Journal of the Engineering Integrity Society
ENGINEERING INTEGRITY
September 2021 | Issue No. 51
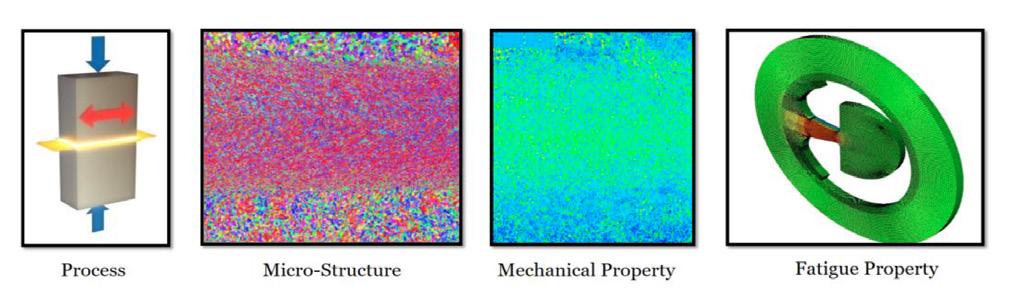
TECHNICAL PAPERS: Computed Tomography-Based Defect Characterization And Prediction Of Fatigue Properties Of Extrudates From Recycled Field-Assisted Sintered EN AW-6082 Aluminium Chips
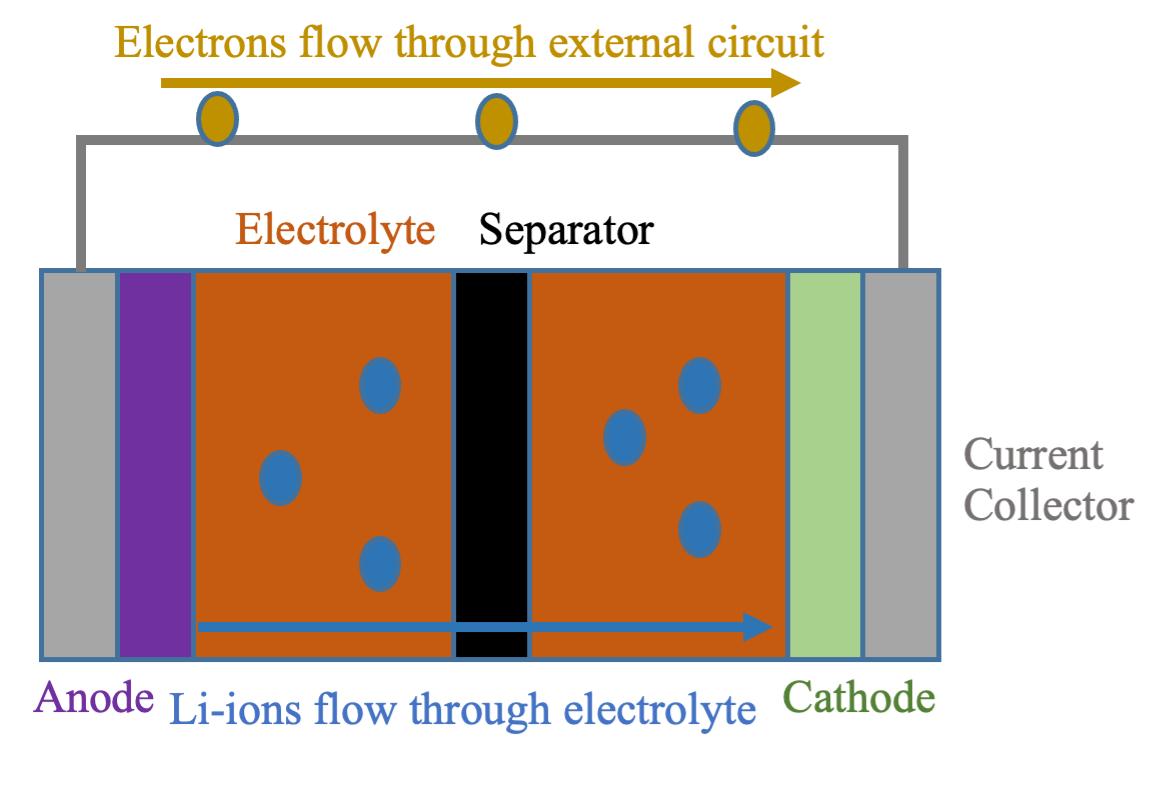
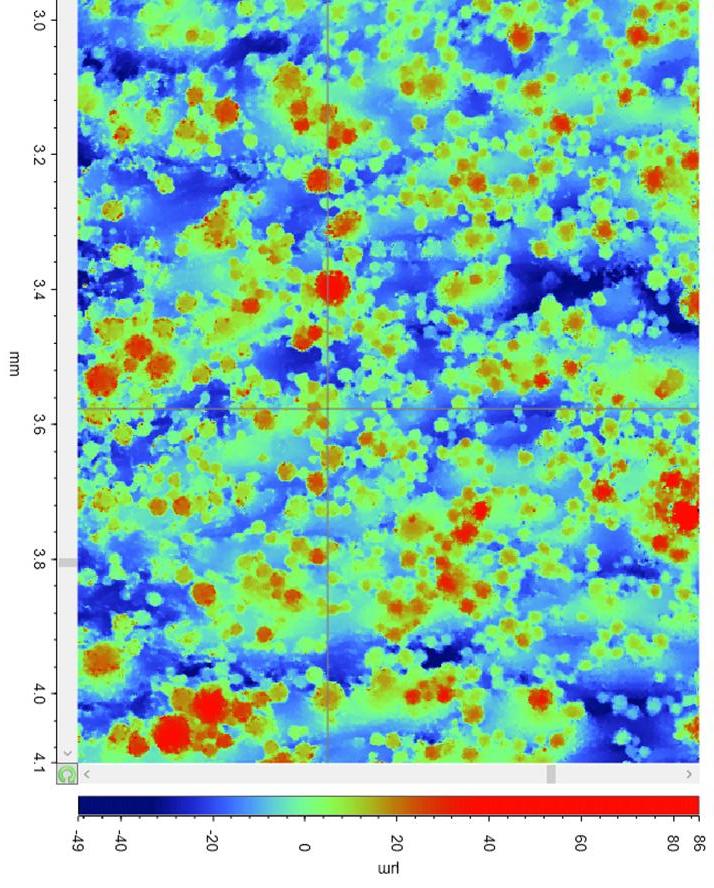
Holistic Approach to Understanding Battery Degradation
ALSO INSIDE: INSTRUMENTATION, ANALYSIS & TESTING EXHIBITION SILVERSTONE, 14 SEPTEMBER 2021 YOUNG ENGINEERS FORUM
www.e-i-s.org.uk