





Editor’s Choice
Superdielectrics launches next generation Faraday 2 battery
LOCTITE celebrates over 20 years of supporting future engineering talent with formula student sponsorships
Priya Lakhani OBE announced as first keynote speaker at The PPMA Total Show® 2025
Doncasters’ Groton expansion reaches major milestone with new shell line commissioning as part of $13M investment drive
Infomaniak data centre in Geneva integrates Trane heat pumps for largescale heat recovery
Experience thermography – technical lectures and demonstrations plus professional exchanges
ABB
Chile’s Antofagasta Minerals progresses new project at Centinela mine with ABB Gearless Mill Drives
Register today to confirm your attendance
Guidance automation launches payper-hour automation model to unlock productivity in manufacturing
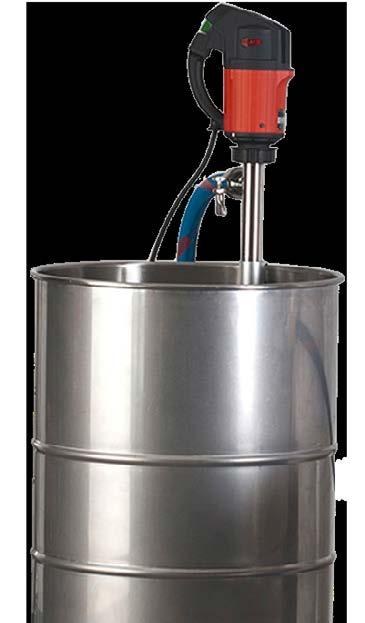
KABELSCHLEPP
Kabelschlepp Metool configures
TOTALTRAX systems for XXL filling systems







The leading source for innovators in Technology, Manufacturing and Maintenance within the Engineering & Processing industry worldwide.
Published bimonthly, a subscription to PECM magazine is essential for Process Engineers, Chemical Engineers, Instrumentation Engineers, Mechanical Engineers, Plant Engineers, Precision Engineers, Environmental Engineers & General Engineers, Companies and Organizations in the Food, Dairy, Beverage, Brewing, Semiconductor, Pharmaceutical, Biotechnology, Chemical, Oil & Gas, as well as all UK's major manufacturing units.
Every issue of the magazine contains the latest news, in-depth features, together with product innovations and case studies showing how process engineers are implementing new technologies to reduce costs and impact on the environment.
With over 158,000 readers worldwide the publication is widely read, recognized, and well respected within the Process, Engineering & maintenance industries.
A subscription to PECM magazine is the industry's 'must have' publication.
SUBSCRIBE TO 6 BIMONTHLY ISSUES OF PECM FOR JUST £27
• The magazine gets delivered directly to your door once every issue is published
• The quality of the hard copy enhances the reading experience
To Subscribe please call 01304 806039
SUBSCRIBE TO OUR DIGITAL EDITION COMPLETELY FREE OF CHARGE
Designed for the digital age, the magazine has been created for easy viewing on all electronic devices. All our issues stored in one place: get unlimited access to our previous and future issues.
To Subscribe please visit www.pecm.co.uk/subscribe



EDITOR IN CHIEF
Antony Holter editor@mhmagazine.co.uk
BUSINESS MANAGER
Josh Holmes josh@mhmagazine.co.uk
SALES DIRECTOR
Jake Page jake@pecm.co.uk Tel: 01227 937174
SALES MANAGER
Martin Richardson martin@pecm.co.uk Tel: 01304 086039
DIGITAL MANAGER
Jamie Bullock jamie@mhmagazine.co.uk Tel: 01227 936971

Please
EDITOR
Elizabeth Hutton elizabeth@pecm.co.uk
STUDIO DESIGNER
Richard Bland richard@mhmagazine.co.uk
ACCOUNTS DEPT
Alison Holmes accounts@pecm.co.uk Tel: 01227 936976
PUBLISHING DIRECTOR
Martin Holmes martin@mhmagazine.co.uk Tel: 01304 806039
DIGITAL ASSISTANT
Stacey Goodwood Tel: 01227 936971

MH Media Global Ltd. 18/20 Newington Road, Ramsgate, Kent, CT12 6EE Tel 01304 806039 l Fax: 08721 152240 l www.pecm.co.uk

The Cambridge-based energy storage technology company, Superdielectrics, has announced the launch of its next generation aqueous polymer battery, the Faraday 2.
This launch marks a major milestone in the company’s mission to revolutionise energy storage with a safer, more sustainable, and costeffective alternative to traditional lithium-ion batteries. The Faraday 2 builds on the success of the Faraday 1 prototype, being a major step towards the offering of a fridgesized residential energy storage unit capable of reducing household electricity bills by 85% or more. SUPERDIELECTRICS
Developed from advances in contact lens polymers, Superdielectrics’ internationally patented technology uses abundant, non-toxic materials and contains no critical or rare earth metals. With a full charge time of just 30 minutes, significantly faster than a traditional battery, the Faraday 2 is designed to store surplus renewable energy efficiently, enabling flexible tariffs and greater energy independence for homes. This innovation addresses the growing need for scalable energy storage across Europe’s rapidly expanding renewable energy sector, and also offers a transformative solution to
lower electricity costs, enhancing energy security.
Key advantages of the Faraday 2 include:
• Safe: Unlike lithium-ion batteries, approximately 50% of the technology is water-based, eliminating the risk of thermal runaway which is a fire-safety hazard
• Low cost: The technology does not rely on critical metals making its materials cheaper than lithiumion batteries with securer supply chains
• Sustainability: Built with readily available, materials that are easily recyclable

• Long lifecycle: Potential for even longer use than existing batteries
• Energy density potential: Currently outperforming leadacid batteries and with ongoing R&D efforts to surpass currently available lithium-ion energy storage capacity in the future
Commenting on the launch, Jim Heathcote, CEO of Superdielectrics, said:
“The launch of Faraday 2 is a major step towards a low cost and clean energy future, as well as a key milestone for us as we work towards a commercial product. As the world shifts towards renewable energy, storage is the technological bottleneck. Our technology is low cost, safe and recyclable, helping the world in the global transition to sustainable energy.”
give millions of homes access to safer, cleaner, and more affordable energy.
Julian Lennertz, Chief Commercial Officer at E.ON Next, said:
“The transition to cleaner energy is about making that energy more affordable and sustainable, and our partnership with Superdielectrics is one of a huge number of ways we are working to help customers take control of their energy by making
The launch of Faraday 2 is a major step towards a low cost and clean energy future, as well as a key milestone for us as we work towards a commercial product.
energy storage widely available. We are delighted to be a part of the Superdielectrics journey, sharing insight into how millions of customers use energy and what they need to benefit from a smarter energy system. The launch of Faraday 2 is an important milestone in the evolution of battery design using readily available materials – and is yet another world-leading innovation designed and developed in the UK.”
With the demand for renewable energy surging, the launch of the Faraday 2 positions Superdielectrics at the forefront of the global energy transition.

Earlier this year, Superdielectrics announced a wide-ranging collaboration agreement with E.ON, one of the UK’s leading energy providers. The partnership is focused on accelerating the development and deployment of Superdielectrics’ battery solution, with the next step being the creation of larger prototypes that can be trialled in customers’ homes. This collaboration aims to For further information, please visit www.superdielectrics.com
Thermal fluid specialist, Global Heat Transfer, has launched a new synthetic heat transfer fluid, Globaltherm® DBT, designed for use in the liquid phase within closed, forced circulation heat transfer systems. Suitable for a wide range of industrial process applications, including chemical and plastics applications — the fluid offers a reliable, high-performance solution for managing temperature.
Globaltherm® DBT is an energy efficient, organic heat transfer fluid that promises consistent, safe heat delivery from -5°C to 350°C without the need for system pressurisation. The fluid offers precise, reliable temperature control across a wide operating range, making it suitable for both heating and cooling applications.
Designed with system compatibility in mind, the fluid is interchangeable with similar products, allowing manufacturers to upgrade without the need to modify existing equipment. This makes it a suitable option for those looking to improve system performance while avoiding costly downtime or engineering changes.
“This is about giving process engineers more control, more uptime and less hassle,” said Dave Dyer, technical sales engineer at Global Heat Transfer. “Globaltherm® DBT has a high boiling point, excellent thermal stability and a low viscosity, all key for reliable performance in high-temperature systems.”

The new fluid is developed for use in closed loop, unpressurised systems, which lowers the risk of leaks, stress on system components and energy loss. It also performs well at startups in colder conditions, reducing the need for heat tracing. When even lower temperature performance is required, it can be safely blended with Globaltherm® L to lower viscosity and ensure reliable flow.
The fluid is non-corrosive and compatible with standard industrial materials, including stainless steel, polytetrafluoroethylene (PTFE) and graphite seals. It operates cleanly, without forming sludge or carbon deposits when used within recommended conditions, making it well suited for long-term use in critical process environments.
Globaltherm® DBT users can also access Global Heat Transfer’s heat
transfer system management programme, Thermocare®. This service includes regular testing and analysis to track fluid condition, allowing operators to identify problems early and avoid more serious system issues. It’s a proactive approach to thermal fluid management that supports longterm system reliability.
“We developed Globaltherm® DBT with the realities of industrial downtime in mind,” added Dyer. “When your process relies on consistent heat, even a small performance dip can have a big impact. This fluid is about helping teams keep production running smoothly — and focus on output, not troubleshooting.”
To find out more about Globaltherm® DBT, or to speak to a thermal fluid specialist, visit the website or call +44 (0) 1785 760555.
For further information, please visit www.globalhtf.com

Schmersal now offers a complete range of innovative command and signalling devices specifically designed for hygiene-sensitive environments in the food processing industry.
Engineered for maximum cleanliness and reliability, these devices feature seamless transitions between sealing elements and surfaces, no protruding parts makes them exceptionally easy to clean. Their robust design withstands high-pressure washdowns and aggressive cleaning agents, meeting the highest hygiene standards.
With 147 device options available including mushroom pushbuttons, selector switches, and potentiometer-rotary switches you have the freedom to configure your control panels exactly how you need them.
Whether you are upgrading existing systems or building new equipment, this range offers the flexibility to design a safe and hygienic human-machine interface that fits your exact requirements.
For added customisation, all devices can be supplied with individual laser marking, including your company logo.

SCHMERSAL | Enigma Business Park Malvern, Worcestershire, WR14 1GL
www.schmersal.co.uk
uksupport@schmersal.com
As an approved TUV trainer representing ROSS Controls for the Certified Functional Safety Expert (CFSE) training program, I am honoured to share insights into this pivotal course designed for professionals in the realm of electrical and fluid power safety systems.
In today’s industrial landscape, the integration of electrical and fluid power safety systems has become increasingly complex. This evolution necessitates a profound understanding of functional safety to ensure operational efficiency, employee safety and compliance with international standards. The CFSE program is meticulously crafted to address this need, equipping participants with the expertise to evaluate, design, and implement robust safety functions across diverse technologies.
Our curriculum is structured to provide a holistic understanding of overall functional safety:
• Hydraulics and Pneumatics Engineering: This course expands on fluid power safety systems not covered elsewhere. Participants explore the intricacies of hydraulic and pneumatic technologies, emphasising their safe integration and operation. Attendees are taught how validation and verification of safety systems are performed to verify the correct performance levels are achieved.
• Electrical Safety Engineering: This module delves into the principles and applications of electrical safety in
In today’s industrial landscape, the integration of electrical and fluid power safety systems has become increasingly complex.
machinery, laying the foundation for understanding potential hazards and mitigation strategies.
• Practical Safety Functions Workshop: This hands-on workshop bridges theory and practice, allowing attendees to apply learned concepts to real-world scenarios, thereby solidifying their understanding.
• Final Examination: Culminating the training, this assessment evaluates the comprehensive knowledge acquired, leading to certification upon successful completion.
1. Global Recognition: Achieving CFSE certification signifies adherence to internationally acknowledged functional safety standards, enhancing professional credibility.
2. Enhanced Competence: The program delves into international standards such as EN ISO 13849 and EN IEC 61508, equipping participants with the knowledge to implement and manage safety protocols effectively across fluid power and electrical safety.
3. Career Advancement: Certified professionals are often preferred for
roles requiring expertise in safetycritical systems, opening avenues for career growth across various sectors.
4. Practical Application: The inclusion of workshops and real-world scenarios ensures that participants can translate theoretical knowledge into practical solutions, directly impacting workplace safety.
5. Compliance Assurance:
Understanding and applying the principles taught in the CFSE program aids organizations in adhering to legal and regulatory requirements, thereby mitigating risks associated with noncompliance.

6. This course is the first to cover fluid power safety, making it an industry first, which in turn allows users to be informed and proficient in pneumatic and hydraulic safety systems.
In an era where industrial safety is both a moral obligation and a regulatory mandate, the Certified Functional Safety Expert training stands out as a pivotal program for professionals aiming to excel in this domain. The comprehensive curriculum which includes fluid power and electrical safety, coupled with global recognition, not only enhances individual careers but also contributes significantly to the overarching goal of safer industrial practices worldwide.
I encourage all professionals involved in the design, development, and maintenance of industrial systems to consider this certification as a means to elevate their expertise and contribute to a safer working environment.
ROSS Pneumatrol enhances machinery safety through tailored fluid power solutions.
With over 100 years of expertise in fluid power safety, ROSS Pneumatrol delivers trusted, innovative solutions that help industries worldwide meet evolving machinery safety standards and operational demands.
Our Services
Training on machinery safety including a TUV-Approved Certified Functional
Safety Expert Training
Machinery conformity and LOTO audits
Machinery Risk Assessments
Class-Leading Safety Valves
Installation Services
ROSS Pneumatrol’s machinery safety services leverage global expertise, offering certified training, conformity audits, and tailored solutions that meet international standards. Our experts help clients achieve compliance and operational excellence across diverse industrial sectors
For More Information Visit Our Website
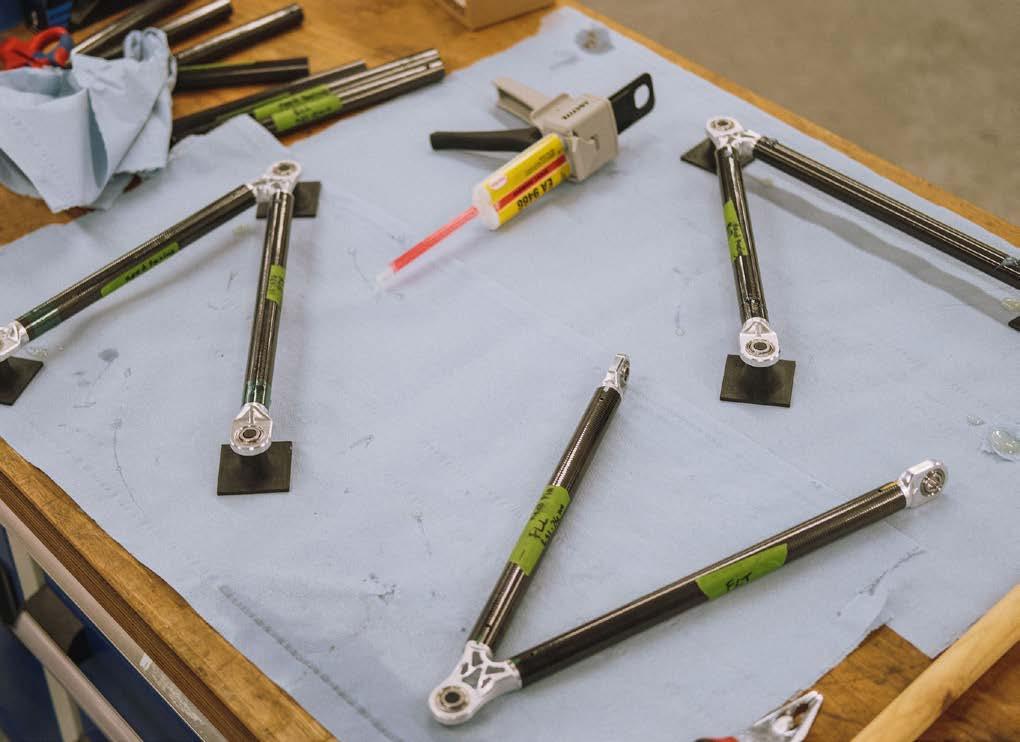
LOCTITE, the global leader in adhesives, sealants and functional coatings, is proud to continue its longstanding sponsorship of Formula Student – the UK’s most established educational engineering competition, run by the Institution of Mechanical Engineers. With more than two decades of involvement, Henkel brand LOCTITE continues to help university teams bring
their innovative race car designs to life with its trusted adhesives and technical know-how.
Taking place this July at Silverstone, Formula Student provides students from around the world with the opportunity to develop, build and race a single-seater car, applying their academic knowledge in a highly practical and competitive

environment. The event attracts more than 100 university teams globally and is widely regarded as a launchpad for careers in motorsport, automotive and advanced engineering.
LOCTITE continues to support student teams by providing advanced adhesives for use in structural, composite and powertrain components, alongside application advice and engineering support.
This year, several teams have benefitted from LOCTITE’s sponsorship, including York and Kingston universities.
“LOCTITE’s support of York Formula Student has been instrumental in advancing our manufacturing processes while ensuring the highest quality standards,” said Tom Comrie, Team Principal of University of York’s racing team. “Most notably, the unique properties of their HY 4070 adhesive have enabled us to securely and reliably bond the Impact Attenuator to the vehicle, giving us full confidence in its performance under all conditions. Their products have not only expanded the team’s engineering capabilities but also supported our commitment to rigorous safety standards.”
Beyond individual applications, LOCTITE’s continued support gives teams access to both materials and expert guidance, allowing them to solve complex engineering problems with confidence. Whether bonding composites or securing critical assemblies, LOCTITE
support and advice allowing us to select the correct products for our project.
LOCTITE’s support of York Formula Student has been instrumental in advancing our manufacturing processes while ensuring the highest quality standards
products have become a trusted part of many teams’ build strategies across the competition.
“The sponsorship from LOCTITE has been invaluable to our team,” added Cameron Thomson, Team Lead of Kingston University’s racing team. “Their support has enabled us to improve the quality and reliability of our car’s bonded components, particularly in our composite suspension design, with technical
“We use several LOCTITE products – from EA 9466 epoxy adhesive for our bonded composite wishbones to LOCTITE 638 bearing retention compound, used in a multitude of assemblies across the car. It’s a partnership that’s helped push the team’s engineering innovation even further and provided us with the confidence to take on new challenges.”
“We’re proud to continue supporting Formula Student and helping the next generation of engineers bring their ideas to life,” added George Hickey, Market & Customer Activation Manager at Henkel. “This initiative not only showcases exceptional technical talent but also reflects the spirit of innovation and collaboration that drives our industry forward.”
LOCTITE is committed to empowering the next generation of engineers through both educational initiatives and hands-on technical support. Its involvement in Formula Student is part of a broader mission to go ‘Beyond the Bond’ to foster innovation, encourage sustainability, and build practical engineering skills that support future mobility challenges.

For more information about Formula Student, visit: https://www.imeche.org/events/formula-student
Priya
Lakhani OBE announced as first keynote speaker at
Organisers of the PPMA Total Show®, which returns to the NEC, Birmingham in September, have announced the first keynote speaker for the event: Founder CEO of AI and education technology firm CENTURY, Priya Lakhani OBE.
Visitors to the UK’s biggest processing and packaging machinery, robotics and industrial vision event, which takes place from 23-25 September, will have the opportunity to hear Priya’s keynote speech, AI Everything Everywhere All at Once, on the first day of the show.
Now in its 38th year, the PPMA Total Show® 2025 will showcase more than 350 exhibitors and 1,500 brands, giving attendees access to cuttingedge technology and solutions to optimise performance, reduce costs, and future-proof their businesses.
Organised by Automate UK, the PPMA Total Show®, offers live equipment demonstrations, valuable insight into innovative technologies and networking opportunities to industry professionals from across the entire manufacturing spectrum.
Scott McKenna, Chief Operating Officer for Automate UK, said: “When registrations for the PPMA Total Show® opened last month, we promised visitors access to unique expert-led seminars, and we are thrilled to have secured Priya to deliver the first keynote address at the event.
“As the founder of an award-winning AI and education technology
Most recently, Priya was selected by the World Economic Forum as a Tech Pioneer for her pioneering AI work at CENTURY.
company that develops learning tools for schools, colleges, universities and employers across the world, Priya’s work and knowledge is inspiring, and her presentation aims to demystify AI and leave attendees AI confident and ready to leverage the technology to its full potential.
“Her speech will include use cases and provide key strategic questions for visitors to apply within their own organisations, and we anticipate a great deal of interest from visitors keen to benefit from her expertise,” he added.
The co-host of BBC News’s flagship AI programme, AI Decoded, Priya’s experience is extensive. Further to having launched a successful FMCG business in 2008, Masala, which through its charitable foundation provided millions of meals and 35,000 vaccinations to the underprivileged in India and Africa, Priya went on to be appointed to the UK government’s AI Council in 2019. Priya then cofounded the Institute for Ethical AI for the education sector, prior to being appointed as Non-Executive Board Member to the UK Government Department for Digital, Culture, Media
register, visit: www.ppmashow.co.uk
& Sport (DCMS), with specific focus on online safety and technology.
In 2023 she was an advisor to Patrick Vallance for his Pro-innovation Regulation of Technologies Review and currently advises the government as a member of the Prime Minister’s Council of Science and Technology. Most recently, Priya was selected by the World Economic Forum as a Tech Pioneer for her pioneering AI work at CENTURY.
Last year’s event has been shortlisted as a finalist in the Best UK Trade Show category at the AEO Excellence Awards 2025, and Automate UK have pledged to deliver a show that exceeds expectations this year, with an itinerary of expert speakers, a networking reception and a series of live demos to showcase the latest technology solutions.
One of the standout successes of The PPMA Show® 2024 was Innovations Eleven – a brand-new live demo theatre, in which 11 selected exhibitors launched new technology directly to attendees. The PPMA Total Show® 2025 will expand on the success of this initiative, with the live demo theatre being broadcast in real-time via PPMA Total Show TV.
In addition, expert-led daily innovation tours will be hosted for visitors to expand on the technology being showcased and show them how to harness it within their own businesses.
Attendance for The PPMA Total Show® 2025 is free.

Epoxy resins are well known for their difficulty in pumping. This can be down to several factors ranging from their high viscosity, and sensitivity to shear wot the speed at which they can set when mixed leading to pump clogging or seal failures.
North Ridge were contacted by a company planning to fill small moulds to manufacture test pieces before going into production, using a process known as resin transfer moulding or RTM.
What is resin transfer moulding?
This is a highly effective lowpressure moulding process used to produce fibre plastic composite parts with high levels of strength and durability. The method involves injecting a mixture of resin and catalyst into a closed mould containing dry, semifinished fibre parts in a preform or fibre pack.
They were looking to fill moulds at a low, predictable flow rate at a controlled pressure which was kept within a tight tolerance and ensure that any fibres pumped within the resin were not pumped at high pressures leading to distortion within the mould leading to premature failure of the test piece.
We selected and specified our DS-M/Lab pump - a small low flow peristaltic metering pump. It’s the ideal option for a low flow, small scale application like this and many other laboratory and pharmaceutical uses including:

• Processing
Precise drug flow control, chemical engineering and injection, corrosive liquid transfer, laboratory reagent and buffer distribution, and sampling
• Microbiology laboratories Distribution of culture media, buffers, diluents and a variety of sterile solutions
• Medical and biotech
Infusion, dialysis, extracorporeal circulation and high-purity liquid analysis
Featuring a quick hose replacement pump head, it has been specially designed for applications where easy and quick hose replacement is vital, without operators needing any tools or training.

To replace the hose simply:
1. Close the valve of the feeding chemical
2. Push the grey hose holding clips apart and release the pump head
3. Pull out the hose and replace
4. Press the clips together on the pump head
It’s also self-priming, works on a single-phase power supply and can run dry without damage.
The DS-M/Lab pharmaceutical peristaltic pump enables users to ensure full traceability and guaranteed results, as one tube is used per chemical, mixture, flavour or dye. As there are no seals present in the pump head, there is zero chance of leakage and should the tubing require replacing, it can be in minutes.
In addition, the client requested that the pump could be reversed if necessary. So this pump has a builtin inverter which allows operators to speed up, slow down or reverse the unit if required.
If you have an application requiring the transfer, circulation or injection of fluids and are looking for an easy-to-maintain solution, speak to North Ridge Pumps to see how we can help.



In fact, we have a whole range of non-clog metering pumps which will give you incredibly precise measurement of gaseous, viscous and shear-sensitive fluids without any loss of flow.
We’re North Ridge Pumps, the UK’s largest pump supplier with over 25 years’ experience. We’re expert at specifying exactly the right pump for every client – not just an off-the-shelf, one-size-fits-all solution.



That’s probably why we’ve completed over 2,000 successful projects for clients all around the world. You can read case studies at www.northridgepumps.com


If you work with commercial refrigeration here in the UK, you’ve probably clocked the rise of the ECR2 motor. Over the years, I’ve seen a lot of kit come and go, but the ECR2 was a genuine shift for our industry. Here’s why. It’s not just about slapping a new, high-tech fan motor into the cabinet. Real value kicks in when you pair it with expert support and technical know-how, think Axairlevel support, not just any wholesaler.
So, what’s the fuss about the ECR2 motor? For starters, it’s a step-change in efficiency. This little beast uses up to 74% less power than the old shaded pole motors we’ve all battled with, meaning fatter savings on your energy bills and a nice bonus for your sustainability tick boxes. Quiet as a mouse, runs cool, and has a fieldtested lifespan of well over a decade. That’s not just marketing fluff, either, a design life of at least 10 years and up to 99.97% field reliability is a big deal for anyone who hates unscheduled downtime.
Now, the ECR2 isn’t just tough, it’s versatile too. We’re talking IP67 ingress protection (that’s proper waterproofing for all those drippy cold stores), quiet operation and it’s got food-grade options for those of us working in food service or medical storage. Got a system that needs ATEX compliance? That’s baked in too, so it’s safe for volatile refrigerants. And with multi-voltage capability, you won’t get caught out on a retrofit or a new install.
Here’s where people trip up, thinking the component is the whole story.

It’s not. The real differentiator comes from who you buy it from. That’s where a supplier like Axair comes in, suppliers that aren’t just box shifters. With a team steeped in refrigeration system design and practical integration, we dig into your application, help you nail the right variant, mounting, and control setup. This saves you from bodged installations, mismatched controls, or those “why’s it not working?” headaches that cost time and money.
Because, let’s face it, every hour of downtime has a measurable cost. Axair puts a lot of stock in pre and after-sales support. We’re not just there to take your order and move on. If things go sideways or you want to upgrade later, you’ve got someone on the other end who understands the details and troubleshoots fast. You get help with technical queries, spare parts, and even proactive advice, things you only get from dealing with a real partner.
It also pays off in compliance. With new regs popping up on energy, safety, refrigerant types, having a
technically competent supplier can save you from nasty surprises down the line. Axair’s team make sure everything’s up to scratch from day one, and if you’re ever audited or upgrading to greener tech, you’re not scrambling.
And, if you’re ever in a pinch for spares, or planning ahead like the smart operators do, you can find ECR2 motors and complete fan packs in stock for quick delivery. You’re not passed to customer service, Axair is geared up for fast turnaround and real, live technical assistance if you need it.
Long story short? The ECR2 motor alone gives you top-tier efficiency, reliability, and compliance. But the true edge, the bit your future self will thank you for, is buying from a team that has your back with deep knowhow and hands-on support.
If you’re in the UK and need advice, spares, or support, get the partnership and expertise that keep businesses running smooth with Axair.


We’re transforming how our customers achieve energy savings, reliability, and compliance in every application. At Axair Refrigeration, our technical expertise means more than just supplying products: we work side-by-side with you to solve heating, cooling, and system integration challenges, ensuring every component solution is tailored for your unique needs. From food retail and cold storage to pharma and process cooling, we’re redefining what’s possible, making refrigeration smarter, more sustainable, and always customerfocused.

With a huge variety of products needing to be handled, when it comes to the food processing industry, no two pump requirements are the same. Getting the right pump, rather than just one that “does the job” is the key to saving yourself from excessive wear, unnecessary maintenance, product waste, process failures and energy costs. This case study is an example of the importance of just that.
Castle Pumps Ltd were approached by a manufacturer of ready to drink cocktails who were looking for pumps for various stages of their cocktail production. They had already installed two pumps supplied by Castle Pumps for the transfer of flavourings, and after six months of excellent service were ready to look at all of their other transfer processes, all with differing challenges meaning differing pumps needed to be specified.
They were looking for seven pumps for the transfer of the finished cocktail products from container to container; an individual pump for each of the premixed cocktail products they offer.


They also required a single pump for transferring 55% proof alcohol that needed to be easily transportable around the plant to dispense at various locations and two pumps for handling cleaning solutions as part of their canning machines’ Clean in Place system.
When it comes to alcohol transfer, flexible impeller pumps are a go to pump design which is what Castle Pumps specified for the seven pumps. Firstly, they are a common cost-effective solution for food transfer applications where the fluid is not being pumped at high pressures, which this application wasn’t. To satisfy the hygienic requirements of the manufacturer, they were specified with a food grade Neoprene impeller, compatible with the alcohol products and Tri-clover connections that meet ISO 2852
standards for hygienic couplings. Secondly when it comes to the handling of drink products, it is often important that the pump applies low shear during the transfer process, which the flexible impeller design does. This is because a pump such as a centrifugal which applies force that agitates the product can lead to frothing and the impact on taste.
For the pump required to pump the 55% proof alcohol there were some additional requirements. The first point Castle Pumps recognised was that we needed to supply the flexible impeller pump with an ATEX motor due to the flammable nature of the fluid. In addition, dry run protection was specified to prevent any overheating to further limit the risk of potential sparks in the environment. With portability a key factor, the pump was supplied trolley mounted for ease of transportation and supplied with an inverter to allow it to be run at different speeds when transferring different quantities from different tanks.
For the two pumps that were being used to transfer cleaning chemicals, the main factor was ensuring material compatibility with the solutions in question. The pumps were also supplied with a reverse operating switch to allow retrieval of any excess chemical in the delivery hose back to the tank.
If you’re looking for the right pump to deliver your process or perhaps have a challenging fluid you need to transfer, contact the pump exerts at Castle Pumps.

Pump smarter, not harder. Use our 15 years’ experience to save excessive wear, process failures, product waste & operator time.
✓ Solid-laden, viscous fluids without clogging/wear
✓ Safe handling of chemicals, fuels & flammables
✓ Highly accurate dosing of chemicals & ingredients
✓ Difficult to pump or delicate, shear sensitive fluids
✓ 99.98% barrel emptying to prevent product waste
✓ FDA & 3A models for food and hygienic applications
Contact our technical sales engineers now!



Doncasters’
Doncasters is proud to announce the successful commissioning of a brand-new, fully automated shell line at its Groton facility - a major milestone within its 2025 Performance Improvement Plan and a key advancement in the company’s long-term manufacturing strategy.
The $13 million capital investment expands the Groton site’s operational footprint by 17,000 square feet and introduces next-generation automation and environmental control systems.
Equipped with three high-precision 6-axis robots and the industryleading IC-Crystal Shell Management System, the new line significantly enhances production capacity, part quality, and operational reliability.
“Our new fully automated shell system isn’t just a machinery upgrade—it’s a strategic leap forward,” said Mike Looney, General Manager at Doncasters Groton.
“This investment dramatically enhances our efficiency, precision, and capacity, enabling us to take on more complex, high-volume aerospace products. It positions us to meet rising industry demand and deliver unmatched quality to our customers around the globe.”
The former shell system - installed in the 1980s - suffered from limited capacity, minimal process control, and frequent downtime due to heavy reliance on manual operations. The new system addresses these challenges with the following benefits:

• Quadruples output capacity - from 10 molds per day to 40 hangers per day
• Minimizes process downtime through full automation and telemetry-enabled quality tracking
• Improves mold quality with precise sanding and dipping performed by 6-axis robotic arms
• Reduces operating costs via advanced environmental controls and efficient processing
• Accelerates turnaround times through stable, rapid drying and optimized shell handling
Key System Features
• 6-axis robotics: Greater motion control reduces mold damage and ensures a superior surface finish
• IC-Crystal Shell Management: Tracks all critical-to-quality
parameters—slurry conditions, equipment status, and environmental controls
• Environmental precision: Maintains strict temperature (±2°F) and humidity (below 20%) to prevent shell defects such as splits or cracks
• Engineered core packs: Eliminate manual handling, freeing up operators to focus on skilled tasks
• Low-maintenance upgrades: New systems replace high-impact equipment like fluidized beds and vertical sanders with more sustainable alternatives.
To date, 48 molds across 6 part families have been successfully substantiated in the new system.
The first phase of legacy system decommissioning is nearly complete, with final demolition expected by October.









Menzel Elektromotoren has been certified for the production of large squirrel-cage motors in ignition protection type Ex p pressurization for operation in zone 1 hazardous areas where an explosive gas/air mixture is likely to occur in normal operation. The test specimen, a compressor motor for the petroleum industry, underwent a gas displacement test (test of the air purge system), leak test and pressure test. The German technical inspection service TÜV Nord comprehensively tested and certified the construction method. To win the approval, the manufacturer had to prove its ability to control the purging air flow for all its relevant motor series in such a way that no gas pockets remain inside the motor casing. Menzel can apply this manufacturing procedure to stock motors in a wide output range and is thus able to flexibly and quickly provide competitively priced Ex p motors featuring the product categories 2G and 3G. Pressurized motor construction is typically suitable for squirrel-cage motors from 400 mm shaft height. It is available for all voltage ranges and with air-to-air or air-to-water heat exchangers (cooling types IC 611, IC 616 or IC 81W).
An air-purge system allows potentially flammable gases to be removed from the motor frame before the motor is started and to maintain a constant positive pressure during operation to prevent the ingress of explosive gases. The terminal boxes feature the ignition protection type Ex eb increased safety.

Plant operators often face the challenge that they cannot find suitable replacements for obsolete motors. The choice of explosion-proof drive systems in particular is limited. Up until now, the only alternative was to buy a standard motor with the required explosion-protection rating and adapt the installation site and/ or driven machine, sometimes at considerable time and expense. Menzel’s certification for the construction and manufacture of protected motors now gives customers more freedom of choice and flexibility. The German manufacturer specializing in large electric motors always configures motors for the individual application and installation conditions. Likewise, the air purge system for pressurized motors
is individually calculated and implemented, ensuring that the finished systems meet the highest safety standards.
For a petrochemical company, Menzel has recently manufactured an Ex p compressor motor based on its MEBKSL series, which matches the original motor in all mechanical and electrical interfaces. The compressor motor for an oil refinery is labeled II 3G Ex pzc ec ic IIC T3 Gc for zone 2. It has a rated voltage of 6000 V and a rated output of 1635 kW. Before shipping, the motor was rigorously tested in the company’s inhouse test facility, including load and type testing.
Menzel’s Ex p motors were named the Product of the Year in the 2023 AEMT Awards
For further information, please visit www.menzel-motors.com/pressurized-exp-motors-zone1-operation/


Electrical and maintenance engineers have no time to waste. So, an AVT (absence of voltage test) safety solution which takes almost no time to use and can save them hours – is too good to miss out on. If it also saves money on the cost of maintenance, downtime and lost production, then ignoring it would be shocking.
As all engineers know, before any maintenance can be carried out, the panels have to be disconnected from the power source and have their absence of voltage verified. Disconnection is relatively quick and easy, but the traditional method of verifying absence of voltage is slow, complex, and open to error, complacency and risk.
Panduit’s AVT system minimizes the risk of electrical hazards by confirming that any electrical cabinet is voltage-free before allowing access. Compared to other portable test instruments, plant operators, machine builders and onsite engineers and electricians can check whether an electrically safe environment is present with the touch of one button.
VeriSafe 2.0, automatically ensures that the entire test process is followed for every single test. With a push of a button, operators can achieve tested safety in both 3-phase and 1-phase applications in the extended voltage range up to 1000 V for AC and DC applications. The fail-safe design uses active indicators for plant status and complies with SIL 3 (IEC 61508-1) safety functions. According to the NEC, specified in NFPA 70E, an electrically safe environment must be ensured

1. The system confirms power is available to perform the test
2. Checks health of key circuit elements
VeriSafe 2.0, automatically ensures that the entire test process is followed for every single test
before working with electrical installations without voltage, and the measurement procedure is precisely defined.
Panduit’s solution complies with industry requirements and simplifies the process, saves time and money:
The highly visible and large clear externally mounted test unit, normally positioned on the equipment cabinet door, is easy to use and follows a high effective process: What happens during the test?
3. Verifies threshold circuits in tolerance
4. Checks on known voltage source
5. Verifies connectivity
6. Verifies threshold is under 3V.
VeriSafe 2.0 is ideal for 480/600V CAT IV applications including outdoor, service access and all power distribution equipment including frequency converters and remote motor disconnect switches. The extended VeriSafe increases the possibilities to protect the entire electrical area. If desired, the isolation module can be easily integrated into control systems via redundant semiconductor signal outputs (SIL 3). In addition, a network module for real-time diagnostics and performance reports is available.




Trusted by professionals worldwide, Teknomek manufactures hygienic furniture and equipment tailored to the highest industry standards.
Partnering with premium UK brands to provide trusted lab equipment, we ensure that you always get the high quality Teknomek service you rely on.
• Uncompromising quality & service
• Innovative & bespoke designs
• Premium products at exceptional value

Vision Engineering, a UK based manufacturer of ergonomic microscopy and digital 3D visualisation technology unveils the EVO Cam HALO, a new 4K digital microscope that redefines the standard for clarity, precision and consistency in inspection and measurement tasks.
Suitable for a wide range of inspection applications, EVO Cam HALO combines stunning 4K image quality with advanced, adaptive illumination, and new intelligent software, empowering users to capture the most challenging details with unparalleled accuracy.
HALO’s key features include 4K resolution which reveals previously obscured details with remarkable clarity, ensuring nothing escapes the user’s view. A Super-Wide Dynamic Range ensures the user captures images with exceptional brightness and contrast, even in challenging lighting conditions. Additionally available with HALO comes a new enhanced Illumination package, including a quadrant light, panel light, and white/UV light, to optimise illumination for a variety of inspection needs.
New Intelligent Hardware and Software automatically detects lenses and adjusts magnification settings, ensuring seamless workflow and accurate results. Real-time insights are available providing intuitive image capture, measurement, and analysis tools, enabling faster and more informed decision-making. Vision Engineering’s popular 360 Direct/ Oblique Viewer also works with
HALO, enabling users to inspect details from different angles, revealing hidden features that would otherwise be inaccessible.
HALO is suitable for a wide range of applications, including Medical Devices Manufacture and testing especially in the practices of inspecting translucent tubes, electro-polished devices, and other medical components with enhanced clarity and accuracy.
It is also effective at capturing fine details on small, reflective metal parts for precise inspection and quality control – perfect for Micro Mechanics. In the laboratory HALO cam improve the examination of Petri dishes with translucent samples, enhancing contrast and



clarity for detailed analysis, and in Industrial Manufacturing, intricate assemblies, solder joints, and other components are inspected with much improved precision and efficiency.
Pricing and Availability: EVO Cam HALO is available for purchase from April 2025, with configurations starting at 6500GBP.
Commenting on the launch, Paul Newbatt, Group Sales and Marketing Director at Vision Engineering says “We are delighted to bring EVO Cam HALO to market, confirming our reputation for innovation, whilst improving the inspection performance available within digital microscopy. 4K image quality plus fully controllable lighting and flexible software available in multiple configurations means that our customers in a wide range of sectors can easily choose the most accurate and consistent
HALO’s key features include 4K resolution which reveals previously obscured details with remarkable clarity, ensuring nothing escapes the user’s view.
digital system for their inspection requirements.”
Vision Engineering Ltd is a global leading-edge designer and manufacturer of patented ergonomic stereo optical and digital instruments, used for inspection, manipulation, measurement, and
analysis of manufactured parts, by many of the world’s leading manufacturers and their extended supply chains.
Vision Engineering’s contract manufacturing division offers comprehensive contract manufacturing, design, and commercialisation packages, giving customers access to the latest technology, as well as a team of experienced designers and engineers.
Founded in 1958 and wholly Britishowned, Vision Engineering’s Global HQ, design, and manufacturing facilities are based in state-ofthe-art modern premises in Woking, Surrey, UK, with extensive manufacturing facilities in the UK and the US. Regional sales and tech support offices are located throughout North America, Europe, and Asia, supported by a fully trained network of distributors.
For more information, please visit www.visioneng.com/products/digital-microscopes/evo-cam-halo
Officially inaugurated in January 2025, the Infomaniak data centre in Geneva, Switzerland sets a new benchmark in sustainable digital infrastructure. Uniquely located in a residential neighbourhood, this underground facility — built beneath a 150-apartment eco-district — has no visual impact on the landscape. Powered entirely by locally sourced renewable energy, it recovers waste heat and recycles 100% of the energy it consumes into usable thermal energy.
This project marks a key step in the regional energy transition, transforming a traditionally energyintensive facility into an active example of circular energy use.
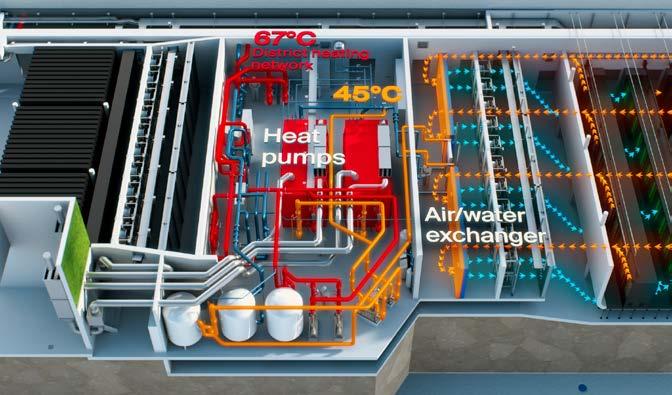
Designed to accommodate around 10,000 servers at full capacity in the 1800 m2 basement area of a residential neighbourhood, the data centre operates with a highperformance waste heat recovery system enabled by Trane® XStream™ RTWF heat pumps. This technology plays a crucial role in recovering and converting the low-temperature heat
energy emitted by servers, inverters, ventilation, and other elements of the data centre infrastructure into a valuable resource for the nearby community. The use of heat pumps allows Infomaniak to utilise energy that would otherwise be wasted, enabling them to supply the recovered thermal energy to the city’s district heating network, enough to heat around 6,000 Minergie-A homes in winter or provide daily five-minute showers for 20,000 people in summer.
All the electricity consumed by servers, inverters, ventilation, and other components is entirely converted into low temperature heat, which is then boosted by Trane heat pumps and injected into the canton’s district heating network, providing hot water for thousands of households year-round. At full capacity the data centre generates an estimated annual output of 1.7 MW or 14.9 GWh. By using energy
that would otherwise be lost, the system helps avoid the combustion of 3600 tCO2eq of natural gas or 5500 tCO2eq of pellets per year. This also eliminates more than 200 heavy vehicle trips annually to transport the pellets, further reducing emissions and particulate pollution associated with vehicle fuel combustion.
This project serves as a practical, replicable model for sustainable energy practices within the data centre and technology sectordemonstrating the potential for information and communication (ICT) infrastructure to be seamlessly integrated with residential areas. Infomaniak has documented the full operation of this world-first innovation in open source, in collaboration with EPFL, IMD, and the University of Lausanne, as part of the E4S program on the website d4project.org
Infomaniak’s data centre cooling system operates without traditional chillers, relying instead on two innovative modes that eliminate the need for conventional mechanical cooling and reduce environmental impact.
In normal mode, the heat generated by the servers is captured and upgraded by heat pumps, then fed into the district heating network. The cold released during this process is used to cool the servers, creating a highly efficient, circular energy system.
In backup mode, if the heat pumps are temporarily inactive (for example, when the heating network


cannot absorb the recovered energy), the system switches to direct free cooling using filtered outside air — with no active cold production involved.
At the heart of the energy recovery system are two Trane RTWF heat pumps, which raise the temperature or recycled low-grade server-heat from 45°C to 67°C in summer and up to 85°C in winter. This temperature range is required to match the specifications of the local district heating operator (Geneva’s Industrial Services - SIG).
Prior to installation at the site, the Trane heat pumps have been tested and performance-validated under rigorous laboratory conditions at Trane’s state-of-the art laboratory in Charmes, France. This testing confirmed their ability to deliver consistent performance even in demanding operating environments.
The Infomaniak data centre facility not only showcases energy recovery and reuse but also encourages a shift in how data centre efficiency is measured. In addition to Power Usage Effectiveness (PUE), the company advocates for Energy Reuse Effectiveness (ERE) and Energy Reuse Factor (ERF), which account how much energy is reused outside the facility.
Infomaniak’s founder and strategic director Boris Siegenthaler emphasizes: “Today, PUE is no longer sufficient in the face of the climate emergency. We must also consider ERE and ERF, which provide a more
This project marks a key step in the regional energy transition, transforming a traditionally energyintensive facility into an active example of circular energy use.
complete picture of how effectively energy is reused, for example to supply heat to which evaluates the energy actually consumed compared to that reused, and ERF, which measures the share of the total energy of the data centre reused for other uses, such as district heating. Together, these three indicators provide a more complete picture of true energy efficiency of digital infrastructures.”
The Geneva facility is aligned with national and regional sustainability policies aimed at reducing reliance on fossil fuels and increasing renewable energy integration. The project has received multiple accoladed, including the Swiss Ethics Prize and the Cantonal Sustainable Development Prize, acknowledging its contribution to climate mitigation and responsible innovation.
Currently operating at 25% capacity, the data centre is expected to reach full operational capacity by 2028
and continue its heat supply for at least two decades.
Trane’s Role in Energy Transition
Trane’s high-temperature and highefficiency heat pump technology is a key enabler of this transformation. Its application in Geneva demonstrates how even energyintensive data centre facilities can become contributors to clean, circular energy systems.
Lauri Salmia, Applied Portfolio Manager at Trane summarises: “With the exponential growth of cloud services, the volume of waste heat generated by data centres is increasing rapidly. This energy must be reused rather than lost. Leveraging existing technology, connecting these installations to district heating networks, and designing them with thermal recovery in mind, is essential. The Infomaniak site in Geneva demonstrates a model that can influence cloud infrastructure developments worldwide, proving that performance and sustainability can go hand in hand.”
Infomaniak Data Centre - Key figures
• Total area: 1,800 m2.
• Full server capacity: approx. 10,000 servers (200 x 47U racks).
• Average thermal energy output: 14.9GWh (1.7MW)
• Average PUE: 1.09 (EU average: 1.6 ).
• ERE and ERF: see online
• Heat pump system: 2 x Trane XStream™ RTWF with a total capacity of 3.2 MW.
• Linked solar power plant capacity: 130 kWp (364 modules).
The company - Food Technology Thielemann has developed a clever Vertical Slicer that can thinly cut the roasted poultry breast fillets while retaining their natural shape. Using slim, hygienic linear motors made of stainless steel from LinMot, the high-output vertical slicer has been kept simple in design for high energy efficiency and performance.
Meat is typically cut into strips by circular, sickle-shaped or oscillating blades but this is not suitable for poultry fillets. You need 14 blades acting in parallel to cut 10mm slides from a filet that averages 160 mm in length.
With circular blades, which are at least 2.5 mm thick, the total displacement would be 35 mm. The meat would get stuck between the blades or torn to bits.
Thanks to the LinMot linear motors, a precision linear cutting motion can be achieved with narrow blades resulting in a quality cut fillet.
The secret to maintaining the shape of the fillet while cutting thin slices is to hold the fillet in a carrier during cutting and transporting. The idea is based on the egg slicer which is the only way to successfully cut a hardboiled egg!
Thielemann found that the best way of cutting is to use linear oscillating blades. To drive them, mechanical


mechanisms would be large and complicated and pneumatic cylinders would be noisy and have very high energy consumption.
The best solution they have found is using linear electric motors from LinMot.
LinMot SSCP - Stainless Steel Linear motors.
The machine builder’s interest was piqued when LinMot introduced its new line of SSCP motors dedicated for use in the food products and pharmaceutical industries. They are made of 1.4404 stainless steel (AISI 316L), meet protection class IP69, and use FDA-approved polymer bearings.
The new motors include the variant PS01-23x160H-HP-SSCP-R20 (stator), which Thielemann selected for his new machine due to its extremely narrow form factor and high drive force. A total of seven linear motors are mounted in two offset rows above the product level.
“Their small diameter of 28 mm made it possible to position the motors so close together that we

get 10 mm thick slices without any sort of linkage,” says the company’s founder. There was even enough space to mount the motors in an enclosing metal tube.
Maintaining the shape to the consumer
The chicken breast filet to be cut up is placed in a product carrier with slits for the cutting blades. This is used to transport the meat along a conveyor chain to the cutting unit.
Once it leaves the conveyor, the product carrier is covered with a packaging tray, flipped over, and fed into a packaging machine to be sealed. This sequence ensures that the natural shape of the poultry breast remains intact while it is cut up and packaged, up to the point of consumption.










Huck® fasteners have long been a trusted solution in industries requiring high-strength, vibrationresistant fastening. These fasteners play a crucial role in ensuring structural integrity and safety in a wide range of applications and industries. Given their significance, many engineers and professionals frequently turn to search engines with technical queries about Huck® fasteners. In this article, we address some of the most commonly asked questions about these specialised fasteners.
What are Huck® fasteners?
Huck® fasteners are advanced fastening solutions designed to provide secure, high-strength joints that resist vibration and loosening over time.
What are the different types of Huck® fasteners?
Huck® fasteners come in various types, each designed for specific applications.
HuckBolts®: also known as LockBolts® are a two-piece, highstrength fastening system consisting of a pin and a collar, designed for permanent, vibration-resistant joints. They are installed using a swaging process, which eliminates the need for re-tightening, making it ideal for structural, transportation, and heavy-duty applications requiring superior strength and longterm reliability.
Huck® Blind Fasteners: are highstrength, one-sided (blind-side) fastening solutions used when access to the blindside of a joint is restricted. They provide vibration resistance, high shear strength, and consistent clamping force, making them ideal for aerospace,
automotive, rail, and structural applications where reliability and quick installation are essential.
Which industries use Huck® fasteners?
Huck® fasteners are widely used across multiple industries, including:
Automotive & Heavy-Duty
Trucks: Common in truck chassis, suspensions, and trailers for secure, maintenance-free fastening. They can be used in anything, including defence vehicles and F1 racing cars!
Railroad & Transportation: Applied in railcar construction and track infrastructure to withstand constant vibrations.
Construction & Infrastructure: Utilised in bridges, portable buildings and large metal framed structures for strong, permanent joints.
Solar Energy: Huck® fasteners are used in solar panel mounting systems to secure structures against wind loads and environmental stress.
Wind Turbines: Huck® fasteners are used in tower assembly, nacelles, and rotor components for secure, vibration-resistant connections.
Shipbuilding & Marine: Resistant to corrosion and extreme conditions, making them ideal for naval and commercial ships.
Manufacturing & Industrial Equipment: Used in a multitude of production lines for durable and efficient fastening solutions.
Aerospace: Used in aircraft assembly for their lightweight strength and vibration resistance.
If there’s a fastening requirement, Huck® fasteners have a solution.
How do Huck® fasteners differ from traditional bolts?
Huck® fasteners differ from conventional bolts in several ways:
Vibration Resistance: Unlike bolts and nuts that can loosen over time due to vibrations, Huck® fasteners maintain their hold, making them ideal for high-vibration environments.
Installation Speed: Huck® fasteners are installed using hydraulic, pneumatic and battery tools, making the process faster and more efficient than tightening a bolt and nut.
Structural Integrity: The swaging process of Huck® fasteners creates a permanent joint, eliminating the need for re-torquing or maintenance.
What installation tools are required to install Huck® fasteners?
Installing Huck® fasteners requires specialised tools. These tools include:
Pneumatic: Powered by compressed air, these tools are commonly used in high-volume assembly lines.
Hydraulic: Used for heavy-duty applications, providing more force for larger fasteners.
Battery-Powered: Offering mobility and flexibility for production and field applications.
Are Huck® fasteners reusable?
No, Huck® fasteners are designed to be permanent. Once installed, they cannot be removed without damaging the fastener. If disassembly is required, the fastener must be mechanically removed and replaced.
Reusing nuts and bolts can also compromises structural integrity due to thread deformation, fatigue, and reduced clamping force.
Torque relaxation and material wear increase failure risks, especially in high-load or vibrationprone applications.
For safety and reliability, engineering best practices recommend new fasteners to maintain precise tension and prevent mechanical failure.
How do Huck® fasteners compare to welding?
Many industries choose Huck® fasteners over welding due to the following advantages:

Speed of Installation: Huck® fasteners can be installed in seconds, whereas welding is time-consuming.
Consistent Strength: Welds can be inconsistent due to material variations and operator skill, whereas Huck® fasteners provide uniform strength.
Safety: Welding requires specialised training and safety precautions, whereas Huck® fasteners can be installed quickly with minimal training and risk.
No Heat-Affected Zones: Welding can weaken surrounding materials, whereas Huck® fasteners maintain the integrity of the structure.
How do you select the right Huck® fastener for your application?
Choosing the right Huck® fastener depends on several factors:
Load Requirements: Determine the strength needed for the application.
Material Compatibility: Ensure the fastener material matches or is compatible with the materials being joined.
Environmental Conditions: Consider factors like corrosion resistance, temperature, and exposure to chemicals.
Accessibility: Choose between blind (one-piece) or LockBolts® (twopiece) fasteners based on assembly constraints.
What are the maintenance requirements for Huck® fasteners?
Since Huck® fasteners create a permanent joint, they require little to no maintenance. Unlike traditional fasteners, which need periodic re-tightening, Huck® fasteners maintain their strength and integrity throughout their service life. However, regular inspections of the structure in which they are used are still recommended to ensure overall safety.
Huck® fasteners have revolutionised fastening technology with their strength, durability, and vibrationresistant properties. As industries continue to seek reliable and maintenance-free fastening solutions, the demand for Huck® fasteners remains strong. Whether you’re an engineer, technician, or procurement specialist, understanding the fundamentals of Huck® fasteners can help you make informed decisions about their applications and benefits.
How can Star Fasteners help with Huck® fasteners?
Star Fasteners UK Ltd is a leading distributor and expert in Huck® fasteners, offering comprehensive support to help you make informed decisions about their applications, benefits, and installation. Here’s how we can assist:
Expert Technical Advice: Our team provides specialist guidance
on selecting the right Huck® fasteners based on load requirements, material compatibility, and environmental conditions.
Product Range & Availability: We offer a wide selection of Huck fasteners, including LockBolts®, blind fasteners, and installation tools, ensuring you get the right solution for your needs.
Installation Support:
We supply pneumatic, hydraulic, and batterypowered installation tools and can provide training on proper usage for efficient and secure fastening.
Cost & Performance Optimization:
We can help to identify costeffective fastening solutions while ensuring long-term reliability in high-vibration and structural applications.
After-Sales Service: We provide ongoing support, maintenance advice, and troubleshooting to ensure your fastening solutions perform optimally.
Do Star Fasteners offer a tool repair and hire service?
Tool Repair Service: We provide comprehensive maintenance and repair services for installation tools, ensuring your equipment remains in optimal condition.
Tool Hire Service: Star Fasteners offers short- and long-term tool hire options, ideal for busy periods or specific projects requiring specialised equipment. We also provide service hire tools while your equipment is under repair in our workshop.
By addressing these frequently asked questions, Star Fasteners hopes to provide valuable insights for those considering Huck® fasteners for their projects. Their superior performance and reliability make them a leading choice for industries where strength and durability are paramount.

On 3 September 2025, interested parties and thermographers from science and industry will have the opportunity to learn more about the possibilities of thermography in the demanding field of research and development. At InfraTec’s user conference “Thermography Compact”, our speaker will describe the various applications of thermography.
Lecture: Thermography for Industrial Automation: Quality Assurance at the Highest Level
Participants get to know at first hand what technology is currently capable of, how camera technology is constantly developing and what evaluation possibilities the latest software offers. At this online event interesting measurement tasks will be presented – with a focus on topics from research and development.
At this cost-free thermography user conference, colleagues meet
for professional exchange and get to know innovative new products and system solutions from InfraTec. The insight into the methodology of experienced users will help the participants to better assess the potential of thermography with regard to their respective requirements.
“Thermography Compact – Enter the World of Infrared Technology”
Date: Wednesday, 3 September 2025 / Time: 02:00 PM – 05:00 PM (CEST)
Registration: www.attendee.gotowebinar.com/register/836201026709149272?source=PR-extern















• No trailing thermocouples so quick, safe and effective
• Measure from up to 20 thermocouples with a single data logger
• Ideal for surveying semi-continuous, continuous or modular furnaces
• Live RF telemetry TUS data collection options
• Oil, salt and water quench thermal barrier options
• Efficient real time TUS of static furnaces
• Robust compact external data logger design
• Easy to transport and set-up
• Thermocouple type and plug connection options for quick installation
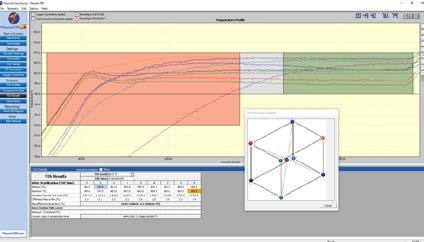
• Cold junction compensation to give accurate data in changing environmental temperatures
• Fully compliant with AMS2750 & CQI-9
• Full 0.1 °C / 0.1 °F resolution/readability
• Apply accurate data logger and thermocouple correction factors with ease


• Full control over real time data collection and TUS analysis
• Generate your complete TUS reports with efficiency and confidence

Chile’s Antofagasta Minerals progresses new project at Centinela mine with ABB Gearless Mill Drives
Antofagasta Minerals (AMSA) Centinela mine will soon deploy ABB Gearless Mill Drive (GMD) systems for its new copper concentrator project under construction in Chile. The advanced technologies are expected to enhance operational efficiency, deliver real-time insights, support informed decision-making and reduce unplanned downtime at the site.
The GMD systems, custom-designed by ABB, recently completed Factory Acceptance Tests (FAT) for the stators that will power the ball mill motors – responsible for the final
stage of ore size reduction in the process.
Manufactured in Bilbao, Spain, the stators were shipped to Puerto Angamos (Mejillones) and then transported to the Centinela Mining District. There, they will play a key role in the GMD’s electrical drive system by generating the magnetic field needed to rotate the ball mills.
These systems were selected with consideration for the harsh outdoor desert conditions. Each includes 27foot diameter ring motors with 19.6 MW of power (paired with a control block) and three cycloconverter
transformers, all designed to maximize performance.
One of the most important features of this technology in terms of efficiency and performance is its variable speed capability, which allows plant operators to respond more quickly to changes in ore composition. Process optimization functions will further enhance grinding availability and efficiency while reducing energy consumption and emissions.
“Antofagasta Minerals’ decision to adopt our Gearless Mill Drive technology marks a significant


will increase copper production by 144,000 tons per year and extend the mine’s life by at least 30 years.
Antofagasta Minerals’ decision to adopt our Gearless Mill Drive technology marks a significant milestone for ABB in the South American mining sector
milestone for ABB in the South American mining sector,” said Wilson Monteiro, Global Business Line Manag-er for GMD, ABB Process Industries.
With global copper demand expected to rise in the coming decades, the expansion of Centinela – known as Nueva Centinela – is a strategic priority for AMSA. The new concentrator
AMSA chose ABB’s Swissengineered GMD systems to boost plant productivity and leverage existing infrastructure.
Since every hour of downtime can cost mining companies hundreds
of thousands of dollars, minimizing these events is critical. According to the manufacturer, the new systems provide a broader set of real-time data to help prevent unplanned failures. Combined with ABB’s remote monitoring capabilities, operators will be better equipped to anticipate maintenance needs and make more informed decisions.

SRC North-West Limited are a well experienced, Greater Manchesterbased roofing refurb and Solar PV company, covering the entirety of the UK. We primarily work in the commercial & industrial sector, with different types of businesses ranging in size, in a wide range of industries, but commonly within the high energy usage sector, such as manufacturing, fabrication, engineering and printing.
As a business, we offer fully managed, turnkey solutions, that take away the stress of arranging the project and various components within it.
We have a demonstratable, proven and historic track record in delivering high value contracts covering multiple disciplines. Our main focus is on providing safe projects at great value, finished to the highest of standards and caliber.
SRC is unlike most, we are not just a Solar PV installer or a Roofing Contractor. From inception, we set out to be both, which often provides greater value for money and financial savings, instead of having to instruct two or more companies to carry out work. We manage the entirety of the project with one point of contact.
Given that often businesses are facing budgetary restrictions due to the rises we have seen in previous years, we are also pleased to offer the very commonly used £0 outlay option of having a PV system installed using a Power Purchase Agreement (PPA) which, if required, can also include roof repairs/refurbs within the package. This method is becoming more popular with large blue-chip companies due to the minimised risk.


They never once hesitated to go that extra mile in order to meet our clients expectations. Responsive , reactive and reliable - quite simply one of the best contractors I’ve dealt with in recent memory.
Jono Garton – CBRE
Commercial Solar Panels are becoming increasingly popular amongst businesses in the UK, with the benefits being a way to save money on energy bills, whilst reducing carbon footprint and assisting with sustainability goals.
With unpredictable energy costs, and growing pressures to demonstrate your green credentials, achieve Net Zero and your ESG commitments, installing Solar Panels can combat all points in one.
We offer free no-obligation site surveys and quotations to advise
on the available solutions and the efficiency of them, as well provide you with 3D-deisgn and full system output simulations.
To discuss the various funding options, and to see how they’ll suit your business get in touch using the details below or, why not come to visit our stand at the Advance Engineering Exhibition on 30th-31st October 2024, at stand F142.
You can contact us by:
Telephone: 0333 772 3015
Emai: Ryan@srcnwltd.co.uk
Linkedin: SRC North West LTD
Instagram: SRCNWLTD
For further information, please visit www.srcnwltd.co.uk


l Controlled Shot Peening
l Laser Peening
l Keronite PEO
l Thermal Spray Coatings
l Dry Film Lubricants
l Organic and Inorganic Coatings
l Parylene Ultra-thin Conformal Coatings
l Superfinishing
l On-site Processing
l Material Testing and Analysis
l FAA, AS9100 Rev D, NADCAP, ISO9001:2015



A leading US automotive supplier revolutionised its aluminium machining and cleaning process with HAKUFLUID® 185 and HAKUPUR 439-1, achieving cleaner parts, extended bath life, and improved sustainability.
Switching to HAKUFLUID® 185 a mineral oil-free, watersoluble coolant, eliminated oil contamination in the HAKUPUR 439-1 neutral cleaner bath, preventing re-contamination of aluminium die-cast housings. This ensured consistent cleanliness and longer bath life—extended from one to three weeks—while maintaining productivity.
Trials confirmed foamfree, stable cleaning baths, reducing maintenance and non-conforming parts. The plant further optimised efficiency by lowering bath


temperatures from 60°C to 40°C, cutting energy costs and enhancing biostability.
By embracing oil-free technology, the supplier not only met strict cleanliness standards but also significantly reduced environmental impact— setting a new benchmark for sustainable aluminium machining and cleaning.
www.kluthe.com
Introducing the Micronics UX5000 Clampon Flow Meter for use in Hazardous Environments. A high performance ATEX USM, made in the UK with a remarkably low price point.
ABLE, as Micronics’ exclusive UK representatives for the Model UX5000, are delighted to announce the arrival of a truly technically elite and commercially advantageous clamp-on ultrasonic flow meter.
The UX5000 flow meter uses a crosscorrelation transit time algorithm to achieve precise flow measurements. It generates an ultrasonic beam at a specific frequency, transmitting it between transducer crystals in two directions: first from the downstream transducer to the upstream, then reversing from upstream to downstream. As the liquid moves through the pipe, it slightly increases the speed of the ultrasound transmission.
Penico Gauges Ltd (Precision Engineers) is the market leader in the design & manufacture of Mould Gauge Equipment

Converts surface grinders to rotary work
• Inclinable sine table for quick angle settings 0 – 45°
• Motor and Electronic Controller –Waterproof to 1P54 standard
• Variable speed control 0 -150 RPM

For further details contact Penico Guages Limited info@penico.com | 01274 511044 www.penico.com

This time difference, calculated as T1−T2, is directly proportional to the liquid’s flow velocity, providing an accurate measurement of flow rate.
Applications for the UX5000 are many-fold. The UX5000 is ideal for harsh, heavy duty industrial measurement of liquid flow in pipes. Being non-invasive and easy to install, it is particularly well suited to the chemical, water and oil industries.
Key Features:
• Non-invasive, efficient, and easy installation, no process downtime
• Cutting edge technology at its most affordable
• Certified for use in hazardous areas (ATEX)
• Reliable measurement accuracy – up to 0.5% with process calibration
• Separate Display (DCSIU) and Remote Measurement
• Unit (RMU) allows flexibility in installation
• Cost effective metering for harsh, heavyduty applications
• Single and Dual Channel Options
• Remote System Setup and Monitoring
Have a live application? Contact our flow specialists to book a demonstration.


2 days of networking
Josh Surga Manufacturing Engineer Rolls - Royce





5 free CPD accredited forums 1000s of innovative solutions
400+ suppliers
10,000+ engineering professionals


Co-located with

The UK’s largest annual gathering of engineering and manufacturing professionals is back and bigger than ever, and it’s not long until the doors open. Advanced Engineering 2025 returns to the NEC, Birmingham on 29 & 30 October, offering a powerful platform for the entire industrial ecosystem to connect, collaborate and chart the future of high-value manufacturing.
With over 400 exhibitors, including 130 new and 200+ expert speakers, this year’s show is poised to reflect the fast-changing needs of UK industry — from Net Zero targets and digital transformation to skills development and supply chain resilience.
This year’s event lands just months after the UK Government announced a 10-year industrial strategy that promises to reduce electricity costs by up to 25 per cent for more than 7,000 manufacturing firms, while unlocking billions in investment for R&D, AI and energy infrastructure.
The renewed long-term focus on industry is energising the sector — and Advanced Engineering is where that momentum will be felt most.
“Every year, we see the latest innovations on display and the energy from exhibitors and attendees proves just how important this event is,” said Simon Farnfield, Event Director at Easyfairs UK & Global. “The 2025 edition is set to deliver even more value for visitors and exhibitors alike.”

The renewed long-term focus on industry is energising the sector — and Advanced Engineering is where that momentum will be felt most.
For 2025, a key focus is on realworld problem-solving — and the SMEs leading the way. From cuttingedge automation and embedded systems to advanced composites and semiconductors, small and midsized innovators are given a major platform to shine.
The SME Village is one of several show zones that will champion early-stage innovation, allowing agile manufacturers to exhibit sideby-side with sector leaders. Nearby,
the Electronics Zone and the AM2 Forum (Additive Manufacturing and Advanced Materials) offer even more opportunities to explore cutting-edge technology.
This year also sees the return — and significant expansion — of the Composites Pavilion, now in its fourth year and fully booked well ahead of the event. Delivered in partnership with Composites UK, the pavilion offers easy-access pods for companies to exhibit with confidence. The surrounding Composites Networking Zone adds even more visibility, drawing in OEMs from aerospace, automotive, marine and renewable energy sectors.
“Composites UK’s partnership with Advanced Engineering is essential as it highlights the transformative potential of composite materials, fosters innovation and creates valuable business connections that contribute to the growth and development of the composite manufacturing sector,” said Dr Sue Halliwell, operations manager at Composites UK.
Live demonstrations from PRF Composite Materials will also headline the pavilion, showcasing high-performance prepreg systems and recycled carbon solutions. Meanwhile, the Composites Forum, reimagined for 2025, will present two full days of expert-led content on sustainability, material circularity and product innovation — all designed to help the sector collaborate more effectively and push its net-zero ambitions forward.
Another highlight of this year’s event is the return of the Meet the Buyer programme, developed in collaboration with ADS Group. Taking place inside the ADS Pavilion, this curated matchmaking initiative pairs OEM procurement teams with suppliers across the advanced manufacturing industry.
Last year, more than 100 suppliers and 18 major buyer representatives took part — and 2025 is expected to raise the bar again. Successful applicants will benefit from prearranged one-to-one meetings, tailored introductions and a dedicated networking lunch, helping to build long-term relationships and unlock new business.
Smart factory transformation, front and centre
Advanced Engineering also sees the return of Atlas Copco as sponsor of the Automotive & Aerospace Networking Lounge. A standout feature from last year’s show, the lounge will again host demonstrations and discussions around Smart Factory transformation, covering automation, vision inspection, datadriven analysis and sustainable production.
“By harnessing digitalisation and advanced tooling, manufacturers are reshaping their production environments,” said Jessica Porter, Marketing & Comms Manager at Atlas Copco Tools & Industrial Assembly Solutions. “It’s all about making sustainability, productivity and profitability work together — not in isolation.”
As part of its ongoing commitment to supporting the UK’s industrial future, the show will also continue its #MINDTHEskillsGAP initiative. The campaign brings together industry, education and government to tackle the talent shortage in engineering and manufacturing.
Visitors can expect a series of sessions, workshops and networking opportunities that explore how to attract, retain and upskill the next generation.
What’s more, Advanced Engineering is once again co-located with Lab Innovations, with all attendees receiving a single badge granting access to both shows. With over 9,000 professionals expected, the event continues to serve as a key meeting point for industry leaders, R&D teams and decision-makers across the supply chain.
The show is further supported by major industry bodies, including Make UK, Composites UK, UKRI, ADS, Engineering UK, Rail Industry Association and SMMT, helping keep the event aligned with the most current issues and sector needs.
Advanced Engineering UK 2025 is shaping up to be a milestone event. Whether you’re looking to discover new technologies, forge partnerships or futureproof your business, this is the place to do it.
Visitor registration is now open and early registrants will receive exclusive updates on exhibitors, speakers and feature.
Guidance Automation, a pioneer in autonomous solutions, has launched a groundbreaking model that makes automation more accessible than ever. Automation by the Hour – ‘Autonomous GO’ allows manufacturers and logistics providers to deploy autonomous vehicles without capital investment. Businesses only pay for the hours worked, aligning cost directly with output. This flexible, no-risk approach turns automation into an operating expense, providing immediate cost savings and productivity gains while allowing skilled staff to focus on the work they’re best at.
Across the UK, manufacturers and logistics operators lose thousands of labour hours to repetitive, nonvalue-adding tasks like moving materials or fetching supplies. Traditional automation has often been out of reach due to high costs, complexity, and risk. Guidance Automation is changing that with its new pay-per-hour Autonomous GO service.
Instead of large capital outlays, businesses trial a robot in their own facility for six months with full support. After that, they pay only for the hours the robot works — typically at half the cost of equivalent manual labour. With customisable payload options and minimal disruption, Autonomous GO offers a low-risk path to quick and measurable ROI.
This solution is designed to help businesses reduce wasted motion,


improve task allocation, and increase productivity. By handling repetitive, low-value tasks, robot workers enable skilled teams to focus on higher-impact work – enhancing output without replacing people.
This flexible, norisk approach turns automation into an operating expense, providing immediate cost savings and productivity gains

Versatile Controls Ltd was established in October 1987 by the current owner Mr Jon Slim and the late Mr Edward Dowty.
The Company started as a distributor for The Versa Products Inc of New Jersey to serve the Oil and Gas industry in The North Sea with high quality pneumatic and hydraulic control valves.
During the following years, the company acquired other distribution rights with ITT Neodyn pressure switches, ITT Conoflow regulators, Ruelco switches and regulators and Deltrol flow control products.
In recent years, the company has made progress in the manufacture of high quality mixing systems for The Pharmaceutical industry and was responsible for many of the systems required during the recent covid epidemic.
AUTOMATION & CONTROL SYSTEMS
INNSWORTH TECHNOLOGY PARK GLOUCSTER, GL3 1DL sales@versatilecontrols.co.uk 01452-731447





We at Automated Water & Effluent believe that accurate measurement and precision control is the key to process control, water and effluent treatment.
That’s why everything in our equipment range for measuring pH, Redox, Conductivity, Dissolved Oxygen, Turbidity and Liquid Level are of the highest quality for precision measurement.
We offer a wide range of products and services including:
• pH & Redox Controllers & Electrodes
• Conductivity Controllers & Probes
• Liquid Level Controllers & Electrodes
• Open Chanel & Magnetic Flow Meters
• Data Loggers
• Dosing Pumps & Tanks
• Custom Designed & Built Control Panels
• And much more.
AWE House, Antom Court, Tollgate Industrial Estate, Stafford, ST16 3AF Automated Water & Effluent Ltd
awe-ltd.co.uk
Contact us today to discuss your needs, or visit our website to view our product range!
01785 254 597 sales@awe-ltd.co.uk
KABELSCHLEPP
KABELSCHLEPP Metool configures TOTALTRAX systems for XXL filling systems
As a specialist for automated filling and testing systems in automotive final assembly, SAT Anlagentechnik GmbH from Dägeling in Germany benefits from the current change towards electromobility. SAT Anlagentechnik involved KABELSCHLEPP Metool to ensure rapid implementation of an ambitious large order. The experts for cable carriers delivered 24 configured TOTALTRAX systems for a total of eight Movable Combi filling systems.
The customized systems from SAT Anlagentechnik fill vehicles with liquid and gaseous media during the production process, in compliance with the highest quality and process standards. The “Combi” in the product name indicates that all media can be filled with a single system. It follows the assembly line (“Movable”) and carries out filling step by step in several cycles.
The customized all-in-one systems not only place high requirements on the production at SAT Anlagentechnik, but also on all suppliers. Cable carriers had to be supplied as a turnkey complete system for a large project overseas – a challenge that KABELSCHLEPP Metool readily accepted. The TOTALTRAX specialists took on not only the design, harnessing, and testing of the cable carrier systems, but also provided the complete documentation and suitable transport packaging for shipping. Due to their size, the filling systems and TOTALTRAX systems were separated and shipped in several units after a function

Three cable carriers from the UNIFLEX Advanced 1995 series from KABELSCHLEPP Metool are used in each of the filling systems from SAT Anlagentechnik. The complete TOTALTRAX systems vary in the details and, in addition to the actual cable carriers, also comprise the harnessed cables and media hoses as well as the complete guide channels. Image: KABELSCHLEPP Metool
test in Germany. This meant that re-assembly of the individual components at the destination had to be easy and quick.
TOTALTRAX: large modular system without material dogma When configuring its customized TOTALTRAX systems, KABELSCHLEPP Metool always
The customized all-inone systems not only place high requirements on the production at SAT Anlagentechnik, but also on all suppliers.
considers all its cable carrier ranges and components. This provides an extensive modular system that can be used to quickly generate an optimum solution for any requirement.
Three cable carriers from the UNIFLEX Advanced 1995 series are used in each of the filling systems from SAT Anlagentechnik. They impress with their variability for this application. The complete TOTALTRAX systems vary in the details and, in addition to the actual cable carriers, also comprise the harnessed cables and media hoses as well as the complete guide channels.
“There are a lot of parallels between our company philosophy and that of TSUBAKI KABELSCHLEPP,” explains Christian Chmiel-Hill, Head Of Supply Chain Management at SAT Anlagentechnik. “Both companies are specialists for the design of customized solutions and can implement these with a great degree of flexibility. This prerequisite has resulted in a highly positive cooperation and successful implementation of the project.”
For further information, please visit www.tsubaki-kabelschlepp.com




The use of magnets also facilitates easier installation and positioning, improving the versatility and reliability of temperature monitoring systems. Magnet thermocouples offer an innovative solution for demanding temperature measurement requirements.
Magnets with pull strengths ranging from 0.7kg to 11.8kg offer a wide range of applications across various industries. The pull strength of a magnet refers to the force required to pull it away from a ferrous surface. Magnets with a 0.7kg pull strength are suitable for lighterduty applications such as holding small objects or securing lightweight fixtures.
On the other hand, magnets with an 11.8kg pull strength are considerably stronger and can be utilised in more demanding scenarios.
The availability of magnets with pull strengths spanning this range allows for precise selection based on the specific requirements of each application, ensuring optimal performance and reliability.

For more than 50 years we’ve been leading the way in temperature measurement excellence. Here’s to the next 50...
From small beginnings in 1971, Labfacility has grown and evolved into the UK’s leading ISO 9001-accredited manufacturer and supplier for the complete temperature chain.
From Temperature Sensors, Thermocouple Connectors and Cabling to supporting instrumentation and components,

we are the GO-TO people for temperature measurement products.
To sustain longevity, you have to evolve...
Our sales team goes above and beyond to provide swift, expert technical advice and support for sensing and instrumentation as and when YOU need it – help is freely available.
Our Sales Team has a mass of experience, plus they are approachable and reliable – just one of the reasons major PLCs and international industry leaders like working with us. Rest assured, you’re in safe hands and not just when it comes to support and advice...
For all sales enquiries, please contact us as follows:
Website: www.labfacility.com
Email: sales@labfacility.com
Tel: +44 (0) 1243 871280
Tel:+44 (0) 1909 569446




From concept to completion, why early PSU planning has been our focus for 25 years
Since 2000, Ideal Power has helped engineers and product teams avoid costly mistakes by getting the power supply specification right from the start. As we celebrate 25 years, our focus remains the same: providing the knowledge, products and support needed to keep projects on track.
Over the past quarter of a century, Ideal Power has become a trusted design-in supplier to the electronics sector. We work with design engineers, sourcing teams and manufacturers across sectors including industrial, ITE, lighting and audio-video. From the first design stages through to production, our role is to make power supply specification and sourcing simpler, faster and more reliable.
A power supply is one of the most common areas left too late in product development. If the chosen unit does not fit, lacks certification or is unavailable, projects risk costly redesigns and supply chain delays. By making the PSU part of early planning, these issues can be avoided entirely.
Ideal Power acts as a partner rather than a distributor. Our team reviews application requirements, layout constraints and compliance needs, before they become obstacles. We supply only fully certified units, supported by clear documentation and advice that gives engineers confidence from the outset.

Our focus has always been on making it easier to specify and source the right power supply, especially for high-performance or custom applications
Our 12-month call-off order service helps customers secure availability without tying up cash in excess stock. This protects against lead time risks and price increases, while keeping production schedules moving.
For 25 years, Ideal Power has provided more than products. We have built long-term relationships based on technical expertise, responsive support and dependable supply. What has changed is the breadth of our product range, the depth of our
to help engineers, sourcing teams and manufacturers launch products on time and without compromise. If you are planning a new design or updating an existing one, make your PSU specification part of your early planning and work with a supplier who has been getting it right for 25 years.
Find out more and enter the giveaway at:


Work with Ideal Power from the start of your project to get the right PSU first time.
Our expert-led support, bespoke products, and flexible call-off service help you avoid delays, reduce risk, and stay in control. Visit our Website

The highest standards of quality and repeatability apply in medical and pharmaceutical technology. This applies to medical equipment and apparatus, as well as in the development and production of pharmaceuticals, where high performance sensors are required in a wide range of measurement tasks, says Glenn Wedgbrow, Business Development Manager at MicroEpsilon UK.
Medical technology, the pharmaceutical industry and biotechnology are sectors in which sensors and measurement technology are increasingly being used to improve quality and efficiency. Micro-Epsilon offers measurement solutions for these industries to solve numerous measurement tasks. Here is a selection of successful projects that help illustrate the range of possible applications.
Stents play a critical role in the treatment of cardiovascular diseases. To ensure their functionality, precise adherence to the diameter is crucial. Optical micrometer sensors from MicroEpsilon perform diameter checks and wire inspections of the stents during and after production, ensuring the highest level of quality assurance. The shadow cast principle even allows transparent materials to be measured accurately.
One-sided thickness measurement of tubes and membranes
The thickness of medical technology products can be measured using confocal chromatic sensors. The confocal sensors measure the wall
colorCONTROL ACS7000 is one of the most advanced inline colour measuring systems in the world.
thickness of transparent materials such as tubes, membranes and balloons, from just one side and deliver accuracy in the micrometer range. Uniform wall thickness is essential for the durability and function of tubes. The sensors measure the thickness without contact and so ensure consistently high quality during production, as they have no influence on the material.
The confocalDT sensor series from Micro-Epsilon defines the standard for maximum precision and dynamics in confocal chromatic measurement technology. Due to a wide range of sensors and interface options, this series is suitable for various measurement applications in medical technology. The confocalDT systems are characterised by their fast measuring rates, which are specially designed for dynamic measurement tasks. Dynamic control of the exposure of the CCD line in the controller continuously adapts to the colour and reflectivity changes of the measuring object, which significantly optimises the measurement accuracy even at high speeds. With sensor sizes starting at a diameter of just 4 mm, the confocalDT systems enable
easy integration even in confined installation spaces. The availability of models with a 90° angle also reduces the required installation depth, which facilitates installation in complex machine arrangements. The measuring systems offer different aperture angles, whereby models with a large aperture angle or a high numerical aperture enable a particularly small light spot as well as excellent lateral (X-Y) and vertical (Z) resolution. Even the smallest of details can be detected with extreme precision.
Draw-wire displacement sensors are used for position monitoring, for example, when moving patient couches. Sensors with potentiometer output are used for tasks that require medium accuracy. Draw-wire sensors with absolute or incremental encoders are used for high precision measurements such as those required in computer tomographs.
Draw-wire sensors provide an effective solution for measuring displacement, distance and position with an impressive measuring range of up to 50,000 mm. These sensors are particularly well suited for use in hard-to-reach places, which makes them indispensable in many industrial applications. They enable accurate measurements even under demanding conditions. In addition, they are characterised by simple, quick and flexible installation, which makes them ideal for various applications, including customerspecific configurations.
The compact design of the sensor housing contrasts with its large measuring range, which makes

the sensors particularly versatile. They also ensure a high level of operational reliability and a long service life.
During pharmaceutical tablet production, different concentrations of active ingredients influence the tablet colours. The ACS7000 colour measuring system from MicroEpsilon precisely detects subtle colour differences, which enables the composition of the active tablet ingredients to be continuously checked during production.
colorCONTROL ACS7000 is one of the most advanced inline colour measuring systems in the world. The measuring system not only recognises reference colours by comparison, but also identifies individual colours clearly from their coordinates in the colour space. Due to its very high measurement speed, the colorCONTROL ACS7000 is suitable for applications where colours and shades must be examined on-the-fly and to very high accuracies. Due to the very high measuring accuracy, the system is also used in laboratories. Different sensor models are available to suit various measurement tasks.
There are numerous other
applications in medical technology where colours are measured with high precision in order to automate and accelerate processes while maximising the level of quality. The colorSENSOR CFO is a highly developed controller, specially designed for precise colour detection tasks. This series impresses with its high colour accuracy and modern interfaces, combined with intuitive user guidance. CFS sensors are connected to a controller with integrated fibre optic cables and can be specially configured for different measurement tasks.
In medical technology, the colorSENSOR CFO is used, for example, for colour detection of interior parts such as headrests for couches, packaging control and for sorting medical components by colour, such as closures or labels. It offers a high measuring speed of up to 30 kHz, making it ideal for dynamic processes. Fast output of measured values (Lab/ XYZ) up to a frequency of 500 Hz and a large colour memory enable the management of different test batches with extraordinary precision, with a colour accuracy of ΔE ≤ 0.3.
The CFO offers a choice of colour spaces, including XYZ, xyY, Lab*, Luv* or u’v’L*, and uses a white light LED as the light source. The available interfaces include Ethernet and RS232, as well as
additional USB ports. Additional interfaces such as Modbus (TCP/ RTU) and gateways for PROFINET, Ethernet/IP and EtherCAT are also available.
The controller is also characterised by a robust aluminium housing and IP65 protection rating, which makes it particularly resistant to environmental influences. Customer-specific calibrations are also possible in order to meet specific requirements in medical technology.
SOLOASSIST II from AKTORmed: precise endoscope positioning
The SOLOASSIST II is a product from AKTORmed, which is part of the Micro-Epsilon Group. It offers numerous advantages for medical practice. With this device, the endoscope can be positioned stably and vibration-free to produce a wobble-free image that allows the surgeon to work without fatigue. It is easy to operate using a joystick or voice control, which makes handling intuitive.
The SOLOASSIST is characterised by uncomplicated handling and rapid operational readiness. It enhances the image of a clinic with its innovative technology. The SOLOASSIST is always available as an assistant, even outside normal working hours. It is easy to integrate and compatible with all standard operating tables and endoscopes. This enables seamless integration into the existing workflow. The SOLOASSIST also relieves valuable staff by taking over static endoscope guidance, leaving more demanding tasks to the assistant. By taking the pressure off the resident during endoscope guidance, he or she can follow the trainer’s explanations more closely and be integrated as a fully-fledged team member at an early stage.
For more information, please visit www.micro-epsilon.co.uk or call the Micro-Epsilon sales department on +44 (0)151 355 6070 or email mailto:info@micro-epsilon.co.uk
For further information, please visit www.micro-epsilon.co.uk
Electrical maintenance is often focused on mechanical equipment in industrial facilities – motors, bearings and conveyors – but the risks posed to power electronics can be just as serious. Where there is microprocessor-based equipment, transient over-voltages can damage performance long before outright failures are noticeable, explains John Mitchell, global sales and marketing director at CP Automation.
The need for surge protection is clear: a voltage spike typically lasts one to 30 microseconds and can reach over 1,000 volts. Meanwhile, longer-term voltage surges can last for seconds, minutes or even hours. In some cases, this can lead to complete equipment failure, forcing production to stop.
Left unattended, transient surges lead to false zero crossing of the sine wave — the instantaneous point at which no voltage is present. Electrical devices can be falsely triggered because of fast-changing signals caused by these transients.
The limitations
Modern industrial electronics run on lower voltages internally, making them far more sensitive to transient over-voltages than in the past. While lightning strikes are an obvious threat, most damaging spikes are generated within the facility by equipment such as PLCs, UPSs and variable speed drives. These low-level events can cause false triggering, software errors and premature component failure.
Traditional surge protection devices (SPDs), such as surge arresters, only


the sine wave, detecting and reaction to rapid changes before the energy builds up to damaging levels.
The need for surge protection is clear: a voltage spike typically lasts one to 30 microseconds and can reach over 1,000 volts.
activate once the voltage passes a certain threshold, allowing harmful energy to pass through — known as let-through voltage. Many of these SPDs are also single-use, meaning that once they’ve operated, protection is lost.
The future
Newer transient frequency attenuation devices (TFADs), such as SineTamer, use a different approach. Operating in parallel rather than inline, these monitor all 360 degrees of
As a result, this can reduce letthrough volage by up to 90 per cent while protecting vital assets from both external and internallygenerated events. Unlike many SPDs, SineTamer can withstand multiple surges without failing, ensuring continuous protection beyond the first incident. This resilience is particularly important in environments where transients are frequent but not always dramatic enough to trigger a shutdown.
Transient over-voltages remain a risk for industrial facilities – and therefore, it’s important to select an effective SPD. Rather than relying on traditional SPDs, like surge arrestors, facilities now have the choice of alternatives that can take multiple hits and minimise let-through voltage.
To find out more, please visit www.cpaltd.net/ac-input-products/surge-supressors/surge-protective-devices/











High-quality UK manufactured MIL-DTL-26482 type connectors from Weald Electronics, with availability customers can count on
The LMH Series connectors from UK manufacturer Weald Electronics offer a cost-effective combination of price, size, weight, contact size, robustness and reliable quick-connect bayonet coupling, making the connector a popular and optimal choice for a variety of applications including defence and security equipment, avionics, medical systems, industrial automation, test and measurement, and instrumentation.
The Weald LMH series are UK manufactured alternatives to a number of other suppliers including Amphenol, AB Connectors, ITT Cannon, EATON Souriau and Glenair.
The LMH range of Bayonet Coupling Connectors are designed to perform to the requirements of MIL-DTL-26482 Series 1 and Pattern 105 and are also manufactured to IECQ-CECC spec BS/CECC 75201-003 and BS 9522 F0017. With 9 shell sizes and contact arrangements from 2 to 61 ways, these connectors may be used with a maximum current rating of 45A and peak working voltages up to 1500V – DC or AC.
LMH connector shells are manufactured from Aluminium Alloy and, as standard, they feature a high resistance to corrosion thanks to an olive-drab Cadmium plate finish or Zinc Cobalt, RoHS compliant plating finish. Other finishes available include black Zinc Nickel and electroless Nickel.

A wide range of acsessories are also availble, including panel sealing gaskets, backshells and protective caps manufactured to the same demanding standards.
Weald Electronics is a UK connector manufacturer with more than 40 years of experience in the design, manufacture, and testing of highperformance connector systems for demanding applications as well as a wide range of accessories including sealing, and strain relief backshells. Their online catalogues clearly demonstrates the scale and scope of Weald’s product offering.
All Weald Electronics products are available from the leading franchised distributor Lane Electronics and available to order online 24/7 from their online store with rapid delivery and no MOQ or MOV across the comprehensive range.
LMH connector shells are manufactured from Aluminium Alloy and, as standard, they feature a high resistance to corrosion thanks to an olive-drab Cadmium plate finish or Zinc Cobalt, RoHS compliant plating finish. Other finishes available include black Zinc Nickel and electroless Nickel.
Ethernet TCP/IP with TLS HTTPS security & USB
Four Serial Ports 232/4xx
Analog I/O 16/22 bit & 4-20mA
PT100/1k & TC input
GPS-NTP Server


KK Systems Ltd 01273 857185






SPD Ltd and our partners have been solving problems in Lightning & Surge Protection for over 50 years. Our devices are European designed and manufactured, state of the art products, which exceed the requirements of the latest standards. With over 3000 products in our range, we are the markets Surge Protection specialists, with a device to suit every installation.
We carry out many seminars with consultants and specialist training organisations as well as attending

exhibitions and conferences both in the UK and overseas, where our knowledge is renowned. We also hold regular contractor training sessions online, some of which are live webinar sessions, where you can ask our Technical Director any questions, and some are on-demand, so can be accessed at a time to suit yourself.
If you have any questions at all please give us a call on 01484 851 747 or email info@surgedevices.co.uk.

New Kollmorgen encoder adds multi-turn absolute feedback at no extra cost
Kollmorgen has enhanced its AKM and AKM2G servo motor families with a new high-resolution encoder option that provides absolute multi-turn feedback — at no additional cost compared to the existing absolute single-turn variant. The Kollmorgen SFD-M encoder option achieves four times greater positioning accuracy than previous designs. The encoder tracks and maintains the position register even after power off, thanks to an innovative battery-free design.
Designed to integrate with Kollmorgen’s AKD and AKD2G drives, the new encoder option provides absolute multi-turn position feedback. The absolute encoder achieves actual angular position per revolution in 24-bit resolution. This capability results in high-precision sensing throughout each 360º rotation, with 16,777,216 counts per revolution at 0.0772 arc-sec per count. Accuracy is +/- 1 arc-min, typical at 25ºC.
Registering the number of shaft rotations in either direction, the multi-turn resolution capability is provided at 16 bits, and can track up to 65,536 motor revolutions. Registering absolute multi-turn position, even when the system is powered off, allows machine end users to achieve a rapid system start up, which is especially useful for machines that involve moves over longer distances. This approach eliminates the need for time-consuming homing sequences when the machine is powered on, optimising productivity and reducing power consumption.

Designed to integrate with Kollmorgen’s AKD and AKD2G drives, the new encoder option provides absolute multi-turn position feedback.
As a result of this performance, the new SFD-M encoder is well suited for applications such as machine tool positioning, packaging machines, material handling, satellite tracking, and other applications that require precision position sensing over longer distances.
The absolute multi-turn capability is provided at the same price as Kollmorgen’s SFD-3 single-turn absolute encoder. The new device also achieves a significant cost saving compared to integrating a third-party sensor. The new Kollmorgen SFD-M encoder is integrated directly into
Kollmorgen’s AKM and AKM2G housed servo motors, saving space and maintaining a low footprint. The design also achieves low electrical noise, up to 50 times lower than previous designs.
The encoder’s battery-free design also optimises reliability and minimises maintenance. This is achieved with energy-harvesting technology, removing the challenge of battery failure and replacement, common to other multi-turn encoder designs that use batteries to retain position information after powering down. The battery-free design also reduces size and creates a more sustainable design alternative. The SFD-M encoder’s approach to power supply when mains power is off is also preferable to integrating mechanical gears, which are backlash-prone and add size – and audible noise.
Kollmorgen’s AKM and AKM2G servo motors with the new SFD-M encoder, along with its AKD and AKD2G servo drives, are distributed in the UK by motion control specialist INMOCO.
For further information, please visit www.inmoco.co.uk




BPCAL02/03
Fanless operation for silent and maintenance-free use
Intel Core i7, i5 or i3 processor

Shuttle is offering it's second gen of very robust industrial PCs with a compact design. The complete systems from the family of Box-PCs come packed in a multi-reinforced aluminium and steel chassis. Equipped with an Intel Core i7, i5 or i3 processor, they can handle any task. Their modular design means that the functional scope and ports can be customised individually to suit the customer's wishes.
Further information at: WWW.SHUTTLE.EU
TIP: Your box PC ‒ as unique as your project! Use our product configurator and tailor your barebone perfectly to your requirements. go.shuttle.eu/Ofu4B




Supports up to 64 GB DDR5 RAM
High-speed NVMe M.2 SSD
Expandable with up to 4× LAN, 4× COM, 20× USB, DVI, VGA, DP, HDMI, LTE, Wi-Fi, DIO and more
Industrial-grade aluminium chassis
Extended temperature support from ‒20°C to +60°C (optional)
Multiple mounting options including VESA, DIN rail and ear mounts FROM £437*
When production processes come to a halt due to electronic failures, every minute counts. UNIS Group helps companies get back up and running quickly and reliably, without the need for immediate investment in new systems. With over 40 years of experience in industrial electronics, UNIS Group is the trusted partner for the repair, refurbishment, and support of electronic equipment across industries.
We carry out over 70,000 repairs per year for clients worldwide. Whether it involves PLCs, HMIs, frequency inverters, or power supplies, our technicians possess indepth knowledge of a wide range of brands and systems. With more than 1,400 test setups, our extensive test centre allows us to perform realistic and reliable testing, ensuring high-quality repairs and minimal downtime.
Customers choose UNIS Group for our unique combination of speed, quality, and sustainability. Thanks to our large stock of critical components, we are able to deliver repairs with an average turnaround of three to four weeks. In addition to being a cost-efficient alternative to replacement, repair is also a conscious, sustainable choice. By restoring existing equipment instead of discarding it, we help businesses significantly reduce their environmental footprint.
With locations in Europe, South America, and Asia, we are locally available and globally active. Whether it’s about extending the lifespan of systems, preventing breakdowns, or safeguarding


production continuity, we offer tailored solutions that keep industries moving.
Want to learn more about our approach and how we keep your operations running? Visit www.unisgroup.co.uk or get in touch with us.
Customers choose UNIS Group for our unique combination of speed, quality, and sustainability.

6ES7136-6DB00-0CA0
6ES7136-6BA01-0CA0
6ES7155-6AA01-0BN0
6ES7521-1BH10-0AA0
6ES7526-2BF00-0AB0
6ES7522-1BH10-0AA0
6ES7526-1BH00-0AB0
6ES7512-1SM03-0AB0
6ES7517-3FP00-0AB0
6ES7136-6RA00-0BF0
6ES7547-1JF00-0AB0
6ES7155-5AA00-0AA0
6ES7135-6HD00-0BA1
6ES7522-1BF00-0AB0
6ES7516-3FN02-0AB0
6ES7136-6DC00-0CA0
6ES7550-1AA01-0AB0
6ES7131-6BH01-0BA0
6ES7512-1SK01-0AB0
6ES7132-6BD20-0BA0
6ES7517-3AP00-0AB0
6SL3210-1PE21-8AL0
6ES7134-6JD00-0CA1
6ES7518-4FP00-0AB0
6SL3120-1TE31-3AA3
6ES7138-6AA01-0BA0
6AV2124-0JC01-0AX0

6ES7515-2FM02-0AB0
6ES7511-1AK02-0AB0
6ES7551-1AB01-0AB0
6ES7331-7PF01-0AB0
6ES7531-7PF00-0AB0
6ES7153-2BA10-0XB0
6ES7518-4AP00-0AB0
Today, after successfully operating for over 30 years, Laser S.O.S. Group’s core business sectors are in the support of a comprehensive range of solid-state lasers and IPL platforms used in various industrial applications such as drilling, cutting, welding, marking, diamond cutting, the manufacture of jewellery, medical and beauty application. These days, lasers have become as common as drills and lathes and their application has grown exponentially.
LaserSOS has grown from an operation that supplies consumable items such as laser lamps, laser crystals, laser optics and mirrors, cooling systems and power supplies to an organisation that not only supplies but also produces and maintains complete laser delivery systems throughout the world. It continues to develop tailor made solutions for specialist application such as diamond cutting and marking.
LaserSOS is an independent operation that through its success in the international laser market has been able to develop close and effective working relationships with a broad range of providers of technologies, products and services used by laser systems. These close relationships and the volume of business the company can place has helped obtain better and quicker levels of service and support for its clients worldwide.
The breadth of stock held by the organisation is second to none and where competitors may

and sales of a broad range of components and services plus its own in-house facilities.
These days, lasers have become as common as drills
and lathes and their application has grown exponentially.
offer a client a single laser lamp, LaserSOS can provide several types with a variety of technical and commercial options. On frequent occasion, speed of delivery can be the paramount consideration and LaserSOS has developed a knowledge and experience of the necessary logistics to deliver an item anywhere across the globe.
LaserSOS provides its clients with extensive and in-depth technical understanding of key laser technologies, gained by the development of procurement
Frequently, a client will provide photos or samples of products it requires but will only have the laser system name and no part number. Finding solutions quickly can help facilitate business growth along with the maintenance of comprehensive stock levels.
Today, the business is not simply a merchanting operation. Over time, it has created and enhanced its inhouse assembly and test facilities. Its current facilities located several miles outside of Cambridge offers a one stop shop providing components and technical services direct to all laser end-users.
LaserSOS has active operations in the USA, Germany, Poland and India providing technical and commercial support across the globe.
Standex Electronics, a global manufacturer of precise, reliable, and durable reed switches, sensors, relays, and electromagnetic components, has invested in a state-of-the-art SMT production line at its facility in Großbreitenbach, Thuringia. This investment underscores the company’s commitment to technological excellence and customer focus.
The investment is part of the company’s long-term growth strategy and will bring numerous benefits to customers, including improved supply security and faster response times to fluctuations in demand. With the new SMT line, Standex Electronics will be able to produce complex assemblies more quickly and cost-effectively, meeting the increasing demands of the market.
Highlights of the new SMT production line:
• Automatic board feeding for maximum efficiency
• In-line CO2 laser for customized markings
• In-line stencil printer with paste print inspection
• High-performance placement machine – combining precision and speed
• Capacity for 25 million boards annually, with the ability to place several thousand components per hour
• Capability to assemble boards up to 550 mm in size
• Reflow soldering process with a
modern 5-zone reflow oven
• 3D AOI inspection: top-level quality assurance
The implementation of the new SMT production line is another step in positioning the company as a leader in electronics manufacturing. By using the latest technologies, not only is production speed increased, but also the quality and reliability of the manufactured electronic components are enhanced. Customers benefit from improved traceability, reduced delivery times, and increased supply security.
For further information, please contact : Werner Ludes, Marketing EMEA
Phone +49 (0) 7733 9253 205 wludes@standexelectronics.com
About Standex Electronics
Standex Electronics is a worldwide market leader in the design, development and manufacture of standard and custom electromagnetic components, including magnetics products and reed switchbased solutions.
Headquartered in Fairfield, Ohio, USA, Standex Electronics has eleven manufacturing facilities in seven countries, located in the United States, Germany, China, Mexico, United Kingdom, Japan and India. Standex Electronics is a worldwide preferred partner for high quality custom engineered solutions.
For more information on Standex Electronics, please visit us on the web at standexelectronics.com.
Fluid control specialist Bürkert has become an official Siemens Product Partner for Siemen’s SIMATIC Automation Systems. The new partnership will extend integration capabilities for OEMs and end users with a focus on valve islands for process industries. Following decades of partnership between the German brands, the new agreement means Bürkert hardware and software is fully integrated within the Siemen’s SIMATIC ecosystem.
The partnership enables closer design integration between Bürkert’s valve islands, featuring an assembly of multiple valves in a compact unit with shared communication, and Siemens remote I/O systems. Compatibility in hardware, software, and communications integration will achieve simplified and faster project engineering, with a shared look and feel enhancing confidence for end users. The combined development is also supported by optimised diagnostics and comprehensive redundancy functions designed to increase process reliability and plant
availability. Long-term investment security is also provided thanks to guaranteed software updates and spare parts supply.
Bürkert valve islands
The combined development partnership provides particular advantages for customers in the pharmaceutical, biotech, and food & beverage industries, which demand precise fluid control within highly regulated environments. The integrated automation solutions will also cover ATEX classified areas (zones 1 and 2).
Products featuring in the programme include Bürkert’s Type 8647 AirLINE SP valve island, specifically developed for integration into Siemen’s SIMATIC ET 200SP and 200SP HA plus the Siemens PCS7 distributed control system. Product development cooperation also covers explosionproof areas, including Bürkert’s Airline Ex Type 8650 for use in potentially explosive areas (Zone 1/21) that can be teamed with Siemens

SIMATIC ET 200iSP I/O system for hazardous area use.
The Bürkert and Siemens combined systems include fully integrated pneumatics within a compact cabinet, and Bürkert’s AirLINE Quick, an integrated valve island mounting and connection system, which can integrate up to 48 valve functions. To optimise ease of use, hot-swap valve installation across Bürkert’s valve island range enables rapid valve replacement during operation.
Integrated hardware, software, and communications
The product partner agreement also helps process industry customers optimise functional safety with features including valve cut-off with pilot valve and valve slot shutdown.
Full software integration between the brands includes Siemens PC7 controller function blocks for pneumatic modules, such as automatic configuration of diagnostics. Ensuring seamless communications compatibility, the solutions communicate over PROFINET as well as PROFIBUS DPis in hazardous areas.
“For OEMs, the Siemens and Bürkert partnership achieves faster and easier development, particularly within highly regulated sectors such as pharmaceutical, biotech, and food & beverage production,” says Damien Moran, Bürkert’s Business Development Manager for Pharmaceutical. “End users in these sectors are also given improved value thanks to safer, more reliable systems that ultimately help to increase productivity.”
In an era where environmental regulations are tightening and industrial efficiency is nonnegotiable, CODEL has launched a trio of triboelectric dust monitors tailored to meet diverse compliance and operational needs with precision and reliability.
Available now, CODEL’s Triboelectric Dust Monitor Range comprises three model families:
• DCEM 6000
A premier, QAL1-certified analyser designed for continuous emissions monitoring. It meets the stringent EN 14181 and EN 15267-3 standards, delivering exceptional accuracy and sensitivity for processes where regulatory compliance is critical.
• EnergyTech 600 Series (including ET 600 and ET 610)
A versatile mid-range option certified to EN 15859, offering real-time particulate measurement for balanced compliance and operational insight. ET 600 excels as a dust monitor, while ET 610 is optimized for early-stage filter leak detection, ideal for process control across power generation, cement, chemical, and manufacturing sectors.
• EnergyTech 300 Series
A cost-effective solution built for burst bag detection in dust extraction systems, offering fast, reliable alerts in applications such as woodworking, mineral processing, and bulk material handling.
What sets this range apart is the proven triboelectric sensing method, known for its robustness, minimal maintenance, and accurate, real-time readings. Unlike optical devices susceptible to alignment issues, humidity, or soot, triboelectric monitors deliver dependable performance even in harsh industrial environments.
Cloud
Each monitor in the Triboelectric Range integrates seamlessly with CODEL Cloud, a centralized digital hub for real-time data, reporting, and analytics. This connectivity enables proactive maintenance, enhanced compliance tracking, and improved filtration efficiency, all accessible remotely and securely.
CODEL officially unveiled the Triboelectric Range earlier this year and received an overwhelmingly positive response from both customers and distributors. Industry feedback praised the range’s versatility, accuracy, and cost-effectiveness, especially in reducing operational downtime.
• Compliance without Compromise:
Whether the project demands high-level regulatory monitoring or practical filter control, there’s a model tailored to deliver precision under the relevant standards.
• Operational Efficiency:
Access to real-time data through CODEL Cloud, issues can be addressed before escalation, reducing maintenance costs and retaining uptime.
• Future-Proofing:
Built with scalability and adaptability in mind, the Triboelectric Range supports evolving environmental standards and industry expectations.
CODEL’s Triboelectric Dust Monitor Range marks a significant leap forward in the field of emissions and filtration monitoring. By pairing high-performance triboelectric sensing with innovative cloud integration, CODEL offers industrial operators agile solutions that are both future-ready and firmly aligned with regulatory demands.






CODEL’s comprehensive range of dust monitors is designed to meet every level of industrial emissions monitoring. Whether you need simple, cost-effective burst bag detection or a high-precision has a solution tailored to your application.


DCEM 6000 - Certified to EN 14181 & EN 15267-3 (QAL1) 0-7.5mg
EnergyTech 600/610 - Certified to EN15859 with mg/m3 output available.
EnergyTech 300 - Affordable solution for burst bag detection
Triboelectric sensor technology, proven method for accurate dust detection.
Direct sensing method, actual particulate concentration.
Easy installation with minimal maintenance required.
Compatible with CODEL Cloud, online real time data platform.
Scan for more
Industrial Manufacturing, Power Plants, Cement Plants, Dust Collectors, Chemical Manufacturing, Mining Operations, Woodworking and Sawmills, Waste Management, Recycling Plants, Power Generation, Pharmaceutical, Construction Sites

For more information and full specification
1629

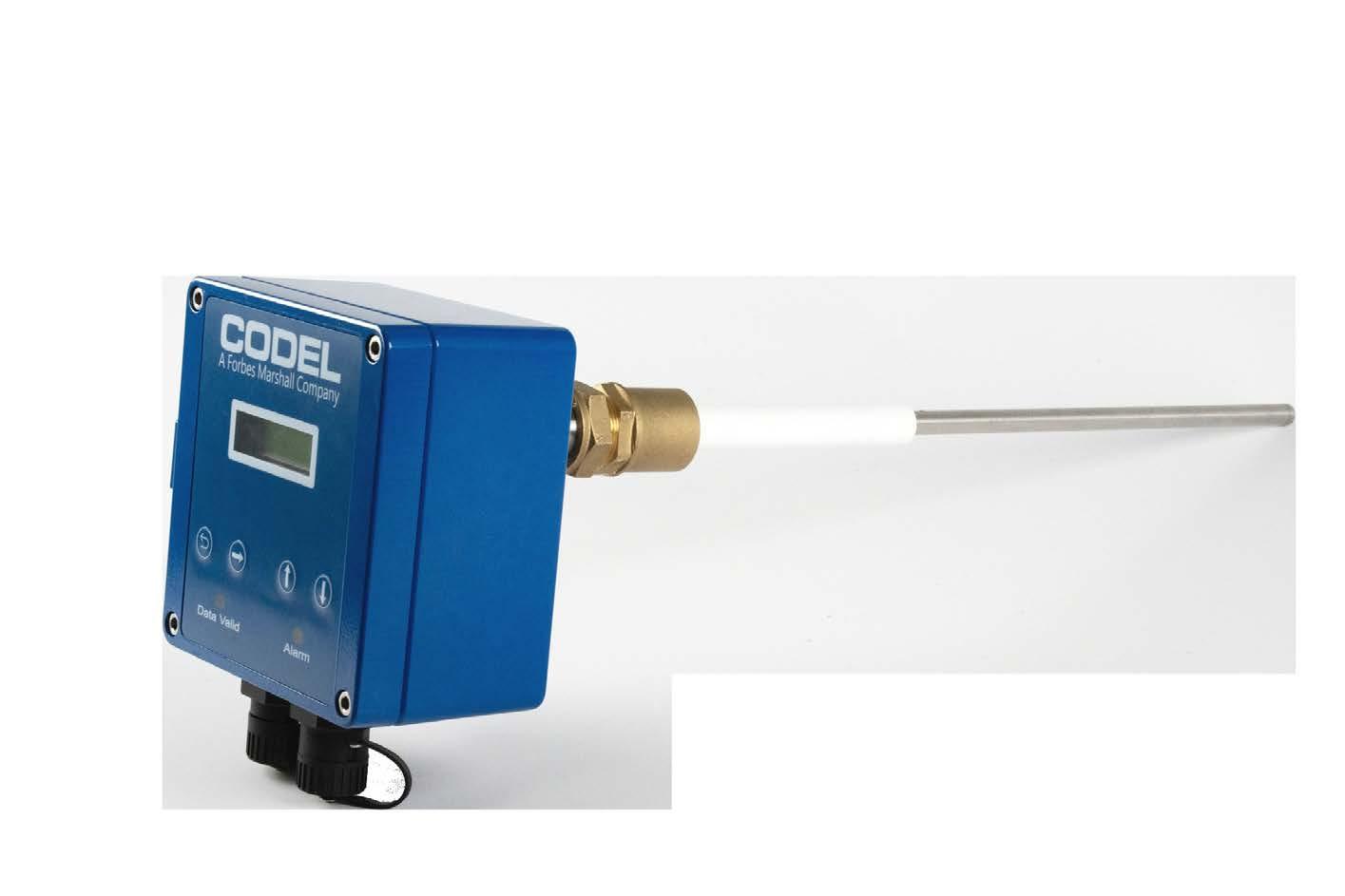

For nearly 40 years, Elmeridge has specialised in designing, manufacturing, and distributing custom low-voltage cables for various demanding applications. Below are some examples that highlight our durable and innovative cable solutions:
Polyurethane Cable: Supplied to a North Sea fish farm, this cable has outlasted expectations, still operational over 20 years later. Made with a highly resilient, hydrolysis-resistant compound, it is favored by underwater and offshore industries for its toughness and flexibility.
Termite-Proof Compounds: Elmeridge developed termite-resistant cables using compounds like Hytrel, Polyurethane, and Polyethylene. These cables withstood a lab test against aggressive Australian termites, demonstrating their durability.
Glass Fibre Reinforced Plastic (GFRP): Known for exceptional durability, Elmeridge’s pushrod cables for pipes and drains incorporate a unique GFRP rod, allowing for extended push distances without compromising strength.

Steel Wire Armour: Custom-designed for the Spanish Navy, this cable uses a combination of Kevlar yarn and Nitronic 50 steel wire armour for high-strength applications.
Rodent-Resistant Rail Cable: Developed for the Hong Kong Metro and later widely adopted by the London Underground, these cables help protect critical rail systems from rodent damage.
Single Core and F1 Cables: Elmeridge supplied Formula 1 with single-core cables in durable compounds, solving issues with in-car camera cables by preventing vibration-induced wear. Buoyant Fibreoptic Cable: Recently, Elmeridge produced a 5km buoyant
fibreoptic cable to inspect culverts under London, demonstrating strength with a 750kg breaking load.
36-Core Umbilical Cable: Designed for a ship’s radar system, this flexible umbilical cable withstands folding during navigation under low overhead structures.
Medical Silicone Cable: Elmeridge combined two silicone cables into one, reducing the diameter without sacrificing flexibility for medical applications.
Sensor Cables: Featuring inner vent tubes for pressure sensing, these cables serve industries in India, Europe, and the UK.
Copper Braid: Elmeridge supplied the Royal Air Force with copper braid sheaths to ground aircraft during refueling, reducing static electricity build-up and fire hazards.
CTD Cables: We are also proud to work with the British Antarctic Survey (BAS), supplying cables of 8,000 and 10,000 metres of CTD (Conductivity Temperature and Depth)
Cables for the RRS Sir David Attenborough (pictured), and RRS James Clark Ross..
FORTEC UK is proud to unveil the Litemax IPPS-4851-APL9, a cutting-edge 48.5” Panel PC tailored specifically for the transportation sector by Litemax, a renowned manufacturer in the outdoor market. This innovative solution is engineered from the ground up to excel in outdoor environments, boasting a remarkable brightness of 3000 cd/m² that ensures exceptional visibility even in challenging lighting conditions.
Key Features of the Litemax IPPS-4851-APL9 include:
• HiTni Panel for Direct Sunlight: Engineered with HiTni technology, this panel prevents blackening of the TFT polariser and maintains display clarity when exposed to direct sunlight for extended periods, making it ideal for outdoor and transportation applications.
• Auto DLS Dimming with IR Remote Controller: Advanced Auto DLS Dimming adjusts screen brightness based on ambient light levels, enhancing visibility and reducing power consumption. The IR remote controller adds convenience and ease of operation.
• 3mm AG Glass with Waterproof Full Flat Design: Featuring 3mm Anti-Glare (AG) glass and a waterproof full flat design, the IPPS4851-APL9 ensures durability and reliability in diverse environmental conditions, guaranteeing longevity and consistent performance in harsh settings.
• UVIR Film for Outdoor Harsh
Environments: Specially designed UVIR film protects against UV and IR radiation, further extending panel lifespan and suitability for outdoor use.
• Slim and Sleek Design: With a slim 25mm display thickness and a sleek 1.5mm border, the IPPS-4851-APL9 combines functionality with a modern aesthetic, perfectly suited for contemporary transportation environments.
• Versatile Power Input Options: Supporting multiple power input options (AC110/220V, DC9-36, and optional DC110V), the Panel PC
features M12 connectors built to withstand vibrations, shocks, and environmental factors like dust and moisture.
Brendan O’Reilly, Display and Embedded Solutions Manager at FORTEC UK, expressed enthusiasm about the IPPS-4851-APL9’s introduction to the UK market: “Its exceptional brightness, size, and robust features make it an ideal solution for transportation applications, where visibility and reliability are paramount. This addition to our product lineup underscores our commitment to providing innovative and high-quality display solutions.”
The Litemax IPPS-4851-APL9 is now available for order. For further details, please visit our website.
















































FREE registration is now open for the Engineering Design Show (EDS), taking place on 8–9 October 2025 at the Coventry Building Society Arena, in Coventry.
Following the success of last year’s show, which brought together thousands of design engineers from across the UK, EDS 2025 is gearing up to welcome more than 4,800 mechanical, electronic and embedded design professionals, making it the biggest edition to date.
Building on its reputation as the UK’s leading event for the engineering design community, the show continues to expand. Attracting
innovators, decision-makers and technical specialists looking to explore the latest technology and trends shaping the future of product development.
Across two days, visitors can meet with 200+ industry-leading exhibitors spanning product design, 3D printing, embedded systems, PCB manufacturing, motors, sensors, robotics and much more.
Attendees will also have access to over 50 conference sessions delivered across three dedicated conference streams, curated in partnership with The Engineer, Eureka! and New Electronics. From
tackling real-world design challenges to showcasing breakthrough technologies, the programme delivers both practical insight and futurefocused inspiration.
Back by popular demand, the Games Zone will return with expanded F1 racing simulators and interactive challenges, giving attendees the chance to test their skills, compete with peers and take a playful break between sessions. Alongside this, the Innovation Zone will once again shine a spotlight on pioneering technologies, including Creative Hubb Ltd’s EOD bomb disposal suit and Dennistries’ latest NextGen robotic range.


Hands-on learning remains a core feature of EDS, with practical workshops running across two dedicated theatres. These sessions are designed to equip engineers with new tools, techniques and fresh thinking to apply back at the design bench. Networking and downtime are equally catered for in the Chill & Charge Zone, a relaxed environment to recharge, catch up with colleagues or simply reset before diving back into the action.
Nottingham Trent University’s student showcase will return, providing a platform for the next generation of product design talent to exhibit their cutting-edge prototypes and bold ideas.
Additionally, new for this year, KUKA will also be on site showcasing their next-generation Autonomous Mobile Robots – offering a firsthand
Attendees will also have access to over 50 conference sessions delivered across three dedicated conference streams.
look at how intelligent mobility is transforming intralogistics and smart manufacturing.
Packed with innovation, insight, and hands-on action, the Engineering Design Show is the must-attend event for design engineers. Registration is now open, secure your free place today!

LS Wastewater & Process Consulting Limited offers bespoke consultancy services for Water Process management and monitoring, with a long-term focus on energy and environmental conservation. Together with its sister company, Leachate Solutions: an industryleader in closed landfill engineering and bespoke leachate treatment plants, our consultancy brings over 35 years industrial experience, and an extensive network of engineering professionals working across the water and process industries.
LS Wastewater & Process Consulting Limited has considerable expertise in the following four overarching areas:
• Leachate Monitoring and Treatment: Customised solutions focused on compliant and sustainable discharge and monitoring protocols
• Robust Maintenance & Management Plans: Expert-led closed landfill and leachate management systems.
• Tailored solutions: Meticulous site assessments and surveys are carried out prior to any advice or recommendations being discussed or offered
• Adherence to environmental regulations: All advise is in alignment with current Environmental Agency, or HSE regulations so removing any ambiguity, and avoiding unnecessary issues with stakeholders or regulators.
LS Wastewater & Process Consulting offer informed, expert-led


solutions for water and wastewater management across the entire process industry, agriculture, farming and closed landfill applications.
Using LS Water and Process Consulting, ensures you have all the tools and expertise at your disposal, enabling you to optimise and monitor your business development, while at the same time ensuring you remain compliant with current regulations
Using a consultancy service can bring a multitude of benefits such as pinpointing blockages and optimising process plant efficiency, streamlining process performance without rising costs and methodical action points to upgrade structural processes.
With all UK companies now looking for sustainable best practices, and a route to Net Zero, LS Wastewater & Process Consulting Limited and its sister company, Leachate Solutions pride themselves on providing innovative, futureproofed solutions for the water and process industries, as demonstrated by Leachate Solutions reaching the finals of the Lancashire Business Environment Awards 2023.
To enquire further about our comprehensive consultancy practice, and find out more about the services we offer, see the website and details below:




Pioneering Consultancy for Landfill and Environmental Management. Your trusted partners in Environmental Consultancy
We’re more than just consultants: we’re your partners in achieving your organisation’s goals.
Our commitment is to provide bespoke solutions for every project, regardless of size. Our team brings over three decades of engineering expertise to the table, delivering long term solutions with a focus on cost efficiency, energy conservation and sustainability.

Closed Landfill Expertise
Management
Monitoring
Treatment
Tailored Solutions
Regulatory Alignment
Water & Wastewater
Management
Monitoring & Control
Cost Control
Quality Monitoring
Rainwater Cost Reduction
Process Performance & Management
Monitoring & Control
Productivitv Enhancements
Systematic Analysis
Cost Effective Solutions
As logistics companies gear up for the holiday rush with events like Black Friday, Cyber Monday, and Christmas, the focus often lands on volumes and delivery deadlines. But packaging, often overlooked, becomes a critical link in maintaining efficiency and safety. During peak periods, rushed decisions and high demand can expose vulnerabilities that increase risks for workers, goods, and operations.
Packaging under strain Warehouses and distribution centres often run at full capacity, with seasonal staff handling packaging. This can lead to inconsistent practices, poorly secured pallets, overloaded containers, and missing hazard labels. Such errors heighten the chance of spills, collapses, and injuries in already crowded environments.
Transport risks
Transport networks also face extreme strain. Packaging directly affects load safety; unstable or poorly secured goods can shift in transit, causing accidents or injuries during unloading. Incorrect labelling slows down handling, prolongs exposure in hazardous areas, and increases the likelihood of dangerous incidents.
Compliance and cyber concerns
Accurate labelling and data such as barcodes, RFID tags, and compliance labels, are essential for traceability and regulatory adherence. During busy periods, these are sometimes applied incorrectly or missed entirely,

creating compliance gaps. Mislabelled goods may be stored or transported improperly, posing both safety and legal risks.
Communication breakdowns
Peak season pressure often disrupts communication between packaging, logistics, and transport teams. Misunderstandings about weight limits, stacking, or handling instructions can cause packaging failures and accidents. Clear, consistent communication is vital to avoid errors that endanger both shipments and workers.
Best practices for safe packaging
To minimise risks, companies can take proactive measures:
• Standardise protocols: Clear guidelines for materials, labelling, weight, and load stability reduce inconsistencies
• Train staff: Seasonal workers must understand proper packaging procedures and safety implications.
• Invest in safety systems: Equipment like interlocked loading bay safety systems can safeguard against accidents from unstable loads.
• Audit processes: Regular checks help spot rushed or unsafe packaging before issues escalate.
• Strengthen communication: Coordinating across packaging, logistics, and transport functions reduces misunderstandings and risks.
Packaging safety: A critical factor in peak season performance
The seasonal surge is unavoidable, but packaging must not become the weak link in the chain. Poor practices can lead to accidents, product damage, and customer dissatisfaction. By prioritising packaging safety, businesses protect their people, maintain efficiency, and safeguard their reputation.
At the Sentric Safety Group, we help companies manage these pressures with safety solutions like the Salvo Loading Bay Safety System, designed to safeguard against accidents during loading and unloading - even in peak season.



For further information, please visit www.sentricsafetygroup.com/applications/loading-bay-safety/


The loading bay is a dangerous environment, accounting for 25% of all industrial accidents. That’s why you need Salvo.
The Salvo Loading Bay Safety System is designed to prioritise safety, utilising trapped key interlocking principles to force a sequential process of operations to safeguard against accidental drive-aways, keeping your personnel ultimately safe.
Your people deserve the highest standard of protection. Scan the QR code to explore the full Salvo product offering, request a site demo, or speak to a safety expert.




Since 1977, Smiths Fire LLP has been providing essential fire safety solutions and maintenance services. Specialising in a comprehensive range of services, including tire extinguishers, safety signage, fire alarms, emergency lighting, fire safety training & fire risk assessments, we excel in safeguarding your premises against fire hazards.
What distinguishes us is our commitment to reliability, professionalism and quality service, all delivered at exceptional value. At Smiths Fire LLP, we combine professional expertise with a personalised touch, ensuring the highest standards of safety for our clients across various sectors.
We can offer tailored solutions to meet your specific needs, whether you require equipment installation, regular maintenance, or comprehensive training - trust Smiths Fire LLP to deliver excellence every step of the way.
Contact us today to elevate your fire safety standards and enjoy unparalleled peace of mind with our trusted solutions and expertise.
01536 484846 | sales@smithsfire.com













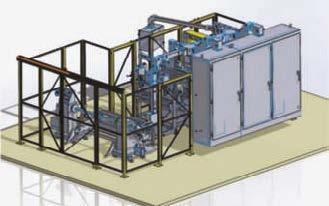


Cross+Morse is a Birmingham based manufacturer of Mechanical Power Transmission products and solutions with over 100 years of history, right in the centre of the engineering hub in the West Midlands region in the United Kingdom. We operate in a 5000m2 fully integrated factory with a dedicated and loyal staff who have amassed a depth of technical expertise and engineering experience over our many years of continued service.


and service we are well known for. With our in-house team of application and design engineers at your disposal Cross+Morse are able to provide bespoke technical solutions to your power transmission problems in the most costeffective way.
Cross & Morse are Mechanical Power Transmission solution specialists and at this present time we have £1.5m worth of finished stock on our shelves such as Roller Chain and Sprockets in both stainless and carbon steel, Gears, Racks, Couplings, Torque Limiters, Sprag Clutches, Timing & V belt Pulleys, timing & V Belts, Inverted Tooth Chain, Silent Chain, Sealmaster Bearings, McGill Cam followers, Shaft Clamping Elements, Freewheel & Overload Clutches.
We value innovation highly at Cross+Morse, which is why we constantly invest in new machinery and technology as well as training programmes and apprenticeships to maintain the highest standards of quality

Have a specialised or ambitious requirement? Send us your drawings and application details and we will do our utmost to find the best solution possible, we welcome a challenge! We have been providing solutions for the food and drink, oil & gas, agricultural, pharmaceutical, quarrying, energy and environmental industries, bottling and packaging plants and many more for over 100 years. Our customers come from the widest range of industries and include original equipment manufacturers for packaging, conveying systems and material handling applications. We also export our quality products all over the world, through our network of long standing distributors or directly to the manufacturers and end users of mechanical power transmissions on every continent.
At Cross+Morse we consider customer





support along with in-house design and manufacture an essential element in our service to industry, please browse our website for details and more information on our manufacturing capabilities as well as our stringent quality control. We are certified to ISO 9001:2015 and have been for over 25 years.
Call or email us now to solve your mechanical power transmission problems.







The mk Technology Group have enhanced their market leading conveyor offering with a relaunch of its best-selling GUF-P mini small belt conveyor and the additional of a new high performance curved belt conveyor.
mk has given its tried and trusted GUF-P MINI small conveyor an overhaul. The new GUF-P MINI features a whole range of improvements that make it even more versatile and flexible.
This small conveyor series is already renowned for its versatility and flexibility when handling small and light products in systems with limited installation space. The updated version offers even more options for tailored integration into a whole range of different production environments.
The conveyor frame profiles have been further optimised, still standing at a height of just 30 mm but with a range of widths from 50 to 300 mm. That allows for a wider range of configuration options with lengths of up to 3000 mm, while also facilitating alternative custom requests.
Another new feature is the switch to the standardised 10 mm T-slot in the conveyor frame profile. This feature lets you easily integrate the system into existing machine frames and lets you attach stands, side rails, initiators and other accessories on either side.
The choice of drive options and motors has also expanded. Alongside the established asynchronous AC motors, a 24 V DC motor and 48 V

stepper motors that meet all the requirements of modern applications are also now available. The new drive options provide efficient and reliable performance tailored to the specific scenario.
The new 12 mm-diameter knife edge option ensures that even smaller products can be transferred safely and reliably. All these new features mean that the MINI is living up to its name now more than ever!
mk also adds the new KGF-P 2040.02 curved belt conveyor to its curved belt portfolio.
The new KGF-P 2040.02 curved belt conveyor offers a much higher usable width, a greater load capacity and a faster conveying speed in comparison to the previous version, the KGF-P 2040. Its more robust design makes it the ideal solution for demanding applications.
It allows you to convey piece goods such as cardboard boxes, small load carriers or trays with an overall load of up to 50 kg around 90° curves,

while maintaining the alignment of the products. The conveyor has an aluminium profile design and is compatible with all other mk conveyor systems.
Thanks to the latest developments, the conveyor belt is driven by a conical driving roll with a frictionlock connection. A special guide geometry on the edge continuously guides the belt in stationary ball bearings at the outer radius. This allows the belt to run extremely smoothly, even at higher speeds. The drive is mounted on the outer edge of the curve, and the three-phase asynchronous motor can be aligned in any way required.
The KGF-P 2040.02 is available with an outer radius of either 1000 or 1500 mm, both of which have a scale of usable widths. Each version is available as either a left-hand curve or a right-hand curve.
As the only UK and Ireland distributor of the mk conveyors please get in touch to see how we can help you achieve your required solution. Call (01949) 823751, email info@adapt-tech.co.uk or visit our website to find out more .
Ideal for small, lightweight products
New conveyor frame design with a 10 mm standard slot
Option of ø 12 mm knife edge tail
Addition of AF direct head drive and BF lower belt drive
New width variants from 50 to 300 mm
Additional 24 V DC motor and 48 V stepper motor
Founded in 1991, and backed by a workforce with over 300 years of combined experience, our UK-based team has built a strong pedigree in CNC precision engineering. Accuracy, efficiency, and problemsolving are at the centre of our business strategy, supported by continual investment in people, technology and process excellence.


We are committed to sustainable and energy-efficient practices. Our operations incorporate advanced solutions such as solvent distillation, LED lighting systems, and variable speed compressors. We also implement processes like oil recovery from swarf to reduce waste and promote resource efficiency.
Founded in 1991, and backed by a workforce with over 300 years of combined experience, our UKbased team has built a strong pedigree in CNC precision engineering. Accuracy, efficiency, and problem-solving are at the centre of our business strategy, supported by continual investment in people, technology, and process excellence.

In the past 18 months, we have invested £700,000 in new CNC equipment, including another Citizen L32-XII , bringing our fleet to 13 Citizen machines. This expansion strengthens our capacity for simultaneous machining, unmanned production, and high-volume manufacturing, ensuring we meet just-in-time supply chain requirements without compromise. Our state-of-the-art inspection equipment and rigorous compliance protocols underpin quality assurance at every stage of our manufacturing process.
invested £700,000 in new CNC equipment, including another Citizen L32-XII, bringing our fleet to 13 Citizen machines. This expansion strengthens our capacity for simultaneous machining, unmanned production and high-volume manufacturing. This ensures we meet just-in-time supply chain requirements without compromise. Our state-of-the-art inspection equipment and rigorous compliance protocols underpin quality assurance at every stage of our manufacturing process.





Whether it’s corrosion-resistant alloys for hostile offshore environments, ultra-precise aluminium parts for broadcast equipment, or high-volume brass components for electronics, our customers rely on us for flawless finishing and on-time delivery. For example, our one-hit machining capability ensures complex parts are produced in a single setup, optimising precision. Similarly, our expertise in NiALBr (nickel/aluminium/bronze) components enables us to deliver high-strength, anti-sparking solutions for mining, oil & gas, and aerospace applications.
All raw materials are sourced from qualified suppliers and supplied with full traceability, giving our customers complete confidence in compliance, performance, and long-term reliability.

our expertise in NiAlBr (nickel/ aluminium/bronze) components enables us to deliver high-strength, anti-sparking solutions for mining, oil & gas, and aerospace applications.

Respected by OEMs, tier 1 suppliers and manufacturers

All raw materials are sourced from qualified suppliers and supplied with full traceability, giving our customers complete confidence in compliance, performance, and long-term reliability.
We are committed to sustainable and energyefficient practices. Our operations incorporate advanced solutions such as solvent distillation, LED lighting systems, and variable speed compressors. We also implement processes like oil recovery from swarf to reduce waste and promote resource efficiency.

Demanding optimal precision and perfect accuracy to carry pristine sound.


Each component machined in a single set up.
Whether it’s corrosion-resistant alloys for hostile offshore environments, ultra-precise aluminium parts for broadcast equipment or high-volume brass components for electronics, our customers rely on us for flawless finishing and on-time delivery. For example, our one-hit machining are produced in a single setup, optimising precision. Similarly,
We manufacture components in stainless steel, copper, aluminium, nickel/aluminium/bronze alloys and high-performance plastics, with proven capability across industries including aviation, medical, automotive, aerospace, mining, hydraulics, marine, broadcasting, electronics, and more. Fully accredited to BS EN ISO 9001:2015 and proud members of the British Turned Parts Manufacturers Association (BTMA).
Demanding optimal precision and perfect accuracy to carry pristine sound

We manufacture components in stainless steel, copper, aluminium, nickel/aluminium/bronze alloys, and high-performance plastics, with proven capability across industries including aviation, medical, automotive, aerospace, mining, hydraulics, marine, broadcasting, electronics, and more. Fully accredited to BS EN ISO 9001:2015 and proud members of the British Turned Parts Manufacturers Association (BTMA).


Qualified sources and full traceability
Each component machined in a single set up

Our customers value not only our technical expertise but also our reliability. Decades of partnerships across industries testify to our reputation for meeting strict deadlines, delivering consistent quality and supporting long-term growth.
Our customers value not only our technical expertise but also our reliability. Decades of partnerships across industries testify to our reputation for meeting strict deadlines, delivering consistent quality, and supporting long-term growth.
All raw materials are sourced from qualified suppliers and supplied with full traceability, giving our customers complete confidence in compliance, performance, and longterm reliability.
If you are reviewing suppliers or planning upcoming projects, we would welcome the opportunity to discuss how our precision engineering capabilities can support your business.
If you are reviewing suppliers or planning upcoming projects, we would welcome the opportunity to discuss how our precision engineering capabilities can support your business.






















At INDUS Engineering Services, we specialize in creating bespoke control panels designed for reliability, performance, and ease of use. Whether you’re in manufacturing, automation, or any other industry, our expertly crafted panels are built to streamline operations and optimize performance.
Tailored Solutions: Our control panels are designed and built to meet the specific needs of your business, ensuring seamless integration into your systems.
Industry Expertise: With over 10 years of experience, we understand the unique demands of industries such as manufacturing, automation & FMCG.
High-Quality Components: We only use the best materials and components to ensure long-lasting and efficient performance, helping you reduce downtime and maintenance costs.
Compliance & Safety: All our products are designed to meet the highest safety standards and comply with relevant industry regulations.
Rapid Turnaround & Support: From design to delivery, we ensure quick, reliable service and offer ongoing support to ensure your systems run smoothly.
Our Services Include:
• Custom Control Panel Design & Fabrication
• PLC & HMI Integration
• Automation & Process Control Solutions
• Panel Upgrades & Retrofits
• Electrical Engineering Consultations
• 24/7 Maintenance & Support Services

We have been supplying threading tools and gauges since 1987.
Together with supplying plain plug and ring gauges this is all that we do, we therefore consider ourselves to be specialists in this field.
We supply worldwide.
We hold extensive ready stocks that include all of the standard stuff that others offer, but also includes taps, dies, die nuts, die head chasers, thread rolls and gauging for threads not normally available 'off the shelf '.
Our real time stocks can be checked and purchased online at www. threadtools.com Just enter the thread details into the search box on the home page.
You will be directed to the item, if stocked, or to our specials, (custom manufacture), sales team. who will quote to supply at competitive rates, in good time.
As an account holder you can also order online from our listed in stock items, at your normal terms. We realise that you need the right item at the right price and quality, and in a reasonable time frame.
We are geared to provide that.
We can ship stocked items same day.
Our experienced sales staff can assist and advise you on any technical issues.
We welcome enquiries from resellers and can offer terms to suit.





WISEMAN THREADING TOOLS LTD
11 Padgets Lane, South Moons Moat, Redditch B98 0RA UK
+44(0)1527 520 580 sales@threadtools.com www.threadtools.com

HSS DIES & DIE NUTS
Large
and many Special Threads. Check our stocks


Large shelf stocks for all Standard and many Special Threads. Check our stocks online. THREAD

THREAD GAUGES all types. Large stocks for standard and SPECIAL threads. Any non stocked can be quoted for custom manufacture.



CUSTOM



In the food and beverage industry, maintaining efficiency while meeting the highest standards of hygiene and safety is a constant challenge. Producers are under increasing pressure to deliver consistent product quality, respond quickly to consumer trends, and comply with strict regulatory requirements. Measurement technology plays a decisive role in making this possible.
VEGA’s portfolio of level and pressure sensors provides reliable data that supports every stage of the production process. From raw ingredient handling and mixing through to processing and storage, these sensors are designed to simplify daily operations and safeguard the integrity of the end product. By ensuring processes run smoothly, they help manufacturers save time, reduce waste, and maintain consistent quality.
A key advantage is the universal hygienic adapter system, available for both level and pressure instruments. Fully compliant with EC 1935/2004, FDA, EHEDG, and 3-A requirements, it is ideally suited to food and beverage applications worldwide. Because it fits all standard hygienic connections, it brings clear benefits: flexible and straightforward integration, fast replacement during maintenance, and reduced downtime with fewer spare parts required.
Cleanability is equally important. VEGA’s sensor designs feature robust seals, durable all-metal

By
combining hygienic design with precise measurement, VEGA sensors enable
manufacturers to meet the dual demands of product safety and production efficiency.
housings, and wetted surfaces with a roughness approaching 0.3 µm. These features make them exceptionally easy to clean during CIP (clean-in-place) and SIP (sterilise-in-place) procedures, allowing manufacturers to maintain the highest hygiene standards with minimal disruption between production runs.
By combining hygienic design with precise measurement, VEGA sensors enable manufacturers to meet the
dual demands of product safety and production efficiency. The result is technology that not only supports compliance but also delivers flexibility and peace of mind in fast-moving food and beverage production environments.
Choosing the right instrumentation is about more than measurement — it is about ensuring quality, protecting reputation, and enabling innovation. With reliable level and pressure measurement technology, VEGA provides solutions that the food and beverage industry can depend on to keep processes running smoothly and products consistently at the highest standard.





Everything is possible. With VEGA

Industry 4.0 sets high standards for the future of sustainable production. Our level and pressure instrumentation is designed to meet these demands, combining the essential features that enhance quality, efficiency, and flexibility in your processes –every single day.

Accurate and reliable measurements are essential to some of the world’s most complex and challenging applications. Sectors like offshore drilling, liquified natural gas (LNG) and chemical operations face volatile conditions — including extreme temperatures, corrosive substances and constant mechanical and environmental stresses. Here, David Strain, technical director at specialist supplier of industrial drive systems Technidrive, explains the importance of robust and resilient sensor technologies in these harsh environments.
Offshore drilling remains vital to meeting global energy demands by accessing oil and gas reserves located deep beneath the ocean floor. However, these operations are remote, complex, and hazardous which makes accurate monitoring essential for ensuring operational efficiency — and also safety.
Take the 2010 Deepwater Horizon oil spill in the Gulf of Mexico, for instance, one of the worst environmental disasters in US history. An explosion aboard an offshore drilling platform occurred due to a series of failures including ineffective monitoring, faults in the alarm system and incorrect gas pressure test readings. Overall, this incident can be attributed to poor risk management.
In the years since the Deepwater Horizon incident, regulations around real-time data, well monitoring and testing have tightened to keep offshore operations safe and efficient. To this end, advanced sensor technologies play a vital role in helping operators meet these requirements, and safeguard both people and the environment.
Offshore drilling remains vital to meeting global energy demands by accessing oil and gas reserves located deep beneath the ocean floor.
Digital sensors are valuable tools that help maintain safety aboard oil rigs. They are a reliable alternative to traditional ultrasonic measurement technologies, and offer faster response times and greater accuracy. Offshore platforms increasingly rely on sensors to perform a wide range of measurements — including level, pressure, interface and density. They are used across critical systems such as mud tanks, oil separators, ballast systems and gas scrubbers.
For example, accurately measuring the levels and interfaces between oil, water and sand is essential for effective separation and maintaining product quality. Advanced sensors also support point level detection, wave and draught monitoring, which helps to ensure operational reliability and safety in hazardous offshore environments.
However, sensors are also vulnerable to the corrosive substances, extreme temperatures and pressure fluctuations aboard offshore platforms and LNG terminals. How is it possible to ensure these sensors remain robust, precise and fail-safe? One answer lies in electromagnetic waves.
Radar sensors use electromagnetic waves that react differently depending on the material they encounter. They are not affected by ambient conditions, which preserves the accuracy and reliability of the measurement. Many sensors offer wireless monitoring and diagnostics from up to 50 metres away, which keeps operators safe when taking measurements.
For example, systems integrator
Technidrive supplies sensors from radar technology leader VEGA, with a range of options perfectly suited to offshore applications. These include the VEGAPULS 6X, a highly accurate radar sensor that delivers non-contact level measurements. It can track wave height quickly and precisely, allowing operators to maintain the height of drilling and pumping assets even in the roughest seas.
Let’s consider the example of an emergency lifeboat deployment aboard an oil rig. The VEGAPULS 6X uses a focused 80 GHz beam to deliver precise, non-contact level measurements — even in wind, fog and extreme temperatures — making it ideal for offshore tasks such as measuring wave peaks during the evacuation.
The system also monitors levels in mud tanks, wastewater sumps and gas separators, withstanding pressures up to 160 bar and temperatures as low as –196 degrees Celsius. Complementing this, the VEGAFLEX 86 guided wave radar sensor tracks separation interfaces and fluid levels in oil and gas separators, ensuring product quality and system efficiency under pressures up to 400 bar and across a wide temperature range.

Germany’s Bayernoil refinery — which experienced its own explosion incident in January 2025 — uses VEGAFLEX 86 guided wave radar sensors to improve the separation process in its desalinators. The sensor’s precise interface measurements despite fluctuating densities allowed for optimal positioning of high-voltage grids and tank usage. Operating reliably at elevated temperatures around 130 degrees Celsius, the VEGAFLEX 86 ensured accurate monitoring for more efficient processing.
To ensure sensors are fail-safe, they must also be made from robust materials. To this end, the VEGAFLEX 86 uses a ceramic cell to monitor mud density in abrasive environments. It is also built from strong materials like 316L stainless steel, Alloy C22 and Tantalum that resist corrosion, seawater and mechanical stress. The sensor’s compact, lightweight design allows for easy installation, and many models, including the VEGABAR 81, are SIL2-certified for reliable and safe use in critical, high-risk applications. As demands on safety,
environmental responsibility and system reliability aboard oil rigs continue to rise, so too does the need for equipment that can perform under pressure. Accurate sensor technologies are proving indispensable here, and the continued evolution of radar and pressure sensing technologies offers a glimpse into a future where offshore monitoring is not only more precise, but also more resilient.
For more information about Technidrive’s range of VEGA sensors for offshore drilling platforms, visit the website.
How a simple shift in thinking is helping manufacturers overcome hidden inefficiencies without risky investments.
In a medical equipment factory, five welders were often drawn away from their stations for material handling. Analysis revealed just 10 minutes of every hour was spent on their craft. The rest? Walking to collect parts or deliver finished goods.
Then came a simple change: a single autonomous vehicle to handle material movements. Suddenly, welding time tripled to 30 minutes an hour. The result was a threefold increase in output, without hiring extra staff.
A similar issue was found in a cushion factory, where 50 machinists spent several minutes each hour walking materials across the floor. It seemed minor – until the figures were calculated. Those short trips added up to more than 30 lost hours every day, the equivalent of four additional employees. Automating transport didn’t remove jobs; it gave machinists their time back.
These inefficiencies hide in plain sight. For decades, manufacturers have accepted them as unavoidable. But as the UK pushes to reclaim its spot among the world’s top manufacturing nations, they’re costing billions in lost productivity.
So why isn’t automation everywhere? Three reasons: high upfront costs, fear of complexity and uncertainty over who to trust. Traditional automation often feels like a gamble –big capital outlay, uncertain ROI, and the risk of idle equipment.



That’s why a new approach is gaining traction: Automation by the Hour. The idea is simple: pay only for the hours a robot works. No huge upfront investment. No long-term commitment. And the risk? It’s shared. If a robot saves you six hours of labour, you only pay for three – the rest of the savings stay with you.
The technology is deployed at your site for six months and fine-tuned to
your workflow. If it’s not the right fit, you walk away – no strings and no commitment.
The goal isn’t to replace people; it’s to let them do what they do best –skilled work that adds value. Because when you stop paying people to walk and start letting them produce, those wasted minutes become your biggest opportunity.
Get in touch and discover how flexible automation can unlock productivity in your operation.
Call us on +44 116 243 6250 or email us at: enquiries@guidanceautomation.com
No CapEx or fees ROI within an hour




Are your skilled workers carrying the load? Let automation do the heavy lifting.
Workflow analysis shows that around 40% of a production worker’s time is unproductive — often spent moving materials instead of focusing on the skilled tasks they’re trained for. Your people are your most valuable asset, but too often they’re stuck on repetitive, low-value work that doesn’t make the most of their abilities.
Our goal is to make automation accessible for businesses of all sizes – because automation isn’t just for the big players; it’s for ambitious small and medium-sized businesses too. We form true partnerships – bringing experience, commitment, and a stake in your success. Together, we deliver measurable productivity gains without the traditional risks of automation.
The British Pump Manufacturers Association is excited to announce that the nomination process for the 2026 Pump Industry Awards is now underway. This year’s Gala Dinner will take place on Thursday 19th March at The Hilton, St. George’s Park, Burton upon Trent. As always, the event will provide a valuable opportunity for networking, as well as a superb platform to recognise, reward and celebrate amazing achievements across the pump industry.
So, if you have a pumping product, application, initiative, person, team, or business that you feel is worthy of industry-wide recognition, this awards programme provides the perfect opportunity. The closing date for all entries is Friday 28th November 2025, allowing you plenty of time to consider, prepare and submit your entries. Entering is simple, and by putting forward a nomination you are demonstrating pride in the quality of your work, people, products, and projects.
The online entry forms, which seek submissions for activities and achievements that will have taken place in the 18-month period up to the submission deadline, are now available for completion via the dedicated awards website – www. pumpindustryawards.com – So why delay? Visit the site today and begin considering which key developments, initiatives, staff, and successes you will be putting forward for welldeserved acknowledgment.
The pump industry plays a crucial role in ensuring our food production, utilities, manufacturing processes, transportation and other essential

services are maintained, and the 2026 awards programme, will again highlight those companies and individuals who have gone the extra mile to meet, and quite often exceed, the demands and challenges presented by the sectors served.
This recognition and acknowledgement will again be represented by a suite of award categories, that collectively honour the full breadth of product and service delivery by the pump industry.
• Product of the Year – Sponsored by Plant & Works Engineering
• Project of the Year – Sponsored by World Pumps
• Environmental Contribution of the Year – Sponsored by SPP Pumps
• Manufacturer of the Year –Sponsored by WEG UK
• Distributor of the Year (<£3M & >£3M) – Sponsorship Calpeda & Caprari
• Supplier of the Year – Sponsored by Wilo
• Contribution to Skills & Training –Sponsored by ABB
• Rising Star Award – Sponsored by Innomotics
• Sustainable Contribution for a Better World – sponsored by AESSEAL
Once again, we are honoured to have secured the support and backing from a host of leading brands, all of whom recognise the value and importance of promoting excellence across the sector. In addition to our main category sponsors (highlighted above), our thanks also go to Brook Crompton for sponsoring the Drinks Reception and Apex Pumps for sponsoring the now infamous Survivors Breakfast. Several other opportunities still exist, so please get in touch if you would like your brand aligned to outstanding engineering achievement within the pump industry.
Wayne Rose, Director and CEO at the British Pump Manufacturers Association, commented: Pumps and their related systems provide essential support for every aspect of our lives. A world without pumps is unthinkable and so it is only right that we have a strong platform to showcase the many achievements of this crucial business arena. I therefore have no hesitation in encouraging all those involved in the pump industry to submit entries into the 2026 awards programme.”
For further information on the 2026 Pump Industry Awards, and to submit your entry(s) please visit the website – www.pumpindustryawards.com –or contact Event Director, Andrew Castle on 07785 290034 or via email at andrew@touchwavemedia.co.uk.


GEMÜ sets a milestone in process technology with new product generation
With its innovative product generation, the valve specialist GEMÜ is launching significant new features on the market that are geared towards the requirements of modern process automation. Under the name LEAP - Lean. Effective. Agile. Platformized. - GEMÜ is presenting a series of advanced products that impress with their modular design and flexibility and are based on modern manufacturing methods. The first available highlights of this new generation include two new valves and an innovative position indicator, which significantly increase efficiency and safety in the process.
GEMÜ P40: Efficient tank bottom valve for sterile applications
The GEMÜ P40 is a new, innovative tank bottom valve for sterile applications. GEMÜ P40 is based on the proven Plug Diaphragm (PD) technology, consisting of a radially sealing PTFE diaphragm, which ensures hermetic separation of actuator and medium. Thanks to its optimized design, the tank Bottom valve reduces the risk of contamination, avoids potential sediment deposits and is easy to clean. The valve body and radially sealing diaphragm are perfectly matched to ensure optimum idle characteristics both when the valve is open and closed. In addition, the dynamic pretensioning of the patented PD developed specifically for tank bottom valves ensures lowmaintenance operation.
The new GEMÜ S40 globe valve is characterized by its wide range of variants and long service life. The maintenance effort and assembly time

can be significantly reduced due to the standardized construction standards, a central union nut and the top-mounted air connections. It is designed for use in industrial applications and allows wear parts such as the seal packing, spindle, seat seal and sealing washer to be replaced quickly. The anti-rotation lock in the piston makes it easier to replace the spindle, while the robust design and optimized geometry of the valve ensure a high level of process reliability. In addition, a sight glass above the optical position indicator prevents the ingress of dirt and cleaning fluids. Thanks to downward compatibility, the new actuators can also be retrofitted to existing systems.
GEMÜ 12A0: Electrical position indicator for the highest demands
A central component of the new product range is the GEMÜ 12A0, an intelligent, electrical position indicator for pneumatic process valves of the new product generation. It offers stateof-the-art communication interfaces such as Asi-5 and IO-Link. Thanks to contactless position detection using
Hall sensors, the GEMÜ 12A0 provides a precise and wear-free solution for process automation. Noteworthy is the independent initialization of the module, which enables simple initial operation and maintenance. In addition, the integrated sensor technology enables comprehensive condition monitoring and forms the basis for predictive maintenance. Unplanned system downtimes can be avoided by monitoring parameters such as temperature, humidity and operating pressure.
Conclusion
A leap into the future of valve technology. With the introduction of the new product generation, GEMÜ is taking a major step into the future. The new products not only offer maximum efficiency and reliability, but also a high degree of flexibility and modularity. Whether in the field of process automation, in sterile applications or in industrial production - the new generation of GEMÜ valves provides forward-looking solutions for demanding requirements.
Our wobble plate pumps have been developed to transport viscous and solid-containing fluids gently and with low pulsation - without causing shear forces and crushing.
With a flow rate of up to 30,000 l/h and a differential pressure of up to 15 bar, the pumps can handle liquids with a viscosity of up to 1,000,000 mPas.
With FDA conformity & ATEX certification for the highest operational safety standards, the pumps can be equipped with optional temperature control or cooling for precise process control depending on client requirements.
Offering simple cleaning and sterilisation (CIP & SIP), the pump has quick maintenance and servicing without disassembly to minimise downtime resulting in maximum system availability for uninterrupted production.
“Our cleaning time has been significantly reduced by using the wobble plate pumps. This means we can change between different colour shades of dispersion paints more quickly and, above all, we no longer have any contamination from the previously pumped paint” Feedback from a plant technician at a paint & coatings company
www.lutzpump.co.uk

A new jet-mixing pump system has significantly reduced capital, installation, maintenance and energy costs at Moove, the leading global lubricants manufacturer and distributor, in the UK.
For a closed-top 50m3 tank used in the manufacturing process of quality lubricating, engine, hydraulic and gear oils, Moove wanted to trial a set-up that would not only be better economically, but also provide more redundancy.
(plus two nozzles), for a 3-bar application with a flow-rate of up to 60m3/ meet the space requirement at the Gravesend site in Kent, Borger also provided system as a skid-mounted unit, working with Moove to supply a customised panel with a specially written that Borger were able to deliver complete, all-in-one package was a real continued Ian.
Ian Lowe, Moove’s Manufacturing General Manager, explained; “A motor failure on a blender could mean as much as four days impact on production, so it was important for us to take the opportunity to prove a different technology.”

that could be easily replicated.”



‘So simple to look after’
The team at Moove drew up a logic for Borger to examine, outlining their objectives, which ultimately resulted in a pump (plus two nozzles), for a 3-bar application with a flowrate of up to 60m3/hr. To meet the space requirement at the Gravesend site in Kent, Borger also provided the system as a skid-mounted unit, working closely with Moove to supply a customised control panel with a specially written program.
“With a 9kW motor (compared to 12kW for the paddle mixers), we are automatically saving on energy, but one of the other main benefits is that the Borger equipment is so simple to look after. There’s easy access to the pump-head, and no special tools required. Retrofit to an existing tank is also very straightforward.
He added: “The performance of our existing paddle mixers has been good, but Borger were recommended as a company that would work with us to provide a better option; one
“We’re very pleased with solutions provided by Borger that allowed us to achieve the goals of our project.”
“The fact that Borger were able to deliver a complete, all-inone package was a real bonus,” continued Ian.
www.boerger.com



In this modern, ‘I want it now’ culture, the challenges for Logistics Managers are coming in thick and fast. When faced with the issue of having to manage demand exactly when and where required to meet consumer seasonal peaks and trends, an adaptable approach is critical. One of the solutions is an `Elastic Warehouse` model, which allows the flexibility to bend, grow or shrink in line with the demands of the supply chain at a moment’s notice, all within the parameters of the industrial site.
Temporary warehouse buildings offer a flexible and robust alternative to traditional warehouses. They can be mounted to existing walls or stand alone, but, thanks to the quick installation timings, they can be operational in a matter of weeks. This makes them the ideal solution for seasonal fluctuations in business or to provide a short-term solution during a transitional phase of a business’ life cycle.
However, it’s worth remembering that temporary warehouse buildings are only temporary by name. CopriSystems’ structures are highly durable and built to last.
Just ask Wickes. They have been a client for over 20 years and have ordered several structures for multiple sites across the UK during that time. Some have been rented as a quick-fix for a finite length of time. Some have been built as a permanent fixture on site. Some have been intended as a short-term solution and ended up becoming part of a long-term operations strategy. They have all been built using the highest quality materials so

Temporary warehouse buildings offer a flexible and robust alternative to traditional warehouses.

the buildings rented on a short-term basis could be re-purposed and reused on another industrial site when they came to the end of their lease.
Just as the desired life-span of each building has been different, so has the usage, which just goes to demonstrate the versatility of a temporary warehouse building – from storing surplus goods and covering vehicles for dry/safe loading and unloading, to providing a safe environment for customer order fulfilment and currently, a new structure is being built to dry
materials that can subsequently be recycled.
The buildings can adapt and there is continuous inconsistency in how they are utilised. However, what is consistent is Wickes’ building specification that every structure needs to increase efficiency and improve standards. The fact that CopriSystems have now installed more than 10 warehouse structures for them at various locations, and all of various dimensions and designs, suggests that they are indeed working efficiently to improve operations.
At their site on Bracknell Industrial Estate, CopriSystems are adding an 8th canopy to the side of the main warehouse, which begs the question…..if Wickes are continuing to grow their footprint, why not just move into a bigger unit? The reality is that there have been so many ups and downs in recent years. Many businesses are not prepared to take the risk. With traditional bricks and mortar, there is less room for flexibility, not just in terms of usage and available space. A five-year lease is not long on a traditional build but there are not many companies that have the money to commit to those timescales or the certainty that they can fix themselves to one specific location and size of building.
A temporary warehouse mitigates the risk. A temporary warehouse offers the flexibility required. This is all great, but even greater is the knowledge that a temporary warehouse need not be temporary at all!

Our warehouse and logistics structures are individually designed to meet the needs of your organisation.
All our installations meet building standards, require no additional, or minimal groundworks in many cases, and are quickly deployable. We offer a full turnkey service covering every aspect, including finance options.





The symptoms of Climate Change are now very apparent with increases in global temperatures and changes in weather patterns being two of the warning signs.
Can industry help to mitigate the situation? Clearly industry, from manufacturing to storage, can assess the efficiency of the premises they occupy. The ever-open door in busy production facilities is a classic example of energy inefficiency where not only does costly heated air escapes, but more energy is also required to replace the lost heated air. This seems to be generally acceptable by industry.
For temperature control and energy management, the automatic door such as Hart’s Speedor is the solution. This fast-action door is the perfect answer. With its quality engineering and durability, Speedor highspeed doors will help to maintain temperatures within a building while keeping energy costs at an acceptable level.
Hart can manufacture industrial door systems customised to meet specific needs. As an example, the Speedor Storm variant is ready for anything the weather can throw at it. Be it a factory, warehouse, storage facility or any kind of plant operation, where doors must be open frequently for people and traffic the Speedor Storm can withstand wind up to ‘wind class 5’ as defined by DIN EN 12424.
Whether it’s access for deliveries, forklifts or people, there are far too many businesses that leave major entrances open for an unnecessary

amount of time. The knock-on effect is wasted heating, higher costs and a less-than-optimal working environment.
Speedor Storm is designed specifically to take care of this. It can help with productivity because entering and leaving can be done more rapidly than non-automatic doors. Further it enhances the working environment because the high-speed operation, even on large doors, means there are no unnecessary open stages.
In turn this lowers energy consumption, important at a time when the cost of energy shows little sign of improving and of course reduced energy use has a positive impact on Climate Change.
In conclusion Hart Door Systems’ Speedor range can make a very significant contribution to energy conservation and a carbon footprint. The combination of automation and high-speed operation prevents the passage of heated or cooled air escaping from a building only to heat the car park for instance.









Developed and verified ‘for industry, by industry’, EEMUA 231 Mechanical Integrity courses are for industrial engineers at every career stage – with reality built - in to aid efficient hands-on work with p rimary containment and prevent loss of hazardous substances, including with pressure systems
• Satisfy industry requirements at each competency level – Awareness, Basic application, Practitioner, Leader
• Courses cover: *Legislative environment *Industry good practice *WSE *Equipment design *Operational considerations
*ALARP *Asset condition *Test techniques *Inspection roles, process & reports *Postponement *Responses to findings
• Certificated up to 5 years – CPD-approved.

• Courses throughout each year available to all – free or discounted to EEMUA Members and Associates. Industry-defined
*Record keeping *Audit *Feedback *User responsibilities & competencies *Operating Limits *Decision Making *More.
• Flexible delivery to suit Learners and companies – Blended, Live online, Classroom, E-learning, or In-house.
Mechanical Integrity Practitioner Certificate (MIPC®) – part-time, blended, live online learning – on-site or on-call – 1:1s and Mentor Support –workbook builds from day-1 for immediate application on-site of EEMUA 177, 231 and 232 guidance, and the PSSR ACOP – certificated for 5 years via exam and portfolio assessment –in-depth learning for 27 weeks, flexible 4 hours per week – CPD of 110 hours. The MIPC course adapts to the engineering needs of each Learner, company and site/s via a 2-hour induction (to fit work schedules ahead of the course) – learning on the next course starts 20 October 2025.
online-learning@eemua.org
For engineers and technicians working in many industrial sectors FOD will always be a real and present danger.
Keeping track of every tool and piece of equipment, especially when several storage cabinets are in simultaneous use, can be challenging.
Snap-on Industrial’s Level 5™ automated total asset management system minimises the risk of FOD by constantly tracking every tool, detecting which tools have been removed or returned.
It also enables engineers and technicians to quickly find every tool they need, when they need it, saving time and easing stress. Engineered to track individual tools by user, without bar codes, scanners, RFID tags or other add-ons, the system works at the speed its users demand.
Level 5™ boxes are network ready, using either Ethernet or wireless connection.
Asset Integrity Leadership Certificate – blended, live online – for new and experienced Leaders –flexible learning 3 hours per week – 55 hours CPD – certificated – next course starts 2 March 2026.
EEMUA 231 Mechanical Integrity Basics – blended, online learning – at Basic application competency level – flexible 4 hours of learning per week for 3 weeks – 12 hours of CPD – certificated via exam – next course starts 29 September 2025
EEMUA 231 Mechanical Integrity e-learning – set at the Awareness level – with 1 hour of CPD – immediately available – on-demand
+44 (0)20 7488 0801

www.eemua.org


Powerful software enables users to review activity at all boxes in their location from one central computer, avoiding the need to inspect each box.
Major benefits of the system include:
• No individual tool scanning required;
• No RFID tags to install or replace;
• Intuitive interface, via touch screen;
• Audible voice confirmation of tool removal and replacement;
• Automatic locking for maximum security;
• Errors announced and displayed to indicate incorrect tool position or advise when a drawer is not closed;
• Keyless access control for easy access by authorised users.
Says Richard Packham, Director UK & Europe for Snap-on Industrial: “Snap-on’s automated system takes tool management to an entirely new level, giving workshop managers and other authorised users easy access to the tools they need, while protecting against foreign object damage.
“The ability to monitor several boxes from one central computer offers managers a huge time saving advantage.”
As global industries embrace more sustainable manufacturing, scrap metal has become one of the most valuable and strategically important raw materials. Far from being waste, metal scrap — including copper — has long been recognised as a critical resource, with established recycling practices ensuring it can be re-melted and reused indefinitely without loss of quality. This makes it a cornerstone of the circular economy and a proven way to reduce the environmental impact of production.
But with demand for recycled metals growing rapidly, the market is feeling the pressure. Scrap shortages are becoming a
Monometer foundry furnaces play a crucial role in the metal casting industry, providing the high-temperature environments necessary for melting various metals and alloys. Different types of furnaces are designed to cater to specific needs, efficiency, and types of materials processed. In this article, we will explore the four primary types of Monometer foundry furnaces: rotary, crucible, tilting, and reverberatory furnaces, detailing their features, advantages, and applications.
1. Rotary Furnaces

2. Crucible Furnaces
Crucible furnaces utilise a simple design where a crucible containing the metal is placed in a
significant economic concern, driving up costs and disrupting supply chains across sectors — from construction to electrical manufacturing. Access to clean, locally processed scrap is now a competitive advantage.
heating unit. This method is effective for small batches or specific metal types.
Key Features:
S Can be fueled by electricity, gas, or oil.
S Available in various sizes for small or large operations.
S Typically made from ceramic or refractory materials that withstand high temperatures.
3. Tilting Furnaces
That’s why Monometer is proud to announce the ongoing installation and commissioning of a rotary furnace, casting machine, and advanced filtration system in Rwanda, with ingot production scheduled to begin later this year. The facility is designed to process locally sourced scrap metal — including copper — into high-quality ingots ready for use in a range of industries.
The tilting feature on Monometer furnaces is designed to pour molten metal easily. Tilting can be to various angles, allowing for precise control during the pouring process which minimises spillage and waste.
Key Features:
This investment is about more than machinery — it represents a shift toward localised, sustainable production. By processing recycled materials close to their source, the facility reduces reliance on long-distance transport, cuts emissions, and supports regional industrial development. It also brings technical skills, job creation, and long-term economic resilience to the local community.
the way they absorb heat from the furnace roof. The heat is directed onto the metal via reflected heat from the roof, allowing for large quantities to be melted simultaneously. They are designed with a large vertical loading door on the end of the furnace and a large hearth to deposit the metal to be melted
Key Features:
S Designed for bulk melting and holding applications.
S Uses either natural gas or oil or electric rods for heating.

4. Reverberatory Furnaces
At Monometer, we believe the future of metal production lies in smarter systems that close the loop — recovering, refining, and reusing materials with maximum efficiency and minimal waste. Scrap metal is not a leftover; it is a strategic feedstock that will shape the next generation of responsible manufacturing.
Excellent for melting large chunks of aluminium, Can be used with copper melting with oxy-fuel burners
Each type of Monometer foundry furnace offers distinct advantages and applications crucial to various metalworking and casting processes.
With production soon underway in Rwanda, we’re proving what’s possible when technology, strategy, and sustainability come together. The model is scalable. The materials are valuable. The future is circular — and it’s already in motion.
Understanding the capabilities and best uses for rotary, crucible, tilting, and reverberatory furnaces can help foundries and manufacturers choose the right equipment to meet their production goals and enhance their efficiency. By investing in the appropriate furnace technology, businesses can improve their output and maintain high-quality standards in their metal casting operations.
For more information contact c.hall@monometer.com


Reverberatory furnaces are characterised by their elongated rectangular shaped hearth and
www.monometer.co.uk
T +44 (0)1702 472201 www.monometer.co.uk






Save energy
Save money
Integrate the LHS 210/410 series air heaters with Leister’s new CHINOOK blower.
get in touch
Tel: +44 (0)1707 331111 info@welwyntoolgroup.co.uk www.welwyntoolgroup.com
T
Specifically designed to feed process air at inlet temperatures of up to 350°C
Quiet operating sound level of 58dB(A)
Capable of delivering air flow of 1,640 l/min at 50Hz with a static pressure of 14.6kPa


L ive onlin e , classroom , blended , e-learning or in-house
• Gain or renew your 5-year Certificates of Competence*
• Courses f for each career stage based on EEMUA 159
• English, Dutch, German and French language options
• Free or discounted for EEMUA Members and Associates
TankAssessor courses*
6-9 October – in French
– Lyon, FR
20-23 October 2025 – in Dutch
– live online
3-6 November 2025 – in German
– live online
17-20 November 2025 – in English
– live online
Tank Integrity Manager course
1-5 December 2025 – in English
– Antwerp, BE
In-house courses
By arrangement for your choice of: time, language, location.
TankInspector courses*
13-15 October 2025 – in English
– classroom – Manchester, UK
27-29 October 2025 – in Dutch
– classroom – Rotterdam, NL
16-18 February 2026 – in English
– live online
23-25 February 2026 – in Dutch
– live online
TankBasics courses
6 October - 27 November 2025
– in Dutch – blended, live online
Storage Tanks e-learning
On-demand – in English or Dutch
Also...





Storage Tanks Seminar –Ridderkerk, NL – 27 November 2025
More choices, information and registration at www.eemua.org


With up to 4.2m bending length and up to 3,200 kN press force, electro-hydraulic press drive from HAWE Hydraulik, 69S top control from Delem, up to 8-axis backgauge with pneumatically movable supports, hydraulic tool clamps and CNC-controlled crowning from technology leader WILA, iMeasure angle measuring system from ACCURL, laser bending line and CNC-controlled bending aids and much more!
ACCURL®’s Top level EuroMaster hybrid press brake built with highend specifications and execution, advanced motion technologies and is still impressively quiet. With the integration of advanced safety equipment and options the EuroMaster is the best in creating complex parts.
Press Brake servicing you can depend on
Here at Axe & Status, we take pride in offering top-quality press brake servicing to ensure the optimal performance and longevity of your valuable equipment.
As a trusted provider of comprehensive maintenance and repair solutions, we understand the critical role that press brakes play in your sheet metal fabrication processes.
https://axestatus.com/press-brakeservicing/
Why choose ACCURL?
ACCURL is widely recognised for its state-of-the-art technology and inventive solutions within laser machinery. Boasting 33 years

ACCURL®’s Top level EuroMaster hybrid press brake built with highend specifications and execution, advanced motion technologies and is still impressively quiet.
of experience and a remarkable record of over 12,000 installed machines, ACCURL’s expert R&D team works tirelessly to research the most competitive technology for their customers. This dedicated approach aligns seamlessly with Axe & Status’s commitment to providing exceptional solutions to their clients.
ACCURL conducts exhaustive studies to offer a diverse range of fibre laser cutting technology, tailored to meet unique customer needs. This results in the production of ultralight, high-precision, and high-energy 2D fibre-laser cutters suited for a variety of industries.
The introduction of Green Hybrid Servo and Electric Servo bending technology for manipulating sheet metal gives ACCURL a substantial edge over competitors. The integration of the IPG Fiber Resonator, offering power ranging from 1kW to 30kW, further solidifies ACCURL’s position as a top-tier manufacturer in the sheet metal machining industry.
Axe & Status exclusively import the large range of fabrication machinery from Accurl in China, which includes Fibre Laser Machines, Pressbrakes and Guillotines.
We install all the imported machinery and provide comprehensive Service Support ongoing.
With decades of experience in the industry, our skilled technicians possess in-depth knowledge of sheet metal machinery and understand the intricate workings of the various equipment types.
Whether it’s a press brake, Fibre Laser, CNC plasma cutter or shearing machine repair that you require, Axe & Status can help.
We appreciate how crucial it is to get your sheet metal machinery back in operation quickly and reduce downtime. Our team will provide a prompt response to carry out timely repairs without compromising on quality. We prioritise our customer’s needs and strive to deliver an exceptional service that will exceed your expectations.
For further information, please visit www.axestatus.com

EMCO UK was established in 1996, and are trading under the two companies of EMCO Education Ltd and EMCO Industrial Ltd. Based on Hayling Island, near Portsmouth, they cover the whole of the UK and Ireland and have showroom and demonstration facilities for the Industrial & Education range of machines, which are supported by our UK based service engineers and office staff.
EMCO is an Austrian company that was founded over 70 years ago, by Karl Maier in Hallein, close to Salzburg. From the 1950’s through to the 1970’s the product range included hardness testers, and a range of small high precision manual lathes & milling machines, and also universal woodworking machines.

During the late 1970’s EMCO were developing their range of CNC machines for Industrial customers, with another range of small CNC machines especially designed for Educational training. The educational range was launched in the early 1980’s with huge success, which resulted in hundreds of small
CNC lathes and milling machines being supplied to colleges, universities and training centres throughout the UK.
EMCO’s industrial range started establishing itself in the UK, primarily with sub-contractors during the 1980’s and quickly founded a loyal customer base who appreciated the build quality and accuracy of their machines. The EMCO range of machines has continued to expand, and in the last 20 years EMCO have now acquired 4 additional factories in Europe, one in Germany and three in Italy to complete their range of machines. All of their machines are 100% European build, using only the best quality components available.

[ Designed for your profit ]

CNC turning center for bar stock work up to Ø 25 mm (1”) and also chucking work. The EMCOTURN E25. Uncompromising quality right down to the last detail at a very reasonable price. With an extremely solid machine base, a thermo symmetric spindle headstock, high precision spindle bearings, preloaded roller guideways in all axes, a fast 12 stn tool turret and your choice of Sinumerik 828D or Fanuc 0i TD. Available with driven tools, C axis for main spindle, Manual tailstock with automatic quill.
MAXX TURN 25
Universal turning center for the complete machining of small, precision parts. Available with Counter Spindle, C Axis, driven tools, integrated Y axis. The MAXXTURN 25. The perfect solution for the complete machining of small parts. Compact, economical and high precision. Suitable for bar parts up to a diameter of 25 mm and chucked parts up to Ø 85 mm. The tool turret has space for 12 VDI16 tool holders. The 36 indexing positions mean the number of tools can be increased to 42 cutting edges. The MAXXTURN 25 comes with a Siemens or Fanuc control.

Fraser Brash, Regional Product Manager for Yale Lift Truck Technologies
When looking for new electric forklifts in a warehouse or logistics operation, making sure the basic capabilities like maximum capacity and reach are covered goes without saying. However, there are many other factors that can significantly impact the best equipment match and should be part of the decision.
In this article, we discuss some of the key questions to consider to select the right forklifts for particular warehouse requirements.
1. How will the forklift impact overall efficiency?
Operational efficiency is paramount, so it is important to look for electric forklifts which can aid streamlined warehouse processes and improve productivity.
For example, busy multishift warehouses may require intensive usage alongside a degree of flexibility. Here, a lithium-ion battery powered forklift can offer the convenience of opportunity charging if required. This helps maintain uptime across two or three shifts, while also eliminating the need for extra batteries as well as the battery exchange processes between shifts. Additionally, lithiumion batteries can often charge faster than traditional lead-acid batteries, contributing to quick turnaround times and maximised uptime.
Be sure to evaluate the types of batteries available. It is also important to get the facts on both battery and lift truck lifespan and long-term associated costs alongside potential performance benefits.

to support high performance and energy efficiency for your particular warehouse’s duty cycle.
Contemplate the strategic advantages and futureproofing aspects of the investment in electric forklifts.
2. Is the forklift flexible for specific operational needs?
Every warehouse is different, so determining whether electric forklifts can adapt to specific operational requirements is key. From the outset, assess which features and options are available to customise the forklift. Depending on the application, operator assistance systems or stability technologies may be advantageous.
Customisations may also start right at the heart of the machine. For instance, explore if there are different motor types available
It is also helpful to take into account whether the forklift can be used in various environments and industries. Gauge a forklift’s ability to handle diverse tasks. For instance, can it provide reliability both indoors and outdoors? Thereby undertaking a broader range of handling tasks effectively.
3. How important is operator comfort?
Operator comfort is a core element of maintaining high productivity levels, so electric forklifts designed to deliver on ergonomics are essential in the warehouse.
For instance, seek features like spacious cabins, user-friendly touch screens, customisable seat options, or a choice of controls. If operators are getting on and off the forklift frequently during the shift, look at lift trucks with easy entry and exit. For extended comfort, also
bear vibration levels in mind. These can add to fatigue and discomfort, especially if forklifts are used frequently over rough surfaces.
Due regard for these elements supports operators to work efficiently and comfortably throughout their shifts.
4. How much space is there to manoeuvre?
Space constraints in warehouses are common and can hinder productivity. If space is at a premium, investigate electric forklifts that offer agile operation, even when turning in smaller spaces. Weigh up factors such as visibility through the mast, the forklift’s turning radius, and overall controllability and responsiveness for navigating tight spaces.
Additional features to support safety initiatives, such as systems to support operator awareness or correct operator behaviour, may also prove important points for certain operations with busy or congested aisles, or where operators may be less experienced.
5. What is the Total Cost of Ownership (TCO) over the forklift’s lifespan?
Contemplate the strategic advantages and future-proofing aspects of the investment in electric forklifts. This goes beyond initial acquisition costs. Warehouses should analyse additional factors, including


maintenance costs and energy efficiency to understand the Total Cost of Ownership.
When specifying forklifts, it can be beneficial to have financial matters in mind from the start. For example, consider the complexity of the forklift and its overall maintenance needs, which may both impact long-term savings. Ask how easy it is to replace the battery in future,

to maximise the longevity of the equipment.
Beyond the truck itself, establish if the forklift itself could even affect labour efficiency and potentially reduce staffing costs.
6. What support and after-sales services are available?
Reliability and durability are critical for maintaining uninterrupted operations. However, every forklift fleet will require backup at some point. Evaluate the availability of parts, financing options, training, and comprehensive after-sales support.
Consider if these services are available at a local level, from manufacturers, dealers, and suppliers with local market and industry expertise. This support can help electric forklifts to remain operational and efficient throughout their lifespan.
By asking these six questions, businesses can make a more informed decision on which electric forklifts will enable warehouses to perform at their peak. Electric forklifts can offer numerous benefits, from improved efficiency and flexibility to environmental advantages and operator comfort. However, operations must choose wisely so that fleet investments deliver for specific intralogistics requirements, while also meeting the needs of lift truck operators.






















SQUIRREL CAGE MOTORS | SLIP RING MOTORS | DC MOTORS
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
• Commissioning worldwide
MENZEL Great Britain Ltd. | UK Branch Office
Martin Rooney | Tel.: +44 1664 500 844
martin.rooney@menzelgb.co.uk
menzel-motors.com
