Southland businesses benefiting from investment in technology

Businesses from Southland to as far afield as Canterbury are benefiting from a new computer numerical control (CNC) laser cutter investment from Southland firm MPE Limited, the first of its kind in the region.


MPE Managing Director, Chris Hughes, said offering this technological capability had been highly sought after given the current pressures on labour and the continued focus on increased productivity currently experienced by southern manufacturing industries.
“We’re helping our customers where we can, by taking the manual work out of specific jobs that can sometimes take days or weeks to complete. The automated function of the laser saves time and money, leaving the staff to utilise their time and skills more efficiently to add real value elsewhere in our clients’ businesses,” he said.

Not only is the new machinery the single largest investment MPE has seen in decades, it is also an



investment for the general industry in the lower to mid-South Island, offering customers a new, intelligent automated option for their steel processing and engineering needs.

Chris said there were several machines that cut flat plate and used similar technology, but no machines in Southland that could do this to various profiles of sections other than plate.
The design software converts 3D files into a code format for the machine and then the computer’s numerical control process takes over and produces high precision parts at speed which are more efficient than
BUSINESS NEWS Cosmed Group – a byword for innovation. INDUSTRY 4.0 To trace or not to trace –EMA. THE ECONOMYCIRCULAR sustainabilityNanoLayr’s roadmap charts the www.nzmanufacturer.co.nzway.September2022 Sales and training—Aust/NZ Region enquiries@baycad.biz0274847464www.baycad.biz Don’t delay, contact us now. 15 day free trial available AlibreVersionDesign24ProFromNZ$1595.0ExpFromNZ$3067.0Atom3DNZ$414.00PricesexGSTNew EasyImprovedfeaturesperformancetolearnanduseDesignedforbusinessesofallsizesneedingCADproducvity.Freeon-linetrainingBuyit—ownitDoesnotusecloudOponalannualmaintenance 5 11 19
continued on Page 11

NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz2 oin
DEPARTMENTS
LEAD
Southland businesses benefiting from investment in technology.
BUSINESS NEWS
Company Profile: Cosmed Group. Epicor conference recognises customer Reducingexcellence.barriers to facemask recycling.
How to successfully deliver your CRM project: Architecture and Innovation – The Big Picture.
SMART MANUFACTURING

The third generation of low code.
INDUSTRY 4.0 – EMA

To Trace or not to Trace.
DEVELOPMENTS
Endeavour fund awards more than $10m to HERA.

THE
Mickey Wijchers, Candy Cutique.
THE
NanoLayr’s sustainability charts the way.
ANALYSIS
Why do smart manufacturing businesses often fall short of expectations?
WORKSHOP TOOLS
Treotham presents world’s first driven e-chain system for long travels.
Igus unveils world’s first bike made from recycled plastic.

DEVELOPMENTS
Liquid hydrogen fuel systems to shift aviation into a sustainable future.

Robots race against climate change on seafloor.
THE LAST WORD
Green factories 101: The net zero blueprint.
Kirk Hope
Is Chief Executive of BusinessNZ, New Zealand’s largest business advocacy body He has held a range of senior positions at Westpac and is a barrister and solicitor

Ian is Managing Director of Intent Group, a master black belt improvement specialist and global lean practitioner. He is passionate about improving productivity and helping to create world class New Zealand businesses.


Dr Barbara Nebel


CEO Barbara’sthinkstep-anzpassionis to enable organisations to succeed sustainably. She describes her job as a ‘translator’ – translating sustainability into language that businesses can act on.
Lewis Woodward
Is Managing Director of Connection Technologies Ltd, Wellington and is passionate about industry supporting NZ based companies, which in turn builds local expertise and knowledge, and provides education and employment for future generations.

Brett O’Riley
EMA chief executive Brett O’Riley has a background in technology and economic development.
Brett actually grew up with manufacturing, in the family business, Biggins & Co.
He currently holds board roles with Wine Grenade and Dotterel Technologies and is also on the NZ Film Commission board.
 Ian Walsh
Ian Walsh
3www.nzmanufacturer.co.nz / NZ Manufacturer September 2022 -1528106418161721222514 Contents ADVISORS
2523221918171185127
2418176525
INTERVIEW
CIRCULAR ECONOMY
Media
Bright light shone
T:
GDP growth of 1.7% in the June quarter shone a bright light and means that the country has avoided a recession. (A recession is two quarters of negative GDP growth.)
On top of that the latest PMI indicates the New Zealand manufacturing sector has had a return to expansion; however, struggle is still going on.
The seasonally adjusted PMI for July was 52.7 (a PMI reading above 50.0 indicates that manufacturing is expanding; below 50.0 that it is declining). This was 2.7 points higher than June, but still below the long-term average of 53.1 for the survey.
Resolving issues with Auckland Showgrounds for major trade fairs in the future is still somewhere out there in the ether, affecting exhibitors and visitors alike. Other viable locations that can cater for the needs of our manufacturers and product suppliers to present their equipment and services to the best advantage of visitors are very rare.
Multiple show organisers use the venue. Initially, one of the more prominent, was XPO Exhibitions and Andy Hobbs, 25 years in the business, who left the South Island to come to Auckland and made his fortune. On sold to the Spillane structure, the future location of so many of these impressive and beneficial events to the Auckland and New Zealand business community, economy and society is in question.
To gather the best of business insights and advice, product development – whether it be food, robotics, baby needs or homewares – before captive audiences is the ideal. Business decisions are made, networks formed. This is what trade fairs provide.
So where will trade fairs be held in Auckland in the future?
InnovationThroughSuccess
 Doug Green
Doug Green
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz4
PUBLISHER
Hawke’s Bay Ltd, 121 Russell Street North, NewHastings,Zealand 4122. MANAGING EDITOR Doug Green
+64 6 870 9029 E: publisher@xtra.co.nz CONTRIBUTORS Holly Green, Barbara Nebel, HERA, EMA Ian Walsh, Rebecca Reed Sean O’Sullivan, Scott Fuller Business East Tamaki ADVERTISING T: + 64 6 870 9029 E: publisher@xtra.co.nz DESIGN & PRODUCTION E::kim-jean:kim.alves@xtra.co.nz WEB MASTER Julian Goodbehere E: julian@isystems.co.nz PUBLISHING SERVICES On-Line Publisher Media Hawke’s Bay Ltd DIGITAL SUBSCRIPTIONS E: Freepublisher@xtra.co.nzofCharge. MEDIA HAWKES BAY LTD T: +64 6 870 9029 E: 121publisher@xtra.co.nzRussellStreetNorth, Hastings NZ ISSNManufacturer1179-4992 Vol.13 No.8 September 2022 Copyright: NZ Manufacturer is copyright and may not be reproduced in whole or in part without the written permission of the publisher. Neither editorial opinions expressed, nor facts stated in the advertisements, are necessarily agreed to by the editor or publisher of NZ Manufacturer and, whilst all efforts are made to ensure accuracy, no responsibility will be taken by the publishers for inaccurate information, or for any consequences of reliance on this information. NZ Manufacturer welcomes your contributions which may not necessarily be used because of the philosophy of the publication.
Company Profile Cosmed Group
Cosmed Group – a byword for innovation, efficiency, quality and respect
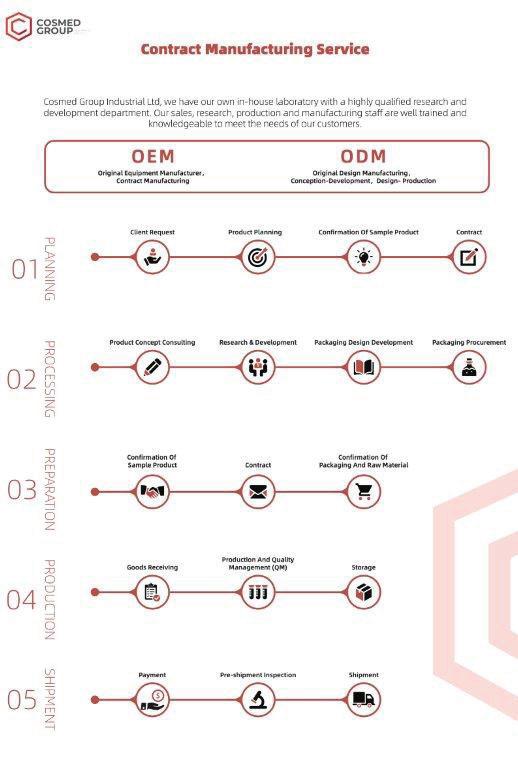

For Cosmed Group, the upheaval of the last two years has been unexpectedly good for business. Based in East Tāmaki, it’s the leading New Zealand-owned contract manufacturer (OEM and ODM) for the skincare, cosmeceutical, cosmetic, baby care, hair care, pet care and personal care industries.

Co-founder, Dr Olga Garkavenko, says the pandemic came into this world unexpectedly and changed the way society operates. “This has caused a lot of businesses to rethink their strategy. Not only are the established successful brands switching to us, but there’s also many new players too,” she says.
Dr Garkavenko’s core strength is in Biotechnology R&D, but she says it is a team effort all round. “I’m proud of all of our dedicated and enthusiastic team members. We have more than 100 years of combined experience across all the services.
“This includes Cosmetic Science Research, Ingredient R&D, Business Management, Quality Management, Environment Management, GMP Production, Cosmetic Care, Personal Care, Health Products, Consumer Products, Supply Chain, Engineering and Customer Services”.
Who and what
About eight out of ten of Cosmed’s clients are based in New Zealand. Most of these clients want help in
developing formulation of their own brand, ensuring quality across each stage of the process.
5www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Business News Creating opportunities for networking, learning, and engaging. Business East Tāmaki (formerly the Greater East Tāmaki Business Association) is here to make it easier to do business; working alongside business leaders and property owners in the region on security, advocacy, development and growth. businessET.org.nz continued on Page 10
Epicor, a global leader of industry-specific enterprise software to promote business growth, recently announced its Customer Excellence Award winners

The event, which is the largest customer event for Epicor in ANZ, brought together many of the region’s customers and industry leaders to celebrate their technology achievements, network with industry peers, and learn about the latest Epicor industry innovations including Epicor Automation AtStudio.this year’s event, Epicor recognised the following ANZ Customer Excellence Award winners: Manufacturing Excellence Award – Hume Doors, part of Hume Group - one of the nation’s largest door manufacturers within Australia & New Zealand, was recognised for driving outstanding automation and process efficiencies with Epicor Kinetic to transform its manufacturing operations across multiple locations in Australia.
Reducing barriers
The circular economy
A new sustainability initiative, designed to prevent PPE from entering the waste stream and marine environment, has launched to help address barriers to the recycling of used facemasks. The initiative is believed to be the first manufacture
CEO Excellence Award - Buckley Systems, New Zealand’s leading precision engineering manufacturers, was awarded for its ERP implementation, managing significant transformational change to operate as an integrated unit more efficiently.
Individual Excellence Award – Patrick Laitt, CIO at Milne Agrigroup Pty Ltd., was recognised for creating a positive impact within Milne and the Epicor community through the adoption of Epicor
PatrickKinetic. has been a champion of change, sharing his learning and expertise to help Epicor deliver a better solution.
to end-of-life recycling programme for masks in New AnZealand.estimated three million facemasks are used globally each minute with 129 billion masks entering the waste stream every month. Most disposable facemasks used in New Zealand are
made from polypropylene, a form of plastic known as #5 in the recycling scheme.
Despite increasing demand from NZ manufacturers, recycled polypropylene is still being sent offshore or to local landfills.


NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz6 Business News
Epicor conference recognises customer excellence
to facemask recycling DEUTSCH HD30 & HDP20 CONNECTOR SERIES Designed specifically for the truck, bus, and off-highway industry, heavy environmentallyduty,sealed, multipin circular connectors. contact sizes 4 through 20. Tel: 04 566 5345 Email: sales@connectors.co.nz Web: www.connectors.co.nz continued on Page 10
How to successfully deliver your CRM project with Clarity, Simplicity and Certainty.
This is the 2nd in a series of 6 articles looking at how to successfully deliver your CRM project. The full series contains:
The Architecture is neither a Process Diagram nor the detailed User Requirements, which will be developed in the next phase of the project.
3 x Critical Success Factors
These are CSFs for the Architecture, not the Project:
1. Match the Solution to the Business Environment
This is important in all major technology solutions but even more so with CRM deployments due to its role in supporting all customer facing interactions and integrating to all other teams.
challenges. Before we even get onto Automation and Consolidation.
2 x Reasons how this is Unique to Manufacturing
Sometimes it is subtle variances that make the difference in approach and each industry has its own idiosyncrasies:
The purpose of the Architecture is to help teams develop the technical capability on time and on budget whilst ensuring it solves the problem for which it was designed. The Architecture will build on the very high-level view purported in the Charter and will contain:
• Concepts – A conceptual view of the stack and its moving parts for communication and context
• Option Analysis – Platforms, Languages and Tools in light of the functional and non-functional requirements.
• High Level Design – Features, phases and solution requirements at a Function level
• Detailed Design – More definition around areas of complexity
• Non-functional requirements including – Security, Performance, Maintainability, Scalability, Reliability, Usability and Risk
The expected outcome is that both the business and technical requirements have been incorporated into a Solution. Specific technologies may be selected, short listed or used as examples as the Architecture develops over time.
The Architecture must take a strategic view of the specific functional requirements and then the significance and importance of potential reliance’s on and impacts to other teams and their processes
2. Desire vs Reality
The simple approach of Why, What and How (Before When & Who) will assist in addressing this challenge:•Why:The justification of the need for the whole solution or any of its parts supported by the Business Case ROI should always drive decisions around compromise and prioritisation
• What: The definition of what needs to be included in the project will create the scope
• How: The way in which it will be delivered is where many CRM projects come unstuck as simple functions require complex technical Issuesdeliveryarise from such things as a desire to use a single platform, satisfying everyone’s needs (refer to CSF 1), the use or not of integrations tools (Refer to CSF 3), loading all, selected or summary data. Compromise doesn’t normally provide a satisfactory solution, but prioritisation will.
3. Knowing Your Stress Points
Later in the series we will look specifically at Data but at an Architectural level the flow of data due to the integration between systems and processes will create stress points that need meticulous design and then development
Intersections are as dangerous in technology projects as they are on the road; Approach carefully, look both ways and don’t assume anything. Building the individual parts is the easy bit, making them flow, sync, work in reverse and acknowledge who is the master are detailed
CRM fordesignedsolutionsandbuiltmanufacturers
1. ERP Integration – Model 1 indicates that the selection of Operations systems are outside the scope of a CRM project. However the integration with those systems is critical to the success of the Project. Two simple examples:
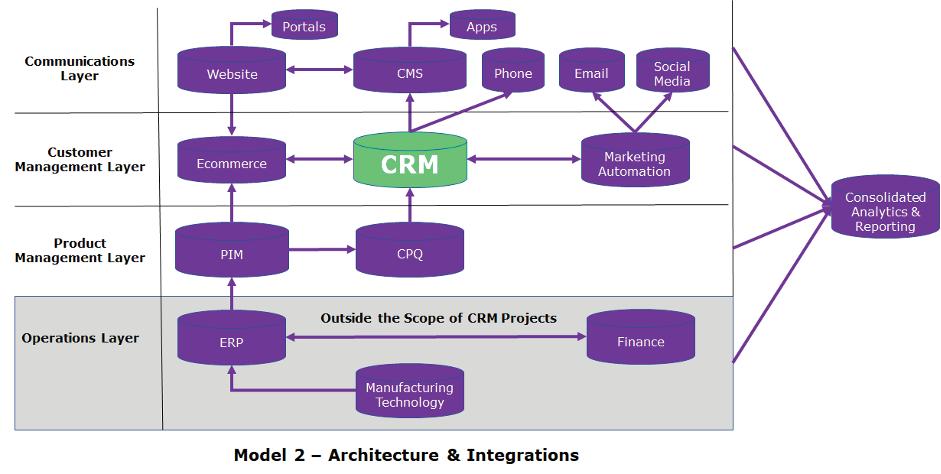
• Credit Facility – A Salesperson in a conversation with a customer needs to know the Credit status of that customer. Automation will assist but finance needs to own that process, as it must with new customers
• Sales Outcomes – Both Sales and Marketing need to know the status of an order, the value of the order and when it is successfully delivered. Operations and ERP will manage the data that shows this and provide it to other systems

2. Manufacturing as a process - Manufacturing and B2B Sales and Marketing are much more diverse than B2C or Services. The potential issues around supply chain and the requirement for accurate forecasting demands the timely and cohesive transfer of information between both environments. Integration is key.
In Summary
Clarity – The Architecture, along with the complex view of integrations, will provide a clear view of how the business and technical aspects of the projects will be satisfied through the deliverables
Simplicity – The Architecture is a ‘Big Picture’ view of the Project whereby the simple, or simplest, solution can be designed that provides the best technical solution and the greatest business benefits.
Certainty – The Architecture creates the vehicle whereby conflicts between Why, What and How can be addressed and fully informed decisions can be made around how to prioritise, not compromise, the use of project resources to develop the required technical capability on time, on budget.
- Contact Scott Fuller for further information: 027 596 9053 or email scott@xception.co.nz
We understand the key drivers and specialist requirements of manufacturing businesses. We engage the right people and facilitate the right process for your business from discovery to deployment.
Discuss your business needs Fuller 027 596 9053
7www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Scott
scott@xception.co.nz
DISCOVERY & SCOPE > SYSTEM ARCHITECTURE BUSINESS CASE > VENDOR SELECTION > PROJECT MANAGEMENT BUSINESS REQUIREMENTS > TRAINING & DEPLOYMENT
CLARITY SIMPLICITY CERTAINTYIntegrated technology solutions built to work to your business processes. Business focused, user driven, fit for purpose and future proofed. Business News
ADVISORS
is an expert in the field of technology development and commercialisation. His company Design Energy Limited has completed over 100 significant projects in this vein by consulting for and partnering with some of New Zealand’s leading producers.


Among Mike and his team’s strengths are industrial robotics and automated production where the company puts much of its focus.
Sandra Lukey is the founder of Shine Group, a consultancy that helps science and technology companies accelerate growth. She is a keen observer of the tech sector and how new developments create opportunity for future business. She has over 20 years’ experience working with companies to boost profile and build influential connections.
 Sandra Lukey
Mike Shatford
Sean O’Sullivan Has a B Com (Hons) Otago University. In 2000 - 2001 introduced PCs on the workshop floor and job and staff tracking and a productivity software App to Fletcher Aluminium Group and 100 manufacturers NZ Innationwide.2001–2022
Founding Director Empower Workshop Productivity & Scheduling Software App. 236 manufacturing and engineering clients mainly throughout NZ and Australia, also UK and US.
Sandra Lukey
Mike Shatford
Sean O’Sullivan Has a B Com (Hons) Otago University. In 2000 - 2001 introduced PCs on the workshop floor and job and staff tracking and a productivity software App to Fletcher Aluminium Group and 100 manufacturers NZ Innationwide.2001–2022
Founding Director Empower Workshop Productivity & Scheduling Software App. 236 manufacturing and engineering clients mainly throughout NZ and Australia, also UK and US.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz8
The third generation of low code
The benefits of low code have long been recognised. In today’s Industry 4.0 era where digitalisation is key to gathering data insights and optimising processes, businesses need to evolve at pace.

Concerns have been raised over low code’s scalability, with some developers suggesting it has limited utility in complex technology landscapes. Martin Thunman, co-founder and CEO of edge analytics expert Crosser, explains how the next generation of low code can overcome these concerns.
One of the most immediately apparent outcomes of two years of global pandemic is the rise in digital technologies. Now, as businesses reorientate in response to change, we’re entering a new digital
However,age.
ambition to embrace digitalisation comes with its own challenges. What we’re seeing industry-wide is an IT delivery gap. According to Mulesoft’s Connectivity benchmark report, the number of projects IT teams are being asked to deliver has increased by 40 per cent since before the pandemic. The report also reveals that over half of these projects are not delivered on time.
Enter low code
Low code platforms have been around for the past decade, enabling faster project delivery with minimal hand-coding. However, despite not being a new technology, developments in low code could make 2022 its year to truly shine.
Several generations of low code in the past still have their uses today. The first generation of low code was built for professional developers, to allow them to carry out tasks faster and make incremental improvements to the software they develop.
These early generations of low code tools took advantage of long-standing development methodologies, so data scientists and software developers grasped the technology quickly and used it to develop a range of applications.
The second generation of low code opened up innovation possibilities to a wider network of professionals, with the conception of the ‘citizen
Thisdeveloper’.made
low code tools far more accessible to staff outside of IT teams and made it possible for those without in-house developers or data scientists to introduce or add new functionalities to their IT
Citizenprocesses.developers
using low code tools can automate processes faster and with a greater deal
of simplicity, typically building mid-complexity use cases for a small number of users within a company.
These tools were largely designed for smaller work groups, meaning the ability to master low code still wasn’t truly available for everyone. Intervention from a variety of technical experts would still be required to make use cases built with second generation low code truly scalable, interoperable and more complex. And that’s where the third generation comes into the fore.
The next generation
Completing a trilogy of low code generations is the advances we’re seeing today. Here, we’re seeing the best of both worlds — tools that facilitate simple-to-high complexity workflows that are accessible to anybody in the business.
Speed and governance are well-balanced, meaning a
business can speed up innovation without the need for complex hand coding.
The third generation of low code fosters a more collaborative environment, where subject matter experts can input their knowledge into the building of a use case, understand what’s being built as it’s created and continue in a way that is intuitive to their own area of expertise.
The ultimate goal of the next generation of low code is to give the ability to innovate to virtually anybody in an organisation.
Low code has been a growing technology for several years, but now more than ever, companies must release its importance. As more businesses aim to scale up their digitalisation plans, arming everyone in the business with a usable, scalable tool is key to building the blocks for innovation.
9www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
title
Company Profile Cosmed Group







Cosmed Group creates a unique business package for each client, including VI Design, packaging solutions, product IP issues and registration.


Sustainability and ethical sourcing
A big selling point for Cosmed’s products are that they are made in New Zealand which has a good reputation overseas for its natural and sustainable products. The demand for natural ingredients in cosmetics is on the rise globally, and environmental issues are growing in importance, making sustainability, ethical sourcing and their related labelling schemes more Changesprominent.inconsumer
behaviour and lifestyles are also creating openings for natural ingredients.

Cosmed Group is BioGro NZ Organic Certified and a member of Natural Health Products New Zealand, which allows them to formulate, process and manufacture certified organic products to get global market access.
How it works
The Cosmed team of qualified in-house chemists offer an industry best-practice product research and development service. They not only create new products but also work collaboratively with clients to solve their product issues and offer improvements to existing products.

“Reformulation of products can be a simple way to improve a product’s quality or price point,” says Olga

The R&D team has extensive experience creating quality products for both local and global markets; understanding client needs and their target markets is essential for the creation of unique products.


Where the magic happens
The complete manufacturing process takes place in their East Tāmaki factory on Crooks Road. Everything happens here, from design, planning, production, packing and execution. They’ve implemented ISO9001 & ISO14001 certification, the world’s leading management system standard.

“That’s why every product and every batch we manufacture goes through rigorous quality control processes to ensure our client gets superior quality products,” says Olga
continued from Page 6
Reducing barriers to facemask recycling
The not-for-profit programme launched by the country’s largest facemask exporter, MEO, will address several logistical and cost barriers faced by consumers and corporates in the collection and disposal of used Underfacemasks.thenationwide initiative, households and businesses can request a free postage-paid courier bag to collect their masks and send them to an Auckland facility where they will be quarantined before being manually sorted into recycling categories.
Any disposable masks made from polypropylene will be upcycled into BioGro certified fenceposts for the domestic and export markets, while fabric masks which use natural filters made from wool and other cloth materials will be dissembled to support composting of their components in a separate programme.

While the first stage of the initiative will support the door-to-door collection of used masks, MEO wants to expand the programme to include physical collection points.
Soft plastic recycling collection model in supermarkets, indicate that consumers have integrated their recycling into their shopping routine.
National retail partners with a brick-and-mortar presence who can help expand the programme to meet the needs of this segment of the market are currently being sought.
By making it easier and removing cost barriers for consumers, recycling your mask can be just as convenient as putting your milk container out at the gate - it is about changing the cultural norms around the reuse of PPE - making it just as easy to recycle a product as it is to buy a new one.
Olga Garkavenko, PhD – Co-Founder and Chief Scientist at Cosmed Group.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz10 / www.nzmanufacturer.co.nz text
continued from Page 5 TechRentals® is an IANZ endorsed Calibration Laboratory We offer both IANZ Endorsed and Traceable Calibrations of test and measurement equipment inluding: 0800 832 www.techrentals.co.nz473
To Trace or not to Trace, that is the question
As our Smart Factory Showcase continues building momentum in the Industry 4.0, manufacturing and technology space, it’s time to share some insights into what we’ll be covering.
Each showcase covers several key areas of operation at Nautech Electronics. These include sales and planning, systems, connectivity, research and development, production, testing, facilities, smart business models and implementation strategies.
Industry 4.0 and the showcase are all about highlighting how a range of digital technologies enhance manufacturing performance, output, monitoring and control, keeping businesses globally
Today,competitive.we’ll
look at all things Traceability and help you decide whether implementing a traceability system might work to keep your business globally competitive.
What is Traceability?
In manufacturing, Traceability, or “Trace” and “Ability”, is the process of gathering and managing data related to your manufacturing processes. It allows you to effectively track all parts and products involved in manufacturing operations including history, location, status. It provides visibility and transparency from the moment raw materials enter your factory through to tracking your final products as they are exported, sold or shipped.
Traceability systems use technologies such as QR codes, barcodes, sensors, IoT (internet of things), RFID (radio frequency identification) to trace the products or parts and relay the information back to a centralised system.
There are two perspectives when it comes to product traceability, these include:
Chain traceability
This is forward and backward product traceability – This means that manufacturers can easily track products from raw material to the distributor, which ensures the distributors or consumers can understand where the product came from.
In some sectors such as food and beverage, it is a requirement to trace at least one step forward and one step backwards in the supply chain.
Internal traceability
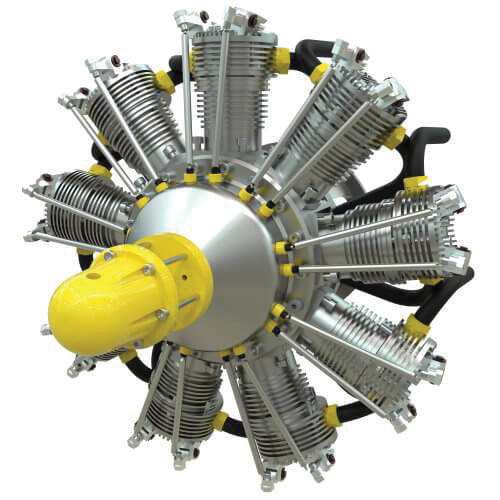
This is about monitoring the movement of parts and products within a limited area in a whole supply chain, such as a single company or plant. For example, an engine assembly plant sources specific engine parts from suppliers and assembles them, and the information they receive about these components is classed as an internal traceability system.
For example, at Nautech Electronics, they capture not only supplier details for every component part used on each product, but also the time it passed through each machine, which staff member assembled it and the duration.
The information they receive is used internally for quality control and productivity purposes.
How will Traceability benefit my business?
In many ways, traceability is something we already do, perhaps just in a less structured way. Implementing traceability systems for your business will ensure that information on all parts and products involved in your operations are effectively recorded and monitored, saving time and money through removal of waste, analyse and address issues such as quality in real time, and improving productivity.
Here are some key benefits:
• End-to-end product traceability – allows you to track and record all inventory movements through your processes to improve monitoring of inspection results, assembly details and time management for each facet of the operation, eliminating waste.
• Product quality improvements – with improved, real-time tracking focus, you will be able to respond to quality issues as they arise. Therefore reducing, or in some cases, eliminating defective products from your operation.
• Cost savings and increased profits – with clarity around your operational processes, potential gaps, and products, you will reduce financial loss by having the ability to gain clarity on underperforming items or areas.
• Quick identification of gaps – data can be collected allowing you to quickly identify where any gaps are to improve your production control.
Get Tracing – Register now!
The Smart Factory Showcase is an interactive multimedia presentation like no other. Your facilitator will take you behind the scenes at Nautech Electronics and provide a unique opportunity for you to see how they have integrated Industry 4.0 in all areas of their operations. From co-bots and sensors, through to smart dashboards and traceability systems, you’ll see it all!
This is your chance to see how Industry 4.0 will benefit your business. It’s a simple first step and is completely free to attend. You’ll walk away with the confidence and knowledge needed to take your next leap forward in adopting Industry 4.0 technologies in your Upcomingbusiness.Smart
Factory Showcase dates are:
Wednesday 21 September
Thursday 29 September
Sessions run from 1pm – 4pm.
Don’t wait – register here
nautech.cominformation,productelectronicsthemselvesandTheyelectronicdelivertirelesslyNautechandindustry4.govt.nz/UpcomingEventswww.beginyourjourney.Electronicshaveworkedforover30yearstotheirclientsthehigh-qualitysolutionstheyneed.usethelatesttechnologyKiwiingenuitytoestablishasaworld-leaderinmanufacturingandengineering.Formorepleasevisit–www.
Southland businesses benefiting from investment in technology

traditional methods, thus saving time and resources.
Not only does it cut steel sections, but it was also designed and manufactured to be able to cut through a range of different profile sections in various steel, stainless steel, aluminium, brass and other material Christypes.said
that MPE had further integrated into their clients’ supply chain by performing this type of work which has allowed their clients to focus on adding further value to other areas of their business.
“It ultimately offers our clients additional labour capacity which they would not have had before, so it really is a winning situation for them in a very
tight labour market. By also reducing their overall component costs this adds another dimension to the term value added supplier.
“We are looking to partner with businesses with product that require a lot of manual time and labour or have some very specific, bespoke products that just want a superb finish to very tight tolerances.
“Our machine meets not just immediate local need, but we’ve also secured clients further north in Otago and Canterbury as the technology and services it provides to clients makes sense to them,” he said.
This new machine compliments MPE’s existing business perfectly where they already use the latest
in CNC equipment in conjunction with traditional lathes, mills and other engineering equipment. The company are the best equipped dedicated precision engineering workshop in Southland, servicing a multitude of other engineering companies, manufacturers, heavy industry and the agricultural
Thissector.is
a significant win for Southland and the wider regions to have continued investment for the future that benefits not only MPE, but also many other businesses that can take advantage of the technology and savings it offers.
11www.nzmanufacturer.co.nz / NZ Manufacturer September 2022 Industry 4.0 - EMA
continued from Page 1

text title NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz12 HEADING SHOWCASEFACTORYSMART FeaturingQuestions or feedback? Please contact - manufacturing@ema.co.nz The Smart Factory Showcase Understand how Industry 4.0 can transform a business and see first-hand what a high level of maturity in Industry 4.0 technologies looks like, based on a real ‘smart factory’ in New Zealand. Your chance to experience the future of advanced manufacturing by immersing yourself in the Smart Factory Showcase. Our aim is that you will leave the showcase feeling inspired by the solutions offered and armed with the knowledge needed to kick-start your own Industry 4.0 journey Feature a digital twin of Nautech Electronics’ Auckland facility which enables us to deliver real content and stories directly to you. The interactive session examines how Nautech integrated smart technology to enhance efficiency, connectivity, and processes. They also highlight how you can engage and improve employee experiences and enhance manufacturing agility. Transform your business The sessions Get started www.industry4.govt.nz/UpcomingEvents DELIVERY PARTNERPROGRAMME PARTNERSPOWERED BY Register here
NETWORK SITE VISITS

The Network Site Visits is a programme to encourage sharing of Industry 4.0 knowledge across the sector. Whether you are well into your Industry 4.0 journey or just starting out, the programme provides a range of opportunities to expand your understanding of Industry 4.0 technologies and learn from others who have already embarked on their Industry 4.0 journey. Join us for events, undertake an assessment or expand your knowledge through resources and case studies.
eadiness Assessment
Factory Tour
Companies can apply for a fully funded Smart Industry Readiness Index (SIRI) Assessment process to help accelerate their own journey towards Industry 4.0, the result of which will be a benchmark against other companies in their sector and a high level prioritisation roadmap.
Apply for the assessment
The tours provide an opportunity to see first-hand what businesses have implemented as a result of the SIRI Assessment. They will showcase developments, specific technologies and learnings on their Industry 4.0 journey. Targeted at local manufacturers, these events are delivered across New Zealand and are a great way to network and connect with others in the region.
Upcoming events
Webinars


The webinar series is an opportunity to hear stories from all stages of the Industry 4.0 journey, focusing on the benefits of implementing these technologies, what challenges you may need to overcome along the journey and specific examples of Industry 4.0 technologies, all based on the experience of New Zealand companies.
Upcoming events
Case Studies
Documented as part of the SIRI Assessment, the case studies provide an opportunity to understand a specific example of how Industry 4.0 technology has been implemented in a manufacturing environment. They will provide you with key learnings to take away and inform your own journey.
Resources
 DELIVERY PARTNER
DELIVERY PARTNER
text title 13www.nzmanufacturer.co.nz / NZ Manufacturer September 2022 HEADING
PROGRAMME PARTNERSPOWERED BY
INDUSTRY EVOLUTION?REVOLUTION4.0:OR



When tackling i4.0, food manufacturing and processing industries are all on a journey of discovery.
Industry supplier NZ Controls includes itself in this bracket, describing the company as a service provider rather than a manufacturer. “We are also working out how it all fits together so that we can help our customers. We want to add value. It’s our responsibility to be informed and ready to help guide our customers into the world of Industry 4. We work hard to battle the hype and drill down into real and practical applications with measurable returns,” says Nikk King, director business development, NZ Controls. NZ controls believes that the best approach is to consider the i4.0 technologies as a set of tools and concepts to enhance what it is already doing. Thus, i4.0 is more an evolution than a
revolution. Nikk says that while the results can be revolutionary, “We don’t need to ditch everything and start again or even make significant physical Perhapschanges”.the best way to take advantage of the i4.0 tools and techniques is to change or broaden the mindset to one of iterative and continuous improvement. While there’s nothing revolutionary there, says Nikk, NZ Control’s ability to apply emerging technologies leads to newly discovered opportunities for improvement. In some other cases, i4.0 tools may just provide the data needed to prove what you may already suspect, finally giving the justification to get those projects
Anothermoving. key application for the i4.0 toolkit is to allow more flexibility and potentially ‘revolutionise’ some aspects of production. For example,


evolving from a very linear and inflexible workflow to a more adaptive cell or modular approach, perhaps using collaborative robots and automated guided vehicles to move components instead of traditional conveyors filling up the floor.
“From NZ Controls perspective we must provide measurable value. We seek to collaborate on developing a measurable business case, delivering i4.0 technology solutions and help our customers realise their return on investment. In doing so, we maintain our customers’ trust and in some small way help to evolve the local manufacturing sector into one which is incrementally more productive.”
“You can’t manage what you
Measure to gain control
•
•
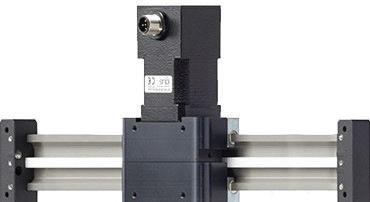
Peter Drucker
text NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz14 HEADING
FTR502 withproductivityDrivedata
Repeatable production • Traceability • Track costs and outcomes
Manage efficiency • Drive continuous improvement
don’t measure”
2 MARCH 2020 INDUSTRY 4.0
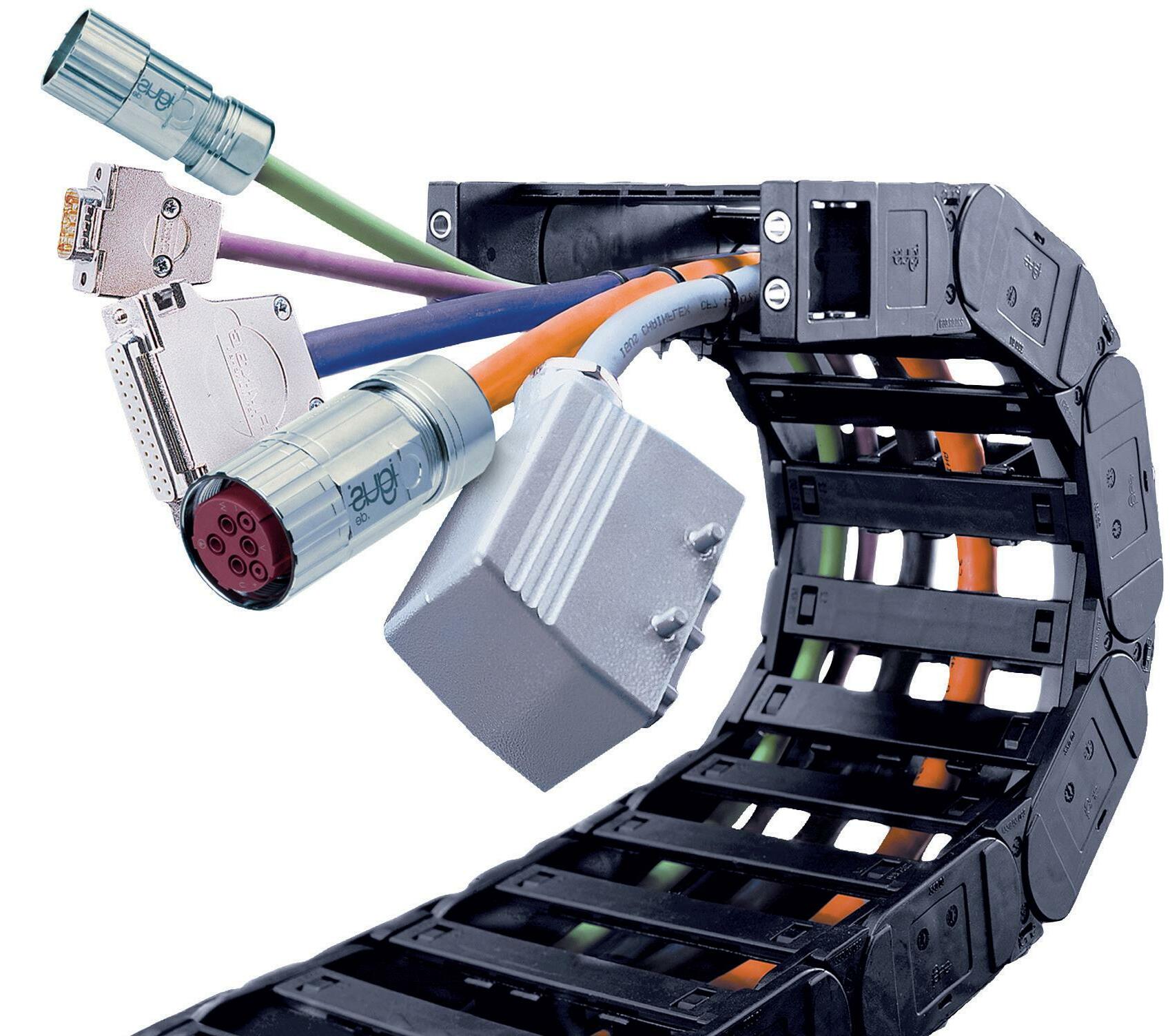



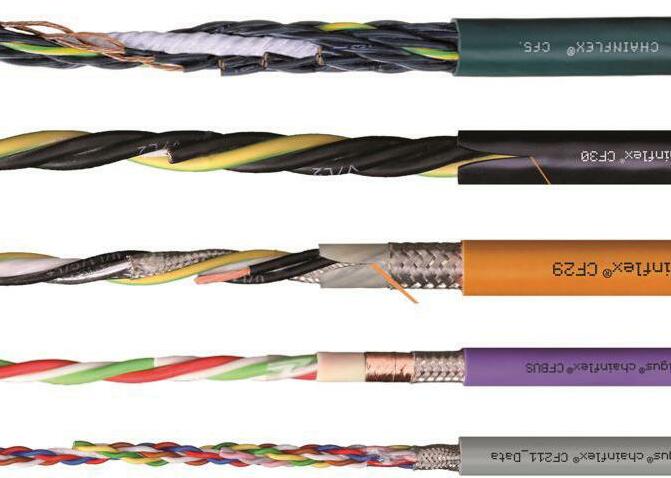
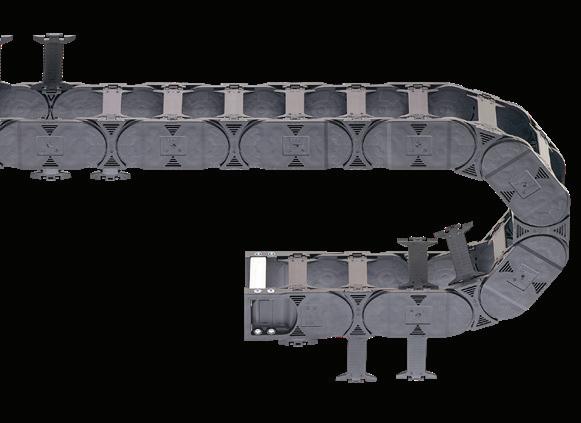






text title 15www.nzmanufacturer.co.nz / NZ Manufacturer September 2022 Treotham Automation is the exclusive distributor for many world class international product lines. As a leader in automation control, Treotham have a broad capacity to provide systems and custom-built solutions using a diverse range of products and components. Contact our technical engineers for more information. Auckland & Hamilton | 0800 847 200 | www.treotham.co.nz | info@treotham.co.nz CHECK OUT OUR NEW WEBSITE www.treotham.co.nz Flexible MeasuringCablesSystemsFlexibleConduits Chainflex Cables Energy Chains Cable Accessories Gear boxesBearings Linear ConnectorsSensorsUnitsSafety Products The leading supplier of high industrialandcomponentsqualityproductstomarkets
Hyper Cloud removes integration complexity
HyperCloud, the world’s first fully turnkey, totally integrated and supported, Intelligent Cloud Fabric is designed and manufactured from the ground up by SoftIron.
HyperCloud is a fully integrated platform that removes the complexity of integrating the many independent hardware and software layers needed to build and run a unified private or hybrid cloud.

Using pre-integrated building blocks, HyperCloud fully automates the provisioning of storage, compute, networking and infrastructure services, providing a fully functioning, multi-tenant cloud that can be deployed in as little as half a day and less than half a rack and scale almost infinitely.
The goal of an intelligent cloud fabric is to dramatically reduce the complexity of operating a resilient, multi-site hybrid cloud by providing stateless building blocks holistically designed and pre-integrated for assimilation by a distributed cloud orchestration control plane.
Using these building blocks - the addition of more
storage and/or compute resources becomes simply “plug and play.”
The result radically simplifies the architecting of a cloud, enabling operations teams to quickly empower application owners and data users to consume and manage services seamlessly across private and public resources.
Independent of all public cloud vendors, HyperCloud enables IT generalists to build and operate highly sophisticated hybrid and/or multi-cloud infrastructures that operate with a level of reliability, availability, elasticity and serviceability previously available only to hyperscale cloud builders with specialist skills and access to large engineering teams.
HyperCloud’s modular nature, combined with the simplicity with which new compute and storage resources can be added, and the out-of-the-box secure multi-tenancy capabilities mean that the cloud fabric can be scaled up or down just in time, eliminating needless over-provisioning and reducing financial outlay.
Building and running clouds today is overly complex as engineers battle to integrate disparate layers of technology into a resilient, performant, and scalable
Itsolution.wastime to take a step back and architect an entire platform, from the ground up, with the single task of making cloud consumable.
HyperCloud removes the complexity of integrating the many independent hardware and software layers needed to build a cloud into a unified purpose-built Withfabric.

HyperCloud, you can deploy virtualised and containerised workloads across federated on-premises zones and public clouds, with support for secure multi-tenancy, full programmability, and full lifecycle automation all ‘out of the box.’
Organisations get sophisticated control of their cloud architecture, eliminating the need for complex integrations between multiple vendors and technologies while providing the ability to scale limitlessly as workloads demand, incrementally adding resource services as needed.
It is a useful utility in your IT tool belt, but most organisations today want a hybrid model.
Creating a complexity breakthrough required a totally new approach to deliver the first and only complete technology to be used specifically for building clouds. After a decade of innovation, HyperCloud realises that goal and will forever change expectations of how clouds can and should be HyperCloudbuilt.
can make hybrid clouds a reality in a fraction of the time and with a fraction of the skills needed.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz16 / www.nzmanufacturer.co.nz
Developments
Endeavour fund awards more than $10m to HERA to build world-leading construction sector
HERA, the heavy engineering research association, has been successful in the 2022 round of the prestigious Endeavour Fund, which supports important scientific research projects seeking to address some of our biggest challenges.
HERA has been awarded a grant of close to $10.3 million to support a four-year research project focused on transforming the construction sector in Aotearoa New Zealand using Construction 4.0 Fundamentally,approaches.
it will improve productivity for the construction sector more broadly, with key outcomes including better economic performance, building and infrastructure affordability, and a larger workforce which is more skilled, innovative, and digitally literate.
HERA CEO Troy Coyle says, “Our research team is both excited and thankful that the Science Board, assessors and the Minister of Research, Science and Innovation appreciate the significant contribution this project will make to the sector and New Zealand
“Thiseconomy.programme
not only addresses key challenges identified by our members and wider industry, but will be world-leading in creating data-driven decision-making for the future of construction.

“Currently there is a profound limitation in the way we perform construction in Aotearoa New Zealand. Complex decisions are being made based on simple data inputs and in linear silos with little inter-connection or data-derived decision support.
“This project will improve design to construction (and beyond) by bringing together industry and a team of global experts rigorously vetted, who will use complexity science to build upon developing nascent global Construction 4.0 knowledge.
“We also recognise the Science Board’s focus on Vision Mātauranga as it is something that aligns strongly to our own commitment in this space. We see this as an opportunity to bring a more holistic approach to the key components of the program of Industry 4.0, sustainability and mātauranga Māori. Our linkages internationally, to industry, and to existing research programmes will ensure project outcomes avoid redundancy and are international best practice. Informed by experts in Mātauranga Māori and its interface with engineering, and by specialists in sustainability and resilience in the built environment, it makes this research unique globally and aligned to social outcomes and intergenerational “Awellbeing.coreresearch
theme will focus on technology transfer in traditional industries and policy development and implementation, to ensure that the project outcomes are readily adoptable.”
The Construction 4.0 framework and guidelines developed in the HERA project will focus on a series of nationwide sector-driven benefits:
• Better economic performance.
• Improved productivity in the construction sector.
• Building resilience and performance within environmental limits.
• Building and infrastructure affordability.
• Interfaces with indigenous knowledge –mātauranga Māori.
• Management of complexity and reduction of uncertainty.
• Enhancement of information exchange and communication between project stakeholders to increase productivity and quality of output.
Part of the Ministry of Business, Innovation & Employment, the Endeavour Fund plays a unique role in the science system. It is the nation’s largest contestable funding system to select excellent research proposals that will provide the highest potential impacts across a range of economic, environmental and societal objectives to transform the future of Aotearoa New Zealand.

In this funding round, the Science Board allocated $236.5 million to 71 projects. Among the 112 research programme proposals assessed, 45 were assessed for impact, and HERA’s proposal was one of 20 to be approved for investment.
About HERA
Securing tomorrow’s industry by innovating today, HERA drives thought leadership for our industry in research and innovation.
Everything we do is to ensure we’re a New Zealand that supports our metals-based industry.
We want our members to be employers of choice, and to be optimising cost effectiveness through productivity and efficiency. Providing support so they follow global best practice, are evaluating and adopting new technologies for commercial success and are recognised for their outstanding commitment to Future-proofingquality.ourindustry mean’s making sure our members’ metal solutions are recognised as the best choice because they’re easy to use, are low risk and are the most sustainable, competitive, safest, and innovative option for Kiwis.
HERA is led by CEO Dr Troy Coyle, who brings 20 years’ experience in innovation management covering the private sector, not-for-profits, government and academia across a range of industries including materials science, medical radiation physics, biotechnology, sustainable building products, renewable energy and steel.
She is a scientist with a PhD from the University of New South Wales with training in journalism and Thecommunications.multi-disciplinary expert research team for this programme includes:
Data Connectivity Standardisation - Professor Xun Xu, Head of Laboratory for Industry 4.0 Smart Manufacturing Systems, University of Auckland, supported by Holger Heinzel, Fabrication 4.0 expert, and Dr. Yuqian Lu, industrial IoT and AI expert.
RP1. Circular Design - Dr Michail Karpenko, GM of Fabrication 4.0, supported by a team including
Professor Pingsha Dong, University of Michigan (USA).
RP2. Smart Construction- Dr Alice Chang-Richards, Senior Lecturer, University of Auckland, supported by Dr Yang Zou, construction informatics and digitisation expert, and Dr. Yuqian Lu, expert in construction process automation.
RP3. Monitoring 4.0- Professor Babak Moaveni, Department of Civil and Environmental Engineering, Tufts University (USA); and Dr. Kaveh Andisheh GM of Structural Systems, HERA, supported by Dr. Saeed Eftekhar-Azam, Assistant Professor, University of New Hampshire (USA).
RT1. Ma-tauranga Ma-tori - A/Prof Fleur Palmer, Associate Professor of Architecture and Future Environments at Auckland University of Technology, Co-Head Huri te Ao Hoahoanga. Supported by Dr. Mahonri Owen and Dr. Kris Roy at University of Waikato.
RT2. Construction 4.0 Technology TransferProf Kenneth Husted, the University of Auckland, supported by Dr Yat Ming Ooi, and Prof Jeroen van der Heijden, Chair in Regulatory Practice, School of Government, Victoria University of Wellington,
RT3. Building a Sustainable Future - Professor Sarah McLaren, Director of NZ Life Cycle Management Centre, supported by Dr David Dowdell, Principal Scientist, BRANZ,
RT4. Computing Technologies for Construction 4.0Professor Robert Amor, University of Auckland.
17www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Mickey Wijchers
Mickey Wijchers is owner/operator of Candy Cutique which manufactures gourmet candy floss out of his Upper Hutt store.
What does your company do? Candy Cutique produces gourmet candy floss in Upper Hutt, Wellington.

We pride ourselves in only using natural ingredients and creating “out of the box” flavours, you could call it “candy floss on steroids”.
a long time, we don’t really have a reference point, but overall the conditions are great.
Initially we were wanting to start selling globally right from the beginning but due to the change in logistics as a result of covid that didn’t really work out for us (long delivery times).
Staff retention -How easy is it?

We work with a very small team, mainly students on a part time basis. So far it has been reasonably easy for us to find staff and they stick around.
Does the company have environmental policies in place?
We don’t at the moment as we’re still very small, but this will definitely be something that we’ll be looking into once we get bigger.
Future growth markets?
How long have you been in business?
The process of building this business took roughly 3 years as I was still studying at the time.
We had our first sale in June 2021 so technically we’ve been operating for just over a year.
Where are the markets for your products and services?
Our target market is very broad, we like to think of our candy floss as adult candy floss, but we also have some flavours that are suitable for kids. We also offer custom printed bags, so we get quite a few businesses buying our products and using it as their “business card” for promotions.

Our main focus currently is on growing our wholesale opportunities as we’ve figured out that’s the most efficient way for us to sell our product and gain popularity.
Do you export?
We’ve had a few overseas orders, but we don’t get them on a regular basis as people have to put in a We’verequest.been working with some international wholesaling platforms but haven’t gotten around to making the logistics and so on work, but we’re hoping to export in the near future.
Where do you source your raw materials? We get all our ingredients from New Zealand producers and importers, where possible we buy organic and fair-trade ingredients.
How are you finding present business conditions?
Because we haven’t been in business for such
We currently only offer small sized bags for “private” consumption but we’re wanting to introduce larger sized “foodservice” bags as well which will only be available to restaurants & bars etc to be used as garnishing etc.
A market we see potential in is the hospitality sector. Besides this we’re also hoping to start exporting to the US, Europe, and Asia but this mainly depends on shipping rates and times as our product price compared to the shipping price is not ideal.
What would make business better for the company at present?
The biggest struggle is probably that we’re still quite small so we have limited resources and that makes it hard to get to a position where we can work more efficiently.
To give an example, I currently do a lot of things myself such as customer service, dealing with sales, producing the product, printing bags, social media etc etc.
With the current manufacturing equipment, we can probably produce at least 10 times more product than we do now and in that situation, we would be able to outsource more and increase our efficiency.
How is government doing re the business community?
Our local council – the Upper Hutt City Council - has proven to be very helpful! They organise events where local businesses can learn about all sorts of different topics, and they create opportunities for local businesses to connect. Recently, they have helped us with marketing so overall the local government has been more helpful than we anticipated.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz18 HEADING
The Interview ManufacturingOpinion Profiles Letters to the Editor Politics of Manufacturing Trade Fair World Diary of Events World Market Report ExportQ/A CommentaryBusinessMachineNewsToolsOpportunities As I See ManufacturingEnvironmentalRecruitmentEquipmentLeanNewAustralianAroundAppointmentsBusinessItNewsNewZealandReporttotheMarketManufacturingforSaleTechnologyProcesses NZOCTOBERMANUFACTURERFEATURES2022Issue Advertising Booking Deadline – 7 October 2022 Advertising Copy Deadline – 7 October 2022 Editorial Copy Deadline – 7 October 2022 Advertising – For bookings and further information contact: Doug Green, P O Box 1109, Hastings 4156, Hawke’s Bay Email: Editorial material to be sent to : Doug Green, P O Box 1109, Hastings 4156, Hawke’s Bay Email: publisher@xtra.co.nz Tel: 06 870 9029 At NZ MANUFACTURER our aim is to keep our readers up to date with the latest industry news and manufacturing advances in a tasty morsel, ensuring they do not get left behind in the highly competitive and rapidly evolving manufacturing world. www.nzmanufacturer.co.nz 3D WORKSHOPMANUFACTURINGSMARTPRINTINGTOOLSROBOTICS&AUTOMATIONENERGYREGIONALDEVELOPMENT
The Circular Economy
NanoLayr’s sustainability roadmap charts the way
When you’re a busy manufacturer, investing in a sustainability roadmap can be the difference between talking about sustainability and making it happen.
In this article we explain what a sustainability roadmap is and why your business needs one. We also talk with Auckland-based functional textile manufacturer NanoLayr about the benefits it’s seeing from theirs.
What is a sustainability roadmap?
A sustainability roadmap charts the course your business plans to take to become more environmentally and socially sustainable.
Think of it like a Google map. Plug in your destination (a more sustainable manufacturing business) and Google offers up a host of ideas to help you with your journey.
• Street names and directions? These are the high-level sustainability actions you need to take to reach your destination. In a manufacturing business they may include sourcing renewable materials or tackling waste in your packaging.
• Alternative routes? Think of these as your options and trade-offs. There are many ways to become more sustainable. You’ll need to assess different projects and prioritise them.
• Distances and different modes of transport? These are the resources you’ll need to commit and the people you’ll need to involve: team members with clear responsibilities, external stakeholders such as suppliers, and (probably) some budget.
• Journey times? They’re the high-level timelines you’ll work to. Map your sustainability actions into blocks of time. You may be able to complete some within six months to a year. Other activities will take longer. Assign them over the medium term (say one to two years) and longer term (say two years plus).
Bring this ‘journey’ information together and you have your sustainability roadmap: a summary of your sustainability goals and the projects, resources and timetable that will help you meet them.
NanoLayr’s sustainability roadmap
NanoLayr is an award-winning deep-tech manufacturer and exporter. The company uses its proprietary Sonic Electrospinning Technology to manufacture functional nanofibre textiles. NanoLayr textiles feature in advanced air filters, skincare brands and sound insulation around the world.


Sustainability matters to NanoLayr. ‘It’s the right thing to do,’ says CEO Ray Connor. ‘As a manufacturer, we have a responsibility to make sure the products we make and how we make them have minimal impact on people – our customers, employees, suppliers and communities – and the environment.’
Earlier this year NanoLayr brought together 15 team members from their executive and senior teams to brainstorm and develop the company’s first sustainability roadmap. Participants came from across the business: product development, operations, R&D, health and safety, manufacturing, design, customer engagement, marketing and business development. Read on to learn how the roadmap is helping them.
How can a sustainability roadmap benefit your business?
1. A roadmap confirms your destination
Where are you heading and why? To answer these questions, the United Nations’ 17 Sustainable Development Goals (SDGs) are a good place to start. Every country on earth has ratified these environmental, social and economic goals.
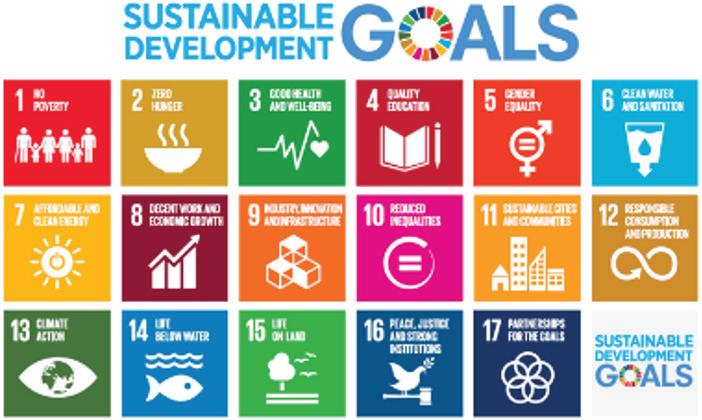
We recommend you choose five or six goals to focus on. Which are the most relevant to your business? Where can you have greatest impact?
need to turn? How far along do you need to go?
On your sustainability roadmap, these are your activities, timelines, responsibilities and budgets. Many manufacturers already have a list of sustainability projects in their sights. If you’re looking for inspiration, the SDG Compass contains practical activities to link your strategies to the global agenda.
Ray says NanoLayr’s sustainability roadmap is helping the business prioritise what it does.
‘The framework has given us the tools to map out our sustainability journey so we can focus on the right things.’
In producing their sustainability roadmap, NanoLayr chose to focus on five SDGs: Good Health and Wellbeing (SDG 3), Decent Work and Economic Growth (SDG 8), Responsible Consumption and Production (SDG 12), Climate Action (SDG 13) and Life Below Water (SDG 14). SDG 17 (Partnerships for the Goals) supports all the goals. The team found mapping to the SDGs helpful.
‘It’s given us a framework to identify the priority areas we need to work on, to make the biggest difference,’ says Ray.
2. A roadmap defines your starting point (‘You are here’)
The most helpful maps, including Google, show you where you’re starting from. In sustainability terms, your starting point is a stocktake of the activities you’ve completed and have underway.
When you do this stocktake, you may be pleasantly surprised. NanoLayr’s roadmap identified that the company is already making good progress towards many of its sustainability goals. For example, many of the ingredients it uses and the raw materials in its packaging are bio-degradable and derived from
Withplants.a
roadmap in place, the company can build on these ‘starter’ activities to achieve even more. For example, it can investigate options to ‘trace’ the source of its raw materials through its supply chain. This activity will help it market products in international markets where ‘traceability’ is increasingly important.
3. A roadmap breaks your journey into steps
Here we’re talking priorities and projects. In Google terms, which streets should you take? Where do you
4. A roadmap shows people where you’re going
A roadmap is also a communication tool. Use it to help your stakeholders understand where you’ve come from and where you’re heading to. Engage your team behind your plan, educate your suppliers and show your customers that sustainability matters to Tailoryou.your
roadmap to your audiences. They’ll want different information, presented in different ways.
In the spirit of ‘maps’, most people value something visual like a simple one-page diagram.
Ray says NanoLayr is using its roadmap, and the SDGs it is built on, to communicate with its customers.
‘Many global companies have adopted the SDGs, so using them ourselves lets us speak a common language with our customers.’
Want to make your manufacturing business more environmentally and socially sustainable?
A roadmap will help you find your way!
www.thinkstep-anz.com
NanoLayr
19www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Developments
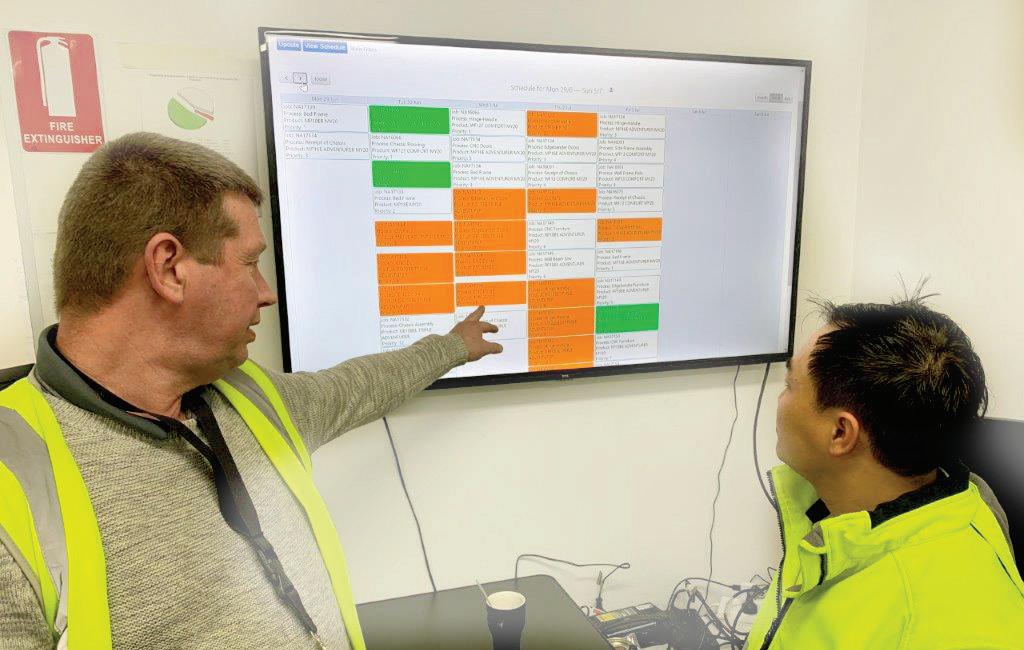
Are you still using Manual Time Sheets to record Staff time on Jobs?
The manual time sheet system for tracking staff time on jobs has been used by NZ manufacturers for over 100 years without change and without improvement.
Manual time sheet reporting provides production information “too little, too late, too inaccurate and too expensive”.
For example for a workshop of 10 staff the cost of manual time sheets is lost production time and administration time of $800 per week, therefore $40,000 per year.
For a 20 workshop staff manufacturer the costs are $1,600 per week and $80,000 per year.
By comparison, the technology of touchscreens on the workshop floor and a Labour Tracking and
Management Software App subscription cost is substantially less than the cost of manual time sheets.
Such Apps have 200+ screens and reports in real time and accurate production information, accurate individual staff times and job times, presented continuously throughout the day on 50 inch TV monitors in the office and on the workshop floor.
If, as a NZ manufacturer with 10 workshop staff, you stopped using a 100 year old inaccurate manual system and instead used accurate new technology of touchscreens and TVs on workshop floor and the production App, you would save in excess of $650 per week and save $32,500 per year.
One good Labour Management Software App option developed specifically for jobbing manufacturers
and engineers involved in custom, bespoke and “one off” manufacturing is www.empowersoftware. co.nz – you will see a 20 year and 240 manufacturing clients’ track record of securing 20% to 40%+ reduction in labour times on Jobs and 20% to 40%+ reduction of labour cost on Jobs.
This on a 10 workshop staff manufacturing site is 80 additional production hours per week and $6,400 additional revenue per www.empowersoftware.co.nzweek.
The edge reaches new frontiers in digital manufacturing
Imagine what digital manufacturers could achieve if they could connect their entire supply chain and partner ecosystems. What could this extended edge look like?
Industry 4.0 ushered in the era of digital manufacturing, bringing Operational Technology (OT) and Information Technology (IT) together and focusing particular attention on the network edge as a key point of transformation.
If we define digital manufacturing as the bringing together of people, machines and things, then the edge is the important arena where so much of that interaction takes place.
As a starting point, the edge is where the Industrial Internet of Things (IIoT) enters the picture, opening the door to the integration of AI and robotics.
It’s also where infrastructure enablers like the cloud, edge computing and a whole new world of big data and analytics cross over into the factory environment. Plus, it’s where new technologies like 5G and software defined access come into play.
Reach further, achieve more
The edge environment continues to evolve and, I believe, it will forever push outwards to extend its reach. Right now, I’d update the definition of digital manufacturing to include an increased sense of collaboration, requiring manufacturing services, supply chains, products and processes to be digitally Leadingconnected.on
from this, we should be thinking beyond just the Industry 4.0 benefits available within the connected factory. It’s time to think further, exploring what digital manufacturers could achieve if they could connect their entire supply chain and partner ecosystems.
Here are three tangible possibilities of what this extended edge could look like:
1. Using networkssoftware-definedasconnectors
Software-defined networking (SDN) technology is already demonstrating how it can control and secure an organisation’s network more easily and has huge potential for joining supply chains and partner Aecosystems.stickingpoint
could be the number of SDN vendors involved, assuming that each entity in the ecosystem has its own preferred vendor.
The ecosystem choosing one single vendor and then embedding its SDN products deep into all members’ networks as they’re built in a standardised, repeatable way is highly unlikely.
Creating robust integration techniques that make federated networks between supply chain partners possible will be the way forward, and an area to watch.
2. Building multi-cloud hubs at the edge
The health and life science sector is a prime example of an ecosystem forging ahead through federation.
The aim of supply chain management in the sector is to ensure end-to-end visibility of information among suppliers, manufacturers, distributors and customers.
Delivering products in a timely way involves the flow of many different product types and the participation of multiple stakeholders.
Today, the health and life science sector is dealing with complex multi-sector supply chains that have cloud-based management solutions.
This is where edge technology can help, by securely federating disparate networks and offering a multi-cloud hub to enable insight sharing and coordination between stakeholders as a matter of routine.
3. Networking an entire industry
The future shape of the energy industry is very topical at the moment, and there are a lot of questions about how it can better deliver a secure supply to consumers while holding down costs. Industry-wide innovation will be essential and, again, the edge is
Partgrowing.ofreshaping
the industry will involve building an Energy Cloud to network multiple providers together in a secure and standardised way.
We’re proud to say we’re working on this initiative, as well as jointly investing in sustainable developments to help energy companies embrace renewables and commit to net zero emission targets.
*Carl Morris is the Sector CTO, Digital Industries at BT and is responsible for the digital Industries technology strategy of BT’s Global unit which forms the digital foundations that allow BT to support their customers.
BT has been working with a wide range of global organisations to build operational technology services that use the right digital technologies in the correct places to securely connect their people, machines and IoT sensors.

NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz20
How to prepare your business for sale
- Joanna Oakey, author of Buy Grow Exit, founder and Managing Partner of commercial law firm, Aspect Legal

Preparation is critical for maximising value at exit.
Businesses that are prepared from a legal and accounting perspective generally experience a larger pool of buyers, a higher sale price and a quicker sale. However, many businesses come undone by gaps in their legal protections and financial preparation. When exiting a business, consider these elements. Understand the business from a buyer’s perspective
Determine key areas of value in the business. It is critical to understand what a buyer will value and what could scare them away. Assess the current and possible key areas of value and lock those in.
Assess any risks that could destroy value before sale. Once the risks are established, use your insights to import systems for reducing those risks.

Systematise the business
Systematise the business as much as possible by transferring reliance on key staff into systems and processes that capture critical business knowledge.
Buyers love businesses with good systems and processes. A lack of systemisation attracts a smaller pool of buyers and reduces value at sale.
Become independent of the business
Retain a management team and progressively step out of the business. Businesses that are run under management experience a large uplift in their valuation multiple and a quicker transition.
Share knowledge around to reduce key person
risk; build strong systems and processes; create incentives for key staff to help maximise the sale value; consider staff ownership; and prepare strong legal documents to ensure key staff can’t threaten the value of the business by taking clients, suppliers, staff, IP or confidential information.

Understand the sale process and the timelines
Once you have decided to sell, you need to engage help to find a buyer. Then you will go through the process of providing the information they need, negoti¬ating the deal terms, waiting for them to complete due diligence, and then slowly transitioning across the business.
You must understand what the process of preparation and sale will look like for your business.
Being ready for DD
You want the buyer to feel confident that the business is well organised, that you’re well prepared and that they won’t come across any issues after
Preparationacquisition.
for legal due diligence means ensuring the business is legally compliant; value has been captured and can transfer; risks have been minimised; documents can be found easily; critical contracts are properly signed, current (not expired) and complete; and the business looks well run and ‘clean’.
Build your deal team early
Build your advisory deal team from day one. Ensure you have a team of advisors who can
work together—a tax accountant, a lawyer with experience in dealing with businesses at exit and a corporate adviser or business broker.
Build a united force to help you achieve the best exit possible.
Having a post-exit plan
If you are unclear on why you are exiting, it can create a problem in achieving your desired outcomes and can be a catalyst in a lack of satisfaction when the deal is complete. Get clear on why you are exiting and what you will do post-exit. Start to visualise that life.
Running your business in a sale-ready state
The goal of all business owners should be to run their business perpetually in a sale-ready state. This includes locking in the elements of value in your business, minimising the risk and being aware of what creates value in the mind of a buyer.
The best time to prepare a business for exit is on the first day you own it. Sellers who fail to prepare properly will suffer a massive impact on sale progression. Businesses that are considered less risky and more sale-prepared experience fewer speed bumps along the way.
21www.nzmanufacturer.co.nz / NZ Manufacturer September 2022 Wise Advice
Looking for a marketing edge? 70% of licence holders say signing on has positively affected sales.
Why do smart manufacturing initiatives often fall short of expectations?
On the mind of every manufacturing leader today is how to build data-driven smart factories as quickly as possible. The value of a creating a smart factory is undeniable; increased efficiency, cost reduction, scalable operations, and better risk management are just a few of the benefits that await.
As a result, many manufacturers have started their digital transformation journey. However, research1 shows that even after years into implementing smart factory initiatives, over 85% of companies are unable to achieve successful deployments. One of the major obstacles holding them back is IT/OT convergence.
IT (Information Technology) units and OT (Operational Technology) units have traditionally run in parallel. During daily factory operations, the IT team manages a spectrum of business applications supporting the order-to-shipment process.
The OT team is responsible for ensuring that back-end operations run smoothly, from material procurement and production to warehousing. These two teams rarely work together, and do so only to handle specific issues that come up like network disconnection, data loss, or a security breach. Dealing with these situations alone could leave them completely spent.
Today, smart manufacturing has broken down the silos between information and production. These two teams that worked in parallel must now converge in order to create new capabilities for the Theycompany.even
share the same objectives and goals, such as building flexible supply chains, optimising capacity utilization, and minimizing downtime through predictive maintenance. These innovative approaches will bear fruit only when IT and OT experience and expertise are combined.
There are three barriers to achieving IT/OT collaboration in smart manufacturing projects.
1. Different focus on data
The first step toward smart manufacturing is data collection. However, the IT team, which is responsible for analysing data, does not know exactly what data should be collected due to a lack of understanding of factory operations.
On the other hand, the OT team, whose priority is ensuring smooth production, may not be able to
collect enough data for IT to analyse. Making matters worse, OT equipment frequently uses proprietary protocols that come from their respective vendors.

The number of protocols used in a medium-size factory can easily reach double-digits, further complicating data collection. This is why the first step toward smart manufacturing is usually the hardest one.
An experienced project leader must ensure that IT and OT personnel engage in all the discussion in the early stages, so that data acquisition and data analysis needs can be aligned.
A more aggressive method is to set up a new department from scratch (e.g. a new information unit under the manufacturing group), to ensure that IT and OT teams share the same objective and operate as a single team.
2. Different system development methodologies
For IT professionals, system architecture planning is key. They design and develop custom systems based on user requirements, which must be clearly specified Repeatedbeforehand.changesand tweaks during the design process are resisted. In contrast, to ensure the interoperability and reliability of various systems running in unison, OT experts are used to adopting modular design methods, conducting pilot runs and adjusting modules based on test results. Inevitably, the test-and-adjust tactic can result in increased user
Thedemands.ITteam is then tasked with repeatedly changing the system design to meet the new requirements, often leading to friction between the two teams. The “on-the-fly” development methodology presents a new challenge for IT professionals.
If OT experts keep their IT colleagues informed of the system testing methods and potential adjustments before development work starts, they can ensure the IT team is better prepared to tackle the various changes that will happen during the development phase and ensure the project’s success.
3. Different system maintenance requirements
After all the blood, sweat, and tears going into
deploying the system, collaborating on system administration and maintenance brings yet another challenge. To any trained IT professional, every issue must be resolved immediately because a tiny problem could turn into a disaster over time.
However, the manufacturing industry requires continuous, undisrupted production is critical to remain competitive. Rather than addressing minor issues right away, OT professionals choose to fix them when—and only when—the production line is not Beforerunning.implementing
any changes or upgrades, they would also meticulously test everything to avoid negatively affecting production. Otherwise, they would prefer to continue with the existing process, albeit with a few flaws.
One way to look at things is to see IT personnel like smartphone users. They are accustomed to (and even looking forward to) frequent software updates, as well as the new system functions, enhancements, and fixes that come with updates.
On the other hand, OT-oriented personnel are more like train operators. They are extremely prudent about any changes to the system or to procedures. They are risk averse because without extensive testing, small changes could cause unexpected issues that could escalate to a full-blown crisis.
Therefore, right from the beginning when designing the system, IT and OT teams must clearly communicate and closely align how they expect system maintenance to be performed.
To unlock the true power of digital manufacturing, it takes more than just converting production data into flashy reports accessible on mobile devices, or the simple purchase of robotic arms or faster automation systems. It takes true collaboration to deliver on the promise of the smart factory and make its benefits real.
To achieve this, manufacturers need to start off on the right foot, fostering mutual understanding between IT and OT professionals.
By forging teams with converged IT/OT competence and experience, manufacturers can create the foundation they need to succeed with their digital www.acelink.co.nztransformation.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz22
Analysis
Workshop
Treotham presents world’s first driven e-chain system for long travels

Works on more than 1,000 metres: igus drive-chain impresses with maximum dynamics and long service life, while saving up to six tons of weight
Almost no limits on long travels, high dynamics, long running times – these are the characteristics that distinguish the innovative igus drive-chain.
The world’s first energy chain with its own drive ensures significantly longer running times on extremely long travels because hardly any push/ pull forces act on it. Across the globe, rail-mounted automated stacking cranes (ASCs) in ports are just one of the applications that benefit.
40 years ago, container ships were tiny compared to today’s vessels. They held an average of 1,000 containers. Today, giants in the Triple-E class carry almost 24,000 containers – and that number is rising. These sizes pose challenges for ports, which must continuously expand their infrastructure, including the ASCs that load containers onto lorries and trains.
e-chains use their own drive to follow ASC movement
The drive-chain design concept works as follows: drive boards are mounted on the outer radius and
drive the e-chain in the lower run. The bottom rail has motor-driven friction wheels on the sides and rollers on the top.
When the crane sets off, the friction wheels also start their motors. The lower run travels along the rail in a synchronised movement, during which hardly any push/pull forces from the moving end act on the chain links.
e-chains with drives are an alternative to steel cable drums

Self-powered energy supply systems are an economical alternative to traditional systems that have been used in ASCs for decades: steel cable drums that wind and unwind motor cables – often in two directions when the fixed point of the cable is in the middle of the travel.
The problem is that when the crane approaches this fixed point, it has to brake to allow the cable guidance system to pivot. This takes time, which is critical at a period when ports must continuously
High dynamics and long service life: the igus drive-chain is the world’s first powered e-chain system for long travels (1,000 metres and more).
increase productivity.
Motor drums also weigh four to six tons, which considerably increases the crane’s energy consumption. Since the drive-chain travels on the rail without interruption, ASCs no longer need to brake near the fixed point in the middle. They can thus work more productively.
At the same time, the e-chain system increases neither the overall weight nor the system drive power required to move it.
The lower weight allows speeds of 6m/s even on long travels. These are significant advantages, benefiting more and more port operators around the world.
23www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Tools Extend MIG welding experience Designed for welders For more information call Matt on 0220 200 626NEWwww.kemppi.com
Workshop Tools
igus unveils world’s first urban bike made from recycled plastic

No maintenance, no corrosion- the igus:bike sets new standards in sustainable mobility
With its expertise in plastics for movement, Treotham is making the concept and components available to all bicycle manufacturers on the new igus:bike platform. The first model should be available by the end of the year.
The world is drowning in plastic waste. The huge piles in landfill sites are growing fast. Some of this plastic ends up in the ocean, enters the food chain, and becomes a danger to marine, animal and human life. Therefore it is most urgent to move away from the traditional linear economic model and migrate to a fully circular economy.
To help this transformation, igus the motion plastics specialist has been developing and investing in ideas for recycling plastics for many years. The company recently presented a world first: The concept of a robust, durable urban bike made entirely of plastic, from frame to bearings to toothed belt.
One special feature of this new bike is that the recycled version will be primarily made of reused plastics originally “single use”. “The plastic in rubbish dumps around the world is becoming a valuable resource,” explains Frank Blase, igus CEO.
He first had the idea of a bicycle, now known as the “igus:bike”, on a beach while on holiday. In conversations with employees of a bicycle rental company on the beach, he found out about their major problems with beach bikes.
These were continuously exposed to sand, wind and saltwater and sometimes only lasted three months before they had to be replaced. Maintenance and replacement are often expensive and time-consuming in this industry.
“The igus:bike does not rust.”
The igus:bike is easier to own than any other bike. Owners can leave the single-speed bike outdoors in all weather and clean it in seconds with a garden hose. “As all components are made of plastic, no part of the bike rusts, even the gears – bicycle gears made of plastic were unthinkable for a long time,” says Blase.
Lightweight, lubrication-free high-performance plastics are used in all parts of the bicycle, from two-component ball bearings in the wheel bearings to plain bearings in the seat post, brake levers and pedals.
All of these components have integrated solid lubricants and ensure low-friction dry operation – without a single drop of lubricating oil. This ensures that sand, dust and dirt cannot accumulate.
These igus tribo-plastics have been used successfully for a long time and are currently used in more than 70 industries: in automobiles, tractors and robots. And they have also had many fans in the bicycle industry for Theydecades.havebeen proving their worth there for a long time in such applications as mountain bikes and e-cargo bikes.
Innovation with experience from industry
In the igus development laboratories, eight developers are currently working on all moving components of the all-plastic bicycle. Ball bearings, brakes, sprockets, gears and drives are being coordinated by Andreas Hermey, the development manager for energy chains and in close cooperation with the bicycle start-up MTRL from the Netherlands.
Tried and tested existing developments from igus were adapted to the new application. The result is smooth-operating, quiet, durable plastic components that give suppliers all over the world the opportunity to benefit from the igus:bike platform.
Platform for bike and component manufacturers
The new igus:bike platform offers bicycle manufacturers all over the world the opportunity to jointly advance this technology. The platform continuously shows the status and progress of all components and explicitly invites market players to participate.
The platform is already hosting initial corporate collaborations. One example is Helix.eco for recycled
plastics. Many more will follow.
First functioning model is planned for the end of the year
The bicycle start-up will begin production and sale of a children’s model and an adult bicycle for cities by the end of this year. The German launch will be in early 2023. Other versions, such as an e-bike, have also been
Inplanned.thefuture, the all-plastic bicycle is to be available both in a variant made of new plastic and in one made entirely of recycled material. The first prototypes, successfully produced and tested, were made of material from old fishing nets, for example. MTRL is planning manufacturing facilities near plastic landfills around the world.
“From ocean plastics to motion plastics – the igus:bike concept has what it takes to become a high-tech ecological product,” says Blase.
“We have lots more ideas, such as installing condition monitoring using igus smart plastics. That would let you use your smartphone to see how many more thousands of kilometres the bike can take. That will hopefully convince many people who are still sceptical about plastic.”
No corrosion, maintenance or lubrication: igus presents the world’s first urban bike made from recycled plastic.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz24
Liquid hydrogen fuel systems to shift aviation into a sustainable future

UK/ NZ engineering partnership delivers ground-based end-to-end liquid hydrogen fuel system infrastructure, with on-site liquid hydrogen production, supporting aviation’s shift to a sustainable future.
New Zealand-based Fabrum, a world leader in zero-emissions transition and British engineering consultancy Filton Systems Engineering (FSE) have joined forces with GKN Aerospace to help shift aviation towards hydrogen flight with end-to-end hydrogen fuel system technology.
GKN Aerospace is the world’s leading multi-technology tier 1 aerospace supplier; with 38 manufacturing locations in 12 countries, they serve more than 90% of the world’s aircraft and engine
Thismanufacturers.collaboration
leverages FSE’s aerospace capability in fuel systems and designing fuel, air, hydraulic, inerting and engine systems, and Fabrum’s cryogenic and fuel tank storage technology and expertise in hydrogen fuel systems.
The announcement coincides with FSE’s upgrade to their existing hot and cold fuel test facility to now offer both gaseous and liquid hydrogen in a world-first commercial test environment in Bristol, which has become a focal point globally for hydrogen flight activity.
These test facilities enable aerospace companies to produce and test liquid hydrogen as a fuel for hydrogen test flights, with FSE providing further support towards certification for flight status.
Fabrum developed the ground-based end-to-end liquid hydrogen production solution for the test facility, including hydrogen conditioning, liquefaction and liquid hydrogen storage. Further upgrades are planned, including combining Fabrum’s cryogenic technologies with a membrane-free electrolyser to remove dependence on gaseous hydrogen supply.
At the FSE test facility, a ground-based demonstrator of a 2.4 kW liquid hydrogen system has been jointly designed with GKN Aerospace, and built by FSE, under the Innovate UK-funded Safe Flight project.
This end-to-end system demonstrates the feasibility of liquid hydrogen as an aircraft fuel source and addresses many of the safety concerns raised by the introduction of such a novel fuel.
The project has developed storage and dispensing technologies, optimised purging systems, and
integrated fuel tank design with distribution on aircraft (including vaporisation and conditioning) through to supplying a fuel cell with gaseous hydrogen at the required temperature and pressure over a range of electrical loads representative of a typical Fabrum’sflight.CEO, Dr Ojas Mahapatra, says Fabrum is excited to be shifting the future of aviation with FSE.
“The successful adoption of zero-emission fuels requires both ground-based infrastructure development for liquid hydrogen provisioning at airports and aircraft that will use it. Point-of-use liquid hydrogen production is the most economical short to medium-term solution to enable zero emission flight. We’ve already proven our ground hydrogen fuel solutions for small and medium-scale hydrogen production. Now, with FSE, we’re taking these refuelling solutions to the aviation industryright through to the onboard fuel cell.”
Ben Richardson, Commercial Director, Filton Systems Engineering, says the company is ready to support the aviation industry as it innovates towards a hydrogen future – as its world-first solutions are a “We’vereality.
combined our world-leading aerospace expertise in fuel system and equipment design and certification with Fabrum’s unique and complementary expertise to achieve significant liquid hydrogen milestones.
“We looked globally for the best people to help us shift aviation towards a hydrogen future, and Fabrum is an ideal partner as they’re the best at what they do in the world. Together, we’ve already delivered break-through test facilities with ready access to hydrogen on-site and on-demand. We see this as a vital asset to the Aerospace, and other industrial sectors, if hydrogen is going to be developed as an alternate fuel source.
“There is now a facility in the UK where product development can be performed safely with a continuous supply of liquid hydrogen.
“In addition, US-based NI (previously National Instruments) with expertise from involvement in recent Space programmes, are providing gauging
and control hardware and methodologies to solve the challenges associated with the control and instrumentation of such a challenging and relatively unknown fuel.”
Fabrum’s Managing Director and co-founder, Christopher Boyle, says the company’s partnership with FSE is powerful as it leverages Fabrum’s years of experience delivering components into aviation for future flight, including superconducting motors and battery technology for electric aeroplanes.
“We’re excited to now tie our aerospace and hydrogen systems together for actual flight and full certification with FSE. We’ve always believed hydrogen is the ideal alternative fuel for aviation, and over 17 years, we’ve developed enormous capability and understand the drivers for aviation systems. Liquid hydrogen offers a new future for sustainable long-distance travel – and energy selfBoylesufficiency.”likens
challenges for hydrogen-powered aviation to Formula One: “It demands the best tech to achieve the outcomes the industry is after and requires high-performance, high reliability and consciousness around weight.
“We’re the only company in the world with capability in electrolysis, liquefaction, distribution and fuel ground storage through to aircraft fuelling on onboard fuel tanks - with the ability to vaporise liquid back to gas at the right pressure and temperature for the fuel cell.
“Our technologies are a game-changer for aviation innovators and researchers – as we’re enabling liquid hydrogen production on-demand as close as possible to the point of use, storage, and containment. This is a paradigm shift from liquid hydrogen produced at large-scale plants and transported to the site of use.”
Fabrum is leading the world in end-to-end zero-emission transition technologies to enable a lower-carbon economy. Formerly known as Fabrum Solutions, the company recently merged with AFCryo, a world leader in cryocoolers and liquefiers, to provide end-to-end mission-critical solutions, including hydrogen fuel solutions for heavy transport, marine and aviation.
25www.nzmanufacturer.co.nz / NZ Manufacturer September 2022
Developments
Developments
Robots race against climate change on seafloor
New Zealand’s Antarctic scientists are racing to document life on the seafloor in the Ross Sea before ecosystems change, possibly forever, as the world warms.

Underwater robots have been deployed to conduct ‘speed sampling’, covering distances and depths that divers can’t. The remotely-operated vehicles (ROV) collect specimens and video footage from places
“Youunexplored.wouldn’t
believe what’s below the ice. The amazing colour, amazing diversity and amazing abundance of life. It’s definitely way more diverse than around the New Zealand coastline,” says NIWA marine ecologist Vonda Cummings.
These seafloor communities are uniquely adapted to living in very cold but stable conditions.
“Because animals in Antarctica are living on the edge of existence, it might not take a lot of change for them to tip over and not do so well.
“The more we can do to prevent more carbon dioxide going into the atmosphere and into the ocean the better, and we should do it soon.”
This new ‘speed sampling’ method developed by a team from the National Institute of Water and Atmospheric Research (NIWA) means about 600 specimens of invertebrates have been relayed back to a network of scientists in New Zealand for analysis - part of a critical push to understand what the future holds for the creatures living in the frozen continent’s unique environments.
It is part of the ecosystems research programme of the Antarctic Science Platform, which is holding a conference at Te Herenga Waka Victoria University of Wellington this week.
Backed by the Government’s Strategic Science Investment Fund, the Platform coordinates the efforts of over 100 scientists investigating how climate change will affect Antarctica, and what the consequences for New Zealand and the rest of the globe will be.
It involves seven New Zealand universities and three Crown Research Institutes, and is hosted by Antarctica New Zealand, which also provides logistics support.

Platform director Nancy Bertler says scientists are working with urgency. Warming would go beyond 1.5 - 2°C unless there were immediate reductions in CO2 and other greenhouse gas emissions. Many changes would be irreversible, especially changes in the ocean, ice sheets and global sea level.
“Given the enormity of the challenge the world faces to cut emissions, we must focus and coordinate our efforts as scientists, and work closely with decision and policy makers so New Zealand can take action and prepare. There’s no time to lose.”
By lowering ROVs through holes drilled through the sea ice, the NIWA team retrieved samples from different seven sites around Ross Island and the southern Victoria Land Coast, without the need to establish camps.
A key achievement of the fieldwork was the use of underwater robots for transect sampling, providing access to a depth range of 10-100m, going beyond what is possible for dive teams.
The team also successfully deployed three new instrument arrays, which will remain in place for one year, providing a long-term picture of coastal environmental conditions and simultaneous records of coastal environmental data from three widely separated locations.
Back in New Zealand, the specimens are being analysed for genetics and isotopic signatures with colleagues from University of Otago, to help understand seafloor species, their habitats, whether populations in different areas are related, and how they fit into food webs. The aim is to develop biogeographic models to forecast climate change impacts, and assist with protection and conservation.
The Ross Sea region contains one of the most productive marine ecosystems in the Southern Ocean, encompassing open ocean, pack ice and coastal habitats, including one of the world’s largest marine protected areas.
Leigh Tait from NIWA operates a Boxfish ROV revealing the seafloor under sea ice at Cape Evans Antaractica.
Photo by Anthony Powell/Antarctica NZ.
NZ Manufacturer September 2022 / www.nzmanufacturer.co.nz26
The Last Word
Green factories 101: the net zero blueprint How can factories become leaner and greener?
The manufacturing industry will be at the forefront of turning COP26’s pledges into reality. As British naturalist David Attenborough pointed out at the event, “A new industrial revolution, powered by millions of sustainable innovations, is essential and is indeed already beginning”. So many areas of a plant can be made greener, so where should manufacturers start? Here, Anders Dellblad, Manager of Sustainable Supply at Sandvik Coromant, reveals the company’s own blueprint for a green factory evaluation.
Industry is responsible for 23% of global emissions and represents the second-highest source of emissions after energy generation systems, according to non-governmental organisation (NGO) Energy & Climate. At COP26, a decisive moment to spur industrial decarbonisation, several decisions were made to improve the sustainability of manufacturing and achieve the net-zero emissions goal.
Milestone initiatives include the establishment of green shipping corridors, which would create zero-emission maritime routes between two ports to lessen the environmental impact of transport and logistics, and more than 40 nations pledging to shift away from reliance on coal in the next two decades.
Changes such as this will undoubtedly make a positive impact on industry’s sustainability status. However, manufacturers must also look closer to home if they’re to make their own processes more environmentally friendly.
Inside the factory walls
Many areas of a manufacturing facility can impact its sustainability credentials. In November 2021, the International Energy Agency (IEA) reported that, while direct industrial carbon dioxide (CO2) emissions, declined 1.6% to 8.7 Gigatons in 2020, they still accounted for 26% of global emissions.
Growth in energy consumption over the past decade has been largely driven by the rise in energy-intensive industry subsectors, such as chemicals, iron and steel, aluminium, cement and pulp and paper, among others, with the processing and development of materials proving a large contributor to energy use.
Another area of inefficiency industry simply cannot gloss over is the amount of waste it produces. Industrial waste makes up half of all waste generated globally. Manufacturing is just one stream of industrial waste — but it’s the biggest, and the fastest growing.
It is easy to see why manufacturing is such a large contributor to waste — nothing about it is small, it makes up more than half of the world’s Gross World Product (GWP) annually. However, the industry also faces some frightening margins. One estimate is that manufacturing wastes 10% of GWP every year, adding up to $8 trillion.
Here, we’re not just talking about product waste, like the number of scrapped components due to a worn out tool. Its magnitude spreads far further
into every area of manufacturing from research and development to defect products, to faulty machinery. These statistics paint a bleak picture for manufacturing. However, it does not mean that all hope is lost. It would be naïve to say that manufacturing will, one day, generate zero waste.
There will always be product faults and haphazard equipment somewhere down the line. What manufacturers need to work on, however, is limiting these incidents by taking more informed decisions over their plant.
Lean and green
The term green factories was coined a few years’ ago, to describe a manufacturing plant that is equipped with eco-friendly design and manufacturing processes that improve greenhouse gas emission, environmental pollution and energy consumption. In other words, a green factory is a greener workplace, with greener processes, producing greener products.
Here, ”green” is not a hollow word. For a facility to truly be a green factory, it must display tangible ways to drive sustainable practices within the factory, the supply chain and across its customer base. For example, a company looking to build a green factory may invest in measures that reduce scrap rates and machine idling time by optimizing the factory floor layout, or it may take steps to generate, use and recover heat more efficiently, like installing high-efficiency burners that also recover waste heat. It may also want to minimise the distances that parts travel across the supply chain, like COP26’s green corridors proposal, or convert its waste into reusable
There’smaterial.no
checklist for what makes a green factory, green. In reality, there are many sustainable steps a company can take to make its operations greener, whether that’s a robust recycling program or energy efficient heating. But there is a catch to having so many sustainable avenues to explore. Plant managers may feel spoiled for choice, and unable to decide which solutions are best for their factory. After all, no two plants are the same.
The only way of tangibly evaluating a company’s sustainability performance is to keep track of all its factories and facilities around the world. Manufacturers require a contact and reliable source of data that can serve as a reference point for developing a green strategy. Previously, such a tool
hasn’t existed — until Sandvik Coromant developed it.
Sustainability in a single tool
The green factories and sustainable facilities assessment tool from Sandvik Coromant covers the entire manufacturing chain from CO2 emissions and waste to production, resources and working Launchedenvironment.in2019,
the tool was first rolled out across 16 of Sandvik Coromant’s global manufacturing facilities, with the ambition of using it across every site in the future.
The tool’s functionality is divided into six different dimensions: health and safety, resources, working environment, emissions and waste, site, building and infrastructure and, last but not least, production.
Each dimension is graded on its current performance and its status is attached to key performance indicators (KPIs) to monitor its improvement. Say, for example, a facility finds its manufacturing processes waste a lot of water, it may want to invest in liquid waste treatment equipment that separates pure water from the waste so it can be used again.
This is exactly what Sandvik Coromant’s Langfang site in China did in 2020, recovering 69 tons of water from the unit’s waste in the process.
But it’s far more than just a straightforward collection of data. The tool provides highlights, risks and other decision-making suggestions that provide thorough insights into a plant’s areas of inefficiency.
Areas including water use and wastewater, surplus heating, use of raw materials, machine running times and even the habit of using paper cups in the employee lounge can all be tracked and calculated to facilitate data-led, measurable steps towards more sustainable manufacturing.
If manufacturing is to power the new industrial revolution, as Attenborough hopes for, it will need to take a holistic approach to sustainability, combining actions from shop floor to top floor.
At Sandvik Coromant, we believe all manufacturers need to create data-led, informed goals to boost the sustainability of their facilities. That’s why we’ll be offering our green factories tool externally in 2022, helping all manufacturers to become leaner, and greener.

27www.nzmanufacturer.co.nz / NZ Manufacturer September 2022







Join with... SUCCESS Manufacturers focused on
