Materials Australia Magazine | May 2025 | Volume 58 | No 1
buckyballs
MOFs
nanogels
Nd:YAG
palladium catalysts nickel foam
perovskite crystals
europium phosphors
alternative energy
thin lm
III-IV semiconductors
diamond micropowder
additive manufacturing
organometallics
surface functionalized nanoparticles
metamaterials
osmium
MOCVD
AuNPs
EuFOD YBCO
InAs wafers
tungsten carbide glassy carbon isotopes
ultralight aerospace alloys nanodispersions
3D graphene foam
quantum dots
transparent ceramics
silver nanoparticles
ITO
mischmetal
scandium powder
biosynthetics
sputtering targets
endohedral fullerenes
gold nanocubes
photovoltaics
graphene oxide exible electronics
mesoporus silica
chalcogenides laser crystals OLED lighting
CVD precursors
deposition slugs
platinum ink
The Next Generation of Materials Science Manufacturers
superconductors
Bulk & lab scale manufacturers of over 35,000 certi ed high purity compounds, metals, and nanoparticles, including a wide range of materials with applications in industries such as aerospace, automotive, military, pharmaceutical, and electronics, all engineered to meet the most rigorous quality standards.
ultra high purity materials
pyrolitic graphite
zeolites
metallocenes
From the President - Professor Nikki Stanford
Dear Members of Materials
Australia,
As many of you will already have heard through the Materials community, we recently lost one of our most loved leaders, Professor Ian Polmear.
Professor Polmear was a renowned metallurgist with outstanding achievements in personal research, academic leadership and consulting. His focus was mainly on light alloys, particularly ones containing aluminium and their use in modern aircraft, as well as investigating problems such as metal fatigue. His work in stress corrosion cracking, and the addition of silver to prevent this, contributed to lowering the weight of the US Space Shuttle’s main aluminium alloy fuel tank. The Materials Engineering department he established at Monash University in 1970 was ground-breaking in engineering education in Australia, leading the transition from the field of metallurgy to materials science. It proved to be an outstanding success
and its graduates were widely sought after.
Many of you will have known Ian personally, and will attest to his enthusiasm for materials science and engineering, and to him being a genuinely kind man. We have a short article on Ian in this issue (see page 19), and you can find out more via the Monash University website: https:// www.monash.edu/vale/home/articles/ vale-emeritus-professor-ian-polmear-ao2
Ian had a huge influence on our national Materials sector, and his influence will continue to be felt for many years to come. We send our condolences to his family and friends for their loss. We launched the Ian Polmear prize for early career researchers just last year, and this now becomes a very special award. For those of you going to APICAM this July, we will be awarding the next Ian Polmear Award, which will be presented by our immediate past President, Roger Lumley. This will be a very special night for our community, at our most popular conference event
The year is passing very quickly, with winter nearly upon us. The 4th AsiaPacific International Conference on Additive Manufacturing (APICAM) is
Materials Australia National Office PO Box 19 Parkville Victoria 3052 Australia
Gloss Creative Media Pty Ltd Rod Kelloway 0418 114 624
PUBLISHER
Materials Australia Technical articles are reviewed on the Editor’s behalf
PUBLISHED BY
Institute of Materials Engineering Australasia Ltd.
Trading as Materials Australia
ACN: 004 249 183
ABN: 40 004 249 183
B.Eng(Hons) Ph.D. CMatP
just around the corner—being held in Melbourne from 30 Jun to 3 July. It is the not-to-be-missed industrial application focused conference of 2025. For more information, visit: apicam2025.com.au
The 12th Pacific Rim International Conference on Advance Materials and Processing is just over a year away. It is being held on the Gold Coast from 9 to 13 August 2026. PRICM is a series of triennial international academic conferences that focus on advanced materials and processing.
We are hoping for a bumper crowd at PRICM, maybe as many as one thousand! So if you want to be part of this prestigious international event, please start thinking about an abstract or poster presentation. If your business would like to be an exhibitor at the conference, please reach out and let us know. For more information, visit: pricm12.org
I hope you are enjoying the colder weather, and I look forward to seeing you again soon at one of our Materials Australia events.
Best Regards
Nikki Stanford National President Materials Australia
This magazine is the official journal of Materials Australia and is distributed to members and interested parties throughout Australia and internationally.
Materials Australia welcomes editorial contributions from interested parties, however it does not accept responsibility for the content of those contributions, and the views contained therein are not necessarily those of Materials Australia.
Materials Australia does not accept responsibility for any claims made by advertisers.
All communication should be directed to Materials Australia.
3 0 J U N E - 3 JU LY 2 025 RMIT U NIVERSIT Y, ME LBOURNE
1 - 3 J U LY 2 0 2 5
R M I T U NI VERSI T Y , M E LBO U RN E
3 0 J U N E - 3 JU LY 2 025 RMIT UNIVERSITY, MELBOURNE
The 4th Asia-Pacific International Conference on Additive Manufacturing (APICAM) is the not-to-be-missed industry conference of 2025.
The 4th Asia-Pacific International Conference on Additive Manufacturing (APICAM) is the not-to-be-missed industry conference of 2025.
APICAM was created to provide an opportunity for industry professionals and thinkers to come together, share knowledge and engage in the type of networking that is vital to the furthering of the additive m anufacturing industry.
ing of the
Abstracts are able to be submit ted in the following areas:
additive manufacturing industr y.
APICAM was created to provide an opportunity for industry professionals and thinkers to come together, share knowledge and engage in the type of networking that is vital to the furthering of the additive manufacturing industry.
ve manufacturing industr y.
Some of the leading minds in the industry will give presentations on pressing issues and the ways in which innovations can navigate challenges. Important areas such as 3D printing and additive manufacturing in the automotive, biomedical, defence and aerospace industries will be covered by experts from each respective field.
Artificial Intelligence (AI) for Additive Manufacturing
Metal Additive Manufacturing
Some of the leading minds in the industr y will give presentations
Some of the leading minds in the industr y will give presentations
on pressing issues and the ways in which innovations can navigate
on pressing issues and the ways in which innovations can navigate
challenges. Impor tant areas such as 3D printing and additive
challenges. Impor tant areas such as 3D printing and additive
manufacturing in the automotive, biomedical, defence and aerospace
manufacturing in the automotive, biomedical, defence and aerospace
industries will be covered by exper ts from each respective field
industries will be covered by exper ts from each respective field
The purpose of this conference is to provide a focused forum for the presentation of advanced research and improved understanding of various aspects of additive m anufacturing.
Some of the leading minds in the industry will give presentations on pressing issues and the ways in which innovations can navigate challenges. Important areas such as 3D printing and additive manufacturing in the automotive, biomedical, defence and aerospace industries will be covered by experts from each respective field.
Additive Manufacturing for Polymers and Composites
Bioprinting and Biomaterials in Additive Manufacturing
Ceramic and Concrete in Additive Manufacturing
Additive Manufacturing of Electronic Devices
The purpose of this conference is to provide a focused forum for the
The purpose of this conference is to provide a focused forum for the
Sustainability in Additive Manufacturing
presentation of advanced research and improved understanding of
various aspects of additive manufacturing.
presentation of advanced research and improved understanding of vario
The purpose of this conference is to provide a focused forum for the presentation of advanced research and improved understanding of various aspects of additive manufacturing.
The APICAM2025 organizing commit tee is seeking abstracts for
The APICAM2025 organizing committee is seeking abstracts for either an oral or poster presentation. .
either an oral or poster presentation
The APICAM2025 organizing committee is seeking abstracts for either an oral or poster presentation. .
Enquiries:
Conference Organizer:
Conference Organizer:
Tanya Smith | Materials Australia +61 3 9326 7266
Tanya Smith | Materials Australia +61 3 9326 7266
imea@materialsaustralia.com.au
imea@materialsaustralia.com.au
Post-Processing in Additive Manufacturing
Modelling and Simulation for Additive Manufacturing
Emerging Technologies in Additive Manufacturing
Additive Manufacturing: Design, Qualification and Certification
Innovative Applications in Additive Manufacturing
VENUE HOST:
Corporate Premium
Advertisers - May 2024
SA Branch Report Not All Stainless Steels Are Created Equal: An Attendee’s Perspective on a Night of Insights and Networking
Source: Professor Colin Hall
There’s something about a great technical presentation that makes learning feel less like work and more like an engaging discussion among peers—especially when there’s good food and drinks involved.
That was exactly the atmosphere at the recent event hosted by Materials Australia, Weld Australia, and the Australian Corrosion Association (ACA). Fifty attendees from various industries gathered for an insightful talk by Kingsley Brown, Principal Materials Engineer at ASC, on the complexities of stainless steel selection.
A Room Full of Experts and Enthusiasts
Conversations flowed as professionals from construction, defence, mining, and manufacturing mingled, exchanging stories of projects, challenges, and, inevitably, a few battle scars from corrosion failures. Fifty people, three societies, and one common goal: to better understand how to make the right choices when it comes to stainless steel.
First - A 101 Prep on Stainless Steel by Anthony Roccisano
Recent starter at BAE Systems and current Vice President of the South Australia branch of ACA, Anthony Roccisano gave a great introduction to stainless steels. He warmed the crowd up and set the scene for the main event.
Kingsley Brown
Kingsley Brown, Principal Materials Engineer at ASC, Chairperson of the ACA Board, brought a wealth of knowledge and experience to the discussion. What was immediately clear was that this wasn’t going to be just another dry technical talk. Brown’s presentation style was engaging, laced with humour, and full of case studies that had the audience nodding in agreement—or wincing at the costly mistakes others had made.
The Many Faces of Stainless Steel
The key theme of the night? Not all stainless steels are created equal. It’s a simple statement, but as Brown demonstrated, the implications of picking the wrong grade for the wrong environment can be disastrous. Stainless steel is often perceived as a “fit-and-forget” material, but in reality, selecting the right type requires careful consideration of factors such as corrosion resistance, weldability, and mechanical performance.
Corrosion Resistance: More Than Just ‘Rust-Proof’
One of the major takeaways was that stainless steel is not immune to corrosion—it just resists it better than other materials. Brown walked us through real-world examples of how environmental conditions can dramatically impact corrosion resistance. From pitting and crevice corrosion to stress corrosion cracking, he demonstrated how different grades perform under different conditions. The audience appreciated the practical advice on mitigating these risks, from
proper material selection to surface treatments and protective coatings.
Welding Considerations: The Devil is in the Details
Weldability is another area where stainless steels vary significantly. Poor welding practices can lead to sensitisation, which in turn reduces corrosion resistance—a problem many in the room had encountered in their careers. Brown covered the importance of selecting the right filler materials, controlling heat input, and using post-weld treatments to maintain the integrity of stainless steel structures.
Balancing Performance and Cost
One of the biggest challenges in industry is finding the balance between performance and cost. Brown’s discussion on the cost-benefit tradeoffs of different stainless steel grades was particularly relevant. While higher alloyed grades may offer better corrosion resistance, they come with a higher price tag. Conversely, cheaper alternatives may not withstand the intended service conditions, leading to premature failure and costly repairs.
The Pacific Rim International Conference on Advanced Materials and Processing is held every three years, jointly sponsored by the Chinese Society for Metals (CSM), The Japan Institute of Metals and Materials (JIMM), The Korean Institute of Metals and Materials (KIMM), Materials Australia (MA), and The Minerals, Metals and Materials Society (TMS).
The purpose of PRICM is to provide an attractive forum for the exchange of scientific and technological information on materials and processing. PRICM-12 will be held in Gold Coast on August 9-13, 2026, hosted by Materials Australia.
PRICM-12 aims to bring together leading scientists, technologists and engineers from the Asia-Pacific region and around the world to discuss contemporary discoveries and innovations in the rapidly evolving field of materials and processing. This event is also intended to foster stronger and closer interactions between materials practitioners and their international counterparts.
9-13 AUGUST 2026
Gold Coast Convention & Exhibition Centre
ORGANIZING SOCIETY
Materials Australia
Tanya Smith +61 3 9326 7266
events@materialsaustralia.com.au
This conference will cover most aspects of advanced materials and their manufacturing processes. It has 15 symposia:
Symposium A: Advanced Steels and Properties
Symposium B: Advanced Processing of Materials
Symposium C: Structural Materials for High Temperature
Symposium D: Light Metals and Alloys
Symposium E: Additive Manufacturing
Symposium F: Interfaces and Surface Engineering
Symposium G: Materials for Energy Conversion, Generation and Storage
Symposium H: Electronic and Magnetic Materials
Symposium I: Biomaterials and their Applications
Symposium J: Advanced Characterization and Evaluation of Materials
Symposium K: High-Entropy Materials and Amorphous Materials
Symposium L: Composites, Hetero-Materials, and Functionally Graded Materials
Symposium M: Nano Materials and Nano Severe Plastic Deformation
Symposium N: Modelling and Simulation of Materials and Processes and Artificial Intelligence
Symposium O: Materials for Sustainability (Corrosion, Coating, Green Steel, Recycling)
On behalf of the organising committee, it is our great pleasure to cordially invite you to PRICM-12.
Professor Jianfeng Nie
Organizing Chair of PRICM-12
WA Branch Technical Meeting - 10 March 2025
Analysis of coal fired boiler drum cracking – technical and company political aspects
Source: Niekie Jooste, The WeldNet Pty Ld
Niekie graduated from the university of Cape Town with a Materials Engineering degree. Some years later he studied welding engineering and eventually became one of the first group of South Africans registered as International Welding Engineer (IWE) with the Internation Institute of Welding. (IIW).
Working in South Africa, he gained experience in technical specialist and management roles concerned with process plant maintenance, materials engineering and failure analysis, fabrication engineering and plant inspection. With this background, Niekie subsequently established his own consulting engineering company focusing on welding and fabrication engineering for both metals and plastics. In 2008 he moved to Perth where he joined The WeldNet, where he continues to work as a Materials and Welding consultant with for various clients in the oil & gas industry, gas distribution industry, mining and equipment fabricators.
He introduced his talk by noting that it described an episode of failure analysis that had left a lasting impression on him, while being sufficiently long ago that he could talk about it, though still having to exercise some discretion.
The failure was cracking of the drums in a number of coal fired boilers. The cracking had occurred on the inside (water side) face of 65 mm thick plate, through which the boiler tubes were connected to the water drums. Typically, cracks had been shallow and could be ground-out and repaired with welding. However, over a period of several years cracking had become more frequent and extensive, with serious safety and cost implications. This turned the straightforward, though technically challenging, task of failure analysis into a complex
political exercise of determining the cause and recommending remedies without implying blame.
The complicating factor was that over several years a series of operating changes had been made, reducing cost and increasing productivity. The managers who had approved these changes had been rewarded with promotions to senior positions, and none wanted ‘their’ changes to be identified as the cause of the increased cracking. It was made quite clear to Niekie that to do so would be a ‘career limiting move’.
The cracking had to be put into both historical and mechanical context. When the boilers were first manufactured, the tubes had been inserted through the holes in the plate and expanded internally to make a pressure-tight seal. At this time the operating pressure was relatively low, and the coal burnt had a relatively low ash content. However, over the past several years, operating steam pressure had been increased, and the fuel had been changed to coal with a higher ash content, necessitating more frequent pressure washing. Also, when tubes were replaced, the method of connection between tubes and drum plate had been changed.
In the changed procedure, tubes were inserted into the holes without subsequent expansion. The seal between the plate and the drum was achieved by running a manual metal arc weld around the outer wall of the tube on the inside of the drum. The weld only penetrated a relatively small distance, so that on the other side the plate (fire side) an annular gap remained between the tube and the plate. The bottom of this gap was formed by the root of weld bead that had partially penetrated from the water side.
The cracks that appeared on the inside surface of the plate were branching and inter-granular, and in the plate, and not in the welds. They typically ran circumferentially around tubes, and directly across the ligaments between tubes. Sectioning and metallographic examination showed multiple initiation sites at the tube-side toe of the weld, although this was not the region of highest stress concentration. Some cracks showed internal corrosion, though they had not been initiated at the fine pitting evident on the water-side surface of the plate. Stress corrosion cracking (SCC) was indicated, but caustic cracking was ruled out because it is intergranular. Monitoring of boiler feedwater showed alkalinity was under control.
Fire-side and water-side deposits were sampled and analysed for potential promoters of SCC, with SO 3 from sulphur in the boiler ash the only notable potential source. Sulphates in the fire-control water used for washing fire-side tubes provided another potential initiator of SCC. High-pressure washing could force ash deposits into the annular space around the tubes, up to the weld root. However, as water could not remain present during operation, this indicated any potential for SCC initiation had to be associated with start-up after washing. However, once cracking penetrated from the root to the inside of the water drum, steam condensation in the crack could provide a constant source of electrolyte.
Technically, the recommendation was to return to expanded tubes, eliminating welding, and to use potable water for washing the ash from the tubes. However, this would
implicate specific management decisions as being to ‘blame’ for the problem.
Politically, the recommendation that was ultimately accepted involved a number of simultaneous operating and maintenance changes. This way, there was no way of ‘proving’ which changes were effective for ameliorating the problem. This episode gave Niekie an greater appreciation of the need for looking beyond the failure itself to understand the full context in which it occurred, and also of the value of expressing recommendations diplomatically. Questions and comments showed that his experiences resonated with those of the audience.
WA Branch Technical Meeting - 14 April 2025 Visit to Microanalysis Australia Pty Ltd
Source: Rick Hughes (Managing Director) and Nimue Pendragon (Analytical Scientist)
As well as hosting the WA Branch’s AGM in his newly renovated premises, Rick Hughes opened the laboratories for another visit. This allowed members and guests to see new analytical equipment acquired over the past two years, and to learn more about the more specialised services that Microanalysis Australia provides.
using liquid nitrogen. This allows measurement on submicron pores. It also conducts fibre analysis and is developing techniques for extending this for much thinner asbestos fibres (around 0.5 μm).
Capabilities for quantitative mineralogy have also been extended, complementing microscopic petrography and SEM for larger-area elemental distribution and point analysis by XDS.
One notable addition is the facility for Differential Thermal Analysis combined with Mass Spectrometric analysis of evolved gases (DTASMS). This allows both thermal and compositional analysis. The laboratory is well equipped for particle analysis, both for sizing and for internal surface area (BET) analysis
Again, visitors were intrigued by the more unusual cases that come through the doors of this specialised facility. Simulated human bodily fluids are used in solubility studies –a surprisingly large range of such fluids is available. Counterfeit pharmaceuticals are detected and characterised using X-ray diffraction. Unusual fossils with remaining organic materials hold hopes for identifying ancient DNA. Another in the “who’d ever have thought of that” category is the use of CGMS for detecting paraffin in ostensibly pure beeswax candles – it turns out that this is an important consideration for their suitability for religious applications.
Visitors were very appreciative of the hospitality and consideration of Rick and his staff in allowing this additional insight into the work done in the facility.
L to R: Ehsan Karaji, Niekie Jooste
Nimue Pendragon.
VIC/TAS Branch Report
26th Annual Technologists' Picnic
Source: Gary Bunn - MA Regional Liaison
Although the 26th Annual Technologists' Picnic was rescheduled from last year, it was evident that interest in the topic and speaker had not waned over the intervening months.
The guest speaker was Adam Hassell, the Director of Hasco Foundry. Adam was formerly a simulation engineer and has spent the last 12 years applying his expert background to the foundry industry.
Hasco Foundry, the family business, had humble beginnings in the backyard of his grandfather’s house where it grew from a hobby foundry into a successful business. Fast forward a few decades and it now uses sand 3D printing technology to revolutionise the way it produces castings.
Hasco Foundry has a diverse range of customers ranging from defence and automotive to art and restoration. Adam gave a very informative and entertaining presentation about the history of the foundry, and how it has reinvented itself to take advantage of new technologies like 3D sand printing.
In particular, the 36 attendees from the five participating professional groups were shown how a V12 engine block morphs from an idea into horsepower, all made in country Victoria.
Adam's presentation was very well received by his appreciative audience that had come from Geelong, Morwell, Bacchus Marsh, Melbourne as well as Ballarat to enjoy the well-catered annual event.
These annual dinner meetings have customarily been supported by members of the Australasian Institute of Mining and Metallurgy, the Australian Foundry Institute, Materials Australia, Engineers Australia, and the Australasian Corrosion Association. Interested members of the general public are also encouraged to attend.
Representatives from the participating groups: Peter Dove (ACA); Alan Cooke (AFI); Adam Hassell (Hasco Foundry); Gary Bunn (Convenor); John Edwards (EA), Graeme Gooding (AusIMM) and Roujun Toh (MA).
An enthralled capacity audience listened attentively to the presentation by Adam Hassell.
NSW Branch Report Research Has No Boundaries – Professor Mai 2025
Source:
Alan Todhunter - NSW State President
In late January NSW President of Materials Australia, Alan Todhunter, had the privilege of presenting the Silver Medal Award to Professor Yiu-Wing Mai AM at Sydney University’s School of Aerospace, Mechanical and Mechatronic Engineering. Alan has known Professor Mai since 1994 working on an NHMRC dental research project at the Centre for Advanced Materials Technology. Professor Mai has supervised 57 PhD’s and postdoctoral researchers throughout his career, many of whom are leading academics and Professors in universities around the globe.
The Silver Medal is Materials Australia’s most prestigious award. This Award is made for outstanding contributions to the advancement of metallurgy, metallurgical engineering, materials science, or materials engineering through management, teaching, innovation, development, or research.
In attendance at the presentation were Pro ViceChancellor (Research – Enterprise and Engagement) Professor Julie Cairney, Dean of Engineering Professor Hesham El Gamal, acting head of School Professor KC Wong, and academics from the School of Aerospace, Mechanical and Mechatronic Engineering.
Professor Yiu-Wing Mai is distinguished for seminal work on fracture mechanics and materials science of advanced engineering materials. He joined the University of Sydney in 1976. Through his many publications in the past five decades, Professor Mai has made outstanding and lasting contributions to scientific and engineering knowledge in several research areas.
The citation for the Silver Award reads: “For pioneering work on fracture mechanics characterization of advanced engineering materials, and fundamental understanding of composite interfaces and crack-wake bridging which has revolutionized the microstructure design of tough fibre composites and coarse-grained ceramics. His research has contributed to developments of asbestos-free cements, testing standards, and improved manufacturing processes with global impact on engineering practices.”
Professor You-Wing Mai AM is currently Distinguished Chair Professor of Composites Science and Engineering in the Department of Mechanical Engineering at The Hong Kong Polytechnic University.
Prof Mai was nominated by Materials Australia members in 2023. The Award is a solid silver medal, and a Certificate stating the reasons for the award.
Professor Mai and Alan Todhunter.
Professor Liao, Professor Julie Cairney and Dr Alan Hellier.
Professor Hesham El Gamal (r).
Lunch at the Thai Pothong Restaurant.
Jian-Feng Nie Awarded the Prestigious Materials Australia Silver Medal
Professor Jian-Feng Nie, a globally recognised authority in physical metallurgy, has been awarded the Silver Medal by Materials Australia. This is the institute’s highest honour recognising exceptional contributions to metallurgy, materials science and engineering through research, innovation, management, or teaching.
Presented only in years where truly outstanding achievement is evident, the Silver Medal recognises a body of work that has not only stood the test of time but significantly advanced the profession. For Professor Nie, the award marks a well-earned milestone in a career that has shaped the scientific understanding and practical development of magnesium and aluminium alloys across academia and industry alike.
A Career Built on Pioneering Insight
Professor Nie’s research has fundamentally changed how the materials community understands microstructural design, thermomechanical processing, and phase transformations in light metal alloys. His career has been defined by deep inquiry and broad impact, producing over 250 journal publications, an h-index of 77, and more than 27,000 citations to date. His work regularly appears in leading metallurgical references, including the ASM Handbook, and has contributed to industry-grade standards and best practices worldwide.
After completing his PhD at Monash University in 1993, Professor Nie undertook postdoctoral work at the University of Queensland and CSIRO, where he began his focus on advanced aluminium and magnesium alloy systems. He returned to Monash University in 1995, where he has since risen to the position of full professor, currently based in the Department of Materials Science and Engineering.
His expertise spans multiple domains: from the atomic-level characterisation of precipitates using HAADF-STEM and 3D atom probe tomography, to the development of novel high-performance light alloys for aerospace, biomedical, and automotive applications.
Landmark Research that Redefined Alloy Science
Professor Nie’s contributions to alloy theory and development are many, but several stand out as milestones in the field. His early work on precipitate morphology and strengthening mechanisms in magnesium alloys laid the groundwork for modern alloy design strategies. His 2003 paper in Scripta Materialia (cited over 1,200 times) introduced a mathematical model incorporating the size, shape, and orientation of precipitates, challenging the prevailing assumption that particles could be treated as simple spheres. This model remains a reference point for contemporary materials engineers.
In 2013, Professor Nie’s Science publication on periodic solute segregation in fully coherent twin boundaries broke new ground. It revealed, for the first time, that solute atoms could segregate in ordered patterns within twin boundaries, contradicting established theory and opening the door to new thermomechanical processing strategies. Another breakthrough, published in Nature Communications in 2019, further demonstrated novel atomic-scale segregation phenomena that significantly influence mechanical properties. This work continues to inform alloy development for demanding structural applications.
He has also made key contributions to the understanding of diffusionaldisplacive transformations, introducing new models for interface migration and shape change that have been recognised internationally and cited by leading metallurgists, including Sir John Christian FRS.
Driving Innovation in Industry
Beyond theoretical advances, Professor Nie’s work has had real-world impact.
He has led the development of several high-performance magnesium alloys, including room-temperature formable sheet alloys, high-strength extrusion alloys, and FDA-approved biodegradable trauma implant materials. His patented magnesiumcalcium-zinc alloy forms the basis of the only biodegradable implant alloy currently approved by the FDA for clinical use in the United States, a remarkable intersection of materials research and biomedical innovation.
His recent research into super-formable pure magnesium, achieved by defying conventional wisdom around extrusion temperature and speed, has been recognised by Nature and listed in its Interactive Periodic Table under “Mg” — a rare feat for a materials scientist.
Professor Nie holds multiple international patents, and has worked with major industry partners including Boeing, Rio Tinto Aluminium, Baosteel, and CSIRO. His projects have attracted over $8 million in Australian Research Council funding, reinforcing his reputation as a trusted leader in both academic and industrial research.
A Leader, Mentor and Champion of the Profession
While Professor Nie’s technical achievements are extraordinary, his contributions to the broader materials science community are equally significant. As founding Chair of the National Events Committee at Materials Australia, he initiated the Australian Conference on Nanotechnology and played a pivotal role in establishing the Combined Australian Materials Societies (CAMS) Conference.
He has served as an editor and board member for numerous international journals including Metallurgical and Materials Transactions, Materials Research Letters, and Journal of Magnesium and Alloys.
He is also a passionate mentor, with a strong record of postdoctoral supervision and academic leadership at Monash University.
Professor Barry Muddle Awarded Honorary Membership of Materials Australia
In recognition of an exceptional career dedicated to advancing the science and application of materials engineering, Professor Barry Muddle FTSE has been awarded Honorary Membership of Materials Australia, one of the institute’s highest distinctions.
This rare honour is reserved for individuals who have made conspicuous and sustained contributions to metallurgy or materials engineering, or who have rendered outstanding service to the Institute. Professor Muddle’s appointment is a fitting reflection of his decades-long influence on materials research, education, and leadership across both academia and industry.
With a research career spanning more than 40 years, over 250 peer-reviewed publications, and a profound impact on alloy design and phase transformations, Professor Muddle stands among the most respected figures in Australian materials science.
A Career of Global Influence
Professor Muddle’s work has shaped the modern understanding of metallurgical phase transformations — particularly the complex behaviour of diffusional-displacive transformations in engineering alloys. His research has led to foundational insights into microstructural evolution, interface behaviour, and the crystallography of phase transformations in metals and ceramics.
Among his landmark achievements is the recognition and classification of a new class of phase transformations that display both diffusional and displacive characteristics. This body of work has significantly influenced alloy development, particularly in aluminium and magnesium systems, and helped form the scientific basis for many highperformance structural materials used today.
His work is not confined to theory alone.
Professor Muddle has consistently bridged the gap between fundamental science and practical application, contributing to alloy design strategies that have found real-world use in aerospace, automotive, and defence sectors.
An Academic Leader and Mentor
Professor Muddle earned his PhD in Metallurgy from the University of New South Wales in 1975. He then held prestigious research fellowships at the University of Cambridge and later served as Assistant Professor at the University of Illinois at UrbanaChampaign. He returned to Australia in the early 1980s and joined Monash University, where he spent much of his career and rose to the rank of full Professor in 1996.
During his tenure at Monash, Professor Muddle held numerous leadership roles, including Head of the Department of Materials Engineering, Head of the School of Physics and Materials Engineering, and Director of the Centre for Advanced Materials Technology. His vision and direction were instrumental in the development of the ARC Centre of Excellence in Design in Light Metals, which he led as Director from 2005 to 2013.
In parallel, Professor Muddle demonstrated an unwavering commitment to mentoring the next generation of researchers. Many of his PhD students and postdoctoral fellows have gone on to become leaders in academia, research institutions, and industry around the world. His approach—rigorous, generous, and deeply invested in the success of others—reflects the very best of the academic tradition.
Service to the Profession and the Institute
Beyond his academic achievements, Professor Muddle has provided exceptional service to the materials community, both in Australia and internationally.
He served as National President of the Institute of Materials Engineering Australasia (now Materials Australia)
and was a driving force in building the Institute’s national profile during his tenure. He has also contributed extensively to conference leadership, editorial boards, and advisory committees, playing a key role in shaping Australia’s research agenda in materials engineering.
Notably, Professor Muddle was Chair of the Organising Committee for the 9th International Conference on Aluminium Alloys (ICAA-9) in Brisbane, and a founding contributor to Nanotechnology Victoria, where he served as both Research Director and Board Member.
His professional service includes appointments on expert panels for the Australian Research Council, the Australian Institute of Nuclear Science and Engineering (AINSE), and the UK Engineering and Physical Sciences Research Council (EPSRC), among others. Through these roles, he has helped direct national and international research funding and policy across multiple domains of science and engineering.
Recognition and Honours
Professor Muddle’s excellence has been acknowledged with a long list of awards and accolades. He was elected as a Fellow of the Australian Academy of Technological Sciences and Engineering (FTSE) in 1998 and a Fellow of the Australian Institute of Physics in 2003. In 2003, he was awarded the Centenary Medal by the Commonwealth of Australia for his services to materials science.
Earlier in his career, he received the Silver Medal from the Institute of Materials Engineering Australasia (IMEA) and was a recipient of a prestigious Fulbright Senior Award, which enabled his research collaboration in the United States.
His numerous honorary professorships from leading international universities, including Wuhan University of Technology and Chongqing University, further reflect the global impact of his work.
Dr Tingting Song Awarded the Ian Polmear Early Career Research Award
Dr Tingting Song has been awarded the Ian Polmear Early Career Research Award by Materials Australia, in recognition of her highly innovative contributions to alloy design, metal additive manufacturing, and functional nanoporous metals — as well as her growing influence as a young leader in materials science.
This award recognises early career professionals who have made outstanding advancements in the application of materials knowledge through innovation, development, research, or commercialisation. Dr Song’s achievements span all of the above.
In a field defined by precision, experimentation and persistence, Dr Song has emerged as a bold and original thinker. Her research is breaking new ground in titanium alloy development and high-performance nanomaterials, with the potential to transform biomedical applications, antibacterial surfaces, and sustainable alloy processing.
A Rising Star in Materials Science
Based at RMIT University’s Centre for Additive Manufacturing, Dr Song holds an ARC Discovery Early Career Researcher Award (DECRA) and an RMIT Vice-Chancellor’s Research Fellowship — two of Australia’s most competitive research appointments.
Since completing her PhD in 2016 (jointly between The University of Queensland and RMIT), Dr Song has led and co-led projects worth more than $1.2 million, collaborated with international leaders in advanced manufacturing, and published breakthrough findings as the lead author in journals such as Nature, Acta Materialia, and Additive Manufacturing.
Her 2023 Nature paper, Strong and ductile Ti-O-Fe alloys by additive manufacturing, represents a significant advancement in titanium alloy design
and advanced manufacturing. The study integrates alloy design with process simulation and additive manufacturing techniques to produce strong, ductile titanium alloys using abundant, low-cost oxygen and iron — elements traditionally regarded as impurities.
This innovation not only reduces the material cost of titanium production but also enables the upcycling of titanium manufacturing waste into highperformance materials. Dr Song's work is increasingly focused on sustainable manufacturing and represents a new frontier in impurity-tolerant alloy design.
Transformative Impact Through Research and Innovation
Dr Song’s contributions to dealloying (a process that selectively removes elements from alloys to produce nanoporous structures) have advanced the theoretical foundations of phase transformation at the nanoscale. By introducing the concept of nanocurvature-driven nucleation, Dr Song revealed that intermetallic compounds can form at near-room temperatures, with significantly improved control over their structure and properties.
This theory was validated through a combination of in-situ synchrotron experiments and thermodynamic modelling, establishing a promising foundation for the efficient, lowtemperature production of materials like Cu₃Sn — previously thought to require elevated-temperature processing.
Dr Song is a co-inventor of a dealloyingbased micro-nano metal surface technology capable of eliminating deadly bacteria within two minutes—a breakthrough with substantial potential to revolutionize infection control in healthcare, public infrastructure, and food processing. Following its publication in Biomaterials, the technology garnered widespread attention, reaching over 300 million online views through global mainstream and specialist media outlets.
Continuing her innovative work, Dr Song is now applying advanced dealloying principles to the additive manufacturing of hierarchical titanium-tantalum lattice materials for biomedical implants, combining the strength and lightweight properties of 3D-printed metals with the biofunctional benefits of dealloyed surfaces and tantalum materials. This research, funded by the Australian Research Council, could lead to the next generation of customisable, highly biocompatible implants for orthopaedics and beyond.
Leadership, Collaboration and Service to the Profession
Dr Song’s contributions extend beyond the lab. She has played key roles in organising major industry events — notably serving as the conference secretary for both the first (2017) and second (2019) Asia-Pacific International Conference on Additive Manufacturing (APICAM) held in Melbourne.
During the 2019 event, when two major conference rooms had to be unexpectedly replaced after the opening session, Dr Song led the volunteer response, coordinating a seamless transition that kept the conference on track. Her leadership was instrumental in ensuring the event's success. She will again support the upcoming APICAM 2025, reinforcing her long-standing commitment to the professional community.
Dr Song also serves as a peer reviewer for a wide range of leading journals and is a regular assessor for national and international research funding bodies, including the Australian Research Council, Australian Synchrotron, and international beamline facilities in Japan and Germany.
Vale - Ian James Polmear, AO 1928 to 2025
Source: John Griffiths
Credit: Monash University Archives IN213
There are at least two excellent tributes to Ian Polmear; one, written well before his death (1), and familiar to readers of this Journal, and the other published recently on the Monash University website (2). Here, I add some memories not covered in detail in those reports.
The Monash Department of Materials Engineering was established in 1970, just as the Melbourne University Metallurgy Department was under threat of closure (which finally happened in 1982). Ian has noted that “establishing a new Department in an existing Faculty was not without its problems” (3) but the Department thrived. Ian truly had an open-door style and every Friday, after work, staff gathered in his office to “solve the problems of the world”. As Brian Cherry remarked, Ian believed that all his ugly ducklings were, in fact, swans and the result was a harmonious and hardworking staff. An early initiative, dating from 1973, was a collaboration with the Physics Department through Professor Bill Rachinger. Lecture courses were shared between Physics and the Department. BSc students could study for a Materials Science Major and BE students could get credit for Science courses. The development of the Materials Science Major was a most successful collaboration across Faculty boundaries, enabling a Materials Science course covering all areas of the discipline not, at that time available in any other Australian
university. With the advent of the double degree programs across Monash in 1978, the BSc/BE in Materials was already a going concern.
Undergraduate numbers were always low, but by about 1980, research student numbers were the highest in the Faculty, largely because of success with the ARC and other grant-giving bodies. Ian’s own research on alloy effects in aluminium does not need elaboration here: his earliest publications were with HK Hardy, a result of a two-year secondment from the then Aeronautical Research Laboratories to the Fulmer Research Institute in England. Being Head of Department at Monash restricted Ian’s research somewhat. However, after he retired in 1986, he took up part-time consultancy positions, first at the Comalco laboratories in Thomastown, and then at the CSIRO Division of Materials Science at Clayton. From 1987 to 2009 he and co-authors wrote some 70 papers, two patents were granted, and he produced a revised version of his highly successful book, Light Alloys (4). This book was again published in a revised edition, in collaboration with three colleagues, in 2017 (5). It is a fitting tribute to Ian that Materials Australia should have instituted the Ian Polmear Early Career Research Award.
Continuing the theme of Ian’s collaborative and outgoing character, it is worth recording his work on committees. It was astonishing. As noted in (2) he was, at various times, on 29 University committees, he was on some 12 National councils/ committees and, relevant to this present publication, he was on early Australian Institute of Metals committees in the 1960s (6). With this administration load it is remarkable that he had so much time for friends and extra-curricular activities: in part this testifies to great self-discipline and in part to skilful delegation. I am not alone in having left his office convinced that I had really wanted to do such-and-such a task all along.
No tribute to Ian would be complete without mentioning his international achievements in Athletics, besides better than average skills in tennis, squash, and golf. Cricket matches against the BHP Laboratories were scored by the Namdarb System – a nod to the Don.
I am sad to have to say Goodbye to Ian, but am privileged to have known him.
Acknowledgments:
I have had useful conversations with my fellow pioneers (Ian’s term), Brendon Parker, Zbigniew Stachurski and Peter Thomson, and from Physics, Trevor Finlayson.
(1) Materials Australia Magazine: 2023 vol. 56(3) p. 10
(4) I J Polmear: Light Alloys 2nd ed 1988 and 3rd ed 1995 pub: Edward Arnold
(5) Ian Polmear, David StJohn, Jian-Feng,Nie, Ma Qian: Light Alloys 5th ed pub: Butterworth-Heinemann 2017
(6) R C Gifkins: AIM-IMMA 50 years Records and Recollections. pub: Institute of Metals and Materials 1996
Image
CMatP Profile: Murugesan Annasamy
With a deep-rooted passion for materials science and an impressive background in surface modification, additive manufacturing, and failure analysis, Murugesan Annasamy CMatP is a standout figure in the field of metallurgical and materials engineering. Currently working as a Materials Engineer at Advanced Technology Testing and Research (ATTAR), Murugesan applies his extensive research expertise to solve complex industrial challenges, particularly within the mining and mineral processing sectors.
From investigating equipment failures to enhancing the performance of wearresistant components, Murugesan’s work is underpinned by rigorous testing, a strong commitment to compliance, and a focus on real-world impact. A PhD-qualified engineer with a passion for continuous learning, he is also a proud Chartered Materials Professional (CMatP)—a designation that reflects both his technical skill and dedication to advancing the profession. In this Q&A, Murugesan shares insights into his career journey, the mentors who have inspired him, his most challenging project to date, and what excites him most about the future of materials engineering.
Where do you work and describe your job.
As a Materials Engineer at Advanced
Technology Testing and Research (ATTAR), I work with the engineering and consulting team to deliver expert services in materials testing and research. ATTAR is an independent consulting firm specialising in advanced materials testing, accident investigation, regulatory compliance assessments, condition monitoring, corrosion evaluation, foreign contaminant identification, and both product and material testing. With over 30 years of experience, we are also a leading provider of training in NonDestructive Testing (NDT).
In my role, I focus on testing materials used in the mining industry, including wear plates, conveyor rollers, and conveyor belts. I assess their compliance with engineering and industrial standards to ensure their reliability and performance. Additionally, I play a key role in failure analysis of mining process equipment, helping the industry identify the root causes of failures and improve operational efficiency.
What inspired you to choose a career in materials science and engineering?
My educational journey has been a gradual evolution, beginning with an undergraduate degree in Mechanical Engineering, followed by a postgraduate degree and a PhD in Metallurgical and Materials Engineering. Throughout this journey, I developed a strong interest in materials engineering, drawn by its interdisciplinary nature that blends both science and engineering. This passion for materials science ultimately inspired me to pursue a career as a materials professional.
Who or what has influenced you most professionally?
During my postgraduate studies, I was deeply inspired by my mentor, whose passion and professionalism in materials research motivated me to pursue PhD. His enthusiasm for the field strengthened my commitment to continue working in the metallurgical and materials engineering stream. Throughout my PhD and post-doctoral research, my professor further shaped
my skills and knowledge, helped me to become a talented materials professional.
Which has been the most challenging job/ project you’ve worked on to date and why?
The most challenging project I have worked on to date is developing a corrosion solution for mineral processing equipment. The complexity of this project was in understanding the unique environmental conditions within the mining industry, including extreme temperatures, abrasive materials, and aggressive chemicals that led to accelerated corrosion. Developing a solution that not only mitigated the corrosion but also improved the durability and performance of the equipment. This challenge pushed my problem-solving abilities and deepened my expertise in materials engineering.
What does being a CMatP mean to you?
I consider myself honored to have earned valuable recognition in the field of materials engineering. The post-nominal letters CMatP after my name distinguish me as a recognised professional, signifying my expertise and pioneering role within both academic and engineering industries.
What gives you the most satisfaction at work?
As a materials engineer in the engineering consulting field, I thrive on tackling diverse challenges to deliver effective solutions. I find immense satisfaction in achieving outcomes that provide meaningful solutions to resolve complex industrial problems.
What is the best piece of advice you have ever received?
The best piece of advice I have ever received is to never stop learning. No matter how much you achieve or how far you go, there is always something new to discover. This mindset has helped me grow both personally and professionally, pushing me to explore new ideas, stay curious, and continuously evolve in my field.
What are you optimistic about?
I firmly believe that the future is inseparable from technological innovations. Significant advancements
are being made in the development of exotic materials through computerassisted alloy and process design. Looking ahead, I am hopeful that the rapid growth of artificial intelligence will play a pivotal role in efficiently designing materials tailored to meet the specific and critical needs of various industries.
What have been your greatest professional and personal achievements?
Receiving my PhD was a significant milestone in my life, and it gave me a profound sense of accomplishment. During my PhD and post-doctoral research, I had the opportunity to specialise in various materials characterisation techniques. This extensive experience allowed me to collaborate with a dynamic team, developing solutions to address severe engineering challenges faced by the mining and mineral processing
industries. I felt immense satisfaction when I learned that the solutions we developed were implemented in realworld applications.
What are the top three things on your “bucket list”?
I have a dream of embarking on a road trip across Australia, driving myself and exploring the vast beauty of the country for at least 30 days.
In addition to my professional ambitions, I find relaxation in cooking Indian food, which allows me to unwind and connect with my roots. One day, I hope to have a food stall at a major public event anywhere in the world, sharing my love for Indian cuisine with a global audience.
Ultimately, my goal is to be recognised internationally as a pioneer in my field, making a lasting impact on the world of materials engineering.
systems that enable us to offer you off-the-shelf and custom solu�ons made in USA. No compromises.
MATERIALS AUSTRALIA
Our Certified Materials Professionals (CMatPs)
The following members of Materials Australia have been certified by the Certification Panel of Materials Australia as Certified Materials Professionals.
They can now use the post nominal ‘CMatP‘ after their name. These individuals have demonstrated the required level of qualification and experience to obtain this status. They are also required to regularly maintain their professional standing through ongoing education and commitment to the materials community.
We now have nearly 200 Certified Materials Professionals, who are being called upon to lead activities within Materials Australia. These activities include heading special interest group networks, representation on Standards Australia Committees, and representing Materials Australia at international conferences and society meetings.
Dr Ivan Cole ACT
Dr Syed Islam ACT
Prof Yun Liu ACT
Dr Avik Sarker ACT
Dr Olga Zinovieva ACT
Prof Mohammad Asaduzzaman Chowdhury Bangladesh
Mr Debdutta Mallik EGYPT
Prof. Jamie Quinton NEW ZEALAND
Dr Amir Abdolazizi NSW
Dr Edohamen Awannegbe NSW
Prof Julie Cairney NSW
Prof John Canning NSW
Dr Phillip Carter NSW
A/Prof Igor Chaves NSW
Mr Peter Crick NSW
Mr Seigmund Jacob Dollolasa NSW
Prof Madeleine Du Toit NSW
Dr Ehsan Farabi NSW
Prof Michael Ferry NSW
Dr Yixiang Gan NSW
Mr Michele Gimona NSW
Dr Bernd Gludovatz NSW
Dr Andrew Gregory NSW
Mr Buluc Guner NSW
Dr Ali Hadigheh NSW
Dr David Harrison NSW
Dr Alan Hellier
NSW
Mr Simon Krismer NSW
Prof Jamie Kruzic
NSW
Prof Huijun Li NSW
Dr Yanan Li
NSW
A/Prof Xiaopeng Li NSW
Prof Xiaozhou Liao
Dr Hong Lu
NSW
NSW
Dr Tim Lucey NSW
Mr Rodney Mackay-Sim NSW
Dr Warren McKenzie
Mr Edgar Mendez
NSW
NSW
Dr Ranming Niu NSW
Dr Anna Paradowska NSW
Prof Elena Pereloma
A/Prof Sophie Primig
Dr Gwenaelle Proust
Miss Zhijun Qiu
Dr Blake Regan
Mr Ehsan Rahafrouz
Dr Mark Reid
Prof Simon Ringer
Dr Richard Roest
Dr Bernd Schulz
Dr Luming Shen
Mr Sasanka Sinha
Mr Robert Small
Mr Frank Soto
Mr Michael Stefulj
Mr Carl Strautins
Mr Alan Todhunter
Ms Judy Turnbull
Mr Jeremy Unsworth
Dr Philip Walls
Dr Alan Whittle
Dr Richard Wuhrer
Dr Vladislav Yakubov
Mr Deniz Yalniz
Prof Richard Yang
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
NSW
Dr Michael Bermingham QLD
Mr Michael Chan QLD
Prof Richard Clegg QLD
Mr Oscar Duyvestyn QLD
Mr John Edgley QLD
Dr Jayantha Epaarachchi QLD
Dr Jeff Gates QLD
Mr Payam Ghafoori QLD
Mr Mo Golbahar QLD
Mr David Haynes QLD
Mr Nikolas Hildebrand QLD
A/Prof Mainul Islam QLD
Dr Janitha Jeewantha QLD
Dr Damon Kent QLD
Mr Jeezreel Malacad QLD
Mr Michael Mansfield QLD
Mr Sadiq Nawaz QLD
Mr Bhavin Panchal QLD
Mr Bob Samuels QLD
Mr Ashley Bell SA
Ms Ingrid Brundin SA
Mr Neville Cornish SA
Prof Colin Hall SA
Mr Brendan Dunstall SA
Mr Mikael Johansson SA
Mr Rahim Kurji SA
Mr Andrew Sales SA
Dr Thomas Schläfer SA
Dr Christiane Schulz SA
Prof Nikki Stanford SA
Prof Youhong Tang SA
Mr Kok Toong Leong SINGAPORE
Prof Klaus-Dieter Liss USA
Dr Muhammad Awais Javed VIC
Dr Christian Brandl VIC
Dr John Cookson VIC
Miss Ana Celine Del Rosario VIC
Dr Yvonne Durandet VIC
Dr Mark Easton VIC
Dr Reza Emdad VIC
Dr Peter Ford VIC
Mr Bruce Ham VIC
Dr Shu Huang VIC
Mr Long Huynh VIC
Dr Jithin Joseph VIC
Mr. Akesh Babu Kakarla VIC
Mr Russell Kennedy VIC
Mr Daniel Lim VIC
Dr Amita Iyer VIC
Mr Robert Le Hunt VIC
Dr Thomas Ludwig VIC
Dr Roger Lumley VIC
Dr Gary Martin VIC
Dr Srikanth Mateti VIC
Dr Siao Ming (Andrew) Ang VIC
Mr Glen Morrissey VIC
Dr Khurram Munir VIC
Prof Jian-Feng Nie VIC
Dr Mostafa Nikzad VIC
Dr Chrysoula Pandelidi VIC
Dr Eustathios Petinakis VIC
Mr Vishnu Vijayan Pillai VIC
Dr Leon Prentice VIC
Prof Muhammad Mehran Qadir VIC
Dr Dong Qiu VIC
Mr John Rea VIC
Miss Reyhaneh Sahraeian VIC
Dr Christine Scala VIC
Mr Khan Sharp VIC
Mr Mark Stephens VIC
Dr Graham Sussex VIC
Mr Pranay Wadyalkar VIC
Dr Wei Xu VIC
Dr Ramdayal Yadav VIC
Dr Matthew Young VIC
Mr Angelo Zaccari VIC
Dr Yuman Zhu VIC
Mr Mohsen Sabbagh Alvani WA
Dr Murugesan Annasamy WA
Mr Graeme Brown WA
Mr John Carroll WA
Mr Sridharan Chandran WA
Mr Conrad Classen WA
Mr Chris Cobain WA
Mr Stuart Folkard WA
Mr Toby Garrod WA
Prof Vladimir Golovanevskiy WA
Mr Chris Grant WA
Mr Mark Hamilton WA
Dr Paul Huggett WA
Mr Ivo Kalcic WA
Mr Srikanth Kambhampati WA
Mr Ehsan Karaji WA
Mr Ka-Seng Leung WA
Mr Mathieu Lancien WA
Dr Evelyn Ng WA
Mr Deny Nugraha WA
Mrs Mary Louise Petrick WA
Mr Johann Petrick WA
Mr Biju Kurian Pottayil WA
Prof Andrew Ruys WA
Dr Mobin Salasi WA
Mr Daniel Swanepoel WA
Dr Kishore Venkatesan WA
Why You Should Become a Certified Materials Professional
Source: Materials Australia
Accreditation as a Certified Materials Professional (CMatP) gives you recognition, not only amongst your peers, but within the materials engineering industry at large. You will be recognised as a materials scientist who maintains professional integrity, keeps up to date with developments in technology, and strives for continued personal development.
The CMatP, like a Certified Practicing Accountant or CPA, is promoted globally as the recognised standard for professionals working in the field of materials science.
There are now well over one hundred CMatPs who lead activities within Materials Australia. These activities include heading special interest group networks, representation on Standards Australia Committees, and representing Materials Australia at international conferences and society meetings.
Benefits of Becoming a CMatP
• A Certificate of Membership, often presented by the State Chapter, together with a unique Materials Australia badge.
• Access to exclusive CMatP resources and website content.
• The opportunity to attend CMatP only networking meetings.
• Promotion through Materials Australia magazine, website, social media and other public channels.
• A Certified Materials Professional can use the post nominal CMatP.
• Materials Australia will actively promote the CMatP status to the community and employers and internationally, through our partner organisations.
• A CMatP may be requested to represent Materials Australia throughout Australia and overseas, with Government, media and other important activities.
• A CMatP may be offered an opportunity as a mentor for student members.
• Networking directly with other CMatPs who have recognised levels of qualifications and experience.
• The opportunity to assume leadership roles in Special Interest Networks, to assist in the facilitation of new knowledge amongst peers and members.
What is a Certified Materials Professional?
A Certified Materials Professional is a person to whom Materials Australia has issued a certificate declaring they have attained all required professional standards. They are recognised as demonstrating excellence, and
possessing special knowledge in the practice of materials science and engineering, through their profession or workplace. A CMatP is prepared to share their knowledge and skills in the interest of others, and promote excellence and innovation in all their professional endeavours.
The Criteria
The criteria for recognition as a CMatP are structured around the applicant demonstrating substantial and sustained practice in a field of materials science and engineering. The criteria are measured by qualifications, years of employment and relevant experience, as evidenced by the applicant’s CV or submitted documentation.
Certification will be retained as long as there is evidence of continuing professional development and adherence to the Code of Ethics and Professional behaviour.
Further Information
Contact Materials Australia today: on +61 3 9326 7266 or imea@materialsaustralia.com.au or visit our website: www.materialsaustralia.com.au
Smart Spongy Device Captures Water From Thin Air
Source: Sally Wood
Engineers from Australia and China have invented a sponge-like device that captures water from thin air and then releases it in a cup using the sun’s energy, even in low humidity where other technologies such as fog harvesting and radiative cooling have struggled.
The water-from-air device remained effective across a broad range of humidity levels (30% to 90%) and temperatures (5 to 55 degrees Celsius).
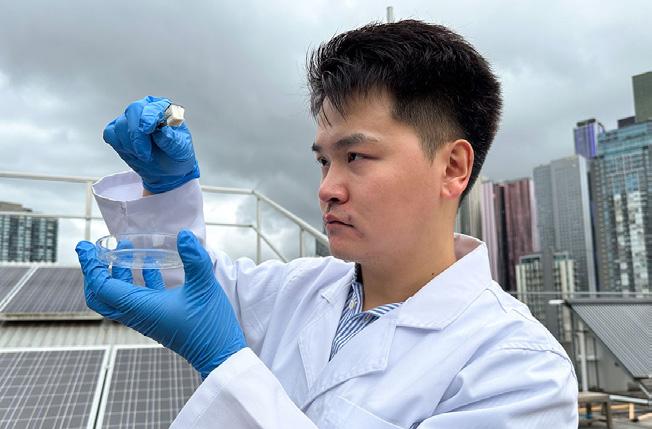
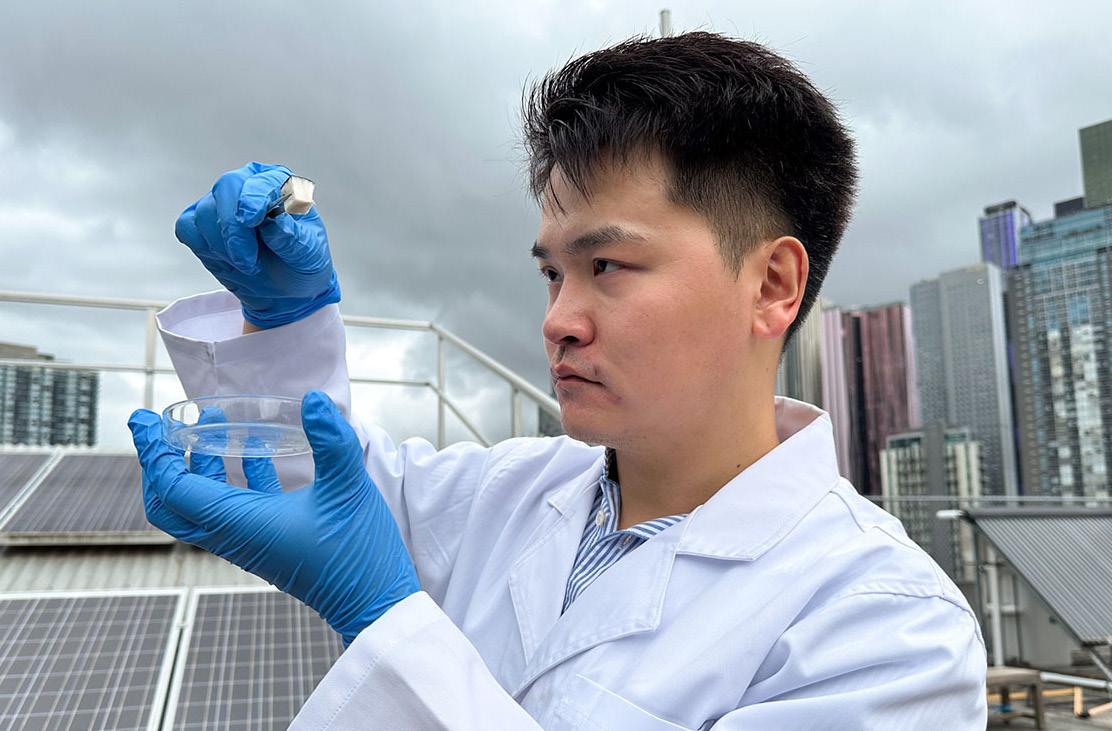
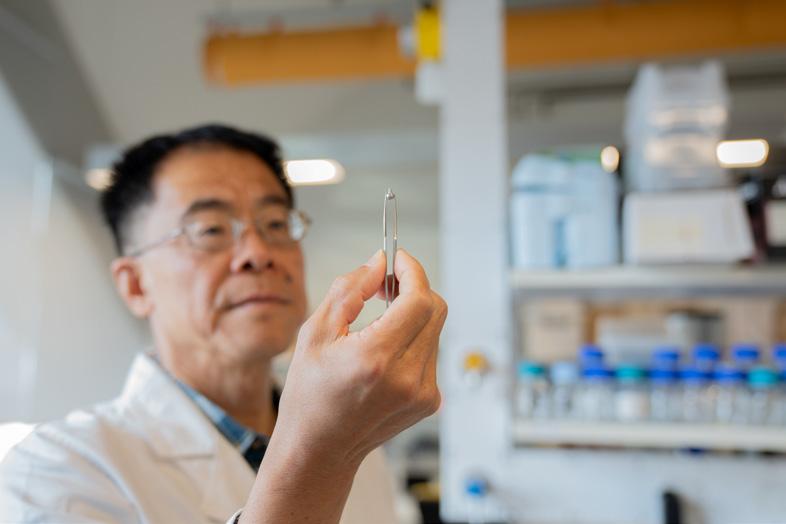
Senior researcher Dr Derek Hao, from RMIT University in Melbourne, said the invention relied on refined balsa wood’s naturally spongy structure, modified to absorb water from the atmosphere and release it on demand.
The wood-based composite developed by the team for their research fit snuggly into a cup with a dome lid and anti-pollution tray, a cooling mechanism and an activation system powered by the sun.
“Billions of people around the world lack access to drinkable water, and millions die from water-borne diseases every year,” said Hao, a materials scientist and environmental engineer in RMIT’s School of Science.
Hao was corresponding author on the study, which was done in collaboration with five Chinese research institutions, led by Dr Junfeng Hou from Zhejiang A&F University.
“Our team has invented a device comprising wood’s spongy scaffolding, lithium chloride, iron oxide nanoparticles, a carbon
nanotube layer and other specialised features,” Hao said.
The team used artificial intelligence for accurate prediction and optimisation of the device's water harvesting and discharging performance under varying environmental conditions.
Watershed Moment
The spongy material, which is an early-stage lab prototype, absorbs moisture from the atmosphere when the cup’s lid is open. When the lid is closed under sunlight, water is released into the cup.
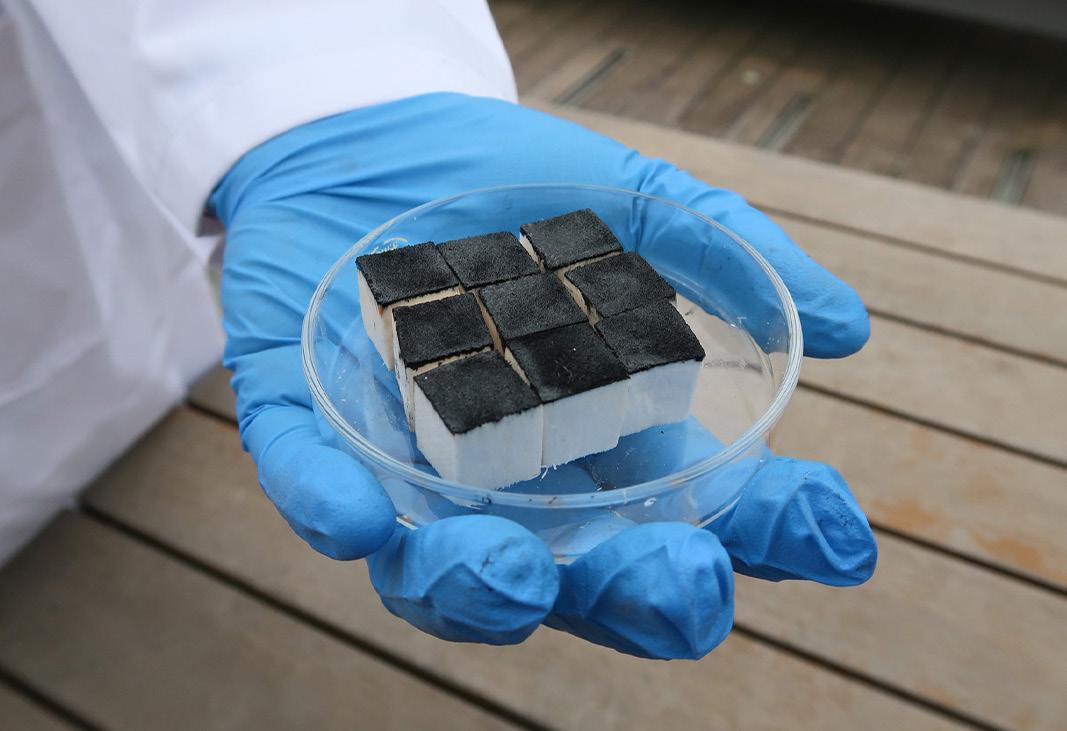
Under laboratory conditions, the water-from-air device absorbed about 2 milliliters of water per gram of material at 90% relative humidity and released nearly all the water within 10 hours under sun exposure – higher than most other known methods and at less cost. With nine sponge cubes, each weighing 0.8 grams, 15 milliliters can be absorbed and released into the cup.
“In outdoor tests, our device captured 2.5 milliliters of water per gram overnight and released most of it during the day, achieving a daily water collection efficiency of 94%,” Hou said.
The invention with a sponge-like material, developed by researchers in Australia and China, absorbs water from the atmosphere and then releases it in a cup using the sun’s energy. Credit: Shu Shu Zheng, RMIT University.
Dr Derek Hao, from RMIT University, holds the team’s spongy wood-based composite material that can absorb water from the atmosphere. Credit: Shu Shu Zheng, RMIT University.
“At 30% humi dity, our device absorbed water at about 0.6 milliliters per gram.
“These results highlight its potential use in off-grid, solar-driven water harvesting systems.”
Benefits of the Nature-Inspired Design
Hao said the use of natural wood as a matrix not only reduced costs but also provided structural integrity and enhanced water transport through its porous architecture.
“These features enable the material to be manufactured in large quantities and deployed in real-world applications such as water collection in remote or arid regions,” he said.
“The device retained its flexibility and water-absorbing function even after being stored at 20 degrees Celsius for 20 days, demonstrating excellent freeze resistance. Its moisture absorption–release performance was stable across 10 consecutive cycles, with less than 12% decline in efficiency.”
Potential Applications and Scalability
Hao said the device would be suited to emergency scenarios, such as in the wake of natural disasters where water supplies have been compromised, if the team can
scale-up and optimise the modular innovation.
“The current demonstration unit size is 15 cubic millimeters. It would be very easy to prepare a larger unit, or we can use the units to form an array,” Hao said.
“Its ability to harvest potable water from the atmosphere using only sunlight makes it invaluable in disaster-stricken areas where traditional water sources are compromised. The system's
portability and reliance on renewable energy further enhance its applicability in such contexts.”
Hao said the material was designed with scalability and affordability in mind. “The main component, balsa wood, is widely available, biodegradable and cheap, and the manufacturing process is not complex, which could enable mass production. The demonstrated stable performance over multiple cycles and in various environmental conditions indicates longevity and cost-effectiveness.”
Hao said the team was in discussion with prospective industry partners on pilot-scale production and field deployment, integrating into modular water-from-air harvesting systems.
“Solar panels combined with thermal energy storage could enable roundthe-clock operation, particularly in areas with intermittent sunlight,” he said. “Developing automated control systems using Internet of Things sensors to monitor relative humidity, temperature and solar intensity could further optimise water harvesting cycles.”
“Building on the artificially intelligent design used in the study, more advanced design platforms could be developed to screen new material combinations and predict longterm water absorption and release performance,” he said.
With nine sponge cubes, each weighing 0.8 grams, 15 milliliters of water can be absorbed from the atmosphere. Credit: Shu Shu Zheng, RMIT University/
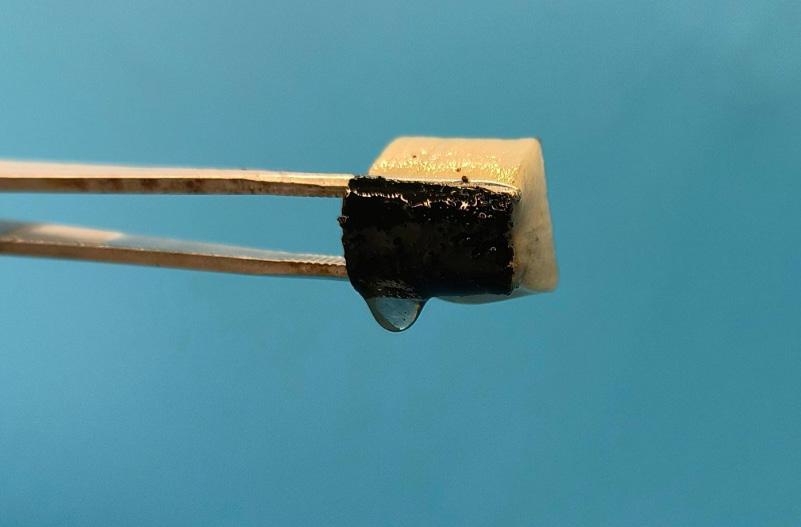
A pair of tweezers squeeze water from the spongy material developed by the team. Credit: Xingying Zhang.
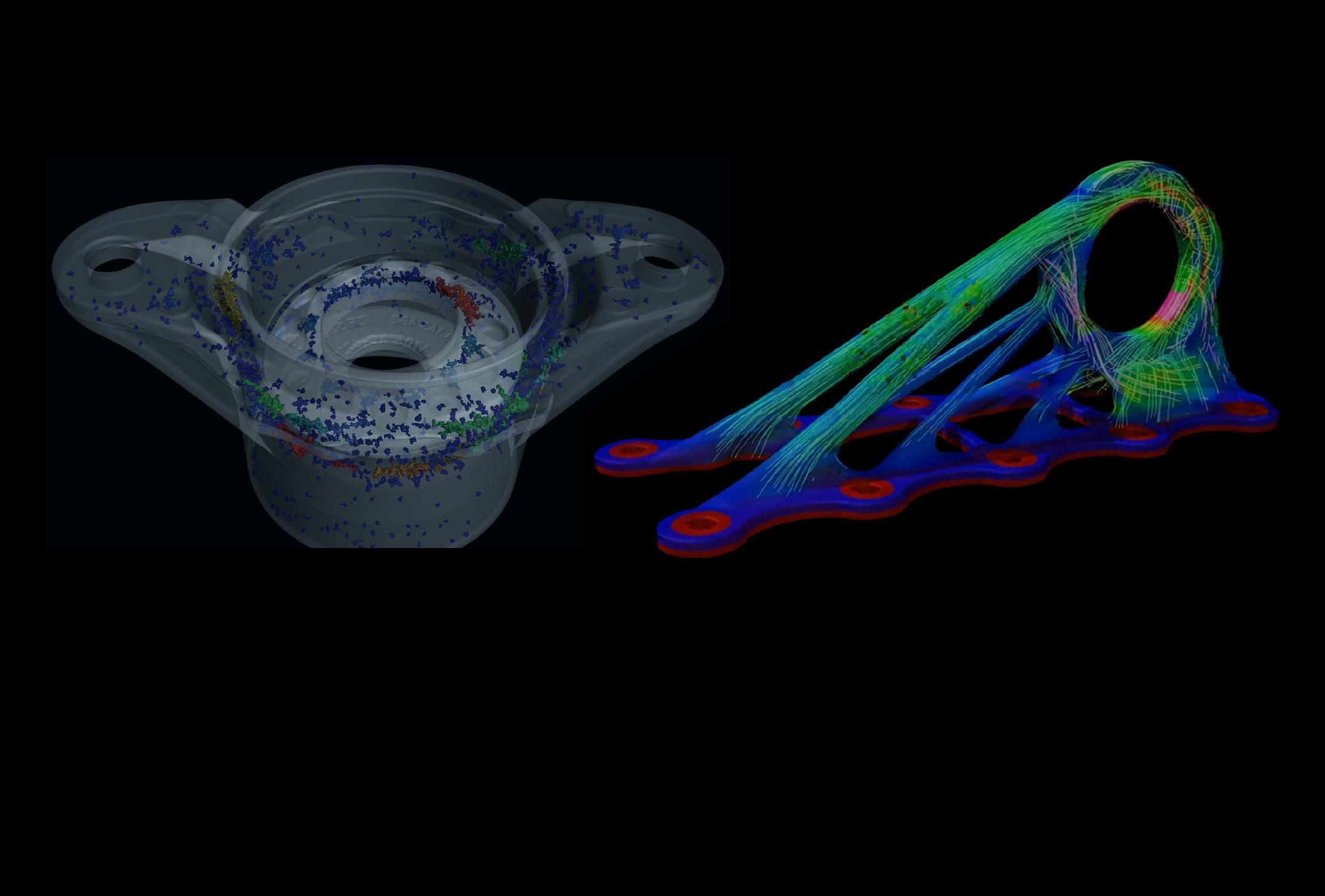
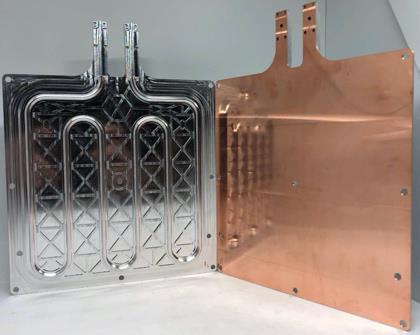
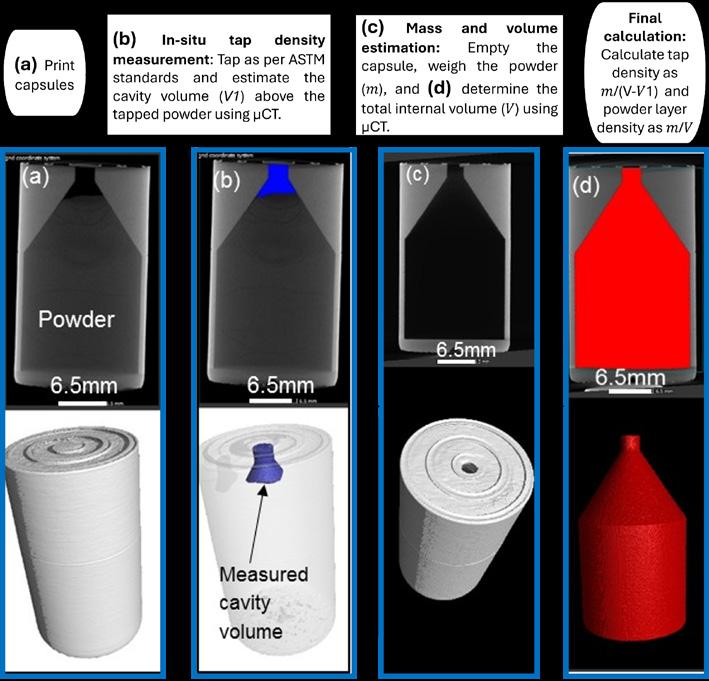
Developing An Additive Manufacturing Suitability (AMS) Factor: A Generic Approach To Printability
Source: ATA Scientific
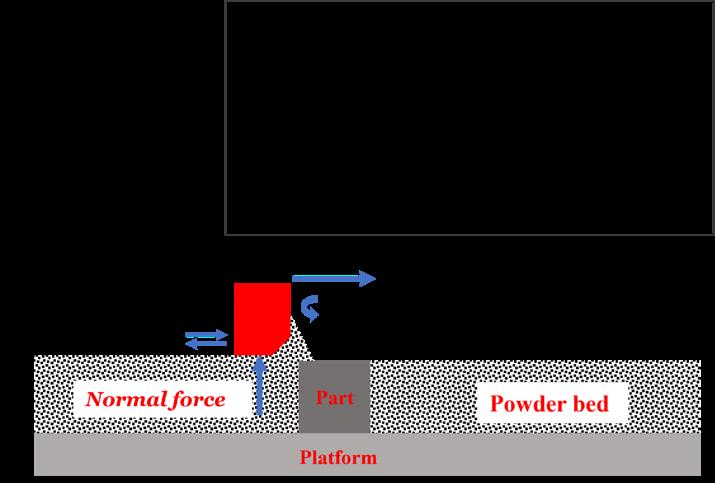
In additive manufacturing (AM), a key question is: Can this powder be printed? Researchers, manufacturers, and engineers benefit from assessing processability without costly and time-consuming print trials. While good powder behaviour doesn’t guarantee high-quality parts, it’s a critical first step.
A consensus is emerging on key powder properties— flowability and spreadability—that determine printability. Researchers at École de Technologie Supérieure (Montreal, Canada) developed an Additive Manufacturing Suitability (AMS) factor, which shows how dynamic, shear, and bulk properties, measured with the FT4 Powder Rheometer® (Freeman Technology) can reliably predict printability.
Establishing AMS
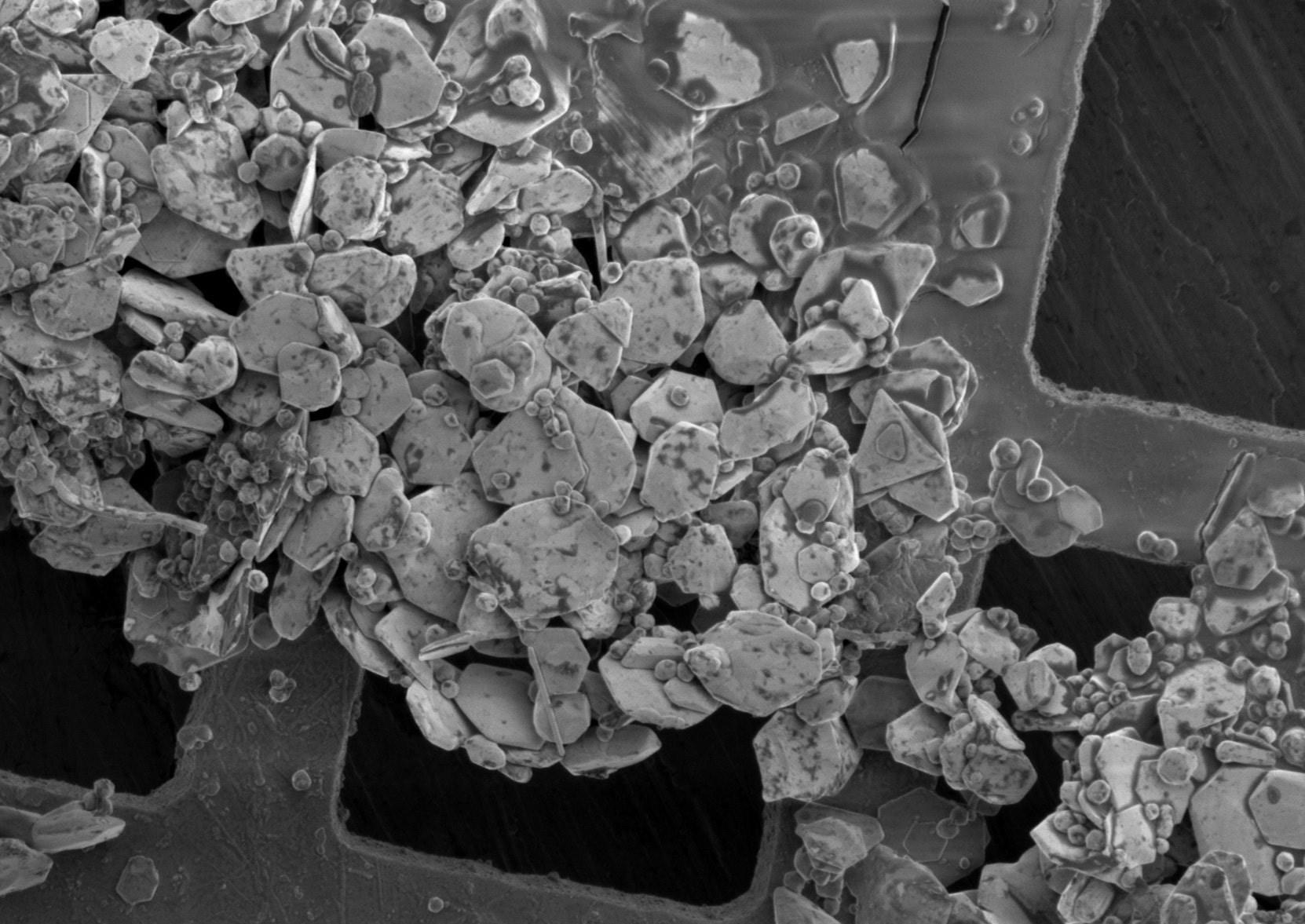
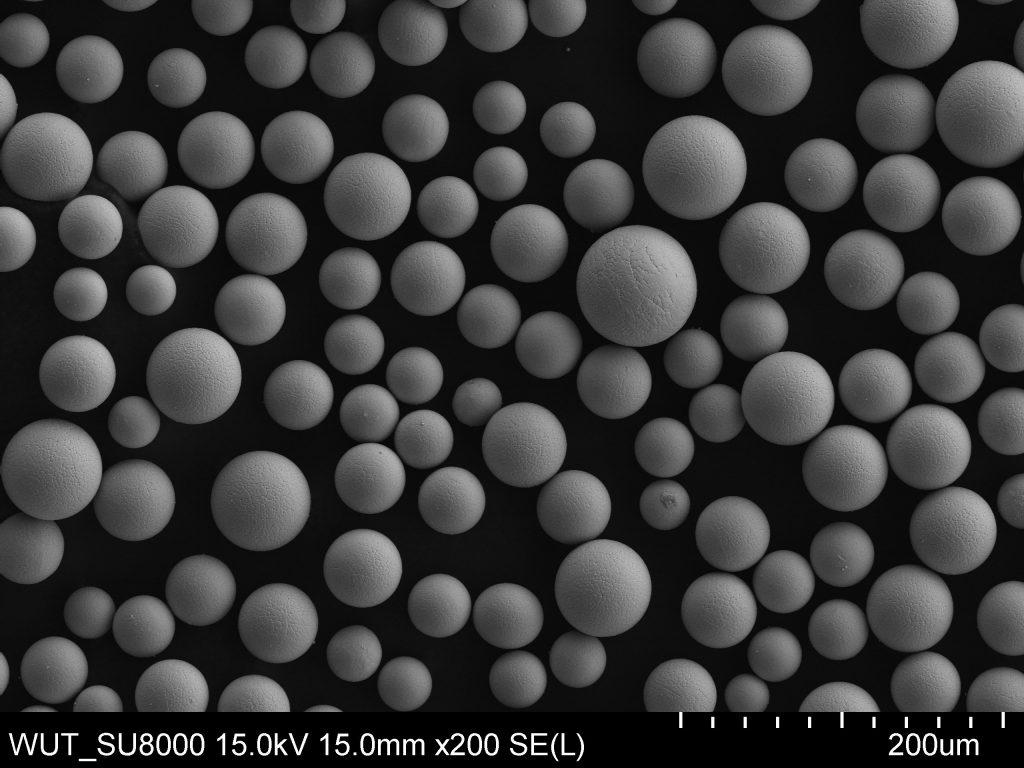
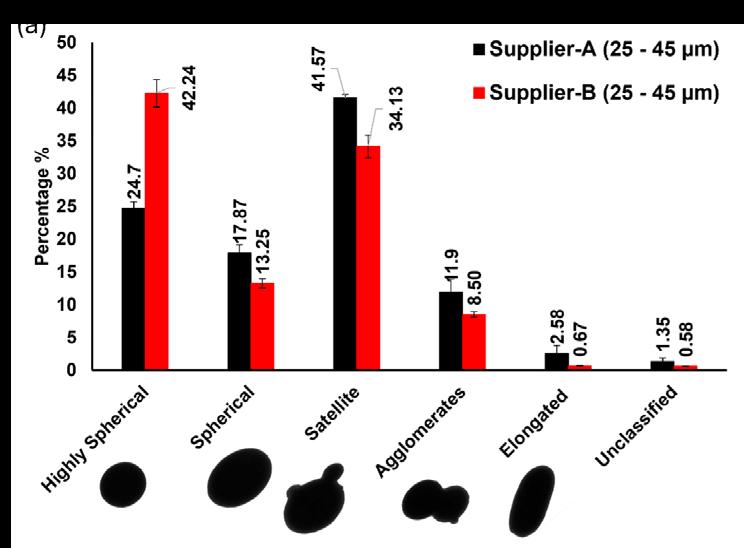
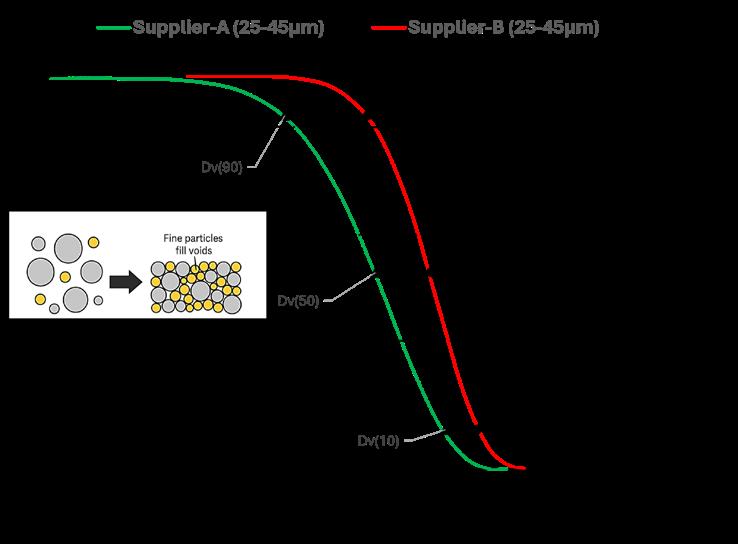
Researchers analysed three Ti-6Al-4V powders in a laser powder bed fusion (LPBF) printer (M280, 400 W, EOS GmbH), selecting gas-atomised (Powder 1) and plasmaatomised (Powders 2 and 3) lots to isolate the effects of particle size and shape. Table 1 presents particle size and sphericity. While Powders 1 and 2 share similar size distributions, Powder 3 is finer with a broader range. The higher sphericity of Powders 2 and 3 reflects their plasma atomisation process.
Table 1: Powder lots were selected to independently assess particle size and sphericity. Powder 3 has a finer, broader size distribution, while gas-atomized Powder 1 is less spherical than plasma-processed Powders 2 and 3.
Assessing Printability
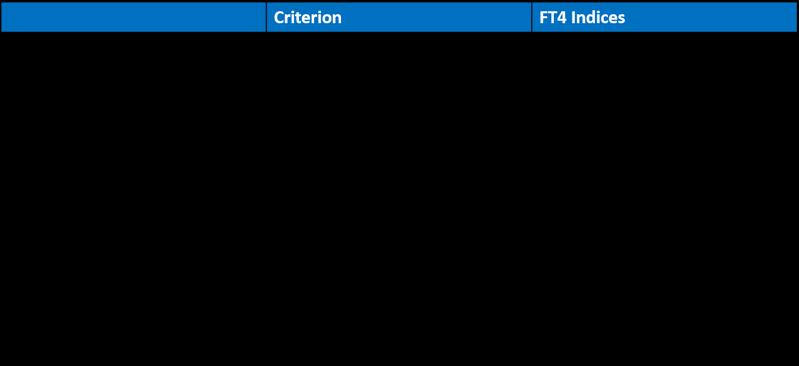
Bulk powder properties were measured to assess the impact of particle size and shape on LPBF print quality. Success relies on forming uniform, dense layers with minimal disruption. Seven key properties were identified using the FT4 Powder Rheometer (Table 2): dynamic (BFE, SE, AE), bulk (CI, permeability, Pc), and shear (cohesion).
Table 2: Several properties measured with the FT4 Powder Rheometer directly correlate with key factors influencing LPBF processability.
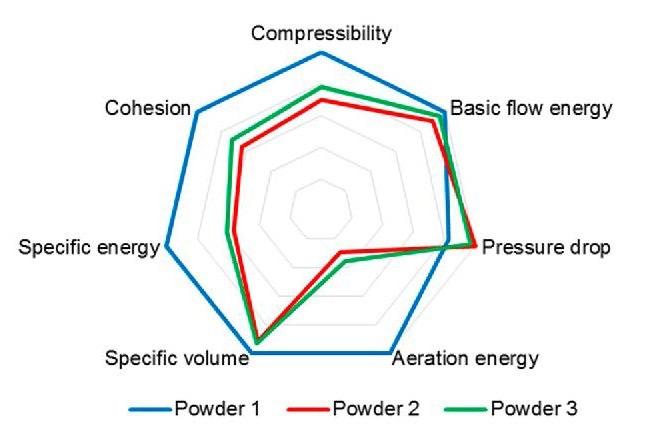
Figure 1: A radar plot compares the three powders, with normalised data. Permeability is shown as Pressure Drop (PD), and Bulk Density as specific volume. Lower values indicate better properties, with Powders 2 and 3 outperforming Powder 1.
Table 3: An AMS factor was defined to quantify this approach and calculated for each powder.
Where
Powder 2 ranks best (lowest AMS value), highlighting particle shape has a greater impact than size. Despite size differences, Powders 2 and 3 exhibit similar properties, while Powder 1 scores lower due to its irregular shape.
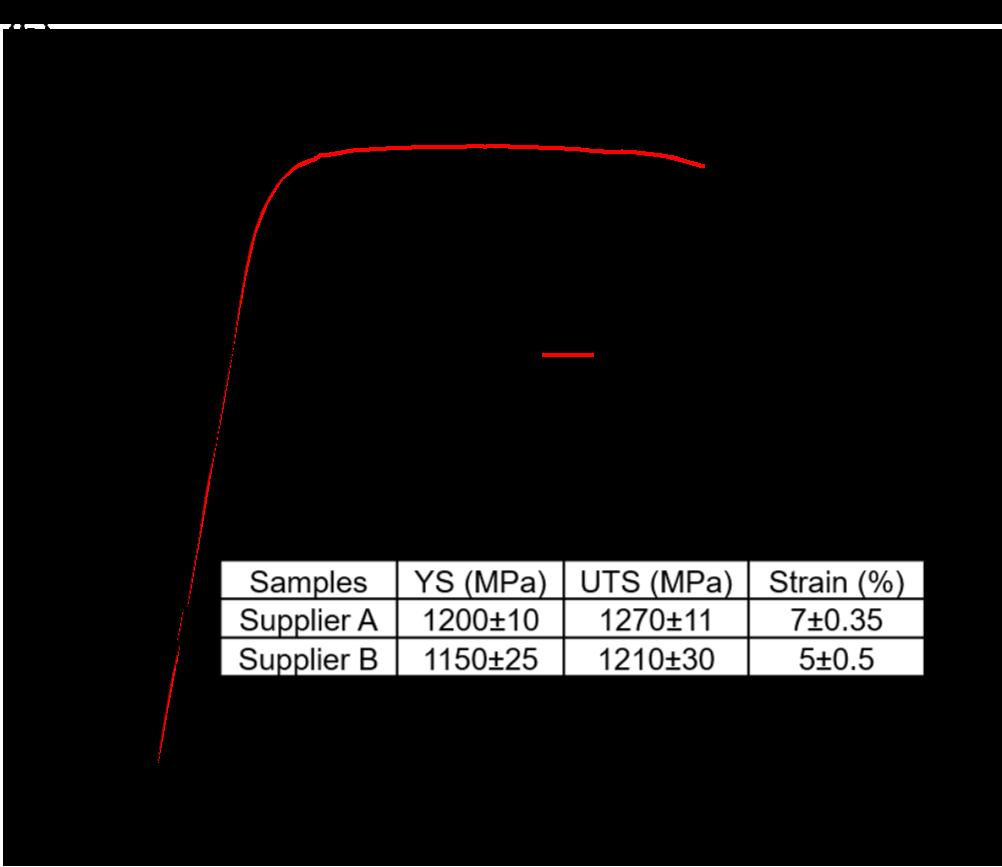
Printing trials at 30µm and 60µm layer thicknesses evaluated powder bed density, part density, surface finish, design resolution, and tensile strength. While detailed data is beyond the scope of this article, results show Powder 2 forms denser powder beds and superior printed parts. Notably, Powders 2 and 3 at 60µm performed similarly to Powder 1 at 30µm, suggesting faster processing speeds with better powder selection. This validates AMS rankings as a valuable tool for supply comparison.
Traditional flowability tests (Hall and Gustavsson flow meters, tapped density methods) ranked the powders similarly but lacked differentiation. Tapped density methods classified all as "excellent," while Hall and Gustavsson meters gave inconsistent insights. None effectively linked particle size and shape to powder behaviour during recoating.
In contrast, the AMS factor approach:
• Sensitively differentiates powder quality,
• Enhances understanding of particle size and shape effects,
• Applies universally across powders,
• Allows refinement, e.g., by adjusting weightings for greater sensitivity.
Using the AMS Factor
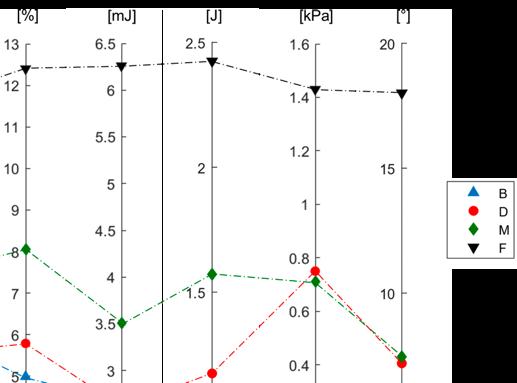
Oerlikon researchers applied AMS to assess powder blend processability for in situ alloying in LPBF. While LPBF enables onthe-fly alloying, blend processability remains crucial. A modified AMS factor (AMS′) ranked four blends: Blend B (baseline, Inconel 718 + CoCr75) and Blends D, M, and F (elemental fines with varying Co and Cr size/morphology). AMS′ replaces permeability and AE with Consolidated Flow Energy (CFE) and Unconfined Yield Strength (UYS) while adding Wall Friction Angle (WFA) for enhanced shear property assessment.
Figure2/Table 5: Measuring multiple properties and determining an AMS′ factor enables a robust assessment of processability; dynamic and bulk properties differentiated blends (D and M) that were indistinguishable by shear cell analysis alone.
This study highlights the limitations of simple techniques like the Hall Flow Index for assessing complex elemental blends and notes the value of shear, dynamic, and bulk testing for deeper analysis. While shear data failed to distinguish Blends D and M, bulk and dynamic properties revealed clear differences, reinforcing the benefits of a multi-technique approach. The AMS′ factor effectively summarises key properties and serves as a reliable indicator of processability. AMS′ trends correlate with increasing fines content, though morphology also plays a role—Blend F, despite its high fines content, exhibits lower sphericity, explaining its outlier behavior.
Refining AMS′ through weighted adjustments remains an area for exploration. However, in this case, chemistry adds complexity in linking powder rheology to printed component properties.
Conclusion
These studies demonstrate the potential of combining multiple powder properties, measured with the FT4 Powder Rheometer, into a single metric for AM suitability. Dynamic, shear, and bulk properties collectively quantify critical behaviors like flowability, packing efficiency, air release, and compressibility. By integrating multiple relevant parameters, the AMS factor provides a robust measure of processability, enabling differentiation of supplies, assessment of particle size and morphology changes, and identification of highperformance materials.
Freeman Technology, "New research establishes the concept of an ‘AM Suitability’ factor for metal powder selection," Freeman Technology, Jan. 24, 2022. [Available: https://www.freemantech.co.uk/news/the-concept-ofan-am-suitability-factor-for-metal-powder-selection]
LEARN MORE
ATTEND A WORKSHOP NEAR YOU 30 June - 10 July 2025
Melbourne, Sydney, Brisbane & @APICAM2025
Live demos and talks showcasing - FT4 Powder Rheometer
- Morphologi 4 Auto particle imaging & analysis - Mastersizer 3000 Particle size distribution Register now to book your seat: https://bit.ly/4jYyQXe
World-First: Deakin Researchers Surpass Silkworm Silk by Taking a Holistic Approach
Source: Sally Wood
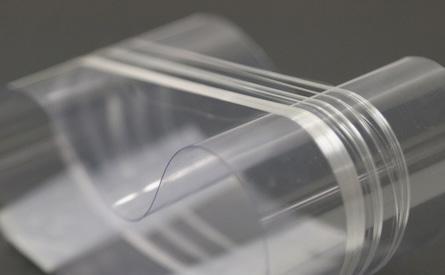
Dr Ben Allardyce and PhD candidate Mr Martin Zaki from Deakin’s Institute for Frontier Materials’ (IFM) have delivered a world first in next generation materials research.
Silkworm silk is a protein-based fibre with mechanical properties rivalling petroleum-derived synthetic fibres yet spun using a fraction of the energy. Despite decades of research, aspects of natural silkworm spinning remain a mystery.
The IFM discovery takes researchers one step closer to solving this mystery by wet spinning a new class of silk that produces fibres that outperform natural silk.
A Materials Breakthrough
This research, led by Dr Allardyce and Mr Zaki, with expert input from Sheffield University's Professor Chris Holland, involves sidestepping degumming - a commonplace industrial process - and experimenting with dissolving whole silk fibres.
Using this new technique, the team were able to produce a spinnable solution that better imitates silk as it is produced by the silkworm. This solution was wet spun using IFM’s state-of-the art pilot fibre and textile facility to produce fibres that more closely matched natural silk.
According to IFM’s Deputy Director Joe Razal, the team’s discovery is a world first and demonstrates how IFM researchers are creating new sustainable materials that have real-world application and impact.
“Ben and Martin challenged the norm by creating silk fibres in a laboratory setting,” Professor Razal said.
“They wet spun a cocktail of solubilised, non-separated silk components that mimic the properties produced in nature. The team identified a way to recreate the fibre produced by the silkworm and unlock the potential for it to be just as biodegradable, tough and energy efficient. In fact, when
spun under identical conditions, undegummed solutions produces fibres 8 times stronger and 218 times tougher than degummed silk feedstocks.”
Undegummed Versus Degummed Silk
“Traditionally, industry has used degumming to unravel the silkworms cocoon to produce their fibres. It is also commonly used by researchers to facilitate ‘unspinning’ silk back into a solution that can then be solidified into new forms,” Professor Holland said.
“However removing a key component to the natural material, the sericin gum coating, often comes with collateral damage to the silk proteins and so it’s often considered a necessary evil.”
Mr Zaki explained that the team wanted to produce better materials while simultaneously understanding how.
“We took a step back and asked why has no one attempted this? Is it because it is too hard, or because everyone degums silk and no one has considered doing something different? In industry, the largest portion of water waste, labour, and energy consumption usually comes from the degumming process. By-passing this step, we increase the potential of a more sustainable technology.”
“Undegummed cocoons are normally insoluble,” added Dr Allardyce. “Our innovative process combines a milling step followed by a supersaturated solvent that enables dissolution. No-one has attempted to artificially spin undegummed silk before. And no-one has ever successfully dissolved undegummed cocoons and re-spun them in this way.”
Future applications
Degummed silk is used in nerve repair, coating foods to improve shelf-life and biodegradable batteries. This ground-breaking research forges a new pathway to recreate a fibre with structures akin to native silk.
PhD candidate Mr Martin Zaki and Dr Ben Allardyce display the undegummed silk fibres they created in the IFM lab.
Photo: Freyla Ferguson/IFM.
The undegummed silk fibre. Photo: Freyla Ferguson/IFM.
FIVE COMPELLING REASONS TO USE THE PHENOM DESKTOP SEM
Ease of use is what the Phenom Pharos name has come to mean. All the capabilities of a floor-standing FEG-SEM have been housed in a tabletop model with the simplicity that Phenom desktop SEMs are known for.
Ease of use is what the Phenom Pharos name has come to mean. All the capabilities of a floor-standing FEG-SEM have been housed in a tabletop model with the simplicity that Phenom desktop SEMs are known for.
1. Super fast, sharp, high contrast images
Speeds up project work and provides high -end imaging and analysis critical for many fields from materials, forensics to industrial manufacturing and even life sciences.
2. Unsurpassed user experience
2. Unsurpassed user experience
2. Unsurpassed user experience
Easy to use without extensive training or SEM experience means the Phenom is accessible to everyone.
Easy to use without extensive training or SEM experience means the Phenom is accessible to everyone.
Easy to use without extensive training or SEM experience means the Phenom is accessible to everyone.
3. Multiple detectors reveal finer details
3. Multiple detectors reveal finer details
3. Multiple detectors reveal finer details
Fully integrated EDS and SE detector together with a low -kV beam (1 kV) allows thin contamination layers on the surface can be observed (Phenom Pharos).
Fully integrated EDS and SE detector together with a low -kV beam (1 kV) allows thin contamination layers on the surface can be observed (Phenom Pharos).
Fully integrated EDS and SE detector together with a low -kV beam (1 kV) allows thin contamination layers on the surface can be observed (Phenom Pharos).
4. Intuitive software with advanced automation
4. Intuitive software with advanced automation
4. Intuitive software with advanced automation
Simply click and go to work or use automated recipes with elemental mapping and line scan functionality.
Simply click and go to work or use automated recipes with elemental mapping and line scan functionality.
Simply click and go to work or use automated recipes with elemental mapping and line scan functionality.
5. Huge time and money saver
5. Huge time and money saver
5. Huge time and money saver
Provides rapid, multi -scale information in-house for process monitoring and improvement.
Provides rapid, multi -scale information in-house for process monitoring and improvement.
Provides rapid, multi -scale information in-house for process monitoring and improvement.
• Field Emission Gun (FEG) SEM with 1 - 20 kV range
• NEW STEM Sample Holder
• For
automated LUXOR sputter coaters reduce risk for sample damage
✓
MADE IN GERMANY
Phenom Particle X
Gold microparticles taken using Phenom Pharos
New Developments for Powder Atomisation System
By Dr. Cameron Chai and Peter Airey
For those looking to produce custom powders for 3D printing or thermal spray, the Amazemet rePowder system provides new levels of versatility not previously available. Using ultrasonic atomisation technology, the rePowder allows users to produce highly spherical metal alloy powders in almost any composition with controlled particle sizes. While this was ideal for researchers looking for small quantities of powders, new developments facilitate more efficient production of larger quantities of powders.
Wire Feed System
The wire feed system is a convenient addition for the rePowder that enables continuous production of metal powders from wire feedstock. By providing a continuous feed and maintaining a steady state of molten material, the system can run continuously, improving efficiency and throughput.
Powder2Powder
Powder2Powder (P2P) is a versatile solution for recycling metal powders and manufacturing custom pre-alloy powders directly from powder feedstocks. By combining plasma processing and ultrasonic atomisation, virtually any powder can be transformed into highly-spherical, satellite-free powders. The resultant powder particle size is completely independent of the feed powder.
Extensive trials have produced powders e.g. Ti alloys, with
sphericity >0.95 and precise particle size distributions ideal for AM processes, including Laser Powder Bed Fusion (LPBF), Directed Energy Deposition (DED), and Electron Beam Melting (EBM), highlighting the system’s potential to enhance sustainability in metal powder production.
It also offers the versatility to be able to blend elemental powders to create specific alloys making it invaluable for research or industry.
Laser Melting
Originally available with an induction furnace (up to 1300°C) or TIG or plasma melting system (up to 3500°C), Amazemet via an EU-funded project have developed a laser meting source. The laser-based energy source provides a highly concentrated and cleaner heat source that ensures more efficient atomisation of highperformance materials. The new melting source will seamlessly integrate into the rePowder atomisation platform.
The laser source expands the range of materials that can be effectively atomised. By eliminating contamination risks associated with traditional plasma sources, they achieve a cleaner, more controlled atomisation with improved powder quality. By fine-tuning the energy input of the 6kW laser with advanced scanning strategies, new levels of process control for high-performance materials are achievable.
For more details please visit https://www.axt.com.au/ repowder/
New Cost-Effective High-Resolution Industrial 3D Printer
By Dr. Cameron Chai and Peter Airey
Boston Micro Fabrication have unveiled their latest innovation —microArch® S150— at the TCT Asia tradeshow for additive manufacturing. The microArch® S150 is a cost-effective industrial 3D printing system designed for high stability, performance and efficiency. It empowers users to achieve costeffective industrial-grade 3D printing, making advanced manufacturing more accessible than ever.
The microArch® S150 uses Boston Micro Fabrication’s Projection Micro Stereo Lithography (PµSL) technology to produce parts from photosensitive resins, ceramic slurries or biocompatible resins. It can produce parts up to 80 x 48 x 50mm with a resolution of 25µm. This resolution goes well beyond polymer 3D printers that use FDM technology to extrude from filaments.
Here’s what makes the S150 a gamechanger:
• Interactive Touch Screen –equipped with an integrated touchscreen that features built-in printing parameters for standard materials and supports customised printing, enhancing the success rate of printing
• Side-Shifting Membrane –automatic calibration system for faster production turnaround time
• Scraper and Roller – eliminate air bubbles to improve surface quality, spread layers in seconds and handle higher viscosity materials (up to 20,000cps)
• Resin Vat Heating System – heated up to 60℃, suitable for multiple application scenarios
• Platform with Diamond-Like Carbon (DLC) Coating – easier printed part removal and enhanced
scratch resistance, increasing platform lifespan
• Fresh Air Filtration System – built-in HEPA13 filter and inner chamber UV-C (253.7nm) sterilisation, providing clean and safe operational environment
• Flexible Options – S150 can be placed in the biological safety cabinet, desktop and other office environments; T5ml and T20ml micro resin vats are optional
For more details on the microArch® S150, please visit the the microArch® product page.
From Trash To Treasure: Recycling Facility Launched to Give E-Waste a New Life
Source: Sally Wood
There’s a new solution for Australia’s growing e-waste problem, with the opening of the UNSW-designed Plastics Filament MICROfactorie in Sydney.
Australia has a big problem when it comes to e-waste. On average, each Australian produces 20kg of e-waste a year, compared with the global average of 7kg, with most of it ending up in landfill.
Now, electronic waste recycler Renew IT has added the UNSW-designed MICROfactorie technology to its facility in Lane Cove, Sydney. It will recycle the hard plastics from items like old printers and computers into valuable filament or “ink” which will be used for 3D manufacturing and printing.
Developed by and licensed to the UNSW Centre for Sustainable Materials Research and Technology (SMaRT) Centre, the Plastics MICROfactorie module is the first commercial operation and use of the technology in the world outside of the UNSW SMaRT Centre.
UNSW Sydney Vice Chancellor and President Professor Attila Brungs officially opened the Plastics Filament MICROfactorie in Sydney on Friday, after an extensive testing and commissioning phase.
“I’m excited by the positive impact that’s come from UNSW’s research, innovation and collaborative partnerships,” he said.
“This facility has already demonstrated significant economic, social and environmental benefits, so far keeping 50.4 tonnes of plastic waste out of landfill and incinerators. New jobs and revenue have also been created, and the technology is creating a circular economy where materials are used over and over again, maximising the value of our resources.”
UNSW SMaRT Centre Founder and Director Professor Veena Sahajwalla has spent a decade developing the technology that is now being rolled out in the MICROfactorie.
“Recovering materials from waste has a big role to play as we move towards a sustainable future and reduce our carbon output,” she said.
“Many of the materials needed for our future needs are finite in supply, so using innovative technologies to reform waste into value-added feedstock for remanufacturing means we can also accelerate our sovereign manufacturing capability. Waste itself can, and must, be seen as a resource with economic and social benefits as we strive to be more sustainable.”
E-Waste: A Valuable Commodity
Australia generates more than 500,000 tonnes of e-waste annually, according to the latest data from the federal government's Department of Climate Change, Energy, the Environment and Water. The national recycling rate for this waste is just 12%.
By 2030 it’s expected the amount
of e-waste will increase by 30% to 657,000 tonnes.
While e-waste is supposed to be disposed of at special drop-off points, it often ends up in kerbside rubbish collection, resulting in costly clean-up bills, stockpiles of waste and sporadic fires.
Meanwhile, 3D printer filament, which is increasingly in demand, is currently almost entirely imported to Australia. It’s made from petrochemicals, so making it locally from recycled plastics will reduce the environmental impact.
Renew IT CEO James Lancaster said he’s thrilled to partner with UNSW to develop this filament, enabling a more efficient method of using resources found in complex e-waste items.
“Electronic goods are a growing waste problem and even though there have been some recent bans on allowing e-waste to go to landfill, that is where is often ends up. For us, the hard ABS plastics found in so many e-waste items don’t have a market, so this technology is game-changer in addressing that problem.”
Professor Sahajwalla said 3D printing is becoming widespread, from schools to manufacturing facilities, and this collaboration is an example of waste being remade into a valuable commodity.
“ABS hard plastics are currently recycled as pellets for remanufacturing, but this is very low value and energy intensive, selling at around $2 per kilo, so not a lot of it occurs compared to the amount of this plastic available. Whereas 3D printer filament sells for a lot more and so this solution is a high value solution delivering real circular economy benefits,” she said.
“I believe Plastics Filament MICROfactories have the potential to revolutionise 3D printer filament creation.
Renew IT CEO James Lancaster, UNSW SMaRT Centre Founder and Director, Professor Veena Sahajwalla and UNSW Sydney Vice Chancellor and President, Professor Attila Brungs at the new facility in Sydney. Image credit: UNSW.
Surface & Dimensional Analysis
Dektak Pro Stylus Profilometer
Proven technology, enhanced performance
Unmatched accuracy and better than 4 Å repeatability
200mm stage option
Accelerated measurement and analysis speed
Tribology
Universal tribology platforms
Fast and cost-effective in-lab rapid screening of new friction materials
Optical Profiling
Next generation ContourX platforms
Improved optical resolution
Unmatched precision and repeatability
Nanoindentation
In-situ TEM/SEM nanomechanical instruments
Stand alone nanomechanical test systems
Wide range of environmental measurement options
High-resolution AFM Microscopes
New NanoScope 6 platforms, improved speed and data capability
High resolution for all applications, all environments
BREAKING NEWS
3D Printing Bones at the Nano Level Achieved
3D printing of synthetic bone is now possible in detail never seen before, with University of Sydney led research successfully developing a new printing technique that can mimic nanosized structures found in natural bone.
Researchers have achieved a new milestone in the mission to create replacement bones by developing the first nanoscale 3D printing technique for synthetic bone substitutes. The method makes it possible to mimic bone anatomy in unprecedented detail, with researchers able to precisely control the grain size and how porous it can be during printing.
The development was co-led by Professor Hala Zreiqat, the Payne-Scott Professor of Biomedical Engineering at the University of Sydney, and Associate Professor Iman Roohani, now at the University of Technology Sydney's School of Biomedical Engineering.
“The technology brings us a step closer to transforming bone graft surgeries in the future,” said Professor Zreiqat, who this week was appointed as a 2025 Fellow of the American Institute for Medical and Biological Engineering for her work in musculoskeletal regeneration and successful technology commercialisation.
The material used closely mimics the mineral composition of natural bone, allowing human cells to recognise and interact with them effectively, with the goal of creating synthetic bone with the same strength and biological properties of natural bone.
“This reduces the risk of long-term complications and future surgeries and offers a more natural restoration of bone defects,” said Professor Zreiqat, whose team specialises in creating bio-ceramic materials that aim to recreate the structure and properties of real bone. “While the technology is still evolving, it represents a significant step in reconstructive surgery," she said.
Coffee Concrete Wins National Research Award
RMIT University’s coffee concrete innovators have won an award at Universities Australia’s Shaping Australia Awards in the Problem Solver category, after tallying the most votes from the public.
Dr Rajeev Roychand, Professor Jie Li, Associate Professor Shannon Kilmartin-Lynch, Dr Mohammad Saberian, Professor Chun Qing Li and Professor Guomin (Kevin) Zhang’s innovation strengthens concrete by 30% using biochar made from spent coffee grounds to give the drinkadditive a “double shot” at life and reduce waste going to landfill.
The coffee biochar can replace a portion of the sand that is used to make concrete.
This invention tackles major sustainability challenges. Australia generates around 75,000 tonnes of ground coffee waste annually, contributing to 6.87 million tonnes of organic waste in landfills, which account for 3 per cent of the nation's greenhouse gas emissions.
Within a year, the team progressed from the lab to real-world applications with industry and government partners, including a world-first footpath trial in Gisborne. Their coffee concrete is also being used in Victoria's Big Build projects, and is displayed in Germany's prestigious Futurium museum as an innovative material for a sustainable future.
Professor Jie Li said their research advanced sustainable construction, enabling the transformation of diverse organic waste streams into high-performance construction materials. “This Australian-led innovation demonstrates how we can pioneer solutions for global environmental challenges,” he said.
3D printing of synthetic bone is now possible in detail never seen before, with University of Sydney led research successfully developing a new printing technique. Image credit: University of Sydney.
Coffee concrete innovators Dr Rajeev Roychand (left) and Professor Jie Li (right) celebrate their national research award with RMIT ViceChancellor Professor Alec Cameron at Parliament House in Canberra. Image credit: RMIT.
Stronger, Safer, Smarter: Pioneering ZincBased Dissolvable Implants for Bone Repair
Monash University research could transform how broken bones are treated, with the development of a special zincbased dissolvable material that could replace the metal plates and screws typically used to hold fractured bones together.
Surgeons routinely use stainless steel or titanium, which stay in the body forever, can cause discomfort and may require follow-up surgeries. A new zinc alloy, designed by Monash biomedical engineers, could solve these problems by being mechanically strong but gentle enough to degrade safely over time while supporting optimal healing.
A recently published study shows the research team’s innovative approach to making the zinc alloy as strong as permanent steel implants and more durable than other biodegradable options like magnesium-based implants.
Lead researcher, Professor Jian-feng Nie, from the Department of Materials Science and Engineering, said the innovative material had the potential to transform orthopaedic care by reducing complications, minimising the need for additional surgeries, and offering a sustainable alternative to permanent metallic implants.
“Our zinc alloy material could revolutionise orthopaedic care – opening the door to safer, smaller implants that not only enhance patient comfort but also promote better healing outcomes by minimising disruption to surrounding tissues,” Professor Nie said.
“An implant that never disappears will always be a risk to the patient. On the other hand, one that degrades too fast won’t allow adequate time for the bones to heal. With our zinc alloy material, we can achieve the optimal balance between strength and controlled degradation of the implant to promote better healing.”
The research shows that by engineering the size and orientation of the material’s grains, the zinc alloy can bend and adapt in unique ways to accommodate the shapes of its neighbouring tissues.
New Liquid Battery Could Break Solar Storage Barrier for Aussie Homes
Engineers at Monash University have developed a waterbased battery that could help Australian households store rooftop solar energy more safely, cheaply and efficiently than ever before.
Their next-generation ‘flow battery’ opens the door to compact, high-performance battery systems for homes, and is expected to be much cheaper than current $10,000 lithium-ion systems. Flow batteries have been around for decades but have traditionally been used in large-scale energy storage due to their large size and slow charge speeds.
Wanqiao Liang, the study’s first author and PhD candidate at the Department of Materials Science and Engineering, said the team’s new membrane design fixes the speed problem making it ideal for households and a promising key player in the energy transition market.
“We’ve taken a safe, affordable chemistry and made it fast enough to capture rooftop solar in real time,” Liang said. “We’ve engineered a membrane that finally makes organic flow batteries competitive for residential and mid-scale storage. It opens the door to systems that are not only cheaper, but also safer and simpler to scale.”
While some companies already produce flow batteries, Monash’s design stands out for its combination of safety, low cost and high-speed performance – a balance few systems around the world have achieved.
“The key was improving ion selectivity; letting the good ions through quickly while keeping unwanted ones out. Our new membrane achieves this balance, allowing fast, stable operation even at high current densities,” Liang said.
“We outperformed the industry-standard Nafion membrane in both speed and stability – running 600 high-current cycles with virtually no capacity loss – that’s a major leap forward for this kind of battery.”
Lead researcher, Professor Jian-feng Nie, from Monash University’s Department of Materials Science and Engineering. Image credit: Monash University.
Study lead author and Monash PhD candidate, Wanqiao Liang. Image credit: Monash University.
UNSW Researchers Take to the Skies with Airborne Sensor for Environmental Studies
The advanced sensor provides valuable insights into Australia’s landscapes, resources, and emissions - offering new opportunities for scientific discovery from the sky.
A new airborne sensor is set to enhance environmental research at UNSW Sydney and other universities across New South Wales, offering scientists an additional tool to study vegetation, minerals, and methane emissions from above.
The sensor features a $230,000 hyperspectral camera, mounted on a twin-engine aircraft, which has been modified to accommodate the research equipment.
“While hyperspectral imaging is commonly used in labs and industrial applications, using this specific spectral range for airborne methane detection and environmental studies is relatively new,” explained scientist Peter Mumford, who has overseen the integration of the sensor into the UNSW aircraft.
Mumford frequently takes to the skies to operate remote sensors, flying over large parts of New South Wales to conduct research. From agricultural landscapes to remote bushland and coal mine vents in southern Sydney, the aerial surveys provide crucial data for scientists.
“With this camera, we can identify different vegetation types, assess plant health, and even detect specific minerals on the surface.”
Unlike standard cameras that capture red, green, and blue light, the new sensor records hundreds of spectral bands in the shortwave infrared range (930–2500 nanometres). This allows researchers to detect materials and environmental changes that are invisible to the human eye.
“It opens up possibilities for researchers to find out things about the environment they are studying,” Mumford said.
Vice-Chancellor Genevieve Bell speaks at the official Australian launch of the Rio Tinto Centre for Future Materials at ANU. Image credit: Jamie Kidston/ANU.
ANU Part of New $US150M Partnership With Rio Tinto to Support Global Energy Transition
Researchers from The Australian National University (ANU) will partner with Rio Tinto to ensure First Nations cultural knowledge and perspectives are central to the global energy transition.
The Rio Tinto Centre for Future Materials, created with an investment of $240 million from Rio Tinto over the next 10 years, will connect ANU with researchers and industry bodies from around the world. Together, they aim to transform the way materials are sourced, processed, used and recycled to make them more environmentally, economically and socially sustainable.
ANU is the only Australian university involved in this global partnership and will advise on several aspects of the Centre’s work, including ensuring that cultural knowledge is considered and respected.
ANU Vice-Chancellor Professor Genevieve Bell said, “The materials that will form the focus of the Centre’s work are central to our everyday lives. It is vital we think about how best to extract and use them.”
Rio Tinto Chief Innovation Officer Dan Walker commented, “Meeting growing demand for the materials the world needs requires both urgency and care. We're working to increase production of materials needed for the energy transition, while reducing environmental impacts and ensuring Indigenous communities have a meaningful voice in decisions that affect their lands and lives. This means reimagining how we operate - from exploration through to rehabilitation."
“The path to net zero demands innovation and collaboration. Many technologies needed for the energy transition don't exist yet, and no single organisation can solve these challenges alone. Our partnerships with ANU and other research universities will help us develop better ways to produce materials responsibly."
tometer at the Australian Centre for Neutron Scattering revealed how annealing above 150° C affected the vertical structure of the BHJs and caused structural instability. Thermal annealing made the interface of the BHJ thin films more diffuse at the interface in the ITIC molecules, increased aggregation in the ITIC and film roughness.
The sensor features a hyperspectral camera, mounted on a twinengine aircraft. Image credit: UNSW Sydney.
Enabling Circular Economy Practices in Sustainable Metal Production
A new four-year project has been awarded $9.7 million by the European Union’s Horizon Europe program to facilitate circular economy practices in metal production.
Metal processing and production is responsible for a substantial percentage of carbon emissions in the manufacturing sector, with energy intensive processes such as ingot casting, milling, shaping and end of disposal of materials generating waste and other by-products that have a negative impact on the environment.
Moreover, additive manufacturing and machining processes require expert knowledge at the process development phase, and the uptake of such advanced technologies generally requires a long time and a lot of effort by new graduate engineers.
The Demonstration of a sustainable circular-by-design manufacturing system based on additive manufacturing (DIAMETER) project is expected to have significant positive environmental and economic impacts.
Additive manufacturing can support the transition from a linear to a circular economy, revolutionising traditional manufacturing processes by layering materials, offering unprecedented design flexibility and material efficiency. Some additive manufacturing techniques also employ recycled materials, further resonating with the EU Circular Economy Action Plan of promoting responsible resource use and reducing waste.
Professor Ivan Cole from RMIT's School of Engineering and Chief Investigator on the project said, “To implement the European Green Deal, significant efforts are needed in the manufacturing sector where more than half of greenhouse gases emitted relate to energy consumed during manufacturing processes,” Cole said.
“DIAMETER’s digital platforms, integrated with machine learning and artificial intelligence, will focus on increasing both sustainability and circularity in the sector.”
Microcombs Could Be Key in Meeting Bandwidth Demands for Artificial Intelligence and Data Centres
A newly-published paper from Swinburne University of Technology shows how a kind of “optical ruler”, or frequency comb, can greatly increase bandwidth in today’s datasaturated world. Integrated optical frequency comb sources, or microcombs, have driven major advances in spectroscopy, metrology and more.
Their potential in data transmission is especially promising, exceeding speeds of one petabit per second – 10 million times faster than a 100Mbit/s NBN connection.
Distinguished Professor David Moss, Director of the Optical Sciences Centre at Swinburne University of Technology, and Deputy Director of the Australian Research Council Centre of Excellence, the Centre for Optical Microcombs for Breakthrough Science (COMBS), published a the paper, Optical microcombs for ultrahigh-bandwidth communications.
A laboratory-based optical frequency comb earned the 2005 Nobel Prize in physics. The technology has enabled breakthroughs in microwave photonics, frequency synthesis, optical ranging, quantum sources, and more, but one of its greatest successes has been in optical communications.
“The world’s optical fibre communications network forms the backbone of the global internet. Worldwide traffic is hundreds of terabits of data every second and growing exponentially at over 25 per cent per annum,” said Professor Moss.
While optics has greatly underpinned this, the exponentially increasing demand for data – being driven in large part by data centres and artificial intelligence – has created huge bottlenecks that will need radical technological innovations to overcome.
Integrated microcombs can generate hundreds of wavelengths coherently on a single chip and have now achieved levels of performance, reliability, stability and coherence allowing them to serve as integrated sources for ultrahigh capacity data transmission.
Researchers in the DIAMETER project will develop digital platforms focused on augmented sustainability and circularity of additive manufacturing and machining processes. Image credit: RMIT.
A newly-published paper shows how a kind of “optical ruler”, or frequency comb, can greatly increase bandwidth in today’s datasaturated world. Image credit: Swinburne University.
Berries Just the Beginning for Bioplastic Breakthrough
University of Queensland researchers have developed a biodegradable plastic that promises to set a new sustainability standard for mass-produced food packaging such as fruit punnets.
Fermented from bacteria and strengthened with Australian wood fibres, the novel biocomposite was produced by PhD candidate Vincent Mathel and Dr Luigi Vandi at UQ’s School of Mechanical and Mining Engineering as a commercial alternative to petrol-based plastics.
Mr Mathel said the biocomposite has been successfully tested as a strawberry punnet that biodegrades completely in soil, fresh water, the ocean and in compost. "This is a new material that carries all the sustainability benefits of a bio-sourced product while having the same properties as mass-produced plastic packaging and containers.”
“It was also important to us to make a biocomposite that maximises Australian resources to have the added, environmental benefit that it does not need to be imported from overseas.”
Mr Mathel and Dr Vandi spent three years perfecting their biocomposite within UQ’s Centre for Advanced Materials Processing and Manufacturing (AMPAM), backed by an assortment of industry collaborators and an Advance Queensland Industry Research Fellowship.
The team created the material by blending bacteriaproduced biodegradable polyesters known as polyhydroxyalkanoates (PHAs) with wood fibres taken from Radiata Pine sawdust.
Mr Mathel said the team selected wood as the ‘biofiller’ to flesh out the plastic because it was abundant, low in cost and could enhance the end of life standard for biodegradable and compostable products.
Advanced Materials Research in Microgravity Earns NASA Recognition for ANSTO
A pioneering study led by Professor Junpei Yamanaka of Nagoya City University and an international team that included ANSTO has delivered transformative insights into the behaviour of colloidal particles under microgravity. Conducted aboard the International Space Station (ISS), this research has not only been prominently featured in NASA’s 2024 Annual Highlights of Results from the International Space Station Science but also promises to reshape future material technologies—including revolutionary optical devices and even the elusive cloaking devices reminiscent of science fiction.
Colloidal clusters—aggregates of nano- and micrometresized particles suspended in a fluid—play a pivotal role in various industrial and scientific applications.
“On Earth, gravity-induced effects, such as sedimentation and convection, can obscure the intrinsic properties of these clusters, hindering our ability to study their natural assembly," explained Principal Instrument Scientist Associate Professor Jitendra Mata at ANSTO’s Australian Centre for Neutron Scattering.
“However, the microgravity environment aboard the ISS minimises these disturbances, providing a unique opportunity to observe the pure self-assembly of particles.”
In a specialised experimental setup, the research team mixed oppositely charged colloidal particles in an aqueous solution, allowing them to cluster in of the absence of gravity, providing opportunity to understand fundamental science of association.
Once these structures were formed, they were immobilised in a gel using ultraviolet (UV) light curing—a process that preserved the delicate architecture of the clusters for subsequent analysis back on Earth.
Optical microscopy revealed that even minimal gravitational effects post-return can significantly influence the formation of colloidal structures, underscoring the value of space-based research.
Associate Professor Jitendra with a Lego model of the International Space Station. Image credit: ANSTO.
Dr Luigi Vandi and Vincent Mathel have successfully tested their biocomposite as a strawberry punnet that biodegrades completely in soil, fresh water, the ocean and in compost. Image credit: Aubrey Jonasson.
Quantum Simulation of Chemical Dynamics Achieved for First Time
Researchers at the University of Sydney have successfully performed a quantum simulation of chemical dynamics with real molecules for the first time, marking a significant milestone in the application of quantum computing to chemistry and medicine.
Understanding in real time how atoms interact to form new compounds or interact with light has long been expected as a potential application of quantum technology. Now, quantum chemist Professor Ivan Kassal and Physics Horizon Fellow Dr Tingrei Tan, have shown it is possible using a quantum machine at the University of Sydney.
The innovative work leverages a novel, highly resourceefficient encoding scheme implemented on a trappedion quantum computer in the University of Sydney Nanoscience Hub, with implications that could help transform medicine, energy and materials science.
Until now, quantum computers have been limited to calculating static properties of molecules – such as their energies – leaving the dynamic, time-evolving processes largely inaccessible given their complexity. However, this research pushes the frontier by simulating how molecules behave when excited by light – a process involving ultrafast electronic and vibrational changes that classical computers struggle to model accurately or efficiently.
According to Professor Kassal from the University of Sydney Nano Institute and School of Chemistry, “Our new approach allows us to simulate the full dynamics of an interaction between light and chemical bonds. It’s like understanding the position and energy of the mountain hiker at any time point of their journey through the mountains.”
Tiny Device Promises New Tech With A Human Touch
Engineers at RMIT University have invented a small ‘neuromorphic’ device that detects hand movement, stores memories and processes information like a human brain, without the need for an external computer.
Team leader Professor Sumeet Walia said the innovation marked a step towards enabling instant visual processing in autonomous vehicles, advanced robotics and other nextgeneration applications for improved human interaction.
“Neuromorphic vision systems are designed to use similar analogue processing to our brains, which can greatly reduce the amount of energy needed to perform complex visual tasks compared with digital technologies used today,” said Walia, Director of the RMIT Centre for Opto-electronic Materials and Sensors (COMAS).
The work brings together neuromorphic materials and advanced signal processing led by Professor Akram AlHourani, who is Deputy Director of COMAS.
The device contains a metal compound known as molybdenum disulfide, or MoS2.
In their latest study, the team showed how atomic-scale defects in this compound can be harnessed to capture light and process it as electrical signals, like how neurons work in our brain.
“This proof-of-concept device mimics the human eye’s ability to capture light and the brain’s ability to process that visual information, enabling it to sense a change in the environment instantly and make memories without the need for using huge amounts of data and energy,” Walia said.
“Current digital systems, by contrast, are very power hungry and unable to keep up as data volume and complexity increases, which limits their ability to make ‘true’ real-time decisions.”
RMIT PhD scholar and study first author Thiha Aung inspects the team's neuromorphic vision device. Image Credit: Will Wright, RMIT University.
Professor Ivan Kassal (left) and Dr Tingrei Tan in front of the quantum computer used in this experiment. Image credit: University of Sydney.
The Additive Revolution: Transforming Manufacturing Layer by Layer
Additive manufacturing, more commonly known as 3D printing, is reshaping the industrial landscape. Once a tool for rapid prototyping, AM now stands at the heart of innovation in aerospace, healthcare, automotive, and construction, offering unmatched design freedom, material efficiency, and customisation.
In an era where customisation and sustainability dominate industrial discourse, additive manufacturing has emerged as a cornerstone of modern production. By 2030, the global additive manufacturing market is projected to reach US$84 billion, driven by its ability to create complex, lightweight components and streamline supply chains.
From 3D-printed rocket engines to patient-specific medical implants, this technology is redefining what’s possible in manufacturing. Australia, with its thriving research ecosystem and strategic industry partnerships, is playing a pivotal role in this technological evolution.
What is Additive Manufacturing?
Manufacturing has always been about turning ideas into objects, but the methods have evolved dramatically. Traditional manufacturing is largely subtractive— cutting, drilling, or milling away material to achieve the desired shape.
Additive manufacturing, by contrast, builds objects layer by layer from digital models, using metals, polymers, ceramics, or composites. This fundamental shift enables the creation of complex geometries, reduces waste, and allows for on-demand, localised production. As global supply chains face increased scrutiny for resilience and sustainability, AM is rapidly moving from the periphery to the core of advanced manufacturing.
At its core, additive manufacturing is a process where digital designs are translated into physical objects by depositing material layer upon layer. The technology encompasses several methods, including Stereolithography (SLA), Fused Deposition Modelling (FDM), Selective Laser Sintering (SLS), and Direct Metal Laser Sintering (DMLS), each with distinct advantages for different materials and applications. While the technical details differ, the underlying principle is the same: material is added, not removed, to create a finished part.
This approach allows for unprecedented design flexibility, enabling engineers to create structures that are lighter, stronger, and more intricate than those possible with traditional techniques. It also supports mass customisation, making it ideal for applications such as patientspecific medical implants or bespoke aerospace components.
A Brief History of Breakthroughs
Early Ideation and Foundations
The conceptual roots of additive manufacturing reach back further than many realise. In 1859, François Willème, a French photo sculptor, pioneered 3D scanning by photographing objects from multiple angles—a precursor to the digital modelling essential in today’s additive manufacturing workflows.
By 1892, Joseph E. Blanther had filed a patent for creating 3D topographical maps using a layering technique, foreshadowing the core concept of additive fabrication.
The 1980s: From Theory to Practice
The 1980s marked the transition of additive manufacturing from theory to practice. In 1980, Hideo Kodama developed methods for producing 3D plastic models using UV light to harden photopolymer resin, laying the groundwork for Stereolithography (SLA).
In 1984, Charles (Chuck) Hull patented the first commercial SLA process, launching 3D Systems Corporation and releasing the SLA-1 printer. SLA’s ability to create detailed prototypes from digital designs was revolutionary, introducing the nowfundamental concept of layer-by-layer fabrication.
Shortly after, Scott Crump invented Fused Deposition Modelling (FDM), which extrudes thermoplastic material through a heated nozzle to build objects layer by layer. FDM’s simplicity and versatility have made it one of the most widely adopted additive manufacturing technologies.
Selective Laser Sintering (SLS), developed by Carl Deckard and Joe Beaman at the University of Texas, introduced the use of lasers to sinter powdered materials, opening the door to a broader range of printable substances, including metals and ceramics.
FEATURE – Advances in Additive Manufacturing
The 1990s: Diversification and Mainstreaming
The 1990s were a period of rapid technological diversification. Improvements in SLA, FDM, and SLS made 3D printing more precise and accessible. The introduction of Multi-Jet Modelling (MJM) and Colour Jet Printing at MIT enabled higher speed and detail, as well as the ability to print in full colour. Companies like Stratasys and 3D Systems pushed the boundaries, making 3D printing viable for prototyping in industries such as automotive, aerospace, and healthcare.
A landmark achievement came in 1999, when scientists at Wake Forest Institute for Regenerative Medicine engineered and implanted a 3D-printed synthetic scaffold for a human bladder, using the patient’s own cells. This breakthrough demonstrated the potential of bioprinting and regenerative medicine, foreshadowing future advances in tissue engineering.
The 2000s: From Prototyping to Production
The early 21st century saw additive manufacturing technologies mature and expand into production. FDM and SLS became more reliable and accessible, while new material extrusion
techniques enabled the use of carbon fibre-reinforced plastics and other advanced materials. The development of direct metal laser sintering (DMLS) and selective laser melting (SLM) allowed for the creation of fully dense metal parts, crucial for aerospace and medical applications.
Multi-material and multi-colour printing emerged, exemplified by Stratasys’s 2014 launch of the Objet500 Connex3, the world’s first multi-colour, multimaterial 3D printer. This enabled the production of complex parts with varying properties and aesthetics in a single build.
The 2010s and 2020s: Industrialisation and New Frontiers
The last decade or so has seen additive manufacturing technologies become integral to industrial production. Advances in speed, precision, and material diversity have enabled the manufacture of flight-critical aerospace components, patient-specific implants, and even architectural structures. Large-format 3D printers now create building components and even entire houses, while metal additive manufacturing is revolutionising tooling and spare parts supply chains.
Artificial Intelligence and machine learning have begun to optimise print parameters in real time, improving quality and reducing waste. The integration of additive manufacturing with Industry 4.0 concepts—digital twins, cloud-based monitoring, and smart factories—has further accelerated adoption.
Sustainability has also become a focal point, with additive manufacturing’s inherent material efficiency aligning with global efforts to reduce waste and energy consumption. The ability to print on demand and locally also reduces transportation emissions and supply chain vulnerabilities.
What is Additive Manufacturing?
Australia has established itself as a leader in additive manufacturing research and commercialisation, thanks to its robust network of research institutions, government support, and industry engagement.
RMIT Centre for Additive Manufacturing
The RMIT Centre for Additive Manufacturing (RCAM) is among the most prominent AM research hubs in
Advances in Additive Manufacturing
the Southern Hemisphere. Based in Melbourne’s Advanced Manufacturing Precinct—a $30 million facility with cutting-edge metal and polymer printers—RCAM brings together experts in design, materials, modelling, and laser technologies to support sectors including aerospace, biomedical, automotive, mining, and energy.
RCAM’s collaborations with industry giants such as Stryker have led to innovations in metal printing for biomimetic structures and robotics. The centre’s access to advanced metal and polymer printers, high-end CNC machines, and comprehensive testing and characterisation facilities enables it to translate research into commercial outcomes. RCAM also leverages RMIT’s Microscopy and Microanalysis Facility and Micro Nano Research Facility for detailed material analysis, supporting the development of next-generation additive materials and processes.
Additive Manufacturing Cooperative Research Centre
The $270 million Additive Manufacturing Cooperative Research Centre (AMCRC) is a major collaborative initiative involving universities, government, and industry partners. Bringing together 14 partners including the University of Technology Sydney (UTS), the AMCRC aims to establish Australia as an additive manufacturing leader.
The AMCRC supports projects ranging from advanced materials development to digital manufacturing platforms. The centre is playing a key role in fostering commercialisation pathways for Australian additive manufacturing innovations, particularly in the medical, aerospace, and defence sectors.
The University of Adelaide
In 2017, the University of Adelaide received a $1.4 million State Government grant through the Australian Government’s CRC for Innovative Manufacturing (IMCRC) to establish the: South Australian Additive Manufacturing Applied Research Network (AMARN); and the Australian Advanced Materials Manufacturing (AAMM) facility.
AMARN is a partnership between the University of Adelaide, South Australian State Government, Federal Government, the Stretton Centre, Century Group Pty Ltd and other industry collaborators
aimed at facilitating the adoption of 3D metal additive manufacturing within South Australian companies. In 2019, Amaero International became an AMARN member. Its Edinburgh North facility offers design training and industrial-scale metal printing, supporting sectors from dental prosthetics to wastewater management. The AAMM facility is the most advanced 3D metal additive manufacturing centre in Australia available to industry for research and commercial activities. It provides access to technology that removes significant costs and barriers for local manufacturers. The metal 3D printing facility helps manufacturers as they move to adopt advanced methods based on modern technologies. It was born out of three years’ work by the University of Adelaide’s Institute for Photonics and Advanced Sensing (IPAS) and the Optofab Australian National Fabrication Facility and the South Australian State Government.
CSIRO
The Commonwealth Scientific and Industrial Research Organisation (CSIRO) has a long history of materials science research. In additive manufacturing, CSIRO has been instrumental in developing titanium alloys for aerospace and biomedical applications, as well as supporting the commercialisation of additive manufacturing technologies through its Lab22 Innovation Centre.
The Future of Additive Manufacturing
As additive manufacturing continues to mature, its influence is set to extend far beyond prototyping and niche applications. The coming years will see additive manufacturing technologies integrated into mainstream production, driven by advances in automation, materials science, and digital connectivity. These developments promise to unlock new levels of efficiency, sustainability, and design freedom—reshaping industries and redefining the very nature of manufacturing.
AI-Driven Smart Factories
Cloud-connected 3D printers will enable decentralised, on-demand production. Industry experts envision facilities where AI oversees everything from resin
selection to post-processing, slashing labour costs and enabling reshoring. For example, a dental lab could produce aligners, surgical guides, and crowns overnight using a single printer and multiple resins.
Advanced Materials
The coming years will see wider adoption of carbon-fibre composites and high-performance alloys. Multi-material printing, which combines rigid and flexible properties in one component, is already transforming orthopaedic implants and soft robotics.
Sustainability and Circular Economy
The material efficiency associated with additive manufacturing aligns with net-zero goals. The AMCRC is exploring recycled polymers and closed-loop systems, while RMIT’s projects aim to minimise energy use in laser-based processes.
Industry Consolidation
Market shifts will favour firms offering end-to-end solutions. Startups specialising in niche materials or software, like AI-driven design tools, may merge with giants such as Markforged or Desktop Metal.
Space and Defence Applications
Australia’s space agency recently funded projects using additive manufacturing for satellite components, capitalising on the technology’s weight-saving potential. Similarly, the US Navy’s hydrodynamics testing hints at local opportunities for maritime innovation.
Conclusion
Additive manufacturing is no longer a novelty but a linchpin of Industry 4.0. Australia’s blend of academic rigour and industry pragmatism—exemplified by RCAM, AMCRC, and AMARN—positions it to lead in sectors from biomedicine to space exploration.
As AI and new materials erase existing limitations, the question shifts from “Can we print it?” to “How soon can we scale?” In answering this, Australia’s research institutes are crafting a blueprint for sustainable, agile manufacturing—one layer at a time.
Ultrasonic Additive Manufacturing: Pioneering Innovation in Metal Fabrication
Dongbin Wei, University of Technology Sydney
process facilitates the embedding of sensors, electronics, and other functional elements solid metal structures, enabling advanced structural health monitoring and smart
Ultrasonic Additive Manufacturing: Pioneering Innovation in Metal Fabrication
By Dongbin Wei, University of Technology Sydney
Metal additive manufacturing has revolutionised the fabrication of complex components by enabling layer-by-layer material deposition. The two primary bonding mechanisms in AM are liquid-state bonding and solid-state bonding. Liquid -state bonding, predominantly in fusionbased metal additive manufacturing, involves melting and resolidifying metals to form a cohesive structure. This method is employed in techniques such as Selective Laser Melting and Electron Beam Melting, offering high precision and material versatility challenges such as residual stresses, thermal distortion
In 2024, the University of Technology Sydney (UTS) introduced UAM to Australia time by installing a Fabrisonic SonicLayer 1200 machine at the UTS Tech Lab. This marks a significant milestone in advancing Australia’s capabilities in metal manufacturing and fostering research into new applications of UAM.
Metal additive manufacturing has revolutionised the fabrication of complex components by enabling layerby-layer material deposition. The two primary bonding mechanisms in AM are liquid-state bonding and solid-state bonding. Liquid-state bonding, predominantly in fusionbased metal additive manufacturing, involves melting and resolidifying metals to form a cohesive structure. This method is employed in techniques such as Selective Laser Melting and Electron Beam Melting, offering high precision and material versatility while also introducing challenges such as residual stresses, thermal distortion, and microstructural inconsistencies.
Solid-state additive manufacturing presents an alternative that circumvents associated with liquid-state bonding. In particular, manufacturing, which leverages high-strain-rate strong metallic bonds, has gained traction. Among these techniques, Manufacturing (UAM) stands out as a transformative approach embedding sensors, multi-material joining, and low
Solid-state additive manufacturing presents an alternative that circumvents some drawbacks associated with liquid-state bonding. In particular, deformation-based metal additive manufacturing, which leverages high-strain-rate plastic deformation and diffusion to create strong metallic bonds, has gained traction. Among these techniques, Ultrasonic Additive Manufacturing (UAM) stands out as a transformative approach for its unique advantages in embedding sensors, multi-material joining, and low-temperature processing.
Mechanism
and Uniqueness
Mechanism and Uniqueness . UAM is a unique hybrid room switch between additive and subtractive approaches at any time (Fig. 1) fidelity metallic components . The additive approach uses ultrasonic oscillations to weld together metal foils layer by layer to create a solid object, while the subtractive approach creates the required structures. The mechanism involves the application of high vibrations to thin metal foils, which are layered and bond Mechanical disruption of the oxide layer is followed by material bonding through severe plastic deformation. This technique enables strong metallurgical bonds at relatively low temperatures, preserving the original material properties while allowing for multi - material integration.
UAM is a unique hybrid room-temperature process that may switch between additive and subtractive approaches at any time (Fig. 1) to produce high-fidelity metallic components. The additive approach uses ultrasonic oscillations to weld together metal foils layer by layer to create a solid object, while the subtractive approach creates the required structures. The mechanism involves the application of high-frequency
Figure 2 UTS Tech Lab’s Innovative Applications of UAM The versatility of UAM has enabled its adoption various industries, with novel applications demonstrating its potential exciting example
• Smart Structures and Embedded Sensors temperature bonding the seamless integration of optics and electronic components within metal This capability is crucial for aerospace and automotive industries, where real time health monitoring is essential for safety and performance
capabilities in metal additive manufacturing and fostering research into new applications of UAM.
3 Fatigue specimen developed by NASA’s Digital Twin Project with 30 embedded sensors near the stress concentrators in the sample (left); and perfect embedment fibre optic cables, which is critical for accurate measurement of strain in expanded temperature range (right) [2]
1 Illustration of the UAM process. (a) additive and subtractive stages, (b) optical fibre embedding process, (c) micro-scale level bonding, and (d) atomic level bonding [1]
One of the key differentiators of UAM is its ability to join dissimilar materials, such as
Figure
Figure 1 Illustration of the UAM process. (a) additive and subtractive stages, (b) optical fibre embedding process, (c) micro-scale level bonding, and (d) atomic level bonding [1]
Figure
Figure 4 Example metal matrix composites
Stainless steel
Tantalum
Figure 2 UTS Tech Lab’s UAM machine (left) and a sample of Al/Cu composite (right)
marks a significant milestone in advancing Australia’s capabilities in metal
process facilitates the embedding of sensors, electronics, and other functional elements within solid metal structures, enabling advanced structural health monitoring and smart components.
2024, the University of Technology Sydney (UTS) introduced UAM to Australia by installing a Fabrisonic SonicLayer 1200 machine at the UTS Tech Lab. This investment marks a significant milestone in advancing Australia’s capabilities in metal additive manufacturing and fostering research into new applications of UAM.
elements within components.
Australia for the
Innovative Applications of UAM
Figure 5 (a) welded tapes and machined features for neutron -absorbing materials, staggered for strong interlocking behaviour; (b) embedding of neutron-absorbing through sheet consolidation; (c) finalised part after machining [3]
heat exchangers and radiation-resistant components can be fabricated with enhanced durability (Figure 5).
Smart Structures and Embedded Sensors
Innovative Applications of UAM
This investment metal additive (right)
The versatility of UAM has enabled its adoption across various industries, with novel applications demonstrating its potential ome of the exciting example
Smart Structures and Embedded Sensors
adoption across ome
temperature bonding allows for the seamless integration of optics and electronic components within metal structures. This capability is crucial for aerospace and automotive industries, where real time structural health monitoring is essential for safety and performance
bonding allows for metal structures.
time structural
Microfluidics. The UAM technology not only overcomes many of the current limitations associated with the additive manufacturing of chemical reactionware, but it also significantly increases the functionality of such devices. A micro flow reactor was fabricated using UAM with directly integrated catalytic sections and sensing elements. It can catalyse the proceeding reactions and provide real-time feedback for reaction monitoring and optimisation (Figure 6).
• Microfluidics The UAM technology not only overcomes many of the current associated with the additive manufacturing of chemical reactionware, significantly increases the functionality of such devices. A micro flow reactor was using UAM with directly integrated catalytic sections and sensing elements It the proceeding reactions and provide real-time feedback for reaction monitoring optimisation (Figure 6).
The versatility of UAM has enabled its adoption across various industries, with novel applications demonstrating its potential ome of the exciting example
temperature bonding allows for the seamless integration of optics and electronic components within metal structures. This capability is crucial for aerospace and automotive industries, where real time structural health monitoring is essential for safety and performance
measurement
in expanded
• Metal Matrix Composites. often struggle with joining metals of differing thermal expansion coefficients and melting points. UAM circumvents these challenges, facilitating the creation of hybrid materials with tailored mechanical properties and minimal undesirable brittle metallurgy (Figure 4).
Figure 3 Fatigue specimen developed by NASA’s Digital Twin Project with 30 embedded FBG sensors near the stress concentrators in the sample (left); and perfect embedment of metallised optic cables, which is critical for accurate measurement of strain in expanded useable temperature range (right) [2]
embedded FBG of metallised expanded useable
Example metal matrix composit
6 UAM fabricated Al-Cu micro flow reactor, featuring complex internal channel structures, embedded thermocouple and the catalytic reaction chamber. (A transparent prototype by Stereolithography is shown for visualisation of the internal fluidic pathway) [4]
Figure 6 UAM fabricated Al-Cu micro flow Reactor, featuring complex internal structures, embedded thermocouple and the catalytic reaction chamber. (A prototype by Stereolithography is shown for visualisation of the internal fluidic pathway
• Heat transfer/cooling The fabrication of advanced heat transfer and cooling become increasingly critical in addressing the thermal management challenges performance electronics, aerospace, and energy systems . UAM is particularly advantageous for creating high-performance heat exchangers, cold plates, and thermal systems that demand intricate internal geometries and robust material interfaces
• Nuclear and Energy Applications. The process’s ability to maintain material integrity without inducing thermal damage makes UAM ideal for producing metal structures in nuclear environments and energy systems. For instance,
• Heat transfer/cooling. The fabrication of advanced heat transfer and cooling devices has become increasingly critical in addressing the thermal management challenges in high-performance electronics, aerospace, and energy systems. UAM is particularly advantageous for creating high-performance heat exchangers, cold plates, and thermal management systems that demand intricate internal geometries and robust material interfaces with enhanced design flexibility and improved thermal performance, where lightweight, high-conductivity, and compact designs are critical (Figure 7).
• Metal Matrix Composites . Traditional welding methods often struggle with joining metals of differing thermal expansion coefficients and melting points. UAM circumvents these challenges, facilitating the creation of hybrid materials with tailored mechanical properties and minimal undesirable brittle metallurgy (Figure 4).
Challenges and Future Outlook
• Nuclear and Energy Applications . The process’s ability to maintain material integrity without inducing thermal damage makes UAM ideal for producing metal structures in nuclear environments and energy systems. For instance, heat exchangers and radiationresistant components can be fabricated w ith enhanced durability (Figure 5).
Despite its promising advantages, UAM is currently constrained by the bonding efficiency of harder metals such as steel and nickel-based superalloys. Ongoing research aims to enhance the process by optimising ultrasonic parameters and expanding the material compatibility range.
Figure 5 (a) welded tapes and machined features for neutron -absorbing materials, tapes are staggered for strong interlocking behaviour; (b) embedding of neutron-absorbing materials through sheet consolidation; (c) finalised part after machining [3]
Figure 3 Fatigue specimen developed by NASA’s Digital Twin Project with 30 embedded FBG sensors near the stress concentrators in the sample (left); and perfect embedment of metallised fibre optic cables, which is critical for accurate
of strain
useable temperature range (right) [2]
Figure 4 Example metal matrix composites
Figure
Figure 2 UTS Tech Lab’s (right)
Figure 3 Fatigue specimen developed by NASA’s Digital Twin Project with 30 embedded FBG sensors near the stress concentrators in the sample metallised optic cables useable temperature range
Figure 2 UTS Tech Lab’s (right)
Figure 4 Example metal matrix composites
(a)
(b)
(c)
Neutron Absorber Embedment
Figure 5 (a) welded tapes and machined features for neutron-absorbing materials, tapes are staggered for strong interlocking behaviour; (b) embedding of neutron-absorbing materials through sheet consolidation; (c) finalised part after machining [3]
enhanced design flexibility and improved thermal performance, where lightweight, high conductivity, and compact designs are critical (Figure 7).
enhanced design flexibility and improved thermal performance, where lightweight, high conductivity, and compact designs are critical (Figure 7).
Figure 7 UAM fabricated h eat exchanger (left) and radiator (right) in Active Thermal Control system for Small Satellites [5]
Figure 7 UAM fabricated h eat exchanger (left) and radiator (right) in Active Thermal Control system for Small Satellites [5]
As advancements continue, UAM is poised to play a critical role in next-generation manufacturing, particularly in applications demanding precision, material integrity, and embedded functionalities.
Conclusion
References
1 M. Pagan, C. Petrie, D. Leonard, N. Sridharan, S. Zinkle and S. S. Babu, Interdiffusion of Elements During Ultrasonic Additive Manufacturing, Metallurgical and Materials Transactions A 2021 Vol. 52 (3) 1142-1157
Challenges and Future Outlook . Despite its promising advantages, UAM is currently constrained by the bonding efficiency of harder metals such as steel and nickel -based superalloys. Ongoing research aims to enhance the process by optimising ultrasonic parameters expanding the material compatibility range. As advancements continue, UAM is poised a critical role in next-generation manufacturing, particularly in applications demanding precision, material integrity, and embedded func tionalities.
Challenges and Future Outlook . Despite its promising advantages, UAM is currently constrained by the bonding efficiency of harder metals such as steel and nickel -based superalloys. Ongoing research aims to enhance the process by optimising ultrasonic parameters and expanding the material compatibility range. As advancements continue, UAM is poised play a critical role in next-generation manufacturing, particularly in applications demanding precision, material integrity, and embedded functionalities.
Ultrasonic Additive Manufacturing represents a groundbreaking shift in metal fabrication, offering unique advantages in solid-state bonding, multi-material integration, and functional embedding. With the establishment of UAM technology in Australia, UTS is set to become a hub for research and innovation in this field. As industries seek more efficient and reliable additive manufacturing solutions, UAM’s impact is expected to grow, ushering in a new era of smart and sustainable manufacturing.
AUTHOR BIO:
2 A. Hehr, M. Norfolk, J. Wenning, J. Sheridan, P. Leser, P. Leser, et al. Integrating Fiber Optic Strain Sensors into Metal Using Ultrasonic Additive Manufacturing, JOM 2017 Vol. 70 (3) 315-320
3 A. Hehr, J. Wenning, K. Terrani, S. S. Babu and M. Norfolk, FiveAxis Ultrasonic Additive Manufacturing for Nuclear Component Manufacture, JOM 2016 Vol. 69(3) 485-490
4 T. Monaghan, M. J. Harding, S. D. R. Christie, R. A. Harris and R. J. Friel, Complementary catalysis and analysis within solid state additively manufactured metal micro flow reactors, Sci Rep 2022 Vol. 12 (1) 5121
5 L. Anderson, C. Swenson, A.J. Mastropietro, J. Sauder, The Active Thermal Architecture: Active Thermal Control for Small-Satellites, STP Presentation May 2021
Conclusion. Ultrasonic Additive Manufacturing represents a groundbreaking shift in metal fabrication, offering unique advantages in solid -state bonding, multi- material integration, and functional embedding. With the establishment of UAM technology in Australia , UTS is set become a hub for research and innovation in this field. As industries seek more efficient and reliable additive manufacturing solutions, UAM’s impact is expected to grow, ushering in new era of smart and sustainable manufacturing.
Dr. Dongbin Wei is an Associate Professor in the School of Mechanical and Mechatronic Engineering at the University of Technology Sydney (UTS). He specialises in materials processing engineering, with a strong interdisciplinary focus that spans mechanical, manufacturing, and materials engineering. Dr. Wei has six years of industry experience, which informs his practical approach to research. His work encompasses micro metal forming, steel rolling, tribology, composite materials, additive manufacturing, and the numerical simulation of materials processing.
Conclusion . Ultrasonic Additive Manufacturing represents a groundbreaking shift in metal fabrication, offering unique advantages in solid -state bonding, multi- material integration, and functional embedding. With the establishment of UAM technology in Australia , UTS is set become a hub for research and innovation in this field. As industries seek more efficient and reliable additive manufacturing solutions, UAM’s impact is expected to grow, ushering in era of smart and sustainable manufacturing.
References
References
M. Pagan, C. Petrie, D. Leonard, N. Sridharan, S. Zinkle and S. S. Babu Interdiffusion of Elements During Ultrasonic Additive Manufacturing , Metallurgical and Materials Transactions A 2021 Vol. 52 1157
Pagan, C. Petrie, D. Leonard, N. Sridharan, S. Zinkle and S. S. Babu Interdiffusion of Elements During Ultrasonic Additive Manufacturing , Metallurgical and
A. Hehr, M. Norfolk, J. Wenning, J. Sheridan, P. Leser, P. Leser, et al. Integrating Fiber Optic Strain Sensors into Metal Using Ultrasonic Additive Manufacturing, JOM 2017 Vol. 70
Hehr, M. Norfolk, J. Wenning, J. Sheridan, P. Leser, P. Leser, et al. Integrating Fiber Optic Strain Sensors Metal Using Ultrasonic Additive Manufacturing, JOM 2017 Vol. 70
A. Hehr, J. Wenning, K. Terrani, S. S. Babu and M. Norfolk Axis Ultrasonic Additive Manufacturing for Nuclear Component Manufacture , JOM 2016 Vol. 69(3)
Hehr, J. Wenning, K. Terrani, S. S. Babu and M. Norfolk Axis Ultrasonic Additive Manufacturing for Nuclear Component Manufacture , JOM 2016 Vol. 69(3) 485 Monaghan, M. J. Harding, S. D. R. Christie, R. A. Harris and R. J. Friel Complementary catalysis and analysis within solid state additively manufactured metal micro flow reactors 5121 Anderson, C . Swenson, A.J. Mastropietro, J . Sauder, The Active Thermal Architecture: Active Thermal Control Small-Satellites, STP Presentation May 2021
T. Monaghan, M. J. Harding, S. D. R. Christie, R. A. Harris and R. J. Friel Complementary catalysis and analysis within solid state additively manufactured metal micro flow reactors 5121 . Anderson, C . Swenson, A.J. Mastropietro, J . Sauder, The Active Thermal Architecture: Active Thermal Control Small-Satellites, STP Presentation May 2021
Figure 7 UAM fabricated heat exchanger (left) and radiator (right) in Active Thermal Control system for Small Satellites [5]
Control currently based parameters to demanding metal and to and a During Sensors for and Control
First Multi Metal 3D Printer in Australia to Boost Aerospace Manufacturing
The high-tech printer is the only one of its kind in Australia, and is set to make space missions cheaper and more efficient.
The commissioning of a new multi metal 3D printer in Melbourne as part of the iLAuNCH Trailblazer initiative is set to make space missions more affordable and efficient by creating lighter, faster and more robust aerospace components.
The Nikon SLM-280 (Selective Laser Melting) at CSIRO’s Lab22 facility will print metals side-by-side in one continuous print. The technology is extremely well suited to aerospace and space where high performance and lightweight materials are the fundamental drivers of the designs, giving engineers the design freedom to consolidate parts to reduce mass and cost, ultimately making strategic weight decisions where needed.
“This capability is the first of its kind as a production machine in Australia, in fact the southern hemisphere, and iLAuNCH is pleased to open up new manufacturing possibilities for locally made products,” said iLAuNCH Trailblazer Chief Technology Officer Dr Joni Sytsma.
“Australian companies manufacturing satellites and rockets now have a real advantage to optimise their designs and improve performance, all made with a reduced lead time right here in Melbourne.”
“We anticipate that the additional capabilities of this technology can also bring forth novel super alloys that are capable of maintaining ultra-high strength at the ultra-high temperatures that hypersonic vehicles need to survive, with a view to hypersonic air travel in the future.”
The manufacturing costs for these complex geometries are very high when limited to conventional manufacturing processes.
In rocket engines for example, typically liquid oxygen and fuel flow through the engine at an extremely high pressure, which are then being injected into the
combustion chamber. In particular, on the oxygen side, there needs to be significant protection of the metal surfaces against oxidative attacks of the metal.
This multi-metal printer allows the oxidative resistant layer to be manufactured in one go with the structural metal, speeding up production times and ultimately reducing the cost of the resultant structure. Although rocket engines themselves are typically high-performance heat exchangers, this technology is also applicable to heat exchangers used on aircraft and highperformance ground vehicles such as Formula 1 and other race cars.
As low weight, high strength and high heat exchanger efficiency is crucial in racing as well as aerospace and defence, this technology and its advanced manufacturing capability are going to enable the development of novel aerospace products that are of high value to the whole ecosystem.
“We welcome Australian researchers and industry to access this technology for ultra-high performance applications at CSIRO’s Lab22 Innovation Centre, one of Australia’s leading centres for metallic additive manufacturing, located at CSIRO in Clayton Victoria,” said CSIRO’s Senior Research Scientist, Dr Cherry Chen.
“Other uses to consider include satellite structure and componentry, as well as developing novel radiation shielding with alloys that are in development in the various laboratories under the iLAuNCH Trailblazer.”
The multi metal version of the SLM-280 significantly enhances the standard model, which has already been proven internationally:
• A monolithic thrust chamber for a rocket propulsion engine with a unique lattice structure with CellCore GmbH, an engineering firm from Berlin.
• A hydraulic valve block with the VTT Technical Research Centre of Finland, achieving 66% size reduction and 76% weight reduction.
Rains.
• A gooseneck bracket for reduced buy to fly ratio of 17 down to 1.5, and weight reduction of 31% with ASCO, a Belgian aerospace company.
This multi-material 3D printer is the only one of its kind in Australia, offering users a real advantage in additive manufacturing design.
“For decades, the technology used to bond dissimilar metals was predominantly Hot Isostatic Pressure (HIP) or the actual welding or brazing of two unique metals into one component,” said Nikon SLM Solutions, Global Director, Business Development for Aviation and Defense, Donald Godfrey.
“Delivering Laser Powder Bed Fusion technology to generate a truly functionally graded material component to CSIRO marks the first time the technology has been taken out of Germany. This technology sets a new cornerstone in the aerospace and defence and space industry for what is possible.”
For iLAuNCH Trailblazer projects, SLM 280 technology will make potential space missions more affordable and efficient by creating lighter, faster and more robust space components.
iLAuNCH is building sovereign capability and a research and development (R&D) ecosystem, essential for technology manufacturers in Australia to send their subsystems to space that will lead to better outcomes for us here on Earth. Their goal is to help Australian companies to be able to compete on a global scale, and capitalise on commercial opportunities.
SLM-280 Front at CSIRO Clayton. Image credit: Nick
New Technique Breaks the Mould For 3D Printing Medical Implants
Researchers have flipped traditional 3D printing to create some of the most intricate biomedical structures yet, advancing the development of new technologies for regrowing bones and tissue.
The emerging field of tissue engineering aims to harness the human body’s natural ability to heal itself, to rebuild bone and muscle lost to tumours or injuries. A key focus for biomedical engineers has been the design and development of 3D printed scaffolds that can be implanted in the body to support cell regrowth.
But making these structures small and complex enough for cells to thrive remains a significant challenge.
Enter a RMIT University-led research team, collaborating with clinicians at St Vincent’s Hospital Melbourne, who have overturned the conventional 3D printing approach.
Instead of making the bioscaffolds directly, the team 3D printed moulds with intricately-patterned cavities then filled them with biocompatible materials, before dissolving the moulds away.
Using the indirect approach, the team created fingernail-sized bioscaffolds full of elaborate structures that, until now, were considered impossible with standard 3D printers.
Lead researcher Dr Cathal O’Connell said the new biofabrication method was cost-effective and easily scalable because it relied on widely available technology.
“The shapes you can make with a standard 3D printer are constrained by the size of the printing nozzle - the opening needs to be big enough to let material through and ultimately that influences how small you can print,” O’Connell, a ViceChancellor’s Postdoctoral Fellow at RMIT, said.
“But the gaps in between the printed material can be way
smaller, and far more intricate. By flipping our thinking, we essentially draw the structure we want in the empty space inside our 3D printed mould. This allows us to create the tiny, complex microstructures where cells will flourish.”
Versatile Technique
O’Connell said other approaches were able to create impressive structures, but only with precisely-tailored materials, tuned with particular additives or modified with special chemistry.
“Importantly, our technique is versatile enough to use medical grade materials off-the-shelf,” he said. “It’s extraordinary to create such complex shapes using a basic ‘high school’ grade 3D printer.”
“That really lowers the bar for entry into the field, and brings us a significant step closer to making tissue engineering a medical reality.”
A tiny and intricate biomedical structure created with the new technique. Image credit: RMIT University.
Laser powder bed fusion. Image credit: RMIT University.
FEATURE – Advances in Additive Manufacturing
The research was conducted at BioFab3D@ACMD, a state-ofthe-art bioengineering research, education and training hub located at St Vincent’s Hospital Melbourne.
Co-author Associate Professor Claudia Di Bella, an orthopedic surgeon at St Vincent’s Hospital Melbourne, said the study showcases the possibilities that open up when clinicians, engineers and biomedical scientists come together to address a clinical problem.
“A common problem faced by clinicians is the inability to access technological experimental solutions for the problems they face daily,” Di Bella said.
“While a clinician is the best professional to recognise a problem and think about potential solutions, biomedical engineers can turn that idea into reality. Learning how to speak a common language across engineering and medicine is often an initial barrier, but once this is overcome, the possibilities are endless.”
Di Bella said clinicians, like surgeons, are used to applying their manual skills, as well as technical tools, to “fix” a problem within the body.
“Bioengineering technologies can significantly increase the armoury of options available to clinicians and offer the possibility to address problems never solved before, as well as to give personalised, patient-specific, solutions. This is an incredible step forward in medicine and one that excites patients and clinicians alike.”
Future Treatment Toolkit
Currently there are few treatment options for people who lose a significant amount of bone or tissue due to illness or injury, making amputation or metal implants to fill a gap common outcomes.
While a few clinical trials of tissue engineering have been conducted around the world, key bioengineering challenges still need to be addressed for 3D bioprinting technology to become a standard part of a surgeon’s toolkit.
In orthopedics, a major sticking point is the development of a bioscaffold that works across both bone and cartilage.
“Our new method is so precise we’re creating specialised bone and cartilage-growing microstructures in a single
bioscaffold,” O’Connell said. “It's the surgical ideal - one integrated scaffold that can support both types of cells, to better replicate the way the body works.”
Tests with human cells have shown bioscaffolds built using the new method are safe and non-toxic. The next steps for the researchers will be testing designs to optimise cell regeneration and investigating the impact on cell regrowth of different combinations of biocompatible materials.
Step-By-Step: How to Reverse Print A Bioscaffold
The new method – which researchers have dubbed Negative Embodied Sacrificial Template 3D (NEST3D) printing – uses simple PVA glue as the basis for the 3D printed mould. Once the biocompatible material injected into the mould has set, the entire structure is placed in water to dissolve the glue, leaving just the cell-nurturing bioscaffold.
Study first author, PhD researcher Stephanie Doyle, said the method enabled researchers to rapidly test combinations of materials to identify those most effective for cell growth.
“The advantage of our advanced injection moulding technique is its versatility,” Doyle said. “We can produce dozens of trial bioscaffolds in a range of materials - from biodegradable polymers to hydrogels, silicones and ceramics - without the need for rigorous optimisation or specialist equipment.”
“We’re able to produce 3D structures that can be just 200 microns across, the width of four human hairs, and with complexity that rivals that achievable by light-based fabrication techniques. It could be a massive accelerator for biofabrication and tissue engineering research.”
The research was supported by the St Vincent’s Hospital Melbourne Research Endowment Fund, Victorian Medical Research Acceleration Fund, NHMRC-MRFF Investigator Grant and Australian Technology Network of Universities Industry Doctoral Training Centre.
ACMD’s collaborative approach brings together leading tertiary institutions including RMIT University, the University of Melbourne, Swinburne University of Technology and the University of Wollongong, research institutes and St Vincent’s Hospital Melbourne, where the centre is based, to take on today’s toughest healthcare challenges.
RMIT researchers Stephanie Doyle and Dr Cathal O’Connell. Image credit: RMIT University.
Additive Manufacturing and Critical Minerals Come Together at CSIRO’s Lab22
CSIRO established Lab22 with a vision to grow a new manufacturing industry as Australia’s Centre for Additive Innovation. From day one, critical minerals have been key.
“Lab22 was set up to help develop the additive manufacturing industry in Australia,” said Stefan Gulizia, Research Group Leader with CSIRO, where he’s also the Research Group Leader overseeing additive manufacturing, powder technologies, solid-state forming, surfaces, alloys, metal composites within Lab22.
The clue to how closely Lab22 works with critical minerals is right there in its moniker, bestowed when it was set up back in 2015.
“It takes its name from titanium’s atomic number, and our focus on titanium and many other critical minerals,” said Mr Gulizia, who has more than 30 years’ experience in materials science and process engineering across roles at CSIRO.
“We have about 30 scientists working at Lab22, and another 30 affiliates, including distinguished scientists, Post Docs, PhD and Masters students from all around Australia and the world, and we are a trailblazer in additive manufacturing,” said Mr Gulizia, who was a pioneer of cold spray technology in 2002, which revolutionised additive’s place in solid-state part manufacture.
How Lab22 Turned Australia on to Additive Manufacturing
When additive manufacturing (AM) at Lab22 was set up, car manufacturers were exiting Australia in droves and CSIRO tasked Lab22 to help develop and transition manufacturing to develop new industries based around AM.
Lab22 brought together a diverse range of AM equipment from around the world to help introduce the technology to the Australian industry. “Lab22 was leading the way with advanced AM equipment not available elsewhere in Australia,” said Mr Gulizia.
“Now in 2022, all of the various AM technologies that we introduced with Lab22 are out there, and we have a vibrant AM industry in Australia. There are lots of companies producing parts made of critical minerals and many have links back to Lab22, so we’re proud of our achievements in Australia.”
Calling Atomic Number 22 to the Stage
As well as seeding a brand-new manufacturing industry, Lab22 has produced a lot of world-leading research and development for AM, with critical minerals playing a big part, beginning with titanium.
“Australia contains some of the largest and purest known deposits in the world of rutile and ilmenite, the base minerals used to make titanium so it’s not surprising Australia has emerged as one of a hand full of countries with a strong titanium industry,” said Mr Gulizia.
Before Lab22, CSIRO had been working for many decades on material science for critical minerals, including with titanium,
which is an important material in aerospace and defence. Their work led to breakthrough technologies that turn titanium into forms that can be used to make parts for aerospace, defence and medical applications using AM.
“That’s been a very important contribution. We’ve helped grow a new supply chain around titanium, and developed and established technologies using AM to manufacture mill products such as wire, pipe, sheet and complex parts,” he said.
Experimenting with Mixing Critical Minerals for AM Applications
With Australia’s AM industry off and running, Lab22 is now turning its energies to developing more materials to support it.
“We’re moving into critical mineral and hybrid manufacturing,” explained Mr Gulizia.
“The future is about multi-materials, and we’re also working towards using additive technology to manufacture much larger components. We have extensive research activities with aluminium for the automotive industry, graphite for the battery technology, magnesium for medical applications.”
CSIRO’s Stefan Gulizia and Peter King examining a critical material part manufactured by cold spray additive manufacturing. Image credit: CSIRO.
Lab22 is Australia’s centre for innovation in metallic additive manufacturing. Image credit: Jeremy Weihrauch.
FEATURE
Advances in Additive Manufacturing
He said the design freedom that AM offers for part making – where a conventional part can be scanned and reproduced from a digital file using AM – is moving to the next generation of materials science, which is where Lab22 is making some exciting breakthroughs.
“We can already change the materials from the original design, and consolidate parts with fewer pieces to make one part, now we are moving into experimenting with materials that have better properties for a particular purpose,” he explained.
“We get a real kick out of using hybrid materials in the AM process. We might have an aluminium body for light weighting, and over the top we deposit a critical mineral that has better properties for an extreme environment, such as high temperature, or for exceptionally high strength, such as titanium. This is second-generation AM.”
Scientists don’t play favourites, of course, but Mr Gulizia has a particular fondness for tantalum.
“This is another critical mineral where Australia has one of the largest tantalum ore deposits in the world,” he said. “It’s more than $1000 a kilo in powder form for additive manufacturing and it has about four times the density of titanium – it really is a super material.”
It has extremely high melting temperatures (around 3000 degrees C), high resistance to chemical attack and antibacterial properties that make it ideal for medical applications.
Mr Gulizia said Lab22 is doing world-leading research in materials science developing hybrid critical minerals for AM applications.
“It’s going to play an important role in helping Australia develop sovereign capability in this space,” he said. “We are creating new materials and process technologies and it’s very exciting.”
Lab22 is in Melbourne’s Clayton, which has become Australia’s AM hub.
“Our colleagues at Monash University also have an AM centre, and quite a few of the companies that have taken on Lab22’s technologies have established themselves in the area,” Mr Gulizia said.
Lab22 itself has a steady stream of visitors touring the facilities.
Challenges and Opportunities Ahead
As passionate as he is about AM’s future to create high-skilled jobs and a sustainable manufacturing industry in Australia, Mr Gulizia said there are still several issues to solve.
One is around the AM process itself: because it’s so new and using new material processes, the path to qualification or certification of parts is in development; particularly the qualification and certification of AM parts.
Our understanding of the mechanical properties of these parts, such as fatigue, is still being developed, by Australian and international researchers,” said Mr Gulizia.
Nevertheless, companies from startups to multinationals are investing in AM, such is the enormous potential of AM. The ability to personalise and “print” parts in remote locations on a just-in-time basis makes AM appealing to industry.
The other issue from a business model perspective is who owns the design when AM parts have their origins in a conventional part, but the materials have since been modified, and very likely consist of fewer components.
While Lab22 is driving world-leading AM innovation for Australia, Mr Gulizia flags a gap in our sovereign capability.
“The majority of powders used in AM today – including critical minerals – are imported,” he said. “We have the technologies to extract metal, and to make products using AM, but you can’t print anything without metallic powders. That’s the weak link – we need a commercial AM powder processing plant in Australia.”
He also said there’s a skills shortage to fill the growing number of jobs in AM and that at the moment it’s falling mostly to companies to train up technicians.
“A lot of AM facilities are run by post-grads, but in my opinion, it should be taught at TAFE level,” said Mr Gulizia. “The technicians can then run the machines and scientists can work on developing the materials that go into them.”
In the meantime, the Lab22 team will continue to build sovereign capabilities and instead of sending processed ores overseas and importing them back as powders, we will forge on finding new ways to turn Australia’s critical minerals into the additive manufacturing innovations of tomorrow.
Industry can 3D print out of sand, titanium and other metals using Lab 22 facilities. Image credit: CSIRO.
Lab 22 breaks down barriers to entry in 3D printing for small business. Image credit: CSIRO.
Ultrasonic Additive Manufacturing: Pioneering Innovation in Metal Fabrication
By Xiaopeng Li, UNSW Sydney
The Promise of Metal Additive Manufacturing
Metal additive manufacturing (AM), particularly laser powder bed fusion (LPBF), is transforming how we design and fabricate metal components. By building parts layer-by-layer from digital models, metal AM enables the production of complex geometries, near-net-shape parts, and customized designs that are often impossible or uneconomical using traditional manufacturing techniques. Applications range from aerospace and automotive to biomedical implants and defence components.
Despite these advantages, the adoption of metal AM still faces several hurdles. One of the biggest challenges is achieving consistent quality and desired mechanical properties across different builds. This inconsistency arises from the complex, nonlinear, and interdependent relationships among process parameters, microstructural evolution, and final properties. Conventional trial-and-error approaches to optimise these parameters are expensive, time-consuming, and limited in scope.
The Role of Machine Learning in Metal AM
Machine learning (ML), a subset of artificial intelligence, offers powerful tools for modelling and understanding complex systems from data. By analysing large datasets of process conditions, microstructures, and properties, ML models can uncover hidden patterns and correlations that would otherwise be missed. This opens the door to accelerated process optimization, enhanced microstructure prediction, and deeper insights into the underlying process-structure-property (PSP) relationships.
Several ML techniques are particularly relevant for metal AM
• Supervised learning (e.g., Gaussian Process Regression, Neural Networks): For mapping known input-output relationships such as process parameters to mechanical properties.
• Unsupervised learning (e.g., Clustering, Principal Component Analysis): For dimensionality reduction and feature extraction from complex data like microstructure images.
• Deep learning (e.g., Convolutional Neural Networks, Generative Adversarial Networks): For analysing and generating image-based microstructural data.
• Interpretable machine learning: For revealing which input variables most strongly influence specific outcomes, thereby improving trust and physical understanding.
Why Use Machine Learning for Metal AM?
Machine learning is not just a technical add-on to metal AM—it addresses the core challenges inherent to the process:
• Process complexity: LPBF involves rapid melting, solidification, and cyclic reheating. This creates highly
dynamic thermal gradients, making traditional modelling approaches difficult to apply. ML can model these complexities more flexibly by learning from empirical data.
• Data-rich environment: Metal AM processes generate vast amounts of data—from thermal histories and process logs to micrographs and mechanical test results. ML thrives in such data-intensive domains.
• Cost and time savings: ML significantly reduces the need for costly and labour-intensive trial-and-error experimentation by guiding optimal parameter selection.
• Scalability and transferability: Once trained, ML models can often be adapted to new alloys, geometries, or machines with minimal additional data.
CASE STUDY 1: Process Optimization through Machine Learning
In our 2020 study on AlSi10Mg, we developed a Gaussian Process Regression (GPR) model to identify a broader and more effective LPBF processing window than previously known. By training the model on a dataset of laser power, scan speed, and resulting densities, we predicted a region of processing parameters that consistently produced parts with >99% relative density. This optimised window was not only broader but also more robust to parameter variation (Figure 1, Ref [1]).
Figure 1 A relative density map shows how laser power and scan speed affect part quality, with dotted lines indicating equal energy densities. The orange area marks a new, larger process window—identified using machine learning—that achieves >99% relative density, surpassing previously reported ranges. Five parameter sets (yellow stars) from this window were selected for validation. Their measured relative densities, ranging from 99.2% to 99.4%, closely match the GPR model predictions, with error bars showing one standard deviation.
FEATURE – Advances in Additive Manufacturing
Going further, we examined mechanical properties like tensile strength and elongation, finding that even at similar densities, different parameter sets could lead to significantly different performance. Using newly defined morphology indices (Dimensional-scale index and Shape index) derived from SEM image analysis, we uncovered subtle microstructural differences that explained these variations in properties. This integration of ML with microstructural quantification demonstrated how ML can inform not just quality assurance, but also property tailoring and design.
CASE STUDY 2: Microstructure Prediction Using GANs
In our 2023 work on Ti-6Al-4V, we tackled the challenge of predicting microstructure morphology from process parameters using a Conditional Generative Adversarial Network (cGAN). The GAN was trained on thousands of SEM micrographs of LPBF-fabricated Ti-6Al-4V samples processed under varying laser powers and scan speeds (Figure 2, Ref [2]).
The model learned to generate realistic microstructural images—including different martensitic features such as primary and secondary α'—based on specified process inputs. Notably, it could also predict microstructures beyond the training dataset with an error of less than 20%, offering a way to simulate and visualise the expected microstructure for new parameter settings.
By coupling computer vision techniques with generative modelling, this approach allows materials scientists to forecast the effects of process changes visually and quantitatively. This has broad implications for alloy development and microstructure control.
CASE STUDY 3: Explainable Machine Learning for PSP Relationships
In a more recent 2024 study, we applied an interpretable ML framework using multi-output GPR to map out PSP relationships in LPBF-fabricated AlSi10Mg. Here, the model didn’t just predict yield strength, ultimate tensile strength, and elongation—it also explained which features (e.g., melt pool width, grain size, cellular structure) were most influential for each mechanical property.
The model incorporated high-dimensional inputs including
Figure 2 The flowchart illustrates the conditional GAN designed to reconstruct and predict microstructures of LPBF-fabricated Ti-6Al-4V. It includes: (a) the overall model framework, (b) a convolutional discriminator that learns the relationship between input parameters and microstructure images, and (c) a deconvolutional generator that creates microstructure images based on those inputs.
not just process parameters but also mesostructural and microstructural descriptors. Using the Automatic Relevance Determination (ARD) kernel, we quantified the importance of each input variable. This provided interpretable insights— such as identifying that melt pool aspect ratio had a stronger influence on strength than grain size in certain regimes (Figure 3, Ref [3]).
The interpretable nature of this ML model enables it to serve not only as a predictive tool but also as a knowledge discovery platform—making it ideal for alloy designers and process engineers who need both performance and understanding.
Figure 3 The overall framework presents a GPR model developed to predict mechanical properties of LPBF-fabricated AlSi10Mg using unexplored process parameters. The model estimates prediction errors, helping identify optimal candidates for further experiments. These results can refine the model and expand the process window. Additionally, the model assigns weights to input variables, revealing their impact and aiding in establishing processstructure-property (PSP) relationships in metal AM.
FEATURE – Advances in Additive Manufacturing
Challenges and Future Perspectives
While the promise of ML for metal AM is clear, several challenges remain:
• Data availability and quality: High-fidelity, annotated datasets are still limited, especially for rare alloys or novel machines. Establishing shared databases across institutions could help alleviate this.
• Model generalization: Many ML models are trained on narrow datasets and may not generalise well across different materials, geometries, or machines. Transfer learning and domain adaptation techniques offer promising pathways.
• Integration with physics-based models: Hybrid models that combine the interpretability of physics with the flexibility of ML are needed to ensure physical consistency and robustness.
• Interpretability vs. performance: Deep models often offer superior prediction accuracy but lack transparency. Interpretable ML approaches, while more transparent, may lag in performance for certain tasks.
• Standardization and certification: As ML-assisted AM moves toward industrial adoption, standardization of models, validation protocols, and regulatory acceptance will become increasingly important.
Asia-Pacific International Conference Additive Manufacturing (APICAM) is the not-to-be-missed industry conference of 2025.
was created to provide an opportunity for industry professionals and thinkers to come together, share knowledge and the type of networking that is vital to the furthering of the anufacturing industry.
the leading minds in the industry will give presentations pressing issues and the ways in which innovations can navigate challenges. Important areas such as
purpose of this
Conclusion
Machine learning is revolutionizing how we understand and optimise metal additive manufacturing. From expanding process windows to predicting complex microstructures and uncovering hidden PSP relationships, ML tools are unlocking new frontiers in materials design and manufacturing.
Our work demonstrates that by integrating domain knowledge with advanced ML techniques—such as GPR, GANs, and interpretable learning frameworks—researchers can move beyond black-box predictions to informed decision-making and accelerated innovation. As the field matures, the synergistic use of ML and AM will continue to evolve, making metal AM not only smarter, but also more reliable, efficient, and widely adopted.
References
[1] Qian Liu, Hongkun Wu, Moses J Paul, Peidong He, Zhongxiao Peng, Bernd Gludovatz, Jamie J Kruzic, Chun H Wang, Xiaopeng Li, Machinelearning assisted laser powder bed fusion process optimization for AlSi10Mg: New microstructure description indices and fracture mechanisms, Acta Materialia, vol. 201, 2020, p. 316-328;
[2] Zhuohan Cao, Qian Liu, Qianchu Liu, Xiaobo Yu, Jamie J Kruzic, Xiaopeng Li, A machine learning method to quantitatively predict alpha phase morphology in additively manufactured Ti-6Al-4V, npj Computational Material, vol. 9, 2023, p. 195;
[3] Qian Liu, Wenliang Chen, Vladislav Yakubov, Jamie J Kruzic, Chun H Wang, Xiaopeng Li, Interpretable machine learning approach for exploring process-structure-property relationships in metal additive manufacturing, Additive Manufacturing, vol. 85, 2024, 104187.
30 JUNE - 3 JU LY 2 025 RMIT UNIVERSITY, MELBOURNE
The 4th Asia-Pacific International Conference on Additive Manufacturing (APICAM) is the not-to-be-missed industry conference of 2025. APICAM was created to provide an opportunity for industry professionals and thinkers to come together, share knowledge and engage in the type of networking that is vital to the furthering of the anufacturing
Some of the leading minds in the industry will give presentations on pressing issues and the ways in which innovations can navigate challenges. Important areas such as 3D printing and additive manufacturing in the automotive, biomedical, defence and aerospace industries will be covered by experts from each respective field.
Conference Organizer:
Tanya Smith | Materials Australia +61 3 9326 7266 imea@materialsaustralia.com.au
The purpose of this conference is to provide a focused forum for the presentation of advanced research and improved understanding of spects of
The APICAM2025 organizing committee is seeking abstracts for either an oral or poster presentation. .
Conference Organizer:
Tanya Smith | Materials Australia +61 3 9326 7266 imea@materialsaustralia.com.au
Packing It In: Why Powder-Bed Layer Density Matters in Metal 3D Printing
By Joe Elambasseril, Milan Brandt and Ma Qian Centre for Additive Manufacturing, School of Engineering, RMIT University, Melbourne, VIC 3000, Australia
Introduction
In metal additive manufacturing (AM) via laser-based powder bed fusion (PBF-LB), few factors are as critical—or as frequently overlooked—as powder-bed layer density (ρlayer). Figure 1 illustrates the key process variables that influence powder spreading in the PBF-LB process. While machine parameters and post-processing often receive the most critical attention, it is the powder layer itself, meticulously deposited layer by layer, that forms the foundation of every printed part. The uniformity and density of this powder layer can ultimately determine the success or failure of the entire build.
Our recent systematic experimental investigation [1] highlights the significance of powder-bed layer density, demonstrating its critical role in the mechanical properties and defect profile of Ti-6Al-4V components produced via PBF-LB. We propose a benchmarking powder-bed layer density for highquality PBF-LB, which is expected to have broad implications for applications ranging from aerospace components to biomedical implants.
1: Illustration of key process variables influencing powder spreading in the PBF-LB/M process. The packing density of the powder layer is governed by multiple forces acting during recoating, especially when spreading spherical powders with a Gaussian particle size distribution. The type of recoater (e.g., wiper blade or brush) critically affects powder-bed uniformity and density.
1.0 Powder Quality: Not Just a Surface Game
Traditional powder qualification for PBF-LB/M has mainly focused on particle morphology, particle size distribution (PSD), apparent density, tap density, angle of repose, and flowability. However, our research reveals that these standard characteristics alone are insufficient predictors of powderbed performance. The missing link? Powder-bed layer density ρlayer - a critical but overlooked parameter that directly governs final part quality
In a side-by-side comparison of four Ti-6Al-4V powders from two suppliers (A and B), we found a paradox: Supplier A's
powder performed better in final builds, despite being less spherical, having more agglomerates, and appearing inferior by conventional standards
The reason? The powder from Supplier A achieved a significantly higher powder-bed layer density—67.11% of the theoretical density of Ti-6Al-4V, compared to just 60.14% for Supplier B. This higher density directly translated to improved build quality and enhanced mechanical performance, including a 40% increase in tensile ductility (Fig. 2).
and B. (b) Tensile stress-strain curves averaged from three samples printed with powders from Suppliers A and B. achieved a significantly higher powder-bed layer density—67.11% of the theoretical density of Ti-6Al-4V, compared to just 60.14% for Supplier B.
Figure
Figure 2. (a) Morphology distribution of Ti-6Al-4V powders from Suppliers A
FEATURE – Advances in Additive Manufacturing
2.0 The Packing Puzzle: Particle Size Matters
A key variable influencing layer density is PSD. It is well known that a broader PSD—where smaller particles fill the gaps between larger ones—can improve packing efficiency. However, it’s a delicate balance: too many fines can lead to increased agglomeration, reducing flowability, while too few fines result in a loose and porous layer.
Using cumulative distribution analysis and powder-bed capsule tests, we found that an optimal level of fine particles (around 30% by weight) was necessary to achieve stable, dense packing (Fig. 3). Powders below this threshold exhibited reduced packing density and an increase in both surface and internal defects. Notably, morphology alone did not predict performance. While Supplier B’s powder was more spherical (55.49% highly spherical compared to 42.57% for Supplier A), it had a narrower PSD, resulting in lower powder-bed layer density.
Figure 3: Cumulative particle size distribution (PSD) curves for Ti-6Al4V powders from Suppliers A and B in the 25–45 µm range. Supplier A exhibits a broader PSD with a higher proportion of fine particles (Dv(10) = 27.3 µm) and a larger maximum size (Dv(90) = 44.6 µm), enabling more efficient packing. In contrast, Supplier B's narrower PSD (Dv(10) = 30.4 µm, Dv(90) = 41.3 µm) leads to lower powder-bed layer density, despite similar Dv(50) values (~37 µm).
3.0 Measuring the Invisible: The Powder Capsule Method
So, how can manufacturers measure powder-bed layer density during builds? We combined the powder-bed capsule approach, proposed by researchers at the National Institute of Standards and Technology (USA) [2], with micro-computed tomography (micro-CT) to measure the powder-bed layer density. During PBF-LB/M, the internal cavity in the capsule traps powder during each layer's spread. After the build, we tap the capsule as per ASTM Standard B527-22 [3] and measure the cavity volume in the capsule using micro-CT. Then, we empty the powder and determine the total internal volume of the capsule. Finally, we calculate the average powder-bed layer density and tap density. The procedure is shown in Fig. 4.
This in-situ method proved far more informative than traditional tap density or flowability measurements. Critically, despite similar tap densities (~2.9 g/cm³), the actual layer densities differed significantly.
Our findings suggest that powder-bed layer density should be a primary selection metric, not an afterthought. For PBF-LB of
Figure 4: Schematic of the powder-bed capsule method for measuring insitu powder layer and tap density. (a) Capsules are printed with powder. (b) The tapped cavity volume (V₁) is estimated using μCT. (c) After weighing the powder (m) and measuring total volume (V), (d) tap and layer densities are calculated as m/(V–V₁) and m/V, respectively.
Ti-6Al-4V, we propose a benchmark powder-bed layer density of at least 65% of the theoretical density (4.43 g/cm³) as the minimum requirement for quality builds in SLM Solutions® systems.
4.0 What About Defects?
The link between poor powder packing and defect formation is clear. Samples printed with lower powder-bed layer density showed more and larger pores, particularly elongated ones near the part surface. These defects, mostly associated with insufficient fusion and poor melt pool stability, contributed to reduced tensile strength and ductility.
Importantly, powder characteristics—not just machine parameters—were the root cause. Our research found that, under identical print conditions, changing the powder—even when it had a similar tap density—significantly altered both the defect density and type.
5.0 Practical Takeaways for the AM Community
For metal powder suppliers and metal AM part producers, particularly in sectors like aerospace, biomedical, and defense, where part quality is critical, our research offers a fresh perspective on virgin powder selection. Additionally, as powder reuse and cost reduction become increasingly important, understanding how powders perform across multiple recycles, suppliers, and spreaders will be essential
• Denser layers, better parts
Achieving a high and uniform powder-bed layer density across the build area is critical for quality builds. A powder that appears ideal under a scanning electron microscope may not necessarily result in a high powder-bed layer density—often, it does not
FEATURE – Advances in Additive Manufacturing
• Use In-Situ Density Testing When Possible
The powder-bed capsule method is an accessible, machinecompatible way to evaluate real-world packing.
• Aim for ≥65% Layer Density
This threshold offers a practical target for consistent quality in PBF-LB of Ti-6Al-4V.
• Mind the Fines
Maintain ~30 wt.% fine particles in the mix to maximise packing without triggering agglomeration or flow issues.
6.0 Final Thought
In metal 3D printing via PBF-LB, we often focus on the impressive end results: strength, surface finish, and speed. But sometimes, it's the quieter variables—the density of a thin powder layer—that have the most significant impact. As this research demonstrates, powder-bed layer density is not just a number—it’s the foundation. And like any solid foundation, getting it right ensures that everything built on top can stand strong.
in both nanoporous metals and metal additive manufacturing – particularly in the design, nanofabrication and commercial translation of nanoporous metals, and high-performance Tialloys enabled by metal additive manufacturing.
Sanka Mendis has over six years of industry experience in surface analysis, metallurgy, and metal forming. Formerly a PhD candidate at RMIT University, he contributed to experimental research and academic projects. Sanka now collaborates with researchers and projects, offering valuable insights.
In the future, we aim to establish a correlation between the D[2,3] and D[3,4] particle size metrics and powder-bed layer density, where D[2,3] represents the mean particle diameter based on particle surface areas, and D[3,4] represents the mean particle diameter based on particle volumes. Our initial findings suggest that these two particle parameters should be tailored to the stabilized layer thickness of the PBF-LB system. This could offer a simple and effective alternative to the in-situ powder-bed layer density measurement method.
1. J. Elambasseril, T. Song, S. Mendis, E. Lui, M. Leary, M. Brandt, M. Qian, Effect of powder characteristics on layer density, defects, and tensile properties of Ti-6Al-4V via laser powder bed fusion: establishing benchmark parameters for quality. Progress in Additive Manufacturing, 2025. DOI: 10.1007/s40964-025-01046-z.
Dr. Edward Lui is a Research Fellow at RMIT University’s Centre for Additive Manufacturing. His research focuses on the additive manufacturing of lightweight metals. He specialises in laser powder bed fusion and direct laser metal deposition, optimising process parameters to control microstructure and enhance mechanical properties. His work aims to develop defect-free and high-performance components through a fundamental understanding of material behaviour, process-microstructureproperty relationships, and advanced manufacturing techniques.
Professor Martin Leary is Design Theme Leader within the RMIT Centre for Additive Manufacturing (CAM). Martin’s research focus is Design for Additive Manufacture (DFAM), with expertise in experimentally verified numerical modelling of AM systems. Applied research includes patient-specific radiotherapy phantoms (Peter MacCallum Cancer Center); vertebral implants (Prince of Wales Hospital); AM structures (Boeing) and optimised lattice (Ford). Martin is author of “Design for Additive Manufacture” (Elsevier, 2019) and Regional Editor of the Rapid Prototyping Journal.
2. G Jacob, A Donmez, J Slotwinski and S Moylan, Measurement of powder bed density in powder bed fusion additive manufacturing processes, Measurement Science and Technology, 2016, 27, 115601. DOI: 10.1088/09570233/27/11/115601.
3. ASTM B527-22, Standard Test Method for Tap Density of Metal Powders and Compounds. ASTM international (2022).
Dr Joe Elambasseril is a senior researcher at the Centre for Additive Manufacturing, RMIT University, with over a decade of specialised experience in laser-based metal powder bed fusion. He completed his PhD at Monash University in 2011, where his work focused on fracture characterisation and experimental mechanics. His research integrates advanced understanding of processstructure-property relationships in metal AM, with particular emphasis on process parameter optimisation.
Dr Tingting Song is an ARC DECRA fellow and an RMIT Vice-Chancellor’s Research Fellow based at the Centre for Additive Manufacturing at RMIT University. Tingting completed her PhD in 2016 at RMIT and is an emerging physical metallurgist and materials scientist with a proven track record
Professor Milan Brandt is a Distinguished Professor at RMIT University, Technical Director of Advanced Manufacturing Precinct and Founding Director of RMIT Centre for Additive Manufacturing. His research interests include laser materials processing and additive manufacturing in particular. He is a Fellow of the Laser Institute of America, Professorial Fellow Department of Surgery University of Melbourne and Adjunct Professor University of Waterloo, Canada. In 2018 he was the President of the Laser Institute of America and in 2020 was honoured with the prestigious Arthur L. Schawlow Award (2020)—the highest honour from the Laser Institute of America—for his pioneering research and entrepreneurial vision in commercialising laserbased technologies.
Professor Ma Qian is a Distinguished Professor at RMIT University. His research interests include metal additive manufacturing, powder metallurgy, solidification processing, mechanical metamaterials, and metallic biomaterials. He is a Fellow of the American Powder Metallurgy Institute International (FAPMI) and a Fellow of the American Society for Metals International (FASM). He received the highest honour for lifetime achievement from Materials Australia—the Silver Medal—in 2022.
Short Courses - Study at Home
Register Now
These short courses provide you with an engaging learning experience. Courses may include flash animations, video of instructors teaching the course in a classroom, video segments from ASM’s DVD series relevant to the learning material, and PDFs of instructor Power Points used in the instructor led training. All online courses require internet access for reading and viewing course content. Both HTML pages and PDF files for each lesson are downloadable and printable for easy offline access. https://www.materialsaustralia.com.au/training-courses-and-workshops/online-training
BASICS OF HEAT TREATING
Steel is the most common and the most important structural material. In order to properly select and apply this basic engineering material, it is necessary to have a fundamental understanding of the structure of steel and how it can be modified to suit its application. The course is designed as a basic introduction to the fundamentals of steel heat treatment and metallurgical processing. Read More
HOW TO ORGANISE AND RUN A FAILURE INVESTIGATION
Have you ever been handed a failure investigation and have not been quite sure of all the steps required to complete the investigation? Or perhaps you had to review a failure investigation and wondered if all the aspects had been properly covered? Or perhaps you read a failure investigation and wondered what to do next? Here is a chance to learn the steps to organise a failure investigation Read More
MEDICAL DEVICE DESIGN VALIDATION AND FAILURE ANALYSIS
This course provides students with a fundamental understanding of the design process necessary to make robust medical devices. Fracture, fatigue, stress analysis, and corrosion design validation approaches are examined, and real-world medical device design validations are reviewed. Further, since failures often provide us with important information about any design, mechanical and materials failure analysis techniques are covered. Several medical device failure analysis case studies are provided Read More
METALLURGY OF STEEL FOR THE NON-METALLURGIST
This course provides essential knowledge to those who do not have a technical background in metallurgical engineering, but have a need to understand more about the technical aspects of steel manufacturing, properties and applications.
Read More
PRINCIPLES OF FAILURE ANALYSIS
Profit from failure analysis techniques, understand general failure analysis procedures, learn fundamental sources of failures. This course is designed to bridge the gap between theory and practice of failure analysis.
Read More
HEAT TREATING FURNACES AND EQUIPMENT
This course is designed as an extension of the Introduction to Heat Treatment course. It discusses advanced concepts in thermal and thermo-chemical surface treatments, such as case hardening, as well as the principles of thermal engineering (furnace design) Read More
NEW - INTRODUCTION TO COMPOSITES
Composites are a specialty material, used at increasing levels throughout our engineered environment, from high-performance aircraft and ground vehicles, to relatively low-tech applications in our daily lives. This course, designed for technical and non-technical professionals alike, provides an overarching introduction to composite materials. The course content is organised in a manner that guides the student from design to raw materials to manufacturing, assembly, quality assurance, testing, use, and life-cycle support Read More
METALLURGY FOR THE NON-METALLURGIST™
An ideal first course for anyone who needs a working understanding of metals and their applications. It has been designed for those with no previous training in metallurgy, such as technical, laboratory, and sales personnel; engineers from other disciplines; management and administrative staff; and non-technical support staff, such as purchasing and receiving agents who order and inspect incoming material.
Read More
PRACTICAL INDUCTION HEAT TREATING
Taking a fundamentals approach, this course is presented as an introduction to the world of induction heat treating. The course will cover the role of induction heating in producing reliable products, as well as the considerable savings in energy, labor, space, and time. You will gain in-depth knowledge on topics such as selecting equipment, designs of multiple systems, current application, and sources and solutions of induction heat treating problems Read More
TITANIUM AND ITS ALLOYS
Titanium occupies an important position in the family of metals because of its light weight and corrosion resistance. Its unique combination of physical, chemical and mechanical properties, make titanium alloys attractive for aerospace and industrial applications. Read More
JOIN NOW!
Our Members
Materials Australia members are involved in all aspects of materials science, technology and engineering. Members include manufacturing technical officers, professional engineers, academics, research scientists, technical staff and students.
Our members are experts in polymers, nano and biomaterials, ceramics, metals, composites and all of their engineering applications.
There are two types of Materials Australia membership available: Individual and Corporate.
Individual members can join Materials Australia as a Student Member, Graduate Member, Standard Member, Retired Member or a Certified Materials Professional (CMatP).
Corporate members can opt for a Standard, Premium, or Premium Plus membership package.
Individual Membership Benefits
• Accreditation as a Certified Materials Professional (CMatP) if eligible.
• Discounts on all Materials Australia conferences and training courses, including the CAMS and APICAM Conferences.
• Digital subscription to Materials Australia Magazine, our quarterly publication that is jam-packed with industry, product, technical and research news.
• Discounts on advertising in Materials Australia Magazine.
• Conferences, training courses, workshops and regular branch meetings, designed to facilitate continued professional development.
• Outstanding networking opportunities through regular branch meetings, conferences and training courses.
• Regular branch newsletters full of information on local activities.
Corporate Membership Benefits
• Discounts on advertising in Materials Australia Magazine.
• Editorial support for articles in Materials Australia Magazine.
• Digital subscription to Materials Australia Magazine.
• Free employment listings on the Materials Australia website.
• Free company listing on the Materials Australia website.
• Free company listing in the Materials Australia Magazine.