


The John Deere 1050 P‑Tier Dozer delivers 354 hp (264 kW) at 1,700 rpm, offering massive pushing power through its wide 426.72 cm semi‑u blade and class‑leading track‑on‑ground footprint
Built to move more with every pass.

*Terms and conditions apply. (Available at https://www.deere.africa/en/) https://www.deere.africa/en/construction/ I cfjohndeereame@johndeere.com

For several reasons, I have always been a very big proponent of industry conferences such as the recent joint Institute of Quarrying Southern Africa (IQSA) and ASPASA October Symposium. For me, such industry gatherings not only offer valuable opportunities for networking and professional development, but more importantly for staying current with the latest trends and innovations.

This year’s event, the first Symposium since 2017, was packed with topical presentations, from legal updates to new technologies changing the face of quarrying and surface mining at large. However, something I found intriguing was not necessarily the formal presentations, but rather a conversation I had with a certain quarry manager on the sidelines of the conference.
With a growing focus on both efficiency and sustainability, my industry friend, who runs a large quarry, questioned the legacy of static plants in quarrying, which he believes is one of both economic gain and long-term environmental impact. However, due to the old nature of most existing static plants, perceived economic gains are being eroded by the inefficiency of some of the existing major components.
in long-term, large-scale operations where they offer efficiency and consistent high-volume output. However, in an environment where most quarry operations hardly go beyond the 350 tonnes per hour (tph) production mark, a move away from large, old static plants to smaller, modular type plants makes perfect sense.
For operations in the 100 to 350 tph capacity range, these plants provide a cost-effective and flexible solution. Once the throughput gets bigger than that, the equipment becomes too heavy, and the solution loses the sense of modularity and resembles a fixed plant.
Based on this school of thought, several comminution equipment suppliers have seen a growing demand for modular plants in the quarrying environment, not only in South Africa, but the SADC region at large. In a recent chat with a major supplier, he noted that the company had supplied several greenfield modular plants in southern Africa in the past two years, with the majority of sales coming from greenfield quarry and aggregate crushing projects.
One of the major benefits is that these plants often come with modern crushers that feature more advanced technology, better energy efficiency and are designed for easier maintenance and optimal performance.
MUNESU SHOKO
Publishing Editor
Email: munesu@quarryingafrica.com
Munesu Shoko
Quarrying Africa
Indeed, some of the crushers, for example, have been in operation for over 50 years. Most of these are inefficient due to worn components and outdated technology, all of which lead to reduced capacity, increased energy consumption and more downtime. As you will see in this edition of Quarrying Africa, this is exactly the reason why Danoher invested in a new plant at its flagship Kgale Quarry in Gaborone, Botswana.
Following the acquisition of the operation from PPC in 2021, Danoher took a decision to invest in a completely new plant. Why? The plant was generally old and needed replacement. For example, the crushers were old-school technology, which affected efficiencies and safety. The conveyors were also old and worn out.
While there is merit in starting to look at new options, it is important to note that large static plants still have a future in quarrying, especially
Modular plants also generally have a lower capital cost compared with their bespoke, static counterparts. From an operational cost point of view, these solutions also work out cheaper than their tracked counterparts because they do not rely on diesel power.
The modular solution is also a cost-effective option in terms of maintenance. With bespoke plants, getting replacement parts takes a bit longer, whereas in a standardised solution, parts are off-the-shelf in most instances.
The move away from static plants is also giving rise to the growing uptake of wheeled plants. In addition to mobility and ease of deployment, the wheeled plant concept offers the flexibility of a mobile plant and the productivity of a static plant. From an economic point of view, customers can enjoy the mobility of the plant without the complexity associated with additional maintenance obligations of components such as diesel engines and tracks related to mobile tracked units.







DRIVING GRADING EFFICIENCY
PUMPING AT NEW DEPTHS
RAPID UPTAKE OF INDUSTRIAL MEASURING DEVICES
RELISHING CONSTRUCTION GREEN SHOOTS
A CRITICAL STEP TO CONVEYOR SAFETY AND EFFICIENCY
SUSTAINABILITY IN FOCUS
DRIVING THE TRANSITION TO ZERO-EMISSION TRUCKING

Publishing Editor: Munesu Shoko
Sub Editor: Glynnis Koch
Admin: Linda T. Chisi
Design: Kudzo Mzire Maputire
Web Manager: Thina Bhebhe
Quarrying Africa is the information hub for the sub-Saharan African quarrying sector. It is a valued reference tool positioned as a must-read for the broader spectrum of the aggregates value chain, from quarry operators and aggregate retailers, to concrete and cement producers, mining contractors, aggregate haulage companies and the supply chain at large.
Quarrying Africa, published by DueNorth Media Africa, makes constant effort to ensure that content is accurate before publication. The views expressed in the articles reflect the source(s) opinions and are not necessarily the views of the publisher and editor.
The opinions, beliefs and viewpoints expressed by the various thought leaders and contributors do not necessarily reflect the opinions, beliefs and viewpoints of the Quarrying Africa team.
Quarrying Africa prides itself on the educational content published via www.quarryingafrica.com and in Quarrying Africa magazine in print. We believe knowledge is power, which is why we strive to cover topics that affect the quarrying value chain at large.

Printed by:

Email: munesu@quarryingafrica.com Cell: +27 (0)73 052 4335

Following Babcock’s recent launch of the Volvo New Generation articulated dump trucks (ADTs) in southern Africa, leading mining contractor JCI Mining has taken delivery of the first ten A50 units in the region, deploying them on one of its new projects in Limpopo, South Africa. Based on a lifecycle costing model, Matthew Abraham, MD of JCI Mining, is convinced that the A50 hits a ‘sweet spot’ with unmatched cost-pertonne prospects.
By Munesu Shoko
hen Babcock recently unveiled the new range of Volvo ADTs, initially the A40, A45 and the all-new A50 – which marked Volvo’s first foray in the 50-tonne hauler segment, the Middelburg facility was not randomly picked. The branch sits right at the heart of the coalfields, an important market area where an existing large fleet of Volvo ADTs is
operational and a large client base is active. One such client is JCI Mining, a prominent mining contractor with a formidable project base, primarily in coal, and in other commodities. In fact, JCI Mining is headquartered right next door to Babcock’s Middelburg Branch. If ‘written in the stars’ was anything to go by, it was therefore predestined that JCI Mining would be the first recipient of the very first ten Volvo A50 units in southern Africa. Abraham is thrilled to be the first recipient of the A50 units in southern Africa. “It is a momentous occasion to take delivery of the first Volvo A50 units in our region, but buying a completely new product comes with no local point of reference,” he says. “We relied on our relationship and trust in Babcock. For the past ten years, Babcock has become a dependable partner to our business and we have found that their projections are always accurate – be it fuel consumption or TCO at large. We therefore did not hesitate to sign on the dotted line and we have full trust in the capabilities of the A50.”

The new A50 units join an existing large fleet of Volvo ADTs within the JCI stable. The company, confirms Abraham, already owns a large number of A30, A35, A40, A45 and A60 units. JCI has recently been awarded several new projects, and this necessitated the company to expand its fleet to service these new contracts. In addition, says Abraham, the company also needed to replace a portion of its ageing fleet, which led to this large-scale investment.
While the proven track record of the Volvo ADT and the back-up service from Babcock were key considerations, Abraham says the decision was largely influenced by a cost-evaluating model that the company, together with Babcock, ran to determine the economic viability of going the A50 route, taking into account all costs associated with
JCI Mining has taken delivery of the first ten A50 units in southern Africa and has deployed them on one of its new projects in Limpopo, South Africa
JCI has recently been awarded several new projects, and this necessitated the company to expand its fleet to service these new contracts
The company also needed to replace a portion of its ageing fleet, which led to this large-scale investment
JCI Mining modelled the owning costs, projected running costs, as well as anticipated fuel consumption, and the A50 hit a ‘sweet spot’, leading to the decision to purchase the first ten units
the product throughout its lifecycle.
“We were approached by Babcock and Volvo with the specifications of the new product and we were intrigued by the information provided. We modelled the owning costs, projected running costs as well as projected fuel consumption, and the A50 hit a ‘sweet spot’, which led to the decision to purchase the first ten units,” says Abraham.
In such a competitive business environment, Abraham stresses that a lifecycle cost analysis is one of the most important considerations in any purchasing decision. Based on the numbers the company ran on paper, the A50 offers the best cost-per-tonne and overall lifecycle costing.
In fact, Volvo Construction Equipment confirms that the A50 has hit a ‘sweet spot’, already showing excellent cost-per-tonne results in global trials. With a 45-t payload, the A50 delivers 10% more productivity and 8% greater fuel efficiency than the previous generation’s A45G FS. Service costs are reduced by up to 6% over 12 000 hours of operation due to simplified servicing, longer change intervals and easy component access.
“Our machines have worked just over 750 hours to date, on average, and the fuel consumption figures and projected efficiencies are very much in line with our expectations, which is pleasing,” confirms Abraham.
When Volvo CE first unveiled the machine to the global market, one of the key selling points of the machine was always going to be the full hydraulic suspension concept. This was definitely one of the key features that
With a 45-t payload, the A50 delivers 10% more productivity and 8% greater fuel efficiency than the previous generation’s A45G FS
JCI’s machines have worked just over 750 hours to date, on average, and the fuel consumption figures and projected efficiencies are very much in line with expectations
JCI has recently been awarded several new projects, and this necessitated the company to expand its fleet to service these new contracts.


JCI’s machines have worked just over 750 hours to date, on average, and the fuel consumption figures and projected efficiencies are very much in line with expectations.
attracted the attention of Abraham and his team at JCI.
Pioneered by Volvo CE in 2007, the full suspension has proved to be a reliable system for the toughest of driving conditions. The A50 takes the concept to new heights as the only full suspension machine of its size class on the market. As a result, it offers a significant improvement in cycle times, an increase in hauler production per operator-hour and lower costs when compared to its standard suspension counterparts.
Volvo CE’s full suspension reduces vibration, noise and shocks, which can help prevent repetitive strain injuries to operators. A smoother ride on the hauler and road can reduce unnecessary maintenance costs.
“In general, the A50 is a first-class product with a host of cuttingedge features designed with the operator in mind, especially the accessibility into the machine and the ergonomics in the cab – one can
easily recognise that a lot of thought has gone into the design,” explains Abraham. “Operator comfort for us is a big pull factor. A comfortable operator ensures increased productivity and efficiency through reduced fatigue and better focus.”
Investments in capital equipment are big-ticket purchases by their very nature, and Abraham reiterates the importance of dependable aftermarket support from the supplier to keep these machines running. For JCI Mining, the support for its mission-critical equipment has never been more important as it seeks to maximise availability and ultimately efficiency and productivity.
Abraham commends Babcock for placing value on aftermarket support, saying that the Volvo CE dealer in southern Africa goes beyond equipment sales. “They go the extra mile to meet our operational needs, which is very important for us because in our line of business, downtime is the enemy – and service is everything,” says Abraham. “Generally, we have built a good relationship with Babcock, based on trust, and testimony to that was the decision to buy a completely new product with no reference in the local market.”
To ensure asset longevity, uptime and peace of mind, JCI makes use of Babcock’s service level agreements. “From a maintenance perspective, we have service level agreements in place for all our Volvo haulers purchased from Babcock. We have been using this model for the past eight years and we have found it to be very effective, which is why we did not hesitate to include it in our A50 deal,” says Abraham.
David Vaughan, Executive Chairman of Babcock’s Equipment division, says aftermarket has always been a cornerstone of the company’s business model. This is driven by the understanding that customers not only invest in products, but more importantly in uptime, performance and peace of mind.
“In our market, customers want to focus on their core business of mining –rather than on equipment maintenance. Testimony to this is the ever-growing number of service contracts that we sign with customers, tailored to the level of aftermarket attention their operation needs for maximum uptime,” concludes Vaughan. a
The investment in the new plant has ushered in a new era in productivity, efficient operation, flexibility, and safety.

Following the acquisition of PPC’s Botswana-based commercial quarry assets back in October 2021, Danoher committed a large capital investment into a new processing plant for its Gaborone-based Kgale Quarry. With the new plant, CEO Scott Danoher tells Quarrying Africa, Danoher has increased capacity significantly, optimised operational efficiencies, maximised safety, and enhanced flexibility to process the variable resource. By Munesu Shoko.
Some four years ago, Danoher concluded the deal to purchase three commercial quarry assets from cement giant, PPC, in Botswana. The deal included three quarries – Kgale, Mokolodi and Francistown. Following the conclusion of the deal, all three operations required a bit of attention, especially the static processing plants at Kgale and Francistown. From the onset, says Danoher, the
company put more attention on Kgale Quarry which, by virtue of its location in the Botswanan capital of Gaborone, constituted the bulk of Danoher’s commercial quarrying business in the country. At the time of the acquisition, the Kgale plant had reached the end of its economic life, with limited scope for extension as the previous owners were preparing for a planned closure of the quarry.
“The plant was generally old and needed replacement. For example, the crushers
R80-million
The total capital investment in the new plant was about R80million
80 000 tpm
The new plant has the capacity to produce 80 000 tpm working a single shift

Some four years ago, Danoher concluded the deal to purchase three commercial quarry assets – Kgale, Mokolodi and Francistown – from cement giant, PPC, in Botswana
At the time of the acquisition, the Kgale plant had reached the end of its economic life, with limited scope for extension as the previous owners were preparing for a planned closure of the quarry
Consequently, a decision was taken to invest in a completely new plant. The 24-month upgrade period demanded a fine balance between maintaining production and completing the upgrade successfully
The investment in the new plant has ushered in a new era in productivity, efficient operation, flexibility and safety
were old-school technology, which affected efficiencies and safety. The conveyors were also old and worn out. Consequently, a decision was taken to invest in a completely new plant. This upgrade period required a careful balance between maintaining reliable, highquality production output and progressing steadily with the upgrade project. It took us about six months to decommission the existing plant. During that time, we were running a 100% mobile crushing and screening operation and at one point we had three trains on site to meet the required production capacity,” explains Danoher.

“The plant was generally old and needed replacement. For example, the crushers were old-school technology, which affected efficiencies and safety. The conveyors were also old and worn out. Consequently, a decision was taken to invest in a completely new plant. The upgrade period required a careful balance between maintaining reliable, high-quality production output and progressing steadily with the upgrade project.
Scott Danoher, CEO of Danoher

The installation of the new plant commenced soon after the decommissioning of the old static plant. While Danoher managed to sell off some of the components, the majority of the old plant was scrapped.
The new plant installation was executed in four stages. First up was the tertiary section, which was initially fed by a mobile train upon its completion.
The tertiary setup comprises a tunnel that goes into a Techroq 7’ x 20’ screen, which works in close circuit with a Metso HP400 cone crusher.
After the completion of the tertiary section, the secondary setup was up next, which is basically a Metso HP300 cone crusher with its own surge pile.
The third leg of the project saw the installation of the primary section – a Metso C125 jaw crusher and a 90-m stacking conveyor that feeds a dedicated intermediary stockpile (ISP). The last section, completed at the end of 2024, was the vertical shaft impact (VSI) crushing circuit. This section comprises a Twister VS350 VSI crusher from Pilot Crushtec International in close circuit with a 6’ x 16’ MVT screen.
Given that the four stages were not implemented immediately after one another, and the fact that Danoher maintained 60 000-70 000 tonnes per month (tpm) production during the plant upgrading phase, total completion of the whole project took some 24 months in total.
“While several components, such as the Twister VS350 VSI crusher, as well as the screens and conveyors were sourced new, some of the equipment such as crushers
were second-hand units that we sourced from Africa and Europe and refurbished in-house at our workshop. The total capital investment in the new plant was about R80-million,” explains Danoher.
The investment in the new plant has ushered in a new era in productivity, efficient operation, flexibility and safety. In terms of productivity, the new plant can produce 80 000 tpm working a single shift, up from about 30 000 tpm capacity on the previous plant. The new capacity allows Danoher to meet monthly demand, which is averaging around 75 000 tpm at the moment, without having to supplement with mobile trains.
Removing the need for mobiles, says Danoher, reduces operating costs significantly. While mobile units offer flexibility for short-term projects, the static plant, powered by the electrical grid, is more efficient and cost-effective than the diesel engines used in mobile units, both in terms of operation and maintenance.
“The flexibility of this plant, especially given the variability in our material, is another major operational gain for us,” explains Danoher. “In our pit, we mine both granite and dolerite and these have to be processed separately to meet different customers’ needs. Generally, our brick and block customers, as well as their concrete products manufacturer counterparts, prefer granite because of its ‘pinkish’ colour. Conversely, the roads and asphalt clients prefer

dolerite because of its high strength.”
From the onset, the plant was designed to allow for switching between materials with ease. To achieve this, each section – primary, secondary and tertiary – comes with its own surge pile. The flexibility allows Danoher to adapt to market changes by quickly switching between products, thereby minimising downtime, reducing waste, improving resource utilisation and increasing responsiveness to customer demands.
The installation of newgeneration crushers ensures better safety on site. HP cone crushers from Metso, for example, ensure safety through features such as hydraulic unblocking systems for sudden stoppages and automatic feed rate control to maintain optimal material levels and prevent blockages.
Commenting on the state of affairs in Botswana, Danoher says the “market is relatively stable”, despite a constrained economy due to the global slowdown in the diamond market, a major source of revenue for Botswana. Consequently, some of the proposed construction projects have been postponed or cancelled due to lack of funding.
In addition, says Danoher, there have been some significant fuel and electricity price increases in Botswana, which have generally put a lot of pressure on businesses. “We continue to place major emphasis on our efficiencies to ensure that we can absorb some of these cost shocks. The new plant allows us to do exactly that without having to pass all the costs to our customers because it is not sustainable. Businesses are already suffering from inflationary pressures and we are in a position to shield our customers from that by means of being better at what we do,” says Danoher.
However, like any other commercial operation, Danoher’s Kgale Quarry remains pretty much buoyant, largely sustained by a combination of month-to-month customers and projects. The quarry currently averages around 75 000 tpm, confirms Danoher, with manufactured sand being the biggest seller to date.
“The sand market is largely driven by month-tomonth customers – brick and block makers, paving brick makers and concrete product manufacturers in general – whose market is in turn driven by town council upgrades and the seemingly thriving residential property market in Gaborone,” concludes Danoher. a
Having taken over the assembly and distributorship of Powerstar trucks in 2010, Ever Star Industries (ESI) has put the brand on a continuous growth trajectory. One of the latest achievements is the recent milestone of the 10 000th Powerstar truck to roll off the company’s Pietermaritzburg, South Africa assembly plant. Munesu Shoko attended the event and filed this report for Quarrying Africa.
The assembly of the 10 000 th truck heralds the continued success of the Powerstar truck in South Africa
30
Over the years, ESI has continuously reinforced its support footprint, which to date boasts some 30 dealers in South Africa and SADC at large
ESI expects a record 1 000 truck sales in 2025, with a projection to grow the volumes even further to between 1 300 and 1 500 units in 2026
One of the first Chinese heavy commercial vehicle brands to enter the South African market, Powerstar, under the stewardship of ESI, has over the years recorded major success in southern Africa. Having celebrated its 5 000 th truck milestone back in May 2019, the company marked yet another major landmark in August 2025 – the 10 000 th truck rolling off the local Pietermaritzburg production line.
The first Powerstar trucks arrived in South Africa in 2006 under the distributorship of Super Group. In the early days, the brand did not enjoy the best of successes, primarily due to a flawed strategy by the initial distributor, which was based on pushing volumes of a cheaper Chinese product without proper support structures. The early market failures stemmed from a combination of inadequate products for the South African market and operational challenges in establishing robust aftersales support.
By 2010, the distressed Super Group Industrial Products division was acquired

by a consortium of four shareholders, which included Beiben, the original equipment manufacturer (OEM) of Powerstar, and Norinco Vehicle, the major shareholder. The deal culminated in the formation of ESI in August 2010, and the company moved its status from a dealership under the Super Group banner, to an OEM of the Powerstar brand in South Africa.
At the time of the acquisition, confirms Alan Parry, General Manager at ESI, only a couple of hundred Powerstar units had been assembled and sold locally. Armed with a clear strategy, underpinned by a rugged and simple product that comes at a cost-effective price point, complemented by a strong aftermarket regime, ESI would quickly turn the fortunes of the Powerstar brand, establishing it as a major force in the competitive South African commercial vehicle market.
Some nine years into the venture, ESI celebrated a significant milestone in its journey – the 5 000 th truck rolled off its Pietermaritzburg assembly line on May 28, 2019. Some six years later, ESI

has doubled the figure, with the 10 000 th Powerstar truck rolling off the production line, marking a major landmark in the history of the company.
“The achievement of 10 000 trucks in South Africa is not only a proud moment for ESI, but an exhibition of resilience and effort, especially in such a cutthroat market environment,” says Danny Li, CEO of ESI. “Over the years, we have had to navigate several hurdles to local production, such as electricity constraints, skills shortage and regulatory uncertainty, amongst others, to put the business on a growth trajectory. New challenges lie ahead, but we are geared to face and overcome them.”
Rodney Selesnick, Senior Head of Sales at ESI, says the assembly of the 10 000 th truck heralds the continued success of the Powerstar truck in South Africa. “The achievement confirms Powerstar’s pioneering position in the value market. When the brand first arrived on the scene, there were only two Chinese truck brands that local customers were willing to look at, and Powerstar was one of them. The product has been well accepted in the market and this milestone is a reminder of the strong recognition,” says Selesnick.
The 10 000 th truck milestone, says Parry, coincides with record-breaking sales volumes of Powerstar trucks in the local market. To provide context, ESI expects
In August 2025, Ever Star Industries celebrated a major landmark – the 10 000 th truck to roll off the local Pietermaritzburg production line
The achievement of 10 000 trucks in South Africa is not only a proud moment for ESI, but an exhibition of resilience and effort, especially in such a cutthroat market environment
While South Africa remains the major market for Powerstar, the company is encouraged by the continued sales growth in the SADC region
As part of its strategy to further grow outside South Africa, Ever Star Industries has just appointed a dealer in Mauritius
a record 1 000 truck sales in 2025, with a projection to grow the volumes even further to between 1 300 and 1 500 units in 2026.
The assembly facility, which currently has the capacity to produce 1 000 trucks a year, will also be upscaled to accommodate the growing sales volumes. Available market figures also show that Powerstar is the market leader in construction vehicle sales, with a 30-35% share of the market segment in South Africa.
Central to this success are a number of factors. “One of


While South Africa remains the major market for Powerstar, the company is encouraged by the continued sales growth in the SADC region. Selesnick tells Quarrying Africa that cross-border sales of Powerstar trucks have grown about 20% in the past two years, with Zimbabwe one of the leading markets to date. This is despite the challenges related to the influx of used truck imports and the lack of access to finance. Namibia, adds Selesnick, has traditionally been one of the strong crossborder markets for Powerstar sales, but has gone flat in recent times.
the major growth pillars of the brand has always been the rugged nature of the product, giving customers a good three to four cycles, even in challenging applications such as construction and mining,” says Selesnick, adding that this is complemented by a competitive price point and the inherent lower total cost of ownership of the truck.
However, every good product, stresses Parry, is only as good as the support behind it. “Besides the quality of the product and its favourable price point, one of the major success factors is our aftermarket support. Over the years, we have continuously reinforced our support footprint, which to date boasts some 30 dealers in South Africa and SADC at large. At any given time, our parts stockholding, housed in three big warehouses, is greater than R120-million, ensuring greater uptime for our customers in the region,” says Parry.
Just like in South Africa, the cross-border growth has been largely fuelled by a strong dealer network. Ever Star Industries has partnered with capable dealer partners in all the major markets, including Zimbabwe, Zambia, the Democratic Republic of Congo, Botswana, Namibia and Mozambique.
“In recent years we have seen some of our existing South African customers branching out into SADC markets such as Botswana, Namibia and even Mozambique, to explore new opportunities, and this has been another contributing factor to our growth in the region,” says Selesnick. “In Mozambique alone, we have put in some 30 new trucks this year, which is a big deal for us, given that it is from a zero base.”
As part of its strategy to further grow outside South Africa, Ever Star Industries has just appointed a dealer in Mauritius, a market deemed to offer strong growth prospects for the Powerstar brand. “As we seek to grow our business in cross-border markets, we will continue investing in our dealer partners to ensure a strong foothold on the ground and reliable aftermarket support to our customers,” concludes Selesnick. a

The L5000 units fit universally on any OEM loader brand, irrespective of the size or model, making it easy for any customer who wants to have a quality and accurate weighing system.
Nearly two years after its local introduction, the Loadrite L5000 advanced weighing system has gained significant traction in South Africa, with positive prospects in cross-border markets. Speaking to Quarrying Africa, Loutjie van der Merwe, Loadrite divisional manager at Loadtech Load Cells, the Loadrite distributor in southern Africa, says key markets to date include chrome and coal mining, followed closely by sand and agriculture.
BBy Munesu Shoko
arely 24 months since its local debut, the Loadrite L5000 SmartWeigh system has seen a huge uptake, with over 150 installations to date across commodities, confirms Van der Merwe. The L5000 – a rugged tablet-type smart scale interface with built-in modem – replaces the highly popular L3180 model, which is now reaching the end of its production lifetime.
“Given that the units are very similar in setup and operation, it only takes a few easy steps to upgrade any current L3180 system to the technically advanced L5000 wheel loader scale. This means that customers with an existing Loadrite system can upgrade at a fraction of the cost of installing a new system, and with very little downtime,” explains Van der Merwe.
The North West and Northen Cape provinces of South Africa, he adds, are by far the most popular areas for loading systems, hence the high adoption of the L5000 smart scale in these two mining destinations. However, Loadtech has also seen a slight increase in uptake in the Western Cape and KwaZulu-Natal in the past few months. Commenting on leading customers in terms of commodity areas, Van der Merwe says chrome and coal mining remain the top markets, with sand and agriculture following closely.
Overall, customer feedback on the Loadrite L5000 smart scale has been overwhelmingly positive. “Users appreciate accuracy, efficiency and ease of use it brings to their operations. The system not only enhances productivity but also contributes to significant cost savings and compliance, making it a valuable tool for front-end loader operations,” says Van der Merwe.
Syncing multiple devices via the cloud across various plants makes it easy for operators and managers to update data fields and customer information without manual input. This information is then backed up and stored in real time. The system can store up to 90 days of

transaction history on the device itself.
The L5000 units also fit universally on any OEM loader brand, irrespective of the size or model, making it easy for any customer who wants to have a quality and accurate weighing system that can be fitted with a printer and/ or modem to track loading reports in real time.
“The Loadrite L5000 advanced weighing system stands as a transformative solution for front-end loader operations, addressing key challenges in accuracy,
150
Barely 24 months since its local debut, the Loadrite L5000 SmartWeigh system has seen a huge uptake, with over 150 installations to date across commodities

40%
The L5000 has a 7-inch high-resolution display that is 40% bigger than the L3180

Nearly two years after its local introduction, the Loadrite L5000 advanced weighing system has gained significant traction in South Africa, with positive prospects in crossborder markets
The North West and Northen Cape provinces of South Africa are by far the most popular areas for loading systems, hence the high adoption of the L5000 smart scale in these two mining destinations
In terms of commodity areas, chrome and coal mining remain the top markets, with sand and agriculture following closely
efficiency and compliance. Its innovative features –such as real-time weight measurement, user-friendly interface and comprehensive data analytics – empower operators to optimise their workflows and enhance productivity,” he adds.
Commenting on some key features and benefits of this technology, Van der Merwe makes special mention of
The growth in uptake of the L5000 is in line with the increasing demand for advanced technology integration such as cloud connectivity to enable real-time data monitoring and analysis
the Loadrite L5000’s combination of real-time accuracy, user-friendliness and data-driven insights as the key factors behind its early success in the market.
Key features include a loadout management system which can connect to the weighbridge software, extensive


onboard metrics and loadout history. Customers can easily review and reprint their past load tickets. Easy connection to Loadrite InsightHQ with integrated 4G modem and WiFi substantially reduces the cost of connecting data to the office.
The L5000 has a 7-inch high-resolution display that is 40% bigger than the L3180. This means operators can see more information and details on the screen and enjoy a clearer and sharper view of their loading tasks. The display is sunlight-readable and can switch to a night mode to suit different lighting conditions. Ground slope compensation and digital sensing technology provide superior weighing accuracy.
Based
The growth in uptake of the L5000, says Van der Merwe, is in line with the increasing demand for advanced technology integration such as cloud connectivity
to enable real-time data monitoring and analysis. In addition, he says, there is also a growing emphasis on accuracy and precision in load weighing systems to ensure compliance with industry standards and regulations. Additionally, there is a trend towards the development of more user-friendly interfaces and mobile applications for easier operation and data management. Overall, the market is moving towards more efficient, reliable and technologically advanced load weighing systems to meet the changing needs of industries.
“Based on current market trends and possible upgrade cycles for customers running the L3180 system, the L5000 should reach an additional 150 to 200 installed units in the next 12 months. We are also positive of additional uptake from neighbouring countries such as Botswana and Mozambique,” concludes Van der Merwe. a

Sandvik Rock Processing has this year seen a surge in demand for its mobile crushing and screening equipment across Africa – a remarkable achievement in an increasingly competitive landscape. Central to the growing demand are a number of initiatives, including the reinforcement of its regional footprint to increase speed to market, identifying the right products for the right markets, keeping sufficient inventory levels and matching that with an aggressive aftermarket strategy. By Munesu Shoko

Arenewed focus on its mobile crushing and screening business in Africa is resulting in a surge in demand for Sandvik Rock Processing equipment. What makes this growing demand particularly significant, says PC Kruger, Business Line Manager Crushing at Sandvik Rock Processing, is the breadth of application, with the growing fleet now equally supporting mining and quarrying/aggregates sectors, together with their contracting counterparts.
Speaking to Quarrying Africa, Kruger says three regions – Central Africa, West Africa and southern Africa – have particularly enjoyed an increased opportunity capture rate in 2025. In Central Africa – predominantly anchored by Zambia, Tanzania and the Democratic Republic of Congo (DRC) – large mining units such as the heavy duty UJ440 and the UJ640 mobile jaw crushers are driving the market.
“In southern Africa, we have seen a major uptake of our small to medium sized mobile crushing and screening models, particularly driven by the quarrying/
market. In West Africa, we have seen a growing interest in wheeled units,
11
With 11 legal entities across Africa, Sandvik has local, in-country support structures to ensure speed of service

With its semi-static wheeled plant range, Sandvik Rock Processing has the right solution for 100-150 tph capacity requirements
In southern Africa, we have seen a major uptake of our small to medium sized mobile crushing and screening models, particularly driven by the quarrying/ aggregates market. In West Africa, we have seen a growing interest in wheeled units, especially in applications requiring easy, rapid relocation and cost-effectiveness of these electrically-driven models.

In addition to our own Sandvik entities, we have an established distributor network which extends our footprint significantly, allowing us to get even closer to the customer. We have in recent times placed a major focus on finding the right partners to get us closer to customers across Africa.
A renewed focus on its mobile crushing and screening business is paying dividends for Sandvik Rock Processing in Africa, with a surge in demand in 2025
Three regions – Central Africa, West Africa and southern Africa – have particularly enjoyed an increased win rate during 2025
One of the major growth drivers has been the strategy to select the right product for the right market and match that with a strong aftermarket regime
In addition to its own Sandvik entities, the company has an established distributor network which extends its footprint significantly across Africa
especially in applications requiring easy, rapid relocation and cost-effectiveness of these electrically-driven models,” says Kruger.
Commenting on what the impressive growth in demand could be attributed to, Kruger says a combination of factors has been at the centre of Sandvik’s resurgence in the African mobile crushing and screening market. Firstly, he says, the major competitive edge is the company’s comprehensive range of primary jaw crushers, open and closed-circuit cone crushers and impact crushers, complemented by a large selection of finishing and scalping screens that suit most process needs across applications, from construction and quarrying to large mining projects. However, says Kruger, “selecting the right product for the right market” has been one of the major growth

drivers. Sandvik Rock Processing has conducted thorough market research to identify customer needs, pain points and gaps in existing offerings in each of the regions and then matched these insights with products that offer a compelling value proposition and competitive advantage for the selected market.
“The strategy is to bring specific units that align with market needs in certain regions. For example, in southern Africa, we have identified the 225-tph QJ241 and the 400-tph QJ331 as the ideal jaw crusher models, especially given that this market is currently driven by the quarrying/ aggregates market. On the cone crusher front, it is largely the QS332 and the UH440, which will soon be joined by the newly launched QH443E, a fully electric unit,” says Kruger.
Given the accelerated nature of projects and ultimately the fast-tracked procurement decisions in this specific market segment, Kruger says Sandvik places value on keeping stock on the ground. Holding stock ensures immediate product availability, enabling Sandvik to meet customer demand promptly, reduce stockouts and associated lost sales. The constant stock replenishment programme, he says, is supported by the factory to ensure success.
As cost pressures continue to bite, crushing and screening equipment owners are placing greater emphasis on reliable aftermarket support. With 11 legal entities across Africa, Sandvik has local, in-country support structures to ensure speed of service, says Lomave Sukati, Aftermarket Manager – Crushing at Sandvik Rock Processing.
“In addition to our own Sandvik entities, we have an established distributor network which extends our footprint significantly, allowing us to get even closer to the customer. We have in recent times placed a major focus on finding the right partners to get us closer to customers
across Africa,” says Sukati.
A case in point is S&R Enterprises, Sandvik’s dedicated distributor for the construction and aggregates industry in southern Africa, which has a specific focus on small to medium-sized static and mobile crushing and screening equipment in the 100-200 tph segment. The appointment of S&R Enterprises in 2024, says Kruger, has provided “extra feet on the ground”.
While Sandvik Rock Processing retains its focus on larger mining customers, S&R Enterprises provides committed support to construction and quarrying customers, as well as mining contracting companies, allowing for rapid response to the market’s needs.
“Having S&R Enterprises on board has freed up our original equipment manufacturer (OEM) resources to allow us to look after the mining and EPCM (Engineering, Procurement, and Construction Management) customers better, while S&R deals with often urgent needs of quarrying and construction customers. These are two different set of customers with different needs, hence the need for two distinct approaches,” says Kruger.
Stephen Smith, MD of S&R Enterprises, says the success in southern Africa has been a collaborative effort between his company and the principal, Sandvik Rock Processing. From the onset of the distributorship agreement, both entities cast a special focus on getting the aftermarket support structure right, and some ten months into the venture, Smith says this has been achieved and has been one of the key pillars of the quick growth.
“From the start, at the core of our strategy was to get the aftermarket regime right, particularly getting the pricing for parts in line with market expectations. We have also tripled our critical parts stock, matching the installed base within our region. Initially, we had a 24-month target to achieve this, but ten months into the distributorship venture, we are way ahead of our targets. This has been one of the biggest contributors to our early success,” says Smith.
Sandvik Rock Processing reports strong demand for its QJ241 and QJ341 models, both of which are well suited to quarrying, aggregates and contracting applications across Africa.

In addition, there has been a massive investment in skills development, with OEM training provided not only to Sandvik and distributor technicians, but also to customers in all regions. For example, at the time of writing, Sandvik Rock Processing was busy providing certified cone crusher training to clients.
Jaco Benade, Project Manager – Crushing and Screening at Sandvik, says continuous investment in training, especially in a skills-scarce environment such as Africa, ensures safe and effective use of Sandvik products, reduces customer downtime, improves competitiveness and closes a growing skills gap exacerbated by technological change and an ageing workforce.
and screens. In line with this approach, Sandvik Rock Processing has brought into South Africa its first ever dual-powered machine, a Sandvik QA452e tracked Doublescreen. At the time of writing, the machine was due for delivery to S&R’s customer operating at a flagship dam construction project in Lesotho.
S&R Enterprises, Sandvik’s dedicated distributor for the construction and aggregates industry in southern Africa, has a specific focus on small to medium-sized static and mobile crushing and screening equipment in the 100-200 tph segment
Another success driver, says Smith, has been a strong emphasis on technology. One of the principal areas of focus has been the adoption of Sandvik My Fleet, which enables data-driven crushing and screening operations. My Fleet provides access to real time data from Sandvik mobile crushers and screens equipment via a portal.
This provides a user-friendly, intuitive dashboard which gives a comprehensive overview of data with a single sign-in. It is a secure cloud-based platform which is easily accessible to all authorised users 24/7/365. The user-friendly interface can be customised to each user’s requirements.
In line with the technology drive, both Kruger and Smith note that the next area of focus is electric crushers
“We are excited about the arrival of our first hybrid machine in South Africa. As we expand our electric drive solutions, we will also be bringing in our first fully electric machine, the UJ443E cone crusher, in October this year. This forms part of our drive towards a more sustainable future and helping our customers to lower their operating costs,” says Kruger. In response to evolving market needs, Sandvik Rock Processing, in partnership with S&R Enterprises, will place a major focus on semi-static wheeled plants in southern Africa. Smith believes this solution speaks directly to the African market, excluding South Africa, where most of the new aggregate operations are generally temporary setups located close to where infrastructure development projects are taking place.
“Many of the clients in the construction/aggregates market are looking for solutions that allow them to easily relocate their plants to infrastructure development hotspots. Once they get to site, they want to mobilise quickly and start operating immediately. With our Sandvik semi-static wheeled plants, we have the right solution for 100-150 tph capacity requirements,” concludes Smith. a
Caldas brought its own range of comminution equipment to market three years ago.

Traditionally renowned a crusher wear parts specialist for the past 29 years, Caldas for Crushers Wears Spares expanded its business with the launch of its entry-level portable comminution equipment in 2022. The decision to design and manufacture simple and ready-to-operate crushing equipment was in direct response to the operational needs of an emerging pool of small contractors in the extractive sector seeking to strike a balance between equipment dependability and affordability. By Munesu Shoko.
In recent years, the mining sector – particularly in South Africa and southern Africa at large – has witnessed increased participation from small, emerging junior miners across various commodities. The growing number of small, locally-owned companies and individual entrepreneurs entering the sector is largely driven by government policies aimed at promoting emerging miners by helping them access marginal deposits and play a greater role in the industry. However, limited access to capital remains a major hurdle. These operators still need quality equipment solutions that can offer long-term value
and productivity without breaking the bank. Reliable comminution equipment is an important investment in the contracting business, but finding the balance between durability and cost remains a challenge for small-scale miners.
To help close this gap, Caldas brought its own range of comminution equipment to market three years ago, specifically in response to the growing number of small-scale miners coming to the fore.
“We recognised that many contractors needed durable crushing plants at a lower capital investment. Our focus has been on keeping the designs simple, straightforward and easy to maintain,” says Michael
11
In just three years after establishing its equipment business, Caldas for Crushers Wears Spares already offers a broad range of crushers – 11 in total
The focus is on plug-and-go, modular or skidmounted type of electric driven crushing equipment in the up to 150 tonnes per hour tph capacity range

offers plug-and-play, modular
Limited access to capital remains a major hurdle for small-scale mining contractors, yet they need quality equipment solutions that offer long-term value and productivity without breaking the bank
To help close this gap, Caldas brought its own range of comminution equipment to market three years ago, specifically in response to the growing trend of smallscale miners
Caldas plants come at a lower capital investment, offer immediate availability, are simple to transport and operate, and require low skill levels
Since the launch of the first units three years ago, the installed base has grown significantly, with chrome and aggregates currently leading the uptake
require low skill levels. Customers can also feel confident knowing they have support from a team that has amassed a lot of experience over nearly three decades.
Julius Mokuwe, Head of the Technical Department, says immediate availability is a game-changer, not only for small-scale miners, but for the industry as a whole. “Because mining projects are often fast-tracked, immediate availability matters. That is why we keep a healthy inventory of crushers that are ready to go,” says Mokuwe.
High inventory levels, adds Miles Mulder, Head of Sales at Caldas for Crushers Wears Spares, ensure product availability to meet customer demand and improve customer satisfaction. They also act as a buffer against supply chain disruptions and seasonal demand spikes as commodity prices improve. “Our inventory approach helps us deliver faster and support smooth, continuous production for our customers,” says Mulder.
One of the emerging trends in the mining market, adds Mulder, is the demand for second-hand crushers from different sources, including auctions and mothballed operations.
“With our in-house range, we aim to offer customers new equipment at a cost closer to premium secondhand options, supported by strong aftermarket service and technical support,” adds Da Camara.


In just three years since establishing its equipment business, Caldas for Crushers Wears Spares already offers a broad range of crushers – 11
in total – including seven jaw crushers, two cone crushers and two horizontal shaft impactors, highlighting the rapid pace of development in response to market needs. These units cover a broad capital cost range, from R250 000 up to R5-million, catering to various customer requirements.
The focus, explains Caldas, is on plugand-play, modular or skid-mounted electric-driven crushing equipment in the up to 150 tonnes per hour (tph) capacity range. “Because of our cost-effective capital cost and immediate availability, we are seeing growing interest in the range, even from larger customers. We will probably, in the near future, be challenged to make bigger equipment to cater for higher tonnage requirements, but at the moment the focus is on the up to 150 tph market,” says Caldas.
Since the launch of the first units three years ago, the installed base has grown significantly, with chrome and aggregates at the forefront of the uptake. The company, confirms Mulder, has also supplied a unit to a gold mine in Scotland, highlighting the growing interest in this equipment range across commodities and regions.
While the majority of units are currently operating in South Africa, Caldas notes a






growing number of enquiries from neighbouring markets such as Zimbabwe, Zambia, the Democratic Republic of Congo, Mozambique and Tanzania.
“The equipment portion now constitutes about 20% of our overall business, and based on our projections, this is still a major growth area. We forecast it to reach 30% of our business in the near future. However, it is important to note that alternative crusher wears and spares will remain the core of our business. We have been involved in this market for the past 29 years, and we have built valuable experience, which has earned us trust in several regions,” says Caldas.
To support the successful rollout of its crushing equipment range, Caldas for Crushers Wears Spares has made significant investments in facilities and people. According to Da Camara, the investment in a new warehouse next door has created more space for assembly and testing of crushers. The new facility has also allowed the company to hold more stock on the ground in terms of spares and wears.
“We have also expanded our lifting capacity significantly to cater for larger crushing units. The expanded space not only allows us to store more equipment and spares, but also provides ample room
for research and development (R&D). While this was a capital-intensive investment, it was necessary to support the growth of our equipment business,” says Da Camara.
According to Caldas, the investment in a new facility has doubled the company’s warehousing area while quadrupling the covered area. “Having bought the new warehouse some three years ago, we have only fully utilised it in the past two years following the installation of overhead cranage,” explains Caldas.
Apart from facilities, Mokuwe says there has been a major focus on people, particularly technical skills. “In the past two years, we have expanded our technical capacity to develop and support our equipment range. We will continue to grow our technical expertise as the business grows,” says Mokuwe.
“We are proud to have created opportunities for many individuals who were previously unemployed, helping them grow with us along the way,” says Caldas.
Mokuwe also notes a strong focus on R&D, with the company partnering with external laboratories to conduct crusher performance analysis and various aother tests. “We make use of several laboratories for instances such as non-conformances and predictive analysis. Working closely with these external facilities ensures product quality,” says Mokuwe.
Commenting on quality management systems, Caldas highlights that the company is ISO 9001 accredited and strives to consistently provide products and services that meet customer and regulatory requirements, enhancing customer satisfaction through continuous improvement.
Commenting on the state of affairs, Da Camara says the mining market is currently under pressure, with commodity prices presenting a mixed picture amid recent volatility: precious metals have surged, while PGM prices are falling due to reduced demand from the automotive sector caused by the shift to electric vehicles and increased supply from recycling.
Caldas also notes that the local aggregates market is seeing an uptick in certain regions of South Africa, with provinces such as KwaZulu-Natal, Eastern Cape and Western Cape experiencing strong infrastructure rollout, particularly in road projects. However, some regions, such as Gauteng, remain under pressure with limited construction projects currently underway.
“The absence of mega infrastructure projects paints a bleak picture for the aggregates market. What really drives volumes are significant projects such as dams, stadia and major national highways, which have not been coming to market for a while. It is, however, encouraging to see the South African National Roads Agency (SANRAL) bringing some meaningful road projects such as the N2 and N3 to market,” concludes Caldas. a
it’s no



From large stones to the smallest grains: Bulk solids come in all types, shapes and sizes, but choosing the right measurement technology is surprisingly easy. With our level and pressure sensors, you can effortlessly keep an eye on all your important process values – and still have time to crack the really hard rocks.
Everything is possible. With VEGA.



The Tru-Trac Q-Series delivers reliable belt tracking and efficient cleaning performance, providing a cost effective solution for conveyor maintenance.

Quarrying by its nature is a price-sensitive industry because it deals with low-value bulk products, yet quarrying companies operate in complex and harsh conditions that require highquality products. Balancing the need for high-performance products with budget constraints is a constant challenge and a key factor in purchasing decisions. Against this backdrop, Tru-Trac Rollers is bringing to market its Q-Series range of belt scrapers and trackers or self-aligning idlers, specifically designed to meet the needs for quarries and related industries. By Munesu Shoko.
Seeking high-quality products at costeffective prices is a fundamental and enduring trend in the quarrying market, driven by a combination of factors, including the need for reliability in challenging environments, and the influence of market dynamics on profitability. While digital transformation and sustainability are some of the leading new trends, the core business principle of ‘value for money’ remains a constant driver for procurement decisions. This is the view of Douglas van der Westhuizen,
Technical Sales Representative at Tru-Trac Rollers, a specialist provider of conveyor components for the global mining and bulk material handling industries, who says that one of the trends shaping the industry is the requirement for high-quality products at competitive prices. This, he says, is particularly the case in the quarrying and related industries such as cement, where a combination of generally tight budgets and market dynamics are central to the need to ‘tighten the belt’. Given the arduous nature of quarrying operations, high-quality products are essential to ensure reliability,
minimise downtime and maintain safety, all of which impact the bottom line. “Traditionally, quarrying has always been deemed a light duty industry compared to mainstream mining. However, in South Africa we have noticed that the opposite is true – quarrying operations are demanding. To operate efficiently and profitably, the industry is reliant on good products, but tight budgets are a reality that operations have to contend with, mainly due to the fact that the industry processes high-volume, low-value material,” says Van der Westhuizen.
Having over the years fostered strong ties with key quarrying customers, Tru-Trac has committed itself to delivering quality products at competitive prices to the industry. This comes in the form of a newly designed range of belt scrapers and trackers that speak
Balancing the need for high-performance products with budget constraints is a constant challenge and a key factor in purchasing decisions in the quarrying sector
Against this backdrop, Tru-Trac Rollers is bringing to market its Q-Series range of belt scrapers and trackers or self-aligning idlers, specifically designed to meet the needs for quarries and related industries
One of the most common causes of unscheduled downtime on conveyor systems is belt misalignment, which causes spillage, belt edge damage, damage to the structure, increased power consumption and increased labour costs
Continuous inspection, the need to always ‘look and see’, is crucial to keeping conveyor systems operating at peak performance
directly to the needs of quarries. As with any other new product from Tru-Trac, the Q-Series range is currently undergoing a rigorous testing regime before commercial rollout, confirms Guy Fitt, National Sales Manager at Tru-Trac.
According to Fitt, the Q-Series range is ideally suited for conveyor belt widths between 300 mm and 1 200 mm – typical sizes found in most quarries and cement operations. “Having done business in the quarrying industry for a while, we saw the need for us to develop a quality product that comes at a competitive price. We put our heads together and redesigned some of our existing premium products to cut costs without sacrificing on quality and functionality,” says Fitt.
By changing some internal component designs, says Van der Westhuizen, Tru-Trac managed to cut both manufacturing and material costs. “For example, we looked at things such as the flat return tracker, the primary, and secondary scraper. While the primary scraper maintains the same quality and functionality as its premium counterpart, we changed the stainlesssteel component to the normal mild steel zinc-plated option, which reduces the price significantly. While the premium product comes with a lifetime guarantee on tensioners, the Q-Series still gives you the same performance but is not guaranteed for life,” says Van der Westhuizen.
From a physical standpoint, adds Van der Westhuizen, the flat return tracker looks exactly the same as the premium offering, but adopts slightly different brackets. The secondary belt scraper maintains the same functionality as that of the premium solution, but it
The Q-Series range is ideally suited for conveyor belt widths between 300 mm and 1 200 mm – typical sizes found in most quarries and cement operations
Designed for conveyors ranging from 300 to 1 200 mm, the Tru-Trac

uses a smaller cushion for the blades. These cushions bolt directly onto the shaft, eliminating the need for the cassette. It also has a lower profile, allowing Tru-Trac to offer it at a significantly lower price.
Quarries and mines lose thousands of productive hours each year due to conveyor system issues and, according to Fitt, some of the most common ones include belt misalignment, material carryback, and rip events – all of which directly impact throughput, operational costs, and safety.
“One of the most common causes of unscheduled downtime on conveyor systems is belt misalignment, which causes spillage, belt edge damage, damage to the structure, increased power consumption and

“Having done business in the quarrying industry for a while, we saw the need for us to develop a quality product that comes at a competitive price. We put our heads together and redesigned some of our existing premium products to cut costs without sacrificing on quality and functionality.
increased labour costs. Misaligned belts will ultimately result in lost production, increased operating costs, and safety hazards,” says Fitt.
Misaligned belts, says Van der Westhuizen, can also result in environmental issues by increasing material spillage and dust generation, which can contaminate nearby ecosystems and water sources, lead to regulatory non-compliance and negatively affect the health of both workers and nearby communities.
Carryback, adds Fitt, is another ‘common enemy’ in conveyor systems. Carryback represents loss of product, which, over time, can add up to significant financial costs, especially in systems handling large volumes.
“Carryback directly reduces conveyor productivity by creating unscheduled downtime for cleanup, degrading components such as rollers and pulleys, causing

“It is important to make sure that all the structural conveyor components such as pulleys, idlers, take-ups and the supporting structure are properly aligned at all times. In fact, these should be the principal areas of concern whenever trying to identify belt tracking problems.

Tru-Trac on-site inspections and technical support ensure that every conveyor system continues to run at peak performance.
material loss and leading to belt tracking issues that necessitate further maintenance,” says Fitt.
Drawing on decades of field experience, Fitt and Van der Westhuizen outline some of the best-practice maintenance approaches to keeping conveyors running at peak performance in demanding quarrying conditions.
According to Fitt, continuous inspection, the need to always ‘look and see’, is crucial to keeping conveyor systems operating at peak performance. With this approach, minor issues are identified early on before they escalate into major problems that lead to unexpected breakdowns. This approach minimises unplanned interruptions, ensuring that material transport is
uninterrupted and production schedules are maintained.
“Our maintenance teams are regularly on customer sites, conducting these ‘look and see’ inspections. Through these inspections, we can advise customers on potential issues before they become big setbacks. Addressing small issues when they are first noticed is significantly less expensive than emergency repairs on major failures such as belt rips,” says Fitt.
According to Van der Westhuizen, constant condition monitoring of conveyor components is one of the best practices in ensuring correct belt tracking at all times. It is essential to be fully aware of the basic characteristics of the different belt tracking components and for these to be employed correctly.
“It is important to make sure that all the structural conveyor components such as pulleys, idlers, take-ups and the supporting structure are properly aligned at all times. In fact, these should be the principal areas of concern whenever trying to identify belt tracking problems. All pulleys, snub rollers, troughing and return idlers must be square with the frame parallel to each other, and also be level,” concludes Van der Westhuizen. a

Given the criticality of conveyor systems to the success of mines and quarries, the importance of adopting a proactive maintenance strategy cannot be stressed enough.
Speaking to Quarrying Africa, Keletso Mabula, Sales Engineer: Belt Cleaners at MATO Products, stresses that conveyors are the arteries of a mining or quarrying operation, and when they stop, production stops. A proactive maintenance strategy is therefore not optional, it is essential. By Munesu Shoko.
One of the most significant threats to a mining or quarrying operation is the failure of a belt conveyor and the resultant downtime and ultimately lost production. Given that the consequences can vary from expensive to disastrous, it is logical for operations to take every
possible measure to prevent such events from happening. A proactive maintenance strategy is therefore crucial for efficient conveyor performance and serves as the best defence against catastrophic failures.
According to Mabula, conveyors are the lifeblood of mining or quarrying operations, and their stoppage means lost production.
The MATO MCP3 Primary Cleaner is designed to effectively remove carryback from conveyor belts at the head pulley, reducing spillage and preventing material buildup.


“Proactive maintenance helps optimise operating costs by reducing emergency repairs, minimising spillage and improving energy efficiency through properly aligned and tensioned belts. Ultimately, it shifts maintenance from being a cost centre to a value-adding function that safeguards production continuity.
Conveyors are the arteries of a mining or quarrying operation, and when they stop, production stops
By anticipating wear and addressing issues before they become failures, operations can significantly reduce unplanned downtime, extend the lifespan of belts and components, as well as improve safety
Proper splice maintenance reduces the risk of belt failure, material loss and damage to other components, while also lowering long-term costs associated with repairs and replacements
Mines and quarries that empower their teams with the right tools, training and mindset to care for their conveyors consistently outperform those that wait for breakdowns to occur
A proactive maintenance strategy is therefore nonnegotiable. By anticipating wear and addressing issues before they become failures, explains Mabula, operations can significantly reduce unplanned downtime, extend the lifespan of belts and components, as well as improve safety.
“Proactive maintenance also helps optimise operating costs by reducing emergency repairs, minimising spillage and improving energy efficiency through properly aligned and tensioned belts. Ultimately, it shifts maintenance from being a cost centre to a value-adding function that safeguards production continuity,” says Mabula.
As someone who is always on the ground to help operations optimise their conveyor systems, Mabula highlights some of the proven best practices, and one of the principal ones is regular belt inspections

checking for signs of wear, mistracking and joint failures. Early detection of these issues allows for proactive, preventative maintenance before problems escalate into expensive, production-halting failures.
It is also important to maintain splices regularly, adds Mabula, ensuring clips are properly installed and replaced on time. Proper splice maintenance reduces the risk of belt failure, material loss and damage to other components, while also lowering long-term costs associated with repairs and replacements.
Regular belt cleaner maintenance – replacing blades and maintaining correct tension to minimise carryback and spillage – is critical. Maintaining proper belt cleaner operation extends belt life, reduces energy consumption, enhances worker safety, ensures product quality, and ultimately lowers maintenance costs and increases operational productivity.
Lubrication – keeping idlers, pulleys, and bearings in peak condition – is another key component of a proactive conveyor maintenance regime. By minimising friction and wear between components such as pins and bushings in chains, lubrication significantly extends the life of the conveyor system.
“Regular training and operator involvement also ensures teams are equipped to spot early warning signs and perform routine checks. When these practices are embedded into daily routines, plants experience fewer breakdowns and better overall belt performance,” says Mabula.
Designed for easy installation and long-lasting performance, Mato belt clips minimise belt slippage and downtime.

The advent of technologies such as real-time monitoring systems has over the years changed the face of conveyor maintenance. Real-time monitoring systems transform conveyor maintenance by shifting from reactive to predictive maintenance, enabling continuous data collection and analysis to detect anomalies early.
“Real-time monitoring systems are transforming conveyor maintenance. Technologies such as belt misalignment detectors, load sensors and vibration monitoring, provide continuous data on conveyor performance. This enables predictive maintenance, where teams can act on early warnings, such as a bearing overheating or a splice beginning to fail, before the issue escalates. Beyond reliability, monitoring also improves safety by reducing the need for constant manual inspections in hazardous areas,” says Mabula.
Apart from real-time monitoring, Mabula notes that several other technologies have come to market to help with conveyor system maintenance. These include automated belt cleaners that adjust themselves to maintain optimal pressure; advanced splicing tools and fasteners designed to improve joint strength and reduce installation time; wear sensors embedded into liners and scrapers that trigger alerts when replacement is due; and drone and AI-based inspections to survey long overland conveyors or inaccessible sections of plant conveyors.
In conclusion, Mabula stresses that a proactive conveyor maintenance strategy is not just about technology or best practice, it is about culture. Mines and quarries that empower their teams with the right tools, training and mindset to care for their conveyors consistently outperform those that wait for breakdowns to occur.
“In today’s competitive environment, proactive maintenance is a competitive advantage, not just a technical necessity. Overall, investing in proactive strategies and smart tools enhances reliability, safety and productivity,” concludes Mabula. a
The introduction of the Leica iCON grade iGG3 Dual GNSS Grader solution provided high-a precision, durable and user-friendly system to enhance the overall efficiency and accuracy of the grading work.

Haw & Inglis Engineering (H&I Engineering), founded in 1984 and based in Cape Town, South Africa, is a construction company specialising in road construction and rehabilitation. While the company’s core focus is major national and provincial arterial roads and urban highways, its expertise extends to urban infrastructure and select industrial, commercial, residential and sporting building projects.
The group has strong vertical integration with in-house crushing and concrete work operations to support its roadwork activities. H&I Engineering is established as one of the leading independent contractors operating throughout South Africa and has recently expanded market focus to include certain Southern African Development Community (SADC) countries.
In recent years, the R61 Corridor has experienced a substantial increase in traffic volume, which has significantly impeded access to Mthatha Airport in the Eastern Cape. The upgrade of the R61 Corridor will assist in improving traffic flow and access to the airport. Numerous intersections have already been upgraded to improve traffic flow and ease turning into and out of the R61. Some access road
In recent years, the R61 Corridor has experienced a substantial increase in traffic volume, which has significantly impeded access to Mthatha Airport in the Eastern Cape

During the road upgrade project of the R61 in the Eastern Cape, H&I Engineering encountered several challenges that could have impacted the efficiency and effectiveness of the grading work
One of the primary issues was the excessive banks on the road (hyper elevations), especially where curved sections met straight stretches. This made it extremely difficult to maintain a consistent level while operating the grader
The introduction of the Leica iCON grade iGG3 Dual GNSS Grader solution addressed these specific issues, providing a high-precision, durable and userfriendly system to enhance the overall efficiency and accuracy of the grading work
Since the success of the R61 Corridor project, H&I Engineering has invested in three more Leica iCON iGG3 solutions. Additionally, the company has acquired more Leica survey equipment, including total stations and GPS systems
intersections have also been re-gravelled or surfaced. The R61 Corridor plays a key role in helping move people and freight around the region and beyond. An investment of R18,9-million from the project helped create
An investment of R18,9-million from the project helped create about 160-200 job opportunities for local skilled and semi-skilled workers during the construction phase
about 160-200 job opportunities for local skilled and semi-skilled workers during the construction phase. Skills development and other training opportunities have been offered to those working on site.
The R61 will now be a vital link and catalyst for the development of the Wild Coast Special Economic Zone – which aims to create new jobs and stimulate industrial development in the Eastern Cape.
During the road upgrade project, several challenges emerged that could have impacted the efficiency and effectiveness of the grading work. One of the primary issues was the excessive banks on the road (hyper elevations), especially where curved sections met straight stretches. This made it extremely difficult to maintain a consistent level while operating the grader.
The previous system struggled to cut to design level and had a wave effect, forcing operators to use the grader machine in first gear. This significantly reduced operational speed, leading to several inefficiencies.
Furthermore, critical parts, such as the hydraulic system, experienced accelerated wear and frequent leakages, which increased maintenance costs.
H&I Engineering was looking for a more advanced and reliable solution to ensure consistent grading levels, reduce operational inefficiencies and minimise equipment wear. The introduction of the Leica iCON grade iGG3 Dual GNSS Grader solution addressed these specific issues, providing a high-precision, durable and user-friendly system to enhance the overall efficiency and accuracy of the grading work.
The system underwent a trial period for three months on one of H&I Engineering’s graders, rigorously tested during a contract for the Western Cape Government. Initially, the contractor used another solution, but the Leica Geosystems team proposed a trial for a solution supported by dedicated technical specialists.
The outcome exceeded expectations, revealing a streamlined solution that significantly enhanced onsite productivity and seamlessly unified design data. This integration maintained margin gains and drove profits effectively for H&I Engineering. Mr Scott of H&I Engineering notes that Leica Geosystems’ all-in-one machine control platform provided “a unique, intelligent and intuitive combination of hardware and software tailored precisely to project requirements”.
Consistency in final product quality: The Leica Geosystems solution demonstrated a significantly higher


The Leica Geosystems solution demonstrated a significantly higher level of consistency in the quality of the road than the previous system.
level of consistency in the quality of the road than the previous system. The improvement ensured that each section met the required standards with minimal variation.
The Leica iCON iGG3’s usercentric design facilitated easier operation, reducing the learning curve for new users and minimising the likelihood of operational errors.
Durability: The durability of the Leica iCON iGG3 solution was superior, withstanding extensive use and harsh operational conditions without significant wear or frequent maintenance. This durability translated to reduced downtime, lower maintenance costs and a longer lifespan for the equipment, providing a better return on investment.
Seamless integration: Seamless data transfer between the office and machines, via Leica ConX, provided remote communication, better fleet management, and earthmoving productivity analysis. This improved connectivity ensures that all project stakeholders are now working with the latest design data.
Since the success of the R61 Corridor project, H&I Engineering has invested in three more Leica iCON iGG3 solutions. Additionally, the company has acquired more Leica survey equipment, including total stations and GPS systems.
“Our investment in Leica Geosystems solution ensures we continue delivering highquality, efficient and precise road construction solutions,” adds Scott.
“The Leica Geosystems solution improved consistency, reduced operational errors and provided a seamless workflow for our projects,” says Scott.
User-friendliness: The Leica iCON iGG3 solution was notably more user-friendly compared to other systems. Its user-centric design facilitated easier operation, reducing the learning curve for new users and minimising the likelihood of operational errors.
Enhanced user-friendliness also contributed to higher efficiency and productivity among the staff.
The Leica iCON iGG3 grading system has greatly improved the way H&I Engineering handles dirt movement and fine grading. By bringing 3D design surfaces inside the cab, operators can work independently and accurately anywhere on the project, guided by a GNSS system or a robotic total station.
H&I Engineering’s forward-looking approach by investing in advanced machine control reflects the company’s dedication to driving progress and setting new benchmarks for excellence in the engineering and construction sector. a


With mines getting deeper as near surface deposits get depleted, the industry is being forced to extract resources from deeper within the Earth’s crust. Amid these deepening mining environments, IPR (Integrated Pump Rental) has launched the PAC SH dewatering pump range from Atlas Copco. With its super high-head, high-flow capabilities, the range provides a fitting dewatering solution for ultra-deep mining without the need for complex and costly multistage pumping systems. By Munesu Shoko.
As opencast mines get deeper, operations often contend with significant water ingress and rising depths. In such an environment, technical demands increase, particularly dewatering capabilities at these extreme depths. Against that background, IPR, now part of Atlas Copco’s Specialty Rental Division, is bringing to market the Atlas Copco PAC SH range of dewatering pumps.
According to Steve du Toit, sales manager at IPR, the PAC SH range offers a maximum head of 235 m and a maximum flow of 2 000 m³, making it the
largest pump to date in IPR’s dewatering portfolio.
The PAC SH complements an existing broad portfolio that already includes the VAR, PAS and PAC ranges, allowing IPR to offer mines and quarries a full suite of dewatering solutions at each stage of pit development, from breaking ground to deep levels.
“The extended PAC range means mines can now match the right pump to each stage of pit development – from medium depth to very deep pits. This flexibility ensures efficiency at every stage and provides operational teams with the confidence that the right solution is always available,” says Du Toit.
235 m
The PAC SH range offers a maximum head of 235 m

As opencast mines get deeper, operations often contend with significant water ingress and rising depths. In such an environment, technical demands increase, particularly dewatering capabilities at these extreme depths
Against that background, IPR, now part of Atlas Copco’s Specialty Rental Division, is bringing to market the Atlas Copco PAC SH range of dewatering pumps
The PAC SH range offers a maximum head of 235 m and a maximum flow of 2 000 m³, making it the largest pump to date in IPR’s dewatering portfolio
The PAC SH range delivers greater lift and efficiency than conventional multi-stage centrifugal dewatering systems often used at extreme depths
2 000 m³
The PAC SH range offers a maximum flow of 2 000 m³

With their high lift capability, the PAC SH pumps can move water directly from deeper levels of the pit without requiring multiple stages. This translates into easier installations, less equipment to look after and more efficient dewatering, allowing deepening mines to cut costs and increase efficiencies.
The PAC SH self-priming centrifugal single-stage pump range, explains Du Toit, stands out due to its ability to deliver greater lift and efficiency than conventional multi-stage centrifugal dewatering systems often used at extreme depths. The advanced design and capabilities mean that fewer pumps are needed, set-up is simpler and performance is more consistent in deep pit dewatering applications.
“The complexity of multistage pump systems rises with mining depth. The addition of piping and pumping stations not only calls for more equipment, but also increases the need for maintenance,” says Du Toit. “With their high lift capability, the PAC SH pumps can move water directly from deeper levels of the pit without requiring multiple stages. This translates into easier

installations, less equipment to look after and more efficient dewatering, allowing deepening mines to cut costs and increase efficiencies.”
Dewatering, adds Du Toit, is often a major operational cost driver for mines. PAC SH high-head pumps are said to be fuel-efficient, require less maintenance and reduce the high capital costs related to multiple units. The lower fuel consumption and extended service intervals reduce operating costs significantly – delivering real savings in total cost of ownership (TCO).
The PAC SH pump range boasts a five-vane closed impeller, enhancing efficiency and ensuring superior fluid handling. Its robust design allows it to handle high concentrations of solids and abrasive materials, making it effective in challenging site conditions where continuous and consistent dewatering is essential.
The pump is mounted on a galvanised steel base with a two-point lifting system, allowing for easy transport and handling. A protective engine canopy ensures long term durability, even in harsh operating environments. Security and operational efficiency are further enhanced with a manual lockable diesel fuel fill system, preventing unauthorised access while ensuring safe refuelling.
The pump and engine control panel which includes an emergency stop function, provides operators with precise control over performance and safety. A heavy-duty battery with a secure enclosure guarantees uninterrupted power, while vacuum and pressure gauges enable accurate monitoring of suction and discharge performance.
To maximise pump life and reliability, a pump operating range sign serves as a visual guide to ensure optimal performance while minimising wear and tear.
IPR prioritises safety and ease of use, incorporating features such as heat shields, work lights, a lockable battery isolator and a fire extinguisher as standard. The unit can also be configured with rear discharge pipework including an optional geared butterfly valve, allowing for customised application setups to meet specific site requirements.
At the time of writing, IPR had brought its first PAC SH pump into South Africa, which was due for delivery at a mine in Africa. While this was an outright purchase, Du Toit says the PAC SH range is also available for short, medium and long-term rental, providing customers with the flexibility they need to meet their dewatering needs.
“The financial position of the mine or quarry determines whether to buy or to rent a dewatering pump. In the event where the project is long term and capital is available, outright purchase would be the right option for the mine. If capital outlay is a problem, rental will be ideal. Rental eliminates the need for a substantial upfront capital expenditure, freeing up the much needed budget for other pressing needs. In addition, rental costs can be classified as operational expenses, and this is especially important where dewatering is a critical necessity, yet there is no capex available,” says Du Toit.
The PAC SH pump range benefits from the reliable aftermarket support that IPR has become renowned for in the dewatering game.
Du Toit stresses that when choosing a mission-critical asset such as a dewatering pump, it is important for mines and quarries to factor in the reputation of the brand and the aftermarket regime behind it.
“Operations that buy or rent their dewatering pumps from IPR can be confident that their equipment is always dependable and operates at peak performance. Our 24/7 technical support through our experienced field service personnel means that we can attend to any breakdowns in a timely manner, reducing downtime for customers,” concludes Du Toit. a















Different quarries need different cone crushers. Weir Minerals is the only global manufacturer that offers both. TRIO ® live and xed shaft cone crushers are made for modern quarries with advanced hydraulics, wear resistant materials and the latest technology. You get what’s right for your circuit. No unnecessary redesigns needed. Plus, with a lifelong commitment from the Weir Minerals global network, we’ve got you covered. Visit info.global.weir/trio


As the extractive industry rapidly moves towards data-driven operations, global sensor and measuring instrument manufacturer, VEGA, reports a rapid uptake of industrial measuring devices in the African mining sector. Miguel Petersen, Group Marketing Manager, VEGA Controls and VEGA Instruments, tells Quarrying Africa that mines are investing in robust, low-maintenance sensors, which are the fundamental data sources for automation, asset protection and environmental compliance. By Munesu Shoko.
There is a strong shift to compact, higher-frequency (80 GHz) radar devices that give tighter beam focusing and improved signal stability in dusty or difficult geometries
VEGA’s portfolio includes “Pro” devices for demanding or safety-critical tasks, such as the versatile VEGAPULS 6x radar sensor, which can measure liquids and solids in virtually all level applications
As digitalisation and automation continue to take root in modern mining and quarrying operations, the importance of fit-for-purpose sensors to achieve the desired transformation cannot be stated enough. Sensors play a crucial role by detecting and measuring a variety of parameters such as temperature, pressure, humidity, flow rate, motion and position.
On the back of this digital and automation drive, the uptake of industrial measuring devices in African mining is clearly accelerating, confirms Petersen. Adoption, he says, started with critical liquid and bulk-solids applications (silos, hoppers, tanks and thickeners) and is broadening into predictive maintenance and remote process control as connectivity and on-site digital skills improve.
“While projects can be phased and conservative in procurement, we are seeing faster replacement cycles for legacy instrumentation as operators prioritise reliability and data quality to reduce downtime and operating cost,” says Petersen.
In terms of uptake, Petersen says non-contact radar level sensors (VEGAPULS family) are the clear market drivers to date. They deliver reliable, maintenance-free level measurement across liquids and bulk solids under dusty, high-temperature and abrasive conditions that are common in mining.
On the back of the digital and automation drive, the uptake of industrial measuring devices in African mining is clearly accelerating
Adoption started with critical liquid and bulk-solids applications (silos, hoppers, tanks and thickeners) and is broadening into predictive maintenance and remote process control as connectivity and on-site digital skills improve
VEGA has observed a move from purely local analogue instruments toward devices that supply digital data and diagnostics for condition-based maintenance and remote monitoring
VEGA expects the continued roll-out of compact, focused-beam radar models and variants tuned for bulk solids, plus more safety-certified and cybersecurity-aware instrument versions for industrial networks
“Pressure transmitters and guided wave radar technology are also incorporated in applications that require pressure or interface measurement. The combination of long measuring ranges, immunity to dust/fines and digital outputs that integrate into control systems makes these technologies the practical backbone of mine automation,” explains Petersen.
As a leader in the measuring device market, VEGA has observed a number of key trends shaping the market to date. One of them is the strong shift to compact, higherfrequency (80 GHz) radar devices that give tighter beam focusing and improved signal stability in dusty or difficult geometries. VEGA remains the leader in radar technology innovation.
“We have also observed a move from purely local analogue instruments toward devices that supply digital data and diagnostics for condition-based maintenance and remote monitoring,” says Petersen.
Other emerging trends include the growing demand for simpler, lower-cost radar devices for routine applications alongside premium, Safety Integrity Level (SIL)-capable sensors for safety-critical points, as well
The simple connection of VEGABAR series 80 sensors as electronic differential pressure opens new possibilities for the measurement of differential pressures.

as the growing interest in sensors that are rugged, intrinsically low-maintenance and easy to commission in remote sites.
Commenting on the drivers behind these trends, Petersen says several forces converge: cost pressures and the need to reduce operational downtime; the industrial drive to centralise monitoring and extract value from data (better process control, fewer overfills/spills); safety and

While projects can be phased and conservative in procurement, VEGA is seeing faster replacement cycles for legacy instrumentation as operators prioritise reliability and data quality to reduce downtime and operating cost.
environmental regulation; and the expansion of remote operations where local maintenance is limited.
“In addition, technological improvements – smaller, cheaper radar chips and better signal processing – have made high-performance sensors accessible to more applications, so mines are replacing reactive fixes with dependable instrumentation that supports digital workflows,” says Petersen.
In response to these emerging market trends, VEGA has matched product development with operational realities – delivering compact 80 GHz radar and universal radar solutions that are easy to install and commission; certifying and ruggedising instruments for mining environments; and ensuring digital interoperability so sensors feed control systems and condition-monitoring platforms reliably.
Equally important, says Petersen, is support, technical application advice, training and aftersales service, so that mines can implement sensors as part of a stable, reliable data-driven process. VEGA’s portfolio deliberately spans both cost-efficient BASIC radar products for standard applications and “Pro” devices for demanding or safety-critical tasks, such as the versatile VEGAPULS 6x radar sensor, which can measure liquids and solids in virtually all level applications.
“I believe that VEGA has positioned itself at the forefront of transformational measuring instrumentation and sensors within the mining sector. With decades of expertise and a strong presence across African mining operations, we continue to set the benchmark for reliability and innovation,” stresses Petersen.

Commenting on some of the key future developments that are likely to take root in the measuring devices market, Peterson expects the continued roll-out of compact, focused-beam radar models and variants tuned for bulk solids, plus more safety-certified and cybersecurity-aware instrument versions for industrial networks.

“We will also see broader availability of affordable ‘BASIC’ radar units for high-volume, routine silo and bunker applications, as well as sensors with richer diagnostic outputs to support predictive maintenance and remote commissioning. These are all aimed at delivering better measurement confidence with lower lifecycle costs,” he says.
In conclusion, Petersen stresses that good measurement is the foundation of good decisions. For quarry and mine operators, the trick is to treat sensors as commodities; the reality is that selecting the right sensor family, mounting and signal configuration pays for itself quickly through avoided downtime, safer operations and cleaner environmental compliance.
“We encourage operators to partner with their instrumentation supplier early in the project lifecycle, so that site realities, such as dust loading, vessel geometry and product properties, can be factored into the measurement solution. At VEGA, we combine proven products with local application support to help African mining customers convert measurement data into a reliable operational advantage,” concludes Petersen. a
Radar Level Measurement (VEGAPULS Series)
• Silos and stockpiles: Reliable non-contact radar measurement, even in dusty or abrasive conditions.
• Hoppers and crushers: Compact 80 GHz radar sensors deliver precise readings despite buildup or limited mounting space.
• Slurry tanks and thickeners: Hydrostatic pressure transmitters provide continuous, stable density and level data.
• Pump sumps: Submersible pressure transmitters ensure reliable pump control and prevent dry runs.
• Interface measurement: Accurate readings in thick slurries, froth layers or when multiple phases are present.
Safety and Diagnostics
• SIL-certified instruments available for critical applications.
• Built-in self-monitoring and diagnostic functions for predictive
• maintenance.


The improved market conditions in the construction sector have translated into a marked increase in construction vehicle sales for DTSA, particularly the FUSO FJ range.

On the back of visible green shoots in the South African construction sector, Daimler Truck Southern Africa (DTSA) has seen a marked increase in construction vehicle sales, particularly for its FUSO FJ Series. Amid this growing uptake, DTSA is introducing the Allison automatic transmission to the FJ range, which bodes well for stop-start applications found in construction and mining. By Munesu Shoko.
That the supply chain is always a good indicator of the health of an industry is not farfetched. If sales of construction vehicles are anything to go by, then it corroborates the sentiment that there is a noticeable recovery in the South African construction
sector. Speaking to Quarrying Africa on the sidelines of the recent Daimler Truck Experience event, Maretha Gerber, President and Group CEO of DTSA, noted an uptick in construction vehicle sales this year. In fact, she says, from a percentage point of view, the construction vehicles market is enjoying more
R259-billion
Infrastructure South Africa is preparing 34 projects valued at R259-billion to come to market within the next 12-18 months

We are glad to announce that customers now have an option for a six-speed Allison automatic transmission, which speaks directly to the needs of the stop-start operations synonymous with construction.
DTSA has launched the six-speed Allison 3000, which is ideally suited for various applications such as distribution, firefighting, waste collection and construction

The uptick in construction vehicle sales this year can be attributed to the visible green shoots in the construction sector. Having endured depressed market conditions in the past few years, we are seeing a renewed focus on infrastructure investment by the government.
On the back of visible green shoots in the South African construction sector, Daimler Truck Southern Africa has seen a marked increase in construction vehicle sales, particularly for its FUSO FJ Series
While there is a general industry concern around the slow rollout of infrastructure projects, DTSA says it is encouraging to see some meaningful projects already coming to market, especially road and rail projects
The top performing models are the FUSO FJ26-280C HUB and the FJ26-280C HYP. A key selling point of the FJ range is the bodybuilder-friendliness of the vehicles
In response to the increasing customer demand for automatic transmission, DTSA has introduced the Allison transmission on the FUSO FJ range
significant growth than the long-haul truck market, although this is coming from a very low base, given the depressed nature of the construction sector in the past few years.
“The uptick in construction vehicle sales this year can be attributed to the visible green shoots in the construction sector. Having endured depressed market conditions in the past few years, we are seeing a renewed focus on infrastructure investment by the government. While there is a long way to go before we start seeing the full effects of the proposed historic R1,3-trillion infrastructure budget, we have seen some key projects coming to market, notably in KwaZuluNatal,” says Gerber.
While there is a general industry concern around the slow rollout of infrastructure projects, Gerber says it is encouraging to see some meaningful projects already coming to market, especially road and rail projects. For example, Infrastructure South Africa is preparing

34 projects valued at R259-billion to come to market within the next 1218 months, which include hospital expansions, water programmes and rail projects such as the R9,4-billion Project uKuvusela.
Olaf Petersen, Vice President for Sales and Marketing at DTSA, says the Government of National Unity (GNU) has reiterated a clear plan for infrastructure development to stimulate economic growth. “It is encouraging to see areas such as KwaZulu-Natal and the Western Cape enjoying significant construction activity. There is also an indication that some new contracts are being awarded, but it will take a bit of time for these projects to get going due to the time needed for contractors to mobilise to sites,” says Petersen.
The improved market conditions in the construction sector have definitely translated into a marked increase in construction vehicle sales, confirms Gerber, who says that the FUSO FJ range has particularly enjoyed the lion’s share of this sales growth.
“Although we have seen strong interest in our Mercedes-Benz Arocs range, the main sales driver in our construction range remains the FUSO FJ series, particularly in the 16-26 tonnes gross vehicle mass (GVM) category,” says Gerber, adding that the FJ range has built a strong reputation for reliability and fuel-efficiency, taking DTSA to the next level within the construction market.
The top performing models, says Petersen, are the FUSO FJ26-280C HUB and the FJ26-280C HYP. A key selling point of the FJ range is the bodybuilder-friendliness of the vehicles. The FJ26-280C HYP, for example, is available with both the engine Power Take Off (PTO) and a transmission PTO, allowing customers the flexibility to either fit a mixer or tipper body when taking delivery of the vehicle.
Efficiency, a major parameter in construction customers’ buying decisions, is another key competitive edge of the FUSO FJ offering. The FJ26-280C HYP, for example, is specifically fitted with hypoid rear axles (single reduction axles), contributing extensively to low fuel consumption, and reducing the tare weight of the vehicle. This is to ensure that the vehicle can accommodate a 6 m³ concrete mixer and still comply with the
permissible axle loads.
The FJ26-280C HYP is powered by the 6S20 6,4-litre direct-injection engine producing 205 kW of power at 2 200 rpm delivering high torque (1 100 Nm between 1 200 rpm to 1 500 rpm) over a wide range of engine speeds and is paired with the G131 nine-speed transmission with crawler gear.
“We are glad to announce that customers now have an option for a sixspeed Allison automatic transmission, which speaks directly to the needs of the stop-start operations synonymous with construction,” says Petersen. An automatic transmission is ideal for stopstart applications because it eliminates the need for constant clutch use, preventing stalls and allowing for smoother, less stressful driving.
In response to the increasing customer demand for automatic transmission, DTSA has introduced the Allison transmission on the FUSO FJ range. Initially, explains Petersen, the company has brought the six-speed Allison 3000, which is ideally suited for various applications such as distribution, firefighting, waste collection and construction.
This will be followed by the six-speed Allison 3500, which will become available early next year, specifically for the three-axle FJ models in the 26-t GVM segment. While it can be deployed across
DTSA has seen strong interest in its Mercedes-Benz Arocs range.

applications, Petersen says the Allison 3500 will be more suited for heavy tipper operations, for example, in heavy construction and mining applications.
Commenting on the benefits of the automatic transmission, Petersen says productivity is maximised through uninterrupted power, ensuring consistent output even under demanding conditions. Faster acceleration combined with smooth gear shifts enhances operational fluidity, while increased efficiency allows for more loads, stops and tasks to be completed within shorter timeframes.
Optimised performance supports heavyduty workloads, and the inclusion of Downhill Control Mode not only improves safety but also reduces brake wear, contributing to long-term reliability and cost-effectiveness.
Manoeuvrability is enhanced through superior traction, allowing confident navigation across soft or uneven terrain. Excellent gradeability ensures reliable performance on steep inclines, while consistent power delivery improves handling and control, making operations smoother and more responsive in challenging environments.
The
“Uptime is significantly improved through the use of a torque converter, eliminating the need for clutch maintenance and reducing downtime. Smooth driveline operation provides added protection to key components, while durable parts contribute to lower overall maintenance requirements, ensuring reliable performance and extended service intervals,” explains Petersen.
Driver impact is significantly reduced through the ease of use offered by a fully automatic transmission,
allowing operators to focus more on the task at hand. Comfortable operation reduces fatigue during long shifts, contributing to better wellbeing and productivity. By enhancing the overall driving experience, these features support driver retention, while minimising distractions from gear changes helps maintain sharper focus and safer operation.
Wider applications are supported by the constant drive PTO, enabling pump-and-roll functionality for specialised operations. This feature is particularly valuable for construction of water tankers and wildland firefighting, where continuous movement and simultaneous pumping are essential for efficiency and safety in dynamic environments.
Commenting on the state of the overall commercial vehicle market this year, Gerber says while the market is generally doing well from a sales point of view, it is not matching the historic levels experienced in the past few years. The increased competition in the sector, she says, affords brands such as DTSA to refocus on “what is important.”
“In a buoyant market, companies tend to focus on sales and not necessarily the full value chain. In our case, we have realised the need to readjust our focus on our core strength, which is the value chain, not just the product. Our mission is not only to offer a high-quality product, which we are definitely known for, but also to deliver exceptional service and build long-lasting relationships,” concludes Gerber. a
Conveyor belt cleanliness is more critical to safe and efficient operation than you may think. Quarry operators often believe in an efficiency ‘sweet spot’, the balance between the amount of spillage beneath the system and dust emissions above, relative to the volume of material being transported and the total uptime. That balance is a myth. There is no trade-off between maintaining a clean operation and ensuring productivity. By Dave Mueller, Product Manager, Conveyor Products, Martin Engineering.
Conveyor belt cleanliness is more critical to safe and efficient operation than you may think. There is no tradeoff between maintaining a clean operation and ensuring productivity
Dust from the return belt can be pervasive. Once the belt is loaded, the pressure of the cargo and the vibration of the belt compress dust into the trough of the belt, packing fine particles into the divots and cracks
Running a system to failure due to an overstretched workforce will lead to more expensive and prolonged downtime
Carrying out maintenance during a scheduled shutdown, when staff can focus on specific tasks in a controlled environment, is the optimal situation
In fact, installing the correct material discharge and belt cleaning configuration can effectively address both concerns, along with a variety of other issues throughout the entire conveyor system.
The quality and construction of belt cleaners are crucial for achieving optimal results. Two cleaners from different manufacturers, both made of polyurethane, may appear quite similar, but once installed and tensioned, operators will notice significant differences.
Typically, a lower-quality cleaner allows more material to carryback, requires more maintenance labour, needs to
The Martin Tracker uses the belt’s weight and sensing arms to adjust a roller that corrects slight variations in the belt path.

be replaced more frequently, may not be suitable for the application’s volume or properties, and could damage the belt, which is commonly the most expensive component of any conveyor system.
This article will discuss the various issues caused by inadequate belt cleaning and their solutions. Those problems are material carryback, fugitive dust, equipment fouling, belt misalignment, additional maintenance labour and increased health and safety risks.
Problem – Carryback refers to material that is not discharged, bypasses cleaners and remains adhered to the conveyor belt beyond the head pulley. In addition to the loading zone, the discharge zone is often a main area where fugitive material accumulates beneath the conveyor system as ‘spillage’.
This is caused by carryback. After passing through the cleaner(s), material drops at the snub pulley and/or the take-up pulley. It typically does not all come off at once. As the stuck material travels along the belt return toward the tail pulley, it falls off along the belt path, disrupted by return rollers. Thus, cleaning the belt of as much carryback as possible is essential for workplace cleanliness and safety.

Solution – A primary cleaner blade endures the stress of heavy bulk material, so ensure it is properly graded for light, medium, heavy, or extra heavy duty. When selecting a primary belt cleaner, consider the pulley diameter, belt speed, production volume and material properties. Wet, viscous, acidic/alkaline and sharp/abrasive materials may require blades made from specialised polyurethane or material blends (tungsten tips, rubber, amongst others).
Problem – Dust from the return belt can be pervasive. Once the belt is loaded, the pressure of the cargo and
10,16 cm
Positioned behind the head pulley, the secondary cleaner should be tensioned against a hold-down roll within a distance of 5,08 cm to 10,16 cm to ensure effective cleaning


the vibration of the belt compress dust into the trough of the belt, packing fine particles into the divots and cracks. The older the belt, the more imperfections it has. As the belt passes through the cleaners – especially the secondary and tertiary ones – unless the cleaners are properly tensioned, the fines can settle in the blemishes and dislodge along the belt path. This creates clouds of dust along the way, and the tiny gritty particles can infiltrate the smallest spaces, leading to equipment fouling.
QC1+ One innovation that enhances servicing and safety is the Safe to Service Martin QC1+ Primary Cleaner or Safe to Service SQC2S Secondary Cleaner
Solution – To dislodge fines that drop like dust, a secondary or tertiary cleaner may be necessary. Positioned behind the head pulley, the secondary cleaner should be tensioned against a hold-down roll within a distance of 5,08 cm to 10,16 cm to ensure effective cleaning.
Contact with the belt should be in a negative-rake position and made from tungsten carbide or other abrasion-resistant materials for durability. Tertiary cleaners often rely on the weight of the belt combined with a spring tensioner. For extremely abrasive or sticky materials, consider using a washbox. Mounted close to the discharge point, water is used to wash the belt, with slurry collected below and a squeegee blade clearing
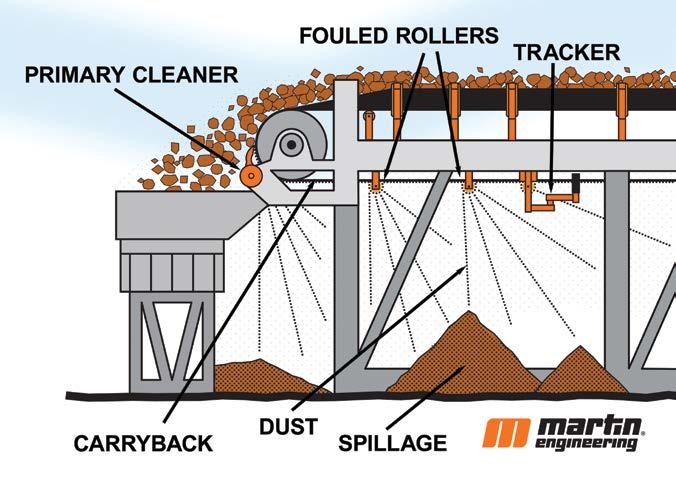
excess water. When using a washbox, best practices include using a precleaner to remove the majority of the material.
Dust is also minimised by enclosing the system at the discharge area with curtains and a return run seal. When material is discharged, it can hit the back of the transfer chute, leading to dust formation. As it falls down the chute onto the next conveyor, the impact creates turbulence that seeks an escape route. The receiving belt below generates its own airflow to pull the dust along, but if the top of the transfer chute is open and there is wind, it could trigger the capillary effect and pull the dust back up through the chute.
Problem – Carryback and dust are not only violations of workplace safety but also lead to costly consequences throughout the entire system. This results in reduced equipment lifespan and expensive replacements, which sometimes require unscheduled downtime.
Belting – Carryback material accumulating at the discharge zone can encapsulate the tail pulley, rollers, and belt. In this situation, the belt (typically the costliest component of any conveyor) will rest on the abrasive material and erode, reducing the equipment’s lifespan.
Pulleys and motors – Often, the head
pulley acts as the drive pulley, meaning any fugitive dust from the discharge gets drawn into the air intake, clogs the working parts, and leads to a breakdown.
Rollers – Fine particulates can foul bearings and cause the rollers to seize over time, leading to roller wear, belt damage, and frictional heat. Heat, combined with combustible dust and oxygen, equals a potential disaster. Furthermore, roller faces can become fouled with caked material, resulting in mistracking.
Solution – The resolution includes enclosing the system and installing a belt cleaning setup that eliminates carryback and dust. Seal exposed bearings and axles for rolling components. Install a filter in the drive pulley’s mechanical air intake and monitor it.
Replace equipment immediately to prevent frictional heat and damage. Running equipment to failure is a recipe for disaster. The preferred option is to inspect the system regularly or use a monitoring system, such as a position indicator that shows the status of cleaners and provides data on when they need servicing.
Problem – Many conveyors come with a ‘tracking’ system that is intended (ineffectively in many cases) to keep the
belt from coming into contact with the stringer and shredding the edges. Some operators who experience mistracking on the return install a ‘crown’ roller design, which is thicker in the middle.
If the belt drifts slightly, this design uses its weight to realign it back to the centre. When these return rollers are fouled by carryback, they no longer realign the belt. If the belt is not centred on the tail pulley, the cargo is likely to be loaded off-centre. This can result in the belt drifting further off-centre, spilling cargo from a full belt and potentially damaging the entire system.
Solution – Modern belt alignment systems such as the Martin Tracker HD can remedy misalignment more effectively than merely installing crown rollers. Designed for either the return or carrying side of the belt, these devices use sensing arms to detect slight variations in the belt path and immediately correct them by turning a roller or idler in the opposite direction.
Trackers are recommended for all systems because many factors can cause mistracking, not just carryback and broken equipment. However, mistracking results from carryback, so the underlying cause should be addressed first. Belt tracking on the return is also advised, regardless of issues stemming from carryback. With longer gaps between rollers on the return side than the upper carrying side has between idlers, the return side is susceptible to wind, belt camber and other elements that can lead to drift.
Problem – Running a system to failure due to an overstretched workforce will lead to more expensive and prolonged downtime. Inspection and maintenance of a conveyor system should be routine and performed regularly to prevent unscheduled downtime. It is easier said than done since belt cleaner tensioning is a continuous challenge for many operators.
Under-tensioning leads to carryback and expedites the blade wear. In contrast, over-tensioning results in higher power costs, increased heat from friction, runs a higher risk of pull-through, and also accelerates blade wear. After the lock-out/ tag-out procedures, changing cleaners can be an ergonomically awkward task performed beneath a conveyor or inside
the drop chute, often requiring two or more people and/or a confined space entry certification.
Solution – Carrying out maintenance during a scheduled shutdown, when staff can focus on specific tasks in a controlled environment, is the optimal situation. Many innovations to minimise maintenance time have been introduced in recent years. For example, Martin Engineering’s N2 Position Indicators (PI) help determine scheduled downtime by providing data on the wear status of belt cleaners. Delivered via mobile app, the N2 PI not only alerts users if an incident occurs, but the data it provides also helps operators understand wear times. This informs managers and aids them in coordinating maintenance schedules for greater efficiency.
Modern belt cleaner designs such as the CleanScrape Primary Cleaner are tensioned during installation, tested for performance, and then almost never need to be retensioned. With typically four times the lifespan of the average cleaner, the CleanScrape features tungsten carbide tips for enhanced equipment longevity in rugged, demanding conditions. It applies minimal pressure to the belt to keep it clean while ensuring mechanical splices can easily pass through.
Problem – Carryback increases safety risk as well as raising operational costs. Although it is strongly discouraged, operators continue to assign workers to clear spillage from around the system while the belt is running, shovelling the spillage back onto the moving conveyor, or into a skip or barrow –all of which drives up labour costs.
remove fugitive material, otherwise known as carryback, from the return side of the conveyor belt after the bulk material has been discharged. Ideally, this will be accomplished from within the chute works so that the removed carryback will pass onto the next system element.”
By enclosing the discharge zone and extending the entry hood, operators can control airflow with dust curtains and return run seals. When retrofitting a new enclosure, installing a replaceable wear surface plate made of smooth reinforced metal on the impact wall of the transfer chute will reduce buildup and be easier to replace than the entire structure later. This design eliminates dust emissions from the capillary effect. As part of the enclosure, accessible inspection doors that offer a clear view of the equipment should be installed.
Inspecting a discharge zone can be time-consuming and requires all your senses. Listen for squeaking rollers and idlers, debris hitting the sides of the enclosure or the inspection door, and the scraping of accumulated materials on the pulley against the mainframe or enclosure. Smell for any metallic friction, as well as burning polyurethane or rubber.
If a worker comes into contact with the belt, the risk of an injury or fatality are high. In the bulk handling sector, working on or near moving conveyors remains a leading cause of workplace injuries and deaths. Besides the devastating price paid by a worker’s family and colleagues in such circumstances, these incidents always result in costly fines, unscheduled downtime, and increased insurance premiums.
Solution – Avoid safety issues and labour costs associated with cleaning by eliminating the cause, carryback. Always follow the lock-out, tag-out (LOTO) procedure and never allow any worker to perform maintenance on or around a working conveyor.
One innovation that enhances servicing and safety is the Safe to Service Martin QC1+ Primary Cleaner or Safe to Service SQC2S Secondary Cleaner. Instead of confined space entry or crawling under the system, these designs enable equipment to be pulled away from the mainframe and serviced quickly and ergonomically by a single worker from outside the chute.
According to the Conveyor Equipment Manufacturers Association (CEMA), “Conveyor belt cleaners are used to
Feel for excessive vibration in the system, which may indicate mistracking or a change in the discharge stream. Lastly, always wear safety glasses and observe the operation of each component. Inspect the belt during a full rotation and note how the splice passes through the discharge process.
In the punishing environment of bulk materials handling, many aspects of workplace safety and operational efficiency are directly tied to how clean the conveyor belt is. Since incidental contact with the high-speed belt has become the leading cause of conveyor injuries and fatalities, carryback is increasingly being scrutinised by external health and safety authorities. Eliminating the safety hazards associated with belt cleaning also brings benefits such as reduced unscheduled downtime, fewer equipment failures, and lower operating costs. However, dust remains within the enclosure, so it is advisable to use shaft seals for bearings to prevent fouling. Once the appropriate primary, secondary, and tertiary cleaners are installed and carryback is significantly reduced, operators will notice an increase in material flow through the transfer chute. It is recommended that one installs a dribble chute to ensure all captured material is handled. The dribble chute should include a vibrator or air cannon to ensure that dust and fines are reintegrated into the cargo stream and do not accumulate inside the enclosure. a

The activities of the extractive industry have numerous impacts on the environment, and blasting operations have their fair share of impact in that regard. Dr Ramesh Dhoorgapersadh, GM: Operational Excellence & SHERQ at BME, a leading provider of expert solutions in commercial blasting, unpacks the importance of putting sustainability at the centre of mining operations and how the company, through several initiatives, has been a catalyst in driving the industry towards more sustainable operations. By Munesu Shoko.
There is a general consensus across industries that sustainability is no longer just a corporate buzzword, but a strategic business imperative.
Dr Dhoorgapersadh says sustainable practices support ecological, human and economic health and vitality.
a view to long-term priorities and consequences of the ways in which resources are used. In simplest terms, sustainability is about our children and our grandchildren, and the world we will leave them,” explains Dr Dhoorgapersadh.
used conservatively and wisely with
“Sustainability presumes that resources are finite and should
Blasting activities are said to have their fair share of environmental impact. Commenting on some
30-million l
BME currently consumes 30-million l of used oil annually. Used oil recovery and waste recycling saves resources such as diesel and water by using less traditional fuel

There is a general consensus across industries that sustainability is no longer just a corporate buzzword, but a strategic business imperative
Blasting activities have their fair share of environmental impact. Some of the common impacts on the environment include blast-induced ground vibration, airblast and flyrock
Since the 1980s, BME has been using recycled waste oil in explosives, which promotes circular economy principles
Explosives manufacturers must strive towards reducing their carbon footprint in the production of explosives
The several methods the industry has used to limit ground vibrations include optimising effective burden, sub drilling – minimising to 8-10 times the hole diameter, and minimisation of explosives mass per delay

“The several methods the industry has used to limit ground vibrations include optimising effective burden, sub drilling – minimising to 8-10 times the hole diameter, and minimisation of explosives mass per delay. Blasts should be initiated from the free face and delay intervals should be kept large enough to allow for ease of breakage of successive rows.
Dr Ramesh Dhoorgapersadh, GM: Operational Excellence & SHERQ at BME
of the common impacts on the environment, Dr Dhoorgapersadh makes special mention of blastinduced ground vibration, airblast and flyrock. Blast-induced ground vibration, he explains, is a transient pressure pulse that traverses through a rock mass as a result of energy released during a blast. This energy released at the blast site is sufficient to cause permanent damage to the rock mass. Outside of this area the energy is elastic, so that the particles of the rock mass are not permanently deformed or displaced. After the energy passes, the particles return to their original resting position. As a result of this displacement, particles impact other particles, and this continues as the energy is transmitted away from the blast site. There are three types of waves that occur due to the vibrations caused by a blast namely: air waves, surface waves and body waves.

evacuation radius, resulting in excess energy for the required task, causing projection of rock fragments beyond the clearance radius. It is caused by design faults, deviations in implementation and unforeseen geological conditions.
Design faults include inappropriate choice of burden for planned charge configuration; inappropriate charge concentration for drilled burden or stemming lengths; and deviations in implementation – for example, deviation of actual stemming length or front row burdens.
“Under ideal conditions, the detonation of ammonium nitrate-based explosives should produce carbon dioxide (CO2), water (H2O) and nitrogen (N2). When excess fuel is present, carbon monoxide (CO) is produced and when an excess oxidiser is present nitric oxide (NO) is produced,” explains Dr Dhoorgapersadh.
“It is common practice to measure blast vibration amplitude as particle velocity (mm/s) or the speed at which a particle vibrates. Surface waves travel along the surface of the Earth. Body waves travel through the Earth’s interior and can reach speeds of up to 7 600 m/s. The Mine Health and Safety Act and Regulations specify recommended vibration levels for different structures as indicated on the table above,” he says.
Airblast is an atmospheric compression wave resulting from the detonation of explosives. Airblast includes noise but also frequencies which cannot be heard by the human ear. It can occur through stemming, pre-existing and blast-induced fractures in the face and forward movement of the rock mass itself. It is propagated by a series of overpressures that decrease in intensity with increasing distance from the blast.
Flyrock is the undesirable throw of debris from a blast. Flyrock generates close to the air/rock interfaces, collar regions of blastholes, free face of a bench blast and secondary blasting. Flyrock occurs when the state of confinement of explosive charge is insufficient for applied
Factors that affect ground vibration include mass of explosives detonated per delay, blasthole pattern/ initiation timing and sequence, distance from blast to the point of monitoring, direction of direct energy propagation, and rock mass geology.
“The several methods the industry has used to limit ground vibrations include optimising effective burden, sub drilling – minimising to 8-10 times the hole diameter, and minimisation of explosives mass per delay. Blasts should be initiated from the free face and delay intervals should be kept large enough to allow for ease of breakage of successive rows,” explains Dr Dhoorgapersadh.
In order to minimise airblast and noise, it is important to ensure sufficient stemming is used (20–40-hole diameters), use in-hole detonators and ensure adequate burden on the hole crest. Laser profiling should be used to measure face uniformity and, where applicable, the charge configuration should be altered to account for irregular faces. Detonation cord should be avoided, and mechanical breaking should be used, if possible, over

secondary blasting.
Other measures to reduce airblast and noise include:
• Creation of earth mounds between mine and areas of concern
• Planting of indigenous trees and plants to create screens
• Avoid the following:
• Blasting when there is a low, dense cloud-base
• Cloud cover > 50%
• Wind blowing > 10 km/h to area/s of concern
• Early or late in the day
• Use of electronic detonators – single hole firing
• Depth of blast – Reduce number of rows
• Practise bottom hole priming rather than collar priming
• Avoid very short delay periods
• Increase front row burden if the face is uneven “Firing of large, well-designed blasts is recommended thus avoiding small blasts. Blasting during working hours or times with high ambient noise is preferred,” says Dr Dhoorgapersadh.
When it comes to flyrock, he says, a good blast design is the primary method to avoid it. While the blast pattern may be satisfactory, drilling inaccuracies or incorrect blasthole angles can cause significant deviations from the planned pattern with resultant excessive noise, vibrations and/or fly rock. The extra time spent on making sure that the blasthole is in the right position is especially warranted. Instruments should be used to set out the drilling pattern. He, however, warns that there will be difficulty in estimating the burden in hilly terrain.
“The correct charge weight must be employed in the blast hole. When using Ammonium Nitrate – Fuel Oil (ANFO) or any other free-running explosive, pour measured quantities of the explosives into the hole and monitor the build-up of the explosive column by tape measure or wooden pole. This is to avoid overcharging,
which may result from fissures or chambers in the rock,” advises Dr Dhoorgapersadh.
In addition, he says, there have been instances of covers being used to minimise the effects of fly rock. This should be avoided – just like when a hierarchy of controls is applied – a cover is the last resort. Elimination of the hazard by proper blast design and drilling must take priority.
In its quest to ensure environmental stewardship, BME has over the years put in place a number of initiatives. For example, the company has been at the forefront of promoting the use of dual salt blasting emulsions. The safety and environmental advantages of dual salt emulsions are gaining more attention from the mining sector as companies pursue more ambitious environmental, social and governance (ESG) goals. Dual salt emulsions have proven themselves as less harmful in terms of potential nitrate contamination and greenhouse gas emissions.
Some of the major benefits of this technology include reduced nitrogen oxide (Nox) fumes, optimal blast fragmentation, minimal nitrate leeching, enhanced shelf life and storage stability, improved energy control, which allows for fine-tuning of energy output and Velocity of Detonation (VoD) for different rock conditions.
“Dual-salt Ammonium Nitrate Calcium Nitrate (ANCN) emulsions offer superior oxygen-balancing flexibility, enabling more precise stoichiometric control. This enhances stability, while reducing NOx generation during detonation,” says Dr Dhoorgapersadh.
Since the 1980s, BME has been using recycled waste oil in explosives, which promotes circular economy principles. The use of used oil minimises the impact on the environment without any adverse effects on emulsion quality or performance. It reduces the need for virgin fuel oils and diverts hazardous waste from landfills
or incineration. This gives a responsible end-use for hazardous waste oil.
The use of high-shear emulsion Innovex 300D, a mechanised solution, ensures increased resistance to dynamic water, thus reducing the likelihood of misfires and incomplete explosions. It is suitable for highly friable and fractured geological conditions. High-shear emulsion offers resistance against free ammonia and acidic sulphate soil conditions.
The company has also invested in Hydrogen Peroxide Emulsion (HPE) technology, which enhances mining performance by eliminating NOx gas, nitrate leeching, and ammonia-related issues. It enables substantial CO2 emissions reduction without compromising explosive performance. On the EU average, 1 kg of AN emulsion emits only 2,3 kg of carbon dioxide during the oxidiser phase.
“In contrast, the production of HPE emits just 0,23 kg of CO2, signifying a substantial 90% reduction. Another benefit of HPE production is its energy efficiency. The base HPE uses established mixing techniques in a low-energy-intensity modular plant. In contrast, the production of AN emulsion is relatively energyintensive and not carbon neutral,” explains Dr Dhoorgapersadh.
Commenting on some key successes of these initiatives, Dr Dhoorgapersadh notes that BME currently consumes 30-million l of used oil annually. Used oil recovery and waste recycling saves resources such as diesel and water by using less traditional fuel.
detonation and minimise errors.
Blast hole drilling: Automation in blast hole drilling has further transformed the blasting process by enabling autonomous drilling rigs to accurately position holes, optimise drilling patterns and adapt in real time based on geotechnical data. Automation enhances drilling precision, reduces time and ensures consistent hole quality.
Data-driven blasting: The industry is integrating data analytics and artificial intelligence (AI) to analyse geological and operational data, optimising blast designs, timing and parameters to improve mineral recovery and minimise environmental impacts. These advancements reduce costs and ecological footprints.
Other cutting-edge blasting technologies include: Precision blasting: Advancements in sensor technologies and real-time monitoring systems have empowered mines to refine blast designs and maximise energy efficiency. These innovations help rock fragmentation and reduce environmental impact, including noise and vibration.
The use of high-shear emulsion Innovex 300D, a mechanised solution, ensures increased resistance to dynamic water, thus reducing the likelihood of misfires and incomplete explosions
“A rigorous trial was conducted to evaluate the environmental effects of HPE versus Ammonium Nitrate Emulsion (ANE) on water, sludge/mud and air quality. Water analysis showed a significant reduction in nitrogen compounds, including ammonium and nitrates when using HPE compared to ANE. Ammonia levels during ANE operations ranged from 0,90 to 4,64 ppm, while HPE operations recorded lower levels between 0,03 and 0,77 ppm. This prompted the investment in upscaling the HPE technology,” says Dr Dhoorgapersadh.
Technology is playing a big role in sustainability. According to Dr Dhoorgapersadh, as technological advancements continue, blasting practices in the mining industry have radically transformed. Modern blasting techniques, advanced equipment and a growing emphasis on safety and sustainability drive precision and efficiency in mining activities.
Several technologies have come to market to enhance safety and productivity in blasting and these include: Remote blasting systems: Remote blasting systems utilise drones and robotics to allow operators to execute blasts from a safe distance. They reduce human exposure to hazardous environments, ensure precise
Controlled blasting: In addition to high accuracy, integrating advanced sensors together with monitoring systems, has enabled mines to achieve substantial control during blasting operations. Enhanced control is crucial for ensuring safety and preventing infrastructure damage. By closely monitoring factors such as blast timing, placement and energy release, mines can effectively minimise risks, protect surrounding structures and communities and reduce environmental impact, while maintaining and optimising overall blast performance.
Pre-splitting: By establishing predefined fractures, pre-splitting ensures that blast energy is directed more precisely, leading to safer and more efficient excavation. This ensures improved control over fragmentation, enhanced stability of rock walls, and a reduction in fly rock.
As much as new technologies are being developed to optimise blast efficiency while reducing environmental impacts, Dr Dhoorgapersadh stresses that each stakeholder is responsible for their part in contributing to sustainable mining.
Explosives manufacturers, he says, must strive towards reducing their carbon footprint in the production of explosives. While this can be done on a large scale such as the nitrate-free explosives initiatives, it can also be done by monitoring current energy use on manufacturing plants, asset integrity and waste management.
“Complacency can also result in inadequate blasting results. Human errors in the blast design, drilling and charging steps will contribute to poor blast performance. This leads to requiring secondary blasting, thus more explosives are used and more air blast, fly rock and emissions are subsequently produced,” warns Dr Dhoorgapersadh. a


Stopping your conveyor belts for repairs or maintenance, especially on those critical systems intended to run around the clock, can cost your operation significant time, money, and hassle.
CleanScrape,® Martin Engineering’s award-winning belt cleaners, featuring tough tungsten carbide scrapers and low contact pressure, provide up to 4X the service life of standard belt cleaners. Their slim, compact design is perfect for installation into restricted spaces.
Once in place and adjusted, CleanScrape requires minimal maintenance over its lifespan — drastically reducing any risk to your workers, operational throughput, and overall expenses.

As Africa forges ahead to become a global force in sustainable development, SANY Southern Africa has made a giant leap towards zero-emission trucking with the establishment of its commercial vehicle division, focusing on electric vehicle (EV) technology. On March 28, 2025, the company deployed the first-ever fully electric truck with battery-swapping technology in a super link side-tipping application in South Africa, marking a new era in mining logistics. By Munesu Shoko.

300 000
Said to be the most automated heavy truck factory in the world, the SANY Intelligent Heavy-duty Truck Industrial Park in China is designed to produce 300 000 units per year
35 000
With over 35 000 electric trucks sold to date, SANY has ‘paid its school fees’ in electromobility, running a large population of trucks in real-life EV applications in varying conditions all over the world

With an 80-t gross combination mass (GCM), the SANY EV490 6x4 truck tractor is designed for semi-off road conditions such as mining and side-tipping applications.
In its quest to provide practical solutions that speak directly to the needs of an evolving African market, SANY Southern Africa has established a commercial vehicle division with a special focus on electric vehicles
Despite the absence of legislation to support the move to low-carbon trucking solutions, several South African customers are forging ahead with the adoption of new technologies such as electric vehicles to meet their sustainability agendas
While there are still application and infrastructure limitations to enable the effective mass-rollout of EV trucks in the local market, SANY believes that there are low-hanging fruits in short- to medium-haul environments
Since March this year, SANY Southern Africa has successfully been running the first fully electric SANY EV490 6x4 truck tractor in a short- to medium-haul application
aving first set up shop in South Africa back in 2006, SANY Southern Africa has traditionally placed a major focus on the yellow metal equipment sector, establishing itself as one of the formidable construction and mining equipment suppliers, not only in South Africa, but also in the southern African region at large.
In its quest to provide practical solutions that speak directly to the needs of an evolving African market, the company has established a commercial vehicle division with a special focus on EVs. This comes at a time when businesses in Africa, particularly those in the extractive industry, stand at a significant moment in their journey towards sustainability – a journey that is as complex as the continent itself.
While Africa stands on a treasure trove of minerals, including those critical ones vital for the global transition to a low-carbon economy, the environmental impact of mining activities casts a grim shadow on the economic promise of the industry. While mining’s inherent environmental impact raises concerns about sustainability, it is not entirely true that mining and sustainability cannot coexist. With the advent of new technologies such as electromobility, mining operations can adopt sustainable practices to minimise their environmental footprint and contribute to a more sustainable future.
Speaking to Quarrying Africa on the sidelines of a recent working visit to China, Avinash Singh, Sales & Marketing Director – EV & Hydrogen Trucks, South Africa Business Unit, SANY Group, said the recent decision to enter the EV truck market enables the mining industry, and many other sectors of the African economy, to successfully drive their Environmental, Social and Governance (ESG) agendas and ensure longterm sustainability.

Over the years, says Singh, SANY has “paid its school fees” in the development and rollout of EVs in China and the global market at large. In fact, the company is one of the pioneers in the electric truck sector in China. SANY is recognised for its massive investments in research and development (R&D) and manufacturing capabilities, anchored by the SANY Intelligent Heavy-duty Truck Industrial Park, a large-scale industrial park dedicated to the production of heavy-duty trucks and which was recently visited by Quarrying Africa in Changsha, China.
Said to be the most automated heavy truck factory in the world, the facility is designed to produce 300 000 units per year. Fully equipped with 5G communications, the information efficiency is said to be ten times higher than that of traditional factories, allowing SANY to roll a truck off the production line every four minutes. Set up in 2022, the smart factory represents a significant investment of RMB 22-billion (approximately US$3,1-billion).
“SANY is one of the leading manufacturers of EV heavy-duty trucks globally. With over 35 000 units sold to date, we have definitely ‘paid our school fees’ in electromobility, running a large population of trucks in real-life EV applications in varying conditions all over the world. Given the advanced nature of the technology, we felt it was the right time to bring EV trucks to the South African market,” says Singh.
Why South Africa? According to Singh, despite the absence of legislation to support the move to low-carbon trucking solutions, several South African customers are forging ahead with the adoption of new technologies such as electric vehicles to meet their sustainability agendas.
However, the obstacle has been the astronomical cost associated with switching to EVs. Having been involved with EVs for the past five years himself, Singh says available solutions to date have proven to be pricey, with some coming at four to five times the capital cost of
conventional offerings.
“Given the advanced, intelligent manufacturing methods at our facilities in China, the progressive state of our technology, the massive numbers we are putting into the market, we have the economies of scale to bring a costcompetitive solution to the market, and we believe this is a game changer,” says Singh.
While there are still application and infrastructure limitations to enable the effective mass-rollout of EV trucks in the local market, Singh believes that there are low-hanging fruits in short- to mediumhaul environments, particularly in what he terms a “return to base” scenario, a charging strategy where EVs are charged at a central depot or location, typically at the end of each workday, rather than relying on public charging infrastructure or on en-route charging.
Since March this year, SANY Southern Africa has successfully been running the first fully electric SANY EV490 6x4 truck tractor in a short- to mediumhaul application. With an 80-t gross combination mass (GCM), the vehicle is designed for semi-off road conditions such as mining and side-tipping applications.
Of note, says Singh, is that SANY not only debuted its first EV truck, but also brought about the first battery swapping system in the country. Battery swapping allows for rapid battery replacement in under five minutes, which minimises downtime compared to traditional charging. This is ideally suited for uptime sensitive environments such as mining, where downtime is out of the question.
“While various other OEMs are chasing the Megawatt Charging System (MCS), a high-power charging standard for heavy-duty electric vehicles, which enables charging at significantly higher power levels, it is important to note that our electric infrastructure in Africa is not typically able to supply that type of power,” he explains.
“We therefore believe that battery swapping is the ideal technology for the successful rollout of EV trucks in Africa. With our technology, one can swap the depleted battery for a fully charged one in less than five minutes. This is ideal for customers running 24/7 operations, especially in mining environments,” he adds.
Following its homologation, the first SANY EV490 6x4 truck tractor in South

Africa has proven its mettle in several super link sidetipping applications. Several highly reputable premium side-tipper operators in South Africa have typically reported around a 70% reduction in energy costs, translating into a whopping saving of over R1-million per year, per truck, compared with a similar diesel-powered truck. The saving, says Singh, could be even more, especially in a scenario where the customer could switch from grid electricity to renewable energy.
Equipped with a 350 kWh battery, the truck is achieving a 200-km range at 56 t GCM, which is ideal for the short- to medium-haul application in which it is deployed. A longer range, says Singh, could still be achieved by adding more batteries. However, more batteries in electric trucks reduce payload capacity because batteries are heavy, and there is a legal limit to how much a truck can weigh. Adding more batteries increases the truck’s overall weight, leaving less room for payload within the weight limit.
Apart from electric vehicles, SANY is globally recognised as one of the leading OEMs in the hydrogen truck space. Its first hydrogen-powered heavy duty truck rolled off the production line in 2021, and since then, the company has established itself as a global leader in that market.
One of the challenges related to hydrogen as a fuel source is the cost of transporting hydrogen to refuelling stations. SANY, says Singh, has solved that by building a complete hydrogen energy ecosystem that includes production, storage and refuelling. Equipped with that complete hydrogen ecosystem, the company is currently in discussions with local customers and has already earmarked the introduction of hydrogen-powered trucks in South Africa in the near future.
Having successfully demonstrated the capabilities of the first unit, Singh, at the time of writing, expected the arrival of more units by the end of June or the start of July 2025. After the introduction of the SANY EV490 6x4 truck tractor, focus will turn to a lighter 3 tonner, 4x2 truck for light distribution applications. The vehicle will have a 240-km range, which is ideal for in-city distribution.
After the introduction of the 3-t truck, SANY Southern Africa will bring additional LDT and MDT trucks in the form of a 4-tonner (8-t GVM) and an 8-tonner (16-t GVM), as well as the much anticipated medium haul truck tractor, the SE588, which is a 6x4 truck tractor with a 350-km range, thanks to its 588-kwh battery, said to be the largest swappable battery in the industry.
In the world of new energy vehicles, Singh believes that both electric and hydrogen trucks will have a place in the future of the market, but their specific roles will depend on various factors, including use case, infrastructure and cost. EVs are wellsuited for shorter routes and urban delivery, while hydrogen vehicles may be better for long-haul, heavy-duty applications where longer ranges and faster refuelling are needed.
“While EVs are currently leading the transition to zero-emission trucks, hydrogen vehicles are also gaining traction, especially in specific niche markets. The development of a robust hydrogen infrastructure –including production, storage and refuelling stations – is crucial for the widespread adoption of hydrogen-powered vehicles. The total cost of ownership for both solutions will be a key factor in their market successes. While EVs may have lower operating costs, hydrogen solutions may offer advantages in specific applications and as the cost of hydrogen production decreases,” concludes Singh. a
AfriSam
AfriSam is a leading construction materials group in southern Africa. Since establishing its first cement plant in 1934, the company has grown into a formidable construction materials group with operations in South Africa, Lesotho and Eswatini.
www.afrisam.co.za
Babcock
Through several business units, Babcock offers a range of products and services, including construction and mining equipment, engineering solutions for steam generation and power plants, crane hire and gear rental, industrial generators, welding equipment and DAF truck sales and service www.babcock.co.za
Booyco Electronics
With more than 16 years of experience in Proximity Detection Systems solutions, Booyco Electronics has supplied over 6 500 sets of mining vehicle equipment installations across southern Africa, as well as more than 55 000 pedestrian RFID installations. www.booyco-electronics.co.za
Bunting’s range of magnetic separators and metal detectors for quarries and mines ensures the protection of crushers, screens and conveyors. Overband magnets, suspension magnets and pulley magnets automatically remove tramp ferrous metal from conveyed quarried rock. www.bunting-redditch.com
IPR is recognised across the SADC region as the pump, heavy duty slurry handling and dredging specialist operating in underground and surface mining, quarrying, construction, wastewater, petrochemical and oil and gas sectors. www.pumprental.co.za
LOADTECH Load cells Onboard Weighing are specialists in onboard weighing providing complete solutions onboard your heavy goods vehicle, primarily in the application of load cell and transducer systems for payload protection and accuracy in the commercial vehicle sector. www.loadtech.co.za
JBI Industrial Solutions specialises in a diverse range of weighing systems in partnership with PFREUNDT GmbH. We provide solutions for both mobile and static weighing needs. The PFREUNDT weighing systems are versatile and deliver significant benefits across various industries, including extraction, disposal, recycling, industry and agriculture. www.jbisolutions.co.za

Pilot Crushtec International
Pilot Crushtec International (Pty) Ltd is South Africa’s leading supplier of mobile and semi-mobile crushing, screening, recycling, sand washing, stockpiling, compacting and material handling solutions. www.pilotcrushtec.com

Sandvik
As a world-leading mining equipment manufacturer, Sandvik Mining and Rock Solutions is committed to improving your productivity and profitability. Our products and services provide you maximum value in terms of performance, quality, safety, flexibility and total economy. www.rocktechnology.sandvik/en/

Astec
Astec Industries has been a global leader in providing innovative Rock to Road™ solutions since 1972, specialising in equipment for asphalt road building and aggregate processing. www.astecindustries.com

John Deere
John Deere offers a comprehensive range of construction equipment, including ADT’s, excavators, loaders, dozers, graders, skid steers and TLB’s, designed to enhance productivity, efficiency, and performance on job sites of all sizes. www.deere.africa/en/construction

Lintec & Linnhoff is a global manufacturer and distributor of leading-edge solutions for the asphalt and concrete industries under the Lintec and Linnhoff brand names. Its products include asphalt mixing plants, concrete batching plants, pavement related technologies, and specialist concrete cooling solutions.
www.lintec-linnhoff.com





Weir Minerals
Weir Minerals Africa offers a wide range of equipment solutions including pumps, hydrocyclones, valves, dewatering equipment, wear-resistant linings, rubber products, screens and crushers – backed throughout the product lifecycle by high levels of aftermarket support. www.global.weir


Sany Southern Africa is a subsidiary of Sany Group, a leading manufacturer of construction, mining and port machinery with over 20 R&D centres and manufacturing bases all over the world. www.sanysouthafrica.com
For over 40 years, BME has been at the forefront of mining innovation, delivering cutting-edge solutions in commercial blasting and mining chemical processing. As a trusted partner in the industry, we provide a comprehensive range of products and services designed to enhance safety, efficiency, and sustainability in mining operations worldwide. www.bme.co.za




Unlock new levels of efficiency and mobility!
Our cutting-edge Lintec CDP12001M mobile continuous asphalt mixing plant has been engineered for superior performance. The CDP asphalt mixing plant delivers topquality asphalt quickly and directly at your job site. Say goodbye to transportation delays and hello to seamless, on-the- go operations. Elevate your projects with our innovative solutions and experience true mobility redefined. — Your road to success starts here.

www.lintec-linnhoff.com info@lintec-linnhoff.com
