Manufacturing & Production Engineering Magazine - May 2025
MANUFACTURING PRODUCTION
SHOW PREVIEW
KEYNOTE SPEAKER REVEALED FOR AUTOMATION UK 2025
MANUFACTURING
Saving energy and space at the same time, that doesn’t have to be a contradiction. Quite the opposite. At ALMiG, we have been proving for many years that the concept of a vertical arrangement of motor and compressor unit is the key to success - to efficiency. Energysaving speed control through an oil-cooled permanent magnet motor, a highly efficient compressor stage combined with the most intelligent control technology and the lowest noise level are our answer to the increasingly demanding requirements of the future.
o Extremely energy-efficient due to direct drive and speed control
o Smallest footprint due to vertical arrangement of the motor-compressor unit
o Easy accessibility and maintenance
o Motor efficiency corresponds to IE4 or better
o Heat recovery optionally available incl. utilisation of waste heat from the motor!
o Air Control P as standard compressor control
Editor
Paul Attwood editor@mpemagazine.co.uk
Senior Editorial Assistant
Sophie Weir editorial@mpemagazine.co.uk
Features Editor
Harry Peters editorial@mpemagazine.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Megan Carley megan@lapthornmedia.co.uk
Sales Manager
Charlotte Chapman charlotte@mpemagazine.co.uk
Accounts
Richard Lapthorn accounts@mpemagazine.co.uk
Circulation Manager
Leo Phillips
subs@mpemagazine.co.uk
Publishing Director
Maria Lapthorn maria@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB Tel: 01843 808 102
Boosting wind and solar power sustainability with Corrosion Prevention
Interview with Robert Brennan. Technical Director at Alpine Fire Engineers Limited Siemens Mobility’s journey to net zero at Rail Village Sugar sugar for hard-working Borger Pumps Jake Hall,to make debut UK keynote speaker at Automation UK 2025
Editors Note
Welcome to the May issue of Manufacturing & Production Engineering Magazine.
In this issue we have an interview with Robert Brennan, technical director at Alpine Fire Engineers Limited, speaking about the evolving fire suppression landscape, the impact of automation and how Alpine is preparing for future challenges.
We also have a show preview for Smart Manufacturing Week 2025, taking place at NEC Birmingham on 4th-5th June, as well as a preview for Automation UK 2025 taking place at the Coventry Building Society Arena on 7th-8th May. Both feature excellent speakers, packed schedules and interesting panellists that you won’t want to miss.
We hope you enjoy this issue and like always, if you have any contributions you would like to feature, please email details to editorial@mpemagazine.co.uk.
Paul Attwood Editor
Kent Secures Key Role in Engineering and Execution of Wormington Compressor Station Project
Kent, a global leader in engineering and project delivery, is pleased to announce its integral role in the delivery of a major infrastructure project at the Wormington Compressor Station in Gloucestershire, UK. This project, delivered on behalf of United Living Infrastructure Services (ULIS), is designed to enhance the resilience and sustainability of the UK’s gas network.
The Wormington Compressor Station is a critical node in the National Transmission System (NTS) operated by National Gas, connecting gas import terminals in South Wales with the NTS and South West England. As part of the Medium Plant Combustion Directive (MCPD), the project will significantly reduce emissions and improve efficiency by installing a new, state-of-the-art 15MW gas turbinedriven compressor train on greenfield
land. The existing Rolls Royce Avondriven compressor will be retained for reserve use during peak demand and maintenance.
As the Engineering design and project execution partner Kent will bring its extensive knowledge and capabilities in energy infrastructure, ensuring a seamless, innovative, and sustainable execution of the project. By leveraging cutting-edge engineering solutions, Kent will support the design and construction phases to deliver a future-proofed facility that aligns with the UK’s evolving energy landscape.
The Wormington project further strengthens Kent’s long-standing relationship with National Gas and expands on its extensive portfolio of projects that enhance the UK’s energy security while reducing environmental impact.
Saint-Gobain acquires Fives’ unique hybrid heating technology to accelerate the decarbonization of its plant in Biandrate in Italy
Fives, a worldwide leader in industrial combustion, has been supporting Saint-Gobain for over 20 years in its project to become the worldwide leader in sustainable construction. Recently, in Italy, Fives installed a first e-Ductflame™ hybrid burner in the h-old site in Biandrate.
The expected results, consisting in a significant direct CO2 emissions reduction, will enable a progressive decarbonization of the site’s industrial process.
Within the global Saint-Gobain business unit, Saint-Gobain h-old plant has started an electrification
process which enhances a reduction of its impacts thanks to the solar energy produced on-site.
Fives implemented the e-Ductflame™, the Group’s first patented hybrid e-burner which allows to replace gas with electricity. Using this solar energy, it will enable to reduce CO2 emissions, energy costs and thus to substantially lower Saint Gobain h-old’s site environmental footprint.
Compared to the previous system and thanks to a high flexibility in the energy source selection (solar at day, natural gas at night), the installation of the e-Ductflame™ will also enable Saint-
Gobain h-old to increase energy savings of fossil fuels, reduce its operating costs, and improve the quality of the heating process.
For more information, visit: www.fivesgroup.com
FourJaw targets global growth from new Sheffield HQ
FourJaw Manufacturing Analytics has embarked on the next phase of its growth journey by moving to a new headquarters at Pennine Five in Sheffield City Centre.
The technology company, which has grown rapidly since it was formed in 2020 as a spinout from the University of Sheffield’s Advanced Manufacturing Research Centre (AMRC), joins a growing number of technology businesses in an area of the city identified as being the heart of Sheffield’s Innovation Spine.
FourJaw, which now employs 27 people, provides plug-and-play
machine monitoring technology used by over 140 manufacturers globally to assess and improve productivity, energy efficiency, and profitability. It has relocated from OXO House on Sheffield Riverside to
a recently renovated 3,500-squarefoot office at Pennine Five, which provides room for up to 50 people and an option to take further space as required.
fourjaw.com
Delta Demonstrates How its AIEnabled Solutions Foster Intelligent Industries and Sustainable Energy Transition at Hannover Messe 2025
Delta, a global leader in power management and smart green solutions, highlighted at Hannover Messe 2025 a versatile set of AI-driven smart manufacturing, energy infrastructure, and data centre solutions.
These include, the award-winning D-Bot series cobots, featuring advanced cognitive capabilities and integration with NVIDIA Omniverse to develop next-generation digital twins; and DeltaGrid®, the AI-enabled energy management platform to optimize efficiency in the energy infrastructure supporting energy transition.
Delta is leveraging NVIDIA Omniverse to drive AI-based automation at every level. This includes seamless integration with D-Bot cobots for real-time digital twins, enhancing safety through
The AIenabled energy management platform to optimize efficiency in the energy infrastructure supporting energy transition.
predictive collision avoidance and optimizing performance with grip path training and AI model development.
By leveraging cutting edge AI algorithms, it enables real-time control, seamless integration of
renewable energy sources, and intelligent EV charging management, enhancing operational efficiency, reducing energy costs, and supporting organizations in achieving their sustainability goals.
For more information about Delta’s presence at Hannover Messe 2025, please visit: www.delta-emea.com/en-GB/ landing/hannover-Messe-2025
ASG King and Fowler Commissions New £2 Million Tartaric Sulphuric Anodising Investment
ASG King and Fowler has successfully installed and commissioned its cutting-edge Tartaric Sulphuric Anodising (TSA) line and new paint booths. This milestone marks the completion of a £2 million investment designed
to enhance production efficiency, increase capacity, and align with upcoming regulatory changes within the aerospace sector.
The new TSA line will further enhance the scope of ASG King and Fowler’s capability, giving the ability
to process aluminium parts up to 5.6m in length, the fully automated control leaves King and Fowler with a huge step in capacity for both large components and high volume small parts.
The state-of-the-art TSA line, developed in partnership with Jacquet Weston Engineering, is now in the final stages of operational trials. This fully automated system provides a sustainable alternative to traditional chromic anodising processes, supporting ASG King and Fowler’s commitment to meeting REACH regulations that will phase out the use of hexavalent chrome in aerospace applications. Alongside the TSA line, new advanced paint booths have been commissioned to complement the company’s surface treatment capabilities, further strengthening its offering to key aerospace clients, including Airbus.
For more information on the new TSA Line installed at ASG Group, visit here: www.asg-group.co/
£9 million funding boost to bring key semiconductor manufacturing capability to Scotland
A new R&D development designed to support the growth of semiconductor packaging has received a £9 million funding injection, helping to reshore a critical part of the UK’s £500 million electrification supply chain and create new opportunities for manufacturers to access new markets and cut costs.
Hosted by the National Manufacturing Institute Scotland (NMIS), the new development, which is funded by Innovate UK and set to open in 2025, will be located in Inchinnan, Renfrewshire, forming part of the University of
Strathclyde’s Advanced Net Zero Innovation Centre (ANZIC).
Providing an advanced packaging scale-up line for power electronic semiconductors, this new capability – a first in Europe –will support the faster production of semiconductor chips, reducing packaging times for UK firms from months to just days.
The NMIS scale-up packaging line will support UK companies with developing new solutions and expanding the use of UKmanufactured wafers – thin slices of semiconductor material used in electronic circuits – while addressing critical production gaps.
The new £1.35m tartaric sulphuric anodising (TSA) line commissioned at ASG King and Fowler.
Change your way of thinking
• We can cut up to 60mm thick - 6m x 2m plate size
• Achieve chamfers and precise holes in thick-section materials, opening up new design possibilities
• In-house pressing and machining capabilities
Specialist Equipment & Tools
Boosting Wind and Solar Power
Sustainability
with Corrosion Prevention
If a wind or solar installation doesn’t last as long as its expected 20-30 year service life, is it really a sustainable use of resources? With corrosion as a key enemy of wind and solar longevity, Cortec® reminds manufacturers and investors not only of the importance of proper materials selection during the design phase, but also of the benefits of a few simple corrosion preventative steps during shipping and maintenance.
Shipping solar panels and wind turbines in like-new condition can be challenging due to fluctuating temperatures, humidity, and salt spray, all of which increase the risk of corrosion.
When packaging photovoltaic equipment, manufacturers should think of protecting ESD sensitive components like bypass diodes, and metal supports, frames, and electrical contacts prone to corrosion. EcoSonic® VpCI®-125 HP Permanent ESD Films and Bags take care of both concerns. Vapor phase Corrosion Inhibitors in the film inhibit corrosion on a variety of ferrous and non-ferrous alloys, including galvanized steel, aluminum, and brass; while permanent static-dissipative properties help reduce or eliminate static buildup in the package.
For wind turbine components, size rather than ESD protection is the main concer. Large wind turbine shafts, rings, and hubs often receive the brunt of attack from harsh weather because they may be transported on open truck beds or stored onsite for several years until installation is completed. Fortunately, VpCI®-126 HP UV Shrink Film and MilCorr® VpCI® Shrink Film are two anticorrosion films designed to hold up well in outdoor conditions and available in sizes large enough to shrink wrap giant components. If needed, additional protection can be added, such as VpCI®-368 D removable coating for more vulnerable surfaces and/or Desicorr® VpCI® Pouches for additional corrosion protection plus desiccant action within equipment and packaging voids.
Once solar panels and wind turbines are put into service, the job of corrosion protection is not over. Solar panels and wind turbines are inherently equipped with wires and electrical contact points that merge inside control boxes potentially subject to the ingress of oxygen, humidity, and chlorides. Placing a self-stick device like the VpCI®-105 or VpCI®-111 Emitter helps guard against corrosion, reducing risks of early repairs or replacements. Similar to VpCI® films, these devices release corrosion inhibiting vapors that diffuse throughout the space and adsorb on
metal surfaces (ferrous and nonferrous) to which they are attracted. It is much easier to replace these once every two years as part of routine maintenance rather than risk the potential of corroded metal contacts that could interrupt operations and require more extensive repair.
Extra coatings may be needed for some structural components. For instance, wind turbine base bolts are especially prone to corrosion and are good candidates for VpCI®-368. Although classified as a removable coating, VpCI®-368 offers such heavy duty corrosion protection that it is often used in offshore platform layups. If (unlike normal) solar panel frames and supports are made of carbon steel rather than corrosion resistant aluminum or galvanized steel, an extra protective coating such as EcoShield® VpCI®-386 or a primer/ topcoat combo such as VpCI®-396 and VpCI®-384 is definitely in order to reduce solar structural corrosion. In some extreme conditions, owners may even find supplementary coatings warranted for an additional layer of protection on aluminum or galvanized steel in the severest environments. In these cases, a wash primer such as VpCI®-373 should be used before topcoating for better adhesion.
These suggestions address key corrosion concerns and are a good starting point for basic prevention. Protecting solar and wind components during transit is critical to getting off to a good start, while protecting control panels and vulnerable structural components as part of routine maintenance can promote desired longevity by reducing corrosion at some of the easiest points to address.
For more, visit: here
Manufacturing Insurance Designed Around Your Business
Gallagher offers the strength and positioning of a global insurance group, combined with the personalised care and attention of a local UK broker. With a rich history dating back to 1927, we believe we have the expertise and experience to meet your manufacturing insurance and risk management needs. For further information, please scan the QR code. CONNECT WITH A SPECIALIST TODAY.
Interview with Robert Brennan, Technical Director at ALPINE FIRE ENGINEERS LIMITED
In this interview, we speak to Robert about the evolving fire suppression landscape, the impact of automation, and how Alpine is preparing for future challenges.
With over 25 years in the fire suppression industry, Robert Brennan leads the design and delivery of bespoke fire safety systems at Alpine. His expertise spans diverse sectors, including data centres, smart buildings, and automated production facilities. Robert has seen key changes in the industry, such as advances in technology for compact storage and retro-fit projects. He is committed to sustainability, spearheading efforts to integrate water capture and re-use in fire suppression systems.
Looking back over your 25 years at Alpine, what are some of the most significant changes you’ve seen in fire suppression technology, and how has that shaped the way the industry approaches safety today?
One significant change has been advancements in technology enabling facilities to store larger quantities of stock in smaller spaces. We’ve seen a sharp rise in requests for new build facilities and retro-fit projects requiring highly bespoke fire suppression systems as clients seek to futureproof their estate.
Elsewhere, the increased focus on ESG has led to a greater focus on the environmental impact we have in undertaking our work. Whilst it is widely known that fire suppression systems prevent huge emissions from an out of control fire event, we’re also looking at ways to make these systems more sustainable through water capture and re-use.
As Proposals Director, you’ve worked with a variety of teams, from the initial planning stages through to project delivery. How do you ensure that the engineering solutions you propose not only meet safety standards but also align with emerging trends like automation and robotics?
Every fire suppression system we provide is tailored, in one way or another, to the specific needs of a particular structure or facility, so we’re used to adapting to new trends and technologies.
Specifically with regards to the rise of robotics and automation, our LPS1048 Level 4 accreditation and our deep understanding of other guiding principles means customers can trust us to design and commission bespoke systems that satisfy stakeholders from a safety and insurance perspective.
The rise of data centres and smart buildings has placed new demands on fire suppression systems. How has Alpine adapted to these challenges, and what role do you see technology playing in the future of fire safety within these environments?
As the number of data centres and smart buildings has risen, we’ve seen first-hand how certain innovations are outpacing existing guidelines and insurance specifications, but we’re
experts when it comes to navigating changes and guiding our customers through them.
Of course these buildings do present unique challenges due to the sheer amount of electrical equipment present, but we have a proven track record of delivering engineered solutions to meet a facility’s unique needs.
Having worked in multiple roles at Alpine, from purchasing manager to project engineer, how do you think the skill sets required in fire suppression engineering have evolved over the past two decades? Are there new skills or knowledge areas that are now critical for professionals in the field?
With advancements in technology, and the scale of developments increasing along with the vital consideration regarding fire suppression, there has never been a greater need for excellent project management skills and the ability to be adaptable. Early planning and having the right
conversations from the outset have also never been more important given the complexity of some of the developments we’re working on today.
However, one constant that will never change, and is always needed, is excellent communication and people skills. If you have a great relationship with your customers and colleagues, then you have the foundations in place to provide the best outcomes for all.
With the rapid development of automation and robotics, how do you foresee these technologies influencing the manufacturing and production sectors, particularly in terms of improving efficiency and reducing risks in fire safety?
The increased use of automation and robotics within the manufacturing and production sectors will help companies maximise the use of space, driving efficiency and ultimately creating economies of scale.
However, this increased presence brings with it the prevalence of lithiumion batteries for charging vehicles
and robots which present inherent fire safety risks.
Consequently, as with smart buildings and data centres, businesses will need to ensure they work with an accredited company that can provide tailored, engineered systems to meet insurance and regulatory requirements.
Looking forward to the next decade, what are some of the key challenges or opportunities you see for fire suppression systems and the wider engineering sector? How is Alpine positioning itself to meet these future demands?
One of the main opportunities which we’re quite excited about at Alpine are our ESG commitments.
With the very real possibility of UK water scarcity in the future, we launched the Alpine Fire campaign last year to find the most efficient way to capture, recycle and re-use the water lost to weekly fire suppression system checks and hope to be able to share some news on the progress we’ve made soon… Watch this space!
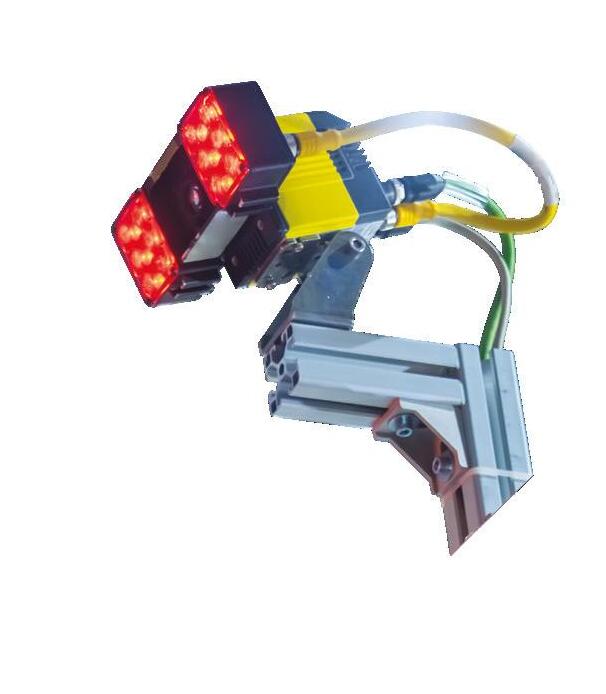
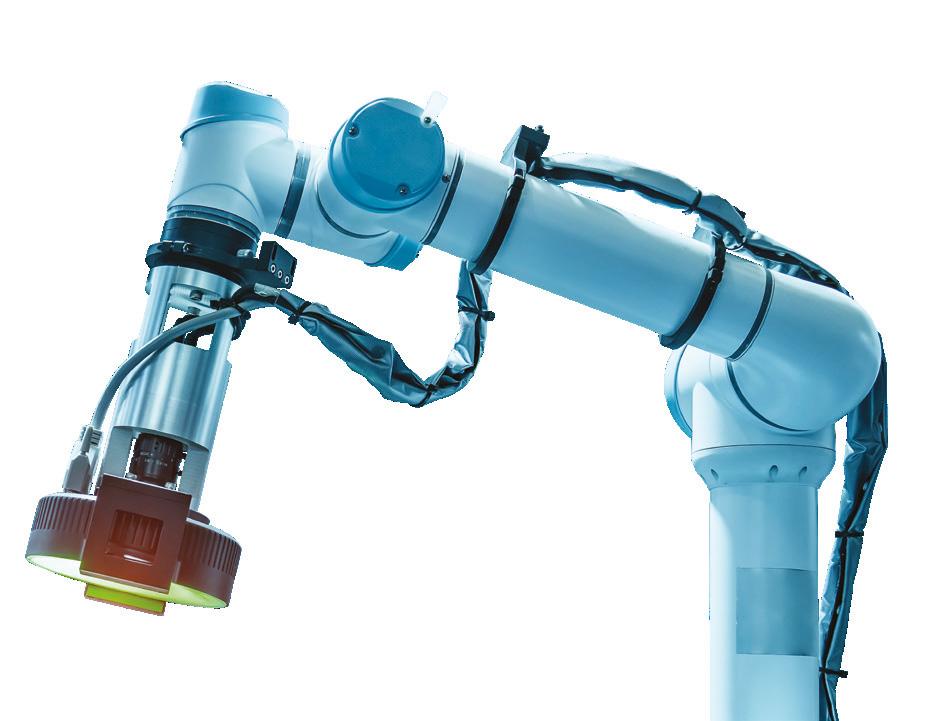
Developing robotic solutions : partnering for success in micro-motion control Measurement, Sensors & Monitoring
By Antonio Herrera, Portescap’s Global Strategic MarketingSurgical and Industrial Robotics.
The spread of robotic technology across various sectors continues to advance in line with technological development. Notably, the proliferation of robotics is enhancing efficiency, safety, and productivity in the manufacturing sector including industrial automation applications. Yet, robots are also enhancing lives in medical settings, such as improving precision in surgery, which can improve the patient outcome and speed up recovery.
This diversity in applications means that, dependent on the robot’s purpose, OEMs have an array of considerations to make in design. Central to all robots, whatever the application, is the motion control technology – motors, gears, and feedback devices – that drives the limbs, joints, and end effectors. The ultimate requirements of the robot have significant implications on the design of the motion system.
Not only does motion design require an assessment of the technology that can solve the challenge most efficiently, but it must also satisfy commercial needs for the OEM.
This means the motion system must optimally integrate with the overall robot design, while ensuring ease of assembly and regulatory compliance.
Calculating the working points is a primary step for engineers when designing electromechanical solutions. Determining torque, radial, and axial loads are critical factors that the motion system must be able to achieve. Yet alongside these fundamental needs, the kinematic demands of a robot are vital. This includes the motion profile of the device, and how smooth, responsive, and precise this movement should be – all factors that result from the performance of the motion control system.
Crucial to the dynamic performance of a robot is miniaturization. A compact, lightweight system has low inertia that enables responsiveness, and low mass also optimizes efficiency. Moreover, a micro motion system is essential because of demands on the overall design footprint. To suit the characteristics of many robots and the environments in which they operate, these motion systems must fit within limited physical space – and integrate smoothly with other components. Yet in achieving this, the motion system must still meet the required operating points and desired motion profile.
In addition to these needs, reliability is also paramount. Maintenance challenges or failure in an industrial automation setting can mean downtime, but in a medical setting reliability can impact human safety. Miniaturization of the motion system adds complexity considering the demands of thermal management, and engineers must also take into account component compatibility, working points including overload and continuous operation, along with other potential failure modes.
The environment of operation is also significant to reliability, considering heat (or cold), and the potential for ingress, so the motion system’s design must ensure adequate protection.
Only after investing considerable time and effort into research surrounding these aspects, and a concept has been developed, can a design be created to confirm the ease of manufacturing. Yet the progression from the conceptual design of a motion system to one that can be achieved on a manufacturing scale is significant. The need to revise or change technical attributes and previously selected components, or even materials selection, can introduce roadblocks that add significant time to project development.
To reduce the challenge of moving from prototype to full production, prioritization of motion system design requirements at the earliest stage is crucial. This ranges from the fundamental level of balancing torque output with thermal management and footprint requirements, to long-term reliability considerations involving choice of motor technology and material selection. What’s more, all these considerations must be compatible with commercial imperatives.
This balancing act can be less burdensome with the support of an experienced partner who is well versed in addressing these challenges. Moreover, a motion expert can point towards critical factors, previously unconsidered, that could impact the delivery of the project at a later timescale – potentially reducing significant time and cost that could otherwise be added in rework.
For more information, please visit www.portescap.com
How to optimise smooth machine motion with electronic cam profiling
Gerard
Bush, engineer at motion specialist INMOCO, explains the design considerations for electronic cam profiling.
In a machine application that relies on precise motor control, controlling jerk is crucial. Jerk is the rate of change of acceleration over time, so minimising this value is essential to achieving smooth motion. This applies to the performance of applications such as CNC machining and machine tools, fabrication equipment, textiles, plastic forming and 3D printers. Not only is controlling jerk essential to the machine’s output, but it can also affect mechanical stress. Sudden changes in acceleration and force can, over time, lead to increased maintenance, and ultimately, this additional strain can contribute to reduced operational lifetime.
The main way of minimising jerk is by exercising control over the application’s motion profile, the pre-defined parameters relating to position, velocity, acceleration - and the rate of change of acceleration. While a linear or trapezoidal motion profile typically exhibits sudden starts and stops in acceleration that are characteristic of elevated levels of jerk, a motion profile such as an S-curve produces a smoother gradient. This type of profile gradually ramps up to its maximum speed, remaining constant for the desired period, before smoothly ramping back down.
Smooth motion profile
To achieve an S-curve, or an alternative, smooth motion profile that doesn’t follow a standard envelope, cam profiling is a useful tool. Originally used to replicate mechanical rotating cams, electronic cam profiling can provide an array of profile generation and position compensation functions. This control technique uses a prestored look-up table of desired positions, driven by an incoming command encoder data stream. The
advantage of the look-up table is prior calculation for quick retrieval, where the alternative of real-time computation would be too slow for requirements, or too processor intensive.
Often, electronic cams are encoded in a rotating frame. The last lookup value is adjacent to the first, and the encoded values are usually interpreted as absolute command positions, though they can also be interpreted as relative moves. The encoded table provides linear interpolation between points, smoothing out the output command profile but also reducing the required number of stored points. For a profile that’s smoother still, spline interpolation can also be used, increasing the linking points to optimise the curve of the motion path.
This type of profile gradually ramps up to its maximum speed, remaining constant for the desired period, before smoothly ramping back down.
A single encoder data stream can drive multiple cam controllers, allowing multiple processes to operate simultaneously while remaining in full synchronisation. This way, it’s possible to define a motion path in three-dimensional space, with a main axis followed by cam profiles relative
to it – or in coordination with one another. Consequently, the selection of alternate input data stream sources can enable multi-axis coordination for applications such as selective compliance articulated robot arm (SCARA) robots. As an electronic cam controller lookup table can store torque or position feedforward data, this technique can also be used to implement features such as lead screw mapping where torque feedforward values can compensate for known external forces from the motor or load.
For the control flow of an electronic cam system, the typical architecture involves an encoder input combined with the rate scalar that controls the rate of change in cam position. A phase adjust fine tunes this value ahead of the user-defined cam profile stage, responsible for generating a contour output based on a start and end index position. Finally, a contour offset modulates the value, compensating for factors such as wear or load, before a commanded position is generated.
Titan is a leading design and manufacturer of innovative end user and OEM high-performance flow
• ‘By Industry, For Industry’, practical guidance for everyday and irregular situations and tasks
• Readily accessible for all in the industry –wherever they are, whatever time they have
FREE task and procedure checklists
•
• Webinars and seminars for knowledge sharing and professional networking
• This selection of specialist publications and many more resources
People On The Move
Tiago Conceição appointed President of Zetes Goods ID
Zetes has appointed Tiago Conceição as the new President of its Goods ID Division, succeeding Juan José Martínez who has held this position since 2012.
Tiago Conceição has a background in IT Engineering and joined Zetes Portugal in 1995 as a Software Engineer. He then transitioned to a sales position and eventually became Sales Director in 2000.
In 2005, he was appointed General Manager of Zetes Portugal and, subsequently, of Zetes Spain, making these two countries among the most profitable entities within the Zetes Group. Concurrently, Tiago Conceição worked very closely with Juan José Martínez to support the Collaborative Supply
Chain Solutions strategy. His experience and expertise will be crucial in advancing the Goods ID Division to achieve even more sustainable results and further elevate it.
Juan José Martínez played a critical role in Zetes’ success over the past 25 years. The Collaborative Supply Chain Suite was conceived under his leadership and significantly contributed to the stability and success of Zetes, offering manufacturers, transport and logistics companies, and retailers’ robust solutions to optimise their end-to-end supply chain. His vision and ingenuity over those 25 years leave a legacy based on which Tiago Conceição will lead Zetes to new horizons.
CBM makes important sheet metal specialist appointment
The Confederation of British Metalforming (CBM) has strengthened its offer to its 200-strong membership base with a high-profile industrial appointment.
Maurice Spooner, who has over forty years’ experience in manufacturing, has joined as the organisation’s sheet metal specialist and will help companies involved in pressings and roll formed products to navigate an increasingly complex business landscape.
It is a vital role considering the ongoing issues around the Carbon Border Adjustment Mechanism (CBAM) and the possibility of rising energy prices again, with the former Sertec Group and Lear Corporation expert also keen to explore opportunities for diversification and new technology.
Maurice Spooner started his career on the shopfloor in 1981 and has been self-taught throughout, progressing to new model introduction engineer, into project management and then commercial manager.
This has predominantly been spent in the automotive sector working for Triplex Safety Glass, ITW Profit, Metal Pressings Group and QFS.
Two of his biggest achievements have been supporting the relocation of Lear Corporation’s manufacturing facility to the Black Country with zero quality defects and overseeing the introduction of the new Discovery model at Sertec Group, involving 190+ different part numbers.
www.thecbm.co.uk
Quartzelec Appoints Chris Fergus as Business Director
Quartzelec has announced the promotion of Chris Fergus to Business Director, joining the executive team, where he will focus on strengthening collaboration, driving business improvement through technical advancements and operational excellence, and supporting the professional development of future leaders.
Joining Quartzelec in 2015 as Utilities Manager for the group’s Scottish utilities contracts, Chris led the division to significant growth, achieving a 130% increase in business value while expanding service offerings. In 2018, he was
promoted to Business Manager, taking on additional responsibility for Utilities operations in Liverpool and Manchester.
As Business Director, Chris will continue to oversee Utilities operations while playing a key role in mentoring and developing the next generation of business leaders across the UK.
This appointment reinforces Quartzelec’s commitment to recognising and promoting talent from within, ensuring continued growth and excellence in delivering engineering solutions across the UK and global markets.
Ideal Heating engineer named on rising stars roll of honour
Electronics and Controls Engineer
Louie Gleeson-Toland has been named on the Hull & Humber Top 30 Under 30 2025 roll of honour, which shines a spotlight on young business talent from across the region.
Louie joined Ideal Heating at the company’s headquarters site in Hull as an Apprentice IoT (Internet of Things) Engineer in 2017. He has since gone on to become a qualified engineer and has worked in roles in both the IoT and Electronics and Controls teams.
In his current position, Louie is primarily involved with validating software across Ideal Heating’s production facility and building test rigs for current and future products.
As part of the Top 30 Under 30 programme, each of the selected winners will undergo 12 months of development in line with the Leadership Excellence Acceleration Programme (LEAP).
This provides winners with the opportunity to further enhance their skills, supported by industry experts
This provides winners with the opportunity to further enhance their skills, supported by industry experts in leadership, selfdevelopment and communication.
in leadership, self-development and communication.
The year-long programme will culminate with a prestigious awards ceremony showcasing the very best young talent from the region.
Louie follows in the footsteps of several Ideal Heating team members who have been named on the Top 30 Under 30 list in previous years, including Trade Compliance Manager, Nirvanah Lacey, who featured on the list last year.
Show Preview
Smart Manufacturing Week 2025: Tailored to Meet the Industry’s Needs
The NEC Birmingham will once again play host to Smart Manufacturing Week, the UK’s largest manufacturing and engineering exhibition on 4th–5th June 2025. The event brings together a powerful lineup including Smart Factory Expo, Maintec, Drives & Controls, Design + Engineering Expo and the AirTech and Fluid Power and systems zones.
The event has a free to attend educational programme, developed from extensive research by The Manufacturer, about the critical challenges facing manufacturers and engineers today. The seven Solutions Theatres will cover Digital Transformation, Industrial Data & AI, IIoT & Connectivity, Design & Innovation, Automation & Robotics, Leadership & Strategy and Maintenance. Each of these theatres will deliver practical, actionable insights that manufacturers can apply directly to improve their operations.
A session visitors should be sure not to miss will be delivered by the ‘Godfather of Industry 4.0’, Professor Henrik von Scheel. Presenting, The
Future of Manufacturing: Megatrends that Shape the Next Decade, he will examine the key megatrends that will dominate the manufacturing landscape in the years ahead, including smart automation, AI integration and the evolving dynamics of the workforce. It’s a must-attend for those looking to stay ahead in the fastevolving manufacturing landscape.
In addition, the event will continue its commitment to inspiring the next generation through its STEM Programme, sponsored by FANUC. Now extended to include school year students, as well as those in further education, hundreds of students and apprentices will have the chance to interact directly with industry experts, offering a hands-on introduction to the exciting world of advanced manufacturing and engineering.
Emphasising the ‘must see’ nature of the event is the presence of prominent exhibitors including Schneider Electric, FANUC UK, 3M, Epicor, Binder UK, Cembre, Charter Controls, Ericsson, Hoffmann Group and ifm Electronic. Alongside other big names the exhibition floor will showcase the most influential players in industry.
Amongst these giant players are cutting-edge startups and innovative small businesses set to revolutionise the sector. In Smart Factory Expo, Innovation Alley will feature emerging manufacturing technologies from early-stage businesses, providing an opportunity to meet with these companies and their founders, uncovering transformative technologies that promise to shape manufacturing over the next decade.
On the fun side the Guitar Legends competition will make a return – with a 3D printed guitar to be awarded to the winner. For those with entrepreneurial ambitions, this year’s event introduces an exciting new feature: ‘Smart Tank’. Designed to inspire and empower budding innovators, this platform invites entrepreneurs to pitch their business ideas and product concepts to a panel of industry experts.
Smart Manufacturing Week takes place at the NEC Birmingham on the 4th-5th of June 2025. Other exhibitions taking place at the NEC at the same time include Automechanika run by Messe Frankfurt; Med-Tech Innovation Expo and TCT 3Sixty from Rapid News Group and Subcon from the Mark Allen Group. One visitor badge provides access to all events.
For more information and to register for free visit: smartmanufacturingweek.com
The Festival of Advanced Manufacturing & Engineering
Organised by
Solar energy powers manufacturer Siemens Mobility’s journey to net zero at Rail Village
Train manufacturer Siemens Mobility is leading the way to a greener future for the rail industry with a comprehensive range of low-carbon investments at its UK centre of excellence.
The Siemens Mobility Rail Village in Goole, East Yorkshire, now has minimal operational emissions, with green energy generation, clean heating systems and sustainable transport policies all significantly reducing the site’s carbon footprint.
New Piccadilly line trains for Transport for London, which will transform rail travel across the capital, are being assembled at the Goole site, before they start to enter service by the end of this year.
Siemens Mobility also plans to build all future main line trains for the UK at Goole, including new battery bi-mode trains that it has calculated could save Britain’s railways £3.5 billion and 12 million tonnes of CO2 over 35 years.
Finbarr Dowling, Siemens Mobility Director of Localisation, said: “Our vision from the very outset was for the
Goole Rail Village to be net zero in its operations by 2030, with this state-ofthe-art facility playing a central part in our mission to transform rail travel and transport in the UK.
“This strategic focus has informed the development of a state-of-theart rail cluster that leads the way on decarbonisation for the industry, with facilities that are streets ahead of many across the sector.
“It also underpins everything we do at Goole, ensuring that our buildings, energy generation and consumption, how we work, and travel to and from the site all minimise our carbon impact.
“That is hugely important for us, as a business committed to the highest sustainability standards, as well as to our customers, stakeholders and partners as they strive for excellence in environmental responsibility.”
Siemens Mobility’s investment of up to £240 million in the Goole Rail Village represents a significant commitment to the North of England, with the site featuring manufacturing, components,
logistics, innovation and office facilities, establishing it as a centre of excellence for rail technology in the UK.
Global rail technology leader Siemens Mobility has installed 1,700 solar panels across the three manufacturing buildings at the Goole site, which have now been connected and are capable of generating up to 1MW of clean energy – the equivalent of powering more than 150 homes.
Sited on the trucking, final assembly and commissioning buildings, the £2 million solar array covers almost 20,000 sq m (215,000 sq ft) of roof space and is producing sufficient energy to meet the site’s needs.
Green energy produced by the panels during the site’s non-production hours, such as during weekends, is exported back to the grid, while any additional energy required during peak times is exclusively from renewable sources.
Siemens Mobility has set ambitious targets to reduce emissions in own operations by 55 per cent by 2025, and 90 per cent by 2030, with the production of its own renewable energy at sites such as Goole playing a vital part in that transition.
The solar array complements other sustainability measures which are
contributing to the Goole site’s low carbon credentials.
Siemens Mobility has invested £2 million to install more than 40 localised air source heat pumps to heat the production facilities at Goole, an initiative projected to cut its carbon output by 980 tonnes per year, an 88 per cent reduction.
The business is also electrifying its vehicle fleet and rolling out EV charging points across the Goole site to ultimately install around 70 chargers, one for every 10 parking spaces.
All employees are encouraged to adopt greener methods of transport, such as cycling, using public transport or car sharing.
The latest phase of the Rail Village will see the addition of a Bogie Assembly and Service Centre, representing an additional investment of up to £40 million which means Siemens Mobility’s overall investment up to £240 million, bringing up to 1,000 new jobs to the site as well as around 1,700 supply chain opportunities.
David Harris, Siemens Mobility Construction Project Manager, said: “Our carbon reduction strategy for the Goole Rail Village has been implemented over a number of years.
“We’ve considered how best to minimise our carbon footprint at
every stage, including throughout the development and construction phases. With the rail manufacturing facility now operational, we’re seeing the full benefits of building sustainability into the project from day one.”
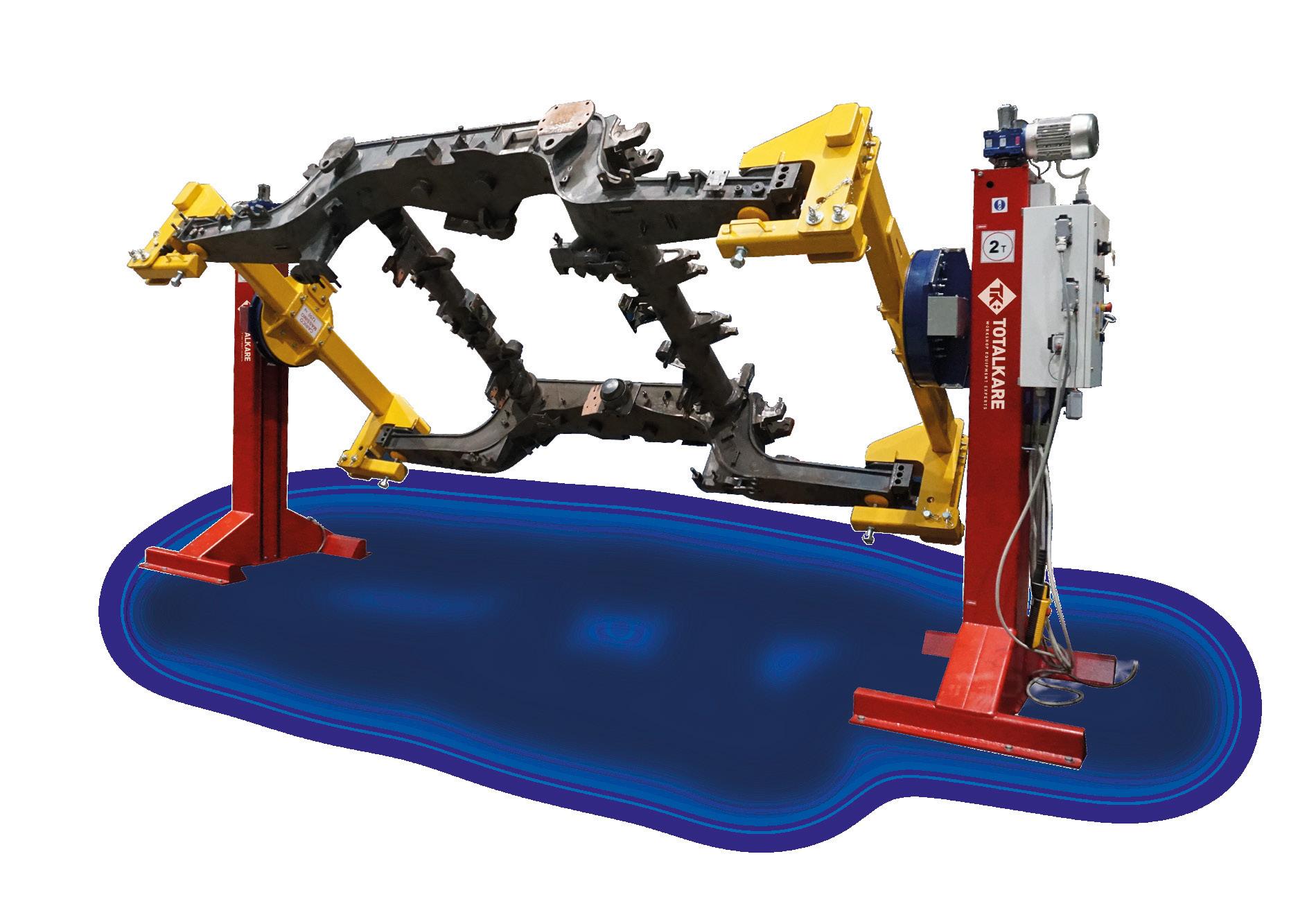
Totalkare’s ergonomic positioners are single or double column devices that enable the lifting and rotation of a product during welding and assembly operations.
With overall capacity from 2,000 - 90,000kg to suit, they are both compact and flexible.
Health & Safety News
Northumbrian Water Selects Blackline Safety to Safeguard Workers, Identify Risks
Durham, UK-based Northumbrian Water Group (NWG) has announced that it has selected safety technology leader Blackline Safety Corp. (TSX: BLN) to help uncover safety hazards and protect lone workers at two of its water treatment sites.
The water company – which provides clean water and wastewater treatment services to nearly five million people across northeast and southeast England – is the eighth of the UK’s 12 water companies to choose Blackline’s safety devices.
The technology includes Blackline’s leading cloud-connected G7c personal gas wearable and EXO area monitor, enabling NWG to consolidate gas detection, communication and lone worker connectivity into a single device.
NWG’s decision to turn to Blackline was spurred by the risks inherent in its operations, including exposure to gases, hazardous or contaminated water, explosions from hot work or combustible gas, confined space entry and lone work. An explosion at a different company’s treatment plant
within the wider water industry, where four workers died, also prompted the company to invest in a robust and versatile safety solution.
While NWG had in the past used portable gas monitors to detect hazardous gases, and mobile phones to maintain communication with workers, these devices had limitations – from cross-sensitivity issues that led to missed or faulty detection, operational downtime due to needing to send the devices off-site for calibrations, and mobile phones posing an ignition hazard in biogasrich environments. Workers also had walkie-talkies, adding both complexity and cost with an additional device to manage.
NWG is already seeing the benefits of Blackline’s solution. With the help of EXO, they discovered a previously unidentified hazardous area on-site, reaching 75% of the explosive limit during operations. Upon receiving a high gas alert from EXO, NWG was able to respond immediately by issuing a ‘stop work’ order, notifying workers and safely evacuating the area. Preventative measures were then able to be implemented.
New Flame Detector Is Ideal
For Both H2 And Hc
Teledyne Gas & Flame Detection (Teledyne GFD) has released its Spyglass™ Xtend triple-infrared flame detector, a notable industry advance that offers the simultaneous detection of both hydrogen (H2) and hydrocarbon (HC) fires.
This important innovation boosts safety in dense industrial environments where hydrogen flames can spread to other equipment and start fires involving hydrocarbon fuels that are invisible to an H2-only detector.
Fires
The combined detection of both hydrogen and hydrocarbon flames arrives courtesy of Teledyne Gas and Flame Detection’s triple-infrared technology. Where industrial spaces are highly populated with machines, equipment, tools, stored goods and many other common workplace items, a hydrogen flame can spread and trigger a fire involving hydrocarbon fuels. It is here that Spyglass™ Xtend is able to provide a crucial safety net.
For more information visit their website.
Compressed Air, Pumps & Valves
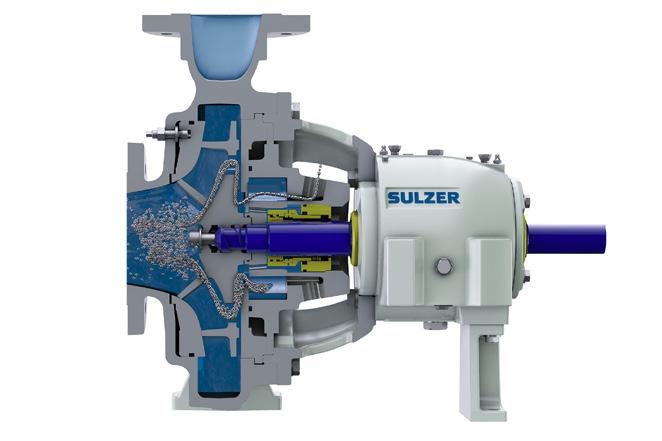
State-of-the-art potato starch plant relies on Sulzer’s degassing process pumps
The Lyckeby potato starch plant in Mjällby, Southern Sweden, produces native and specialty starches along with valuable by-products such as fibers, proteins, and biofertilizers for the food and paper industries globally.
In 2022 the factory underwent modernisation, expanding production to 40’000 tons of commercial starch annually, with a focus on energy savings for enhanced sustainability. Each process step involved selecting efficient, reliable, and costeffective equipment from leading technology suppliers. Sulzer was chosen for the toughest liquid pumping applications. Twentyeight new AHLSTAR and SNS pump units are now working smoothly on site, complementing the older installed Sulzer pumps that have given full satisfaction for decades.
Producing potato starch involves technical challenges at each step of the process, from raw material washing and rasping to fiber and fruit juice separation, and final starch washing and drying.
Pumping liquids prone to foaming is a significant issue. This special feature arises partly because of the protein content of liquids and partly because
Reduced air in the system also enhances the efficiency of other process devices, and the use of expensive antifoam agents is greatly minimised.
the different raw material components are separated mechanically. The fiber pulp separation stage is particularly critical, as the liquids pumped can contain over 40% air.
Conventional centrifugal pumps cannot operate with such high gas content as capacity is reduced dramatically and pumping becomes unstable.
After rasping, the slurry mixture of pulp, starch, and potato juice passes through rotating conical sieves for pulp fiber separation. In close collaboration with Lyckeby and the centrifugal sieves supplier, Sulzer provided seven
AHLSTAR A-LM pumping units for transferring or recirculating starch and fruit juice, and fibers and water.
The AHLSTAR A pumps with LM integrated liquid ring pump degassing units are specifically designed to handle foamy suspensions effectively and reliably, ensuring trouble-free operation and a steady process.
Even for viscous slurries the A-LM pumps with built-in vacuum system can separate most of the air from the liquids, maintaining a constant flow.
As a result of Sulzer’s global network of design and manufacturing facilities, operators of offshore platforms can be assured of a fast response from initial inquiry to equipment delivery.
The AHLSTAR A-LM pump units stabilise the entire process, optimising the operation of upstream and downstream equipment.
The internal degassing device in the A-LM pumps removes most air bubbles from the impeller eye, significantly increasing pump efficiency, which saves energy and benefits the environment.
Reduced air in the system also enhances the efficiency of other process devices, and the use of expensive antifoam agents is greatly minimised.
Hexagon Theatre heat pump takes centre stage for Reading Council’s decarbonisation drive
Feasibility studies and design testing for an open loop ground source heat pump at Reading Borough Council’s The Hexagon theatre have paved the way for a new scheme that plays a significant part in the council’s 2030 decarbonisation plans.
Carbon Zero Consulting, an RSK Group company, has conducted the studies for a heating and cooling system to provide a peak heating demand of 500 kW and cooling demand of 440 kW, equivalent to the energy requirement for around 80 houses. The system will use an
The chalk is an excellent source of groundwater, especially where a good network of underground fractures is encountered.
open loop ground source heat pump to supply year-round heating and cooling, supporting the council’s ambitions to decarbonise its buildings and progress sustainability practices across the organisation.
Carbon Zero Consulting Associate Technical Director Anna Hitchmough said: “At this site, a non-consumptive scheme is used to sustainably extract heat from the chalk aquifer under the ground. A few degrees of heat is taken from the water and amplified
by the heat pump before the water is returned to the aquifer without the loss of any volume. The temperature of the returned water quickly re-equilibrates in the aquifer.
“The chalk is an excellent source of groundwater, especially where a good network of underground fractures is encountered. This means that a reliable source of groundwater is available. Testing of the aquifer during this project suggests that the aquifer is easily capable of providing the bulk of the theatre’s heating needs, and it is hoped that the scheme will be enlarged to heat the whole Minster Quarter redevelopment.”
Following the successful installation of a pair of boreholes, licensing has been sought from the Environment Agency for the abstraction and injection of groundwater into the system.
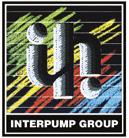
Sugar Sugar for hard-working Borger Pumps
Following the proven, ongoing performance of three rotary lobe pumps installed in a key process at a sugar refinery, a further two units from Borger are to be installed at the plant.
Two of the existing Borger pumps are utilised for white mass (sugar syrup with crystals), whilst the third pump also runs 24/7 (from August to May), but for a slightly lower grade of sugar.
Both applications send the highly viscous solution (50-55% solids) to its final stage, where the syrup is spun off to reveal the end-product of fine white sugar crystals.
Increasingly prohibitive maintenance bills (over £12,000 per overhaul, per pump) and lengthy downtime had prompted the sugar refinery to replace three of its pumps.
To further improve and streamline its pumping operation, the sugar refinery also ensured that the new pumps are all the same size (unlike the previous units), to reduce the cost of required spares.
A further four Borger pumps have also become an integral part of the sugar producer’s AD plant, which uses waste pulp beet as a feedstock for clean renewable energy.
At the AD plant that includes three digesters, receiving around 100,000 tonnes of pressed sugar beet pulp pa, the Borger pumps are utilised for the transfer of digestate.
For more, visit www.boerger.com, call 01902 798 977 or email uk@boerger.com
Valves for Hydrogen, Carbon Capture, Topside, Subsea, and Pipeline Applications.
Instrument & DBB Valves
• Manifolds, Needle, Check and DBB Valves to 22.5K psi
• Cryogenic
• Severe Service 650ºC, 10K psi
• Forged & Bolted Construction
Hydrogen & Carbon Capture Valves
• Instrumentation, Ball, Needle and DBB Valves for Hydrogen and Carbon Capture Applications
Stagecoach East offers Engineering opportunities for Vauxhall staff
Engineers, whose futures are threatened by the collapse of Vauxhall’s van factory in Luton, are being offered the opportunity to
apply for positions at Stagecoach East.
Vauxhall’s owner Stellantis has announced that its van factory in Luton
will close in April, with an estimated 1,100 local jobs at risk.
Stagecoach East is the region’s biggest bus company, with a major depot in Bedford, as well as Cambridge, Fenstanton and Peterborough, employing colleagues in a wide range of roles including Engineering, Driving, Office Support, and Presentation. In total, over 800 colleagues currently work for the bus operator across our region.
Hayden Mustafa, Operations Manager of Stagecoach East in Bedford, said: “We thoroughly believe that we are one team – we are stronger together – so we offer training and support in a welcoming environment. We put a real emphasis on the mental health of our colleagues and have Health & Wellbeing Champions throughout our operations – as we say, ‘we’ve got you’. ”
For more information, visit: www.stagecoachgroup.com/ careers.
Shadow Minister Tours hi-tech engineering and biotechnology facilities on
The Shadow Secretary of State for Science, Innovation and Technology has visited The University of Manchester’s Graphene Engineering Innovation Centre (GEIC) which specialises in the rapid development and scale-up of graphene and other 2D materials applications
Alan Mak was met by Professor James Baker, CEO of Graphene@ Manchester, who guided him around the multi-million-pound engineering facility including an opportunity to inspect the prototype space habitat system which uses advanced materials such as graphene-enhanced composites.
The Conservative MP for Havant, also dropped into the dedicated laboratory to view examples of 3D-printed scale models, AI and robotic technologies.
The second stage of his trip, organised by Policy@Manchester, focused on the Manchester Institute of Biotechnology (MIB) where he was greeted by Professor Aline Miller, Professor of Biomolecular Engineering, who also serves as Director of the University Innovation
University visit
Academy and Director of the North West Industrial Biotechnology Innovation Catalyst.
Mr Mak met with academics, including Director of the MIB, Professor Anthony Green, and Director of Operations, Dr Rosalind Le Feuvre, and toured the MIB which is an internationally recognised hub that specialises in developing disruptive bio based technologies that will support the transition away from petrochemicals to more sustainable solutions.
Report reveals lack of confidence in government support , impacting the growing skills gap
The latest In-Comm Training Barometer, which took in the opinions of 103 managing directors and HR leads, paints a picture of industry confusion when it comes to understanding what Labour is doing to bridge the well-publicised gap.
78% of firms questioned believe that there is not enough support available to boost their training fortunes, whilst more than three fifths do not understand what Skills England has been set up to do.
All of this is contributing to a mixed skills landscape for companies struggling to balance workforce development with going after new opportunities in electrification, reshoring and valueadded engineering.
For the first time in the history of the survey, less than half of businesses are planning to increase investment in their training budget, a sign that external factors are encroaching on skills spending.
Two thirds have issued a call to reform the Apprenticeship Levy,
with a focus on making sure they have greater control on what they can spend funding on and a definite split between wanting money for apprentices and money for other types of training.
There was an eight per cent uptick in the number of companies
looking to recruit an apprentice, with developing future talent, fulfilling a skills gap and upskilling the three main priorities.
For more information and to download the full report, visit: www.in-comm.co.uk
New Digital Process Manufacturing Centre unlocks emerging technology for Scottish industry
A new centre designed to support process manufacturing industries with next-generation technologies is officially opening in North Ayrshire, fuelling economic growth and helping to position the region as a leader in smart manufacturing and digital skills.
Located within the Booth Welsh manufacturing space at i3 in Irvine, the DPMC aims to accelerate the adoption of digital technology for process industry manufacturers to help cut energy costs and achieve net zero by becoming more aware, predictive, and productive.
Training will also be on offer, through the NMIS manufacturing skills academy, to upskill the current workforce and support the next generation of talent, as well as digital demonstrators to show businesses how different types of technology could be applied to their manufacturing activities.
The DPMC is a collaboration between the University of Strathclyde, as the operator of NMIS, North Ayrshire Council, and CPI. Both NMIS and CPI are part of the UK’s High Value Manufacturing (HVM) Catapult.
To find out more, visit www.nmis. scot/what-we-do/digital-processmanufacturing-centre.
Women In Engineering
Why I chose engineering –and never looked back
By Jess Nanayakkara CEng MIChemE, Air Separation Plant Manager, Air Products.
I’ve found engineering to be a profession that gives you a chance to solve real world problems and be part of something bigger, making a real impact through our work. And yet, so many young people don’t see themselves in this field and I wonder if we, the ones with experience, should be talking more about how we got here, what keeps us inspired. More positive voices can only be a good thing.
I’ve been reflecting on the journey that brought me where I am today. I never anticipated that I’d be managing our Isle of Grain plant that is responsible for keeping a chunk of the UK’s natural gas flowing. That’s the thing about engineering – it can take you places you’d never expect.
My journey started with a love of maths and science – and I wanted to do something useful with them. Chemical engineering seemed like a good fit so
I went for it and honestly it’s one of the best decisions I ever made.
I started my career through a graduate programme at Air Products. The programme stood out to me as I could see all the experience it would enable me to gain in a short time frame. I knew it was too good to miss so I swapped my gap year plans for PPE and have never looked back.
I had placements relating to asset management, energy-from-waste projects, process systems and production engineering. Each one gave me a new way of looking at how things work and how to improve them.
Becoming deputy plant manager at Air Products’ Carrington site was a big milestone and returning from maternity leave as manager of the Isle of Grain plant was even bigger.
I know some working women feel maternity leave could slow their careers, or pigeonhole them if they ask for flexibility. Taking on the plant manager position and the responsibility that comes with it took courage. My recommendation would be to keep communications with your manager open and to have confidence in your abilities. A good manager will work with you to find a fit that keeps your expertise and experience in the business in a way that suits you while supporting your individual circumstances.
Now my role has a real focus on keeping everything running legally, safely and efficiently. We supply nitrogen to adjust the calorific value of Liquefied Natural Gas (LNG) so it meets UK standards. That might sound technical but here is why it matters –our plant helps supply up to 20% of the
That’s the thing about engineering – it can take you places you’d never expect.
UK’s natural gas demand. That means millions of homes and businesses rely on what we do every single day.
Working for a business that has a genuine impact matters to me; from the critical medical oxygen we supply to hospitals and the gases that keep food produce fresh for longer to the cutting edge research in cryopreservation which requires our gases to store biological material at very low temperatures – it all counts.
With global net zero targets looming ever nearer, our business is in a unique position to help a myriad of sectors cut their carbon emissions. Whether it’s through more efficient gas and fuel usage or adapting to new technologies, doing our bit to generate a cleaner future is what’s driving us.
So if you’re thinking about what to do with your career and you like the idea of making a real difference, engineering is worth a look. It’s challenging, exciting and full of variety and opportunities to grow.
And for those of us already in the sector, let’s keep making positive noise about what we do and the difference it makes. The next generation needs visible role models that it can identify with, and we all have a responsibility to step up.
Measurement, Sensors & Monitors
Ensuring Safety and Efficiency with FLIR Thermal Monitoring for Battery Energy Storage Systems
Battery Energy Storage Systems (BESS) are essential for storing renewable energy and ensuring grid stability. However, their implementation comes with inherent risks, particularly related to lithium-ion battery fires. BESS fires can start from thermal runaway, where one cell failure can trigger a cascade of overheating, leading to fires that are difficult to extinguish and can last for hours or even days.
Traditional detection methods such as flame detectors often fail in the early stages of a BESS fire due to their reliance on visible flames or smoke, which might not be immediately present. Where flame detectors fall short, thermal imaging cameras can significantly improve protection and prevent fires before they ever reach combustion.
Thermal cameras detect the heat signature from the onset of thermal runaway long before visible flames or smoke appear, allowing for pre-emptive action to mitigate
Traditional detection methods such as flame detectors often fail in the early stages of a BESS fire due to their reliance on visible flames or smoke, which might not be immediately present.
risks. While flame detectors react to events that have already happened, a fixed thermal camera such as the FLIR A700F Advance Smart Sensor provides 24/7 surveillance
by continuously monitoring for temperature anomalies that could indicate an impending fire, thus enabling early intervention.
Incorporating thermal monitoring into BESS installations addresses the critical safety concerns associated with battery fires whilst offering a proactive, reliable, and technologically advanced solution.
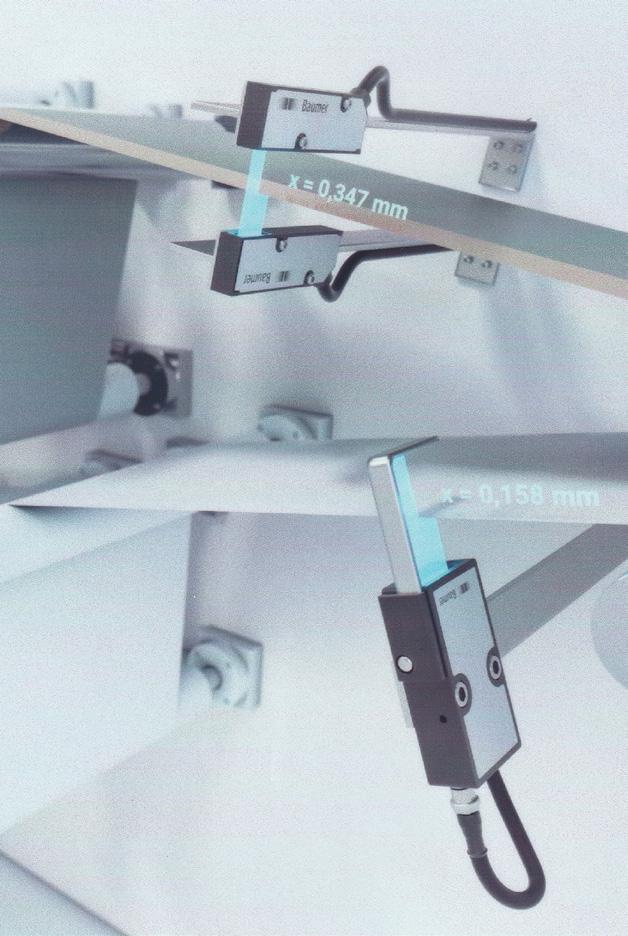
Compact, High Precision Edge Sensors Set New Standards
Sensor experts BAUMER continue to expand their extensive ‘Toolbox’ range of high-performing sensors following the introduction of new edge sensors, the OE60 and OE40.
The combination of these new sensors with their smart 2D OX series of profile sensors provides ultra-reliable and flexible edge measurement options to suit different precision levels and available space conditions across a wide range of applications.
Key features and benefits include; Edge detection with up to 1µm precision with repeat accuracy at a distance of up to 100mm, flexible design to suit different
functional principles, compact and easy to integrate along with connectivity options including IOLink, EtherCAT and Modbus RTU.
The high-precision OE60 sensors are claimed to be the only ones in their class that can be deployed as stand-alone devices without the need for a controller unit, because the sensor heads are designed to directly integrate into the control via the standardized Modbus RTU protocol. This eliminates the need for an additional device and therefore reduces overall costs.
Discover more about BAUMER’s smart toolbox at: baumer.com/gb/en/productoverview/object-detection/ edge-sensors/c/38276
Anritsu Extends Signal Generator Frequency to 44 GHz with TMYTEK Frequency Converters
Anritsu Corporation has announced the extension of vector signal frequency up to 44 GHz by combining Anritsu’s Vector Signal Generator
Industry-defined
MG3710E with TMY Technology, Inc. (TMYTEK) frequency converters.
This solution supports various tests required for developing and
manufacturing 5G and satellite application products. The 6 to 20 GHz and 24 to 44 GHz frequency bands facilitate high-speed, low latency, wide-area coverage, and stable communications at high data rates.
These bands are used by Wi-Fi 6/7, UWB (Ultra-Wideband), 5G, satellite, and other applications. With its simple, flexible, and costeffective configuration, this solution outputs signals up to 44 GHz.
As a result of this collaboration, Anritsu and TMYTEK are helping improve device quality by providing efficient test solutions for communication device development and manufacturing.
Learn more about the solution.
Mechanical Integrity Training
Developed and verified ‘for industry, by industry’, EEMUA 231 Mechanical Integrity courses are for industrial engineers at every stage – to aid efficient, hands-on work with primary containment, including pressure systems, and prevent loss of hazardous substances.
Range of courses covering: *Legislative Environment *WSE *Equipment Design *Operational Considerations *ALARP *Asset Condition *Test Techniques *Inspection Roles, Process and Reports *Postponement *Responses to Findings and Reporting *Record keeping *Audit *Feedback *User Responsibilities and Competencies *Industry Good Practice *Operating Limits *Decision Making *and more.
• Satisfy industry requirements at each level – Awareness, Basic application, Practitioner, Leader.
• Available to all – free or discounted to EEMUA Members
• Certificated up to 5 years – CPD-approved
• Flexible delivery to suit Learners and companies – Blended, Live online, Classroom, E-learning, or In-house.
Mechanical Integrity Basics course
Blended, online course – set at the Basic application competency level – flexible 4 hours learning per week for 3 weeks – 12 hours of CPD – certificated via exam –next course starts 29 September 2025
EEMUA 231 Mechanical Integrity e-learning –set at Awareness level – with 1 hour of CPD –immediately available – on-demand
EEMUA 231 Mechanical Integrity In-house course
Running over 1 day or 2 half-days – set at Awareness level – for your choice of time, location, and method of learning – b y a r r a n g e m e n t
• Courses throughout each year, including: online-learning@eemua.org
Blended, live online learning – on-site or on-call –1:1s and Mentor Support – workbook builds from day-1 for immediate use in on-site application of EEMUA 177, 231 and 232 guidance, and the PSSR ACOP – certificated for 5 years via exam and portfolio assessment – in-depth learning for 27 weeks, flexible 4 hours per week – CPD of 110 hours The MIPC course adapts to the engineering needs of each Learner their company and site/s via a 2-hour induction (to fit work schedules ahead of the course) – learning on the next course starts 20 October 2025
EEMU A Inspecti on Seminar – 25 September 2025 –
Show Preview
Jake Hall, The Manufacturing Millennial, To Make Debut UK Keynote Speaker Appearance At Automation UK 2025
Organisers of Automation UK 2025, the country’s leading exhibition for automation, robotics and machine vision, have announced the first keynote speaker for the event: Jake Hall, the Manufacturing Millennial, in his very first UK speaking engagement.
Jake, a highly respected expert in the global automation and manufacturing fields, will address visitors to the show, which returns to the Coventry Building Society Arena on 7-8 May, on the Future of Manufacturing: Automation and the Workforce.
Organised by Automate UK, the event provides exhibitors and visitors throughout the industry to network with their peers, showcase state-ofthe-art technology and solutions, and
gain valuable expertise and insight into the latest trends and developments within the field from a wealth of guest speakers.
Jake, who spent 10 years working in automation distribution and systems integration around robotics, machine vision, motion control, digital software, and smart manufacturing, will address visitors on how automation will invigorate the sector by leveraging technology to benefit manufacturers and their workforce, adapting new types of automation from robotics, AI and digital twins, building excitement for the next generation pursuing manufacturing careers and engaging with those already working within the sector on enhancing their skills and job satisfaction.
Scott McKenna, Chief Operating Officer for Automate UK, said: “We are thrilled to have secured Jake for his first keynote address in the UK. His extensive knowledge, teamed with his passion for engaging with and exciting others about the opportunities within the manufacturing field will be an inspiration for attendees of Automation UK 2025 at a pivotal time for the industry.
“Since our inaugural show in 2023, this event has grown significantly and has become an industry-leading exhibition for visitors and exhibitors alike. An opportunity to connect with key decision makers, boost both business profiles and sales, and to generate leads, Automation UK also provides essential insight for those wanting to stay ahead of the curve.
“In order to provide an enhanced experience, this year’s show has been combined with Vision UK to raise the profile of the machine vision and automation industries in one integrated event. Vision UK will have a dedicated section within the exhibition for machine vision companies to showcase the latest industrial vision technologies, products and innovations,” he added.
Leading manufacturers and suppliers of automation, robotics and vision technology exhibiting at Automation UK 2025 include Siemens, Rockwell Automation, Bowe Intralogistics, Murrelektronik, ASH, ABB, Fanuc, Photron Europe, Schubert UK Ltd, RARUK Automation, Laser Components UK Ltd and Zimmer Group.
A complete list of exhibitors can be found, with further information about the event, at: www.automation-uk.co.uk.
Manufacturers hit out at NIC and minimum wage increases as report reveals nearly half fear going out of business
Nearly half of manufacturers (49%) have concerns about their business surviving in the next five years thanks to the impact of increases in the minimum wage and employers’ National Insurance Contributions.
A new report of 114 business leaders by personalised workwear specialist
MyWorkwear reveals the bleak outlook facing companies across the UK in the wake of Rachel Reeves’ proposed tax changes.
77% of bosses are actively concerned about the rise in costs, with 75% predicting that they will have to pass these onto their customers -
potentially leading to higher consumer prices and a rise in inflation.
In addition to the planned tax changes, the report also posed questions about other challenges facing businesses heading into the 2025 financial year.
A staggering 47% of manufacturers named inflation as the biggest factor impacting their business struggles, closely followed by rising utility costs (30%). Lack of skilled labour was the third most popular reason (21%), with just one in ten respondents stating reduced
Workwear supply is also set to be affected by the tax hikes according to manufacturing bosses. 56% stated that their requirements will be impacted by cost-cutting measures, whilst 12% said they were removing all non-PPE workwear for staff.
On a positive note for employees, only 7% of manufacturers surveyed have considered reducing the quality of their workwear.
For further information visit: www.myworkwear.co.uk/ content/79-myworkweareconomic-report-2025
Hundreds of millions of pounds to turbocharge manufacturing sector in Wales
Wales is set to benefit from a £250million investment from one of the world’s largest manufacturers of semiconductors that will be vital to the production of electric vehicles, supporting the government’s Plan for Change in delivering more skilled jobs, and turbocharging the economy.
Supported by the government’s Automotive Transformation Fund (ATF), the investment will help secure domestic supplies of semiconductors critical to the UK automotive industry, and other
key industries including renewable energy and defence, supporting the Industrial Strategy. It also strengthens the UK’s position in a competitive, global semiconductor landscape, supporting long-term growth for our economy.
It is a huge boost for the UK as a global hub for advanced manufacturing, which has the fastest growth in manufacturing productivity per job in the G7 between 2010-2023.
Ahead of her visit to Newport, the Chancellor joined the Invest in Women Taskforce roundtable with
the Welsh First Minister which has secured over £250million of funding commitments to support female entrepreneurs in the UK.
Through the ATF, delivered in partnership with the Advanced Propulsion Centre (APC), the government continues to unlock private investment in UK automotive design, development, and manufacturing as the sector transitions to zero emission technology. To date, the ATF and APC funding programmes have leveraged over £6bn of investment from the private sector.
Events & Awards News
BCMPA to Highlight the Critical Role of Outsourcing at CHEMUK 2025
The BCMPA – the Association for Contract Manufacturing, Packing, Fulfilment & Logistics – is set to showcase the growing impact of outsourcing in the chemical sector at CHEMUK 2025, taking place on May 21st – 22nd at the NEC Birmingham.
In celebration of its 25th Anniversary, the BCMPA launched its #outsourcingis campaign in 2025. The initiative aims to define the value of outsourcing and demonstrate how
BCMPA members can help brands and retailers enhance operational efficiency, reduce pressures, and support business growth across the chemical and other sectors.
Visitors can find the BCMPA team at Stand K94 in the Chemicals Management Show, where the #outsourcingis campaign will be a key focus, offering insights into contract manufacturing, blending, tolling, filling, repacking, handling, and distribution. Five BCMPA members –Biodeg, Briar Chemicals, Cod Beck Blenders, Libra Speciality Chemicals, and Rakem Group – will also be exhibiting, showcasing their expertise in chemical processing and supply chain solutions.
As regulatory demands tighten, material costs fluctuate, and technical expertise becomes scarcer, outsourcing is becoming a strategic necessity. Many companies, particularly in HI&I (Household, Industrial & Institutional) sectors, are
turning to contract manufacturers to streamline operations, reduce risk, and meet stringent compliance and traceability requirements.
To address these challenges, the BCMPA will moderate a panel discussion on Thursday 22nd May, titled “How Outsourcing Manufacturing Helps Brands Get to Market Quickly, Safely, and Drives Business Growth”.
The BCMPA’s outsourcing campaign coincides with the introduction of the new Formulated Product Manufacturer Show Zone at ChemUK, expanding the focus to homecare, industrial coatings, paints, lubricants, and other formulated products. This reflects the growing trend of businesses seeking agile, scalable outsourcing solutions to manage regulatory complexities, volatile material prices, and increasing quality demands.
More information can be found here.
Leeds Manufacturing Festival launches 2025 programme
The Leeds Manufacturing Festival, which returns running through to September, is focused on raising the profile of the diverse range careers in the sector that are on offer for young people.
At the sold-out launch event keynote speaker Amanda McLaren, MD of Leeds textile manufacturer
AW Hainsworth, spoke to an audience of manufacturing employers and other industry insiders about how the drive for innovation and commitment to sustainability has played a key role in attracting younger people into the business.
Some of the biggest names in manufacturing and engineering are backing this year’s festival, as well as many smaller firms, with the programme of events playing a major role in helping companies to recruit vital new talent through new apprenticeships and traineeships.
The lineup of speakers at the launch event included awardwinning Leeds engineering apprentice Cameron Pinder and Poppy Bramford, senior policy
manager at Enginuity, the UK charity aimed at closing the skills gap in engineering and manufacturing.
Highlights of this year’s festival programme include engaging careers showcases and panels that will enable students to meet employers, as well as company visits and insight days, a Women in Engineering and Manufacturing event, as well as the annual Leeds Manufacturing Festival Awards taking place in June to celebrate some of the outstanding younger people working in the industry.
For more information and the full Leeds Manufacturing Festival 2025 programme, visit www. leedsmanufacturingfestival. co.uk
SUPPLIER
SQUIRREL CAGE MOTORS | SLIP RING MOTORS | DC MOTORS
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
• Commissioning worldwide
MENZEL Great Britain Ltd. | UK Branch Office
Martin Rooney | Tel.: +44 1664 500 844
martin.rooney@menzelgb.co.uk
menzel-motors.com
Latest Product Launches
Molex Addresses Hyperscale Data Center Growth with ‘Plug and Play’ VersaBeam EBO Interconnect Solutions
Molex, a global electronics leader and connectivity innovator, has unveiled its VersaBeam Expanded Beam Optical (EBO) Interconnect Solutions, an innovative family of high-density fiber connectors optimized for hyperscale data center, cloud and edge computing environments.
This product portfolio leverages the 3M™ EBO Ferrule, which expands the beam between connectors to reduce sensitivity to dust and debris, while dramatically decreasing the need for frequent cleaning, inspection and maintenance.
With VersaBeam EBO technology, faster deployment speeds can be achieved because fewer connections are required, reducing installation time and complexity.
To keep pace with the unrelenting rise of AI-driven capacity increases,
With VersaBeam EBO technology, faster deployment speeds can be achieved because fewer connections are required, reducing installation time and complexity.
data center providers must continually upgrade bandwidth while minimizing infrastructure changes. Ideally suited for intra-rack and server connections, Molex’s VersaBeam EBO technology fits more fibers into a very small form factor (VSFF) to maximize rack-unit usage and minimize space.
During a 3M customer field test of EBO connectors with a hyperscale data center customer, similar time savings were realized when compared to the deployment of conventional MPO connectors. For 3M’s test, the elimination of cleaning and inspection yielded a total time savings of 85%, totaling more than six hours in reduced deployment time.
For more information, visit www.molex.com.
Portescap’s new PCR 56/06 EC SD advanced motion controller for brushless DC motors is available from Mclennan
Recently launched by Portescap, the global leader in miniature motion solutions, and available from Mclennan, the new PCR 56/06 EC SD is an intelligent drive for single-axis control of brushless DC motors that is offered as an integrated hardware and software developer kit package for rapid product development-toproduction timescales.
Tailored for use with Portescap’s BLDC series miniature motorsalso fully supported and available from Mclennan - the new motion controller features a powerful 350W drive stage in a very compact package and includes Windowsbased motion and diagnostic
software with auto-tuning as well as C-based command sets.
The new PCR 56/06 EC SD is very much aimed at ensuring seamless and rapid integration into the customer’s application and will be a compelling choice for product
development in medical and life science equipment, small-scale robotic systems, and many other assembly and process automation fields.
For further information please visit www.mclennan.co.uk.
Latest Product Launches
New Queensgate Objective Positioner : affordable market-leading accuracy and superior step-settle time
Queensgate has launched its latest addition to the OP family of piezo objective positioners. The OP200 offers superior step-settle times over the OP400, whilst retaining marketleading positioning accuracy and resolution at an attractive price.
Its key features include:
• 200 μm closed loop travel range.
• High-stiffness (1.3 N/μm) provides class-leading step settle performance. 20 μm (10 %) step sub-8 ms with 150 g load.
• Stainless steel construction provides mechanical stiffness and temperature stability for fast movements and low drift.
It is compatible with most microscope models and objective lenses with user-configurable settings to accommodate different objective sizes and weights as well as performance needs.
Whilst retaining market-leading positioning accuracy and resolution at an attractive price.
Designed for applications requiring high-speed, precision movements in the 200 μm range, it is ideal for high-throughput applications such as semiconductor inspection, autofocus systems for time-lapse imaging, high content screening and surface analysis.
For more information, visit: www.prior.com
Clever circuit design that requires minimal space in the control cabinet
The use of multi-level terminal blocks offers huge potential savings when it comes to the space required in the control cabinet. The new and particularly compact PT 2,5-4L four-level terminal block series with Push-in Technology from Phoenix Contact is a spacesaving solution for mounting terminal strips.
With a width of just 5.2 mm, the product family includes feed-through, disconnect, and knife-disconnect terminal blocks as well as various function versions that enable the compact integration of function plugs and components. With a nominal cross-section of 2.5 mm² and a nominal current of 24 A at a nominal voltage of 800 V, the terminal blocks cover a wide range of applications.
The tool-free direct-connection technology saves time during conductor connection, while the compact design enables efficient wiring in confined spaces. Due to
Due to the spring construction, the terminal blocks provide high conductor pull-out forces and the function slots on each level ensure a high degree of flexibility.
the spring construction, the terminal blocks provide high conductor pullout forces and the function slots on each level ensure a high degree of flexibility. They enable both vertical and horizontal potential distribution and the accommodation of various test accessories. In addition, the terminal blocks are equipped with large marking areas, allowing the individual levels to be marked separately and providing an optimal overview.
The new four-level terminal blocks are part of the Clipline complete terminal block system and are therefore compatible with standardised accessories from Phoenix Contact, which reduces logistics costs.
Manufacturing challenges remain, but new technologies can change the narrative
By Chris Iveson, CEO at FourJaw Manufacturing Analytics
While the UK Innovation Report provides robust research into the long-term fortunes of the manufacturing sector, its focus on the past 25 years paints a bleak picture, and digital technologies are set to change this narrative. There is a huge opportunity to make UK manufacturing a major growth industry once again.
UK manufacturers have encountered fierce global competition in recent decades, and we are not alone in losing market share to lower-cost locations. But we’ve avoided a race to the bottom by focusing on highervalue products and production processes. That adjustment was tough, and inflation has been brutal in the last couple of years, but today’s picture is more positive: UK manufacturing has stabilised postCOVID, digitised faster than any other part of the economy, and achieved productivity gains that exceed those in other major manufacturing economies.
Economic shocks have done significant harm to UK manufacturing output in the last 25 years, the value of which fell by 13% during the 2008/09 financial crisis and by 12% in 2020 due to COVID. The financial crisis followed a decade of declining output. Brexit made manufacturers nervous about investments that would support growth and productivity. And while COVID was devastating for many, it prompted a wave of transformative technology adoption around automation, data analytics and AI. These new technologies are already making UK manufacturing more efficient, more productive, and more cost-competitive globally. Those that embrace them will be well-placed to prosper, now and in the future.
There are fewer manufacturing workers in the UK than in 2000, but that contraction happened in the noughties, and the workforce has
UK manufacturers have encountered fierce global competition in recent decades, and we are not alone in losing market share to lower-cost locations.
remained fairly constant since 2010. But it’s the value of their work that is most striking. UK manufacturing output was worth £91k per worker in 2000 and has risen well ahead of inflation to £237k today. This is why manufacturing can pay better wages than many other sectors and can attract top technical and engineering talent. World Bank data shows that the value added by factory workers in the UK increased more than in any other major manufacturing economy between 2018 and 2023. Today, only US factory workers create more value more efficiently than we do in the UK.
Necessity has been the mother of invention since 2020. The adapt-or-die climate forced more manufacturers to adopt technologies and working methods previously only pursued by deep-pocketed pioneers and early adopters seeking first-mover advantage. At the start of 2024, just 9% of UK manufacturers had yet to make any effort or plans to transform themselves with digital technologies, a lower proportion than any other sector of the economy.
But innovation also caught up with the needs of mainstream manufacturers. Cutting-edge research from institutions such as the University of Sheffield’s Advanced Manufacturing Research Centre became a commercial reality, and – crucially – the rise of cloud computing and Software-as-a-Service business models made it possible for many more manufacturers to adopt
automation, data analytics and AI, and to achieve substantial returns from what have become relatively low-risk investments.
The Cambridge report suggests UK manufacturers could invest more in R&D, and some will. However, most producers should be looking to buy rather than build new manufacturing technologies and processes. Research institutions are spinning out more and more companies with world-leading technologies that manufacturers can adopt easily and achieve rapid ROI. It is far less costly and risky for manufacturers to adopt these solutions, whether at the pilot stage or when fully proven, than to focus on developing their own innovations in-house.
We can’t change the past, but we can change the narrative. UK manufacturing is no longer a declining industry; it is highly innovative, high-value, and globally known for producing high-quality products. It is leading the way with digital technologies and leading the world in productivity gains. This is a sector with massive growth potential. We need to champion it, show it is still a place for ambitious and exceptional talent, and incentivise manufacturers of all shapes and sizes to adopt the new tools and technologies to give them a compelling competitive edge in today’s global economy.
Auto-DollyTug® aims to streamline baggage transfer with Schiphol
Royal Schiphol Group, in collaboration with KLM, is deploying a new self-driving baggage vehicle from Aurrigo International plc to help it optimise the separation of passenger baggage with long transfer times.
To transport baggage streams more efficiently, Schiphol is testing an all-electric, self-driving baggage vehicle supplied by Aurrigo, which will transport luggage from passengers with long layovers from the aircraft to a temporary, secured storage location.
The first phase of the Auto-DollyTug® trial began in August last year, testing the route from the temporary baggage storage area to a secured storage location. At the appropriate time, the autonomous vehicle then delivers the baggage to the baggage hall, where it can be entered into the system and further processed to the connecting fleet.
During this time, the vehicle mapped the platform environment using 3D cameras and learned how to navigate independently. Step-by-
To transport baggage streams more efficiently, Schiphol is testing an all-electric, self-driving baggage vehicle supplied by Aurrigo, which will transport luggage from passengers with long layovers from the aircraft to a temporary, secured storage location.
step, various aspects were trialled, such as autonomously picking up and dropping off containers and manoeuvring through the busy baggage hall.
The latest testing involves Aurrigo’s Auto-DollyTug® operating on the pier, where it must navigate denser traffic. If this is successful, the test routes will be expanded, and eventually, the vehicle will be tested at aircraft stands by the end of 2025.
For further information, visit www.aurrigo.com
Seco transitions to sustainable packaging
As part of its ongoing commitment to sustainability, Seco is making a significant change to its product packaging. The company is transitioning to environmentally friendly packaging made from 98-100% recycled materials, a move that will result in an estimated reduction of 131 tons of CO₂ emissions annually.
This transition is a key step toward the ambitious sustainability goals of Seco, including achieving operational net-zero greenhouse gas emissions by 2035 and reaching 90% circularity by 2030.
The new packaging, made of 98-100% recycled Polypropylene or Polyethylene depending on the supplier, maintains the same high standards of quality and functionality that customers expect while contributing to a more sustainable future.
The durable and reliable packaging will continue to protect tools effectively, while also helping to reduce environmental impact. The transition aligns with the Seco purpose to make manufacturing fast, easy, and sustainable.
For more information, visit www.secotools.com
Pentagon, pro-actively supporting you from the early stages of design assistance right through to mould tool manufacture and repeat production of your injection moulding project. Your new or existing plastic injection moulding project will benefit from years of technical moulding experience!