






We are now better equipped than ever to help you to optimise your comminution and material handling operations for maximum performance, safety and efficiency.
Our industry leading expertise in crushing, screening, feeding, loading and wear protection allows us to bring you an unrivalled equipment line-up. We underpin this unique offering with our expert process knowledge, full range of digital tools, high quality OEM spare parts, consumables and life-cycle services.
Scan the QR code to discover why we are the industry’s partner in eco-efficient mineral processing.





6 WA Mining Expo set to return
8 Supporting Simandou
10 Modernising existing silo infrastructure
12 Understanding wind impacts on structures
14 Kilic is growing by the double
16 Sealing the transfer zone
20 Four decades and counting
22 Fastening for steely results
24 Legacy in Motion
40 The impact of moisture


42 Taking steps to stack
44 Weighing against the odds
46 Nurturing the leaders of tomorrow
48 Food for growth
50 Revolutionary rail loading
52 Automate with friendly solutions
54 Flick the switch
56 TUNRA’s golden anniversary
58 ASBSH Member Profile: Sean Kinder
Stackers and reclaimers
26 Passing the bulk
28 Aurecon makes it stack up
30 Trusted and independent
32 Power e iciency through design
34 BULKtalk: Yard machines
38 Quaking without breaking



DHHI plans to deliver almost 30 machines to the Republic of Guinea for the massive Simandou iron ore project, and how the company can provide similar support for Australian miners.
For the full story, see page 8.
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
Chief Executive O icer
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Assistant Editor
Joseph Misuraca
E: joseph.misuraca@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Head of Design
Blake Storey
Design
Laura Drinkwater
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.

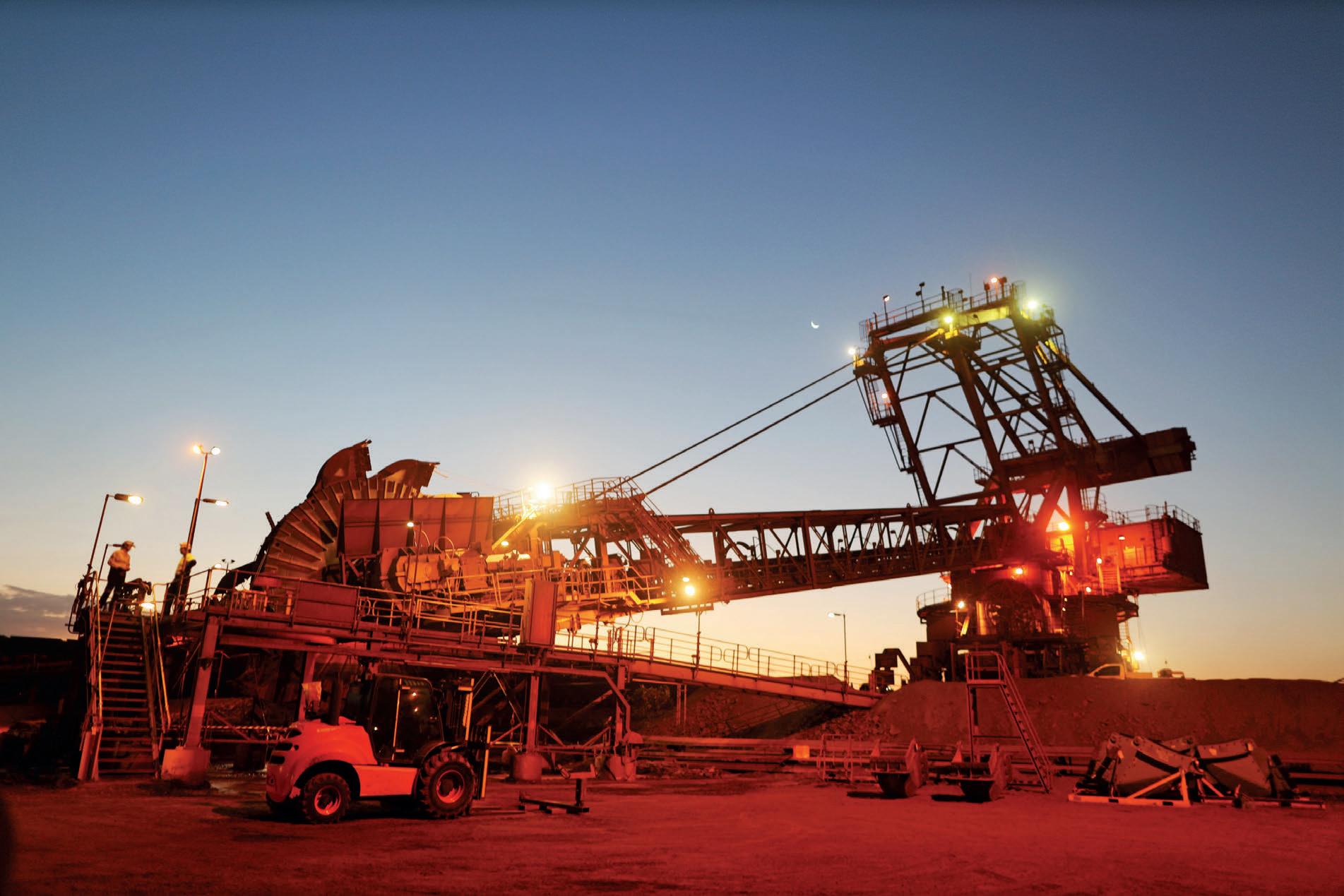
The Australian bulk material handling sector features truly impressive feats of engineering and design, which power the sector to new heights.
Not only do these feats of engineering and design support the sector’s productivity, jobs and help deliver critical materials to Australia’s sector, they showcase all that is great about our industry and the people that work within it.
For me, there are two great examples that highlight all of this: stackers and reclaimers.
These are the unsung powerhouses of the Australian mining and materials handling sector. These towering machines are integral to the productivity of our mines, ports and heavy industries across Australia. While stackers systematically build up stockpiles of coal, iron ore, and other mined materials ensuring they are stored safely and e ciently
Reclaimers, in turn, retrieve these materials and feed them into processing plants or onto conveyor belts headed to ships bound for global markets. The seamless movement of millions of tonnes each year simply would not happen without them.
But beyond their basic functions in day-to-day operations, these machines embody the innovation that makes the Australian bulk handling sector shine. The modern versions of these machines are often technological wonders packed with advanced automation, real-time data systems and precision controls. Through this, they help reduce manual handling, improve safety and boost productivity, which is critical in our sector.
As Australia continues to move towards smarter and more sustainable mining and material handling as part of a cleaner, greener future, let’s celebrate the innovations that are taking us there.
These towering giants are the powerhouses of the country’s material handling sector.






























































INTRODUCING AN EASY WAY TO PROTECT YOUR WORKERS AS WELL AS PROTECT YOUR INVESTMENT INTO YOUR EQUIPMENT. THE CONVEYOR SAFETY SYSTEM™ IS AN EASY, COST EFFICIENT WAY TO GET PEACE OF MIND AND PROTECTION FOR CONVEYOR EQUIPMENT. BY BUNDLING OUR MODEL RS SAFETY STOP SWITCH WITH OUR MODEL TA BELT ALIGNMENT SWITCH, MODEL DB DAMAGED BELT DETECTOR WE HAVE YOUR WORKERS AND EQUIPMENT COVERED. COUPLE THAT WITH ADDING ONE OF OUR MOTION SWITCHES (MAG-NEAT-O™ OR MODEL CMS), YOU CAN FEEL CONFIDENT KNOWING THAT YOUR SYSTEM AND WORKERS ARE PROTECTED FOR A FRACTION OF THE COST OF DOWNTIME, REPAIRS AND REPLACEMENT EQUIPMENT.






WA Mining in 2025 will feature exhibitors such as Kinder Australia and conference contributions from the likes of Deloitte, Lifeline, Oracle, and more.
WHEN THE WA MINING CONFERENCE and Exhibition (WA Mining) returns to the Perth Convention and Exhibition Centre from October 8–9, it will once again drawing the state’s mining community together under one roof.
Following a sold-out event in 2024, this year’s edition is expanding in ambition and scale.
With many attendees expected, including mine owners and operators, the conference and exhibition are aiming to be the central stage for Western Australia’s most pressing miningconversations. ining reflects an industry in motion. Against a backdrop of shifting global demand, rapid technological advancement, and growing expectations around sustainability, the event is both a mirror and a catalyst for change.
Partnerships strengthen purpose
WA Mining enters a new chapter after Prime Creative Media announced the event s o cial partnership with the Association of Mining and Exploration
The collaboration reinforces the event’s relevance across the full mining ecosystem, from junior explorers to multinational operators. AMEC chief e ecutive o cer arren earce said in a statement that the timing of the event could not be more important, given the pace of change in Western Australia’s resources sector.
“With so much happening in WA resources at the moment, the event is a real opportunity for industry to come together to not only discuss the challenges ahead but celebrate the incredible work that is happening on the ground,” Pearce said.
The endorsement from AMEC highlights WA Mining’s growing influence t also signals the event’s evolution from a showcase of products and services into a cornerstone of strategic dialogue for thestate’s economy. The two-day conference program has been curated around trends that matter to operators and policymakers. Delegates will hear from experts on advanced technology, decarbonisation, software and data, and
Practical discussions will explore how automation is rede ning safety, how emissions reduction targets can be achieved without compromising productivity, and how layered safety systems are improving workforceresilience.
Cybersecurity, economic policy, and mental health will also be addressed, with contributions from Deloitte Cyber, the Chamber of Minerals and Energy of WA, and Lifeline WA.
The calibre of the speaker line-up demonstrates the seriousness of the agenda. David Michael MLA, minister for Mines and Petroleum, will be joined by Oracle’s director of Customer Strategy, ichael imms ndustry apability Network’s national climate director, Dr Vanessa Rauland, and fatigue risk management expert, Dr Nicholas Mabbott, among others.
A timely platform for collaboration Mining in Western Australia has always been about more than extraction – it’s about building an economic and social foundation for the state and contributing to global supply chains n as the industry wrestles with decarbonisation, digitalisation, and workforce renewal, WA Mining arrives at a moment of both challenge and opportunity.

By bringing together policymakers, operators, suppliers, and service providers, the event helps ensure that ideas are not left on the conference stage but translated into practical actions across sites and o ces hether delegates are looking for insights into automation, strategies for emissions reduction, or solutions to strengthen workplace culture, WA Mining 2025 promises not only conversations but actionable pathways forward.
WA Mining will be held in Perth from 8-9 October. Register to attend WA Mining by visiting waminingexpo.com.au/getinvolved


family of primary belt cleaners deliver industry-leading performance in the most demanding and varied mining environments. QC1+™ Cleaners effectively discharge material from the belt while minimizing the carryback that can lead to conveyor system damage. Our patented Continuous Angle Radial Pressure blade-to-belt technology, our long-lasting application-specific urethane blades, and our rugged mainframes ensure superior cleaning power throughout the blade’s service life.
Easy to maintain and quick to service, these robust QC1+™ Cleaners protect belt components from premature wear and minimize fugitive material issues — keeping your operation running smoothly, safely and more productively.

ABHR learns how DHHI plans to deliver almost 30 machines to the Republic of Guinea for the massive Simandou iron ore project, and how the company can provide similar support for Australian miners.
THE SIMANDOU PROJECT
comprises three core elements – a mine, railway and port, as well as associated infrastructure. The Simandou mountain range, located in the southeast of the Republic of Guinea, is home to an exceptionally large deposit of high-grade iron ore, with an expected peak production of between 95 million and 100 million tonnes per year and estimated mine life of 26 years. Delivering this important project could position Guinea as the world’s thirdlargest exporter of iron ore and help meet growing global demand. However, DHHI Australia chief e ecutive o cer arald rosshammer said the project will be very challenging to deliver given the lack of existing infrastructure in place and the shear remoteness of the mine which requires approximately 670km of railway to transport the iron ore from the mine
to the Guinean coast and a new port southof Conakry.
“DHHI has done several projects like this one before,” Grosshammer said.
“We have the capability to work indi cultregionsandcandeliver machines manufactured to meet internationalstandards.”
DHHI is a global manufacturer, specialising in major bulk handling machines such as stackers, reclaimers, shiploaders, and car dumpers. Each year, the company produces around 600,000 tonnes of structural and mechanical equipment from its manufacturing facilities in China.
Thanks to its manufacturing capabilities, the company was selected to deliver 28 machines for the project, including seven car dumpers, 14 stacker/ reclaimers, and seven shiploaders.
As part of its scope of works, DHHI is required to design, fabricate, procure,
transport, construct, and commission each machine, using its own workforce to assist with the delivery and get the behemoth bulk handlers into position.
“Coordinating delivery of so many machinesisalreadyasigni cant undertaking. The challenges of the remote location and lack of local manpower to operate cranage and installation works was also something we needed to take into account.”
“DHHI has an in-house construction company that we are using to support the installation works. We have a big number of people on site to deliver the project. It’s a challenging task, but we’re con dentwecangetitdone
Several of the machines have alreadybeen delivered and installed, with more on the way soon through a staggered delivery schedule. The company is no stranger to delivering massive bulk material handling
machines to remote locations of the world. It has previously supported other projects in Guinea with stackers, reclaimers, shiploaders, and car dumpers. Grosshammer said DHHI has more than 60 years of history in building balanced machinery.
“We have provided balanced machines all around the world, from Brazil, to Europe, Malaysia, Africa, Australia, and more,” he said.
“This experience is how we developed the capability to adhere to local and international standards.
“DHHI is really good at working with clientsto ndthebestbene tsfora project. Clients often return to DHHI and work long-term with us to deliver their projects, because we can ensure that targets are met and can accommodate any changes.”
What sets DHHI apart as a partner of choice for major mining companies isitsscale.
DHHI’s immense production capabilitiesgrantitsigni cant purchasing power.
This, combined with its local expertise, allows it to sourcehighquality components at a scale few canmatch, ensuring that its machines
“We have provided balanced machines all around theworld, from Brazil, to Europe, Malaysia, Africa, Australia, andmore.”
arebothreliableandcost effective forcustomers.
This collaborative approach has been a major success for DHHI’s Australian mining projects.
Grosshammer said Australia has its own complexities when it comes to delivering balanced machines, which is why the company has established a permanento cewithanengineering and project execution presence in Perth.
“We have built the Australian team to support local project requirements,” he said. “We can combine the quality and scale manufacturing of our Chinese facilities with the technical expertise to optimise the delivery process and design for the Australian market.”
“We review the market, learn what the key requirements are for clients and what the key factors are in making a machine successful.
“Our team can provide full fabrication support, along with a
dedicated aftermarket team to support the full lifecycle of a machine.” hasseensigni cant growth in Australia, doubling its o ce space andincreasingthe size of its projectmanagement team to providegreater support fortherequirements of Australianprojects.
Moving forward, the company is committed to growing its Australian presence to provide clients the complete lifecycle service opportunities, particularly across the Pilbara region in Western Australia.
“As a result of our growth, we have been able to successfully win more work and execute projects that will bring more machines to the Australian market,”
Grosshammer said.
“We expect to continue growing andwill provide the Australian bulk handling industry with the best supportpossible.”

Kotzur Australia is upgrading silos for performance, e iciency and compliance without starting from scratch.
shift, technology advances, and e ciency e pectations rise grain storage operators must continually assess and adapt their facilities to remain competitive lthough many facilities have performed reliably for decades today s agricultural and bul handling operations face new realities as the demands of modern farming include faster harvest turnarounds higher throughput tighter compliance re uirements and increased pressure to improve labour e ciency ot ur chief technical o cer en ot ur said often the e isting core structures remain sound but the operational capabilities no longer matchthe pace of today s agricultural supply chain
lot of sites have opportunity within their e isting structural layouts for further throughput and e ciency gains ot ur said ather than starting from scratch we can upgrade the critical components to upgrade them in line with the client s strategic ob ectives ot ur s modernisation pro ects often focus on integrating automation systems upgrading handling e uipment and rethin ing site layouts to streamline wor flows hese upgrades can signi cantly improve e ciency without re uiring a complete rebuild amples include installing higher capacity buc et elevators and conveyors to accelerate grain movement recon guring grain flow paths to reduce bottlenec s during pea periods and introducing automated controls that minimise manual intervention while improving operationalconsistency e ve delivered pro ects where unloading times have been signi cantly reduced simply by rethin ing the layout and adding targeted e uipment ot ursaid
hese changes not only save time but also improve safety and reduce wear on machinery
hile the immediate focus may be on upgrading current operations ot ur stresses the importance of long term thin ing ven if e pansion isn t on the hori on planning for it from the outset can save signi cant time and comple itylater
master plan gives you the fle ibility to grow without having to undo previous wor ot ur said e always consider possible future needs whether it s additional silos further loading infrastructure or new handling e uipment and ensure there s enough physical footprint structural capacity and layout options to ma eitpossible
y incorporating master planning into modernisation pro ects the company ensures that today s upgrades won t limit tomorrow s opportunities allowing sites to adapt to changing mar et conditions and business growth he process begins with a thorough site assessment to understand the e isting infrastructure s strengths and limitations rom there ot ur ustralia develops an upgrade plan that integrates seamlessly with the current layout reducing downtime and minimisingdisruption
y avoiding the cost and delays of complete reconstruction modernisation pro ects can deliver a faster return on investment and e tend the life of e isting assets which in turn is helping operators remain competitive in a fast changingindustry















Aspec Engineering student engineers Drishti Patel and Jarred Richards discuss the impact of wind loads on key industrial structures, including conveyor galleries.
structures, understanding how wind loads interact and impact them can be the difference between successful operation and failure
ith a thorough understanding of the factors that influence wind loads engineers can develop e cient designs that can withstand these impacts
Factoring in wind load assumptions when designing ey infrastructure li e conveyor galleries is crucial
Wind loading is a critical considerationin structural design t directly influences elements of safety functionality and durability of buildings aninfrastructure hile it can be challenging to assess the impact on structures like conveyor galleries, due to their elongated design, susceptibility to outside influence the impact of dynamic effects the ability to ma e accurate load calculations is vital
hile there are many facets which should be considered when determining the validation of wind loads speci cally in relation to conveyor galleries, there are four areas of critical consideration Ensuring design wind speeds are determined in accordance with the relevant code, including AS/NZS
Aerodynamic drag and pressure coe cients and the calculation of wind loading on the structure
Validating the results via wind tunnel testing
• sing alternative techni ues for validation, including computational fluid dynamics is considered the primary design standard for the determination of wind loads on structures he determination of wind speed and design wind pressures for the structure encompasses several factors he nal design wind pressure on a structural element is determined via the following formula
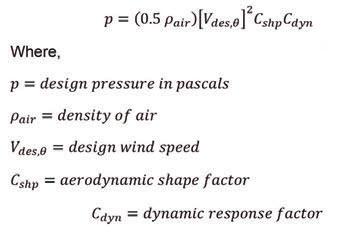
here are multiple ey factors involved in the determination of the relevant design speed including the regional wind speed wind direction multiplier, local terrain and height, local shielding, climate change allowances and local topography
The terrain/height multiplier is calculated based non the height of the structure and terrain category from t can have a signi cant impact on the design wind speed with values ranging from to t should be noted that the climate change factor replaced the uncertainty factors when the standards were revised in he topographical factor is based on the surrounding topography such as hill shapes he shielding factor considers shield from ad acent structures
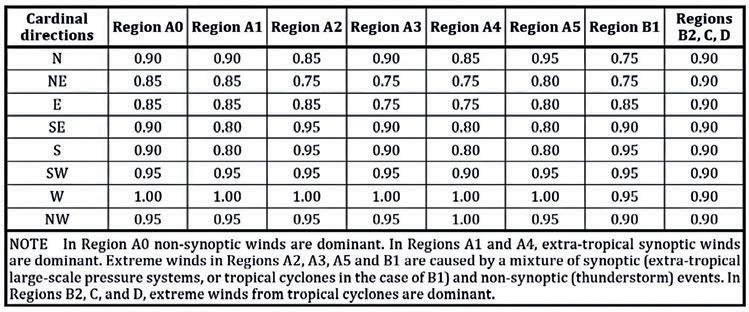
The wind direction multiplier is based on statistical probability of pea winds
to occur in each cardinal direction his allows for engineers to optimise designs based on a structure s orientations he wind directional factors are separated into four groups based on the governing weather patterns in each region he regions are as follows egion ominated by non synoptic winds e g thunderstorms • egion and ominated by e tra tropical synoptic winds e g large scale pressure systems egions and nfluenced by a mi of tropical synoptic and non synoptic winds ote includes tropical cyclones egions and ominated by tropical cyclones
For complex structures like conveyor galleries, it is challenging to accurately determine aerodynamic parameters such as the aerodynamic shape factor or drag coe cient n ppendi of methods are provided to determine aerodynamic shape factors for e posed structural members frames and lattice towers by utilising the drag coe cient of the structure or member he drag coe cient is a dimensionless quantity that is used to uantify the resistance of an ob ect in afluid he drag coe cient is


combinedwith additional factors such asthe aspect ratio correction factors and the shielding factor for multiple frames to determine the aerodynamic shape factor of simple shapes individual members and a series of multiple open frame structures such as truss style conveyor galleries
hile a member by member method can be effectively used to determine the wind force on a truss structure in accordance with applying it to conveyor galleries is more comple
hese structures often support additional e uipment e g wal ways conveyor idlers, conveyor belt, services, secondary structures etc which are common in bulk material handling assets hese attachments signi cantly increase the comple ity of accurately determining the aerodynamic properties of the structure
ue to the comple geometry of the e uipment e posed to wind can be substituted for e perimental and computational methods to assist engineers in determining the aerodynamic properties of structures
As a case study, wind loads on a singleopen conveyor gallery were assessed using the analytical methodsoutlined in ppendi of ind loads were calculated perpendicular to the gallery span and the results were converted into an equivalent drag coe cient based on the total bluff
area of the gallery total length total height allowing for direct comparison with values obtained from small scale wind tunnel tests
The analytical assessment yielded an e uivalent drag coe cient in the range of to for a gallery with a solidity ratio of around he drag coe cient for the conveying e uipment and tures was determined using engineering udgment and assumed drag values provided in AS
Wind tunnel testing has shown a range of values for different conveyor gallery geometries / constructions and can be invaluable in optimising wind loads compared with analytical methods pen truss galleries which consist of exposed structural members tend to have lower drag coe cient when compared to enclosed galleries especially if the structure is open on all sides and has lowsolidity
ypical drag coe cients values for conveyor galleries with low solidity and under range from to asmeasured through wind tunnel testing hese e perimentally determined values are generally lower than those obtained using analytical methods for galleries with similar designs and solidityratios
Enclosed galleries, which are clad in metal sheeting or other materials, present a more uniform wind pro le These structures typically have drag coe cients between and as measured by testing, depending on cross sectional shape aspect ratio and wind direction

omputational luid ynamics is the computational e uivalent of wind tunnel testing ts ey advantages include the ability to be conducted in house with greater e ciency and at a lower cost compared to traditional wind tunnel testing owever it is not recognised by as a prescribed method to determine aerodynamic parameters without additional wind tunnel testing is also limited to assessing models in steady state without dynamic effects considered in the simulation n conclusion there is no universal method in determining wind loads on comple structures and careful consideration must be given each time wind loads are assessed ind tunnel testing remains the most accurate and reliable method to determine wind loads, particularly for conveyor galleries and can lead to more e cient designs by reducing conservatism in wind load estimates n the absence in wind tunnel testing engineers should apply and interpret relevant standards such as – noting they are generally designed to provide conservative results to ensure structural safety
References
Holmes, J. D. (2001). Wind Loading of Structures (3rd ed.). CRC Press. Standards Australia. (2021). AS/NZS 1170.2:2021. Sydney: Standards Association of Australia.
A South Australian manufacturer has dramatically increased in size following a major expansion.

KILIC ENGINEERING HAD AN IDEAL problem – the company was growing so much that it needed more space.
The South Australian family business has been manufacturing bulk handling equipment for more than 50 years and had reached the point where an expansion or their manufacturing facilities was necessary.
Kilic Engineering general manager Craig Dennis said the company decided to make a parallel investment, growing its main factory and purchasing another premise to bolster its storage and production capabilities.
“The objective was to add that e tra space and use it more e ciently to improve on the material flow hetold ABHR
“We were getting cramped at the main factory, and by expanding we could nd ways to ma e our operation moree cient
“We have added 1750m2 of space, bringing the total size of the premises to 3500m2 , which now includes vegantrycranes
Ever since the expansion was completed in May, Kilic Engineering has been working to make the most of the space, relocating its equipment and changing its storage options.
With more room to move, the company now has space to research new developments on its existing productlines.
Dennis said the company spends up to $1.8 million a year on research and development to create products that offer better results to the customer.
“Our machines are becoming more automated, and we’re constantly looking at ways to improve both our products and our manufacturing operation including reduction of our energy footprint hesaid
“We’ve upgraded our welding equipment, have plans to use electric forklifts, and added a large solar array as part of the workshop expansion.
“On a sunny day, it can virtually power the entire facility
The extra manufacturing capacity has allowed Kilic Engineering to support a wide range of industries. While the company is well known in the agriculture sector, it also produces equipment for the scrap metal and defence industries.
Facilities are not the only thing Kilic Engineering is looking to grow. The next step for the company is growing the team itself. Dennis said Kilic Engineering has developed a thorough process for ensuring it nds the right t for the team

“We go through an interview process with everyone, whether they’re from a labour hire company or direct employment he said
“We want to make sure they are suitable for the business, as well as having the skills that are needed.
“Kilic Engineering is a family business, and the assessment processensures that the people we workwith have values that align withour own
Select customers have visited the new facilities and have provided positive feedback. Some have even encouraged Kilic Engineering to do more work with them after seeing the improvedprocesses.
Dennis said the team is pushing to immediately take advantage of the extra room by taking on more work to support the upcoming harvest.
“We’re looking to get the machines out and ready for the harvest and continuing to develop the business so wecan continue with this momentum he said
“Looking further ahead, Kilic Engineering is also considering a rental fleet service using our popular bun er stacker machines to help support ourcustomers




Martin Engineering’s president emeritus Todd Swinderman breaks down how to fix dusty conveyors.
transfer point, is dust escaping through gaps in the skirtboard?
Visible dust emissions (typically de ned as m from conveyors draws the attention of workers, neighbours, and inspectors. Often, the use of respirators is viewed as an acceptable workaround.
owever studies have shown that respirators can reduce productivity by as much as 19 per cent, and prolonged use can signi cantly impact cognitive and sensory abilities hese decreases in productivity alone can ustify improvements to conveyor dust containment to lower emissions.
Dust emissions originate from air turbulence in the loading zone from the belt s movement and tons of material impacting the belt. One of the most effective and economical solutions is to examine the skirtboard, seal the environment and control the airflow
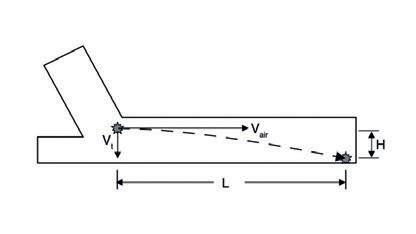
he s irtboard enclosure is essentially a settling chamber he basic concept is that a dust particle will settle out of a laminar air stream based on the speed of the air flow air and the terminal velocity t of the dust particle.
here are many rules of thumb along with traditional and industry-based practices for skirtboard sizing and dust curtain placement to contain the dust in the skirtboard enclosure. Most of these practices are without proof of performance other than hat s the way we ve always done it.”
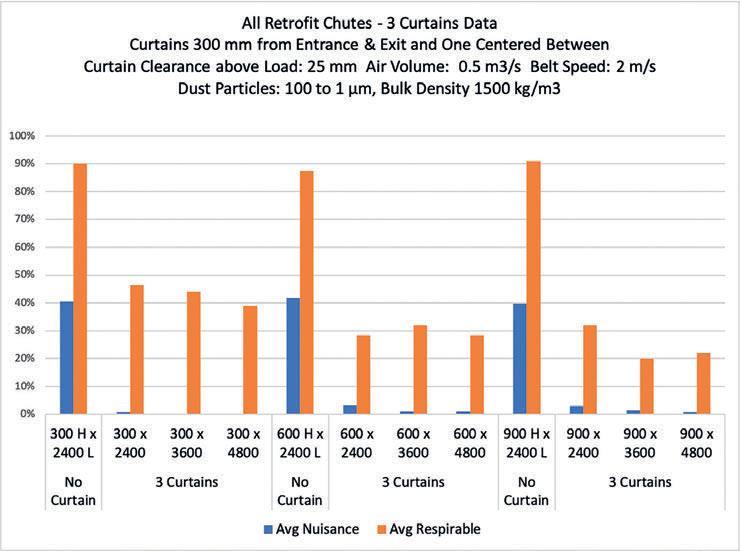
urrent practice for conveyor skirtboard enclosures is to design for Vair m s by increasing the height of the enclosure wo common rules of thumb for the enclosure length are two times belt width or m for every m s in belt speed. It is interesting to note that if H is increased the distance that the average dust particle must travel also increases detailed design study of air flow and
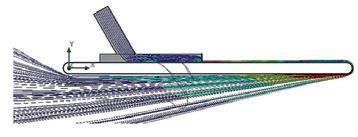
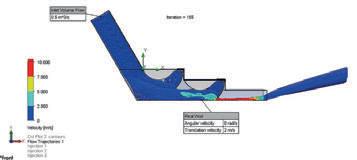
particulate settling was performed using flow simulation software
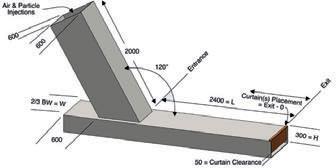
standard conveyor was established as the baseline for the study. he standard conveyor is a mm wide belt with a 35° trough angle, traveling at m s generic material was used to produce the baseline data, with a bul density of g m and a nominal mm minus particle si e distribution with a degree surcharge he discharge chute was si ed based on a material volume e ual to or less than per cent of the chute cross section A drop height of 3m, an open area of m an average particle si e of mm and bul flow of mtph were used to calculate the induced air volume everal variables were investigated to simplify the analysis he complete conveyor with discharge and receiving belts was modelled and, while there were signi cant regions of recirculation in the upper discharge section the air flow in the chute was reasonably consistent. he chute was simpli ed with the air volume and dust particles in ected into the last two metres of the chute. he combination of variables studied are given in able oth e ternal and internal analyses were conducted, with complete moving discharge and receiving conveyors
PARAMETERS
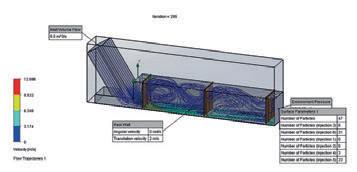
he bul material surface was set to absorb particles and the walls set to reflect particles he effectiveness of the enclosure variations was determined by counting the number of each size particles that escaped the end of the enclosure compared to the numberinjected.
he results of the e ternal analysis indicated that escaped dust particles increased in speed, as the air current is affected by traveling around the belt and the discharge pulley.
his phenomenon is nown as the agnus effect and emphasises the need for effective belt cleaning as close to the discharge as possible. A space of 1mm between the bottom of the skirtboard and the belt was used to simulateleakage.
everal e perienced maintenance technicians were surveyed and their preferred curtain arrangements modelled. In addition, multiple curtain designs and placement schemes were studied, including staggered slit curved angled with and without slits, with holes and nocurtains everal unconventional skirtboard enclosures were modelled to create recirculation in the enclosure and improve dust settling
Belt speed (m/s) 2.0 2.0 to 8.0
Belt width 1200 600, 1200 & 1800
Bulk material solid density kg/m3 1500 750, 1500 & 3000
Air flow (m3/s)
0.5
0.25, 0.5 & 0.75
Curtain placements 1 @ exit 1 to 6 Curtains, at various spacings
Curtain clearance (mm)50 0 to 150 above load
Skirtboard height (mm)300 300, 600 & 900
Skirtboard length (mm)2400 2400, 3600 and 4800
Wall roughness (mm) 1 0 to 100
Chute to skirtboard Standard inline Mitred, full width & 90°
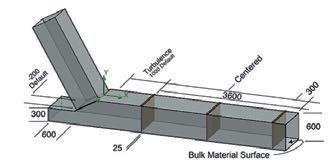
Tail box length: 600 mm300 high
300, 600 & 900 high
Dust particle diametre (µm) All configurations modeled with 100, 50, 40, 25, 10 and 1µm dust particles
Table 1. Variables used in the particle study
he optimum design for the standardconveyor was determined to be a conventional enclosure with a height of mm a length of m and three dust curtains placed in de ned locations
Worn exit curtains were also modelled and as the spacing above the load increased, the dust settling performance deteriorated he use of a single curtain right at the e it proved problematic in all cases, acting to speed up the e it air flow even further when close to the belt and re-entraining dust in the exiting air stream, while being ineffective in creating recirculation within the enclosure.
When the curtain placed at the exit was worn too much, it was as if there was no curtain at all. A curtain placed right at the exit and adjusted close to theload creates another fugitive materialproblem, sometimes called the popcorn effect where the curtain causes spillage by noc ing material off thebelt.
olid density had little effect on the settling of nuisance dust particles from to m n every case per cent of the and m particles settled almost immediately. As the bulk density increased, there was a moderate reduction in respirable dust emissions.
he unction between the discharge chute and the skirtboards was found to be an important design detail for creating recirculation. Making the width of the discharge chute narrower than the width of the skirtboard helps to fold the air flow going into the rst curtain and that encourages distribution of the air flow toward the top of the enclosure, rather than along the surface of the material. he retro t and mitered unctions were signi cantly more effective than a simple butt connection and mm height he tail bo had little effect on dust emissions
Pack your cement, building material or chemical products into valve bags at up to 1000 s/h with our new-gen INTEGRA.





out of the skirtboards’ exit end. In most con gurations the height of the tail bo was set at mm he tail bo length was set at mm to match the typical mm idler spacing used in the load zone by most conveyor manufacturers and engineers
Length of skirtboard
It was found that for most situations a mm long s irtboard produced the best results. Increasing the length to mm and height to mm had some marginal effect but may not be worth the e tra investment
Height of skirtboard
n enclosure height beyond mm for the standard conveyor with a single e it curtain did reduce nuisance emissions but tended to increase respirable dust discharge, because the average settling path was greater with the higher enclosure.
ir o
s would be e pected the average air velocity through the s irtboards was directly proportional to the induced air flow and cross sectional area verage velocities in the skirtboards due to induced air ranged from to m s elt speed has a minor effect on the average velocities he ma imum air velocities were almost always found where the air flows under the skirtboard curtains.
hese high air speeds ept the respirable dust suspended, so reducing induced air into the chute is also important in improving performance
Curtains
he best results were obtained with three or more curtains he design of the slits in the curtains is important to allow air to pass through allowing the airflow paths to ll the entire chamber and not ust flow at high speeds under the curtains t was found that the individual flaps should be about mm wide with slits at least 5mm wide and the curtains extending the full width of the enclosure.
Preferred embodiments
he best value for the cost of the s irtboard enclosure and its effectiveness is udged as s irtboards mm high and mm long and three full width slit curtains using either the retro t or mitred discharge chute-to-skirtboard connection.
Design Recommendations
Discharge chute width across s irtboards mm width betweenskirtboards.
Skirtboard outside width based on horizontal dimension of free belt edge for sealing and belt wander edge allowance mm per side irtboard height mm nlet to s irtboards air volume flow m s
• Length of skirtboards for material loading turbulence mm whenre uired
Length of skirtboards for dust settlement mm plus e tra allowance for loading turbulence ifnecessary.
Skirtboard dust curtains: ntrance st curtain mm past end of extra allowance for material turbulence and distributing air flow nd middle curtain centered between entrance and exit curtains.
• it rd curtain mm from end of skirtboards.
urtain clearance above the bul material mm preferred mm ma
• urtain flaps mm wide strips separated by slots mm
Conclusion
hile some improvement is seen with increased skirtboard height and length, it is doubtful that it can be economically usti ed on the reduction of respirable dust alone return on investment for control of nuisance dust for new and retro t designs can be based on reducing cleaning labor increased e uipment life and or elimination of dust collection f the improvements reduce the time weighted average of respirable dust emissions to the point where engineering or administrative controls could be less stringent then a nancial case could alsobe made based on improvements in labor productivity



Kinder Australia’s chief executive o icer Charles Pratt reflects on the company’s history and future as it celebrates its 40th anniversary.
FOUNDED IN 1985 BY Neil and Christine Kinder, Kinder Australia has transformed from a supplier of off the shelf conveyor component products into a provider of customised engineered solutions.
t the core of inder s success is its people he company aims to foster a culture of continuous improvement and innovation encompassing engineering product development customer service and technical support
n addition the company invites its customers to underta e in house training programs where they can gain practical nowledge that helps improve safety optimise e uipment performance and extend equipment lifespan.
inder ustralia chief e ecutive o cer harles ratt said building strong long term relationships with its customers through these methods has been a driver of inder s success
ne of our rst customers heetham Salt Ltd in South Australia, remains with us to this day ratt said hat spea s to the value we aim toprovide
ith years of e perience we have a responsibility to help shape the future of the bul materials handling sector ey to maintaining these relationships is the company s eld application specialists and business development managers his team wor s closely with bul materials handling companies around the country assessing the issues they face and nding the right solution for each ob inder can then relay the common pain points the industry is facing which ratt said is vital etting in front of customers is important t s what has created the trust our customers have in inder he said rying to innovate for the sa e of innovation has no value ou need to ndout what problems customers are facing and wor with them to ma e things better
A philosophy of innovation
n an industry where e uipment is pushed to the limit uality must never be compromised ratt said
This belief is at the heart of inder s engineering philosophy very
product from heavy duty pulleys idlers to conveyor covers is built for endurance and reliability in the toughestenvironments owever ratt believes there is enormous scope to continue innovating conveyor systems here s such a big gap in how technology has been implemented in conveyors compared with other sectors li e the automotive industry he said f you compare the suspension in a car to the suspension at a conveyor transfer point it s a star difference art of it is because you re not feeling how the belt is getting smashed with roc s going down a chute here s a lac of appreciation for what the conveyor goes through inder s technology is based on solving real world issues that the bul materials handling industries are facing ften these issues occur at a transfer point where material causes belt damage misalignments, spillage, or dust.
roducts li e the hield ynama impact idler and ure belt support system were designed to address these

issues hese solutions enable customers to reduce downtime improve safety and boost e ciency in their operations
e don t ust supply parts e engineer outcomes ratt said
A new chapter
s industries have evolved so has inder s vision arlier this year a consortium led by ttalis apital including the ictorian usiness rowth und successfully ac uired inder ustralia
he move mar ed the ne t phase for the company building on its legacy and positioning it for long term growth
inder is e ploring strategic e pansions including bolt on maintenance services consumables and service partnerships that will allow it to offer more holistic support across the full lifecycle of its solutions
hese efforts aim to enhance the customer e perience and strengthen inder s role as a long term value driven partner of choice

Kinder also plans to expand into Western Australia and Queensland, with o ces showrooms and warehouse distribution located around thecountry s inder moves into its fth decade of operation, Pratt said its mission is to set the benchmar for safety sustainability and innovation in bul materials handling
“Our future is about more than products ratt said t s about building


deeper partnerships, expanding our global reach and continuing to innovate in ways that matter.
e re investing in the people technologies and ideas that will shape the ne t years
“Our goal is to remain the benchmar for safety sustainability andengineering performance in bul materials handling globally

Flexco’s hands-on training and fastening technology is helping underground coal mining operations across New South Wales improve safety, reduce downtime and boost maintenance e iciency.
Sebastian Olguin said the company’s approach to training is designed to be hands-on and highly relevant to the real-world conditions that the maintenance teams face underground.
“By working directly at the mine site, we ensure our products are installed correctly and safely,” he told ABHR
Flexco is a manufacturer of belt conveyor products including belt fasteners, scrapers, and maintenance products. Its products play a vital role on operational productivity and safety in bulk material handling applications.
le co offers customisable training programs, including in-class sessions at their training facilities, on site, and online. These programs are designed to support safe and effective product use
As part of the on-site training program, crews can raise concerns, provide feedback, and collectively work towards best practice.
“A recent training session in southern New South Wales on the XP Fastening System highlighted the
impact of this approach. The team there said the training was well structured, informative and tailored to their needs. They appreciated the balance between theory and hands-on learning, with the practical sessions receiving outstanding feedback,” Olguin said.
With the introduction of a custombuilt training trailer, the company has brought its expertise directly to remote and hard-to-reach sites.
“Our custom training trailer has completely transformed how we deliver practical education,” Olguin said. “It’s a fully mobile training hub equipped with installation gear, allowing us to replicate real-world conditions at the customer’sdoorstep.”
This has been especially valuable for mine sites located several hours from Flexco’s newly built training facilityinSydney.
“In regions like northwest and midwest New South Wales, we can now bring high-quality, hands-on training directly to them, no matter the location,” he said.
The trailer ensures consistent skill development across all crews, while reinforcing site speci c safety and e ciency practices
The Flexco® XP™ Staple Belt Fastening System combines an enhanced applicator tool with the longest wearing staple fastener and hinge pin on the market to produce a superior belt splice for tough mining environments.
The fastener plays a major role in underground coal mining due its strength and durability in tough mining environments he nished splice features a smooth low pro le that enhances compatibility with belt cleaners and other conveyor components, signi cantly e tending wear life
Installation is also made easier and safer with an ergonomically designed tool that pulls towards the operator, rather than the traditional sideways motion.
“This greatly reduces operator fatigue and improves control, especially in con ned and constricted underground environments,” Olguin said.
“The XP staple fastening system’s cold-rolled steel construction delivers enhanced strength and wear resistance.

“The larger loop area accommodates a bigger diameter hinge pin, which reduces fatigue across the splice.”
Another standout feature of the tool is its built-in reset mechanism. If a misdrive occurs, crews can skip over it without starting from scratch—saving time and ensuring greater accuracy.
“The tool also includes a safety interlock that prevents it from compressing the fastener unless it’s properly aligned. That protects both the tool and the bed from potential damage.”
The XP bed itself features segmented, replaceable H-plate holes, allowing operators to replace only worn sections, reducing long-term maintenance costs.
“We’ve also seen excellent durability from our applicator tools in the eld lguin said
“Very few XP tools have come back for repair, which speaks volumes about the strength and build quality under continuous use in challengingenvironments.”
he fastening system s bene ts were recently validated during a 14-week trial at an underground coal operation. The results were clear – and game-changing.
“After completing the trial, the site fully converted to the XP system across its operations. The extended splice life meant fewer clip changeouts, and crews had more time to focus on other critical maintenance tasks,” Olguin said.
Crews also praised the system’s reliability and the reduced need for unplanned downtime.
“When your fastening system performs longer and more consistently, the productivity bene ts are immediate And in this industry, strong results get noticed quickly,” Olguin said.
Since the successful trial, other coal mines have trialled the staple fastening system, experienced similar results, and have now made the switch to XP.
With durability and uptime being essential in underground coal operations, every aspect of the XP system is engineered for performance.
“The larger loop area reduces stress concentrations and increases fle ibility at the splice,” Olguin said. “The coldrolled steel construction offers improved resistance to wear and fatigue. Even the robust design of the fastener helps protect staple legs from damage, extending the overall lifespan.”
These features contribute to fewer breakdowns, lower maintenance costs and higher production availability – delivering real-world value to miningoperations.
Olguin said Flexco positions itself as a long-term partner to mine operators.
“We’ve always believed our role doesn’t end once the product is delivered,” Olguin said.
“We’re here to support our customers every step of the way – from the initial setup and training to ongoing technical support throughout the life of the mine. When you work with Flexco, you’re not just getting a product – you’re gaining a team committed to your success.”






























Motion’s Nick Kerwin and Stephen Forbes reflect on the legacy, leadership and loyalty behind two of Australia’s most respected industrial names.
TWO OF MOTION’S
legacy businesses, CBC and Hardy Spicer, celebrated milestone anniversaries in 2024: 70 years and 75 years respectively.
For Motion, these anniversaries are more than a celebration – they represent the foundation of Motion’s ongoing commitment to local expertise, customer partnerships, and technical innovation.
Founded in Sydney in 1954 by J.J. Martin-Weber, CBC established itself through a customer rst strategy
“Martin-Weber worked harder than anyone else otion sia aci c executive general manager Nick Kerwin said. “When CBC teams visited remote mine sites or sugar mills, they’d arrive on the wee end ensuring they were rst through the door on Monday morning. That mentality became embedded in ourDNA.”
ne de ning early move was s aggressive acquisition of bearing stock from a British company, outmanoeuvring a major competitor and accelerating CBC’s expansion. From a single Sydney outlet, CBC grew to a network of over 120 branches nationwide, becoming one of Australia’s largest distributors of bearings and power transmission products.
“Our competitors today have 25 to 30 branches,” Kerwin said. was ve times that si e nd it wasn’t just stock on shelves – we
invested heavily in technical people andengineering e pertise offering customers full solutions to improve uptime and performance.”
Hardy Spicer’s journey, meanwhile, stretches even further back. Originating in Birmingham, England during the First World War and expanding into Australia by 1949, Hardy Spicer began as a manufacturer of complete driveline components, serving the burgeoning agricultural and automotive sectors. Initially part of the Repco group, Hardy Spicer’s Australian branch built a strong reputation for manufacturing quality andreliability.
“Drive shafts and hydraulics are fundamental to so many industries – mining, rail, agriculture, waste management, and even ski lifts,” Motion sia aci c e ecutive general manager Stephen Forbes said. “If it moves, Hardy Spicer can support it.”
Through the decades, Hardy Spicer evolved from pure manufacturing into a broader service-driven business, incorporating hydraulic hose solutions alongside its core driveline expertise. Strategic acquisitions in the 1970s and 80s helped build the hydraulic side of the business, while ongoing investment expanded its branch network nationally.
“People sometimes ask why we offer both drive shafts and hydraulic

said. “Those capabilities came through strategic acquisitions – and over time, they became central to our value proposition.”
Hardy Spicer was acquired by the Inenco group (and later by CBC’s parent company) in 2002, setting the stage for its eventual integration into Motion. Today, Hardy Spicer operates 14 branches nationally, supporting customers with local service centres capable of building, repairing, and customising drive shafts and hydraulic solutions.
“Each service centre is a front door to our capabilities,” Forbes said. “They’re e uipped to offer technical advice assemble products, and deliver rapid support across the industries we serve.”
These capabilities have allowed Hardy Spicer to build deep relationships across Australia’s heavy industries, supporting not just everyday operations but critical infrastructure projects and specialised emerging sectors. From renewable energy projects to recycling operations and heavy vehicle electri cation ardy Spicer continues to evolve alongside the industries it services.
Motion’s acquisition of CBC and Hardy Spicer did not signal the end of their brand stories – rather, it marked a new phase of growth. Both brands continue to operate within the company, bringing together decades of technical knowledge with Motion’s capital strength, expanded national footprint, and shared systems.
he cultural t was strong from the start,” Kerwin said. “The Martin-Weber family, who ran CBC, had a long-standing relationship with Motion in the US. They knew Motion would support their legacy, their employees, and their customers for generations to come.”
Forbes echoes this sentiment, noting that the integration has brought tangible bene ts across the business
“Motion gives us the ability to scale, to access capital, and to invest in better
systems and safety standards,” he said. “It also helps us innovate – whether that’s through upgrading our hydraulic testing equipment or investing in technologies suited to industries like wind energy and recycling.”
While the Motion brand will become more visible across branches over time the values that de ned and Hardy Spicer remain unchanged. Local knowledge, technical expertise, and a genuine commitment to helping customers succeed continue to drive the business.
“We’re seeing it in action already,” Forbes said. “New opportunities are opening up across emerging sectors. Whether it’s advanced hydraulic solutions for solar panel installations or custom driveline engineering for heavy electric vehicles, our legacy brands are powering the future.”
As Motion moves forward, it is doing so with a clear view to preserving and enhancing the strengths that made
CBC and Hardy Spicer trusted names in the rst place
“While our long-term intention is tobring all of our offerings under the oneMotion brand – we will
ensure the legacy of all our brands endures,” Forbessaid. “What matters is that theservice, the expertise, the reliability – that remains. And it’s gettingstronger.”




With strong local partnerships, new product innovations and the addition of Eurosilo technology to its portfolio, AUMUND is setting its sights on an even bigger role in the nation’s resource and infrastructure sectors.
FOR MORE THAN 50 YEARS, the AUMUND Group has had a strong presence in Australia, with over 150 installations across mining, steel, cement, fertiliser and other heavy industries. Many of these equipment installations are with repeat and internationally renowned customers and have stood the test of time to offer reliable material handling solutions.
The German-headquartered engineering company has built its reputation on adapting global technologies to Australia’s unique bulk handling conditions, a strategy that continues to underpin its success.
AUMUND Group Australia country manager Dan Birkett said that the company’s formula for longevity in this market comes down to local partnerships, customised engineering, and a strong after-sales network.
“The local partnership gives us support and engineering around the Australian standards, which are unique in the global market,” Birkett said. e re not here to offer something that suits the global everywhere. It’s more tailor-made for the Australianmarket.”
This localisation extends to manufacturing fle ibility
AUMUND can build equipment in Asia or Europe, but also in Australia to suit customer preferences, a valuable option given the strong “Australian made” sentiment in local procurement.
With the AUMUND group partners, we are able to ensure full compliance with local and national standards.
SCHADE’s partnership with WDT Engineers is a prime example of how local alliances have bolstered its market position. WDT, based in Brisbane and Mackay, has worked with AUMUND subsidiary SCHADE for 25 years, delivering robust stockyard solutions.
Likewise, Ammermann based in NSW, have been with the group for many years as a partner agent, Ammermann are very strong with the AUMUND range of products with close customer alliances across all Australia.
Both Ammermann and WDT are able to hold stock at their facilities and supply service technicians for AUMUND groupequipment.
“It’s that mutual support and the deep understanding that WDT have of the industry,” Birkett said. “They’re here in the time zone for quick response, that could be repairs, maintenance, or getting an engineer on site within 24 hours.”
The partnership’s ability to provide fabrication, local contracting and immediate customer support means AUMUND can compete on more than just technology, it can match the responsiveness of a purely domesticsupplier.
SAMSON Materials Handling, another AUMUND brand, is recognised for its mobile ship loaders and Eco Hopper dust-control systems. These solutions are particularly suited to Australia’s multiuser and seasonal ports, where berth space must be reallocated quickly.
“Mobility is key,” Birkett said. “The ability to remove equipment from the uay to free up the berth for different operations is critical.”
Environmental compliance is equally central to SAMSON’s designs. The Eco opper uses advanced air ltration rather than water mist, preventing valuable product loss.
“We can return any product collected on the lters bac to the process stream Birkett said. “Your yield is high, and your product isn’t being blown away or dampened down.”
The AUMUND, SCHADE and SAMSON brands are known for their reliability in process-critical applications, from feeding cement kilns to unloading silos at mining operations.

This durability is supported by a century of experience within AUMUND, and nearly 250 years of combined expertise across the Group’s subsidiaries.
“Understanding failure modes is very, very critical,” Birkett said.
The company’s preventative maintenance tool, PREMAS 4.0, is a digital monitoring system, that tracks real time and historical data to allow monitoring and analysis allowing customers to address issues before they lead to costly downtime.
Large after-sales and spare parts warehouses in Asia, along with technical support from global and local teams, ensure parts and expertise are on hand.
“If that piece of equipment goes down, your process stops,” Birkett said. “By employing AUMUND technology, we can help prevent that.”
In June 2025, AUMUND integrated ESI Eurosilo into its portfolio, an acquisition that e pands its ability to offer complete material handling systems.
Eurosilo technology provides largescale storage solutions for industries including energy, agriculture and food, opening doors to sectors where AUMUND has been less active in recent decades.
“It’s an additional string to our bow,” Birkett said.
“We can bring in various facets of our bulk material handling technology and provide process-critical solutions as part of a bigger scope.”



















•Smooth, low profile splice with increased tensile strength


Applicator


•A larger and more durable loop area for longer splice life



•Applicator tools that skip over misdrives without starting over













While stackers and reclaimers can endure harsh environmental conditions for decades, they still need maintenance work and replacements, and this is where Aurecon can help.
are paramount to Australia’s bulk material handling operations. Whether in the Pilbara iron ore supply chain or on the east coast’s coal terminals, these towering machines form the link between mine, port,andship. But while their size and productivity are often what catch the eye, the real challenge lies in sustaining them safely and reliably across decades of service. For Aurecon, supporting clients to navigate this challenge is high on its priority list.
“The company’s role spans the full life cycle of these machines –
“We’ve got a long history of working with our clients and their assets, which involves stacker and reclaimer machines on both the east and west coast. A lot of the work we do is across the full life cycle of a stacker or reclaimer, so we understand how risks and investment decisions have evolved over time.”
According to Brooks, fatigue remains one of the most signi cant ris s foroperators.
“Particularly with these machines, metal fatigue is a key risk with
analysis, we’ve been able to help clients focus inspections on the critical areas that matter.”
Many of these areas, Brooks said, can be di cult to access from general walkways and platforms, meaning cracks or other fatigue damage can go unnoticed without targeted inspection regimes. Aurecon’s work often involves validating analysis models through onsite instrumentation.
“There’s one thing to understand the theoretical side of what a code might prescribe,” he said. “But there’s another piece in actually understanding how these machines operate in service, which can

Alongside fatigue, corrosion –particularly in coastal environments –remains a major challenge.
“Corrosion, in conjunction with fatigue, is a key area of risk for these machines,” Brooks said.
“There’s no prescribed method in design codes to fully understand the implications of condition with fatigue, so it is a big consideration.”
While stackers and reclaimers are often grouped together, Aurecon draws a clear line between the operational stresses each type of machine faces.
“Typically, we see reclaimers as a lot more arduous in the work they do,” Brooks said. “They generate far more cyclic loading driven by digging effects whereas a stac er is not sub ect to such loading. That means stackers are generally less susceptible to fatigue compared to reclaimers.”
Still, both machine types demand careful planning when it comes to maintenance and remediation.
Aurecon frequently assists clients with scoping and executing remediation works during shutdowns and outages –balancing the reality of limited downtime against the scale of repairs required.
“It would be a luxury if you could take these machines down for long periods to remediate them,” Brooks said.
“But production is key. Tonnes mean dollars, so the challenge is keeping them operational while also ensuring their long-term integrity.”
Beyond inspection and remediation, Aurecon is also guiding clients through the challenge of ageing assets.
Many machines are reaching or exceeding their theoretical design life, forcing operators to decide whether to invest in life extension or pursue replacement.
“The landscape has shifted. Whereas production was once the number one driver, capital is now almost the leading factor,” Brooks said.
ome machines re uire signi cant remediation to extend their life safely. It’s a balancing act between capital, production, and safety.
“It’s not just about the machines themselves. On top of condition, compliance, reliability and obsolescence issues it is also how each machine ts into the wider ecosystem of operations. Making a decision solely with blinkers on about a particular machine may not be the right decision for the business.”
For Aurecon, a long-term view is key to guiding clients from inception right through to those end-of-life strategies.
“We are heavily involved across the full spectrum of a machine’s life cycle,” Brooks said. “That means getting involved early to help inform clients about the operational risks, inspection tactics and regimes, through to helping them maintain and make complex decisions about whether to extend or replace them. Having that understanding across the spectrum adds value at every stage.”

Since 1985, Kinder Australia has been at the forefront of conveyor solutions, delivering trusted, innovative products that improve e ciency, safety and productivity in bulk materials handling.
We support our customers with:
• High-performance products that evolve with industry needs
• Expert advice and genuine customer care every step of the way
• Reliable outcomes that support long-term site success
As we mark 40 years of progress, we continue to engineer smarter, safer and more sustainable solutions for every site we serve.
Discover what Kinder can do for your operation.
Structural Integrity Engineering has celebrated 25 years of supporting thousands of projects in the mining and material handling sectors.

Structural Integrity Engineering’s (SIE) mission has remained the same: providing independent specialist expertise in structural engineering with its talented team.
“Our role is to ensure that our engineering and our auditing aligns with the middle word in our company’s name being integrity,” Structural Integrity Engineering managing director Doug Hawkes told ABHR.
“That’s both an engineering outcome but also a cultural outcome thatwevalue.
“We value the ability to convey our messages to our clients in a frank manner because we value integrityandindependence.
“That’s both structurally, and also morally, because at the end of the day, there are people who rely on our work to be correct, and their lives depend on it.”
Fundamental to SIE’s operations is its experienced team of engineers who specialise in the mining, ports, bulk handling and heavy sectors.
aw es leads a uali ed team that has specialist skillsets including deep standards knowledge, design, risk assessments nite element analysis
3D modelling and reality modelling and years of industry experience across the bulk handling, mining, ports and heavy industrial sectors. This range of skills has also be used in applications involving bulk materials handling machines.
The team also maintains a strong connection with the industries they work in through leadership roles. Hawkes has been part of several Australian Standards committees, including the ME-043 Committee for AS4324.1, where he has been the drafting leader for the last two revisions, as well as BD-001, for AS4100 and AS/NZS 5131.
There is a sense of responsibility that the SIE team carries with it when conducting structural design, assessments and inspections in these sectors. The machines are often subject to immense capital expenditure by SIE’s clients, and, in circumstances where things can go wrong, it can be costly andhazardous.
Therefore, SIE has team members with a depth of knowledge in structural mechanics, Australian design standards, and the skillset to utilise the latest technology in their work.
The result is an economical and e cient design and assessment process. In sectors that can scarcely afford downtime and shutdowns s e ciency means engineering solutions can be designed with the client’s constraints in mind.
“We train our people to have a depth of knowledge,” Hawkes said.
“This is not only in the engineering sphere, but it is also important to understand what clients in our sectors expect. Our industries have very little downtime or the ability to shut things down for extended periods of time.
“The way we engineer solutions for our clients has to consider the client’s constraints and the engineeringconstraints.
“The value of experience sets us apart. We always have young engineers who are able to perform some services, and they have the oversight of our senior and heavily experienced engineers. The depth of knowledge that our team has is a key advantage.”
Since it was established, the company has honed its s ills speci cally in some of Australia’s biggest sectors and completed thousands of projects. When it comes to stackers and reclaimers, SIE has supported projects from concept to decommissioning and everything inbetween.
As an independent expert, SIE has worked with clients across the lifecycle of their machine. From the early stages, can complete the speci cation for new machines, undertake tender assessments and perform their specialty - design audit services. For fabrication, SIE can provide advice and carry out inspections to determine if fabrication is being completed according to AustralianStandards. Within the operational scope, SIE has carried out machine condition inspections and risk assessments, as well as upgrade feasibility and detailed assessments, life extension and decommissioning assessments, and incident investigations. The Australian-based consultancy has also supported customers with their operations through assessments for the replacement of machines and the impacts on existinginfrastructure. Hawkes told ABHR that a ey difference is wor s for the owners of the machinery rather than the machinery manufacturers.
This means the client can have peace of mind that they are receiving an honest perspective in the advice received with the owner’s interests in mind.
“We’re not aligned with the machine suppliers; we respect their role but we work for the owners. We always have the owner’s interests as the primary consideration and that allows us to provide frank and fearless advice,”hesaid.
“Our clients respect our trusted advisory services, and we can advise them on solutions that achieve their desired outcomes.”
Over the years, SIE has managed to maintain a trusted reputation for its ability to deliver independent advice its customersrelyupon.
“Our purpose is in our name to deliver structural integrity through engineering and that means we’re all about safety,” Hawkes said.
“It is a responsibility that we take veryseriously.”






Global engineering specialist Koch Solutions is delivering all-electric, sustainable material handling solutions, from stackers to reclaimers, designed for decades of reliable service.
a machine, every structural, mechanical, electrical, and automation component must work in harmony. Even small changes can trigger a ripple effect across the design.
For example, replacing a ladder with stairs and a platform adds weight, which may require upgrading the hydraulic lu ng cylinders his in turn demands larger pumps, electric motors, and switchrooms with each modi cation compounding the machine’s size, weight, and cost.
With mining companies seeking both cost e ciency and reduced carbon footprints, design optimisation is critical.
Original equipment manufacturer (OEM) head of sales Luke Bennett told ABHR that, without careful oversight, incremental changes can spiral.
“As an OEM, we know where to draw the line so we can deliver a machine that meets the project’s requirements safely, delivers the tonnes needed, and stays within budget. A machine that might start at 1500 tonnes can end up signi cantly overweight adding millions to the cost of the machine and the clients required infrastructure.”
From collaborative design to advanced automation, Bennett said OEM partnerships are delivering measurable gains in productivity, safety, andsustainability.
Koch Solutions’ stackers and reclaimers are typically designed for a minimum 25year service life. Over that time, mining technology, operational needs, and environmental, social, and governance (ESG) priorities can shift dramatically. Close OEM collaboration ensures clients can upgrade equipment for improved throughput energy e ciency and safety echnology changes priorities emerge, and automation becomes more advanced,” Bennett said.
“We partner with specialist suppliers around the world to integrate the latest solutions into existing assets.”
Pre-study phases involve working with clients to determine the optimal machine si e con guration and e ciency strategy whether that means a single high-capacity unit or multiple
Solutions can increase utilisation rates from around 70 per cent to 80 per cent and beyond translating into signi cant performance upside as well as cost and energy savings.
Productivity gains through smarter design

example where a new machine seemed underpowered he culprit was the bucket tooth design, which increased cuttingresistance.
By using computer-aided simulations to redesign the tooth, Koch Solutions reduced friction and boosted performance without increasing motor size.
“We can now apply that design across other machines and sites,” Bennett said. “It’s a great example of the iterative process that only an OEM with both design and servicing capabilities candeliver.”
his approach nown as total lifecycle asset management, focuses on baselining current performance and continuously improving, whether that means extending wear life, reducing manual intervention, or implementing safer inspection methods.
Building smarter, connected systems
Automation and digital integration are making supply chains more intelligent.
Koch Solutions’ machines connect mine stockpiles with export logistics, and newtechnologies enable precise ore tracking from pit to ship.
re uest a speci c grade and moisture content from a stockpile quadrant, andthe machine will automatically reclaim exactly what they need,” Bennettsaid.

operatewithout on-board operators, apart from shiploaders, which are transitioning towards semi-automation.

just a machine, but the knowledge, partnerships, and experience that ensure it delivers value for decades.”


TUNRA Bulk Solids develops custom solutions to suit the individual needs of our clients.

Services:

Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research
Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Computational and Scale Modelling
Site Visits
Professional Development Courses


2025 Professional Development Opportunities:
Storage, Feeding, Transfer and Belt Conveying Course: 11-13 November (Perth) 2026 Professional Development Opportunities: Storage, Feeding, Transfer and Belt Conveying Course: 19-21 May (Brisbane)



STEVE DAVIS
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands andgrain.
Bulk material handling expert Steve Davis dives deep into stackers, reclaimers, and the yard machinery critical for mining operations around the world.
As with all rail mounted machines, AS4324.1 applies.
Other stacking methods that are commonly used include the overhead tripper conveyor. An overhead support structure is needed so these are common is storage sheds s with a ed boom stacker these can only provide a continuous cone stockpile.
Some stackers have bypass facilities to allow through feed, especially if there are two stackers on the same yard conveyor, or if there is a requirement to bypass the stacker for direct loading to a ship. Stackers are available with capacities well in excess of 10,000tph.
Many types of reclaimer are available ifferent reclaimers wor better with speci c stoc piles and material management methods. Stockpiles can be considered as long term storage such as a buffer for a coal
power plant, simple turn over where no mixing or turn over order matters, batching stoc piles to feed a speci c ship or train, or more complex stockpiles where some mixing is required during stacking and reclaiming to even out the variability of the material. Reclaimers are generally operated under automated control with no need to provide an operator cabin.
If mixing of the reclaim stream is required to obtain a relatively homogenous bulk, the selection of machines and stockpile arrangement should be de ned as early as possible Blending, that is the proportional blending of two or more materials, requires as many discrete stockpiles and reclaimers as there are blend materials. Blending is rarely used in the minerals industry, yet the term is frequently used when mixing is required. Both mixing
and blending require that the material is stacked correctly to enable reclaim to be controlled to match.
Reclaimers are installed on stockpiles to recover bulk materials. Where the material reclaim rate is relatively constant, such as power plant feed, the reclaimer capacity needs to be only marginally more than the required rate. Bulk materials are often reclaimed from stockpiles to batch transport systems. Ships, trains and trucks are batch systems, and reclaimers must be sized well above average capacities to cover this. Loading to ships will not be continuous due to hatch changes, berthing, and other delays and the reclaimer (and shiploader) will likely have a rated capacity near twice the average loading rate. Trains and trucks will likely require a surge bin immediately prior to load out.
The boom bucket reclaimer is the most fle ible machine for stoc pile operation and offers the highest continuous reclaim rates. More than 10,000tph is possible with these machines. The average or aggregate reclaim rate is determined by many otherfactors, and a 10,000tph reclaimermay only achieve less than 5000tph average due to the method of reclaim, the size of the stockpile reclaim rate. Boom bucket reclaimers can reclaim stockpiles with 50 metre or more base width and can recover material from anywhere along the length of a linear stockpile.
here is a difference between long travel, or trench, reclaim and slew reclaim. Most bucketwheel reclaimers are installed for slew reclaim. Specialist advice should be obtained if looking at long travel reclaim.
Boom bucket wheel reclaimers are designed for slew or trench reclaim and, although they can be used for either method are not as effective in the alternate mode.
Each reclaimer operates in four quadrants around the machine centre pivot nderstand the difference in the reclaim achieved in the different quadrants and under the two possible long travel directions. Get specialist advice. There is little machine cost saving by restricting reclaim to less than

four quadrant operation, but changing after award can be expensive. Long travel reclaim can only be completed in two quadrants, and the stockpile arrangement should be different to slewreclaim.
A surge feeder or surge loading table may be required to control feed to the reclaim yard conveyor. Reclaim rate varies with the position of the bucketwheel in the stockpile for both methods of reclaim, and both design and operation strategy for the boom bucketwheel reclaimer must be assessed to match the expected overall reclaim rate. Bucketwheel discharge is not continuous and if not managed will require a larger conveyor. Surge bins may be necessary between the reclaimed bulk stream and the batch delivery system. It is common to have a small bin between reclaim and truck or train load out, but less common with ships as the bins are large to be effective urge bins manage the differences between reclaim and load systems and result in more consistent and higher overall rates.
Bucket wheels should be supported on the boom by two bearings and not cantilevered. This arrangement is referred to as a fork boom end. The fork end has less structural safety issues,
able to fall off if something fails he bucketwheel drive should have reversible creep speed and locking/lockout facilities for maintenance work. The boom conveyor will need a splice station and belt clamping facilities.
The boom conveyor drive and take up are usually at the tail end of the boom and can be extremely complex and di cult for maintenance if not well designed. The reclaimer centre chute is often a constrained design. It is in a di cult location and receives ore from many directions. Flow models should becompleted for all slew and luff angles of use.
Bridge (single or multiple bucket wheel, drum or scraper) and portal (scraper) reclaimers are often cheaper than boom bucket reclaimers, but don’t offer the fle ibility or reclaim rate of the boom bucket reclaimer. These machines run on rails on both sides of the stockpile and span the stockpile. Bridge and portal reclaimers generally operate on relatively smaller stockpiles. ridge reclaimers can be tted with ra es to promote flow down the face of the stockpiles.
If multiple parallel stockpiles are produced, it is possible to use a transfer
work on several stockpiles, giving a potentially cheaper solution overall. This does require excellent stockpile management practices.
Bridge bucket, bridge drum, and portal scraper reclaimers have speci c bene ts and negatives in operations Reclaim rate is lower than a boom bucket reclaimer in most applications. Bridge and portal reclaimers reclaim the full width of the stockpile and are excellent for mixing the material as it is reclaimed. The more usual type of bridge reclaimer cannot be repositioned to other parts of the stockpile from where it is working, however there are some that have a lifting bridge which permits full access to the stockpile. Boom bucket and portal reclaimers can move to any part of a stockpile, as required.
Portal reclaimers can have a single scraper reclaim, or two on the larger machines. The scraper systems are hung from the portal structure on winch cables and pull material to the edge of the stockpile where it falls onto a reclaim conveyor. In dual scraper machines, one scraper pulls material to the second and then to the edge of the stockpile. Portal reclaimers can have special con gurations for use in

storage sheds where the stockpile has a high wall on the non-reclaim side. This improves storage capacity in a smaller footprint than a symmetrical pile. The largest portal reclaimer I have seen has two parallel double scrapers and operated on a 60m-wide stockpile. This machine also operates as a stacker by reversing the scrapers.
Combined machines are also available. Boom bucketwheel stacker reclaimers are commonly used where stockpiling design and operation allows such. The combined machine is more expensive than a boom bucketwheel reclaimer, but cheaper than separate machines. Boom bucketwheel stacker reclaimers are all slewing machines and can be used to stack and reclaim two parallel stockpiles. Portal scraper machines can also be used to stack with some bulk materials, however there are some compromises with the scraper, and this may not work as well as expected. Both types of stacker
8-10x faster seal replacement
Spend less time servicing to boost your production hours
Plug position indicator on both sides
Service from your preferred side Learn more at lgpm.com.au
reclaimer can have a bypass facility for direct loading.
Because mechanical reclaim with rail mounted machines is e cient it is usual for the live capacity of these stockpiles to be 100 per cent of the total stacked capacity.
A process stockpile, for example, where stacking and reclaiming can occur at the same time such as in many operations cannot be run at 100 per cent ll n most cases the usable live volume is about 50 per cent of the total live volume. The ‘spare’ 50 per cent capacity is to allow continued stacking for a period of time when there is an interruption of the reclaim or reclaim when there is an interruption to stacking. This means that the total volume of the stockpile should be around twice as much as the required operating live volume. Because product can be stacked and reclaimed at the same time it is rarely possible to use a combined machine for the duties.
A batch stockpile, where material is stacked prior to being reclaimed, can be sized to match the required live volume. As the product is only stacked or reclaimed, it is feasible to have a single combined machine. Pushed out stockpile storage, often considered for upsets in operation is by de nition per cent dead storage, as it can only be built and reclaimed through mechanical intervention using a dozer or similar machine. Simulation modelling will assist in selecting correct size of the stockpile and best method of operation.
It is good practice to have a yard location that allows the stacker and reclaimer to be maintained in a discrete bay with access platforms under the complete machine including the boom. If this is not available some aspects of maintenance will need to becompletedfrom the ground, which is inherently more di cult and unsafe t is common for this bay to become a safe tie down area for use in stormevents.
Rockfield Technologies Australia senior mechanical engineer Brent Lane explains how modern monitoring, analysis and digital decision-support are changing train loadout lifecycle management.
are among the most critical assets in Australia’s iron ore and coal supply chains. They operate at the nexus of mine, rail and port, a single point of failure that can ripple across production and logistics.
Iron ore and coal together contribute over $150 billion annually to Australia’s export revenue, with nearly every tonne passing through a TLO before it hits the port. When throughput targets rise or operating modes change, owners are often left balancing safety, availability and capital with incomplete information. Three recurring challenges dominate TLO lifecycle risk:
1.
2.
3.
Most TLO structures in service today are decades old, and as assets age undocumented modi cations and evolving operating modes increase uncertainty around their true condition, a gap that can expose operators to unplanned outages and costly interventions if not addressed early.
Standard-based design methods (e.g. AS3774) rely on conservative design loads (i.e. wall pressures) and load combinations and factors to ensure the bin/hopper, and the supporting structure can withstand all likely scenarios.
While TLOs are typically designed with conservative safety margins, the realities of ageing infrastructure and changes in operational demands can erode these margins over time. As a result, the original design assumptions may no longer accurately represent current conditions. This is where the value of a detailed load assessment is found. It can bridge the gap between the original design assumptions and thereality.
ngineering rm oc eld Technologies has witnessed life estimates move by orders of magnitude once real stress spectra are translated from instrumented gauges to critical details via calibrated nite element analysis
ver oc eld s years of operations the company’s specialist team has developed a site-proven, integrated method for assessing and understanding these critical assets:
• Motion amplification: to visualise whole-of-structure behaviour and reveal out-of-phase responses, mode shapes and cause effect timing
• Instrumentation: strain and acceleration, logged at high frequency (e.g., 100 Hz) and streamed for ongoing life/damage analytics.
• Discrete element modelling (DEM): to uantify dynamic flow regimes free to cho ed flow transitions and the effective static ore mass
• Finite element analysis: to translate measured data to connection-level stresses and build a decision-ready digital twin of fatigue risk.
This approach has helped owners ma e con dent defensible decisions such as keeping a TLO in service despite elevated vibrations, targeting inspections and minor remediation at true hot spots, and avoiding premature modulereplacement.
In one case, connection lives improved by more than an order of magnitude after targeted gusset remediation veri ed by updated instrumentation and analytics.
Dashboards convert live gauge data into BS7608-based life estimates so maintenance can be planned on condition, not on guesswork.
It is important for TLO operators to instrument early when operating modes change (throughput, split ratios if applicable, material changes).
he rst four to ve seconds of each wagon load can govern the dynamic loads experienced by the supporting structure. With sensor-driven models and eld proven analytics owners can defer unnecessary capital expenditure, reduce outage risk and focus maintenance where it matters most.
If your TLO is operating harder, or simply differently than it was designed for, the fastest wayto gain certainty is to measure, model and decide.





























Jenike & Johanson project engineer Virat Gurung discusses a study of moisture–particle interactions in bulk materials using coupled Discrete Element Method and Smoothed Particle Hydrodynamics.
contain varying levels of moisture throughout the supply chain, spanning stages such as storage, processing, and transportation. The moisture content in bulk materials can range from dry tosaturated.
It is very well established through bul material flow testing that the flowability of a bul material is signi cantly influenced by the moisture content of the material. Increase in moisture content typically results in increased cohesive strength, particularly in materials with a high proportion of ne particles his increased cohesion complicates handling and transportation, potentially leading to operational ine ciencies loss of production) and maybe resulting in safety issues.
A common problem during storage and transportation of bulk materials is associated with moisture migration. Moisture migration within a material is often encountered, where the initial state of the bulk material marked by a relatively uniform moisture distribution undergoes transformation into a nonhomogenous moisture distribution.
This non-homogenous moisture distribution creates zones of varying saturation levels.
This not only complicates handling and transport operations, but may in some applications result in degraded product uality ome common flow problems that are often encountered in a storage bin as a result of moisture migration during extended storage include arching and ratholing igure
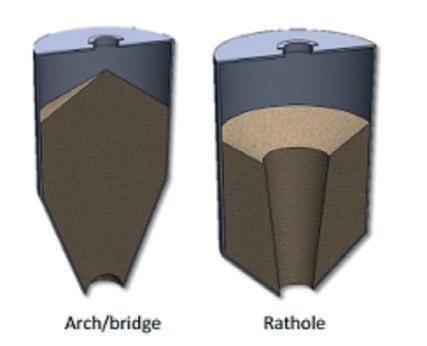
In the mining industry, understanding the interaction between fluid and granular materials is critical for applications such as transfer chutes, storage bins, pneumatic conveying, wet screening, and slurry transport in SAG mills. Traditionally, the design of equipment for such applications has relied heavily on empirical models. However, with the advancement in computational power, numerical modelling techniques such as Discrete lement ethod and moothed article ydrodynamics have emerged as powerful tools for studying particle and fluid flow respectively urthermore these methods are now being coupled to study solid fluid interactions to simulate complex solidfluid mi ture flow in various material handling and processing systems.
DEM is a numerical method used to simulate the behaviour of particulate systems, including powder and granular materials. DEM method operates by discretising a system into individual elements or particles that interact through contact forces.
The motion of each particle is governed by Newton’s second law, where the forces and torques acting on each particle determine its acceleration and trajectory over time. The interactions between particles are handled using contact models which de ne how forces are transmitted during collision or separation.
SPH is a Lagrangian, particle-based method originally developed to simulate astrophysical phenomena.
In SPH formulation, a continuous fluid is represented by a set of discrete particles, each carrying physical properties such as mass, density, velocity, and pressure.
he eld variables representing in situ conditions are approximated using a smoothing kernel function, where each particle’s properties are computed as a weighted sum of contributions from neighbouring particles located within the smoothing length distance.
The methodthen solves the Navier-Stokes equations which govern particle motion. Particle trajectories are updated through time integration techniques, by updating their positions and velocities.
The coupling of DEM and SPH has facilitated the investigation of a wide range of applications involving the flow of solid fluid mi tures his integrated DEM–SPH approach has been employed to study slurry flow in
mills and tower mills, mixing dynamics in feed boxes, wet banana screening processes, and moisture migration within bulk materials. However, accurate simulation outcomes rely on proper model calibration.
In DEM, this typically involves a bulk calibration approach which is done through bul material flow properties testing, where particle friction coe cients are systematically ad usted to replicate macroscopic behaviours observed experimentally. n calibration focuses on re ning two key independent length scales: the particle size, which determines the resolution of the fluid domain and the smoothing length, which de nes the interaction radius used in kernelinterpolation.
Conclusion
While numerical modelling tools offer valuable insights into the behaviour ofmultiphase flows

several limitationsremain. A primary constraintof both DEM and SPH simulations is the high computational demand. In both techniques, simulationtime scales approximately linearly with the number of particles involved.
This makes large-scale or highly detailed simulations computationally e pensive urthermore accurately representing a complete particle size distribution of bul materials is often impractical due to limitations in available computational resources.
Despite existing limitations such ascomputational expense and challenges in accurately capturing full PSD, coupled DEM–SPH methodis a valuable tool for studying complex solidfluid mi ture flows
When supported by well-calibrated parameters, these simulations provide insights into solid fluid dynamics that are often di cult tocapture experimentally.
References
Cundall, P.A., and O.D.L. Strack. 1979. “A discrete numerical model for granular assemblies.” Geotechnique 29 (1): 47-65.
Gingold, R.A., and J.J. Monaghan. 1977. “Smoothed particle hydrodynamics: theory and application to non-spherical stars.” Royal Astronomical Society 181 (3): 375-389.
Hartford, Carrie. 2016. Bulk solids handling system design. 28 November. https://www. processingmagazine.com/materialhandling-dry-wet/powder-bulksolids/article/15586872/bulk-solidshandling-system-design.
Your weighbridge is an integral part of your bulk weighing process. Technology advances rapidly, and outdated electronics can lead to inaccuracies, increased downtime, and higher maintenance costs.


Can your weighbridge operations still cope with your growing business? Don’t let aging systems hold your business back.
Check out METTLER TOLEDO’s weighbridge technology for a seamless upgrade and bring new life to your existing weighbridge.

Call 1300 659 761 today to discuss our weighbridge upgrade solutions and receive up to 10 years full warranty (parts, labour and test truck warranty inclusive).
*Terms and conditions apply
find out more go to


Telestack has designed a titanic solution that helps to take the pain out of unloading.
bulk handling sites that utilise side tippers are dumping material directly onto the ground before moving it via front end loaders to create stockpiles.
This multi-step method isn’t particularly e cient area manager of capital sales erry c uigan said sites need additional operators, loaders, and all the associated fuel, servicing and accommodation costs just to move the material from where the truck tips to create a stockpile or feed downstream plant stec s elestac itan is designed to solve these issues by eliminating this intermediate handling step. Instead of the traditional method, trucks can simply pull up alongside the unit and side tip directly into its reception hopper.
Earthworks are minimal as the required ramp is relatively low, typically about 2.5m high, and can be as low as m in certain cases
From the reception hopper, the material is conveyed directly through the plant and into a telescopic stockpiler, which can build stockpiles up to m the e uivalent of around tonnes of iron ore or lower density materials like limestone, this can e uate to appro imately tonnes
“This direct-to-hopper system removes the need for loaders, reducing fuel burn, labour costs, and equipment
wear and tear c uigan said t s all about simplifying the process and lowering operating costs.”
One of the key advantages of the Titan is its modular design which allows for rapid deployment at remote mining and port sites.
“It’s fully assembled in our factory in Ireland before being shipped to Australia, so we now everything ts together perfectly c uigan said n site there s minimal civil wor re uired typically just some concrete around the truck unloader and a few isolated slabs for the conveyor system.”
The largest piece of site preparation is the truck ramp itself, but even this is relatively straightforward.
“If you want to keep the ramp low at m you sacri ce a bit of hopper capacity. With a 2.5m ramp, you can get about m of material into the hopper It can even be a simple dirt ramp with a basic retaining wall if needed the focus is on fast, practical deployment with minimal disruption c uigan said
he itan s automation features further enhance its value for remote operations, where truck arrivals canbeintermittent.
“The system uses sensors to
detect incoming trucks, automatically starting and stopping the plant based on truc presence and material flow c uigansaid
his automation has several bene ts
“For one, the system only runs when material is actually being unloaded, which reduces unnecessary wear on components and cuts energy costs.
The feeder itself uses a hybrid apronbelt design you get the positive drive bene ts of an apron feeder and the sealing capabilities of a belt feeder but you don’t want that running when it’s not needed c uigan said
Once the truck tips its load and drives off the system detects there s no truck present and then when the material has fully cleared the system it can shut down automatically. his hands off approach reduces the need for constant operator supervision and lowers overall maintenance re uirements c uigan said Versatility for multi-method loading he itan is also designed to work seamlessly with multiple loading methods. This versatility is especially valuable for sites handling multiplematerials.
“For example, you might have iron ore arriving by side tipper from one location and being fed direct to the ou could also have smaller quantities of other products such as lithium ore orgarnet being unloaded and stored using more traditional loader methods. If at a later point you wanted to build a large spodumene stockpile using the telescopic conveyor this stored product could also feed the Titan via a frontend loader he itan accommodates all these approaches,” c uigan said ou can bul out the iron ore stockpile created direct from the side tipper feed or slew the telescopic stackerto a new position and then switch to building stockpiles of other materials using side tippers or loaders.”

hile the itan s capabilities are highly specialised c uigan believes there is a clear niche for the technology in Australia’s bulk handling landscape.
“It’s ideal for inland ports and stockyards handling multiple products destined for nal shipment through coastal ports,” he said. “These are sites where materials arrive in smaller, varied batches, is stockpiled for consolidation, and then transferred to port when there s su cient volume for a vessel
In these situations, the Titan can deliver signi cant cost savings
“The reduced handling steps, lower capital & labour requirements, and more e cient stoc piling process all add up,”he said.
“For multi-user stockyards, where you might have several producers sharing infrastructure, the ability to share costs and handle different materials e ciently ma es the itan an invaluable tool.”

maintenancerequirements.
By reducing double-handling, minimising operational costs, and delivering automation-ready performance,
stec s
is helping Australian bulk handling operations rethink the way they move material.



METTLER TOLEDO’s new sensor systems are helping industries that rely on accuracy avoid limited and cumbersome weighing techniques.
TRADITIONAL RADAR OR ultrasonic sensors have long been the standard in tank level measurement, but they rely on internal positioning, exposing them to the tank’senvironment.
If a product is corrosive, foams, or bridges under the surface, this can lead to reduced reliability and accuracy – an unacceptable outcome for industries that rely on accuracy like chemical processing or food production.
METTLER TOLEDO product manager Chris Paassens said a gravimetric solution can help to avoid these issues entirely.
“With our AnyLevel system, we’re weighing the entire tank from the outside,” he told ABHR. “So what’s going on inside doesn’t matter to us.”
operational risks
By placing AnyLevel sensors outside the tank – typically at its base rather than on top – METTLER TOLEDO also reduces risks for maintenance personnel.
“One of the biggest risks is just the fact that normally those sensors are on the top of the tank,” Paassens said. “So maintenance personnel physically need to get up there. Because ours sit underneath, they’re much easier and safer to access. And since the sensors aren’t in contact with the product, there’s no risk of contamination or exposure during servicing.”
his approach offers a distinct advantage in sectors like oil and chemicals, where exposure to contents inside the tan can present signi cant health, safety, and environmental risks.
The PowerMount system further supports industrial safety and reliability by constantly monitoring the status of individual load cells. Unlike traditional analog systems, where faults can go undetected, PowerMount uses digital signal processing to identify issues before they become operational failures.
“In a traditional system, if a load cell is failing, you might not know. The tank’s weight keeps changing as it’s lled and emptied so the fault often goes unnoticed,” Paassens said
“But our system monitors each load cell individually – constantly. Even temperature changes are accounted for. If there’s a failure, the operator and automation system arealerted before any bad batch leaves the facility.”
This proactive alerting helps manufacturers avoid undetected faults that could lead to out-of-spec production, wasted materials, or evenrecalls.
Recalibrating weighing systems after cable or load cell replacement is another long-standing issue in high-volume industrial operations.
The use of POWERCELL digital load cells provide a solution that drastically reducesdowntime.
“Because each load cell has its own analog-to-digital converter and stores its own calibration values, replacing a damaged cable is as simple as unplugging and re-plugging it,” Paassens said.
“There’s no need to recalibrate. Even if a load cell fails, we can apply its previous calibration values to a new one. It’s much quicker to get back up and running.”
This feature proves particularly bene cial in manufacturing environments where uptime directly impacts pro tability
To support preventative maintenance strategies, METTLER TOLEDO’s systems include several intelligent features: Smart5 alarms, CalFree Plus, and individual load cell diagnostics.
mart is a simpli ed way of presenting all the alerts our system can


generate. Instead of a massive list of codes we ve grouped them into ve categories – from complete failures to simple reminders like calibration due,” Paassens said
Meanwhile, CalFree Plus leverages factory calibration to allow rapid, highly accurate initial setup.
“Our load cells come pre-calibrated to their full capacity. With CalFree Plus, you can place them under a tank and get around 90 to 95 per cent accuracy straight out of the box,” Paassens said. “You still want to use test weights for ne tuning but you re off to a strong start without time-consuming manualcalibration.”
Beyond the technology itself, Paassens said METTLER TOLEDO’s gravimetric systems simplify a complex and confusing process.
“With our competitors, it’s hard to know if you should use radar, laser, or another sensor type. But with us, it’s simple,” Paassens said.

“We just need to know the tank capacity and how many supportlegsithas.
“From there, we can specify the right equipment. There are only a few sensor capacities and three mounting options. That’s it.”
This streamlined approach removes guesswork and helps ensure faster, more accurate equipment selection.
“It’s all about simplifying accuracy,” Paassens said. “We’ve made it easier to specify, install and maintain and much harder to get wrong.”





















NEPEAN has brought more than 500 delegates from across the globe to provide unique leadership training.
of Harvard Business School (HBS), a select group of students are invited to attend the President’s Program inLeadership.
This course is only open for presidents or chief e ecutive o cers of a corporation of signi cance who attend campus annually for at least nine yearstograduate.
chief e ecutive o cer iles Fuller is a graduate of the program and was so inspired by what he learned that he decided to bring arvad style training to his business
In 2011, he invited Professor Boris roysberg from travelled to Australia for to conduct HBS-style training sessions with the seniorexecutives.
Over time, these training sessions have expanded to include general managers, then senior leaders, then key leaders and emerging leaders.
“Leadership training really matters e want to invest in our people,”Fullertold ABHR.
The NEPEAN Leadership Academy is real evidence of that in action e fly people in from across the world with the aim of developing great leaders for ourbusiness nd because we see learning together with our ey customers as a win win as their success is our success we have also e tended this opportunity to customers,” Fuller said.


The NEPEAN Leadership Academy is now in its th year with more than attendees at this year’s event. he format of the event is built around eynote spea ers who provide important insights. In previous years, experts in leadership, culture, strategy, negotiation, mindset, and motivation shared valuable nowledge his year s eynote spea er was ohn “Gucci” Foley, the lead solo pilot for the avy s lue ngels flight team oley has mastered the art of flying ran ing among the top 0.01 per cent of US military pilots and was named a op en arrier Pilot” six times. His expertise has even e tended to the silver screen where he piloted jets in Top Gun
With a unique perspective from outside the corporate world the learnings from the Blue Angels focused on: mission, methods, mindset and gratitude, form the basis of e traordinary teamwor discipline, and high performance.




Fuller said NEPEAN’s culture and environment must support and encourage all employees to be engaged and motivated so they can perform at their highest potential. To do that requires great managers and leaders.
e want to be continuously evolving as a business you can t stand still in this space,” he said.
big part of the leadership academy is trying to nurture the next generation of talent that will become managers and executives in the industry.
here have been really great examples of this happening. We’ve had graduate engineers, fresh out of university who are now general managers of signi cant businesses within NEPEAN, and the leadership academy played an important role in that process.”
NEPEAN’s customers, including major mining companies like BHP, RioTinto, and Roy Hill, have praised the event’s content and speakers.
Fuller said there is a lot of value that can be gained from learning alongside the people you wor with and it provides e tra connections with ey customers
The company plans to continue investing in its leadership with future leadership academies aiming to inspire attendees to go above and beyond
hope that everyone who wal s away from the leadership academy does so eager to become a better leader uller said hey now have the s ills and motivation to step up to the challenge.”

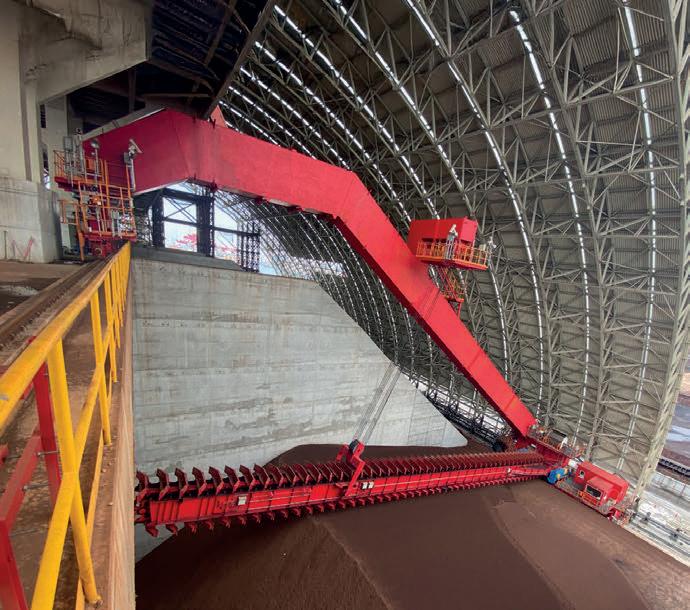


LGPM talks about its long-term partnership with Maltra Foods that has supported the growth of both companies over the past two decades and beyond.
LGPM WAS ORIGINALLY
by Maltra Foods over two decades ago in 2002, to design, manufacture, supply, and install a new mixing system to replace its existing manual production methods.
he rst installation introduced a m3 ribbon mixer with manual hand additions, discharging directly into a packing machine.
From the beginning, the project was approached with clear objectives: Deliver a system within budgetconstraints
• Ensure the design was operatorfriendly and safe Achieve output levels beyondexpectations
• Provide low maintenance requirements
Most importantly, Maltra Foods wanted a solution that formed part of a broader strategic plan.
This meant the solution had to have a future-proof design that was capable of semi-automation, expansion, and integration into a larger facility.
Since installation, the system has consistently delivered strong, reliable results, strengthening the partnership between LGPM and Maltra Foods.

Through ongoing collaboration and strategic investments, the plant transformed from a single ribbon mixer into a fully integrated batching and blending facility.
y the strategic plan had come to life with additional mixing lines, each automatically batched and weighed via gain-in-weight systems.
Raw materials were introduced through the addition of two bulk sugar silos, bulk bag dischargers for macro ingredients, and dedicated handdumping stations for minor ingredients.
Bulk materials were conveyed via a vacuum transfer system into weigh hoppers, ensuring precise dosing and dust-free handling.
Finished batches are stored in intermediate bulk containers (IBCs), which are transferred into storage and then into the packing hall.
The packing hall included packing lines supported by the IBC discharge stations, providing the capacity and fle ibility to meet diverse customer requirements across a wide range of package formats, from singleserve sachets to larger-size bags andcontainers.
purpose-built
s altra oods e panded by late the business had outgrown its Moorabbin plant and planned a move to a new, custom-designed premises in Clayton with a vision to be able to work with a wider range of small and medium enterprises and multi-nationals.
LGPM collaborated closely with Maltra Foods during the design phase, ensuring the layout supported streamlined material movement, clear segregation of processes, and rapid cleaning routines. The relocation was carried out during the hristmas shutdown, ensuring minimal disruption to operations.
The new plant was designed with e ciency hygiene and optimal product flow in mind
The relocation included the design and installation of a new structural framework for batching and blending. While structural steelwork is often secondary to process equipment, in this case, it was integral to the plant’s hygiene and safety standards.
LGPM engineered a portal-frame design integrated into the building envelope, with clear-span mezzanines that eliminated the need for internal bracing or columns within production rooms. This clean design reduced surfaces where dust could accumulate, accelerated daily cleaning, and meant the risk of cross-contamination wasminimised.
Conveying lines and services were routed externally or within the steelwork itself, with only localised penetrations at termination points. The result was a plant designed not only for production e ciency but also for long term compliance with food safety standards.
During the design, additional space was allocated for future automated macro/micro batching, further raw material processing, and a blending line.
The facility features dedicated blending rooms with independent systems to ensure product segregation, fle ibility during changeovers and improved allergen management.
Advanced automation and integration deliver consistency, traceability, and streamlined operation.
In 2025, Maltra Foods is expanding once again and has commissioned LGPM to design and build a brand-new facility in Pakenham, Victoria.
This new project is not just about increasing production capacity—it represents the culmination of more than two decades of collaboration, trust, and shared expertise between the twocompanies.
Through years of working together, LGPM has gained an indepth understanding of Maltra Foods’ processes, operational challenges, and growth ambitions. Every decision in the Pakenham facility’s design – from production line layout to automation and material handling systems – is informed by this extensive knowledge.
The result will be a facility optimised for e ciency scalability and fle ibility capable of handling future product diversi cation with the same high standards of quality, hygiene, and food safety that have de ned the partnership since 2002. A key feature of the facility will be its built-in capacity for future growth. This forward-planning approach reflects both altra oods vision and LGPM’s commitment to delivering effective and e cient solutions
“The new Pakenham facility embodies the trust and collaboration we’ve built over more than 20 years,” LGPM said in a statement.

very aspect reflects the lessons learned and innovations developed throughout our partnership with MaltraFoods.”
Maltra Foods has established itself as a trusted manufacturer by maintaining robust quality and safety systems throughout its all of its manufacturingoperations.
AS 4324.1 design audit & independent design review
Service life extension
Structural modifications & upgrades
Weighing and balancing
Visual condition assessment
Failure investigation
The facility is designed and operated in compliance with internationally recognised standards, including:
• BRC Global Standard for Food Safety
• uality ManagementSystems certi cation
These accreditations support the company’s reputation and ensure that its products consistently meet the highest quality benchmarks.






In-house engineers with experience in the mining and resources industries for over 30 years.



Allied Grain Systems found a way to construct vital rail loading infrastructure for QUBE without requiring a lengthy approval process.
within a rail corridor can take months, if not longer. This process is important to ensure the reliability and safety of vital freight infrastructure but could prove too time consuming.
QUBE Logistics faced this dilemma when it began planning to construct a rapid rail loading facility in Narromine, NSW. The company wanted to be able to rapidly move grain from bunker storage onto trains as quickly as possible.
However, QUBE had certain time constraints t needed the pro ect nished soon and could not rely on the costly approvals process to build the rail loading facility inside the rail corridor.
That’s why it reached out to Allied Grain Systems to design and construct a 1000tph radial rail loading conveyor.
Allied Grain Systems managing director John White said the radial stacker could be built more than 15m away from the rail line in a non-loading position but could be rotated to sit above the rail line to load trains.
“The approval process was quite easy, because there was nothing that needed to be approved,” White said.
“There was no infrastructure within the corridor. That saved on time andcosts.”
“With a road hopper, the maximum you can load is 600tph because you need to wait for the trucks to stop and tip.
“The radial conveyor was an economical t for purpose design that met QUBE’s budget and technicalspeci cations
Allied Grain Systems had a tight deadline to deliver the project, as QUBE had to meet its commercial obligations.
The team is no stranger to these kinds of projects. Allied Grain Systems has been delivering rail infrastructure for decades and understands the risks and challenges t identi es these ris s and focuses on minimising them as much as possible to ensure the project is delivered on time and on budget.
White said the company has comprehensive project management procedures to ensure everything is delivered as expected.
“When we start working with a client, we create a program for them that outlines how long the project will take,” he said.
“When we say a date, we’re making a promise to the client and its up to ustodeliver.
“We take pride in our capability to hit deadlines for clients and don’t give out dates lightly. We make sure our programs are well calculated so we can achieve what we say we will.”
As principal contractor for the project, Allied Grain Systems was accountable for providing four 760t cone bottom silos, a 24m 500tph intake bucket elevator, a 500tpb drag conveyor, a 500tph drive over hopper, and the 1000tph radial rail loading belt conveyor system.
Allied Grain Systems’ engineers used 3D modelling to ensure everything was designed to Australian Standards, and that everything would come together easily when it came time for installation. Durability was key, so every part of the solution was designed to last as long as itcan.
In addition, QUBE wanted the plant to be operatable while intaking without requiring a full-time operator.
White said that everything was designed so that it could be stopped and started automatically.
“The under-silo conveyor has a belt weigher that can dial in exactly how much grain needed for each wagon to maximise the load,” he said.
“The programmable logic controller can then automatically take out grain from the bins and cut off when it reaches the maximum weight.
“This means the train can begin loading without needing someone constantly stationed at the facility.”
Allied Grain Systems’ team of dedicated professionals have years of experience delivering projects like this one, taking lessons learned from previous projects. QUBE worked closely with the delivery team, providing proactive assistance to ensure everything went smoothly. As part of the project, llied rain ystems also offers after sales support around the clock and is available to provide preventative maintenance programs as well. White said the conveyor has been working away for almost three years now as intended.
“QUBE were really good to work with. I applaud the investment they are making into regional areas,” he said.
“(They are) spending money that
“It’s a company that has good people to work with and that understands the agriculture industry. Projects like these are vital for Australia, and we’re proud to



























The launch of Haver & Boecker’s AMICUS Advanced Robot Family of de-palletising and palletising equipment has been designed to bring full automation to dry bulk product packing lines.
in the bulk handling sector often stopped short of the start and end of the pac ing line hile lling and sealing systems were automated, the tasks of feeding empty bags into the line and stac ing lled bags onto pallets still relied heavily onmanualhandling.
Haver & Boecker’s AMICUS Advanced Robot Family changes this. Comprising the DEPAL and PAL Editions, the new system provides automated bag handling from the moment an empty bag bundle arrives on a pallet and again when lled bags or containers are ready for palletising and transport.
“The AMICUS robots complete the automation puzzle,” Haver & Boecker Australia sales engineer Alexander Santi said. “Paired with an automatic bag handler such as our RADIMATcustomers can nally run a fully automated line from start to nish boosting throughput improving worker safety, and ensuring consistent24/7performance.
“Right now, a lot of bulk handling operations in Australia are dealing with labour shortages t s di cult to nd and retain staff for physically demanding repetitive roles. Or they need to increase capacity but don’t have the space to do so. The AMICUS robots and RADIMATll these gaps they ta e on the heavy work and allow businesses to redeploy people into higher-value tasks and facilitate greater production in constrained spaces,” Santi said.
At the start of the line, the AMICUS DEPAL takes on the physically demanding task of depalletising empty valve bags. Using advanced image recognition and a unique end-of-arm tool, the robot identi es unstrapped bundles of to bags, grips them securely, and transfers them to the automatic bag placer.
Despite its compact design, the DEPAL has the capacity to output up to bags per hour under continuous 24/7 operation and can accommodate different bag si es without tool changes
“Manually handling empty bags can be repetitive and physically demanding work. By automating this step, the not only increases e ciency but also reduces fatigue and injury risks for staff t s about creating a safer smarter workplace,” Santi said.
Space constraints are a common challenge in Australian bulk handling plants, where packing lines are often retro tted into e isting facilities
Haver & Boecker’s RADIMATPATHFINDER helps solve this issue by enabling empty bag feeding from outside the immediate packing area, even from another building or floor
The system works by transporting empty valve bags from the AMICUS
DEPAL, where they are separated from a bundle or reel. Each bag is then transferred onto the RADIMATPATHFINDER single-bag conveying unit, which delivers it directly to the packing machine. At the end of the line, the single-bag feeder shoots the bags safely and reliably onto the lling spouts synchronising with the speed of the packing machine.This innovation helps ensure continuous, operator-independent feeding and allows plants to fully maximise packing machine performance. By relocating bag magazines away from the packer, manufacturers can free up valuable floor space whilemaintaininge ciency
“The RADIMAT-PATHFINDER gives our customers real fle ibility anti said
“If space is tight, you can place your bag supply in another part of the facility and still achieve seamless, automaticfeeding.

“It means you don’t have to redesignyour pac ing hall to bene t from automation.”
At the other end of the line, the AMICUS PAL palletiser completes the process by stac ing lled bags bo es pails or drums onto pallets. Its intuitive human-machine interface adapts to country speci c pallet si es and diverse container types, while optional slip sheet lm and pallet maga ines offer e tra fle ibility
Key capabilities include the capacity to lift bags weighing ve to g supporting a throughput of up to bags per hour, and can work with one or two packing machines simultaneously.
“The PAL is extremely versatile. We see customers using it not just for bags but for a wide variety of containers,” Santi said. ts adaptability means it can t into almost any plant layout and application.


“When you put it all together, the AMICUS family gives operations more certainty. You’re not relying on manual intervention, and you’re not dealing with bottlenecks. The robots justkeepworking.”
Both AMICUS® PAL and DEPAL robots are equipped with FANUC Dual Check Safety, allowing safe interaction between operators and machines. By eliminating the need for workers to perform repetitive heavy lifting, the system also improves health and safety outcomes.For operations with limited floor space aver oec er also offers the mart ell a compact ve metre by ve metre fully automatic packing concept.

This system integrates depalletising, bag placing lling and palletising into a single robotic cell achieving to bags per hour depending on the product.
By combining multiple functions into one tightly engineered unit, the Smart Cell helps ensure reliable and safe cycles with minimal operator input.
“As customer demands evolve, we’re seeing a real appetite for complete automation,” Santi said.
y closing the nal automation gap at both ends of the packing line, Haver & Boecker said it’s helping manufacturers across industries streamline operations, reduce risk, and prepare for a more automated future.

Low wear and tear
Low wear and tear
High capacity
Reliability
Reliability

Low maintenance
Low maintenance
Light weight belt
Light weight belt • Steep angles of inclination
Steep angles of inclination
Dust tight
Dust tight
High belt speeds
High belt speeds
True belt tracking
Complete settling of materials on belt
Simple conversion from open to closed conveyor
True belt tracking • Complete settling of materials on belt • Simple conversion from open to closed conveyor




















A smart solution is eradicating trips, reducing maintenance needs, and helping ensure operations are safe in unpredictable environmental conditions.
AUSTRALIA’S MINING SECTOR runs on the reliability of its conveyorsystems. When a shutdown on a critical belt costs millions in lost production, even the smallest component can have anoutsizedimpact.
aci c utomation s years of experience working and consulting with maintenance teams across the country found one particular pain point that was costing the mining sector millions.
“Nuisance trips were a major concern for engineers aci c utomation product manager – conveyor control and mining Johan Blignaut told ABHR “Especially on longer belts in remote areas f they re down for an hour they could be losing up to a million dollars, and that money is unrecoverable.”
Blignaut said recurring issues stemmed from three key areas: loose wire connections, exposed switch contacts prone to corrosion, and slack wire tripping caused by thermal expansion and contraction of the lanyard wire.
This was particularly evident in environments like the Pilbara, where temperatures swing drastically between days, nights and seasons.
Designed for harsh conditions o combat these issues aci c utomation alongside nelco
International, developed the Smart Series Pull Wire Switch. It features Weidmüller eries push in terminals which use spring tension technology that grips tighter with movement, making them impervious to vibration and thermalcycling.
“The more you pull, the harder it grips,” Blignaut said. “This completely eliminates loose wire issues even in high vibration environments.”
ontacts inside the switch are rated and fully epoxied, preventing corrosion even in extreme moisture or dust. Each contact connects directly to a fly lead which is then fed into the spring terminals, adding a second layer of protection. Internal springs inside the switch body have also been eliminated, solving the problem of slack wire tripping.
“Our design tensions the lanyard only at the anchor points,” Blignaut said. “That means the left and right side always maintain the same tension, even when the wire e pands in degree elsius heat
This design helps ensure that thermal expansion does not shift the switch into a false trip condition.
“That issue alone has caused so many unnecessary callouts and downtime. Now, it s eliminated lignaut said aci c utomation builts a
monitoring systems including andRingway.
e can t any monitoring module into the switch before delivery, complete with wiring diagrams and testing,” Blignaut said.
“That removes the need for e pensive unction bo es and simpli es installationdramatically.”
he switch supports cable in cable out connectivity, removing the need for additional cabling or external modules and reducing the risk of poorterminations.
“Fewer connection points mean fewer potential faults,” Blignaut said. his fle ibility ma es it ideal for both green eld pro ects and brown eld conveyor upgrades, especially in operations looking to standardise on speci c monitoring platforms
nother area aci c utomation identi ed for improvement was the installation process. Older systems were criticised for being di cult and time consuming to tension correctly.
“We developed a new ratchet system for tensioning plus clip on carabiner hooks at both the switch and anchor point for quick removal during maintenance,” Blignaut said. “That

aci c utomation also introduced a tension indicator that aligns with the safety standard giving operators a visual con rmation that tension is within compliant range.
“Now, during shutdown statutory trip chec s they can ust do a drive by visually con rm the tension con rm a trip and move on,” Blignaut said. “That saves both time and labour cost during statutory maintenance.”
The enhanced Smart Series system has already proven itself in the eld ma or mine in estern ustralia recently installed a full conveyor safety package, includingSmart Pull Wire Switches, ripand spillage detectors and belt drift sensors.
“They previously had so many problems with their old system,” Blignaut said. “Since installing ours, they ve had ero nuisance trips ny trips that did occur were genuine, preventing potential hazards or damage. The client was
so impressed that all future upgrades and new projects will be standardised across operations with aci c utomation ssystem
“This has always been about nding a solution for the client
Blignaut said. “Engineering is my passion and we ve nally built something that solves thoselong standing issues.
nd don t thin there s a better product on the market today.”





TUNRA Bulk Solids, an Australian-owned-and-operated not-for-profit business specialising in bulk materials handling, consulting and research, is celebrating its 50th anniversary this year.
BULK SOLIDS HANDLING IS A complex part of the industrial process when it comes to transporting any powder or granular materials.
However, according to Alan Roberts, the founder of The University of Newcastle Research Associates (TUNRA) Bulk Solids, often the understanding of bulk solids handling and associated problems are underestimated.
“I’m always saying that problems in industry are usually orders of magnitude more di cult than the level of research to solve them,” he said.
“There needs to be a lot more research to understand the particle-byparticle properties and how they relate to the bulk properties.”
Roberts founded TUNRA Bulk Solids (TBS) in 1975 to facilitate research and consulting services in bulkmaterialshandling. The organisation was originally located in the University of Newcastle’s engineering building with one staff member employed. It was here where the ul olids flow properties laboratories took shape and developed into a world-renowned facility.
“Our work has spanned everything from ne pharmaceutical powders to plastic powders, agricultural grains, domestic waste and minerals such as iron ore, bauxite and coal,” Roberts said.
Roberts, or Prof as he is affectionately nown to the staff of the organisation he founded, has combined an academic career and the publication of seminal technical papers with an ability to solve complex industryproblems.
He has been conducting research and consulting in bulk solids handling for more than 70 years and played an important part in introducing the scienti c developments of bul solids in 1964 based on the work of Andrew Jenike

e was in invited to oin the staff at Sydney Technical College as a technical o cer to underta e laboratory development and associated research during the formative years of the new University of New South Wales. It was here that he completed a further three years of part time study to convert from the Diploma to a Bachelor of Engineering, graduating from the University of New South Wales in 1955.
– who is often considered the originator of modern bul solids flow theory
Roberts began his engineering career with an apprenticeship at Cockatoo Docks starting in 1947 while studying a ve year part time iploma of MechanicalEngineering.
In 1958, Roberts accepted an appointment as a lecturer at Wollongong University College (now University of Wollongong). He was awarded his PhD in 1961 from the University of NSW, and as part of his PhD work, submitted a paper entitled “The Performance of Grain Augers” to the Institution of Mechanical Engineers in the UK. The paper was refereed, accepted, published in the Institution’s proceedings and won a prestigious award as the best paper in its subject area in 1962.
In 1974 he was appointed as professor of industrial engineering and head of department of mechanical engineering at the University of Newcastle, soon after
“There needs to be a lot more research to understand the particle-by-particle properties and how they relate to the bulk properties.”


being appointed dean of the faculty of engineering, a position he held until his retirement in 1993.
Throughout his career, Roberts served on 25 university committees and has been involved with several nationwide committees. Notably, he was involved with the institution of Engineers Australia and was responsible for the establishment of the National Committee of Bulk MaterialsHandling. He has also received several awards, including the AGM Michel Medal, the country’s highest award in mechanical engineering.
In 1992, he was awarded an AM (Member Order of Australia – general division) for services to mechanical engineering, particularly in bulk solids technology, research and education, and in 2010 he was awarded the Peter Nicol Russell Memorial Medal, the highest Award of the Institution of Engineers,Australia.
While Roberts’ research career has been littered with milestones, in one signi cant instance his research into chute flow was published by the Institution of Engineers Australia in 1967 and he was awarded the medal for best paper.
“It was quite a fundamental paper because it laid the foundation for the modern approach to chute design, particularly the spoon shape used in conveyor transfers,” Roberts said.
While performing his full-time duties as dean of the faculty of engineering, Roberts grew the consulting activities of TUNRA Bulk Solids.
Operating as a self-funded unit was important to Roberts, as it supported the teaching, student project work and research in bulk solids in the department of mechanical engineering at the University of Newcastle. TUNRA Bulk Solids achieved a major milestone in 1995 with the formation of the Key Centre for Bulk Solids and Particulate Technologies, a combined centre in conjunction with the Universityof Newcastle and Wollongong. The new body was funded by the Australian Research Council and continues to this day, complementing the consulting activities of TUNRA BulkSolids. During his time at the University of Newcastle, Roberts helped drive bulk solids handling more rmly into the teaching
curriculum. Along with his colleagues, he played an instrumentalrole in the establishmentofboth the industrial development centrebuilding and the advanced technology centre, at the University of Newcastle. He has presented and participated with his colleagues in numerous major national and international conferences, and, in he convened the rst nternational Conference on Bulk Materials Handling in Newcastle. Most importantly, Roberts has developed, guided and led a team of experts at TUNRA Bulk Solids who continue to be at the forefront of the materials handling industry.
TUNRA Bulk Solids has a global reputation known for cutting edge research, laboratory testing and industry consulting. With thousands of projects delivered to industry both domestically and internationally, it has shaped sectors like mining, power generation, and agriculture. TUNRA Bulk Solids has a highly uali ed and committed team of engineers, technicians and consultants available to assist industry overcome existing handling problems and design new systems to guarantee trouble-free plant operation.

I have been a member of ASBSHsince … 2019
I am a member of ASBSH because … I found them to be an inspiring organisation with very passion ate people. Not only has my professional network expanded rapidly since being involved, but the opportunities to share and learn new information from different approaches has beenexciting.
I got into bulk handling when ... I was 12 years old. My earliest memories were at a silica mine in country Victoria and remembering the process of turning rock into sand which would ultimately be used to make glass. Bulk material handling exposes people to limitless materials processing from agriculture and food to large scale million tonne miningoperations.
In my role it’s important to ... communicate and view the project scope from a variety of different stakeholder groups. Understand why the project was formed and the most practical approach to execute within the constraints of the resources allocated. Continuously challenging the norm, to ensure that solutions generated are at the forefront of technological advancements providing robust and reliable project outcomes.
The Australian Society for Bulk Solids Handling’s mission is to enhance the discipline of bulk solids handling through research, education and sound engineering practice. It aims to promote cooperation between universities, research establishments, consultants, equipment manufacturers and suppliers, and industrial users.
The Society also aims to encourage research and development, technology transfer and training. It holds national and international conferences at regular intervals.
I am currently researching … decarbonisation and electrification within the mining industry. There is a lot of passion in the industry to review carbon emissions and renewables where possible. Understanding the structural engineering side of the bulk material handling industry has been interesting. Learning and researching AS4324 and balanced machines from a structural integrityperspective.
I love my current work because ... I have been exposed to more than materials handling within the bulk material handling operation. Projectmanagement in multidisciplined engineering looks at the whole system or operation. Mechanically, structurally and electrically – there are so many elements that allow an operation to function productively, reliability andsafely.
The project I am most proud of is... managing an iron ore crushing plant debottlenecking project. The project involved assisting in the design of an isolation gate to separate a crusher and vibrating grizzly screen during maintenance activities from concept level to detailed engineering design. It also required several discrete element models of their primary infeed tip point to optimise the site’s reliability and regulate the flow into the crushing chamber. This project has exposed me to the mechanical and structural disciplines of engineering in the materials handling space and resulted in productive innovations added into the crushing plant.
I am inspired by ...
my parents. Having started a business from a small household operation to successfully transitioning into retirement (as a DJ), in my eyes, my parents are the pinnacle of inspiration in doing what you love and that it’s never too late to change direction.
The most valuable lesson I have learned is … Communicate well and communicateearly.
When I am not working you will probably find me ...
With my family, in the garden with the barbecue cooking dinner. Family is the most important anchor for me. Nothing is more important.