




pulizia e sanificazione stindustry.it MACCHINE A VAPORE SECCO NOASTUDIO.com PULIZIA E SANIFICAZIONE stindustry.it MACCHINE A VAPORE SECCO REALIZZATA DA DIMENSIONE PULITO ANNO 30 n. 2 marzo 2021 ISSN: 2612-4068 www.dimensionepulito.it PREVENZIONE Pandemia e sicurezza d’impresa INNOVAZIONE La sonicazione per la IV gamma COMUNICAZIONE Fake news e scelte alimentari TENDENZE Il profumo degli alimenti DISINFESTAZIONE Le novità della IFS Food 7 UN PERCORSO FORMATIVO PER LA CULTURA DEL PULITO SPECIAL E IGIENE



LE NUOVE FRONTIERE DELLA SALUTE ENTRA NEL FUTURO HEALTH SAFETY icefor.com
SICUREZZA
IV
Pandemia e sicurezza d’impresa

Ingrid Riz
INTERVISTA
VIII
AIA, sicurezza e continuità della filiera al tempo del Covid 19 Maurizio Pedrini
INNOVAZIONE

XIV
Ultrasuoni per il trattamento delle insalate in busta Marialisa Giuliani
TENDENZE
XVIII
Profumo degli alimenti, natura o artificio sintetico

Luca Ilorini
DISINFEZIONE TESSUTI
XXII
Efficacia dei protocolli nel lavaggio degli abiti da lavoro

Marcello Falvo
IN COPERTINA
Sti Srl, leader nella realizzazione di generatori di vapore è un partner affidabile in grado di offrire un servizio a 360 e dei prodotti interamente Made in Italy. La gamma è davvero varia e va dalle macchine più semplici per l'utilizzo domestico a quelle più complesse e potenti per l'uso professionale. Per entrambe offriamo prodotti solo vapore o vapore-aspirazione permettendo così di soddisfare ogni esigenza.
XXVI
TECNOLOGIA APPLICATA
XXVI
Latte vaccino pastorizzato
Martina Halker
COMUNICAZIONE
XXXII
Fake News e scelte alimentari. Intervista a un tecnologo. Silvia Monguzzi
VETRINA
XXXVI
Primo Piano
Loredana Vitulano
DISINFESTAZIONE
XL
I.P.M. nell’azienda alimentare, la nuova IFS versione 7
Michele Ruzza
S SPECIALE IGIENE ALIMENTARE / SOMMARIO XIV
XL
PANDEMIA e sicurezza d’impresa
 Avv. Ingrid Riz Studio legale avv. Gaetano Forte
Avv. Ingrid Riz Studio legale avv. Gaetano Forte
Insieme alla vita quotidiana, l’intero motore produttivo nazionale ha subito un brusco rallentamento, quando non addirittura una totale interruzione. Tra le attività la cui prosecuzione non è mai stata oggetto di discussione vi sono quelle del settore agroalimentare e relative filiere, chiamate a garantire la costanza del flusso di produzione e fornitura di generi alimentari alla popolazione

S S IC u RE zz A ALIMENTI IV DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
Ilprimo problema cui fornire immediata ed efficace risposta è stato quello della sicurezza, sia dell’operatore di settore che del prodotto alimentare stesso. Per quanto attiene a quest’ultimo aspetto, sul punto non si rinven gono normative cogenti specifiche ma cionondimeno si sono varia mente espresse le maggiori autorità nazionali, europee ed internazionali seguendo una linea comune rias sumibile in un generale atteggia mento di attenta precauzione. Un primo intervento del 2.03.2020 è quello della DGSAF del Ministero della salute che si è premurato di precisare che “allo stato attuale non risulta alcuna evidenza scientifica della trasmissione del virus Sars-Cov2, agente eziologico della malattia denominata COVID-19 …attraverso gli alimenti. La sicurezza alimentare continua ad essere garantita secondo le norme vigenti...”; a questa sono seguite altre note calibrate sulla evo luzione delle misure generali decise dal Governo e più recentemente una nota con la quale il ministero ha individuato, sulla scorta dell’in tervento di cui al Reg. di esecuzione UE 466/2020, le attività di controllo indifferibili e quelle dilazionabili nel tempo; tutti questi interventi presup pongono la necessità di continuare a svolgere le attività di controllo per garantire la sicurezza della produ zione e della filiera, sebbene ricali brando tempistiche e modalità in dipendenza delle limitazioni dettate dall’emergenza in atto. Di respiro sovranazionale invece sono gli interventi dell’Efsa, della Commissione Europea e dell’OMS. Già ad inizio marzo l’Efsa ha spe cificato che in precedenti epidemie di natura respiratoria quali SARS e MERS non si è mai verificata la tra smissione tramite il consumo di cibi e che non vi sono ragioni per rite

nere che per il coronavirus la situa zione sia differente.
Risalgono invece rispettivamente al 7 e 8 aprile gli interventi dell’Or ganizzazione Mondiale della Sanità, con una guida orientativa per le imprese alimentari (che si autodefi nisce transitoria per la durata di due anni, salvo nuovi interventi modifi cativi), e della Commissione euro pea, con un documento più snello sotto forma di Domande & Risposte per dirimere alcuni dubbi degli ope ratori alimentari, dalla produzione alla distribuzione. Entrambi questi documenti, come già l’Efsa, confer mano che non esistono prove che gli alimenti rappresentino un rischio per la salute pubblica in relazione a COVID-19: pare infatti che i corona virus non possano moltiplicarsi nel cibo, ma necessitino di un ospite animale o umano per moltiplicarsi. Si precisa altresì che studi recenti rappresentano la possibilità che il virus permanga su imballi e superfici per qualche ora o giorno e chiari scono che ancora una volta la stra tegia vincente è l’implementazione delle buone prassi igieniche ed il rafforzamento della gestione igieni camente corretta della produzione, così attribuendo un ruolo prima rio ai referenti del sistema HACCP aziendale che dovrebbero essere coinvolti nelle decisioni relative alla gestione emergenziale più comples siva, potendo interagire altresì con
le autorità sanitarie. È su questo nodo che si incrociano, anche per l’OMS, la sicurezza del prodotto e la sicurezza dell’operatore attra verso l’informazione del personale, le corrette prassi igieniche, con par ticolare riguardo alle sanificazioni di strumenti ed operatori, il distanzia mento tra lavoratori, la ventilazione dei locali, la gestione degli ingressi degli esterni, l’uso corretto di dispo sitivi di protezione.
LA SICUREZZA DELL’OPERATORE
Va da sé che nell’eccezionalità del contesto, le due problematichesicurezza alimentare e sicurezza sul lavoro - si sono ampiamente avvici nate e, complice la natura respirato ria del virus, trasmissibile attraverso secrezioni personali, la sicurezza del prodotto passa inevitabilmente e in massima parte per la sicurezza dell’o peratore. Sul punto primaria impor tanza rivestono pertanto i Protocolli condivisi sottoscritti tra le parti sociali su invito del Governo, che ne ha dap prima promosso la sottoscrizione e poi rafforzato la portata, inquadran doli in prima battuta come mere rac comandazioni e successivamente quale condicio sine qua non della apertura o ri-apertura dell’attività.
I Protocolli nazionali (integrati da due protocolli settoriali per i cantieri e i trasporti) contengono le linee guida alle quali ogni datore di lavoro deve
02/2021 | DIMENSIONE PuLITO V
IGIENE ALIMENTARE
adeguare la propria organizzazione aziendale per essere compliance: va da sé che ogni realtà aziendale dovrà declinare secondo la propria strut tura le indicazioni generali, avendo peraltro la possibilità di adottare strumenti e strategie anticontagio ancora più stringenti rispetto al livello base del Protocollo nazionale. La strutturazione per punti del Pro tocollo ne rende agevole la lettura, ma non elimina questioni problema tiche che sono emerse nella gestione pratica del lavoro. Così, ad esempio, se è ormai acclarato che il datore di lavoro debba informare adeguata mente del rischio COVID-19 i lavo ratori, ancora vi sono dubbi sulla portata della formazione specifica da rendere al personale sui DPI, che vanno scelti dal datore di lavoro e obbligatoriamente indossati dal lavo ratore (pena anche il risvolto discipli nare), ovvero sulla gestione del dato personale che si acquisisce in sede di misurazione della temperatura cor porea ai lavoratori in connessione con le norme del GDPR. Il principio di riferimento, recepito espressamente anche in alcuni provvedimenti nazio nali, è quello della cooperazione dei soggetti che operano in azienda: così spetta al datore di lavoro la messa a disposizione degli stru menti per consentire il rispetto delle norme igieniche individuali (deter genti sanificanti, sapone, …), mentre resta in capo agli operatori il dovere di rispettare le indicazioni datoriali (in primis lavaggio e disinfezione delle mani); è il datore di lavoro che deve aver strutturato per gli spazi comuni quali mense, sale comuni e spogliatoi regole per accesso cal mierato e soste contingentate nel tempo, oltre a ventilazione continua, mentre spetta ai dipendenti il rigo roso rispetto della organizzazione interna e, secondo l’integrazione for nita dall’ultimo Protocollo, il rispetto dell’obbligo della mascherina nei locali comuni. Le mascherine chirur giche, peraltro, non sempre di age vole reperibilità in commercio, sono
state oggetto di specifica normativa che ne consente la produzione in deroga (in assenza di marcatura CE ma con presenza dei relativi requisiti di conformità alle norme tecniche) con autorizzazione dell’ISS. Tale è la rilevanza riconosciuta a questo dispositivo che il Governo ha rite nuto di equipararle ai Dispositivi di Protezione Individuale (DPI) previsti dall’art. 74/1 TU 81/2008.
esterno va garantita la disponibilità di servizi igienici dedicati con pulizia quotidiana.
Per la protezione collettiva in azienda va garantita la pulizia giornaliera e la sanificazione periodica che deve estendersi a locali ed arredi e che va intensificata secondo le indicazioni ministeriali in presenza di eventuali positività al COVID-19; per la speci fica protezione individuale invece è
Il Protocollo mira ad evitare altresì che il contagio entri nell’azienda attraverso i fornitori, regolamen tando le modalità di accesso degli esterni. Per gestire questo segmento è richiesta l’adozione di procedure di ingresso, transito e uscita al fine di ridurre le occasioni di contatto, è previsto che gli autisti rimangano a bordo del loro mezzo, vietando comunque l’accesso all’interno degli uffici aziendali e mantenendo, in fase di preparazione delle attività di carico e scarico, la rigorosa distanza di almeno un metro. Al personale
incentivato il rispetto della misura di distanziamento sociale e, qualora questo non sia possibile, l’impiego obbligatorio di mascherine ed altri dispositivi di protezione.
Dato lo scenario rappresentato, peraltro destinato sì a mutare, ma non ad essere smantellato nel breve periodo, l’azienda agroalimentare deve avere la capacità di adeguarsi ai nuovi standard di sicurezza globale traendone anche, perché no, nuova linfa per garantire sempre migliori standard qualitativi, tramutando così la necessità in opportunità.

S S IC u RE zz A ALIMENTI VI DIMENSIONE PuLITO | 02/2021 SPECIALE
----------------- Igiene delle superfici -----------------
Sistemi e kit per verificare il livello di igiene e comprovare la pulizia di superfici e strumenti di lavoro.
Kairosafe offre una rosa di prodotti per effettuare controlli sulla presenza di residui, allergeni, carica batterica, microrganismi specifici ecc (visita www.kairosafe.it).
Bioluminometro
E’ uno strumentino portatile che rileva in tempo reale la contaminazione da ATP+AMP+ADP e quindi il grado di pulizia delle superfici.
Kairosafe propone il Lumitester Smart abbinato ai tamponi Lucipac A3. Il test, rapido e preciso, è utilizzabile per il controllo della sanificazione in tutti gli ambiti, ad esempio sanitario, HO.RE.CA, industriale ecc

Codice prodotto: 61324 (Lumitester Smart) 1702671-60361 (Lucipac)
Pro-Check e Pro-Check Sensi Plus

Tamponcino che permette di verificare in modo semplice e immediato la presenza di residui proteici. Il risultato può essere valutato subito poiché il viraggio da giallo a verde chiaro indica la presenza di più di 20 µg (CC4008) o 2 µg (PC002) di proteine. Codici prodotti: CC4008 (Pro-Check) PC002 (Pro-Check Sensi Plus)


Visita il nostro e-shop e scarica gli approfondimenti tecnici
KAIROSafe Srl
Sistiana 41/D 34011 Duino Aurisina (TS) Tel. 040 299502-2907149 info@kairosafe.it www.kairosafe.it
SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE
AIA, SICUREZZA e continuità della filiera al tempo del Covid 19
Sin dall’inizio - della pandemia - di questa epidemia l’azienda del Gruppo Veronesi ha messo in campo uno sforzo importante per garantire all’interno delle strutture il rispetto delle cosiddette “3M”: Metro, Mascherine, Mani
Maurizio Pedrini

Apochi chilometri da Verona, sorge lo sta bilimento principale di AIA di Agricola Ita liana Alimentare Spa, nota alla grande distribuzione come AIA fiore all’occhiello della produ zione del Gruppo Veronesi. L’indu stria è stata fondata nel 1968 a San Martino Buon Albergo, ridente cit tadina alla periferia della città di Giulietta e Romeo, dalla famiglia Veronesi, originaria della Valpan tena, fin dal 1500 proprietaria di un mulino che macinava cereali, scor porandola come reparto alimentare dalla precedente attività del Man gimificio Veronesi, a sua volta fon dato nel 1958. AIA si occupa della lavorazione di vari tipi di carne (pollame, suino, bovino, ovino) ed è la più grande azienda italiana che commercializza uova. L’azienda conta attualmente diverse sedi pro duttive, oltre a quella “madre” di San Martino Buon Albergo, anche

a Vazzola, Villaganzerla, Nogarole Rocca, San Giorgio in Bosco, Zevio, Magreta di Formigine, Sommacam pagna. Il Gruppo Veronesi è il primo
gruppo italiano con filiera completa e integrata che parte dalla produ zione dei mangimi sino alla tra sformazione e distribuzione delle
S INTERVISTA VIII DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
carni e dei salumi della tradizione gastronomica italiana. Veronesi, AIA e Negroni sono i tre marchi di rife rimento presenti sul mercato; con oltre 8.600 dipendenti distribuiti in 23 siti produttivi in Italia, il Gruppo Veronesi ha chiuso il 2019 con ricavi netti consolidati pari a 3,05 miliardi di euro, confermandosi tra le cinque principali realtà italiane del set tore agroalimentare per fatturato. Abbiamo incontrato i vertici azien dali per conoscere da vicino come questa grande azienda, al vertice italiano della lavorazione di carni, che da 53 anni porta sulle tavole degli italiani, qualità, sicurezza e innovazione alimentare, ha affron tato la difficile emergenza conse guente alla Pandemia da Covid 19.

Mantenere tutti i lavoratori nelle linee di produzione e di rifornimento sani e sicuri è stato per le aziende in generale e per quelle alimentari in particolare, un fattore critico. Come ha affrontato AIA questa problematica? Con quali ulteriori misure e procedure a tutela del personale? Sin dall’inizio di questa epidemia l’azienda ha messo in campo uno sforzo importante per garantire all’interno delle strutture il rispetto delle cosiddette “3M” (Metro, Mascherine, Mani). Abbiamo ini ziato il 2020 con una grande sfida, totalmente inaspettata: l’emer genza sanitaria Covid-19. Pur in un contesto inedito nella nostra storia
e del pianeta intero, non ci siamo fermati. Anche di fronte a questo epocale imprevisto abbiamo unito gli sforzi, messo in campo le nostre competenze e grazie allo straordi nario senso di responsabilità delle persone delle nostre filiere e il coraggio e la determinazione che ci contraddistinguono, siamo riusciti ad assicurare il cibo al Paese. Non possiamo che essere fieri del suc cesso di questo sforzo imponente per consentire il lavoro in sicurezza e garantire il cibo al Paese.

In particolare, come avete operato per quanto riguarda l’alternanza delle postazioni di lavoro sui diversi lati della linea di processo, per quanto riguarda la fornitura dei dispositivi di protezione individuale come maschere facciali, reti per capelli, guanti monouso, camici puliti e scarpe da lavoro antiscivolamento. E per quanto riguarda il distanziamento delle stazioni di lavoro? Avete compiuto scelte che hanno limitato il numero di lavoratori presenti contemporaneamente o organizzato il personale in gruppi di lavoro, anche correndo il rischio di rallentare la produzione?
Si è lavorato in ogni stabilimento AIA per rivedere l’organizzazione
 L’ultima generazione della famiglia Veronesi, al vertice dell’azienda
L’ultima generazione della famiglia Veronesi, al vertice dell’azienda
02/2021 | DIMENSIONE PuLITO IX
SPECIALE IGIENE ALIMENTARE
del lavoro, considerando le specifi cità produttive e delle singole strut ture (piani operativi, singoli reparti produttivi, orari, flussi di ingresso e uscita, gestione delle aree break e delle pause, riunioni e trasferte all’e stero), con l’obiettivo di creare le migliori condizioni possibili e andare incontro con la giusta flessibilità alle esigenze di tutti.
Avete introdotto nuove misure di distanziamento fisico tra le persone e misure più stringenti di igiene e sanificazione, anche promuovendo più frequenti ed efficaci lavaggi delle mani del personale?
Molte delle lavorazioni alimentari effettuate dal Gruppo prevedevano già alcuni dei DPI entrati poi nell’uso comune durante l’epidemia, come le mascherine; è stato ovviamente esteso l’utilizzo a tutti gli operatori l’uso dei dispositivi e dotato i punti chiave dell’azienda di distributori di disinfettanti, seguendo anche le indicazioni contenute nei vari DPCM e Protocolli legati alla gestione degli ambienti di lavoro. Le misure adot tate dal Gruppo sono inoltre state estese ai principali fornitori e ditte esterne che operano in sinergia negli impianti.
Come avete operato nella fase di impostazione e definizione delle nuove e più rigorose procedure da seguire nella sanificazione degli impianti e nella intensificazione degli interventi, recependo le indicazioni provenienti dai vari DPCM?
Sulla base dell’HACCP, nei siti pro duttivi alimentari esiste da sempre un rigoroso sistema di lavoro che mette insieme tra le altre cose buone pratiche igieniche e l’accu rata pulizia e sanificazione degli ambienti che avviene su base quo tidiana. Misure che sono state raf forzate e integrate con ulteriori

L’ESPERIENZA È STATA
IMPORTANTE E CI HA INSEGNATO A CRESCERE, COINVOLGENDO ANCOR PIÙ E RENDENDO PROTAGONISTA DI QUESTO IMPEGNATIVO PERCORSO IL NOSTRO PERSONALE. TRA L’ALTRO, PER TENERE SEMPRE ALTA L’ATTENZIONE, È STATA REALIZZATA UNA IMPORTANTE
CAMPAGNA DI SENSIBILIZZAZIONE INTERNA PER RICORDARE LE NORME DI IGIENE E I COMPORTAMENTI NECESSARI PER LAVORARE IN SICUREZZA
iniziative, come ad esempio sani ficazioni straordinarie e personale dedicato alla igienizzazione dei corrimano o delle macchinette self service delle aree break.
Queste procedure sono oggi consolidate: cosa vi ha insegnato questa esperienza?
AIA esce rafforzata sul piano delle procedure a garanzia della sicurezza igienica
delle produzioni e a garanzia della salute dei lavoratori?
L’esperienza è stata importante e ci ha insegnato a crescere, coinvolgendo ancor più e rendendo protagonista di questo impegnativo percorso il nostro personale. Tra l’altro, per tenere sempre alta l’attenzione, è stata rea lizzata una importante campagna di sensibilizzazione interna per ricordare le norme di igiene e i comportamenti necessari per lavorare in sicurezza.
S INTERVISTA X DIMENSIONE PuLITO | 02/2021





Professional Utilizzo approvato nei programmi HACCP La sicurezza inizia dagli ambienti AMMINOREX® K30® NEW Due alternative per uno spettro d’azione totale contro i microrganismi. Azione battericida, fungicida e virucida in tutti gli ambienti civili ed industriali. Applicazione polivalente dai comuni irroratori manuali a nebulizzatori professionali. Amminorex® è un Presidio Medico Chirurgico (Reg. Min. Sal. n° 20436) - K30® NEW è un biocida, usare con cautela. Prima dell’uso leggere attentamente le etichette e le informazioni sui prodotti
MARKA, disinfettanti PMC e biocidi per una PROTEZIONE PROFONDA
Marka, brand di MK spa, da oltre 60 anni sviluppa, pro duce e commercializza soluzioni di cleaning professionale, attraverso un costante confronto con i bisogni del mercato. Oggi, per garantire la protezione profonda degli ambienti e delle per sone, Marka ha sviluppato nei suoi laboratori una gamma di prodotti disinfettanti PMC e Biocidi ideali per tutti i contesti applicativi.

DISINFETTANTI PMC
Marka, con i suoi disinfettanti PMC, autorizzati dal Ministero della Salute, garantisce un’efficacia contro virus, batteri e funghi.

SANIGEL HG è il Disinfettante mani PMC formulato con alcool etilico >70%. Grazie alla sua formulazione alcolica e concentrata, garantisce una profonda disinfezione delle mani, rendendole morbide, idratate e protette. Sanigel HG, è disponibile nel formato tascabile 100 Ml, ideale per disinfettare le mani in qualsiasi momento della giornata, nei formati 500 Ml e 1 Lt, per utilizzi da banco o in colonnine, e nel formato 5 Lt utilizzabile in appositi dispenser o come refill.
SANISPRAY è il Disinfettante PMC appositamente formulato per una profonda disinfezione di tutte le superfici, da piani di lavoro ad attrez zature alimentari. La sua formula zione con alcool etilico > 70% rende Sanispray efficace e sicuro su tutte le superfici, garantendo protezione e sicurezza, oltre che ad una profonda disinfezione. Sanispray PMC è dispo nibile nel formato tascabile 100 Ml e nei formati 750 Ml e 5 Lt.

DISINFETTANTI BIOCIDI
I Biocidi hanno la capacità di distruggere, eliminare, rendere inno cuo ed impedire l’azione di qualsiasi organismo nocivo e microorganismo patogeno, compresi batteri e virus. Marka, con i suoi prodotti Biocidi, garantisce una profonda disin fezione e protezione di tutti gli ambienti e superfici, in contesti sia pubblici che privati.
ULTRA HG è il Disinfettante Biocida formulato con alcool isopropilico >70%. La sua particolare formu lazione con alcool isopropilico, è la prima ad essere autorizzata dal Ministero della Salute come pro dotto Biocida. Ultra HG, possiede un elevato potere pulente e garantisce una profonda disinfezione di tutte le superfici, in particolar modo quelle alimentari, garantendo sicurezza e protezione a collaboratori e clienti. Infatti, ciò che rende originale Ultra
HG Disinfettante Biocida è la coper tura dei segmenti PT2/PT4, renden dolo utilizzabile su tutte le superfici sulle quali un alimento viene pro dotto, confezionato e somministrato.
CLORO SPRAY, invece, è il Disinfet tante Biocida a base di cloro attivo, specifico per una profonda disinfe zione di tutte le superfici resistenti al cloro. La sua formulazione con cloro attivo 0,3% è tre volte supe riore a quanto raccomandato dal Ministero della Salute e ciò testi monia il suo elevato potere disin fettante. Come per Ultra HG, anche Cloro Spray Disinfettante Biocida copre i segmenti PT2 e PT4, garan tendo efficacia e protezione su tutte le superfici alimentari.
Marka ha pensato e sviluppato solu zioni di cleaning anche per uno degli ambienti più soggetti a batteri e sporchi organici: l’ambiente bagno. Per questa esigenza, Marka ha lan
www.marka.biz
ciato CLORO GEL e WC CLORO GEL Cloro Gel è il Disinfettante Biocida a base di cloro attivo appositamente studiato e formulato per garantire una profonda disinfezione di tutte le superfici dell’ambiente bagno resistenti al cloro quali sanitari, cera mica e superfici piastrellate. La sua particolare formulazione garantisce una triplice azione: pulisce, disinfetta e sbianca. Cloro Gel è adatto anche per disinfettare le superfici resistenti al cloro nell’ambiente cucina, quali le superfici in acciaio inox dei piani di lavoro. Se diluito, Cloro Gel è idoneo per disinfettare in profondità pavi menti in gres, cemento quarzato e granito. Cloro Gel copre i segmenti PT2 e PT4 ed è disponibile nel comodo formato da 1 Lt.
WC Cloro Gel è il Disinfettante Bio cida formulato a base di cloro attivo. Grazie alla sua particolare formu lazione, garantisce una profonda detersione e disinfezione del WC, sbiancandolo e rimuovendo accu ratamente tutti i residui organici. Per una profonda e sicura prote zione dei pavimenti, Marka ha lan ciato CLOR 300, il Disinfettante Biocida a base di cloro attivo 1%:300 ppm in grado di disinfettare tutte le


superfici dure resistenti al cloro. Clor 300 è ideale in mercati quali RSA, Sanità, autoconsumo retail, indu strie, hotel e ristorazione.
MARKA, SISTEMA PROTEZIONE IGIENE
La gamma Disinfettanti PMC e Bio cidi arricchisce la già consolidata ed apprezzata gamma SPI Sistema Pro tezione Igiene di Marka, una sele
zione dei prodotti più performanti volti a garantire massima igiene, disinfezione e protezione in tutti gli ambienti pubblici e di lavoro.
Con questa gamma, Marka, si impe gna ad offrire le migliori soluzioni di cleaning professionale rispon dendo alle stringenti richieste del mercato e garantendo il massimo della sicurezza e delle protezione profonda e professionale.


INFORMAZIONE PUBBLICITARIA
Marialisa Giuliani Tecnologa Alimentare


S INNOVA z IONE XIV DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE ULTRASUONI per il TRATTAMENTO delle insalate in busta Dall’UE e dal Regno Unito arrivano proposte per l’utilizzo di tecniche innovative per renderle più sicure
Sono
il contorno probabil mente preferito dai più, anche perché di insalate ce ne sono davvero di tutti i tipi e soprattutto, le troviamo pronte sugli scaffali del supermercato, già tagliate e lavate.
Il successo commerciale di questi pro dotti è dovuto a diversi fattori: il note vole “servizio” che incontra il favore di una categoria di consumatori in aumento, che non dispone di tempo per la preparazione dei pasti; il vantag gio che l’acquisto di prodotti della IV gamma non comporta scarti, in quanto il prodotto è consumabile al 100% e l’alta qualità che in genere viene asso ciata a tale tipologia di prodotto.
Tra l’altro, un consumo costante di prodotti vegetali freschi è sempre raccomandato per la prevenzione di tante patologie, tra le quali quelle car diovascolari e neoplastiche per via del basso contenuto calorico di partenza, confrontato al contenuto abbondante di antiossidanti, vitamine, fibre e mine rali. La conservazione di questi alimenti si basa su metodi e tecniche che hanno lo scopo di rallentare o bloccare il loro naturale processo di alterazione, tenendo sotto controllo o distrug gendo del tutto la carica microbica.
Ma siamo certi della sicurezza di questi prodotti?
In realtà, continuano ad aumentare le malattie di origine alimentare, spesso causate da batteri patogeni che con taminano i prodotti freschi, e tra questi anche le insalate pronte confezionate in busta. Questi prodotti vantano dal loro lato tutte le caratteristiche di fre schezza del prodotto appena raccolto, come tutti i prodotti della cosiddetta IV (quarta) gamma. Infatti essi hanno subito interventi tecnologici ridotti e non necessitano di ulteriori manipola zioni prima dell’utilizzo.

La delicatezza dei trattamenti, però, può creare condizioni tali da con sentire lo sviluppo di microrganismi indesiderati, e renderli anche “poten zialmente pericolosi” soprattutto per alcune categorie di consumatori.
I microrganismi più spesso ritro vati in tali prodotti sono i ben noti Escherichia coli, Salmonella e Listeria monocytogenes, che risultano essere tra i principali responsabili delle infe zioni derivanti dal consumo di questi prodotti, nonostante il trattamento antimicrobico cui vengono sottopo sti durante le fasi di lavaggio pre- e post-raccolta, e che quindi rischiano di
rappresentare talvolta una seria minac cia sanitaria.
Le temperature di conservazione non appropriate spesso sono la causa della proliferazione microbica già presente per contaminazione dovuta al suolo o alle acque di irrigazione contaminate da deiezioni di animali.
Ricordiamo tutti la notizia allarmante dell’epidemia di E. coli O157:H7 del 2006 negli Stati Uniti: un prodotto della IV gamma provocò ben 5 morti e oltre 200 casi di infezioni intesti nali gravi. In questo caso il prodotto era stato contaminato in campo dalle acque di irrigazione contaminate dalle deiezioni di un vicino allevamento bovino. A seguito di questa notizia, la vendita di insalate a foglia e delle insa late della IV gamma subì un duro colpo.
Finora, i trattamenti di pulizia e disin fezione degli ortaggi della IV gamma, comprese le insalate in busta, hanno contemplato principalmente lavaggi con acqua additivata di cloro.
L’aggiunta di detergenti-sanitizzanti è infatti un utile mezzo per controllare la carica microbica nell’acqua di lavag gio, spesso utilizzata in riciclo, e nelle acque reflue. L’utilizzo di tali sostanze deve tener conto della compatibilità con le leggi, dell’economia di eserci zio, delle possibili controindicazioni e accettabilità da parte dei consumatori.
In Italia si impiegano tuttora soluzioni clorate a 80-100 ppm di cloro attivo.
Tali metodi però non riescono a garantire un’eliminazione dei pato geni soddisfacente e, al tempo stesso, aumentano la selezione di ceppi resi stenti.
Inoltre, è necessario mettere a punto tecniche alternative sostenibili che permettano contemporaneamente la disinfezione migliorandone la qualità e prolungandone il tempo minimo di conservazione, e allo stesso tempo abbiano effetti positivi sull’ambiente e sulla salute dei consumatori.
Un aiuto potrebbe arrivare dall’idea di alcuni ricercatori inglesi e da nuovi progetti finanziati dall’UE che hanno previsto lo sviluppo di tecniche innova tive per la disinfezione dei prodotti fre schi, utilizzando gli ultrasuoni al posto dei normali antimicrobici.
Le ricerche di altri studi hanno già
Per alcune tipologie di alimenti, gli ultrasuoni vengono usati in combinazione con trattamenti ulteriori come quelli ad alta pressione, termici in maniera da ottenere un effetto più potente di distruzione meccanica delle cellule.
02/2021 | DIMENSIONE PuLITO XV
SPECIALE IGIENE ALIMENTARE

dimostrato come l’utilizzo degli ultra suoni, in combinazione con l’applica zione di raggi UV-C per il trattamento dell’acqua di lavaggio dei vegetali e olii essenziali estratti da origano, è in grado di annientare rendere inattivi i microrganismi patogeni presenti.
La tecnica che prevede l’utilizzo degli ultrasuoni è chiamata “sonicazione”.
Gli ultrasuoni sono vibrazioni acustiche caratterizzate da frequenze superiori a quelle normalmente percepibili dall’o recchio umano (superiori a 20 kHZ).
Tali vibrazioni sono onde di pressione che trasferiscono l’energia meccanica in un mezzo di trasmissione grazie all’alternarsi di fasi di compressione e decompressione. In questo modo, un’onda sufficientemente intensa che attraversa un liquido, è in grado di pro durre un effetto di cavitazione, cioè la formazione e la successiva esplosione di minuscole bollicine, con effetti mec canici efficaci.
Quando un’onda incontra un mezzo liquido si formano zone ad alta e bassa pressione tra le quali si creano bolle di gas, il cui volume aumenta progressivamente fino ad un punto in cui implodono. Lo sviluppo della cavità che si forma dipende dall’intensità del suono, e quando le bolle di cavi tazione implodono, la loro compres sione è così rapida che una piccola quantità di calore viene dissipata dalla cavità durante il suo collasso. Il liquido circostante, d’altra parte, è ancora freddo ed estinguerà prontamente la cavità riscaldata. Così, viene prodotto un punto caldo (hot spot), di breve durata, localizzato in un liquido freddo, questo punto caldo ha una tempera tura approssimativa di 5000 ºC.
Per ottenere gli ultrasuoni, viene appli cata una corrente elettrica alternata ad un materiale piezoelettrico fissato alla parete di un contenitore. Un sonicatore dunque fornisce impulsi di energia ad alto voltaggio e ad alta frequenza, trasformando la normale corrente
alternata a 220 volt e 60 Hz in energia elettrica a circa 1000 V e 20.000 Hz in vibrazione meccanica.
Il primo tentativo di utilizzare gli ultra suoni per inattivare i microrganismi venne fatto negli anni ‘60 quando si osservò che le onde sonore usate dai sommergibili per scopi bellici erano capaci di uccidere i pesci.
Nel 1959, per la prima volta, gli ultra suoni ad alta intensità furono utilizzati per provocare la lisi cellulare. Ad oggi si contano numerosi utilizzi degli ultra suoni in svariati ambiti, dai fischietti per cani agli Impianti antifurto, dalle appa recchiature per la pulizia dei gioielli alla Sterilizzazione degli strumenti chirur gici, senza contare gli utilizzi in campo medico per, ad esempio, la rimozione dei calcoli renali senza ricorrere alla chirurgia e quelli in campo industriale per processi di omogeneizzazione, emulsione e dispersione, inattivazione di microrganismi.
L’effetto battericida degli ultrasuoni risulta dall’azione di cavitazione che provoca l’assottigliamento delle mem brane cellulari, un riscaldamento loca lizzato, e la produzione di radicali liberi, con conseguente inattivazione e/o morte del microrganismo in questione.
Per alcune tipologie di alimenti, gli ultra suoni vengono usati in combinazione con trattamenti ulteriori come quelli ad alta pressione, termici in maniera da ottenere un effetto più potente di distruzione meccanica delle cellule. Naturalmente non tutti i microrgani smi sono uguali e l’efficacia del tratta mento non uguale per tutti. Le specie
più sensibili al trattamento sono quelle di maggiori dimensioni; quelle più ter moresistenti sono le meno sensibili.
Per l’ottimizzazione del processo, alcuni parametri della tecnologia sono fondamentali in modo da adeguare il trattamento al tipo di microrganismo da trattare (ampiezza onde/ tempo di esposizione / superficie di contatto / volumi da trattare).
Come dicevamo più sopra, prove sperimentali condotte su alcuni microorganismi hanno dimostrato che l’applicazione degli ultrasuoni, soprattutto se associata al cloro risulta efficace nel ridurre la popola zione batterica di Salmonella, Listeria monocytogenes e E. coli.
I ricercatori dell’Università di Southampton, nel Regno Unito, in uno studio pubblicato su Ultrasound in Medicine & Biology, hanno pubbli cato di recente i risultati di una tecnica che ha previsto il passaggio diretto sulla superficie dei vegetali di correnti d’acqua percorse da ultrasuoni, che formano minuscole bollicine. Gli ultra suoni formano echi di rimbalzo sulla superficie delle verdure, e le micro bollicine sono in grado di arrivare nei punti più difficili da raggiungere dalle tradizionali tecniche di lavaggio. Inoltre la rapidissima implosione delle bolle lavora come una microscopica mac china per il lavaggio, dando origine a delle forti micro-correnti, in grado di eliminare fisicamente i microorgani smi trascinandoli via nell’acqua reflua, lasciando la pulita foglia pulita e priva di residui.
Ma da dove deriva questa tecnica e soprattutto, come funzionano gli ultrasuoni?
S INNOVA z IONE XVI DIMENSIONE PuLITO | 02/2021
Il tuo alleato nell’IGIENE delle superfici
Garantire e mantenere un elevato livello di igienizzazione risulta ancora più necessario nel settore della risto razione. Per rispondere a questa esigenza, Amuchina Professional, da sempre sinonimo di igiene e disinfezione, propone Amu , ideale per tutti gli ambienti in cui vengono trattati prodotti alimentari.




Lo sgrassatore ad azione igieniz zante è stato appositamente stu diato per la pulizia delle superfici adibite alla conservazione e alla lavorazione degli alimenti, come le aree di produzione e confezionamento dell’industria alimentare e della ristora Amuchina Multiuso Area Food permette una detersione pro fonda delle superfici, garantendo allo stesso tempo un’azione igienizzante e una rapida asciugatura. Il prodotto, quindi, è particolarmente indicato per la pulizia di forni a microonde, affettatrici e superfici in acciaio. Indispensabile per tutte le attività che operano con procedure di pulizia regolate dall’HACCP, il pro non contiene sostanze abrae non lascia graffi o striature. Inoltre, non produce schiuma e non necessita di risciacquo, a meno che non venga usato per superfici direttamente a contatto
Disponibile nel pratico formato trigger da 750ml, per un’azione mirata ed efficace basta appli care Amuchina Multiuso Area Food direttamente sulla superfice da trattare, con un panno o con carta monouso, strofinando sullo sporco più ostinato. Dopo il lavaggio le superfici risulteranno pulite e brillanti.

www.amuchina.it

Una linea trasversale per tutti gli ambienti da igienizzare
S DETER g ENTI SPECIALE IGIENE ALIMENTARE
DA AMUCHINA PROFESSIONAL IL PULITO IMBATTIBILE Angelini S.p.A.Servizio Consumatori Numero Verde: 800.802.802 - www.amuchina.it
PROFUMO degli alimenti, NATURA o artificio sintetico

L’odore di molti alimenti è indubbiamente polarizzante e ogni essere umano ne può rimanere affascinato e sedotto, oppure al tempo stesso detestarlo profondamente: sono sentori intrinseci all’alimento e nella maggior parte dei casi legati alla natura dello stesso.
Luca Ilorini Chimico e divulgatore scientifico

La ricchezza dell’universo naturale riesce a rega lare sfumature olfattive che difficilmente potreb bero essere legate alla sintesi chimica oppure ad artifici di laboratorio. A tal proposito è fondamentale sottolineare come in determinati casi alcuni sentori, e contestualmente alcuni aromi se ci avviciniamo al campo gustativo, siano difficilmente replicabili arti ficialmente e il confine tra aromi naturali e proposte sintetiche sia talvolta molto ampio, portando a proposte molto distanti fra di loro. Al contrario, in alcuni casi invece la differenza risulta davvero intangi bile e pertanto è più immediata la possibilità di sostituire un aroma naturale con uno artificiale oppure
di avere una doppia alternativa nel momento in cui si presenti la neces sità di fronteggiare determinati shortage di mercato. Per questo motivo parlare di profumo di un alimento e non necessariamente di aroma alimentare non è totalmente errato, anche se i due termini sono spesso utilizzati come sinonimi dal momento che la struttura di base in entrambi i casi prevede la miscela di sostanze molto volatili e a basso peso molecolare.
ALLA BASE DEGLI AROMI ALIMENTARI
Nel settore food esistono tre tipo logie principali di aromi: naturali, natural-identici e artificiali. Gli aromi naturali sono ottenuti da materie prime di origine naturale,
vegetali o animali come frutta, fiori e piante aromatiche: nella produzione vengono utilizzate solo tecniche fisiche, enzimatiche o microbiologi che, come pressatura, distillazione, riscaldamento, filtrazione, maci nazione, miscelazione, fermenta zione o triturazione. I sapori natural identici, nonostante la differenza sia veramente labile, sono prodotti attraverso procedimenti di sintesi chimiche che comprendono ad esempio reazioni di esterificazione o di acetilazione. Esiste sul mercato la possibilità di trovare una quantità importante unita ad una qualità di prim’ordine per quanto concerne la presenza di aromi natural-iden tici che, pur non avendo origine naturale, sono in grado di mimare la consistenza del prodotto finito
S T ENDEN z E XVIII DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
in modo perfetto. Gli aromi artifi ciali, infine, hanno caratteristiche simili agli aromi naturali, ma la loro somiglianza non esiste in natura e pertanto possono rappresentare un insieme di aromi unici che trovano ampio utilizzo in numerose appli cazioni del settore alimentare. Una grande quantità di ingegneria scien tifica e tempo di progettazione è dedicata alla creazione di aromi per alimenti trasformati: a rendere idea dell’ampiezza di questo fenomeno è opportuno citare un dato legato al mercato statunitense e alla figura dell’aromatiere, il cui lavoro spe cializzato viene svolto da soli 500 aromatieri professionisti che sono responsabili della maggior parte dei sapori in quasi tutti gli alimenti trasformati negli Stati Uniti.
PROFUMI E AROMI ARTIFICIALI: LA SCELTA
Il processo di aromatizzazione degli alimenti è un progetto complesso sia per gli aromi di provenienza naturale che per quelli artificiali: non è semplicemente un’unione di diversi aromi, ma coinvolge anche molti fattori come la compatibilità del profumo artificiale con il mate riale del substrato alimentare unita ad una valutazione della resistenza all’acidità e al calore e della stabi lità durante il processo di steriliz zazione e conservazione ed altri parametri di diversa natura. La scelta di impiego di un prodotto naturale o artificiale è spesso com plicata e motivata da numerose considerazioni: le principali legate a

discorsi di disponibilità delle mate rie prime e di impatto a livello di costi. Risulta spesso complicato, soprattutto per alcune tipologie di prodotti naturali, avere dalle parti della pianta da cui si procede all’estrazione una resa adeguata a soddisfare i bisogni di un’industria in costante sviluppo come quella alimentare, assolutamente deman ding in un anno che ha risentito della pandemia in numerosi settori dell’universo chimico: le rese sono spesso variabili e in alcuni casi vi è la necessità di fronteggiare una richiesta di mercato superiore alla disponibilità reale dell’aroma natu rale o della profumazione natu rale di partenza; in un contesto di questo tipo è fondamentale la pre senza della sintesi che riesce a repli care il prodotto con ottimi risultati fornendo una molecola identica, partendo da una fonte differente e costituita da un laboratorio chimico in questo caso.
Analizzando il discorso relativo ai costi è immediato capire come la sintesi chimica possa rappresentare un’alternativa low cost di grande attualità per replicare le prestazioni di un aroma naturale, dal momento che i costi di raccolta, estrazione, purificazione e trasporto della materia prima di origine naturale sarebbero decisamente superiori se comparati all’ottenimento della stessa molecola o della medesima miscela in laboratorio attraverso una serie di reazioni chimiche di diversa natura: a questo proposito è doveroso sottolineare come non sia corretta l’equazione per la quale un prodotto a costi inferiori sia di minor qualità, dal momento che la sintesi soprattutto negli ultimi anni ha raggiunto livelli qualitativi di prim’ordine e spesso rispetto al pro dotto naturale permette il raggiun gimento di livelli di purificazione più elevati: la scelta è legata alla tipo logia di prodotto finale che si vuole sviluppare e al posizionamento del prodotto sul mercato oltre che alla tipologia di consumatori al quale lo stesso è rivolto.
02/2021 | DIMENSIONE PuLITO XIX
IGIENE ALIMENTARE
VANIGLIA ESTRATTO O VANILLINA: LE DIFFERENZE
Per analizzare nel dettaglio il diverso impatto di un prodotto ottenuto da matrice naturale con uno ottenuto da procedimento sin tetico è possibile utilizzare i sentori legati al mondo della vaniglia ad esempio: comparando l’estratto di vaniglia artificiale e quello naturale. Nell’estratto di vaniglia naturale, i composti aromatici vengono estratti dai baccelli di vaniglia e diluiti con alcool; esistono oltre 200 com posti che compongono il sapore della vaniglia naturale, molecole di diversa natura che pur presenti in percentuali differenti contribu iscono a rendere il sentore della vaniglia unico in tutto il mondo: Il più notevole è la vanillina, seguita dall’idrossibenzaldeide, dall’acido idrossibenzoico e dall’anisaldeide in quantità differenti : Per creare l’e stratto di vaniglia artificiale, le poche molecole aromatiche chiave che danno il gusto di vaniglia più iconico vengono create in un laboratorio e diluite con alcol: dal momento che i composti aromatici più significa tivi sono molecolarmente identici a quelli che si trovano nella vaniglia naturale, il sapore sarà simile in tutti i suo aspetti. E’ doveroso conside rare che l’aroma artificiale manca di oltre 100 composti “di supporto”, in parte presenti in piccole tracce e parzialmente prodotti unicamente dalla pianta senza possibilità di isolare e riprodurre chimicamente i singoli componenti, per questo motivo l’aroma artificiale presenterà una complessità inferiore allo stesso prodotto di origine naturale: la sin tesi presenta una ricchezza olfattiva per quanto legato alle diverse mole cole che possono mimare l’odore della vanillina, come nel caso della materia prima etil vanillina che ha un impatto olfattivo decisamente superiore a quello della normale vanillina e che può essere utilizzata per questo motivo a percentuali

decisamente inferiori a quelle della vanillina tale e quale oppure dell’e stratto di vaniglia da baccelli con notevoli vantaggi dal punto di vista produttivo e formulistico.
L’INTELLIGENZA
ARTIFICIALE AL POTERE
A dare ulteriore tangibilità all’im portanza che la componente ‘artifi ciale’ ha raggiunto nel mondo degli aromi è la creazione nel 2020 del primo aroma creato a tavolino da un software grazie all’intelligenza artificiale: un programma targato Microsoft che, grazie alla presenza di particolari algoritmi matematici in collaborazione con la multinazio nale del settore food & fragrance Firmenich, ha elaborato presso la sede svizzera della stessa un nuovo brodo di manzo artificiale con un sentore di carne grigliata ben evi dente: la logica del software è stata quella di inserirsi all’interno del database della casa aromatiera andando a selezionare in automa tico, da un database contenente migliaia di materie prime differenti una serie di ingredienti rispondenti a determinati requisiti inseriti in sede di richiesta di search mas siva lanciata col database: in auto matico sono state selezionate le materie prime e i dosaggi rispettivi delle stesse, per la maggior parte a livello di tracce vista la forte diffusi vità che molte delle materie prime utilizzate nell’universo alimentare
presentano. L’intelligenza artificiale non può prescindere dall’avvalersi in seconda battuta del sapiente inter vento dei maestri aromatieri per equilibrare il sentore della miscela; in questo modo viene implementata l’efficienza a livello progettuale dal momento che i professionisti della creazione di aromi possono avvalersi di una base di partenza formulistica assolutamente valida, risparmiando tempo in sede di ricerca e sviluppo, per focalizzarsi poi sul fine tuning formulistico a livello dei sentori pri mari o top notes se utilizziamo un linguaggio all’ambito del profumo. I vantaggi futuri legati a questa innovativa tecnologia sono mol teplici a partire dalla possibilità di riuscire a soddisfare con qualità e tempi di risposta sempre più ridotti le numerose richieste che arrivano da società di svariati ambiti per ottenere soluzioni di aromi create in laboratorio ad-hoc per le singole necessità e che non siano formule di default troppo simili a formulazioni standard già presenti sul mercato da diversi anni a questa parte.
S T ENDEN z E XX DIMENSIONE PuLITO | 02/2021 SPECIALE
www.hygan.it
HYGAN Innovazione, QUALITÀ e sostenibilità
Dal 1963 Hygan produce, nella sua sede di Laives (Bolzano), prodotti per la pulizia e la manuten zione nelle più svariate applicazioni. Durante i suoi 58 anni di attività, Hygan si è sviluppata diventando un’azienda innovativa, con un labo ratorio di sviluppo ben attrezzato e sistemi di produzione e imbottiglia mento all’avanguardia. Nel 2006, Norbert Gummerer ha assunto la direzione dell’azienda e, con lun gimiranza e spirito innovativo, l’ha fatta diventare ciò che è oggi. Da allora, l’azienda, che oggi impiega oltre 80 persone in quattro sedi in Italia, Austria e Germania, è cresciuta costantemente, con un fatturato che è passato da 2,8 milioni di euro nel 2006 a 24 milioni di euro nel 2020. I segreti del successo di Hygan sono attenzione per la qualità, spirito di innovazione e costante voglia di migliorarsi. Per questi motivi, l’industria 4.0 rappresenta per questa azienda non solo uno slogan, ma una realtà concreta; l’intero sistema di produzione è automatizzato dal 2018, e soddisfa i più recenti standard e requisiti tecnici. L’utilizzo di sole materie prime selezionate, la cui qua lità e composizione viene analizzata e controllata tramite uno spettrome tro di massa HPCL tra l'altro, garanti sce una qualità costante del prodotto finale; l’intera catena di produzione è progettata per garantire qualità. Con la consegna delle materie prime, che vengono immagazzinate in base al materiale e alla tipologia, inizia il processo produttivo, le cui fasi più importanti avvengono in
modo completamente automatico: “Gli addetti alla produzione moni torano e controllano i processi uti lizzando i più moderni sistemi di controllo e alla fine rimuovono il prodotto finito. La persona esercita il suo know-how, mentre la mac china prende in carico il lavoro fisi camente impegnativo e monotono”, afferma Gummerer.

I processi di stoccaggio e pro duzione avvengono indipenden temente dal dipendente; tramite connessione digitale, questi pas saggi possono essere ottimizzati e l’utilizzo delle macchine può essere pianificato meglio. Un controllo con
tinuo permette di eliminare fattori di disturbo e fonti di errore, consen tendo di aumentare anche improv visamente il volume di produzione. Molto attenta ancha alla sosteni bilità ambientale, Hygan nel 1986 introduce la propria certificazione per i prodotti ecocompatibili; l’im pegno nei confronti dell’ambiente prosegue poi con la certificazione Eu-Ecolabel per la linea Unyrain Eco e con i test dermatologici in collabo razione con l’Università di Ferrara. La concezione di prodotto ottimale secondo Hygan può essere riassunta secondo il motto: "Efficace quanto serve. Delicato quanto basta".
INFORMAZIONE PUBBLICITARIA
Efficacia dei PROTOCOLLI nel lavaggio degli ABITI
DA LAVORO
Per impedire che gli indumenti puliti possano essere contaminati da agenti patogeni, bisogna curare ogni aspetto del processo di lavaggio, evitando ogni possibile contatto tra gli abiti sporchi e quelli già lavati
Marcello Falvo
pandemia ci ha portato a considerare con ancora mag giore attenzione il processo, già in precedenza fondamen tale, del lavaggio e sanitizzazione degli abiti da lavoro.
Su questo tema esiste ancora oggi un po’ di confusione, ed è necessario fare chiarezza; molti hanno ritenuto sufficiente, per poter garantire un trattamento sanitizzante adeguato, impiegare prodotti disinfettanti, clas
sificati come P.M.C. (Presidio Medico Chirurgico).

Una sanitizzazione efficace dipende invece soprattutto dall’adozione di una serie di procedure e accortezze che interessano l’intero processo di

S D ISIN f E z IONE XXII DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
La
gestione del lavaggio, tra le quali è particolarmente importante la rea lizzazione di un percorso della bian cheria da sporco a pulito, in modo da impedire il contatto tra la biancheria salubre e quella contaminata. Per una corretta riuscita, il processo deve coin volgere tutti i collaboratori impegnati in esso, i quali dovranno adottare una serie di misure specifiche da rispettare con scrupolo.
La biancheria pulita, al termine del lavaggio, dovrebbe essere riposta su un carrello differente da quello sul quale sostava quando era sporca, e gli operatori che scaricano gli indumenti puliti dovrebbero avere le mani sempre pulite ed igienizzate, altrimenti i batteri presenti su di esse contamineranno gli indumenti, rendendo inutile il tratta mento di sanitizzazione. La biancheria sporca deve essere trasportata in lavan deria tramite un percorso distinto da quello effettuato dalla biancheria pulita, pertanto all’interno della struttura è necessario individuare e predisporre due percorsi diversi di passaggio Occorre garantire ai lavoratori che trattano la biancheria sporca una dotazione di dispositivi di protezione adeguata. A questa categoria di lavo ratori appartengono sia gli autisti, nella fase di trasporto della biancheria sporca dai clienti verso la lavanderia industriale, sia gli addetti alla cernita dello sporco. Il banco di accettazione e i carrelli andrebbero puliti spesso, utilizzando prodotti disinfettanti per superfici, e i pavimenti necessitano di essere puliti una volta al giorno, utilizzando ipoclorito di sodio o altro disinfettante.
Il punto fondamentale del processo di sanitizzazione non è rappresentato quindi dall’utilizzo di un singolo pro dotto, ma dall’adozione di un protocollo dettagliato e preciso nel quale vanno identificati i percorsi, i metodi di lavaggio, i prodotti disinfettanti, il controllo del personale, e le verifiche analitiche periodiche sulla biancheria confezionata, che vanno eseguite a campione per verificare che il sistema garantisca sempre una biancheria pulita e sanitizzata.
Un protocollo efficace può essere steso consultando tecnici e con
METODI DI DISINFEZIONE PER ABBIGLIAMENTO

L’utilizzo di disinfettanti chimici è consigliato solo su tessuti che possono essere lavati in lavatrice ad almeno 60 °C con prodotti detergenti e disinfet tanti; alcuni prodotti potrebbero infatti danneggiare e degradare i tessuti, riducendone le qualità protettive. Il possibile impiego dell’ozono va valutato con molta cautela, perché, pur essendo rapidamente efficace contro i virus, può alterare i colori dei capi a causa delle sue proprietà ossidanti ed i tempi di esposizione risulterebbero un fattore critico da controllare. Tra i trattamenti fisici, quello più consigliato è l’utilizzo del vapore secco. Utilizzato per 30 minuti, il vapore secco non rappresenta un problema per i tessuti, essendo già utilizzato nelle operazioni di finissaggio degli stessi. L’operatore che si occupa dell’applicazione del vapore deve essere dotato di mascherina, al fine di evitare l’inalazione tramite aerosol dei contaminanti eventualmente presenti nei tessuti.
Le radiazioni UV, note per le loro qualità antibatteriche, e in particolare quelle dello spettro UV-C, sembrano essere in grado di inattivare diversi tipi di coro navirus, incluso il Sars-Cov-2. Le lampade germicide sono già da tempo utiliz zate nei processi di sanificazione, quindi è lecito pensare che pochi minuti di applicazione di queste radiazioni sugli indumenti potrebbero eliminare effica cemente il virus. Il loro potenziale utilizzo in ambito tessile deve però tenere conto di diversi fattori: queste radiazioni non hanno un’elevata penetrazione, e potrebbero non essere in grado di raggiungere il virus, se quest’ultimo è anni dato nel tessuto. Le lampade rappresentano inoltre un costo significativo dal punto di vista energetico, e la loro efficacia dipende da condizioni ambientali come l’umidità relativa. Queste radiazioni sono inoltre pericolose per l’uomo, in quanto capaci di arrecare seri danni agli occhi e alla pelle; è quindi fon damentale fornire all’operatore adeguate protezioni, soprattutto per quanto riguarda gli occhi.
Le radiazioni ionizzanti come raggi x e y, invece, possono essere utilizzate solo nell’ambito dei processi industriali, per via dei costi elevati e del loro meccanismo di azione. Questi raggi non impattano sulla struttura dei materiali tessili, e consentirebbero di ripetere il trattamento più volte senza danneg giare i capi, ma richiedono tempi di applicazione molto lunghi, quantificabili in diverse ore, e trovano più spazio nell’industria alimentare, essendo più effi cienti nell’eliminazione di spore e specie batteriche.
Rivolgersi a strutture specializzate come le lavanderie professionali, in grado di individuare il disinfettante e il metodo più adatto ad ogni tipo di capo, rimane in ogni caso la miglior prassi da adottare per rispondere in modo effi cace e conveniente alle proprie esigenze di sanificazione.
sulenti del settore, i quali suggeri ranno alle lavanderie e alle strutture ricettive o ristorative quali migliorie apportare per realizzare un sistema di sanitizzazione adeguato in modo da garantire non solo la pulizia degli indumenti da lavoro, ma anche l’as
senza di possibili agenti patogeni, aspetto che diventa ancora più importante quando gli indumenti, in base alle loro caratteristiche ed appli cazioni, sono classificati come Dispo sitivi di Protezione Individuale. www.falvo.info
02/2021 | DIMENSIONE PuLITO XXIII
www.kunzletasin.com

La SICUREZZA inizia dagli AMBIENTI
Module e W/D Module B50: le soluzioni Künzle&Tasin per il settore alimentare

Questi mesi di sofferenza e di dolore hanno messo ancora più in evidenza il ruolo cruciale della pulizia e della sanificazione. La cosa risulta ancora più evidente in ambito alimentare, dove aree pulite e protette sono la migliore garanzia per la sicurezza e la salute dei consumatori e di tutti gli addetti del settore.
Come si mantiene un ambiente sicuro e protetto? Con un approccio polivalente e trattamenti diversifi cati, che tengano conto delle diverse tipologie di attività, superficie.
Künzle&Tasin dispone nella sua gamma prodotti di due modelli dalla struttura modulare e flessibile – la macchina multifunzione Module e l’aspirapolvere-liquidi a batterie W/D Module B50 - che rappresen tano appunto la soluzione migliore per una pulizia efficace e completa in ambito alimentare.
Disponibile in 2 varianti, con pista di pulizia da 35 e 50 cm (versione a cavo o a batteria), Module è ad oggi l’unico prodotto “compact size” sul mercato che incorpora in sé le funzioni di spazzatrice, lava-
sciuga e aspirapolvere/liquidi. Ciò la rende una soluzione economica (3 macchine in 1!) e indicata in ambienti anche molto diversi tra loro: dall’am bito commerciale a quello più stret tamente industriale, ai servizi. In particolare, Module risulta perfetta nelle varie strutture del settore ali mentare che, proprio per la loro natura polivalente e complessa, necessitano di trattamenti diversificati: dall’aspirazione delle polveri fini, al lavaggio in profondità delle superfici, alla pulizia negli angoli più nascosti
Grazie alla struttura modulare e componibile della macchina, pas sare dalla modalità spazzatrice a quella di lavasciuga e aspiratore è incredibilmente semplice e può essere svolto in poche mosse da chiunque. Ciò consente un tratta mento differenziato in base alle diverse aree e pavimentazioni e alle differenti esigenze di pulizia giorna liera. Risultato finale: superfici per fettamente pulite e igienizzate.
ASPIRATORI POTENTI
E PERFORMANTI
Forte del successo dei modelli Module, Künzle&Tasin ha sviluppato un altro prodotto dalle caratteristiche uniche e distintive: l’aspiratore wet& dry a batteria W/D Module B50. Quello che mancava nel mercato era infatti un aspiratore potente e perfor mante, che permettesse di lavorare a lungo e in completa autonomia, senza la necessità di collegarsi con il cavo alla rete elettrica. W/D Module B50 costituisce la soluzione a questo problema. Rapido ed efficiente, con la dotazione standard (batterie AGM DEEP CYCLE da 40Ah) può rag giungere fino a 2 ore di autonomia E per lavori più prolungati, l’ampio comparto può ospitare batterie più potenti e con capacità ancora mag giore (fino a 80 Ah).


Questa elevata capacità di lavoro si combina poi con alti livelli di efficienza e flessibilità. Grazie a un doppio sistema di aspirazione, W/D Module B50 è infatti in grado di operare dappertutto. Se il kit di aspirazione permette di pulire nei punti più nascosti, grazie al tergitore è possibile lavorare in “rettilineo” lungo spazi estesi senza vincoli di mobilità, semplicemente spingendo la macchina (produttività teorica di ben 2500 m2/h).
Dunque, un mix unico di comfort, velocità e performance, perfetto sia in grandi spazi che in aree ristrette. Con i modelli Module e W/D Module Künzle&Tasin conferma il suo impe gno convinto per un’attività di pulizia sempre più profonda, efficace e consapevole, nel rispetto dell’ambiente e della salute di tutti.

 L’aspiratore wet&dry a batteria W/D Module B50
La macchina multifunzione Module, con tre funzioni spazzatrice, lavasciuga e aspirapolvere/liquidi
Module pronta per il lavoro in un’industria alimentare
W/D Module B50 in azione
L’aspiratore wet&dry a batteria W/D Module B50
La macchina multifunzione Module, con tre funzioni spazzatrice, lavasciuga e aspirapolvere/liquidi
Module pronta per il lavoro in un’industria alimentare
W/D Module B50 in azione
INFORMAZIONE PUBBLICITARIA
LATTE vaccino pastorizzato
Il Bollettino dell’International Dairy Federation 496/2019 dimostra che la pastorizzazione rende il latte sicuro da un punto di vista microbiologico, prolunga la sua shelf life e ha effetti minimi sulle caratteristiche nutrizionali.
 Martina Halker
Martina Halker
La pastorizzazione è il trat tamento termico che mira a ridurre i microrganismi patogeni presenti nel latte a un livello accettabile, evitando così pericoli per la salute pubblica derivanti dal consumo di latte contaminato. Allo stesso tempo prolunga la shelf life del latte attra verso l’inattivazione di microrgani smi deterioranti e degli enzimi che possono causare difetti di qualità nel tempo.
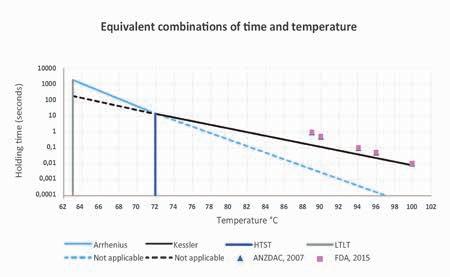
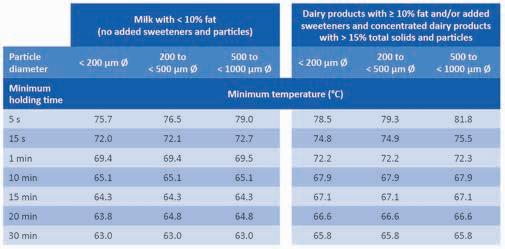
La pastorizzazione implica il riscalda mento del latte a temperature suffi cienti (almeno 72 °C per 15 secondi o a 63 °C per 30 minuti) per inatti vare maggiormente batteri pato geni vegetativi resistenti al calore che potrebbero essere presenti nel latte crudo a un livello accettabile (almeno riduzione di 5 log) e quindi renderlo sicuro per il consumo umano (Kelly et al., 2005). Le combinazioni tempo/temperatura sono illustrate nella Figura 1. Qualsiasi combina zione di tempo/temperatura in ogni punto sulle linee continue del grafico sarà equivalente. Quando vengono aggiunti zuccheri o altri soluti, quindi con un’attività dell’acqua inferiore (aw), le combinazioni tempo-tempe ratura del trattamento devono essere modificate di conseguenza (Figura 2).
S T ECNOLO g IA APPLICATA XXVI DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
Nel Bollettino dell’International Dairy Federation 496/2019 “The technology of pasteurisation and its effect on the microbiological and nutritional aspects of milk” viene delineato il processo tec nologico della pastorizzazione, spiegati gli aspetti microbiologici dell’impatto della pastorizza zione sulla salute pubblica e dimostrato che la pastorizza zione non ha un impatto signi ficativo sulle proprietà nutritive del latte. Quindi, secondo le attuali conoscenze disponibili, bere latte pastorizzato è ancora il modo più sicuro per goderne i benefici per la salute derivati dal suo consumo. Il focus del Bollet tino è sul latte vaccino pasto rizzato per consumo diretto; non sono stati considerati altre tipologie di latte.

Tabella 1. Combinazioni tempo-temperatura minime per la pastorizzazione
La pastorizzazione, in combinazione con le buone pratiche di fabbrica zione (GMP), riduce la microflora indigena non patogena (ad es. bat teri lattici) a un valore accettabile e inattiva gli enzimi, come la lipopro teina lipasi (Deeth, 2006), che può essere associata a deterioramento non microbiologico del latte.
ASPETTI MICROBIOLOGICI DELLA PASTORIZZAZIONE DEL LATTE
Il latte è un mezzo nutriente e ter reno ideale per la crescita di molti microrganismi. I batteri presenti nel latte derivano dalla superficie della mammella, dalle attrezzature di mungitura o dall’ambiente esterno. Tale contaminazione può essere aumentata se c’è un’infezione della mammella, ad es. mastite subclinica o clinica, o in condizioni igieniche non adeguate. Recenti studi meta genomici indicano che nel latte sano possono esserci marcatori genetici di diversi gruppi batterici, molti dei quali non sono associati a mastite. Ciò suggerisce che la presenza di batteri nel latte non sia sempli cemente il risultato di una colo nizzazione esterna, ma esista la possibilità di una via endogena. Il numero di batteri aumenta con il
tempo di conservazione e il tasso di aumento dipende dal livello dalla contaminazione iniziale e dalle con dizioni tempo-temperatura di con servazione.
La microflora del latte pastorizzato è costituita da batteri termodurici sopravvissuti alla pastorizzazione e da una eventuale contaminazione post-pastorizzazione che può deri vare della presenza di batteri all’in terno delle tubazioni, impianti o sistemi di stoccaggio, o può essere causata dagli operatori o dal packa ging.
Il rischio di intossicazione alimen tare derivante da batteri patogeni nel latte pastorizzato è relativa mente basso, sebbene siano stati riportati casi isolati (CDC, 2008, 2011; RRMF, 2011).
Inizialmente, il trattamento termico minimo di pastorizzazione era desti nato all’inattivazione di Mycobacte rium tuberculosis e Coxiella burnetii, i due batteri più resistenti al calore associati al latte. Utilizzandoli come microrganismi di riferimento per un’adeguata pastorizzazione si aveva il vantaggio di inattivare altri organismi patogeni, migliorando la sicurezza del latte e prolungan done la conservazione. Gli agenti patogeni che recentemente hanno
02/2021 | DIMENSIONE PuLITO XXVII
SPECIALE IGIENE ALIMENTARE
causato preoccupazione sono l’E scherichia coli “produttore di Shi ga-Tossina” o “verocitotossico” (ad esempio, E. coli O157:H7) e Listeria monocytogenes, che sono inattivati dalla pastorizzazione, così come il Mycobacterium avium sottospe cie paratubercolosi (MAP). Questo microrganismo è responsabile della malattia di Johne nel bestiame ed è sospettato, ma non confermato, di essere un cofattore della malattia di Crohn nell’uomo.
La recente richiesta da parte dei consumatori di alimenti meno trattati termicamente, ma ugualmente sicuri, ha portato alla ricerca di potenziali alternative non termiche (Morris et al., 2007). Tali tecnologie alternative includono i campi elettrici pulsati (Mosqueda-Melgar et al., 2008), la luce ultravioletta (Koutchma, 2009), la microfiltrazione (Pouliot, 2008) e le alte pressioni idrostatiche (Mújic a-Paz et al., 2011). Sebbene queste tecnologie sembrano essere ugual mente efficaci in termini di riduzione microbica ed estensione della shelf life, nessuna di esse è stata approvata nell’UE, negli Stati Uniti o in Canada come alternativa alla pastorizzazione
del latte. Tuttavia, in Australia il latte crudo trattato con le alte pressioni è stato recentemente approvato per la vendita (Schuh, 2016).
LA SHELF LIFE DEL LATTE PASTORIZZATO
I batteri che sopravvivono alla pastorizzazione, chiamati termodu rici, sono per lo più non patogeni, ad eccezione di alcuni batteri spo rigeni. A seconda del loro numero, e in particolare della loro resistenza al calore, lo sono classificato in tre categorie: batteri moderatamente termodurici, come micrococco, streptococco, enterococco, Lacto
bacillus; batteri fortemente termo durici, resistenti a un trattamento di 75°C per 12 minuti, come il genere Microbacterium (M. liquefaciens); spore batteriche altamente termo duriche, resistenti a temperature superiori a 80°C per 10 minuti. Tali batteri sporigeni includono il genere Clostridium (C. butyricum, C. tyro butyricum) e Bacillus (B. subtilis, B. cereus, B. licheniformis).

La presenza di spore di Bacillus cereus o Paenibacillus è un poten ziale fattore limitante della con servabilità del latte alimentare pastorizzato (Giffel et al., 1997; Ranieri et al., 2011), e potrebbe essere un potenziale agente di intossicazione alimentare. Le prati che igieniche durante la mungitura sono il modo migliore per control lare questi organismi.
In generale, minore è la tempera tura di conservazione, maggiore è la durata di conservazione del latte pastorizzato. Tuttavia, i batteri psi crotrofi come Pseudomonas spp. possono crescere sotto i 4°C, e successivamente produrre enzimi extracellulari che portano alla for mazione di off flavour.
Di particolare rilevanza sono i bat teri psicrotrofi termodurici (per esempio Bacillus spp.), poiché pos sono sopravvivere alla pastorizza zione e crescere a 4°C.
Il latte alimentare pastorizzato può avere una durata compresa tra 5 e 20 giorni, a seconda della qua lità del latte iniziale, del grado di
Tabella 2. Combinazioni tempo-temperatura in funzione della tipologia di latte e del contenuto in soluti. Linee guida della Food Safety Australia New Zealand
S T ECNOLO g IA APPLICATA XXVIII DIMENSIONE PuLITO | 02/2021
contaminazione post-pastorizza zione e della combinazione tem po-temperatura di conservazione del prodotto pastorizzato. Oltre al metabolismo dei batteri lattici, anche i batteri contaminanti pos sono produrre una serie di enzimi che modificheranno la struttura fisica del latte e il suo sapore. Gli enzimi più noti sono le proteasi che agiscono sui peptidi, alcuni dei quali sono amari (Richardson & New stead, 1979) e le lipasi che produ cono acidi grassi liberi (Lawrence, 1967). Agiscono anche altri enzimi endogeni che causano una serie di difetti riscontrati nel latte scaduto.
ASPETTI NUTRIZIONALI DEL LATTE
PASTORIZZATO
La pastorizzazione ha un basso impatto sui nutrienti del latte. Il latte crudo contiene in genere il 4% di grassi, in genere standardizzato al 3-3,5%. De Souza et al. (2003) e Nunes & Torres (2010) hanno rife rito che la pastorizzazione ha poco effetto sul profilo degli acidi grassi nel latte, confermando gli studi pre cedenti (Badings & Neeter, 1980; Hen derson et al., 1980; Renner & Baier, 1971). Negli studi di Herzallah et al. (2005) e Costa et al. (2011) non vi era alcuna differenza negli acidi grassi a corta catena (butirrico, caproico e caprilico) tra latte pastorizzato e latte crudo. Herzallah et al. (2005) hanno anche dimostrato che la pastorizza zione del latte non ha effetti signifi cativi sulla quantità di acido linoleico coniugato (CLA), così come nel con tenuto dell’isomero trans. La pastorizzazione non provoca un cambiamento significativo nem meno sulla qualità delle proteine. Il valore nutrizionale delle proteine del latte dipende dalla loro digeribilità e dal loro contributo all’assunzione di aminoacidi essenziali (Claeys et al., 2013). Sono state segnalate solo piccole perdite (1-4%) di lisina dopo la pastorizzazione del latte (Claeys et al., 2013; Andersson & Oste, 1995; Schaafsma, 1989). Alcuni studi hanno dimostrato che i trat tamenti di pastorizzazione HTST
hanno modificato le proprietà fun zionali delle proteine del latte (ad es. proprietà emulsionanti e leganti dell’acqua, solubilità), ma hanno avuto scarso effetto sulla loro dige ribilità o sulle proprietà nutrizionali (Claeys et al., 2013; Douglas et al., 1981; Lacroix et al., 2006).
Qi et al. (2015) hanno dimostrato che la pastorizzazione HTST non ha causato cambiamenti chimici apprezzabili, né notevoli riduzioni strutturali delle principali proteine del latte pastorizzato.
Le prove scientifiche indicano che la pastorizzazione del latte potrebbe cambiare leggermente la struttura delle proteine del latte, ma che i cam biamenti sono correlati alle proprietà funzionali e non alla loro digeribilità o alle proprietà nutrizionali (Efigênia et al., 1997; Claeys et al., 2013).
Diversi componenti del latte con potenziali proprietà antibatteriche come la lattoferrina, il lisozima e la lattoperossidasi non sono influen zati o minimamente influenzati dalla pastorizzazione HTST (Cifelli et al., 2010). La lattoferrina, che lega il ferro libero e quindi limita la sua disponibilità ai patogeni per la cre scita, non è influenzata dalla pasto rizzazione standard (Cifelli et al., 2010; Paulsson et al., 1993; Steijns et
al., 2000). Il lisozima, una proteina antibatterica, non è influenzato dalla pastorizzazione (Cifelli et al., 2010; Fox & Kelly, 2006). La lattoperos sidasi, altro enzima antimicrobico, mantiene il 70% della sua attività dopo la pastorizzazione HTST a 72°C per 15 secondi, mentre gli oligosaccaridi, che sono noti per prevenire l’adesione di potenziali batteri patogeni all’epitelio intesti nale, sono stabili al calore (Cifelli et al., 2010; Marks et al., 2001).
Il latte è una buona fonte di calcio e fosforo e la pastorizzazione ha poco o nessun impatto sulla concentra zione di questi componenti o sulla loro biodisponibilità (Claeys et al., 2013; Cifelli et al., 2010).
La pastorizzazione può causare lievi perdite di vitamine idrosolubili, ma non influisce sulla concentrazione di vitamine liposolubili come vitamina A, D, E e K (Claeys et al., 2013; Cifelli et al., 2010; MacDonald et al., 2011).
Il trattamento termico può causare perdite del 7-10% di vitamina B12, ma anche così il latte pastorizzato rimane una buona fonte di questa vitamina.
La vitamina C è sensibile alla pasto rizzazione e all’ossigeno, ma va con siderato che il latte non è una fonte primaria di questa vitamina o delle vitamine E o K (Cifelli et al., 2010).
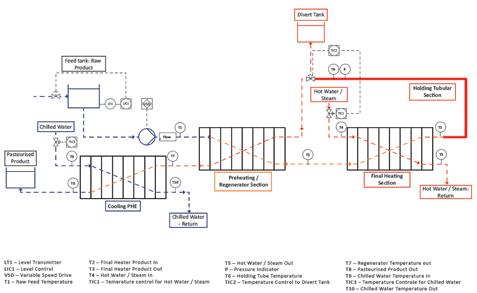
Schema di un impianto di pastorizzazione HTST
02/2021 | DIMENSIONE PuLITO XXIX
i PROFESSIONISTI del vapore!
STI nasce nel 2009 dall’espe rienza ventennale della Fami glia Passuello nel settore della pulizia a vapore. Azienda giovane e dinamica che, grazie a un’organiz zazione rapida e flessibile e all’alta qualità dei suoi prodotti, sta con quistando il mercato europeo ed extra-europeo.
LEADER NELLA PRODUZIONE DI MACCHINE A VAPORE
STI è leader nella realizzazione di macchine per la pulizia a vapore, nelle due linee per uso domestico e per uso professionale. I prodotti sono interamente progettati e rea lizzati nello stabilimento di oltre 3.000 mq di Fara Vicentino. L’a zienda crede fortemente nel Made in Italy, seguendo questa linea di pensiero, STI garantisce che ogni componente delle sue macchine presenti provenienza italiana, offrendo così un prodotto di altis sima levatura.

PULIZIA A VAPORE: UN METODO VELOCE E SICURO
Il sistema di vapore STI è un modo sicuro e veloce per pulire e sanificare qualsiasi tipo di superficie. I pulitori a vapore sono l’esempio di pulizia verde dal momento che non richie dono l’uso di soluzioni e detergenti chimici. Normale acqua di rubinetto viene trasformata in un potente stru mento di pulizia profonda. Il vapore elimina sporcizia, batteri, virus muffa e altri agenti contaminanti da una varietà di superfici in pochi secondi. Si rivela inoltre ideale per chi soffre di allergie.
EMERGENZA COVID-19: EFFICACIA DEL VAPORE
Stiamo attraversando un periodo di forte emergenza in tutto il mondo, correre ai ripari è indispensabile per cercare di bloccare la diffusione del virus, limitando così il contagio.
Uno dei metodi più efficaci per uccidere germi, batteri e virus è il vapore.
I prodotti professionali STI hanno una temperatura in caldaia che va dai 160°C ai 185°C in base alla potenza della macchina, c’è un naturale calo termico al punto di fuoriuscita del vapore ma la temperatura è ben superiore ai 71°C consigliati. La sanificazione totale e completa di ogni ambiente e superficie mediante l’uso di vapore a intervalli regolari contribuisce quindi a non diffondere virus. In un momento storico caratte rizzato da un virus invisibile, STI si pone come partner sicuro ed affidabile per eliminare ed arginare il problema
LA GAMMA
STI ha un’ampia gamma di mac chine, dalle più semplici ed econo miche per l’utilizzo domestico, a quelle più complesse e potenti, per l’uso industriale.

La linea domestica è composta dai modelli QV4, QV6 e linea QV7. Si dimostra essere una gamma com pleta in quanto è formata sia da prodotti solo vapore che prodotti vapore-aspirazione. I loro utilizzi sono molteplici visto che possono essere utilizzati per pulire e sanificare ogni stanza e superficie della casa. La gamma di macchine professionali di STI si divide in due linee: COMBY (prodotti aspirazione-vapore) e GAISER (prodotti solo vapore). La gamma professionale permette di pulire a fondo e sanificare qualsiasi luogo, gli ambiti di utilizzo sono sva riati: dall’industria alimentare a quella meccanica, dalla sanità (ospedali, studi medici, odontoiatrici e veteri nari) alla ristorazione, dagli hotel alla pulizia nei trasporti pubblici.

HACCP
Il vapore può essere utilizzato anche nel settore alimentare per combattere i rischi di contaminazione del cibo durante le fasi di produzione, distri buzione ed imballaggio, nel pieno rispetto della Normativa HACCP. www.stindustry.eu
S SANI f ICA z IONE XXX DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
Una SOLUZIONE
rapida ed EFFICACE
Tragli agenti antimicrobici più rinomati di sempre spicca lo iodio. Lo iodio risulta attivo verso la maggior delle specie batteriche, ivi compresi i bacilli tubercolari. Il profilo di atti vità dello iodio comprende i funghi patogeni e molte specie di virus, sia contenenti lipidi che privi di lipidi. Poiché lo iodio applicato singolar mente soffriva la presenza di mate riale organico sulle superfici, venne associato a sostanze tensioattive per formare i cosiddetti iodofori.
Il vantaggio dello iodoforo deriva non solo dalla capacità di agire in pre senza di sporco anche organico, ma pure dalla scarsa cessione di colore e l’assenza di fenomeni irritanti.
LO IODOPOVIDONE
Il migliore iodoforo in assoluto è lo iodopovidone, una combinazione tra lo iodio e un additivo di natura
alimentare, il polimero polivinilpirro lidone (PVP).
Lo iodopovidone è solubile sia in acqua sia nei solventi idroalcolici
sviluppati da Newpharm®. Questi ultimi, il BIOSOL® e il NEWSOL®, ne esaltano l’efficacia elevando al mas simo l’azione germicida. La qualità dello iodio come disinfettante è nota dai tempi più remoti, tanto che ancor oggi viene usato in campo ospedaliero per la disinfezione di cute e ferite. Poter impiegare il pro dotto in ambito alimentare e zoo tecnico significa trasporre in altri ambiti una molecola formidabile dall’indiscussa attività microbicida.
Il potere germicida dello iodio è attribuito alla capacità ossidante dello stesso. Una volta penetrato nella cellula del microrganismo, virus compresi, altera irreversibil mente il materiale genetico nonché complessa le proteine.
Lo iodio trova ancora oggi largo impiego nei processi di purifica zione dell’acqua, specie in itticol tura, riducendo l’impiego di farmaci e altri composti chimici.

www.newpharm.it

S DISIN f ETTANTI SPECIALE IGIENE ALIMENTARE 02/2021 | DIMENSIONE PuLITO XXXI
FAKE NEWS e scelte alimentari

Oggi si può accedere a banche di dati scientifici importanti e accedere a una mole di informazioni che una volta sarebbe stato impossibile raggiungere
Silvia Monguzzi Esperta in Scienze e Tecnologie alimentari

Comunicare attraverso il web con costi molto bassi raggiungendo in tempi rapidissimi un pubblico molto ampio è estremamente positivo. Il problema è che chi cerca informazioni da un lato dovrebbe avere gli strumenti per poterle selezionare e, dall’altro, chi immette informazioni dovrebbe obbedire a criteri che sono prima di tutto di tipo etico limitando la propria comunicazione a una com petenza effettiva e alla buona fede. Giorgio Antonio Donegani, tecno logo alimentare ed esperto in edu cazione alimentare, inquadra il tema delle fake news.
“Purtroppo oggi c’è stata un’evo luzione nel modo di comunicare su internet - continua Donegani - ci si è spostati da un marketing di pro dotto a un marketing più orientato sul consumatore. Il web si è tra sformato diventando un enorme database ricco di informazioni, che riguardano ciascuno di noi, anche negli aspetti più intimi come i com portamenti d’acquisto o le relazioni con gli altri. È capitato quello che Nicholas Negroponte aveva già ipotizzato anni fa: si è realizzato un
ambito dove costruire “sacche di convergenza digitale”, in cui creare ambienti virtuali nei quali le persone si riconoscono all’interno di un peri
metro valoriale condiviso. Queste si chiamano proprio “caverne” e non è un caso perché sono ambiti molto chiusi. I padroni del web sono quelli
S I NTERVISTA A u N TECNOLO g O ALIMENTARE XXXII DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
che hanno la capacità di leggere questa mole di dati, di costruire gli ambiti in cui aggregano le informa zioni e poi riuscire a condizionare i consumatori. Perché lo fanno? Tipi camente per motivi di mercato».
Perché le fake news hanno così grande impatto? Le fake news in genere rispondono a un bisogno del pubblico. Ci sono due fenomeni che fanno sì che le fake news abbiano questa diffu sione virale e letale al tempo stesso: il primo si chiama bias di conferma, cioè: quando si viene raggiunti da una fake news si è talmente affa scinati, talmente stupiti, talmente tirati dentro, che quando io vado a cercare sul web, vado a cercare quello che voglio sentirmi dire. Poi c’è il fenomeno chiamato polarizzazione di gruppo: io aderisco a un pensiero anche se mi sembra una stupidaggine e che va contro addirittura alla mia percezione, pur di far parte del gruppo; e siccome mi sento stupido per aver aderito a questo, difendo con enorme forza questa mia scelta. È per quello che smontare una fake news parlando in termini scientifici di dialogo, non serve, significherebbe mettersi in discussione. Io credo che per con trastare le fake news l’unico metodo sia creare un terreno comune su argomenti diversi che serva a recu perare il dialogo e quindi apra un pochino lo spiraglio anche a mettere in discussione le differenze.
Una fake news può danneggiare un marchio o un prodotto alimentare? Sì, possono essere incredibilmente dannose in questo senso e io credo che tutto il sistema agroalimentare italiano avrebbe dovuto per tempo interessarsi maggiormente della comunicazione digitale e utilizzarla anche a scopo preventivo, perché è un elemento di fragilità enorme. Prendiamo l’esempio dell’olio di palma: un giornale ha inventato la notizia dello scandalo, è stata pro
mossa una petizione che è stata addirittura appoggiata da un par tito politico. Una volta creata una comunità in continua crescita, con una comunicazione molto aggres siva si è cercato di convincere le aziende a eliminarlo dai prodotti. L’olio di palma è forse l’esempio più eclatante di come il mercato possa essere devastato da queste fake news. Dal punto di vista nutrizio nale e tecnologico l’olio di palma ha un solo problema: quello di essere migliore degli altri oli e anche il più sostenibile, ma che per questa sua caratteristica di economicità e sostenibilità in effetti rischiava di mettere in ginocchio tutti gli altri mercati. Ségolène Royal, in un con testo pubblico ha invitato i francesi a boicottare la Nutella perché con tiene l’olio di palma, cosa mai vista per un personaggio politico di quel livello. Poi vedendo gli investimenti che ha fatto su altri tipi di semi la Francia, le cose appaiono chiare. Ma ciò che colpisce è che è stato un fenomeno tutto italiano quello dell’olio di palma, giocato a proprio favore anche da un partito politico. La farina che viene definita “il peg gior veleno che sia stato inven tato dall’uomo”, in un paese dove mangiando più di 23 Kg di pasta all’anno a persona, una trentina di Kg di pane, 7/8 Kg di pizza, crakers, biscotti e grissini…, siamo il secondo popolo più longevo al mondo… Ecco, sostenere che ci nutriamo del peggior veleno e siamo i secondi più longevi è un controsenso che non richiede neanche tanto studio per essere compreso. Però nel momento in cui è andata una persona in tele visione a dire questa cosa, il mer cato delle farine in Italia è sceso drammaticamente. Italmopa, Asso ciazione Industriali Mugnai d’Italia, si è trovata a fronteggiare una crisi del tutto imprevista.
Ecco diciamo che i danni che può fare una fake news sono drammatici. Anche per le carni rosse, quando lo IARC ha detto: “La carne rossa è stata inserita nel secondo gruppo,
GIORGIO DONEGANI dal 2018 è Consigliere dell’Ordine dei Tecnologi Alimentari di Lombardia e Liguria. Dal 2011 già presidente, ora consigliere di Food Education Italy –Fondazione Italiana per l’Educazione Alimentare, è consulente per l’educa zione alimentare di enti pubblici e aziende del settore. Svolge l’attività di tecnologo alimentare in diverse direzioni: la docenza, l’educazione alimentare, la consulenza alle aziende del settore, la divulgazione scientifica. La passione per la scrittura e la divulgazione nasce nel periodo dell’università quando contribuisce a fondare un giornale che si chiamava ”I quaderni di controinformazione alimentare” che per molti anni fu una testata diffusa in 18mila copie che racco glieva anche l’interesse di molti tecnici del settore, c’erano anche contributi importanti perché, essendo nata nell’ambito dell’uni versità, aveva avuto anche l’appoggio dei docenti. Questa esperienza ha contribuito molto a farlo ad orientare la sua carriera “anomala” di tecnologo ali mentare: non sono andato a lavorare in aziende e ho preferito dedicarmi allo studio e alla divulgazione dell’educazione alimentare.

02/2021 | DIMENSIONE PuLITO XXXIII
TECNOLO
IGIENE ALIMENTARE
probabilmente cancerogena, e aumenta il rischio di un particolare tumore, quello al colon”, quello che è nato a livello di interpretazione sbagliata di queste cose è pazze sco. Titoli come ”la carne uguale alle sigarette” non stanno né in cielo né in terra e che partono da una let tura sbagliata, ma strumentale evi dentemente, di quelle che sono le acquisizioni scientifiche. E dall’altra parte, il crollo della carne rossa con -40% del mercato nel giro di poche settimane è stato un evento dram matico.
Questi sono i danni che possono fare le fake news e, a volte, diventa complice anche la grande distribu zione e le grandi industrie che le assecondano, quando una grande catena distributiva sposa una di queste fake news, addirittura invo cando il “principio di precauzione”. In realtà, nell’esempio dell’olio di palma sono stati penalizzati mol tissimi piccoli produttori, magari anche molto virtuosi, che utilizza vano quest’olio da anni per le sue prerogative e si sono ritrovati a dover riformulare i prodotti senza però avere la possibilità di farlo come può fare una grande industria.
Chi potrebbe contrastare il fenomeno?
La grande latitante, secondo me, è l’Università: non premia in alcun modo la divulgazione e premia invece la ricerca e le pubblicazioni. Infatti, le pubblicazioni delle ricer che universitarie sono destinate a giornali specialistici scientifici (ed è giusto che ci siano), ma poi biso gnerebbe dare ugual valore anche alla loro diffusione al pubblico. Altri menti si lascia spazio alle fake news e a chi si inventa le cose più strane e oggi ha la possibilità di diffonderle. Credo che sia un dovere dell’indu stria alimentare per la sua funzione sociale, che è quella di rendere più accessibile il cibo e di migliorarlo continuamente, finanziare degli studi di ricerca e diffonderli nell’ambito
DISTINGUERE LE FONTI
In fondo, le fake news nel settore alimentare sono abbastanza facili da classificare: ci sono quelle che riguardano i “cibi salvifici” (la curcuma, lo zenzero,..), ci sono quelle che riguardano i così detti “veleni” e ci sono quelle che riguardano le “ricette” del tipo “sì la farina ma solo se macinata a pietra”, “la farina ma solo se integrale”. Sempre più alla portata di tutti ci sono i siti delle Istitu zioni nazionali: il sito dell’Istituto Superiore della Sanità ha aperto anche una sezione “anti bufale”, così come il sito del Ministero della Salute e il sito della Società Italiana di Nutrizione Umana. Riguardo alle testate giornalistiche è possibile selezionarle valu tando le fonti che vi sono citate, se a supporto di una tesi ve ne sono molte e tutte accreditate, allora va bene. Anche seguire l’istinto funziona: quando ci si dice “secondo me quella è una stupidata”, ecco, al 99% quella è la cosa giusta. Chiedersi se veramente si ha bisogno di quella informazione è la cosa migliore. Esiste infatti una nostra saggezza nutrizionale che purtroppo è stata messa in disparte, ma dobbiamo pensare semplicemente che forse vale di più quella saggezza che si è maturata in millenni di continua prova dei fatti rispetto a quello che viene inventato da un giorno all’altro senza alcun riscontro d’esperienza. Ascoltarci è la cosa più importante anche se a volte richiede un po’ di fatica. E poi, chiediamoci anche: “chi ci guadagna?”

degli esperti. Purtroppo, mi spiace dirlo, oggi questa comunità scienti fica non si apre a una divulgazione efficace diffondendo quello che è un sapere consolidato. A volte gli studi portano a dei risultati che non sono quelli attesi dall’azienda e molti
studi arrivano anche ad essere con trari all’interesse del committente.
In genere però se lo studio dà un esito positivo se ne fa tesoro mentre quando dà un esito negativo penso sia anche giusto diffonderlo, ma su questo siamo ancora lontani.
S I NTERVISTA A u N
g O ALIMENTARE XXXIV DIMENSIONE PuLITO | 02/2021 SPECIALE


22a mostra internazionale al servizio della sanità e dell’assistenza 22|23|24|25 giugno 2021 www.exposanita.it In collaborazione con Progetto e direzione BOLOGNA Capitale della Salute e sicomunica.com ® in contemporanea con 24a edizione dell’evento leader europeo per il mondo della farmacia nell’ambito Health Care, Beauty Care, Servizi della farmacia e Formazione Richiedi il tuo biglietto omaggio 3Inquadra il QR code con il tuo smartphone oppure vai sul sito 6 www.exposanita.it/codice-omaggio
Primo PIANO
Alcuni dei prodotti di riferimento del panorama industriale
LUMITESTER SMART, L’INNOVATIVO BIOLUMINOMETRO
Lumitester Smart di Kairosafe è un bioluminometro che permette di verificare istantaneamente il livello di igiene ambientale, rilevando l’ATP e i suoi derivati, ritenuti indicatori di sostanza organica e microrganismi. Lo strumento rileva il segnale luminoso emesso dalla reazione tra il campione e il reagente presente sul tampone (luciferasi). La luce prodotta è misurata e convertita in un valore numerico (RLU) visualizzato sul display. Il test offre una sensibilità più elevata grazie alla tecnologia brevettata A3: il tampone LuciPac, sia nella versione dedicata alle superfici (LuciPac A3 Surface) che in quella per le acque (LuciPac A3 Water) ha il vantaggio di rilevare l’ATP e i suoi prodotti, distinguendosi dai test che rilevano solamente l’ATP e che possono dare falsi negativi. Lo strumento può essere utilizzato facilmente da personale non strutturato: si raccoglie il campione con il tampone LuciPac e lo si inserisce nel Lumitester, da cui si ottiene il risultato in 10 secondi. Lumitester Smart consente di trasferire i dati direttamente su smartphone, tablet o pc tramite la funzione Bluetooth.

www.kairosafe.it
CLOROATTIVI PER L’INDUSTRIA ALIMENTARE
Nell’industria alimentare è richiesta un’efficace azione meccanica, abbinata all’azione chimica per la rimozione di depositi grassi e di residui organici. Icefor propone due prodotti cloroattivi – alcalini, che rispondono alle esigenze di pulizia e igienizzazione delle superfici: Mark AL C è un detergente igienizzante non schiumogeno, che deterge, sbianca e deodora ed è utilizzabile anche con idropulitrice e macchina lavasciuga e Mark AL SC che, grazie alla presenza di tensioattivi anfoteri, garantisce una rapida emulsione dei residui di grassi e unto, anche essicati. Agisce in 10 minuti ed è compatibile con le lance a schiuma a bassa e ad alta pressione. www.icefor.com
ITIDET... NUOVO LOGO, NUOVI PRODOTTI
Itidet propone il nuovo disinfettante Isosan, un detergente concentrato con PMC che risponde perfettamente alle esigenze del momento: si tratta di un prodotto a base di sale quaternari di ammonio con un elevato spettro di attività, in grado di disinfettare ovunque sia necessario. Possiede inoltre un’eccellente proprietà tensioattiva. È ideale nelle cucine professionali per disinfettare piatti, stoviglie, utensili. Da usare come disinfettante nella fase di risciacquo nelle lavanderie. Adatto anche nelle piscine utilizzando 4 litri di Isosan ogni 200,000 litri di acqua. Un’altra novità è il disinfettante biocida pronto all’uso Active Oxy 3, per la sanificazione di tutte le superfici lavabili. L’azione disinfettante dell’acqua ossigenata garantisce un’azione igienizzante profonda e sbiancante. Disponibile nei formati 1-5-10-20 lt.


www.itidet.it

S VETRINA XXXVI DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE Loredana Vitulano
BOBINE IN PURA CELLULOSA
Paperdì si rinnova con un’offerta di tre bobine in carta blu in pura cellulosa completamente rivoluzionaria per la propria gamma prodotti. Le tre referenze, forti dell’acquisizione della certificazione FSC e dell’idoneità al contatto alimentare, soddisfano a pieno le esigenze del mercato in termini di rintracciabilità alimentare. La qualità attestata della materia prima e il miglioramento tecnico garantiscono un’efficiente ed efficace risposta anche alle richieste provenienti dall’industria meccanica, offrendo un prodotto con elevate caratteristiche di resistenza sia a secco che ad umido, grazie alle quali si riduce al minimo la presenza dei residui.

www.paperdi.it
KEM-ALCOOL DUO DISINFETTANTE A BASE ALCOLICA PER LA PULIZIA E L’IGIENE DELLE SUPERFICI
Kemika presenta Kem-Alcool Duo (PMC n°20726), un disinfettante a base alcolica per la pulizia e l’igiene delle superfici. Risponde alle vigenti raccomandazioni ministeriali per la pulizia delle superfici in situazioni epidemiologiche. È particolarmente indicato per la pulizia degli arredi in ospedali, cliniche, case di riposo e delle attrezzature. Grazie alla sua caratteristica di evaporare completamente senza lasciare residui è particolarmente indicato nell’industria alimentare e nella ristorazione. Prodotto raccomandato nei piani HACCP.

www.kemikagroup.com


SOLUZIONI A SUPPORTO DELLE AZIENDE
Synclean azienda moderna e dinamica ma con una esperienza di alto livello e un know-how specifico nel mondo delle macchine per la pulizia industriale, dispone di un’ampia scelta di motori di aspirazione (l’azienda è distributrice ufficiale Ametek), dischi abrasivi; batterie e caricabatterie; gomme tergipavimento, spazzole, accessori e consumabili che soddisfa ogni richiesta.
www.syncleanservice.com

02/2021 | DIMENSIONE PuLITO XXXVII
ALIMENTARE
PULIZIA PROFONDA E NATURALE
Polti Vaporetto MV 60.20 è un Dispositivo di Disinfezione a Vapore (DDV) conforme alla norma AFNOR NF T72-110*ambito medicale e ha dimostrato effetto battericida, sporicida, fungicida, levuricida e mufficida. Ideale per una pulizia profonda, immediata e naturale di ampie superfici, garantisce eccellenti risultati di disinfezione* contro i microrganismi sia in ambito domestico, medicale che professionale. La funzione aspirazione e lavaggio caldo/freddo con detergente, la struttura in acciaio inox e l’autonomia di lavoro illimitata per lunghe sessioni senza interruzioni, ne fanno lo strumento perfetto per la pulizia e la disinfezione di cucine ed ospedali.

I numerosi accessori compatibili lo rendono inoltre estremamente versatile e componibile a seconda delle specifiche esigenze. Progettato e realizzato in Italia.
*I prodotti della gamma Polti Vaporetto MV utilizzati con la spazzola Vaporflexi sono testati in conformità alla norma AFNOR NF T72110 – ambito medicale e hanno dimostrato effetto battericida, sporicida, fungicida, levuricida e mufficida
www.polti.it
MAGICA SANIESSENZA, PROFUMA E IGIENIZZA
Magica SaniEssenza Igienizzante di Rubino Chem è un prodotto igienizzante e deodorante con poteri battericidi e batteriostatici grazie al contenuto di Sali di ammonio quaternario. Si utilizza in ambienti pubblici (palestre, hotel, ospedali, scuole, mezzi di trasporto), abitazioni e uffici per igienizzare, detergere, profumare e spolverare. Magica SaniEssenza Igienizzante lascia negli ambienti un piacevole e duraturo profumo grazie ai suoi oli essenziali e alle materie prime pregiate. È disponibile in tre esclusive fragranze dalle note balsamiche e speziate che si fondono in perfetta armonia.
www.rubinochem.it
ATOMIZZATORI A BATTERIA PER LA DISINFEZIONE E LA DISINFESTAZIONE
I nuovi atomizzatori a batteria di Spray Team sono pensati per salvaguardare l’ambiente (zero emissioni inquinanti) e il benessere dell’operatore (silenziosità), garantendo alte prestazioni in termini di durabilità e autonomia, per tutti gli interventi di pest control indoor e outdoor.
Cingoletta a batteria è ispirato alla cingoletta classica combina l’accessibilità a qualsiasi terreno col basso impatto ambientale.
Dolly Ulv a batteria, perfetta per qualsiasi tipologia di intervento indoor grazie alle dimensioni ridotte e all’erogazione ad ultra basso volume. Elite a batteria, il modello di punta della gamma di atomizzatori per pick-up, personalizzabile con diversi accessori per incontrare le esigenze dei clienti.

www.sprayteam.it

S VETRINA XXXVIII DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE
NUOVE COMPETENZE PER IL CLEANING DEL FUTURO

Secondo EFCI (European Cleaning and Facility Services Industry) le attuali trasformazioni economiche e ambientali, unite ai nuovi protocolli e requisiti di igiene per combattere la pandemia, sono tra i principali elementi a rendere necessaria un’evoluzione delle competenze nell’ambito dell’industria del Cleaning. Per fare in modo che il settore sia ben attrezzato per affrontare le sfide future, i lavoratori e le aziende appartenenti ad esso devono necessariamente migliorare e riqualificare le proprie competenze. Molte organizzazioni europee e internazionali, come ILO, OECD, Eurofound, sono convinte che sia fondamentale incoraggiare la digitalizzazione, cancellare il gap digitale attualmente presente e modellare le capacità dei lavoratori sulle esigenze future. EFCI è al lavoro per supportare le aziende del cleaning, in modo che esse possano avere accesso agli strumenti necessari ai lavoratori del settore per acquisire nuove capacità e raggiungere il loro pieno potenziale.

ITALIA AL TOP NEL RICICLO
Dalla Giornata Mondiale del Riciclo emergono dati molto positivi per quanto riguarda il nostro Paese; secondo i dati Eurostat recuperiamo circa il 79% degli scarti prodotti, il doppio rispetto alla media europea, seguiti da Francia (56%), Regno Unito (50%) e Germania (43%). Nel 2020, nonostante i disagi causati dalla pandemia, che tra le altre cose ha provocato una diminuzione degli imballaggi finiti al riciclo a causa del crollo dei consumi, sono state riciclate 9 milioni di tonnellate di imballaggi (1% di rifiuti in più rispetto al 2019) e secondo le stime, per il 2022 si potrebbe arrivare a 9 milioni e mezzo. Anche durante i mesi dell’esplosione dell’emergenza i ritiri dei rifiuti di imballaggio da raccolta urbana non si sono mai interrotti, consentendo, nonostante il calo dei conferimenti da hotel, bar e ristoranti, di superare il 70% relativo al 2019 per quanto riguarda la quota di materiale riciclato.
RIDURRE LO SPRECO ALIMENTARE NELLE MENSE
Modificare la forma dei piatti, in modo che contengano meno cibo; questa è la proposta dei Dipartimenti di Economia agricola e del consumo e di Scienze alimentari e nutrizione umana, che cercano di trovare una soluzione allo spreco di cibo negli Stati Uniti. Circa il 31% del cibo acquistato dagli americani in supermercati e negozi e consumato in ristoranti e mense viene infatti gettato via, e una delle cause principali di questo spreco è stata individuata nell’eccessiva quantità di cibo somministrata, che non viene quindi consumata ma finisce direttamente tra i rifiuti. Utilizzare per il servizio di refezione piatti ovali anziché tondi, con una minore superficie disponibile per il cibo, può essere un espediente valido per limitare gli sprechi.

S NE w S DAL MONDO 02/2021 | DIMENSIONE PuLITO XXXIX SPECIALE IGIENE ALIMENTARE
I.P.M. nell’azienda alimentare, la nuova
IFS versione 7
I requisiti di sicurezza alimentare inerenti alla qualità dei processi produttivi e dei prodotti delle aziende alimentari ha da sempre promosso lo sviluppo di standard volontari.
Research and Development manager Colkim S.r.l.
dei servizi di disinfe stazione: dalla pompa a spalla alla direzione e responsabilità tecnica di aziende operanti a livello nazionale, è approdato alla responsabilità della R&D di una azienda sto rica del nostro settore. Il cambio di prospettiva non è di poco conto, ma sicuramente saprà mettere a frutto le sue esperienze pregresse traducendole in risorse tecniche adeguate ai nuovi orizzonti della nostra professione di giardinieri dell’Ambiente. Graziano Dassi
Trale più importanti certifica zioni del settore alimentare è certamente la IFS Food che si applica quando possono essere identificati dei pericoli di contaminazione del prodotto durante il confezionamento primario. Come per altre certificazioni volontarie anche la IFS ha eseguito un “restyling” della pre cedente versione (IFS Food ver. 6.1) e ha proposto nel suo sito la nuova ver sione, la IFS Food V7. Tra le principali novità della certificazione (così come identificato nel sito IFS) si può identi ficare:
■ Approccio basato sul rischio che identifica i rischi e i pericoli specifici per l’azienda;
■ Approccio non prescrittivo con soluzioni personalizzate per soddi sfare i requisiti standard;
■ Standard accettato dai retailer e dai proprietari di marchi di tutto il mondo;
■ Requisiti sviluppati da esperti dell’industria alimentare, enti di cer tificazione e retailer;

■ Copertura legislativa, di sicurezza e di qualità degli alimenti oltre che le specifiche del cliente;
■ Valutazione da parte di auditor spe cificatamente formati con compro
vata conoscenza e competenza nel settore industriale;
■ Opzioni per Assessment non annunciato;
■ Certificazione di prodotto e di pro cesso basato sulla ISO/IEC 17065:2012
Per tutte le aziende già certificate IFS e per quelle che vorranno certificarsi in futuro a breve quindi partirà il nuovo processo di certificazione con le verifi che IFS Food V7 (01 marzo 2021) e diver ranno obbligatorie per tutte le aziende certificate a partire dal 01 luglio 2021. Certamente una grande novità, ma cosa vuol dire questo per un Pest Operator Control? E che cosa deve introdurre per garantire che vengano rispettati i requisiti richiesti dalla certificazione? Per andare ad evidenziare cosa viene richiesto è importante quindi compa rare cosa richiedeva la precedente ver. 6,1 con la nuova ver. 7.
Il monitoraggio e il controllo degli infestanti rientrano nel Titolo 4.13 e le novità sono molteplici.
■ Titolo 4.13.1: qui subito emerge una grossa novità, anche perché nella versione 6.1 questo Titolo non era presente e che identifica come “La struttura del sito e le operazioni
S P EST MANA g EMENT XL DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE

NUOVOStorm® Ultra Secure Controllo assoluto Ef cace contro ratti e topi. Formulazione completamente nuova, estremamente appetibile e senza cera, a base della sostanza attiva ocoumafen 25 ppm. Letale con una singola ingestione. Per ulteriori informazioni: www.pestcontrol.basf.it Storm® Ultra Secure contiene ocoumafen. Storm® Ultra Secure è un marchio registrato di BASF. Utilizzare i biocidi in sicurezza. Prima di usare il prodotto, leggere sempre l’etichetta e le relative informazioni.
SPECIALE IGIENE ALIMENTARE
devono essere progettate rea lizzate in modo da prevenire le infestazioni” segno che evidenzia subito come necessaria da parte del PCO una attenta analisi del rischio con una identificazione delle diverse aree sensibili.
■ Titolo 4.13.2: in questo titolo si evidenzia come devono essere disposte le misure di controllo degli infestanti e tra le novità è certamente da considerare: “la tipologia di materie prime/pro dotti finiti” fondamentale per il PCO per identificare gli even tuali infestanti che potrebbero contaminare i prodotti; “gli ele menti costruttivi sensibili all’atti vità degli infestanti quali soffitte, cantine, tubazioni, angoli” che identificano per il PCO come sia necessario valutare quelle aree che possono garantire non solo il possibile passaggio degli infe stanti ma anche le aree dove per capacità portante determinati infestanti potrebbero nidificare. Viene inoltre identificato spe cificatamente alla fine come “le misure di controllo degli infestanti devono essere basate sull’analisi dei pericoli e sulla valutazione dei rischi associati” segno che, come detto in precedenza, il PCO dovrà eseguire una analisi dettaglia del sito e di tutti i possibili infestanti, non limitandosi quindi ai classici infestanti quali topi e blatte.
■ Titolo 4.13.3: Questo titolo svi luppa ampiamente il concetto di fornitura da parte di un’azienda terza dei servizi di Pest Control e rispetto alla versione prece dente evidenzia come “…tutti i requisiti di cui sopra devono essere chiaramente definiti nel contratto di servizio. Una per sona dell’azienda deve essere nominata e formata al fine di monitorare le misure di controllo degli infestanti. Anche se il ser vizio di controllo degli infestanti è esternalizzato, le responsabilità delle azioni necessarie (com

presa la supervisione continua delle attività di controllo degli infestanti) rimangono all’interno dell’azienda”. Questo titolo dà quindi una responsabilità diretta all’azienda (e quindi a un suo dipendente formato) anche se i procedimenti di controllo ven gono esternalizzati ai PCO. Sarà quindi cura del PCO sviluppare dei piani di monitoraggio e con trollo condivisi con il respon sabile dell’azienda e di quelli informarlo in maniera costante.
cate nel dettaglio tutte le Azioni Correttive necessarie alla risolu zione dell’infestazione
■ Titolo 4.13.5: in questo titolo viene messo l’accento su quelli che sono i dispositivi da utiliz zare come Control Point e nella nuova versione viene specificato come “devono essere progettati allo scopo” e “utilizzati in modo da evitare qualsiasi rischio di con taminazione” ovvero è necessario che il PCO vada ad utilizzare delle attrezzature che garantiscano
■ Titolo 4.13.4: Rispetto alla ver sione precedente dove era impli cito, con la nuova versione viene specificato che “Ogni infesta zione deve essere documentata e devono essere adottate misure di controllo”. Questo significa come il PCO dovrà avere una perfetta conoscenza delle etichette dei prodotti oltre a provvedere a predisporre a delle adeguate “schede” dove saranno identifi
sicurezza e che siano specifica tamente studiati per l’infestante targhet da monitorare. Tale titolo, legato ai precedenti dovrebbe portare con il tempo ad un uti lizzo più razionale delle trappole e dispositivi di controllo insetti, andando ad evitare postazioni multiple (tipo topi-insetti) dove il loro posizionamento non sempre garantiva un adeguato controllo in riferimento alle aree di rischio.
S P EST MANA g EMENT XLII DIMENSIONE PuLITO | 02/2021

SPECIALE IGIENE ALIMENTARE

■ Titolo 4.13.6: In questo titolo viene messa sotto la lente d’in grandimento la fornitura delle merci in entrata. Rispetto alla precedente versione IFS che par lava di controlli al fine di garantire l’assenza di insetti nocivi nelle merci in arrivo, nella versione IFS Food V7 il concetto viene esteso togliendo la parola insetti e inserendo la parola ispezionati arrivando a identificare come “le forniture in ingresso devono essere ispezionate all’arrivo per verificare l’assenza di infestanti” e come “eventuali riscontri posi tivi devono essere registrati”
■ Titolo 4.13.7: Ultimo titolo del capitolo dedicato al monitorag gio e controllo degli infestanti, anche in questo viene messo l’accento su come tutti i moni toraggi eseguiti debbano essere sempre disponibili oltre al fatto di avere sempre delle analisi di tendenza del monitoraggio per garantire delle appropriate azioni correttive e tempiste. Nello specifico identifica come “l’efficacia delle misure di con trollo degli infestanti deve essere monitorata, compresa l’analisi delle tendenze, al fine di consen
tire azioni appropriate e tempe stive. Le registrazioni di questo monitoraggio devono essere disponibili”. Questo per un PCO è un punto molto importante, in quanto se in passato un’ana lisi delle tendenze veniva fatta solitamente una volta all’anno, sembra da quanto richiesta da questa nuova versione della IFS Food come la valutazione delle tendenze debba essere continua e costante con lo scopo di preve nire eventuali infestazioni.
Tra altri aspetti è utile valutare come per quanto concerne le ispezioni (o audit interni) da eseguire sul sito le stesse devono essere pianificate in
base ad una Valutazione dei rischi, fermo restando che al Titolo 5.2.1 si viene a identificare come le ispe zioni del sito e dello stabilimento devono essere eseguite e pianificate per aree/argomenti tra i quali sono previsti i pericoli da corpi estranei. Risulta importante, inoltre, per i PCO anche quanto definito al Titolo 4.4.2 dove l’Azienda deve mettere in vigore una procedura per approvare e monitorare i fornitori, segno che i PCo dovranno avere una sempre maggiore conoscenza della materia dell’IPM.
Per i PCO la nuova IFS ver. 7 è quindi un nuovo tassello per una sempre migliore specializzazione nel settore alzando ancora il livello di qualità.

S P EST MANA g EMENT XLIV DIMENSIONE PuLITO | 02/2021
Per un CONTROLLO efficace e SOSTENIBILE dei RODITORI
L’industriaalimentare è un set tore strategico per il nostro Paese, ma per tutelare la salute dei consumatori richiede un’atten zione sul tema della sicurezza e dell’i giene, e in particolare, sul reale rischio rappresentato dagli infestanti, tra cui i roditori.
In quest’ottica BASF sviluppa principi attivi, formulazioni e nuove tecniche per il controllo degli insetti infestanti e dei roditori .

Storm® Ultra Secure è una innova tiva formulazione rodenticida senza cera, molto efficace con una sola ingestione, a base di Flocumafen, contiene 25 ppm di sostanza attiva, quindi con un profilo tossicologico più favorevole per la sicurezza umana rispetto ai rodenticidi anticoagulanti contenenti quantità di sostanza attiva ≥ 30 ppm. La innovativa formulazione è caratterizzata da una elevata appe tibilità che permette alla sostanza di agire letalmente in tempi molto rapidi. Ciò è reso possibile sia dall’assenza di cera sia da un’innovativo agente caoesivo che non altera le proprietà appetenti del formulato. Storm® Ultra Secure viene quindi apprezzato da ratti e topi diventando la principale e

letale fonte di alimentazione. Grazie al rendimento superiore della sostanza attiva efficace a bassissime concen trazioni e l’elevata appetibilità i ratti e i topi vengono controllati velocemente. Storm® Ultra Secure risulta essere sta bile anche in condizioni di temperature estreme. che spesso si registrano in ambienti rurali e industriali. Testato in condizioni estreme di caldo e freddo, il prodotto rimane stabile, duraturo ed efficace. Storm Ultra secure e’ il roden ticida ideale per le protezioni perime trali di aree infestate quali allevamenti, edifici, industrie cucine, all’interno delle quali i roditori possono trovare cibo in abbonanza.
www.pestcontrol.basf.it

TECNICHE DI
APPLICAZIONE
STORM® Ultra Secure è un’esca rodenticida pronta all’uso da impiegare esclusivamente in adeguati contenitori per esche a prova di manomissione.
Frequenza delle visite: i conte nitori con le esche dovrebbero essere controllati 2 giorni dall’i nizio del trattamento per veri ficare il livello di infestazione dopo diche essere controllati ogni 7 giorni, al fine di con trollare se l‘esca è accettata, i contenitori sono integri e per rimuovere i corpi dei roditori. Riempire nuovamente il conte nitore quando necessario.
TOPI DOMESTICI Utilizzare 1525 g d’esca per contenitore. Se fossero necessari più conteni tori per esche, posizionarli ad una distanza minima di 1 - 2 metri l’uno dall‘altro.
RATTI Utilizzare 50 - 75 g d’esca per contenitori. Se fossero necessari più conteni tori per esche, posizionarli ad una distanza minima di 5 - 10 metri l’uno dall‘altro. Avere anche l’avvertenza di ripulire gli ambiente infestati dalla pre senza di alimenti e feci.
S DISIN f ESTA z IONE XXXIV DIMENSIONE PuLITO | 02/2021 SPECIALE IGIENE ALIMENTARE
Argomenti trattati






Dossier di approfondimento tematico su una tecnologia o un tema di interesse per il settore Tavola rotonda Analisi normative Tutorial di aggiornamento professionale Case history selezionate dal comitato Ricerche nazionali e internazionali Analisi dei casi di studio Profilo dei lettori Progettisti d’impianti, società di engineering, contractor, manager, esco, enti, associazioni di categoria, decisori Piano editoriale NumeroArgomento Focus Impiantistica ospedaliera VRF-VRV Data Center Sistemi Qualità dell’ambiente IAQ IEQ Ventilazione filtrazione BEMS Accumulo Recupero calore Edifici scolasticiPompe Quine Business Publisher I LSWR Group Via G.Spadolini 7 - 20141 Milano nazione - Domotica, dei - Nuove -Recupero sparmio -Sistemi -Accumuli Distribuito Klimahouse MCE SAIE Ecomondo Oltre Attualità, notizie, mercato, news e trends in tempo reale IL PIÙ COMPLETO PORTALE DEL CLEANING PROFESSIONALE QUINE BUSINESS PUBLISHER I LSWR GROUP Via G. Spadolini 7 - 20141 Milano Tel +39 02.88188400 eMail: dircom@quine.it www.dimensionepulito.it Newsletters L’aggiornamento completo e puntuale sulle novità del settore. Una vetrina virtuale per la massima visibilità delle soluzioni di mercato
