



VORTEX DESIGN PHILOSOPHIES:
Vortex believes in offering only value-added products that are designed for purpose, rather than producing off-the-shelf, commodity components. With an in-house team of application engineers, Vortex designs for the most demanding applications.
Vortex closely studies the characteristics of thousands of dry bulk materials and how they interact with various materials of construction. We assess the wear potential for each client’s process and make application-specific modifications to ensure reliability, durability and longevity.
Our priority is to keep you up and running – because in your world, there is no time for downtime. Vortex components are engineered with in-line service features that accelerate the system maintenance process, saving your team time and money.
Vortex approaches wear parts with simple, durable design. Doing so means maintenance procedures are also kept simple while the need to perform maintenance is infrequent. This leads to a reduction in spare part inventories and a reduction in costs.
End users are often attracted to equipment on the fallacy of low price, ignoring the cost-benefits of reliability and longevity. Vortex believes in designing products that will out-perform and outlast market alternatives – so that end users realize the full value of their investment.
Facilities have an ethical obligation to protect against the hazards of manufacturing. Vortex closely studies trends in air quality, environmental dust emissions, workplace safety and evolving regulations. Our components are designed with these concerns in mind.






Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Assistant Editor: Joseph Misuraca
E: joseph.misuraca@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Head of Design Blake Storey
Design Laura Drinkwater
Cover image
Jason Bennee/stock.adobe.com
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.

One aspect of ABHR that I appreciate is the number of industries we cover and the range of manufacturers and businesses within them.
There are few publications where you can find the latest innovations in the mining industry, alongside those in other industries like agriculture or construction materials.
At ABHR, we are lucky to bring you the latest updates from these industries and many more, which are crucial not only to the people that they employ but also for the several key functions within broader Australian society that they underpin.
The importance of Australia is reflected in manufacturers and suppliers choosing to expand their presence in this key market in recent times.
While this creates benefits for the many bulk handling materials customers in Australia, it showcases just how critical our country has become within the global bulk materials handling sector.
Australia’s ability to produce raw materials in mining, construction materials, and agriculture has earned it the respect of these manufacturers as a place of note within the global industry.
This edition of ABHR includes stories that showcase this trend, especially Martin Engineering’s recent expansion in Australia on both the east and west coasts.
The US-headquartered manufacturer has had a presence in the Australia since 1978 but the new manufacturing facility in Yatala and a new office in Perth, one of the world’s key mining markets, signals Martin Engineering’s committment to the market and its customers.
We are looking forward to seeing what the rest of 2025 and beyond has in store for the bulk materials handling sector in Australia.
As Martin Engineering Australia manager Bo Hu said, “Stay tuned”.





INTRODUCING AN EASY WAY TO PROTECT YOUR WORKERS AS WELL AS PROTECT YOUR INVESTMENT INTO YOUR EQUIPMENT. THE CONVEYOR SAFETY SYSTEM™ IS AN EASY, COST EFFICIENT WAY TO GET PEACE OF MIND AND PROTECTION FOR CONVEYOR EQUIPMENT. BY BUNDLING OUR MODEL RS SAFETY STOP SWITCH WITH OUR MODEL TA BELT ALIGNMENT SWITCH, MODEL DB DAMAGED BELT DETECTOR WE HAVE YOUR WORKERS AND EQUIPMENT COVERED. COUPLE THAT WITH ADDING ONE OF OUR MOTION SWITCHES (MAG-NEAT-O™ MODEL CMS

Researchers and industry from across the globe will converge in Fremantle next year to share knowledge across the two communities at the International Conference on Bulk Materials Storage, Handling and Transportation ICBMH 2026.
Conference on Bulk Materials Storage, Handling and Transportation (ICBMH) has a long and storied history, dating back to 1983.
The series of conferences prides itself on supporting and inviting the greater bulk materials community to showcase papers, case studies and success stories in bulk materials handling.
In 2019, 120 delegates from Australia, Brazil, China, Germany, the Netherlands, India, New Zealand, USA and the UK presented a total of 100 papers. Next year, experts from across industry and academia will continue this tradition at The Esplanade Hotel by Rydges, in Fremantle, Western Australia, from July 7-9.
Advancements continue in the development, research, application and implementation of the many aspects of bulk materials storage, handling and transportation.
The ICBMH will provide a forum for practitioners, researchers and designers to come together to review and exchange ideas and experiences in established, new and emerging technologies with the many
others who deal with bulk materials daily, both nationally and internationally.
Key industry organisations have chosen to support the conferences, with ContiTech Australia, Fenner Conveyors, Kinder Australia, Flexco, Belt Wise, WAGENER Vulcanizers Australia, and Agilitus signing on as sponsors.
In particular, the Australian Society for Bulk Solids Handling (ASBSH) is interested in contributions from all sectors of industry, from smaller scale process plants through to the mining and minerals industries.
The call for abstracts is now open on the following subjects:
• Bin, hopper, chute and stockpile design
• Structural design aspects
• Feeding and weighing
• Discharge control systems
• Heavy mobile machines
• Conveyors and elevators
• Blending and sampling
Transportation
• Belt, pneumatic and hydraulic conveying
• Road and rail transportation
• Ship loading and unloading
• Systems studies in handling and transportation
Energy, resources and environment
• Storage, feed and transportation of biomass, agricultural and waste materials
• Characterisation
• Waste utilisation opportunities
• Dust and particulate characterisation
• Environmental factors
Related areas
• Characterisation of bulk solids
• Instrumentation for bulk solids handling applications
• Education and research in materials handling
• Life cycle costing and maintenance of material handling systems
• Mixing, blending and segregation
• Materials handling challenges
Intending authors are invited to submit the title and a brief synopsis of their intended paper (not more than 250 words) to Danielle Harris at info@icbmh.com. Guidelines for authors can be found on the conference website. The ICBMH is organised by TUNRA Bulk Solids on behalf of the Australian Society for Bulk Solids Handling


Complete your belt conveyor cleaning system with Martin's SQC2S™ Secondary Belt Cleaner. It clears away residual material your primary cleaner misses, preventing costly carryback and protecting your entire conveyor system.
The rugged SQC2S™ handles a wide range of belt speeds and sizes and features five specialized blade options that adapt to the belt for optimal cleaning performance. Offering simple maintenance and reliable functionality, SQC2S™ helps create a cleaner, safer, more efficient and productive operation.
Founded by one of the fathers of bulk solids handling, Jenike & Johanson is leveraging science to deliver bespoke designs.

AT FIRST GLANCE, MOVING BULK solids from one place to another does not sounds like rocket science. Jenike & Johanson general manager Corin Holmes agrees – it is even more complex.
“Bulk materials handling is very nuanced and complicated,” he told ABHR “A lot of the time the answers aren’t black and white, but shades of grey.”
“I’ve been doing it for 25 years and I am still learning something new every day.”
“It’s not taught in universities, and in a lot of cases people don’t know it exists. They treat the design of solids plants like liquids but the two are fundamentally different.”
One of the big examples of this is when projects include designs that have been copied entirely from other sites, sometimes without knowing why the original design might not work.
For example, two hoppers in an iron ore mine could be dealing with completely different levels of moisture or particle sizes, which can lead to blockages and flow problems.
Ultimately, this improper design work means the equipment is not meeting
the nameplate capacity, causing time, material, and money to be wasted.
Holmes said when it comes to bulk materials science, there are few companies that have as in-depth knowledge as Jenike & Johanson – especially when the company’s founder was one of the pioneers of the entire field.
Dr Andrew Jenike devoted himself to the study of bins and hoppers for bulk storage and material flow. His work was vital to developing and expanding the science of bulk handling, changing the way bulk vessels were designed.
Along with Jerry Johanson, he founded Jenike & Johanson in 1966, which has continued building on this legacy. The company has grown to reach across the world, with offices around the world, including in Australia.
Science-backed bulk handling Holmes, who is based in Perth, said understanding the subtle nuances of bulk handling equipment was vital.
“Often the projects we work on have restraints,” he said.
“A large majority of what we do is retrofit design.
“We tell our clients what they need to do to achieve a certain flow rate. Sometimes, that might be impossible, for example if there is a structural beam that cannot be removed. In those cases, we work with them to find alternatives.”
When it comes to working on design projects, Jenike & Johanson prefers to work outside the box. A lot of the project work is siloed, meaning that when a vendor puts together a package, they only consider the specific project and not the upstream or downstream effects.
For example, a wall liner could change the flow pattern and cause problems downstream.
Because a small change can have a big difference, Jenike & Johanson’s engineers consider the entire system before making any changes.
“We work closely with our clients –the closer the better,” Holmes said.
“The more involvement and understanding that we have about their site, the more bespoke we can make the design and the more reliable it will be.
“Fundamentally, the right design requires an understanding of the material. Not just the average, but an understanding of the whole range of materials that you might be handling in the process.
“We need to understand the different blends, particle sizes, moisture levels, what processes the material is being put through, and how it moves through the system.”
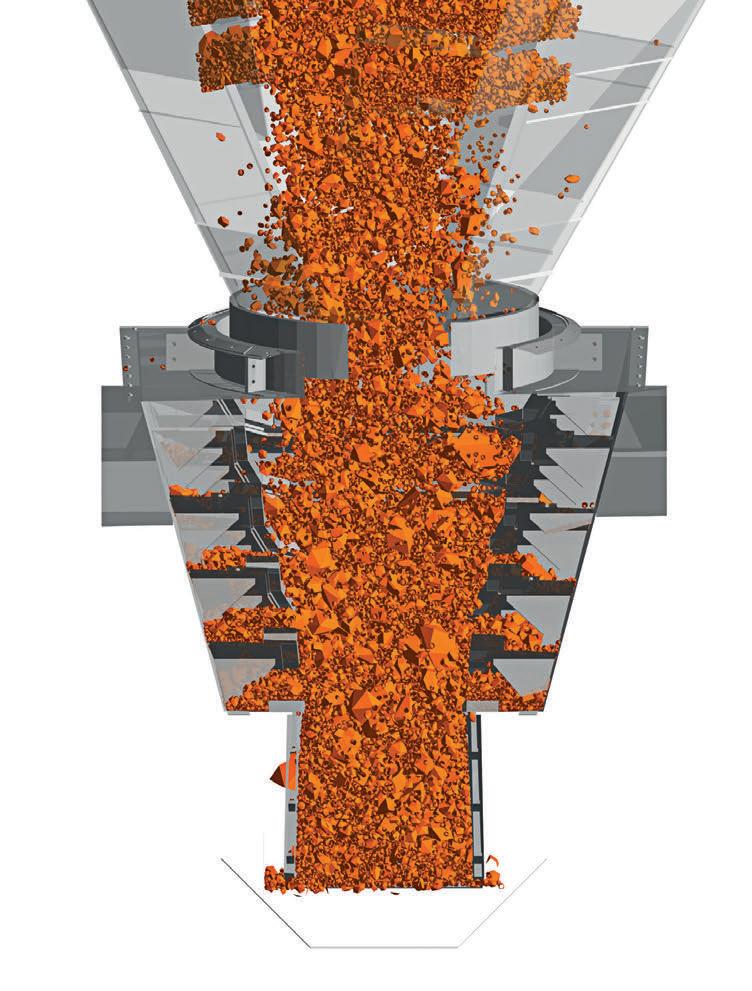
To find this out, Jenike & Johanson make use of the different tools available, from the discrete element method, scale modelling, or the Jenike shear tester.
Often, this includes taking a representative sample of the material into the laboratory to undergo rigorous testing.
Holmes said the company’s holistic approach to bulk solids handling has helped thousands of clients. He used a pharmaceutical company as a recent example of this approach.
As part of the company’s manufacturing process, active ingredient and filler would be combined and then pressed into a pill. However, every single movement along the process was an opportunity for the two powders to segregate, shifting the ratio away from what was required by law.
By incorporating Jenike & Johanson’s design, the pharmaceutical company was able to significantly improve the accuracy of its pill press.
Jenike & Johanson’s design expertise does more than just improve flow. In many cases, the material being handled is explosive or hazardous, with catastrophic consequences if something goes wrong.
Jenike & Johanson’s engineers help companies eliminate these risks.
Holmes said the extensive knowledge the company’s team has developed is an intrinsic part of its success.
“You would struggle to find a material we haven’t design for,” he said. “We are a world-class organisation with global reach and a high retention rate for employees.
“I’ve been with Jenike & Johanson for 25 years, and most of our employees have been at the company for more than a decade.
“They are always being exposed to subject matter experts and taking advantage of previous lessons we have learned. The team is passionate about internal education, and there is a constant sharing of knowledge.”
With an 80 per cent retention rate, the company’s customers are keen to stick around. Holmes said Jenike & Johanson’s method builds trust and delivers results.
“Globally, we have a desire to partner with our clients to make an impact. One of the big things we are looking at is finding out ways to engage with them more effectively to help us make decisions,” he said.
“Locally, we’re heavily miningfocused but are looking to expand into other markets like food and agriculture.
“The resources we work with are finite, and we hope that through our engineering we can deliver designs that save time, money, and material.”
Micro-scale analysis is another emerging field in lithium exploration. Image: adobestock.com/Adwo
Experts from Australia’s national science agency told ABHR about Australia’s wealth of spodumene, which is the best source of lithium to extract and use in products.
ACCORDING TO DR RYAN MANTON
from CSIRO’s mineral resources team, Australia’s stronghold in lithium mining is a result of two factors: an established hard rock mining sector and favourable geological conditions.
“We have a strong hard rock mining culture here, compared to other nations, so skills are transferable between commodities, I don’t think this is discussed enough,” Manton told ABHR
The critical minerals research scientist said that infrastructure, expertise, and leadership styles from iron ore, nickel, gold, and bauxite mining have enabled Australia to rapidly develop its lithium mining sector.
“That’s why we were able to get many hard rock lithium deposits up off the ground in a short period of time,” Manton said.
Beyond experience, Western Australia possesses the right geology. Manton said that world-class lithium pegmatites (Li-pegmatites) form within a narrow geological age bracket of approximately 2700 million years ago.
Why spodumene?
Lithium can be extracted from several minerals, including petalite and lepidolite, but spodumene remains the most desirable.
CSIRO research scientist Dr Jo Miles said spodumene generally contains more lithium than its counterparts.
“Petalite has roughly half the amount of lithium compared to spodumene. By default, you need twice as many trucks to extract the same amount of lithium, which is an added challenge for potential producers,” Miles said.
Lithium-bearing micas, such as lepidolite, require even greater volumes of raw material to yield
usable lithium. While extraction from these sources is feasible in regions like Africa and China, Australia’s preference is for high-grade, spodumene pegmatite deposits.
Understanding the formation of pegmatites is crucial for exploration, but geology controlling hard rock lithium remains relatively immature compared to commodities like gold and nickel.
“Most lithium pegmatites in Western Australia have been found through direct detection, that is they were sticking out of the ground. No one has been able to predict them terribly well,” Manton said. He said that only a small portion of pegmatites contain spodumene, and geologists are still investigating why some deposits are lithium-rich and others are not.
Scientific efforts are underway to address this knowledge gap, with the Western Australian Geological Survey and CSIRO leading research into pegmatite formation.
Exploration geologists are increasingly using hyperspectral technologies to detect new spodumene deposits. These tools measure how minerals reflect light beyond the visible spectrum, allowing remote detection of potential lithiumbearing formations. Miles said that while spodumene itself has not traditionally been a primary target for hyperspectral techniques, new approaches are helping geologists map broader mineral systems.
“We have explorers here in WA using hyperspectral imaging from satellites, planes, and helicopters to conduct remote detection work.
“If we can first detect the bigger footprint, then we can start to narrow down onto the pegmatites themselves,” she said.
Machine learning is also making its mark in lithium exploration, but Manton cautioned that it is not a “silver bullet”. Instead, it acts as an advanced statistical tool to identify patterns within large geological datasets.
“You need to understand the geological controls and relationships of those datasets; otherwise, you don’t know what data to collect in the first place,” he said.
Micro-scale analysis is another emerging field in lithium exploration. By analysing individual mineral grains, researchers can better understand how spodumene deposits are formed.
Australia’s lithium supply chain extends beyond mining, but midstream processing remains a challenge. While Australia excels in exploration and extraction, producing battery-grade materials at scale has proven difficult. There is one operational lithium hydroxide conversion facility in Kwinana, owned by Tianqi, which processes spodumene from Greenbushes. Two additional plants, owned by Wesfarmers/ SQM (Covalent) and Albemarle (Kemerton), are in various stages of development. Recent downturns in lithium prices have impacted investment. Government initiatives are aiming to enhance Australia’s position in the lithium value chain, but Manton said developing a robust midstream and battery manufacturing sector remains challenging.



MATO Australia’s U40 series fastener is making mining operations run smoother by decreasing downtime and total cost ownership while increasing productivity.
solutions manufacturer MATO has been committed to the Australian market for more than 35 years.
MATO Australia general manager David Gilbert said the U40 series fastener was developed in response to the mounting pressures and demands faced by Australian mining operations.
“One of the challenges in recent years is that conveyor belts in mining have changed dramatically. They’re faster, they carry heavier loads, and they run for longer periods without stop,” Gilbert told ABHR
“Our original U30 series fasteners had been largely unchanged for nearly a century, and to this day it still remains an integral part of our Heavy-Duty fastener range, although it served the industry well, the demands of modern conveyor systems require additional staple protection. That’s why we had to introduce the all-new HD U40 fastener for specific applications.”
Gilbert said the development of the U40 fastener focused on a key weakness in the previous model – a specific failure point known as “staple breakage”. After identifying and resolving this issue, MATO achieved a major improvement in durability, according to Gilbert.
“We had to work on a new design concept system within the fastener to reduce staple breakage for some specific applications. That was the critical change,” he said.
“By focusing on this one area, we’ve now doubled – even tripled –the product life. It’s been designed, developed, and tested, and it’s proven to be a significant improvement over our U30 system.
“Now, our challenge is to get it out there and show end users what it can really do.”
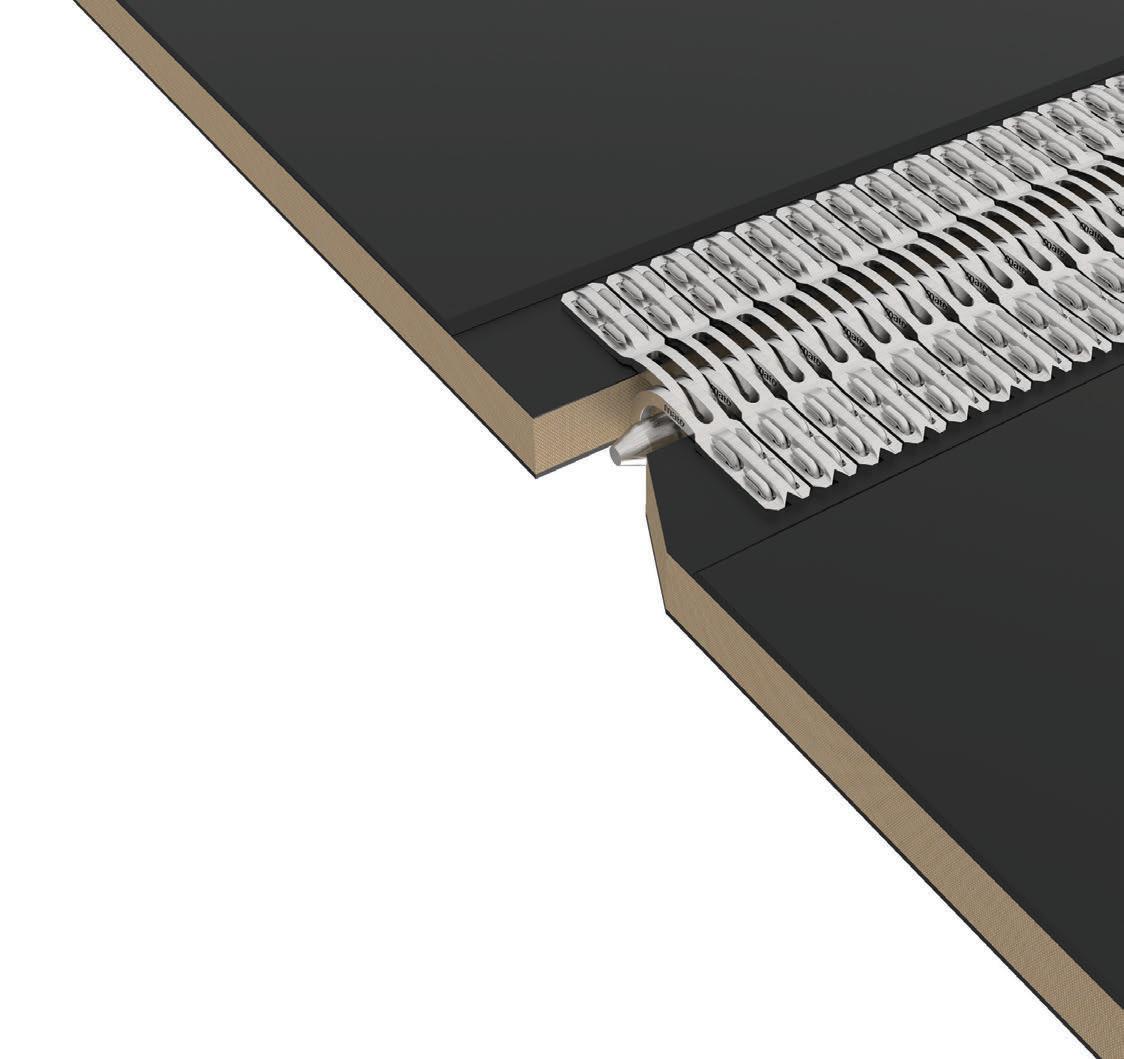
A key feature of the new U40 fastener is an enhanced version of

MATO’s long-standing StapleGuard technology. While the concept is not new, Gilbert said its application in the U40 is substantially upgraded.
“The StapleGuard has always existed in our U30 series. But with the move to faster belts and higher impact loads, we had to improve the way we protect the staples,” he said.
“Increasing the ridging within the plate now enhances StapleGuard protection. In the U40, the guard itself becomes the wear component – not the staple – which results in longer life in high-impact mining applications.
“It’s a concept that represents how the staples are protected by the plate profile, ensuring longer life for both the staples and the fastener as a whole.”
Mining is an industry where every minute of uptime matters. The cost of labour, equipment, and downtime is steep – so small improvements in reliability and planning can yield huge operational benefits. That is where the U40’s lifecycle advantage becomes a strategic edge.
Gilbert said the U40 also helps reduce unplanned downtime by enabling planned, quarterly maintenance cycles instead of monthly interventions.
“The U40 isn’t necessarily cheaper than the U30 upfront,” he said. “But it delivers significantly longer life –two or even three times longer. That’s where the value is.
“If a mine was considering switching from MATO to a competitor, we can guarantee that we’re at least 30 per cent more affordable when you look at cost versus lifespan.
“It’s all about planning. We’re giving mines confidence in knowing when a product will need replacing. That way, they can schedule around it and minimise unexpected stops.”
MATO Germany engineered the U40 fastener to be compatible with the existing U30 systems, which is an advantage for the company’s existing customers.
Another design improvement in the U40 fastener is its low-profile, skipfastener architecture. This has benefits for belt cleaning, system efficiency, and overall performance.
“Mining is about time and money. If we can extend the interval between maintenance cycles, we’re saving on labour, reducing downtime, and helping mines get more production out of the same system,” Gilbert said.
“If a site is already using the U30, they don’t have to rip everything out. The U40 lines up one-for-one with the old system, and existing tooling can be modified without the need for expensive capital investment. We’ve made the transition easy and affordable for our existing customers.”
As MATO marks over 100 years globally and more than three decades of Australian operations, the company remains focused on evolving with the mining industry’s needs.
“We want to reinforce to our customers that we’re not just here
today – we’re here for the long haul,” Gilbert said.
“We’re proud of our history, and we’re committed to supporting our customers into the future with products that are not only high quality but also innovative and tailored for their evolving needs.”

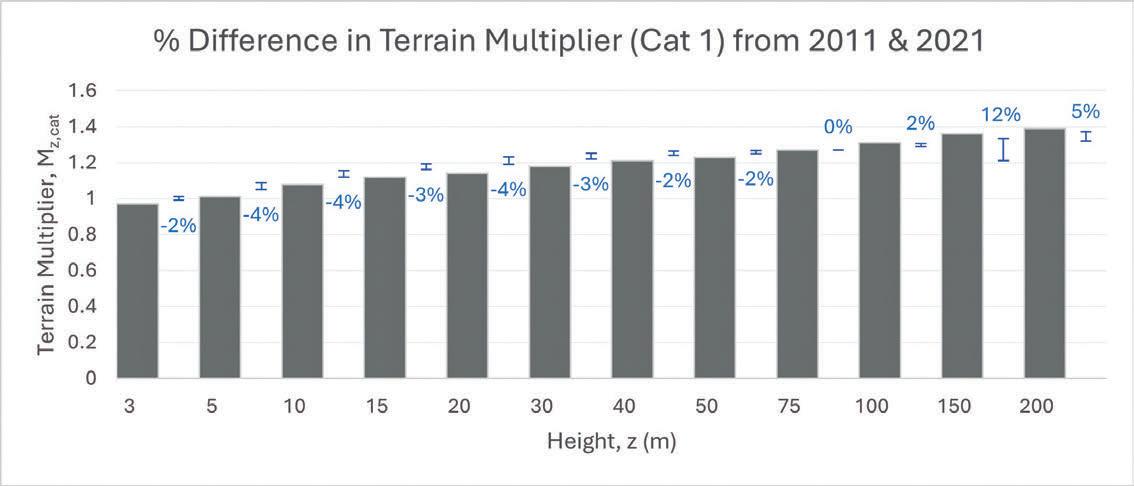
Wind loading is an essential factor in structural design. Aspec Engineering student mechanical engineer Drishti Patel discusses the key changes introduced in the 2021 version of AS/NZS 1170.21:2021 and their implications.
wind load standards are crucial in ensuring that buildings and infrastructure can withstand wind forces. These standards underpin the safety, performance, and longevity of buildings and infrastructure.
The release of the AS/NZS 1170.21:2021 standard provides updates to the guidelines governing wind action. The 2021 revision supersedes the previous AS/NZS 1170.2:2011 version and its amendments.
Several severe weather events and ongoing wind tunnel testing and research prompted the changes to the standard.
Tropical Cyclone Seroja caused vast damage to buildings in coastal and inland areas in April 2011. The tropical cyclone crossed the mid-west coast of Western Australia near Port Gregory. It caused significant structural damage to buildings due to non-conservative
internal suction factors in AS/NZS 1170.2:2011.
Tropical Cyclone Seroja saw maximum wind speeds over land in Kalbarri of 166 to 184km/h, which is 80 to 90 per cent of the design wind speed for houses.
In November 2014, Brisbane experienced a similar event: severe hail, flooding, and strong winds of up to 141km/h gusts. While the wind speeds were below design values, the damage was severe due to outdated building standards that did not account for pressure changes from openings on the windward wall.
The factors prompted a revision to the standard, which was released in 2021 and included several changes and improvements.
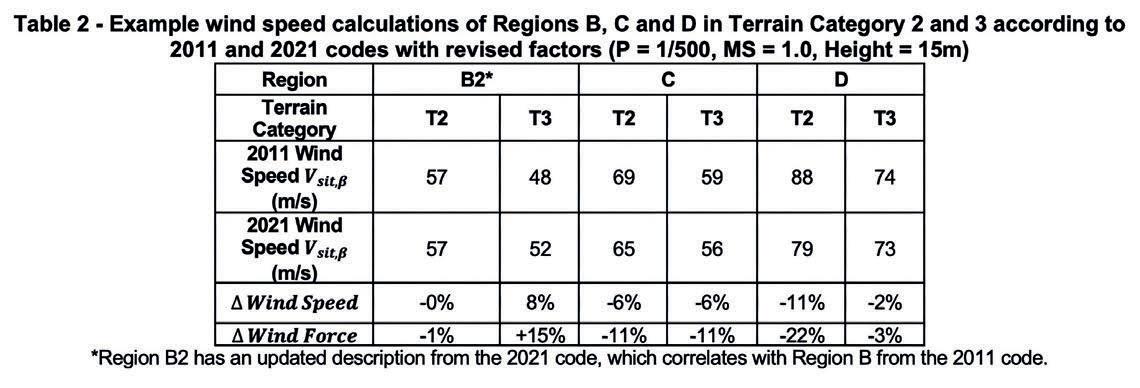
The impact of these code changes on determining wind action can be summarised in table two. This is an example of determining the wind
actions on a hypothetical industrial structure with the results showing a significant difference in results obtained between the two code revisions.
The changes are further demonstrated by the difference between the multipliers from the 2011 and 2021 versions of the standards. Figure two shows the percentage difference between the terrain/height multiplier and the 2011 code values.
On show in WA
One of the best examples of the impact of these revisions is showcased in Western Australia.
Wind Region D is unique to Western Australia as it stretches 50 kilometres wide along the northwest coast, north of the Tropic of Capricorn.
The current version of AS/NZS 1170.2 reduces the wind speed in Wind Region D, prompting a Western Australia variation to the National Construction Code (NCC). The national code had sought to retain wind speeds

Wind regions as per AS/NZS 1170.2:2021 and 2:2024.
similar to those in the 2011 standard for the region. Now, the NCC refers to a table of annual probability of exceedance, which has increased for houses in Wind Region D. By understanding the rationale
behind these changes to the standard, it becomes easier to understand their use in a building and infrastructure context.
While there are likely to be future amendments and further
improvements made to the AS/ NZS 1170.2:2021 standard, the standard maintains a key role in underpinning the safety, performance, effectiveness and longevity of buildings and infrastructure.
Belt Wise is harnessing technological solutions and using its sales and consultancy e orts to help meet its’ clients every need.
approach to conveyor system optimisation. Instead of looking to make sales, the company aims to provide objectivity.
Unlike other firms that might push specific brands of products, Belt Wise deliberately separates its consultancy and sales divisions.
Belt Wise managing director Beau Weiss said this ensures that any recommendations are not influenced by potential commercial gain, allowing the company to provide the most effective solutions.
Another key differentiator for Belt Wise is its performance-based commercial model. Unlike standard engineering procurement and construction firms that charge for services irrespective of the outcome, Belt Wise ties its consultancy fees to key performance indicators.
This approach has gained traction, as many businesses have previously spent large sums on consultancy without achieving meaningful results. Belt Wise’s model reduces financial risk for customers while ensuring that the company remains accountable for the outcomes.
“We don’t charge clients upfront for consultancy,” Weiss said. “Instead, we commit to hitting specific optimisation targets before receiving payment. This ensures that we’re as invested in delivering results as our clients are.”
Belt Wise has successfully implemented its optimisation strategies across various industries in Australia. One notable example is its work with a large gold mining joint venture in Western Australia.
“This company engaged us due to persistent tracking and efficiency
issues with their primary conveyor system,” Weiss said. “They had consulted multiple engineering firms, yet the problems remained unresolved.”
Upon investigation, Belt Wise identified critical mechanical and belting issues, including a defective splice that was on the verge of catastrophic failure. The team warned that a major failure event was imminent within four to five weeks.
Unfortunately, the predicted failure occurred six weeks later, resulting in millions of dollars in lost production.
Following this incident, Belt Wise was appointed as the site’s conveyor system subject matter expert.
Through targeted optimisation strategies, the company doubled the lifespan of the site’s conveyor belts by focusing on fundamentals such as conveyor hygiene, proper storage, and improved belt splicing standards.
These seemingly small adjustments resulted in significant cost savings and efficiency gains for Belt Wise’s client.
In addition to operational improvements, Belt Wise plays a crucial role in procurement optimisation.
Many businesses struggle with inefficient procurement practices, often relying on outdated specifications

or purchasing decisions based purely on cost rather than suitability.
“We work closely with procurement teams to help them understand exactly what they’re buying and why,” Weiss said. “A lot of sites continue using materials that were great a decade ago, but they’re unaware of advancements in the market.”
For example, Belt Wise introduced this customer’s procurement team to new conveyor belt compounds developed by other manufacturers.
By trialling these advanced materials and demonstrating their superior performance, Belt Wise helped this company standardise its specifications, resulting in improved quality control and reduced costs.
“We also consolidate purchasing where possible,” Weiss said. “Many companies unknowingly use dozens of different conveyor belt specifications, which reduces their buying power. By streamlining their specifications,
businesses can negotiate better prices and improve supplier engagement.”
Belt Wise is at the forefront of diagnostic technology, leveraging artificial intelligence (AI) and machine learning to revolutionise conveyor system monitoring.
“Our Singaporean division is heavily invested in AI-based diagnostics,” Weiss said. “We’re currently trialling a proprietary AI inspection system that uses infrared and high-resolution imaging to assess conveyor conditions in real time.”
Traditionally, inspecting a 25km conveyor system would require multiple personnel and several days. Belt Wise’s AI solution can complete a full inspection in under an hour, dramatically improving accuracy and efficiency.
“This system continuously learns from the data it gathers, improving its
ability to detect defects, cuts, splits, and other abnormalities,” Weiss said. “We’re also integrating side-mounted infrared cameras to monitor rollers, creating a comprehensive, automated inspection process.”
Early trials of this AI-driven diagnostic technology in Australia have shown promising results, with significant reductions in downtime and maintenance costs.
Beyond implementing technology, Belt Wise is committed to educating its clients. The company’s ultimate goal is to empower businesses to become more self-sufficient in maintaining their conveyor systems.
“We don’t want customers to be overly reliant on us,” Weiss said. “Our role is to provide them with the knowledge and best practices to make informed decisions moving forward.”






Reliable So ware Solutions has created a weighing and scanning system to improve mining operations.
is to move a volume of material out of the ground. However, instead of volume, the trucks that are used to move this material are managed by payload capacity. The critical link between these two factors is material density.
Reliable Software Solutions has developed a system that combines volumetric scanning with weight measurements to give mines essential insights into their operations.
“Our Truck Scan I.T. product determines the volume, while the scale provides the weight,” Reliable Software Solutions managing director Andrew Sheppard said.
“This combined dataset allows mine operators to calculate the true material density and monitor changes in real time, which is particularly important for managing materials of varying density. If a truck moves 240 tonnes daily under normal conditions, but heavy rainfall increases material weight, it could result in reduced actual volume
being transported. Real-time density monitoring prevents such inefficiencies from going unnoticed and enables proactive decision-making.”
Many mine sites now use custombuilt trays to reduce truck weight and increase payload capacity. These trays are often designed for specific materials with a target density.
Theoretical calculations can differ from real-world performance.
Sheppard said the ability to measure and validate tray design using volumetric scanning is invaluable.
“Let’s say a mine designs a tray for a material with a density of 1.7 SG, ensuring the load is balanced with onethird at the front and two-thirds at the back,” he said.
“After a few initial loads, our system can verify whether the tray is performing as expected. This validation helps prevent costly errors, such as purchasing 20 trays that later prove

to be poorly suited for the material being hauled.”
Without this verification, payload monitoring systems may provide inaccurate data due to weight distribution imbalances. Early-stage validation through volumetric scanning helps operators avoid inefficiencies and improve overall fleet performance.
Carryback – the residual material left in a truck after unloading – remains a common challenge across mine sites. It reduces payload capacity and increases unnecessary truck movements, resulting in higher fuel consumption and wear on equipment.
In the past, operators could sense when a truck felt heavier due to carryback, but in autonomous fleets, such subjective assessments are no longer possible.
“Our system scans each tray as it passes under the scanner and compares it to an empty target,” Sheppard said.
“Some may argue that onboard payload monitoring systems can detect carryback, but these systems have limitations. They only operate within a narrow weight range and often fail to detect carryback beyond a certain threshold. Furthermore, they rely on pressure sensors that require regular maintenance, making them prone to errors.”
Volumetric scanning provides a more reliable and maintenance-free alternative, measuring carryback in terms of cubic volume rather than weight.
By identifying the precise volume of material remaining in a tray, mines can address carryback issues proactively and optimise haul truck efficiency.
Optimising loading processes is another key benefit of volumetric scanning. The system helps mining companies

assess whether operators are loading trucks efficiently, ensuring material is distributed correctly within the tray.
“The scanner quantifies how much material is on the left, right, front, and rear of the tray,” Sheppard said.
“This allows mines to identify training opportunities for loader operators, ensuring that trucks are loaded according to optimal weight distribution. Additionally, mines can validate whether the chosen loading tool matches the trucks, reducing unnecessary truck movements and maximising payload efficiency.”
Reliable Software Solutions ensures the data collected through its volumetric scanning technology is accurate and trusted by site managers.
The system uses highly precise distance measurement sensors that are factory calibrated to provide reliable and accurate readings.
To validate its software algorithms, the company has conducted extensive repeatability tests as well as thirdparty verifications.
“We’ve compared our data with market leaders in the drone scanning space by conducting parallel studies,” Sheppard said. “For example, we scanned a load in a truck, dumped it on the ground, scanned it again, and ensured the measurements matched. We’ve also tested our system against tray design specifications to confirm its accuracy.”
The system provides immediate feedback, unlike drone-based stockpile assessments that require lengthy data processing.
“With our system, a truck drives under the scanner, and within five seconds, we have the answer,” Sheppard said. “This enables realtime decision-making, ensuring mines can respond swiftly to any material discrepancies.”
Reliable Software Solutions offers two deployment modes for its volumetric scanning system.
The first is a point-in-time study, where a temporary setup provides short-term insights into material density and loading efficiency.
The second is a semi-permanent system, which remains on-site for extended periods, offering continuous monitoring and feedback.
“The semi-permanent setup is similar to a fixed scanner used for stockpiles, but it’s tailored for haul trucks,” Sheppard said.
“Whether a mine needs short-term validation or long-term operational improvements, our system delivers the accuracy and efficiency required to optimise haulage performance.”
Reliable Software Solutions can integrate volumetric data with existing weigh bridge solutions or can provide a complete turnkey solution.
OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 18 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead.
Our vibrators are designed for industrial applications in all sectors, from the most extreme environments such as quarries, mines and foundries to the food and pharmaceutical.
Vortex Global Solutions has been working with Australian-based business Pneuvay Engineering on various projects around the country.

Pneuvay Engineering had been given a critical task for a key project in Queensland.
As part of the project, the client needed to move its material from bucket elevators into two separate silos.
Luckily for Pneuvay Engineering, the company had an expert partner available to help – Vortex Global.
“We collaborate with Vortex engineers by receiving data on the client’s requirements, including tonnage rates and material type,” Pneuvay Engineering general manager of engineering Paul Malcolm told ABHR
“We conduct a primary assessment to determine if Aero Slide conveying is suitable. Once confirmed, the details are sent to the UK branch.”
“We work back and forth until we finalise a design that meets the client’s needs.”
The Vortex engineers determined key aspects such as the size of the aero slide, airflow volume, and other critical specifications necessary for the system.
This collaboration ensures a seamless integration of Vortex’s technology into Pneuvay’s engineering expertise, delivering a robust and efficient conveying solution.
While the Queensland project was relatively small – featuring an aero slide of just 25 metres – the success of the project helped Pneuvay Engineering and Vortex Global get involved with a far more complex challenge.
The client’s Victorian site needed a new process line to be installed at the opposite end of the plant, with a much longer conveying distance of approximately 140 metres.
“This project requires a combination of conveying methods,” Malcolm said. “Due to high volumes, and this material needing to be moved under a dense phase scenario, which traditionally demands significant kilowatt consumption and large piping.
“However, by using aero slides, we can achieve high-volume movement with minimal energy use. The only challenge is maintaining a downward slope, which
necessitates bucket elevators to lift the material back up before discharging it again.”
This Victorian project, which has been in the works for several years, is expected to benefit from the success of the Queensland installation, potentially helping to secure approval for fullscale implementation.
Pneuvay Engineering has also collaborated with Vortex to address issues in alumina handling. Alumina, due to its fine nature, aerates easily and behaves like a liquid when in motion, leading to leakage problems at truck loading facilities.
“The existing valves used by the client resulted in continuous leakage during truck loading. We worked with Vortex to develop a Titan Gate solution, trialled by the client. After several iterations, including modifications to seal arrangements, we achieved a leakproof solution. Following the successful trial, the client proceeded to purchase 10 additional Titan Gates for their outloading facility,” Malcolm said.
This collaborative approach, where continuous improvements were made based on real-world operational feedback, has ensured a long-term, effective solution for alumina handling challenges.
When handling materials such as lithium, diverters and maintenance gates play a crucial role in ensuring smooth operation. Pneuvay Engineering relies on Vortex’s range of diverters and gates for its conveying systems due to their superior design and performance.
“Our business specialises in handling powders and granules through pneumatic conveying systems. Vortex products are a perfect fit for our core operations. Unlike traditional valves designed for

or gas, Vortex valves are specifically engineered for pneumatic conveying, reducing product build-up and ensuring smooth material flow,” Malcolm said.
For lithium and other fine materials, the Vortex diverters and gates provide the reliability and efficiency required for high-performance conveying. Their design helps prevent material stagnation and ensures uninterrupted operation.
Ensuring compliance
Food-grade conveying systems must adhere to strict hygiene and efficiency standards. Pneuvay Engineering’s partnership with Vortex enables compliance with industry regulations while maintaining optimal performance.
“Vortex has food grade seals and components suitable for foodgrade applications. They offer various material options, including stainless steel, EPDM, and PTFE, ensuring the product only contacts approved surfaces. Additionally, their designs
prevent product accumulation, reducing contamination risks and improving cleaning efficiency,” Malcolm said.
The ability to replace seals without removing the entire valve further enhances the ease of maintenance, making Vortex products the ideal choice for food industry applications.
By leveraging their technology and engineering expertise, Pneuvay Engineering and Vortex Global Solutions continue to drive efficiency, sustainability, and reliability in bulk materials handling, ensuring that their clients receive the right solutions.

Both
belt
and product are carried on a cushion of air



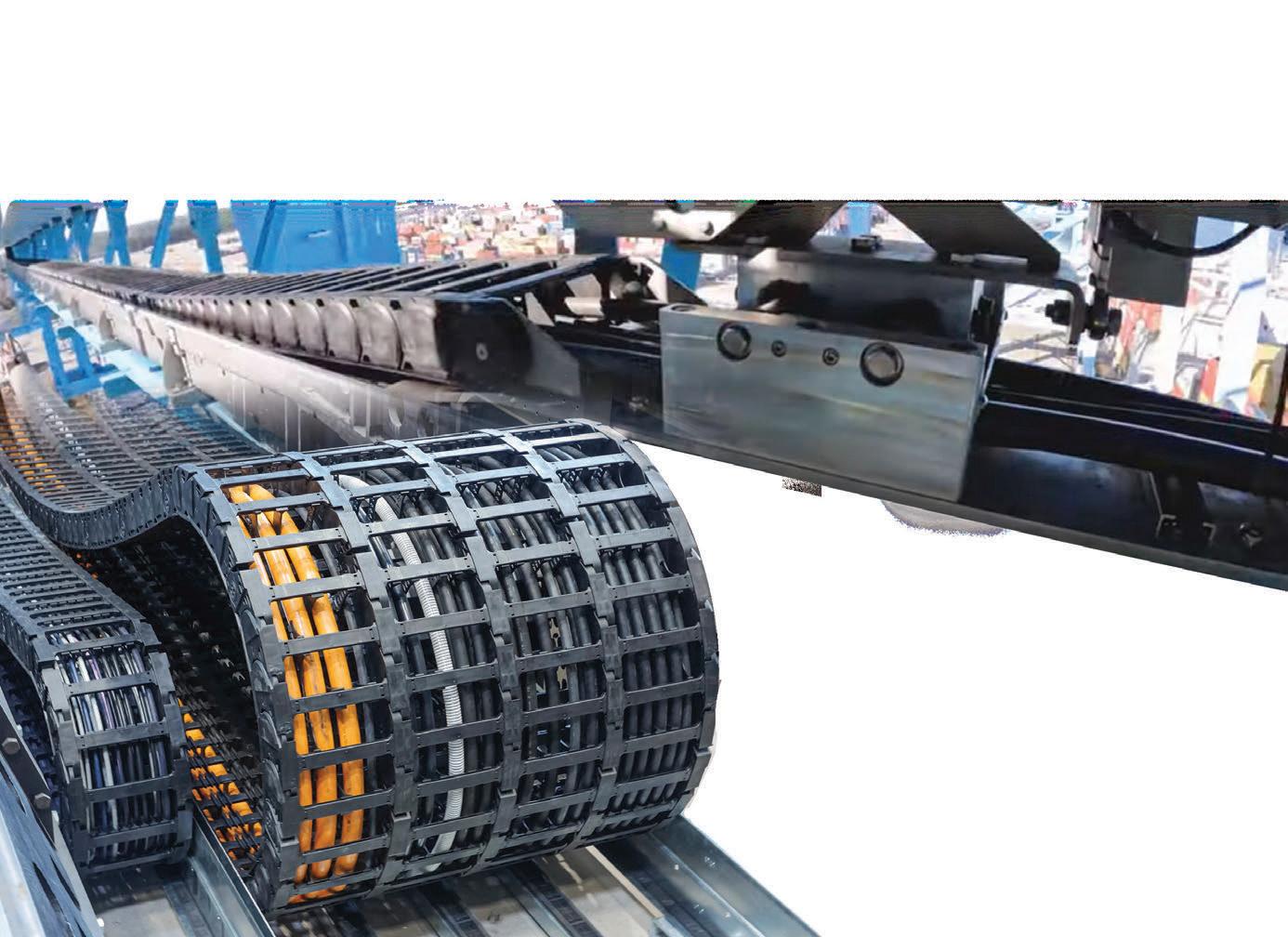
To keep up with increasing demand, ports around the globe are modernising operations with energy chains.

SEAPORTS WORLDWIDE ARE UNDER increasing pressure to modernise as global trade continues to grow. With over 80 per cent of cross-border trade in goods transported by sea, the maritime sector is expected to expand by an average of 2.4 per cent per year until 2029, according to a recent United Nations Conference on Trade and Development (UNCTAD) report.
To remain competitive, terminals must handle larger ships in shorter periods, driving the adoption of modern technologies such as igus’s robust energy chains. With the recent installation of its 2000th ship-to-shore (STS) crane e-chain, igus is playing a key role in shaping the ports of the future.
A crucial challenge facing port operators is the technical limitations of traditional festoons – looped cables that supply STS crane trolleys with power and data. As ship sizes and container handling speeds increase, festoons struggle to keep up.
“To keep up with the increasing speeds and longer travels of STS cranes
for ever larger ships, manufacturers would have to start motorising the festoons,” igus industry manager of cranes and material handling Jens Göbel said.
“However, this is complicated and error prone. There is a constant risk of the trolley and festoons not running synchronously and excessive tensile loads damaging the cables and leading to breakdowns – especially over long travels.”
To overcome these issues, port operators worldwide are increasingly replacing festooning systems with igus e-chains, which offer greater reliability, efficiency, and longevity.
The introduction of energy chains marks a significant step in the modernisation of port infrastructure. Unlike festoons, igus’s rol e-chains are made from high-performance plastic that is resistant to harsh weather conditions and radiation, ensuring longterm durability.
These energy chains eliminate the need for complicated motorisation, operating at speeds of up to 10 metres
per second while maintaining a low coefficient of friction thanks to their integrated rollers.
One of the key benefits of e-chains is their ability to reduce drive energy consumption by approximately 57 per cent compared to traditional gliding applications.
This reduction is particularly advantageous given the rising cost of energy. The interior separation of energy chains also makes it easy to replace cables, allowing ports to adapt to rapid technological advancements.
A popular model, the P4HD.56.R heavy-duty roller energy chain, has been designed for maximum durability.
With a running performance of over 200,000 kilometres and an average service life of up to 15 years, the P4HD.56.R ensures reliability and minimal maintenance. It features a clevis-and-tongue design for added stability under high loads, while tribologically optimised plastic components reduce wear and tear.
Additionally, all roll e-chains can be equipped with i.Sense sensors, enabling
real-time monitoring and predictive maintenance. These sensors help reduce maintenance intervals, extend crane service life, and enhance operational efficiency. To further support customers, igus offers a unique four-year guarantee on its e-chain systems.
The adoption of igus e-chains has gained significant traction, particularly in Asian ports, where advanced automation and smart solutions are readily embraced. Since the launch of the first roller energy chains over 25 years ago and the initial installation at Shenghai Zhenua Industries (ZPMC) in 2000, igus has secured a dominant position in the market, with a 60 per cent share in the new crane business.
Global terminals, including APMT, DP World, and AGL, have integrated igus technology to improve efficiency and reliability. In 2017, igus had installed its 1000th energy chain in an automated port
facility at APM Terminals in Rotterdam. In just eight years, the company has seen this number double.
Beyond energy chains, igus has introduced the Mobile Shore Power Outlet (iMSPO), an award-winning mobile connection system that provides shore power supply to docked ships. This flexible system can be positioned according to vessel location, as seen at the Port of Hamburg.
In parallel, igus has developed lubrication-free, maintenance-free highload bearings that are increasingly being adopted in port cranes. These fibrereinforced plain bearings significantly reduce maintenance costs while eliminating the risks associated with incorrect lubrication.
As ports worldwide continue their transition towards automation and sustainability, igus is at delivering solutions enhancing efficiency, safety, and reliability. By replacing outdated festooning systems with advanced

energy chains, ports are better equipped to meet the growing demands of global trade while reducing operational costs and downtime.
“We are confident that these technological developments will enable us to work even more closely with STS crane manufacturers and terminal operators to design ports for the efficient and sustainable maritime transport of the future,” Göbel said.
Igus energy chains offer superior cable management compared to festoon systems. They prevent cable tangling and wear by providing continuous, guided support. Compact and corrosion-resistant, they’re ideal for harsh or confined environments. Energy chains handle multiple cables and hoses together, improving organisation and reducing maintenance.
Designed for high-speed, high-cycle applications, they offer longer service life and greater reliability. Their modular design allows for easy customisation and installation, making them a smart, space-saving alternative to traditional festoon systems.
Martin Engineering has expanded its presence in the Australian market to support more bulk materials customers in the region.
has expanded its operations in Australia to support more customers in bulk materials industries.
The expansion builds on Martin Engineering’s long reputation in Australia after entering the Australian market in 1978. The US-headquartered manufacturer has spent decades working with Australian businesses in the mining, quarry, cement, and port sectors.
The expansion will include a new manufacturing facility in Yatala, Brisbane, and a fully staffed office being opened in Perth to serve the company’s key Western Australian clients. These changes will mean Martin Engineering can reduce its response times and expand its service and product fulfilment for Australian customers.
“Our purpose-built space has been designed to enhance our customer service, operational capabilities, and
provide a better working environment for our team,” Martin Engineering Australia manager Bo Hu said.
“This expansion ensures we continue delivering industry-leading solutions to our customers. We will now have full production capabilities in Australia of a wider range of products beyond our already established polyurethane parts production for cleaners and other wear parts.”
The new facility in Yatala, Queensland, will be Martin Engineering’s Australian headquarters and house more than ten sales, production, and service team employees.
All of Martin Engineering’s staff in Australia are highly trained through tutorial and hands-on training including the company’s foundations training on conveyor maintenance and safety.
These fundamentals mean the company’s staff understand best practice and comply with WorkSafe Australia standards.
According to the company, this site will be its primary manufacturing facility in Australia with the Perth site also equipped with partial production capabilities.
The new Yatala facility will expand Martin Engineering’s production capabilities to include a wide variety of patented equipment, all designed and engineered by Martin Engineering at the company’s Center for Innovation in Neponset, Illinois, US.
“Our new manufacturing facility will produce bulk flow equipment and conveyor accessories,” Hu said.
“These include air cannons, customised conveyor transfer points, impact cradles that protect the belt during loading, belt support cradles and idlers that ensure a smooth belt path,


skirting to mitigate dust and spillage in the transition, and innovative belt alignment devices.”
Perth is picked
Martin Engineering will also expand its presence in Western Australia in the face of increased demand from bulk materials customers.
The region is a key spot for Australia’s raw materials industries and has maintained a strong economic growth rate in recent years. To support these customers, Martin Engineering has added a new Perth branch which will help it provide shorter equipment lead times, faster response times and local knowledge for customer applications.
The Perth branch has a trained 14-person staff, a dedicated manufacturing capability, and a large warehouse. This will include the company’s popular bulk materials solutions in bulk material flow on belt conveyors through belt cleaning, dust
and spillage-free conveyor transfers, belt alignment, and mitigating hopper/ chute clogging using efficient air cannon designs.
The company will also maintain several dedicated leaders to oversee its Australian operations including, Hu, Oleksiy Yakovlenko, Marcelo Silvestre and Jorge Enriquez. Hu will work as the Australian business unit’s financial controller with Yakovlenko’s support. Yakovlenko will work with Martin Engineering chief executive officer Robert Nogaj to manage the commercial department in the Western Australian location. Enriquez will lead the Australian engineering team. Silvestre will oversee the sales department on the east coast of Australia and the New Zealand Territory.
“After years of experience in the Australian market, Martin Engineering understands the everyday challenges for bulk handlers and mining operators in the varying climates and extreme
DHHI the leader in designing and manufacturing reclaimers, stackers, shiploaders, shipunloaders and car dumpers globally with over 100 machines delivered last year.
Bulk Materials
Handling Solutions
Reclaimers, Stackers, Shiploaders, Shipunloaders
Car Dumpers
Conveyors
Processing plants and tailings
Local After Sales

environments the country has to offer,” Hu said.
“With these new spaces, Martin Engineering Australia is excited to embark on the next chapter of delivering excellence and innovation. Stay tuned as we continue to grow and invest in Australia’s mining landscape.”

TUNRA Bulk Solids with the University of Newcastle is launching a conveyor belt course in October 2025.

THE CONVEYOR SPECIALISTS at TUNRA Bulk Solids along with the Centre for Bulk Solids and Particulate Technologies (University of Newcastle) have put together a new course.
This course will focus on one of the key pieces of equipment in the materials handling industry and cover fundamental conveyor design through to the latest industry developments and innovations. Delegates will have the opportunity to work on problems and engage with leading industry experts.
“We are seeing a critical demand for targeted training that addresses conveyors specifically. We have been working more closely with component manufacturers and end-users who have an interest in conveyors, and in visiting and talking to them, we have found there is a lot of interest in training that focuses specifically on conveyors,” TUNRA Bulk Solids business development manager Dr Priscilla Freire said.
“Importantly, we’re seeing major mining companies across Australia investing heavily in the professional development of their engineers, which has motivated us to develop a new
course tailored to this market.”
The course will be aimed at engineers, designers and managers who work with conveyor design and maintenance, with the course content covering an introduction to specialised conveyors including both open and closed systems, testing requirements, an understanding of bulk material properties and their influence on conveyor design, key factors in conveyor layouts and selection of components (belts, idlers, pulleys, drive systems, skirting, cleaners and scrapers).
“As new components are introduced and materials handling challenges grow, particularly in the context of decarbonisation, it’s essential for industry to stay up to date with the latest research and innovations.
At TUNRA, we work closely with component manufacturers, designers, and end-users, and these collaborations have made it clear that more focused education is needed,” Centre for Bulk Solids and Particulate Technologies Dr Peter Robinson said.
Conveyor dynamics and performance will also be discussed, as well as considerations on transfer chute and feeder design.
The latest research in conveyor developments and troubleshooting will complement the technical knowledge presented throughout the four days.
“We have received overwhelming support from industry, with companies enrolling multiple delegates at a time, and other companies already enquiring about in-house training for larger groups,” course coordinator Danielle Harris said.
“Spots are limited to promote better engagement amongst the participants and presenters, so for any companies interested in sending people we recommend they register soon.”
TUNRA will be welcoming its first cohort in October 2025. This first edition will take place face-to-face in TUNRA’s headquarters in Newcastle, but an extensive list of expressions of interest also includes several companies from overseas, and future online training will be considered.
“Conveyor systems are key to smooth bulk material handling, creating a growing need for focused training,” TUNRA Bulk Solids operations manager Dr Jayne O’Shea said.
“The upcoming course meets this need with a practical, in-depth look at modern design principles. Based on real industry challenges, it bridges the gap between theory and on-site application, covering everything from selecting the right components to making sure the system runs efficiently as a whole.”
Course details:
When: October 27 - 30 2025
Where: TUNRA Bulk Solids’ headquarters located at the Newcastle Institute for Energy and Resources (NIER) – 70 Vale Street, Shortland NSW – Australia 2307
Contact: danielle.harris@newcastle.edu.au / enquiries@bulksolids.com.au





















METTLER TOLEDO’s Australian business area manager explains how to upgrade weighbridges in a cost-e ective and quick manner.
FOR MORE THAN A CENTURY, METTLER TOLEDO has been manufacturing and installing weighbridges, but recent trends in the Australian market have prompted a shift in focus.
Two major industry challenges have emerged over the past five years:
• The increasing length of trucks and
• Declining reliability of ageing weighbridge technology.
“It is estimated that at least 30 per cent of weighbridge owners have a weighbridge that is now not long enough to weigh their trucks without reverting to split weighing, which results in inaccurate readings,” METTLER TOLEDO
business area manager John Beard told ABHR
Many of these businesses remain unaware that their existing weighbridge can be extended rather than replaced entirely.
Similarly, as older weighbridge systems age, they become less reliable, leading to costly breakdowns and repairs.
“The cost of repairing a weighbridge can be significant over time due to the need for specialist tools, test trucks, and highly skilled labour. For most owners their weighbridge is the cash register of their business and if it’s not operational, they cannot trade; hence, breakdowns can be very expensive,” Beard said.

METTLER TOLEDO aims to address these issues by offering cost effective and efficient upgrade solutions that not only improve reliability but also futureproof existing weighbridges with the latest technology.
“If you’ve owned a weighbridge for five or more years, chances are that your trucks have gotten longer, but your weighbridge hasn’t. Why is this a problem? Because weighing a truck in more than one weighment is never as accurate as the whole truck being weighed in one go, whilst fully on a weighbridge. This is why NMI (National Measuring Institute) have made this type of weighing process illegal on new trade weighbridge installations,” Beard said.
“Many businesses are now realising they don’t need to purchase a new weighbridge – they can simply extend their existing weighbridge.”
Rather than investing upwards of $200,000 in a longer brand-new weighbridge, businesses can now extend their existing structure for a fraction of the cost – sometimes as little as $50,000.
“METTLER TOLEDO’s in-house engineering and locally based service teams assess each weighbridge individually, regardless of its original manufacturer, to provide tailored extension solutions,” Beard said.
METTLER TOLEDO has seen an increase in demand for deck extensions over the past 18 months, as companies seek cost-effective solutions to meet evolving industry requirements.
Another key area of improvement is the reliability of load cells, the critical

components that measure truck weights.
Traditional weighbridge systems often rely on outdated load cells that are prone to failure, leading to frequent and expensive repairs.
“Rather than replacing old technology with the same outdated system, we upgrade weighbridges with POWERCELL® load cells, which offer superior performance and durability,” Beard said.
One of the standout features of METTLER TOLEDO’s POWERCELL® load cells is their ability to withstand lightning strikes, a leading cause of weighbridge failures in Australia.
“An average bolt of lightning carries an electric current of 40,000 amperes and our load cells have been independently tested to withstand lightning strikes of up to 80,000 amperes,” Beard said.
“And in the rare event that lightning does cause damage, METTLER TOLEDO provides full warranty coverage, including parts and labour at no cost to the customer. Lightning damage remains one of the primary causes of weighbridge failures today, but with our technology, it can now be eradicated.”
Many weighbridges rely on junction boxes, which are a common point of failure due to their vulnerability to
environmental factors such as moisture and corrosion.
“Junction boxes are known to be the weakest point of a weighbridge,” Beard said. “We’ve engineered a solution that eliminates the need for a junction box altogether, reducing the likelihood of failure by approximately 30 per cent.”
This design enhancement improves the reliability of weighbridges, reducing downtime and maintenance costs.
One of the biggest misconceptions surrounding weighbridge upgrades is that they are prohibitively expensive and time-consuming.
“Many businesses assume that upgrading will cost significantly more than repairing their existing system, but that’s not always the case,” Beard said.
“Similarly, there’s a belief that the upgrade process will cause extended downtime, but in reality, most of our upgrades are completed in a single day. Customers believe that if their current technology seems to be still working OK, they’re saving money.
“But when you factor in the cumulative costs of frequent repairs, the financial burden of unplanned breakdowns can far exceed the cost of a proactive upgrade.”
Businesses that invest in POWERCELL® load cells gain several key benefits, including increased uptime, improved accuracy, and enhanced longevity.
“When we install an upgrade, we provide a substantial warranty, which provides our customers with added confidence – up to 10 years for parts and labour,” Beard said. “Many businesses have weighbridges that are a decade old and break down frequently, incurring ongoing costs. By upgrading, they essentially get a brand-new system with a manufacturer-backed warranty.”
To illustrate the value of weighbridge upgrades, Beard compares the process to replacing an engine in a wellmaintained car.
“If your car is structurally sound but the engine is worn out, you wouldn’t scrap the entire vehicle – you’d replace the engine. That’s exactly what we offer with our weighbridge upgrades: a new, high-performance system with a 10-year full coverage warranty, extending the life of the weighbridge and ensuring reliable operation.”
METTLER TOLEDO’s approach to weighbridge upgrades and extensions is reshaping the industry, offering businesses practical solutions that enhance efficiency, accuracy, and reliability.
Kinder Australia takes a unique approach to the design and manufacturing process of its critical conveyor pulleys.
IN MANY CASES, WHEN CONVEYOR components malfunction, operations can continue until replacements are installed at a convenient time. However, this is not the case with pulleys.
When a pulley fails before the next scheduled shutdown, the entire system grinds to a halt as staff scramble to replace it. All the while, productivity goes up in smoke and the site begins losing money.
Kinder Australia’s project engineer Peter Wei told ABHR why reliability is everything when it comes to conveyor pulleys.
“There are many factors that can lead to pulley failure – whether it’s a poorly designed or constructed pulley, an increase in conveyor capacity, or flood belt scenarios that put extra stress on end discs, locking elements, and bearings. Issues like belt misalignment, inadequate maintenance, pulley location, and belt conditions can also contribute to lagging wear, potentially worsening the situation or causing belt slippage,” he said.
“That’s why when Kinder talks to our clients, we take all these factors into account to ensure the pulley is designed for optimal performance and longevity”.
No two bulk handling sites are
the same, and neither are Kinder’s K-conveyor pulleys. They are engineered and manufactured for maximum service, tailored to each specific application.
To achieve this, Kinder works closely with its clients to assess all aspects of the Kinder pulley application worksheet, including how and where the pulley will operate.
Using this information, the engineering department conducts detailed design checks, finite element analysis (FEA), and modelling using proprietary in-house software to ensure each pulley is built to withstand the demands of its application while meeting both Australian and international standards.
Wei said Kinder invests significant time and resources upfront, particularly during the quotation stage.
“We dedicate a lot of effort – often at our own expense – before a project is awarded. This approach not only helps engineering firms streamline their designs at no additional cost but also strengthens trust and confidence in Kinder as a reliable partner,” he said.
Kinder’s engineering team has access to an extensive pulley database from previous projects, allowing it to quickly reference similar applications. This enables the company to provide detailed

preliminary drawings and budgeting considerations efficiently, ensuring a fast and informed response to clients.
Kinder has five full-time engineers who are consistently working on different projects.
They are all highly trained in conveyor design and well-versed in the fundamentals of pulley design and manufacturing. This expertise provides clients with confidence and certainty throughout the process.
For large projects, Kinder uses finite element analysis alongside classical stress calculations to determine the stresses and deflections in the conveyor pulley components. Minimising stress at critical locations, such as different types of weld between the shell-end disc connection, helps prevent fatigue cracking and extends the pulley’s working life.
However, Wei said it’s not just quality and engineering services that set Kinder’s pulleys apart.
“We are flexible,” he said. “We always work around what is the best outcome for the customer, rather than simply offering what we have available. If they need a shorter lead time, we can accommodate that. If they want a longer lead time, we can offer a better price.”
“We have integrated numerous additional processes in our system, going beyond the standard procedures of a typical pulley manufacturer. While this increases the workload for our teams, it ensures we maintain 100 per cent control over the quality of every pulley we produce. These processes also give us greater leverage in managing our stock levels, reducing costs, and adding value to our products. Ultimately, this allows us to pass on the savings to our customers, offering them more competitive pricing.”
Kinder has built a close relationship with its own suppliers to streamline the manufacturing process and ensure accountability at every stage.

Each key component of the pulley undergoes quality assurance tests before progressing to the next step, guaranteeing that the final product meets exact specifications.
Wei said customers are even invited to visit Kinder Australia to meet with key suppliers. The company hosts an annual supplier and customer conference to foster collaboration and transparency.
“When customers choose Kinder, they can trust that we are always at the forefront of innovation and have end-to-end support from our suppliers. We train our suppliers on exactly how things need to be built so that anything with the Kinder sticker on it has that guarantee,” he said.
“We maintain a large inventory of key components – such as sheet steel for pipe rolling, shafts, locking elements, and pulley laggings – at our fabrication workshop. This enables us to fast-track production. All our parts suppliers regularly visit the fabrication shop to verify compliance with their procedures, ensuring every component is stored and handled according to their specifications and within valid dates.”
As part of the pulley package, Kinder also provides installation and maintenance support. If the customer requires it, the company’s team can visit the site during the commissioning process to oversee the installation and
perform inspections, ensuring that not only the pulley but the entire system is functioning optimally. This helps identify and address any potential issues early on.
Wei said the Kinder team likes to visit clients annually to verify that the supplied items are performing as expected and remain within their service life. This proactive approach underscores the company’s commitment to long-term reliability and customer satisfaction.
Kinder can also provide specialised pulleys made for difficult applications where material build-up occurs on the pulley face, causing mistracking and belt damage.
K-conveyor spiral pulleys are designed to be used for dry and freeflowing materials. The rotation of the pulley engages the self-cleaning action, therefore releasing foreign material through and onto the inner tapered cone then to the outside of the conveyor.
K-conveyor wing pulleys are suitable for large lump, sharp and sticky materials. They are designed to be used in adverse, very abrasive and dirty applications, especially where there is material build-up on a solid conveyor pulley shell. It also provides a heavyduty version, for situations where the standard wing design may be inadequate.
Wei said the company can provide a suite of supplemental products to ensure the entire conveyor system is working effectively.
“Wing and spiral pulleys are used to address a common conveyor issue: spillage”, he said.
“When a conveyor belt goes off track, then the material can fall inside the conveyor and get stuck between the tail pulley – potentially damaging the lagging or the belt. While specialised pulleys are an excellent solution, addressing all other conveyor-related issues is equally important for achieving a permanent solution.”
“The K-warning conveyor belt tracking sign creates awareness of a common issue where the maintenance team adjust pulley alignment to track the belt. This action goes against the best practice for belt tracking, which emphasises that all pulleys should remain parallel to each other for optimal performance.”
Kinder plans to continue growing in this space, and not just in Australia. The company has ambitions to grow its customer base worldwide, with distributors in various countries supplying products for the bulk material industries.
“We are expecting a great future for the business in 2025 and beyond,” Wei said.
Flexco is investing in Asia-Pacific’s International Mining Exhibition.

an increasingly critical component of Australia’s mining landscape as demand for electric vehicles and renewable energy booms.
According to Geoscience Australia, South Australia contains 69 per cent of Australia’s economic demonstrated resources of copper and produced 29 of the country’s mined copper in 2020.
Responding to this growing importance, conveyor solution supplier Flexco has been expanding its operations in South Australia.
When the news broke that the Asia-Pacific’s International Mining Exhibition (AIMEX) would be held in Adelaide in 2025, Flexco saw it as a strategic opportunity.
“We weren’t overly motivated from a strategic market perspective to exhibit if AIMEX remained in Sydney,” Flexco national sales manager Joshua Abberton said.
“But we certainly see the value in its relocation to South Australia, where we’re doing more business. It’s a strategic investment that aligns with our growth trajectory in the short and long term.”
With many of the nation’s major mining operations located in the region and neighbouring Western Australia, Flexco sees this move as an opportunity to connect with key decision-makers.
“We’re confident that we’ll be able to speak with influential figures from these operations – people who directly impact procurement and strategic direction. That’s a major reason we’re exhibiting at AIMEX 2025. It just makes sense given market trends, particularly with the ongoing copper expansion in South Australia,” Abberton said.
AIMEX 2025 presents an exciting opportunity for Flexco to showcase its full product portfolio over a concentrated period.
The company plans to focus on solutions tailored to the industries present in South Australia, with a strong emphasis on metals and mining.
“It’s not often you get the chance to present your entire range in just a few days. We’re making sure our product experts are there to answer a wide range of questions,” Abberton said.
“AIMEX 2025 is key for us to understand where the industry is headed and to ensure our product portfolio and strategic direction align with that future. Our vision is to be the most valued partner in conveyor products, and this exhibition is a crucial step in reinforcing that.”
While Flexco is known for its belt cleaners, the company is keen to highlight its broader range of conveyor solutions. One standout product that will be on display is its steel cord belt fastener, the only product of its kind available on the market.
“This product has only been available for about 12 months, so many in the industry are still unaware of its capabilities. AIMEX provides the perfect stage to showcase its benefits,” Abberton said.
Flexco will also unveil its nextgeneration belt cleaner cushions and other belt cleaner products.
“We’re also developing digital solutions that allow for predictive maintenance, helping end users detect potential belt conveyor issues before they impact production,” Abberton said.
Flexco recognises the growing skills gap in the mining sector and is investing in two key areas to address this challenge: product development and training.
“We’re dedicating more resources to upskilling and training the market to ensure our products perform as expected. Our goal is to equip end users with the knowledge and tools they need to achieve their objectives,” Abberton said.
Sustainability is core focus for Flexco, with digital solutions playing a pivotal role in improving operational efficiency. On the manufacturing front, Flexco is actively working on minimising waste and improving recycling efforts.
“Our digital tools aim to extend the life cycle of conveyor components, ensuring parts are replaced only when necessary,” Abberton said.
“Ideally, we want to give operations more predictability in wear life, so they aren’t replacing components prematurely.
“This approach helps build smarter maintenance strategies, reduces waste, and contributes to broader sustainability goals.”
Flexco remains focused on safety, maintenance, and return on investment for its customers.
“We want to ensure the end user gets the results they need – not just sell them a product and move on. Our approach is about building long-term partnerships where we help operations solve real belt conveyor systems problems,” Abberton said.
“If a challenge arises, we’re committed to working on it until we

find the right solution – whether through an existing product or by leveraging our global engineering capabilities to develop something new.”
This philosophy has driven Flexco’s success for over 115 years, and will continue to be the foundation of its approach in the future.
“The product itself is just one part of what we offer. Our true value lies in the complete package – our solutions, expertise, and support,” Abberton said.
Bulk Solids develops custom solutions to suit the individual needs of our clients.
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Computational and Scale Modelling
Site Visits
Professional Development Courses

With AIMEX 2025 just six months away, excitement is building for what promises to be a highly impactful event.
“Flexco is looking forward to showcasing our products and broader capabilities at AIMEX 2025,” Abberton said.
“We believe the event’s relocation aligns with the industry’s growth trajectory and the future of mining in Australia.”

Storage, Feeding, Transfer and Belt Conveying Course: 20-22 May (Brisbane) 11-13 November (Perth) Belt Conveying Design, Optimisation and Research Course: 27-30 October (Newcastle)
ESS Engineering’s Bin Whip System is helping take risk and waste out of silo cleaning.
in bulk storage systems is common and presents signifi cant operational challenges by forming obstructions that restrict material fl ow and diminish overall storage capacity.
As material compacts over time, external flow-aid methods like air cannons and vibrators can become ineffective. In severe cases, full cleanouts become necessary before any flow-improvement measures can be applied effectively.
Traditional silo cleaning methods require workers to enter confined spaces, often involving harnesses, scaffolding, and extensive labour.
That is why ESS Engineering has developed a solution to eliminate the need for confined space entry. The Bin Whip eliminates the need to actually enter the silo itself,” ESS Engineering sales specialist Dan Walker said.
“Instead of relying on confined space entry with rope and harness access, the system is controlled externally by two technicians using a control box.
“From a safety standpoint, workers remain outside the silo, avoiding hazardous environments.”
ESS Engineering Wollongong branch manager Mario Bezzina said the system eliminates the danger of engulfment if material suddenly shifts.
“You’re not at the business end of the silo. The whip operates 10 to 20 metres away from the operator, keeping them at a safe distance,” he said.
“By eliminating the need for scaffolding, confined space permits, and additional labour, costs are significantly reduced. Once the material is dislodged, storage is restored to its original capacity.”
Over time, material build-up inside silos reduces storage capacity and disrupts operations. The Bin Whip system restores full capacity by effectively breaking down and removing hardened deposits.
“The Bin Whip clears all build-up, not just at the bottom where bottlenecks occur, but throughout the entire silo. This ensures full material flow from top to bottom, increasing efficiency and preventing future blockages,” Walker said.
The system also avoids the complications associated with waterbased cleaning methods.

“The Bin Whip is air-powered, requiring no chemicals or water. Since it operates as a dry-cleaning system, there’s no slurry or waste that needs disposal, unlike traditional methods,” Walker said.
Unlike water-based methods, which often render materials unusable, the Bin Whip system ensures that dislodged material remains viable.
“Water can damage materials, making them unsuitable for reuse. Since the Bin Whip operates dry, recovered material can be reintegrated into production, generating substantial cost savings,” Walker said.
ESS Engineering sales and service technician Joshua Martin said the Bin Whip system has been successfully deployed across various industries, handling a wide range of materials.
“We’ve used this system in pet food facilities, which require near food-grade standards. We’ve also applied it to coal, concrete, and grain storage,” Martin said.
“Whether dealing with hardened materials or interlocking substances like grain, the Bin Whip proves effective.
“At a pet food facility, traditional methods involving repeated water use led to black mould infestation. This contamination rendered the stored material unusable. The Bin Whip offered a dry solution that effectively removed the build-up without causing further issues.”
Walker said the Bin Whip system is a breakthrough in silo cleaning as industries continue to seek safer and more cost-effective solutions.
“Recently, we used it on a grain storage silo in Western Australia. It’s also been extensively utilised in cement and concrete factories,” he said.
“Essentially, any industry experiencing material build-up in a bin or silo can benefit from the Bin Whip.”

Available as
• single plate or
• dual overlapping plate designs
Sizes ranging from
• small 500mm square units, up to 12m long by 3m wide dual plate units, fitted with multiple high pressure hydraulic cylinders
Customised
• custom designed gates to suit the bin loads and stored material properties
• retrofitted isolation solutions to existing bins
• complete with a shared Hydraulic Power Unit and Local Control Station (Electric or Manual Lever)

BHT Isolation Gates are specialised gates to isolate downstream equipment for service or maintenance activities in a range of bulk storage systems, including bins, silos or stockpiles.
BHT Isolation Gates ensure the safety of personnel working beneath stored bulk material, eliminating the risks associated with flowing material or falling product. Additionally, with the ability to pin and securely lock the gate plates in the open and / or closed positions,
Originally designed for the Iron Ore industry in Western Australia, BHT Isolation Gates are specifically designed to suit the head load and aperture to be isolated and can be manufactured to suit a range of applications. Wear liner packages are customised to suit the material handled to ensure long life and reliable operation.
BHT Isolation Gates are supplied with BHT Hydraulic Power Units ranging from the ‘Mining Spec’ package, right up to fully enclosed ‘Premium Spec’ system with bladder breather and options for foam fire suppression. The in-house hydraulic design team can also customise the design to comply with site or project hydraulic specifications if
As a full-service engineering and manufacturing company, BHT custom designs and supplies all manner of heavy-duty gates, including single or double clam shell gates, diverter gates or special gates for maintenance or operation. Hydraulic,
pneumatic or electric actuation is available depending on the application.
Visit our website for more details

Bulk Handling Technologies is keeping safety at the forefront with several solutions that help isolate bulk materials.

WHEN WORKING DOWNSTREAM of bulk material, staff are at risk of potentially uncontrolled material discharge. This can include large masses of material or smaller, dislodged pieces falling unexpectedly.
Even in bins that appear mostly empty, residual material poses a hazard.
“Even if a bin looks 99 per cent empty, a dislodged rock could still fall and cause serious injury. Isolation gates help prevent these incidents by securing the bulk mass and stopping any loose material from falling,” Bulk Handling Technologies (BHT) engineering manager Paul Ingleson said.
“If you’ve got no way of isolating your stored material, whether it’s 20 tonnes or 1000 tonnes, you’re faced with significant downtime trying to remove that bulk material just to safely access the equipment downstream.
“By having a robust isolation system, maintenance teams can access equipment without emptying the storage, allowing them to complete their work safely and get the system back up and running much quicker.”
Isolation gates can handle those loads and prevent any risk of falling material. Beyond full-bin isolation, there are also scenarios where isolation gates prevent
material from being inadvertently fed down chutes.
“You might not necessarily have stored material, but there could be operating equipment above. Having an isolation gate in place ensures material isn’t mistakenly fed onto personnel working below,” Ingleson said.
Choosing the right bin isolation gate requires careful consideration of the material properties and operating conditions. Factors such as particle size, weight, and moisture content all influence gate performance.
“Do you need the gate to operate while the material is flowing? Can it close when everything is jammed up? Will it be required to open when the bin is completely full? These are critical questions to address,” Ingleson said. “There’s no point in installing a gate that lacks the necessary energy to open once the storage is full.”
Several design elements contribute to the reliability and lifespan of bin isolation gates. Features such as wear-resistant digging horns, maintenance locking pins, and dual overlapping plates are crucial for ensuring long-term functionality.
“Bin isolation gates aren’t continually
operating; they may stay open for months at a time,” Ingleson said. “During that period, thousands of tonnes of material pass by, leading to build-up that can harden internally. Digging horns are essential for clearing out any hardened material when the gate needs to be closed. Without them, operators might struggle to fully close the gate.”
Mechanical locking pins provide an extra layer of safety. These pins allow personnel to physically secure the gate with a personal danger tag. If something goes wrong and the gate tries to open while workers are underneath, the pins stop the gate from moving.
Dual overlapping plates also enhance gate effectiveness. Ingleson said when dealing with large, lumpy material, you can’t rely on crushing it between two plates to achieve isolation.
“Instead, overlapping plates pass by each other, allowing the gate to close even in the presence of hard lumps. This ensures secure isolation even through bulk material with a large percentage of lumps.”
Wear liner packages further contribute to gate longevity by adapting to different material types.
“Depending on the application, we can customise the wear liner thickness to achieve optimal durability,” Ingleson said. “Some materials require thicker liners to extend their lifespan, with replacement intervals of five years or longer often required.”
Bulk Handling Technologies’ bin isolation gates were originally developed for the iron ore sector in Western Australia. Over time, the design has evolved to accommodate a broader range of industries and materials, including lithium and gold mining.
“We’ve taken that heavy-duty iron ore design and successfully adapted it for smaller applications,” Ingleson said.
“While some industries may not
have the same extreme conditions as iron ore mining, they still benefit from the durability and performance features developed for that sector.”
One key advancement has been the shift from hydraulic to electric actuation.
The original gates relied on highforce hydraulics, but Bulk Handling Technologies has now developed electrically actuated gates using direct electric actuators or rack-andpinion drives.
Applications requiring lower forces may not require the added expense of a hydraulic power pack. Instead, they operate via a simple electric motor, making them easier to integrate into various systems.
BHT’s hydraulic bin isolation gates offer extensive customisation options. Ingleson said each gate is designed to fit a specific application because no two bins or chutes are identical.
“We manufacture to order, allowing us to modify the gate’s structural and mechanical design to fit space constraints and operational requirements,” he said.
“Some customers need the ability to fill the bin with the gate closed, while others don’t. Understanding these requirements ensures the gate performs as intended.”
Beyond standard isolation functions, some gates are used to direct material flow. Some customers use isolation gates to control feed direction, closing one gate to divert material into another stream.
“We can customise designs to accommodate these requirements and even integrate chute work where necessary,” Ingleson said.
BHT’s bin isolation gates are no longer just for large iron ore operations.
The company’s ability to adapt and customise designs for a variety of industries ensures safe, efficient bulk handling across multiple applications.

“The same core features that made our iron ore gates successful now benefit a wide range of materials and industries,” Ingleson said.
“By continuously refining our designs and offering tailored solutions, we ensure that operators have the best possible isolation systems for their unique needs.



Ahrens’ new All-Rounder silo is helping farmers seamlessly switch grains, fertilisers, seeds and stockfeed.
manufacturer Ahrens has a long history of storage innovation. The fi fth-generation family business has a 120-years or experience in delivering equipment Australian farmers can rely on.
The new All-Rounder silo is one of the latest innovations from Ahrens. Designed to withstand some of the most demanding conditions rural Australia can throw at it, the silo allows farmers to seamlessly switch grains, fertilisers, seeds and stockfeed.
Ahrens’ recent addition of the All-Rounder silo also represents a significant advancement in on-farm storage, offering enhanced capacity, easy operation and improved efficiency for farmers.
Ahrens strives to be an industry leader for agricultural storage through high quality design, fabrication and installation solutions.
It takes a hands-on, customercentric approach, using extensive experience to secure the best possible prices and protect customer investments for the long-term.
The company’s flat bottom silos are the result of this effort, providing flexibility and speed during harvest, while maintaining grain quality with multiple aeration options.
The silos are available in many sizes, ranging from 700t to more than 2000t, and are engineered to Australian standards for rural and commercial applications.
The GasLock seal on the flat bottom system offers high-quality pest protection as well as many other easyto-use features to assist monitoring, loading and unloading of crop quickly.
Some of the specifications include in-floor aeration system, sidewall access ladders, cages and platforms, roof stairs, fumigant recirculation system and
high-capacity 300mm unloaders with emergency slide gate.
Ahrens also supplies transportable silos, which range from 55t to 126t. Each arrives fully assembled and ready for use, available with a range of cone options.
Standard features of the transportable silo include Ahrens’ Thermosiphon fumigation system with a groundoperated phosphine box, UV-stabilised one-piece moulded oil bath pressure relief valve, ring beam to enable effective clean out and ALUZINC steel silo sidewalls and roof construction.
With factories across Australia in Sheoak Log in South Australia, Tarranyurk in Victoria, Gilgandra in New South Wales, and Goombungee in Queensland, Ahrens helps farmers
maintain optimal performance throughout harvest.
The company’s process allows for larger production runs, increasing the capacity of its factories, leading to a speedy turnaround time for rural infrastructure projects.
Ahrens has also partnered with equipment manufacturer Brandt to provide access to high-performance grain augers, belt conveyors, hydraulic winch options, electric clutches and advanced mover systems.
With the Brandt equipment onhand, Ahrens can offer grain storage infrastructure all under one roof.
It also offers a five-year warranty, with local teams providing continuous support on silo maintenance and servicing to ensure storage remains in peak condition after being delivered.


Belt Wise is a consulting and supply firm with multiple high-level divisions, specialising in material handling solutions, specifically conveyors. The primary division is the Belt Wise consultancy, which focuses on conveyor optimisation. They offer expert guidance in engineering, procurement, and construction management (EPCM), with an emphasis on technical, operational, and procurement optimisation. Efficiency, reliability, and safety are their top priorities. The Belt Wise optimisation team prides itself on being a solution-driven, reliable partner, ensuring customer interests and continuous improvement are maintained.
Kotzur is investing into new technologies to enhance productivity, reduce lead times, and improve safety across its operations.
and industry standards evolve, standing still was not an option for Kotzur.
The company has a 70-year legacy of delivering adaptability, innovation, and quality, which was built on a commitment to continuous improvement.
To avoid jeopardising this legacy, the business has a clear focus –streamline its manufacturing processes, reduce waste, and deliver even greater value to customers.
Kotzur systems engineer Scott Janke told ABHR several key technologies and practices are currently being implemented to achieve these goals— each with measurable outcomes and long-term benefits.
“We now balance aeration fan impellors in-house, which reduces operational noise and extends the life of motors and bearings,” Janke said. “It’s a small step with a big impact on performance and reliability.”
In recent years, Kotzur has invested heavily in bringing more capabilities in-house.
The result is a higher degree of control over quality, reduced transport costs, and improved production timelines.
In-house flight forming has also brought noticeable efficiencies. Screw conveyor flights, traditionally difficult and time-consuming to fabricate, are now produced to a higher accuracy.
“The flights we form are more consistent in helix, diameter, and end flatness, meaning we spend far less time cold-forging them into position during fabrication,” Janke said.
A standout development in Kotzur’s production evolution is the expansion of robotic welding technology. Already well-established in Kotzur’s Walla Walla facility, robotic welding has proven invaluable in taking on repetitive, highvolume welds with speed, precision, and consistency.
Now, Kotzur is extending this capability to its Toowoomba facility, further enhancing productivity and allowing skilled welders to focus on more complex, custom fabrication work.
“These robotics will focus on short setup times, allowing us to reduce the need for large inventory holdings and respond faster to orders,” Janke said. “Delivering consistent welds, improves quality, and reduces time spent on finishing work like grinding.”
Importantly, these robotics also come equipped with a fume extraction system that supports safer air quality



Satake has delivered a major expansion for a key Queensland cattle company.
BEEF, A QUEENSLANDbased family business on the Western Darling Downs, is nearing the end of a major expansion.
The company started out small but will soon be managing 35,000 head of cattle at any one time.
Lachlan Drury, one of four brothers running Condabri Beef, said the company has had a business partner it could rely on throughout its growth.
“We’ve done a lot with Satake over the years,” he told ABHR. “They’re a turnkey supplier and do a lot in the feedlot industry.”
“We started working with them in the early days, back when they were Denny’s, and kept working with them when Satake acquired the business.
“Over the years, the quality of the equipment has gotten a lot more advanced – the drafting, design, and project management have all improved.”
The two businesses have worked closely with each other for more than two decades on various projects. Condabri Beef’s feedlot has undergone several
expansions over this time, with Satake’s design team considering future growth in every step.
This means the family business has not needed to start from scratch when it comes to new infrastructure plans.
“They understand our site,” Drury said. “They’re well-experienced on feedlot operations of grain handling, processing, and steam flaking.
“They manufacture and install the silos, elevators, and augurs themselves. They don’t need to get multiple contractors in to deliver the product.”
As part of Satake’s approach to project delivery, the company’s team sat down with the Condabri Beef to get an idea of how the family business planned to grow, working alongside the site.
Three different processes were vital to get right for the feedlot – dry rolling, tempering, and steam flaking.
Satake salesperson Caillum Coleman said the major feedlot needed to be able to utilise and maximise the starch
availability amongst the grain from a nutritional standpoint so the cattle can digest it better.
“They have got four 718 tonne conebase silos, with another three on order for a project later in the year,” he said.
“Currently, it’s a 150 tonnes per hour intake system equipped with augurs, elevators, and everything they need.
“We’re about to put in a new elevator that can handle up to 250tph, so if Condabri wishes, it can go to a secondary intake to feed at a higher rate.”
In addition, Satake has helped deliver a reclaim wetting and cleaning system capable of handling 50tph. This allows them to process grain in six tempering silos, while also having room to expand if needed. One of the standout features of the project is a liquid batching system. Essentially, it allows Condabri Beef to pre-batch the liquids into quick fill tanks on load cells.
This means that instead of waiting for up to five minutes, the process can deliver the liquids into feed mixers in 30 seconds.

Drury said it is a huge part of the feeding operation, and vitally important to ensure 500t of mixed feed including up to 30t of liquid supplements is efficiently delivered every day.
Satake’s turnkey approach meant the business had control of the project throughout, allowing it to quickly respond to any challenges that arose.
One such challenge was inclement weather. Strong wind and rain threatened delays, but Satake had built in contingencies into its scheduling.
Coleman said it is part of Satake’s goal of under-promising and overdelivering.
“We can do the quote, handle all of the contracts right up to the point of sale, then our project manager takes over and works with clients through to the commissioning step.
“It’s quite important to offer this to our clients. They need someone they can rely on,” he said.
Reliability is also incorporated into
the equipment itself. Everything Satake manufactures is designed to be easy to use and maintain.
The company’s engineers know its clients are often in hard-to-reach places around the country, where it can be hard to find staff.
In the event of a major breakdown, Satake also has a repairs and maintenance crew that is on hand to provide support.
“Whether it’s the production manager or workshop foreman, we always have someone on call,” Coleman said.

Poor sealing at transfer points leads to spillage, belt edge wear, and dust, costing you time and money. Kinder Australia’s conveyor skirting solutions provide reliable support and sealing to improve productivity, reduce material loss and protection against safety hazards.
Trusted for 40 years, we deliver engineered solutions that enhance conveyor performance and efficiency.
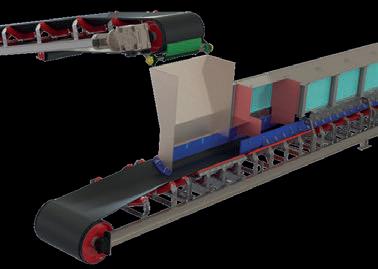
Powdery material can be a headache to store, but OLI Vibrators has developed a solution that improves productivity and flow rates.
and hangup are all common problems that wreak havoc on a site’s productivity.
Luckily, when flow issues begin to occur, there are several ways to solve them.
However, OLI Vibrators’ general manager Mark Thompson said prevention is much better than a cure.
“Fixing a problem after it happens can be expensive. The downtime it causes can lead to lost productivity and lower profits,” he said.
“For powders and other light,
fluffy products, there is a simple way of stopping these problems from occurring in the first place –fluidisation. Not only can fluidisation stop ratholing, bridging, and hangups, but it can also improve the flow of materials, reduce energy usage, and increase productivity.”
OLI Vibrators’ VBS vibro-aerator concentrates air flow more towards the outlet of a silo, considerably speeding up the discharge of the material and reducing the unloading times and productivity of a plant.

Developed after years of research, the VBS vibro-aerators prevent material under pressure from creating bridges or ratholes during unloading.
The Tramontana membrane technology also significantly reduces discharge times, improving the efficiency of the entire system.
The system is ideal for the treatment of powders such as flour, starches, lime, cement, dry chemicals and plastic resins.
Thanks to an optimised air flow, the VBS can work at a lower operating pressure, leading to a reduced air consumption for the same efficiency.
Thompson said key clients are looking for ways to make their processes more efficient, and as a result have been looking towards fluidisation.
“The cement industry in particular is looking for more energy efficient ways to fluidise their product, and have embraced the VBS,” he said.
“By incorporating the VBS, they can also ensure their product volumes are more accurate.
“If you’re feeding into a screw conveyor or rotary valve, the fluidised product will flow into those areas at a consistent feed rate.
“It is also very energy efficient, as the fluidisers can be run intermittently. That’s particularly good for plants in the flour or cement industries, where resources are limited.”
The VBS vibro-aerator can come with several accessories and alternatives, including a stainless-steel version that is FDA-approved for the food and beverage industry. The fluidisers can even come equipped with a metal detectable or high temperature resistant membrane.
This variety of options is critical for OLI Vibrators, which
supplies technologies from mining toconfectionary.
With such a wide variety of materials and silos, OLI Vibrators works closely with its customers tofind the right tool for the job. Its team will meet with the site staffto learn about their process andthe characteristics ofthematerial.
Thompson said that OLI Vibratorsdoes not just offer a product, it shares its knowledge base with them.
“Because of the different industries we work with, we have a high degree of confidence in providing the right outcomes,”hesaid.

“That’s what sets us apart –our ability to provide in-depth analysis and capacity to provide an extensive range of products to fit anysituation.” “It is also very energy efficient, as the fluidisers can be run intermittently. That’s particularly good for plants in the flour or cement industries, where resources are limited.”
“For a lot of our customers, they’re walking into unknown territory. While they often know their product better than anyone, there are a lot of other factors that need to be kept in mind.
“We might not know everything about every potential product, but wehave resources available at the global levelto help analyse the situation andto find the rightsolution.


Frequent breakdowns can immediately impact your operations and lead to costly and unplanned downtime. Don’t let unreliable equipment cause delays and frustration!


Enhance operational efficiency and weighbridge performance by seamlessly equipping your weighbridge with reliable POWERCELL load cells for bulk weighing applications.
Call 1300 659 761 today to discuss our bulk weighing solutions and receive up to 10 years full warranty (parts, labour and test truck warranty inclusive).
*Terms and conditions apply
To find out more go to mt.com/vehicle




STEVE DAVIS
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.
Why do you want to store bulk materials? The capital cost of storage is high. Steve Davis explains what should be considered to get the maximum benefits with minimum problems.
create problems when stored, whether this is from the bulk properties themselves and the way in which they vary or change, or from eff ects of ambient conditions, run off and dust management.
We hear regularly of reclaim blockages, excess dust, slumps, fi res, collapsed silos and other issues. Many of the problems with storage result from incorrect assumptions in design.
Almost all bulk material storage manage surge between handling stages or processes and are part of an overall system. Examples are bins and silos to manage the disconnect between a continuous process
and truck transport, and large open stockpiles for process disconnect with trains and ships. Trucks, ships and trains are batch systems and should be loaded (or unloaded) at the highest practical rate from a pre-assembled batch for maximum effi ciency. Surge capacity would also consider the likelihood of nonlinear transportation such as with shipping, where loading and unloading is interrupted by hatch changes, and where external impacts often alter schedules. Other surge storage would be considered between two process steps to allow for up and downstream outage, diff erence in production
method, for example, a 12hour operation feeding a 24hour operation.
An example is trucking in daylight hours from a 24/7 process, where production must be stored for 12 hours and reclaim ensure trucks can be loaded as they arrive during the second 12 hours. Storage will be larger than if trucking was also 24/7, as few processes can manage batch deliveries without some surge storage to smooth the fl ow.
An extreme surge storage situation is seen on Baffi n Island, where iron ore is produced year-round, but winter ice can block shipping for six to eight months in a year.


Some storages are kept for long term contingency reasons, such as a coal fi red power station where an outage through loss of supply cannot be tolerated. These stockpiles can hold several months reserve and may require a continuous management strategy.
Other storages may be used to manage market fl uctuations, allowing accumulation when prices are at lows and draw down when prices are high. Iron ore is often stockpiled in this manner by end users.
Sequential storage systems are common for many of our large resources. Iron ore and coal in Australia, for example, will have storage prior to on-site sizing plant, and the type and size will depend on blending and pit confi guration.
loading, and a further stockpile at the customer’s port. Typically, there are two or more products which require duplication of storage, and management strategy to suit. Iron ore port stockpiles are sized to match several typical daily train loads of some 24,000t, and to match multiple typical ships with capacity of some 200,000t. Storage at Australian iron ore and coal terminals is in the millions of tonnes. The sequential system is designed to maintain a relatively constant “average” throughput, which is approaching a billion tonnes of each commodity annually.
Storage must be sized to suit the system, and the feed and reclaim methods and capacities must match potential rates from up and
of holds and loading plan. Assuming all operations in a system proceed without upset will result in the smallest storage provisions, however this is usually unrealistic. Making unrealistic assumptions to minimise cost through small storages will cause endless stop/start operation. Ignore maintenance, truck queuing, ship queuing, catch up provision, any blending or separation, weather etc. at risk. One feasibility included a value engineered 2000t bin in a large mine operation. Simple math showed at least 25,000t was required for continuous operation, and a stockpile was substituted. Defi ning storage capacity without inclusion of the associated systems is risky. For complex scenarios a discrete event simulation provides a realistic





The most complex storage scenarios are represented by Australian east coast coal terminals, where several mines rail multiple products to a port where they are assembled into cargoes for diff erent ships. There are ten coal export ports in New South Wales and Queensland. Simulation is used to design and manage these systems.
Consider what kind of storage is required: covered, enclosed or open?
Covers are expensive and keep rain off and limit dust generation. Full enclosures are more expensive and off er weather contamination and dust management. Consider fabric covers/enclosures as these are well proven and economic compared to steel and concrete. Automated fabric covered mechanical stockpiles of over 250,000m3 are in use. Multiple storage units, such as silos and stockpiles for grain, can be used. Open stockpiles have the lowest cost per tonne stored and provide some of the largest capacities. Inloading method for the bulk may impact storage method, with belt and other conveyors being common. The size of the storage will impact choice, as should the material handling properties relating to storage and time stored. Are there other material properties that must be considered? Abrasion, corrosion, chemical reactions, that prevent the use of a particular type of store.
Be realistic, a 50kt silo looks good on paper, but can it really function? Consider whether expansion allowances could be benefi cial, as some storage is easier to extend.
Are redundant systems viable or valuable for large storage facilities?
We have excellent 3D tools for assessing live and total storage for any shape, yet the capacity is often overstated by using incorrect data or relying on a 2D perspective. Ground stockpiles with machine reclaim are 100 per cent live, and provided the correct repose angle and bulk density is used, capacity is simply calculated. There are several versions of live bottom silos that also give 100 per cent live capacity for compatible bulks. Any storage with gravity reclaims including many bins and silos, conical and linear stockpile with below ground reclaim, require a detailed understanding of material properties and fl ow. Experience shows many designs assume rill (drawdown) angle is the same as repose angle, and some use incorrect angles for both, compounding geometric errors by using incorrect bulk density. Storage that is fi lled and emptied concurrently, the situation for many surge systems, must be sized assuming a working capacity, not the maximum.
When full, the upstream system must stop, when empty the downstream system must stop.
Neither option allows the storage to fully absorb surge. A recent project where the design used repose and rill angles that were diff erent from defi ned and agreed material properties showed an 18 per cent reduction in capacity over requirement. Other errors include reclaim outlet size assumed too small, fl ow assumed as mass fl ow when funnel fl ow or ratholing is more likely, wear material selection incompatibility, and even poor basis for structural design. Be wary of any design with off set loading or discharge. Material properties are rarely constant, and boundary values must be defi ned for design.
Using the highest compacted bulk density combined with a low repose angle for fi lling and reclaim will indicate a higher live volume than is practical, so storage capacity below expectation. This error is compounded when multiple in line reclaim gates are used and a single 2D view is used for calculation. All storages are 3D. Live capacity of gravity reclaimed storage is commonly overstated. Flow from bins and silos often does not meet expectation, as design ignores fl ow properties. This may look good on the Capex sheet, but as storage will be a process pinch point when too small, will not work so well for Opex and profi t. Bulk material fl ow properties are necessary for storage design.


Discuss needs with one of our Australian test organisations. Be aware that the test(s) will be completed on a relatively small amount of the material that is available at the time, and some interpretation is necessary to design for long term. Test results from a 40kg sample are not a fi nite statement of the fl ow properties of millions of tonnes of material over a 50-year period, rather an indication of the potential complexity of handling the material.
For most bulk solids, dust must be managed with storage. Legislation has increased in recent years as the risks from dust exposure are better understood. Open storage will see dust separation during stacking and reclaim and often continuous dust lift off from wind. There is little diff erence with covered storage, although containment may be better. With enclosed storage wind eff ects are
removed, however any dust generated may remain suspended, and air displacement can see dust blowing out of any gaps. Covered and enclosed storage structures can become encrusted with large quantities of dust to the point where structure integrity is at risk. Consider dust build up and removal in the design.
We are more concerned with fi ne dusts which create health impact and remain suspended longer than coarse dust. Dust can be managed, but spraying on water randomly is rarely eff ective with fi ne dust. A fully integrated dust management design is required. This may include water, foam, mist, fog and surfactant, dust collectors or scrubbers and disposal depending on the scope. Dust management systems need maintenance, or like belt cleaning, function will rapidly deteriorate.
Dust and storage can lead to explosions, for example the grain
elevator in Texas that recently destroyed itself. If the bulk forms an explosive dust, grain, coal, coke, sulphur, some fertilisers, etc., then the design must incorporate management methods to limit the probability. This will include electrical rating, preventing dust build up on structures, provision of wash down, dust collection into suitable systems, inclusion of static management practises and specialised equipment, explosion relief and other risk management. Flammable bulk storage must consider fi re mitigation. State and local legislation will often defi ne minimum compliance requirements for fi re prevention and mitigation. Understanding the Australian Building Codes and having an independent fi re assessment will reduce risk.
Safety is a key considerartion due to risks from fi re, explosion, engulfment, collapse and more that must be considered during design.



A new addition to 4B’s Jumbo bucket line o ers greater versatility and e iciency for a wide range of material handling applications.
FOUNDED IN THE UK, 4B has been providing high-quality and dependable elevator buckets for more than 50 years.
The company specialises in manufacturing components for the agricultural and industrial sectors.
Among its most popular offerings is its Jumbo line of buckets Part of 4B’s ‘high efficiency’ range, they are designed with thick corners, front face, and back wall to ensure they provide abrasion resistance and durability.
“Our Jumbo products are considered the most efficient and durable elevator buckets available in the global market today,” 4B material handling division vice president Roger Bruère said.
To offer greater flexibility for its customers’ various processing needs, the company has unveiled a 20x10inch-sized bucket.
“The new 20x10 option is ideal for high-throughput bucket elevator systems, grain loading port or train terminals or high-wear applications
About 4B
A subsidiary of The Braime Group, one of the largest suppliers of material handling components in the world. It has subsidiaries in Europe, Africa, America, Australia, the Middle East and Asia and a worldwide network of distributors, to provide customers with practical solutions for all applications at any location.

where the elevator is feeding on the downside or moving abrasive product,” Bruère said.
The bucket features a wingless design and tapered bottom to deliver extremely efficient fill and discharge.
They are also able to nest for reduced freight and storage costs.
At water level +10 per cent, the capacity of the 20x10 is 18.68L, making 700tph attainable with a single row. When installed in low profile configuration, 816tph can be achieved, with up to 2,448tph possible in a triple row configuration.
“With the Jumbo 20x10 size, it takes fewer buckets to achieve more tonnes per hour and less labour to install them on the belt, translating to lower costs.Plus, a narrower elevator leg casing can be used, allowing it to fit in tighter, more constrained spaces,” Bruère said
The new bucket can be equipped with 4B’s optional ‘Super Vent’. The company has found the Super Vent option is more efficient than Vent #3 and Vent #4 patterns. In addition to supplying the buckets, the company can partner with businesses to design new bucket conveyors and upgrade existing machines.
This design service is offered free of charge and is supported by 4B’s full guarantee.
4B Australia managing director Paul Dennis said the company’s goal is to continue offering products that enhance operational efficiency while delivering long-term value to its Australian customers.
“We are excited about the opportunities that the expanded Jumbo line, as well as the JCC-S and High Efficiency buckets, will bring to the Australian market,” he said.
Material build-up in silos and bunkers can form bottlenecks, arches, rat holes, and wall accumulations, reducing flow and storage capacity.
Over time, compaction may render conventional external methods like vibration or air cannons ineffective, necessitating a complete cleanout before using flow aids.

ESS provides a silo cleaning service using our Bin Whip. This portable device is operated remotely and designed to remove bulk material accumulations from storage structure walls.
Utilising compressed air, the Bin Whip employs specially designed flails to dislodge even the most stubborn materials.
BENEFITS OF ESS BIN WHIP SERVICE:
• Safety First - ESS technicians clean silos from outside, ensuring personnel safety during material removal.
• Maximised Capacity - Restoring storage systems allows for increased “live” material storage, optimising space.
• Cost-Effective Recovery - Extracted material can often be reused, covering cleaning costs.
• Enhanced Efficiency - Full capacity enables silos to operate smoothly at design rates.
• Hassle-Free Cleaning - The Bin Whip requires no chemicals or structural changes, minimising downtime.
• Eco-Friendly Process - Our dry cleaning method prevents waste and water contamination.
• Silo Protection - The Bin Whip protects silo interiors from damage.
ABHR learns how Allied Grain Systems and Mitchells Group plan to expand its range of bucket elevators, following a major acquisition last year.

has been designing and building grain handling and storage solutions for more than 25 years.
That expertise is what made the company stand out to the UK-based Mitchells Group. The two companies had supported each other for years, with Mitchells Group supplying Allied Grain Systems with conveyors and equipment for several projects.
Mitchells Group chief executive Mic Mittasch said he had been impressed by the Australian company’s industry expertise when it came to delivering these vital projects.
In fact, he was so impressed that late last year Mitchells acquired Allied Grain Systems.
“Allied Grain Systems has been a long-term customer of Mitchells, and I know the general manager John White well,” Mittasch said.
“I thought it would be a good fit for us. We have physical workshops and engineering business in China, the United Kingdom, North America, and are now laying down some roots in Australia.
“Mitchells has sold a lot of equipment in Australia over the years, and through Allied Grain Systems, we now have a footprint and engineering office.”
Mitchells, through its subsidiary Guttridge, has helped supply Allied Grain Systems with key equipment for several bucket elevator systems.
Key to these projects is the CTX range of bucket elevators. Designed to suit the needs of light industrial and harvest duty commercial grain storage markets, the CTX bucket elevators are ideal for applications that need intensive use during the harvest period and light use throughout the rest of the year.
The range offers throughputs of up to 100tph and is made from pre-galvanised steel for easy on-site construction.
A CTX double-leg elevator system is also available, suitable for industrial, commercial, and agricultural facilities that have pre- and post-processing streams that need to be kept separate.
By incorporating two legs within one unit, it maximises throughput without the need for additional conveyors, reducing both footprint and installation costs.
Mittasch said Allied and Mitchells’ reliability is one of the most important factors for bucket elevator systems.
“Our clients are doing high speed loading or unloading, so it’s critical they have the equipment that will run all the time, at the times they need it,” he said.
“It’s also important to deliver the capacity the client needs. Rail loaders might want to load a 3500t train within a day, for example.



“Reliability and low cost of ownership are the keys to delivering bucket elevators that deliver this.”
For situations where a traditional belt and bucket system would struggle with durability, Mitchells supplies GTX chain and bucket elevators.
These are specifically designed to handle heavy-duty applications, especially for the cement, aggregate, and mining industries.
Mittasch said Mitchells supplies the MTX range of bucket elevators for higher throughput and durability.
With capacities of up to 1500tph, the MTX range is designed to deliver consistent performance in highly demanding bulk material handling operations.
Built for strength, pillow block bearings at the head section and flange-style bearings at the boot section provide robust support for longterm operation.
Maintenance is simplified with
oversized inspection doors on the leg casing for easy access.
All of the company’s bucket elevators can be specified as ATEXcompliant, ensuring safe operation in environments where explosive materials are handled.
It also offers food-grade bucket elevators to meet the stringent requirements of the food and beverage industry.
Mittasch said the elevators are designed to be maintenance friendly and quick to repair.
“A lot of these facilities work around the clock, with only one major shutdown a year,” he said.
“They need reliable machines, which is why we use the right components and sensors to ensure everything can be quickly inspected and maintained as easily as possible.
“The components we use are market leaders, because our clients need to know they can rely on them.”
Aftersales support is also key to this offering. Mitchells currently offers its UK clients with support within 12 hours and plans to set up conveyor care support within Australia.
This will be bolstered by the existing Allied Grain Systems team, who have a dedicated service team for Australian clients.
“Mitchells Group is an equipment manufacturer, we don’t have the know-how to put a full storage facility together,” Mittasch said.
“We want to learn from Allied and take those lessons around the world. We also want to expand Allied’s reach in Australia, targeting new markets and materials.
“Our elevators can be used for pet food, malting, distilling, aggregates, fertilisers, coal, and more.
“We’ll work together with confidence and begin delivering these projects to new industries across the country.”


















TUNRA Bulk Solids consulting engineer Dr Daniel Grasser discusses the practicalities of calibrating DEM models to adequately represent the behaviour of bulk materials.
A brief introduction to DEM applications
The Discrete Element Method (DEM) is a commonly used numerical method in the bulk materials handling and mining sector. For example, DEM is a useful tool to predict the material flow behaviour, to assess the blockage potential of handling equipment and to study the build-up behaviour of material in rock boxes of transfer chutes.
In addition, quantities resulting from the material flow acting on wall liners can be analysed. This includes, for example, the resulting loads on the liners and wall pressure on bins. These loads are of interest for the assessment of wear hot spots and enable an indicative service life prediction if reference data form the mine site is available. Moreover, the velocity of the particles can be quantified and shown as flow trajectories.
DEM can be coupled with other
techniques, such as Smoothed Particle Hydrodynamics (SPH) to predict the moisture migration or fluid separation between the bulk material and a liquid phase, such as water. This is important when hang up or carry back on conveyor belts is an issue and good designs to minimise these unwanted effects is desired. Moreover, in addition to DEM, similar assessments in terms of material flow and wear can be conducted, for example, on conveyor belts using DEM-SPH.
Importantly, most of the commercial DEM packages are user-friendly. Hence, most DEM packages can be used under guidance of experts or senior users after a short learning period. However, the adequate calibration of the DEM model is often overlooked. To retain the predictive nature of DEM, which is its main purpose, a comprehensive set of thoroughly conducted independent
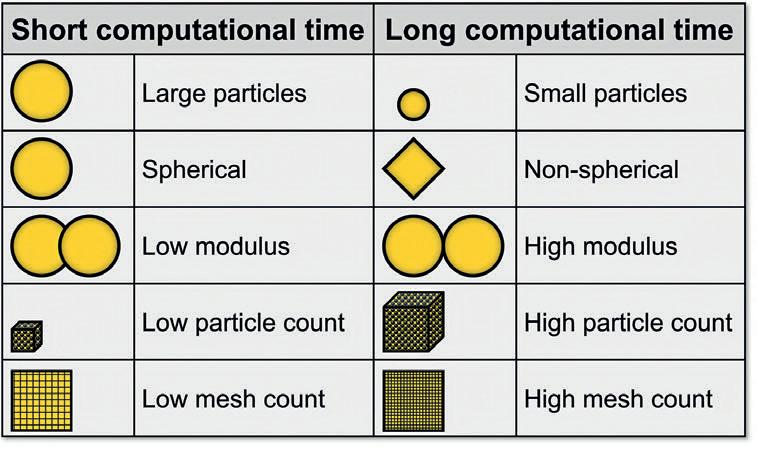
calibration tests is of utmost importance. Each of these tests must represent a different flow regime and be similar to the regimes found in the desired industrial application, for example, a transfer chute. Otherwise, the DEM model is deduced to an illustrative purpose, without substantial scientific or engineering value. This article highlights the importance of DEM calibration and provides examples of several important DEM calibration techniques for mining and bulk materials handling applications.
The Young’s modulus - sometimes referred to as contact stiffnessdetermines the overlapping distance between particles (i.e. rocks) and boundaries (i.e. a wall liner) in a DEM simulation. The higher the Young’s modulus, the larger the number of numerical steps which are required to calculate the loads resulting from these interactions. As a result, the computational efforts increase. An overview of several important DEM parameters and their effect on the computational time required to solve a simulation is given in Table 1. Hence, the Young’s modulus should be chosen to be as low as possible and as high as necessary. For most simulations, a Young’s Modulus of 107 is sufficient. However, there is no one-size-fits-all solution and the Young’s Modulus needs to be adjusted until an acceptable overlapping error is achieved. Generally, low Young’s moduli are sufficient when the bulk material is of main interest; in contrast, high moduli are required when the extraction of wall loads and pressures is desired.
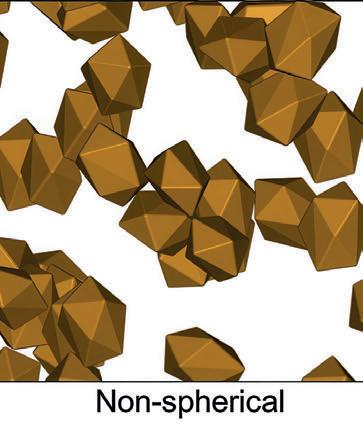
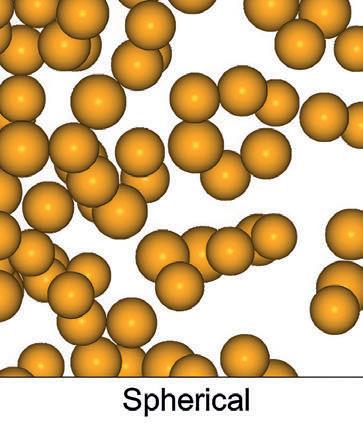
In addition to the Young’s Modulus, the particle size and shape are important factors determining the quality of a DEM simulation and the computational time required. As a basic rule, smaller particles (6 mm) and odd-shaped particle are more computationally intensive than bigger (30-40 mm) and spherical particles. At the same tonnage of handled bulk material, smaller particles lead to a higher number of particles and therefore increase the computational effort.
As a guidance, the larger the size of the particles, the higher the importance of the particle shape. Generally, the bulk material flow can be represented in a good approximation using small spherical particles, especially when a DEM parameter termed “Rolling Resistance” is applied. This parameter adds an additional momentum to each particle, hence supporting the realistic motion of the spherical particles. However, larger boulders, for example, should be modelled by implementing the actual shape. This is important to achieve a good approximation of the bulk density (i.e. solids fraction), which becomes increasingly difficult to achieve for an increasing particle size when spherical particles are used. For a realistic particle shape, no additional Rolling Resistance (value close to or equal to 0) is required, while values up to 1 are commonly
applied for spherical particles. Similar to the Young’s Modulus, the particle size and shape strongly depend on the required level of realism and can only be determined in the context of each individual application.
The Shear Box test is governed by particle-to-particle interactions and the internal strength of the material at low consolidation pressures. The test consists of a cubical box with a side wall that can be rapidly removed.
Once the side wall has been removed, the material slumps over itself and the angle of the resulting shear plane is quantified. It is vital that the width of box is significantly larger – at least 20 to 50 times – than the size of the largest DEM particle. This is important to avoid secondary effects and to minimise the effect of the wall friction, which is not part of the calibration parameters in the Shear Box test. In this test, the Coefficient of Friction, the Rolling Resistance and adhesion between the DEM particles are adjusted until the shear angle matches the experimental observation. Overall, the Shear Box test is an important test to calibrate the particle-to-particle interactions of mainly free-flowing bulk materials.
The Angle of Repose test is likely the most well-known DEM calibration test. In this test, the angle formed by a conical pile of bulk material formed by the discharge from a funnel or pipe is measured. It can be conducted as a static or dynamic test. For the static case, a quasi-static choked flow is retained. For the dynamic case, the conical pile is created by dynamically discharging the material by either
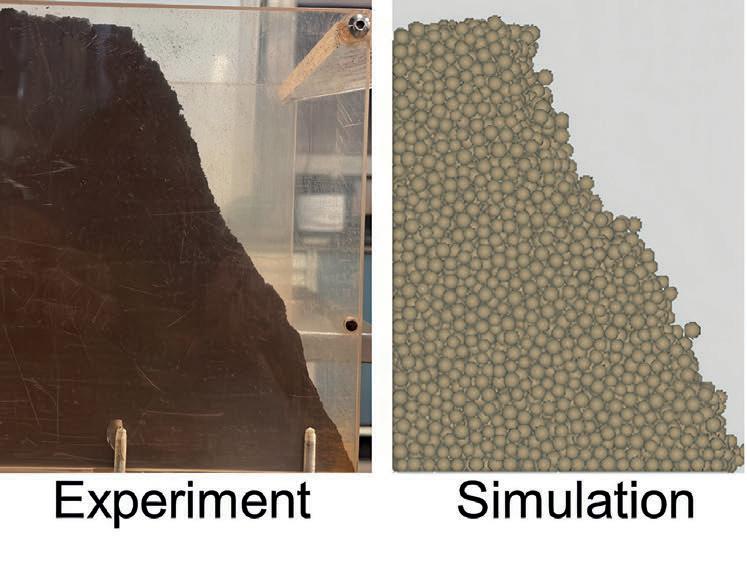
Vortex believes in offering only value-added products that are designed for purpose, rather than producing off-the-shelf, commodity components. With an in-house team of application engineers, Vortex designs for the most demanding applications.
Vortex closely studies the characteristics of thousands of dry bulk materials and how they interact with various materials of construction. We assess the wear potential for each client’s process and make application-specific modifications to ensure reliability, durability and longevity.
Our priority is to keep you up and running – because in your world, there is no time for downtime. Vortex components are engineered with in-line service features that accelerate the system maintenance process, saving your team time and money.

Vortex approaches wear parts with simple, durable design. Doing so means maintenance procedures are also kept simple while the need to perform maintenance is infrequent. This leads to a reduction in spare part inventories and a reduction in costs.
between the solid fraction and the liquid fraction, such as water. For this purpose, additional calibration tests are required. For example, bench scale tests replicating the consolidation pressure, scaled bins and conveyor belts, and vibration tests to replicate the phase separation observed on mine sites.
End users are often attracted to equipment on the fallacy of low price, ignoring the cost-benefits of reliability and longevity. Vortex believes in designing products that will out-perform and outlast market alternatives – so that end users realize the full value of their investment.
Overall, a comprehensive set of experimental tests is crucial for the calibration of a Discrete Element Method (DEM) simulation. It is essential that the DEM model adequately replicates the bulk material behaviour across different flow regimes, including quasistatic and dynamic regimes. The predictive nature of a DEM simulation, hence the success of a bulk materials handling or mining project involving DEM, depends on the quality of the calibration.
Facilities have an ethical obligation to protect against the hazards of manufacturing. Vortex closely studies trends in air quality, environmental dust emissions, workplace safety and evolving regulations. Our components are designed with these concerns in mind.

ASIA-PACIFIC’S INTERNATIONAL MINING EXHIBITION
23-25 SEPTEMBER 2025
Adelaide Showground, South Australia
Register to attend AIMEX’s inaugural event in South Australia
Satake Oceania offers comprehensive solutions for feedlot silos and storage, leveraging decades of experience and advanced technology to meet diverse needs.
• All types of feedlots are handled, ranging from small startup feedlots to larger established commercially run ones.
• All aspects of Bulk Storage, Grain Handling, and Milling equipment are provided, offering turnkey solutions if required. This includes the three different types of grain processing: Cracking, Tempering, and Steam Flaking.
• A hands-on, on-the-ground approach is taken to fully understand the client’s operation, ensuring the best solutions are offered for both short-term and long-term plans for the business.
• From design and construction to installation and ongoing service, Satake Oceania provides complete project management. Our storage systems are manufactured locally in Australia, ensuring high quality and adherence to local standards.
By leveraging these capabilities, Satake Oceania can provide robust and efficient feedlot silo and storage solutions that meet the specific needs of our clients, ensuring high performance and reliability.
Contact us now Office 02 4725 2600 info@satake.com.au www.satake.com.au