico per le macchine e gli impianti ha preso posizione sul potenziale divieto di uso di PFAS previsto dal regolamento REACH. Pur riconoscendo la necessità di
affrontare i rischi ambientali associati a queste sostanze, EHEDG sottolinea l'importanza di un approccio equilibrato e basato sul rischio. Sostenendo l'obiettivo di limitare i PFAS classificati come molto pericolosi, è essenziale differenziare le applicazioni industriali dai beni di consumo e garantire la disponibilità di alternative adeguate. I fluoropolimeri (sotto le sigle PTFE, ETFE, FEP, PFA, PVDF e VDF-co-HFP), sono stati scientificamente valutati come "polimeri a basso rischio" a causa della loro stabilità, non tossicità, non biodisponibilità, non solubilità in acqua e non mobilità e resi adatti per applicazioni come il contatto con gli alimenti e la tecnologia medica. L'eventuale messa al bando dei PFAS deve essere attentamente valutata per evitare conseguenze per l'economia europea, si legge nelle conclusioni del documento, che esorta l'Agenzia europea per le sostanze chimiche (ECHA) e le autorità competenti a prendere in considerazione le raccomandazioni degli esperti di progettazione igienica e a lavorare in collaborazione con le parti interessate del settore per sviluppare una soluzione sostenibile ed efficace.
sima sicurezza: “Perché è una tipologia di lavaggio che permette di eliminare la più ampia varietà di pericoli (fisico, chimico e microbiologico)”, ha precisato Betta. “Il testo precedente era poco focalizzato, mentre l’esigenza del lavaggio con soluzioni acquose risponde a necessità specifiche e particolarmente importanti per alcune aziende: dal miglior controllo degli allergeni, alla sicurezza microbiologica, ai principi di brand integrity (per esempio per l’osservanza di precetti religiosi), per fare qualche esempio”.
In sintesi, la linea guida n.13, dedicata
a macchinari che devono essere lavati con acqua, presenta criteri generali che sono applicabili come prerequisito. Rappresenta una base che permette di sviluppare linee guida distinte per singola tipologia di macchinari, senza escludere eventuali eccezioni, in modo da avere nel giro di qualche anno un pacchetto di documenti che coprano una parte consistente di tutti i macchinari per le produzioni alimentari. Le indicazioni quantitative sono appunto una delle novità più importanti. Abbiamo cercato di porre dei limiti compatibili con le esigenze di certifi-
cazione. “Questa linea guida,” ha commentato infine Betta, “ha un duplice scopo. Uno è legato alle aziende alimentari e risponde all’esigenza di prevenire problemi di sicurezza alimentare e di qualità in modo sempre più efficace. Non solo. Rappresenta anche un valido riferimento per valutare l’adeguatezza di un macchinario, in fase di acquisto. L’altro è dedicato ai costruttori perché possano realizzare macchine migliori e dimostrarlo sul mercato tramite un processo di certificazione che entrerà in vigore dal 1 giugno 2024”.
S•17 DIMENSIONE PULITO | 01/2024
MARKA: Soluzioni professionali per l’igiene alimentare

Il processo evolutivo del settore alimentare in termini di sicurezza e igiene ha indotto le aziende, soprattutto nel contesto alimentare, ad attuare procedure di sicurezza più attente e idonee in tutte le fasi relative alla movimentazione degli alimenti: dalla produzione, alla lavorazione fino alla somministrazione. Il settore alimentare è considerato un ambiente ad alto rischio a causa della presenza di agenti patogeni in grado di compromettere la qualità degli ambienti, degli alimenti e della salute umana. Per far fronte a questi rischi, è necessario attuare una regolare procedura di cleaning che garantisca ai lavoratori ed ai clienti un ambiente più salubre e sicuro, riducendo i rischi di contaminazione batterica.
Una corretta attività di cleaning si basa su tre fasi prin-
cipali: pulizia, detergenza e disinfezione. Per ognuna di queste fasi è fondamentale selezionare prodotti chimici professionali idonei alle superfici ed alle attrezzature da trattare, dai piani di lavoro ai pavimenti fino alle pareti ed altre superfici verticali.
Un ambiente pulito, è un ambiente sicuro!
MK, con il suo brand Marka, offre tre sistemi di soluzioni professionali adatti ad ogni tipo di esigenza.
MARKA SISTEMA DETER-
GENZA: una gamma di prodotti che garantisce ad ogni settore della pulizia professionale la soluzione più performante. L’eccellenza delle formule, la specializzazione dei prodotti, l’ampiezza della gamma garantiscono la massima efficacia, la qualità del risultato e un vantaggio competitivo in termini di costo in uso.
Un sistema con prodotti che soddisfano le esigenze di tutti gli ambienti e superfici: dalla cucina, ai pavimenti fino alle superfici specifiche.
MARKA SISTEMA IGIENE: una gamma di prodotti specifici per una profonda igienizzazione, sanificazione e disinfezione degli ambienti e delle attrezzature in ogni ambito di applicazione.
MARKA SISTEMA AMBIEN-
TE: una gamma di soluzioni volte a garantire la salvaguardia dell’ambiente con prodotti Ecolabel e concentrati giusta dose. L’utilizzo di materie prime sostenibili e rinnovabili e di packaging completamente riciclabili, permette di ridurre fino all’80% l’immissione di plastica nell’ambiente.
Nei contesti alimentari, i prodotti concentrati giusta dose offrono il vantaggio di coniugare alte performance, l’ottimizzazione degli spazi di lavoro ed il beneficio di costo in uso.
Marka è Protezione Profonda Professionale.


informazione pubblicitaria
markacleaning.com
Protezione Profonda Professionale
Marka:
SISTEMA DETERGENZA
Performance, efficienza e specializzazione in ogni ambito operativo.



SISTEMA IGIENE


SISTEMA AMBIENTE Ecolabel e Concentrati per una detergenza sostenibile.



Formule disinfettanti ed igienizzanti per la massima protezione delle persone e degli ambienti. Scopri

sistemi e soluzioni specifiche per ogni tipo di ambiente, superficie ed esigenza.
il mondo Marka su markacleaning.com
Qualità e sicurezza in primo piano nella IV gamma
Lo stabilimento di OrtoRomi è un esempio di come debba essere gestito uno stabilimento che tratta prodotti estremamente deperibili come i vegetali pronti
Elena Consonni giornalista esperta in scienze e tecnologie alimentari

IGIENE ALIMENTARE CASE HISTORY
Con un fatturato che nel 2022 ha superato 119 milioni di euro, OrtoRomi è uno dei principali player del mercato delle insalate già lavate, delle zuppe, dei piatti pronti, degli estratti freschi di frutta e verdura, dove opera sia con il proprio marchio, sia con quello dei distributori di cui è partner.
Il comparto è caratterizzato da pro-
le Aziende Agricole presenti su tutto il territorio nazionale. La cooperativa si avvale della collaborazione di circa 700 persone e l’intera filiera coinvolta impegna circa 1.500 lavoratori.
La produzione media nello stabilimento di Borgoricco è di 75.000 chili di insalate al giorno, che possono salire fino a 90.000 nei periodi di maggior consumo.

dotti molto delicati sotto il profilo microbiologico, con shelf-life brevi e tempi di lavorazione brevissimi: tutto il ciclo dall’ingresso della materia prima all’uscita del prodotto finito può avvenire nell’arco di una giornata per le insalate baby o di un paio di giorni per le adulte. Questo richiede un presidio attento di tutta la filiera e una forte focalizzazione sulla qualità del prodotto. Per gestire al meglio questa complessità, OrtoRomi ha scelto di essere una cooperativa, che riunisce 10 soci (9 Aziende agricole e la Cooperativa Co.Ve.Ca.A.). OrtoRomi dispone di 2 stabilimenti di produzione, uno a Borgoricco in provincia di Padova e uno a Bellizzi in provincia di Salerno, che lavorano le materie prime conferite dal-
LA QUALITÀ PARTE IN CAMPO
Attraverso i propri soci, OrtoRomi può contare su una superficie produttiva di 800 ettari, distribuiti su tutto il territorio nazionale, sia a campo aperto sia coperti da serre innovative (200 h). Il percorso produttivo nasce con la scelta dei semi più adatti, prosegue con la semina e la crescita delle insalate, seguendo buone pratiche agricole che riguardano la riduzione dello spreco idrico, attraverso sistemi di irrigazione controllata, e la lotta integrata che prevede la riduzione dell’impiego di sostanze chimiche per salvaguardare la salute delle persone e dell’ambiente.
Una volta autorizzata la raccolta, il prodotto viene rapidamente raffred-
dato per preservarne la qualità e le caratteristiche organolettiche e trasportato al magazzino di confezionamento. Il prodotto all’arrivo dai campi di raccolta è contrassegnato da un numero di lotto, che viene inserito nel sistema informatico di gestione interno e sostituito con un sistema di tracciatura interno mediante codice a barre, che ne garantisce la completa tracciabilità.
Il prodotto in ingresso deve superare il controllo qualità in accettazione, prima di essere destinato alla lavorazione vera e propria. Vengono eseguiti controlli per assenza infestanti, corpi estranei ed altre difettosità, viene misurata la quantità di acqua del prodotto ingresso e vengono fatti campionamenti per controlli chimici e microbiologici. Tutto questo servirà a parametrare le successive lavorazioni in modo da garantire la corretta shelf life del prodotto finito. Il prodotto viene sottoposto al controllo tramite selezionatrici ottiche che permettono di identificare e rimuovere eventuali impurità.
Il prodotto che non supera i controlli in accettazione viene dichiarato non conforme e viene scartato; quello pienamente conforme viene classificato come tale e lavorato; quello con una conformità parziale viene accettato, ma segue un iter di lavorazione diverso da quello pienamente conforme.
UN PROCESSO ALTAMENTE AUTOMATIZZATO
Dopo il superamento dei controlli in accettazione le insalate adulte vengono sottoposte alla mondatura, fase della lavorazione che avviene in maniera manuale da parte di operatrici esperte e specializzate. Lo scarto si attesta intorno al 47% per le insalate a cespo. Questa percentuale è davvero notevole, ma un tale livello di selezione è essenziale oltre a soddisfare le richieste dei nostri esigenti clienti e consumatori anche ad ottenere un prodotto di grande tenuta perché
S•21 DIMENSIONE PULITO | 01/2024
mantenere le foglie esterne, più deboli di quelle interne, accelererebbe la velocità di marcescenza del prodotto, riducendone la shelf life.
Nelle insalate baby, cosiddette “da taglio", lo scarto è decisamente inferiore, e si attesta intorno al 5-6%. Il materiale scartato viene raccolto su nastri trasportatori che circolano sotto il pavimento e inviato a centrali a biomassa per la produzione di biogas. Dopo la selezione, le foglie vengono sottoposte a lavaggio, che avviene in tre vasche, con una soluzione di acqua e acido peracetico a concentrazione dell’ordine dei ppm. L’acqua utilizzata per il lavaggio non viene gettata, ma viene raccolta e riutilizzata, dopo un procedimento di ultrafiltrazione, per il
lavaggio quotidiano degli impianti di lavorazione, a fine turno. Ogni mattina gli operatori di ogni reparto controllano le superfici degli impianti per verificare che non ci sia presenza di contaminazioni o residui di detergenti e sulle stesse linee di lavorazione vengono eseguiti a cadenza mensile dei tamponi superficie.
A differenza delle insalate baby, le insalate vengono sottoposte a taglio tramite taglierina, successivo lavaggio e quindi asciugate in centrifuga. Le baby leaf subiscono invece un’asciugatura più delicata e rispettosa delle foglioline, rispetto alla centrifuga. Il processo avviene tramite un tunnel di asciugatura con un iniziale tappeto vibrante che facilita la rimo -
zione dell’acqua; a seguito di questo passaggio in tunnel d’aria calda il prodotto viene velocemente abbattuto a temperatura di refrigerazione. Le insalate vengono poi movimentate con un sistema di trasporto a catenaria, dosate automaticamente e quindi imbustate (solo le referenze adulte in atmosfera modificata). Lo stabilimento di Borgoricco conta 20 linee di confezionamento per la IV gamma, impostate sulla base degli ordini ricevuti e degli orari di partenza della merce. Essendo un prodotto freschissimo, le spedizioni vengono in genere gestite in AXA: gli ordini in arrivo dalla grande distribuzione devono essere evasi nell’arco della giornata. Per garantire queste tempistiche, la produzione

IGIENE ALIMENTARE S•22 DIMENSIONE PULITO | 01/2024 CASE HISTORY
UNA GAMMA COMPLETA, NEI FRESCHISSIMI
OrtoRomi è presente nei banchi frigo dei reparti ortofrutta della grande distribuzione organizzata di tutta Italia, con un’offerta che comprende diverse linee di prodotto:
Insalatine baby leaf e insalate adulte in busta, in vaschetta e in ciotole con kit del dressing, forchetta e salvietta. L’offerta include anche verdure fresche lavate e pronte da cucinare e una linea di insalate bio.
Estratti di frutta e verdura. Nascono
da frutta e verdura di prima scelta attraverso la spremitura a freddo e l’HPP (High Pressure Processing), che permette di mantenere inalterate le qualità organolettiche e le proprietà nutritive delle materie prime.
Zuppe e minestroni, vellutate e passati freschi.
Radicchi IGP lavati e pronti da gustare: OrtoRomi da anni aderisce al Consorzio di Tutela del Radicchio Rosso di Treviso IGP e del Radicchio
Variegato di Castelfranco IGP. Completano l’assortimento due salse: l’Hummus BIO, nelle versioni Classico e Mediterraneo (con pomodori secchi e olive) e il Guacamole preparato con il 95% di avocado, classico e piccante. La produzione, che parte da 70 semilavorati in fase di lavaggio, cresce a 90 nelle fasi intermedie di produzione, per arrivare a circa 470 codici di prodotto finito.
lavora su base previsionale tenendo conto degli ordini arrivati nei giorni, settimane (perché le vendite hanno delle fluttuazioni anche in base al giorno della settimana), anno precedente. Questo approccio comporta una maggiore complessità organizzativa e genera incrementi nei costi operativi, ma è indispensabile per essere in grado di servire con l’efficienza richiesta la grande distribuzione.
NUMEROSI ACCORGIMENTI
PER GARANTIRE LA QUALITÀ
Per garantire la salubrità del prodotto, tutto il processo avviene a temperatura controllata, tra i 6°C e i 14°C, a seconda delle aree di lavorazione. Dopo il lavaggio, il confezionamento avviene in maniera automatica, per evitare possibili contaminazioni da parte degli addetti, che indossano divise di colori diversi in funzione del reparto di appartenenza, in modo da non rischiare che il personale che lavora nelle aree più “sensibili” dell’impianto dove si manipolano prodotti contenenti allergeni entri in contatto con produzioni che non li contengono. Dopo i controlli in campo e in accettazione, vengono effettuate analisi a

campione in diverse fasi del processo, sui semilavorati e sui prodotti finiti, cui si aggiungono i tamponi ambientali e sulle superfici. Il laboratorio interno aziendale, iscritto a circuiti interlaboratorio per attestare la validità dei dati che produce, esegue ogni anno
oltre 6.300 controlli tra analisi microbiologiche e chimiche. Tra queste, la ricerca di Escherichia coli, Salmonella, Listeria, nitrati e pesticidi, tamponi di superficie su attrezzature e piani di lavoro per la verifica di efficacia delle procedure di sanificazione.
S•23 DIMENSIONE PULITO | 01/2024


Altri controlli vengono poi effettuati da laboratori esterni, sia nell’ambito dei controlli ufficiali, sia degli audit di seconda parte effettuati dai clienti della grande distribuzione e di terza parte effettuati dagli enti di certificazione.
OrtoRomi, infatti, aderisce a diverse certificazioni, tra cui:
UNI EN ISO 22005 - Certificazione del Sistema di Rintracciabilità nella Filiera Alimentare che si estende dal seme fino alla consegna del prodotto finito e confezionato;
GLOBAL GAP Good Agricultural Practices - standard volontario per la certificazione di prodotti agricoli in tutto il mondo. Fornitori del compar-
to agroalimentare garantiscono l'affidabilità e qualità dei loro prodotti secondo standard internazionali comuni;
DTP 021 - Prodotto a lotta integrata. Prodotti ortofrutticoli (freschi e trasformati) ottenuti secondo tecniche di produzione integrata con residuo di fitofarmaci ammessi sulla coltura ridotti del 70% rispetto al limite massimo ammesso (LMR);
IFS FOOD Standard - esamina i prodotti e i processi di produzione per valutare la capacità di un produttore alimentare di produrre prodotti sicuri, autentici e di qualità, in conformità ai requisiti legati alle specifiche del cliente;
BRC (British Retail Consortium)standard globale specifico per la sicurezza dei prodotti agroalimentari. Obiettivo di questa certificazione è assicurare la qualità e la sicurezza dei prodotti alimentari proposti ai consumatori.
Inoltre, l’azienda possiede la certificazione BIO per diverse linee di prodotti, dalle insalate, agli estratti, fino alle zuppe e collabora attivamente con l’Università Agraria di Padova, Università di Napoli, Università di Salerno per la ricerca e lo sviluppo.
Un apparato molto articolato che, nel complesso, ha lo scopo di immettere sul mercato alimenti sani e sicuri, oltre che di elevata qualità.
IGIENE ALIMENTARE S•24 DIMENSIONE PULITO | 01/2024 CASE HISTORY
Sgrassante delicato ed efficace

Per pulire in modo efficace e sicuro in ambienti ove vengono effettuate lavorazioni di cibi e bevande Polychim ha sviluppato PDR 204, un prodotto versatile e innovativo. Si tratta di un detergente sgrassante inodore, senza alcali liberi e a bassa schiumosità, indicato per piani di igiene secondo il metodo Haccp. Dotato di una elevata azione sgrassante ed a bassa alcalinità è sicuro per gli operatori e per i materiali, anche quelli più delicati, come i metalli dolci (alluminio e sue leghe) presenti in parti di macchinari, che vengono spesso rovinati da prodotti ricchi di soda caustica. Un prodot-
to estremamente versatile, adatto per interventi di tipo manuale o con macchine lavapavimenti, su superfici, attrezzature, macchinari, arredi. Molto indicato anche per pulizie in ammollo di utensili, parti smontabili di macchinari, stoviglie, anche prima di un eventuale lavaggio meccanico in lava-oggetti o lavastoviglie. PDR 204 si utilizza diluito in acqua, con dosaggi che variano in funzione del tipo di intervento e di sporco da rimuovere, e si applica manualmente con spugne o panni o con spruzzatori. Disponibile in cartone da 4 canestri da 5 kg o in canestro da 10 kg.









polychim.it informazione pubblicitaria
Il metodo “Seek and Destroy”
Prevenzione ed eliminazione di Listeria monocytogenes negli stabilimenti alimentari. La listeriosi continua ad essere l’infezione di origine alimentare che preoccupa di più, con tassi di decesso (insieme a Salmonella) fra i più alti segnalati negli ultimi 10 anni in Europa
Francesca De Vecchi Tecnologa alimentare
La Listeria monocytogenes continua ad essere l’assillo per i produttori di alimenti e una sfida continua per chi si occupa di processi di sanificazione. Adattabile, opportunista, capace di sopravvivere in alcune delle più comuni condizioni di conservazione e persistente nell’ambiente anche per anni e in condizioni avverse. È il batterio responsabile della listeriosi, una patologia di origine alimentare che secondo i dati ufficiali è continuata a crescere in modo statisticamente significativo nell’Unione Europea tra il 2009 e il 2018. Ancora nel 2022 la listeriosi è stata l’infezione di origine alimentare che ha preoccupato di più, con i tassi di decesso (insieme a Salmonella) fra i più alti segnalati negli ultimi 10 anni in Europa. L’Italia, nello stesso anno, ha riportato tre focolai epidemici particolarmente gravi in termini di ospedalizzazioni e decessi. Due di questi provenienti da carni di pollo e suino sono stati causati da Listeria monocytogenes e hanno provocato un
totale di 140 casi e ospedalizzazioni e 6 decessi.
Quali sono i prodotti alimentari comunemente associati alla listeriosi e più spesso coinvolti in casi di contaminazione? Per le sue caratteristiche (vedi box) L. monocytogenes rappresenta un pericolo per i prodotti pronti al consumo (ready-to-eat, RTE) e i prodotti con una lunga vita commerciale (shelf-life) mantenuti a temperature di refrigerazione, perché può crescere nell’alimento contaminato fino a raggiungere concentrazioni tali da causare un’infezione nell’uomo. Gli alimenti principalmente associati alla listeriosi sono quindi in linea generale quelli ricchi di proteine, con una moderata attività dell’acqua e una bassa microflora di fondo. Quindi, pesce affumicato (es. salmone), prodotti a base di carne (paté di carne, hot dog, carni fredde tipiche delle gastronomie), formaggi a pasta molle, formaggi erborinati, formaggi poco stagionati; vegetali preconfezionati e latte
non pastorizzato. I dati indicano che la presenza di L. monocytogenes nei prodotti alimentari varia con un range che va dallo 0,09% per i “formaggi a pasta dura a base di latte pastorizzato” al 3% per la carne bovina RTE. La contaminazione è preoccupante proprio per tutti quei prodotti che non subiscono ulteriori trasformazioni o trattamenti termici di bonifica prima di essere consumati.
Come quindi affrontare il problema della contaminazione da L. monocytogenes? Esiste un metodo che mira alla completa eradicazione?
Nell’Unione Europea, la garanzia di conformità degli alimenti rispetto ai livelli massimi possibili di contaminazione da L. monocytogenes è un obbligo che spetta all’operatore del settore alimentare (OSA) attraverso l’igiene del processo di produzione e di distribuzione degli alimenti basati sulle buone pratiche di lavorazione e l’applicazione dell’HACCP. Negli anni si è arricchito il panorama normativo
IGIENE ALIMENTARE S•26 DIMENSIONE PULITO | 01/2024 SAFETY

relativo ai limiti e ai controlli: il Regolamento CE 2073/2005 e s.m.i prevede per L. monocytogenes, criteri di sicurezza applicabili agli RTE, sia in fase di produzione che di commercializzazione e il 2021/1373 che ha aggiornato la lista degli alimenti a rischio per la Listeria monocytogenes, includendovi i prodotti a base di latte crudo, di carne cruda, di pesce crudo e di verdure crude; ma sono state via via emesse anche linee guida nazionali (Ministero della Salute) ed europee (EFSA) per orientare l’operato di chi ha la responsabilità di garantire e controllare la sicurezza alimentare perché L. monocytogenes è a tutti gli effetti un contaminante di filiera. Si comprende
quindi come un’adeguata gestione dei processi e degli ambienti produttivi (temperature, igiene, buone pratiche di fabbricazione), la corretta manipolazione degli alimenti e la necessità di applicare piani di prevenzione specifici e monitorati rappresentino i cardini di una strategia a tutela della salute. Secondo i dati raccolti, infatti, si ritiene che la presenza di L. monocytogenes negli alimenti si verifichi per contaminazione ambientale in post-lavorazione più che in seguito a sopravvivenza durante i trattamenti termici (Gurtler & Kornacki, 2007). Non solo: la persistenza di L. monocytogenes può estendersi per anni, poiché è un batterio che può rimanere - vitale - sulle superfici
degli impianti quando persistono particolari condizioni (ad esempio residui organici, biofilm) che lo proteggono dalle operazioni di pulizia e ne favoriscono lo sviluppo. La gestione del rischio di contaminazione di alimenti da parte di questo batterio deve sempre far parte dei piani di autocontrollo con un’analisi e procedure di sanificazione mirate, che tengano conto delle caratteristiche di sopravvivenza del batterio, delle tipologie di produzione, di ambiente, attrezzature e impianti.
IL METODO
“SEEK AND DESTROY”
I punti di proliferazione, per Listeria (come per altri patogeni), sono una
S•27 DIMENSIONE PULITO | 01/2024

sorta di rifugio e comunemente vengono denominati nicchie. Il concetto di nicchia protettiva quale luogo riparato è alla base di un metodo operativo conosciuto come “Seek&Destroy” (S&D) utile per identificare e gestire queste zone di crescita in attrezzature o strutture, eradicarle e creare le condizioni perché non si formino (o riformino), garantendo un’efficace protezione dalla crescita di Listeria negli ambienti di produzione. Il metodo, sviluppato inizialmente negli Stati Uniti, focalizza l’attenzione non solo agli ambienti di produzione alimentare, ma anche ai processi di sanificazione, alla loro adeguatezza per la prevenzione del pericolo di formazione di aree di sviluppo del patogeno. Nelle nicchie, che sono spesso siti difficili da raggiungere e pulire con le normali procedure igienico-sanitarie, Listeria trova le condizio-
ni adeguate di crescita per colonizzare anche formando biofilm, resistenti alla disinfezione, sulle superfici di attrezzature e impianti di produzione alimentare.
Il metodo Seek&Destroy è un approccio innovativo per la gestione del pericolo Listeria - spiega Giuseppe De Lucia, tecnologo alimentare e consulente in sanificazione intervenuto al convegno digitale Alimenti più. Si basa sull’eliminazione e prevenzione delle nicchie di crescita – prosegue l’esperto -, cioè punti in cui, dopo il processo di pulizia e disinfezione, si evidenzia una elevata carica microbica ed in taluni casi anche la presenza di Listeria monocytogenes. La presenza nelle nicchie di residui organici e biofilm interferisce con l’attività di disinfezione, proteggendo Listeria; trovarle a fine processo indica il fatto che la procedu-
ra di sanificazione eseguita non è stata efficace. I fattori predominanti che influenzano la formazione di nicchie, infatti, rimandano ad errori operativi:
- scorretta applicazione o sbagliata esecuzione delle procedure di sanificazione;
- procedure non correttamente studiate (perché per esempio non tengono conto del disegno igienico dell’impianto, complesso o non corretto);
- frequenza di applicazione della procedura non corretta;
- movimentazione del personale e di attrezzature (per esempio carrelli che da zone sporche vengono portati in zone “pulite” senza aver sanificato le ruote. Per via aerea la Listeria può raggiungere le superfici a diretto contatto con gli alimenti).
S&D è una tecnica investigativa che include un approccio aggressivo e siste-
IGIENE ALIMENTARE S•28 DIMENSIONE PULITO | 01/2024 SAFETY
LA LISTERIOSI IN NUMERI
Listeriosi, l’infezione generata dal batterio Listeria monocytogenes, generalmente è dovuta all’ingestione di cibo contaminato. Nei Paesi occidentali è un problema di sanità pubblica poiché, anche se si presenta meno frequentemente di salmonellosi e campylobacteriosi, può dar luogo a
matico per identificare i siti di rifugio e localizzare le nicchie in cui i microbi (non solo Listeria monocytogenes ma anche altre specie di Listeria spp) sopravvivono (o persistono) nonostante le misure di pulizia e disinfezione messe in atto nell’ambito dell’applicazione dei piani di autocontrollo.
È un approccio innovativo che sovverte metodiche più comunemente impiegate che presentano fisiologiche limitazioni (es. il costo di un campionamento esteso), commenta De Lucia.
“Di solito si cerca il patogeno sulle superfici, nell’ambiente di produzione e nel prodotto”. E in caso di non rilevabilità, si valuta il protocollo come conforme. L’approccio S&D, invece, si basa su uno studio preliminare approfondito per evidenziare tutte le potenziali nicchie e quindi rimuoverle. Non solo eliminarle, ma soprattutto capire perché si sono formate e quindi attuare azioni correttive contro le cause che le hanno generate per evitare che si ripresentino. E’ un lavoro finalizzato a creare un sistema efficace di prevenzione perché si rimuovono tutte le condizioni che facilitano la formazione di luoghi di potenziale annidamento e proliferazione batterica.
Quando si può applicare un piano S&D? Tendenzialmente un simile processo viene applicato quando le aziende di trasformazione alimentare sono chiamate a:
malattia grave, soprattutto in soggetti fragili quali anziani, donne in gravidanza, neonati e adulti immuno-compromessi, portando al ricovero ospedaliero con tassi di mortalità elevati Listeria monocytogenes è un batterio patogeno Gram-positivo, non sporigeno e mobile. È ampiamente diffuso nell’ambiente, nel
suolo, nell’acqua e nella vegetazione. Cresce e si riproduce a temperature molto variabili (da temperature di refrigerazione sino a 45°C), tollera ambienti salati e pH acidi. E’ quindi molto resistente in particolare alle condizioni che caratterizzano la produzione e la lavorazione degli alimenti.
- rispondere a un test positivo per Listeria monocytogenes o i suoi organismi indicatori (Listeria spp o organismi simili a Listeria),
- qualificare un’apparecchiatura o un processo (ad esempio, come parte di una valutazione di una nuova apparecchiatura e quindi non necessariamente in presenza di una nicchia).
- eseguire la convalida di un processo: normalmente è un processo di verifica che dura circa 90 giorni (con un campionamento al mese).
Semplificando, prosegue De Lucia, le tipologie di applicazione di questo metodo sono principalmente due, a
seconda che si voglia verificare se un sistema è protetto (“Non per causa”) o quando è conclamata la presenza del patogeno (“Per causa”).
Nell’ipotesi “Non per causa” si vuole verificare la presenza di nicchie di crescita dei patogeni sulle attrezzature. Il procedimento prevede una serie di controlli via via più approfonditi: parte dal verificare la procedura di sanificazione quotidiana (prodotti utilizzati, concentrazione, modalità di impiego); prosegue con un’ispezione mediante test analitici rapidi per vedere se vi sono nicchie (residui proteici, test bioluminometrici, video-ispezioni).
S•29 DIMENSIONE PULITO | 01/2024
Prevede quindi lo smontaggio dell’attrezzatura come da procedura ordinaria per verificare la presenza di siti rifugio e poi, allo stesso scopo, avanza con lo smontare completamente la macchina (operazione che è solitamente prevista, ma ad intervalli di tempo maggiori). La presenza o l’assenza di nicchie in punti non raggiunti dalle operazioni di pulizia quotidiane dà la misura della correttezza della procedura di sanificazione ordinaria e quindi della necessità di applicare azioni correttive (compresa l’elaborazione di una nuova procedura di sanificazione). Nel caso di applicazione «Per causa» invece si valutano le modalità di contaminazione in caso di positività: il fine della ricerca in questo caso non è solo identificare le nicchie ma soprattutto trovare le modalità di trasferimento del patogeno all’origine della contaminazione – dai siti di origine al punto in cui è stato ritrovato. L’indagine
deve essere sviluppata conducendo più analisi con tecnica S&D oppure identificando i punti di trasferimento che potrebbero aver portato il microrganismo nel luogo dove si è rilevato il campione positivo.
Il punto cardine di questo sistema è quindi l’individuazione e la prevenzione delle nicchie. Questo comporta l’attuazione di azioni correttive e poi il rinforzo del protocollo di sanificazione per evitare che le nicchie si formino nuovamente. Date le caratteristiche di resistenza del microrganismo è importante valutare la persistenza, tracciare la contaminazione e caratterizzare il ceppo del microrganismo (eventualmente con opportune tecniche di sequenziamento del genoma tipo Whole Genomic Sequencing), adeguando quindi il piano di campionamento ed integrando con le valutazioni di persistenza dei ceppi di Listeria monocytogenes. Significa eventualmente preve-
dere interventi di manutenzione, di ripristino di un disegno igienico di parte degli impianti di produzione, di movimentazione secondo principi di igiene di attrezzature e personale per generare un protocollo sicuro di prevenzione della contaminazione.
Bibliografia consultata
E. Evans et al. Exploring Listeria monocytogenes perceptions in small and medium sized food manufacturers: Technical leaders’ perceptions of risk, control and responsibility. Food Control 2021
G. De Lucia. Nuovo metodo “Seek and Destroy” per la prevenzione ed eliminazione di Listeria monocytogenes e ruolo della sanificazione. Case History in un’industria alimentare. Alimenti più, 28 settembre 2023
Epicento.it
Malley TJ et al. Seek and destroy process: Listeria monocytogenes process controls in the ready-to-eat meat and poultry industry. J Food Prot. 2015

IGIENE ALIMENTARE S•30 DIMENSIONE PULITO | 01/2024 SAFETY
Omnia Labor e ManuTer: la carta piegata al servizio dell’igiene alimentare

Nel settore alimentare, che si parli di ristoranti, bar e industrie alimentari, la prevenzione dalle contaminazioni crociate e l’igiene sono requisiti irrinunciabili. Per garantire la massima pulizia è necessario che gli operatori del settore adottino comportamenti consapevoli, in conformità al protocollo Haccp. Tra i parametri della sicurezza alimentare c’è, senza dubbio, anche la carta, un prodotto di uso quotidiano che troppo spesso, a causa di un errato utilizzo, rischia di trasformarsi in un veicolo di contaminazioni. Tra le pratiche più comuni, purtroppo, vi è la mancata protezione dei rotoli da cucina, spesso lasciati incustoditi fuori dagli appositi dispenser a causa del frequente inceppamento della carta al loro interno.
Questo problema espone gli utenti a contaminazioni e i locali a multe salate. Per superare questi problemi, Celtex ha ideato Omnia Labor, il sistema per carta in fogli piegati, che somma compattezza e capienza, perché in grado di ospitare fino a 400 fogli in pura cellulosa in formato piegato. Ogni foglio, delle stesse dimensioni di una tradizionale bobina, viene erogato singolarmente con il semplice gesto di una mano, già aperto e pronto all’uso. L’erogazione foglio a foglio dona fluidità al servizio e risolve i problemi di inceppamento, comuni in altri dispenser in commercio. Il design intelligente unito all’erogazione foglio a foglio consente di ridurre di oltre il 30% i normali consumi di metri di carta. Un’e-
rogazione intelligente che, sommata all’elevata qualità della carta, concretizza una soluzione in grado di donare efficienza e praticità al frenetico servizio che spesso avviene soprattutto nelle cucine dei ristoranti. La carta, certificata ed ecologica, prodotta nel rispetto dei principali criteri ambientali, è nobilitata dalla goffratura Leonida che, non solo la impreziosisce alla vista e al tatto, ma soprattutto le dona uno straordinario potere assorbente. La bocca di erogazione del dispenser Omnia Labor, inoltre, grazie allo speciale additivo antimicrobico con cui è realizzata, inibisce la crescita dei germi sulla superficie, assicurando maggiore igiene al sistema. Una soluzione ancora più pratica e flessibile nell’utilizzo, perché installabile non solo a parete, ma anche su apposito supporto in acciaio inox, che, grazie al pratico manico, consente di trasportare e spostare da un ripiano all’altro della cucina il dispenser, così da avere la giusta quantità di carta sempre a disposizione.
E PER GLI AMBIENTI PIÙ PICCOLI?
Celtex guarda anche ai piccoli contesti, dove spazio e ritmi di lavoro non necessi-
tano di elevate quantità di carta, ma dove praticità e compattezza sono qualità essenziali. In questi casi la risposta giusta è ManuTer, un prodotto che replica la praticità della carta piegata associandola al concetto di salvaspazio. Ogni confezione contiene 150 fogli di morbida e resistente pura cellulosa. La pratica confezione autodispensante, rilascia un foglio alla volta, proteggendo la carta fino al suo utilizzo. ManuTer può essere utilizzato facilmente all’interno del locale: in cucina, per rapide operazioni di pulizia e assorbenza; in sala, per la sanificazione delle superfici di tavoli e banconi, anche in associazione a prodotti detergenti; nell’area bar, per l’igiene del bancone. Utilizzabile sia in verticale che in orizzontale, ManuTer può essere abbinato anche al pratico dispenser in metallo, posizionabile sul banco e a parete. Manuter, la bobina in fogli alleata della pulizia.

Industrieceltex.com informazione pubblicitaria
EcorNaturaSì il controllo qualità nel bio
A colloquio con Monica Pin, tecnologo alimentare, coordinatrice del Controllo Qualità & HACCP Magazzini del noto marchio al vertice nelle produzioni biologiche e biodinamiche
Maurizio Pedrini

IGIENE ALIMENTARE S•32 DIMENSIONE PULITO | 01/2024 CASE HISTORY
CHI È MONICA PIN
Laureata magistrale in Scienze e Tecnologie Alimentari presso l’università di Udine con voto 110/110 e iscritta all’albo dei Tecnologi alimentari del Veneto e Trentino-Alto Adige. Ha collaborato diversi anni con l’Università di Udine per un progetto di sviluppo di una filiera per la produzione di frumento biologico di qualità e valorizzazione dei prodotti derivati e con una ditta di consulenza su igiene e sicurezza alimentare per la ristorazione e la vendita al dettaglio.

Successivamente ha iniziato il suo percorso lavorativo presso l’azienda EcorNaturaSì come addetta al controllo qualità. Da diversi anni ricopre la posizione di coordinatrice del Controllo Qualità, gestendo un team di persone dislocato nei siti di stoccaggio merce dell’azienda, il cui scopo è monitorare e garantire che i prodotti siano conformi agli alti standard igienico sanitari, organolettici e biologici prefissati.
ASan Vendemiano di Treviso sorge EcorNaturaSì la principale azienda italiana di distribuzione di prodotti biodinamici e biologici, con 500 negozi serviti e oltre 300 aziende agricole impegnate nella produzione. Il marchio si occupa del commercio e della distribuzione all’ingrosso e al dettaglio attraverso un modello circolare, che parte dal seme e arriva alla tavola, in cui i diversi attori collaborano per dare vita a un flusso di relazioni responsabili, virtuose, etiche e rivolte al futuro. Il sito principale di stoccaggio, di recente costruzione, è un ce.di. multi-temperatura per poter andare incontro alle caratteristiche dei diversi prodotti, mantenendo idonee modalità di conservazione (ortofrutticoli, freschi e anche prodotti secchi alcuni dei quali sono temperatura-dipendenti es. cioccolate e semiconserve). Il centro operativo si trova nell’area Interporto Bologna e comprende un sito di circa 48.200 mq, di cui 3.000 mq di superficie commerciale e uffici e 45.200 mq circa di superficie de -
posito logistico. Il magazzino è operativo dal 2017 e nel 2020, in piena pandemia, è stato ampliato: il blocco iniziale era di 40mila metri di superficie calpestabile a cui si sono aggiunti 9mila nel 2020. In questo contesto, decisamente proiettato alla sostenibilità ambientale, la sicurezza e l’igiene sono costantemente monitorati nel magazzino e lungo l’intero percorso di distribuzione di prodotti altamente delicati. Abbiamo incontrato la dottoressa Monica Pin , tecnologo alimentare, coordinatrice del Controllo Qualità & HACCP Magazzini, per conoscere da vicino come è organizzato il sistema che garantisce non solo la massima salubrità dei prodotti offerti ai consumatori ma anche ottimali condizioni di lavoro al personale.
Presentiamo anzitutto la sua attività, riferita soprattutto al Controllo-Qualità: che mansioni esercita in seno all’azienda?
“La mia figura di Tecnologo Alimentare come coordinatrice del Controllo
Qualità è fondamentale per le ampie conoscenze che l’azienda richiede avendo una gamma di più di 14.000 prodotti che spazia dall’ortofrutta, agli alimenti confezionati, frigoconservati, materie prime, cosmesi e cura casa. Operando nel mercato come distributori, la sfida nel nostro lavoro è avere - su tutte le categorie merceologiche - la consapevolezza e la competenza dei fattori di pericolo igienico-sanitario associati all'alimento da diverse prospettive: in funzione del tipo di materie prime utilizzate, del tipo di confezionamento, delle specifiche caratteristiche chimico-fisiche microbiologiche del prodotto finito, delle modalità d'impiego e di conservazione, della destinazione d'uso e delle caratteristiche tecniche del processo produttivo.”
Il suo delicato ruolo comporta evidentemente notevoli responsabilità, in termini di sicurezza: come lo vive nel quotidiano?
“Nel rispetto delle leggi vigenti e della sostenibilità dei processi produttivi e distributivi, la mia funzione richiede di essere costantemente aggiornata sui cambiamenti normativi, legislativi, giuridici, scientifici, tecnologici e produttivi in atto per poter garantire la qualità e la sicurezza degli alimenti che il Gruppo commercializza. La continua collaborazione e comunicazione con i fornitori assicura ai consumatori un controllo costante dei processi e della qualità dei prodotti. In particolar modo per i prodotti private label, implementiamo strategie in accordo con i produttori per ottenere prodotti con alti standard qualitativi e contemporaneamente ridurre l’impatto ambientale promuovendo l’equità sociale e assicurando una gestione responsabile delle risorse. Ad esempio, collaboriamo nell’ideazione di ricettazioni che siano adatte per soddisfare le nostre esigenze sia dal punto di vista nutrizionale-organolettico che etico-ambientale. Dove possibile riduciamo
S•33 DIMENSIONE PULITO | 01/2024

la quantità di plastica utilizzata negli imballaggi adottando soluzioni compostabili o riciclabili”.
In particolare, quali sono i suoi specifici compiti nell’ambito del delicato sistema di controlli previsti dall’HACCP?
“Il nostro obiettivo è sempre quello di assicurare la conformità dei prodotti immessi nel mercato: proprio per questo operiamo con un approccio di tipo preventivo attraverso un piano assiduo di monitoraggio analitico, legale e organolettico. Oltre a questo, il mio lavoro consiste anche nel redigere e aggiornare i manuali HACCP dei vari siti di stoccaggio per applicazione delle misure di corretta prassi operativa in materia di igiene e per l’implementazione dei prerequisiti. Da questo segue la predisposizione e l’attuazione delle procedure specifiche basate sui principi del sistema HACCP: è fondamentale attuare le procedure necessarie per controllare le condizioni operative dello stabilimento, garantendo il rispetto dei requisiti generali di igiene e sicurezza.”
Quanto è importante per EcorNaturaSì il tema dell’igiene e quali sono i
problemi che dovete affrontare?
“È senz’altro un tema che ci sta particolarmente a cuore. Essendo EcornaturaSì distributore all'ingrosso di prodotti biologici e biodinamici, è inoltre basilare assicurare il mantenimento degli standard qualitativi e igienico-sanitari dei prodotti in particolare attraverso il rispetto della catena del freddo (o cold chain), ovvero la garanzia di una temperatura costante dallo stabilimento di produzione fino al punto vendita attraverso tutte le fasi della supply chain. Per garantire una corretta gestione della catena del freddo e ottenere risultati consistenti e persistenti nel tempo, la logistica di EcorNaturaSì - attraverso anche solide collaborazioni con partner terzicoordina e monitora tutta la filiera dal ritiro della merce dai fornitori fino alla consegna presso i punti vendita”.
Un nodo assai delicato nell’ottica dell’economia circolare è quello della gestione dei rifiuti, con quali soluzioni organizzative lo state affrontando?
“La consegna ai nostri punti vendita, per lo più piccole realtà, è frequente ed avviene utilizzando contenitori adiabatici con vuoto a rendere. Tali con-
tenitori, grazie all’utilizzo del ghiaccio secco, sono in grado di consentire il mantenimento della catena del freddo anche con l’utilizzo di mezzi di trasporto non refrigerati, ma sempre con mezzi aventi caratteristiche tecnico-costruttive idonee per il trasporto in regime di freddo. Ad ogni reso, i contenitori sono controllati e sanificati prima del loro riutilizzo. Periodicamente vengono eseguiti dei tamponi di controllo per monitorare l’efficacia del trattamento di sanificazione attraverso l’utilizzo di un luminometro che valuta il livello di contaminazione. Il 90% delle nostre spedizioni avviene attraverso supporti riutilizzabili: oltre ai contenitori adiabatici, i roller per la merce stabile a temperatura ambiente e cassette con sponda ripiegabile (polymer) per l’ortofrutta. Anche questi dispositivi, ad ogni rientro in sede sono controllati, igienizzati e restituiti ai nostri produttori per essere riutilizzati lungo tutta la filiera, dal campo al negozio.
Quanto è sentito dalla vostra azienda il rischio di infestanti e quali sono le principali criticità?
“Nella nostra attività, i prerequisiti riguardano: pulizia e disinfezione (GHP), manutenzione delle strutture e degli impianti, controllo degli animali infestanti, gestione dei rifiuti, formazione del personale. Mantenere un alto standard di pulizia nelle industrie alimentari è fondamentale per garantire la sicurezza e la qualità degli alimenti. Mantenere in buono stato di pulizia i locali e le attrezzature è considerata la principale misura atta a prevenire infestazioni da animali e insetti attirati all’interno del magazzino; alcuni insetti ed animali potrebbero venire in contatto e contaminare anche alimenti preconfezionati, forando le confezioni con il loro apparato masticatorio. Per prevenire queste situazioni sono state implementate delle procedure che comportano una regolare e accurata pulizia delle varie aree dedicate allo
IGIENE ALIMENTARE S•34 DIMENSIONE PULITO | 01/2024 CASE HISTORY
stoccaggio con delle particolarità legate alla tipologia di prodotto. Un esempio in questo senso è la gestione della zona dedicata agli sfarinati che essendo biologici, sono più soggetti all’insorgenza di infestazioni perché
in foglia o per i residui di terra che gli ortofrutticoli possono avere.”

non sono trattati. Sulla base del principio di prevenzione, questa zona è stata studiata per facilitare la rimozione di residui dovuti ad eventuali rotture o perdite delle confezioni, terreno fertile per un’eventuale infestazione. I bancali di merce sono posizionati su scaffalature rialzate da terra: questo permette una facile individuazione delle polveri e l’aspirazione quotidiana per ovviare ad accumuli, specialmente nei punti di intersezione delle scaffalature e dei paracolpi. Il rialzo dei bancali è una gestione non adottata da tutte le aziende in una logica di ottimizzazione degli spazi ma nella nostra realtà biologica e dalla storicità, questa procedura è un punto fondamentale per il pest control. In generale, la frequenza delle pulizie dipende dalla natura della zona, dell’attrezzatura e delle referenze depositate. Nel comparto ortofrutta, la sanificazione delle aree ha un impatto maggiore, ad esempio, per il clima umido dell’ambiente per lo stoccaggio delle verdure
Nel sito di stoccaggio è stato implementato un idoneo sistema di monitoraggio degli infestanti delle derrate con una ditta specializzata nel pest management. Il Controllo Qualità, in collaborazione con questo soggetto, ha la funzione di monitorare settimanalmente l’andamento della situazione e di individuare eventuali situazioni critiche con implementazione di attività specifiche: dal controllo del prodotto, al blocco della merce, al ritiro dal mercato dei prodotti stessi in caso di sviluppo di infestazioni, ecc. Le ispezioni regolari e il rispetto dei protocolli igienici sono fondamentali. Infatti, si è creata una sinergia tra l’ufficio Qualità e l’ufficio Sicurezza & Facility Management per assicurare un quotidiano monitoraggio delle attività svolte e per identificare le scelte più corrette per la nostra azienda in tema di attrezzature e prodotti per le pulizie. Oltre alla conformità agli standard normativi e all’efficacia ed efficienza del personale, si cerca di porre particolare attenzione all’impatto ambientale. Ogni semestre lo stato di pulizia e manutenzione della struttura è valutato attraverso una verifica ispettiva interna (audit): questo strumento costituisce la forma di validazione del Piano di pulizia e di verifica dell’attuazione del Piano di Autocontrollo. In caso di risultati insoddisfacenti, il Responsabile dell’attività è consultato per motivare il riscontro non positivo e comunicare le eventuali azioni correttive che intende adottare.”
Il fattore umano, specialmente se adeguatamente formato e sensibiliz-
zato, ha un ruolo fondamentale nel promuovere in azienda una vera cultura della pulizia: alla luce della sua esperienza, condivide questa considerazione?
“Certamente, perché il personale che si occupa di operations può influire notevolmente sulla qualità del processo operativo, sia assicurando il rispetto delle procedure che evitando di contaminare il prodotto con comportamenti non adeguati. La formazione svolge un ruolo fondamentale nel promuovere una cultura della pulizia, sottolineando l’importanza di un’adeguata igiene al fine di mantenere un ambiente sicuro e igienico per gli operatori e per gli alimenti. La gestione dei ce.di. è affidata a un mix di dipendenti diretti e provider terzi, con personale specializzato, che operano rispetto al nostro piano di pulizie e sanificazione, alle nostre esigenze a livello etico ambientale e alla nostra sorveglianza. Questo si verifica sia per le attività di movimentazione logistica che le specifiche attività di pulizia. Le attrezzature utilizzate sono di ultima generazione e all’avanguardia.”
Quali obiettivi vi siete dati per migliorare la sicurezza e le condizioni di lavoro del personale e rendere più efficiente, anche sotto il profilo tecnologico e organizzativo, l’attività all’interno dell’azienda?
“Il centro operativo di Interporto è un magazzino innovativo che tenta di rispondere alle sfide continue della logistica. Per migliorare le condizioni di lavoro e al tempo stesso raggiungere nuovi standard in termini di efficacia, efficienza e qualità delle operazioni logistiche, è stato deciso di sviluppare un impianto di automazione logistica sviluppato su più aree del magazzino. Il sistema d’automazione logistica è il filo conduttore attorno al quale è stato progettato e realizzato il building. Si punta sull’automazione per migliorare le condizioni di lavoro attraverso: riduzione dei tempi di esposizione a
S•35 DIMENSIONE PULITO | 01/2024
ECORNATURASÌ
EcorNaturaSì SpA società benefit è l’azienda di riferimento nel settore biologico e biodinamico in Italia da quasi 40 anni. L’ecosistema aziendale si compone di una rete di 300 aziende agricole biologiche e biodinamiche, 315 negozi ad insegna NaturaSì, presenti su tutto il territorio nazionale, e oltre 1.300 collaboratori. L’azienda nasce nel 2009 dalla fusione di Ecor, il maggior distributore all'ingrosso di prodotti biologici e biodinamici nel comparto specializzato, e NaturaSì, il brand dei snegozi bio. EcorNaturasì favorisce lo sviluppo dell’agricoltura biologica, intesa come metodo agricolo che nutre il terreno, che tutela l’ambiente
e la biodiversità, e che assicura lavoro anche ai piccoli produttori offrendo prodotti sani e di qualità per il benessere dell’uomo. EcorNaturaSì si occupa del commercio e della distribuzione all’ingrosso e al dettaglio attraverso un modello circolare, che parte dal seme e arriva alla tavola, in cui i diversi attori collaborano per dare vita a un flusso di relazioni responsabili, virtuose, etiche e rivolte al futuro. Fare economia in maniera efficace significa creare un sistema organico vivente, che non produca valore per uno a scapito degli altri. Per favorire questo processo evolutivo in modo da aumentare la resilienza dell’azienda e

basse temperature, riduzione dei pesi giornalieri da movimentare, creazione di postazioni sempre più ergonomiche per operazioni manuali. L’automazione porta inoltre ad un beneficio in termini di efficienza del processo logistico: maggiori capacità di stoccaggio, maggiore produttività, riduzione della possibilità di errore, tracciabilità dei prodotti più puntuale. Quella dei frigoconservati (salumi e latticini gestiti a 4°C) è l’area a mag -
giore automazione perché si è scelto di ridurre il più possibile il tempo di esposizione degli operatori alle basse temperature. Per la parte delle referenze stabili a temperatura ambiente, abbiamo un sistema automatizzato per una parte, per lo più scatolame alto vendente.
L’efficienza raggiunta con l’automazione ha permesso sia di avere maggiore precisione in questa gestione sia di convertire ore uomo in altre at-
garantirne la sostenibilità economica massimizzando beneficio sociale e ambientale, l’azienda ha individuato un team di lavoro che si occupa in modo specifico di responsabilità sociale d’impresa che ha il compito di contribuire ad armonizzare i percorsi di sostenibilità nei processi aziendali. Alle 300 aziende del proprio ecosistema viene rivolta particolare attenzione perché si prendano cura dell’ambiente naturale.
La ricerca della più alta qualità del prodotto, la trasparenza nei confronti di tutti gli attori della filiera, l’attenzione ai risvolti etici del proprio lavoro e la sostenibilità ambientale sono i valori di EcorNaturaSì, che guidano l’attività quotidiana di ogni settore dell’azienda. Le radici dell'azienda risalgono al 1985 con l'apertura di un piccolo negozio di prodotti biologici locali, coltivati da alcuni agricoltori della zona che abbracciano una filosofia per una alimentazione sana: tutti i prodotti vengono coltivati nel pieno rispetto della terra, della natura, dell’ambiente e quindi dell’uomo. Le radici sono state fondamentali per preservare l’identità dell’azienda che è cresciuta e si è evoluta nel tempo contribuendo a definire la cultura aziendale sviluppatasi dalla visone e dalla mission dei fondatori.
tività a più alto valore. La grande sfida che pone, e impone, un sistema di automazione logistica è quello di trovare modelli applicativi che possano portare efficienza nell’utilizzo della tecnologia, una forte interazione con i processi che restano in toto delegati all’operatore e grande attenzione per le situazioni ibride, ovvero dove è forte il connubio tra uomo e tecnologia, nel pieno spirito della filosofia del 4.0”.
IGIENE ALIMENTARE S•36 DIMENSIONE PULITO | 01/2024
CASE HISTORY
Donatello: un affidabile compagno di lavoro
Donatello di Falpi è lo 'specialist' per le cucine e i centri cottura. La sua progettazione, nata dalla collaborazione con i professionisti della ristorazione collettiva, si adatta perfettamente agli spazi delle moderne cucine grazie alla base compatta di 40x40 cm e all'altezza ottimizzata, ideali per ambienti densamente attrezzati.
Questa caratteristica consente movimenti scorrevoli senza compromettere l'efficacia e l’usabilità. La solidità è al centro della filosofia di Falpi; Donatello è stato costruito con materiali di alta qualità, diven-
tando un supporto sicuro nelle pulizie professionali. Totalmente fabbricato in materiale plastico e acciaio INOX Aisi304, non ossida e può essere igienizzato anche ad alte temperature. Questa resistenza assicura affidabilità e contribuisce a ridurre i costi a lungo termine, minimizzando la necessità di sostituzioni frequenti: un affidabile compagno di lavoro negli anni!
Donatello offre anche un impatto ambientale ridotto. La sua longevità supporta un approccio responsabile verso l'ambiente. Falpi si
impegna a promuovere la sostenibilità, e l'utilizzo di Donatello si allinea perfetta mente a questa visione. In conclusione, Donatello è la soluzione professiona le, economica e rispettosa dell'ambiente. Rappresenta la scelta ideale per coloro che hanno la responsa bilità di mantenere im peccabili ambiti come le cucine delle grandi strutture.
Falpi continua a essere all'a vanguardia nel settore delle pulizie professionali, offren do soluzioni per qualsiasi esigenza.


falpi.com informazione pubblicitaria
Pest control: fornitori qualificati per un servizio efficiente
Gli standard di certificazione impongono alle aziende di scegliere un fornitore affidabile per i servizi di pest control. Ecco come individuarlo
Francesco Fiorente dottore forestale ed esperto in Integrated Pest Management
Elena Consonni giornalista esperta in scienze e tecnologie alimentari
La gestione delle infestazioni in una azienda alimentare, va ben oltre la semplice disinfestazione, ma comprende una serie di attività che permettono di controllare la presenza di specie infestanti, limitando l’uso di biocidi a livelli giustificati, e che riducono i rischi per la salute umana e per l’ambiente. Questa definizione è stata elaborata dalla FAO e descrive quello che in inglese è definito Integrated Pest Management (IPM).
All’interno di un’azienda alimentare, la presenza di infestanti contribuisce alla diffusione di patogeni (contaminazione biologica dell’alimento), alla presenza di corpi estranei, alla contaminazione delle superfici e degli ambienti di lavoro. “Non da meno –sottolinea Francesco Fiorente, dottore forestale ed esperto in Integrated Pest Management – c’è una ricaduta in termini di danno di immagine, quindi cattiva reputazione, ed economico legato alla presenza di infestanti”.
Per tutti questi motivi la gestione degli infestanti deve essere inserita nel Piano dei Prerequisiti nell’ambito dell’autocontrollo aziendale.
“Rispetto alla semplice disinfestazione – spiega Fiorente – l’IPM è uno strumento complesso ma molto potente per soddisfare i requisiti cogenti e volontari, ridurre l’uso di prodotti chimici, attraverso una gestione sostenibili delle infestazioni, impiegare i biocidi secondo le indicazioni di etichetta, dove le condizioni sicure di impiego sono sempre più dettagliate, coinvolgere tutti gli attori della filiera e raggiungere obiettivi di salute globale, come descritti dal principio «One Health». A questo proposito ricordo che il Decreto 179 del 2021 riporta le sanzioni per l’uso non conforme dei biocidi”.
L’IMPORTANZA
DELL’APPROCCIO PREVENTIVO Nonostante l’importanza del controllo delle infestazioni per evitare una serie
di problemi molto gravi per un’impresa alimentare, sembra che adottare azioni di prevenzione sia considerato spesso ancora banale e che sia una questione cui devono prestare attenzione solo le aziende certificate. In realtà, la norma di riferimento per l’igiene degli alimen-

IGIENE ALIMENTARE S•38 DIMENSIONE PULITO | 01/2024 INTEGRATED PEST MANAGEMENT
Francesco Fiorente, dottore forestale ed esperto in Integrated Pest Management
ti in Europa, il Regolamento 852 del 2004 e documenti successivi, tra cui la Comunicazione della Commissione Europea 2022/C 355/01 contengono chiari riferimenti al pest management. È vero, comunque, che gli schemi di certificazione come BRC e IFS portano le aziende a prestare attenzione alla gestione delle infestanti e rafforzano l’idea che il fornitore di servizi di disinfestazione sia un fornitore critico per un’azienda alimentare.
Nella BRCGS Food 9 la gestione degli infestanti è analizzata al paragrafo 4.14, che indica 12 requisiti valutabili in stabilimento e durante la verifica documentale. “Tra i requisiti – afferma Fiorente – figurano questioni come la valutazione dei rischi e l’affidamento del servizio a una organizzazione esterna competente. Si parla di rivalutazioni periodiche, di ispezioni approfondite da parte di una figura esperta. La gestione degli infestanti è citata anche in altri paragrafi, a proposito di PRP,
verifiche interne, fornitori di servizi, requisiti degli edifici, layout, strutture, areazione, porte e finestre e così via”. Nello standard IFS FOOD 8 i requisiti da rispettare sono 7 e sono riassunti nel Paragrafo 4.13 «Monitoraggio infestanti e Controllo degli infestanti», anche se altre informazioni sulla gestione degli infestanti sono presenti in altri capitoli (per esempio requisiti strutturali, smaltimento rifiuti, trasporto).
“Questo standard – precisa l’esperto –prevede che il sito produttivo e le operazioni debbano essere progettare per prevenire le infestazioni. Anche questa norma parla di esternalizzazione del servizio definendo un contratto specifico, anche se prevede la possibilità di avere personale interno formato per interfacciarsi con i fornitori e svolgere un’attività di supervisione”.
UNA SCELTA DA EFFETTUARE CON CRITERIO
Non solo, quindi, è necessario avere
una strategia per il controllo delle infestanti, ma bisogna scegliere con criterio a chi affidare questa attività. “La norma italiana in materia – commenta Fiorente – è datata. La legge n. 82 del 1994 regolamenta le attività di pulizia, disinfezione, disinfestazione, derattizzazione e sanificazione. Il D.M. n. 274 del 07/07/1997, inoltre, precisa i requisiti tecnici che deve avere un fornitore di tali servizi e soprattutto la figura del cosiddetto “responsabile tecnico”. In particolare, bisogna verificare se i riferimenti nella sua visura camerale siano presenti l’iscrizione nel Registro delle imprese o all'Albo delle imprese artigiane, sia indicato il Codice ATECO 81.29.10 – servizi disinfestazione. Il responsabile tecnico deve essere in possesso di determinati requisiti, che fanno riferimento a esperienze lavorative (triennio di lavoro in un’impresa del settore) o a un curriculum scolastico non caratterizzante in cui ci siano compresi studi di chimica e biologia.

S•39 DIMENSIONE PULITO | 01/2024
LA VALUTAZIONE DEL RISCHIO È IL PUNTO DI PARTENZA
Una corretta valutazione del rischio è essenziale per importare il piano di gestione delle infestazione e il fornitore cui ci si affida deve essere in grado di svolgerla correttamente. La valutazione del rischio può essere fatta con modalità diverse. “Ma quello che conta – commenta Fiorente – è che gli esiti di questa valutazione trovino rispondenza nel piano di gestione e controllo degli infestanti. Per esempio, se individuo aree di rischio elevato non potrò non avere piano di monitoraggio che preveda interventi frequenti; viceversa non
Per la legge italiana non serve una formazione specifica sulla disinfestazione, come non c’è obbligo di aggiornamento professionale continuo per gli operatori”.
Ma se gli obblighi di legge possono non essere sufficienti per assicurare un’elevata professionalità nel settore del Pest Management, ci si può appoggiare alle norme volontarie. Nel marzo del 2015 è stata pubblicata la norma UNI EN 16636:2015 “Servizi di gestione e controllo delle infestazioni (pest management) – requisiti e competenze”. “Questo standard volontario – sottolinea Francesco Fiorente - prende sempre più piede nel mercato privato e in quello pubblico, al punto che la certificazione ai sensi di questo standard è spesso un fattore premiante nelle gare di appalto. Tra gli ambiti in cui è più diffusa e richiesta c’è proprio quello dell’industria alimentare. La norma è adottata in 33 Paesi europei, tra cui l’Italia”.
La norma illustra il flusso di un processo professionale di gestione delle infestanti, che parte da una valutazione del rischio nel sito in cui si eroga il servizio e delle infestazioni presenti, com-
posso usare dei prodotti rodenticidi, dove non è stato valutato un rischio di presenza di topi e ratti. A differenza delle contaminazioni microbiologiche, non esistono per le infestazioni dei valori soglia fissati per legge. Le soglie di intervento sono in genere stabilite dall’azienda appaltatrice in accordo con l’industria alimentare, in base alla valutazione dei rischi, che tiene conto anche dei dati storici”. Anche se la presenza anche di un solo roditore nelle aree interne di un’azienda alimentare fa superare la soglia di intervento e attivare azioni
prende la definizione di un piano di controllo delle infestazioni, la fornitura servizio vera e propria, la gestione del rifiuto che da esso deriva, le registrazioni formali, la conferma dell’efficacia del processo e il monitoraggio. Grande attenzione è dedicata alla professionalità degli operatori. “Vengono individuate – precisa l’esperto – circa 80 competenze, con specifici requisiti di formazione. Un’azienda certificata con lo standard UNI 16636:2015 deve mettere a punto un sistema di formazione e aggiornamento di tutti i propri addetti. Inoltre la norma fissa i criteri per la gestione delle attrezzature, per la fornitura dei pesticidi, per la documentazione e registrazione, per l’assicurazione e il subappalto. A questa norma si aggiunge un altro standard, UNI 11381:2010, una norma tecnica, molto specifica sui sistemi di monitoraggio che dà requisiti specifici per progettare e realizzare sistemi di monitoraggio di insetti negli ambienti delle industrie alimentari”.
Altri riferimenti utili sono la UNI/PdR 86:2020 (linea guida alla 16636) e la UNI/PdR 145:2023 (pest management nell’agroalimentare biologico).
straordinarie di intervento, per altre tipologie di infestazioni, è necessario che le soglie di intervento siano concordate in modo da rispecchiare nella maniera più realistica possibile la realtà operativa e siano basati su dati storici, reclami, non conformità.
“Soglie troppo basse – precisa Fiorente - possono far rimanere un’azienda in perenne stato di non conformità e nella continua necessità di adottare misure correttive, soglie troppo alte, invece, non sono consigliabili ai fini della sicurezza alimentare”.
UNA CERTIFICAZIONE ANCORA POCO DIFFUSA
L’Italia è uno degli Stati europei che, dopo il Regno Unito, ha il maggior numero di aziende certificate secondo lo standard UNI 16636:2015. “Siamo nell’ordine di qualche centinaio di aziende – precisa Fiorente – che si sono certificate spinte soprattutto dalle richieste delle aziende alimentari. Mi sarei aspettato una adesione maggiore, ma bisogna tener conto del fatto che in Italia molte aziende che si occupano di pest control hanno un numero di addetti inferiore alle 10 unità e approcciarsi al mondo della certificazione, può essere complicato per i piccoli operatori”. Al di là della adozione dello standard di certificazione, alcuni parametri possono guidare l’operatore del settore alimentare nella scelta di un fornitore adeguato per questo servizio. Per esempio l’approccio “Green” e “Sostenibile”, che preveda l’impiego di prodotti meno impattanti e di mezzi diversi da quelli chimici, la formazione e le competenze del personale, la reattività di intervento, che deve essere ben descritta nel contratto di fornitura del servizio.
IGIENE ALIMENTARE S•40 DIMENSIONE PULITO | 01/2024 INTEGRATED PEST MANAGEMENT
Disinfestazione e Sanificazione PestMed torna a BolognaFiere
Ritorna quest’anno, il 28, 29 febbraio e 1 marzo a Bologna, Pestmed, la fiera-evento per i professionisti del Pest Management e della Sanificazione. Promossa da Anid (Associazione nazionale delle imprese di disinfestazione) e organizzata da Avenue Media, Pestmed Expo è la prima fiera internazionale in Italia e la prima casa dell'Europa e dei Paesi del Mediterraneo dedicata ai settori merceologici e ai servizi della sanificazione e disinfestazione. La manifestazione biennale ha ormai raccolto il testimone per essere il punto di incontro privilegiato degli operatori dell’Unione Europea, dopo la Brexit che ha fatto uscire Londra dall’orizzonte di Bruxelles, e con l'adesione già confermata di 40 delegazioni da oltre 30 paesi di Europa, Asia e Africa, si prepara a raddoppiare le presenze straniere rispetto all'edizione del 2022. Accanto al percorso espositivo, Pestmed 2024 prevede una tre-giorni ricca di occasioni e incontri per il business, convegni per l'aggiornamento, la formazione e il networking nelle due event arena e nelle sale convegni. La rassegna incrocerà in particolare il mondo della ristorazione e il tema del cambiamento climatico

grazie a spazi e workshop, con il contributo di esperti da enti pubblici, multinazionali, enti accademici e di ricerca, associazioni e manager di settore. PestMed metterà in luce il ruolo strategico, benché spesso invisibile agli occhi dei consumatori, di tecnici e consulenti per l'igiene e il pest management al fianco dei leader di settore.
Un ruolo strategico avrà il coinvolgimento, attraverso Confindustria Federservizi Hcfs, dell’Associazione nazionale della ristorazione collettiva (Anir) a testimonianza del progetto “Cibo sicuro, cibo per tutti”, iniziativa che pone l’attenzione del settore delle mense e della ristorazione verso l'assoluta garanzia di igiene per il cibo
servito quotidianamente in scuole, aziende, ospedali. A fare da filo conduttore sarà un panel dedicato al primo documento tecnico realizzato da Anid in sinergia con ICEA “Certificazione del controllo infestanti nelle aziende del settore biologico”.
Con un occhio all'attualità e ai problemi sul territorio, il workshop dedicato ad “Alluvioni, zanzare e gestione delle emergenze” parte dal disastro che in primavera ha colpito l’Emilia-Romagna per avviare una riflessione sulle questioni legate al cambiamento climatico e sulle azioni necessarie da intraprendere tra enti pubblici. “L'inurbamento delle specie selvatiche: il punto e le prospettive di convivenza”
punterà l'attenzione su un fenomeno ormai familiare in Italia e non solo, causato dal climate change, la diffusione di specie esotiche e il rapido processo di urbanizzazione. Completano un’offerta di aggiornamento professionale, eventi e tavole rotonde di confronto tra i rappresentanti di tutta la filiera. Non mancheranno le occasioni di focus sulle opportunità e le proposte dei paesi esteri, con workshop internazionali con traduzione simultanea sulle esperienze di operatori e buyer dei paesi europei, mediterranei ed asiatici.

FIERE ED EVENTI pestmed.it
SELONTRA® perfetto equilibrio fra prestazioni e impatto ambientale
La fase di controllo di ogni strategia di gestione integrata degli infestanti (IPM) può includere un trattamento con rodenticidi. Tuttavia in alcuni siti ad alta infestazione è necessario utilizzare le esche in modo permanente per assicurare un migliore controllo del roditore ed evitare costi onerosi di smaltimento del prodotto anticoagulate dopo 35 gg. Questo utilizzo dell'esca è chiamato pasturazione permanente e deve essere riportato nell'etichetta del prodotto. Le attuali esche anticoagulanti a base di bromadiolone, brodifacum, difenacum, flocumafen, non contemplano tale utilizzo. Pertanto, dopo 35 gg devono essere sostituite per evitare di incorrete in sanzioni. La ricerca di nuove sostanze attive di contro è resa complicata dalle imposizioni restrittive delle normative.
LA SOLUZIONE BASF
Un problema a cui BASF risponde con l'introduzione della nuova esca per roditori Selontra®, approvata per tecniche di pasturazione permanente. Questa esca controlla tutti i roditori, compresi quelli eventualmente resistenti alle esche anticoagulanti. Inoltre, il principio attivo di Selontra®, colicalciferolo, alterando il meccanismo di accumulo del calcio negli organi molli del roditore, non può dare luogo a fenomeni di resistenza, per l'impossibilità all'assefuazione al calcio.
Con Selontra®, la velocità di controllo è fino a tre volte più rapida rispetto ai rodenticidi anticoagulanti, grazie all'effetto stop-feeding, generato dal rapido accumulo di calcio. Ottenere il controllo più rapidamente grazie all'impiego di Selontra® si-


gnifica contenere i danni e la contaminazione da roditori infestanti.
Inoltre, la nuova esca sviluppata da BASF consente di raggiungere un perfetto equilibrio fra prestazioni e impatto ambientale. Il colecalciferolo non persiste nell'ambiente né presenta un effetto di bioaccumulo. Per un uso a pasturazione permanente, utilizzare per ogni punto esca la stessa quantità di Selontra® consigliata per il trattamento di infestazioni attive: 100-140 g (5-7 blocchi) per ratti; 20-40 g (1-2 blocchi) per topi domestici. Posizionare Selontra® all'interno di stazioni esche resistenti alle manomissioni. Ove possibile, ispezionare almeno ogni 4 settimane nel quadro della strategia IPM e valutare eventuali rischi di re-infestazione. Programmare regolari ispezioni di con-
trollo per verificare che il rischio di invasione da roditori sia ancora presente. Qualora il rischio non dovesse più sussistere, rimuovere l'esca permanente.
Ispezionare regolarmente i siti, secondo le indicazioni riportare sull'etichetta Selontra® rispettando intervalli non superiori a quattro settimane, nel caso di pasturazione permanente in ambienti all'aperto. Rimuovere i punti di esca permanenti che mostrano segni di prelievo da parte di piccoli mammiferi selvatici, come topi di campagna e arvicole, o sostituire l'esca contenuta con un'esca di monitoraggio vuota.

basf.com informazione pubblicitaria

Passa a Selontra®
La tecnologia speed baiting
• Fino a 3 volte più veloce dei rodenticidi anticoagulanti
• Effetto stop feeding
• Minor consumo di esche
• Minore contaminazione degli alimenti
• Non persiste nell'ambiente e non ha effetto di bioaccumulo
• Rompe il ciclo delle resistenze
• Diversa modalità di azione
Autorizzato per un uso continuativo! (segui le raccomandazioni in etichetta).
SELONTRA® È UN MARCHIO REGISTR A TO DI BAS F . TUTTI DIRITTI RISE R V A TI. UTILIZZA I BIOCIDI IN SICUREZZA. LEGGI SEMPRE L'ETICHET T A PRIMA DI UTILIZZARE IL PRODOTTO.
ww w .train i ng . selontra . co m Per ricevere il tuo certificato digitale necessario a completare il tuo primo acquisto, visita: Programma gratuito di formazione e certi cazione online
Metodologie sostenibili nel contenimento degli Infestanti delle Derrate
In un’ottica di sostenibilità è stato sviluppato un programma di lotta biologica all’interno di una Azienda Alimentare, con ottimi risultati
Michele Ruzza
Consultant and Pest Management Advisor
Andrea Anelli
Consulente tecnico
Secondo il “Farm to Fork Strategy”1 della Commissione Europea del 2020, al fine di garantire un sistema alimentare giusto, sano e rispettoso dell’ambiente, si viene a delineare una nuova strategia che si inquadra nel Green Deal europeo.
Per le Aziende Alimentari, quindi, non risulta solamente necessario garantire la sicurezza alimentare, ma affrontare gradualmente il passaggio ad una maggiore sostenibilità, con l’obiettivo di garantire un impatto ambientale neutro o positivo, utilizzando i principi dell’Integrated Pest Management (IPM).
Secondo la IFS Pest Control Guideline V.22 tra i diversi metodi di controllo,
prima di un utilizzo di biocidi, si identifica l’utilizzo del controllo biologico, che la stessa normativa identifica come “Biological controls are the use of natural enemies (predator, parasites, phathogens, and competitors) to control pests and their damage”, ovvero “I controlli biologici sono l’uso di nemici naturali per controllare i loro danni”.
IL CONCETTO DELLA LOTTA BIOLOGICA NELL’AZIENDA ALIMENTARE
I primi importanti contributi all’entomologia merceologica in Italia, con studi sulla biologia degli infestanti delle derrate alimentari e ai mezzi di controllo, lo si deve in Italia all’entomo-

La biologa Rachel Carson, nel suo libro “Primavera Silenziosa” denunciò il DDT come cancerogeno e nocivo per la riproduzione dei volatili
logo italiano Giuseppe Salvatore Candura che, tra i suoi diversi saggi, nel 1950 pubblicò “Malefatte nel Frutteto”, ovvero uno studio che evidenziava i danni del para-diclorodifeniltriciloroetano (DDT) in agricoltura. Pochi anni più tardi, nel 1962 negli Stati Uniti, la
IGIENE ALIMENTARE S•44 DIMENSIONE PULITO | 01/2024 CONTROLLO INFESTANTI
biologa Rachel Carson, nel suo libro “Primavera Silenziosa” denunciò il DDT come cancerogeno e nocivo per la riproduzione dei volatili. Si stava sviluppando quindi in Europa e nel Mondo il concetto della lotta biologica, sagacemente riassunto in “Cent’anni dopo: il manifesto della lotta biologica”3 del 1989 dove si identifica come “la lotta biologica è una strategia di potenziamento della lotta naturale, combatte la natura con la natura. Al contrario della lotta chimica non semplifica, ma rende più complessi, quindi più stabili, gli ecosistemi, e non fa aumentare la mutagenesi ambientale.”
Se quindi è vero che la lotta biologica è un potenziamento della lotta naturale e che, al contrario della lotta chimica, non semplifica il concetto di controllo degli infestanti, in un’ottica di Sostenibilità essa deve presentare come obiettivo principale la possibilità di garantire profitto senza causare danno per l’ambiente, senza compromettere la qualità della vita e delle generazioni future, garantendo la sicurezza alimentare.
LO SVILUPPO DELLA METODICA DI CONTROLLO BIOLOGICO IN UNA AZIENDA ALIMENTARE
Tra i principali infestanti delle derrate alimentari, si possono annoverare i lepidotteri appartenenti alla famiglia dei Pyralidae. Questi infestanti, nelle Aziende Alimentari, sono soggetti a monitoraggio mediante trappole a feromoni e quando, sulla base dell’Analisi del Rischio, viene superata la cosiddetta soglia di accettabilità, si interviene con trattamenti chimici con il solo scopo di abbassarne la presenza. Come si può facilmente dedurre tale sistema di controllo non soddisfa pienamente quanto enunciato dall’Integrated Pest Management (IPM), quindi risulta necessario identificare altre metodiche che possano tenere sotto una soglia di rischio l’eventuale presenza di tignole in un’ottica di sostenibilità. Sulla base di quanto sopra esposto, tra il 2022 e il 2023, si è quindi sviluppato tra il DAFNAE dell’Università degli Studi di Padova, la Bio-Fab di Colkim srl e un’Azienda Alimentare un approccio olistico per il controllo dei lepidotteri delle der-
rate in una Azienda Alimentare.
Fase 1: Identificazione e Allevamento degli antagonisti
Nella prima fase (Anno 2022) si sono identificati quelli che possono essere considerati i principali antagonisti naturali delle tignole. Si sono così sviluppate le metodiche di allevamento e sviluppo di Habrobracon hebetor4 , imenottero Braconide che parassitizza le larve di tignole e di Trichogramma evanescens che invece parassitizza direttamente le uova dei lepidotteri.
Fase 2: Inoculo e controllo in campo Nella seconda fase (anno 2023) si è invece provveduto ad eseguire interventi di inoculo di insetti utili in due Aziende Alimentari, una specializzata nella trasformazione di mandorle e una nella trasformazione del riso. Lo scopo è stato quello di identificare la corretta metodologia da mettere in atto per il controllo biologico, mediante inoculo di antagonisti5 oltre che l’efficacia di parassitizzazione degli antagonisti naturali nei confronti delle tignole6, an-

S•45 DIMENSIONE PULITO | 01/2024
dando a creare dei protocolli operativi.
PROTOCOLLO OPERATIVO PER IL CONTROLLO BIOLOGICO DA LEPIDOTTERI IN AZIENDA ALIMENTARE
In una delle due Aziende, in cui si era deciso di eseguire un controllo biologico dei lepidotteri delle derrate, si era evidenziato durante l’anno 2022, un superamento costante delle soglie di rischio che aveva portato alla necessità di trattamenti quindicinali con prodotti biocidi.
Identificata quindi l’Azienda da sottoporre a controllo biologico si è sviluppato un protocollo operativo necessario per la corretta gestione degli inoculi di antagonisti delle tignole.
Fase 1: Studio storicità dell’infestazione
La prima fase, necessaria per identificare la corretta quantità di inoculi, è stata lo studio delle catture rilevate nell’anno precedente delle tignole. Si sono così identificati i valori di cattura di ogni singola postazione di moni-

toraggio e si sono evidenziate le aree dove le catture risultavano maggiori e l’andamento dell’infestazione all’interno del sito.
Fase 2: Sopralluogo preliminare Nella seconda fase si sono valutate, le criticità strutturali, di pulizia (Vedi Foto 1) e di infestazione (Vedi Foto 2) presenti nel sito al fine di individuare le zone oggetto di inoculo, oltre a identificare delle aree bianche, dove eseguire dei controlli di efficacia del trattamento biologico messo in atto. Una volta identificate le aree si è provveduto a sviluppare, di concerto con l’Azienda Alimentare il piano d’intervento.
Fase 3: Inoculo di Antagonisti Nella terza fase, sviluppata nell’arco di 6 mesi, si è provveduto ad eseguire l’inoculo degli antagonisti ogni 15 giorni, utilizzando sia Habrobracon hebetor che Trichogramma evanescens. Si è provveduto ad eseguire contestualmente dei monitoraggi settimanali delle postazioni a feromoni per valutare il grado d’infestazione con lo

scopo di eseguire, se necessario delle Azioni Correttive.
Durante il periodo di prova sì è provveduto ad utilizzare per degli inoculi un numero maggiore di antagonisti naturali, che hanno permesso di identificare la corretta quantità di parassitoidi da utilizzare in funzioni delle dimensioni aziendali e al grado di infestazione presente. Contestualmente sono stati eseguiti delle prove di efficacia mediante Bio-Test.
I RISULTATI CON IL CONTROLLO BIOLOGICO
Al termine del primo anno di inoculi si è potuto rilevare una diminuzione significativa delle catture di infestanti (tignole) rispetto alle catture rilevate nello stesso periodo dell’anno precedente (Vedi Grafico 1), andando a identificare la corretta quantità di inoculo da applicare per unità di superficie in funzione del grado d’infestazione.
Oltre al dato sopra evidenziato si è potuto anche identificare come nella stagione 2022 si era dovuto intervenire nella struttura con 9 trattamenti adulticidi al fine di contenere la presenza d’infestazione, mentre con l’inoculo di insetti utili si è ridotto il numero a due interventi, necessari solo nella prima fase, ovvero fino a quando non si sono definite le corrette quantità di insetti utili da inoculare.
Altri dati significativi emersi sono stati:
• Riduzione del 42,06% delle spese di disinfestazione sostenute da parte dell’Azienda Alimentare, che vanno ampiamente a coprire i costi necessari all’aumento di monitoraggi e inoculo di insetti utili;
• Diminuzione dei resi di prodotto dello 0,18% (Kg resi/Kg prodotti) rispetto all’anno precedente;
• Assenza di insetti utili nel prodotto finito.
CONCLUSIONI
Come abbiamo citato all’inizio “la lotta biologica è una strategia di potenziamento della lotta naturale, combatte
IGIENE ALIMENTARE S•46 DIMENSIONE PULITO | 01/2024 CONTROLLO INFESTANTI
Durante il sopralluogo preliminare, fase 2, si sono valutate, le criticità strutturali, di pulizia (Foto 1) e di infestazione (Foto 2) presenti nel sito al fine di individuare le zone oggetto di inoculo di antagonisti delle tignole
Foto 1
Foto 2
DIFFERENZA CATTURA LEPIDOTTERI ANNI 2022-2023 (DATO MEDIO CATTURE)
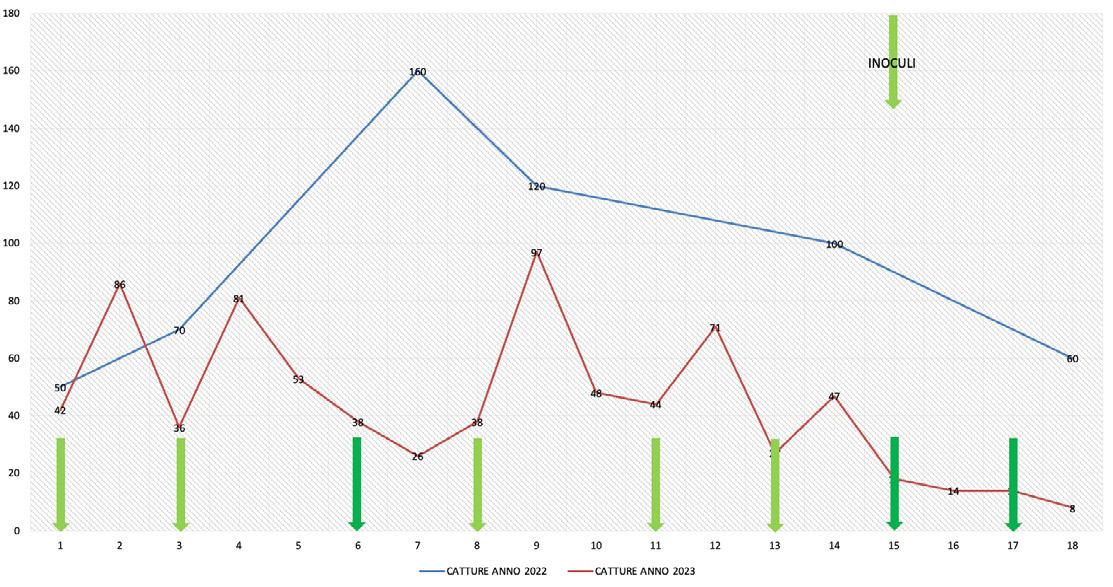
Grafico 1
la natura con la natura. Al contrario della lotta chimica non semplifica, ma rende più complessi, quindi più stabili, gli ecosistemi, e non fa aumentare la mutagenesi ambientale” e dopo oltre
due anni di prove è evidente come la stessa possa essere applicata con successo anche all’interno delle Aziende Alimentari.
Il sistema da mettere in atto è certamente più complesso rispetto ai soli trattamenti adulticidi, ma rientra pienamente nel concetto dell’Integrated Pest Management (IPM), in un’ottica di
vera sostenibilità del settore, in quanto garantisce un profitto sia per le Aziende di Pest Control (monitoraggio e inoculo di insetti utili) sia per le Aziende Alimentari (diminuzione dei resi di prodotto), a cui si aggiunge una costante e progressiva diminuzione dell’utilizzo di biocidi garantendo sicurezza alimentare e sostenibilità.
(1) Farm to Fork Strategy – For a fair, healthy and environmentally-friendly food system – European Union, 2020
(2) IFS Pest Control Guideline – Version 2 – September 2022 – 2.2 Integrated pest Management (IPM) – What is it? Pag. 10
(3) Manifesto della lotta biologica stampato nel gennaio 1989, in occasione del centenario di questa disciplina affermatosi come scienza a partire dal 1888/89 - Come Rami della Grande Quercia – Prima Ed. Maggio 2021 – in.edit edizioni, Via Varignana, 200/O
(4) Tesi di Laurea Magistrale in Scienze e Tecnologie per l’ambiente e il territorio <<Messa a punto di tecniche di allevamento di Habrobracon hebetor (Hymenoptera, Braconidae) e indagini sul comportamento riproduttivo>> - Università degli Studi di Padova, Dipartimento di Agraria e Medicina Veterinaria – Ottobre 2022 - Relatore: Prof. Luca Mazzon; Correlatori: dott.ssa Ivana Carofano, Dott. Michele Ruzza; Laureando: Samuele Moraro.
(5) Tesi di Laurea in Scienze e Tecnologie per l’ambiente e il territorio <<Monitoraggio delle infestazioni di tignole delle derrate (Lepidotera, Pyralidae) in uno stabilimento alimentare sottoposto a controllo biologico mediante inoculo di antagonisti>> - Università degli Studi di Padova, Dipartimento di Scienze Chimiche (DiSC), Dipartimento di Agronomia, Animali, Alimenti, Risorse naturali e Ambiente (DAFNAE) – Ottobre 2023 - Relatore: Prof. Luca Mazzon; Correlatori: dott. Samuele Moraro, Dott. Michele Ruzza; Laureando: Andrea Bonadiman (6) Tesi di Laurea Triennale in Scienze e Tecnologie per l’ambiente <<Indagini etologiche ed efficacia di parassitizzazione dii Habrobracon hebetor (Hymenoptera, Braconidae) nei confronti delle tignole delle derrate>> - Università degli Studi di Padova, Dipartimento di scienze chimiche (DiSC); Dipartimento di agronomia, animali, alimenti, risorse naturali e ambiente (DAFNAE) – Dicembre 2023 - Relatore: Prof. Luca Mazzon; Correlatori: Dott. Samuele Morao, Dott. Michele Ruzza; Laureando: Andrea Tedesco
S•47 DIMENSIONE PULITO | 01/2024
Tecnologia S.P.R.I.N.G, la “nuova primavera” di insetticidi Newpharm

Blucyp EC Plus e Nuvex® NO PBO, sono i pilastri della “nuova primavera” di insetticidi marchiata Newpharm. Questa nuova primavera si basa sulla tecnologia S.P.R.I.N.G., la vera alternativa ai solventi di derivazione petroleosa che tanto impattano sull’ambiente. L’obiettivo Newpharm è approdare sul mercato nei prossimi
luzioni maggiormente rispettosi per l’ambiente e per quanti lo popolano, estendendo la possibilità di utilizzo in luoghi finora esclusi per tutta una serie di problematiche: odori forti, colorazioni anomale delle superfici, fitotossicità e residui. La tecnologia S.P.R.I.N.G. messa a punto da Newpharm® premia il connubio tra efficacia nel controllo degli insetti nocivi e rispetto per
Nuvex® NO PBO è l’insetticida a base di Piretro Naturale peronilbutossido) e qualunque altro
mulazione. Questo trova applicazione

zioni in cui si necessita rapidissima azione insetticida, multi-target, senza lasciare residui persistenti. L’industria alimentare, va da sé, è il principale terreno di gioco del Nuvex® NO PBO. Tuttavia, viene impiegato con successo in tutte quelle situazioni in cui lo scopo è teso alla rapida bonifica ambientale da insetti sia volanti che striscianti. Ciò è di prassi negli ambienti zootecnici, per esempio nelle sale di mungitura all’interno delle quali le mosche devono essere debellate per la tranquillità e il benessere animale garantendo allo stesso tempo la salubrità degli alimenti. Mosche, zanzare, le tignole nei magazzini di stoccaggio di derrate e alimenti, vespe, formiche e pure insetti di grossa taglia come gli scarafaggi, sono bersaglio del Nuvex® NO PBO. Per stanare efficacemente gli insetti stri scianti annidati, il Nuvex® NO PBO esercita inoltre il mas simo potere snidante possi bile, offerto proprio dalle ca ratteristiche impareggiabili dell’estratto di Crisantemo e dalle ben sei sostanze attive differenti in esso contenute. Il prodotto si usa sia all’inter no che all’esterno degli am bienti; può essere erogato mediante nebulizzatori elet trici o a batteria, capaci di erogare particelle finissime, come pure con le tradizionali
pompe irroratrici diluendo il prodotto in acqua al 2%.
La soluzione può essere utilizzata con i comuni spruzzatori elettrici o manuali, pompe a spalla, lance e/o atomizzatori e con impianti fissi automatici di nebulizzazione in esterno.
Una ventata di innovazione sta investendo i prodotti Newpharm® e porterà con sé il massimo valore tecnologico oggi conosciuto, frutto di ricerche continue ed esperienza sul campo. Alla propria clientela Newpharm® desidera destinare un’esperienza nuova e in totale sicurezza con le proprie soluzioni, superando quegli ostacoli, spesso mentali, legati all’utilizzo dei tradizionali prodotti per la disinfestazione domestica.

newpharm.it informazione pubblicitaria

Addict Gel: controllo totale della colonia




Professional
Addict® Gel Scarafaggi: Per raggiungere il cuore della colonia senza destare sospetti.

Addict® Gel Formiche: Insetticida pronto all’uso in gel di nuova generazione efficace per ingestione.




























 BAIT GUN DH1
Presidi Medico Chirurgici e Biocidi registrati al Ministero della Salute. Avvertenza: leggere attentamente l’etichetta e le in formazioni sui prodotti primadell’uso.
BAIT GUN DH1
Presidi Medico Chirurgici e Biocidi registrati al Ministero della Salute. Avvertenza: leggere attentamente l’etichetta e le in formazioni sui prodotti primadell’uso.
ESCLUSIVA NEWPHARM www.newpharm.it
STAND E6
ADDICT® GEL SCARAFAGGI
PADIGLIONE 33
F3
ADDICT® GEL FORMICHE
CI TROVI:
SOCIAL



Una comunicazione sempre più integrata, capillare e dinamica


Seguici per rimanere aggiornato sulle novità del mondo del cleaning professionale e su tutte le nostre inziative
019 ISS: 2612-4068
